TENDO - PEDECA Presspedeca.es/wp-content/uploads/2012/02/MOLDPRESS_11.pdf · 2012-02-24 · •...
50
JUNIO 2009 • Nº 11 MOLD PRESS
Transcript of TENDO - PEDECA Presspedeca.es/wp-content/uploads/2012/02/MOLDPRESS_11.pdf · 2012-02-24 · •...

JUN
IO20
09•
Nº
11M
OLD
PRES
S


1
TENDOEl portaherramientas hidráu-lico de alta precisión. Con lamejor concentricidad, repeti-bilidad y con absorción de vi-braciones. Cuida de su máqui-na, de su herramienta y de subolsillo. Calidad universal en
el equipo TOTAL TOOLING deSCHUNK.
SCHUNK marca contínuamen-te pautas progresivas en el sec-tor de la fijación y la automati-zación. Un espíritu pionero y elquerer alcanzar mejoras, noshacen avanzar día en día.
Por su amable y desinteresada co-laboración en la redacción de estenúmero, agradecemos sus infor-maciones, realización de reporta-jes y redacción de artículos a susautores.
MOLD PRESS se publica seis vecesal año: Febrero, Abril, Junio, Sep-tiembre, Octubre y Diciembre.
Los autores son los únicos res-ponsables de las opiniones y con-ceptos por ellos emitidos.
Queda prohibida la reproduccióntotal o parcial de cualquier texto oartículo publicado en MOLD PRESSsin previo acuerdo con la revista.
Editorial 2Noticias 4IZAR obtiene la ISO 14001 • Carl Zeiss en MAQUITEC 2009 • La Cumbre Industrial se aplaza a 2011.
Artículos• TechWorks centralizará todas las operaciones de SolidWorks del Grupo Cimatech 6• Portaherramientas Hidráulico TENDO - Por Schunk Intec, S.L. 8• Premiadas varias máquinas Mazak comercializadas por Intermaher 10• La importancia de una filtración adecuada - Por Kenfilt 12• Nuevo servicio de calibración de transductores de fuerza de hasta 5 MN 14• La programación en el taller de Pure Medium con WorkNC reduce costes - Por Sescoi 16• Cabezales TA-CENTER 18• Centro de mecanizado de columna móvil DMF 260 linear 20• El mejor acabado para un molde: “EL pulido” 22• Y tú, ¿estudias o digitalizas? - Por Antonio Sánchez 24• ONA suministra la máquina de electroerosión por penetración más grande del mundo 27• PM3 Club Advanced 28• Fresado de roscas de WNT versión 2.0 30• Novedades GRAVOGRAPH 32• HELITANG, Fresas con Plaquitas Tangenciales 33• Una segadora ganadora del Swedish Steel Prize 2008 34• Platos magnéticos electropermanentes Quadri-pol y Quadri-press 35• Diseño de utillajes y accesorios - Por Miquel Fiestas 38• El PVD permite modificar el grado de brillo de los plásticos - Por Oerlikon Balzers-Elay Coating S.A. 38Oferta 44Guía de compras 46Indice de Anunciantes 48
Sumario • JUNIO 2009 - Nº 11
Nue
stra
Port
ada
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración y Suscripciones: Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4431 - Depósito legal: M-53064-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. Ruiz • Impresión: VILLENA
Colaborador:Manuel A.
Martínez Baena
Información / Junio 2009
2
¡SEGUIMOS ADELANTE,YA QUEDA MENOS!
Cada día que pasa tenemos por seguro que el final del túnel estámás cerca.
La economía se recuperará a medio plazo y todo volverá a su nor-malidad.
En estos tiempos de cambio hay que observar detenidamentenuestras oportunidades sin dejarnos llevar por el pesimismo. Uncamino que nos tiene que llevar al éxito es la innovación y la for-mación.
Por ello nuestra revista desde una mentalidad positiva y optimista,apela a nuevas posibilidades de obtención de recursos. En el próxi-mo número de septiembre lanzaremos un número especial prove-edores, con una ficha exacta de qué tiene cada empresa para elsector. Una forma gratuita de llegar a sus clientes.
Con este número que tiene en sus manos estaremos presentes enla Feria MATIC – MOLDEXPO a celebrar los próximos 2 al 4 de junioen Zaragoza. Allí nos veremos.
Entre todos, no sé exactamente cómo, pero saldremos adelante.
Antonio Pérez de Camino
Editorial


IZAR obtienela ISO 14001IZAR CUTTING TOOLS S.A.L. haconseguido la certificación delsistema de gestión medioam-biental basado en la norma ISO14001:2004, por parte de la pres-tigiosa Lloyd’s Register QualityAssurance.
Carl Zeiss enMAQUITEC 2009Carl Zeiss IMT Iberia estuvo pre-sente exponiendo sus productosen una isla de 119 metros cua-drados, compartida con ZeissMicrolmaging, Junker & Partner(empresa perteneciente al grupoalemán) y FARO. Los visitantestuvieron a su alcance las últimastecnologías en scanning óptico,medición para taller, metro-to-mografía, etc. Los asistentes quevisitaron el stand de ZEISS pu-dieron comprobar in-situ todo elpotencial de los nuevos equiposDuraMax, O-Inspect, Metrotom,varios perfilómetros y rugosíme-tros; así como otras herramien-tas de vanguardia que Carl Zeisspuso a disposición de todos losque allí se acercaron.
En total, la firma alemana consi-guió un resultado muy positivo.Se hicieron más de cien contac-tos, que mostraron su predilec-ción por las diferentes máquinasdel Grupo, de los cuales ochentay uno se interesaban por prime-ra vez en los productos de ZEISSy el resto ya disponían de algunode los equipos de la marca.
En la octava edición de Maqui-tec, también se mostraron lasúltimas tendencias en robotiza-ción y automatismos, al coinci-dir con la celebración del 40ºSimposio Internacional de Robó-
tica. La próxima edición de la fe-ria se celebrará en 2011.
Info 2
La CumbreIndustrialse aplaza a 2011 La actual situación de crisis glo-bal y muy especialmente acen-tuada en el sector industrial haimpedido que los agentes parti-cipantes en la Cumbre, feria in-dustrial y tecnológica integradapor las áreas de Subcontrata-ción, Automatización y Trasmet,que iba a celebrarse el próximomes de septiembre, puedan ins-cribirse en ella.
Como consecuencia, este hechono garantiza la realización de unevento de la calidad, nivel y volu-men requeridos por Bilbao Exhibi-tion Centre, para que tanto expo-sitores como visitantes satisfagansus expectativas de negocio y ma-ximicen su rentabilidad. Por estarazón y con el fin de seguir garan-tizando la celebración con éxito yen las mejores condiciones de es-ta cita, ya veterana, sus responsa-bles han tomado la decisión de a-plazarla hasta el 2011.
Tras realizar un amplio sondeoentre los diferentes agentes delsector, el equipo organizador hadecidido aplazar su celebración,prevista para septiembre de esteaño, a 2011. En esa fecha volveráa convocarse el que es certamende referencia para los sectoresimplicados en la fabricación debienes de equipo, para lo cual seva a trabajar en un nuevo diseñode certamen que esté adaptado aldesarrollo del mercado al que vadirigido y a sus requerimientoscomerciales, tal y como marcarála tendencia económica y comer-cial en los próximos meses.
Info 3
Noticias / Junio 2009
4
La auditoría realizada a princi-pios del mes de abril por parte dedicha empresa finalizó con re-sultado satisfactorio y, gracias aello, además, IZAR ha renovadosu certificación del sistema degestión de calidad ISO 9001:2000.
A pesar de la dureza de la actualsituación económica y su im-pacto en el mercado de la herra-mienta de corte, desde su res-ponsabilidad como líder delmercado en este sector, IZARquiere continuar avanzando ha-cia la sostenibilidad como obje-tivo estratégico de la empresa.
Por ello, y dentro de su compro-miso activo con la Responsabili-dad Social de la Empresa, IZARactúa de forma voluntaria porintegrar las preocupaciones me-dioambientales en sus opera-ciones comerciales y en las rela-ciones con sus interlocutores,además de, por supuesto, ase-gurar la máxima calidad de susprocesos y productos de cara asus clientes y usuarios.
Info 1

Información / Junio 2009
6
Dese el 1 de marzo de 2009, la empresa TECH-WORKS asume todas las operaciones comer-ciales y técnicas de SolidWorks que hasta a-
hora venía realizando CIMATECH.
TECHWORKS, al igual que CIMATECH, METALCAM yTOOLPATH, forma parte de la organización del GRU-PO CIMATECH. La razón del cambio de organizaciónes por la importancia que SolidWorks ha ido adqui-riendo dentro del grupo y para poder focalizarse me-jor sobre cada uno de los mercados y productos.
El incremento de las operaciones en el mercado dediseño impone una especialización del equipo deprofesionales que gestionaba SolidWorks dentrode CIMATECH. Este grupo, íntegramente, ha pasa-do a formar parte de la plantilla de TECHWORKS,por lo que los clientes no apreciarán otros cambiosaparentes más que una organización mucho másfocalizada en el producto SolidWorks.
De esta forma, CIMATECH volverá a centrarse sobresoluciones y clientes orientados a fabricación mien-tras que TECHWORKS se centrará sobre soluciones yclientes orientados a diseño. METALCAM, empresaque desarrolla software CAD/CAM, distribuirá susproductos Fikus Visualcam en España a través de CI-MATECH y TECHWORKS y en el resto del mundo pormedio de distribuidores y agentes cualificados.
Esperan también mejorar la atención a los clientesde CAM en España ya que CIMATECH se reorientaplenamente sobre este mercado.
“La nueva estructura de Grupo Cimatech les está
permitiendo en la actualidad, ofrecer un mayor nú-mero de respuestas cualitativas a los clientes, ya quela estructura de TechWorks está especializada ex-clusivamente para estas necesidades”, afirma JesúsRodríguez, Director Técnico de TECHWORKS.
Como parte de la nueva estructuración del Grupo,Juan Pedro Olaechea se incorpora a TECHWORKScomo Director Comercial. Juan Pedro es un profesio-nal altamente cualificado con una larga experienciaen el sector que hasta ahora ejercía como DirectorComercial de SolidWorks Ibérica y había ejercidotambién como director comercial de Unigraphics.
“Los nuevos retos de la industria exigen que lasempresas tecnológicas cambien su filosofia actual,de simples expendedores de productos a verdade-ros Partners. Desde GrupoCimatech no sólo aplica-mos este sistema de trabajo, lo hacemos realidadcon la creación de TechWorks una empresa basadaen el portafolio SolidWorks y la experiencia de másde 1.000 clientes en activo.”, nos comenta Juan Pe-dro Olaechea, Director Comercial de TECHWORKS.
“Cada vez más el mercado necesita organizacionesy personas totalmente enfocadas y especializadasen los productos y su aplicación para de esta formapoder colaborar con los clientes para superar y me-jorar cualquier reto que el futuro nos presente. Lasrelaciones no pueden ser ni estáticas ni limitadas enel tiempo, al ser muy cambiantes las oportunidadesque se nos presentan. Con la creación de Tech-Works esperamos poder ir de la mano de nuestrosclientes como clara fortaleza para ambos.”, explicaDarío Durá, Director General de GrupoCimatech.
TechWorks centralizarátodas las operacionesde SolidWorks del Grupo Cimatech
Información / Junio 2009
8
En las mecanizaciones modernas de arranquede virutas los fabricantes mejoran constante-mente componentes individuales de las má-
quinas. El resultado son máquinas más precisas yherramientas más duraderas. Con estos principiosaplicados se obtienen mecanizados de alta calidady precisión.
Para conseguir esa seguridad de procesamiento esimprescindible que la exactitud que da la máqui-
na, sea transmitida por el portaherramientas a laherramienta y finalmente a la pieza a mecanizar.
Schunk le ofrece la solución definitiva para su má-quina: el portaherramientas hidráulico TENDO.
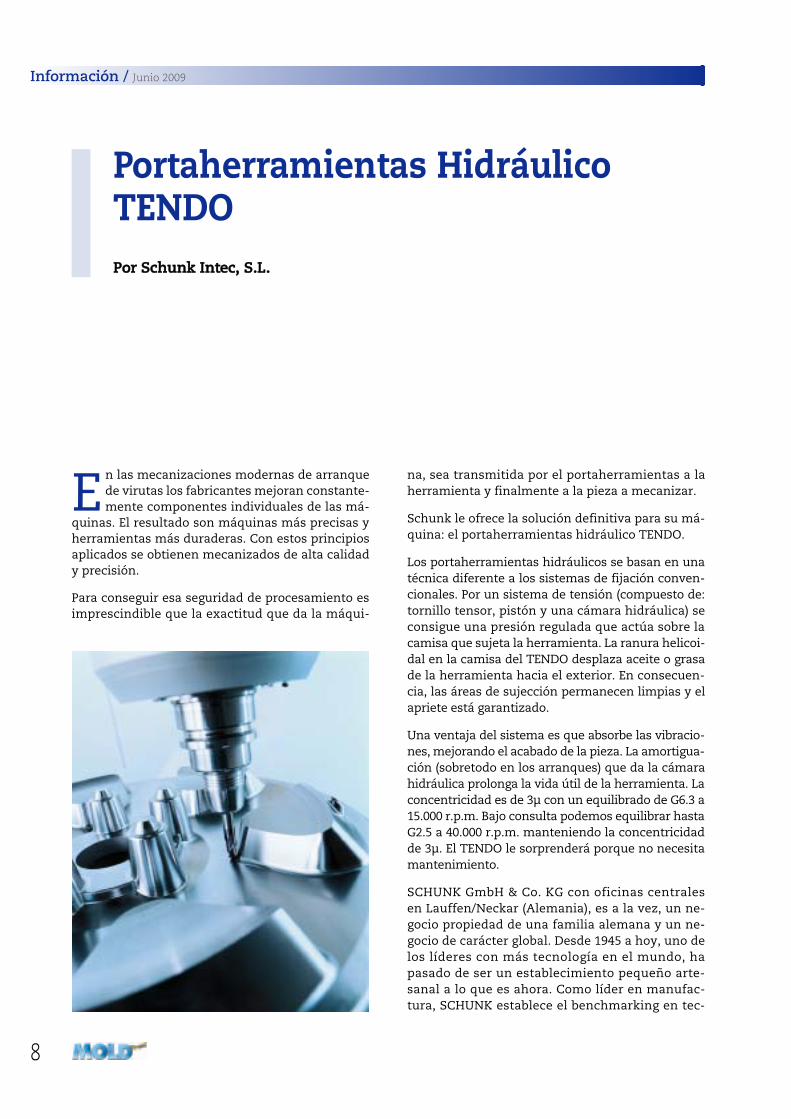
Los portaherramientas hidráulicos se basan en unatécnica diferente a los sistemas de fijación conven-cionales. Por un sistema de tensión (compuesto de:tornillo tensor, pistón y una cámara hidráulica) seconsigue una presión regulada que actúa sobre lacamisa que sujeta la herramienta. La ranura helicoi-dal en la camisa del TENDO desplaza aceite o grasade la herramienta hacia el exterior. En consecuen-cia, las áreas de sujección permanecen limpias y elapriete está garantizado.
Una ventaja del sistema es que absorbe las vibracio-nes, mejorando el acabado de la pieza. La amortigua-ción (sobretodo en los arranques) que da la cámarahidráulica prolonga la vida útil de la herramienta. Laconcentricidad es de 3µ con un equilibrado de G6.3 a15.000 r.p.m. Bajo consulta podemos equilibrar hastaG2.5 a 40.000 r.p.m. manteniendo la concentricidadde 3µ. El TENDO le sorprenderá porque no necesitamantenimiento.
SCHUNK GmbH & Co. KG con oficinas centralesen Lauffen/Neckar (Alemania), es a la vez, un ne-gocio propiedad de una familia alemana y un ne-gocio de carácter global. Desde 1945 a hoy, uno delos líderes con más tecnología en el mundo, hapasado de ser un establecimiento pequeño arte-sanal a lo que es ahora. Como líder en manufac-tura, SCHUNK establece el benchmarking en tec-
Portaherramientas HidráulicoTENDOPPoorr SScchhuunnkk IInntteecc,, SS..LL..

La filosofía de “Hecho en Alemania” es valorada nosólo por la compañía, sino también por el lugar, A-lemania. SCHUNK emplea a más de 1.800 personasen todo el mundo, de las cuales 1.400 trabajan enLauffen, Brackenheim-Hausen y Mengen. AdemásSCHUNK tiene plantas adicionales en EE.UU y Chi-na. 24 oficinas subsidiarias están desarrollandomercados de negocio alrededor del mundo. Heinz-Dieter Schunk y su hijo Henrik A. Schunk son losdirectores administrativos de esta compañía loca-lizada en Baden- Württemberg, Alemania.
nología de sujeción y automatización a través delmundo. El estímulo de la compañía es un espíritupionero y un esfuerzo basado en el progreso. Unequipo de técnicos e ingenieros capaces, son labase para los desarrollos más modernos. Produc-tos innovadores, soluciones creativas, produccióncon la más alta calidad y una competitiva red deventas, hacen que SCHUNK sea uno de los sociosde negocio más solicitados en todas las industriasa nivel mundial.
En la gama de accesorios y componentes para má-quina herramienta y sistemas de sujeción, las solu-ciones especiales incluyen sistemas de portaherra-mientas, sistemas de sujeción estacionaria, platospara torno, mordazas para platos de torno y solucio-nes especiales con tecnología de expansión hidráu-lica. La gama de automatización produce y vendepinzas de sujeción, módulos giratorios, módulos li-neales, accesorios para robots, automatización conensambles modulares y componentes para proce-sos y sistemas de soluciones industriales.
ManoAntropomórfica
El futuro está en nuestras ma-nos. En la gama de automatiza-ción, SCHUNK también es unode los socios de negocio más so-licitados en todas las industriasa nivel mundial.
TENDO Con tecnologías innovadoras ysofisticadas, SCHUNK se ha con-vertido en el proveedor líder enel campo de sistemas de suje-ción.
Junio 2009 / Información

Información / Junio 2009
10
Los modelos Integrex i-150 y Versatech V-140N han sido premiados con las máximasdistinciones.
El modelo de máquina Mazak Integrex i-150 ha ob-tenido dos premios, Good Design Award 2008 y38th Machinery Industrial Design Award.
El primer premio, Good Design Award 2008, es ins-tituido por el Ministerio de Comercio Internacionale Industria de Japón, con el fin de premiar la indus-tria y el diseño, además de la calidad, funcionali-dad, operatividad y seguridad. Es la quinta vezconsecutiva que Mazak se hace con este premio.
En el otro premio que ha recibido el modelo Inte-grex i-150, en el 38th Machinery Industrial DesignAward, se ha premiado el diseño industrial de lamáquina y la combinación de productividad, segu-ridad y facilidad de operación. Este modelo dispo-ne de un amplio abanico de funciones inteligentespara proporcionar gran facilidad de operación. A-demás, esta avanzada máquina, reduce los tiem-pos de torneado y fresado siendo, además, unamáquina muy compacta.
El otro modelo Mazak premiado corresponde alVersatech V-140N, que ha obtenido el 36th Ma-chine Design Award. En esta ocasión se ha pre-miado el avance que ha supuesto esta máquina,debido a que el nuevo modelo no precisa cambiarde cabezal para mecanizar distintas superficies.Las características del diseño del cabezal permi-
Premiadas varias máquinasMazak comercializadaspor Intermaher

rramienta más veteranas. En pocos años se conso-lidó como líder en el mercado de importación demáquinas de control numérico y abrió delegacio-nes en Barcelona, Madrid, Sevilla y Zaragoza. Dis-pone de un Centro Tecnológico de 1.600 m2.
ten que el motor obtenga una potencia de salidade 36 kW en cualquier rango de revoluciones(1.000 – 10.000 rpm) y el cabezal, al no ser afecta-do por el ángulo de orientación del husillo, consi-gue el mismo Par en vertical y horizontal. El nue-vo modelo incluye también protecciones paraprevenir los efectos de taladrina y viruta, así co-mo funcionalidades para la refrigeración de laherramienta.
Otras de las características por la que el VersatechV-140N ha sido premiado es por la reducción detiempos improductivos, por la alta velocidad y pre-cisión de mecanizado, y por las funciones inteli-gentes de las que está equipado para mejorar la ca-lidad y seguridad, minimizando las vibraciones einterferencias. El modelo Versatech puede ser con-trolado por el operario por ambos lados.
Intermaher, con sede en el polígono Goiain de Le-gutiano (Álava), inició su andadura en 1975 comorepresentante exclusivo de Mazak, lo que la con-vierte en una de las distribuidoras de máquina-he-
Junio 2009 / Información
Información / Junio 2009
12
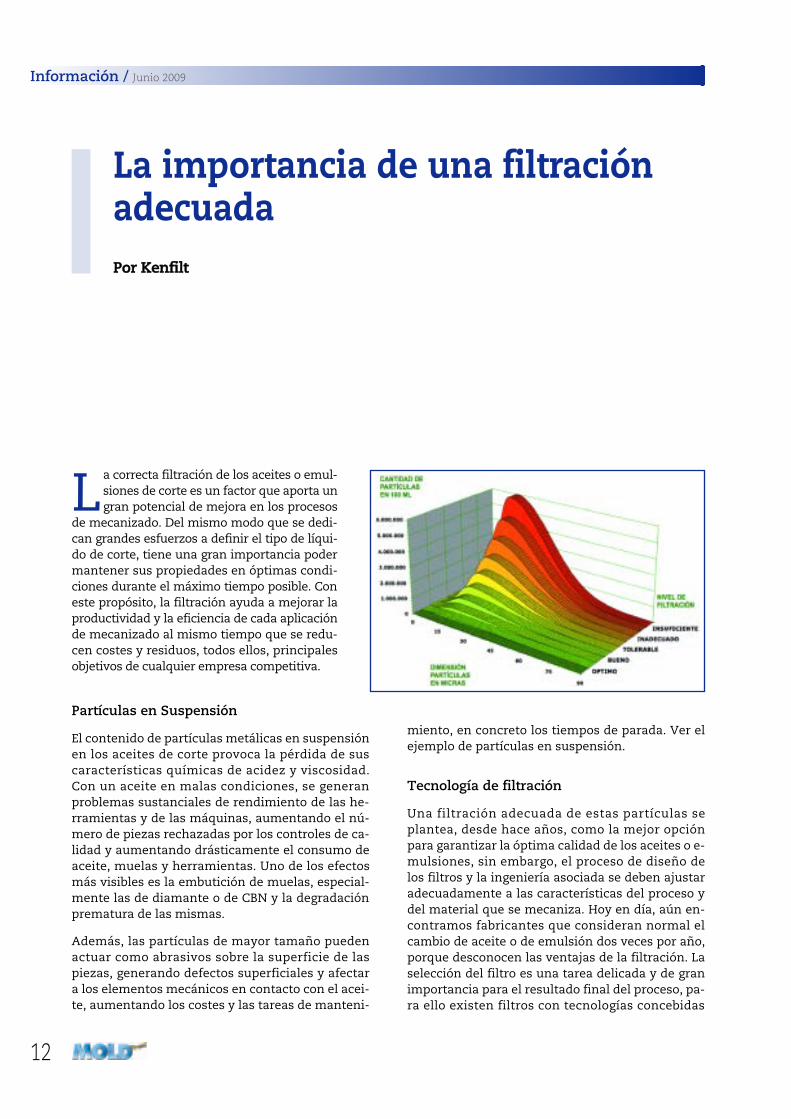
La correcta filtración de los aceites o emul-siones de corte es un factor que aporta ungran potencial de mejora en los procesos
de mecanizado. Del mismo modo que se dedi-can grandes esfuerzos a definir el tipo de líqui-do de corte, tiene una gran importancia podermantener sus propiedades en óptimas condi-ciones durante el máximo tiempo posible. Coneste propósito, la filtración ayuda a mejorar laproductividad y la eficiencia de cada aplicaciónde mecanizado al mismo tiempo que se redu-cen costes y residuos, todos ellos, principalesobjetivos de cualquier empresa competitiva.
Partículas en Suspensión
El contenido de partículas metálicas en suspensiónen los aceites de corte provoca la pérdida de suscaracterísticas químicas de acidez y viscosidad.Con un aceite en malas condiciones, se generanproblemas sustanciales de rendimiento de las he-rramientas y de las máquinas, aumentando el nú-mero de piezas rechazadas por los controles de ca-lidad y aumentando drásticamente el consumo deaceite, muelas y herramientas. Uno de los efectosmás visibles es la embutición de muelas, especial-mente las de diamante o de CBN y la degradaciónprematura de las mismas.
Además, las partículas de mayor tamaño puedenactuar como abrasivos sobre la superficie de laspiezas, generando defectos superficiales y afectara los elementos mecánicos en contacto con el acei-te, aumentando los costes y las tareas de manteni-
miento, en concreto los tiempos de parada. Ver elejemplo de partículas en suspensión.
Tecnología de filtración
Una filtración adecuada de estas partículas seplantea, desde hace años, como la mejor opciónpara garantizar la óptima calidad de los aceites o e-mulsiones, sin embargo, el proceso de diseño delos filtros y la ingeniería asociada se deben ajustaradecuadamente a las características del proceso ydel material que se mecaniza. Hoy en día, aún en-contramos fabricantes que consideran normal elcambio de aceite o de emulsión dos veces por año,porque desconocen las ventajas de la filtración. Laselección del filtro es una tarea delicada y de granimportancia para el resultado final del proceso, pa-ra ello existen filtros con tecnologías concebidas
La importancia de una filtraciónadecuadaPPoorr KKeennffiilltt

como el impacto y el mantenimiento sobre equiposauxiliares de refrigeración o bombas de alta presión.Los datos confirman que los costes de explotacióndirectos pueden disminuir hasta un 30%.
Conclusión
En definitiva, cabe destacar que la filtración se haconvertido en uno de los procesos que se estudiacon más detalle en la puesta en marcha de los másnuevos proyectos e instalaciones de mecanizadodebido a la importancia que el sector le atorga. Poresta razón, referencias a nivel internacional comoSANDVIK, KENNAMETAL o ISCAR implantan filtrosKENFILT en sus últimas y más modernas instala-ciones a nivel mundial.
Con un estudio profundo de cada aplicación y unaingeniería precisa, KENFILT, S.A. desarrolla filtroscapaces de potenciar y consolidar los procesos pro-ductivos más exigentes, con un impacto directosobre la productividad y los beneficios de la activi-dad metalúrgica.
para conseguir una calidad de filtración idónea pa-ra cada aplicación.
Con los distintos sistemas de filtración que puedeproponer KENFILT se han observado resultados demejora considerable en la duración de la vida de lasherramientas de los procesos más exigentes, tipobrocas cañón, escariadores, bruñidoras, etc. El con-sumo de muelas para las aplicaciones de rectificadotambién ha disminuido de forma significativa así
Junio 2009 / Información

Información / Junio 2009
14
HBM, fabricante de equipos y componentespara la medida de magnitudes mecánicas ypesaje, anuncia que su laboratorio de cali-
bración DKD situado en Darmstadt (Alemania) hapuesto en marcha una nueva instalación de cali-bración para fuerzas de hasta 5 MN.
Con esta ampliación, el laboratorio de calibración,que en 1977 fue el primero en ser acreditado el Ser-vicio de Calibración Alemán (DKD), intensifica supapel precursor en el campo de la calibración defuerzas.
Además, los clientes se beneficiarán de los años deexperiencia de HBM al poder calibrar transducto-res de fuerza de un rango comprendido entre 2,5 Ny 5 MN.
Las nuevas instalaciones presentan una incerti-dumbre de medición certificada por el DKD de tansolo 0,02 % del valor medido.
La fuerza máxima posible de 5 MN equivale al pesode una masa de 500 t –un tren de alta velocidad I-CE3 de 200 m tiene una masa de 400 t.
Por lo tanto, el laboratorio vuelve a ser pionero enla combinación de una fuerza máxima tan elevadacon el tipo de su construcción y permite la calibra-ción de transductores tanto de presión como defuerza.
Las fuerzas necesarias para la calibración se cre-an con un grupo hidráulico. La calibración se rea-liza entonces por comparación de la señal del
transductor de fuerza que se desea calibrar con eltransductor de referencia integrado en la instala-ción.
La incertidumbre de medición ha sido verificadapor expertos de HBM y del Instituto Alemán de Me-trología (PTB) en el marco de la acreditación DKD.
Nuevo servicio de calibraciónde transductores de fuerzade hasta 5 MN

Información / Junio 2009
16
La programación en talleres con WorkNC está a-yudando a Pure Medium, instalada en Nunea-ton, Reino Unido, a proporcionar una rápida en-
trega de diseños y prototipos de herramientas quenecesitan sus clientes en mercados como el aeroes-pacial, defensa, el de la turbina eólica o el automovi-lístico. Trabajando a menudo con productos líderes,la empresa se enorgullece de la calidad de los moldesy prototipos que produce, así como de la flexibilidady respuesta en esta industria de alto crecimiento.
Keith Oldham, Director General de Pure Medium,instaló WorkNC en su taller para maximizar la pro-ductividad y eliminar los retrasos asociados con laprogramación en la oficina. Según explica Keith,“Obtenemos datos de los modelos en formatos I-GES, STEP y CATIA nativos. En general ya está todoconvertido así que sólo tenemos que añadir planosde separación o copias en WorkNC antes de añadirlas sendas”. WorkNC posee la habilidad de interro-gar y modificar el modelo de superficie, cortar sec-ciones, comprobar ángulos de desmoldeo, rellenaragujeros y medir cotas. Anteriormente, esto se rea-lizaba en un sistema CAD diferente, pero ahora to-do se pude hacer en un mismo taller. Los operado-res de las máquinas comprenden exactamentecuánta geometría extra se necesita para permitir-les añadir las sendas y, como o pueden hacer ellosmismos, no hay retrasos ni posibilidades de erro-res de comunicación. Haciendo el mejor uso de lashabilidades de sus operadores, la empresa puedeoptimizar sus procesos de mecanizado, ahorrarcostes en un especialista de CAD/CAM que estuvie-ra en la oficina y utilizar el tiempo del que dispo-nen los operadores mientras la máquina está enmarcha de la manera más efectiva.
Dos operadores utilizan WorkNC en Pure Medium, yencontraron que el sistema era muy fácil de apren-der. “Nos resultan de gran ayuda el manejo fiable delos datos CAD importados, las herramientas paramodificar y reparar superficies y las sendas automá-ticas del programa. Los usuarios solo necesitan tenerconocimientos básicos de informática para utilizarWorkNC. Fue mucho más fácil de aprender que otrossistemas que probamos, ya que el sistema ha sidodiseñado para encajar con la forma de trabajo de losoperadores de las máquinas”, comenta Keith.
La programación en el tallerde Pure Medium con WorkNCreduce costesPPoorr SSeessccooii

Las sendas automáticas de WorkNC hacen que la pro-gramación sea sencilla y de fiar. La empresa utiliza lassendas de desbaste global y acabado paralelo en 3Dpara la mayoría de sus trabajos, aunque cada proyec-to sea diferente. Los modelos de stock y restantesmantienen la herramienta unida con el material, evi-tando los cortes en el aire, mientras que los movi-mientos de herramienta trocoidales eliminan las car-gas excesivas. Keith Oldham añade: “Deseamosconstruir una relación fuerte con nuestros clientes o-torgándoles diseños y moldes de alta calidad y tiem-pos de entrega cortos. Esto construye una fidelidadcon los clientes y asegura un negocio que se repite”.
95% de los prototipos y moldes producidos por PureMedium se realizan con WorkNC, por lo que su rendi-miento es una parte esencial del éxito de la compañía.Keith Oldham comenta: “Confiamos plenamente enlos resultados de WorkNC. Nos proporciona un meca-nizado sin colisiones ni roturas de herramientas, yproduce sendas consistentes y fiables. Además, su fá-cil manejo nos permite ahorrar un tiempo y dineroconsiderables gracias a la programación en el taller,maximizando así nuestra utilización de los recursos”.
El control y prevención de colisiones son caracte-rísticas importantes para Pure Medium. Esto es es-pecialmente cierto para el mecanizado de 3+2 ejesque utiliza en proyectos complejos. Keith Oldhamconfirma que “el mecanizado en 3+2 es fácil deprogramar, simplemente cambiamos el eje o aña-dimos una vista. Pensamos que la prevención decolisiones es especialmente práctica en moldes deacero, donde necesitamos utilizar herramientasmás pequeñas por la rigidez. El programa añade a-ros en las esquinas, lo que elimina los chirridos y elconsecuente daño a la herramienta y al producto”.
La empresa ha experimentado un incremento de vi-da de las herramientas desde que se instalóWorkNC. También han ahorrado dinero al utilizarherramientas disponibles, trabajando con provee-dores para probar y mejorar nuevos tipos de herra-mientas y beneficiándose de ofertas especiales. Por-que WorkNC se utiliza en el taller, los operadorestienen la flexibilidad y el conocimiento para optimi-zar los procesos de mecanizado y obtener el máxi-mo posible de sus herramientas, realizando así im-portantes ahorros en costes de herramientas.
Junio 2009 / Información

Información / Junio 2009
18
Nacen para su empleo en máquina con cam-bio herramientas automático, es decir e-sencialmente a todos los centros de trabajo.
El control del avance de la corredera portaherra-mienta y de la posición herramienta, incluso du-rante la rotación está controlado por un grupo demotorización U-DRIVE. Este grupo es gestionado di-rectamente por un eje llamado “U” del control nu-mérico del centro de trabajo.
Un centro de trabajo preparado así, permitirá solu-cionar una serie de elaboraciones diferentes comotorneado interno y externo, muescas, mandrinadoscónicos incluso variables, radios cóncavos y conve-xos, roscas cilíndricas, espirales fonográficas, etc.la eventual aplicación en máquinas que no permi-ten la conexión a un eje del CNC, se puede realizargestionando el motor del grupo de motorización U-
DRIVE con un práctico, simple y económico posicio-nador U-CONTROL con REMOTE-CONTROL wire-less.
El posicionador sepuede conectar alas funciones M delcontrol de lamáquina pararecibirseñales destart de lasdiferentesoperacionesprogramadasen elREMOTE-CONTROL.
Con lasmáquinasequipadascon el KITU-CONTROLWIRELESS no esposible efectuarelaboracionesesféricas.
Cabezales TA-CENTER

Información / Junio 2009
20
Desde que en el 2001 DECKEL MAHO Seebach,del grupo Gildemeister, presentara su pri-mera máquina DMF linear en la EMO de Ha-
nover, ha evolucionado de manera que se ha con-vertido en uno de los líderes mundiales en lafabricación de columna móvil. Cientos de instala-ciones alrededor del mundo son una clara pruebade esta historia de éxito, en la que hoy añadimos o-tro capítulo con la nueva DMF 260 linear.
El núcleo de la DMF 260 linear es la bancada de gra-nito extremadamente estable, que absorbe vibra-ciones, y la columna móvil termo-simétrica. Tam-bién destaca el almacén de herramientas móvilcon capacidad para 30 posiciones en la versión es-tándar y que asegura rápidos intervalos de cambioo cortos tiempos de viruta a viruta de menos de 5segundos. De manera opcional se puede ampliar elalmacén a 60 ó incluso a 120 herramientas.
Centro de mecanizado de columnamóvil DMF 260 linear

transversal en eje Y ampliado a 1,100 mm y unaversión más pequeña con recorrido transversal de1,800 mm en eje X.
Datos Técnicos:
Recorridos X / Y / Z mm 2,600 / 700 / 700
Velocidad rotacionaldel husillo: estándar rpm 8,000
Marcha rápida X m/min 80
Aceleración m/sÇ 8
Número de herramientas 30 (60/120)*
Máx. peso de pieza kg 2,150
Medidas de la mesa mm 2,900 x 700
Control DMG ERGOline®con pantalla 19" y software 3D Siemens 840D powerline
Heidenhain iTNC 530
Para algunos, mucho más impresionante que sutécnica es el nuevo diseño de DMG, la más recienteinnovación que DECKEL MAHO Seebach ha presen-tado. Sus grandes ventanas permiten visualizar elárea de trabajo de 2,600 mm x 700 mm x 700 mm(en X, Y y Z), suficiente para que sus operarios que-den impresionados, incluso por el control DMG ER-GOline® con pantalla 19", el Siemens 840D solu-tionline con ShopMill Open o el Heidenhain iTNC530 con SmarT.NC que proporcionan un excelenteservicio orientado a talleres.
En cuanto a la productividad, la DMF 260 linear sepresenta con marchas rápidas de hasta 80 m/minen todos los ejes. La combinación de tecnologíacon accionamientos directos en el eje X y el siste-ma de medición directo también aseguran una ex-celente precisión en la pieza. La versión estándarincluye un potente par con 8.000 rpm, pero tam-bién hay opciones de husillo de 14.000 rpm y18.000 rpm, para, por ejemplo, los especialistas enel mecanizado de aluminio.
Existe una opción que permite adaptar el eje B con-trolado a CNC en lugar del cabezal vertical están-dar. Si el usuario opta por la versión con mesa ro-tativa CN integrada como eje C adicional, puedeadentrarse al impresionante mundo del mecaniza-do de 5 caras/5 ejes. El extremadamente largo re-corrido transversal del eje X de la DMF 260 linearpermite incluso la integración de dos mesas rotati-vas CN y (junto con la pared separadora en el áreade trabajo) consecuentemente 5 ejes así como elmecanizado pendular de piezas pequeñas, requi-riendo muy poco tiempo de preparación.
Por lo tanto, la DMF 260 linear puede configurarsepara diferentes trabajos e industrias gracias a unaamplia gama de opciones modulares, que permi-ten desde el fresado en 3 ejes al mecanizado simul-táneo en 5 ejes y desde un diseño de herramienta ymolde a una aplicación en el sector aeronáutico. A-demás, a parte de la versión dinámica con acciona-miento lineal, habrá una versión mucho más eco-nómica con husillos de bolas en el largo recorridodel eje X.
Así, al final es solamente el cliente y sus necesida-des los que determinan la configuración de la má-quina DMF. Esta extrema variedad de opciones nosolo sirve para la DMF 260 linear o la DMF 260, sinoque también se aplicarán en todas las posterioresmáquinas de columna móvil de la 2ª generación deDECKEL MAHO Seebach. Ya se ha planeado firme-mente una máquina de la línea 260 con recorrido
Junio 2009 / Información
21

Información / Junio 2009
22
La empresa PULIDOS PASCUAL, establecida enIbi (provincia de Alicante) realiza el pulido demoldes y acabados superficiales para conse-
guir la máxima calidad de cara al cliente final.
En la fabricación de moldes, lo que ha sido sin du-da una revolución, es la utilización de modernamaquinaria CNC, que ha sido de una importanciaprimordial a la hora de realizar acabados finos desuperficie junto con las herramientas de alta tec-nología para la producción de moldes.
Pero lo que es más importante de cara a la finaliza-ción del molde, es el pulido. Aunque ocupe una de lapartes finales no es menos importante, ya que con elpulido del molde conseguimos darle a la pieza unvalor añadido, para la posterior venta del producto.
En el mecanizado CNC, cuando realiza trabajos defresado, crea unas tensiones sobre la superficie, las
cuales tienen que ser trabajadas previamente an-tes de proceder al pulido. Primero se debe realizarun desbaste de la pieza para eliminar las marcasque el CNC produce durante su recorrido por lapieza en cuestión. Este desbaste se realiza por me-
El mejor acabado para un molde:“El pulido”

leza, aplicado a altas velocidades tiene el poder dearranque de viruta incluso en aceros templados a lamáxima dureza. El acabado óptimo en este tipo detrabajos, dependiendo del desbaste previo realiza-do, es el acabado brillo-espejo, con el que consegui-mos una perfecta armonía entre pieza y diseño.
Con estos tratamientos, muy importantes para di-ferenciación de los productos de muchas empre-sas, podemos dar servicio a sectores como menajede alta calidad, automoción, envases de líquido enPET, material eléctrico, sector del vidrio, promocio-nes, juguetes, coleccionismo, sanitario, jardinería,electrodoméstico y un largo etc.
dio de abrasivos de diferentes gramajes, ya seamanual o mecánico.
Es importante aplicar este paso acorde con la su-perficie a tratar, ya que se debe seguir un orden enla elección del abrasivo, que debe ser de mayoríamenor. El corindón y la cerámica juegan un papelmuy importante en la preparación al pulido, yaque con estos materiales conseguimos combatirlas tensiones y las marcas del CNC, así como la ru-gosidad y la dureza de la electro-erosión.
Cuando ya tenemos la superficie con el acabado a-decuado, pasaríamos al diamante. El cual, ademásde ser uno de los materiales más duros de la natura-
Junio 2009 / Información
23

Información / Junio 2009
24
¿No os habéis encontrado con que os hanhecho esta pregunta cuando tomábaisuna cerveza en un bar?
Pues no, no me lo he encontrado nunca, pero sí meencuentro ahora que parece ser que todo el mundodigitaliza y hace ingeniería inversa. Y la verdad, esque no es Ingeniería Inversa toda la malla que reluce.
Explicaré un pequeños conceptos básicos:
¿Qué es un scanner 3D? Un escáner 3D es un artefac-to que analiza un objeto o el ambiente físicos parareunir los datos en su forma y posiblemente color.Los datos completos entonces se pueden usar paraconstruir modelos digitales tri-dimensionales que seusan en una amplia variedad de aplicaciones. Estosartefactos son usados extensamente por la industriaen la producción de prototipos, reparaciones, nue-vos diseños, medicina, ortopedia, arte y patrimonio,películas y videojuegos y artefactos culturales.
Cuando en 1990 introduje el CAD 3D en el taller demoldes donde trabajaba, combinándolo con el 2D,iniciábamos un camino, que nos llevaba a abando-nar la producción de modelos que encargábamos alos modelistas, y que nos eran necesarios para re-producir ciertas geometrías de estilo, no imagina-ba a donde nos dirigía esta ruta.
Dos años más tarde, en 1992, a la vez que nos des-lumbraba Barcelona con las olimpiadas, desmon-tábamos el brazo copiador de la fresadora, y digita-lizábamos ciertos modelos de estilo en la máquinatridimensional con un palpador Renishaw de con-
tacto continuo, para combinar esta información,con el CAD donde venían definidas las zonas inte-riores de anclajes. El sector de la automoción, nosseguía exigiendo cada vez mayor tecnología.
Después de seguir evolucionando con el CAD, hastallegar al diseño integral de los moldes en 3D, juntocon todos los avances del CAM, los escáner tambiénevolucionaron abandonando el contacto con las pie-zas, y desarrollando los diferentes tipos de láser quehan ido mejorando con el desarrollo continuado.
Este camino nos sitúa en el 2005 cuando aterriza-
Y tú, ¿estudias o digitalizas?PPoorr AAnnttoonniioo SSáánncchheezz,, AAssoorrCCAADD
Diversos digitalizados de interiores de automoción con Handy-scan.

del modelo en el sujeto. La línea se proyecta en el ob-jeto que se usa. Una cámara lee la desviación leve-mente del proyector de modelo, mira la forma de lalínea y usa una técnica semejante al triangulaciónpara calcular la distancia de cada punto en la línea.
La ventaja de los escáneres 3D de luz estructuradaes la velocidad. En vez de escanear un punto a lavez, escanean múltiples puntos o el campo enterodel panorama inmediatamente. Esto reduce o eli-mina el problema de la deformación del movi-miento. Algunos sistemas existentes son capacesde escanear objetos en movimiento en tiempo real.
Esto nos dice que aunque hay algunos que estándigitalizando con Laser, si este laser no es de los deúltima generación y gama alta, se encuentran conun resultado de mallas, no uniformes, y con estri-dencias dentro de ellas, que redundan en una bajacalidad del digitalizado, por lo que también ten-drán una baja calidad en la recuperación de super-ficies, sobre todo si no se trabaja con software pre-parado para obtener superficies, incluso de ClaseA, si es necesario, como TEBIS.
Modelos de Scanner de AsorCAD con los que traba-jamos actualmente:
mos por completo con los scanner de nueva genera-ción y llamados de luz blanca o estructurada, com-paginándolos con los láser de nueva generación.
¿Y qué es luz blanca estructurada?
La luz estructurada
Los Escáneres 3D de luz estructurada proyectan unmodelo de la luz en el objeto y miran la deformación
Automoción: Digitalizado el modelo real de competición del To-ledo GT, posterior recuperación de superficies y fabricación delprototipo para SLOT.
Junio 2009 / Información

• ExaSCAN de Creaform, (Laser).Resolución en los ejes X, Y, Z: 0,005 mm (0,002pulgadas).Precisión: Hasta 40µm (0,0016 pulgadas).
• Comet 5 (Luz Blanca Estructurada) de Steinbichler.Distancia entre puntos (mm): ≥ 0,025.Precisión (mm): < ±0.030.
• T-Scan 2 de Steinbichler (Laser alta gama).
Resolución de la distancia de medición 1µm.Precisión en la distancia medida ±30µm.
Y qué puede hacer el Scanner 3D por nosotros?
Nos encargamos de convertir a CAD, cualquier ele-mento físico existente.
Hemos realizado trabajos que van desde el digitali-zado de un fórmula 3000, pasando por digitalizarun Toledo de competición para realizarlo en tama-ño Slot, restauraciones y reproducciones del mun-do del arte, hasta digitalizado de joyas, para reali-zar la producción a la cera perdida.
En los momentos actuales, en los que la necesi-dad de dar soluciones a nuestros clientes ha deser ágil, y sobre todo fiable, el recurrir a las tecno-logías más avanzadas, siempre ha sido un factordiferencial, marcando la calidad de los trabajos, ypor consiguiente la idealización de nuestrosclientes.
Nuestros clientes y los servicios de digitalizado 3Drelacionados con ellos, abarcan una gran variedadde campos de trabajo, de los cuales enumero losmas habituales: Moldistas, matriceros, modelistas,troquelerías, …
Además de distribuir los productos de Steinbichler,Creaform y Rapidform.
Información / Junio 2009
26
Digitalizado de matrices con COMET IV. Proyecto PQ24 deVolkswagen. Aplicaciones médicas, ortopedia, diseño de emba-lajes, aeronáutica, juguetería, industria dental, etc.
Junio 2009 / Información
27
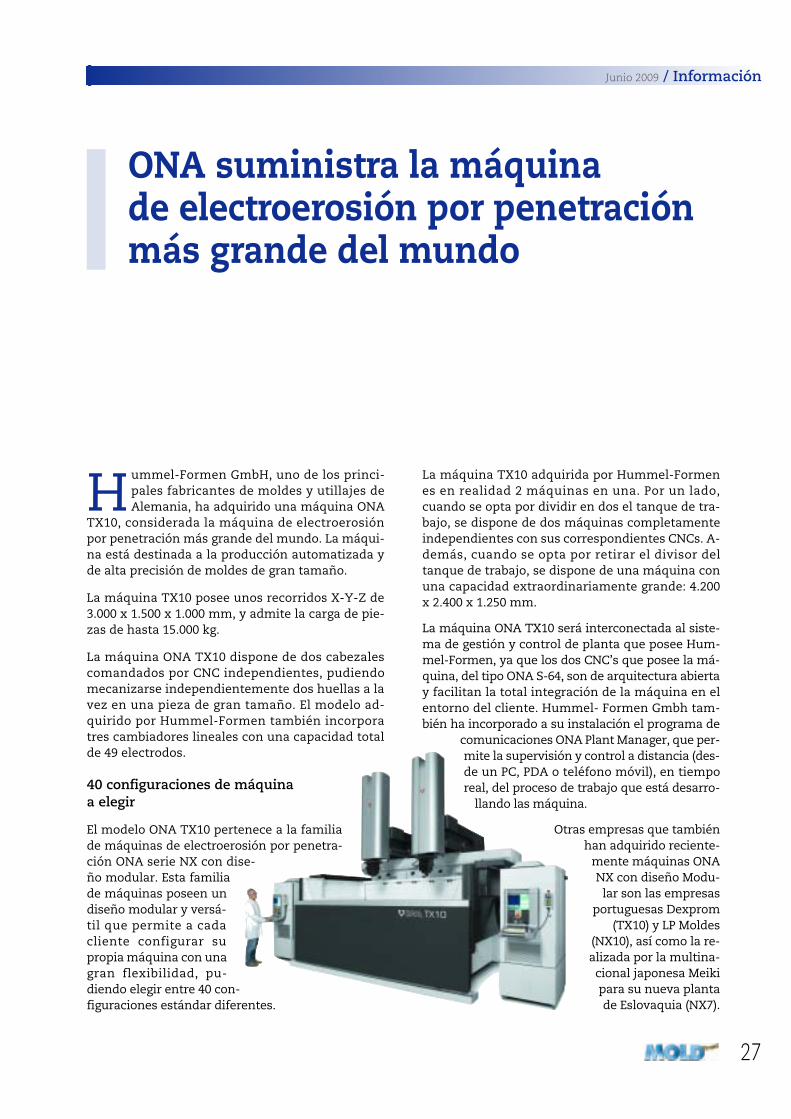
Hummel-Formen GmbH, uno de los princi-pales fabricantes de moldes y utillajes deAlemania, ha adquirido una máquina ONA
TX10, considerada la máquina de electroerosiónpor penetración más grande del mundo. La máqui-na está destinada a la producción automatizada yde alta precisión de moldes de gran tamaño.
La máquina TX10 posee unos recorridos X-Y-Z de3.000 x 1.500 x 1.000 mm, y admite la carga de pie-zas de hasta 15.000 kg.
La máquina ONA TX10 dispone de dos cabezalescomandados por CNC independientes, pudiendomecanizarse independientemente dos huellas a lavez en una pieza de gran tamaño. El modelo ad-quirido por Hummel-Formen también incorporatres cambiadores lineales con una capacidad totalde 49 electrodos.
40 configuraciones de máquinaa elegir
El modelo ONA TX10 pertenece a la familiade máquinas de electroerosión por penetra-ción ONA serie NX con dise-ño modular. Esta familiade máquinas poseen undiseño modular y versá-til que permite a cadacliente configurar supropia máquina con unagran flexibilidad, pu-diendo elegir entre 40 con-figuraciones estándar diferentes.
La máquina TX10 adquirida por Hummel-Formenes en realidad 2 máquinas en una. Por un lado,cuando se opta por dividir en dos el tanque de tra-bajo, se dispone de dos máquinas completamenteindependientes con sus correspondientes CNCs. A-demás, cuando se opta por retirar el divisor deltanque de trabajo, se dispone de una máquina conuna capacidad extraordinariamente grande: 4.200x 2.400 x 1.250 mm.
La máquina ONA TX10 será interconectada al siste-ma de gestión y control de planta que posee Hum-mel-Formen, ya que los dos CNC’s que posee la má-quina, del tipo ONA S-64, son de arquitectura abiertay facilitan la total integración de la máquina en elentorno del cliente. Hummel- Formen Gmbh tam-bién ha incorporado a su instalación el programa de
comunicaciones ONA Plant Manager, que per-mite la supervisión y control a distancia (des-de un PC, PDA o teléfono móvil), en tiemporeal, del proceso de trabajo que está desarro-
llando las máquina.
Otras empresas que tambiénhan adquirido reciente-
mente máquinas ONANX con diseño Modu-lar son las empresas
portuguesas Dexprom(TX10) y LP Moldes
(NX10), así como la re-alizada por la multina-cional japonesa Meikipara su nueva plantade Eslovaquia (NX7).
ONA suministra la máquinade electroerosión por penetraciónmás grande del mundo

Información / Junio 2009
28
El año pasado, 2008, inició su andadura elclub privado PM3 Club AVANCED, auspiciadopor QSM.
Este club, privado, está pensado para aquellas em-presas que pertenecientes al sector de construc-ción de moldes, matrices, estampación, talleres demecanizado y producción de piezas inyectadas,convenimos en denominarlas “de primera línea”, o“avanzadas”.
¿Qué significado tiene para nosotros el concepto“de primera línea”? pues, aquél que identifica a em-presas con visión de futuro, empresas que están in-virtiendo en valores de futuro, que tienen asumidola mejora como valor necesario para la evolución ysu sostenibilidad. En definitiva, empresas de todoslos tamaños, que se niegan a rendirse ante las ad-versidades actuales del Mercado.
Este club, es fruto de las reiteradas peticiones quenos han transmitido las empresas en el sentido dedisponer de una relación coordinada, directa, de au-toayuda, y de accesibilidad a soluciones colectivas.Está abierto a proveedores tecnológicos y colabora-dores, que aporten valor, seriedad, conocimientotécnico y que se sientan capaces de interactuar parala mejora de todas las empresas que componen elgrupo.
Miguel Ángel de Ortuzar director de QSM, dice:“Cuando hablas con el colectivo de empresas delsector te cuentan sus problemas, percibes diferen-tes diagnósticos, pero lo que se vislumbra clara-mente es la coincidencia de la problemática explica-
da de forma distinta y esta situación nos ha hechoplantearnos desde QSM, qué cosas se pueden hacer,cuál es el factor común de las inquietudes que nostrasladan las empresas. Lo mismo ocurre con el per-sonal de esas empresas y cuando te das cuenta queestán hablando de los mismos problemas, te plante-as qué se puede hacer, ¿qué podemos hacer?
Lo concluyente es que existen problemas que afec-tan tanto al empresario como al trabajador, de lamisma forma y consecuencias; la falta de competi-tividad, de formación en conocimiento del merca-do, de conocimientos exactos de las capacidadescompetitivas, etc.; son deficiencias que afectan a“nuestro mercado”.
Una vez creada la idea del club, se la hemos idotransmitiendo a diferentes empresas que puedenaportar y recibir valor del grupo. La contestación re-cibida por parte de las empresas no ha podido sermejor, empresas como Berbegal S.L. mayor decole-teador de la Comunidad Valenciana; Enrique Mo-lins S.L. el constructor de Moldes y Matrices másantiguo de Valencia; QSM, que ha puesto a nuestradisposición su despacho como sede del Club en Va-lencia; Erowa; Creaciones Joviar S.L.; Grupo Segura,mayor grupo Valenciano industrial del sector Me-talmecánico; ISCAR, multinacional del sector de so-luciones de mecanizados; Modelos Atienza & Cli-ment S.L., desarrollador de ideas, que nos haofrecido sus instalaciones en IBI para la sede delClub en Alicante; ARSAM proveedor integral de su-ministros industriales; Molins e Hijos S.L., produc-tor de piezas inyectadas; INGENIA Soluciones Me-
PM3 Club AdvancedNo podemos resolver problemas pensandode la misma manera que cuando lo creamos

cicio 2009, con total implicación de todos los so-cios. El nombre elegido para el club tiene principal-mente dos significaciones a resaltar, una empiezapor la “P” porque queremos que se inicie con rela-ción a conceptos como: “Pensar” - “Plantear - Plani-ficar” “Programar - Proponer - Proyectar “
Desde el Club lo que se pide a los socios es Proacti-vidad, es la palabra fundamental para querer y con-seguir hacer cosas. En un Club se consigue lo quelos socios quieren y cuando seamos capaces de cre-ar las circunstancias adecuadas, !aquello saldrá¡
La segunda significación es advanced, “avanzados”queremos socios que quieran trabajar por la mejora,en la medida que cada uno pueda, esto es sin prisas,pero sin pausa y siempre en busca de ir por delante…
Y por qué “Advanced” en Inglés, porque somos Eu-ropeos.
Desde PM3 Club AdVANCED aprovechamos parasaludar a los futuros socios, agradecer a todos y ca-da uno de los socios actuales su decisión y a alen-tar vuestra participación en este proyecto con ide-as concretas y viables.
Eventos:
Enero 2009, inicio de la actividad. Febrero 2009 1ªJornada formativa.
Marzo 2009 2ª Jornada Formativa + 1ª Falla en IBIAlicante.
cánico – Plásticas, Oficina Técnica primera empresaen conseguir la certificación del Sistema Gproy, ensus cuatro niveles; DNV (Det Norske Veritas) multi-nacional de la Certificación de Sistemas, DELCAMproveedor de primera línea en software para solu-ciones de CAD-CAM, ERYCOP empresa inyectora a-licantina. La incorporación al Club de la Firma de A-bogados Gómez-Acebo & Pombo, de los despachosde abogados de más prestigio en el territorio nacio-nal, especializados en todas las áreas del Derechode la Empresa. HASCO, la mayor empresa alemanadel sector del Molde; Moldes 2010, uno de los fabri-cantes de moldes de mayor prestigio y especializa-ción; +AG+ AgieCharmilles primera marca mundialen la fabricación de máquinas de Erosión. Interfre-lima constructores de Moldes de alta productivi-dad. Pedeca editorial de las revistas especializadasMOLDpress en el sector Moldes y Matrices, FUNDI-press, TRATERpress, SURFASpress, todas integra-das en nuestro sector. Industrias Plasmat, fabrican-te de Moldes especiales de alta precisión. Nuevossocios como Ditecam fabricante de Moldes grandescon alta complejidad. Albert Einstein patrocinadopor Qsm como referente del “raciocinio” y D.S.N.Matricería de Abacete, especializada en la matrice-ría de estampación metálica.
No podemos resolver problemas pensando de la mis-ma manera que cuando lo creamos.
La salida oficial fue el 01/01/2009, la primera tareaha sido constituir un Plan Estratégico para el ejer-
Falla de fin de fiesta del evento; se indultó del fuego tanto el muñeco como la falla, “el molde”, debemos de preservarlo, eso sí, con me-jores costes y competitividad.
Junio 2009 / Información
29
Información / Junio 2009
30
El fresado de roscas por interpolación aportasignificativas ventajas frente al roscado tra-dicional, a continuación se listan las más in-
teresantes:
— Se independiza el diámetro de las rosca a reali-zar del diámetro de la herramienta.
— Con una sola herramienta se puede roscar a de-rechas o a izquierdas.
— Los problemas de evacuación de viruta seminimizan.
— No es necesario realizar la operación deinversión del husillo.
— Se minimizan los esfuerzos axiales.
— Los flancos de las roscas quedan más lim-pios.
— Se reduce la dificultad de roscar materia-les de difícil maquinabilidad.
— Una sola herramienta para agujeros cie-gos y pasantes.
— En caso de rotura de la herramienta no seproduce daño sobre la pieza
— Se mejora la precisión de posicionamien-to.
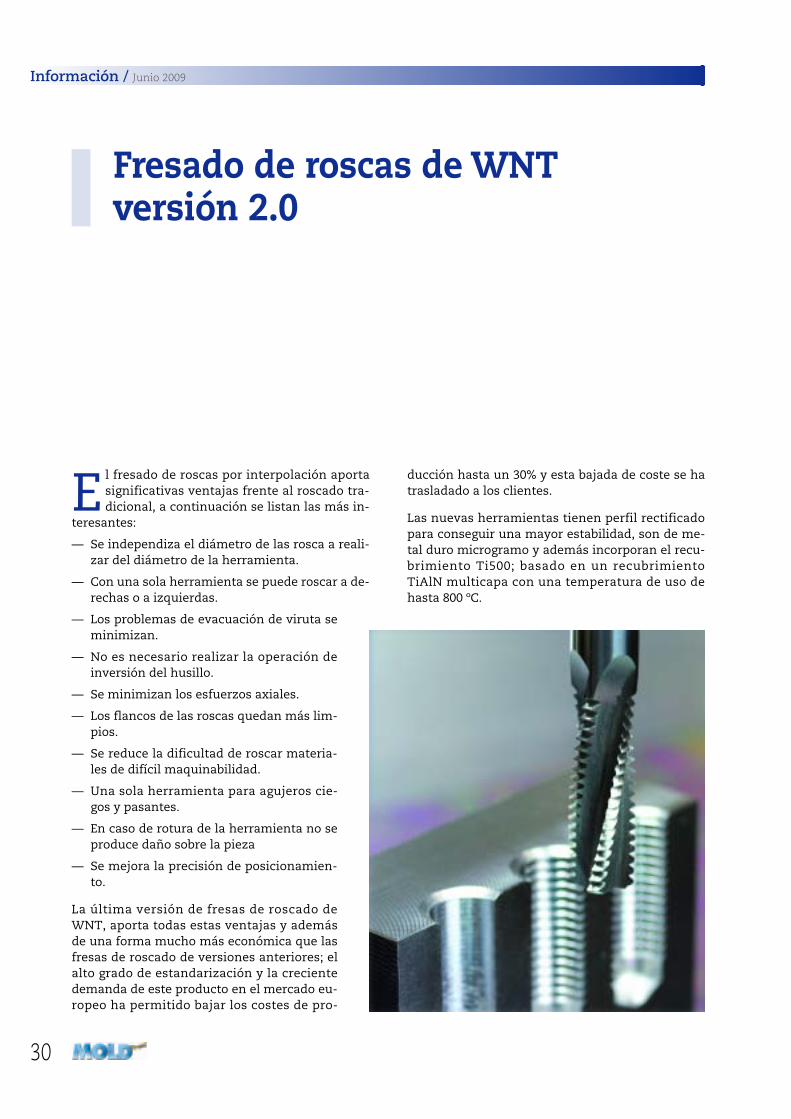
La última versión de fresas de roscado deWNT, aporta todas estas ventajas y ademásde una forma mucho más económica que lasfresas de roscado de versiones anteriores; elalto grado de estandarización y la crecientedemanda de este producto en el mercado eu-ropeo ha permitido bajar los costes de pro-
ducción hasta un 30% y esta bajada de coste se hatrasladado a los clientes.
Las nuevas herramientas tienen perfil rectificadopara conseguir una mayor estabilidad, son de me-tal duro microgramo y además incorporan el recu-brimiento Ti500; basado en un recubrimientoTiAlN multicapa con una temperatura de uso dehasta 800 ºC.
Fresado de roscas de WNTversión 2.0

Información / Junio 2009
32
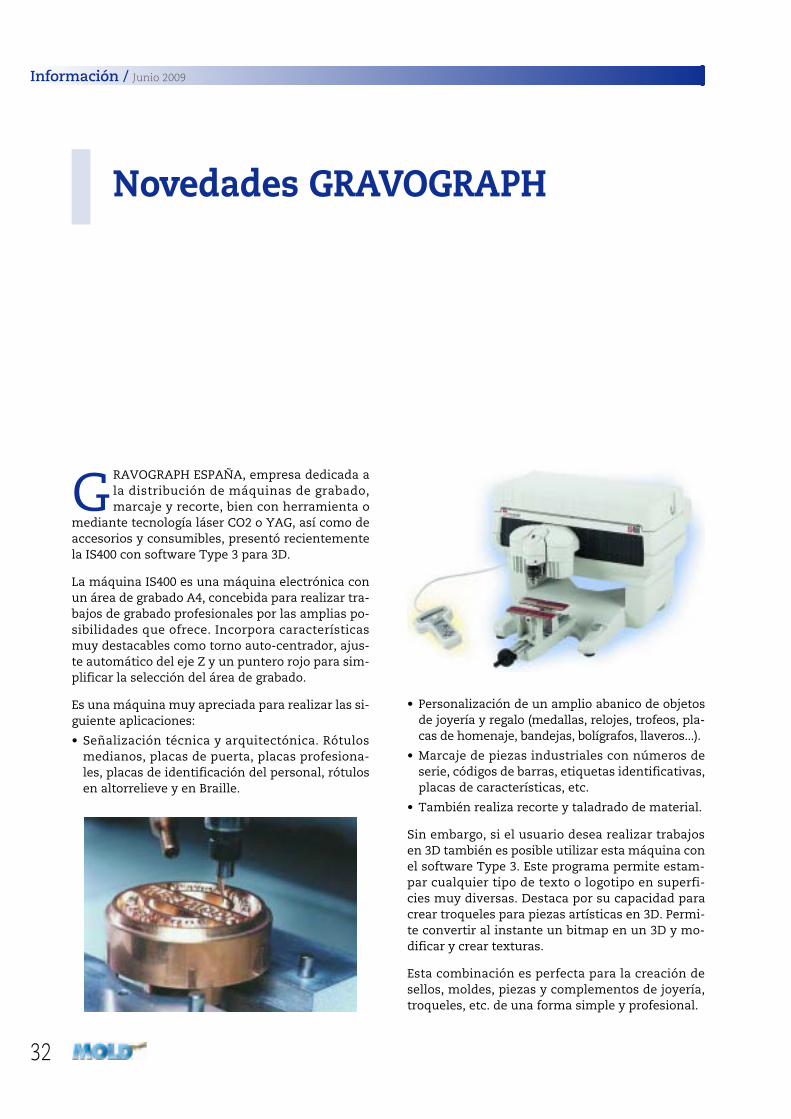
GRAVOGRAPH ESPAÑA, empresa dedicada ala distribución de máquinas de grabado,marcaje y recorte, bien con herramienta o
mediante tecnología láser CO2 o YAG, así como deaccesorios y consumibles, presentó recientementela IS400 con software Type 3 para 3D.
La máquina IS400 es una máquina electrónica conun área de grabado A4, concebida para realizar tra-bajos de grabado profesionales por las amplias po-sibilidades que ofrece. Incorpora característicasmuy destacables como torno auto-centrador, ajus-te automático del eje Z y un puntero rojo para sim-plificar la selección del área de grabado.
Es una máquina muy apreciada para realizar las si-guiente aplicaciones:
• Señalización técnica y arquitectónica. Rótulosmedianos, placas de puerta, placas profesiona-les, placas de identificación del personal, rótulosen altorrelieve y en Braille.
• Personalización de un amplio abanico de objetosde joyería y regalo (medallas, relojes, trofeos, pla-cas de homenaje, bandejas, bolígrafos, llaveros...).
• Marcaje de piezas industriales con números deserie, códigos de barras, etiquetas identificativas,placas de características, etc.
• También realiza recorte y taladrado de material.
Sin embargo, si el usuario desea realizar trabajosen 3D también es posible utilizar esta máquina conel software Type 3. Este programa permite estam-par cualquier tipo de texto o logotipo en superfi-cies muy diversas. Destaca por su capacidad paracrear troqueles para piezas artísticas en 3D. Permi-te convertir al instante un bitmap en un 3D y mo-dificar y crear texturas.
Esta combinación es perfecta para la creación desellos, moldes, piezas y complementos de joyería,troqueles, etc. de una forma simple y profesional.
Novedades GRAVOGRAPH
Junio 2009 / Información
33
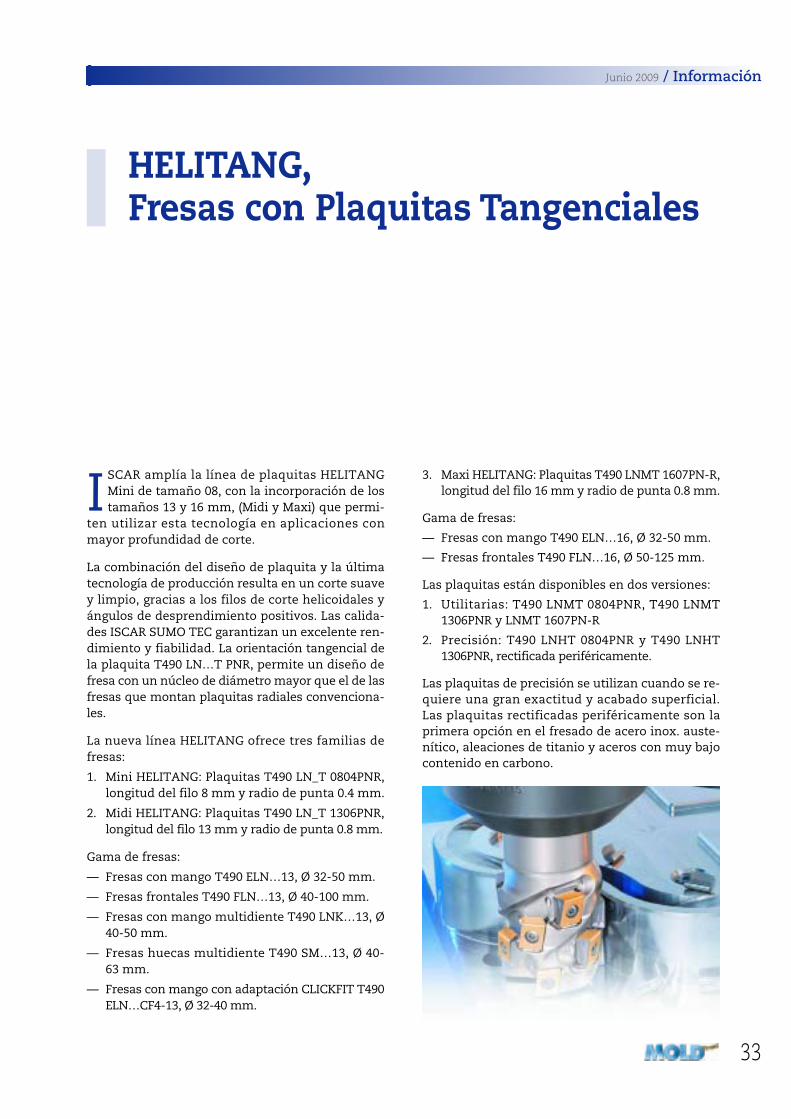
ISCAR amplía la línea de plaquitas HELITANGMini de tamaño 08, con la incorporación de lostamaños 13 y 16 mm, (Midi y Maxi) que permi-
ten utilizar esta tecnología en aplicaciones conmayor profundidad de corte.
La combinación del diseño de plaquita y la últimatecnología de producción resulta en un corte suavey limpio, gracias a los filos de corte helicoidales yángulos de desprendimiento positivos. Las calida-des ISCAR SUMO TEC garantizan un excelente ren-dimiento y fiabilidad. La orientación tangencial dela plaquita T490 LN…T PNR, permite un diseño defresa con un núcleo de diámetro mayor que el de lasfresas que montan plaquitas radiales convenciona-les.
La nueva línea HELITANG ofrece tres familias defresas:
1. Mini HELITANG: Plaquitas T490 LN_T 0804PNR,longitud del filo 8 mm y radio de punta 0.4 mm.
2. Midi HELITANG: Plaquitas T490 LN_T 1306PNR,longitud del filo 13 mm y radio de punta 0.8 mm.
Gama de fresas:
— Fresas con mango T490 ELN…13, Ø 32-50 mm.
— Fresas frontales T490 FLN…13, Ø 40-100 mm.
— Fresas con mango multidiente T490 LNK…13, Ø40-50 mm.
— Fresas huecas multidiente T490 SM…13, Ø 40-63 mm.
— Fresas con mango con adaptación CLICKFIT T490ELN…CF4-13, Ø 32-40 mm.
3. Maxi HELITANG: Plaquitas T490 LNMT 1607PN-R,longitud del filo 16 mm y radio de punta 0.8 mm.
Gama de fresas:
— Fresas con mango T490 ELN…16, Ø 32-50 mm.
— Fresas frontales T490 FLN…16, Ø 50-125 mm.
Las plaquitas están disponibles en dos versiones:
1. Utilitarias: T490 LNMT 0804PNR, T490 LNMT1306PNR y LNMT 1607PN-R
2. Precisión: T490 LNHT 0804PNR y T490 LNHT1306PNR, rectificada periféricamente.
Las plaquitas de precisión se utilizan cuando se re-quiere una gran exactitud y acabado superficial.Las plaquitas rectificadas periféricamente son laprimera opción en el fresado de acero inox. auste-nítico, aleaciones de titanio y aceros con muy bajocontenido en carbono.
HELITANG,Fresas con Plaquitas Tangenciales
Información / Junio 2009
34
La empresa francesa Kuhn ha sido galardonadacon el Swedish Steel Prize 2008. Su desarrollode una segadora de hierba para montar sobre
tractor fabricada con acero avanzado de alta resis-tencia, le ha hecho merecedora del Premio. El uso deestos aceros ha permitido que la segadora sea másligera y resistente que su predecesora. El resultadoes una mejor economía operativa y una mejor ergo-nomía, además de los beneficios medioambientales.La entrega del Premio tuvo lugar en el Blue Hall delAyuntamiento de Estocolmo en el transcurso de unacena conmemorativa del 10º aniversario de este ga-lardón, el pasado 20 de noviembre.
El Premio internacional Swedish Steel a la excelen-cia en el diseño con aceros avanzados de alta resis-tencia se ha entregado por décimo año consecutivo.Este décimo aniversario se celebró en un evento detres días que concluyó con una cena de gala en elBlue Hall del Ayuntamiento de Estocolmo, lugardonde se entregan cada año los Premios Nobel.
Las otras tres compañías nominadas al Swedish S-teel Prize 2008 fueron las siguientes: LKAB de Sue-cia por el desarrollo de un nuevo vagón de mercan-cías, Modec de Inglaterra por el desarrollo de unvehículo comercial eléctrico y Silos Córdoba de Es-paña por el diseño de un nuevo silo.
Una segadora ganadoradel Swedish Steel Prize 2008
Junio 2009 / Información
35
La empresa SELTER, S.A. dedica una parte desu programa a productos magnéticos parael sector de producción y aplicación de mol-
des.
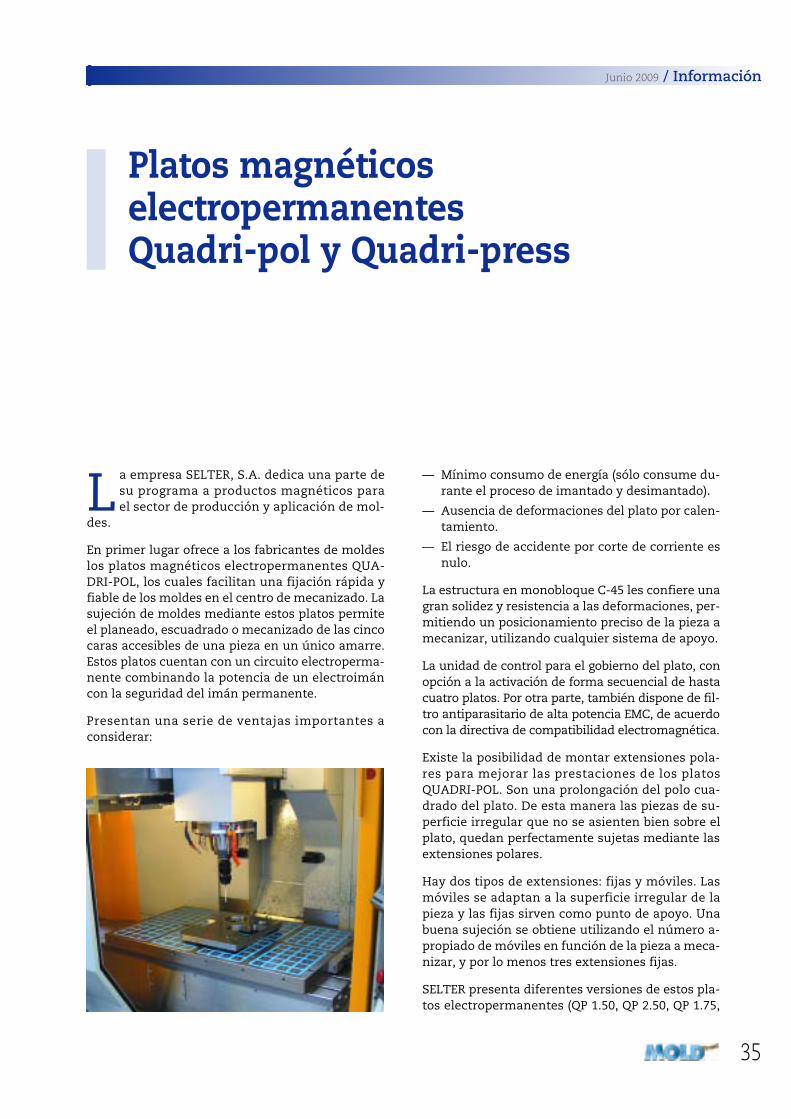
En primer lugar ofrece a los fabricantes de moldeslos platos magnéticos electropermanentes QUA-DRI-POL, los cuales facilitan una fijación rápida yfiable de los moldes en el centro de mecanizado. Lasujeción de moldes mediante estos platos permiteel planeado, escuadrado o mecanizado de las cincocaras accesibles de una pieza en un único amarre.Estos platos cuentan con un circuito electroperma-nente combinando la potencia de un electroimáncon la seguridad del imán permanente.
Presentan una serie de ventajas importantes aconsiderar:
— Mínimo consumo de energía (sólo consume du-rante el proceso de imantado y desimantado).
— Ausencia de deformaciones del plato por calen-tamiento.
— El riesgo de accidente por corte de corriente esnulo.
La estructura en monobloque C-45 les confiere unagran solidez y resistencia a las deformaciones, per-mitiendo un posicionamiento preciso de la pieza amecanizar, utilizando cualquier sistema de apoyo.
La unidad de control para el gobierno del plato, conopción a la activación de forma secuencial de hastacuatro platos. Por otra parte, también dispone de fil-tro antiparasitario de alta potencia EMC, de acuerdocon la directiva de compatibilidad electromagnética.
Existe la posibilidad de montar extensiones pola-res para mejorar las prestaciones de los platosQUADRI-POL. Son una prolongación del polo cua-drado del plato. De esta manera las piezas de su-perficie irregular que no se asienten bien sobre elplato, quedan perfectamente sujetas mediante lasextensiones polares.
Hay dos tipos de extensiones: fijas y móviles. Lasmóviles se adaptan a la superficie irregular de lapieza y las fijas sirven como punto de apoyo. Unabuena sujeción se obtiene utilizando el número a-propiado de móviles en función de la pieza a meca-nizar, y por lo menos tres extensiones fijas.
SELTER presenta diferentes versiones de estos pla-tos electropermanentes (QP 1.50, QP 2.50, QP 1.75,
Platos magnéticoselectropermanentesQuadri-pol y Quadri-press

QP 2.75), que junto con los distintos accesorios,permiten satisfacer cualquier exigencia del meca-nizado en máquinas herramienta.
Otra aplicación para moldistas son los platos mag-néticos electropermanentes QUADRI-PRESS, parala sujeción de moldes en prensas de inyección deplástico. Construidos también a partir de un únicobloque de acero C-45 por lo que garantizan unaperfecta planitud.
Permiten una gran rapidez en el cambio de molde a-demás de reducir el tiempo de parada de la máquina.Simplifica los procesos de producción y permite unamayor flexibilidad en la producción. Con ellos ade-más, se consigue una mejor calidad de inyección. Sumantenimiento es nulo y ofrecen una total seguridad.
Incluye un control electrónico con el cual, median-te un impulso eléctrico, activa el sistema en menosde un segundo. Una vez activado, el molde quedaamarrado por tiempo indefinido, sin consumo al-guno de corriente, y sólo se puede soltar a travésde otro impulso que desactiva el sistema. Todas lasfunciones se comandan a través de un mando adistancia con llave de seguridad que bloquea elfuncionamiento del mismo.
El sistema dispone de diversos dispositivos de se-guridad para evitar eventuales accidentes duranteel trabajo:
— Sensor de temperatura.
— Sentores de proximidad: que detectan la pre-sencia del molde para la activación del ciclo deimantación, además de generar una alarma queinterrumpe el funcionamiento de la máquinaen caso de cualquier desprendimiento del mol-de durante el trabajo.
— Sistema MFC (Magnetic Flux Control): sistemaelectrónico de control de flujo magnético queverifica la presencia del molde en la superficiedel plato, la presencia de entrehierro y la exis-tencia de material poco favorable al sistemamagnético de fijación.
Este sistema está realizado según estandarizacio-nes EUROMAP y dispone de conector Euromap 70.0y 70.1 para interfaz con el PLC de la máquina.
36
Información / Junio 2009
Información / Junio 2009
38
En un mercado muy complejo caracterizadopor la competitividad global, las empresas deutillajes se ven presionadas para reducir la
duración de los ciclos, minimizar los costes de losutillajes y obtener calidad desde el principio, inclu-so mientras intentan acomodar piezas más com-plejas.
Estas demandas se ven aumentadas con la necesi-dad de participar en cadenas de suministro am-pliamente dispersas, en las que la necesidad deintegrar varios socios y distintas disciplinas esesencial.
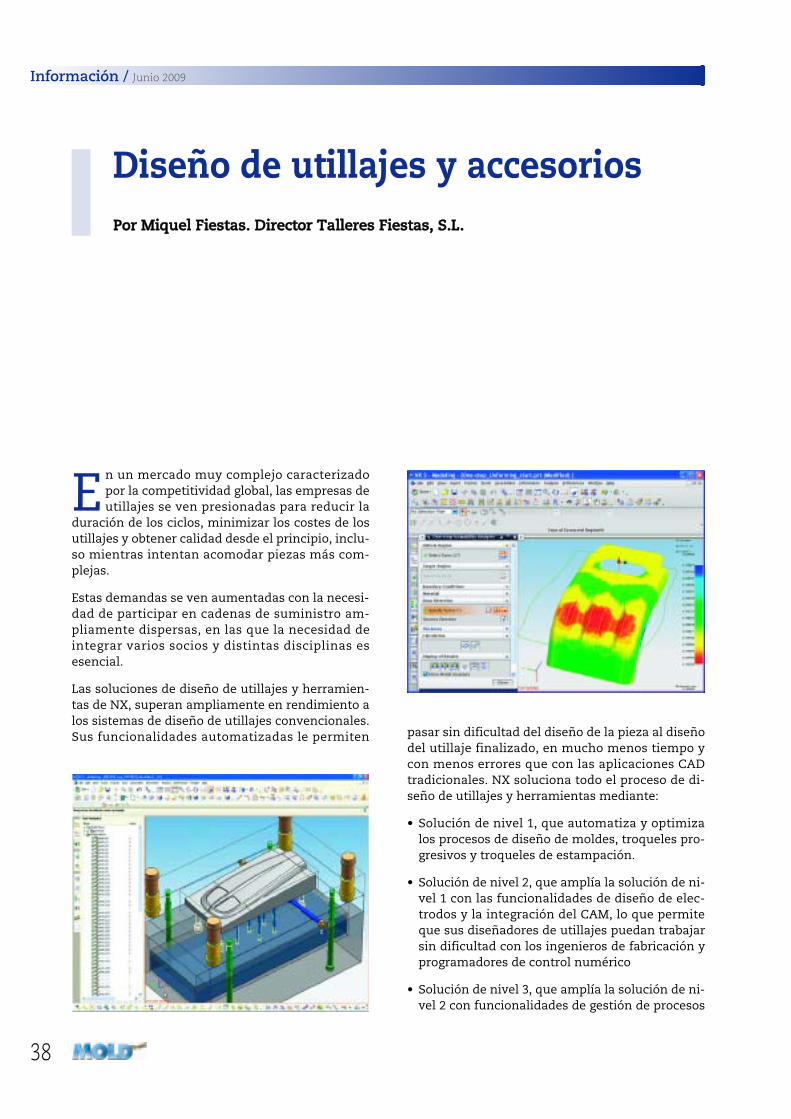
Las soluciones de diseño de utillajes y herramien-tas de NX, superan ampliamente en rendimiento alos sistemas de diseño de utillajes convencionales.Sus funcionalidades automatizadas le permiten pasar sin dificultad del diseño de la pieza al diseño
del utillaje finalizado, en mucho menos tiempo ycon menos errores que con las aplicaciones CADtradicionales. NX soluciona todo el proceso de di-seño de utillajes y herramientas mediante:
• Solución de nivel 1, que automatiza y optimizalos procesos de diseño de moldes, troqueles pro-gresivos y troqueles de estampación.
• Solución de nivel 2, que amplía la solución de ni-vel 1 con las funcionalidades de diseño de elec-trodos y la integración del CAM, lo que permiteque sus diseñadores de utillajes puedan trabajarsin dificultad con los ingenieros de fabricación yprogramadores de control numérico
• Solución de nivel 3, que amplía la solución de ni-vel 2 con funcionalidades de gestión de procesos
Diseño de utillajes y accesoriosPPoorr MMiiqquueell FFiieessttaass.. DDiirreeccttoorr TTaalllleerreess FFiieessttaass,, SS..LL..

mediante la reducción del plazo de entrega deldiseño, la reducción al mínimo del tiempo de fa-bricación y mecanizado y del tiempo/esfuerzodedicado al diseño.
• Reducción de los costes del diseño de los utilla-jes.
• Mejora en la eficacia de la fabricación obtenien-do la mejor calidad desde el principio en piezascomplejas.
• Mejora en el trabajo en equipo en todo el procesode fabricación de piezas con la validación en unafase temprana de la ingeniería y fabricación, asícomo con una estrecha integración con la cade-na de suministro.
• Reducción en el tiempo de mecanizado imple-mentando procesos de mecanizado de alta ve-locidad que disminuirán la fabricación de elec-trodos y el tiempo total de fabricación delmodelo.
VALOR PROBADO
“La mayor parte de nuestros moldes son muy pe-queños y necesitan un mecanizado muy complejo.NX ha resultado ser la solución perfecta.”
de ingeniería que permiten que sus diseñadoresde utillajes puedan trabajar en un completo en-torno de fabricación de piezas.
Las siguientes funcionalidades de diseño, simula-ción y fabricación avanzadas de NX dirigen estassoluciones.
Diseño de moldes, incluidas las funcionalidades deNX validación de piezas moldeadas, diseño optimi-zado de machos/cavidades y el diseño de porta-moldes.
Diseño de troquel progresivo, incluidas las funcio-nalidades de NX preparación de las piezas, diseñode la banda y diseño de la estructura del troquel.
Stamping design, incluidas las funcionalidades deNX preparación de piezas, diseño de la estructuradel troquel y validación del troquel.
Fixturedesign, incluidas las funcionalidades de NXde diseño de componentes completamente asocia-tivo, acoplamiento y posicionamiento de ensam-blajes, simulación cinemática, validación del ren-dimiento y biblioteca de componentes.
Integración CAM, incluidas las funcionalidades pa-ra integrar NX CAM en su solución de diseño de u-tillajes para automatizar su definición de fabrica-ción posterior.
Diseño de electrodos, incluidaslas prácticas recomendadas porel sector y procesos automatiza-dos que puede utilizar para el di-seño de electrodos en todos losproyectos de utillajes para los quese precise electroerosión (EDM).
Gestión de procesos de ingenie-ría, incluidas las funcionalidadesde Teamcenter que puede utili-zar para reunir todos los datosde sus productos, piezas, utilla-jes, datos de diseño, fabricacióny de CAD en una única fuente deconocimientos, así como esta-blecer procesos de diseño simul-táneos para un entorno de fabri-cación de piezas completo.
Ventaja
• Acorte el tiempo transcurridoentre el diseño y la fabricación
Junio 2009 / Información
39
Información / Junio 2009
40
Hoy en día, los componentes plásticos consuperficies mates están marcando tenden-cia en el diseño interior y exterior de los ve-
hículos, ya que aportan la impresión visual de altacalidad que se considera tan importante. La técni-ca de recubrimiento por plasma PVD (Physical Va-pour Deposition) permite proteger a los útiles deldesgaste y, al mismo tiempo, incluso modificar elgrado de brillo.
1. Introducción
Se pueden utilizar una variedad de métodos paracrear un aspecto superficial concreto sobre loscomponentes de plástico variando los valores debrillo, textura y color: por ejemplo, lacar los com-ponentes o tratar las matrices de inyección deplástico con procesos especiales de decapado y e-lectroerosión. Sin embargo, hay casos en los queestas técnicas presentan claras desventajas encuanto a precio y calidad. Es por ello que la indus-tria automovilística no para de buscar alternativasinnovadoras.
En esta línea, en los últimos años, se ha perfeccio-nado la técnica para variar el grado de brillo de loscomponentes de plástico mediante el recubrimien-to por PVD de los moldes de inyección. El recubri-miento PVD no sólo confiere a los moldes una lar-ga protección contra el desgaste, sino que, además,permite conseguir efectos de apariencia de super-ficie mate con grados de brillo de entre 1 y 2 sobrelos componentes de plástico, utilizando el métodode medición de ángulo de reflejo de 60º amplia-
mente establecido en la industria de automoción.El aspecto superficial de los componentes de plás-tico fabricados con moldes de inyección recubier-tos por PVD se consigue durante la fase de fabrica-ción de la pieza plástica y la técnica es sistemáticay reproducible. Hoy en día es posible predecir conalto grado de fiabilidad el grado de brillo que seconseguirá con una combinación específica de re-cubrimiento, tipo de plástico, material del molde yparámetros de proceso. Varios conocidos grandessubcontratistas y fabricantes de la industria de au-tomoción ya utilizan esta técnica para obtener elaspecto superficial deseado en marcos de ventana(figura 1), intermitentes, cambio de marchas, cu-biertas de los asientos, spoilers traseros o contro-les de los climatizadores.
El PVD permite modificarel grado de brillo de los plásticosPPoorr OOeerrlliikkoonn BBaallzzeerrss--EEllaayy CCooaattiinngg SS..AA..
Conocidos subcontratistas y fabricantes de automoción confíanen el recubrimiento PVD para conseguir el grado de brillo dese-ado sobre los marcos de las ventanas, por ejemplo.
2.2. Modificando el grado de brillo
A mediados de los noventa, el Ministerio de Educa-ción e Investigación alemán apoyó un estudio so-bre los efectos básicos de las capas superficiales enel grado de brillo de los componentes de plásticofabricados por inyección. El resultado fue la recopi-lación de una gran base de conocimiento sobre loscomponentes fabricados por inyección de plástico.Según se pudo comprobar, existen varios factoresque determinan el grado de brillo, incluyendo el ti-po de plástico utilizado, la viscosidad del plástico(impresión de color), la temperatura del útil y latextura y rugosidad de la superficie del útil. Los re-cubrimientos PVD también inciden en el grado debrillo de los componentes plásticos, así como en laduración de los útiles.
El continuo análisis, basado en un modelo prácti-co, de nuevos plásticos, texturas y recubrimientosPVD amplía constantemente el conocimiento ya e-xistente. El saber que se ha ido obteniendo se hapuesto en práctica en muchos proyectos de desa-rrollo de nuevos recubrimientos que hacen posiblefabricar componentes con superficies mates con ú-tiles que no necesitan mantenimiento.
2.3. Los recubrimientos y sus áreasde aplicación
En general, se utilizan tres tipos de recubrimientospara mejorar el rendimiento de las superficies delas cavidades:
— TiN (nitruro de titanio) para plásticos reforza-dos convencionales con actividad química mo-derada o nula.
— CrN (nitruro de cromo) para plásticos que pue-den crear corrosión y tienden a adherirse o a in-terferir en la expulsión cuando la temperaturadel útil es alta.
— TiAlN (nitruro de titanio aluminio) para plásti-cos altamente reforzados y en los casos en losque es importante conseguir llenar los moldeslo mejor posible.
En el caso de los recubrimientos TiAlN, el espesor dela capa es tremendamente importante. Mientrasque en los recubrimientos TiN y CrN el espesor de lacapa oscila entre 1 y 4 µm, con los recubrimientosTiAlN es posible conseguir capas de hasta 15 µm deespesor. Este espesor actúa de forma positiva en elcomportamiento del flujo de los plásticos. Además,también se pueden recubrir los moldes templados.
Las interrelaciones entre el brillo y el efecto queproduce el color en los componentes termoplásti-cos inyectados se estudian desde hace años en co-laboración con centros tecnológicos, basándonosen la experiencia que hemos acumulado en el im-pacto de los recubrimientos sobre las superficiestexturizadas. El foco se ha centrado, sobre todo, eninfluenciar el grado de brillo logrado mediante lautilización de recubrimientos PVD y en modificarla rugosidad.
2. Los efectos de los recubrimientos
2.1. La técnica PVD
Las técnicas PVD (arco, sputtering o ion-plating) sehan utilizado industrialmente durante casi 30 a-ños. La excepcional dureza y resistencia a la abra-sión del nitruro de titanio inicialmente sirvió paraaumentar la productividad en los segmentos delmecanizado y la deformación metálica. Desde en-tonces, se han desarrollado una amplia variedadde recubrimientos PVD optimizando las caracterís-ticas de resistencia a la temperatura (resistencia ala oxidación hasta 1.200 ºC), tribología (operaciónsin lubricantes) y anti-adherencia (menos propen-sión a la adherencia, afinidad disminuida). Losnuevos recubrimientos son fruto de la tecnologíaque permite la deposición de capas muy suavesque se ajustan perfectamente a los contornos atemperaturas de recubrimiento moderadas (<500ºC). Gracias a que la tecnología de plasma es capazde producir estructuras en la zona del nanómetro,posee ventajas considerables en comparación con,por ejemplo, los procesos galvánicos. Todas estascaracterísticas han hecho que el recubrimiento porPVD de moldes de inyección de plástico se hayaconsiderado una tecnología puntera desde hace yaunos 15 años.
La técnica del PVD ofrece muchas ventajas: las su-perficies tratadas de los útiles son extremadamen-te duras y pueden aguantar los efectos de la abra-sión hasta 20 veces más que los aceros templados.Como consecuencia, el acabado del útil y el textu-rizado se mantienen intactos, aunque el uso hayasido frecuente. Esto hace que la vida útil se incre-mente hasta varios millones de inyectadas, inclusoen el caso de plásticos fuertemente reforzados. A-demás, gracias a que la tendencia de los plásticos aadherirse en el molde se minimiza, el tiempo de ci-clo se reduce considerablemente posibilitando unamejor planificación de la fabricación y, por lo tan-to, un aumento de la productividad.
Junio 2009 / Información
41
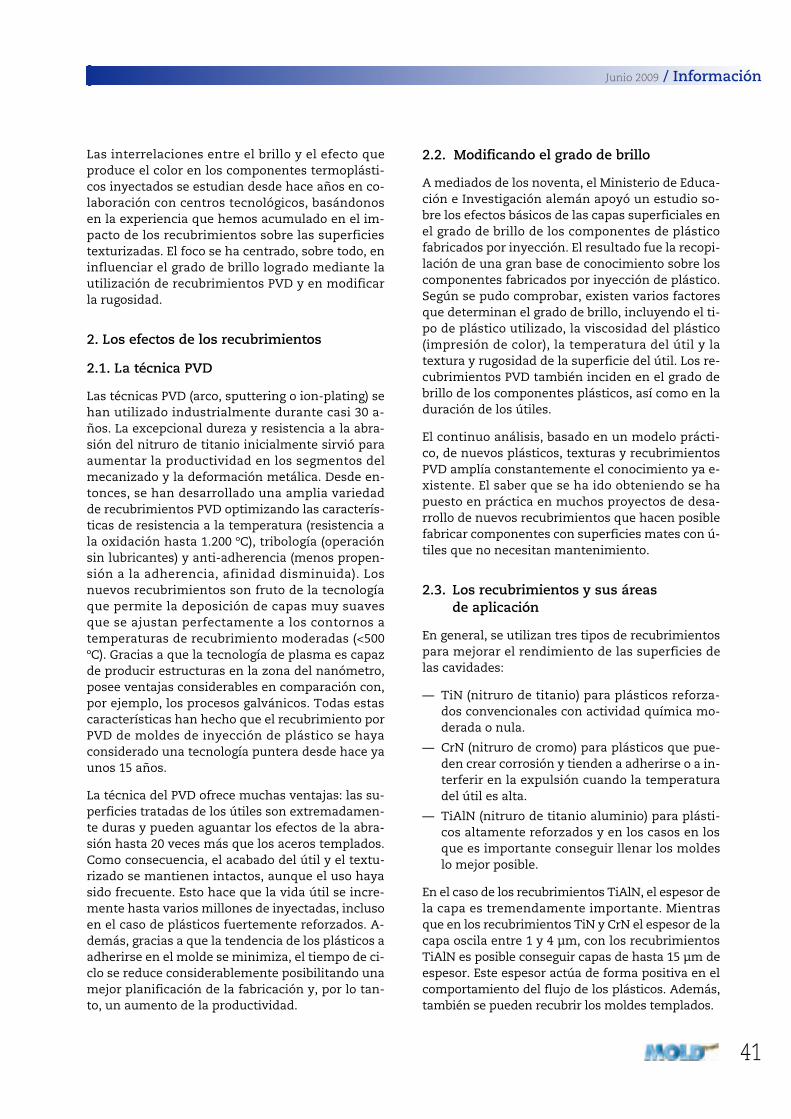
La tabla 1 muestra los grupos en los que se puedendividir los recubrimientos basándonos en el aspec-to “grado de brillo”. La tabla 2 compila las combi-naciones de recubrimientos PVD, texturas y tiposde plástico que se han estudiado.
2.4. Materiales que se pueden recubrir
Los procesos de PVD alcanzan temperaturas deentre 150 y 450 ºC. De forma general, se puede ha-cer una clara distinción entre recubrimientos paracomponentes de desgaste o para herramientas yútiles. Los recubrimientos tribológicamente acti-vos, como los recubrimientos DLC, se depositan atemperaturas alrededor de los 200 ºC. Sin embar-go, en el caso de las cavidades de moldes paraplástico, se depositan a una temperatura de entre300 y 450 ºC. Este rango de temperaturas ofrece u-na mayor probabilidad de que el recubrimiento seadhiera perfectamente y exhiba las característicasque corresponda.
Normalmente, para las cavidades se utilizan ace-ros de temple total tipo 1.2343 (1.2344), 1.2083 y1.2379. Los aceros pretratados 1.2311, 1.2738 y1.2711 son adecuados para moldes de mayores di-mensiones. Se pueden recubrir útiles de hasta3.000 Kg y con unas dimensiones de hasta 935 mmde diámetro y 1.600 mm de largo.
3. Usos del PVD en moldes de inyección
3.1. Efecto sobre la capa límite sólida
El hecho de que el recubrimiento tenga un efectotermodinámico positivo en el proceso de llenadodel molde se debe a la capacidad del mismo de ac-tuar como aislante en la transmisión de calor. Unincremento de la temperatura de la pared del mol-de propicia un mejor llenado del molde.
En el momento en el que el molde se llena a altas ve-locidades (Figura 2), se alcan-za una temperatura específicaen el punto de convergenciaentre el plástico todavía líqui-do y la pared de la cavidad. Sila temperatura es alta, el plás-tico se “solidifica” más lenta-mente. Como consecuencia,se dan dos efectos:
Información / Junio 2009
42
Tabla 1: ¿Qué grado de brillo se consigue con cada combinaciónde recubrimiento y tipo de plástico?
Tabla 2: Listado de texturas superficiales testeadas.
Figura 2: El recubrimiento del útil haceque la temperatura de contacto aumentepor el valor ∆T.
se mostró muy satisfecho con el resultado: despuésde más de 40.000 inyectadas, las piezas siguen sa-liendo con una superficie texturizada homogénea ycon el grado de brillo adecuado.
5. El futuro
Los desarrollos que se están consiguiendo apuntana que en breve existirá un nuevo recubrimientocon aún menor conductividad térmica. Esto favo-recerá mejorar aún más el proceso de llenado delmolde y temperaturas más bajas. Los tiempos deciclo se reducirán, lo que redundará en una mayorproductividad en la inyección de plástico. La plas-manitruración de moldes de hasta 60 toneladastambién ofrece potencial para el futuro. Sin embar-go, en este caso, uno debe comprobar si las super-ficies plasmanitruradas cambian el grado de brilloy mantienen la resistencia al desgaste.
• La sección por la que fluyeel plástico es mayor, por-que la capa límite sólida esde menor espesor. Por tan-to, la presión efectiva al fi-nal del recorrido del flujoes mayor y esto favoreceque aparezcan menos líne-as de flujo y de unión.
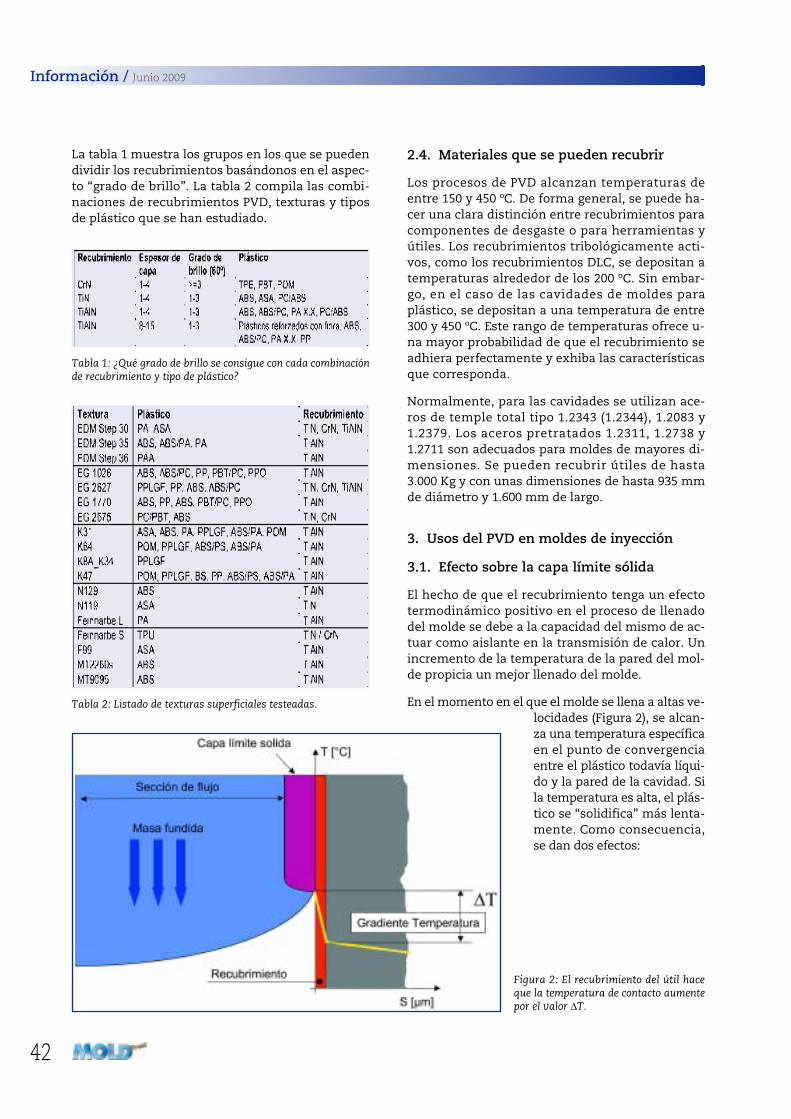
• Gracias a la menor viscosidad del plástico, la textu-ra de la superficie del molde se calca de forma másfiel sobre la pieza de plástico fabricada. (Figura 3).
3.2. Las ventajas del PVDen la fabricación de piezas de plástico
Recubriendo con PVD los moldes texturizados seconsigue producir mayor número de componentesplásticos que cumplan los requisitos de brillo ytexturizado exigidos y se puede eliminar el costedel lacado. Por lo tanto, se puede aumentar la pro-ductividad de las máquinas inyectoras. Además,las paradas de máquina suelen disminuir, ya quese suelen eliminar las paradas para reparacionesno planeadas. Las superficies recubiertas puedenlimpiarse de manera sencilla utilizando agenteslimpiadores químicos, incluso con el molde mon-tado en la inyectadota.
4. Un caso real
En la fábrica de Key Plastics en Wächtersbach (Figu-ra 4), las pruebas iniciales que realizaron revelaronque las piezas de asiento producidas en PP T20 paraun coche de tamaño medio de un conocido fabri-cante de coches salían con demasiado brillo y el tex-turizado no era homogéneo. La causa de esos erro-res era que el molde no se llenaba completamentecon el polipropileno. Para dilucidar el recubrimientoidóneo, primero se hicieron pruebas hasta conse-guir reproducir la textura elegida por el cliente (K47)con un útil experimental y aplicando parámetros deproceso muy similares a los de producción. Una vezidentificado el mejor recubrimiento, TiAlN de 12µm, éste se aplicó en el útil de fabricación. El cliente
Junio 2009 / Información
43
Figura 3: Análisis del grado del brillo so-bre PPO con textura EG 1026: sobre lasuperficie recubierta con TiAlN se redu-ce el grado de brillo un 20%.
Fabricación de piezas de asiento utilizando un molde recubiertocon TiAlN en la fábrica Key Plastics de Alemania.
44
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20096 números90 euros
Suscripción anual 20096 números90 euros
Periodista experta en comunicacióncorporativa y gabinetes de prensa,especializada en I+D y materiales,en las áreas de Fundición, Energía
y Medio Ambiente, Salud,automoción y aeroespacial,
se ofrece para colaborar en modalidadfreelance o contrato.
Tel. 696 165 388 ([email protected])
BUSCAMOSInformático que sepa utilizar un programa ERP, Active Directory, Termi-nal Server. Conocer la actividad del tratamiento de superficie. Saber ad-ministrar un servidor.
Realmente buscamos a una persona capaz de administrar un puesto dedistribuidor en Barcelona. Tendrá que viajar a Asia, Valencia, Bilbao yFrancia (por lo menos 1 ó 2 veces por mes para concretar su negocioen España).
Remuneración: sueldo + comisión sobre el margen comercial.
Sociedad DATAXIOME – telf.: +33 (0)1 48 18 18 10 - Yann BARILE(+33(0)6 42 53 22 03 – [email protected]) oCharles GREGOIRE (+33(0)6 80 33 30 37 – [email protected])
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800
◗ Lavadora de tricloro-etileno.
◗ Horno de nitruración Aube Lindberg 1717 con dos cri-soles más regulación, consumo 30 kW, con un diámetrode 550 m/m * 750 m/m.
◗ Horno continuo GuineaShaker-S30 de 30 kW y 50kg de producción hora, elhorno está funcionando yrecién reparado.
TRATAMIENTOS TÉRMICOS MARGOC/ MINUTISA, 10 - 47012 VALLADOLID
983-206-113 – E-mail: [email protected]
Se VendeSe Vende
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
SE BUSCAArena Negra para Moldear Aluminio.
Arena fina que parece arena de Mar, añadenalguna sustancia química que la hace negra
y cuando la secas se queda dura.
Móvil: 660 747 [email protected]
SE BUSCA“Franceses que viven en Canadá con
intención de establecerse en España estánbuscando informaciones (direcciones y sitio
Internet) sobre empresas fabricantes demoldes de precisión en acero en toda
España. Por favor, envíenos los detalles deellos a la siguiente dirección:
[email protected] antemano, muchas gracias por su
respuesta.”
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]
45

46

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones contínuas de atmósfera.• Instalaciones vontínuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
47
Información / Junio 2009
48
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47AMPCO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11APLITEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21BMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46DELCAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5DÖRRENBERG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17EUROPEAN FUTURE ENERGY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7HORNOS ALFERIEFF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46INEO PROTOTIPOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46IPSEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47LIBRO DE LOS TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37MATIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31METALOGRÁFICA DE LEVANTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13MICROSOLDADURA SST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25MOLDES J. MORALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19MOLDEXPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2PULIDOS PASCUAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3S.A METALOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47SCHUNK INTEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADASELTER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9SUMINISTROS ARRALBE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46TALLER DE MODELOS Y TROQUELES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46TALLERES ALJU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15TECNO-DISSENY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4TRATAMIENTOS TERMICOS ESPECIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
SEPTIEMBRENº especial TRASMET - SUBCONTRATACIÓN (Feria de Bilbao). Instrumentos de medición
y control. Mecanizado. Fresado.
Próximo número
INDICE de ANUNCIANTES