SCIENZA DEI MATERIALI DENTALI - Nuove Scuole S.r.l. · SCIENZA DEI MATERIALI DENTALI RESINE...
50
SCIENZA DEI MATERIALI DENTALI RESINE ODONTOTECNICHE Le resine sintetiche sono materiali particolari con caratteristiche fisiche, chimiche ed estetiche che ne permettono un largo impiego in odontotecnica. Hanno la fondamentale caratteristica di poter assumere le più svariate forme in determinate condizioni di temperatura e pressione. Chimicamente hanno origine da composti ben definiti (polimeri) che con l'intervento di opportuni catalizzatori (monomeri) danno luogo alla reazione chimica definita polimerizzazione che permette di ottenere una protesi con caratteristiche adeguate. Requisiti delle resine sintetiche Adeguate caratteristiche meccaniche e chimiche: dovrebbero presentare una elevata elasticità e resistenza in quanto devono sopportare il peso del carico masticatorio o delle sollecitazioni dei liquidi buccali. Elevata stabilità chimica (dalla fornitura fino a protesi ultimata). Buone caratteristiche estetiche: il colore e la translucidità devono essere simili ai tessuti naturali (è importante che il colore si mantenga nel tempo). Insolubilità nei liquidi buccali e assorbimento di questi nella minor quantità possibile. Bassa densità, particolarmente le protesi totali devono essere leggere e riprodurre al tempo stesso tutti i particolari morfologici. Temperatura di rammollimento elevata; tale da non generare deformazioni della protesi nel cavo orale. Assenza di sapore, odore e di fenomeni irritativi e allergici. Attualmente le resine sintetiche più usate sono le resine acriliche a base di polimetilmetacrilato: questa è una resina acrilica ottenuta dalla polimerizzazione del metil metacrilato o metacrilato di metile. Il metil metacrilato è l'estere metilico dell'acido metacrilico. Suddividiamo principalmente le resine sintetiche in due gruppi: Termopolimerizzanti e autopolimerizzanti Le prime hanno bisogno di una determinata quantità di calore per fare avvenire la polimerizzazione e quindi ottenere tutti i requisiti necessari per una corretta ricostruzione protesica. Le autopolimerizzanti non richiedono un riscaldamento esterno in quanto la polimerizzazione avviene spontaneamente a temperatura
Transcript of SCIENZA DEI MATERIALI DENTALI - Nuove Scuole S.r.l. · SCIENZA DEI MATERIALI DENTALI RESINE...
SCIENZA DEI MATERIALI DENTALI
RESINE ODONTOTECNICHE
Le resine sintetiche sono materiali particolari con caratteristiche fisiche, chimiche ed estetiche che ne permettono un largo impiego in odontotecnica. Hanno la fondamentale caratteristica di poter assumere le più svariate forme in determinate condizioni di temperatura e pressione. Chimicamente hanno origine da composti ben definiti (polimeri) che con l'intervento di opportuni catalizzatori (monomeri) danno luogo alla reazione chimica definita polimerizzazione che permette di ottenere una protesi con caratteristiche adeguate.
Requisiti delle resine sintetiche
Adeguate caratteristiche meccaniche e chimiche: dovrebbero presentare una elevata elasticità e resistenza in quanto devono sopportare il peso del carico masticatorio o delle sollecitazioni dei liquidi buccali.
Elevata stabilità chimica (dalla fornitura fino a protesi ultimata).
Buone caratteristiche estetiche: il colore e la translucidità devono essere simili ai tessuti naturali (è importante che il colore si mantenga nel tempo).
Insolubilità nei liquidi buccali e assorbimento di questi nella minor quantità possibile.
Bassa densità, particolarmente le protesi totali devono essere leggere e riprodurre al tempo stesso tutti i particolari morfologici.
Temperatura di rammollimento elevata; tale da non generare deformazioni della protesi nel cavo orale.
Assenza di sapore, odore e di fenomeni irritativi e allergici.
Attualmente le resine sintetiche più usate sono le resine acriliche a base di polimetilmetacrilato: questa è una resina acrilica ottenuta dalla polimerizzazione del metil metacrilato o metacrilato di metile. Il metil metacrilato è l'estere metilico dell'acido metacrilico. Suddividiamo principalmente le resine sintetiche in due gruppi: Termopolimerizzanti e autopolimerizzanti Le prime hanno bisogno di una determinata quantità di calore per fare avvenire la polimerizzazione e quindi ottenere tutti i requisiti necessari per una corretta ricostruzione protesica. Le autopolimerizzanti non richiedono un riscaldamento esterno in quanto la polimerizzazione avviene spontaneamente a temperatura
ambiente (la composizione della polvere e del liquido sono uguali a quelle termopolimerizzabili, ma con l'aggiunta di un attivatore chimico il quale, essendo presente nel liquido e miscelandosi con il perossido di benzoile presente nella polvere come iniziatore, da luogo alla polimerizzazione anche a temperatura ambiente). Rapporto monomero-polimero: la proporzione più appropriata tra il polimero (polvere) ed il monomero (liquido) è di tre parti a una in volume e due parti a una in peso. Quanto più polimero impieghiamo, minore risulterà il tempo di reazione e la tendenza a contrarsi della resina durante la polimerizzazione; d'altra parte è opportuno impiegare una adeguata quantità di monomero perché possa bagnare completamente le particelle di polimero (infatti le proporzioni polimero-monomero possono variare secondo le dimensioni delle particelle della polvere di polimero).
Impieghi delle resine
Resine sintetiche per basi di protesi: vengono utilizzate in protesi mobile per le loro caratteristiche, infatti il loro componente principale è il polimetil-metacrilato.
In alcune lavorazioni possono essere utilizzate resine acriliche fluide e modificate (rinforzate con gomma) e idrofile (assorbono acqua).
Resine per ribasature di Protesi mobile: i tessuti molli sottostanti le basi protesiche tendono a subire cambiamenti di forma nel tempo a causa del lento riassorbimento del tessuto osseo sottostante. È quindi necessario modificare la forma della superficie della protesi in resina che entra in contatto con la mucosa per mantenere l'adeguata aderenza. Per questa operazione dobbiamo impiegare delle resine simili alle precedenti ma che possano adattarsi perfettamente per ottenere lo scopo desiderato.
Resine per riparazione di protesi mobile: nonostante le continue sollecitazioni che le protesi subiscono durante le normali funzioni masticatorie, relativamente poche si fratturano nella bocca; questo è spesso dovuto a basi troppo sottili e incisure di frenuli troppo profonde o acute. Per la riparazione di protesi possiamo impiegare resine acriliche polimerizzabili sia a caldo che a freddo.
Resine artificiali: sono simili nella composizione a quelle per basi protesiche ma contengono una concentrazione maggiore di sostanze che aumentano la loro resistenza all'usura ed il peso del carico masticatorio (la parte dei denti che viene fissata alla base in resina contiene però una quantità inferiore di queste sostanze in modo da consentire una corretta unione con la resina della base stessa).
I denti artificiali vengono costruiti attraverso opportuni procedimenti di formatura per compressione e sono formati da strati di diverso colore e spessore in modo da generare un aspetto naturale ed una adeguata translucidità nelle zone incisale e occlusali.
Resine per corone e ponti di protesi fissa: per questo impiego sono disponibili vari tipi di resine che possono presentare un'ampia gamma di colorazioni simili ai denti naturali resine acriliche termopolimerizzabili; coopolimeri vinil-acrilici termopolimerizzabili; resine acriliche modificate; resine acriliche con sostanze rinforzanti; resine acriliche con sostanze rinforzanti; resine composite a base di monomero di Bowen).
Porcellane dentali
Con il termine "porcellana" si intende il prodotto ceramico tradizionale a pasta con costituenti base (caolino 50% - quarzo 25% e feldspati 25%). I prodotti ceramici impiegati in odontotecnica si diversificano dai suddetti per la percentuale di caolino che è molto inferiore; infatti la struttura finale delle porcellane dentali è costituita da una matrice vetrosa che ingloba paricelle cristalline di varia natura, variabili secondo il tipo di prodotto. Le porcellane sono ampiamente utilizzate in odontoiatria perché:
sono stabili e inalterabili nel cavo orale,
ben tollerate dai tessuti buccali,
resistenti all'usura
e con caratteristiche estetiche eccellenti in quanto possiamo impartire loro le più svariate sfumature di colore.
Sono il materiale estetico che ci fornisce maggiori garanzie di durata in quanto, se costruite e rifinite correttamente, possono restare esenti da depositi di sostanze estranee. Tra gli aspetti negativi abbiamo una bassa resistenza alla trazione ed una considerevole fragilità; possiamo però ovviare a questi inconvenienti scegliendo gli adeguati materiali progettando e costruendo correttamente la protesi. Le porcellane dentali vengono prodotte sotto forma di polveri le quali, per il loro impiego, vengono impastate con liquidi opportuni; l'impasto ottenuto viene modellato nella forma desiderata impiegando degli appositi strumenti, poi posto alla cottura. Durante questa abbiamo la sinteri delle particelle che formano le polveri e con il successivo raffreddamento otteniamo una massa rigida e compatta che conserva la forma impartita prima della cottura. La sinteri delle particelle determina una contrazione volumetrica del materiale, quindi dovremo tenerne conto durante la modellazione.
Struttura delle porcellane
Le porcellane hanno una struttura costituita principalmente da una base di tetraedri silicatici, con la presenza di cationi metallici disseminati tra i tetraedri silicatici (K, Na, Li).
Possono esser classificati in base alla temperatura alla quale è necessario portare l'impasto per ottenere le migliori caratteristiche fisiche ed estetiche: Temperatura di cottura. Suddividiamo le porcellane in:
Porcellane ad alta temperatura di cottura (oltre 1200 °C)
Vengono impiegate per la costruzione di denti artificiali in porcellana anche se il loro impiego è attualmente molto limitato; i componenti base sono: feldspati dal 75% all'85%; quarzo dal 12% al 22%; caolino 4%. A queste sostanze base vengono aggiunte ossidi metallici di diversa natura, come coloranti e opacizzanti, in modo da conferire le opportune caratteristiche (opacità, translucidità, sfumature di colore).
Porcellane a media e bassa temperatura di cottura (1200-1050, al di sotto dei 1050 per basse temperature)
Si trovano in commercio sotto forma di polveri in quanto le materie prime di queste porcellane vengono proporzionate e fuse insieme in modo da formare una massa vetrosa nella quale sono disciolti alcuni tipi di cristalli; la massa fusa viene quindi raffreddata bruscamente generandone lo sgretolamento (vetrificazione della porcellana). Questo tipo di porcellane in base all'impiego e alla diversa natura e proporzione dei singoli componenti vengono suddivise in:
Porcellane feldspatiche per corone a giacca e intarsi: le materie prime sono: feldspati 60%, silice 25% e fondenti 15% (hanno lo scopo di abbassare la temperatura), a questi aggiungiamo gli ossidi metallici per conferire le dovute caratteristiche.
Vengono a loro volta suddivise in tre tipi in base alle zone che devono ricostruire:
Opaco: contiene sostanze opacizzanti come l'ossido di titanio e di zirconio; servono per creare il primo strato di materiale nella costruzione delle corone ed ha lo scopo di eliminare la trasparenza della lega sottostante. È importante per il risultato finale riguardo all'estetica, perché dopo la cottura, si presenta con superfici irregolari e granulose, ciò consente alla luce riflessa da questo primo strato, di disperdersi negli strati sovrastanti ottenendo un effetto più realistico e naturale.
Dentina: è formata da opportuni ossidi che impartiscono le diverse tonalità di colore; viene applicata sull'opaco e serve per costruire la massa principale e più voluminosa della corona. Le dentine vengono a loro volta suddivise in:
Dentine gengivali: vengono utilizzate nel terzo cervicale ed hanno una ridotta traslucidità.
Dentine del corpo: vengono impiegate per costruire il volume principale della corona ed hanno una elevata traslucidità.
Smalto: è costituito da vetri feldspatici dotati di elevata translucidità; contengono sostanze cristalline e opacizzanti suddivise in particelle piccolissime per creare speciali effetti di colore. Viene applicato sulla dentina e serve per impartire alla corona l'aspetto dello smalto dei denti naturali. Con la sua cottura si ottengono superfici lisce e compatte che riducono l'adesione di sostanze estranee (questo è importante per l'igiene e la conservazione della protesi).
Ai tre tipi di masse ceramiche possiamo aggiungere diverse porcellane con specifiche funzioni:
1) Intensivi: servono per riprodurre macchie colorate in modo da conferire al dente in porcellana un aspetto più naturale.
2) Correttivi: servono per eseguire correzioni su corone finite e riguardano in particolare le zone del contatto.
3) Trasparenti: aumentano la trasparenza nelle zone incisive dando un aspetto simile ai denti naturali.
4) Vetrine: vengono applicate in strati sottili sulle superfici delle corone finite se esistono lievissime mancanze dovute alla retrazione della porcellana durante la cottura.
5) Colori: sono polveri vetrose che vengono applicate sulle corone della cottura finale (conferiscono anch'esse il colore simile ai denti naturali).
L'aggiunta di questi materiali che hanno scopi specifici serve per ottenere una protesi che dia i migliori risultati estetici, ma richiede una elevata abilità da parte del tecnico per integrare e proporzionare i vari elementi tra di loro.
Porcellane alluminose per la costruzione di Corone a giacca: vengono utilizzate al posto delle porcellane feldspatiche se si vuole costruire una corona a giacca più resistente; infatti queste porcellane contegono delle particelle di allumina disseminate nella matrice vetrosa dopo la cottura, che conferiscono la necessaria resistenza. Gli strati di porcellana alluminosa (opaco-dentina-smalto), hanno caratteristiche simili a quelle delle feldspatiche, ma presentano una più elevata durezza e una maggiore translucidità (particolarmente nello smalto).
Porcellane feldspatiche per oro-ceramica: vengono utilizzate per la costruzione di protesi a ponte fisse (possiamo definire questo il tipo di protesi che dà i migliori risultati funzionali ed estetici).
La loro composizione è simile a quelle feldspatiche utilizzate per le corone a giacca con l'aggiunta di ossido di potassio (K2O) e ossido di sodio (Na2O) in concentrazioni maggiori; in questo modo otteniamo un aumento del coefficiente di dilatazione termica lineare rendendo la porcellana compatibile con le leghe metalliche.
Gli strati di queste porcellane (opaco-dentina-smalto) presentano una particolare translucidità ed è quindi opportuno utilizzare uno strato sufficientemente ampio di dentina e smalto (almeno 1 mm ciascuno) per ottenere un adeguato effetto estetico e rivestire la struttura metallica evitando la trasparenza della stessa.
Condensazione della porcellana
Per il corretto impiego, la polvere di porcellana viene mescolata con acqua distillata o con liquidi opportuni. Grazie alla tensione superficiale di questi, le particelle di porcellana possono essere sagomate nell'impasto desiderato e mantenere la forma fino alla cottura. Durante l'essiccazione, il liquido o l'acqua vengono eliminate e le particelle di porcellana si appoggiano le une sulle altre; nella successiva cottura abbiamo un rammollimento e di conseguenza un'unione delle particelle vetrose che occupano lo spazio del liquido o dell'acqua, diminuendo il volume del materiale: questo procedimento dell'unione delle particelle prende il nome di Sinterizzazione. Durante le fasi di cottura abbiamo la riduzione progressiva delle particelle di liquido e questo favorisce l'unione di quelle vetrose: è importante perciò, prima della cottura, eliminare gli eccessi di liquido per favorire l'unione suddetta. Questo procedimento prende il nome di Condensazione della porcellana e può essere eseguito in diversi modi: per vibrazione - per pennello.
Cottura della porcellana
Iniziamo questo procedimento con l'essiccazione dell'impasto mettendolo sul refrattario (sostegno) e ponendolo davanti al forno opportunamente riscaldato (a 650° circa), in modo da essiccare lentamente l'impasto. Se mettessimo direttamente la porcellana in forno potremmo avere la produzione di vapore con la formazione di crepe e di vuoti nella porcellana stessa (generalmente il tempo di essiccazione è di 3-5 minuti); successivamente introdurremo la porcellana in forno
seguendo, per la cottura, le istruzioni del fabbricante in quanto, i materiali ceramici richiedono tempi e temperature molto precisi per la corretta riuscita del lavoro. Durante la cottura distiguiamo tre periodi:
Primo periodo o del biscotto basso: è la fase nella quale le particelle vetrose iniziano a rammollire e ad unirsi tra di loro; in questa fase la struttura è porosa ed abbiamo scarsa concentrazione volumetrica.
Secondo periodo o del biscotto medio: è la fase nella quale lo scorrimento viscoso delle particelle ha raggiunto un grado da permettere la completa coesione di queste; abbiamo una diminuzione della porosità ed una consistente concentrazione volumetrica.
Terzo periodo o del biscotto alto: è la fase nella quale il materiale presenta superfici levigate, ma non ancora lisce, e la porcellana ha raggiunto la sua massima concentrazione.
Generalmente dopo queste fasi si attua la prova in bocca al paziente controllando tutti gli aspetti funzionali ed estetici e successivamente si passa alla cottura finale (a vetrino) che consiste nel riscaldare a opportuna temperatura per un tempo determinato, la ceramica. Durante quest'ultima fase le irregolarità superficiali vengono levigate perché abbiamo uno scorrimento viscoso delle particelle e di conseguenza avremo anche l'adeguata translucidità. (Questa fase si può sostituire con l'applicazione sulla superficie della porcellana, di una particolare vetrina a basso punto di fusione).
Shock termico della porcellana dentale Dopo la cottura potremmo notare nella porcellana, una o più crepe che possono essere visibili solo dopo qualche giorno e di conseguenza anche dopo la cementazione della protesi nel cavo orale. La formazione di queste crepe è dovuta al cosiddetto shock termico, cioè ad un riscaldamento o raffreddamento non sufficientemente omogeneo della porcellana durante la cottura. Questo determina una espansione o una contrazione più rapida nelle zone superficiali rispetto a quelle interne, dando luogo a tensioni interne che provocano un raffreddamento diversificato delle diverse zone, quindi, nel tempo, potremmo notare le crepe suddette. È perciò opportuno seguire molto scrupolosamente tempi e temperature consigliate dai fabbricanti.
Materiali da rivestimento
Sono materiali di natura minerale o ceramica che vengono ridotti in polvere e miscelati con acqua distillata od opportuni liquidi al fine di ottenere una corretta lavorazione nei trattamenti termici eseguiti in odontotecnica (fusione e saldatura). Rivestimenti per fusioni: sono principalmente costituiti da tre sostanze base:
Sostanza refrattaria: sono quelle che resistono alle alte temperature e permettono la compattezza del rivestimento durante il riscaldamento di questo. Il componente principale delle sostanze refrattarie è la Silice e si può presentare in tre diverse forme allotropiche: quarzo, tridimite e cristobalite, presenti in diverse percentuali secondo il tipo di rivestimento.
Sostanza legante: la sostanza refrattaria non è in grado di consentire la presa, quindi l'indurimento della miscela di rivestimento; è perciò indispensabile la presenza di un legante che permetta la corretta unione delle particelle di rivestimento e di conseguenza la presa.
Esistono tre tipi di legante: solfato di calcio semiidrato (Gesso Beta), ossido di magnesio, fosfati ed un gel di silice.
Additivi: sono sostanze chimiche che vengono aggiunte per migliorare le proprietà del rivestimento; vengono utilizzati: il cloruro di sodio, l'acido borico, il solfato di potassio e l'ossido di magnesio per controllare l'espansione ed il tempo di presa del legante; ossido di bario, ossido di calcio, alluminio, rame in polvere e grafite sono sostanze riducenti degli ossidi che si formano sulla superficie delle leghe durante la fusione; il talco che rende più levigate le superfici della lega.
Requisiti dei rivestimenti per fusioni Per ottenere una lega che risponda ai requisiti funzionali di una corretta protesi fissa, il rivestimento deve avere i seguenti requisiti:
I principali costituenti non devono separarsi durante la conservazione nell'apposito contenitore o durante la miscelazione per poter assolvere i loro specifici requisiti.
Si devono miscelare opportunamente in modo che l'impasto si adatti perfettamente alla modellazione in cera.
Devono generare superfici lisce nella lega per riprodurre i minimi dettagli (grana fine).
Durante il riscaldamento non si devono decomporre generando gas corrosivi che potrebbero attaccare chimicamente la superficie della lega.
Devono essere refrattari per resistere alle alte temperature e non presentare alcuna deformazione sia durante il preriscaldamento che durante la colata della lega.
Classificazione dei rivestimenti per fusioni in base alla natura della sostanza legante, possiamo classificare i rivestimenti in:
Rivestimento a legante gessoso: viene impiegato come rivestimento per le cosiddette leghe d'oro da colata utilizzate per la protesi fissa. Si trovano in commercio sotto forma di polvere e vengono miscelati con acqua; ogni componente della polvere ha proporzioni e funzioni specifiche. Nella sostanza refrattaria abbiamo una miscela di cristobalite e quarzo con la presenza di piccole parti di tridimite. Queste generano la trasformazione strutturale dovuta all'espansione termica che prende il nome di inversione. Come legante utilizziamo il solfato di calcio semiidrato (30-35%), questo consente l'indurimento del rivestimento in quanto miscelando con l'acqua reagisce trasformandosi in solfato di calcio biidrato (in questo modo impartisce alla miscela anche la dovuta resistenza meccanica). Gli additivi sono utilizzati per controllare il tempo di presa del gesso (acceleranti, ritardanti), per ridurre la contrazione del gesso dovuto alle perdite dell'acqua di cristallizzazione (acido borico e cloruro di sodio), per ridurre la formazione di ossidi sulla lega d'oro durante la colata (sostanze riducenti come grafite in povere, rame in polvere e simili). Il rivestimento gessoso viene utilizzato per quelle leghe che richiedono un preriscaldamento fino a 700 °C, infatti oltre questa temperatura il solfato di calcio in presenza di carbonio (che troviamo nei rivestimenti o nei
residui della modellazione in cera) reagisce chimicamente con questo generando solfuro di calcio e ossido di carbonio.
Il solfuro di calcio così formato reagisce a sua volta con l'altro solfato di calcio generando anidride solforosa e ossido di calcio secondo la reazione che segue.
L'anidride solforosa è un gas estremamente corrosivo che attacca chimicamente le leghe d'oro sia superficialmente che tra i grani cristallini conferendo notevole fragilità e generando sulla protesi uno strato superficiale di solfuri che ne provocano la decolorazione difficilmente eliminabile.
Rivestimenti a legante fosfatico per fusioni Sono formati da polvere che viene miscelata con acqua o con un liquido apposito fornito dal fabbricante, sempre diluito con acqua; vengono utilizzati principalmente per la fusione di leghe utilizzate per la struttura metallica della porcellana.
La polvere è formata da silice sotto forma di cristobalite e quarzo in concentrazioni comprese tra il 75% ed il 90%, ossido di magnesio (Mg O2) e monoammonio fosfato (NH4 H2 PO4) con l'aggiunta di grafite in polvere che ha lo scopo di creare un'azione riducente nella cavità durante la fusione della lega. Il liquido fornito dal fabbricante è costituito da una soluzione colloidale di silice in acqua e viene generalmente unita all'acqua distillata per regolare l'eventuale espansione del rivestimento. La presa del rivestimento avviene grazie alle reazioni chimiche che abbiamo tra l'ossido di magnesio, l'acqua ed il monoammonio fosfato, con la formazione di fosfato di magnesio ed ammonio idrato (NH4 Mg PO4 * 6H2O) e si presenta sotto forma di massa gelatinosa legando insieme le singole particelle.
Rivestimenti per fusione a legante siliceo In questi rivestimenti funge da legante un gel di silice che si forma durante la presa; si trovano sotto forma di polvere che viene miscelata con 2 o 3 liquidi forniti dal fabbricante.
Sono principalmente utilizzati per la fusione di leghe usate nella costruzione di scheletrati. La polvere è costituita principalmente da una miscela di cristobalite e quarzo con l'aggiunta di piccole quantità di ossido di magnesio e additivi; i liquidi possono essere a base di etil silicato o a base di silicato di sodio. Questi rivestimenti una particolare attenzione nella manipolazione in quanto per le esatte proporzioni dei liquidi forniti dalla casa produttrice bisogna seguire scrupolosamente le indicazioni; la reazione che si genera (idrolisi del silicato) dura circa 3 ore a temperatura ambiente ed è esotermica, aumentando così la temperatura della soluzione. Questi rivestimenti non hanno largo impiego sia per la laboriosa manipolazione che per la bassa resistenza che abbiamo dopo la presa.
Rivestimenti per saldatura Hanno una composizione simile ai rivestimenti per fusione essendo costituiti principalmente da polvere di quarzo e solfato di calcio in rapporto di 3 a 1 (esistono anche tipi meno usati composti da pomice e gesso) che si mescolano con acqua o acqua distillata in opportune proporzioni. La funzione fondamentale di questi rivestimenti è di consentire una saldatura con minor cambiamenti dimensionali possibili rispettando le forme e le dimensioni delle parti da unire.
Per assolvere questi requisiti debbono possedere le seguenti caratteristiche: a) una resistenza sufficiente a poter mantenere l'integrità durante l'intero ciclo di riscaldamento e di raffreddamento senza fratturarsi; b) la composizione deve facilitare lo scorrimento della legha d'apporto senza
contaminare questa e creando un effetto riducente durante la saldatura; c) deve essere facilmente removibile da tutte le zone della protesi, dopo la saldatura; d) un cambiamento dimensionale compatibile con quello della temperatura degli elementi da unire.
Abrasivi
L'abrasione è l'asportazione progressiva di un certo quantitativo di particelle minute dalla superficie di una protesi mediante sostanze più o meno ruvide definite "abrasive", azionate da dispositivi meccanici.
L'azione abrasiva di queste sostanze dipende: 1) Dalla ruvidità della sostanza abrasiva; 2) dalla pressione che si esercita sulla protesi (maggiore è la pressione, più materiale asporteremo); 3) dalla velocità con la quale si fa agire meccanicamente l'abrasivo.
Distinguiamo gli abrasivi in due grandi gruppi:
I) Per abrasione
a) Carborundum: è formato da carburo di silicio cristalizzato, ottenuto per fusione a 3000 °C della sabbia di quarzo e del carbone cock. Impastato con sostanze refrattarie è il componente principale degli abrasivi; il diverso rapporto del carburo di silicio e del carbone di cock fa cambiare la grana dell'impasto variando la dimensione dei granelli. Si usa sotto forma ruote, punte montate e dischi.
b) Carburo di tungsteno: si ottiene riscaldando la polvere di tungsteno e carbone a 1500 °C ed ha una durezza molto vicina a quella del diamante. È usato sotto forma di ruote, punte montate e dischi per le lavorazioni a forte velocità.
c) Diamante: è la sostanza più dura che troviamo in natura; la sua polvere viene impastata con sostanze adesive e utilizzata come gli altri componenti abrasivi.
d) Pomice: si ottiene dalla pietra pomice di origine vulcanica ed è una miscela naturale di silicati e di ossidi metallici. La troviamo in commercio sotto forma di polvere che misceleremo con l'acqua, od in pasta.
e) Smeriglio: è una varietà granulare del corindone ottenuto da un miscuglio di alluminio e ferro; si trova sotto forma di fogli di carta su tela mista a gomma, ed in polvere.
II) Per lucidare
a) Bianchetto: è un ossido metallico miscelato ad alcool e viene utilizzato per lucidare superfici che hanno una durezza relativa, come le resine.
b) Ossido di cromo: si trova sotto forma di pasta, gomma o polvere di colore verdognolo e viene utilizzato per lucidare i materiali che hanno notevole durezza come gli acciai e le leghe stelliti.
c) Rossetto: è un ossido di ferro che si trova sotto forma di blocchi cilindrici, utilizzato per lucidare particolarmente le leghe auree.
d) Silicati di alluminio: sono di colore giallastro e vengono utilizzati per lucidare i metalli e le superfici resistenti in genere.
Decappanti per uso odontotecnico
In odontotecnica per il decappaggio vengono utilizzati alcuni acidi che hanno la funzione di eliminare dalle superfici metalliche, gli ossidi e le impurità derivate dalle diverse lavorazioni.
Distinguiamo i seguenti acidi decappanti:
1)Acido solforico (H2SO4): è un liquido oleoso che viene utilizzato in soluzione acquosa al 50% per togliere alle leghe auree gli ossidi e le impurità derivanti dalla fusione o dalla saldatura. La miscela deve essere fatta molto lentamente con l'aggiunta dell'acido nell'acqua e non viceversa; a lungo andare la soluzione di acido solforico assume una colorazione verdastra: ciò è dovuto all'ossido di rame che si è trasformato in solfato di rame. In questo caso non dovremo più utilizzare detta soluzione. L'acido solforico può intaccare a freddo metalli come l'alluminio, il ferro e lo zinco, mentre sui 200 °C intacca tutti i metalli ad eccezione dell'oro e del platino.
2)Acido cloridrico (HCl): è incolore e solubile in acqua (dal 20% al 40%) e viene utilizzato per sciogliere velocemente gli ossidi (particolarmente l'ossido di rame), per eliminare le tracce di gesso e di rivestimento dalle strutture metalliche. Bisogna fare attenzione perché danneggia irrimediabilmente le leghe con un'alta concentrazione d'argento.
3) Acido fosforico (H3PO4): si trova in natura sotto forma di cristalli prismatici incolori e viene miscelato con acqua al 50: viene utilizzato per sciogliere rapidamente i residui dei cementi dalle protesi metalliche.
4) Flux: tra i materiali decappanti possiamo aggiungere i flux utilizzati nelle operazioni di saldatura. I composti principali di questi materiali sono: il tetraborato di sodio anidro (Na2B4O7), la silice (SiO2) e l'acido borico (H3BO3). Aquesti componenti base possiamo aggiungere l'alcool e la vaselina; (in questo caso il flux sarà in pasta e non in polvere). Hanno la funzione di detergere la zona di saldatura favorendo ossidazione ed il surriscaldamento) ed hanno un'azione chimica riducente degli ossidi che si formano.
PROPRIETA’ DEI MATERIALI
Proprietà meccaniche: sono le proprietà dei materiali legati alla resistenza nel tempo degli oggetti
che con essi vengono costruiti. Sono, cioè, quelle proprietà che consentono a tali oggetti di resistere
alle sollecitazioni.
Forza: è un agente fisico capace di modificare lo stato di quiete o di moto di un corpo o capace di
produrre una deformazione. Forze esterne: sono le forze che vengono applicate su un corpo ad
opera di altri corpi. Si distinguono in:
a) forze superficiali: agiscono sulla superficie di un corpo e sono dovute al contatto diretto di
due corpi;
b) forze di massa: sono distribuite nel volume del corpo e sono applicate a ciascuna delle
particelle che lo costituiscono.
c) Carichi esterni: sono le forze superficiali, le forze di massa ed i momenti ai quali il corpo é
sottoposto.
d) Sollecitazioni: sono l’insieme dei carichi agenti sul corpo.
La resistenza a flessione è determinata sottoponendo a carico, nella zona mediana, un provino di
dimensioni standardizzate che poggia a sbalzo tra due sostegni.
Il provino flette fino alla rottura, la resistenza meccanica a rottura σMOR è data da:
σMOR = 3 PL/ 2 b H2
P = carico alla rottura
L = distanza tra i due appoggi
b = larghezza del provino
H = altezza del provino
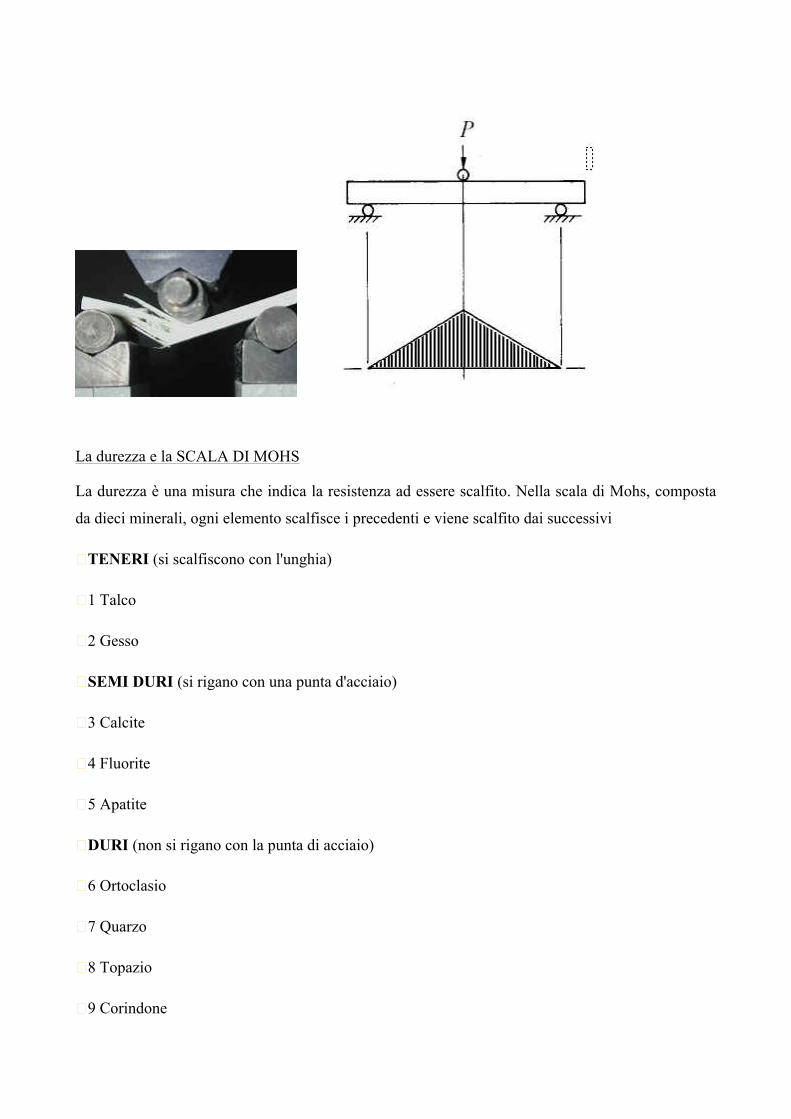
La durezza e la SCALA DI MOHS
La durezza è una misura che indica la resistenza ad essere scalfito. Nella scala di Mohs, composta
da dieci minerali, ogni elemento scalfisce i precedenti e viene scalfito dai successivi
�TENERI (si scalfiscono con l'unghia)
�1 Talco
�2 Gesso
�SEMI DURI (si rigano con una punta d'acciaio)
�3 Calcite
�4 Fluorite
�5 Apatite
�DURI (non si rigano con la punta di acciaio)
�6 Ortoclasio
�7 Quarzo
�8 Topazio
�9 Corindone
�10 Diamante (Carborundum)
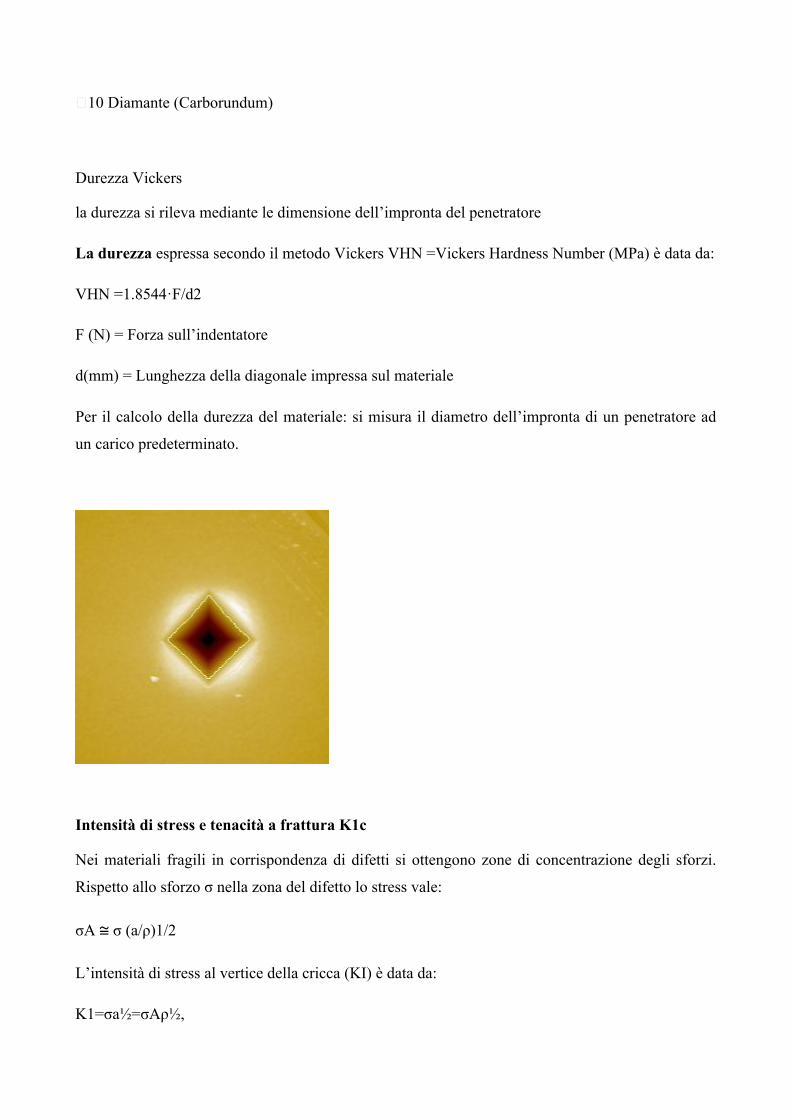
Durezza Vickers
la durezza si rileva mediante le dimensione dell’impronta del penetratore
La durezza espressa secondo il metodo Vickers VHN =Vickers Hardness Number (MPa) è data da:
VHN =1.8544·F/d2
F (N) = Forza sull’indentatore
d(mm) = Lunghezza della diagonale impressa sul materiale
Per il calcolo della durezza del materiale: si misura il diametro dell’impronta di un penetratore ad
un carico predeterminato.
Intensità di stress e tenacità a frattura K1c
Nei materiali fragili in corrispondenza di difetti si ottengono zone di concentrazione degli sforzi.
Rispetto allo sforzo σ nella zona del difetto lo stress vale:
σA ≅ σ (a/ρ)1/2
L’intensità di stress al vertice della cricca (KI) è data da:
K1=σa½=σAρ½,
L’indice indica il tipo di carico applicato (1= tensile)
La tenacità a frattura KIc è il valore di intensità di sforzo che determina un aumento della lunghezza
della cricca.
Elasticità: proprietà di un corpo di deformarsi se sollecitato e di riprendere la configurazione
primitiva al cessare della sollecitazione.
Resilienza: è la resistenza che un materiale oppone alla rottura per urto.
Malleabilità: proprietà di un materiale di lasciarsi ridurre a lamine sottili per effetto della
compressione.
Duttilità: proprietà a lasciarsi ridurre in fili sotto l’effetto della trazione.
Fusibilità: proprietà per cui un metallo fonde a temperatura facilmente raggiungibile con forni
fusori ed allo stato liquido presenta un alto grado di fluidità.
Saldabilità: proprietà grazie alla quale due pezzi dello stesso materiale, riscaldati e premuti l’uno
contro l’altro, rimangono uniti in un unico pezzo.
Temprabilità: il materiale metallico si dice temprabile se esso modifica la sua durezza in seguito a
riscaldamento a temperatura opportuna e di un successivo raffreddamento.
Rugosità: irregolarità di superficie di un materiale, più il materiale è levigabile o levigato tanto più
sarà igienico, più resistente ai fenomeni corrosivi e all’adesione della placca e conseguenti
fenomeni patogeni come gengiviti e carie.
La rugosità di un materiale è inversamente proporzionale alla resistenza del restauro al lavoro ed
alla resistenza all’ usura dato il maggior attrito contro altri materiali Infine, un materiale, più è
rugoso più facilmente sarà attaccabile dalla corrosione chimica e dagli elettroliti.
Le leghe
Le leghe dentali possono essere classificate, in modo del tutto generale, in base al loro impiego. Le
due famiglie principali sono costituite dalle leghe dentali per sottostrutture da rivestimento estetico
in resina, dette anche leghe per corone e ponti, e per sottostrutture da rivestimento estetico in
ceramica. In realtà, questa divisione schematica, poiché alcune leghe possono essere impiegate in
entrambi i campi di applicazione. Ciò che contraddistingue fisicamente le due famiglie di leghe è
l'intervallo di fusione, compreso tra 1050 e 1350°C per le leghe per ceramica e tra 830 e 1000°C per
le leghe per resina. Da questa caratteristica discende anche la differenza nel coefficiente di
dilatazione termica medio delle due famiglie, pari a circa 14,5 x 10 -6/°C per le leghe -6 per
ceramica, e 17,0 x 10 /°C per le leghe per resina. Esistono poi altre tipologie di leghe per impiego
odontoiatrico. Le leghe per brasatura, utilizzate per entrambe le famiglie precedenti, le leghe per fili
e ganci, le leghe per scheletrati, gli amalgami e, infine, i metalli puri o microlegati, come il titanio e
gli ori coesivi. Queste leghe devono presentare alcune caratteristiche fisico-chimiche indispensabili
per poter ricevere il rivestimento ceramico che viene sinterizzato sulla loro superficie, dopo che è
stato opportunamente modellato e lavorato. La più importante riguarda il loro intervallo di fusione,
che deve essere significativamente superiore (almeno 60÷80°C) alle temperature di sinterizzazione
delle ceramiche più diffuse (circa 980°C). Ciò allo scopo di evitare deformazioni del modellato
metallico durante le varie fasi di cottura della ceramica. La seconda caratteristica fondamentale di
queste leghe è data dal loro coefficiente di dilatazione termica, che deve essere leggermente
superiore a quello medio delle masse ceramiche. In questo modo, durante i raffreddamenti
successivi alle varie fasi di sinterizzazione degli strati ceramici, questi vengono compressi dalla lega
che si contrae maggiormente. Lo stato di compressione della ceramica è fondamentale poiché essa,
come tutte le sostanze vetrose, resiste bene agli sforzi di compressione, ma è estremamente instabile
e si frattura se sottoposta a sforzi di trazione. La terza fondamentale caratteristica di queste leghe è
la presenza, in esse, di elementi in grado di formare ossidi superficiali atti a generare un legame
chimico con la ceramica. Gli elementi più importanti per questo fine sono l’indio, il gallio, il ferro
ed il manganese. Le leghe in oggetto vengono prese in considerazione dalla norma ISO 9693, che
prescrive una prova specifica per valutare l'efficacia dell'adesione lega-ceramica.
Le leghe per rivestimento estetico in ceramica possono, a loro volta, essere suddivise in cinque
famiglie fondamentali: leghe ad alto titolo aureo, leghe ad alto titolo di palladio, leghe a base di oro
e palladio, leghe a base di palladio e argento, leghe a base di nichel e cromo.
Leghe ad alto titolo aureo
Queste leghe contengono almeno 80% in massa di oro e, mediamente, 90% in peso come somma tra
oro e platino. A causa del loro elevato peso specifico (intorno ai 19 g/cm ), sono indicate per
l'esecuzione di protesi non eccessivamente estese. Il loro colore è solitamente giallo, con intensità
variabile in funzione del contenuto di palladio, elemento del gruppo del platino, in grado di
schiarire il colore giallo dell’oro molto più efficacemente del platino stesso, efficace in questo senso
anche se in concentrazioni del 3÷5%. La composizione chimica di queste leghe le rende più
affidabili durante la lavorazione ed in grado di sopportare eventuali errori di lavorazione, senza
conseguenze irrimediabili. La stessa composizione chimica le rende molto affidabili per
l'applicazione in cavità orale, offrendo la massima biocompatibilità e resistenza a corrosione. I
difetti tipici di queste leghe sono
la scarsa resistenza ad alta temperatura, che può sfociare in deformazioni durante le fasi di
sinterizzazione delle masse ceramiche, ed il basso modulo elastico insieme con l'elevato peso
specifico, che sfavoriscono la realizzazione di strutture estese.
Leghe dentali a basso contenuto aureo
Le leghe per rivestimento estetico in resina, contenenti meno del 25% in massa di oro, sono le più
economiche di questa famiglia di materiali. Generalmente presentano una resistenza a corrosione e
una biocompatibilità sempre accettabili, ma inferiori a quelle delle altre leghe per resina e per
ceramica. Dovrebbero essere impiegate, in particolare, per elementi provvisori. Tra queste leghe, le
migliori hanno un contenuto complessivo medio di oro e palladio pari ad almeno 40% in massa.
LEGHE NON NOBILI DA COLATA
Le leghe non nobili da colata possono essere suddivise in due gruppi:
› leghe non nobili per protesi parziali rimovibili
› leghe non nobili per protesi fisse.
LEGHE NON NOBILI PER PROTESI RIMOVIBILI
Queste leghe sono utilizzate per la costruzione degli scheletri metallici delle protesi parziali
rimovibili e sono coperte dalla norma ISO 6871 e dalla norma ADA n. 14. In base ai loro
componenti principali, possono essere classificate in:
- leghe di cobalto-cromo (60-65% di cobalto, 28-30% di cromo, 5-6% di molibdeno e altri elementi
in piccole concentrazioni);
- leghe di nichel-cromo (65% di nichel, 17% di cromo e altri elementi in piccole concentrazioni);
- leghe di cobalto-cromo-nichel (54% di cobalto, 27% di cromo, 14% di nichel e altri elementi in
piccole concentrazioni).
Le leghe non nobili per protesi rimovibili hanno una densità generalmente compresa tra 8 e 8,5
g/cm3 che permette di realizzare protesi più leggere.
Il colore di queste leghe è bianco argenteo tipico dei principali metalli contenuti nella lega stessa.
L’intervallo di fusione risulta superiore a quello delle leghe d’oro da colata. A causa delle elevate
temperature alle quali queste leghe devono essere portate per effettuarne la colata, esse non possono
essere fuse con un normale cannello a gas-aria ed è necessario quindi ricorrere a fonditrici a
induzione elettromagnetica o ad arco elettrico o a un cannello ossiacetilenico. Il ritiro di queste
leghe è maggiore di quello delle leghe d’oro da colata ed pari a circa il 2-2,3%. La compensazione
di questo ritiro richiede una maggiore espansione del rivestimento.
La durezza Vickers è solitamente compresa tra 300 e 400 e risulta quindi superiore a quella delle
leghe d’oro da colata.
Le leghe non nobili risultano quindi più rigide e permettono di costruire protesi leggermente più
sottili. Inoltre, sono richiesti sottosquadri meno profondi per la ritenzione dei ganci delle protesi
parziali rimovibili. Le procedure di lavorazione di queste leghe devono essere eseguite con molta
cura al fine di non alterare le loro proprietà.
LEGHE NON NOBILI PER PROTESI FISSE
Queste leghe vengono utilizzate soprattutto per la realizzazione di protesi fisse in metallo-ceramica
e per la costruzione di corone o ponti metallici.
Per queste ultime applicazioni, comunque, sono le leghe nobili ad essere maggiormente utilizzate.
Alcune leghe non nobili sono adatte a subire il processo di mordenzatura (elettrochimica o chimica)
e consentono quindi la realizzazione di ponti con fissaggio a mordenzatura.
Quelle più diffuse sono a base di nichel e contengono principalmente nichel, con concentrazione
compresa tra il 60 e l’80%, e cromo, con concentrazione compresa tra l’11 e il 25%. Gli altri
elementi contenuti in concentrazioni minori sono l’alluminio, il molibdeno, il ferro, il silicio, il
manganese e a volte rame, cobalto, titanio e berillio.
Le proprietà di queste leghe dipendono dall’effetto cumulativo dei vari componenti e dalle
microstrutture che essi determinano. La resistenza alla corrosione dipende principalmente
dall’effetto passivante del cromo che è sempre presente in concentrazioni rilevanti.
La densità di queste leghe è in genere di circa 8,2-8,4 g/cm3 ed è pari a circa la metà di quella delle
leghe d’oro da colata.
Come per le leghe esaminate in precedenza, il colore è bianco argenteo. L’intervallo di fusione è
notevolmente superiore di quello delle leghe d’oro da colata ed è compreso tra 1150 e 1380°C.
Anche in questo caso, quindi, per la fusione bisogna ricorrere a fonditrici a induzione
elettromagnetica o a resistenza elettrica. Il ritiro di queste leghe è superiore di quello delle leghe
d’oro da colata ed è pari a circa il 2%. Come per le leghe non nobili per protesi rimovibili, tale
valore deve essere compensato da una maggiore espansione del rivestimento. La durezza Vickers
di queste leghe è alquanto variabile ed è in genere compresa tra 180 e 360.
Per quanto riguarda il carico unitario di scostamento dalla proporzionalità e il carico unitario
di rottura a trazione, vi sono leghe con valori simili a quelli delle leghe d’oro da colata tipo 3 allo
stato duro e altre che presentano valori decisamente superiori. Il modulo di elasticità risulta ben
superiore a quello delle leghe d’oro.
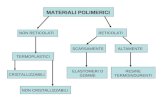
MATERIE PLASTICHE - POLIMERI
Le materie plastiche e gli elastomeri appartengono ad un particolare gruppo di sostanze organiche
chiamate “polimeri”. Tali sostanze sono caratterizzate da molecole molto grandi chiamate
“macromolecole”.
Le materie plastiche note con il nome di elastomeri o di resine sintetiche, pur essendo a
disposizione dell’uomo da un periodo di tempo molto breve, hanno assunto un’importanza
fondamentale per numerose applicazioni .
I numerosi motivi per cui le materie plastiche sono usate sono essenzialmente queste: la loro
produzione e la loro lavorazione sono relativamente semplici; il loro costo è generalmente modesto;
sono materiali molto leggeri e pertanto permettono di produrre oggetti di peso contenuto;
possiedono in genere un’ottima stabilità chimica.
Anche gli elastomeri che sono gomme sintetiche, trovano numerosi impieghi, grazie alla loro
elasticità.
POLIMERI E MONOMERI
1)Polimeri: in genere si definisce polimero un composto macromolecolare
2)Monomeri: si definiscono monomeri delle particolari sostanze organiche le cui molecole sono
unite tra loro grazie a legami covalenti, e costituiscono i composti macromolecolari.
I monomeri pertanto possono dare luogo alla formazione di polimeri.
Una sostanza si trova allo stato di monomero quando risulta costituita da molecole organiche
semplici e piccole , che in determinate condizioni possono unirsi tra loro.
Una sostanza si trova allo stato di polimero quando è costituita da molecole grandi , ciascun si è
formata dall’ unione di 2 o più monomeri .
Omopolimeri e copolimeri : se le molecole del polimero sono formati da unità strutturali
chimicamente uguali allora si parlerà di omopolimero. Se le unità strutturali sono chimicamente
diverse allora si parlerà di copolimero.
CLASSIFICAZIONE DEI POLIMERI
Molti polimeri si trovano in natura. Numerosi altri polimeri vengono prodotti artificialmente e
trovano svariati impieghi. I polimeri pertanto si possono classificare nei gruppi seguenti:
1) polimeri naturali: sono polimeri presenti in natura e pertanto essi si distinguono in proteine,
amido, cellulosa, gomma naturale.
2) polimeri sintetici: sono polimeri prodotti artificialmente, generalmente su scala industriale
possono essere suddivisi nei 3 gruppi seguenti: materie plastiche, elastomeri e fibre tessili.
MATERIALI PLASTICI E RESINI SINTETICHE
Le materie plastiche sono polimeri ad alto peso molecolare, prodotti artificialmente, che a
temperatura ambiente si presentano duri e rigidi. Esse con il riscaldamento possono passare allo stato
plastico e in tale stato successivamente vengono indurite e grazie a ciò mantengono la forma loro
impartita.
Grado di polimerizzazione : per grado di polimerizzazione di una macromolecola di un polimero si
intende il numero di unità strutturali concatenate assieme che formano la macromolecola stessa.
Peso molecolare:il peso molecolare di un polimero è dato dal prodotto del peso molecolare
dell’unità strutturale concatenate assieme che formano la macromolecola stessa .
Struttura delle materie plastiche: le macromolecole che costituiscono le materie plastiche sono
formate da sequenza di atomi che si susseguono l’uno all’altro.
Tali atomi sono generalmente di carbonio, ma a volte sono presenti atomi di ossigeno, silicio o
azoto, ed essi formano delle catene più o meno lunghe.
Nelle catene che costituiscono le macromolecole, ciascun atomo di carbonio è generalmente legato
ad altri 2 atomi di carbonio , dai quali uno lo procede e l’altro lo segue nella catena.
Le macromolecole delle materie plastiche possono presentare tre tipi di fondamentali strutture:
lineare, ramificata e reticolata.
1) Struttura lineare: in ciascuna macromolecola le unità strutturali si susseguono l’una all’altra
formando lunghe catene lineari.
2) Struttura ramificata: le macromolecole hanno andamento lineare come le precedenti, ma in
alcuni punti presentano delle ramificazioni laterali.
3) Struttura reticolata: le macromolecole, pur avendo andamento lineare, risultano
periodicamente collegate tra loro con catene trasversali.
CLASSIFICAZIONI DELLE MATERIE PLASTICHE
Le materie plastiche possono essere suddivise nei due gruppi seguenti: materie plastiche
termoplastiche e materie plastiche termoindurenti:
Materie plastiche termoplastiche: Se esse vengono sottoposte ad un riscaldamento subiscono un
graduale rammollimento e se vengono successivamente raffreddate ritorno dure e rigide. Se
vengono nuovamente riscaldate subiscono nuovamente un rammollimento e così via.
Materie plastiche termoindurenti: a differenza delle precedenti, queste materie plastiche subiscono
delle deformazioni chimiche durante il loro riscaldamento. Il riscaldamento porta pure a una
completa polimerizzazione.
POLIMERIZZAZIONE DI ADDIZIONE
Le materie plastiche (o resine sintetiche) attualmente impiegate per la realizzazione di restauri
dentari polimerizzano in genere per addizione.
Una reazione chimica viene detta di addizione quando due molecole di una stessa sostanza reagente,
o di due reagenti diversi, si uniscono assieme formando una molecola di un unico prodotto di
reazione senza l’eliminazione di sostanze secondarie.
A seconda del metodo di attivazione delle molecole di monomero, la poliaddizione può essere
suddivisa nei due tipi principali seguenti:
a) polimerizzazione radicalica
b)polimerizzazione ionica
Di questi, la polimerizzazione radicalica è il metodo più estesamente impiegato per la realizzazione
di polimerizzazioni di addizioni.
POLIMERIZZAZIONE RADICALICA
Nella polimerizzazione radicalica la prima fase consiste in un processo detto attivazione, grazie al
quale si ottiene la formatura di radicali liberi.
I-I→I+I
I+M → IM
IM+M → IMM
TIPI DI POLIMERIZZAZIONE RADICALICHE DENTALI
In campo dentale vengono impiegati vari modi per formare un radicale.
Tali metodi sono i seguenti:
1)Attivazione termica. Le molecole dell’iniziatore vengono decomposte tramite un opportuno
riscaldamento. Questo metodo viene comunemente impiegato per la polimerizzazione delle resine
proteiche termoattivabili (o termopolimerizzabili ).
2) Attivazione chimica: I radicali liberi vengono prodotti grazie ad una reazione chimica a
temperatura ambiente che avviene tra l’ iniziatore ed un altro composto chimico chiamato attivatore .
Questo metodo viene comunemente impiegato per la polimerizzazione delle resine autoattivabili (o
autopolimerizzazione).
3)Attivazione fotochimica: i radicali liberi vengono prodotti a temperatura ambiente grazie
all’azione di un fascio di luce visibile sull’iniziatore e sull’attivatore chimico.
4) Attivazione tramite microonde: i radicali liberi vengono prodotti sottoponendo l’iniziatore
all’azione di microonde di adatta lunghezza d’onda e frequenza. Questo metodo viene impiegato per
la polimerizzazione di alcune resine proteiche.
STATO AMORFO E CRISTALLINO DELLE MATERIE PLASTICHE
Come si è detto, la macromolecola presenta la caratteristica di essere in genere molto sviluppate in
una direzione. Per questo motivo i polimeri non possono cristallizzare in maniera analoga a quanto
avviene per metalli o per le sostanze a basso peso molecolare.
Solo i polimeri lineari possono presentare una parziale cristallizzazione, dove si intende con questo
termine una disposizione ordinata nello spazio delle macromolecole le une rispetto alle altre.
PROPRIETA’ DELLE MATERIE PLASTICHE
Le proprietà delle materie plastiche dipendono da numerosi fattori, tra i quali si ricordano i seguenti:
struttura e costituzione delle macromolecole, grado di polimerizzazione e peso molecolare,
distribuzione dei pesi molecolari, grado di cristallinità e regolarità delle macromolecole, presenza di
gruppo polari, orientazione delle catene polimeriche e a temperatura..
Nel seguito vengono riportate alcune brevi considerazioni sulle principali proprietà di questo
materiale.
Densità: le materie plastiche presentano in genere una densità alquanto bassa.
Proprietà termiche:in genere le materie plastiche hanno un elevato coefficiente di dilatazione
termica lineare.
Proprietà elettriche: la conduttività elettrica di questi materiali è bassa e pertanto essi sono dei
buoni isolanti elettrici.
Proprietà chimiche: in genere le materie plastiche presentano una buona stabilità chimica.
Proprietà ottiche ed estetiche: le proprietà ottiche ed estetiche delle materie plastiche dipendono
dalla struttura che queste possiedono.
Proprietà meccaniche: in genere la proprietà meccaniche delle materie plastiche sono notevolmente
inferiore di quelle di materiali metallici.
ELASTOMERI
Esiste un’importante classe di polimeri denominate anche gomme che trovano numerose ed
importanti applicazioni. Le gomme possono essere naturali o sintetiche e queste ultime vongono
anche dette elastomeri. Tali materiali, possono subire deformazioni molto grandi e riacquistare la
loro forma originale.
Materiali da rivestimento
Terminata la costruzione di un modellato in cera, lo stadio successivo generalmente prevede il
rivestimento di tale modellato, con un materiale idoneo, per formare uno stampo. Si attacca perciò
un perno di colata al modellato e il tutto viene collocato in un cilindro di fusione. Mentre il
materiale da rivestimento è ancora fluido viene versato intorno al modello di cera. Quando il
rivestimento è ben indurito, la cera ed il perno di colata vengono rimossi, sciogliendoli e/o
bruciandoli, ottenendo così uno stampo che può essere riempito con della lega mediante una
tecnica di fusione. Il materiale da rivestimento forma lo stampo dentro il quale verrà colata la lega,
per cui la precisione della fusione dipenderà dalla precisione dello stampo. Il rivestimento deve
riprodurre fedelmente i dettagli della cera e poiché la fusione avviene spesso a temperature oltre i
1000°C, lo stampo da colata dovrà essere in grado di mantenere la sua forma e la sua integrità a
tali temperature. Inoltre il rivestimento deve avere una resistenza alla compressione
sufficientemente alta rispetto alla temperatura di fusione, per sopportare le sollecitazioni che
sopraggiungono quando il metallo fuso entra nello stampo. I principali fattori implicati nella scelta
del rivestimento sono la temperatura di fusione e il tipo di lega da usare. Alcune leghe d’oro
fondono a temperature relativamente basse di circa 900°C, mentre alcune leghe al cromo
richiedono temperature di fusione intorno ai 1450°C. Si sceglierà il rivestimento che più manterrà
la sua integrità alla temperatura di fusione e che allo stesso tempo fornirà la necessaria
compensazione alla retrazione della fusione. Comunemente vengono usati tre principali gruppi di
materiali da rivestimento: a legante gessoso, a legante fosfatico e a legante siliceo.
IL LEGANTE GESSOSO
Secondo la norma ISO 7490, i rivestimenti a legante gessoso si suddividono in:
Tipo 1: a espansione termica, per la colata di intarsi e corone.
Tipo 2: a espansione igroscopica, per la colata di intarsi e corone.
Tipo 3: per la colata di basi di protesi totali e di scheletrati metallici per protesi parziali rimovibili.
Il gesso contenuto serve a tenere insieme e a dare rigidità alla massa del rivestimento; la silice
invece serve per compensare e trasformare la contrazione del gesso in espansione. I rivestimenti a
legante gessoso vengono utilizzati per realizzare le forme refrattarie in cui colare le leghe nobili
che presentano temperature di colata relativamente basse. Si escludono però le cosiddette leghe
nobili per metallo-ceramica che sentano in genere delle temperature di fusione notevolmente
superiori rispetto alle precedenti, e richiedono che le forme refrattarie vengano riscaldate a
temperature più elevate. A tali temperature i rivestimenti a legante gessoso non resisterebbero
adeguatamente. Prima della colata delle leghe, le forme refrattarie ottenute con i rivestimenti a
legante gessoso vengono normalmente preriscaldate a temperature non superiori ai 700°C.
IL LEGANTE FOSFATICO
I rivestimenti a legante fosfatico resistono a temperature più elevate rispetto a quelli a legante
gessoso e sono normalmente utilizzati per la colata di leghe nobili e non nobili per metallo-
ceramica. Inoltre, trovano impiego anche per la colata di leghe non nobili per la costruzione degli
scheletrati metallici delle protesi parziali rimovibili e per la colata delle leghe nobili che richiedano
temperature più basse. Anche i rivestimenti fosfatici, come quelli gessosi, sono composti da un
materiale di riempimento refrattario e un legante. Oltre alla temperatura di preriscaldo più elevata
(fino a 1000°C), con questi rivestimenti si possono ottenere espansioni di presa e dilatazioni
termiche superiori a quelle di un rivestimento gessoso. I rivestimenti al fosfato sono più resistenti
alla compressione di quelli gessosi, in quanto, riscaldandoli oltre i 3000°C, i fosfati reagiscono con
la silice formando silico-fosfati complessi che portano a un incremento significativo della resistenza
alla temperatura di fusione. Tali caratteristiche rendono i rivestimenti al fosfato molto versatili e
utilizzabili con una vasta gamma di leghe: a seconda della qualità del metallo, occorrerà però
cambiare l’espansione aumentando o diminuendo la concentrazione di liquido speciale in acqua
distillata.
IL LEGANTE SILICEO
I rivestimenti a legante siliceo sono più refrattari dei precedenti e quindi resistono a temperature più
elevate. Sono normalmente usati per la colata di leghe non nobili per la costruzione degli scheletrati
metallici delle protesi parziali rimovibili. Generalmente sono disponibili sotto forma di polvere e di
due o tre liquidi e quindi la loro preparazione risulta più lunga e indaginosa.
I rivestimenti sono solitamente disponibili sotto forma di polvere che al momento dell’utilizzo deve
essere miscelata con acqua distillata o liquido fornito dal produttore. La miscela così ottenuta deve
risultare facilmente pennellabile sui modellati e colabile intorno ad essi. Il rivestimento, infatti, deve
adattarsi perfettamente al modellato, ricoprendo ogni dettaglio superficiale. Il risultato, infatti,
dovrebbe essere quello di fusioni che riproducano tutti i dettagli dei modellati, in particolare i
margini sottili, e con superfici adeguatamente levigate. Il tempo di indurimento dovrebbe essere
relativamente breve. Passato questo tempo, il rivestimento deve presentare un’adeguata resistenza a
temperatura ambiente per consentire la manipolazione della forma refrattaria senza pericoli di
rotture. Al fine di evitare il danneggiamento della lega nella successiva fase di colata, durante il
riscaldamento il rivestimento non deve decomporsi liberando gas. Inoltre, dopo il riscaldamento, la
sua resistenza meccanica deve essere tale da resistere all’entrata della lega liquida senza subire
danni alle superfici interne o rompersi. Un’altra caratteristica molto importante dei rivestimenti è la
porosità, in quanto fondamentale per dare una via di sfogo ai gas e all’aria contenuti nello stampo al
momento della fusione. La resistenza alla compressione è un requisito importante per prevenire
fratture o scheggiature dello stampo durante il riscaldamento e la fusione. La resistenza, però, non
deve essere troppo elevata, in quanto creerebbe dei problemi durante il raffreddamento della lega.
Idealmente un rivestimento dovrebbe avere un’espansione sufficiente a compensare la contrazione
della lega e una resistenza, dopo il preriscaldo, necessaria a contrastare l’impatto del metallo fuso
nello stampo. Dopo l’operazione di colata, dovrebbero fratturarsi facilmente per consentire il facile
recupero della fusione senza pericoli di arrecare danni a quest’ultima. Fondamentale è anche il
tempo di stoccaggio: più vecchio è il rivestimento, minore sarà la dilatazione igroscopica. Per
questa ragione, la quantità da acquistare ogni volta deve essere limitata.
I materiali da rivestimento consistono in una miscela di:
Materiale refrattario, solitamente silice sotto forma di particelle di cristobalite o di quarzo, capace
di sopportare altissime temperature senza disgregarsi.
Sostanze leganti che reagendo in modo opportuno induriscono mantenendo aggregate le particelle
di refrattario. Il tipo di legante caratterizza il materiale.
Additivi che vengono aggiunti al rivestimento per migliorarne le proprietà. Infatti, la sostanza
refrattaria ed i leganti da soli non sono in genere in grado di fornire al materiale da rivestimento
tutte le caratteristiche richieste.
In base alle leghe che possono essere colate nelle forme refrattarie, i materiali da rivestimento
vengono anche suddivisi in:
- rivestimenti per leghe d’oro da colata: a questo gruppo appartengono i rivestimenti a legante
gessoso;
- rivestimenti per leghe ad alta temperatura di fusione: a questo gruppo appartengono i
rivestimenti a legante fosfatico, i rivestimenti a legante siliceo e i rivestimenti speciali per titanio.
I RIVESTIMENTI PER SALDATURA
La composizione dei rivestimenti per saldatura è simile a quella dei rivestimenti a legante gessoso o
fosfatico. La loro espansione di presa e quella termica, però, risultano inferiori in quanto le
saldatura necessitano di temperature meno elevate. Il materiale refrattario utilizzato è in genere il
quarzo, con un’espansione termica minore della cristobalite. I rivestimenti per saldatura a legante
gessoso sono indicati per la saldatura di leghe d’oro e nei casi in cui le temperature non siano molto
elevate. I rivestimenti per saldatura a legante fosfatico, invece, sono solitamente utilizzati per le pre-
saldature delle protesi in metallo-ceramica e per quelle che richiedono temperature elevate.
A seguito dell’introduzione del titanio per la realizzazione di manufatti con procedimento di fusione
a cera persa si è reso necessario poter disporre di un rivestimento adatto a tale metallo.
Dato che il titanio è molto reattivo ad alta temperatura, infatti, i rivestimenti comunemente in uso
non sono in grado di ricevere il titanio liquido. Il mercato, quindi, offre altri tipi di rivestimenti a
base di ossido di magnesio e ossido di alluminio o costituiti da particelle di ossido di zirconio legate
da acetato di zirconio. Un’altra soluzione può essere quella di applicare sui modellati in cera un
sottile strato di materiale a base di ossido di magnesio, zirconio o ittrio e rivestire il tutto con un
rivestimento a legante fosfatico.
Per la conservazione di un rivestimento occorre osservare alcune precauzioni. Se l’umidità relativa
è elevata, infatti, l’espansione di presa e quella igroscopica possono variare al punto di influenzare
negativamente il procedimento di fusione. Risulta quindi indispensabile conservare i rivestimenti in
contenitori chiusi ermeticamente. Anche durante l’utilizzo, i contenitori devono rimanere aperti solo
per il tempo strettamente necessario al prelevamento del materiale. Un altro fattore risulta
determinante per il risultato finale della fusione. I rivestimenti sono costituiti
da diversi componenti, ciascuno con un proprio peso specifico. Sottoposti all’effetto delle
vibrazioni che normalmente avvengono in un laboratorio odontotecnico, i componenti tendono a
separarsi secondo il loro peso specifico, influenzando inevitabilmente il tempo di indurimento e le
altre caratteristiche del rivestimento. Per ovviare a questo inconveniente, è consigliabile acquistare
il materiale in piccole quantità, eliminando così il pericolo di esporre eccessivamente il prodotto
alle contaminazioni esterne.
MATERIALI CERAMICI
Si definiscono materiali ceramici tutti quei materiali inorganici composti dall'unione di elementi
metallici con elementi non metallici. Gli elementi metallici più comunemente impiegati sono:
alluminio, silicio, boro, mentre, gli elementi non metallici più comunemente impiegati sono:
carbonio, ossigeno, azoto.
Vi sono però alcuni materiali ceramici come la grafite che pur non avendo componenti metallici
appartengono alla classe dei materiali ceramici, nasce così una nuova definizione di questi ultimi:
Si definiscono materiali ceramici tutti quei materiali inorganici non metallici caratterizzati da
frattura fragile.
I materiali ceramici si dividono in:
Materiali ceramici tradizionali: vengono impiegati più spesso e si ricavano, utilizzando come
materie prime i silicati.
Materiali ceramici speciali: vengono impiegati molto meno spesso e si ricavano utilizzando come
materie prime, materiali come carburi, mitruri, boruri.
Inoltre i materiali ceramici si possono classificare in base alla loro struttura, che può essere:
cristallina, vetrosa e mista, quest'ultima consiste in una matrice vetrosa inglobante fasi cristalline.
Per quanto riguarda le proprietà, i materiali ceramici possiedono un'alta resistenza agli attacchi
chimici esterni, sono ottimi isolanti termici ed elettrici e hanno un'alta temperatura di fusione,
quindi, resistono alle alte temperature, inoltre non possiedono deformabilità plastica,infatti sono
fragili. I silicati sono dei minerali e vengono ampiamente utilizzati per la produzione di materiali
ceramici. La formula chimica dei silicati è Si04 e la loro unità strutturale è il tetraedro silicatico,
dove una molecola di silice si trova al centro legata a quattro molecole di ossigeno che si trovano ai
vertici del tetraedro. Con il termine di silice si indica il diossido di silicio che presenta formula
chimica SiO2, la silice in base alla temperatura varia, infatti:
fino 870 gradi, la silice prende il nome di quarzo, da 870 a 1470 gradi, la silice prende il nome di
tridimite, da 1470 a 1713 gradi, la silice prende il nome di cristobalite, da 1713 gradi in su la silice
fonde e prende il nome di silice fusa, facendo raffreddare quest'ultima rapidamente si ottiene il
vetro siliceo. Una sottoclasse molto importante dei silicati sono i feldespati.
I feldespati sono degli allumino-silicati di potassio, sodio, calcio. I feldespati di sodio prendono il
nome di ortoclasio, i feldespati di sodio prendono il nome di albite e i feldespati di calcio prendono
il nome di anortite. Vengono impiegati per la loro bassa temperatura di fusione, infatti, vengono
impiegati come fondenti. Durante la cottura dei materiali ceramici i feldespati formano una fase
liquida che in seguito ad un raffreddamento vetrificherà. I feldespati vengono impiegati nella
produzione di varie ceramiche dentali dette porcellane dentali.
Le materie prime utilizzate per la produzione di materiali ceramici tradizionali sono: argille, quarzo,
feldespati.
METALLURGIA ODONTOTECNICA
Studia la natura, la suddivisione e le varie proprietà e caratteristiche dei metalli a confronto dei vari elementi della tavola periodica degli elementi.
In base alle loro caratteristiche generali gli elementi chimici vengono suddivisi nei tre seguenti gruppi: metalli - non metalli - semi-metalli, anche se questa suddivisione non è rigorosa in quanto determinati composti possono presentare caratteristiche dei diversi gruppi (stati allotropici degli elementi).
1) Metalli: sono situati nella parte sinistra ed in basso del sistema periodico degli elementi e formano la maggior parte di quelli conosciuti (80 su 105); le caratteristiche fondamentali di questi materiali sono:
a) solidi a temperatura ambiente (ad eccezione del mercurio che è liquido e del gallio e del cerio che sono liquidi oltre i 30 °C).
b) sono elettropositivi, cioè hanno la tendenza a cedere elettroni formando cationi (caratteristica fondamentale dei metalli).
c) sono buoni conduttori di elettricità e di calore.
d) tendono a combinarsi con l'ossigeno formando gli ossidi e tale ossidazione può essere più o meno marcata secondo la natura del metallo o la temperatura alla quale esso si trova.
e) sono insolubili in acqua e vengono facilmente attaccati dagli acidi inorganici con la formazione dei corrispondenti sali e con la liberazione di idrogeno. In natura solo alcuni di essi si presentano allo stato nativo (sotto forma di minerali), mentre la maggior parte di essi si trova sotto forma di composti come ossidi, solfuri, solfati, carbonati, dai quali i singoli metalli vengono estratti.
2) Non metalli: sono elementi elettro-negativi, cioè hanno la tendenza ad acquistare elettroni originando anioni. Per natura sono elementi molto diversi fra loro, l'unica caratteristica comune, oltre a quella precedente, è la spiccata tendenza alle scarse proprietà metalliche. In normali condizioni di temperatura e di pressione si presentano nelle più svariate forme, infatti possono essere: solidi, liquidi e gassosi. Sono situati nella parte destra del sistema periodico degli elementi.
3) Semi metalli: sono solo cinque elementi posti in posizione intermedia del sistema periodico tra i metalli ed i non metalli, infatti hanno caratteristiche intermedie tra questi due gruppi; sono il boro, il silicio, l'arsenico, il tellurio e l'astato.
In odontotecnica è importante poter utilizzare degli elementi che ci possono garantire la corretta riuscita delle lavorazioni inerenti alle protesi. Per questo motivo vengono utilizzati quasi esclusivamente i metalli nobili che hanno le proprietà desiderate. Possiamo definire metalli nobili quelli che, a pressione ordinaria, non si ossidano né a freddo, né a caldo, ma solo eventualmente oltre il loro punto di fusione. Essi sono: platino, palladio, iridio, rodio, osmio, rutenio, oro e
argento; quest'ultimo non viene però considerato in odontotecnica un metallo nobile in quanto annerisce facilmente anche a temperatura ambiente.
Struttura dei metalli
Nella pratica odontotecnica vengono utilizzati principalmente l'oro, l'argento, il platino ed il palladio come metalli nobili ai quali viene spesso aggiunto il rame, per formare leghe che corrispondono pienamente alle proprietà desiderate per una protesi. È importante notare che dette proprietà sono possibili per la natura degli elementi, ma anche per la loro identica struttura cristallina; infatti presentano tutti un sistema cristallino cubico a facce centrate.
Sistemi cristallini: i sette sistemi cristallini sono: cubico, tetragonale, ortorombico, trigonale, esagonale, monoclino e triclino. Ogni sistema cristallino comprende uno o più reticoli cristallini, i quali si differenziano per la disposizione delle particelle. I reticoli possono essere: semplice, a corpo centrato, a facce centrate, a base centrata. Le particelle che costituiscono i solidi possono essere: molecole, atomi o ioni. Poiché in ogni punto reticolare possono essere presenti particelle di tipo diverso a seconda della natura della sostanza che si desidera, sebbene vi siano solo 14 tipi di reticoli cristallini, vi è praticamente un numero infinito di strutture cristalline nelle quali molecole, atomi o ioni diversi sono associati a ciascun punto del reticolo.
Proprietà dei metalli in odontotecnica
Per assolvere i requisiti richiesti nella costruzione di una protesi, i metalli utilizzati devono rispondere a determinate proprietà.
Proprietà fisiche
Riguardano la natura dei metalli, ed in particolare dobbiamo tenere presenti le seguenti proprietà:
a) Peso specifico: è il rapporto tra il peso ed il volume e può variare in base alla temperatura. È particolarmente importante nella costruzione di protesi scheletriche in quanto queste ultime formano la base per ulteriori ricostruzioni protesiche; è quindi opportuno che siano il più leggere possibile. Per queste protesi vengono perciò utilizzate le cosiddette leghe stelliti formate da cromo e cobalto con l'aggiunta di molibdeno e nichel; questi elementi hanno peso specifico inferiore a quello dei metalli nobili.
b) Dilatazione termica: è la tendenza degli elementi ad espandersi in ogni direzione sotto l'azione del calore (dilatazione volumetrica e lineare). I coefficienti di dilatazione degli elementi sono in genere inversamente proporzionali alla temperatura di fusione, infatti l'elemento che ha il coefficiente di dilatazione più basso è il platino, seguito dai metalli più affini. In odontotecnica è importante utilizzare leghe con basso coefficiente di dilatazione termica, per ristabilire accuratamente tutte le zone della protesi (fusione) e facilitare l'unione dei pezzi metallici nella saldatura.
c) Conducibilità di calore: è l'attitudine di un corpo che permette il passaggio di calore da un punto all'altro del corpo stesso. Ha stretta connessione con la dilatazione termica e ne ricalca i requisiti.
d) Temperatura di fusione: i metalli presentano, come tutti gli elementi, una temperatura specifica che segue il passaggio dallo stato solido a quello liquido. Raggiunta questa temperatura, il calore
fornito permette a questa di rimanere costante al fine di vincere la forza di coesione molecolare e quindi portare l'elemento allo stato liquido (calore latente di fusione); solo quando la forza di coesione molecolare è completamente vinta, e l'elemento è liquido, la temperatura riprende a salire.
Proprietà chimiche
Riguardano il comportamento dei metalli nei confronti di agenti esterni e la loro reazione è dovuta alle caratteristiche che li distinguono.
a) Corrosione: consiste nella progressiva degradazione del materiale fino ad arrivare all'eventuale distruzione. In odontotecnica possiamo avere tre tipi di corrosione:
Chimica: data dalla reazione dei cibi nel cavo orale;
Biologica: data da enzimi e batteri nel cavo orale;
Elettrochimica: riguarda il comportamento delle protesi metalliche ed è quella che ci interessa maggiormente.
b) Ossidazione: tutti i metalli hanno la tendenza a combinarsi con l'ossigeno a diverse temperature. I metalli usati in odontotecnica non devono combinarsi a freddo con l'ossigeno perché potremmo avere la decolorazione della protesi ed eventuali punti di rottura (se l'ossidazione deriva da un trattamento termico).
c) Solfatazione: è la combinazione degli elementi con i derivati dello zolfo presenti nell'aria; un tipico esempio è dato dall'annerimento dell'argento. Per questo motivo nella composizione delle leghe odontotecniche le percentuali devono essere ridotte.
Proprietà meccaniche
Sono proprietà derivanti da specifiche prove alle quali vengono sottoposti i campioni metallici.
a) Resistenza alla trazione: si calcola applicando una forza di trazione costante e continua fino alla rottura; il coefficiente di allungamento prima di questa ci dà il grado di resistenza alla trazione.
b) Resistenza alla torsione: si calcola applicando una forza torsionale ad un filo di 1 mm di diametro fino ad arrivare alla rottura; il coefficiente di resistenza alla torsione sarà dato dalla lunghezza che ha raggiunto il filo prima della rottura. L'elemento che presenta il coefficiente più alto di resistenza alla trazione e torsione è il platino.
c) Elasticità: è la proprietà dei materiali di subire una deformazione temporanea e ritornare allo stato primitivo senza subire rotture o cedimenti.
d) Resilienza: è la capacità degli elementi di resistere agli urti provenienti da diverse direzioni, si calcola mediante la prova del pendolo di Charpy.
e) Durezza: è la resistenza alla deformazione da parte di un corpo esterno. Si può calcolare mediante le prove di: Brinell, Vickers, Rockwell, Shore. Può essere utilizzata la scala di Mohs.
f) Resistenza alla compressione: viene calcolata applicando la forza di compressione sull'asse longitudinale del campione metallico con un carico e per un tempo determinato. Il coefficiente di resistenza alla compressione sarà dato dalla lunghezza che presenta il campione dopo la prova.
In odontotecnica è importante che i metalli utilizzati abbiano alti coefficienti di tutte le prove meccaniche perché devono resistere alle sollecitazioni del carico masticatorio provenienti dalle diverse direzioni, al fine di salvaguardare sia l'integrità della protesi che quella dei tessuti orali.
Proprietà tecnologiche
Riguardano la lavorabilità dei metalli nella costruzione delle protesi odontocniche.
a) Malleabilità: è la proprietà che hanno i metalli di essere ridotti in lamine sottilissime (il più malleabile è l'oro).
b) Duttilità: è la capacità dei metalli di essere ridotti in fili sottilissimi (il più duttile è il platino).
c) Temperabilità: è l'attitudine degli elementi a lasciarsi temperare mediante il rapido raffreddamento (acqua, alcool, olio). Viene fissata a temperatura ambiente la struttura molecolare dell'elemento riscaldato, aumentandone sensibilmente la durezza.
d) Saldabilità: è l'attitudine dei metalli a combinarsi con altri elementi mediante limitato apporto di calore; in odontotecnica utilizziamo la brasatura facendo attenzione alla continuità del reticolo cristallino (azione capillare) per evitare punti di rottura.
e) Fluidità: è la capacità degli elementi allo stato liquido di penetrare in cavità di dimensioni ben definite. È una proprietà indispensabile per i metalli usati in odontotecnica in quanto durante le fusioni la lega utilizzata deve penetrare perfettamente nelle cavità del rivestimento lasciate libere dalla vaporizzazione della cera.
f) Fusibilità: è l'attitudine dei metalli di passare dallo stato solido a quello liquido ed è perciò in stretta connessione con la temperatura di fusione.
g) Plasticità: è la caratteristica degli elementi a lasciarsi deformare permanentemente sotto l'azione di una forza pur mantenendo le loro caratteristiche (è il contrario dell'elasticità).
Metalli usati in odontotecnica
In odontotecnica vengono usate leghe nobili formate principalmente da oro, argento e rame; sono inoltre presenti in genere altri elementi come il platino, il palladio ed in alcuni casi: zinco, iridio e rutenio.
La composizione di queste leghe può variare secondo l'impiego, comunque deve avere una adeguata resistenza alla corrosione nel cavo orale.
1) Oro (Au). Ha una temperatura di fusione di 1063 °C, densità 19,3 gr/ cm³, durezza Brinell 25, ed è costituito da un sistema cristallino cubico a facce centrate. È il metallo più malleabile, non si ossida all'aria ed è poco reattivo con la maggioranza delle sostanze (può essere attaccato particolarmente dall'acqua regia che è una soluzione di acido nitrico e acido cloridrico). Allo stato puro è un metallo molto tenero e poco resistente, per questo motivo viene usato con altri metalli
nelle leghe odontotecniche per ottenere proprietà meccaniche molto più elevate. È importante che nella pratica odontotecnica l'oro non sia contaminato da impurità che possono influire marcatamente sulle proprietà della lega: la presenza di piccole percentuali di piombo rende l'oro molto fragile; il mercurio genera un impoverimento delle proprietà. Si deve perciò evitare di miscelare con leghe nobili tracce di leghe contenenti piombo, bismuto ed altri elementi o amalgami contenenti mercurio. Nei trattamenti termici bisogna fare attenzione a utilizzare crogioli diversi, e nella collocazione della protesi bisogna controllare che questa non entri in contatto con eventuali otturazioni. L'oro è il principale componente delle leghe nobili usate in odontotecnica ed impartisce loro una elevata resistenza alla corrosione, ed essendo uno dei metalli più pesanti, conferisce anche una elevata densità.
2) Rame (Cu). Ha una temperatura di fusione di 1083 °C, durezza Brinell 35, densità 8,39 gr/ cm³ e presenta un sistema cristallino cubico a facce centrate. È un metallo duttile e malleabile ed è un buon conduttore di elettricità e calore; viene aggiunto all'oro principalmente per ottenere delle leghe aventi una durezza ed una resistenza meccanica elevate. Un fattore importante che concerne il rame è la sua capacità di abbassare la temperatura di fusione delle leghe odontotecniche e ridurre l'intervallo di fusione; questo facilita la fusione delle leghe e riduce la tendenza alla segregazione dei grani durante la solidificazione, aumentando così l'omogeneità delle leghe stesse. Bisogna però considerare che il rame non è un metallo nobile, di conseguenza ha bassa resistenza alla corrosione, è perciò usato in percentuali limitate.
3) Argento (Ag). Ha temperatura di fusione 960 °C, durezza Brinell 26, densità 10,49 gr/ cm³. Il sistema cristallino è cubico a facce centrate, è un metallo duttile e malleabile ed è il miglior conduttore di calore ed elettricità. È leggermente più duro dell'oro, ma meno del rame, ma presenta il grave inconveniente della solfatazione (si combina con lo zolfo, il cloro ed il fosforo, o con i vapori ed i composti di questi elementi eventualmente presenti nell'aria -anidride solforosa). I cibi contenenti composti dello zolfo, generano dei marcati annerimenti dell'argento a causa della formazione del solfuro d'argento sulla superficie della protesi. L'argento trovandosi allo stato liquido tende a sciogliere consistenti quantità di ossigeno rendendo difficoltose le operazioni di fusione ed ottenendo superfici ruvide e porose; unendosi però con il rame viene notevolmente ridotta questa caratteristica, infatti l'argento viene impiegato nelle leghe in percentuale ridotta. Il vantaggio che l'argento porta alle leghe è quello di migliorare la resistenza meccanica essendo più duro dell'oro.
4) Platino (Pt). Ha una temperatura di fusione di 1769 °C, durezza Brinell 48 e densità 21,45 gr/ cm³ ed un sistema cristallino cubico a facce centrate. Gli effetti della sua presenza nelle leghe sono: aumenta notevolmente la durezza, la resistenza meccanica, la resistenza alla corrosione e la temperatura di fusione. Il suo impiego è però in genere piuttosto limitato (sempre inferiore al 10%) per il costo elevato ed essendo sostituito dal palladio che ha proprietà simili.
5) Palladio (Pd). Ha una temperatura di fusione di 1552 °C, durezza Brinell 50, densità 12,02 gr/ cm³, ed il sistema cristallino cubico a facce centrate. Viene impiegato come sostitutivo del platino nelle leghe avendo caratteristiche simili. Presenta però alcuni inconvenienti: allo stato liquido scioglie notevoli quantità di idrogeno, si possono ottenere quindi, dopo la solidificazione, delle superfici porose (è quindi opportuno utilizzare macchinari di fusione che evitino questo inconveniente); il palladio ha anche la tendenza ad elevare la temperatura di fusione delle leghe ed a
schiarirle molto più del platino; per le considerazioni fatte possiamo dire che le percentuali di palladio devono essere inferiori al 10%.
6) Zinco (Zn). Ha una temperatura di fusione di 420 °C, durezza Brinell 35, densità 7,15 gr/ cm³ ed il sistema cristallino esagonale compatto.
Viene utilizzato nelle leghe in minime percentuali (non superiori al 3%), ma presenta alcune caratteristiche molto importanti: abbassando la temperatura di fusione delle leghe, aumenta la fluidità allo stato liquido favorendo la precisione nelle operazioni di fusione e saldatura, inoltre riduce l'ossidazione degli altri metalli componenti la lega ossidandosi per primo (l'ossido di zinco che si forma durante la fusione non viene inglobato nella lega liquida, ma galleggia su questa e non viene trattenuto all'interno della fusione quando questa è ultimata).
Altri costituenti Oltre agli elementi citati, le leghe usate in odontotecnica contengono altri elementi in concentrazioni molto piccole; tra queste abbiamo: indio (presente come disossidante al posto dello zinco); iridio o rutenio (presenti come agenti nucleanti aventi lo scopo di produrre fusioni con grani di piccole dimensioni).
Leghe usate in odontotecnica
Le leghe usate in odontotecnica si dividono principalmente in due grandi gruppi: leghe nobili e leghe non nobili. Tra le prime distinghiamo: leghe d'oro per fusioni, leghe per saldatura o d'apporto, leghe per ricostruzioni dirette, leghe per tecniche metallo-ceramica. Tra le leghe non nobili distinguiamo: acciai inossidabili, leghe stelliti.
Leghe nobili
1)Leghe d'oro per fusioni: sono utilizzate per la costruzione di protesi mediante la fusione a cera persa, e vengono suddivise in quattro tipi secondo le specifiche lavorazioni:
a) leghe tenere: sono formate principalmente da oro, argento e rame; sono notevolmente duttili e malleabili e possono essere facilmente deformate plasticamente a freddo. Il loro impiego è limitato alla costruzione di intarsi non sollecitati o solo leggermente sollecitati durante la masticazione; hanno scarso impiego
b) leghe medie: sono simili alle precedenti, ma contengono piccole percentuali di palladio e platino. Vengono impiegate nella ricostruzione di tutti i tipi di intarsi e possono essere utilizzate anche nella costruzione di corone quando queste hanno una struttura metallica sufficientemente resistente.
c) leghe dure: rispetto alle altre contengono palladio e platino in proporzioni leggermente maggiori, presentano di conseguenza proprietà meccaniche più elevate; sono impiegate per la costruzione di corone, ponti e intarsi.
d) leghe extradure: contengono platino e palladio in concentrazioni consistenti (fino al 12%); vengono impiegate per la costruzione di protesi a ponte circolare, corone, intarsi e protesi scheletriche. Sono le più dure e resistenti.
2)Leghe per saldatura o d'apporto: si trovano sotto forma di fili e strisce metalliche e servono per le brasatura usate in odontotecnica. La loro composizione deve permettere la corretta azione capillare
affinché, a trattamento termico ultimato, possiamo avere la continuità del reticolo cristallino evitando punti di rottura. Esistono in commercio diverse leghe d'apporto, ma i componenti sono sempre gli stessi anche se con percentuali diverse; la più usata ha la seguente composizione: oro (componente base) presente all'81%, gli altri due componenti base sono argento 8% e rame 7%; a questi vengono aggiunti: lo zinco 2% (per aumentare la fluidità della lega) e lo stagno 2% (per abbassare la temperatura di fusione che deve sempre essere inferiore a quella della lega base).
3)Leghe per ricostruzioni dirette: sono leghe che vengono impiegate per l'esecuzione di ricostruzioni dentarie (otturazioni) direttamente nel cavo orale. Sono particolari leghe a base di: argento, rame, zinco e stagno che vengono miscelati con il mercurio e prendono il nome di amalgami.
4)Leghe per tecniche metallo-ceramica: questo tipo di leghe deve rispondere a particolari requisiti onde permettere l'unione chimica con la struttura in porcellana. Devono anche avere un punto di fusione piuttosto elevato e buona resistenza meccanica alla trazione ed alla torsione; in commercio ne abbiamo diversi tipi e ne elencheremo solo alcuni:
a)lega a base di oro-platino-palladio: sono composte da questi elementi con l'oro in percentuali maggiori (dall'80% al 90%), gli altri due metalli e l'aggiunta di argento, indio e stagno in piccolissime percentuali.
b)lega a base di palladio: sono composte da questo elemento per il 70-80% con l'aggiunta di stagno, gallio ed oro in piccole concentrazioni; vanno utilizzate con particolare attenzione vista la loro composizione.
c)leghe non nobili per metallo-ceramica: abbiamo diversi tipi di queste leghe che utilizzano percentuali diversificate dei seguenti metalli: cromo, cobalto, molibdeno, tungsteno, nichel, titanio ,(ed in alcuni casi) ferro in piccole percentuali.
Leghe non nobili
Acciai inossidabili: in odontotecnica vengono utilizzati gli acciai 18/8 e 18/10; così definiti per le percentuali di cromo e nichel, mentre il maggior componente è il ferro (con il reticolo cristallino cubico a facce centrate). A questi elementi aggiungiamo carbonio, manganese e silicio in piccole quantità, vengono impiegati per ganci, archi, bande e lavorazioni simili (non sono più usati in protesi fissa).
Leghe stelliti: derivano dalle leghe industriali di cobalto. Furono introdotte da Maynes che le definì stelliti per la caratteristica lucentezza superficiale; presentano una considerevole durezza, resistenza meccanica, alla corrosione ed un basso peso specifico in rapporto alle suddette proprietà.
Sono formate dalle diverse combinazioni di cromo, cobalto, molibdeno e nichel; vengono utlilizzate per la costruzione di protesi scheletriche.
LA CORROSIONE Col termine CORROSIONE si indicano i fenomeni chimici ed elettrochimici indesiderati, che causano, col passare del tempo, la degradazione o addirittura la distruzione di un materiale metallico se tra il metallo stesso e l’ambiente circostante sussistono le condizioni necessarie al suo degrado (es.: combinazioni spontanee con sostanze presenti nell’ambiente). Per esempio: · Una lamiera d’acciaio ad alta temperatura si ossida · Una lastra di zinco immersa in una soluzione di acido solforico si dissolve · Una lamiera d’acciaio all’aria si arrugginisce, cioè si corrode La corrosione, in pratica, aggredisce i metalli e le leghe metalliche alterandone le proprietà fisiche, meccaniche e tecnologiche. Essa altera perciò la qualità “pensata” in fase di progettazione, causando l’inefficienza degli organi meccanici e delle strutture. LA CORROSIONE E’ UN PROCESSO LENTO ED INSIDIOSO E’ un processo lento in quanto determina i suoi effetti negativi dopo mesi e mesi; è insidioso perché quando si mostrano i suoi effetti ormai è tardi ed i danni sono irreparabili. I danni causati dalla corrosione sono immensi: si stima che, nei vari paesi, le spese sostenute per fare fronte alle perdite o alla riparazione dei materiali sommino a migliaia di milioni di euro all’anno. E’ necessario che il tecnologo abbia una buona conoscenza dei materiali e dei processi che ne possono causare la corrosione. Solo così, in fase di progettazione, si possono prevedere e prevenire le cause del degrado, adottando accorgimenti che prolunghino la “vita” dei materiali, anche a costo di un maggiore costo iniziale del prodotto. Le probabilità di resistenza alla corrosione di un materiale sono essenziali agli effetti della determinazione della qualità di un prodotto. L’impiego di materiali speciali, inossidabili, si giustifica soltanto per applicazioni particolari. Occorre utilizzare ugualmente i materiali che sono soggetti alla corrosione, prevedendo in fase di progettazione gli accorgimenti che prevengono o attenuino i fenomeni di degrado, tenendo conto della funzionalità del prodotto, le esigenze del committente, la “vita” del prodotto stesso ed il prezzo di mercato. FATTORI CHE INFLUENZANO LA CORROSIONE Si distinguono due gruppi: 1. FATTORI ESTERNI · pH dell’ambiente umido a contatto con le superfici dei metalli · Temperatura · Correnti elettriche esterne
2. FATTORI INTERNI · Proprietà chimiche dei materiali metallici · Microstruttura · Tensioni interne · Deformazioni (sollecitazioni) · Stato superficiale del materiale (finitura) Tra i fattori esterni, quello che maggiormente influisce sulla corrosione è il pH, che rappresenta una
scala di misura dell’acidità o della basicità di una soluzione. L’uso della funzione pH permette di affermare che (a 25 °C) la soluzione è: - Acida se il pH è < 7 - Neutra se il pH è = 7 - Basica se il pH è > 7. E’ possibile visualizzare, attraverso un grafico, l’andamento della velocità di corrosione dei materiali metallici in funzione del pH dell’ambiente umido in cui si trovano. Per i metalli “nobili” come l’oro ed il platino l’azione corrosiva non varia con il pH e risulta abbastanza bassa; per i metalli cosiddetti “anfoteri” (che si comportano da base in presenza di acidi oppure da acidi in presenza di basi), tipo alluminio, zinco, piombo, la corrosione aumenta in modo significativo sia con l’acidità che con la basicità del singolo elemento ed ha un minimo in corrispondenza di un certo valore del pH. Altri metalli come ferro, nichel e magnesio sono fortemente corrosivi in ambiente acido (basso valore del pH); in ambiente basico, al contrario, il loro strato protettivo superficiale si rafforza rendendoli stabili e praticamente immuni dalla corrosione. Ad ogni incremento della temperatura, diminuisce generalmente la resistenza alla corrosione di metalli e leghe posti in ambienti corrosivi, poiché le molecole, gli atomi o ioni incrementando la loro energia cinetica possono reagire più facilmente. Per quanto riguarda i fattori interni, c’è da dire che una buona finitura dello stato superficiale del materiale migliora la resistenza alla corrosione. MORFOLOGIA DELLA CORROSIONE Dal punto di vista della forma, la corrosione può essere: · Uniforme · Puntiforme (vaiolatura) · In fessura · Intercristallina · Per cavitazione
1. La CORROSIONE UNIFORME manifesta un attacco regolare in tutta la superficie esposta dell’oggetto. La superficie di contorno si conserva parallela a quella iniziale. 2. La VAIOLATURA (o PITTING) si manifesta con effervescenze e formazione di piccole cavità o crateri sulla superficie esterna. Un esempio è la corrosione atmosferica. 3. La CORROSIONE IN FESSURA vede il concentrarsi del fenomeno in corrispondenza di interstizi (di larghezza inferiore a 0,1 mm) tra superfici di materiali diversi a contatto. 4. La CORROSIONE INTERCRISTALLINA si manifesta lungo il contorno dei grani cristallini, ed il suo effetto e particolarmente debilitante. 5. La CORROSIONE PER CAVITAZIONE è un fenomeno simile all’usura meccanica, e si determina per effetto di brusche variazioni di pressione (cioè “cavitazione”) nel liquido (o nel vapore) in cui è immerso l’oggetto (pale di pompe e di turbine). TIPI DI CORROSIONE Rispetto all’ambiente esterno, la corrosione si distingue: · In ambiente umido, quando l’oggetto si trova a contatto di una soluzione · In ambiente secco, quando l’oggetto non viene a contatto con una soluzione ma solo con l’atmosfera priva di umidità · Coatta, quando la corrosione avviene sotto sforzo, per fatica, sotto l’azione di campi elettrici
circostanti. CORROSIONE IN AMBIENTE UMIDO Può essere: · Chimica · Elettrochimica La CORROSIONE CHIMICA avviene quando la superficie del metallo è ricoperta da un velo liquido (condensa). La CORROSIONE ELETTROCHIMICA si ha quando due metalli diversi sono collegati tra loro con continuità elettrica in presenza di un elettrolita (liquido conduttore che funziona da veicolo per gli ioni). I due metalli manifestano differenze di potenziale, cioè uno dei due si comporta da anodo rispetto all’altro e si corrode. 1) CORROSIONE CHIMICA Gli agenti che determinano questo tipo di corrosione sono: · L’acqua, presente nel velo liquido · I gas atmosferici disciolti nel velo liquido (per esempio: anidride carbonica, anidride solforosa, presenti nelle atmosfere industriali e urbane, che rendono acida l’umidità che si condensa). Nella corrosione chimica rientra in pratica la corrosione atmosferica, cioè l’azione ossidante sui metalli dell’aria e degli altri gas contenenti ossigeno che provocano, in generale, la trasformazione dei metalli in ossidi. Quando l’ossigeno è posto a contatto con due metalli, preferenzialmente ossida il metallo “meno nobile”, cioè quello che richiede una minore energia di formazione di ossido. Considerato l’idrogeno (ossidato sotto forma di acqua), è stato possibile costituire la seguente serie di ossidi metallici disposti secondo l’ordine crescente di energia libera di formazione:
Mg O Al2 O3 Zn O Fe O H2 O Ni O Pb O Cu2 O Cu O
Si ossida più facilmente Si ossida meno facilmente
Secondo la serie suddetta, l’acqua (che è l’ossido dell’idrogeno) è capace di ossidare i metalli che si trovano in posizione superiore ad essa (a sinistra, come Mg, Al, Zn, Fe), che sono meno nobili ed hanno una energia libera di formazione inferiore. Viceversa i metalli i cui ossidi hanno un’energia di formazione superiore (come il rame o il piombo), rispetto all’acqua, non sono in alcun modo distrutti dal contatto con essa. Con riferimento alla figura a lato, se l’ossido di un metallo ad energia di formazione elevata (nobile) è posto a contatto con un metallo meno nobile (il cui ossido richiede un’energia di formazione minore), si verifica il passaggio dell’ossigeno dal primo metallo (ossidante) che si riduce al secondo metallo (ossidato) che diventa ossido. La Passivazione La passivazione è un fenomeno di natura chimica che può impedire o comunque rallentare la corrosione dei materiali metallici, che altrimenti avverrebbe. Consiste in una ossidazione superficiale che si arresta dopo che si è costituito un sottile strato di ossido aderente al metallo e che impedisce una ulteriore ossidazione. Il sottile strato superficiale, costituito da sostanze presenti nell’ambiente aggressivo o ossigeno assorbito sulla superficie del metallo, aderendo perfettamente alla parte della superficie del pezzo a contatto con l’ambiente
aggressivo (es.: aria, acqua …), diviene protettivo del metallo sottostante. Il fenomeno riguarda numerosi metalli come alluminio, nichel, rame. Molti metalli e leghe, sotto l’azione dell’ossigeno dell’aria, subiscono un’ossidazione superficiale con profondità e velocità diverse a seconda della natura di altri gas presenti e della temperatura. Perché possa avvenire il fenomeno della passivazione, il sottile strato protettivo deve ostacolare la diffusione dell’agente ossidante (generalmente ossigeno), per cui deve essere compatto, cioè deve essere denso e poco poroso. Se lo strato superficiale ossidato viene asportato meccanicamente ed il pezzo non viene posto nuovamente a contatto dell’aria, non può passivarsi e può corrodersi. Il meccanismo di passivazione dell’acciaio inossidabile. Questo si ricopre di uno strato di “film” passivo costituito da ossido di cromo, che a sua volta è parte integrante della lega stessa. Il “film” superficiale è spesso molto sensibile ai contaminanti che lo circondano (es.: sporco, polveri, liquidi …) al punto tale da pregiudicare la sua omogeneità e resistenza e farne quindi decadere le proprietà tecnologiche e anticorrosive. Per questi motivi si attua una “passivazione indotta” mediante l’utilizzo di appropriati prodotti chimici. SOLO IL PLATINO E L’ORO NON SUBISCONO OSSIDAZIONE 2) CORROSIONE ELETTROCHIMICA Il processo di corrosione si innesca perché uno ione del metallo lascia il reticolo cristallino e passa in soluzione nell’ambiente esterno (liquido, solido o gassoso), mentre nel metallo rimangono cariche elettriche in eccesso rispetto alla posizione di equilibrio. Il fenomeno prende il nome di pila galvanica. TIPI DI CORROSIONE ELETTROCHIMICA Corrosione elettrochimica dei metalli Due pezzi metallici, per esempio uno di zinco ed uno di ferro, a contatto entrambi con un liquido elettrolitico. Poiché i due metalli hanno potenziali elettrici differenti (lo zinco è più elettronegativo, cioè meno nobile del ferro), si produrrà una corrente di elettroni, esterna alla soluzione, dallo zinco verso il ferro. Lo zinco, perdendo elettroni, diviene anodo (elettrodo positivo), mentre il ferro diventa catodo. L’anodo di zinco invia ioni in soluzione e si corrode. Se invece i due pezzi metallici fossero rispettivamente di rame e di ferro, essendo il ferro più elettronegativo, si avrebbe un passaggio di elettroni dal ferro al rame, sempre esternamente al velo liquido. Il ferro diventa anodo, invia ioni in soluzione e si corrode, mentre il catodo rame rimane inalterato.
Corrosione elettrochimica delle leghe ferrose Se in una matrice costituita da una soluzione solida di un metallo non nobile (più reattivo) sono presenti cristalli di metalli più nobili, la presenza di un elettrolita (per esempio l’umidità) porta alla formazione di micropile che causano delle correnti il cui risultato sono corrosioni localizzate. Consideriamo per esempio un acciaio, costituito da cristalli di ferrite e da cristalli di cementite. Le due strutture assumono potenziali diversi se sono esposti all’umidità: la cementite si comporta da catodo e la ferrite da anodo, corrodendosi. Quando la lega ferrosa è bagnata da una soluzione elettrolitica, elettroni della ferrite si trasferiscono verso la cementite. La ferrite assume quindi la funzione di anodo. Gli ioni della ferrite vanno verso la goccia liquida. La ferrite si corrode.
Corrosione per aerazione differenziale Si ha quando l’ossigeno, dell’atmosfera o no, ricopre la superficie di un pezzo metallico mentre le zone vicine sono impermeabili (perché costituite da sabbia, argilla, tessuti ecc.) ma conduttrici perché impregnati di elettroliti. Succede in: - strutture metalliche parzialmente immerse in un elettrolita - serbatoi non completamente pieni d’acqua - tubazioni immerse in terreni di diversa costituzione chimica - pali metallici interrati, infissi in un terreno al di sopra del quale vi sia acqua. In questi casi, nella zona di separazione delle tre fasi (metallo, aria, soluzione), si determina una concentrazione di ossigeno maggiore rispetto a quella presente sotto il pelo libero. Per questo si crea localmente una pila tra la parte metallica a contatto con la zona più ricca di ossigeno (che si comporta da catodo) e la parte metallica a contatto della zona più povera di ossigeno (che funge da anodo e si corrode).
LA CORROSIONE DEI METALLI DELLE LEGHE DENTALI
Le leghe metalliche usate per la costruzione delle protesi dentarie mobili ma sopratutto fsse, sono state concepite allo scopo di non nuocere all'organismo, ma purtroppo pur essendo vicine a questo traguardo, non lo hanno ancora raggiunto, spesso per esigenze dettate dall'uso cui sono destinate. Insieme all'Oro, base di queste leghe, sono associati altri componenti metallici come il Palladio, l'Indio, l'Iridio, il Gallio, l'Argento ed anche il Rame, che durante i processi di fusione della lega e di preparazione del manufatto protesico, sviluppano, sia in superfcie che in profondità, ossidi che a contatto con la saliva e i tessuti parodontali (quelli che circondano i denti) rilasciano ioni metallici che possono esplicare azione tossica sia localmente che in tutto l'organismo. Si possono facilmente ascrivere all'azione tossica locale fenomeni come: sanguinamento delle gengive, tatuaggi gengivali, afte, stomatiti, arrossamento della lingua, alterazioni del gusto, iperplasie gengivali associate a parodontiti croniche responsabili di riassorbimento osseo ed eccesiva produzione di placca, dovuta a ben 41 tipi di batteri diversi alcuni dei quali sono ritenuti responsabili di malattie cardiache e sono stati isolati, talvolta anche in sede di infarto miocardico. Gli effetti sistemici invece possono manifestarsi in varie parti del corpo con allergie, eczemi, disturbi oftalmici, disturbi neurologici, patologie gastroenteriche, riniti, faringiti, acufeni e via dicendo sopratutto a contatto con oggetti di provenienza dall'industria orafa, come anelli, orecchini, collane, monili per il Piercing, adesso così di moda, ed altre cose. Durante la lavorazione delle leghe, nel passaggio di stato, cioè durante la fusione per ottenere l'oggetto desiderato, premodellato in cera, la lega subisce alterazioni del reticolo cristallino rilasciando elettroni liberi, per questo motivo la lega si trova in uno stato di agitazione magnetica, cioè presenta un potenziale elettrochimico di una certa intensità che dà alla lega un alto grado di instabilità favorendo la formazione di ossidi. Le leghe a base aurea sono quelle che attraverso un preciso trattamento termico sotto strato vetroso, possono essere stabilizzate eliminando il potenziale elettrochimico e di conseguenza la formazione degli ossidi. I metalli preziosi sono termo dinamicamente stabili (Au, Pt) e la loro corrosione è praticamente nulla., causando uno spostamento lento del potenziale, ad esempio dell’acciaio inossidabile, verso valori più negativi. Quali sono le conseguenze della corrosione elettrochimica nella cavità orale? Gli ioni metallici liberati nella cavità orale si diffondono: nei tessuti duri: denti ossa nei tessuti molli nei liquidi saliva -> tubo digerente sangue -> diffusione nell’organismo accumulo e/o escrezione. Gli effetti locali e generali nell’organismo corrispondono all’azione dei metalli liberati. Indicheremo qui alcuni sintomi che si riferiscono alle correnti indotte, nonché alcuni effetti locali e
generali determinati principalmente dal nichelio, dal cromo, dal cobalto, dall’argento, dal rame, dallo stagno e dallo zinco. Effetti locali determinati dalle correnti e dalla diffusione di ioni metallici: sensazione di bruciore sapore metallico maggiore o minore salivazione maggiore formazione di placca glossite eritema allergico, stomatite da contatto, erosione,ulcerazioni della lingua e della mucosa orale lichen piano cheilite, boccarola fratture radicolari Iperplasie polimorfe Effetti generali degli ioni metallici nell’organismo Reazioni d’ipersensibilità: Allergia: su 100 pazienti studiati il 5,3% è sensibile al cromo, il 9% al nichelio, il 3% al cobalto. Il Nichelio può provocare una reazione cutanea al semplice contatto, ma anche per via diretta, cioè attraverso: saliva, intestino, sangue o pelle. Eczema alle mani Eczema generalizzato Dermatite eczematosa Oftalmici Otorinolaringologici Gastroenterologici Neurologici. Oggi sono in commercio un numero enorme di leghe per uso odontoiatrico, con le più varie caratteristiche metallografche e con la più eterogenea composizione. A grandi tratti possiamo distinguere: LEGHE A BASE D'ORO LEGHE A BASE DI PALLADIO I due tipi di leghe variano molto come caratteristiche metallografche, ma i confini tra i due tipi sono molto sfumati in virtù della presenza di leghe a percentuale intermedia di oro e di palladio. Complessivamente sono usati circa 30 elementi nella composizione di queste leghe, il che crea ovviamente problemi complessi, sia nella lavorazione dei materiali, sia nelle interazioni tra i materiali. Occorre, infatti, ricordare che non esiste un materiale inerte e non soggetto a corrosione nel cavo orale, e ogni metallo posto in contatto con un altro metallo in ambiente umido dà luogo a una reazione di ossido, riduzione in cui il metallo meno nobile è ossidato (corroso = perde elettroni) ed il più nobile si riduce (acquista elettroni). Quando un metallo si corrode in bocca (per motivi chimici, biologici o per corrosione elettrochimica) manda in soluzione ioni che diffondono nei liquidi endobuccali e quindi passano nel tubo gastro enterico, o vengono assorbiti dai tessuti duri e molli della bocca, quindi vengono portati
nel circolo ematico. Le reazioni che l'organismo oppone a questa immissione di ioni (che in genere sono liberati sotto forma di sali insolubili ad esempio Argento --> Cloruro d'Argento), dipendono dalle caratteristiche biochimiche dello ione o del sale stesso. Molto grossolanamente possiamo dire che i metalli che danno facilmente sali inorganici (ad esempio il Cloruro d'Argento, il Solfato di Rame) danno reazioni di tipo tossico, i metalli che danno più facilmente composti organici (Nichel, Oro etc. legati alle proteine solforate) danno prevalentemente reazioni di tipo allergico. Questa spiegazione è da prendere con beneficio d'inventario, dato che le reazioni biochimiche dell'organismo sono di una complessità tale da non consentire grosse semplifcazioni, considerate che finora sono stati trovati circa tremila enzimi diversi, dei quali circa un terzo usa un metallo come catalizzatore, e nulla autorizza a ritenere che la ricerca di enzimi sia al termine. Inoltre occorre ricordare che lo stesso metallo può dare reazioni diverse a seconda del tipo di composto che ha formato e quindi della sua disponibilità biologica.
MATERIALI DA IMPRONTA
I materiali da impronta sono materiali adatti al rilevamento dell’impronta, sono quindi in grado di riprodurre in negativo le arcate dento-alveolari e le strutture orali di interesse odontoiatrico. Impronta e modello Impronta - riproduzione fedele in negativo delle arcate dento – alveolari e delle strutture orali di interesse odontoiatrico, ottenuta con materiali appropriati, detti materiali da impronta. Modello – riproduzione fedele delle arcate dento – alveolari e delle strutture orali di interesse odontoiatrico, ottenuto per sviluppo dell’impronta, con appositi materiali. I materiali da impronta sono introdotti in bocca in uno stato pastoso (o in alcuni casi, plastico), in cui sono facilmente deformabili in modo permanente e posson ricevere l’impronta. Subiscono quindi una trasformazione che li fa indurire e che ne rende possibile l’estrazione dalla bocca, senza perdere l’impronta ricevuta. Quindi la caratteristica fondamentale di un materiale da impronta e quella di poter passare da uno stato plastico (in grado di ricevere l’impronta) ad uno stato rigido o elastico (in grado di mantenerla). Requisiti ideali per materiali da impronta a) Odore, sapore e aspetto gradevole b) Biocompatibilità c) Facilità d'uso d) Tempo di presa adeguato e) Eccellente memoria elastica (per superare le zone di sottosquadro) f) Stabilità dimensionale g) Resistenza alla distorsione e rottura h) Precisione di riproduzione dei dettagli (anche microfini) i) Idrofilia j) Compatibilità con i materiali con cui si realizzano i modelli k) Costo accettabile Classificazione dei materiali da impronta In base alle loro caratteristiche chimiche e fisiche i materiali da impronta sono solitamente classificati in elastici e non-elastici. · non elastici– gessi da impronta, pasta all’ossido di zinco – eugenolo; paste termoplastiche, cere per impronta; - elastici – idrocolloidi (agar-agar, alginati), elastomeri (polisolfuri, polieteri e vinilpolisilossani). La differenza sostanziale tra le due categorie di materiali e che quelli elastici possono essere deformati temporaneamente durante l’estrazione dell’impronta dalla bocca del paziente, riacquistando successivamente la forma originaria. Questa caratteristica è fondamentale nelle impronte in cui sono presenti dei sotto – squadri: in tal caso i materiali non elastici, durante l’estrazione o si rompono o si deformano in modo permanente. Un’altra importante classificazione dei materiali da impronta si basa reversibilità o meno del processo di indurimento (passaggio dallo stato pastoso allo stato rigido o elastico):
- materiali da impronta reversibili (ad esempio: agar – agar, cere da impronta) – questi materiali, una volta induriti possono essere riportati allo stato pastoso; - materiali da impronta irreversibili (ad esempio: gessi, alginati, elastomeri) – questi materiali, una volta induriti non possono più tornare allo stato pastoso. Inoltre, in base allo scorrimento viscoso e al loro comportamento quando sono a contatto con le strutture molli del cavo orale, si distinguono in: - materiali da impronta mucostatici – ad elevato scorrimento viscoso (fluidi), che durante la presa dell’impronta non provocano la compressione delle mucose. Questa caratteristica è importante nel caso in cui sia necessario riprodurre con precisione i dettagli dei tessuti molli, come nel caso di impronte per protesi rimovibili totali. - materiali da impronta mucocompressivi – a basso scorrimento viscoso (viscosi) che durante la presa dell’impronta, provocano la compressione delle strutture molli del cavo orale. Materiali da impronta di maggior impiego I materiali da impronta utilizzati attualmente appartengono tutti alla categoria dei materiali da impronta elastici. Tra essi, i più usati in assoluto sono gli alginati, idonei per quasi tutti i tipi di impronta (la precisione dipende anche dalla perizia dell’operatore). Nei casi in cui è richiesta una maggiore precisione, come nelle impronte per protesi parziali fisse, in particolare in corrispondenza dei monconi, si utilizzano gli elastomeri (polisolfuri, polieteri, siliconi). Gli alginati Gli alginati sono degli idrocolloidi, in cui la fase dispersa è costituita da un sale solubile dell’acido alginico, a sua volta estratto da alcuni tipi di alghe marine. L’alginato solubile è costituito da molecola complessa, quando è disperso in acqua queste molecole danno luogo ad un liquido vischioso (SOL). Per reazione con il calcio si forma un sale insolubile dell’acido alginico, l’alginato di calcio, e l’idrocolloide si trasforma irreversibilmente dalla forma di SOL a quella di GEL. La massa gelatinosa ottenuta ha caratteristiche elastiche.
Gli alginati sono venduti sotto forma di polvere da miscelare con acqua distillata.
Vediamo di seguito i principali pregi e difetti degli alginati. Gli alginati sono i materiali da impronta più utilizzati, in quanto: § sono di semplice utilizzo (sono facili da manipolare richiedono un’attrezzatura molto semplice) § sono elastici
§ presentano una buona precisione § hanno un costo modesto Gli inconvenienti degli alginati sono: § scarsa stabilità dimensionale. Tendono a perdere facilmente acqua e a contrarsi. È necessario sviluppare rapidamente l’impronta. § meno precisi degli agar e degli elastomeri, che sono più adatti per rilevare i dettagli necessari per le protesi parziali fisse. § l’impossibilità di eseguire la galvanoplastica delle impronte.
Gli agar - agar Gli agar, analogamente agli alginati, sono dei polisaccaridi estratti da particolari tipi di alghe, che in acqua danno origine ad un idro – colloide. Il passaggio dallo stato di sol a quello di gel si ottiene per raffreddamento ed il processo è reversibile. Sono materiali molto precisi, in grado di rilevare impronte adatte per la realizzazione di protesi fisse. Durante la presa dell’impronta non comprimono i tessuti molli: sono cioè mucostatici. Pregi:
§ precisi (più degli alginati) § economici § riutilizzabili
Difetti: § sono difficili da usare. Sono confezionati sotto forma di gel che deve essere trasformato in sol, in opportune vasche termostatate, prima dell’impiego. Il passaggio da sol a gel è provocato da un abbassamento di temperatura e il loro impiego per impronte richiede un portaimpronte speciale, con raffreddamento ad acqua; § analogamente agli alginati, hanno scarsa stabilità dimensionale. Tendono a perdere facilmente acqua e a contrarsi. È necessario pertanto sviluppare rapidamente l’impronta. Impieghi attuali: sono impiegati per la duplicazione delle impronte. Nonostante siano stati quasi completamente soppiantati dagli elastomeri, alcuni operatori li impiegano ancora per impronte finalizzate alla realizzazione di protesi fisse, grazie alla loro elevata precisione. Gli elastomeri I materiali da impronta a base di elastomeri passano irreversibilmente dallo stato pastoso allo stato elastico grazie ad una reazione di polimerizzazione. Gli elastomeri sono cioè dei polimeri, classificabili in base al tipo di polimerizzazione con cui sono ottenuti: - polimeri per condensazione – la reazione di polimerizzazione avviene con liberazione di molecole di altre sostanze (alcol, acqua, …). Ciò comporta una maggiore instabilità in volume del polimero ottenuto. - polimeri per addizione – la reazione di polimerizzazione avviene senza liberazione di altre sostanze. Ciò assicura una discreta stabilità di volume. Gli elastomeri per condensazione danno maggiori problemi, in quanto dotati di minor stabilità di volume e per la possibilità di formazione di bolle all’interno della massa, causati dalla liberazione di sostanze durante la polimerizzazione stessa. Gli elastomeri, in base al loro grado di fluidità (viscosità), ottenuto dosando i riempitivi, sono classificati in quattro categorie:
- Tipo 0 – viscosità molto alta (putty)
- Tipo 1 - alta viscosità (heavy)
- Tipo 2 - media viscosità (regular)
- Tipo 3 bassa viscosità (light body)
Gli elastomeri da impronta sono destinati a specifici impieghi in base alla viscosità che essi presentano dopo la miscelazione dei componenti. I materiali a bassa viscosità vengono impiegati mediante siringa iniettandoli attorno ai denti preparati, o generalmente come materiali correttivi sfruttando il supporto offertogli da un’impronta con un materiale a viscosità più elevata. I materiali a media e ad alta viscosità possono essere impiegati da soli per rilevare impronte complete tramite appositi portaimpronta individuali, o come si è detto in combinazione con materiali a bassa viscosità. I materiali a viscosità molto alta vengono impiegati per rilevare impronte preliminari, che fungeranno quindi da portaimpronta individuali per rilevare le impronte finali con materiali a viscosità più bassa. Gli elastomeri da impronta possono essere considerati dei materiali da impronta di tipo universale, in grado cioè di rilevare svariati tipi di impronte nel cavo orale dei pazienti. In genere, la principale limitazione al loro impiego risiede nel loro costo elevato, e pertanto non vengono generalmente impiegati in quei casi nei quali siano richieste elevate quantità di materiale e sia possibile utilizzare materiali aventi un costo più contenuto e in grado di fornire ugualmente dei risultati soddisfacenti Essi, pertanto, vengono principalmente ed estesamente impiegati per il rilevamento di impronte per la costruzione di protesi fisse, mentre per gli altri tipi di impronta si preferiscono i più economici alginati. Attualmente sono tre i tipi di elastomeri maggiormente utilizzati:
- polisolfuri (polimeri per condensazione): tre gradi (bassa/media/alta viscosità)
- polieteri (polimeri per addizione): due gradi (bassa/media)
- polivinilsilossani o siliconi per addizione (polimeri per addizione): quattro gradi (bassa/media/alta/molto alta).
Polisolfuri Sono ottenuti per polimerizzazione per condensazione, di formano cioè prodotti secondari (tra i quali l'acqua), con conseguente ritiro dell'impronta, che si protrae per parecchie ore dopo la sua estrazione dalla bocca del paziente. - hanno comunque una buona stabilità in volume se si usano con portaimpronte forato. - sono i più economici tra gli elastomeri I principali difetti dei polisolfuri sono:
- scarsa memoria elastica - idrofobia
- odore e sapore sgradevoli (appartengono alla categoria dei mercaptani: le sostanze che impartiscono il caratteristico odore alle uova marce) Polieteri Sono un materiale da impronta idrofilo che polimerizza per addizione. Superiore ai materiali precedenti (idrocolloidi, polisolfuri) sia per le proprietà meccaniche sia per
l’assenza quasi totale di contrazione.
Pregi:
- precisione nella riproduzione dei dettagli grazie alla idrofilia e alla stabilità dimensionale.
- ottima rigidità. Difetti:
- effetto ventosa che rende difficile il distacco - biocompatibilità non eccellente (citotossicità per alcuni dei suoi componenti)
Polivinilsilossani (siliconi per addizione) Sono polimeri per addizione (agli inizi degli anni cinquanta erano stati introdotti dei siliconi per condensazione: siliconi tipo C). Pregi:
- stabilità dimensionale - ottima biocompatibilità - buona rigidità.
Difetti: - idrofobo, ma ne esistono addizionati di tensioattivi per migliorarne la bagnabilità - sono costosi
I migliori materiali da impronta disponibili Fra i tanti materiali disponibili gli unici due che possiedono un alto numero delle caratteristiche ideali specificamente richieste per gli impianti sono i siliconi per addizione o polivinilsilossani e i polieteri. Nei primi la polimerizzazione avviene per unione diretta delle macromolecole siliconiche, che formano un reticolo tridimensionale, senza liberazione di sostanze secondarie, la quale avviene invece nei siliconi per condensazione (per cui è possibile la formazione di bolle o l'incompletezza della reazione di presa). La disinfezione delle impronte Le impronte devono essere disinfettate per minimizare i pericoli di trasmissione di malattie infettive dal paziente al dentista e agli odontotecnici. Tutte le impronte, appena estratte dalla bocca, devono essere risciacquate accuratamente, quindi disinfettate. I disinfettanti e i processi di disinfezione non devono danneggiare l'impronta e, pertanto, dipendono dal tipo di materiale impiegato. I materiali da duplicazione Quando si rende necessaria la duplicazione del modello, si adoperano i materiali da duplicazione. I principali sono: · Idrocolloidi I materiali più utilizzati per la duplicazione dell’impronta sono idrocolloidi reversibili a base di agar - agar · Elastomeri
Si utilizzano prevalentemente polivinilsilossani e polieteri · Gel organici termoplastici a base di policloruro di vinile (PVC)
SCIENZE DEI MATERIALI DENTALI
Resine Odontotecniche
Proprietà dei Materiali
Materie Plastiche – Polimeri
Materiali Ceramici
Metallurgia Odontotecnica
La Corrosione
La Corrosione dei Metalli delle Leghe Dentali
Materiali da Impronta