
Scienza dei Materiali Dentali ID.V ODONTOTECNICO Dentali.pdf · Di seguito è riportato un elenco...
66
IDONEITA' ALLA CLASSE V ODONTOTECNICO SCIENZA DEI MATERIALI DENTALI
Transcript of Scienza dei Materiali Dentali ID.V ODONTOTECNICO Dentali.pdf · Di seguito è riportato un elenco...
IDONEITA' ALLA CLASSE V
ODONTOTECNICO
SCIENZA DEI MATERIALI DENTALI

Indice
- Proprietà dei Materiali / Chimico Fisiche / Meccaniche / Tecnologiche - Materiali da Sviluppo / Gessi Resine / Cere - Resine Odontotecniche - Leghe Nobili di Colata / Metalli usati in Odontoiatria - Le Leghe Metalliche / Leghe non Nobili - La Porcellana Dentale - Proprietà delle Porcellane Dentali - Polimerizzazione

PROPRIETA' DEI MATERIALI
Con il termine proprietà si possono intendere sia delle caratteristiche specifiche sia delle particolari attitudini dei materiali. È possibile distinguere delle categorie di proprietà per i materiali? La risposta è si, infatti ritroviamo le:
• Proprietà generali: sono quelle presenti in tutti i materiali, ma non sono adatte a differenziare un materiale da un altro. Esse racchiudono:
o Peso: esprime la forza, misurata in Newton(N) che un determinato corpo esercita sulla superficie che lo contiene.
o Volume: è la porzione di spazio occupata da ogni corpo. o Impenetrabilità: è la proprietà che permette ai corpi di non occupare nello stesso
istante lo stesso spazio. o Divisibilità: proprietà che consente di dividere in parti sempre più piccole un
materiale. • Proprietà particolari: sono proprietà non comuni a tutti i corpi, che caratterizzano una
determinata sostanza da tutti gli altri. Esse si distinguono in: o Proprietà chimico-fisiche: sono quelle che riguardano il comportamento del
materiale, quando viene sottoposto, nell’ambiente esterno, sia a trasformazioni che riguardano la struttura molecolare oppure atomica (quindi sono delle trasformazioni che modificano la struttura chimica), sia che esso viene sottoposto all’azione di mezzi fisici (modificando così le proprietà fisiche).
o Proprietà tecnologiche: determinano l’attitudine del materiale a lasciarsi lavorare in un certo modo.
o Proprietà meccaniche: sono delle proprietà meccaniche che indicano l’attitudine di utilizzo del materiale.
o Proprietà d’uso: in tale gruppo vanno incluse le proprietà che scaturiscono dalla convenienza o meno nel scegliere un materiale in relazione al suo uso. Ma cosa si intende per convenienza? La convenienza dei materiali viene valutata in base a criteri economici, funzionali e tecnologici.
Proprietà chimico-fisiche in ambito dentale
Esistono innumerevoli proprietà chimico-fisiche , ma quale interessano l’ambito dentale?
Di seguito è riportato un elenco con tutte le proprietà chimico-fisiche che devono essere valutate per la lavorazione di materiali in uno studio dentistico:
• Peso specifico: è definito come il rapporto tra il peso (P) e il volume (V) della sostanza in esame. Il simbolo utilizzato per indicare il peso specifico è la lettera greca (gamma).
• Densità: è il rapporto tra la massa (M) e il volume (V) e rappresenta la quantità di massa contenuta nella sua unità di volume. Il simbolo utilizzato per indicare la densità è la lettera greca ρ (rho). Essa può essere definita come il rapporto tra il peso specifico e l’accelerazione di gravità(g). Quando devono essere costruite protesi ampie un materiale che ha bassa densità risulta essere più adatto in quanto più leggero.
• Coesione: è l’attrazione esercitata tra gli atomi e le molecole di uno stesso corpo. Dalla diversa intensità di queste forze dipendono i tre stati di aggregazione.
• Adesione: è un fenomeno che si manifesta tra due solidi, tra due liquidi o tra un solido un liquido. Essa è originata dalle forze attrattive che si manifestano con gli atomi e le molecole superficiali dei due corpi in questione.
• Capillarità: è l’insieme delle proprietà dei tubi capillari con riferimento ai liquidi in essi contenuti. Questo fenomeno è una diretta conseguenza dell’adesione e della coesione. Anche se dipende fortemente da fattori esterni come temperatura e impurezze superficiali. Questa proprietà in campo dentale è molto utile per la distribuzione omogenea dei materiali.
• Viscosità: è la proprietà che definisce il movimento di uno strato di una sostanza che trascina con se gli strati molecolari adiacenti.
• Assorbimento: è la capacità di alcune sostanze di trattenere parti o componenti di altre sostanze ad essa adiacenti.
• Corrosione: è data dall’attacco ai materiali metallici da parte degli agenti atmosferici o di liquidi di varia provenienza. Quali sono le corrosioni che interessano il campo dentale?
o Corrosione chimica: è generata dalla corrosione di agenti atmosferici che attaccano la superficie del metallo dando origine a composti chimici (ossidi).
o Corrosione elettrochimica: generata da due metalli diversi messi a contatto e immersi in una soluzione salina, come la saliva. Così facendo si instaura una cella galvanica che determina la corrosione del metallo meno nobile.
• Calore specifico: è la quantità di calore che occorre fornire all’unità di massa di una sostanza per elevare di un grado la sua temperatura.
• Calore di fusione: rappresenta la quantità di calore che occorre fornire all’unità di massa di una sostanza per ottenere un passaggio dallo stato solido a quello liquido.
• Dilatazione termica: è la crescita di volume che subisce un corpo in seguito all’aumento di temperatura.
• Ritiro: fenomeno inverso alla dilatazione termica che si determina in seguito a una riduzione di temperatura.
Proprietà meccaniche dei materiali
Esistono numerose proprietà meccaniche dei materiali, ma quali sono quelli che realmente interessano il campo dentale?
Le proprietà meccaniche che interessano i laboratori dentali sono:
• Resistenza alle sollecitazioni: è la capacità di un materiale di sopportare le varie sollecitazioni. Ma cosa sono le sollecitazioni? Le sollecitazioni sono dei fattori a cui può essere sottoposto un materiale. Esse possono essere:
o sollecitazioni semplici si dividono in: ! la trazione si attua per mezzo di forze che applicate a un corpo agiscono in
maniera tale da provocare l’allungamento dello stesso ! la compressione si attua per mezzo di forze che applicate a un corpo
agiscono in maniera tale da provocare l’accorciamento dello stesso ! la flessione si ha quando le forze applicate a un corpo cercano di incurvarlo ! il taglio le forze applicate al corpo tendono a dividerlo in due parti ! la torsione le forze che agiscono sul corpo tendono a provocarne un
avvolgimento su se stesso. o sollecitazioni composte sono il frutto di due o più sollecitazioni semplici.
Un materiale che presenta delle buone caratteristiche di resistenza è detto tenace.
• Elasticità: è la proprietà di un corpo che se sottoposto a una sollecitazione esterna si deforma, ma se la sollecitazione si ripete il corpo ritorna alle configurazioni di partenza.
• Resilienza:è la capacità di un materiale di non rompersi in seguito a delle sollecitazioni istantanee.
• Durezza: si tratta di una proprietà convenzionale dei materiali che si presta a differenti definizioni in base al metodo utilizzato per poterla rilevare. Quanti e quali sono questi metodi? I metodi principalmente utilizzati sono tre:
o Metodi che esprime la resistenza alla scalfittura in questo caso la durezza del materiale è intesa come la capacità che esso manifesta di non lasciarsi scalfire da altri. La durezza secondo MOHS è regolata da una scala nella quale la durezza di dieci minerali è stata ordinata in base alla loro capacità crescente di scalfire altri materiali. Il primo gradino è occupato dal talco, il materiale più tenero in assoluto, e l’ultimo dal diamante.
o Metodi che esprimono la resistenza alla penetrazione in questo caso la durezza di un materiale è intesa come la capacità di non lasciarsi penetrare da un corpo di lunghezza e forma opportuna.
o Metodi che esprimono la reazione elastica alla percussione questi metodi sono poco utilizzati in campo dentale.
• Usura dei materiali: essa in realtà non è una vera e proprio proprietà dei materiali ma un fenomeno che dipende dalle suddette proprietà. L’usura è influenzata dalla durezza, dalla tenacia, dalla finitura superficiale ecc. Più un materiale è duro maggiore sarà la sua resistenza all’usura.
Proprietà tecnologiche
Quali sono le proprietà tecnologiche che possono caratterizzare i materiali di un laboratorio dentistico? Di seguito sono elencate quelle di maggiore interesse:
• Malleabilità: è la proprietà di un materiale di lasciarsi ridurre in lamine, più o meno sottili mediante una lavorazione plastica condotta, sia a caldo che a freddo, che viene definita laminazione. La malleabilità è posseduta in maniera diversa da metallo a metallo. Come
classificare allora i materiali in base a questa proprietà? Esiste una scala in cui i metalli sono ordinati dal più malleabile(l’oro) a quello meno malleabile(ferro e nichel).
• Duttilità: è la proprietà di un materiale a lasciarsi ridurre in fili senza rompersi, questa trasformazione avviene per mezzo di una sollecitazione meccanica di trazione che implica una deformazione plastica. La duttilità è una caratteristica tipica di alcuni metalli come oro, argento, e rame. Maggiore sarà la temperatura maggiore sarà la duttilità del materiale.
• Plasticità: è la proprietà di alcuni corpi solidi di subire una deformazione permanente se sottoposti a una sollecitazione meccanica intensa. Tra i metalli il piombo e lo stagno hanno un buon grado di plasticità.
• Fusibilità: è la capacità di un materiale di passare dal suo stato solido a quello liquido mediante un apporto di calore. In campo dentale questa proprietà è fruttata per la realizzazione di protesi metalliche.
• Colabilità: è la proprietà di un materiale fuso di riempire una forma (in ogni sua piccola parte) prima di solidificare. Quando si costruiscono delle protesi è importante che le leghe che la costituiscono riproducano nel minimo dettaglio le forme di riferimento.
• Saldabilità: è una proprietà che permette a due pezzi dello stesso materiale o di materiali diversi, di unirsi mediante un riscaldamento che avviene ad una temperatura adeguata. In campo dentale si utilizzano:
o saldatura autogena: quando le due parti da saldare vengono riscaldate a una certa temperatura, compresse e lasciate raffreddare
o brasatura: tra le due parti da saldare viene interposta una lega che penetra per capillarità tra le parti da unire.
• Temprabilità: è l’attitudine che presentano sia i materiali metallici, che quelli non metallici di modificare le sue proprietà per mezzo di un processo termico. Per esempio in laboratorio per modificare la durezza di un materiale possono essere utilizzati due metodi:
o tempra positiva: che permette un aumento della durezza dei materiali. o tempra negativa: che permette una diminuzione della durezza dei materiali.
MATERIALI DA SVILUPPO
Gessi-resine La tecnologia odontotecnica è una materia di studio delle scuole secondarie superiore di odontotecnica, riguarda in particolare i materiali e di conseguenza anche gli strumenti e i macchinari che compongono la catena di produzione del laboratorio odontotecnico nella costruzione delle protesi dentali. Gessi (odontotecnica) Il gesso: è un materiale di piccolo uso in campo odontotecnico per le sue caratteristiche di lavorabilità ed adattabilità alle diverse forme che si possono utilizzare. In natura il gesso si trova sotto forma di solfato di calcio anidro e biidrato. In odontotecnica viene utilizzato solo la seconda forma. Ha una densità di 2,3 g per centimetro cubo e una durezza Mohs pari a 2. Il solfato di calcio biidrato viene "calcinato" dalle case produttrici e quindi otteniamo tre diversi prodotti secondo il tipo di calcinazione. La reazione chimica è la seguente:
2(CaSO4*2H2O)=}(CaSO4)*H2O+3H2O Secondo il tipo di calcinazione otteniamo tre tipi di gesso: Gesso tenero : viene calcinato in forma aperto a pressione atmosferica e presenta le particelle di solfato di calcio semidrato porose e di forma irregolare. Viene utilizzato per rilevare le impronte (con percentuale di H2O maggiore), per costruire modelli di studio, come legante nei rivestimenti per saldature e fusioni. Gesso duro: viene calcinato in un contenitore a chiusura ermetica in presenza di vapore acqueo sotto pressione e presenta le particelle di forma più regolare e più dense del Beta. Viene utilizzato principalmente per i modelli da lavoro e per le fasi intermedie delle lavorazioni in protesi mobile. Gesso extra duro : viene calcinato in una soluzione acquosa al 30% di cloruro di calcio in ebollizione, viene poi lavato con a 100 °C, essiccato e macinato secondo la granulometria desiderato; presenta le particelle più dense, levigate e regolari rispetto ai precedenti. È particolarmente utilizzato per i modelli da lavoro di protesi fisse. La corretta miscelazione della polvere di gesso con l'acqua viene data dalla grandezza delle particelle: il gesso tenero, avendo particelle porose e irregolari richiede una consistente quantità di H2O; il gesso duro ne richiede una quantità inferiore. È importante il giusto rapporto acqua/polvere affinché si riesca a ristabilire il solfato di calcio biidrato (una errata proporzione non consentirebbe il completamento della reazione inversa). È da notare che durante l'indurimento del gesso abbiamo una reazione esotermica a causa della precedente calcinazione. (CaSO4)
Espansione di presa Il solfato di calcio semidrato reagendo con l'H2O per riformare il biidrato teoricamente presenta una contrazione volumetrica del 7,1% in quanto la somma del volume di semidrato e dell'acqua è maggiore del volume del biidrato che si forma. All'atto pratico notiamo però una espansione dovuta alla porosità delle particelle; detta espansione sarà quindi diversificata secondo i tre tipi di gesso che utilizziamo. Il materiale che ci viene inviato dalla casa produttrice deve essere da questa "bilanciato" cioè contenere l'esatta proporzione di "acceleranti" o "ritardanti" che ne regolano il tempo di presa. L'accelerante più usato è il solfato di potassio (K2SO4), il ritardante più utilizzato è il borace (Na2B4O7*10H2O). Il cloruro di sodio in concentrazione inferiore al 20% funge da accelerante, in proporzione maggiore funge da ritardante. È perciò opportuno fare attenzione nell'aggiungere il sale perché anziché ottenere un tempo di presa veloce potremmo avere l'effetto contrario. I residui di sangue e saliva possono anch'essi fungere da ritardanti oltre a rendere imprecisi i particolari morfologici; è perciò opportuno lavare accuratamente le impronte e asciugarle con un getto d'aria. Alcuni materiali da impronte come gli alginati o gli idrocolloidi possono fungere da ritardanti se non sono opportunamente trattati con sostanze acceleranti (incluse nella composizione o in una soluzione nella quale immergeremo il materiale da impronta). Misurazione del tempo di presa L'arco di tempo necessario alla miscela di acqua-gesso per l'indurimento è definito come tempo di presa, possiamo utilizzare due metodi: Sistema Gillmore: consiste nell'applicare un ago nell'impasto gessoso ancora tenero, quando l'ago non penetra più abbiamo il tempo di presa iniziale. Applichiamo successivamente un ago 4 volte più pesante, quando questo non penetrerà più abbiamo il tempo di presa finale. Sistema Vicat: Utilizziamo un contenitore troncoconico, faremo penetrare un ago applicato ad una barretta nel gesso dentro il contenitore, quando l'ago non arriverà più nel fondo del contenitore abbiamo il tempo di presa secondo Vicat che corrisponde circa al tempo di presa iniziale secondo Gillmore. Potremo stabilire un certo grado di indurimento del gesso quando questo avrà la cosiddetta perdita di lucentezza (dovuta all'assorbimento dell'acqua); questa fase corrisponde a qualche attimo prima del tempo di presa secondo Vicat. Miscelazione del gesso È la fase meccanica in cui i componenti acqua-polvere vengono uniti e mescolati tra di loro in un contenitore. Miscelazione manuale: con questo metodo è molto facile includere nell'impasto gessoso delle bolle d'aria durante la spatolazione; è opportuno quindi utilizzare il vibratore per evitare imperfezioni nel modello; (spesso questo macchinario non da buoni risultati). Miscelazione meccanica: si utilizzano per la spatolazione delle pale che vengono azionate manualmente mediante una manovella o meccanicamente con un motorino collegato alle pale mediante un piccolo alberino. In questo metodo possiamo anche utilizzare il sottovuoto, cioè un tubicino collegato con un aspiratore posto all'apice del motorino; questo metodo è sicuramente il migliore perché ci garantisce la totale assenza di bolle d'aria nell'impasto gessoso.
Conservazione dei modelli e delle polveri di gesso Dopo la presa del gesso le dimensioni dei modelli rimangono praticamente costanti, nelle normali condizioni ambientali di umidità e temperatura; la loro conservazione non richiede quindi particolari attenzioni. Per quel che riguarda le polveri di gesso è opportuno lasciare il contenitore a tenuta ermetica sempre chiuso per evitare che l'umidità presente nell'aria contamini il gesso stesso. Si potrebbe avere la formazione di alcuni cristalli di biidrato se il tempo è breve; avremo invece un consistente numero di cristalli di biidrato se il tempo è prolungato. Nel primo caso la reazione di presa sarà accelerata perché abbiamo la formazione di piccoli cristalli che sono già di biidrato, nel secondo caso la presa sarà ritardata perché il consistente numero di cristalli di biidrato non consente all'acqua di penetrare con la dovuta rapidità durante la miscelazione. Cere per uso odontotecnico Sono materiali di natura termoplastica che rammolliscono facilmente e sono deformabili sotto l'azione del calore e ritornano rigide con il raffreddamento. Hanno largo impiego in odontotecnica perché le loro caratteristiche permettono di lavorare con facilità sagomandole nelle forme desiderate. Ne vengono utilizzati diversi tipi a secondo dell'uso e delle loro caratteristiche che dipendono dalla loro composizione chimica. Distinguiamo le cere naturali costituite da idrocarburi ed esteri (con l'aggiunta di alcoli ed acidi organici in alcuni tipi) e sintetiche che vengono impiegate in modo limitato miscelandole alle cere naturali (sono formate da composti organici complessi di varia natura). Per ottenere le proprietà desiderate vengono aggiunti adeguati additivi: Acido stearico e gliceril-tristearato: aumentano l'intervallo di fusione delle cere; Oli minerali: aumentano la plasticità delle cere; Resine naturali: aumentano la durezza e la resistenza delle cere. Proprietà generali delle cere Temperatura di rammollimento: è la caratteristica fondamentale delle cere, essa consiste nella progressiva trasformazione delle strutture cristalline prima della fusione. Al di sotto della temperatura di rammollimento le cere sono rigide e fragili, è quindi indispensabile raggiungere questa temperatura per modellare adeguatamente nelle forme che desideriamo, se ciò non avvenisse avremmo delle tensioni interne che comprometterebbero la corretta lavorazione. Intervallo di fusione: le cere non presentano un punto di fusione preciso, ma un intervallo di fusione che varia a seconda della composizione chimica (dai 40° agli 85°). Dilatazione termica: è la capacità di un corpo di espandersi in ogni direzione sotto l'azione del calore, possiamo dire che le cere hanno un alto coefficiente di dilatazione e al tempo stesso presentano una bassa conducibilità termica (capacità di un corpo di lasciar passare il calore da una zona all'altra del corpo stesso); di conseguenza nella solidificazione durante la modellazione, avremo una considerevole differenza di temperatura tra le zone interne e quelle esterne che raffredderanno prima. Dovremo perciò fare molta attenzione nel riscaldare adeguatamente la cera, colarne poca per volta facendo attenzione a non includere delle tensioni interne che provocherebbero delle imperfezioni a modellazione ultimata. Scorrimento viscoso: è il graduale cambiamento di forma che le cere subiscono sotto l'azione di un carico costante (durante la liquefazione può essere il peso stesso della stessa cera). Il grado di
scorrimento dipende dalla temperatura, dalla forza applicata, e dal tempo di applicazione della forza stessa. Tensioni interne: Durante la modellazione si possono introdurre delle tensioni interne nella cera; questo fatto avviene principalmente per due motivi: se non si è effettuato un omogeneo riscaldamento (può accadere a causa della bassa conducibilità delle cere), se non abbiamo raggiunto pienamente l'adeguata temperatura di rammollimento. La presenza di tensioni interne è la causa principale delle distorsioni presenti nelle modellazioni in cera, dovremo perciò evitarle per avere una protesi funzionale. Tipi di cere Cere per modellazioni di protesi fissa: vengono impiegate per le modellazioni in cera di protesi in lega nobile, devono avere quindi determinate caratteristiche, infatti la precisione e la funzionalità della protesi dipendono in buona parte dalle caratteristiche della cera utilizzata. Requisiti Residuo: queste cere non debbono lasciare alcun residuo solido oltre i 500° durante il preriscaldamento, questo per evitare contaminazioni della lega e imprecisioni della protesi. Dilatazione termica: vanno riscaldate uniformemente ed è quindi richiesto un adeguato periodo di tempo per raggiungere la temperatura di rammollimento; questo per evitare lo sfaldamento dovuto alla considerevole diversità tra conducibilità e dilatazione termica. Colore: deve presentare un netto contrasto con il modello in gesso per modellare accuratamente ogni minimo particolare. Per la corretta costruzione delle protesi fisse dobbiamo utilizzare la cera prestando particolare attenzione alle forme, queste devono essere il più possibile simili al lavoro finito. Non si dovrebbero introdurre tensioni interne che provocherebbero distorsioni e imprecisioni nella modellazione. È opportuno riscaldare adeguatamente anche le spatole che si utilizzano e colare la cera mediante piccole aggiunte; bisogna mettere in rivestimento il più rapidamente possibile per evitare deformazioni dovute all'ambiente. Cera amorfa: è un sottotipo di cera che viene utilizzata per ricostruire il colletto anatomico quando si ricostruisce una protesi fissa. Le qualità di questa cera evitano le deformazioni e le imprecisioni del colletto che potrebbero derivare dalla contrazione od espansione del rivestimento durante il preriscaldamento. Cera per fusioni: viene impiegata per la modellazione in cera degli scheletrati, vaporizzano completamente oltre i 500 °C quindi anche in questo caso si utilizza il metodo di fusione a cera persa. Si trova in commercio sotto forma di fili, fogli e preformati avendo già la forma delle varie parti che compongono lo scheletrato (es.:ganci - barre - retine). Vengono adattate sul modello costruito in materiale refrattario, di conseguenza devono avere specifiche proprietà: Adesività: che facilita il mantenimento della posizione sul modello; Deformabilità plastica: per ottenere le forme desiderate; Cere per modellazione di protesi mobile: vengono utilizzate per il montaggio dei denti nelle protesi parziali e totali mobili, per ricostruire i B.R.O. e per la costruzione di apparecchi ortodontici.

Il requisito fondamentale che devono avere è la stabilità dimensionale in quanto devono conservare la corretta posizione dei denti durante le variazioni di temperatura. Devono rammollire senza sfaldarsi e non lasciare residui solidi (l'espansione termica fra 25 e 40 °C non deve essere maggiore dello 0,8% per mantenere le corrette relazioni dentali). Cere da inscatolamento: in questo tipo se ne distinguono due: - cera per bordatura; - cera per inscatolamento o boxing. La prima viene adattata tutt' attorno all'impronta seguendone i particolari morfologici, deve essere quindi facilmente deformabile per seguire scrupolosamente i margini dell'impronta. La seconda viene applicata sulla prima per costruire il box in cera in modo che sviluppando l'impronta avremo già lo zoccolo del modello; deve essere quindi facilmente deformabile e adattabile anche a temperatura ambiente per ridurre eventuali deformazioni. Cere adesive o collanti: a temperatura ambiente sono rigide e fragili, ma una volta fuse aderiscono tenacemente alle superfici sulle quali vengono applicate mantenendo così (dopo la solidificazione) l'unione delle parti dove sono poste. Aderiscono bene ai metalli, alle resine sintetiche ed ai gessi e rivestimenti; vengono utilizzate per fissare in posizioni opportune parti di protesi in resina o lega metallica per effettuare successive operazioni come riparazioni e saldature. cere per sottosquadri: vengono utilizzate per eliminare dal modello tutte le zone di sottosquadro, e quindi facilitare le successive lavorazioni, possiedono un punto di fusione alto, che oscilla dai 60 °C fino ai 105 °C (circa).
RESINE ODONTOTECNICHE
Le resine sintetiche sono materiali particolari con caratteristiche fisiche, chimiche ed estetiche che ne permettono un largo impiego in odontotecnica. Hanno la fondamentale caratteristica di poter assumere le più svariate forme in determinate condizioni di temperatura e pressione. Chimicamente hanno origine da composti ben definiti (polimeri) che con l'intervento di opportuni catalizzatori (monomeri) danno luogo alla reazione chimica definita polimerizzazione che permette di ottenere una protesi con caratteristiche adeguate. Requisiti delle resine sintetiche Adeguate caratteristiche meccaniche e chimiche: dovrebbero presentare una elevata elasticità e resistenza in quanto devono sopportare il peso del carico masticatorio o delle sollecitazioni dei liquidi buccali. Elevata stabilità chimica (dalla fornitura fino a protesi ultimata). Buone caratteristiche estetiche: il colore e la translucidità devono essere simili ai tessuti naturali (è importante che il colore si mantenga nel tempo). Insolubilità nei liquidi buccali e assorbimento di questi nella minor quantità possibile. Bassa densità, particolarmente le protesi totali devono essere leggere e riprodurre al tempo stesso tutti i particolari morfologici. Temperatura di rammollimento elevata; tale da non generare deformazioni della protesi nel cavo orale. Assenza di sapore, odore e di fenomeni irritativi e allergici. Attualmente le resine sintetiche più usate sono le resine acriliche a base di polimetilmetacrilato: questa è una resina acrilica ottenuta dalla polimerizzazione del metil metacrilato o metacrilato di metile. Il metil metacrilato è l'estere metilico dell'acido metacrilico. Suddividiamo principalmente le resine sintetiche in due gruppi: Termopolimerizzanti e autopolimerizzanti. Le prime hanno bisogno di una determinata quantità di calore per fare avvenire la polimerizzazione e quindi ottenere tutti i requisiti necessari per una corretta ricostruzione protesica. Le autopolimerizzanti non richiedono un riscaldamento esterno in quanto la polimerizzazione avviene spontaneamente a temperatura ambiente (la composizione della polvere e del liquido sono uguali a quelle termopolimerizzabili, ma con l'aggiunta di un attivatore chimico il quale, essendo presente nel liquido e miscelandosi con il perossido di benzoile presente nella polvere come iniziatore, da luogo alla polimerizzazione anche a temperatura ambiente). Rapporto monomero-polimero: la proporzione più appropriata tra il polimero (polvere) ed il monomero (liquido) è di tre parti a una in volume e due parti a una in peso. Quanto più polimero impieghiamo, minore risulterà il tempo di reazione e la tendenza a contrarsi della resina durante la polimerizzazione; d'altra parte è opportuno impiegare una adeguata quantità di monomero perché possa bagnare completamente le particelle di polimero (infatti le proporzioni polimero-monomero possono variare secondo le dimensioni delle particelle della polvere di polimero).
Impieghi delle resine Resine sintetiche per basi di protesi: vengono utilizzate in protesi mobile per le loro caratteristiche, infatti il loro componente principale è il polimetil-metacrilato. In alcune lavorazioni possono essere utilizzate resine acriliche fluide e modificate (rinforzate con gomma) e idrofile (assorbono acqua). Resine per ribasature di Protesi mobile: i tessuti molli sottostanti le basi protesiche tendono a subire cambiamenti di forma nel tempo a causa del lento riassorbimento del tessuto osseo sottostante. È quindi necessario modificare la forma della superficie della protesi in resina che entra in contatto con la mucosa per mantenere l'adeguata aderenza. Per questa operazione dobbiamo impiegare delle resine simili alle precedenti ma che possano adattarsi perfettamente per ottenere lo scopo desiderato. Resine per riparazione di protesi mobile: nonostante le continue sollecitazioni che le protesi subiscono durante le normali funzioni masticatorie, relativamente poche si fratturano nella bocca; questo è spesso dovuto a basi troppo sottili e incisure di frenuli troppo profonde o acute. Per la riparazione di protesi possiamo impiegare resine acriliche polimerizzabili sia a caldo che a freddo. Resine artificiali: sono simili nella composizione a quelle per basi protesiche ma contengono una concentrazione maggiore di sostanze che aumentano la loro resistenza all'usura ed il peso del carico masticatorio (la parte dei denti che viene fissata alla base in resina contiene però una quantità inferiore di queste sostanze in modo da consentire una corretta unione con la resina della base stessa). I denti artificiali vengono costruiti attraverso opportuni procedimenti di formatura per compressione e sono formati da strati di diverso colore e spessore in modo da generare un aspetto naturale ed una adeguata translucidità nelle zone incisale e occlusali. Resine per corone e ponti di protesi fissa: per questo impiego sono disponibili vari tipi di resine che possono presentare un'ampia gamma di colorazioni simili ai denti naturali resine acriliche termopolimerizzabili; coopolimeri vinil-acrilici termopolimerizzabili; resine acriliche modificate; resine acriliche con sostanze rinforzanti; resine acriliche con sostanze rinforzanti; resine composite a base di monomero di Bowen). Porcellane dentali Con il termine "porcellana" si intende il prodotto ceramico tradizionale a pasta con costituenti base (caolino 50% - quarzo 25% e feldspati 25%). I prodotti ceramici impiegati in odontotecnica si diversificano dai suddetti per la percentuale di caolino che è molto inferiore; infatti la struttura finale delle porcellane dentali è costituita da una matrice vetrosa che ingloba paricelle cristalline di varia natura, variabili secondo il tipo di prodotto. Le porcellane sono ampiamente utilizzate in odontoiatria perché: sono stabili e inalterabili nel cavo orale, ben tollerate dai tessuti buccali, resistenti all'usura e con caratteristiche estetiche eccellenti in quanto possiamo impartire loro le più svariate sfumature di colore. Sono il materiale estetico che ci fornisce maggiori garanzie di durata in quanto, se costruite e rifinite correttamente, possono restare esenti da depositi di sostanze estranee. Tra gli aspetti negativi abbiamo una bassa resistenza alla trazione ed una considerevole fragilità; possiamo però ovviare a
questi inconvenienti scegliendo gli adeguati materiali progettando e costruendo correttamente la protesi. Le porcellane dentali vengono prodotte sotto forma di polveri le quali, per il loro impiego, vengono impastate con liquidi opportuni; l'impasto ottenuto viene modellato nella forma desiderata impiegando degli appositi strumenti, poi posto alla cottura. Durante questa abbiamo la sinteri delle particelle che formano le polveri e con il successivo raffreddamento otteniamo una massa rigida e compatta che conserva la forma impartita prima della cottura. La sinteri delle particelle determina una contrazione volumetrica del materiale, quindi dovremo tenerne conto durante la modellazione. Struttura delle porcellane Le porcellane hanno una struttura costituita principalmente da una base di tetraedri silicatici, con la presenza di cationi metallici disseminati tra i tetraedri silicatici (K, Na, Li). Possono esser classificati in base alla temperatura alla quale è necessario portare l'impasto per ottenere le migliori caratteristiche fisiche ed estetiche: Temperatura di cottura. Suddividiamo le porcellane in: Porcellane ad alta temperatura di cottura (oltre 1200 °C) Vengono impiegate per la costruzione di denti artificiali in porcellana anche se il loro impiego è attualmente molto limitato; i componenti base sono: feldspati dal 75% all'85%; quarzo dal 12% al 22%; caolino 4%. A queste sostanze base vengono aggiunte ossidi metallici di diversa natura, come coloranti e opacizzanti, in modo da conferire le opportune caratteristiche (opacità, translucidità, sfumature di colore). Porcellane a media e bassa temperatura di cottura (1200-1050, al di sotto dei 1050 per basse temperature). Si trovano in commercio sotto forma di polveri in quanto le materie prime di queste porcellane vengono proporzionate e fuse insieme in modo da formare una massa vetrosa nella quale sono disciolti alcuni tipi di cristalli; la massa fusa viene quindi raffreddata bruscamente generandone lo sgretolamento (vetrificazione della porcellana). Questo tipo di porcellane in base all'impiego e alla diversa natura e proporzione dei singoli componenti vengono suddivise in: Porcellane feldspatiche per corone a giacca e intarsi: le materie prime sono: feldspati 60%, silice 25% e fondenti 15% (hanno lo scopo di abbassare la temperatura), a questi aggiungiamo gli ossidi metallici per conferire le dovute caratteristiche. Opaco: contiene sostanze opacizzanti come l'ossido di titanio e di zirconio; servono per creare il primo strato di materiale nella costruzione delle corone ed ha lo scopo di eliminare la trasparenza della lega sottostante. È importante per il risultato finale riguardo all'estetica, perché dopo la cottura, si presenta con superfici irregolari e granulose, ciò consente alla luce riflessa da questo primo strato, di disperdersi negli strati sovrastanti ottenendo un effetto più realistico e naturale. Dentina: è formata da opportuni ossidi che impartiscono le diverse tonalità di colore; viene applicata sull'opaco e serve per costruire la massa principale e più voluminosa della corona. Le dentine vengono a loro volta suddivise in: Dentine gengivali: vengono utilizzate nel terzo cervicale ed hanno una ridotta traslucidità.
Dentine del corpo: vengono impiegate per costruire il volume principale della corona ed hanno una elevata traslucidità. Smalto: è costituito da vetri feldspatici dotati di elevata translucidità; contengono sostanze cristalline e opacizzanti suddivise in particelle piccolissime per creare speciali effetti di colore. Viene applicato sulla dentina e serve per impartire alla corona l'aspetto dello smalto dei denti naturali. Con la sua cottura si ottengono superfici lisce e compatte che riducono l'adesione di sostanze estranee (questo è importante per l'igiene e la conservazione della protesi). Ai tre tipi di masse ceramiche possiamo aggiungere diverse porcellane con specifiche funzioni: 1) Intensivi: servono per riprodurre macchie colorate in modo da conferire al dente in porcellana un aspetto più naturale. 2) Correttivi: servono per eseguire correzioni su corone finite e riguardano in particolare le zone del contatto. 3) Trasparenti: aumentano la trasparenza nelle zone incisive dando un aspetto simile ai denti naturali. 4) Vetrine: vengono applicate in strati sottili sulle superfici delle corone finite se esistono lievissime mancanze dovute alla retrazione della porcellana durante la cottura. 5) Colori: sono polveri vetrose che vengono applicate sulle corone della cottura finale (conferiscono anch'esse il colore simile ai denti naturali). L'aggiunta di questi materiali che hanno scopi specifici serve per ottenere una protesi che dia i migliori risultati estetici, ma richiede una elevata abilità da parte del tecnico per integrare e proporzionare i vari elementi tra di loro. Porcellane alluminose per la costruzione di Corone a giacca: vengono utilizzate al posto delle porcellane feldspatiche se si vuole costruire una corona a giacca più resistente; infatti queste porcellane contengono delle particelle di allumina disseminate nella matrice vetrosa dopo la cottura, che conferiscono la necessaria resistenza. Gli strati di porcellana alluminosa (opaco-dentina-smalto), hanno caratteristiche simili a quelle delle feldspatiche, ma presentano una più elevata durezza e una maggiore translucidità (particolarmente nello smalto). Porcellane feldspatiche per oro-ceramica: vengono utilizzate per la costruzione di protesi a ponte fisse (possiamo definire questo il tipo di protesi che dà i migliori risultati funzionali ed estetici). La loro composizione è simile a quelle feldspatiche utilizzate per le corone a giacca con l'aggiunta di ossido di potassio (K2O) e ossido di sodio (Na2O) in concentrazioni maggiori; in questo modo otteniamo un aumento del coefficiente di dilatazione termica lineare rendendo la porcellana compatibile con le leghe metalliche. Gli strati di queste porcellane (opaco-dentina-smalto) presentano una particolare translucidità ed è quindi opportuno utilizzare uno strato sufficientemente ampio di dentina e smalto (almeno 1 mm ciascuno) per ottenere un adeguato effetto estetico e rivestire la struttura metallica evitando la trasparenza della stessa. Condensazione della porcellana Per il corretto impiego, la polvere di porcellana viene mescolata con acqua distillata o con liquidi opportuni. Grazie alla tensione superficiale di questi, le particelle di porcellana possono essere sagomate nell'impasto desiderato e mantenere la forma fino alla cottura. Durante l'essiccazione, il liquido o l'acqua vengono eliminate e le particelle di porcellana si appoggiano le une sulle altre; nella successiva cottura abbiamo un rammollimento e di conseguenza un'unione delle particelle
vetrose che occupano lo spazio del liquido o dell'acqua, diminuendo il volume del materiale: questo procedimento dell'unione delle particelle prende il nome di Sinterizzazione. Durante le fasi di cottura abbiamo la riduzione progressiva delle particelle di liquido e questo favorisce l'unione di quelle vetrose: è importante perciò, prima della cottura, eliminare gli eccessi di liquido per favorire l'unione suddetta. Questo procedimento prende il nome di Condensazione della porcellana e può essere eseguito in diversi modi: per vibrazione - per pennello. Cottura della porcellana Iniziamo questo procedimento con l'essiccazione dell'impasto mettendolo sul refrattario (sostegno) e ponendolo davanti al forno opportunamente riscaldato (a 650° circa), in modo da essiccare lentamente l'impasto. Se mettessimo direttamente la porcellana in forno potremmo avere la produzione di vapore con la formazione di crepe e di vuoti nella porcellana stessa (generalmente il tempo di essiccazione è di 3-5 minuti); successivamente introdurremo la porcellana in forno seguendo, per la cottura, le istruzioni del fabbricante in quanto, i materiali ceramici richiedono tempi e temperature molto precisi per la corretta riuscita del lavoro. Durante la cottura distinguiamo tre periodi: Primo periodo o del biscotto basso: è la fase nella quale le particelle vetrose iniziano a rammollire e ad unirsi tra di loro; in questa fase la struttura è porosa ed abbiamo scarsa concentrazione volumetrica. Secondo periodo o del biscotto medio: è la fase nella quale lo scorrimento viscoso delle particelle ha raggiunto un grado da permettere la completa coesione di queste; abbiamo una diminuzione della porosità ed una consistente concentrazione volumetrica. Terzo periodo o del biscotto alto: è la fase nella quale il materiale presenta superfici levigate, ma non ancora lisce, e la porcellana ha raggiunto la sua massima concentrazione. Generalmente dopo queste fasi si attua la prova in bocca al paziente controllando tutti gli aspetti funzionali ed estetici e successivamente si passa alla cottura finale (a vetrino) che consiste nel riscaldare a opportuna temperatura per un tempo determinato, la ceramica. Durante quest'ultima fase le irregolarità superficiali vengono levigate perché abbiamo uno scorrimento viscoso delle particelle e di conseguenza avremo anche l'adeguata translucidità. (Questa fase si può sostituire con l'applicazione sulla superficie della porcellana, di una particolare vetrina a basso punto di fusione). Shock termico della porcellana dentale Dopo la cottura potremmo notare nella porcellana, una o più crepe che possono essere visibili solo dopo qualche giorno e di conseguenza anche dopo la cementazione della protesi nel cavo orale. La formazione di queste crepe è dovuta al cosiddetto shock termico, cioè ad un riscaldamento o raffreddamento non sufficientemente omogeneo della porcellana durante la cottura. Questo determina una espansione o una contrazione più rapida nelle zone superficiali rispetto a quelle interne, dando luogo a tensioni interne che provocano un raffreddamento diversificato delle diverse zone, quindi, nel tempo, potremmo notare le crepe suddette. È perciò opportuno seguire molto scrupolosamente tempi e temperature consigliate dai fabbricanti. Materiali da rivestimento Sono materiali di natura minerale o ceramica che vengono ridotti in polvere e miscelati con acqua distillata od opportuni liquidi al fine di ottenere una corretta lavorazione nei trattamenti termici eseguiti in odontotecnica (fusione e saldatura). Rivestimenti per fusioni: sono principalmente costituiti da tre sostanze base:
Sostanza refrattaria: sono quelle che resistono alle alte temperature e permettono la compattezza del rivestimento durante il riscaldamento di questo. Il componente principale delle sostanze refrattarie è la Silice e si può presentare in tre diverse forme allotropiche: quarzo, tridimite e cristobalite, presenti in diverse percentuali secondo il tipo di rivestimento. Sostanza legante: la sostanza refrattaria non è in grado di consentire la presa, quindi l'indurimento della miscela di rivestimento; è perciò indispensabile la presenza di un legante che permetta la corretta unione delle particelle di rivestimento e di conseguenza la presa. Esistono tre tipi di legante: solfato di calcio semiidrato (Gesso Beta), ossido di magnesio, fosfati ed un gel di silice. Additivi: sono sostanze chimiche che vengono aggiunte per migliorare le proprietà del rivestimento; vengono utilizzati: il cloruro di sodio, l'acido borico, il solfato di potassio e l'ossido di magnesio per controllare l'espansione ed il tempo di presa del legante; ossido di bario, ossido di calcio, alluminio, rame in polvere e grafite sono sostanze riducenti degli ossidi che si formano sulla superficie delle leghe durante la fusione; il talco che rende più levigate le superfici della lega. Requisiti dei rivestimenti per fusioni Per ottenere una lega che risponda ai requisiti funzionali di una corretta protesi fissa, il rivestimento deve avere i seguenti requisiti: I principali costituenti non devono separarsi durante la conservazione nell'apposito contenitore o durante la miscelazione per poter assolvere i loro specifici requisiti. Si devono miscelare opportunamente in modo che l'impasto si adatti perfettamente alla modellazione in cera. Devono generare superfici lisce nella lega per riprodurre i minimi dettagli (grana fine). Durante il riscaldamento non si devono decomporre generando gas corrosivi che potrebbero attaccare chimicamente la superficie della lega. Devono essere refrattari per resistere alle alte temperature e non presentare alcuna deformazione sia durante il preriscaldamento che durante la colata della lega. Classificazione dei rivestimenti per fusioni in base alla natura della sostanza legante, possiamo classificare i rivestimenti in: Rivestimento a legante gessoso: viene impiegato come rivestimento per le cosiddette leghe d'oro da colata utilizzate per la protesi fissa. Si trovano in commercio sotto forma di polvere e vengono miscelati con acqua; ogni componente della polvere ha proporzioni e funzioni specifiche. Nella sostanza refrattaria abbiamo una miscela di cristobalite e quarzo con la presenza di piccole parti di tridimite. Queste generano la trasformazione strutturale dovuta all'espansione termica che prende il nome di inversione. Come legante utilizziamo il solfato di calcio semiidrato (30-35%), questo consente l'indurimento del rivestimento in quanto miscelando con l'acqua reagisce trasformandosi in solfato di calcio biidrato (in questo modo impartisce alla miscela anche la dovuta resistenza meccanica). Gli additivi sono utilizzati per controllare il tempo di presa del gesso (acceleranti, ritardanti), per ridurre la contrazione del gesso dovuto alle perdite dell'acqua di cristallizzazione (acido borico e cloruro di sodio), per ridurre la formazione di ossidi sulla lega d'oro durante la colata (sostanze riducenti come grafite in povere, rame in polvere e simili). Il rivestimento gessoso viene utilizzato per quelle leghe che richiedono un preriscaldamento fino a 700 °C, infatti oltre questa temperatura il solfato di calcio in presenza di carbonio (che troviamo nei rivestimenti o nei
residui della modellazione in cera) reagisce chimicamente con questo generando solfuro di calcio e ossido di carbonio. Il solfuro di calcio così formato reagisce a sua volta con l'altro solfato di calcio generando anidride solforosa e ossido di calcio secondo la reazione che segue. L'anidride solforosa è un gas estremamente corrosivo che attacca chimicamente le leghe d'oro sia superficialmente che tra i grani cristallini conferendo notevole fragilità e generando sulla protesi uno strato superficiale di solfuri che ne provocano la decolorazione difficilmente eliminabile. Rivestimenti a legante fosfatico per fusioni Sono formati da polvere che viene miscelata con acqua o con un liquido apposito fornito dal fabbricante, sempre diluito con acqua; vengono utilizzati principalmente per la fusione di leghe utilizzate per la struttura metallica della porcellana. La polvere è formata da silice sotto forma di cristobalite e quarzo in concentrazioni comprese tra il 75% ed il 90%, ossido di magnesio (Mg O2) e monoammonio fosfato (NH4 H2 PO4) con l'aggiunta di grafite in polvere che ha lo scopo di creare un'azione riducente nella cavità durante la fusione della lega. Il liquido fornito dal fabbricante è costituito da una soluzione colloidale di silice in acqua e viene generalmente unita all'acqua distillata per regolare l'eventuale espansione del rivestimento. La presa del rivestimento avviene grazie alle reazioni chimiche che abbiamo tra l'ossido di magnesio, l'acqua ed il monoammonio fosfato, con la formazione di fosfato di magnesio ed ammonio idrato (NH4 Mg PO4 * 6H2O) e si presenta sotto forma di massa gelatinosa legando insieme le singole particelle. Rivestimenti per fusione a legante siliceo In questi rivestimenti funge da legante un gel di silice che si forma durante la presa; si trovano sotto forma di polvere che viene miscelata con 2 o 3 liquidi forniti dal fabbricante. Sono principalmente utilizzati per la fusione di leghe usate nella costruzione di scheletrati. La polvere è costituita principalmente da una miscela di cristobalite e quarzo con l'aggiunta di piccole quantità di ossido di magnesio e additivi; i liquidi possono essere a base di etil silicato o a base di silicato di sodio. Questi rivestimenti una particolare attenzione nella manipolazione in quanto per le esatte proporzioni dei liquidi forniti dalla casa produttrice bisogna seguire scrupolosamente le indicazioni; la reazione che si genera (idrolisi del silicato) dura circa 3 ore a temperatura ambiente ed è esotermica, aumentando così la temperatura della soluzione. Questi rivestimenti non hanno largo impiego sia per la laboriosa manipolazione che per la bassa resistenza che abbiamo dopo la presa. Rivestimenti per saldatura Hanno una composizione simile ai rivestimenti per fusione essendo costituiti principalmente da polvere di quarzo e solfato di calcio in rapporto di 3 a 1 (esistono anche tipi meno usati composti da pomice e gesso) che si mescolano con acqua o acqua distillata in opportune proporzioni. La funzione fondamentale di questi rivestimenti è di consentire una saldatura con minor cambiamenti dimensionali possibili rispettando le forme e le dimensioni delle parti da unire. Per assolvere questi requisiti debbono possedere le seguenti caratteristiche: a) una resistenza sufficiente a poter mantenere l'integrità durante l'intero ciclo di riscaldamento e di raffreddamento senza fratturarsi; b) la composizione deve facilitare lo scorrimento della legha d'apporto senza contaminare questa e creando un effetto riducente durante la saldatura; c) deve essere facilmente removibile da tutte le zone della protesi, dopo la saldatura; d) un cambiamento dimensionale compatibile con quello della temperatura degli elementi da unire.
Abrasivi L'abrasione è l'asportazione progressiva di un certo quantitativo di particelle minute dalla superficie di una protesi mediante sostanze più o meno ruvide definite "abrasive", azionate da dispositivi meccanici. L'azione abrasiva di queste sostanze dipende: 1) Dalla ruvidità della sostanza abrasiva; 2) dalla pressione che si esercita sulla protesi (maggiore è la pressione, più materiale asporteremo); 3) dalla velocità con la quale si fa agire meccanicamente l'abrasivo. Distinguiamo gli abrasivi in due grandi gruppi: I) Per abrasione a) Carborundum: è formato da carburo di silicio cristalizzato, ottenuto per fusione a 3000 °C della sabbia di quarzo e del carbone cock. Impastato con sostanze refrattarie è il componente principale degli abrasivi; il diverso rapporto del carburo di silicio e del carbone di cock fa cambiare la grana dell'impasto variando la dimensione dei granelli. Si usa sotto forma ruote, punte montate e dischi. b) Carburo di tungsteno: si ottiene riscaldando la polvere di tungsteno e carbone a 1500 °C ed ha una durezza molto vicina a quella del diamante. È usato sotto forma di ruote, punte montate e dischi per le lavorazioni a forte velocità. c) Diamante: è la sostanza più dura che troviamo in natura; la sua polvere viene impastata con sostanze adesive e utilizzata come gli altri componenti abrasivi. d) Pomice: si ottiene dalla pietra pomice di origine vulcanica ed è una miscela naturale di silicati e di ossidi metallici. La troviamo in commercio sotto forma di polvere che misceleremo con l'acqua, od in pasta. e) Smeriglio: è una varietà granulare del corindone ottenuto da un miscuglio di alluminio e ferro; si trova sotto forma di fogli di carta su tela mista a gomma, ed in polvere. II) Per lucidare a) Bianchetto: è un ossido metallico miscelato ad alcool e viene utilizzato per lucidare superfici che hanno una durezza relativa, come le resine. b) Ossido di cromo: si trova sotto forma di pasta, gomma o polvere di colore verdognolo e viene utilizzato per lucidare i materiali che hanno notevole durezza come gli acciai e le leghe stelliti. c) Rossetto: è un ossido di ferro che si trova sotto forma di blocchi cilindrici, utilizzato per lucidare particolarmente le leghe auree. d) Silicati di alluminio: sono di colore giallastro e vengono utilizzati per lucidare i metalli e le superfici resistenti in genere. Decappanti per uso odontotecnico In odontotecnica per il decappaggio vengono utilizzati alcuni acidi che hanno la funzione di eliminare dalle superfici metalliche, gli ossidi e le impurità derivate dalle diverse lavorazioni. Distinguiamo i seguenti acidi decappanti: 1)Acido solforico (H2SO4): è un liquido oleoso che viene utilizzato in soluzione acquosa al 50% per togliere alle leghe auree gli ossidi e le impurità derivanti dalla fusione o dalla saldatura. La miscela deve essere fatta molto lentamente con l'aggiunta dell'acido nell'acqua e non viceversa; a lungo andare la soluzione di acido solforico assume una colorazione verdastra: ciò è dovuto all'ossido di rame che si è trasformato in solfato di rame. In questo caso non dovremo più utilizzare
detta soluzione. L'acido solforico può intaccare a freddo metalli come l'alluminio, il ferro e lo zinco, mentre sui 200 °C intacca tutti i metalli ad eccezione dell'oro e del platino. 2)Acido cloridrico (HCl): è incolore e solubile in acqua (dal 20% al 40%) e viene utilizzato per sciogliere velocemente gli ossidi (particolarmente l'ossido di rame), per eliminare le tracce di gesso e di rivestimento dalle strutture metalliche. Bisogna fare attenzione perché danneggia irrimediabilmente le leghe con un'alta concentrazione d'argento. 3) Acido fosforico (H3PO4): si trova in natura sotto forma di cristalli prismatici incolori e viene miscelato con acqua al 50: viene utilizzato per sciogliere rapidamente i residui dei cementi dalle protesi metalliche. 4) Flux: tra i materiali decappanti possiamo aggiungere i flux utilizzati nelle operazioni di saldatura. I composti principali di questi materiali sono: il tetraborato di sodio anidro (Na2B4O7), la silice (SiO2) e l'acido borico (H3BO3). A questi componenti base possiamo aggiungere l'alcool e la vaselina; (in questo caso il flux sarà in pasta e non in polvere). Hanno la funzione di detergere la zona di saldatura favorendo ossidazione ed il surriscaldamento) ed hanno un'azione chimica riducente degli ossidi che si formano. Metallurgia odontotecnica Studia la natura, la suddivisione e le varie proprietà e caratteristiche dei metalli a confronto dei vari elementi della tavola periodica degli elementi. In base alle loro caratteristiche generali gli elementi chimici vengono suddivisi nei tre seguenti gruppi: metalli - non metalli - semi-metalli, anche se questa suddivisione non è rigorosa in quanto determinati composti possono presentare caratteristiche dei diversi gruppi (stati allotropici degli elementi). 1) Metalli: sono situati nella parte sinistra ed in basso del sistema periodico degli elementi e formano la maggior parte di quelli conosciuti (80 su 105); le caratteristiche fondamentali di questi materiali sono: a) solidi a temperatura ambiente (ad eccezione del mercurio che è liquido e del gallio e del cerio che sono liquidi oltre i 30 °C). b) sono elettropositivi, cioè hanno la tendenza a cedere elettroni formando cationi (caratteristica fondamentale dei metalli). c) sono buoni conduttori di elettricità e di calore. d) tendono a combinarsi con l'ossigeno formando gli ossidi e tale ossidazione può essere più o meno marcata secondo la natura del metallo o la temperatura alla quale esso si trova. e) sono insolubili in acqua e vengono facilmente attaccati dagli acidi inorganici con la formazione dei corrispondenti sali e con la liberazione di idrogeno. In natura solo alcuni di essi si presentano allo stato nativo (sotto forma di minerali), mentre la maggior parte di essi si trova sotto forma di composti come ossidi, solfuri, solfati, carbonati, dai quali i singoli metalli vengono estratti. 2) Non metalli: sono elementi elettro-negativi, cioè hanno la tendenza ad acquistare elettroni originando anioni. Per natura sono elementi molto diversi fra loro, l'unica caratteristica comune, oltre a quella precedente, è la spiccata tendenza alle scarse proprietà metalliche. In normali condizioni di temperatura e di pressione si presentano nelle più svariate forme, infatti possono essere: solidi, liquidi e gassosi. Sono situati nella parte destra del sistema periodico degli elementi.
3) Semi metalli: sono solo cinque elementi posti in posizione intermedia del sistema periodico tra i metalli ed i non metalli, infatti hanno caratteristiche intermedie tra questi due gruppi; sono il boro, il silicio, l'arsenico, il tellurio e l'astato. In odontotecnica è importante poter utilizzare degli elementi che ci possono garantire la corretta riuscita delle lavorazioni inerenti alle protesi. Per questo motivo vengono utilizzati quasi esclusivamente i metalli nobili che hanno le proprietà desiderate. Possiamo definire metalli nobili quelli che, a pressione ordinaria, non si ossidano né a freddo, né a caldo, ma solo eventualmente oltre il loro punto di fusione. Essi sono: platino, palladio, iridio, rodio, osmio, rutenio, oro e argento; quest'ultimo non viene però considerato in odontotecnica un metallo nobile in quanto annerisce facilmente anche a temperatura ambiente. Struttura dei metalli Nella pratica odontotecnica vengono utilizzati principalmente l'oro, l'argento, il platino ed il palladio come metalli nobili ai quali viene spesso aggiunto il rame, per formare leghe che corrispondono pienamente alle proprietà desiderate per una protesi. È importante notare che dette proprietà sono possibili per la natura degli elementi, ma anche per la loro identica struttura cristallina; infatti presentano tutti un sistema cristallino cubico a facce centrate. Sistemi cristallini: i sette sistemi cristallini sono: cubico, tetragonale, ortorombico, trigonale, esagonale, monoclino e triclino. Ogni sistema cristallino comprende uno o più reticoli cristallini, i quali si differenziano per la disposizione delle particelle. I reticoli possono essere: semplice, a corpo centrato, a facce centrate, a base centrata. Le particelle che costituiscono i solidi possono essere: molecole, atomi o ioni. Poiché in ogni punto reticolare possono essere presenti particelle di tipo diverso a seconda della natura della sostanza che si desidera, sebbene vi siano solo 14 tipi di reticoli cristallini, vi è praticamente un numero infinito di strutture cristalline nelle quali molecole, atomi o ioni diversi sono associati a ciascun punto del reticolo. Proprietà dei metalli in odontotecnica Per assolvere i requisiti richiesti nella costruzione di una protesi, i metalli utilizzati devono rispondere a determinate proprietà. Proprietà fisiche Riguardano la natura dei metalli, ed in particolare dobbiamo tenere presenti le seguenti proprietà: a) Peso specifico: è il rapporto tra il peso ed il volume e può variare in base alla temperatura. È particolarmente importante nella costruzione di protesi scheletriche in quanto queste ultime formano la base per ulteriori ricostruzioni protesiche; è quindi opportuno che siano il più leggere possibile. Per queste protesi vengono perciò utilizzate le cosiddette leghe stelliti formate da cromo e cobalto con l'aggiunta di molibdeno e nichel; questi elementi hanno peso specifico inferiore a quello dei metalli nobili. b) Dilatazione termica: è la tendenza degli elementi ad espandersi in ogni direzione sotto l'azione del calore (dilatazione volumetrica e lineare). I coefficienti di dilatazione degli elementi sono in genere inversamente proporzionali alla temperatura di fusione, infatti l'elemento che ha il coefficiente di dilatazione più basso è il platino, seguito dai metalli più affini. In odontotecnica è importante utilizzare leghe con basso coefficiente di dilatazione termica, per ristabilire
accuratamente tutte le zone della protesi (fusione) e facilitare l'unione dei pezzi metallici nella saldatura. c) Conducibilità di calore: è l'attitudine di un corpo che permette il passaggio di calore da un punto all'altro del corpo stesso. Ha stretta connessione con la dilatazione termica e ne ricalca i requisiti. d) Temperatura di fusione: i metalli presentano, come tutti gli elementi, una temperatura specifica che segue il passaggio dallo stato solido a quello liquido. Raggiunta questa temperatura, il calore fornito permette a questa di rimanere costante al fine di vincere la forza di coesione molecolare e quindi portare l'elemento allo stato liquido (calore latente di fusione); solo quando la forza di coesione molecolare è completamente vinta, e l'elemento è liquido, la temperatura riprende a salire. Proprietà chimiche Riguardano il comportamento dei metalli nei confronti di agenti esterni e la loro reazione è dovuta alle caratteristiche che li distinguono. a) Corrosione: consiste nella progressiva degradazione del materiale fino ad arrivare all'eventuale distruzione. In odontotecnica possiamo avere tre tipi di corrosione: Chimica: data dalla reazione dei cibi nel cavo orale; Biologica: data da enzimi e batteri nel cavo orale; Elettrochimica: riguarda il comportamento delle protesi metalliche ed è quella che ci interessa maggiormente. b) Ossidazione: tutti i metalli hanno la tendenza a combinarsi con l'ossigeno a diverse temperature. I metalli usati in odontotecnica non devono combinarsi a freddo con l'ossigeno perché potremmo avere la decolorazione della protesi ed eventuali punti di rottura (se l'ossidazione deriva da un trattamento termico). c) Solfatazione: è la combinazione degli elementi con i derivati dello zolfo presenti nell'aria; un tipico esempio è dato dall'annerimento dell'argento. Per questo motivo nella composizione delle leghe odontotecniche le percentuali devono essere ridotte. Proprietà meccaniche Sono proprietà derivanti da specifiche prove alle quali vengono sottoposti i campioni metallici. a) Resistenza alla trazione: si calcola applicando una forza di trazione costante e continua fino alla rottura; il coefficiente di allungamento prima di questa ci dà il grado di resistenza alla trazione. b) Resistenza alla torsione: si calcola applicando una forza torsionale ad un filo di 1 mm di diametro fino ad arrivare alla rottura; il coefficiente di resistenza alla torsione sarà dato dalla lunghezza che ha raggiunto il filo prima della rottura. L'elemento che presenta il coefficiente più alto di resistenza alla trazione e torsione è il platino. c) Elasticità: è la proprietà dei materiali di subire una deformazione temporanea e ritornare allo stato primitivo senza subire rotture o cedimenti. d) Resilienza: è la capacità degli elementi di resistere agli urti provenienti da diverse direzioni, si calcola mediante la prova del pendolo di Charpy.

e) Durezza: è la resistenza alla deformazione da parte di un corpo esterno. Si può calcolare mediante le prove di: Brinell, Vickers, Rockwell, Shore. Può essere utilizzata la scala di Mohs. f) Resistenza alla compressione: viene calcolata applicando la forza di compressione sull'asse longitudinale del campione metallico con un carico e per un tempo determinato. Il coefficiente di resistenza alla compressione sarà dato dalla lunghezza che presenta il campione dopo la prova. In odontotecnica è importante che i metalli utilizzati abbiano alti coefficienti di tutte le prove meccaniche perché devono resistere alle sollecitazioni del carico masticatorio provenienti dalle diverse direzioni, al fine di salvaguardare sia l'integrità della protesi che quella dei tessuti orali. Proprietà tecnologiche Riguardano la lavorabilità dei metalli nella costruzione delle protesi odontocniche. a) Malleabilità: è la proprietà che hanno i metalli di essere ridotti in lamine sottilissime (il più malleabile è l'oro). b) Duttilità: è la capacità dei metalli di essere ridotti in fili sottilissimi (il più duttile è il platino). c) Temperabilità: è l'attitudine degli elementi a lasciarsi temperare mediante il rapido raffreddamento (acqua, alcool, olio). Viene fissata a temperatura ambiente la struttura molecolare dell'elemento riscaldato, aumentandone sensibilmente la durezza. d) Saldabilità: è l'attitudine dei metalli a combinarsi con altri elementi mediante limitato apporto di calore; in odontotecnica utilizziamo la brasatura facendo attenzione alla continuità del reticolo cristallino (azione capillare) per evitare punti di rottura. e) Fluidità: è la capacità degli elementi allo stato liquido di penetrare in cavità di dimensioni ben definite. È una proprietà indispensabile per i metalli usati in odontotecnica in quanto durante le fusioni la lega utilizzata deve penetrare perfettamente nelle cavità del rivestimento lasciate libere dalla vaporizzazione della cera. f) Fusibilità: è l'attitudine dei metalli di passare dallo stato solido a quello liquido ed è perciò in stretta connessione con la temperatura di fusione. g) Plasticità: è la caratteristica degli elementi a lasciarsi deformare permanentemente sotto l'azione di una forza pur mantenendo le loro caratteristiche (è il contrario dell'elasticità). Metalli usati in odontotecnica In odontotecnica vengono usate leghe nobili formate principalmente da oro, argento e rame; sono inoltre presenti in genere altri elementi come il platino, il palladio ed in alcuni casi: zinco, iridio e rutenio. La composizione di queste leghe può variare secondo l'impiego, comunque deve avere una adeguata resistenza alla corrosione nel cavo orale. 1) Oro (Au). Ha una temperatura di fusione di 1063 °C, densità 19,3 gr/ cm³, durezza Brinell 25, ed è costituito da un sistema cristallino cubico a facce centrate. È il metallo più malleabile, non si ossida all'aria ed è poco reattivo con la maggioranza delle sostanze (può essere attaccato particolarmente dall'acqua regia che è una soluzione di acido nitrico e acido cloridrico). Allo stato puro è un metallo molto tenero e poco resistente, per questo motivo viene usato con altri metalli nelle leghe odontotecniche per ottenere proprietà meccaniche molto più elevate. È importante che nella pratica odontotecnica l'oro non sia contaminato da impurità che possono influire marcatamente sulle proprietà della lega: la presenza di piccole percentuali di piombo rende l'oro
molto fragile; il mercurio genera un impoverimento delle proprietà. Si deve perciò evitare di miscelare con leghe nobili tracce di leghe contenenti piombo, bismuto ed altri elementi o amalgami contenenti mercurio. Nei trattamenti termici bisogna fare attenzione a utilizzare crogioli diversi, e nella collocazione della protesi bisogna controllare che questa non entri in contatto con eventuali otturazioni. L'oro è il principale componente delle leghe nobili usate in odontotecnica ed impartisce loro una elevata resistenza alla corrosione, ed essendo uno dei metalli più pesanti, conferisce anche una elevata densità. 2) Rame (Cu). Ha una temperatura di fusione di 1083 °C, durezza Brinell 35, densità 8,39 gr/ cm³ e presenta un sistema cristallino cubico a facce centrate. È un metallo duttile e malleabile ed è un buon conduttore di elettricità e calore; viene aggiunto all'oro principalmente per ottenere delle leghe aventi una durezza ed una resistenza meccanica elevate. Un fattore importante che concerne il rame è la sua capacità di abbassare la temperatura di fusione delle leghe odontotecniche e ridurre l'intervallo di fusione; questo facilita la fusione delle leghe e riduce la tendenza alla segregazione dei grani durante la solidificazione, aumentando così l'omogeneità delle leghe stesse. Bisogna però considerare che il rame non è un metallo nobile, di conseguenza ha bassa resistenza alla corrosione, è perciò usato in percentuali limitate. 3) Argento (Ag). Ha temperatura di fusione 960 °C, durezza Brinell 26, densità 10,49 gr/ cm³. Il sistema cristallino è cubico a facce centrate, è un metallo duttile e malleabile ed è il miglior conduttore di calore ed elettricità. È leggermente più duro dell'oro, ma meno del rame, ma presenta il grave inconveniente della solfatazione (si combina con lo zolfo, il cloro ed il fosforo, o con i vapori ed i composti di questi elementi eventualmente presenti nell'aria -anidride solforosa). I cibi contenenti composti dello zolfo, generano dei marcati annerimenti dell'argento a causa della formazione del solfuro d'argento sulla superficie della protesi. L'argento trovandosi allo stato liquido tende a sciogliere consistenti quantità di ossigeno rendendo difficoltose le operazioni di fusione ed ottenendo superfici ruvide e porose; unendosi però con il rame viene notevolmente ridotta questa caratteristica, infatti l'argento viene impiegato nelle leghe in percentuale ridotta. Il vantaggio che l'argento porta alle leghe è quello di migliorare la resistenza meccanica essendo più duro dell'oro. 4) Platino (Pt). Ha una temperatura di fusione di 1769 °C, durezza Brinell 48 e densità 21,45 gr/ cm³ ed un sistema cristallino cubico a facce centrate. Gli effetti della sua presenza nelle leghe sono: aumenta notevolmente la durezza, la resistenza meccanica, la resistenza alla corrosione e la temperatura di fusione. Il suo impiego è però in genere piuttosto limitato (sempre inferiore al 10%) per il costo elevato ed essendo sostituito dal palladio che ha proprietà simili. 5) Palladio (Pd). Ha una temperatura di fusione di 1552 °C, durezza Brinell 50, densità 12,02 gr/ cm³, ed il sistema cristallino cubico a facce centrate. Viene impiegato come sostitutivo del platino nelle leghe avendo caratteristiche simili. Presenta però alcuni inconvenienti: allo stato liquido scioglie notevoli quantità di idrogeno, si possono ottenere quindi, dopo la solidificazione, delle superfici porose (è quindi opportuno utilizzare macchinari di fusione che evitino questo inconveniente); il palladio ha anche la tendenza ad elevare la temperatura di fusione delle leghe ed a schiarirle molto più del platino; per le considerazioni fatte possiamo dire che le percentuali di palladio devono essere inferiori al 10%. 6) Zinco (Zn). Ha una temperatura di fusione di 420 °C, durezza Brinell 35, densità 7,15 gr/ cm³ ed il sistema cristallino esagonale compatto. Viene utilizzato nelle leghe in minime percentuali (non superiori al 3%), ma presenta alcune caratteristiche molto importanti: abbassando la temperatura di fusione delle leghe, aumenta la fluidità allo stato liquido favorendo la precisione nelle operazioni di fusione e saldatura, inoltre

riduce l'ossidazione degli altri metalli componenti la lega ossidandosi per primo (l'ossido di zinco che si forma durante la fusione non viene inglobato nella lega liquida, ma galleggia su questa e non viene trattenuto all'interno della fusione quando questa è ultimata). Altri costituenti Oltre agli elementi citati, le leghe usate in odontotecnica contengono altri elementi in concentrazioni molto piccole; tra queste abbiamo: indio (presente come disossidante al posto dello zinco); iridio o rutenio (presenti come agenti nucleanti aventi lo scopo di produrre fusioni con grani di piccole dimensioni). Leghe usate in odontotecnica Le leghe usate in odontotecnica si dividono principalmente in due grandi gruppi: leghe nobili e leghe non nobili. Tra le prime distinguiamo: leghe d'oro per fusioni, leghe per saldatura o d'apporto, leghe per ricostruzioni dirette, leghe per tecniche metallo-ceramica. Tra le leghe non nobili distinguiamo: acciai inossidabili, leghe stelliti. Leghe nobili 1)Leghe d'oro per fusioni: sono utilizzate per la costruzione di protesi mediante la fusione a cera persa, e vengono suddivise in quattro tipi secondo le specifiche lavorazioni: a) leghe tenere: sono formate principalmente da oro, argento e rame; sono notevolmente duttili e malleabili e possono essere facilmente deformate plasticamente a freddo. Il loro impiego è limitato alla costruzione di intarsi non sollecitati o solo leggermente sollecitati durante la masticazione; hanno scarso impiego b) leghe medie: sono simili alle precedenti, ma contengono piccole percentuali di palladio e platino. Vengono impiegate nella ricostruzione di tutti i tipi di intarsi e possono essere utilizzate anche nella costruzione di corone quando queste hanno una struttura metallica sufficientemente resistente. c) leghe dure: rispetto alle altre contengono palladio e platino in proporzioni leggermente maggiori, presentano di conseguenza proprietà meccaniche più elevate; sono impiegate per la costruzione di corone, ponti e intarsi. d) leghe extradure: contengono platino e palladio in concentrazioni consistenti (fino al 12%); vengono impiegate per la costruzione di protesi a ponte circolare, corone, intarsi e protesi scheletriche. Sono le più dure e resistenti. 2) Leghe per saldatura o d'apporto: si trovano sotto forma di fili e strisce metalliche e servono per le brasatura usate in odontotecnica. La loro composizione deve permettere la corretta azione capillare affinché, a trattamento termico ultimato, possiamo avere la continuità del reticolo cristallino evitando punti di rottura. Esistono in commercio diverse leghe d'apporto, ma i componenti sono sempre gli stessi anche se con percentuali diverse; la più usata ha la seguente composizione: oro (componente base) presente all'81%, gli altri due componenti base sono argento 8% e rame 7%; a questi vengono aggiunti: lo zinco 2% (per aumentare la fluidità della lega) e lo stagno 2% (per abbassare la temperatura di fusione che deve sempre essere inferiore a quella della lega base). 3) Leghe per ricostruzioni dirette: sono leghe che vengono impiegate per l'esecuzione di ricostruzioni dentarie (otturazioni) direttamente nel cavo orale. Sono particolari leghe a base di:
argento, rame, zinco e stagno che vengono miscelati con il mercurio e prendono il nome di amalgami. 4) Leghe per tecniche metallo-ceramica: questo tipo di leghe deve rispondere a particolari requisiti onde permettere l'unione chimica con la struttura in porcellana. Devono anche avere un punto di fusione piuttosto elevato e buona resistenza meccanica alla trazione ed alla torsione; in commercio ne abbiamo diversi tipi e ne elencheremo solo alcuni: a) lega a base di oro-platino-palladio: sono composte da questi elementi con l'oro in percentuali maggiori (dall'80% al 90%), gli altri due metalli e l'aggiunta di argento, indio e stagno in piccolissime percentuali. b) lega a base di palladio: sono composte da questo elemento per il 70-80% con l'aggiunta di stagno, gallio ed oro in piccole concentrazioni; vanno utilizzate con particolare attenzione vista la loro composizione. c) leghe non nobili per metallo-ceramica: abbiamo diversi tipi di queste leghe che utilizzano percentuali diversificate dei seguenti metalli: cromo, cobalto, molibdeno, tungsteno, nichel, titanio, (ed in alcuni casi) ferro in piccole percentuali. Leghe non nobili Acciai inossidabili: in odontotecnica vengono utilizzati gli acciai 18/8 e 18/10; così definiti per le percentuali di cromo e nichel, mentre il maggior componente è il ferro (con il reticolo cristallino cubico a facce centrate). A questi elementi aggiungiamo carbonio, manganese e silicio in piccole quantità, vengono impiegati per ganci, archi, bande e lavorazioni simili (non sono più usati in protesi fissa). Leghe stelliti: derivano dalle leghe industriali di cobalto. Furono introdotte da Maynes che le definì stelliti per la caratteristica lucentezza superficiale; presentano una considerevole durezza, resistenza meccanica, alla corrosione ed un basso peso specifico in rapporto alle suddette proprietà. Sono formate dalle diverse combinazioni di cromo, cobalto, molibdeno e nichel; vengono utilizzate per la costruzione di protesi scheletriche.
LEGHE NOBILI DA COLATA
COMPOSIZIONE: 1-Au: malleabilità,duttilità,resistenza alla corrosione,aumenta il peso specifico,colore giallo. 2-Ag: duttilità,aumenta la durezza,si offusca perchè forma Ag2S (nero),è di colore biancastro. 3-Pd: aumenta Tf la durezza e la resistenza alla corrosione,a caldo assorbe H2. 4-Pt: durezza,aumenta il peso specifico,resiste alla corrosione,alza la Tf. 5-Cu: durezza,resistenza,(rende possibile i trattamenti termici,vedi D.D.S Au Cu) 6-Zn: Disossidante. 7-Indio e Rutenio in concentrazione bassa sono microalliganti e l' Indio si usa come disossidante al posto dello zinco. Leghe che hanno un'elevata resistenza alla corrosione e all'ossidazione a caldo , stabilità chimica, compatibilità con l'organismo,sono usate nella fusione a cera persa. PASSI DI LAVORAZIONE: Sviluppo delle impronte , modellazione in cera, applicazione dei perni di colata, messa in rivestimento a legante fosfatico o gessoso, preriscaldamento in forno , fusione e colata , recupero del getto , decappaggio, rifinitura e lucidatura. Leghe a bassa tf tra 850°-1050°c per protesi in oro-resina Leghe ad alta tf tra 900°-1100° per protesi in metallo-porcellana UTILIZZO: Tenere : molto malleabili e duttili, elevata % di Au si deformano plasticamente, intervallo di fusione tra 950°-1050°c.Sono usate per intarsi non sottoposti a carichi masticatori. Medie: sono usate per tutti i tipi di intarsi il loro intervallo di fusione è tra 920°-990°c. Dure : conferiscono durezza e resistenza meccanica sono usate per corone e ponti , sono suscettibili a trattamenti termici per la variazione di durezza 910°-970°c. Extradure : le meno duttili e malleabili e più resistenti , anch'esse sono suscettibili a trattamenti termici 890°-940°c , sono impiegate per scheletrati o ponti molto estesi e sollecitati , per gli scheletrati si usano le stelliti , che pesano meno e costano meno. TRATTAMENTI TERMICI: trattamento di addolcimento : viene effettuatoper portare la lega in condizioni di massima duttilità e minima durezza. trattamento di indurimento: avviene dopo il trattamento di addolcimento che porta aumento della durezza e diminuzione della duttilità ; durante il raffredamento lento si ha il passaggio da disordine a ordine chiamato super reticolo. CLASSIFICAZIONE IN BASE ALLA COMPOSIZIONE: Leghe d' oro gialle economiche : sono state introdotte in campo dentale a causa dell'elevato costo delle leghe nobili , la concentrazione di oro varia dal 20-65%.Il loro peso specifico è compreso fra 11 e 15 .Possono essere fuse in crogioli di grafite con rivestimento a legante fosfatico o gessoso. Può verificarsi il fenomeno dell'offuscamento. Leghe Au-Ag-Pd : presentano u n intervallo di fusione tra 900°-1100°c, si devono fondere con crogioli di grafite , basso peso specifico , necessitano , durante la fusione di un'adeguatavelocità angolare.
Gesso COMPOSIZIONE : è un solfato di calcio biidrato che durante la calcinazione perde i 3/4 di acqua di cristallizazzione. calcinazine : è un processo di parziale disidratazione a cui viene sottoposto il gesso biidrato per traformarlo in gesso da presa 2(CaSO è possibile effettuare la cottura sia a secco che a umido per ottenere i diversi tipi di semiidrati .La reazione di persa è dovuta alla differenza di solubilità in acqua fra il semiidrato e il biidrato. IMPIEGHI: come materiale anelastico per impronte, per modelli , per monconi , per procedimenti in muffola , per modelli studio, ecc... PROPRIETÀ RICHIESTE AL GESSO PER MODELLI : stabilità dimensionale , durezza e resistenza meccanica , tempo di presa breve , precisione , superfici liscie , inalterabilità chimica , compatibilità col materiale per impronta. PRODUZIONE DEL GESSO DA PRESA : frantumazione , calcinazione , macinazione , setacciatura . FATTORI CHE INFUENZANO IL TEMPO DI PRESA: rapporto a\p , t acqua d'impasto ,tempo di miscelazione , additivi ,. granulometria. FATTORI CHE INFUENZANOLA RESISTENZA: rapporto A/P , tempi di miscelazione FATTORI CHE INFUENZANO L'ESPANSIONE DI PRESA: RapportoA/P , additivi antiespansione , tempo di miscelazione . Materie plastiche in campo dentale REQUISITI FONDAMENTALI: buone qualità meccaniche,colori simili ai tessuti della cavità orale,elevata stabilità di colore nel tempo,basso costo,resistenza agli agenti chimici , insapore , inodore , atossica enon irritante,basso grado di assorbimento,facilmente riparabile,basso peso specifico,basssa conducibilità termica,minime variazioni dimensionali RESINE ACRILICHE: sono da quelle da più lungo tempo utilizzate in campo protetico e sono classificate in:termopolimerizzabili (necessitano di un ciclo termico) Autopomerizzabili (la reazione ha inizio grazie alla dimetil-paratoluina che è in gradio di attivare chimicamente il perossido di benzoile) Modificate (sono state prodotte per migliorare alcune proprietà delle resine acriliche a base di PMMA)
IMPIEGHI: corone a giacca,weneer,base per protesi mobili totali e parziali,selle per protesi scheletrate,ribasature permanenti,porta impronte individuali,riparazioni,ponti e corone provvisorie,basi per ortodonzia mobile intraorale,basi di protesi,denti artificiali prefabbricati..... STATO DI FORNITURA: LIQUIDO: è costituito principalmente da metilmetraclinato(Te=100,2°c) idrochinone (inibitore che evita la polimerizzazione accidentale),sostanze articolanti plastificanti. POLVERE:è il risultato della riduzione in granulidel PMMA,per ossido di benzoile (iniziatore che ha la funzione di dar luogo a radicali liberi), pigmenti inorganici , opacizzanti , fibre . CICLO TERMICO DI POLIMERIZZAZIONE : A umido: riscaldamento in 30 min. a circa 70°c e mantenimento a tale temperatura per 30-60min.;a questa temperatura ha inizio la reazione .Riscaldamento a 100°c in circa 15 min. e mantenimento per 30-60min.Il tutto avviene con l' impiego di un polimerizzatore. A secco: e necessario l' impiego di un adatto forno munito di temporizzatore e termoregolatore (durata di circa 8 ore ). POLISTIRENE: è utilizzato limitatamente in campo dentale per la realizzazione di basi protesiche a causa dei procedimenti di lavorazione complessi e della necessità di adeguate apparecchiature ; presentano maggior durezza e minor dilatazione termica , solubilità e assorbimento d'acqua è più basso peso specifico . RESINE ACRILICHE: sono prodotti della poliaddizione della formaldeide e possiedono un'ottima stabilità dimensionale, elevata resistenza ai solventi , all'abrasione e a fatica ; vengono lavorate treamite pressoiniezione a caldo e utilizzate per realizzare :ganci estetici per scheletrati , pernimoncone , provvisori ,.......... POLICARBONATI: sono resine termoplastiche costituite da poliesteri aromatici lineari dell'acido carbonico; il più utilizzzato è il policarbonato da bisfenolo A.Hanno buona resistenza ai raggi ultravioletti all'ozoto, all'ossigeno, ai liquidi organici ,.... In campo dentale trovano limitata applicazione per la realizzazione di basi per protesi mobili. RESINE COMPOSITE: esse si differenziano per la natura chimica del monomero : a base di monomero di bowen, abase di uretano dimetacrilato , a base di policarbonato dimetacrilato . Sono comunementeutilizzate in odontoiatria conservativa e protetica per : intarsi , portanpronte individuali , ricostruzioni di cavita cariose ..... COPOLIMERI VINIL ACRILICI : la polvere è costituita da un copolimero ottenuto dalla copolimerizzazione di acetato di vinile e clorurodi vinile ; presentano maggiore peso specifico duttilità e resistenza agli urti , minor rigidità , solubilità e assorbimento d'acqua . Sono utilizzate per protesi mobili totali e parziali tramite iniezione.
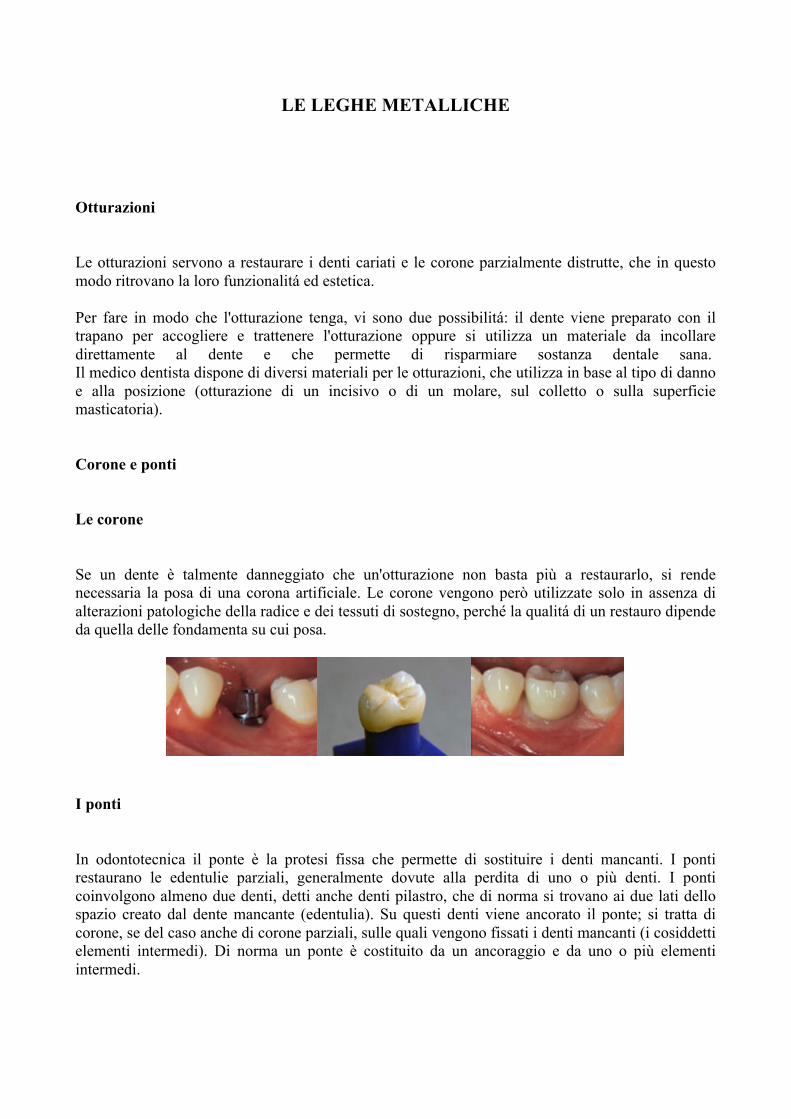
LE LEGHE METALLICHE
Otturazioni Le otturazioni servono a restaurare i denti cariati e le corone parzialmente distrutte, che in questo modo ritrovano la loro funzionalitá ed estetica. Per fare in modo che l'otturazione tenga, vi sono due possibilitá: il dente viene preparato con il trapano per accogliere e trattenere l'otturazione oppure si utilizza un materiale da incollare direttamente al dente e che permette di risparmiare sostanza dentale sana. Il medico dentista dispone di diversi materiali per le otturazioni, che utilizza in base al tipo di danno e alla posizione (otturazione di un incisivo o di un molare, sul colletto o sulla superficie masticatoria). Corone e ponti Le corone Se un dente è talmente danneggiato che un'otturazione non basta più a restaurarlo, si rende necessaria la posa di una corona artificiale. Le corone vengono però utilizzate solo in assenza di alterazioni patologiche della radice e dei tessuti di sostegno, perché la qualitá di un restauro dipende da quella delle fondamenta su cui posa.
I ponti In odontotecnica il ponte è la protesi fissa che permette di sostituire i denti mancanti. I ponti restaurano le edentulie parziali, generalmente dovute alla perdita di uno o più denti. I ponti coinvolgono almeno due denti, detti anche denti pilastro, che di norma si trovano ai due lati dello spazio creato dal dente mancante (edentulia). Su questi denti viene ancorato il ponte; si tratta di corone, se del caso anche di corone parziali, sulle quali vengono fissati i denti mancanti (i cosiddetti elementi intermedi). Di norma un ponte è costituito da un ancoraggio e da uno o più elementi intermedi.
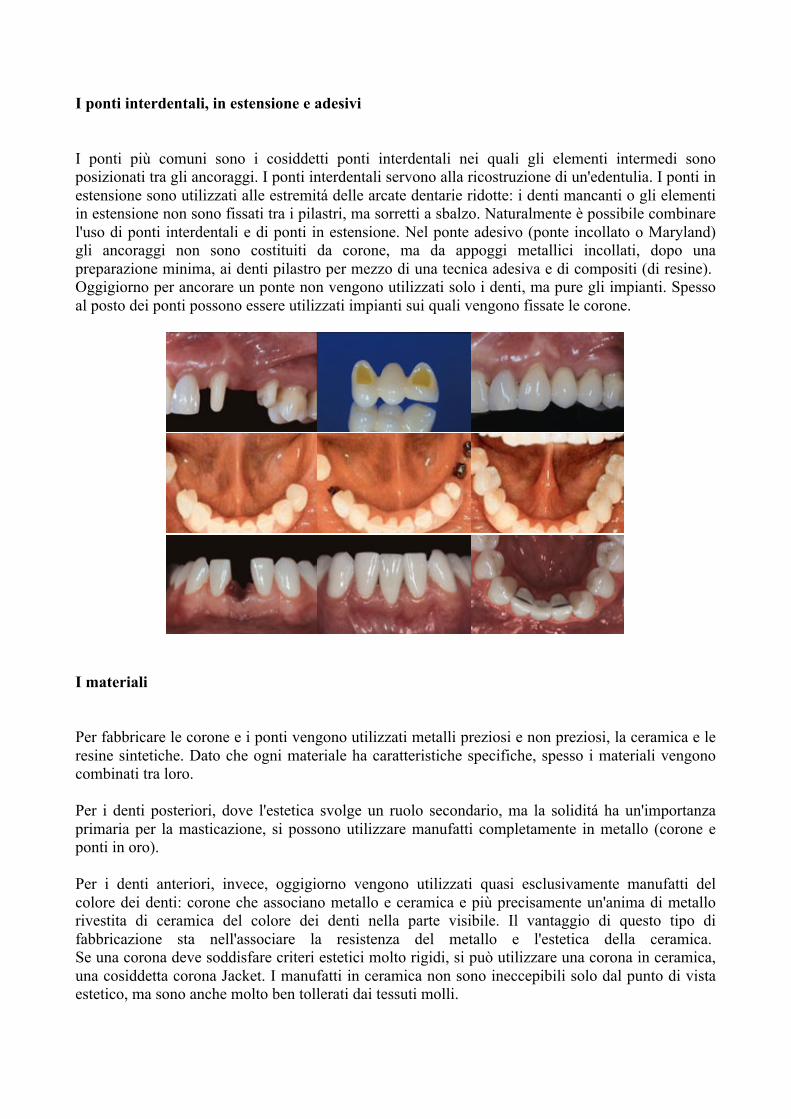
I ponti interdentali, in estensione e adesivi I ponti più comuni sono i cosiddetti ponti interdentali nei quali gli elementi intermedi sono posizionati tra gli ancoraggi. I ponti interdentali servono alla ricostruzione di un'edentulia. I ponti in estensione sono utilizzati alle estremitá delle arcate dentarie ridotte: i denti mancanti o gli elementi in estensione non sono fissati tra i pilastri, ma sorretti a sbalzo. Naturalmente è possibile combinare l'uso di ponti interdentali e di ponti in estensione. Nel ponte adesivo (ponte incollato o Maryland) gli ancoraggi non sono costituiti da corone, ma da appoggi metallici incollati, dopo una preparazione minima, ai denti pilastro per mezzo di una tecnica adesiva e di compositi (di resine). Oggigiorno per ancorare un ponte non vengono utilizzati solo i denti, ma pure gli impianti. Spesso al posto dei ponti possono essere utilizzati impianti sui quali vengono fissate le corone.
I materiali Per fabbricare le corone e i ponti vengono utilizzati metalli preziosi e non preziosi, la ceramica e le resine sintetiche. Dato che ogni materiale ha caratteristiche specifiche, spesso i materiali vengono combinati tra loro. Per i denti posteriori, dove l'estetica svolge un ruolo secondario, ma la soliditá ha un'importanza primaria per la masticazione, si possono utilizzare manufatti completamente in metallo (corone e ponti in oro). Per i denti anteriori, invece, oggigiorno vengono utilizzati quasi esclusivamente manufatti del colore dei denti: corone che associano metallo e ceramica e più precisamente un'anima di metallo rivestita di ceramica del colore dei denti nella parte visibile. Il vantaggio di questo tipo di fabbricazione sta nell'associare la resistenza del metallo e l'estetica della ceramica. Se una corona deve soddisfare criteri estetici molto rigidi, si può utilizzare una corona in ceramica, una cosiddetta corona Jacket. I manufatti in ceramica non sono ineccepibili solo dal punto di vista estetico, ma sono anche molto ben tollerati dai tessuti molli.
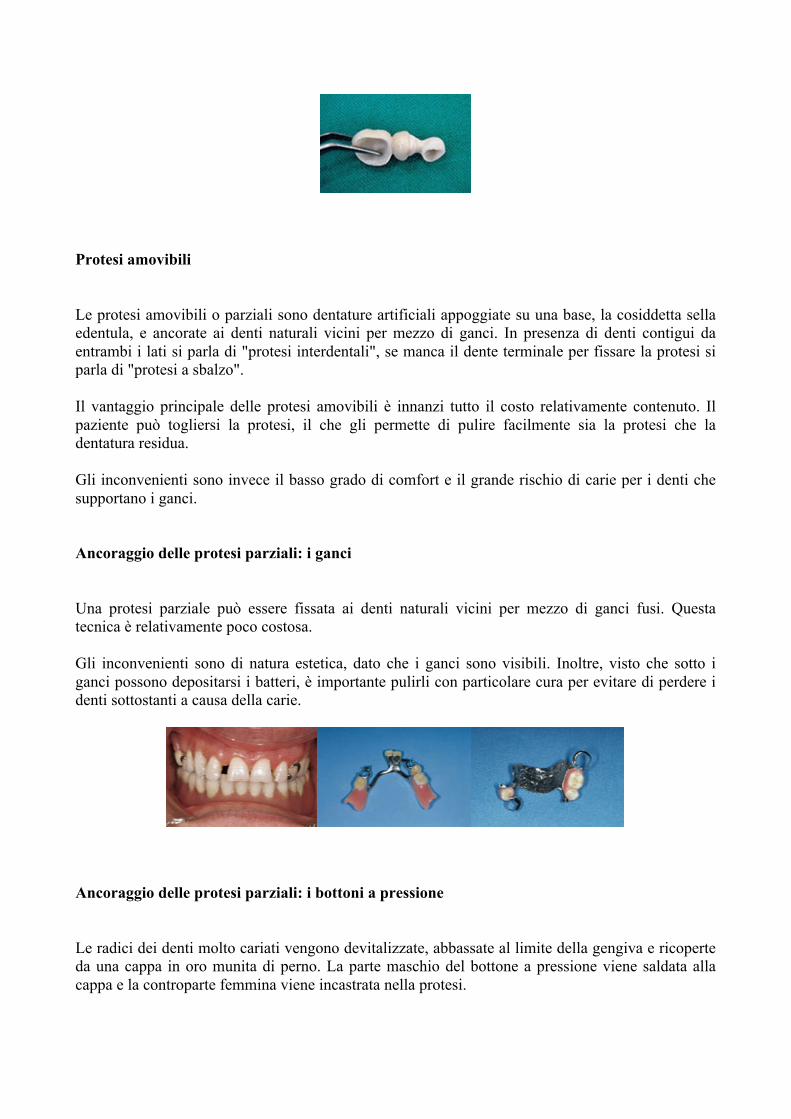
Protesi amovibili Le protesi amovibili o parziali sono dentature artificiali appoggiate su una base, la cosiddetta sella edentula, e ancorate ai denti naturali vicini per mezzo di ganci. In presenza di denti contigui da entrambi i lati si parla di "protesi interdentali", se manca il dente terminale per fissare la protesi si parla di "protesi a sbalzo". Il vantaggio principale delle protesi amovibili è innanzi tutto il costo relativamente contenuto. Il paziente può togliersi la protesi, il che gli permette di pulire facilmente sia la protesi che la dentatura residua. Gli inconvenienti sono invece il basso grado di comfort e il grande rischio di carie per i denti che supportano i ganci. Ancoraggio delle protesi parziali: i ganci Una protesi parziale può essere fissata ai denti naturali vicini per mezzo di ganci fusi. Questa tecnica è relativamente poco costosa. Gli inconvenienti sono di natura estetica, dato che i ganci sono visibili. Inoltre, visto che sotto i ganci possono depositarsi i batteri, è importante pulirli con particolare cura per evitare di perdere i denti sottostanti a causa della carie.
Ancoraggio delle protesi parziali: i bottoni a pressione Le radici dei denti molto cariati vengono devitalizzate, abbassate al limite della gengiva e ricoperte da una cappa in oro munita di perno. La parte maschio del bottone a pressione viene saldata alla cappa e la controparte femmina viene incastrata nella protesi.
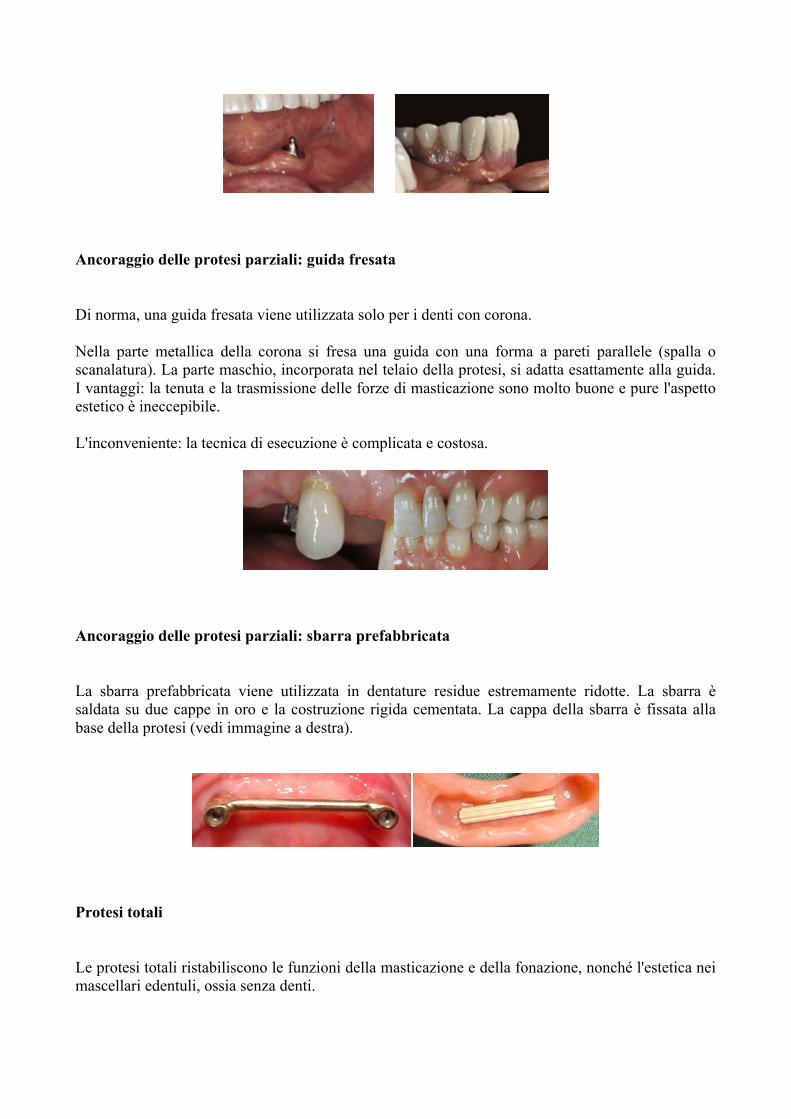
Ancoraggio delle protesi parziali: guida fresata Di norma, una guida fresata viene utilizzata solo per i denti con corona. Nella parte metallica della corona si fresa una guida con una forma a pareti parallele (spalla o scanalatura). La parte maschio, incorporata nel telaio della protesi, si adatta esattamente alla guida. I vantaggi: la tenuta e la trasmissione delle forze di masticazione sono molto buone e pure l'aspetto estetico è ineccepibile. L'inconveniente: la tecnica di esecuzione è complicata e costosa.
Ancoraggio delle protesi parziali: sbarra prefabbricata La sbarra prefabbricata viene utilizzata in dentature residue estremamente ridotte. La sbarra è saldata su due cappe in oro e la costruzione rigida cementata. La cappa della sbarra è fissata alla base della protesi (vedi immagine a destra).
Protesi totali Le protesi totali ristabiliscono le funzioni della masticazione e della fonazione, nonché l'estetica nei mascellari edentuli, ossia senza denti.
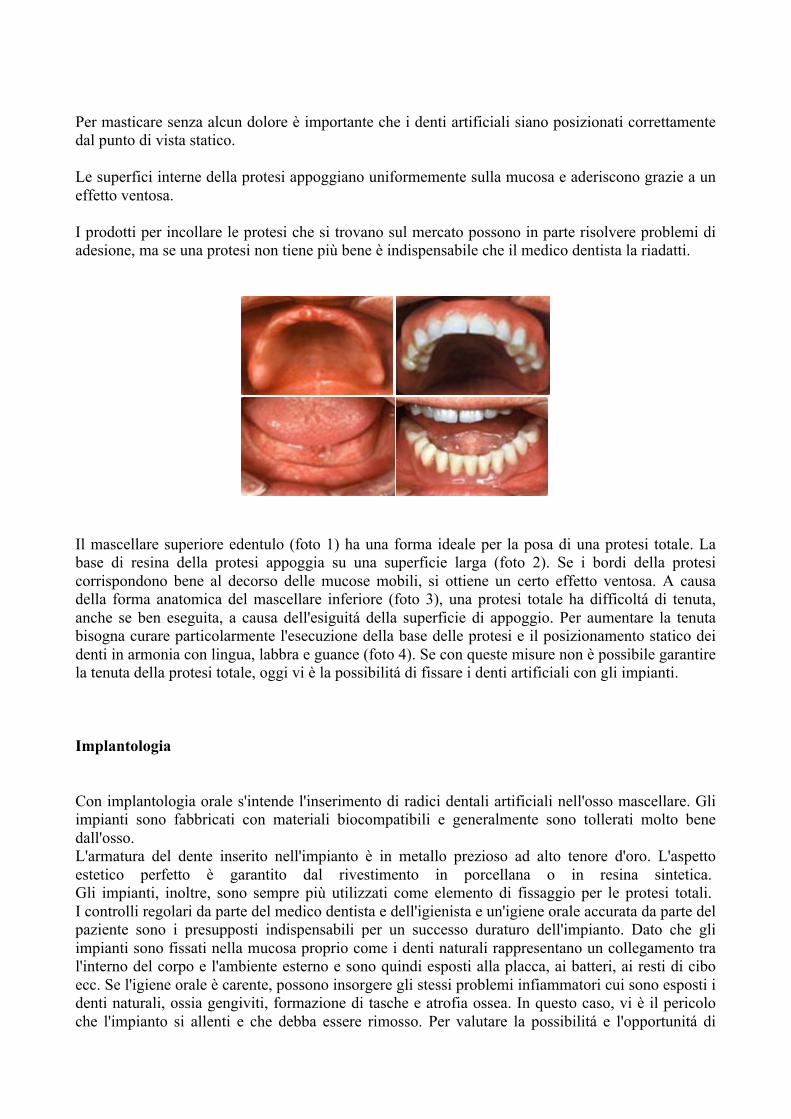
Per masticare senza alcun dolore è importante che i denti artificiali siano posizionati correttamente dal punto di vista statico. Le superfici interne della protesi appoggiano uniformemente sulla mucosa e aderiscono grazie a un effetto ventosa. I prodotti per incollare le protesi che si trovano sul mercato possono in parte risolvere problemi di adesione, ma se una protesi non tiene più bene è indispensabile che il medico dentista la riadatti.
Il mascellare superiore edentulo (foto 1) ha una forma ideale per la posa di una protesi totale. La base di resina della protesi appoggia su una superficie larga (foto 2). Se i bordi della protesi corrispondono bene al decorso delle mucose mobili, si ottiene un certo effetto ventosa. A causa della forma anatomica del mascellare inferiore (foto 3), una protesi totale ha difficoltá di tenuta, anche se ben eseguita, a causa dell'esiguitá della superficie di appoggio. Per aumentare la tenuta bisogna curare particolarmente l'esecuzione della base delle protesi e il posizionamento statico dei denti in armonia con lingua, labbra e guance (foto 4). Se con queste misure non è possibile garantire la tenuta della protesi totale, oggi vi è la possibilitá di fissare i denti artificiali con gli impianti. Implantologia Con implantologia orale s'intende l'inserimento di radici dentali artificiali nell'osso mascellare. Gli impianti sono fabbricati con materiali biocompatibili e generalmente sono tollerati molto bene dall'osso. L'armatura del dente inserito nell'impianto è in metallo prezioso ad alto tenore d'oro. L'aspetto estetico perfetto è garantito dal rivestimento in porcellana o in resina sintetica. Gli impianti, inoltre, sono sempre più utilizzati come elemento di fissaggio per le protesi totali. I controlli regolari da parte del medico dentista e dell'igienista e un'igiene orale accurata da parte del paziente sono i presupposti indispensabili per un successo duraturo dell'impianto. Dato che gli impianti sono fissati nella mucosa proprio come i denti naturali rappresentano un collegamento tra l'interno del corpo e l'ambiente esterno e sono quindi esposti alla placca, ai batteri, ai resti di cibo ecc. Se l'igiene orale è carente, possono insorgere gli stessi problemi infiammatori cui sono esposti i denti naturali, ossia gengiviti, formazione di tasche e atrofia ossea. In questo caso, vi è il pericolo che l'impianto si allenti e che debba essere rimosso. Per valutare la possibilitá e l'opportunitá di
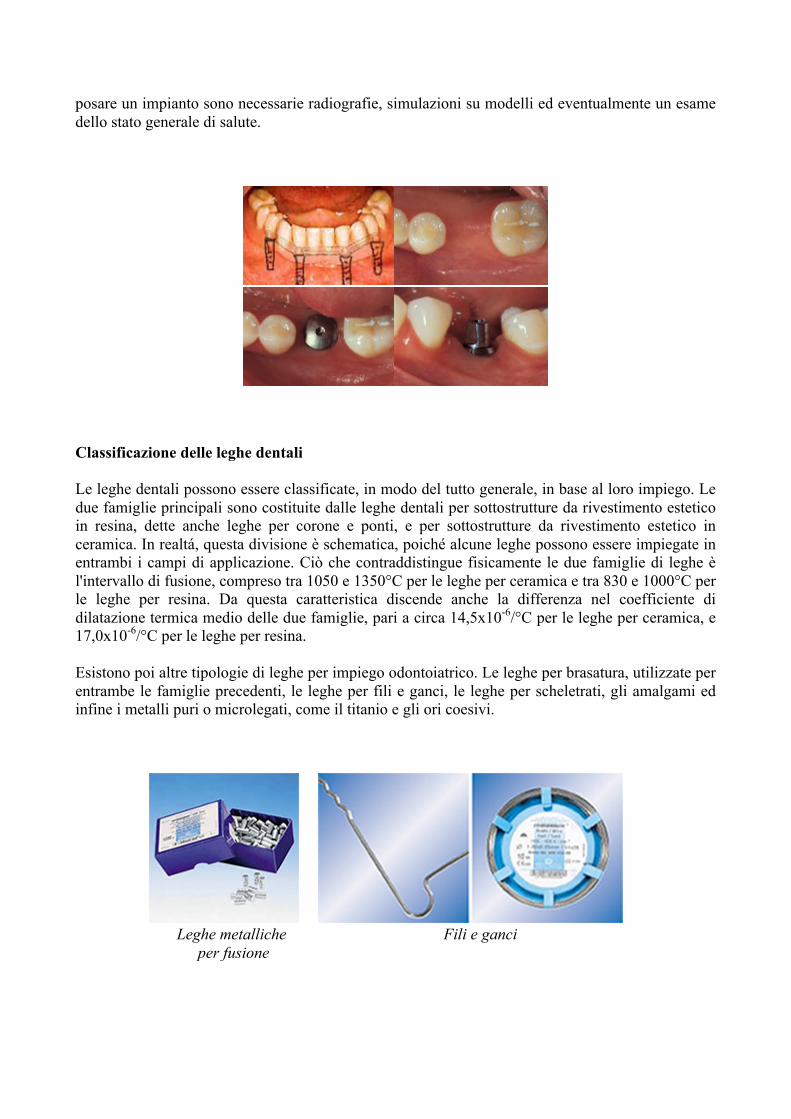
posare un impianto sono necessarie radiografie, simulazioni su modelli ed eventualmente un esame dello stato generale di salute.
Classificazione delle leghe dentali Le leghe dentali possono essere classificate, in modo del tutto generale, in base al loro impiego. Le due famiglie principali sono costituite dalle leghe dentali per sottostrutture da rivestimento estetico in resina, dette anche leghe per corone e ponti, e per sottostrutture da rivestimento estetico in ceramica. In realtá, questa divisione è schematica, poiché alcune leghe possono essere impiegate in entrambi i campi di applicazione. Ciò che contraddistingue fisicamente le due famiglie di leghe è l'intervallo di fusione, compreso tra 1050 e 1350°C per le leghe per ceramica e tra 830 e 1000°C per le leghe per resina. Da questa caratteristica discende anche la differenza nel coefficiente di dilatazione termica medio delle due famiglie, pari a circa 14,5x10-6/°C per le leghe per ceramica, e 17,0x10-6/°C per le leghe per resina. Esistono poi altre tipologie di leghe per impiego odontoiatrico. Le leghe per brasatura, utilizzate per entrambe le famiglie precedenti, le leghe per fili e ganci, le leghe per scheletrati, gli amalgami ed infine i metalli puri o microlegati, come il titanio e gli ori coesivi.
Leghe metalliche per fusione
Fili e ganci
Leghe per sottostrutture da rivestimento estetico in ceramica, o leghe per metallo-ceramica Queste leghe devono presentare alcune caratteristiche fisico-chimiche indispensabili per poter ricevere il rivestimento ceramico che viene sinterizzato sulla loro superficie, dopo che è stato opportunamente modellato e lavorato. La più importante riguarda il loro intervallo di fusione, che deve essere significativamente superiore (almeno 60÷80°C) alle temperature di sinterizzazione delle ceramiche più diffuse (circa 980°C). Ciò allo scopo di evitare deformazioni del modellato metallico durante le varie fasi di cottura della ceramica. La seconda caratteristica fondamentale di queste leghe è data dal loro coefficiente di dilatazione termica, che deve essere leggermente superiore a quello medio delle masse ceramiche. In questo modo, durante i raffreddamenti successivi alle varie fasi di sinterizzazione degli strati ceramici, questi vengono compressi dalla lega che si contrae maggiormente. Lo stato di compressione della ceramica è fondamentale poiché essa, come tutte le sostanze vetrose, resiste bene agli sforzi di compressione, ma è estremamente instabile e si frattura se sottoposta a sforzi di trazione. La terza fondamentale caratteristica di queste leghe è la presenza, in esse, di elementi in grado di formare ossidi superficiali atti a generare un legame chimico con la ceramica. Gli elementi più importanti per questo fine sono l’indio, il gallio, il ferro ed il manganese. Le leghe in oggetto vengono prese in considerazione dalla norma ISO 9693, che prescrive una prova specifica per valutare l'efficacia dell'adesione lega-ceramica. Le leghe per rivestimento estetico in ceramica possono, a loro volta, essere suddivise in cinque famiglie fondamentali: leghe ad alto titolo aureo, leghe ad alto titolo di palladio, leghe a base di oro e palladio, leghe a base di palladio e argento, leghe a base di nichel e cromo.
Esempio di sottostruttura per rivestimento estetico
Leghe ad alto titolo aureo Queste leghe contengono almeno 80% in massa di oro e, mediamente, 90% in peso come somma tra oro e platino. A causa del loro elevato peso specifico (intorno ai 19 g/cm3), sono indicate per l'esecuzione di protesi non eccessivamente estese. Il loro colore è solitamente giallo, con intensitá variabile in funzione del contenuto di palladio, elemento del gruppo del platino, in grado di schiarire il colore giallo dell’oro molto più efficacemente del platino stesso, efficace in questo senso anche se in concentrazioni del 3÷5%. La composizione chimica di queste leghe le rende più affidabili durante la lavorazione ed in grado di sopportare eventuali errori di lavorazione, senza conseguenze irrimediabili. La stessa composizione chimica le rende molto affidabili per l'applicazione in cavitá orale, offrendo la massima biocompatibilitá e resistenza a corrosione. I difetti tipici di queste leghe sono la scarsa resistenza ad alta temperatura, che può sfociare in deformazioni durante le fasi di sinterizzazione delle masse ceramiche, ed il basso modulo elastico insieme con l'elevato peso specifico, che sfavoriscono la realizzazione di strutture estese. La tab. 1 presenta le caratteristiche di alcune tipiche leghe di questa categoria.
Tab. 1. Caratteristiche di composizione di alcune leghe ad alto titolo aureo per sottostrutture da rivestimento estetico in ceramica. Queste leghe sono caratterizzate da elevato peso specifico, bassa durezza e modulo elastico. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
88.7 Au, 9.5 Pt 215 500 1055 1130 19.0 92000 87.0 Au, 10.0 Pt , 1.3 Pd
150 250 1070 1165 18.8 84500
84.0 Au, 13.4 Pt 160 440 1080 1130 18.9 100000 81.5 Au, 13.5 Pt , 1.5 Pd
160 335 1100 1170 19.1 120000
Leghe ad alto titolo di palladio Le leghe ad alto titolo di palladio contengono mediamente il 75% in massa di questo elemento. Sono caratterizzate da elevata durezza e rigiditá (alto modulo di elasticitá). Il palladio conferisce loro un'alta resistenza alla corrosione. Sono indicate per eseguire lavori molto estesi, grazie anche al peso specifico basso che le caratterizza, mediamente pari a 11 g/cm3. Si tratta di leghe la cui lavorazione deve essere eseguita con notevole attenzione poiché il palladio è molto sensibile ad inquinamenti e, in particolare, all'assorbimento di carbonio ed ossigeno che, a loro volta, possono dare origine alla formazione di bolle nella ceramica durante le fasi di cottura, abbandonando la lega ad alta temperatura sotto forma di gas.
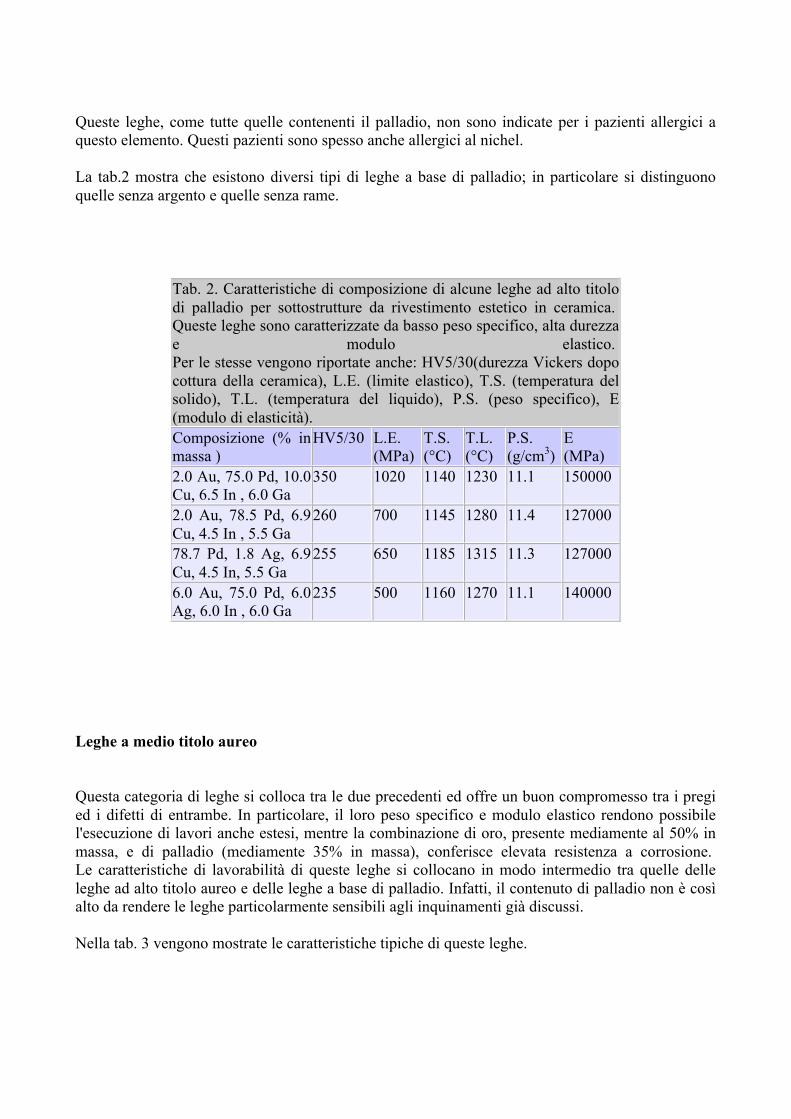
Queste leghe, come tutte quelle contenenti il palladio, non sono indicate per i pazienti allergici a questo elemento. Questi pazienti sono spesso anche allergici al nichel. La tab.2 mostra che esistono diversi tipi di leghe a base di palladio; in particolare si distinguono quelle senza argento e quelle senza rame.
Tab. 2. Caratteristiche di composizione di alcune leghe ad alto titolo di palladio per sottostrutture da rivestimento estetico in ceramica. Queste leghe sono caratterizzate da basso peso specifico, alta durezza e modulo elastico. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
2.0 Au, 75.0 Pd, 10.0 Cu, 6.5 In , 6.0 Ga
350 1020 1140 1230 11.1 150000
2.0 Au, 78.5 Pd, 6.9 Cu, 4.5 In , 5.5 Ga
260 700 1145 1280 11.4 127000
78.7 Pd, 1.8 Ag, 6.9 Cu, 4.5 In, 5.5 Ga
255 650 1185 1315 11.3 127000
6.0 Au, 75.0 Pd, 6.0 Ag, 6.0 In , 6.0 Ga
235 500 1160 1270 11.1 140000
Leghe a medio titolo aureo Questa categoria di leghe si colloca tra le due precedenti ed offre un buon compromesso tra i pregi ed i difetti di entrambe. In particolare, il loro peso specifico e modulo elastico rendono possibile l'esecuzione di lavori anche estesi, mentre la combinazione di oro, presente mediamente al 50% in massa, e di palladio (mediamente 35% in massa), conferisce elevata resistenza a corrosione. Le caratteristiche di lavorabilità di queste leghe si collocano in modo intermedio tra quelle delle leghe ad alto titolo aureo e delle leghe a base di palladio. Infatti, il contenuto di palladio non è così alto da rendere le leghe particolarmente sensibili agli inquinamenti già discussi. Nella tab. 3 vengono mostrate le caratteristiche tipiche di queste leghe.
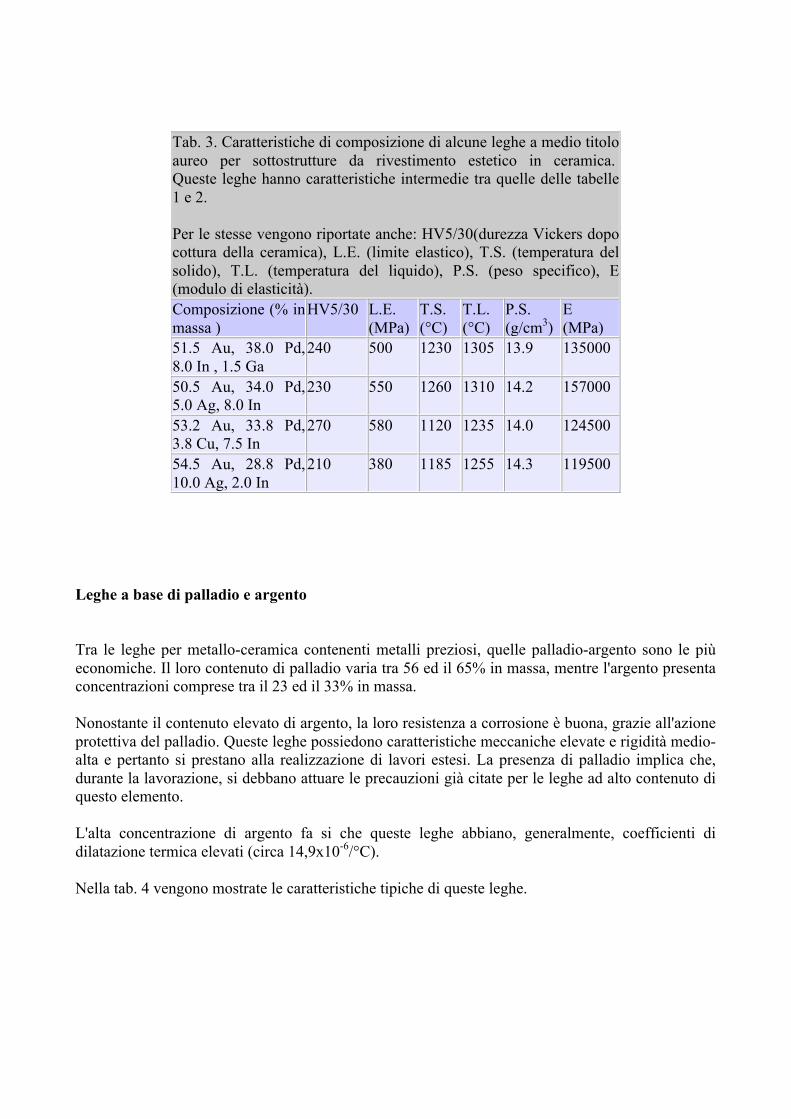
Tab. 3. Caratteristiche di composizione di alcune leghe a medio titolo aureo per sottostrutture da rivestimento estetico in ceramica. Queste leghe hanno caratteristiche intermedie tra quelle delle tabelle 1 e 2. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
51.5 Au, 38.0 Pd, 8.0 In , 1.5 Ga
240 500 1230 1305 13.9 135000
50.5 Au, 34.0 Pd, 5.0 Ag, 8.0 In
230 550 1260 1310 14.2 157000
53.2 Au, 33.8 Pd, 3.8 Cu, 7.5 In
270 580 1120 1235 14.0 124500
54.5 Au, 28.8 Pd, 10.0 Ag, 2.0 In
210 380 1185 1255 14.3 119500
Leghe a base di palladio e argento Tra le leghe per metallo-ceramica contenenti metalli preziosi, quelle palladio-argento sono le più economiche. Il loro contenuto di palladio varia tra 56 ed il 65% in massa, mentre l'argento presenta concentrazioni comprese tra il 23 ed il 33% in massa. Nonostante il contenuto elevato di argento, la loro resistenza a corrosione è buona, grazie all'azione protettiva del palladio. Queste leghe possiedono caratteristiche meccaniche elevate e rigidità medio-alta e pertanto si prestano alla realizzazione di lavori estesi. La presenza di palladio implica che, durante la lavorazione, si debbano attuare le precauzioni già citate per le leghe ad alto contenuto di questo elemento. L'alta concentrazione di argento fa si che queste leghe abbiano, generalmente, coefficienti di dilatazione termica elevati (circa 14,9x10-6/°C). Nella tab. 4 vengono mostrate le caratteristiche tipiche di queste leghe.
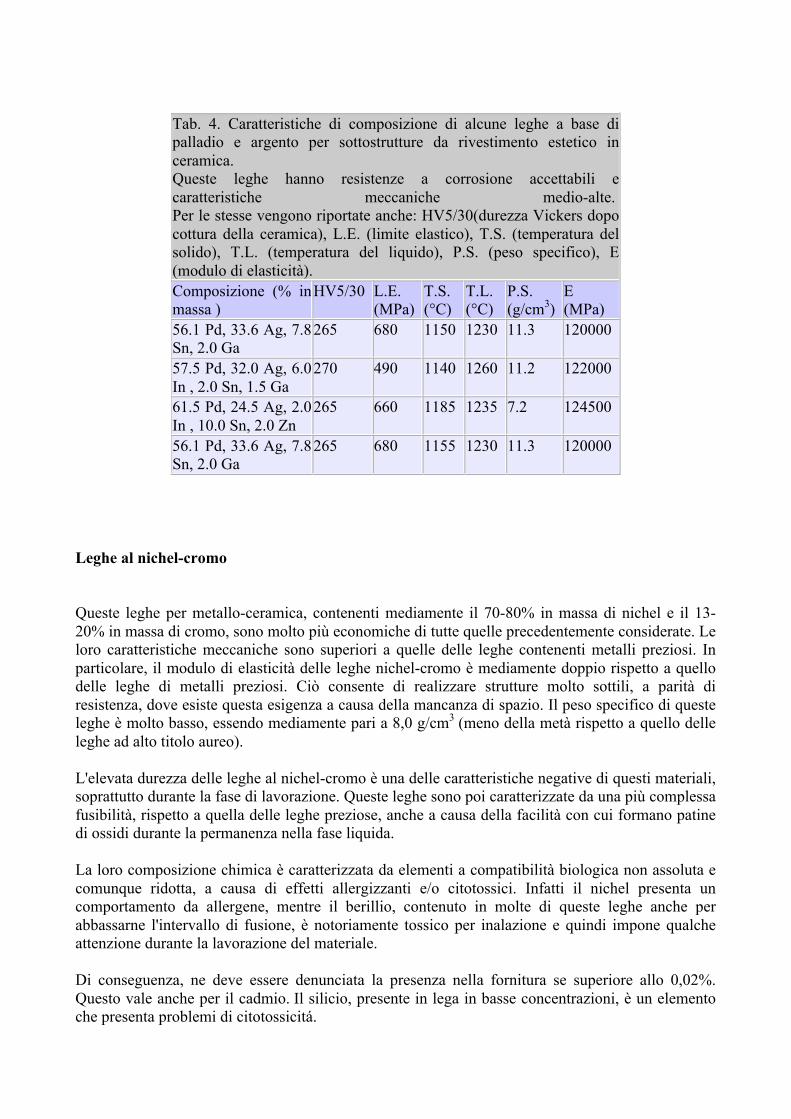
Tab. 4. Caratteristiche di composizione di alcune leghe a base di palladio e argento per sottostrutture da rivestimento estetico in ceramica. Queste leghe hanno resistenze a corrosione accettabili e caratteristiche meccaniche medio-alte. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
56.1 Pd, 33.6 Ag, 7.8 Sn, 2.0 Ga
265 680 1150 1230 11.3 120000
57.5 Pd, 32.0 Ag, 6.0 In , 2.0 Sn, 1.5 Ga
270 490 1140 1260 11.2 122000
61.5 Pd, 24.5 Ag, 2.0 In , 10.0 Sn, 2.0 Zn
265 660 1185 1235 7.2 124500
56.1 Pd, 33.6 Ag, 7.8 Sn, 2.0 Ga
265 680 1155 1230 11.3 120000
Leghe al nichel-cromo Queste leghe per metallo-ceramica, contenenti mediamente il 70-80% in massa di nichel e il 13-20% in massa di cromo, sono molto più economiche di tutte quelle precedentemente considerate. Le loro caratteristiche meccaniche sono superiori a quelle delle leghe contenenti metalli preziosi. In particolare, il modulo di elasticità delle leghe nichel-cromo è mediamente doppio rispetto a quello delle leghe di metalli preziosi. Ciò consente di realizzare strutture molto sottili, a parità di resistenza, dove esiste questa esigenza a causa della mancanza di spazio. Il peso specifico di queste leghe è molto basso, essendo mediamente pari a 8,0 g/cm3 (meno della metà rispetto a quello delle leghe ad alto titolo aureo). L'elevata durezza delle leghe al nichel-cromo è una delle caratteristiche negative di questi materiali, soprattutto durante la fase di lavorazione. Queste leghe sono poi caratterizzate da una più complessa fusibilità, rispetto a quella delle leghe preziose, anche a causa della facilità con cui formano patine di ossidi durante la permanenza nella fase liquida. La loro composizione chimica è caratterizzata da elementi a compatibilità biologica non assoluta e comunque ridotta, a causa di effetti allergizzanti e/o citotossici. Infatti il nichel presenta un comportamento da allergene, mentre il berillio, contenuto in molte di queste leghe anche per abbassarne l'intervallo di fusione, è notoriamente tossico per inalazione e quindi impone qualche attenzione durante la lavorazione del materiale. Di conseguenza, ne deve essere denunciata la presenza nella fornitura se superiore allo 0,02%. Questo vale anche per il cadmio. Il silicio, presente in lega in basse concentrazioni, è un elemento che presenta problemi di citotossicitá.
La resistenza a corrosione delle leghe nichel-cromo, principalmente dovuta alla presenza del cromo, è sicuramente inferiore a quella delle leghe di metalli preziosi, comprese le leghe palladio-argento. Nella tab. 5 sono riportate le caratteristiche più importanti di queste leghe.
Tab. 5. Caratteristiche di composizione di alcune leghe al nichel-cromo per sottostrutture da rivestimento estetico in ceramica. Queste leghe hanno caratteristiche meccaniche superiori alle leghe di metalli nobili, tuttavia contengono elementi citotossici e allergenici. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
80.8 Ni, 12.5 Cr, 0.4 Fe, 3.4 Al, 0.3 Si, 0.57 Be, 1.5 Mo
295 590 1285 1395 8.1 207000
79.6 Ni, 13.2 Cr, 0.1 Fe, 3.9 Al, 1.5 Mo, 0.3 Si, 0.6 Be
350 780 1270 1365 8.0 190000
69.0 Ni, 16.5 Cr, 0.3 Fe, 4.2 Al, 5.1 Mo, 0.8 Si, 3.1 Mn
215 360 1220 1310 8.0 190000
Leghe al nichel-cromo
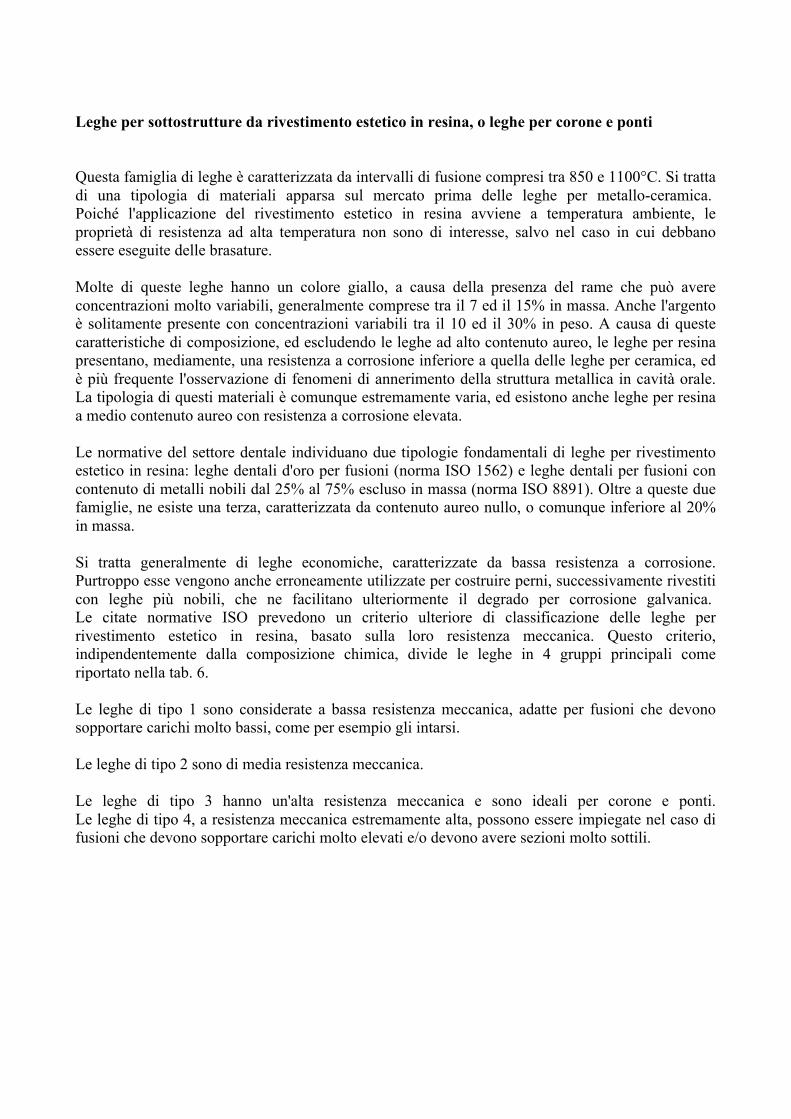
Leghe per sottostrutture da rivestimento estetico in resina, o leghe per corone e ponti Questa famiglia di leghe è caratterizzata da intervalli di fusione compresi tra 850 e 1100°C. Si tratta di una tipologia di materiali apparsa sul mercato prima delle leghe per metallo-ceramica. Poiché l'applicazione del rivestimento estetico in resina avviene a temperatura ambiente, le proprietà di resistenza ad alta temperatura non sono di interesse, salvo nel caso in cui debbano essere eseguite delle brasature. Molte di queste leghe hanno un colore giallo, a causa della presenza del rame che può avere concentrazioni molto variabili, generalmente comprese tra il 7 ed il 15% in massa. Anche l'argento è solitamente presente con concentrazioni variabili tra il 10 ed il 30% in peso. A causa di queste caratteristiche di composizione, ed escludendo le leghe ad alto contenuto aureo, le leghe per resina presentano, mediamente, una resistenza a corrosione inferiore a quella delle leghe per ceramica, ed è più frequente l'osservazione di fenomeni di annerimento della struttura metallica in cavità orale. La tipologia di questi materiali è comunque estremamente varia, ed esistono anche leghe per resina a medio contenuto aureo con resistenza a corrosione elevata. Le normative del settore dentale individuano due tipologie fondamentali di leghe per rivestimento estetico in resina: leghe dentali d'oro per fusioni (norma ISO 1562) e leghe dentali per fusioni con contenuto di metalli nobili dal 25% al 75% escluso in massa (norma ISO 8891). Oltre a queste due famiglie, ne esiste una terza, caratterizzata da contenuto aureo nullo, o comunque inferiore al 20% in massa. Si tratta generalmente di leghe economiche, caratterizzate da bassa resistenza a corrosione. Purtroppo esse vengono anche erroneamente utilizzate per costruire perni, successivamente rivestiti con leghe più nobili, che ne facilitano ulteriormente il degrado per corrosione galvanica. Le citate normative ISO prevedono un criterio ulteriore di classificazione delle leghe per rivestimento estetico in resina, basato sulla loro resistenza meccanica. Questo criterio, indipendentemente dalla composizione chimica, divide le leghe in 4 gruppi principali come riportato nella tab. 6. Le leghe di tipo 1 sono considerate a bassa resistenza meccanica, adatte per fusioni che devono sopportare carichi molto bassi, come per esempio gli intarsi. Le leghe di tipo 2 sono di media resistenza meccanica. Le leghe di tipo 3 hanno un'alta resistenza meccanica e sono ideali per corone e ponti. Le leghe di tipo 4, a resistenza meccanica estremamente alta, possono essere impiegate nel caso di fusioni che devono sopportare carichi molto elevati e/o devono avere sezioni molto sottili.
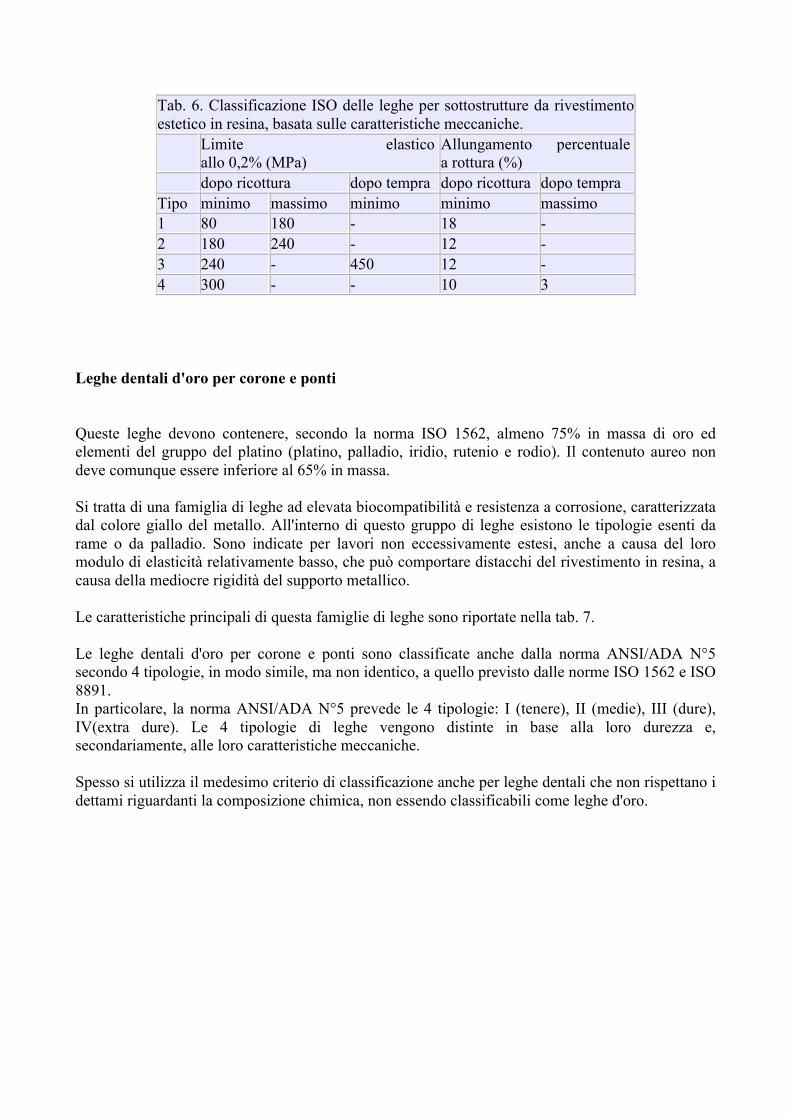
Tab. 6. Classificazione ISO delle leghe per sottostrutture da rivestimento estetico in resina, basata sulle caratteristiche meccaniche.
Limite elastico allo 0,2% (MPa)
Allungamento percentuale a rottura (%)
dopo ricottura dopo tempra dopo ricottura dopo tempra Tipo minimo massimo minimo minimo massimo 1 80 180 - 18 - 2 180 240 - 12 - 3 240 - 450 12 - 4 300 - - 10 3
Leghe dentali d'oro per corone e ponti Queste leghe devono contenere, secondo la norma ISO 1562, almeno 75% in massa di oro ed elementi del gruppo del platino (platino, palladio, iridio, rutenio e rodio). Il contenuto aureo non deve comunque essere inferiore al 65% in massa. Si tratta di una famiglia di leghe ad elevata biocompatibilità e resistenza a corrosione, caratterizzata dal colore giallo del metallo. All'interno di questo gruppo di leghe esistono le tipologie esenti da rame o da palladio. Sono indicate per lavori non eccessivamente estesi, anche a causa del loro modulo di elasticità relativamente basso, che può comportare distacchi del rivestimento in resina, a causa della mediocre rigidità del supporto metallico. Le caratteristiche principali di questa famiglie di leghe sono riportate nella tab. 7. Le leghe dentali d'oro per corone e ponti sono classificate anche dalla norma ANSI/ADA N°5 secondo 4 tipologie, in modo simile, ma non identico, a quello previsto dalle norme ISO 1562 e ISO 8891. In particolare, la norma ANSI/ADA N°5 prevede le 4 tipologie: I (tenere), II (medie), III (dure), IV(extra dure). Le 4 tipologie di leghe vengono distinte in base alla loro durezza e, secondariamente, alle loro caratteristiche meccaniche. Spesso si utilizza il medesimo criterio di classificazione anche per leghe dentali che non rispettano i dettami riguardanti la composizione chimica, non essendo classificabili come leghe d'oro.
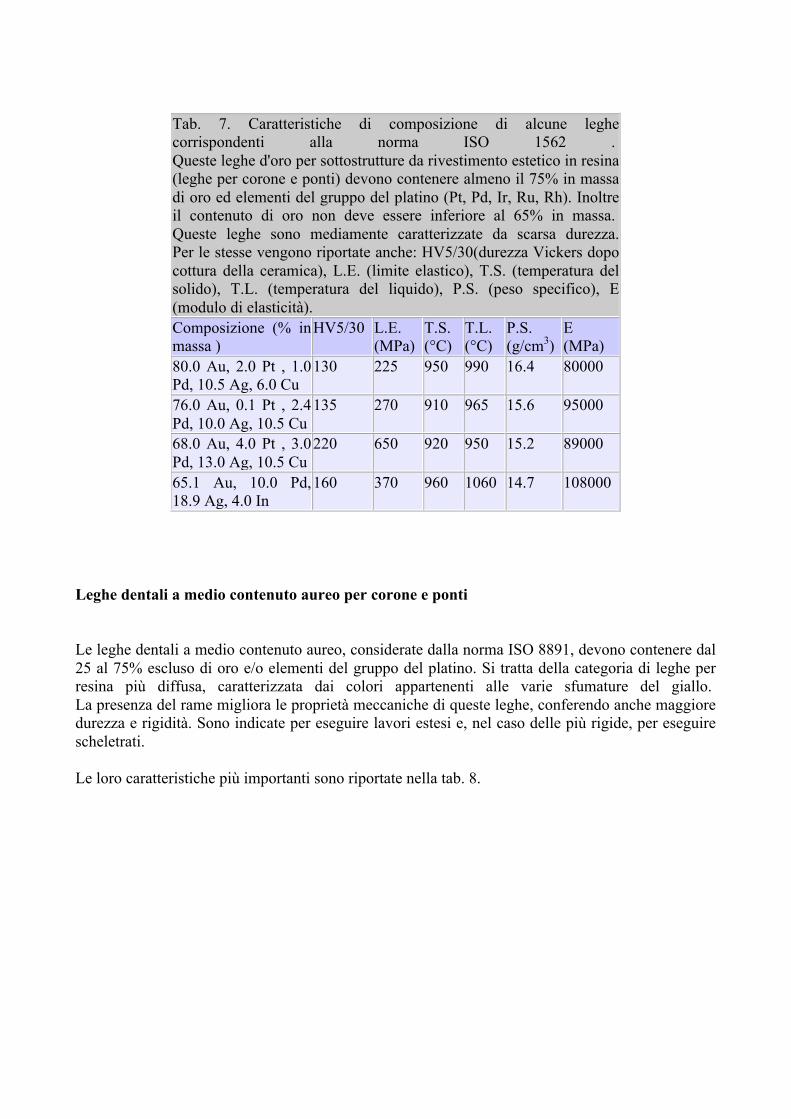
Tab. 7. Caratteristiche di composizione di alcune leghe corrispondenti alla norma ISO 1562 . Queste leghe d'oro per sottostrutture da rivestimento estetico in resina (leghe per corone e ponti) devono contenere almeno il 75% in massa di oro ed elementi del gruppo del platino (Pt, Pd, Ir, Ru, Rh). Inoltre il contenuto di oro non deve essere inferiore al 65% in massa. Queste leghe sono mediamente caratterizzate da scarsa durezza. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
80.0 Au, 2.0 Pt , 1.0 Pd, 10.5 Ag, 6.0 Cu
130 225 950 990 16.4 80000
76.0 Au, 0.1 Pt , 2.4 Pd, 10.0 Ag, 10.5 Cu
135 270 910 965 15.6 95000
68.0 Au, 4.0 Pt , 3.0 Pd, 13.0 Ag, 10.5 Cu
220 650 920 950 15.2 89000
65.1 Au, 10.0 Pd, 18.9 Ag, 4.0 In
160 370 960 1060 14.7 108000
Leghe dentali a medio contenuto aureo per corone e ponti Le leghe dentali a medio contenuto aureo, considerate dalla norma ISO 8891, devono contenere dal 25 al 75% escluso di oro e/o elementi del gruppo del platino. Si tratta della categoria di leghe per resina più diffusa, caratterizzata dai colori appartenenti alle varie sfumature del giallo. La presenza del rame migliora le proprietà meccaniche di queste leghe, conferendo anche maggiore durezza e rigidità. Sono indicate per eseguire lavori estesi e, nel caso delle più rigide, per eseguire scheletrati. Le loro caratteristiche più importanti sono riportate nella tab. 8.
Tab. 8. Caratteristiche di composizione di alcune leghe corrispondenti alla norma ISO 8891 . Queste leghe d'oro per sottostrutture da rivestimento estetico in resina (leghe per corone e ponti) devono contenere dal 25 al 75% (escluso) in massa di oro e/o elementi del gruppo del platino (Pt, Pd, Ir, Ru, Rh). Si tratta della categoria di leghe più impiegata. Queste leghe sono mediamente caratterizzate da scarsa durezza. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
63.0 Au, 2.0 Pt , 5.0 Pd, 19.0 Ag, 9.6 Cu
245 650 920 950 14.7 103000
54.8 Au, 8.7 Pd, 30.6 Ag, 5.0 In
195 460 960 1030 13.6 102000
51.0 Au, 7.0 Pd, 27.0 Ag, 14.0 Cu
170 350 870 925 13.8 90500
Leghe dentali a basso contenuto aureo per corone e ponti Le leghe per rivestimento estetico in resina, contenenti meno del 25% in massa di oro, sono le più economiche di questa famiglia di materiali. Generalmente presentano una resistenza a corrosione e una biocompatibilità sempre accettabili, ma inferiori a quelle delle altre leghe per resina e per ceramica. Dovrebbero essere impiegate, in particolare, per elementi provvisori. Tra queste leghe, le migliori hanno un contenuto complessivo medio di oro e palladio pari ad almeno 40% in massa. Le loro caratteristiche più importanti sono riportate nella tab. 9.
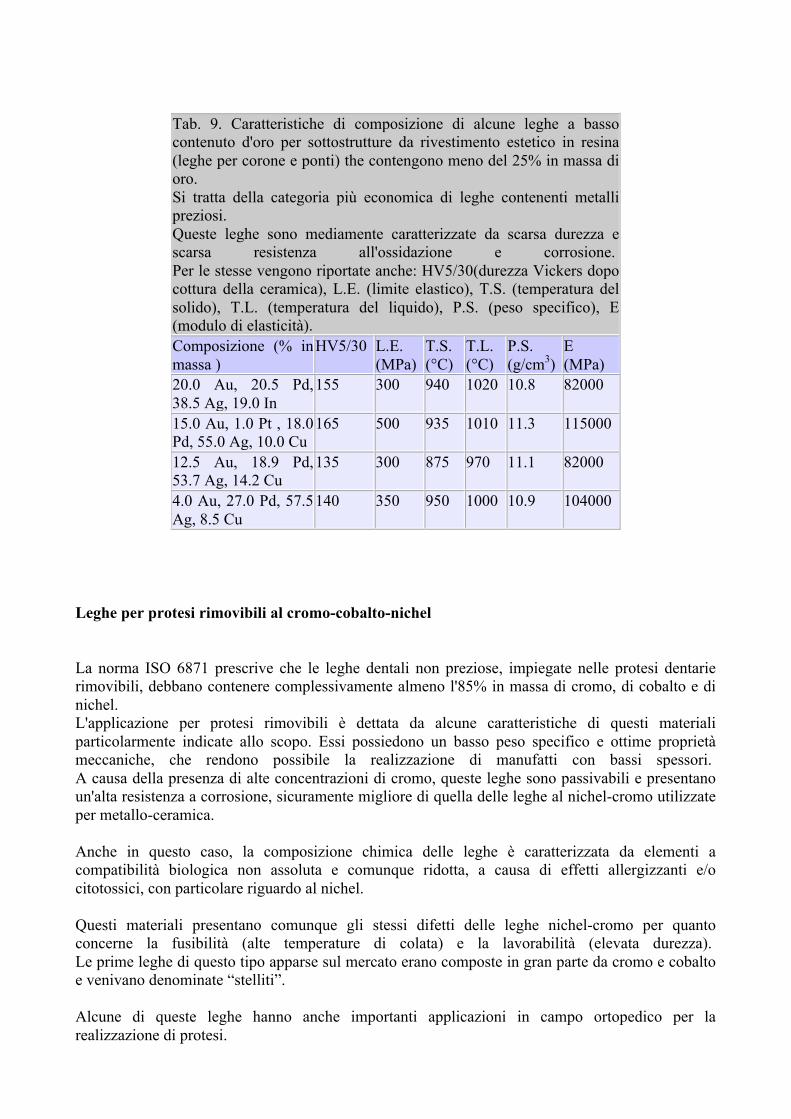
Tab. 9. Caratteristiche di composizione di alcune leghe a basso contenuto d'oro per sottostrutture da rivestimento estetico in resina (leghe per corone e ponti) the contengono meno del 25% in massa di oro. Si tratta della categoria più economica di leghe contenenti metalli preziosi. Queste leghe sono mediamente caratterizzate da scarsa durezza e scarsa resistenza all'ossidazione e corrosione. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
20.0 Au, 20.5 Pd, 38.5 Ag, 19.0 In
155 300 940 1020 10.8 82000
15.0 Au, 1.0 Pt , 18.0 Pd, 55.0 Ag, 10.0 Cu
165 500 935 1010 11.3 115000
12.5 Au, 18.9 Pd, 53.7 Ag, 14.2 Cu
135 300 875 970 11.1 82000
4.0 Au, 27.0 Pd, 57.5 Ag, 8.5 Cu
140 350 950 1000 10.9 104000
Leghe per protesi rimovibili al cromo-cobalto-nichel La norma ISO 6871 prescrive che le leghe dentali non preziose, impiegate nelle protesi dentarie rimovibili, debbano contenere complessivamente almeno l'85% in massa di cromo, di cobalto e di nichel. L'applicazione per protesi rimovibili è dettata da alcune caratteristiche di questi materiali particolarmente indicate allo scopo. Essi possiedono un basso peso specifico e ottime proprietà meccaniche, che rendono possibile la realizzazione di manufatti con bassi spessori. A causa della presenza di alte concentrazioni di cromo, queste leghe sono passivabili e presentano un'alta resistenza a corrosione, sicuramente migliore di quella delle leghe al nichel-cromo utilizzate per metallo-ceramica. Anche in questo caso, la composizione chimica delle leghe è caratterizzata da elementi a compatibilità biologica non assoluta e comunque ridotta, a causa di effetti allergizzanti e/o citotossici, con particolare riguardo al nichel. Questi materiali presentano comunque gli stessi difetti delle leghe nichel-cromo per quanto concerne la fusibilità (alte temperature di colata) e la lavorabilità (elevata durezza). Le prime leghe di questo tipo apparse sul mercato erano composte in gran parte da cromo e cobalto e venivano denominate “stelliti”. Alcune di queste leghe hanno anche importanti applicazioni in campo ortopedico per la realizzazione di protesi.

Anche questi materiali possono contenere berillio, che presenta le già citate problematiche in fase di lavorazione della lega. Le leghe al cromo-cobalto-nichel sono caratterizzate da un’elevata sensibilità al contenuto di carbonio, che può portare alla precipitazione di carburi durante la solidificazione, con conseguente eccesso di fragilità. Ciò avviene, in particolare, se non si adottano le necessarie precauzioni in fase di fusione. Nella tab. 10 vengono mostrate le caratteristiche tipiche di queste leghe.
Tab. 10. Caratteristiche di composizione di due leghe corrispondenti alla norma ISO 6871. Le leghe per protesi rimovibili al cromo-cobalto-nichel devono contenere complessivamente almeno l'85% in massa di questi tre elementi. Queste leghe sono caratterizzate da elevata durezza e modulo di elasticità. Anche gli intervalli di fusione sono significativamente maggiori di quelli tipici delle altre leghe dentali. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico), E (modulo di elasticità). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
E (MPa)
30.0 Cr, 62.5 Co, 1.0 Fe, 5.0 Mo
430 700 1390 1480 8.2 225000
54.8 Au, 8.7 Pd, 30.6 Ag, 5.0 In
270 470 1375 1475 8.6 198000
Leghe brasanti La norma ISO 9333 definisce un materiale dentale per brasature come una lega idonea ad essere impiegata come congiunzione in operazioni nelle quali manufatti in lega dentale vengono congiunti tra loro per formare una protesi. Il processo di brasatura consente l'unione di due pezzi metallici tramite una lega che possiede un intervallo di fusione sopra i 450°C, ma inferiore alla temperatura del solido dei due pezzi da congiungere. Questa lega, detta brasante, portata alla temperatura che le conferisce la giusta fluidità insieme con i pezzi da congiungere, si distribuisce tra le due superfici da unire, grazie al fenomeno della capillarità. La lega brasante non dovrebbe dunque portare alla fusione della lega su cui viene applicata, ma semplicemente aderirvi, realizzando un legame cristallino localizzato sulla superficie bagnata. La brasatura viene normalmente eseguita bloccando, con rivestimenti gessosi o fosfatici, i pezzi da congiungere e riscaldando il materiale d'apporto, cioè la lega brasante in forma di filo, mediante la fiamma di un cannello ossigeno/propano. Durante questa operazione, il filo di lega brasante rimane in posizione sulla fessura da riempire. Non appena raggiunge la giusta fluidità, scorre nella fessura per capillarità, realizzando l'unione.
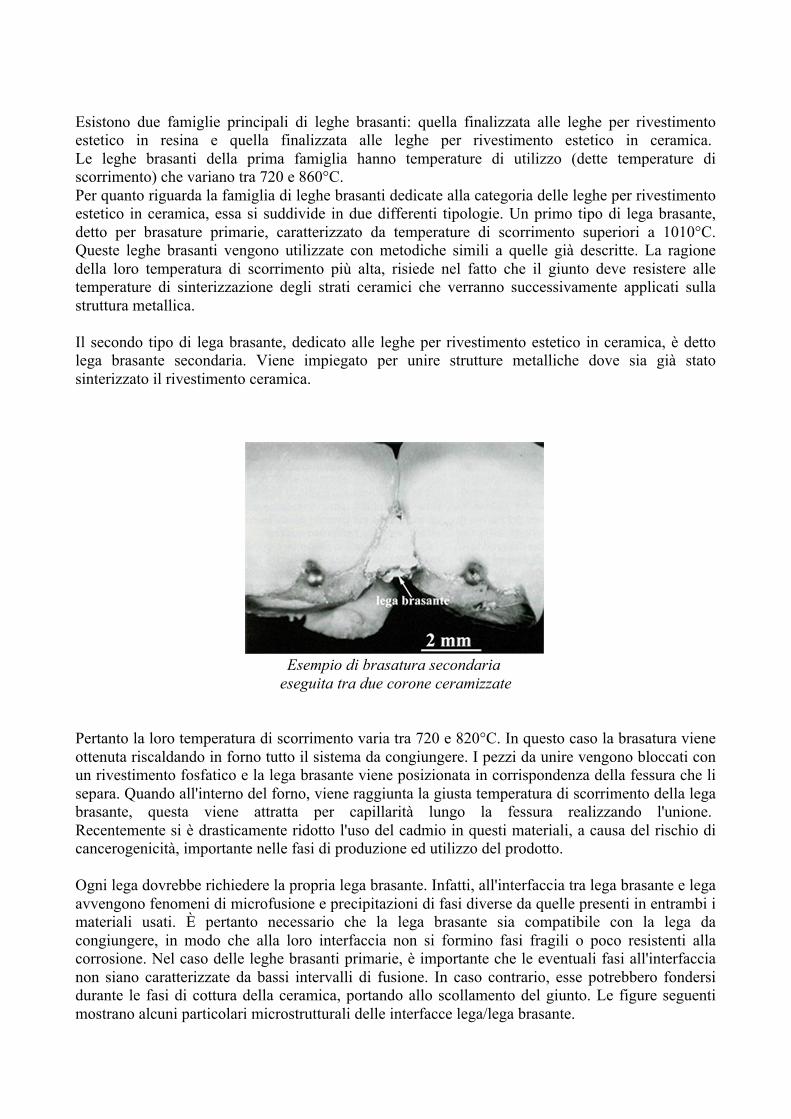
Esistono due famiglie principali di leghe brasanti: quella finalizzata alle leghe per rivestimento estetico in resina e quella finalizzata alle leghe per rivestimento estetico in ceramica. Le leghe brasanti della prima famiglia hanno temperature di utilizzo (dette temperature di scorrimento) che variano tra 720 e 860°C. Per quanto riguarda la famiglia di leghe brasanti dedicate alla categoria delle leghe per rivestimento estetico in ceramica, essa si suddivide in due differenti tipologie. Un primo tipo di lega brasante, detto per brasature primarie, caratterizzato da temperature di scorrimento superiori a 1010°C. Queste leghe brasanti vengono utilizzate con metodiche simili a quelle già descritte. La ragione della loro temperatura di scorrimento più alta, risiede nel fatto che il giunto deve resistere alle temperature di sinterizzazione degli strati ceramici che verranno successivamente applicati sulla struttura metallica. Il secondo tipo di lega brasante, dedicato alle leghe per rivestimento estetico in ceramica, è detto lega brasante secondaria. Viene impiegato per unire strutture metalliche dove sia già stato sinterizzato il rivestimento ceramica.
Esempio di brasatura secondaria eseguita tra due corone ceramizzate
Pertanto la loro temperatura di scorrimento varia tra 720 e 820°C. In questo caso la brasatura viene ottenuta riscaldando in forno tutto il sistema da congiungere. I pezzi da unire vengono bloccati con un rivestimento fosfatico e la lega brasante viene posizionata in corrispondenza della fessura che li separa. Quando all'interno del forno, viene raggiunta la giusta temperatura di scorrimento della lega brasante, questa viene attratta per capillarità lungo la fessura realizzando l'unione. Recentemente si è drasticamente ridotto l'uso del cadmio in questi materiali, a causa del rischio di cancerogenicità, importante nelle fasi di produzione ed utilizzo del prodotto. Ogni lega dovrebbe richiedere la propria lega brasante. Infatti, all'interfaccia tra lega brasante e lega avvengono fenomeni di microfusione e precipitazioni di fasi diverse da quelle presenti in entrambi i materiali usati. È pertanto necessario che la lega brasante sia compatibile con la lega da congiungere, in modo che alla loro interfaccia non si formino fasi fragili o poco resistenti alla corrosione. Nel caso delle leghe brasanti primarie, è importante che le eventuali fasi all'interfaccia non siano caratterizzate da bassi intervalli di fusione. In caso contrario, esse potrebbero fondersi durante le fasi di cottura della ceramica, portando allo scollamento del giunto. Le figure seguenti mostrano alcuni particolari microstrutturali delle interfacce lega/lega brasante.
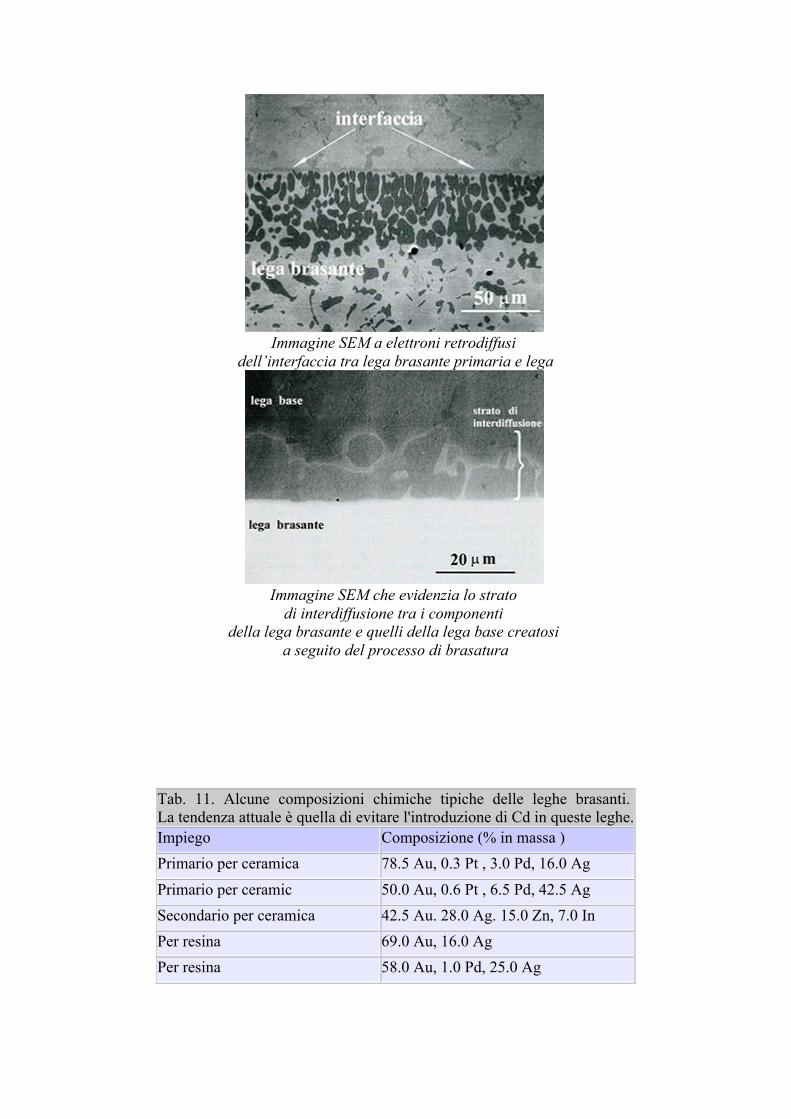
Immagine SEM a elettroni retrodiffusi dell’interfaccia tra lega brasante primaria e lega
Immagine SEM che evidenzia lo strato di interdiffusione tra i componenti
della lega brasante e quelli della lega base creatosi a seguito del processo di brasatura
Tab. 11. Alcune composizioni chimiche tipiche delle leghe brasanti. La tendenza attuale è quella di evitare l'introduzione di Cd in queste leghe. Impiego Composizione (% in massa ) Primario per ceramica 78.5 Au, 0.3 Pt , 3.0 Pd, 16.0 Ag Primario per ceramic 50.0 Au, 0.6 Pt , 6.5 Pd, 42.5 Ag Secondario per ceramica 42.5 Au. 28.0 Ag. 15.0 Zn, 7.0 In Per resina 69.0 Au, 16.0 Ag Per resina 58.0 Au, 1.0 Pd, 25.0 Ag
Leghe per sovraffusioni La sovraffusione è una lavorazione particolare mediante la quale una lega, allo stato liquido, viene colata sopra una seconda lega, allo stato solido. L'obiettivo è spesso quello di aggiungere determinate parti metalliche ad un manufatto già lavorato geometricamente, secondo particolari esigenze. Queste necessità si presentano spesso qualora sia necessario realizzare degli attacchi o dei ganci per protesi. Caratteristica fondamentale di una lega per sovraffusione è quella di avere un intervallo di fusione sufficientemente più basso rispetto a quello della lega sopra cui deve venire colata. Entrambe le leghe devono essere caratterizzate da una bassa ossidabilità ad alta temperatura, per evitare che la formazione di ossidi impedisca l'unione tra i due materiali. Solitamente vengono impiegate leghe ad alto contenuto di metalli nobili e, per quanto riguarda le leghe da sovraffusione, ad alto contenuto di oro. Leghe in metalli nobili per fili e ganci A causa delle caratteristiche di resistenza meccanica che devono avere i fili per applicazioni ortodontiche o i ganci, in generale le leghe in metalli nobili, che sono impiegate per realizzarli, si collocano nel tipo 4 della classificazione riportata nella tab. 6, a resistenza meccanica estremamente alta. In queste leghe, le alte concentrazioni di platino, palladio e rame sono responsabili delle buone caratteristiche meccaniche. Poiché questi fili vengono prodotti per trafilatura, la loro struttura cristallina è caratterizzata da grani allungati lungo la direzione di lavorazione, presentando un caratteristico aspetto fibroso. Questa microstruttura favorisce le buone proprietà meccaniche. É opportuno evitare trattamenti termici che distruggano la struttura fibrosa attraverso processi di ricristallizzazione. Nel caso si debbano eseguire delle saldature o brasature tra il filo ed altre leghe, è importante che l'intervallo di fusione della lega per fili sia ben noto, in modo da evitare una sua liquefazione. Alcune leghe per fili hanno intervalli di fusione sufficientemente alti da poter subire una sovraffusione da parte di altre leghe, senza a loro volta liquefarsi o ricristallizzare. Nella tab. 12 vengono mostrate le caratteristiche tipiche di queste leghe.
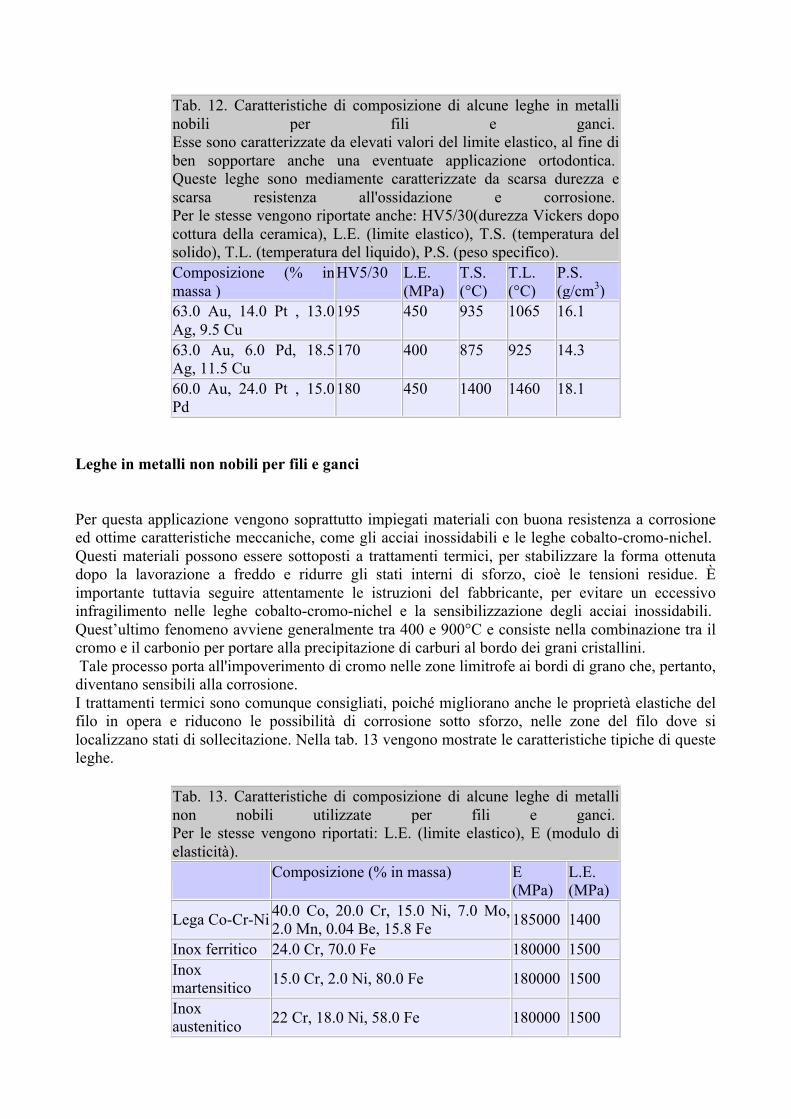
Tab. 12. Caratteristiche di composizione di alcune leghe in metalli nobili per fili e ganci. Esse sono caratterizzate da elevati valori del limite elastico, al fine di ben sopportare anche una eventuate applicazione ortodontica. Queste leghe sono mediamente caratterizzate da scarsa durezza e scarsa resistenza all'ossidazione e corrosione. Per le stesse vengono riportate anche: HV5/30(durezza Vickers dopo cottura della ceramica), L.E. (limite elastico), T.S. (temperatura del solido), T.L. (temperatura del liquido), P.S. (peso specifico). Composizione (% in massa )
HV5/30 L.E. (MPa)
T.S. (°C)
T.L. (°C)
P.S. (g/cm3)
63.0 Au, 14.0 Pt , 13.0 Ag, 9.5 Cu
195 450 935 1065 16.1
63.0 Au, 6.0 Pd, 18.5 Ag, 11.5 Cu
170 400 875 925 14.3
60.0 Au, 24.0 Pt , 15.0 Pd
180 450 1400 1460 18.1
Leghe in metalli non nobili per fili e ganci Per questa applicazione vengono soprattutto impiegati materiali con buona resistenza a corrosione ed ottime caratteristiche meccaniche, come gli acciai inossidabili e le leghe cobalto-cromo-nichel. Questi materiali possono essere sottoposti a trattamenti termici, per stabilizzare la forma ottenuta dopo la lavorazione a freddo e ridurre gli stati interni di sforzo, cioè le tensioni residue. È importante tuttavia seguire attentamente le istruzioni del fabbricante, per evitare un eccessivo infragilimento nelle leghe cobalto-cromo-nichel e la sensibilizzazione degli acciai inossidabili. Quest’ultimo fenomeno avviene generalmente tra 400 e 900°C e consiste nella combinazione tra il cromo e il carbonio per portare alla precipitazione di carburi al bordo dei grani cristallini. Tale processo porta all'impoverimento di cromo nelle zone limitrofe ai bordi di grano che, pertanto, diventano sensibili alla corrosione. I trattamenti termici sono comunque consigliati, poiché migliorano anche le proprietà elastiche del filo in opera e riducono le possibilità di corrosione sotto sforzo, nelle zone del filo dove si localizzano stati di sollecitazione. Nella tab. 13 vengono mostrate le caratteristiche tipiche di queste leghe.
Tab. 13. Caratteristiche di composizione di alcune leghe di metalli non nobili utilizzate per fili e ganci. Per le stesse vengono riportati: L.E. (limite elastico), E (modulo di elasticità). Composizione (% in massa) E
(MPa) L.E. (MPa)
Lega Co-Cr-Ni 40.0 Co, 20.0 Cr, 15.0 Ni, 7.0 Mo, 2.0 Mn, 0.04 Be, 15.8 Fe 185000 1400
Inox ferritico 24.0 Cr, 70.0 Fe 180000 1500 Inox martensitico 15.0 Cr, 2.0 Ni, 80.0 Fe 180000 1500
Inox austenitico 22 Cr, 18.0 Ni, 58.0 Fe 180000 1500
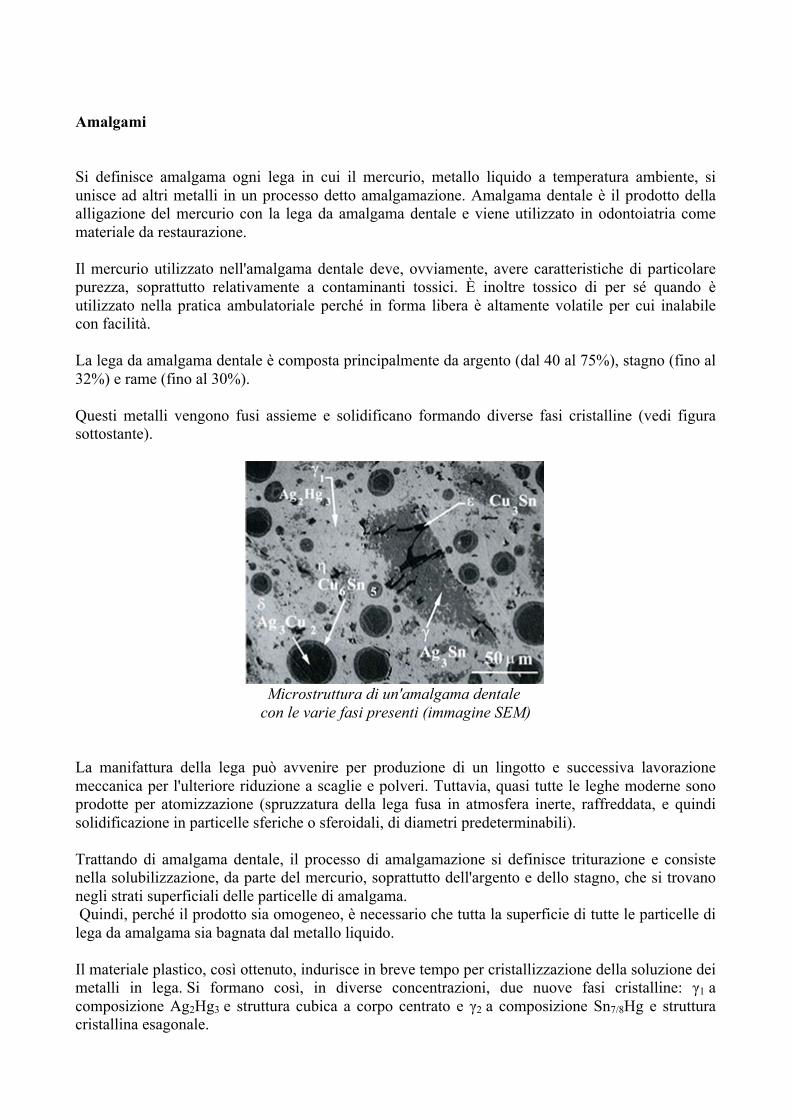
Amalgami Si definisce amalgama ogni lega in cui il mercurio, metallo liquido a temperatura ambiente, si unisce ad altri metalli in un processo detto amalgamazione. Amalgama dentale è il prodotto della alligazione del mercurio con la lega da amalgama dentale e viene utilizzato in odontoiatria come materiale da restaurazione. Il mercurio utilizzato nell'amalgama dentale deve, ovviamente, avere caratteristiche di particolare purezza, soprattutto relativamente a contaminanti tossici. È inoltre tossico di per sé quando è utilizzato nella pratica ambulatoriale perché in forma libera è altamente volatile per cui inalabile con facilità. La lega da amalgama dentale è composta principalmente da argento (dal 40 al 75%), stagno (fino al 32%) e rame (fino al 30%). Questi metalli vengono fusi assieme e solidificano formando diverse fasi cristalline (vedi figura sottostante).
Microstruttura di un'amalgama dentale con le varie fasi presenti (immagine SEM)
La manifattura della lega può avvenire per produzione di un lingotto e successiva lavorazione meccanica per l'ulteriore riduzione a scaglie e polveri. Tuttavia, quasi tutte le leghe moderne sono prodotte per atomizzazione (spruzzatura della lega fusa in atmosfera inerte, raffreddata, e quindi solidificazione in particelle sferiche o sferoidali, di diametri predeterminabili). Trattando di amalgama dentale, il processo di amalgamazione si definisce triturazione e consiste nella solubilizzazione, da parte del mercurio, soprattutto dell'argento e dello stagno, che si trovano negli strati superficiali delle particelle di amalgama. Quindi, perché il prodotto sia omogeneo, è necessario che tutta la superficie di tutte le particelle di lega da amalgama sia bagnata dal metallo liquido. Il materiale plastico, così ottenuto, indurisce in breve tempo per cristallizzazione della soluzione dei metalli in lega. Si formano così, in diverse concentrazioni, due nuove fasi cristalline: γ1 a composizione Ag2Hg3 e struttura cubica a corpo centrato e γ2 a composizione Sn7/8Hg e struttura cristallina esagonale.

La fase γ1 è la più importante, perchè è presente in trama continua e costituisce la fase legante di tutte le altre fasi eventualmente presenti nella struttura solida (β,γ,γ2,ε,η), mentre la fase γ2, più corrodibile, disposta a zolle discontinue è negativa dal punto di vista meccanico, e quasi completamente assente nei nuovi amalgami ad alto contenuto di rame. Le diverse composizioni, forme, granulometrie delle polveri di lega e le diverse miscele ottenibili con polveri differenti, nonché i diversi rapporti di miscelazione tra polvere e mercurio, influenzano direttamente il comportamento clinico degli amalgami. Il prodotto finale è inoltre influenzato dai fattori manipolativi, soprattutto in fase di triturazione e di condensazione. Le caratteristiche più importanti, nella valutazione clinica degli amalgami, sono la resistenza a breve e dopo stabilizzazione, le variazioni dimensionali durante la reazione di indurimento e la deformabilità plastica per carico statico a sette giorni (creep). Occorre, inoltre, considerare il fatto che si tratta di una lega multifasica e quindi soggetta a fenomeni di discolorazione e corrosione, anche accentuati. Altre forme commerciali di amalgami di interesse odontoiatrico sono: 1) amalgama di rame: leghe di Hg e Cu reversibili per riscaldamento a temperature relativamente basse; 2) amalgama con Au, Pt, Pd, Zn, In: l'inserimento di piccole percentuali di altri componenti, diversi da quelli fondamentali, nella lega di amalgama dentale è stato talvolta proposto soprattutto per ottenere prodotti finali con particolari caratteristiche meccaniche, chimiche, estetiche o manipolative. Sono recentemente entrate in commercio delle leghe per restaurazione dentaria basate sul gallio. Questo metallo, liquido a temperatura ambiente, quando alligato con Sn ed In, unito con polveri di lega di Ag, Sn, Cu, Pd e Zn, permette di ottenere una lega finale plastica che indurisce velocemente, analogamente a quanto avviene per gli amalgami. Le caratteristiche metallurgiche e meccaniche, oltre a quelle biologiche, di tali leghe (che non sono amalgami perchè non contengono Hg) sono ancora in fase di studio e non definite con sufficiente precisione. Ori coesivi I restauri diretti in oro sono ottenuti mediante la sovrapposizione e condensazione meccanica di piccole quantità di oro, in una cavità adeguatamente preparata nel dente affetto da carie. Solitamente questi restauri vengono chiamati orificazioni. La tecnica delle orificazioni ha mostrato un elevato successo clinico e risponde all'esigenza di impiegare materiali sempre più stabili, duraturi e biocompatibili, richiesti in terapia conservativa. La stabilità del materiale usato, che è quasi sempre oro puro, si accompagna ad ottime chiusure marginali. La tecnica, se applicata nel caso di carie non eccessivamente estese, consente di evitare l'uso degli amalgami e tutte le conseguenze negative che da essi derivano. Le orificazioni richiedono un esercizio particolare da parte del medico per la loro realizzazione, essendo la procedura più laboriosa dell'otturazione mediante amalgama. Inoltre il costo di una orificazione risulta superiore a quello dei restauri in amalgama. Gli ori per orificazioni si classificano in base al loro aspetto macroscopico ed in base al metodo di produzione industriale. Esistono gli ori fibrosi, gli ori in cristalli e gli ori in polvere.
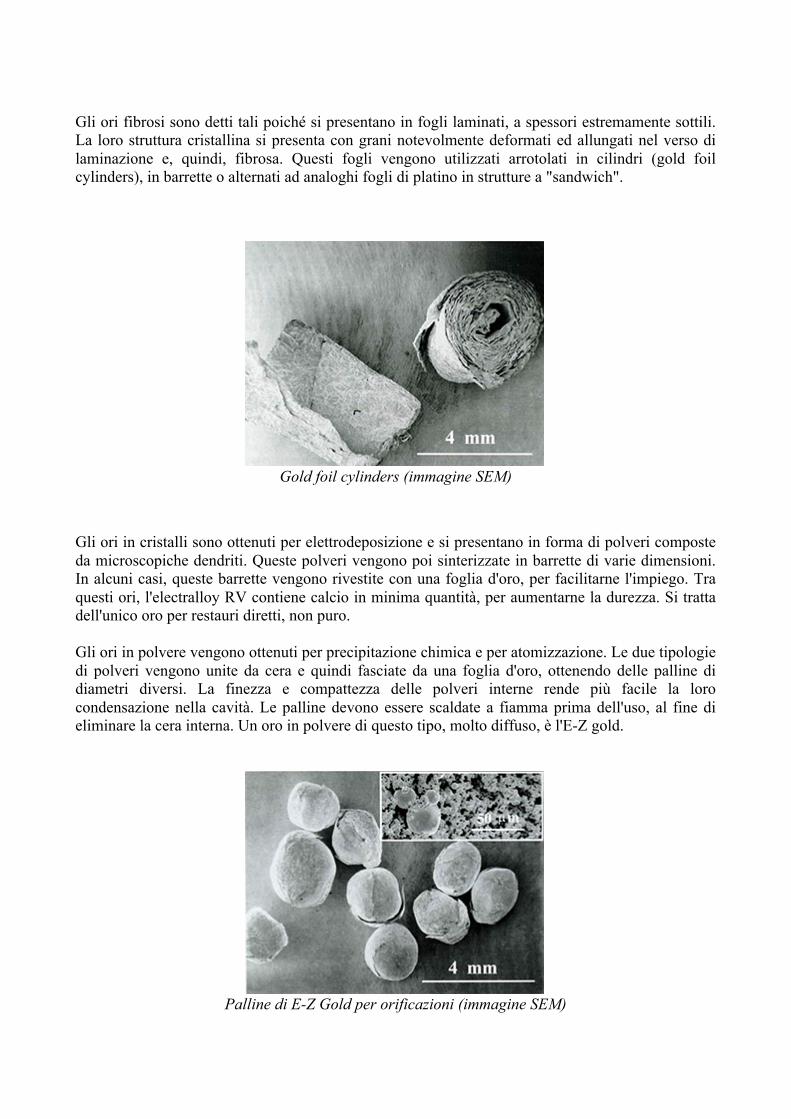
Gli ori fibrosi sono detti tali poiché si presentano in fogli laminati, a spessori estremamente sottili. La loro struttura cristallina si presenta con grani notevolmente deformati ed allungati nel verso di laminazione e, quindi, fibrosa. Questi fogli vengono utilizzati arrotolati in cilindri (gold foil cylinders), in barrette o alternati ad analoghi fogli di platino in strutture a "sandwich".
Gold foil cylinders (immagine SEM)
Gli ori in cristalli sono ottenuti per elettrodeposizione e si presentano in forma di polveri composte da microscopiche dendriti. Queste polveri vengono poi sinterizzate in barrette di varie dimensioni. In alcuni casi, queste barrette vengono rivestite con una foglia d'oro, per facilitarne l'impiego. Tra questi ori, l'electralloy RV contiene calcio in minima quantità, per aumentarne la durezza. Si tratta dell'unico oro per restauri diretti, non puro. Gli ori in polvere vengono ottenuti per precipitazione chimica e per atomizzazione. Le due tipologie di polveri vengono unite da cera e quindi fasciate da una foglia d'oro, ottenendo delle palline di diametri diversi. La finezza e compattezza delle polveri interne rende più facile la loro condensazione nella cavità. Le palline devono essere scaldate a fiamma prima dell'uso, al fine di eliminare la cera interna. Un oro in polvere di questo tipo, molto diffuso, è l'E-Z gold.
Palline di E-Z Gold per orificazioni (immagine SEM)

Tutti gli ori per orificazione devono la loro compattezza, una volta posti in opera, alla coesività, cioè all'attrazione atomica tra le superfici delle particelle che li compongono. Poiché la coesività aumenta passando l'oro sopra la fiamma di una lampada ad alcool, tutti i tipi di oro vanno trattati in questo modo finché non assumono un colore rossastro, eccetto l'E-Z gold, che si incendia a causa della combustione della cera. Titanio e sue leghe per impieghi odontoiatrici Il titanio ha una resistenza a corrosione molto buona, non è citotossico e possiede un'elevata biocompatibilità. La sua caratteristica capacità di passivarsi a contatto con i fluidi del corpo umano lo rende particolarmente interessante come materiale per impieghi odontoiatrici. In questo caso, nell'arco di pochi secondi dall'introduzione in cavità orale, il Ti si ricopre per alcuni strati atomici di ossido di Ti. Questo ossido è molto stabile e, anche se rimosso meccanicamente, si riforma rapidamente. L'ossido di Ti in superficie previene l'ulteriore rapida corrosione del metallo. Va comunque sottolineato che il fenomeno della passivazione non corrisponde ad un completo arresto di quello corrosivo. Anche se il titanio o le sue leghe operano in condizioni di passività, esse rilasciano materiali nei tessuti. Pertanto, sotto l'aspetto della biocompatibilità, il titanio commercialmente puro rimane preferibile alle sue leghe, tenuto conto del fatto che elementi come il vanadio o l'alluminio, in lega con il Ti, non hanno la stessa biocompatibilità di quest'ultimo. Il titanio commercialmente puro è disponibile sul mercato dal 1950 e viene usato per applicazioni che richiedono moderate resistenze meccaniche, insieme con un'elevata resistenza alla corrosione. Il suo sviluppo è legato all'industria aerospaziale, che richiede materiali più leggeri dell'acciaio e più resistenti alle alte temperature delle leghe di alluminio. Esso è disponibile in diversi gradi di purezza, caratterizzati da concentrazioni diverse di elementi contaminanti, quali carbonio, idrogeno, ferro, azoto e ossigeno. In effetti, questo prodotto commerciale contiene solitamente più di 1000 ppm di ossigeno, ferro, azoto, carbonio e silicio come principali impurezze. Tali impurezze, che si collocano interstizialmente nel reticolo cristallino del titanio, hanno una grande influenza sulle proprietà meccaniche del metallo. È pertanto, più conveniente distinguere i vari gradi del titanio sulla base delle diverse proprietà meccaniche, piuttosto che sul diverso contenuto di impurezze. La tab. 14 riassume le caratteristiche dei quattro gradi del titanio non legato, secondo le normative ASTM.
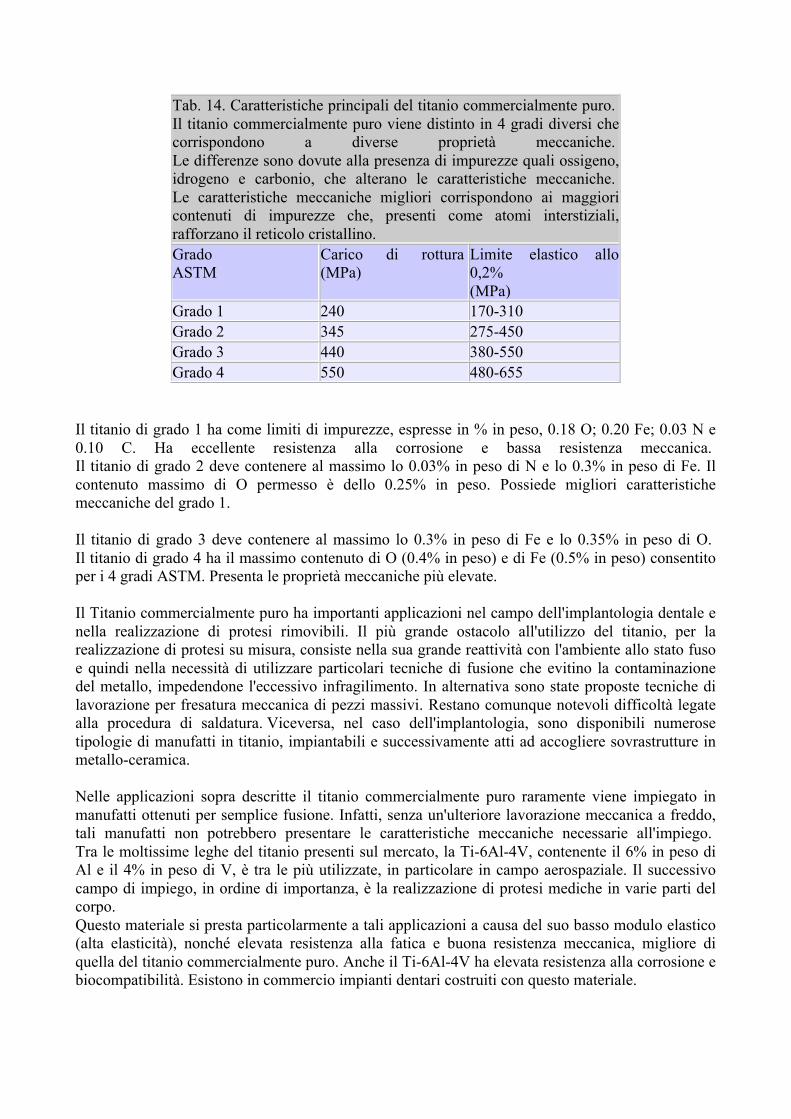
Tab. 14. Caratteristiche principali del titanio commercialmente puro. Il titanio commercialmente puro viene distinto in 4 gradi diversi che corrispondono a diverse proprietà meccaniche. Le differenze sono dovute alla presenza di impurezze quali ossigeno, idrogeno e carbonio, che alterano le caratteristiche meccaniche. Le caratteristiche meccaniche migliori corrispondono ai maggiori contenuti di impurezze che, presenti come atomi interstiziali, rafforzano il reticolo cristallino. Grado ASTM
Carico di rottura (MPa)
Limite elastico allo 0,2% (MPa)
Grado 1 240 170-310 Grado 2 345 275-450 Grado 3 440 380-550 Grado 4 550 480-655
Il titanio di grado 1 ha come limiti di impurezze, espresse in % in peso, 0.18 O; 0.20 Fe; 0.03 N e 0.10 C. Ha eccellente resistenza alla corrosione e bassa resistenza meccanica. Il titanio di grado 2 deve contenere al massimo lo 0.03% in peso di N e lo 0.3% in peso di Fe. Il contenuto massimo di O permesso è dello 0.25% in peso. Possiede migliori caratteristiche meccaniche del grado 1. Il titanio di grado 3 deve contenere al massimo lo 0.3% in peso di Fe e lo 0.35% in peso di O. Il titanio di grado 4 ha il massimo contenuto di O (0.4% in peso) e di Fe (0.5% in peso) consentito per i 4 gradi ASTM. Presenta le proprietà meccaniche più elevate. Il Titanio commercialmente puro ha importanti applicazioni nel campo dell'implantologia dentale e nella realizzazione di protesi rimovibili. Il più grande ostacolo all'utilizzo del titanio, per la realizzazione di protesi su misura, consiste nella sua grande reattività con l'ambiente allo stato fuso e quindi nella necessità di utilizzare particolari tecniche di fusione che evitino la contaminazione del metallo, impedendone l'eccessivo infragilimento. In alternativa sono state proposte tecniche di lavorazione per fresatura meccanica di pezzi massivi. Restano comunque notevoli difficoltà legate alla procedura di saldatura. Viceversa, nel caso dell'implantologia, sono disponibili numerose tipologie di manufatti in titanio, impiantabili e successivamente atti ad accogliere sovrastrutture in metallo-ceramica. Nelle applicazioni sopra descritte il titanio commercialmente puro raramente viene impiegato in manufatti ottenuti per semplice fusione. Infatti, senza un'ulteriore lavorazione meccanica a freddo, tali manufatti non potrebbero presentare le caratteristiche meccaniche necessarie all'impiego. Tra le moltissime leghe del titanio presenti sul mercato, la Ti-6Al-4V, contenente il 6% in peso di Al e il 4% in peso di V, è tra le più utilizzate, in particolare in campo aerospaziale. Il successivo campo di impiego, in ordine di importanza, è la realizzazione di protesi mediche in varie parti del corpo. Questo materiale si presta particolarmente a tali applicazioni a causa del suo basso modulo elastico (alta elasticità), nonché elevata resistenza alla fatica e buona resistenza meccanica, migliore di quella del titanio commercialmente puro. Anche il Ti-6Al-4V ha elevata resistenza alla corrosione e biocompatibilità. Esistono in commercio impianti dentari costruiti con questo materiale.
LA PORCELLANA DENTALE
La porcellana è stata il primo materiale ceramico ad essere utilizzato nel settore dentale, soprattutto grazie al fatto che fornisce un'estetica eccellente, non ottenibile da nessun altro materiale. Composizione Le porcellane per il settore dentale sono composte da feldspati (Allumosilicati di potassio, sodio, calcio e bario che cristallizzano sia nel sistema monoclino che nel triclino[1]) per il 65% circa, da quarzo per il 25% circa, da ossidi di boro per il 7% circa e infine da altri ossidi in pochi punti percentuale. Una caratteristica importante della porcellana per il settore dentale, che la differenzia dalla porcellana domestica, è l'assenza di caolino: un tempo veniva aggiunto prima della cottura per aumentare la lavorabilità del materiale, ma rende il prodotto finale più opaco, effetto deleterio per un buon risultato estetico. La porcellana priva di caolino può essere considerata come un vetro con inclusioni cristalline di silice (quarzo). Caratteristiche Le principali caratteristiche delle porcellane per il settore dentale sono: elevata stabilità chimica risultato estetico eccellente longevità conducibilità termica e coefficiente di espansione termica molto simili a quelli dello smalto elevata resistenza a compressione bassa resistenza a trazione fragilità bassa durezza sensibilità estrema alla presenza di cricche Capsule e ponti Ponte dentale Le capsule sono corone protesiche (sostanzialmente simili a gusci) che ricoprono un dente troppo debole (ad esempio a causa di carie o fratture), che altrimenti rischierebbe di fratturarsi durante la masticazione. Un ponte dentale è sempre un tipo di protesi dentaria fissa, come le capsule, che però serve a sostituire dei denti mancanti. Il ponte è costituito da più capsule: alcune rimpiazzano i denti mancanti, le più esterne invece vengono cementate su due denti. Costruzione della capsula La realizzazione di una capsula avviene in 3 fasi: COMPATTAZIONE La polvere di porcellana è mescolata con acqua fino ad ottenere una colla. Con questa colla si ricopre il dado metallico su cui era stato precedentemente fatto aderire un sottile foglio di platino in modo da separare il dado dalla porcellana (il dado serve solo come base e per riprodurre la forma
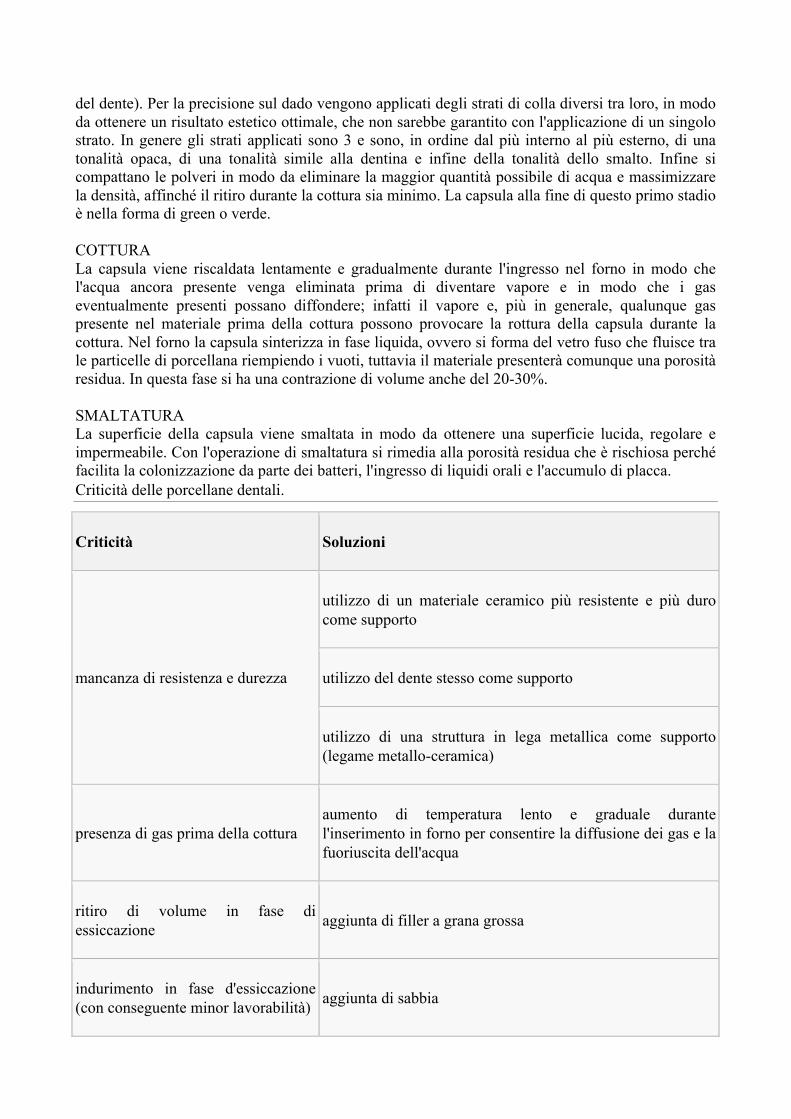
del dente). Per la precisione sul dado vengono applicati degli strati di colla diversi tra loro, in modo da ottenere un risultato estetico ottimale, che non sarebbe garantito con l'applicazione di un singolo strato. In genere gli strati applicati sono 3 e sono, in ordine dal più interno al più esterno, di una tonalità opaca, di una tonalità simile alla dentina e infine della tonalità dello smalto. Infine si compattano le polveri in modo da eliminare la maggior quantità possibile di acqua e massimizzare la densità, affinché il ritiro durante la cottura sia minimo. La capsula alla fine di questo primo stadio è nella forma di green o verde. COTTURA La capsula viene riscaldata lentamente e gradualmente durante l'ingresso nel forno in modo che l'acqua ancora presente venga eliminata prima di diventare vapore e in modo che i gas eventualmente presenti possano diffondere; infatti il vapore e, più in generale, qualunque gas presente nel materiale prima della cottura possono provocare la rottura della capsula durante la cottura. Nel forno la capsula sinterizza in fase liquida, ovvero si forma del vetro fuso che fluisce tra le particelle di porcellana riempiendo i vuoti, tuttavia il materiale presenterà comunque una porosità residua. In questa fase si ha una contrazione di volume anche del 20-30%. SMALTATURA La superficie della capsula viene smaltata in modo da ottenere una superficie lucida, regolare e impermeabile. Con l'operazione di smaltatura si rimedia alla porosità residua che è rischiosa perché facilita la colonizzazione da parte dei batteri, l'ingresso di liquidi orali e l'accumulo di placca. Criticità delle porcellane dentali.
Criticità Soluzioni
mancanza di resistenza e durezza
utilizzo di un materiale ceramico più resistente e più duro come supporto
utilizzo del dente stesso come supporto
utilizzo di una struttura in lega metallica come supporto (legame metallo-ceramica)
presenza di gas prima della cottura aumento di temperatura lento e graduale durante l'inserimento in forno per consentire la diffusione dei gas e la fuoriuscita dell'acqua
ritiro di volume in fase di essiccazione aggiunta di filler a grana grossa
indurimento in fase d'essiccazione (con conseguente minor lavorabilità) aggiunta di sabbia
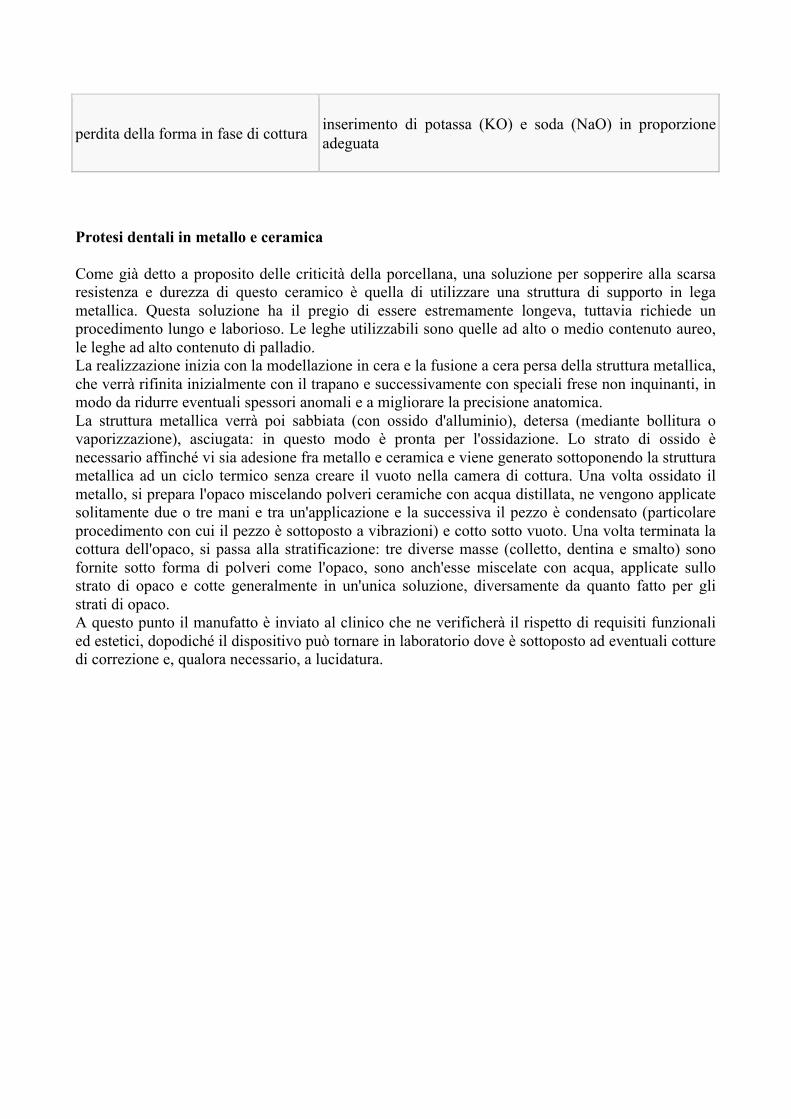
perdita della forma in fase di cottura inserimento di potassa (KO) e soda (NaO) in proporzione adeguata
Protesi dentali in metallo e ceramica Come già detto a proposito delle criticità della porcellana, una soluzione per sopperire alla scarsa resistenza e durezza di questo ceramico è quella di utilizzare una struttura di supporto in lega metallica. Questa soluzione ha il pregio di essere estremamente longeva, tuttavia richiede un procedimento lungo e laborioso. Le leghe utilizzabili sono quelle ad alto o medio contenuto aureo, le leghe ad alto contenuto di palladio. La realizzazione inizia con la modellazione in cera e la fusione a cera persa della struttura metallica, che verrà rifinita inizialmente con il trapano e successivamente con speciali frese non inquinanti, in modo da ridurre eventuali spessori anomali e a migliorare la precisione anatomica. La struttura metallica verrà poi sabbiata (con ossido d'alluminio), detersa (mediante bollitura o vaporizzazione), asciugata: in questo modo è pronta per l'ossidazione. Lo strato di ossido è necessario affinché vi sia adesione fra metallo e ceramica e viene generato sottoponendo la struttura metallica ad un ciclo termico senza creare il vuoto nella camera di cottura. Una volta ossidato il metallo, si prepara l'opaco miscelando polveri ceramiche con acqua distillata, ne vengono applicate solitamente due o tre mani e tra un'applicazione e la successiva il pezzo è condensato (particolare procedimento con cui il pezzo è sottoposto a vibrazioni) e cotto sotto vuoto. Una volta terminata la cottura dell'opaco, si passa alla stratificazione: tre diverse masse (colletto, dentina e smalto) sono fornite sotto forma di polveri come l'opaco, sono anch'esse miscelate con acqua, applicate sullo strato di opaco e cotte generalmente in un'unica soluzione, diversamente da quanto fatto per gli strati di opaco. A questo punto il manufatto è inviato al clinico che ne verificherà il rispetto di requisiti funzionali ed estetici, dopodiché il dispositivo può tornare in laboratorio dove è sottoposto ad eventuali cotture di correzione e, qualora necessario, a lucidatura.
PROPRIETA' DELLE PORCELLANE DENTALI
Le proprietà presentate dalle porcellane dentali sono dovute ai particolari tipi di legami chimici in esse presenti.Tali materiali sono caratterizzati da elevata resistenza agli agenti chimici e ciò li rende stabili de inalterabili nel cavo orale;sono inoltre ottimamente tollerati dai tessuti dentali e gengivali e,se le loro superfici sono ben levigate,presentano minima ritenzione nei riguardi della placca dentale.Presentano bassa conducibilità termica,con conseguente ottimo isolamento (termico) per la dentiera e la polpa,ed elevata resistenza a compressione e durezza.Bassa invece è la loro resistenza alle sollecitazioni statiche di trazione,taglio e flessione e a quelle dinamiche.Le porcellane sono infattidei materiali fragili in cui non possono avvenire scorrimenti plastici. CLASSIFICAZIONE E STATO DI FORNITURA DELLE PORCELLANE DENTALI porcellane a bassa temperatura di cottura,se la temperatura di cottura è inferiore ai 1000°C porcellane a media temperatura di cottura,se la temperatura di cottura è compresa tra 1000 e 1200°C porcellane ad alta temperatura di cottura,se la temperatura di cottura è superiore ai 1200°C PORCELLANE FELDSPATICHE Sono prodotti ceramici a bassa,madia e alta temperatura di cottura,non contenuti sostanze rinforzanti,che prendono tale nome in base alle loro composizioni.La polvere delle porcellane feldspastiche a bassa e media temperatura di cottura è essenzialmente costituita da feldspati sodico e potassico (60 - 70%),quarzo (20 - 30%) e fondenti (10 -15%), oltre a sostanze coloranti e modificatrici in più piccola percentuale.Tali porcellane sono fornite nei tipi che vengono di seguito specificati: PORCELLANE ALLUMINOSE Sono prodotti ceramici e bassa e media temperatura di cottura,contenenti sostanze rinforzanti , sotto forma di alluminio (Al O ), disseminate nella matrice vetrosa (a base di feldspato,quarzo e fondenti). La polvere delle porcellane alluminose è fornita dai seguenti tipi. massa base (o opaca) Tali porcellane contengono la maggiore percentuale,in peso,di particelle di alluminio (mediamente 40%) massa dentina.Le particelle di allumina contenute in queste porcellane raggiungono una concentrazione massima del 10% in peso massa smalto.Contiene la minor percentuale di particelle di allumina. COMPONENTI E STRUTTURA DELLE PORCELLANE DENTALI FELDSPATI I più utilizzati sono principalmente l'alluminio-silicato di potassio (ortoclasio) e l'alluminio-silicato di sodio (albite).Questi miscugli presentano una temperatura di diffusione relativamente bassa (attorno ai 1000-1500°C) ed hanno pertanto la funzione di generare una fase liquida a temperature più basse di quelle che corrisponderebbero ai minerali argillosi puri (>
1500°C).Questa fase liquida ha la caratteristica di riempire,allo stato fuso,le porosità all'interni della massa e di sciogliere i grani cristalli di silice; nel successivo raffreddamento tale fase liquida vetrifica,dando luogo ad una matrice amorfa (fase vetrosa).I feldsparti converiscono traslucidità. QUARZO Finamente macinato è presente per le sue proprietà smagranti,ovvero per diminuire il quantativo di acqua necessario per l'impasto;ciò comporta un minor ritiro durante la fase di essicamento.Il quarzo ha inoltre la caratteristica di conferire durezza e resistenza agli agenti chimici.Unitamente ai feldspati,forma,durante il riscaldamento,un liquido così viscoso che gli atomi,durante il successivo raffreddamento,trovano difficoltà a distribuirsi in reticoli cristallini,dando così luogo ad una struttura sostanzialmanta vetrosa (vetro di quarzo).Il quarzo fa aumentare la trasparenza. CAOLINO (caolinite pura). E' un minerale argilloso (a struttura lamellare) pressoche privo di impurezze.Conferisce plasticità alla massa quando quest' ultima viene impastata con acqua. Il caolino è in genere presente nei prodotti ceramici a pasta bianca per la sua caratteristica di assumere dopo la cottura una colorazione bianca intensa . conferisce opacità. FONDENTI Servono per ridurre ta temperatura di cottura. RINFORZANTI Servono per migliorare le caratteristiche meccaniche del prodotto.
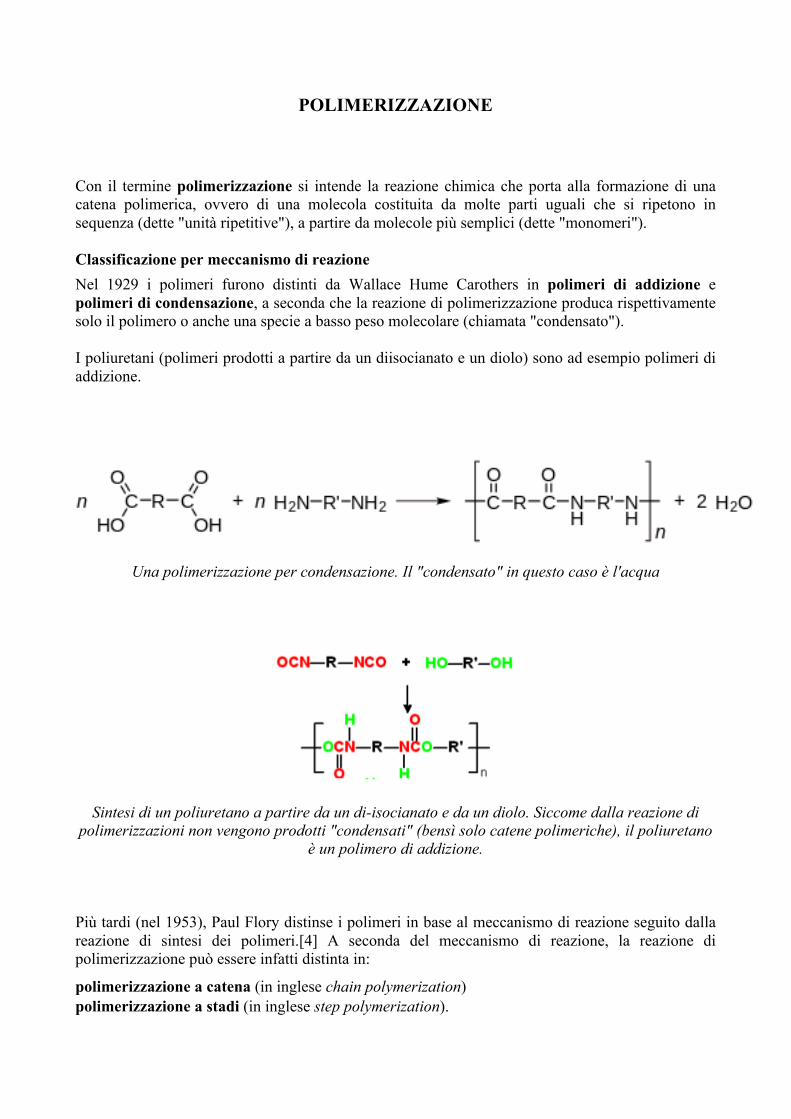
POLIMERIZZAZIONE
Con il termine polimerizzazione si intende la reazione chimica che porta alla formazione di una catena polimerica, ovvero di una molecola costituita da molte parti uguali che si ripetono in sequenza (dette "unità ripetitive"), a partire da molecole più semplici (dette "monomeri"). Classificazione per meccanismo di reazione Nel 1929 i polimeri furono distinti da Wallace Hume Carothers in polimeri di addizione e polimeri di condensazione, a seconda che la reazione di polimerizzazione produca rispettivamente solo il polimero o anche una specie a basso peso molecolare (chiamata "condensato"). I poliuretani (polimeri prodotti a partire da un diisocianato e un diolo) sono ad esempio polimeri di addizione.
Una polimerizzazione per condensazione. Il "condensato" in questo caso è l'acqua
Sintesi di un poliuretano a partire da un di-isocianato e da un diolo. Siccome dalla reazione di polimerizzazioni non vengono prodotti "condensati" (bensì solo catene polimeriche), il poliuretano
è un polimero di addizione.
Più tardi (nel 1953), Paul Flory distinse i polimeri in base al meccanismo di reazione seguito dalla reazione di sintesi dei polimeri.[4] A seconda del meccanismo di reazione, la reazione di polimerizzazione può essere infatti distinta in:
polimerizzazione a catena (in inglese chain polymerization) polimerizzazione a stadi (in inglese step polymerization).
I polimeri ottenuti per polimerizzazione a stadi sono in genere polimeri di condensazione, mentre i polimeri ottenuti per polimerizzazione a catena sono in genere polimeri di addizione. Esistono comunque delle eccezioni a questa regola, ad esempio il poliuretano è un polimero di addizione ma la sua produzione avviene tramite polimerizzazione a stadio. Quindi le classi di polimeri secondo la classificazione di Carothers e secondo la classificazione di Flory non coincidono. Polimerizzazione a catena Nella polimerizzazione a catena la reazione è innescata dalla formazione di una specie chimica attiva, chiamata iniziatore, che può essere costituita da un radicale, un carbocatione o un carbanione. L'iniziatore somma ricorsivamente su di sé una molecola di monomero, spostando il centro di reattività (l'elettrone spaiato, la carica elettrica) all'estremità della catena a mano a mano che questa cresce. Il processo di produzione di una catena polimerica è suddiviso in 3 fasi: attivazione, propagazione e terminazione.
Un esempio di polimero ottenuto per polimerizzazione a catena è il polietilene.
In presenza di una elevata temperatura o pressione il doppio legame tra gli atomi di carbonio si rompe ed è sostituito con un legame singolo covalente. A ogni atomo di carbonio competeranno quindi 7 elettroni nel livello energetico più esterno. Per soddisfare le richieste di legame, il monomero si combina con altri monomeri di etilene, assicurando così che ogni atomo di carbonio condivida 4 legami covalenti. La polimerizzazione può avvenire grazie alla presenza di un doppio legame covalente tra gli atomi di carbonio nella molecola del reagente. Il legame doppio (assieme al legame triplo) è detto "legame insaturo"; esso è costituito da due legami che hanno forze di legame di entità differenti: il legame σ (più forte) e il legame π (più debole). Dalla rottura del legame π si genera una specie chimica instabile (detto radicale) a cui possono addizionarsi monomeri addizionali, allungando la catena.
La concentrazione di monomero nell'ambiente di reazione nel caso di polimerizzazione a catena diminuisce con velocità costante. La resa per questo tipo di polimerizzazione è elevata, e i polimeri che si ottengono hanno un minore grado di polimerizzazione rispetto a quelli ottenuti nella polimerizzazione a stadi.
Polimerizzazione a stadi
La polimerizzazione a stadi si realizza tra specie chimiche aventi due (o più) estremità reattive (gruppi funzionali), capaci quindi di legarsi le une alle altre, formando lunghe catene per unione di catene più corte. Un esempio di polimero prodotto per polimerizzazione a stadi è il nylon.
Confronto tra polimerizzazione a catena e polimerizzazione a stadi La tabella seguente mette in risalto le principali differenze che intercorrono tra la polimerizzazione a catena e polimerizzazione a stadi.
Classificazione per fasi coinvolte A livello industriale, esistono 4 differenti metodi di produzione dei polimeri per addizione, che si differenziano a seconda delle fasi coinvolte nel processo:
polimerizzazione in massa (o omogenea) polimerizzazione in soluzione
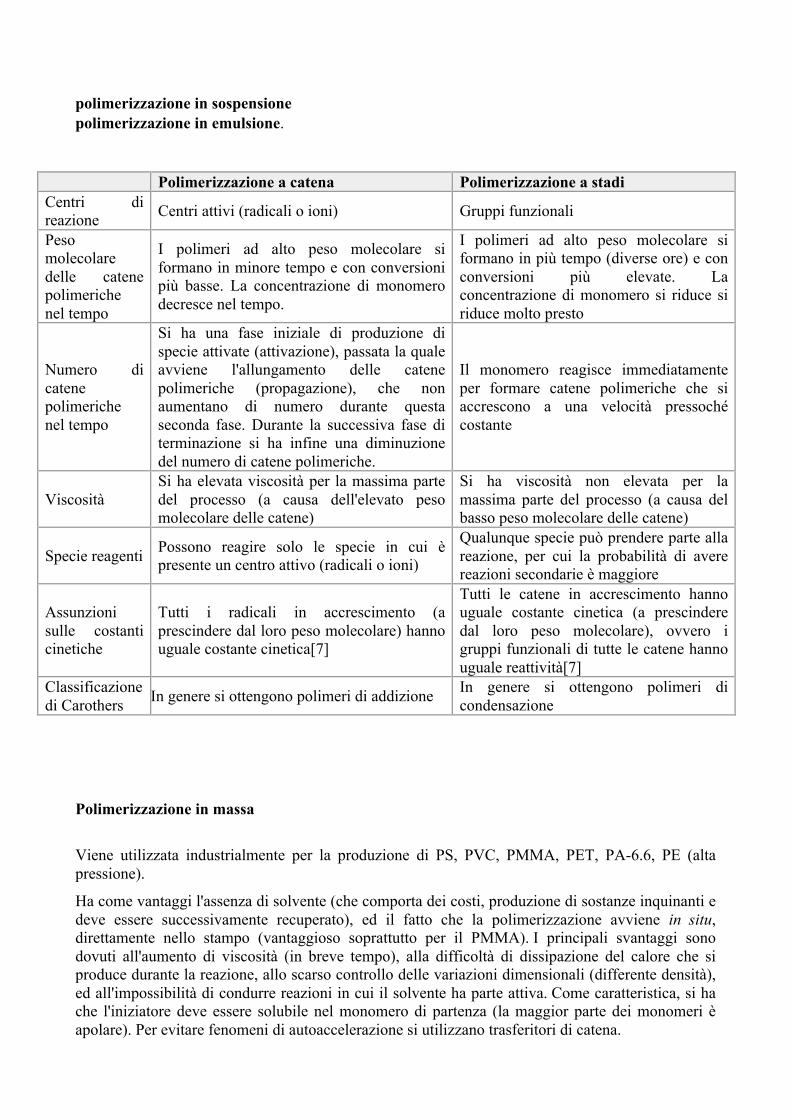
polimerizzazione in sospensione polimerizzazione in emulsione.
Polimerizzazione a catena Polimerizzazione a stadi Centri di reazione Centri attivi (radicali o ioni) Gruppi funzionali
Peso molecolare delle catene polimeriche nel tempo
I polimeri ad alto peso molecolare si formano in minore tempo e con conversioni più basse. La concentrazione di monomero decresce nel tempo.
I polimeri ad alto peso molecolare si formano in più tempo (diverse ore) e con conversioni più elevate. La concentrazione di monomero si riduce si riduce molto presto
Numero di catene polimeriche nel tempo
Si ha una fase iniziale di produzione di specie attivate (attivazione), passata la quale avviene l'allungamento delle catene polimeriche (propagazione), che non aumentano di numero durante questa seconda fase. Durante la successiva fase di terminazione si ha infine una diminuzione del numero di catene polimeriche.
Il monomero reagisce immediatamente per formare catene polimeriche che si accrescono a una velocità pressoché costante
Viscosità Si ha elevata viscosità per la massima parte del processo (a causa dell'elevato peso molecolare delle catene)
Si ha viscosità non elevata per la massima parte del processo (a causa del basso peso molecolare delle catene)
Specie reagenti Possono reagire solo le specie in cui è presente un centro attivo (radicali o ioni)
Qualunque specie può prendere parte alla reazione, per cui la probabilità di avere reazioni secondarie è maggiore
Assunzioni sulle costanti cinetiche
Tutti i radicali in accrescimento (a prescindere dal loro peso molecolare) hanno uguale costante cinetica[7]
Tutti le catene in accrescimento hanno uguale costante cinetica (a prescindere dal loro peso molecolare), ovvero i gruppi funzionali di tutte le catene hanno uguale reattività[7]
Classificazione di Carothers In genere si ottengono polimeri di addizione In genere si ottengono polimeri di
condensazione
Polimerizzazione in massa
Viene utilizzata industrialmente per la produzione di PS, PVC, PMMA, PET, PA-6.6, PE (alta pressione).
Ha come vantaggi l'assenza di solvente (che comporta dei costi, produzione di sostanze inquinanti e deve essere successivamente recuperato), ed il fatto che la polimerizzazione avviene in situ, direttamente nello stampo (vantaggioso soprattutto per il PMMA). I principali svantaggi sono dovuti all'aumento di viscosità (in breve tempo), alla difficoltà di dissipazione del calore che si produce durante la reazione, allo scarso controllo delle variazioni dimensionali (differente densità), ed all'impossibilità di condurre reazioni in cui il solvente ha parte attiva. Come caratteristica, si ha che l'iniziatore deve essere solubile nel monomero di partenza (la maggior parte dei monomeri è apolare). Per evitare fenomeni di autoaccelerazione si utilizzano trasferitori di catena.
Polimerizzazione in sospensione (micromassa) Viene usata per PS, PVC, PMMA, reazioni fortemente esotermiche. Per facilitare la rimozione del calore si crea una sospensione in un mezzo disperdente che ha una certa viscosità. Si frammenta il sistema in massa formando perle di qualche mm di diametro. Ogni particella ha comportamento cinetico come il processo in massa.
Vantaggi • facilità di rimozione del calore.
Svantaggi • eliminazione degli stabilizzanti; • agitazione rigorosa.
Come caratteristica, si ha che come disperdente viene usata acqua stabilizzata da caolino, gelatine colloidali ed altri, e ciò è importante anche per la morfologia delle particelle che si ottengono di polimero (separate o coalizzate assieme). L'iniziatore ed il monomero devono essere insolubili in acqua (mezzo disperdente), e l'iniziatore deve essere solubile nel monomero.
Polimerizzazione in soluzione Viene usata per PE, PP, PVAc, PAN, PA-6.6, polimerizzazioni interfacciali, ioniche. Tutte le polimerizzazioni sterospecifiche (es. Ziegler-Natta) vengono svolte in un solvente idrocarburico.
Vantaggi • viscosità ridotta e quindi miglior controllo della temperatura; • possibilità di condurre polimerizzazioni in cui il solvente ha parte attiva. Svantaggi • presenza del solvente. Come caratteristica, si ha che l'iniziatore ed il monomero devono essere solubili nel solvente (polare o apolare).
Polimerizzazione in emulsione Viene usata per PS, PVC, PVAc.
Vantaggi • viscosità ridotta • alta vp e DPn contemporaneamente.
Svantaggi • presenza del tensioattivo (il lattice deve essere coagulato).
Viene effettuata in un sistema disperdente a base acquosa; il monomero non è solubile in acqua, ma lo è l'iniziatore. Questa tecnica permette di ottenere alti PM e alte vp. Per una polimerizzazione in emulsione oltre ad acqua, monomero ed iniziatore, è necessario aggiungere un emulsificante, di solito un tensioattivo: quando questo entra in acqua contenente monomero si formano delle micelle, con le teste polari all'esterno e le code apolari all'interno.
Una parte di queste micelle andrà a stabilizzare delle goccioline di monomero (ed in seguito di polimero), comportandosi da reattori; delle grosse gocce invece conterranno solo il monomero,

comportandosi da serbatoi. C'è poi una quantità di emulsificante che sta disperso come molecola singola.
L'iniziatore, in fase acquosa, darà origine ai radicali che si muovono per raggiungere le particelle di monomero (goccioline), ed a questo punto avrà inizio la polimerizzazione radicalica.
La polimerizzazione avviene in questo modo:
1. presenza di un certo numero di micelle e gocce serbatoio di monomero. La quantità di micelle che si forma dipende dalla quantità di tensioattivo che deve essere maggiore della concentrazione micellare critica (CMC); le dimensioni sono di 100-200 Ǻ e la concentrazione di 1014 micelle/cm3. L'iniziatore può dare origine a 1013 radicali/cm3, che diffondono quindi nelle micelle nella quantità di 1 radicale ogni 10 secondi. Quando il radicale incontra il monomero nelle micelle inizia la polimerizzazione. Essendoci più micelle reattori rispetto alla gocce serbatoio, l'iniziatore avrà maggiore probabilità di incontrare il monomero nei reattori che nel serbatoio.
2. inizia a formarsi il "serpentello" di polimero e quindi le micelle rigonfiano e le gocce serbatoio continuano per diffusione a rifornire di monomero le micelle. Si ha la formazione di un lattice costituito da queste gocce rigonfiate di monomero/polimero, le quali però tendono a collassare quindi è necessaria una vigorosa agitazione.
3. si ha uno stato stazionario dovuto alla terminazione nella micella in seguito all'arrivo del secondo radicale. Ogni 10 secondi si avrà quindi terminazione (che dura altrettanti 10 secondi). Le micelle sono pertanto attive solo per la metà del tempo, o, viceversa, nello stesso tempo sono attive la metà delle micelle.
4. quando la percentuale di conversione supera il 70%, le gocce serbatoio non riescono più a rifornire di monomero le micelle-reattori e quindi la concentrazione del monomero nel lattice diminuisce, tendendo a diminuire la vp.


















