Stampa digitale e sostenibilità -...
52
Stampa digitale e sostenibilità Quaderno #03 OLTRE LA VIA DELLA SETA L’INDUSTRIA TESSILE NELL’ERA DELLA STAMPA DIGITALE UN PROGETTO
Transcript of Stampa digitale e sostenibilità -...

Stampa digitalee sostenibilità
Quaderno #03OLTRE LA VIA DELLA SETA
L’INDUSTRIA TESSILE NELL’ERA DELLA STAMPA DIGITALE
UN PROGETTO
000-TSC_Quaderno_003_COVER.indd 1 14/11/17 10:58
OLTRE LA VIA DELLA SETAquaderno #03
Stampa digitale e sostenibilità
L’InduSTrIa TeSSILe neLL’era deLLa STaMPa dIGITaLe
Tutti i contenuti di questa pubblicazione sono proprietà condivisa tra epson Italia Spa, For.Tex Srl e F.lli robustelli e sono protetti dalle Leggi in materia di proprietà intellettuale e/o industriale. Le informazioni, i dati, le tabelle e i grafici riportati nel documento possono essere utilizzati solo previa autorizzazione scritta di epson Italia, For.Tex e F.lli robustelli e dovrà sempre essere citata la fonte.
Hanno contribuito alla realizzazione del quadernoGianluca Brenna, Luigi Corti, Paolo Crespi, Michele delle Fave, dario Garnero, Michela Garnero, angelo Marelli, riccardo robustelli, Valerio robustelli, Pietro roncoroni, ugo Zaroli
Ideazione: Textile Solution Center advisory BoardProgetto editoriale ed edizione: aurora Magni e Marco ricchetti – Blumine srlProgetto grafico e impaginazione: Studio Grafico Dante CavallaroTraduzione: elisabetta Gnecchi ruscone
Il quaderno “Stampa digitale e sostenibilità” è disponibile su www.textilesolutioncenter.it
novembre 2017
© epson Italia – For.Tex – F.lli robustelli
Patrocinio
FeSPa Italia associazione
000-TSC_Quaderno_003_COVER.indd 2 14/11/17 10:58

3quaderno 03 — STaMPa digiTale e SoSTenibiliTà
E’ con vero piacere che vi presento il 3° Quaderno della collana ‘Oltre la via della seta’ dedicato a un argomento di grande attualità e interesse: la sostenibilità della
stampa digitale.Tutti concordano nel riconoscere alla stampa ink jet grandi potenzialità nel velocizzare e nel personalizzare la stampa sia per lo sviluppo di campioni che per rispondere alle produzioni sempre più conformate al gusto personale richieste dal mercato.Ma quanto contribuisce questa tecnologia a ridurre l’impatto ambientale delle lavora-zioni tessili?
Il risparmio idrico ed energetico, gli sprechi evitati, la riduzione di contaminanti nei reflui rendono la stampa digitale una risorsa importante nello sviluppo di un sistema produttivo ed economico più attento all’ambiente. Il quaderno ‘Stampa digitale e sostenibilità’ intende approfondire questi aspetti parten-do da un’analisi dello scenario economico e culturale in cui la tecnologia si inserisce, dalle sue connessioni con il sistema della moda e con le dinamiche di un mercato in continua evoluzione.
Gli aspetti tecnologici dei processi di stampa sono quindi analizzati in funzione degli effetti della tecnologia sull’ambiente e vengono delineati i trend degli sviluppi futuri. I risultati forniti dallo studio sono incoraggianti ma certo non risolutivi. La cultura della sostenibilità, intesa come capacità di soddisfare bisogni senza pregiudicare gli equilibri ambientali attuali e futuri e come miglioramento continuo delle performance ambientali delle attività umane, richiede un impegno costante e investimenti nell’am-bito della ricerca tecnico-scientifica.
Con questo spirito abbiamo dato vita nel 2014 al Textile Solution Center e alle attivi-tà di studio e divulgazione che il centro promuove. Ci auguriamo quindi che questo nuovo prodotto editoriale contribuisca a incentivare gli sforzi di innovazione dell’in-dustria tessile e a diffondere il valore della sua cultura.
Pietro RoncoroniPresidente Advisory Board
Textile Solution Center
PrEfazionE
003-TSC_Quaderno_003_Prefazione.indd 3 14/11/17 11:00

4 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
i prossimi quaderni
I quaderni della collana “Oltre la via della seta. L’industria tessile nell’era della stampa digitale” parleranno di:
scenari e prOtagOnisti
L’asciugamentO dOpO La stampa digitaLe
stampa digitaLe e sOstenibiLità
I sIstemI dI stampa dIgItale per l’IndustrIa tessIle
I parametrI dI valutazIone della qualItà della stampa tessIle
Il pre-trattamento per la stampa dIgItale
Il lavaggIo deI tessutI dopo la stampa tessIle
tutti i quaderni della collana già pubblicati possono essere scaricati in versione digitale dal sito del textile solution Center: www.textilesolutioncenter.it
004-TSC_Quaderno-003-prox-quaderni.indd 4 14/11/17 11:02

OLTRE LA VIA DELLA SETA
5quaderno 03 — STaMPa digiTale e SoSTenibiliTà
quaderno #03
Premessa ................................................................................................................................................................................................................... 7
Capitolo 1 La Moda e La rIVoLuZIone SoSTenIBILe
1.1 – Cambio di paradigma, un nuovo punto di vista nella moda ................................................................... 9
1.2 – arte, moda e stampa digitale – Intervista a Laura Strambi e Franco Gervasio ........................ 13
Capitolo 2 STaMPa dIGITaLe: TeCnoLoGIa eCoFrIendLy
2.1 – Lo scenario ............................................................................................................................................................................................... 15
Capitolo 3 Trend FuTurI Per La STaMPa dIGITaLe
3.1 – Efficienza, sicurezza chimica, innovazione ................................................................................................................. 24
Capitolo 4 L’oPInIone deI ProTaGonISTI
4.1 – Quale il perimetro dell’innovazione ................................................................................................................................ 27
Capitolo 5 ChIMICa e SoSTenIBILITà neLLa STaMPa TeSSILe
5.1 – L’evoluzione della visione della sostenibilità nella chimica per i processi tessili .................. 33
Capitolo 6 ePSon, La SCeLTa deLLa SoSTenIBILITà
6.1 – un obiettivo primario ..................................................................................................................................................................... 40
Glossario .......................................................................................................................................................................................................... 42
TSC advisory Board ...................................................................................................................................................................................... 49
stampa digitale e sostenibilità
L’InduSTrIa TeSSILe neLL’era deLLa STaMPa dIGITaLe
005-006-TSC_Quaderno_003_sommario+bianca.indd 5 14/11/17 11:52

005-006-TSC_Quaderno_003_sommario+bianca.indd 6 14/11/17 11:14

7quaderno 03 — STaMPa digiTale e SoSTenibiliTà
La stampa inkjet è il futuro della stampa tes-sile. Nella moda, particolarmente sensibile
a versatilità, velocità e customizzazione, una quota sempre maggiore dei tessuti stampati è re-alizzata con tecnologia inkjet. Nata per accele-rare i tempi e ridurre i costi di realizzazione dei campionari tessili, nel giro di vent’anni la stam-pa digitale ha infatti assunto un ruolo irrinuncia-bile non solo nella progettazione ma anche nella produzione di tessuti stampati.Vari i motivi del suo successo:1. la stampa inkjet potenzia la creatività di desi-
gner e stampatori consentendo la riproduzio-ne di disegni complessi e di tipo fotografico e dà risposte concrete al bisogno di personaliz-zazione ed unicità dei prodotti garantendone nel contempo la riproducibilità industriale e l’alto livello qualitativo;
2. è economicamente vantaggiosa, in particola-re per volumi contenuti, dove gli sprechi e i materiali hanno una incidenza maggiore;
3. riduce i tempi di progettazione e produzione;4. la macchina di stampa ha volumi contenuti
che necessitano di poco spazio;5. rispetto alla stampa piana o rotativa presenta
vantaggi ambientali:• consumi idrici ed energetici sono di gran
lunga inferiori a quelli sostenuti da un im-pianto tradizionale,
• lavorando anche su volumi ridotti consen-te di gestire magazzino e logistica in una logica di efficienza organizzativa,
• la proprietà intellettuale del disegno è mag-giormente garantita grazie alla superiore rapidità di esecuzione del processo digitale,
• necessita di quantitativi inferiori di colo-ranti e ausiliari chimici,
Per questi motivi:un tessuto stampato inkjet contribuisce a ridurre il costo ambientale del prodotto finito incremen-tandone il grado di sostenibilità.
I vantaggi economici, organizzativi ed ecologici della stampa inkjet sono riconosciuti in primo luogo dagli stampatori, ma anche i marchi della moda valutano con interesse questa tecnologia che ha rappresentato una sorta di rivoluzione nel modo di progettare e produrre articoli fashion ma anche per la casa, lo sport, la protezione, l’arre-damento. Non sorprende che il trend di diffusio-ne delle macchine da stampa inkjet sia in rapida espansione e che le macchine digitali abbiano integrato e in molti casi sostituito impianti tradi-zionali.
Nel 3° Quaderno della pubblicazione ‘Le vie del-la seta’ ci proponiamo di descrivere la stampa inkjet come sistema produttivo particolarmen-te adatto a soddisfare i bisogni di creatività e di sostenibilità. Lo faremo affrontando il tema dal punto di vista della domanda (il mercato e le strategie dei brand) e dell’offerta (la tecnologia disponibile e i trend di ricerca contestualizzando il ruolo della ricerca chimica).
Nel lavoro sono state combinate diverse meto-dologie: dall’analisi della letteratura sull’argo-mento, alle interviste a opinion leader e operato-ri del settore tessile. I principale termini che ricorrono nel dibattito sull’industria tessile sostenibile sono commen-tati in un glossario di facile consultazione.
Buona lettura!
premessa
007-008-TSC_Quaderno_003_PREMESSA+bianca.indd 7 14/11/17 11:04

007-008-TSC_Quaderno_003_PREMESSA+bianca.indd 8 14/11/17 11:04

9quaderno 03 — STaMPa digiTale e SoSTenibiliTà
1. La moda e la rivoluzionesostenibile
1.1 Cambio di paradigma, un nuovo punto di vista nella moda
C’è movimento nella moda. Non è un nuovo look, un nuovo formato di negozi, o una
nuova data per le sfilate ma una nuova visione: collezioni innovative, dai migliori spiriti creativi sono progettate e prodotte con materiali soste-nibili e, soprattutto, i grandi marchi della moda mainstream, da quelli del lusso a quelli del fast fa-shion, sono parte del movimento. L’accelerazione che i brand sono in grado di imprimere dipende dai volumi in gioco, e quindi dall’impatto poten-ziale positivo o negativo che la decisione di un grande marchio può avere sul capitale naturale, ma anche, nella moda si potrebbe dire soprattutto, dalla capacità dei marchi più noti di interagire con l’immaginario sociale e, in ultima analisi, con le scelte d’acquisto individuali.
Secondo una stima di sustainability-lab.net, con-siderando solo otto delle campagne e iniziative più note che si concentrano sulla sostenibilità nella moda, il numero di marchi e aziende che si sono affiliate o impegnate supera le 380 e inclu-de gran parte delle maggiori imprese mondiali del settore, con un fatturato globale stimato in oltre 250 miliardi di Euro che corrispondono a circa il 15% del mercato mondiale della moda.
TREND RELATIVO ALLA PUBBLICAZIONEDI REPORT DI SOSTENIBILITà
20
02010 2014
40
60
80
100
Europa +83%
Mondo +50%
Giappone +40%
USA +26%
Fonte: sustainability-lab.net su dati corporate register.com
La crescita del numero di grandi marchi della moda che pubblicano rapporti di responsabilità sociale e ambientale (per Paese, 2010-2014)
009-012-TSC_Quaderno_003_cap_1-1.indd 9 14/11/17 12:25

10 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
BRAND ChE PUBBLICANO REPORT DI SOSTENIBILITà
Pubblicano un report di sostenibilità o di CSR
Valore vendite(miliardi di euro)
Dei 25 maggiori gruppi della moda per valore dellevendite 21 pubblicano rapporti sulla sostenibilità
Non pubblicano nessuna informazione sulla sostenibilità
5 10 20 40
NIKE
PVHIT:HILFIGER
CALVINKLEIN
ROSSSTORES
FV CORP.(TIMBERLAND,THE NORTH
FACE)
FASTRETAIL
(UNIQLO)
LBRANDS(VICTORIA’S
SECRET)
INDITEX (ZARA)
POU CHENGROUP
NORDSTROM HSM
KERINGGROUP
FOOTLOCKERMICHAEL
KORSHOLDING
HANESBRANDS
BELLEINT.NAL
HOLDINGS
HERMÉSRALPH
LAUREN
SWATCH
COACHADIDAS
TJMAXX
CHEILINDUSTRIES(SAMSUNG)
GAP
CHOWTAI
FOOKDIOR/LVMH
Fonte: elaborazioni sustainability-lab.net su dati aziendali
009-012-TSC_Quaderno_003_cap_1-1.indd 10 14/11/17 11:06

11quaderno 03 — STaMPa digiTale e SoSTenibiliTà
Le nuove politiche dei grandi marchi, si rispec-chiano negli articoli di autorevoli quotidiani, come l’inglese The Guardian che nel marzo 2015 ha titolato “Waste is so last season” (“i rifiuti sono fuori moda”), o nelle opinioni dei maggio-ri influencer della moda, come Franca Sozzani, che fu direttore di Vogue Italia, e che nel dicem-bre 2011 titolava “Sostenibilità: the keyword of today” un suo intervento sul suo blog in Vogue.it. Nel settembre 2017, per l’apertura della setti-mana della moda di Milano, la Camera Naziona-le della Moda Italiana ha organizzato il i primo Green Carpet Fashion Award, con la partecipa-zione di star del cinema e molti protagonisti del-la fashion community internazionale, da Anna Wintour di Vogue USA a Giorgio Armani, da Gucci a Valentino, e top model da Naomi Camp-bell a Bianca Balti, a Gisele Bundchen.La rivoluzione sostenibile nella moda è stata de-finita “un cambio di paradigma” che negli ultimi anni è progredito molto rapidamente, con una ve-locità e pervasività che ha colto di sorpresa tutta la fashion community. Già oggi, pur con le difficol-tà di un sistema che non si è ancora dotato delle competenze necessarie, la progettazione di colle-zioni belle, creative e di qualità si accompagna, per i grandi marchi e per quelli più piccoli e inno-vativi, alla ricerca di soluzioni che riducano l’im-patto sull’ambiente e non producano sofferenze o disagio sociale, nel rispetto del benessere dei lavoratori e delle comunità dove la moda viene prodotta. I modelli organizzativi delle imprese ne sono influenzati, le filiere produttive rispondono a nuovi requisiti e l’interazione con gli stakeholder, incluse le organizzazioni ambientaliste, ha oggi un’importanza molto maggiore che in passato.Ora è il momento. Un confine, nell’industria del-la moda è già stato oltrepassato ed è un confine da cui è difficile tornare indietro una volta che si è intrapreso il cammino. Qualche tempo fa Ros-sella Ravagli, responsabile del Dipartimento di Responsabilità Sociale e Sostenibilità di Gucci, ricordava in una presentazione al Copenaghen
Fashion Summit nel 2015 che la sostenibilità è una “one way journey”, che richiede investimen-ti e modelli organizzativi delle filiere produttive difficili da realizzare, ma a cui, per questo, diffi-cilmente si rinuncia una volta realizzati. Il prin-cipio enunciato da Bruno Pieters, fashion desi-gner della haute couture, convertito alla moda sostenibile, che “la storia dietro il design deve essere bella come il design stesso”, ha trovato il suo posto nel sistema della moda.
I VOLUmI PRODOTTI DAL SISTEmA DELLA mODA ImPATTANO SULL’AmBIENTE
La moda richiede molte materie prime: fibre, acqua, energia, coloranti, ausiliari, additivi.I consumi mondiali pro-capite di fibre tessili sono passati dai circa 8 chilogrammi del 2000 ai circa 13 nel 2015 (+68%), più di quanto siano aumentati nei 40 anni precedenti – nel 1960 erano infatti circa 5 chilogrammi.Nella sola Europa i materiali generati ogni anno dal mercato della moda sono circa 13 milioni di tonnellate. L’impatto delle lavorazioni tessili sull’ambiente è rilevante anche per la produzione di scarti di produzione e rifiuti post consumo. Una volta giunti a fine vita si calcola che solo 1/5 dei materiali tessili prodotti sia destinato al riciclo, il resto si accumula nelle discariche e viene destinato alla produzione di energia.
Fonte: Neomateriali nell’economia circolare. Moda, Ed. Ambiente, 2017
LA mODA E LA VELOCITà
C’è un secondo movimento che sta rapidamente cambiando il business della moda, è la rivoluzione dei tempi e dei calendari. All’inizio, a cavallo del nuovo secolo, è stato il modello del Fast Fashion a rompere schemi consolidati: collezioni mensili, o quindicinali invece delle 2 classiche stagioni, 20 giorni/1 mese dal design delle collezioni alla vendita nei negozi invece dei tradizionali 24 mesi,
009-012-TSC_Quaderno_003_cap_1-1.indd 11 14/11/17 11:06

12 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
ordini frequenti, ma di ridotte dimensione, lotti di produzione ridotti al minimo, qualche centinaio di capi, invece dei tradizionali ordini che copriva-no tutte le vendite della stagione.Oggi i confini tra il modello di business del Fast Fashion e quello della la moda dei marchi pre-mium si sono fatti sempre più labili. Alla fine del 2016 alcuni grandi marchi del lusso internazio-nale hanno abbracciato l’idea del See-now-buy-now, con i capi nei negozi 24 ore dopo la presen-tazione nelle sfilate, mentre ci volevano 6 mesi secondo il modello tradizionale.
Con la straordinaria crescita dell’e-commerce la moda è settore, dopo viaggi e turismo, in cui il boom è stato maggiore e questo contribuisce ul-teriormente a scardinare calendari di vendita e modelli di business.Le tecnologie digitali, inclusa la stampa inkjet, applicate ai sistemi di produzione sono l’unica soluzione che consente all’industria di ade-guarsi a questi cambiamenti, rendendo possi-bile la gestione dei tempi rapidi e dei piccoli lotti di produzione, senza sacrificare creatività e qualità.
LA VELOCIZZAZIONE DEI CALENDARI DELLA mODA
DESIGN DELLECOLLEZIONI
SFILATEE FIERE
SFILATEE FIERE
DESIGN DELLECOLLEZIONI
PRE-RACCOLTAORDINI
RACCOLTA ORDINI
DESIGNDESIGNPRODUZIONEDESIGN
APPROVVIGIONAMENTOMATERIALI E PRODUZIONE
APPROVVIGIONAMENTOMATERIALI E PRODUZIONE
CONSEGNAAI NEGOZI
CONSEGNAAI NEGOZI
CONSEGNAAI NEGOZI
CONSEGNAAI NEGOZI
CONSEGNAAI NEGOZI
RACCOLTAORDINI
NUOVI LANCIPRODUZIONE
NUOVI LANCIPRODUZIONE
NUOVI LANCIPRODUZIONE
CONSEGNAAI NEGOZI
VERIFICADISPONIBILITÀDEI MATERIALI
RIASSORTIMENTI
RIASSORTIMENTI
IL CALENDARIO DELLA MODA TRADIZIONALE
IL CALENDARIO DEL FAST-FASHION
IL CALENDARIO DEL SEE NOW-BUY-NOW
Fonte: sustainability-lab.net
009-012-TSC_Quaderno_003_cap_1-1.indd 12 14/11/17 11:07

13quaderno 03 — STaMPa digiTale e SoSTenibiliTà
L aura Strambi (LS) è una fashion designer, ha collaborato con marchi internazionali tra cui:
Bulgari, Borbonese, Trussardi, Herno, Beams Tokyo, Pinko, Swarovski. Nel 2010 ha fondato il proprio marchio Laura Strambi YOJ, che unisce lusso, moda e rispetto dell’ambiente. Franco Gervasio (FG) è un artista che in una lunga carriera ha integrato teatro e arti visive: pittura, fotografia fino alle più recenti Light-lands, sculture di tubi in pasta di vetro colorata che diventano neon luminescenti.
Laura e Franco hanno collaborato in diversi pro-getti creativi per la moda: la prima trasposizione di un’opera di Franco su un tessuto delle colle-zioni di Laura è del 2007.
Quali sono i vantaggi della stampa digitale per un artista e una designer che collaborano nella creazione di collezioni per la moda?
FG. L’eliminazione dei passaggi intermedi tra momento creativo e produzione industriale richie-sti dalla stampa tradizionale è una rivoluzione: tempi più rapidi, minori costi, minore complessità del processo e anche minori rischi di divergenza tra idea creativa e risultato, con conseguente ridu-zione di errori e scarti. Si può dire che la stampa digitale liberi il creativo dalle limitazioni che la stampa tradizionale impone.
LS. Quando con Franco abbiamo cominciato a trasporre le sue opere in ispirazioni per le mie collezioni non è stato facile, malgrado la nostra esperienza nella stampa di prodotti sofisticati. Le difficoltà nascevano proprio per la sequenza
dei passaggi necessari, dalla scansione del di-pinto, alla sua trasposizione serigrafica, fino alla stampa. La disponibilità delle tecnologie digitali rende oggi questo tipo di progetti più semplici e rapidi, li mette quindi alla portata di una più am-pia platea di creativi. Un po’ quello che, in ge-nerale, sta accadendo nel rapporto tra designer e imprese manifatturiere con la stampa 3d. Per chi fa moda oggi la rapidità nella trasposizione delle idee nel prodotto è una condizione necessaria. L’altro grande vantaggio della stampa digitale per noi è che questa tecnologia rispetta le nostre
1.2 Arte, moda e stampa digitale
intervista a laura strambi e franco gervasio
013-014-TSC_Quaderno_003_cap_1.2.indd 13 14/11/17 14:46

14 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
scelte in materia di sostenibilità, che ci portano a preferire tecniche con minore impatto, minore uso di acqua, inchiostri più puri.
Pensate che la stampa digitale valorizzi la creatività in modo diverso da quella tradizionale?
LS. Negli anni in cui abbiamo lavorato alla crea-zione di foulard per un grande marchio del lusso, con disegni sofisticati, complessi e di grande qua-lità, il passaggio attraverso la fase serigrafica, pur realizzata da artigiani-artisti di grande esperienza e competenza, comportava sempre una sorta di filtro che non sempre rispettava il segno del crea-tivo. Il passaggio diretto dal creativo alla stampa, consentito dal digitale, mantiene maggiormente la caratterizzazione del segno grafico del creativo. Nel panorama superaffollato di immagini in cui la moda è immersa, è proprio il carattere del segno grafico a fare la differenza: in questo la stampa digitale offre un grande vantaggio.
FG. Il passaggio al digitale mette in crisi l’insie-me delle straordinarie competenze cresciute in-torno alla stampa tradizionale; è un mondo che però oggi si colloca più vicino all’’arte che all’in-dustria. Resta invece, nella stampa digitale, il pro-blema della fusione, non ancora realizzata, delle competenze e sensibilità artistiche con quelle tecniche e informatiche. Nel mercato della moda oggi convivono due mondi: il primo, di nicchia, che si muove in una dimensione vicina a quella dell’arte; in questo campo la stampa tradizionale e quella digitale competono sulla base dei relativi vantaggi e tra i vantaggi del digitale, ci tengo a ribadirlo, c’è la miglior performance ambientale,
oggi fondamentale nella identità dei marchi del lusso. Il secondo mondo, che è la parte più am-pia del mercato, è invece dominato dal bisogno di velocità, in questo mondo la stampa digitale è tassativa, senza alternative.
La stampa digitale è una tecnologia consolidata, ma quali sono secondo voi le direzioni di sviluppo più interessanti dal punto di vista creativo?
LS. La prima direzione sarebbe senz’altro lo sviluppo di stampanti inkjet per tessuti adatte ad effettuare prove, campioni e prototipi diret-tamente nell’atelier del designer prima di pas-sare le immagini alla produzione, ciò permette-rebbe un’estensione delle possibilità creative e un’ancora maggior rapidità; la seconda sarebbe lo sviluppo di nuovi inchiostri per nuovi effetti, ad esempio trasparenze, o che possano amplia-re la gamma delle scelte a inchiostri o pigmenti a base naturale.
FG Disporre di una stampante nell’atelier per valutare nuovi effetti creativi in breve tempo e a basso costo sarebbe un grande passo: la stampa di un prototipo su tessuto rivela particolari che la creazione su carta non permette di apprezzare; ricordo un caso in cui con Laura avevamo dise-gnato un foulard per un grande marchio e dopo l’approvazione del campione su carta da parte del cliente il foulard è stato stampato con le tecniche tradizionali, rivelando sul tessuto alcuni effetti di cui il cliente non aveva avuto percezione: ciò ha comportato uno spreco e, soprattutto, la necessità di riportare le correzioni in tutto il processo seri-grafico prima di ristampare.
013-014-TSC_Quaderno_003_cap_1.2.indd 14 14/11/17 14:46

15quaderno 03 — STaMPa digiTale e SoSTenibiliTà
2. Stampa digitale:tecnologia ecofriendly
2.1 Lo scenario
L a stampa inkjet non è solo una tecnologia. È un approccio progettuale e produttivo che
può contribuire a ridurre l’impatto ambientale di un articolo di moda o di design. Nata per soddi-sfare le richieste di velocizzazione dei processi creativi dei prodotti di moda, si è trasformata presto in un modello produttivo caratterizzato da flessibilità, versatilità e time to market vantag-gioso. Si tratta di caratteristiche molto apprez-zate dalle imprese che lavorano per i brand del lusso, ma che hanno trovato espansione anche nelle imprese che operano per il Fast Fashion. Del resto è proprio il Fast Fashion ad aver ac-celerato i tempi di consumo dei capi tessili in-centivando modelli produttivi focalizzati sulla capacità di produrre piccoli lotti in tempi rapidi.È grazie a questo modello organizzativo che a partire dagli Anni 90 del secolo scorso cambiano sia la produzione che la distribuzione dei capi di moda. Ai consumatori viene offerta la possibilità di scegliere tra opzioni di prodotti pressoché illi-mitate e spesso a prezzi bassissimi grazie alle po-litiche di importazione dei brand. Il rinnovo delle proposte sugli scaffali e nelle vetrine diventa mol-to rapido, anche quindicinale, un ritmo ben diver-so rispetto quello a stagionale a cui erano abituati i consumatori dei decenni precedenti.
Gli effetti sui comportamenti d’acquisto assu-mono presto conseguenze anche ambientali: lo shopping è spesso un agire impulsivo, il ciclo di vita dei capi è accorciato, aumentano così i consumi delle risorse necessarie alla produzione ed i rifiuti tessili.
015-023-TSC_Quaderno_003_cap_2-1.indd 15 14/11/17 12:35

16 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
In tempi più recenti la modalità di consumo fre-netico stimolata dal Fast Fashion è stata ulterior-mente rafforzata dall’affermazione dell’e-com-merce, che consente al consumatore di vagliare direttamente dal divano di casa un’infinità di opportunità d’acquisto confrontando modelli e prezzi. Nella sola Italia nel 2016 gli acquisti di capi di abbigliamento effettuati attraverso internet sono cresciuti del 30% rispetto al 2015, il dop-pio rispetto alla crescita dell’e-commerce nel suo complesso.1Internet, oltre a facilitare lo shopping, sta intro-ducendo una vera rivoluzione anche nelle moda-lità con cui avvengono gli acquisti.Il commercio on line ha infatti una ricaduta di-retta sul sistema distributivo, riducendo il ruolo di intermediazione tra marchio di moda e consu-matori tradizionalmente giocato dal punto ven-dita. Grazie a internet, i marchi della moda pos-sono infatti contattare direttamente un pubblico potenzialmente illimitato, indirizzare proposte d’acquisto a target selezionati dai raffinati canali di osservazione dei social, raccogliere attraver-so le visite al sito e l’interazione diretta con i consumatori preziose indicazioni per la proget-tazione delle collezioni. Tutto ciò è reso possi-bile anche dal nuovo ruolo che grazie a nuovi player globali come Amazon, Farfetch, Yoox-Net-a-Porter e molti altri la logistica ha assunto nel concentrare, organizzare e veicolare prodotti dai produttori ai consumatori e perfino tra i con-sumatori stessi. L’e-commerce è però solo un passaggio interme-dio: già oggi i marchi e i retailer più avanzati propongono modelli di integrazione tra il canale retail tradizionale e l’e-commerce – il cosiddetto modello Omnichannel. Le sviluppo delle tecno-logie digitali pone infatti le basi per la multica-
nalità con un’integrazione profonda di digitale e fisico che rivoluziona la funzione stessa dei negozi e delle piattaforme online. A ciò si ac-compagna lo sviluppo di applicazioni che inte-ragiscono con i clienti sfruttando tecnologie di intelligenza artificiale e realtà aumentata.La grande giostra dell’acquisto impulsivo e della rapida obsolescenza degli oggetti sembra quindi inarrestabile.Per quanto questo trend sia evidente nel mercato dell’abbigliamento, la moda non è l’unico com-parto interessato: anche gli articoli per la casa, l’arredamento e le pavimentazioni, lo sportswear e i tessili tecnici ne sono coinvolti nel frattempo. La stampa digitale è entrata in ogni contesto in cui il disegno sia un fattore qualificante il prodot-to. Dei volumi di tessuti stampati nel 2015 infatti si valuta che il 42% sia stato destinato all’abbi-gliamento, il 12% ad arredamento e articoli per la casa e il restante 46% ad altri utilizzi (automotive, teloni pubblicitari, dispositivi di protezione, etc).2
I nuovi scenari non hanno effetti solo sociali e culturali, ma impattano anche sulla filiera pro-duttiva.Confezionisti e produttori di tessuti ed accesso-ri sono spinti dai marchi a contrarre i tempi di produzione e consegna dei prodotti mentre gli ordini riguardano lotti spesso di piccole e micro dimensioni. Sono invece aumentate le varianti di stile, foggia e colore richieste. Disegni comples-si e immagini fotografiche sono ormai normal-mente inserite nell’abbigliamento, un fenomeno che coinvolge direttamente le imprese della no-bilitazione tessile. Agendo su colori, disegni ed effetti materici (corrosioni, strappi, resinature...) cioè sugli ele-menti che più di altri differenziano il capo moda,
(1) Fonte: Osservatori B2c politecnico di Milano http://www.ilsole24ore.com/art/mo-da/2016-07-06/l-e-commerce-moda-cresce-35percento-doppio-media-italiana-trainato-innovazione-of-ferta-e-prezzi-boom-luxury-all-estero-160444.shtml?uuid=ADHmHwo
(2) WTIN Analytics (http://www.wtin.com/channel/digital-textiles/)
015-023-TSC_Quaderno_003_cap_2-1.indd 16 14/11/17 12:35

17quaderno 03 — STaMPa digiTale e SoSTenibiliTà
tintorie e stamperie sono costrette a trovare so-luzioni tecnologiche e organizzative in grado di rispondere alle richieste del mercato. Versatilità, sperimentazione continua difficilmente possono essere soddisfatte da impianti calibrati per alte rese produttive di lotti di prodotti standard.E qui entra in gioco la stampa inkjet.Grazie alle tecnologie digitali lo stampatore tes-sile è sempre meno un esecutore e sempre più un partner progettuale. Può riprodurre disegni com-plessi personalizzati in una logica di produzione snella (quel che serve quando serve) riducendo consumi, scorte ed energia. I tempi risultano ac-corciati, la logistica ottimizzata. Tutto ciò incre-menta la competitività.
EcodESign E Stampanti digitaLi
Al design, inteso come attività in grado di antici-pare tendenze di stile e prestazioni attraverso la progettazione di beni di consumo, si è recente-mente integrato l’ecodesign.L’ecodesign non si limita a ideare i prodotti in re-lazione a funzionalità ed estetica, ma li progetta partendo dall’ambiente e dalla natura. Da questa prospettiva la sostenibilità non è un limite alla creatività, ma uno stimolo a pensare fuori dagli schemi apportando nuovi valori al processo pro-duttivo. Secondo una definizione fornita ormai 20 anni fa dal Rathenau Institute “l’ambiente con-corre alla definizione del design, divenendone un fattore di indirizzo nello sviluppo del prodotto. In questo processo, l’ambiente assume il medesimo status dei più tradizionali valori industriali, quali
il profitto, la funzionalità, l’estetica, l’ergonomia, l’immagine e la qualità generale.” 3Le imprese che danno valore alla sostenibilità selezionano le materie prime con minore impatto sull’ambiente, analizzano le lavorazione per in-dividuare i punti deboli in materia di emissioni, consumi, sprechi e cercare soluzioni in grado di ridurli. In altre parole l’ecodesign propone una nuova chiave di lettura trasformando una pratica ‘difensiva’ – prevenire i problemi e quindi i costi ambientali – in una strategia competitiva.Questo tema è particolarmente sentito dai pro-duttori tessili che si confrontano con clienti e con fasce di mercato la cui sensibilità ambien-tale, sociale ed animalista è molto cresciuta ne-gli ultimi anni. Grazie a questo nuovo modo di pensare, l’idea che l’abbigliamento sostenibile sia di bassa qualità estetica e che invece moda e lusso richiedano ‘inevitabilmente’ un elevato impatto sull’ambiente viene del tutto superata. La moda sostenibile, fino al decennio scorso segregata nelle filiere dell’artigianato etico e in qualche produzione di nicchia di alcuni brand, è diventata la sfida dei grandi marchi della moda e del lusso globale così come dei piccoli marchi più di tendenza.
in chE modo La Stampa inkjEt diviEnE un’aLLEata dELL’EcodESign?
La stampa inkjet è insieme un ottimo strumento di potenziamento della creatività, un accelerato-re di idee e progetti e una tecnologia ecologi-camente sostenibile che riduce i tempi e i costi
crEScE La prESEnza di Stampanti digitaLi nEL mondo
2015 2019Tessuti stampati con macchine inkjet al mondo 1,2 miliardi m2 + 17%
Quota macchine inkjet su totale impianti 3,6% 6%
Fonte: WTIN Analytics
(3) Ecodesign Manual Hardcover, Rathenau Institute, Delft University of Technology , 1997
015-023-TSC_Quaderno_003_cap_2-1.indd 17 14/11/17 12:35

18 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
ambientali delle prove e delle simulazioni che ogni creativo deve compiere prima di definire la proposta industrializzabile. I materiali utilizzati (tessuto, coloranti, ausiliari) sono quantitativamente inferiori rispetto a quanto usato nella stampa di campioni e tirelle con meto-di convenzionali mentre crescono efficienza, ve-locità e versatilità. Questo riduce scarti e sprechi.Inoltre, trattandosi di una tecnologia digitale, pro-cedure come l’archiviazione di appunti, disegni e campioni sono semplificate, la movimentazione di materiali e la gestione degli spazi sono ottimizzate perché non sono più necessari estesi magazzini. An-che questo ha effetti positivi anche per l’ambiente: meno packaging, meno trasferimenti fisici di pro-dotti in entrata e in uscita, meno energia utilizzata.La stampa inkjet di fatto ha anticipato i principi base della fabbrica digitale (4.0) grazie alla connessione tra Cad e stampa, condizione che lascia libero il de-signer di concentrarsi maggiormente sugli aspetti ideativi del suo lavoro. Del resto è nata proprio per supportare i creativi nella fase di campionatura.
procESSi di Stampa più SoStEnibiLi con iL digitaLE
Il primo elemento che salta agli occhi quando si guarda una macchina da stampa digitale è il no-tevole vantaggio dato dal poter produrre ciò che serve nei quantitativi necessari e con le variabili richieste, senza sprechi e lotti che giacciono in magazzino in attesa di un compratore.Il risparmio di tempo di stampa è certamente una variabile significativa. Se il processo di prepara-zione lucidi e cilindri di stampa può richiedere anche 2 settimane, i tempi con la stampa inkjet si riducono a poche ore. Molto ridotti anche i tem-pi di rissettaggio macchina per cambio tessuto e disegno. La velocità stessa del processo di stam-
pa può raggiungere punte elevate di produttività.Il secondo vantaggio è il risparmio di spazio. Un impianto di stampa a quadri può arrivare a 40 metri di lunghezza mentre una macchina di-gitale occupa mediamente 40/50 mq ed è possi-bile istallarla in un ambiente molto più ridotto e, di conseguenza, poiché al layout di un impianto produttivo corrispondono consumi energetici, ottenere il miglior risultato riducendo le aree utilizzate rende l’attività produttiva economica-mente più sostenibile ed ecologica. La pulizia stessa del tappeto di stampa di una macchina di-gitale (oggi 4 metri circa) in confronto a quello della stampa in piano o rotativa richiede volumi di acqua ed energia inferiori. Il richiamo ai ri-sparmi energetici è particolarmente convincente: la stampa inkjet consente di risparmiare rispetto alla stampa tradizionale dal 40 al 75% a seconda della tipologia dell’impianto e della complessità del disegno.4Queste caratteristiche rendono interessante la tec-nologia digitale anche per start up che intendano misurarsi con questa tipologia produttiva senza di-sporre di grandi spazi e di importanti capitali.Per valorizzare a pieno l’efficacia della stampa digitale nel processo produttivo occorre ripercor-rere le principali fasi di lavorazione e confrontarle con il procedimento adottato dalla stampa inkjet.
La prEparazionE dEL tESSuto
Qualunque sia la tecnologia adottata, digitale o convenzionale, questa fase preliminare è impor-tante per la buona riuscita del processo di stampa, cioè per attribuire perfetta fissazione del colore sulla fibra e l’ottimale uniformità del disegno.A seconda della tipologia del tessuto possono es-sere effettuate operazioni preparatorie come il bru-ciapelo, la sbozzima, il mercerizzo, il candeggio, la
(4) I consumi di acqua ed energia elettrica nella stampa tessile. Le tecnologie tradizionali e inkjet a confronto. I risultati dell’indagine.
Osservatorio sul Distretto Tessile di Como dell’Università Carlo Cattaneo LIUC di Castellanza (VA), 2008
015-023-TSC_Quaderno_003_cap_2-1.indd 18 14/11/17 12:35

19quaderno 03 — STaMPa digiTale e SoSTenibiliTà
stabilizzazione dimensionale o la termo fissazione. Importante è soprattutto la scelta delle sostanze chimiche utilizzate per favorire il processo di trasferimento e fissaggio del colore alla fibra. Nel caso della stampa tradizionale queste sono comprese nella pasta di stampa, operazione im-possibile nella stampa digitale poiché i reagenti di fissazione possono essere incompatibili con il colorante e con la struttura metallica delle te-stine. Gli addensanti e gli ausiliari sono quindi applicati sul tessuto mediante impregnazione e al termine del processo, come nel processo tra-dizionale, devono essere rimossi. Questa prepa-razione comporta in linea di massima quantità costanti di urea in relazione alle caratteristiche del tessuto, mentre nella stampa tradizionale la quantità di urea varia con la copertura del dise-gno oltre che con le caratteristiche del tessuto.
La quEStionE ‘urEa’:un probLEma ancora apErto
L’urea è una sostanza chimica utilizzata per favorire la fissazione dei coloranti (reattivi ma anche acidi, mentre non è usata nel caso di dispersi) alle fibre. Nella fase di vaporizzo, cioè di fissaggio del colore, consente di assorbire l’umidità contribuendo a fissare il colore alle fibre di tessuto. Nella stampa tradizionale l’urea è integrata alle paste da stampa mentre nella stampa digitale è usata nella preparazione del tessuto in quantitativi spesso superiori alle necessità date dal disegno.A fine processo l’urea può essere presente nell’acqua di lavaggio con valori di contaminazione di azoto che richiedono processi di depurazione. L’uso di urea nei processi di stampa (digitale e tradizionale) rappresenta un problema ecologico. Per quanto si stiano sperimentando soluzioni alternative (ad esempio trattamenti al plasma atmosferico) la sua sostituzione con sostanze meno impattanti non sembra vicina. Si raccomanda quindi agli stampatori un uso limitato allo stretto necessario. Allo studio anche sistemi di abbattimento degli inquinanti nei reflui mediante biomasse e tecniche per separare l’urea e recuperarla per successivi processi produttivi.
iL confronto con La Stampa tradizionaLE
La stampa tradizionale prevede una serie di fasi preparatorie che variano a seconda della tipolo-gia del processo e dell’impianto utilizzato: dalla costruzione del buratto serigrafico nel caso della stampa in piano, all’incisione dei cilindri o alla fotoincisione dei lucidi per la stampa a cilindro. La preparazione degli impianti di stampa, a se-conda del supporto utilizzato, può richiedere uso di sostanze chimiche critiche come Acido cromi-co e Acido nitrico o, nel caso dell’incisione dei cilindri, di trattamenti galvanici.Un’altra fase preliminare importante è la prepara-zione della pasta di stampa composta dal colorante e dagli ausiliari che ne consentono la fissazione al tessuto e la riproduzione regolare del disegno. L’o-perazione è svolta nelle cucine colori, sale attrezzate per dosare, in base alla ricetta colore, le dosi, prele-vando dai serbatoi di stoccaggio i coloranti, i pro-dotti chimici e gli addensanti necessari alla stampa. A fine processo i contenitori e gli strumenti utilizzati devono essere lavati per un uso successivo.La stampa inkjet ha reso queste fasi non più ne-cessarie.Il disegno viene elaborato dal computer median-te software che lo converte in impulsi elettronici da inviare alle teste stampanti. La distribuzione mirata dell’inchiostro mediante punti coloranti di piccolissima dimensione consente di delineare l’area di stampa evitando dispersione e sprechi di colore e le conseguenti operazioni di rimozione. Grazie alle testine di stampa piezoelettriche il flusso di alimentazione dell’inchiostro è gestito con ancor maggiore precisione e la dimensione delle goccioline inferiore al diametro di un capel-lo consente di ottenere effetti di alta qualità senza sprechi. La maggior parte dei sistemi inkjet pre-leva l’inchiostro da taniche che devono essere la-vate prima del loro riutilizzo o dello smaltimento; mentre sistemi come ad esempio quello utilizzato da Monna Lisa impiegano inchiostro contenuto in cartucce già predisposte all’uso e che saran-
015-023-TSC_Quaderno_003_cap_2-1.indd 19 14/11/17 12:35
20 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
no rimosse una volta esaurite, e quindi smaltite. In alcuni impianti il riscaldamento delle teste di stampa durante l’erogazione dell’inchiostro può rendere necessario un intervento di condiziona-mento volto ad abbassare la temperatura.
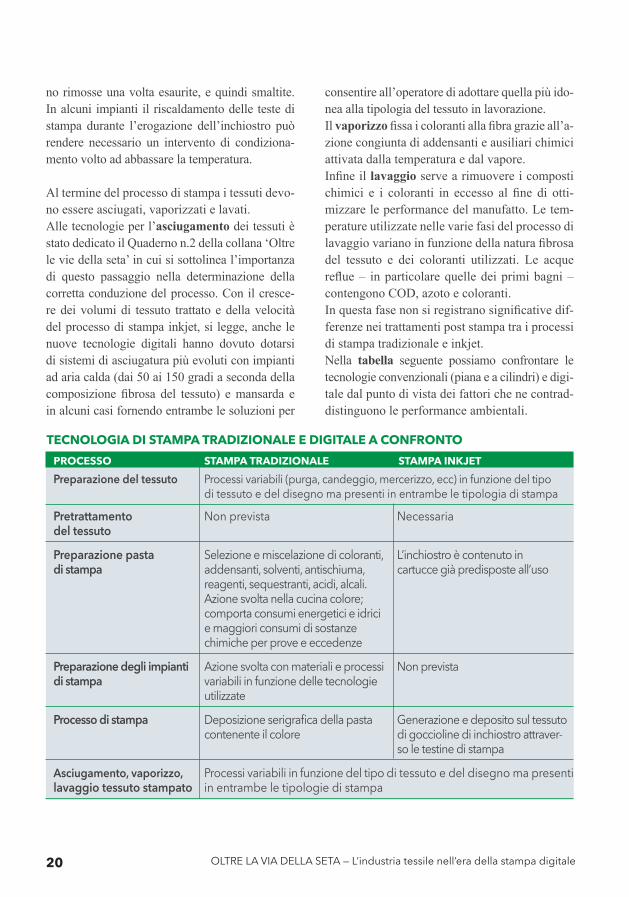
Al termine del processo di stampa i tessuti devo-no essere asciugati, vaporizzati e lavati. Alle tecnologie per l’asciugamento dei tessuti è stato dedicato il Quaderno n.2 della collana ‘Oltre le vie della seta’ in cui si sottolinea l’importanza di questo passaggio nella determinazione della corretta conduzione del processo. Con il cresce-re dei volumi di tessuto trattato e della velocità del processo di stampa inkjet, si legge, anche le nuove tecnologie digitali hanno dovuto dotarsi di sistemi di asciugatura più evoluti con impianti ad aria calda (dai 50 ai 150 gradi a seconda della composizione fibrosa del tessuto) e mansarda e in alcuni casi fornendo entrambe le soluzioni per
consentire all’operatore di adottare quella più ido-nea alla tipologia del tessuto in lavorazione. Il vaporizzo fissa i coloranti alla fibra grazie all’a-zione congiunta di addensanti e ausiliari chimici attivata dalla temperatura e dal vapore. Infine il lavaggio serve a rimuovere i composti chimici e i coloranti in eccesso al fine di otti-mizzare le performance del manufatto. Le tem-perature utilizzate nelle varie fasi del processo di lavaggio variano in funzione della natura fibrosa del tessuto e dei coloranti utilizzati. Le acque reflue – in particolare quelle dei primi bagni – contengono COD, azoto e coloranti. In questa fase non si registrano significative dif-ferenze nei trattamenti post stampa tra i processi di stampa tradizionale e inkjet. Nella tabella seguente possiamo confrontare le tecnologie convenzionali (piana e a cilindri) e digi-tale dal punto di vista dei fattori che ne contrad-distinguono le performance ambientali.
procESSo Stampa tradizionaLE Stampa inkjEt
Preparazione del tessuto Processi variabili (purga, candeggio, mercerizzo, ecc) in funzione del tipo di tessuto e del disegno ma presenti in entrambe le tipologia di stampa
Pretrattamento Non prevista Necessariadel tessuto
Preparazione pasta Selezione e miscelazione di coloranti, L’inchiostro è contenuto indi stampa addensanti, solventi, antischiuma, cartucce già predisposte all’uso reagenti, sequestranti, acidi, alcali. Azione svolta nella cucina colore; comporta consumi energetici e idrici e maggiori consumi di sostanze chimiche per prove e eccedenze
Preparazione degli impianti Azione svolta con materiali e processi Non previstadi stampa variabili in funzione delle tecnologie utilizzate
Processo di stampa Deposizione serigrafica della pasta Generazione e deposito sul tessuto contenente il colore di goccioline di inchiostro attraver- so le testine di stampa
Asciugamento, vaporizzo, Processi variabili in funzione del tipo di tessuto e del disegno ma presentilavaggio tessuto stampato in entrambe le tipologie di stampa
tEcnoLogia di Stampa tradizionaLE E digitaLE a confronto
015-023-TSC_Quaderno_003_cap_2-1.indd 20 14/11/17 12:35

21quaderno 03 — STaMPa digiTale e SoSTenibiliTà
In sintesi possiamo concludere che utilizzan-do tecnologia di stampa digitale:• la preparazione degli impianti di stampa non
è più necessaria, grazie all’interazione com-puter-macchina da stampa5 con conseguente riduzione del costo economico e ambientale globale del processo;
• non essendo necessario preparare le paste di stampa, le attività della cucina colori sono evitate così come le operazioni di lavaggio dei contenitori e delle attrezzature utilizzate per la preparazione e la distribuzione del colore in quanto l’inchiostro è già predisposto in cartuc-ce e con loro i conseguenti consumi idrici;
• producendo solo i lotti richiesti si riducono gli sprechi di materiale;
• coloranti, addensanti e ausiliari sono limitati all’area di stampa evitando sprechi e riducen-do le emissioni di sostanze chimiche nell’am-biente.
Grazie alla metodologia (Life Cycle Asses-sment) è possibile misurare l’impatto ambien-tale di un processo utilizzando valori di sintesi che lo ‘pesano’ in termini di CO2eq6 prodotta. E’ quanto hanno fatto ricercatori del centro fin-landese VTT7 che hanno confrontato mediante LCA la lavorazione di un lotto di 750m di tessu-to di cotone stampato a 5 colori con metodologie convenzionali e con stampa inkjet.I risultati dello studio dimostrano che l’utilizzo di macchine digitali consente di ridurre la pro-duzione di CO2 eq da 648 kg a 390 kg con un ri-sparmio di 258 kg. Rilevante anche il risparmio idrico: il Water Availability Footprint del cam-
pione considerato stampato inkjet è quantificato in 196 litri/750m2 contro i 257 litri previsti con la tecnologia screen print.Concorre a questo risultato – hanno sottolinea-to i ricercatori – l’ottimizzazione del processo e l’eliminazione di azioni ad alto consumo idrico come il lavaggio dei quadri e dei cilindri oltre che dei bidoni utilizzati nella cucina colori e delle conseguenti emissioni di inquinanti nelle acque di scarico.
L’importante sinergia tra chimicae meccatronica
La stampa digitale deve la sua efficacia alla per-fetta sincronia tra la componente chimica degli inchiostri (a base colorante – reattivi, acidi, di-spersi - o pigmento) ed i sistemi di erogazione (teste di stampa) che devono depositarne sul tessuto l’esatta quantità alla maggior velocità possibile. In altre parole chimica ed elettronica lavorano
stampa e impatto ambientaLe:digitaLe vs tradizionaLe
Risultati molto positivi sull’impatto ambientale della stampa inkjet rispetto la stampa tradizionale sono citati anche da Provost Ink Jet Consulting Ltd in un recente studio (Heimtextil 2016)
• Emissioni in acqua – 60%
• Consumi idrici – 69%
• Risparmioenergiafinoall’80%
• Riduzione Carbon Footprint 40%
(5) Da questo punto di vista possiamo dire che la stampa digitale (inkjet) ha anticipato quello che nel lin-guaggio delle tecnologie digitali è chiamato internet of things che prevede la relazione e lo scambio di informazioni e dati tra macchine senza intervento umano.
(6) L’Anidride Carbonica è utilizzata come parametro di valutazione di una serie di gas inquinanti riconduci-bili al ciclo di vita del prodotto considerato.
(7) Lo studio è stato realizzato nel 2014 da Marjukka Kujanpää, Minna Nors & Elina Saarivuori VTT Technical ResearchCentreofFinlandhttp://www.vtt.fi/inf/julkaisut/muut/2014/VTT-CR-04462-14.pdf.
015-023-TSC_Quaderno_003_cap_2-1.indd 21 17/11/17 10:11

22 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
insieme sfruttando al meglio le leggi della fisica.Gli inchiostri variano in funzione delle fibre: acidi per tessuti in seta, lana, poliammide; reat-tivi per le fibre cellulosiche; dispersi per i tessuti in poliestere, mentre i pigmenti possono essere utilizzati su ogni tipologia di materiale. Come tutti i formulati chimici utilizzati nei processi tessili, anche i coloranti e i pigmenti destinati alla stampa inkjet devono essere a norma con la legislazione e i regolamenti vigenti come l’euro-peo Reach e sono oggetto di certificazioni o di protocolli mirati.Gli inchiostri sono composti da soluzioni co-loranti miscelate con antiessicanti (Glicoli o Glicerina), solventi per garantirne la solubilità, ausiliari che ne garantiscono la fluidità ed il cor-retto passaggio attraverso la testa di stampa. La goccia di sostanza colorante infatti deve avere la giusta consistenza, non deve rompersi in mi-cro gocce satelliti che rovinerebbero la qualità del risultato di stampa, deve penetrare corretta-mente nella fibra. Il comportamento chimico-fi-sico dell’inchiostro durante la formazione della goccia ed il suo passaggio attraverso gli ugelli di stampa sono oggetto di studio da parte sia delle imprese chimiche che meccatroniche per assicurare agli stampatori tessuti finiti di qualità impeccabile. Un altro tema di ricerca riguarda le condizioni di climatizzazione costante in cui operano le te-ste di stampa. Le tipologie in grado di lavorare senza surriscaldarsi rendono superflui interventi esterni di raffreddamento con risparmio di tem-po ed energia.
un approccio intEgrato aLLa SoStEnibiLità
Le macchine per la stampa inkjet, grazie alla loro versatilità, hanno collocato la stampa nel cuore delle dinamiche del fashion e si sono dimostrate ecofriendly per la loro capacità di efficientare la produzione e ridurre sprechi e consumi.
Come abbiamo visto concorrono a definire un processo sostenibile più fattori:
• I prodotti chimici per la stampa inkjet (in-chiostri, addensanti, detergenti, ausiliari) sono usati in quantitativi ridotti rispetto a quan-to richiesto per la stampa tradizionale con il vantaggio di limitare, oltre ai consumi, le emissioni in acqua e aria. La composizione dei formulati chimici di processo è sottoposta alle legislazioni vigenti e ai protocolli dei vari sistemi di certificazione, oltre che alle speci-fiche Manufacturing Restricted Substances List (MSRL) sviluppate dai committenti.
L’erogazione degli inchiostri sul tessuto av-viene con modalità rigidamente predetermi-nate dai criteri di formazione della goccia di stampa evitando così sprechi. Un’area di mi-glioramento è invece rappresentata dai pro-cessi di preparazione dei tessuti e dall’uso di urea, tema che, a causa degli effetti inquinanti
inchioStriE pigmEnti
Oggi i pigmenti rappresentano oltre la metà dei coloranti usati nella stampa tradizionale soprattutto per fasce di prodotti di bassa/media qualità. Alla base di questo successo vi sono anche aspetti tecnici: a fine lavorazione non è necessario sottoporre il tessuto a vaporizzo e lavaggio risparmiando così risorse idriche ed energia. Nella stampa inkjet l’impiego degli inchiostri a pigmento è, oggi, molto meno diffusa rispetto alla stampa tradizionale. La ragione è il costo più elevato. Le limitazioni di costo nell’adozione dei pigmenti nella stampa inkjet sono però destinate a scomparire: la diffusione della tecnologia ne ridurrà i costi operativi e, soprattutto, considerato che per l’avvio di nuove unità produttive l’investimento nella stampa inkjet a pigmenti non richiede l’acquisto di macchinari per vaporizzo e lavaggio, il costo totale risulterà comunque sempre più ridotto rispetto ad un nuovo impianto dye based .
015-023-TSC_Quaderno_003_cap_2-1.indd 22 14/11/17 12:35

23quaderno 03 — STaMPa digiTale e SoSTenibiliTà
dei reflui, focalizza l’attenzione dei produtto-ri chimici e di quanti si occupano di depura-zione delle acque;
• la forte componente elettronica della tecnolo-gia e la connessione tra software e macchine di produzione attribuiscono ai processi di stampa inkjet i vantaggi di velocizzazione e ottimizza-zione delle risorse della fabbrica digitale;
• effetti sulla logistica: produzioni mirate e fles-sibilità organizzativa riducono il peso ambien-tale ed economico del magazzino e i processi di movimentazione interna di prodotti e semi-lavorati, razionalizzando i tempi di consegna dei prodotti finiti alle richieste del cliente,
• la compattezza della macchina di stampa con i suoi volumi drasticamente ridotti se confronta-ti alla stampa convenzionale, e l’eliminazione delle fasi preparatorie alla stampa, sono alla base di significativi risparmi energetici e idrici.
Quello che oggi appare come una fortunata con-nessione di approcci tecnici diversi ha invece ori-gine in un contesto culturale specifico in assenza del quale forse la tecnologia di cui stiamo parlan-do potrebbe avere avuto sviluppi meno efficaci.
La stampa inkjet si avvale infatti di una pratica di collaborazione tecnico scientifica ben consolida-ta in determinati contesti territoriali industriali, nel nostro caso nel distretto di Como, da secoli specializzato nella lavorazione della seta più fine e che negli ultimi 20 anni si è trasformato in un laboratorio industriale di riconosciuta rilevanza internazionale. La presenza sullo stesso territorio di produttori e utilizzatori di tecnologie ha consentito e consente tutt’oggi di accelerare e potenziare quei processi di condivisione e apprendimento funzionali allo sviluppo di innovazione e di estendere l’attenzio-ne anche a problemi extra aziendali ma ecologica-mente importanti come nel caso della gestione de-gli inquinanti nei processi di depurazione dei reflui.
015-023-TSC_Quaderno_003_cap_2-1.indd 23 14/11/17 12:35
24 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
3.
Trend futuri per la stampa digitale
3.1 Efficienza, sicurezza chimica, innovazione
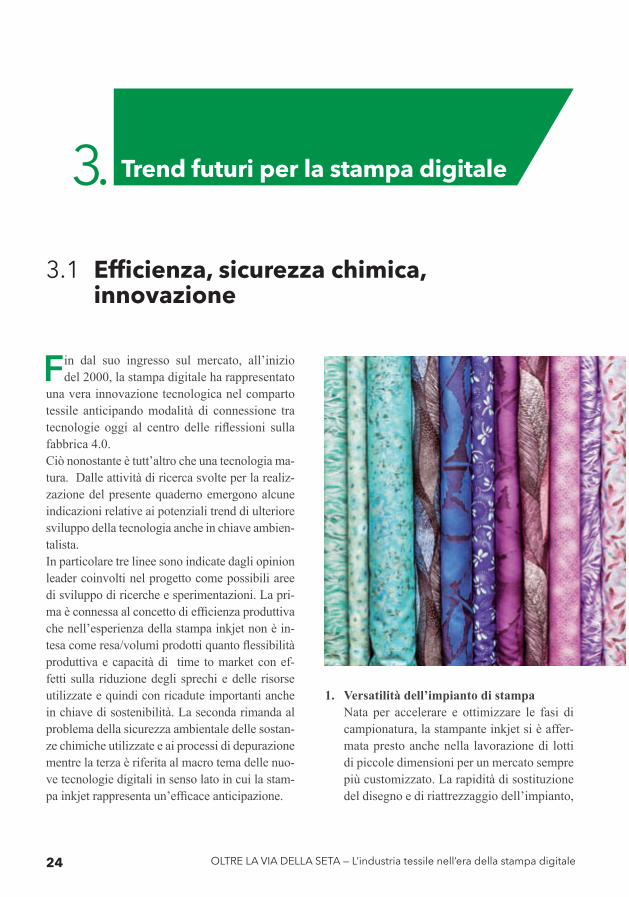
Fin dal suo ingresso sul mercato, all’inizio del 2000, la stampa digitale ha rappresentato
una vera innovazione tecnologica nel comparto tessile anticipando modalità di connessione tra tecnologie oggi al centro delle riflessioni sulla fabbrica 4.0.Ciò nonostante è tutt’altro che una tecnologia ma-tura. Dalle attività di ricerca svolte per la realiz-zazione del presente quaderno emergono alcune indicazioni relative ai potenziali trend di ulteriore sviluppo della tecnologia anche in chiave ambien-talista.In particolare tre linee sono indicate dagli opinion leader coinvolti nel progetto come possibili aree di sviluppo di ricerche e sperimentazioni. La pri-ma è connessa al concetto di efficienza produttiva che nell’esperienza della stampa inkjet non è in-tesa come resa/volumi prodotti quanto flessibilità produttiva e capacità di time to market con ef-fetti sulla riduzione degli sprechi e delle risorse utilizzate e quindi con ricadute importanti anche in chiave di sostenibilità. La seconda rimanda al problema della sicurezza ambientale delle sostan-ze chimiche utilizzate e ai processi di depurazione mentre la terza è riferita al macro tema delle nuo-ve tecnologie digitali in senso lato in cui la stam-pa inkjet rappresenta un’efficace anticipazione.
1. Versatilità dell’impianto di stampa Nata per accelerare e ottimizzare le fasi di
campionatura, la stampante inkjet si è affer-mata presto anche nella lavorazione di lotti di piccole dimensioni per un mercato sempre più customizzato. La rapidità di sostituzione del disegno e di riattrezzaggio dell’impianto,
024-026-TSC_Quaderno_003_cap_3-1.indd 24 14/11/17 11:17

25quadernO 03 — staMPa digitale e sOstenibilità
così come la rapidità di sostituzione dell’in-chiostro per la stampa, si confermano fattori fortemente competitivi per la stampa digitale in rapporto alla stampa tradizionale. In tempi più recenti è cresciuta la tendenza ad utiliz-zare gli impianti inkjet anche per la produ-zione di lotti quantitativamente più rilevanti di tessuti dove la resa produttiva della mac-china digitale deve misurarsi con la stampa tradizionale. Un ruolo importante in questo processo è affidato al potenziamento dell’ef-ficienza delle teste di stampa e – estendendo la riflessione al sistema ‘azienda’ – all’otti-mizzazione del magazzino organizzato se-condo logiche di automazione della logistica e di tracciabilità dei lotti in lavorazione (ad esempio mediante sistemi Rfid o NFC). Una maggior efficienza produttiva consentirebbe l’estensione dei processi di stampa ad ulte-riori tipologie di prodotti incrementando i vantaggi ambientali introdotti dalla tipologia digitale a fasce di mercato ancora non coin-volte dalle nuove tecnologie.
2. Riduzione degli impatti ambientali delle sostanze chimiche di processo Il tema della sicurezza chimica dei processi
tessili è da alcuni anni al centro dell’attenzio-ne degli operatori del comparto, dei produt-tori di coloranti e ausiliari e dei laboratori di analisi. In questo contesto la stampa inkjet si presenta con credenziali ambientali positive, come documentato nei capitoli precedenti, dovute principalmente al sistema di applica-zione dell’inchiostro sul tessuto mediante le teste di stampa, processo che – evitando sprechi ed eccedenze – riduce i consumi e la presenza di inquinanti nei reflui. Alla ri-duzione dei quantitativi di sostanze chimiche utilizzate si abbina lo sforzo compiuto dall’in-dustria chimica di adeguare i propri prodotti ai protocolli ambientali più avanzati, siano essi connessi a sistemi di certificazione o a
MRSL predisposte dai committenti. Il trend di innovazione rilevato si concretizza così in un incremento della ricerca su composti chimici le cui caratteristiche superano i limiti stabili-ti dalla legislazione vigente (ad esempio dal regolamento europeo Reach) nel garantire un grado di sicurezza superiore.
In particolare tre argomenti emergono nel dibat-tito sulla componente chimica della stampa di-gitale:• La riduzione di urea nei processi di stampa
digitale, come precedentemente descritto, non viene integrata alle paste di stampa ma appli-cata al tessuto in fase di preparazione con un possibile incremento degli inquinanti nelle ac-que reflue scaricate dai processi post stampa.
È importante segnalare che l’utilizzo di urea nella stampa digitale è prevalentemente le-gato alla stampa con reattivi su fibre cellu-losiche (cotone, viscosa, lino) e, in maniera molto minore, a quella con acidi per la seta e la lana, con un impatto quindi molto diverso sull’ambiente.
Molte sono le ricerche in atto per intervenire su questa fase del processo. La messa a punto di sostanze o trattamenti alternativi all’uso di urea rappresenta un driver di innovazione in grado di incrementare significativamente il livello di sostenibilità della stampa digitale.
• Strettamente connesse al tema dell’urea sono le modalità di depurazione delle acque reflue dei processi inkjet caratterizzati da alta pre-senza di azoto. Acquisiranno sempre più rile-vanza le sperimentazione di sistemi di depu-razione biologica in grado di neutralizzare le sostanze contaminanti e di trasformare l’azoto ammoniacale in azoto gassoso non pericoloso per l’ambiente.
• E’ atteso un incremento dell’uso di pigmenti nella stampa digitale. Per quanto oggi rap-presentino una quota minoritaria, i pigmenti sono destinati ad essere sempre più utilizzati
024-026-TSC_Quaderno_003_cap_3-1.indd 25 14/11/17 11:17

26 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
non solo per il crescente utilizzo della stampa inkjet anche per produzioni che non neces-sitano una qualità elevata ma soprattutto per il vantaggio economico ed ambientale che comportano. I tessuti stampati con pigmenti infatti non richiedono a fine stampa vaporizzo e lavaggio risparmiando così risorse idriche, energia ed emissioni. Questo processo (as-senza di vaporizzaggio e lavaggio), peraltro uguale a quello applicato nella stampa tradi-zionale, consente di abbattere ulteriormente la soglia di ingresso nel settore della stampa su tessuto permettendo di intraprendere e/o di estendere l’attività di stampa senza investi-menti tecnologici rilevanti riducendo i capitali necessari all’avvio della start up.
3. Stampa digitale e Realtà aumentata Mentre è consolidato il sistema di connessione tra computer progettuale/gestionale e impianto di stampa, possono essere potenziate, grazie alle nuove tecnologie digitali altre funzioni tecnolo-giche. Ci riferiamo ad esempio all’adozione di sistemi di realtà aumentata nei sistemi produtti-vi. Con questo termine si intende una tecnologia
che consente di fondere in tempo reale l’infor-mazione digitale elaborata dal computer con in-formazioni – per esempio visive – provenienti dal mondo reale per mezzo di opportune inter-facce computerizzate. In un sistema produttivo fortemente focalizzato all’ottimizzazione dei tempi e delle risorse assume un ruolo importante la capacità di monitorare e intervenire a distanza su materiali e processi. Un esempio particolar-mente efficace è reso dalla possibilità di sorve-gliare il corretto svolgimento del processo pro-duttivo, trasferire dati e intervenire da postazioni esterne alla fabbrica in operazioni di resettaggio, manutenzione e riparazione della macchina. Al risparmio temporale si aggiunge il vantaggio ambientale dato dai consumi e dalle emissioni evitati grazie agli interventi effettuati in remoto, senza cioè trasferimento fisico degli operatori. L’intervento umano sui processi di stampa può inoltre essere ulteriormente semplificato grazie a sistemi digitali indossabili che possano consenti-re all’operatore di accedere ai dati di produzione ed intervenire sui processi da qualunque posta-zione aumentando il grado di efficienza produt-tive e prevenendo criticità di processo.
024-026-TSC_Quaderno_003_cap_3-1.indd 26 14/11/17 11:17

27quaderno 03 — STaMPa digiTale e SoSTenibiliTà
4.
L’opinione dei protagonisti
4.1 Quale il nuovo perimetro dell’innovazione
I nostrI espertI
Gianluca Brenna (Amministratore Delegato) –Stamperia di Lipomo spa, Lipomo (CO), fondata nel 1960 per la tintura, la stampa e il finissaggio tessile.
Luigi Corti – Ha maturato una profonda conoscen-za del settore della stampa come manager tecnico in Stamperia Achille Pinto srl di Casnate (CO).
Dario Garnero (Presidente) – Michela Garnero (Responsabile Reparto Inkjet) – Stamperia Serica Italiana spa, Villa Guardia (CO). L’azienda è stata fondata nel 1990 e dal 2010 ha sposato la stampa digitale. Lavora per i principali brand della moda.
Riccardo Robustelli (Direttore) – F.lli Robustelli srl di Villa Guardia (CO), fondata nel 1952, oggi leader nella produzione di macchine da stampa di-gitali e parte del Gruppo Epson.
Pietro Roncoroni – Presidente For.Tex srl, Grup-po Epson, e dell’Advisory Board del Textile Solu-tion Center.
Coordinano l’incontro: Aurora Magni, Marco Ricchetti (Blumine)
I partecipanti alla tavola rotonda sono impren-ditori e membri dell’Advisory Board del
Textile Solution Center, il gruppo di esperti cre-ato attorno al centro di Fino Mornasco per pro-muovere la stampa digitale su tessuto. Operano tutti nel distretto comasco dove la stampa tessile inkjet ha mosso i primi passi ormai 20 anni fa e si è consolidata fino a diventare una tecnolo-gia ormai irrinunciabile, coprendo oggi oltre il 60% della stampa su tessuto. In questo distretto si sta facendo la storia della stampa tessile di-gitale in ambito industriale. Qui prima di altrove si sono presentati molti dei temi posti da questa innovativa tecnologia. Ascoltare la voce di questi imprenditori significa conoscere la loro storia e il lavoro che quotidianamente svolgono in azien-da, entrambi elementi che ci possono dare indi-cazioni essenziali per descrivere il perimetro di innovazione sostenibile in cui si colloca la stam-pa digitale. Un perimetro che è delineato dalle dinamiche del mercato, dagli scenari – sempre più globali- in cui le imprese operano ma anche dalle strategie che le stesse hanno adottato negli anni per mantenere viva e consolidare la reputa-zione di imprese capaci di fornire ai marchi del lusso i tessuti più belli e di qualità più elevata.
027-032-TSC_Quaderno_003_cap_4-1.indd 27 14/11/17 11:18

Tavola rotonda
28 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
Partiamo da una considerazione: gli investimenti in tecnologie digitali hanno consentito agli stampatori di essere più efficienti nel rispondere alle richieste del mercato. Ma insieme ai vantaggi sintetiz-zabili nella flessibilità produttiva e nella velocità di esecuzione, i clienti colgono anche i risultati ecologici ottenuti?
DarIo Garnero
Le stamperie comasche lavorano prevalente-mente per le fasce alte del mercato e del lusso e, in tempi più recenti, tra i clienti del distretto, sono comparsi anche i brand del Fast Fashion. Lavorare per marchi esigenti e fortemente orien-tati all’innovazione estetica del prodotto signi-fica garantire lavorazioni di qualità eccellente e soprattutto velocità di consegna. Da alcuni anni le stamperie del distretto, come molte im-prese della filiera ‘a monte’ dell’industria della moda si interrogano su come ridurre la propria impronta ambientale. Lo fanno, ad esempio, in-vestendo in impianti fotovoltaici e in tecnologie che consentano di risparmiare energia ed acqua e di ridurre le emissioni. Le macchine da stampa digitali rientrano in questa strategia perché, ol-tre ad accelerare le produzioni consentono di ri-sparmiare energia, consumi ed evitare eccedenze produttive. Essere sostenibili è, insieme all’esse-re efficienti e flessibili, il requisito fondamentale per essere presenti sul mercato del fashion oggi. L’approccio alla sostenibilità non è però sempre quello auspicato. Della stampa inkjet si coglie su-bito il duplice vantaggio di velocizzare la produ-zione e ottenere i lotti richiesti, anche minimi, con le specifiche di qualità attese ma non altrettanto immediatamente ci si rende conto dei vantaggi ambientali che la tecnologia digitale comporta né l’impegno dello stampatore per mitigare l’impat-to sull’ambiente delle attività di stampa. Le cose cambiano quando dallo sviluppo del campiona-rio si passa alla produzione industriale. A questo punto i clienti intervengono con i capitolati e i
controlli sui tessuti, con gli audit in azienda per verificare non solo la conformità del lotto in la-vorazione ai parametri richiesti ma anche le poli-tiche attivate dalla stamperia in termini di preven-zione ambientale e sicurezza sul lavoro. Preoccupa tuttavia verificare che le azioni attivate in azienda per una stampa più ecologica non ven-gono riconosciute economicamente nella trattati-va commerciale.
pIetro roncoronI
Non dobbiamo dimenticare che operiamo in un sistema legislativo molto attento all’effetto delle produzioni sull’ambiente, basti pensare al regolamento europeo Reach in fatto di sostanze e composti chimici utilizzabili nei processi. Ne-gli ultimi anni però si è verificato un fenomeno nuovo e importante: sono le stesse stamperie a darsi obiettivi ancor più restrittivi in termini, ad esempio, di emissioni rispetto a quanto pre-visto dalla legge. Possiamo dire che a spingere sull’acceleratore della sostenibilità sono molto spesso proprio alcune fra le imprese più lungi-miranti della nobilitazione tessile che superano le richieste legislative anticipando le richieste stesse dei committenti.
In altre parole le stamperie si pongono obiettivi e strategie che non sono solo una semplice risposta alle richieste del mercato ma cercano di andare oltre. Quali sono i motivi che le spingono in questa direzione?
GIanLuca Brenna
E’ in atto un cambiamento culturale che investe tutto il sistema produttivo. Il paradigma basato sulla produttività su cui si è retto per decenni il sistema della moda non è più credibile. L’idea che possa bastare una nuova macchina per essere più produttivi appartiene ad un modo di essere impresa ormai superato. Crisi del modello pro-duttivo occidentale, confronto ormai ventennale
027-032-TSC_Quaderno_003_cap_4-1.indd 28 14/11/17 11:18

le opinioni dei protagonisti
29quaderno 03 — STaMPa digiTale e SoSTenibiliTà
con i competitor globali, calo dei consumi, han-no stabilito nuovi parametri in base ai quali è possibile distinguere le imprese che avranno un futuro e le imprese destinate a fallire. E questi parametri sono ecologici. Le imprese che avranno un futuro sono quelle che si impegnano già oggi a lasciare una minor impronta sull’ambiente. Le altre non saranno so-stenibili né ecologicamente né economicamente. Noi crediamo molto in questo. E’ una convinzio-ne che ci spinge a scegliere le tecnologie meno inquinanti, che risparmiano acqua ed energia, ad
investire in energie da fonti rinnovabili. Non è un approccio nuovo: risparmiare risorse è da sempre nel DNA di chi fa impresa pensando al futuro. E’ quindi necessario considerare che la sostenibi-lità è un tema economico mondiale, non limitabi-le a un capitolato chimico. Riguarda la gestione delle risorse, la relazione con la società nel suo in-sieme, la sostenibilità economica. E’ una filosofia a cui il nostro modo di essere impresa si riferisce quotidianamente e va ben oltre approcci burocra-tici e liste di sostanze chimiche. Declinare il tema della sostenibilità nei processi di stampa vuol dire
I protaGonIstI DeLLa tavoLa rotonDa
GIanLuca Brenna amministratore delegato di Stamperia di Lipomo
LuIGI cortIconsulente, ex direttore di produzione Stamperia Achille Pinto
DarIo Garneropresidente e amministra- tore delegato di Stamperia Serica Italiana
MIcheLa Garneroresponsabile della divisione inkjet di Stamperia Serica Italiana
rIccarDo roBusteLLIdirettore di F.lli Robustelli e membro dell’Advisory Board Textile Solution Center
pIetro roncoronIpresidente di For.Texe dell’Advisory Board Textile Solution Center
027-032-TSC_Quaderno_003_cap_4-1.indd 29 14/11/17 11:18
Tavola rotonda
30 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
anche porsi domande quali: quanto pesano in ter-mini ambientali un magazzino o le impennate nei flussi produttivi per rispondere a ordini aggregati? Ma più di tutto: quanto incidono le condizioni di lavoro in cui i processi hanno luogo, il grado di sicurezza, di equità sociale, la crescita delle com-petenze dei dipendenti? Se tutto ciò vale per la filiera a monte rappresentata da aziende terziste spesso di piccole dimensioni, possiamo ben ca-pire quanto possa valere per marchi globali co-stantemente sotto i riflettori dell’opinione pubbli-ca. Io credo che quanti operano nel settore della nobilitazione tessile e della stampa in particolare abbiano oggi un atteggiamento più proattivo. Noi imprenditori che crediamo nella sostenibilità ab-biamo superato la visione burocratica e solo di facciata per metterne in campo una più integrale, basata sulla ricerca di soluzioni innovative in gra-do di migliorare tanto i processi quanto la nostra offerta produttiva. Il cambiamento non riguarda però solo la gestione delle tecnologie ma investe i nuovi modelli organizzativi, la capacità di dialogo con i molteplici soggetti interni ed esterni all’im-presa che concorrono a creare valore e a caratte-rizzare la filiera anche in termini di sostenibilità.
Certamente la cultura della sostenibi-lità non si improvvisa. Quanto conta in un’azienda saper abbinare investimenti tecnologici e pratiche di controllo, analisi delle criticità, valorizzare perfino i piccoli comportamenti quotidiani volti a ridimen-sionare i consumi e gli scarti?
LuIGI cortI
Molto, e la mia esperienza lo conferma. Ho la-vorato per anni nella Stamperia Achille Pinto, un’impresa verticalizzata operante nel distret-to comasco e ho avuto modo di relazionarmi costantemente con il cliente ma soprattutto di sviluppare interventi in azienda in grado di anticipare le logiche di risparmio energe-tico e idrico necessarie a garantire all’azienda
sostenibilità ecologica ma anche economica. Scelte che l’azienda ha assunto ben prima che la sostenibilità diventasse un argomento im-portante nel mondo della moda e che ci hanno permesso di presentarci pronti agli appunta-menti con i committenti. Nella mia esperienza in Pinto visite e audit da parte dei fornitori sono state frequenti e spesso hanno avuto la funzione di stimolare ulteriori interventi mi-gliorativi. Certo la cultura ecologica di base dell’azienda ci ha favorito nell’affrontare le richieste che venivano poste e di assumer-le come un’occasione per cercare soluzioni ancora più avanzate sul fronte della difesa dell’ambiente e della sicurezza del prodotto.In questo contesto l’introduzione di macchine in-kjet è stato un passo in avanti concreto nella pro-duzione di stampe a minor impatto ambientale.C’è un fondo di verità quando si identifica nel digitale la stampa più ecologica e questo vale essenzialmente per i piccoli lotti, oltre che per i campionari. Nel confronto con la stampa tra-dizionale, mi riferisco alla stampa a cilindro, ormai la più diffusa, occorre considerare che questi impianti una volta a regime non sono particolarmente energivori se l’obiettivo è la la-vorazione di volumi importanti. La situazione cambia radicalmente se quegli impianti vengo-no usati per produrre pochi metri di tessuto. I consumi di energia riguardano soprattutto le fasi post stampa, l’asciugatura in particolare perché i costi di riscaldamento dell’impianto sono spro-porzionati se rapportati ai quantitativi trattati. Lo stesso vale per il consumo di coloranti. Stampare piccoli lotti su impianti standard significa desti-nare solo il 20% del colorante al tessuto mentre il restante 80% rimane nel circuito di erogazio-ne, nelle pompe, nelle tubazioni e nel cilindro. E’ un grave spreco perché la pasta di stampa è un materiale prezioso che non può essere riutilizza-to. Ogni tentativo di riuso è infatti praticamente fallito. L’alta qualità di stampa richiesta dai no-stri clienti non consente che si pasticci con paste
027-032-TSC_Quaderno_003_cap_4-1.indd 30 14/11/17 11:18

le opinioni dei protagonisti
31quaderno 03 — STaMPa digiTale e SoSTenibiliTà
predisposte per altri progetti, quindi si preferi-sce lavare l’impianto e ricominciare da capo con emissioni e consumi conseguenti. Un rischio che non si corre con la stampa digitale che si confer-ma quindi molto più efficace.
L’esperienza comasca è interessante perché fotografa una realtà industriale in cui stamperie, imprese meccano tessili e chimiche si confrontano su problemi co-muni. Davvero un territorio può stimolare l’innovazione e la soluzione di problemi ambientali?
rIccarDo roBusteLLI
F.lli Robustelli è stata un’impresa pioniera dell’a-dozione di tecnologie digitali quando ancora la stampa tradizionale era ritenuta del tutto adegua-ta a soddisfare le esigenze del mercato. Il fatto di essere in un distretto serico ha certamente ca-ratterizzato gli indirizzi di ricerca che ci siamo dati negli anni. Le nostre macchine sono state sviluppate anche grazie ai nostri clienti e testate sulle loro esigenze concrete. Attualmente nell’a-rea comasca la presenza di macchine inkjet è superiore al 60% sul totale delle tecnologie di stampa attive. Anticipare i tempi non è sempli-ce ma permette di testare sul campo soluzioni tecniche e migliorarle. Fin dall’inizio della no-stra avventura di produttori meccanotessili, le imprese del distretto si sono prestate a diventare un eccezionale laboratorio per testare l’efficacia anche ambientale di una tecnologia pensata per la flessibilità produttiva. Questo può far pensare che la destinazione della stampa digitale sia limi-tabile alle produzione di fascia alta caratterizzate da volumi ridotti e alta qualità. Ma non è così. E’ infatti interessante sottolineare il trend positivo di penetrazione della stampa inkjet anche in contesti diversi da quelli legati alle produzioni di nicchia e di fascia alta come Fast Fashion, o prodotti per la casa e l’arredamento. Tra le varie innovazioni introdotte vorrei richiamare l’attenzione sui van-
taggi ambientali consentiti dall’uso di pigmenti in fase di stampa perché, consentendo di eliminare i trattamenti post stampa, abbassano il costo eco-nomico e soprattutto ambientale dei processi. L’a-ver tra i primi sviluppato una macchina in grado di stampare a pigmenti, già nel 2004, ci ha aperto un orizzonte di ricerca interessante. L’esperienza progettuale realizzata attraverso Monna Lisa ci consente quindi di dire che la tecnologia digitale è uno strumento potente per adeguare la stampa ai nuovi modelli di business.
DarIo Garnero
Un problema ecologico che il distretto comasco ben conosce, data la concentrazione di imprese di stampa, è rappresentato dai reflui di processo, in particolare di urea, e dalla loro depurazione. Il costo del conferimento negli impianti di de-purazione è determinato dal grado di concen-trazione degli inquinanti e questo spinge le im-prese a diluire i reflui per rientrare nelle fasce a minor costo. Ovviamente si tratta di una pratica irrazionale dal punto di vista ambientale perché incrementa i consumi e lo spreco di acqua. Al momento non esistono soluzioni chimiche alter-native all’urea ma molti sono gli studi e le ricer-che in corso: ma quello che possiamo fare oggi è ricercare il modo di ridurre l’azoto nei reflui, un obiettivo a cui alcune aziende comasche stanno lavorando con il supporto di università. Ho cita-to la situazione del nostro distretto e le ricerche in corso ma credo che il problema riguardi tutte le aree del mondo in cui si ha una concentrazio-ne di stampa tessile e i risultati ottenuti potranno essere di vantaggio collettivo.
La stampa inkjet ha per molti versi anticipa-to e testato sul campo le potenzialità della fabbrica digitale o 4.0 di cui oggi tanto si parla. Dialogando con gli utilizzatori si ha l’impressione che nello scenario italiano ci sia un’industria tessile a due velocità: una ormai in grado di relazionarsi con un grado
027-032-TSC_Quaderno_003_cap_4-1.indd 31 14/11/17 11:18

Tavola rotonda
32 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
di automazione e di informatizzazione dei processi più evoluto e quindi fortemente interessata, ad esempio, ad avvalersi di sistemi di controllo e manutenzione in remoto, e un’altra più arretrata, restia ad abbandonare approcci legati ad una cultu-ra artigiana della produzione.
MIcheLa Garnero
La diffusione delle tecnologie digitali è ormai un dato consolidato globalmente, ovviamente anche nel distretto comasco, e una situazione da cui non si tornerà certo indietro. Del resto tutta la nostra vita professionale e sociale è pervasa dalle nuove tecnologie, ormai irrinunciabili. La realizzazione di un tessuto stampato di alta qualità non può esse-re delegata però solo a computer e a una macchina per quanto avanzata, ma richiede conoscenza dei materiali e sensibilità che un operatore sviluppa soprattutto lavorando con approcci meno automa-tizzati come sulla stampa tradizionale. Quello che mi preoccupa è che nella formazione delle nuove generazioni di stampatori si privilegi soprattutto l’apprendimento delle funzioni digitali perdendo di vista la conoscenza materica dei tessuti, dei colo-ranti e degli ausiliari e le reazioni che si sviluppano durante il processo di stampa, nelle fasi preparato-rie come nei finissaggi. Una perdita di conoscenza che non riguarda solo i giovani designer ma anche noi giovani imprenditori che rischiamo di rinun-ciare a questa componente esperienziale, legata ad esempio negli effetti tattili di un materiale. Trattandosi di attività a forte contenuto di crea-tività, la stampa tessile deve preservare anche il lato più manuale della sua tradizione per utiliz-zare al meglio le potenzialità dell’inkjet. E’ una considerazione che nasce dall’esperienza coma-sca ma credo sia trasferibile a ogni contesto in cui si sviluppano progetti e processi di stampa. Anche questa è sostenibilità: la capacità cioè di valorizzare con la storia industriale l’identità culturale e sociale di un territorio. Inutile dire quale ruolo importante debbano giocare il siste-
ma formativo attraverso la divulgazione delle conoscenze e delle informazioni.
L’efficacia di una tecnologia trova piena attuazione in un contesto organizzativo e culturale in grado di apprezzarne e sfruttarne al massimo le potenzialità. Nel caso della stampa tessile ai vantaggi sot-tolineati in termini di efficienza produttiva e di coerenza con i trend di mercato e di consumo, si aggiunge il vantaggio di una produzione sostenibile. La stampa tessile, in quando industria creativa per eccellenza, può essere un laboratorio in cui sperimentare modelli di innovazione tecnica, culturale ed organizzativa?
GIanLuca Brenna
Tutte le nostre considerazioni rimandano ad una visione integrata della sostenibilità in cui la tecno-logia digitale è uno degli elementi chiave ma cer-to non l’unico. La domanda è: quanto impattano i diversi tipi di stampa, digitale e tradizionale, in un processo di lean economy? E se è vero che il pa-radigma basato sul vecchio modello produttivo in base al quale fatta la campionatura si punta a pro-durre la massima quantità dei campioni selezio-nati non è più sostenibile, quanto lo è invece un modello basato sulla flessibilità e sulla versatilità? In questo momento i modelli di business ispirati alla sostenibilità sono vincenti a condizione che le risposte non siano cercate solo nelle tecnologiche ma anche nei sistemi organizzativi. Nel contempo non possiamo sottovalutare le dif-ficoltà oggettive del sistema: stiamo affrontando un nuovo paradigma industriale basato sulla so-stenibilità con aziende create 30 anni fa e organiz-zate per garantire la massima resa produttiva. La domanda allora è: questo sistema, indipendente-mente dai confini territoriali in cui opera, è in gra-do di adeguarsi anche culturalmente alle logiche produttive che la cultura industriale digitale rende possibile, sfruttandone pienamente i vantaggi?
027-032-TSC_Quaderno_003_cap_4-1.indd 32 14/11/17 11:18

33quaderno 03 — STaMPa digiTale e SoSTenibiliTà
5. Chimica e sostenibilitànella stampa tessile
5.1 L’evoluzione della visione della sostenibilità nella chimica per i processi tessili
Una delle spinte più potenti per la rivoluzione so-stenibile nella moda è venuta nell’ultimo quin-
quennio da una nuova visione nella gestione della sicurezza chimica dei prodotti e del rischio di rila-scio di sostanze chimiche pericolose per l’ambiente e per la salute. Si è diffusa la consapevolezza dei rischi diretti: i prodotti tessili sono i più direttamen-te a contatto con il corpo e la presenza di sostanze chimiche pericolose che possono essere trasferite sui tessuti anche attraverso i processi di stampa, può provocare danni alla salute. D’altro lato, più recen-temente, è stato riconosciuto l’enorme rischio indi-retto, che può derivare da contaminazioni dell’ac-qua e dell’aria durante i processi tessili ad esempio dalla fase di tintura alle fasi di stampa a quella di lavaggio dei tessuti o anche dal lavaggio dei capi di abbigliamento nelle case dei consumatori. I rischi diventano maggiori quando sono coinvolte sostan-ze con potenziale effetto cancerogeno, mutageno o pericoloso per il ciclo riproduttivo, che possono passare attraverso la catena alimentare e accumu-larsi nell’organismo umano.Con poche eccezioni, il problema era stato tra-dizionalmente affrontato con due strategie: la depurazione e la gestione/minimizzazione del rischio.
La depurazione dai potenziali inquinanti delle acque reflue a fine processo, o approccio end-of-pipe, ha una storia consolidata. In Italia il decollo dei distretti industriali tessili nella se-conda metà del secolo scorso è stato accompa-gnato dalla creazione di sistemi di depurazione consortili; l’esempio paradigmatico è quello del distretto di Prato, uno dei più importanti centri di produzione tessile d’Europa, dove negli Anni ‘70 l’amministrazione locale ha creato una gran-de rete di depurazione delle acque industriali in grado di servire tutte le imprese del territorio. Questo approccio presenta alcuni limiti: l’incen-tivo ad intervenire con innovazioni sui processi produttivi per ridurre l’uso delle sostanze peri-colose è limitato al possibile vantaggio econo-mico della riduzione degli oneri di depurazione a carico delle aziende; non elimina i fattori di ri-schio. Resta infatti la possibilità che per inciden-ti, malfunzionamenti o comportamenti scorretti le sostanze pericolose siano in ogni caso rilascia-te nell’ambiente, con probabilità tanto maggiore quanto più i processi produttivi sono frammenta-ti e decentrati e quindi meno controllabili, come tipicamente avviene per l’industria della moda.In Europa questi limiti hanno portato, a partire
033-039-TSC_Quaderno_003_cap_5-1.indd 33 14/11/17 11:19

34 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
dalla metà degli anni ’901, a scegliere strategie alternative per la gestione e minimizzazione del rischio attraverso l’intervento diretto e l’inno-vazione sui processi produttivi. I principi base di questo approccio sono l’adozione delle Best Available Techniques (BAT), il bilanciamento tra benefici per l’ambiente e costi per le imprese e l’enfasi sulla prevenzione dei rischi di inqui-namento invece che sulla ripulitura end of pipe con la depurazione. Sul piano normativo, que-sta strategia si è concretizzata in vincoli riguar-do alla soglia massima accettabile di presenza di sostanze chimiche pericolose nei processi e sui prodotti. Da questa strategia nasce nel 2006 il regolamento Europeo REACH (vedi box). L’imposizione dei vincoli fa da incentivo alla introduzione di nuovi approcci in grado di mi-tigare il ruolo della componente potenzialmente inquinante (ad esempio mediante la riduzione dei volumi di sostanze chimiche utilizzate, il mi-glioramento dei processi di stampa e delle ricette di tintura, la maggiore efficienza di coloranti e ausiliari chimici, il miglioramento dell’affinità tintoriale dei materiali). Sul fronte delle tecno-logie l’innovazione è spesso più radicale, come nel caso dello sviluppo di sistemi a ciclo chiuso che recuperano e riciclano la totalità o gran parte delle sostanze chimiche ad esempio nei lavaggi che usano il percloroetilene o il recupero e riuso dei solventi nel ciclo di produzione del Lyocell. Questa strategia prevede però una seconda linea
di azione per le sostanze chimiche più perico-lose, quelle cancerogene, bioaccumulanti, muta-gene o pericolose per il ciclo riproduttivo, per le quali il controllo e la limitazione al di sotto di so-glie massime non sono sufficienti e il riconosci-mento del principio di precauzione2 ne impone “la sostituzione con altre sostanze meno perico-lose ogniqualvolta esistano soluzioni alternative valide”. (Commissione Europea, Libro Bianco. Strategia per una politica futura in materia di so-stanze chimiche, 2001).E‘ su quest’ultimo aspetto che si è sviluppata, nell’ultimo quinquennio, la nuova visione nella gestione del rischio di rilascio di sostanze chi-miche pericolose che ha portato all’ accelerazio-ne del cambiamento nell’industria della moda. Nella nuova visione, l’eliminazione del rischio, attraverso l’eliminazione e la sostituzione delle sostanze pericolose – che il precedente approc-cio già indicava come obiettivo, ma che restava non ben precisato e in qualche modo subordinato – è reso operativo e posto al centro dell’azione. Questa visione si afferma nel panorama del mer-cato globale della moda a partire dal 2011, con la campagna DETOX my Fashion3 di Greenpeace. L’elemento rivoluzionario della nuova visione per l’industria della moda, non sta quindi nella novità dei principi che erano già parte del sistema europeo delle regole, ma nella priorità attribuita all’eliminazione del rischio e alla sostituzione delle sostanze pericolose, in più stretta coerenza
(1) Si vedano ad esempio: Commissione Europea, Direttiva 96/61/EC on Integrated Pollution Prevention and Control (IPPC), 1996; Commissione Europea, Libro Bianco. Strategia per una politica futura in materia di sostanze chimiche. COM(2001) 88 def., 2001; Parlamento Europeo, Report on the Commission White Paper on Strategy for a future Chemicals, 2001;
(2) In Europa l’importanza del principio di precauzione e le forme e modalità in cui deve essere applicato nelle decisioni è stata definita dalla Comunicazione della Commissione COM(2000)
(3) Nel luglio del 2011, Greenpeace International ha pubblicato il report Dirty Laundry che analizza le minacce gravi e immediate per gli ecosistemi e la salute umana che derivano dal rilascio nelle acque di sostanze chimiche pericolose da parte della filiera di produzione della moda globale e chiama, nello stile pragmatico e provocatorio della ONG ambientalista a un’azione urgente per eliminare l’uso e il rilascio di queste sostanze.
033-039-TSC_Quaderno_003_cap_5-1.indd 34 14/11/17 11:19

35quaderno 03 — STaMPa digiTale e SoSTenibiliTà
con il principio di precauzione. Vengono infat-ti definiti obiettivi chiari – l’eliminazione di 11 classi di sostanze chimiche – pubblici mediante un impegno pubblicato sui website dei marchi che aderiscono alla campagna e misurabili, con analisi chimiche su prodotti o acque di scarico da rendere pubblici in base a scadenze previste da un calendario definito dal giorno dell’adesio-ne fino alla scadenza finale del 2020, per il loro raggiungimento. La nuova visione ha avuto un impatto senza pre-cedenti sulla fashion community e l’industria per diversi fattori: la semplicità del messaggio, l’uso di un linguaggio allineato a quello della moda, il sostegno della campagna di Greenpeace che ha fatto uso della tecnica ‘del bastone’ - le campa-gne name and shame rivolte ai marchi - e ‘della carota’ – l’invito ai consumatori non a boicottare ma a influenzare le politiche dei marchi preferi-ti, il possibile uso dell’adesione dei marchi alla campagna come strumento di differenziazione della concorrenza. Questi stessi fattori hanno d’altro canto contribuito a stimolare posizioni spesso contrapposte tra le aziende che hanno aderito alla campagna e quelle contrarie che ri-tengono impossibile l’eliminazione di sostanze in assenza di validi sostituti. La nuova visione è stata rapidamente adottata dalle maggiori imprese, ma ha proliferato con la nascita di associazioni dei maggiori marchi glo-bali (come ad esempio ZDHC – Zero Discharge of Hazardous Chemicals) e di iniziative da parte delle organizzazioni del settore - in Italia la pub-blicazione da parte della Camera Nazionale del-la Moda Italiana, Sistema Moda Italia e Unione Italiana Conciatori delle Linee Guida sui requisiti eco-tossicologici per gli articoli di abbigliamento, pelletteria, calzature ed accessori - che ne hanno assunto, in forme diverse, gli obiettivi. Ha inoltre attivato un significativo flusso di innovazioni in ambito chimico. Obiettivi che solo un quinquen-nio fa sembravano utopici sono già oggi pratica condivisa o in fase di diffusione nel mercato.
Depurazione, gestione e minimizzazione del rischio, eliminazione delle sostanze pericolose configurano, più che tre visioni alternative una gerarchia di azioni – in linea con l’approccio BAT. L’azione preferita, quando la tecnologia lo consente, è l’eliminazione delle sostanze perico-lose; se la tecnologia non lo consente ci si deve porre obiettivi di minimizzazione e di soglie massime di concentrazione. La depurazione è la soluzione residua e di ultima istanza quando non esistono alternative di minor impatto ambientale per il raggiungimento delle funzionalità richieste dalla moda.
La gerarChia deLLe azioni per LasostenibiLità dei prodoti ChimiCi
Preferibile
Meno preferibile
Eliminazionesostituzione delle sostanze pericolose
OttimizzazioneImposizione di limiti massimi
di concentrazione
Depurazioneend-of-pipe
Fonte: Blumine
L’evoLuzione deLLe poLitiChee deLLe restrizioni
All’evoluzione delle strategie per affrontare il rischio chimico nell’industria tessile, in molti Paesi si sono accompagnate politiche e nor-me restrittive sull’uso di sostanze pericolose. Si è già detto dell’Europa con il regolamento REACH, che ad oggi rappresenta l’esempio più avanzato su scala globale. Negli Usa leggi federali – come il Consumer Product Safety Improvement Act (CPSIA) introdotto nel 2008 dal presidente Obama e ulteriormente raffor-zato nel 2011 – e statali – ad esempio la fa-mosa Proposition 65 in California e altre in
033-039-TSC_Quaderno_003_cap_5-1.indd 35 14/11/17 11:19

36 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
Connecticut, Illinois, Minnesota e Washington State – impongono restrizioni all’uso o alla presenza su tessuti e capi di abbigliamento di sostanze pericolose. Per molti anni la situazione in Asia è stata di-versa, e anzi l’assenza di regolamentazioni nei Paesi asiatici è stata, in molti casi, un incentivo al trasferimento delle produzioni in quei Paesi. Il gap tra Europa, Usa e Asia si va però rapida-mente restringendo. A partire dalla introduzio-ne nel 1972 della legge 112 in Giappone, che imponeva restrizioni sulla formaldeide nei pro-dotti tessili, molta strada è stata fatta: a fine anni ’90 l’India ha imposto restrizioni sui coloranti azoici, nel 2005 la Cina ha introdotto il regola-mento GB18401, tra il 2010 e il 2012 Corea del Sud e Taiwan hanno introdotto restrizioni. C’è da sottolineare che spesso le restrizioni imposte dai paesi asiatici riguardano i prodotti importa-ti o venduti sui territori nazionali e non l’uso nella produzione, ciò implica ancora che molte
sostanze chimiche pericolose possono essere usate per i prodotti esportati, realizzando una “esportazione di rischi e sostanze pericolose” che si trasformano in inquinamento dell’acqua e dell’aria dei paesi di destinazione (Europa e Usa principalmente), provocando danni alla sa-lute in queste aree.
Un impatto ancora maggiore hanno avuto negli ultimi anni le politiche di autoregolamentazione dei grandi marchi, che impongono ai fornito-ri RSL (Restricted Substances Lists) con limiti alla presenza di sostanze chimiche pericolose o anche M-RSL (Manufacturing Restricted Sub-stances Lists) che impongono limiti alle sostan-ze utilizzate nei processi, indipendentemente dal fatto che le sostanze stesse rimangano sui tessuti o vengano eliminate attraverso lavaggi. In queste iniziative a fare scuola è stata ancora la campagna DETOX my fashion di Greenpeace in quanto la lista delle sostanze restricted è, trasversalmente,
iL regoLamento reaCh e L’eCha
L’attenzione alla pericolosità delle sostanze chimiche e al loro impiego nei processi industriali ha ricevuto in Europa un grande impulso con l’entrata in vigore nel 2007 del Regolamento Comunitario REACH,
Registration, Evaluation, Authorization and Restrictions of Chemicals (regolamento CE n.1907/2006), che definisce il grado di sicurezza o pericolosità delle sostanze utilizzate. Il regolamento ha l’obiettivo di assicurare un maggiore livello di protezione della salute umana e dell’ambiente e migliorare la conoscenza dei pericoli e dei rischi derivanti dall’uso di prodotti chimici. Circa 30.000 sostanze e prodotti chimici sono soggetti ad un esame sulla loro pericolosità e inseriti in un database comune a tutti gli Stati membri dell’Unione Europea stabilendo le modalità per la loro gestione o, se necessario, vietandone l’utilizzo. I produttori di coloranti, ausiliari e additivi e gli utilizzatori devono documentare l’uso delle sostanze e dei composti chimici mediante schede tecniche che rendendo tracciabili i processi.
L’onere della prova della sicurezza delle sostanze è attribuito alle aziende che devono identificare e gestire i rischi collegati alle sostanze che producono e vendono, dimostrare all’ECHA (European CHemicals Agency) come vengono gestiti i rischi e informare gli utenti delle misure di gestione adottate. Se tali rischi non sono gestibili, le autorità hanno la facoltà di imporre varie limitazioni all’uso delle sostanze e nel lungo termine le sostanze più pericolose devono essere sostituite con sostanze meno pericolose. Le sostanze definite dal regolamento “estremamente preoccupanti” sono inserite in un apposito elenco (Allegato XIV al Regolamento) e possono essere immesse sul mercato, per usi specifici e controllati, solo su richiesta delle imprese e se autorizzate dalla Commissione Europea. Il Regolamento REACH, è costituito da 141 articoli e 17 allegati tecnici. L’ECHA, con sede ad Helsinki, Finlandia, svolge un ruolo di coordinamento tecnico-scientifico delle attività previste dal Regolamento REACH e organizza la banca dati per raccogliere e gestire i dati forniti per la registrazione delle sostanze, anche allo scopo di garantire l’accesso del pubblico alle informazioni sulle sostanze chimiche.
033-039-TSC_Quaderno_003_cap_5-1.indd 36 14/11/17 11:19

37quaderno 03 — STaMPa digiTale e SoSTenibiliTà
molto simile nelle RSL o MRSL di tutti i grandi marchi mentre le principali differenze riguardano l’esistenza di quantità ammissibili delle sostanze o la richiesta di completa eliminazione, i metodi di analisi richiesti per provare la conformità e l’e-sistenza della clausola di salvaguardia della non intenzionalità nell’uso delle sostanze.In conclusione il tema della sostenibilità dei pro-dotti chimici impiegati nei processi tessili e la conoscenza del panorama di restrizioni applicate dalle norme dei vari Paesi o imposte con RSL o M-RSL dai marchi sono diventate per ogni azienda che svolga processi di stampa di tessuti un fattore cruciale della conoscenza del mercato, e la conformità agli standard restrittivi un fattore necessario e critico per la competitività e la stes-sa presenza.
gLi inChiostri per La stampa digitaLe: sostenibiLità e Conformità agLi standard riChiesti daL merCato
La stampa è una delle fasi della produzione al centro dell’attenzione per la gestione della soste-nibilità dell’uso della chimica nei processi tessi-li. L’utilizzo delle tecnologie digitali, permette, rispetto alla stampa tradizionale, una riduzione delle quantità di coloranti e inchiostri impiegati. Nello scenario delineato è in ogni caso necessario che vengano rispettate le limitazioni normative o delle RSL/M-RSL volontarie dei marchi. Fra al-cune delle certificazioni più note, ricordiamo:
Certificazione OEKO-TEX®OEKO-TEX® è il primo sistema di garanzia della sicurezza dei prodotti tessili in Europa e Nissenken è l’autorità esclusiva di certificazione in Giappone. Le certificazioni coprono tutte le fasi di lavorazione delle materie prime, i prodotti e l’ambiente aziendale. La certificazione STAN-DARD 100 di OEKO-TEX® ha oltre 20 anni, con più di 160,000 certificati rilasciati per milio-
ni di prodotti tessili finiti e oltre 10.000 aziende partecipanti appartenenti a tutta la catena di pro-duzione tessile. ECO PASSPORT è il protocollo più recente e aggiornato per la certificazione del-la produzione sostenibile di prodotti tessili e può essere considerato una sorta di massimo comune multiplo rispetto alla maggior parte dei requisiti di conformità richiesti dal mercato.
BluesignStandard tessile industriale indipendente svi-luppato in Svizzera nel 2000 che si basa su principi di produttività delle risorse, sicurez-za dei consumatori, emissioni, uso e qualità dell’acqua e salute e sicurezza sul lavoro. Si tratta di uno standard sempre più riconosciuto per lavorazioni a umido sostenibili e uno stru-mento che consente di migliorare l’efficienza delle materie prime lungo tutta la catena di for-nitura di prodotti tessili. Il consenso incontra-to da questo sistema di certificazione è dovuto alla visione integrata che propone prendendo in considerazione non il singolo prodotto ma il processo produttivo e le condizioni di lavoro degli addetti coinvolti.
Il Global Organic Textile StandardÈ uno standard sviluppato da organizzazioni internazionali leader nell’agricoltura biologi-ca per garantire al consumatore che i prodotti tessili biologici siano ottenuti nel rispetto di stringenti criteri ambientali e sociali applicati a tutti i livelli della produzione, dalla raccolta in campo delle fibre naturali alle successive fasi manifatturiere, fino all’etichettatura del prodot-to finito. Possono ottenere la certificazione pro-dotti tessili che dimostrino di contenere almeno il 95% di fibre tessili naturali (vegetali e anima-li) biologiche ovvero ottenute in accordo con i criteri dell’agricoltura biologica. Sono quindi escluse le fibre man made e le naturali ottenute con modalità standard e OGM. Tra i requisiti considerati vi sono anche le condizioni in cui
033-039-TSC_Quaderno_003_cap_5-1.indd 37 14/11/17 11:19

38 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
le fibre e i prodotti sono stati realizzati (rispet-to delle norme di sicurezza e dei diritti dei la-voratori e dei principi di equità sociale). Oltre ai prodotti tessili e alle attività manifatturiere anche i prodotti chimici per l’industria tessile possono essere certificati GOTS.
genesta per monna Lisa: una sCeLta di quaLità e sostenibiLità
For.Tex, l’azienda chimica che dal 2000 è stata scelta da Seiko Epson Corporation insieme a F.l-li Robustelli quale partner ufficiale nel progetto per la stampa tessile industriale, ha sviluppato la propria politica d’impresa in piena coerenza con questo principio. Nata nel 1986 a Fino Mornasco (Como), l’azienda è dal 2015 interamente con-trollata da Epson Italia e grazie ad un’articolata rete commerciale è presente in 16 Paesi, in par-ticolare asiatici. Il connubio tra il radicamento territoriale nel cuore del distretto serico coma-sco e la dimensione internazionale dell’organiz-zazione ha consentito di intensificare le attività di ricerca e sviluppo concretizzatesi nell’offerta di un’ampia gamma di coloranti, inchiostri, pig-menti, ausiliari di stampa, ausiliari di stampa, prodotti di finissaggio e adesivi.
Tutta la gamma di inchiostri Genesta sviluppati per la serie Monna Lisa - acidi, reattivi, dispersi, pigmento e sublimazione-dispersi – sono stati sviluppati e vengono prodotti tenendo conto della evoluzione dei requisiti di conformità in materia di sostenibilità dei prodotti chimi-ci e seguendo i principi della gerarchia delle azioni di cui si è parlato più sopra: eliminare le sostanze chimiche pericolose sostituendole con altre non pericolose ogni volta che la tec-nologia lo permette, minimizzarne le quantità per i casi in cui ancora non esistono soluzioni alternative, impegnarsi nella ricerca affinché le soluzioni alternative possano emergere più rapidamente.
Il monitoraggio e controllo da parte di organismi qualificati e indipendenti della sicurezza e soste-nibilità degli inchiostri è un requisito importan-te, sia per For.Tex che per i clienti che chiedono garanzie di conformità alle norme e alle richieste del mercato. Per questo Epson ha in corso altri importanti processi di certificazione e si è affi-data ai protocolli di analisi di OEKO-TEX® per ottenere la certificazione ECO PASSPORT, già conseguita anche sugli inchiostri Ultrachrome DS dedicati alla stampa su sublimazione della serie Epson SureColor F e sugli inchiostri Ultra-chrome DG per la stampa diretta delle magliette con Epson SureColor su F-2000. Per ottenere la certificazione gli inchiostri Genesta hanno dovuto superare due serie di controlli da parte dei laboratori accreditati da OEKO-TEX®. La prima ha comportato uno screening dei composti chimici a livello di
033-039-TSC_Quaderno_003_cap_5-1.indd 38 14/11/17 11:19

39quaderno 03 — STaMPa digiTale e SoSTenibiliTà
ingredienti rispetto alla lista delle Restricted Substances di OEKO-TEX®, la seconda ri-spetto alla lista delle Manufacturing Restri-cted Substances. Le analisi chimiche svolte da OEKO-TEX® hanno rilevato l’assenza o un li-vello inferiore ai limiti consentiti dalle norme e dalle RSL/M-RSL dei marchi della moda delle sostanze chimiche pericolose come ad esempio: formaldeide, metalli pesanti, pesticidi, clorofe-
noli, ftalati, composti organostannici, arilam-mine, solventi clorurati a catena corta (SCCP) clorobenzeni e clorotolueni, idrocarbure aro-matici policiclici (PAH) solventi (NMP,DMAc, DMF), alchilfenoli etossilati (APEO), perfluo-rocarburi (PFC), VOCs. La verifica attraverso le analisi chimiche garantisce che gli inchiostri Genesta possono essere utilizzati dagli stampa-tori rispettando i requisiti chimici dello STAN-DARD100 di OEKO-TEX®.
Oltre alle analisi richieste dalla certificazione ECO PASSPORT, For.Tex mantiene un monitoraggio costante della presenza di sostanze pericolose che possono entrare nel processo produttivo an-che a causa di contaminazioni non intenziona-li delle sostanze chimiche di base. Nei primi 7 mesi del 2017 For.Tex ha realizzato presso la-boratori esterni indipendenti 155 analisi – una media di circa 1 per ogni giorno lavorativo – per la ricerca della presenza negli inchiostri delle sostanze maggiormente a rischio: APEO, am-mine associate a coloranti azoici, clorofenoli, clorobenzeni e clorotolueni, che in tutte le ana-lisi sono risultati assenti (ovvero inferiori alla soglia di rilevabilità degli strumenti analitici) e per verificare che altre sostanze, al momento non eliminabili, come ad es. i metalli pesanti, fosse-ro minimizzate ed in ogni caso sotto le soglie consentite. Si conferma così un approccio for-temente orientato alla sostenibilità intesa come tensione al miglioramento costante delle perfor-mance ambientali e della sicurezza dei prodotti.
033-039-TSC_Quaderno_003_cap_5-1.indd 39 14/11/17 11:19

40 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
Q uando nel 1987 il Gruppo Epson si presen-tò in Italia, non era prevedibile il ruolo che
avrebbe giocato nella storia dell’industria tessile. Alla fine degli Anni Novanta nel mondo si comincia a parlare di stampa digitale su tessuto. E’ una potenzia-le rivoluzione tecnologica in cui Epson che possiede la tecnologia di stampa inkjet con testina piezoelet-trica, considerata la più adatta per il mondo tessile, e due aziende comasche di eccellenza, credono subito. Si tratta di F.lli Robustelli, un’azienda meccanotessi-le nata nei primi Anni ‘50 che da sempre progetta e produce macchine e sistemi per la fotoincisione e la stampa dei tessuti e For.Tex, nata nel 1986 e specia-lizzata nella vendita di prodotti chimici per la stampa (coloranti, pigmenti, paste, addensanti etc). Le tre aziende cominciano a lavorare sul proget-to di una stampante affidabile capace di produrre stampati di altissima qualità. Una stampante “di produzione”, cioè con una capacità produttiva ele-vata e adatta a produrre quantità industriali. Da qui comincia la storia di Monna Lisa e della stampa di-gitale di alta qualità su tessuto a livello industriale.
bilancio di sostenibilità 2017 di epson
Il bilancio di sostenibilità 2017 di Epson mostra una fotografia di quanto è stato fatto dal Gruppo nel corso degli anni per ridurre l’impatto am-bientale delle sue attività e dichiara gli obiettivi sui quali intende misurarsi.
L’obiettivo indicato per il 2050, quando la popo-lazione mondiale attesa sarà di 9 miliardi di per-sone e gli effetti delle alterazioni climatiche molto preoccupanti se non si interviene per tempo, è di ridurre del 90% le emissioni di CO2 prodotte dal ciclo di vita dei prodotti e servizi erogati.I dati attuali, riferiti a tutta la gamma della produ-zione Epson, indicano che si tratta di una politica già avviata e di cui si registrano i primi risultati con-creti. Grazie alle innovazioni introdotte (riduzioni consumi, riciclo materiali), nel 2016 le emissioni di CO2 imputabili al gruppo nel suo insieme risultano ridotte del 43% rispetto al 2006 e il risparmio idri-co si attesta al 55% rispetto allo stesso anno.Per far fronte a obiettivi ecologici così rilevanti l’azienda dispone un modello organizzativo ispi-rato alla cultura della sostenibilità.
6.1 Un obiettivo primario
6.
epson, la scelta della sostenibilità
040-041-TSC_Quaderno_003_cap_6.1.indd 40 14/11/17 12:34

41quadernO 03 — staMPa digitale e sOstenibilità
Un approccio che accentua le scelte assunte ne-gli anni in termini di qualità mediante il sistema di certificazione ISO 9001 e il sistema di certifi-cazione ambientale (ISO 14000) e sociale (ISO 26000) oltre a certificazioni volontarie specifiche per linee di prodotto (come, ad esempio Eco Pas-sport by OEKO-TEX).Per quanto riguarda la fascia di mercato tessile giocano a favore degli ambiziosi obiettivi che si è posta la Corporation, gli approcci di ecode-sign condivisi con i produttori di Monna Lisa: una macchina dai bassi consumi energetici, compatta, flessibile, pensata per durare a lungo senza interventi sostitutivi di parti strutturali che possono tradursi in scarti di ingenti volumi. Questi concetti, già delineati nel Principles of Corporate Behaviour del 2005, sono sintetizzati nello slogan ‘Better Products for a Better Future’ e concretizzati in una adesione alle direttive am-bientali quali la direttiva UE European Waste and
Electronic Equipment Directive e in generale in una stretta relazione con gli stakeholder.
innovazione e sostenibilitànelle teste di stamPa
Il contributo principale fornito da Epson alla stam-pa tessile è identificabile nelle teste di stampa che sfruttano i principi della fisica piezoelettrica. La diffusione di questa tecnologia in alternativa ai sistemi di stampa convenzionali – si legge nel Bi-lancio di sostenibilità 2017 di Epson – potrà infatti ridurre le emissioni di CO2 nel 90% entro il 2050.Nel definire questo approccio innovativo l’azienda si è valsa delle tecnologie basate su silicio e vetro sviluppate nella fabbricazione di chip semicon-duttori dei circuiti integrati, utilizzate per creare accelerometri per automobili e telefoni cellulari, componenti di dischi rigidi e altri dispositivi. Si tratta di un felice esempio di ‘contaminazione’ tra tecnologie diverse e di trasferimento di innovazio-ne a vantaggio di altri comparti industriali. La tec-nologia delle testine di stampa PrecisionCore è in-fatti il risultato di uno dei maggiori investimenti in ricerca e sviluppo nella storia di Epson, che associa le competenze dell’azienda nella fabbricazione di dispositivi MEMS (Micro Electro Mechanical Systems) ai progressi nella scienza dei materiali.
la testa di stamPaPrecisioncore
si tratta di una tecnologia che si basa su cristalli piezoelettrici dello spessore di un
micron posizionati su una struttura di silicio flessibile e che cambiano forma se esposti a tensione elettrica attivando così le piccole “pompe di inchiostro” presenti in ogni ugello delle testine di stampa. l’adozione di un elemento piezoelettrico ha l’effetto di raddoppiare la capacità di flessione dell’attuatore rispetto alla testina di stampa tradizionale. questa caratteristica, coniugata con una nuova configurazione del flusso di inchiostro, rende possibile una miniaturizzazione estrema del processo di stampa consentendo di posizionare un numero maggiore di ugelli di inchiostro a vantaggio della precisione e della velocità del processo. Ciascuno degli elementi si attiva circa 50.000 volte al secondo e gli ugelli PrecisionCore sono inoltre in grado di “riconfigurarsi” automaticamente in circa 1/10.000 di secondo per erogare piccole gocce rotonde di dimensione variabile, idonee a garantire la perfetta copertura del substrato. il vantaggio ecologico del processo è identificabile nella minimizzazione dei consumi poiché il colore è deposto là dove serve senza erogazioni in eccesso e difettosità che producono sfridi e la ristampa del disegno.
La testina di stampa PrecisionCore
040-041-TSC_Quaderno_003_cap_6.1.indd 41 14/11/17 11:25

GLOSSARIO
42 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
A
(AOX)Composti organici alogenati assorbibiliL’indice di AOX rappresenta la quantità totale di cloro, bromo e iodio presenti nelle acque reflue. Essendo un indice aggregato, non for-nisce tuttavia indicazioni sulla tossicità dei vari contaminanti. Nell’industria tessile gli AOX pos-sono derivare da molteplici lavorazioni quali, ad esempio, le fasi di sbiancamento delle fibre. La loro presenza è limitata in molte normative e certificazioni.
ApeO (Alchilfenoli etossilati)Gruppo di tensioattivi non ionici, i più comu-nemente usati sono il Nonilfenolo etossilato (NPEO) e l’Ottilfenolo etossilato (OPEO). La struttura chimica di queste molecole ha porta-to ad un uso diffuso nei processi tessili, in par-ticolare nei processi a umido, per la loro azione disperdente, detergente e emulsionante. Gli APEO sono pericolosi per l’ambiente e per gli organismi acquatici. Recenti studi li indicano come potenziali disgregatori endocrini, inoltre sono altamente bio-accumulativi e persistenti. Gli APEO sono già soggetti a restrizioni in Eu-ropa dal 2005. La direttiva UE 2003/53 / EG ha vietato l’uso dei NPEO, il gruppo principale de-gli APEO, in concentrazioni superiori allo 0,1% nelle formulazioni chimiche. La presenza di que-sto gruppo di sostanze nei processi delle im-prese europee e dei prodotti finali può tuttavia essere indotta da semilavorati e prodotti chimici prodotti in paesi in cui è consentito l’utilizzo di APEO. Nel 2017 l’ECHA (European Chemicals Agency, istituita dal regolamento REACH) ha dato parere favorevole al bando dal mercato europeo dei prodotti importati che contengano APEO.
B
BluesignStandard tessile industriale indipendente svi-luppato in Svizzera nel 2000 che si basa su principi di produttività delle risorse, sicurez-za dei consumatori, emissioni, uso e qualità dell’acqua e salute e sicurezza sul lavoro. Si tratta di uno standard sempre più riconosciuto per lavorazioni a umido sostenibili e uno stru-mento che consente di migliorare l’efficienza delle materie prime lungo tutta la catena di for-nitura di prodotti tessili.
BiOmAsseScarti delle coltivazioni agricole e della fore-stazione, residui dell’industria della lavorazio-ne del legno e della carta, prodotti organici derivanti dall’attività biologica degli animali e dell’uomo, come quelli contenuti nei rifiuti ur-bani. Più in generale, una biomassa è tutto ciò che di origine animale e vegetale viene pro-dotto sulla Terra in base a un ciclo vitale. Le bio-masse possono essere usate come fertilizzanti, destinate a riciclo o alla termovalorizzazione.
BiOpOlimeriPolimeri ottenuti attraverso processi biologici. Possono essere di origine sintetica come ad esempio i derivati da alcuni poliesteri, da alcu-ne poliesteri ammidi o da alcol, oppure derivati da materiali di origine vegetale e quindi rinno-vabili (ad esempio amido).European Bioplastics Association li distingue in: • Polimeri biodegradabili con compostabilità
omologata sulla base della EN 13432. In que-sto caso la fonte (combustibile rinnovabile o fossile) non è rilevante per la definizione;
• Polimeri a base di fonti rinnovabili ( possono essere biodegradabili o non biodegradabili).
042-048-TSC_Quaderno_003_GLOSSARIO.indd 42 14/11/17 11:26

43
Le paroLe deLLa sostenibiLità tessiLe
quaderno 03 — staMpa digitaLe e sostenibiLità
C
CArBOn fOOtprintImpronta di carbonioE’ la somma pesata dei gas ad effetto serra ge-nerati nell’ambito del ciclo di vita di un prodot-to/servizio o da una Organizzazione. Espressa in termini di CO2eq, rappresenta il contributo umano all’incremento dell’effetto serra naturale.
CertifiCAziOni AmBientAli Strumenti adottati da organizzazioni ed imprese che intendono quantificare e gestire l’impronta ambientale delle proprie attività, comunicando il proprio impegno in modo trasparente me-diante un riconoscimento ufficiale e documen-tato. Si possono distinguere in certificazioni di pro-dotto (ad esempio Ecolabel, le Dichiarazioni Ambientali di Prodotto-EPD) e di processo (Si-stema di gestione ambientale, EMAS).Per il raggiungimento di alcune certificazioni di prodotto sopra introdotte vengono utilizza-ti strumenti tecnici finalizzati alla valutazione degli impatti ambientali lungo il ciclo di vita di beni e servizi come il Life Cycle Assessment LCA (da cui si esprime anche la carbon fo-otprint e la water footprint).Esistono poi una serie di strumenti rivolti alle amministrazioni pubbliche e finalizzati alla ridu-zione degli impatti ambientali delle procedure di acquisto della Pubblica Amministrazione (Green Public Procurement - GPP).Sono strumenti utili per lo sviluppo sostenibi-le, in quanto le organizzazioni che si certificano prendono un impegno concreto per limitare gli impatti ambientali diretti (derivanti dalle proprie attività) e indiretti (aspetti ambientali sui quali possono esercitare una certa influenza), miglio-rare l’abbattimento delle emissioni, incentivare il riciclaggio e le buone pratiche ambientali. Im-pegno principale dell’organizzazione certificata infatti è la politica del miglioramento continuo delle proprie prestazioni ambientali.
ChimiCA verde La Chimica Verde è un approccio etico fatto di criteri, di priorità e di obiettivi che attinge dalla conoscenza scientifica della chimica per guida-re le applicazioni di questa disciplina, ad iniziare da quelle industriali, verso modalità sostenibili.I 12 Principi della Chimica Verde, inizialmente proposti da Anastas e Warner, sono una serie ampiamente accettata di criteri per valutare l’accettabilità ambientale dei processi per la fabbricazione di prodotti chimici:1) La miglior forma di gestione dei reflui è
quella in primo luogo di non produrli;2) I metodi di sintesi dovrebbero essere pro-
gettati per massimizzare l’incorporazione di tutti i materiali utilizzati nel processo nel prodotto finale;
3) Quando possibile le metodologie di sin-tesi devono essere progettate in funzione della generazione di sostanze che abbiano poca o nessuna tossicità per la salute uma-na e l’ambiente;
4) I prodotti chimici dovrebbero essere pro-gettati per preservare l’efficacia della loro funzione, riducendo nel contempo la loro tossicità;
5) L’uso di sostanze ausiliarie (es. solventi, agen- ti di separazione, ecc) deve essere reso non necessario ove possibile ed innocuo quan-do esse si rendono necessarie;
6) Il fabbisogno energetico di un processo deve essere studiato in funzione del suo impatto ambientale ed economico e deve essere minimizzato;
7) Le materie prime impiegate dovrebbe es-sere privilegiate, almeno quando tecnica-mente ed economicamente possibile;
8 ) L’impiego dei reagenti derivatizzanti (molto utilizzati nella sintesi organica, come ad es. gruppi bloccanti, di protezione/deprote-zione, modificatori temporanei) dovrebbe essere evitata quando possibile;
9) Privilegiare, dove possibile, i reagenti con azione catalitica piuttosto che quelli richie-sti in quantità stechiometrica;
10) I prodotti chimici devono essere progettati
042-048-TSC_Quaderno_003_GLOSSARIO.indd 43 14/11/17 11:26

GLOSSARIO
44 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
per degradarsi in prodotti innocui al ter-mine dell’utilizzo e non persistere nell’am-biente o trasformandosi in altri prodotti pericolosi;
11) Dovranno essere sviluppate metodiche di analisi che consentano il monitoraggio in tempo reale dei processi, con la possibilità del controllo degli stessi “prima” che even-tuali sostanze pericolose si siano formate ( valutazione previsionale), con correzione in feed-back delle condizioni operative del processo medesimo;
12) Le sostanze utilizzate nei processi chimici (nonché lo stato e le condizioni d’impiego) devono essere scelte minimizzando il po-tenziale rischio di incidenti chimici, inclusi rilasci, esplosioni ed infiammabilità.
CO2eq (equivAlente)E’ l’unità di misura con cui viene misurata la Car-bon Footprint di un prodotto, di un processo o di una Organizzazione. Rappresenta la quantità complessiva di anidride carbonica (CO2) e di altri gas ad effetto serra (CH4, N2O, HFC, ecc) associati ad un prodotto (ad un bene o ad un servizio) lungo il suo intero ciclo di vita, rappre-sentando quindi il contributo effettivo e com-plessivo di quella attività umana all’effetto serra globale.L’utilizzo della CO2eq consente di: • esprimere come numeri singoli i gruppi dei
gas serra,• confrontare facilmente i diversi gruppi di
gas serra in termini di impatto globale sul riscaldamento globale.
CrAdle-tO-CrAdle Letteralmente “dalla culla alla culla” definisce tecniche di produzione essenzialmente prive di qualsiasi spreco e dirette a riutilizzare gli scarti delle lavorazioni e post consumo. Nella produzione cradle-to-cradle tutti gli input e gli output materiali esistono in un ciclo tecnico o biologico. I nutrienti tecnici possono essere riciclati o riutilizzati senza perdita di qualità e i nutrimenti biologici compostati o consumati ad esempio come fertilizzanti.
COmpensAziOne CO2
Azione compensativa da parte di un individuo o di un’impresa per neutralizzare le proprie emissioni dirette e indirette di CO2eq. Normal-mente viene realizzata mediante il sostegno economico a progetti che aumentano l’assor-bimento di CO2, come la piantagione di alberi, o evitano emissioni di gas serra (produzione da fonti energetiche rinnovabili, per esempio).
E
eCOdesignModalità di progettazione caratterizzata dall’in-tegrazione degli aspetti ambientali nella defini-zione di prodotto al fine di migliorarne le per-formance ambientali in tutto il suo ciclo di vita.
eCO pAsspOrt (By OekO-teX)Sistema di certificazione attraverso il quale i fornitori di prodotti chimici per il tessile dimo-strano che gli stessi possono essere utilizzati per una produzione tessile sostenibile. Il pro-gramma ECO PASSPORT offre due fasi distinte ma complementari:• Fase 1: Lista delle sostanze limitate (RSL) e
verifica della Lista delle sostanze limitate in produzione (MRSL);
• Fase 2: Test analitici eseguiti nel laboratorio di un istituto membro di OEKO-TEX®. I pro-dotti che superano i requisiti di tutti e due i processi ottengono l’ECO PASSPORT di OEKO-TEX® e verranno inseriti nella guida di acquisto di OEKO-TEX®, la piattaforma di approvvigionamento centrale OEKO-TEX® di articoli e materiali pre-certificati.
eCOnOmiA CirCOlAreÈ un sistema economico alternativo alla tradi-zionale economia lineare (basata su: produrre, usare e smaltire) in cui prodotti e servizi sono scambiati in circuiti chiusi o ‘cicli’. Definita an-che come un’economia rigenerativa in gra-do di mantenere il maggior valore possibile ai materiali e ai prodotti. Il suo scopo è infatti
042-048-TSC_Quaderno_003_GLOSSARIO.indd 44 14/11/17 11:26

45
Le paroLe deLLa sostenibiLità tessiLe
quaderno 03 — staMpa digitaLe e sostenibiLità
consentire ai prodotti una vita lunga, il riutiliz-zo ottimale, la ricostituzione e il riciclo di ma-teriali. L’utilizzo dei rifiuti e delle risorse viene minimizzato e quando un prodotto raggiunge il fine vita, viene utilizzato ancora per creare un ulteriore valore.
envirOnmentAl fOOtprintLetteralmente ‘impronta ambientale’ indica il carico ambientale imputabile a un prodotto o ad un’ organizzazione.
F
fine vitA del prOdOttOLo stato di un prodotto che ha raggiunto la fine del suo primo utilizzo fino al suo smaltimento, riutilizzo o riciclo.
fOrmAldeideComposto organico volatile presente in natura in piccole quantità. Grandi quantità possono causare bruciore agli occhi, naso e gola, tosse, affanno, nausea e irritazione cutanea. L’esposi-zione a lungo termine può portare a un aumen-to del rischio di cancro.L’ECHA (l’Agenzia Chimica Europea) ne eviden-zia la pericolosità. Secondo la classificazione e l’etichettatura armonizzata (ATP06) approvata dall’Unione Europea, questa sostanza è tossica se ingerita e se inalata, provoca gravi ustioni cu-tanee e danni agli occhi, può causare tumore ed è sospettata di causare alterazioni genetiche.
G
glOBAl WArming pOtentiAl (gWp) Rappresenta la “capacità climalterante” di un gas ad effetto serra. All’anidride carbonica (CO2) vie-ne convenzionalmente assegnato un GWP di 1 mentre i gas con un GWP più elevato hanno un effetto maggiore sul cambiamento climatico. Il
metano ha un GWP di 25, il che significa che 1 Kg di metano emesso in atmosfera ha una “ca-pacità serra” equivalente a 25 Kg di CO2.
gOts(Global Organic Textile Standard)Standard globale di produzione tessile per le fibre biologiche, include criteri ecologici e so-ciali ed è sostenuto da una certificazione indi-pendente per l’intera catena di fornitura tessile. Lo scopo è quello di certificare con uno stan-dard mondiale riconosciuto lo status di bio-logico per i prodotti tessili relativamente alla coltivazione e raccolta delle materie prime, alla produzione fino all’etichettatura al fine di forni-re una garanzia credibile al consumatore finale.
greenpeACe detOX CAmpAignLa campagna Detox è stata lanciata nel 2011 da Greenpeace per denunciare i collegamenti diret-ti tra i marchi della moda a livello mondiale, i loro fornitori e l’inquinamento delle acque in tutto il mondo. Il lavoro sul campo e le inchieste nei Pae-si di produzione, insieme con i test di laboratorio sui capi di abbigliamento di marca per cercare tracce di sostanze chimiche pericolose, hanno portato alla pubblicazione di diversi report di denuncia. Come conseguenza al 2017 28 marchi di moda e 53 produttori hanno aderito alla cam-pagna Detox impegnandosi a eliminare tutte le sostanze pericolose dalla catena di fornitura.
H
higg indeX Pacchetto di strumenti di autovalutazione che consentono a brand, rivenditori e produttori di abbigliamento e calzature di misurare gli impatti ambientali, sociali e lavorativi e di individuare le aree di miglioramento. L’Higg Index offre una vi-sione olistica della performance di sostenibilità di un prodotto o azienda. Lanciato nel 2012, è stato sviluppato dalla Sustainable Apparel Coa-lition, dall’Environmental Protection Agency del governo degli Stati Uniti, e altri enti no-profit.
042-048-TSC_Quaderno_003_GLOSSARIO.indd 45 14/11/17 11:26

GLOSSARIO
46 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
L
lCA (life CyCle Assessment)Metodologia tecnica per la valutazione dell’im-pronta ambientale di un prodotto o servizio lungo il suo ciclo di vita.Le norme Iso 14040/14044 prevedono 4 fasi operative:• Definizione degli obiettivi e del campo di
applicazione (finalità, unità funzionale,con-fini del sistema, cioè attività/processi presi in considerazione),
• Inventario: quantificazione degli input e relati-ve emissioni per ciascuna fase del ciclo di vita,
• Valutazione impatti: permette di determinare gli effetti potenziali del sistema sull’ambiente in base a specifiche categorie di impatto,
• Interpretazione dei risultati: permette di indi-viduare i risultati ottenuti da un’azione di miti-gazione dell’impatto ambientale e le aree di miglioramento.
M
m-rsl (mAnufACturing restriCted suBstAnCes list)Elenco di sostanze chimiche pericolose sogget-te a restrizioni nelle fasi di produzione e scarica-te nell’ambiente durante le lavorazioni.
metAlli pesAnti I metalli pesanti sono elementi naturali. Le loro molteplici applicazioni hanno portato alla loro am-pia diffusione nell’ambiente, suscitando preoccu-pazioni per i loro potenziali effetti dannosi per la salute e l’ecosistema. A causa del loro elevato gra-do di tossicità, arsenico, cadmio, cromo, piombo, mercurio sono tra i metalli prioritari per la salute pubblica. Tali elementi metallici sono considerati dei tossici sistemici noti per indurre danni multipli agli organi anche con livelli più bassi di esposizio-ne e sono classificati come cancerogeni. La loro presenza nei prodotti tessili e nei loro cicli pro-
duttivi, a causa della loro tossicità generalizzata e del pesante impatto ambientale, è monitorata con sempre maggiore attenzione sia delle legislazioni che dai marchi di qualità ecologici.
N
nOrmA gB 18401-2010(National General Safety Technical Code for Textile Products) Norma emessa dalla Standardization Admini-stration of the People’s Republic of China. Rego-la la presenza di sostanze pericolose nei pro-dotti tessili e di abbigliamento messi in vendita sul mercato cinese e ne definisce alcune spe-cifiche tecniche, con lo scopo di migliorarne la qualità e tutelare la sicurezza e la salute dei consumatori.Lo standard classifica i prodotti tessili in tre ca-tegorie: per bambini (0-36 mesi), a diretto con-tatto con la pelle, a contatto non diretto con la pelle, ed assegna dei requisiti tecnici da rispet-tare per ogni tipologia.Le specifiche tecniche riguardano: limiti di pre-senza della formaldeide, la solidità del colore relativamente a resistenza al sudore, alla saliva e all’abrasione, l’odore, la presenza di ammine aromatiche cancerogene.
O
OekO teX 100 stAndArdStandard globale emesso nel 1992 dall’ Associa-zione Internazionale per la Ricerca e il Controllo nel Campo dell’Ecologia Tessile (Oeko-Tex). È un sistema di controllo e certificazione indipenden-te per le materie prime, i semilavorati e i prodotti finiti a tutti i livelli di lavorazione così come per i materiali accessori utilizzati. I tessuti e i prodotti sono sottoposti a controlli che certificano l’even-tuale presenza di sostanze nocive al di sotto dei valori limite fissati.
042-048-TSC_Quaderno_003_GLOSSARIO.indd 46 14/11/17 11:26

47
Le paroLe deLLa sostenibiLità tessiLe
quaderno 03 — staMpa digitaLe e sostenibiLità
P
pfAs(Sostanze Perfluoroalchiliche)Classe di prodotti chimici introdotti a partire dagli anni 50 per rendere impermeabili e re-sistenti ai grassi e allo sporco materiali diversi tra qui i tessuti. Sono molto persistenti nell’am-biente e se ingeriti o inalati nel corpo umano. Non si degradano quando esposti ad aria, ac-qua o luce solare. Nel 2006 l’Unione Europea ha introdotto restrizioni all’uso del PFOS, una delle molecole più diffuse tra i PFAS, da appli-carsi a cura degli Stati membri.
pfC(PerFluoroCarburi)Sono sostanze artificiali ampiamente utilizza-te dall’industria per le proprietà antiaderenti e idro e oleo-repellenti. Nell’industria tessile vengono usati per realizzare prodotti tessili e pellame idrorepellenti e antimacchia. Test di-mostrano che molti PFC sono difficili da smalti-re perché persistono nell’ambiente e possono accumularsi nei tessuti e aumentare di livello attraverso la contaminazione della catena ali-mentare. Una volta assimilati dall’organismo, alcuni PFC hanno effetti sul fegato e, in qualità di interferenti endocrini, possono alterare i li-velli di crescita e riproduzione ormonale.
R
reACh (Registration, Evaluation, Authorisation of Chemicals) Regolamento CE n. 1907/2006 . Obiettivo prin-cipale del REACH è quello di migliorare la co-noscenza dei pericoli e dei rischi derivanti da prodotti chimici già esistenti (quelli introdotti sul mercato prima del settembre 1981) e nuovi (dopo il settembre 1981) e, al contempo, man-tenere e rafforzare la competitività e le capacità
innovative dell’industria chimica europea. Il RE-ACH è un sistema integrato di registrazione, va-lutazione e autorizzazione delle sostanze chimi-che che mira ad assicurare un maggiore livello di protezione della salute umana e dell’ambien-te. Attraverso il REACH sarà possibile ottenere maggiori e più complete informazioni su:• le proprietà pericolose dei prodotti mani-
polati• i rischi connessi all’esposizione• le misure di sicurezza da applicare.Le sostanze definite “estremamente preoccu-panti” sono inserite in un apposito elenco (Al-legato XIV al Regolamento) e possono essere immesse sul mercato, per usi specifici e con-trollati, solo su richiesta delle imprese e se au-torizzate dalla Commissione europea.Il Regolamento REACH, costituito da 141 arti-coli e 17 allegati tecnici prevede l’istituzione di un’ Agenzia europea per le sostanze chimiche (ECHA), la cui sede è stata stabilita ad Helsinki ( Finlandia). L’ECHA svolge un ruolo di coordi-namento tecnico-scientifico delle attività previ-ste dal Regolamento REACH e, in primo luogo, organizza una banca dati per raccogliere e ge-stire i dati forniti per la registrazione delle so-stanze, anche allo scopo di garantire l’accesso del pubblico alle informazioni sulle sostanze chimiche.
S
sA8000Standard di certificazione sociale per le attività produttive e le organizzazioni. È stato istituito dalla Social Accountability International nel 1997 come iniziativa multi-stakeholder. Nel corso de-gli anni, lo Standard si è evoluto in un quadro generale che aiuta le organizzazioni certificate a dimostrare la loro dedizione al trattamento equo dei lavoratori in tutte le industrie e in qual-siasi paese. Lo standard riflette le disposizioni in materia di lavoro contenute nella Dichiarazione universale dei diritti dell’uomo e dell’Organizza-zione internazionale del lavoro (ILO)
042-048-TSC_Quaderno_003_GLOSSARIO.indd 47 14/11/17 11:26

GLOSSARIO
48 Oltre la via della seta — l’industria tessile nell’era della stampa digitale
V
vOC (Volatile Organic Compounds)Sostanze organiche volatili di differente tipolo-gia e origine (ad esempio idrocarburi, solventi per vernici, oli essenziali etc) che possono con-taminare l’ambiente diffondendosi nell’atmo-sfera e avere effetti sulla salute delle persone.
W
WAter fOOtprintIndicatore di utilizzo diretto e indiretto dell’ac-qua nell’ambito della produzione di un pro-dotto o erogazione di un servizio, in una logica di ciclo di vita. L’impronta viene misurata in ter-mini di volumi d’acqua consumati (evaporati o incorporati in un prodotto) e/o inquinati per unità di tempo.
Z
zdhC Coalizione che include 22 brand firmatari, 24 affiliati della value chain e dieci enti associati. Avviato nel 2011, il programma ZDHC mira a eliminare o sostituire le sostanze chimiche pe-ricolose prioritarie nei prodotti e nei processi di fabbricazione, applicare un processo di screening trasparente per promuovere e so-stenere una chimica più sicura, implementare strumenti comuni, best practices e formazione che migliorino la gestione chimica. Il cartello collabora con gli stakeholders per promuovere la trasparenza nell’uso della chimica e nella ge-stione delle acque di scarico.
zerO WAsteProgettazione e la gestione di prodotti e pro-cessi per eliminare sistematicamente e ridurre il volume e la tossicità dei rifiuti e dei materiali, conservare e recuperare tutte le risorse.
042-048-TSC_Quaderno_003_GLOSSARIO.indd 48 14/11/17 11:26

49quaderno 03 — STaMPa digiTale e SoSTenibiliTà
TSC AdviSory BoArd
Il Textile Solution Center Advisory Board è un consiglio di esperti che, riunendosi in seno al Textile Solution Center, si pone l’obiettivo di promuovere la conoscenza della stampa digitale su tessuto attraver-so iniziative mirate.
La mission del TSC Advisory Board è quella di individuare e proporre attività e iniziative finalizzate a:
• Analizzare le tendenze del mercato della stampa di alta qualità su tessuto e del sistema moda;
• Promuovere la conoscenza, divulgazione e diffusione della stampa digitale di alta qualità su tessuto;
• Promuovere lo sviluppo di competenze e di ricerca nell’ambito della stampa digitale di alta qualità su tessuto.
Con questi obiettivi, il TSC Advisory Board intende operare sia attraverso la promozione di eventi e iniziative in linea con la propria mission sia attraverso l’organizzazione di eventi – esposizioni, confe-renze, tavole rotonde – su temi che coinvolgano tutti gli attori della filiera tessile, dalle scuole di setto-re ai disegnatori, dai protagonisti dell’industria fino ai brand owner, ai retailer tessili e alla stampa di settore. Un particolare focus è riservato all’analisi delle criticità e dell’impatto ambientale nell’ambito della stampa digitale.
Tutte le attività promosse dal TSC Advisory Board sono illustrate sul sito internet del Centrowww.textilesolutioncenter.it
ComponenTi del TSC AdviSory BoArd
Fulvio Alvisi Associazione Italiana Disegnatori Tessili - AIDT
Salvatore Amura Accademia di Belle Arti Aldo Galli – IED Como
Gianluca BrennaUnindustria Como
Alberto Cigada Politecnico di Milano
Luigi CortiConsulente
dario GarneroSistema Moda Italia – SMI
daniela Guerci Epson Italia
Angelo MarelliFor.Tex
roberto PeverelliISIS Paolo Carcano Como
Massimo Pizzocri Epson Italia
Annie rattiFondazione Antonio Ratti
riccardo robustelliF.lli Robustelli
Pietro roncoroniFor.Tex
049-050-TSC_Quaderno_003_Advisory-Board+bianca.indd 49 14/11/17 11:28

049-050-TSC_Quaderno_003_Advisory-Board+bianca.indd 50 14/11/17 11:28

tSc – textile Solution center è il polo di ricerca, assistenza, formazione e promozione al servizio della stampa tessile digitale su scala industriale, nato dal connubio tra la tec-nologia di stampa inkjet epson e l’esperienza di For.Tex nella stampa su tessuto. Grazie alle soluzioni di stampa inkjet epson, TSC è in grado di supportare l’intero processo della stampa digitale su tessuto, dal pre-trattamento alla stampa al post-trattamento. Textile Solution Center è partner e promotore di iniziative di tipo informativo ed edu-cativo su tutta la catena del processo di stampa digitale su tessuto. Il Textile Solution Center advisory Board ha ideato la collana di quaderni “oltre la via della seta. L’indu-stria tessile nell’era della stampa digitale”, il cui primo numero è stato pubblicato nel novembre 2015.
ePSon è leader mondiale nell’innovazione con soluzioni che superano le aspettative dei clienti in mercati diversi quali ufficio, casa, retail, industria, stampa tessile di pro-duzione. La gamma dei prodotti epson comprende stampanti inkjet, meccanismi di stampa, videoproiettori 3LCd così come robot industriali, visori e sensori, e si basa su tecnologie proprietarie che garantiscono compattezza, riduzione dei consumi ener-getici e affidabilità elevata. Con capogruppo Seiko Epson Corporation, che ha sede in Giappone, il Gruppo epson conta oltre 72mila dipendenti in 94 società nel mondo ed è orgoglioso di contribuire alla salvaguardia dell’ambiente naturale globale e di sostenere le comunità locali nelle quali opera.
For.tex è nata nel 1986 e da giugno 2015 è una società al 100% di epson Italia. nel tempo si è affermata nel mercato italiano quale fornitore di fiducia per coloranti, addensanti e specialità per stampa e in seguito ha consolidato la propria espan-sione anche verso i mercati esteri ampliando costantemente la gamma di prodotti. Attualmente è presente in 16 Paesi con una efficiente rete commerciale e di distri-buzione. nel 2000 For.Tex è stata scelta da Seiko epson Corporation, insieme a F.lli Robustelli – che da luglio 2016 è entrata a far parte di Epson – quale partner ufficiale per il progetto Monna Lisa® e Genesta® che ha condotto alla realizzazione della pri-ma stampante digitale per la produzione di tessuti.
FeSPa italia è l’associazione italiana che raggruppa chi opera nel settore della stam-pa serigrafica e specialistica, della stampa digitale e tessile. FESPA Italia mette a disposizione dei propri soci le risorse necessarie per essere aggiornati e più compe-titivi sul mercato. Costruisce i contatti e le opportunità di approfondimento per un uso efficiente della tecnologia e dei processi per la creazione, personalizzazione, produzione e utilizzo di stampati speciali.FeSPa Italia è parte di FeSPa, federazione internazionale che raggruppa 37 associa-zioni in altrettante nazioni del mondo. FeSPa è stata fondata nel 1962 e offre ai propri associati l’opportunità di essere parte di una rete mondiale di esperti, rendendo di-sponibili a livello nazionale le esperienze più di successo degli altri Paesi.
attiva a Villa Guardia (Como) sin dagli anni Cinquanta, F.lli robustelli è una società controllata al 100% da epson Italia, che da sempre progetta e produce macchine e siste-mi per la fotoincisione e la stampa dei tessuti. Grazie al continuo confronto con i clienti e alla capacità di fondere il know-how meccano-tessile con le nuove tecnologie digitali, F.lli robustelli ha avviato collaborazioni internazionali. oltre 15 anni fa F.lli robustelli ha svi-luppato un’importante partnership con Seiko epson Corporation culminata nel progetto Monna Lisa® nell’ambito del quale ha ingegnerizzato su tecnologia di stampa epson la prima macchina digitale per la stampa su tessuto, conosciuta oggi nel comparto tessile mondiale come la miglior stampante tessile digitale che ha fatto della società comasca uno dei maggiori protagonisti della rivoluzione digitale nel comparto tessile.
I pARTnER DEL pROgETTO
000-TSC_Quaderno_003_COVER.indd 3 14/11/17 10:58

Textile Solution CenterVia Livescia 11 – 22073 Fino Mornasco (Co)Tel +39 031 927988 – Fax +39 031 929688
www.textilesolutioncenter.it
000-TSC_Quaderno_003_COVER.indd 4 14/11/17 10:58