Rapid Manufacturing Guida alla progettazione per SLS · compressa attraverso le porte di accesso...
28
Rapid Manufacturing Guida alla progettazione per SLS Applicazioni e tecnologie di sinterizzazione laser selettiva (SLS)
Transcript of Rapid Manufacturing Guida alla progettazione per SLS · compressa attraverso le porte di accesso...

Rapid Manufacturing Guida alla progettazione per SLS Applicazioni e tecnologie di sinterizzazione laser selettiva (SLS)
Indice
1 Assali 3 14 Canali di guarnizioni 16
2 Deflettori 4 15 Linee di incollaggio 17
3 Cuscinetti 5 16 Griglie 18
4 Codici a barre 6 17 Cerniere integrate 19
5 Soffietti 7 18 Cerniere integrate a filo 20
6 Rilievi ciechi 8 19 Cerniere integrali 21
7 Pulsanti 9 20 Montaggio 22
8 Gabbie 10 21 Strutture reticolari 23
9 Catene 11 22 Fermi a scatto 24
10 Maglie di catene 12 23 Targhette 25
11 Maglie di catene complesse 13 24 Serbatoi 26
12 Molle elicoidali 14 25 Strappi progettati 27
13 Condotti complessi 15 26 Filettature 28
Page 2
1 Assali
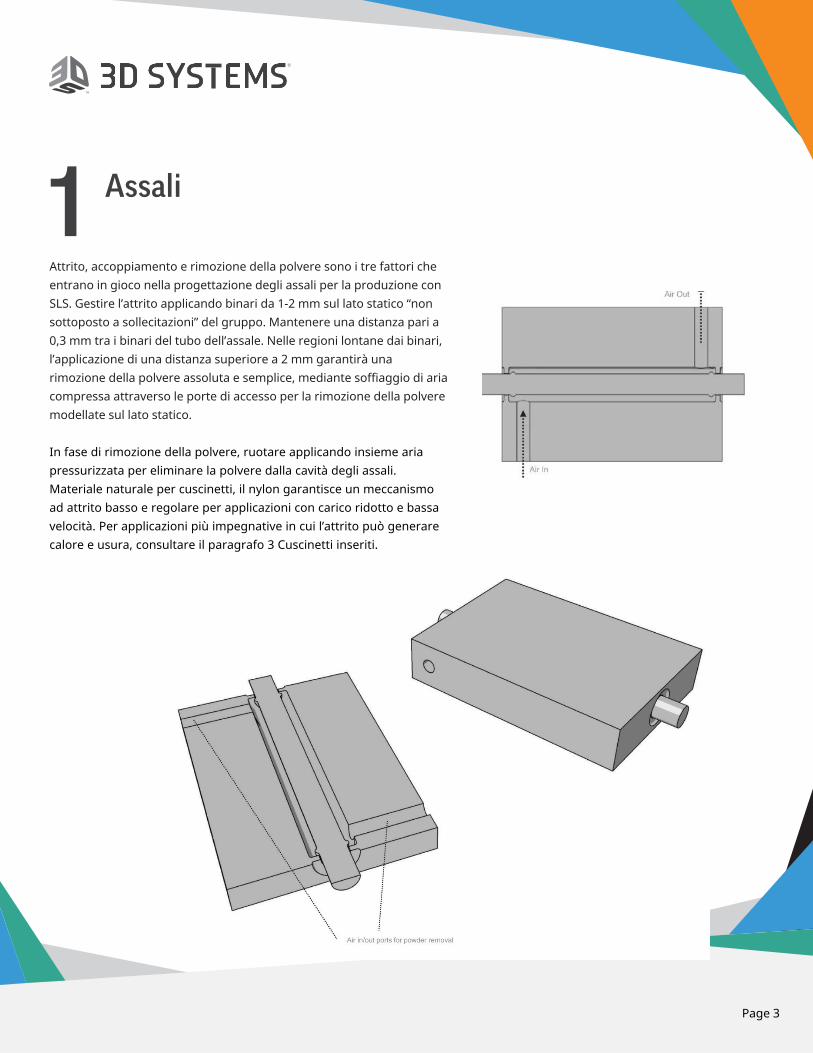
Attrito, accoppiamento e rimozione della polvere sono i tre fattori che entrano in gioco nella progettazione degli assali per la produzione con SLS. Gestire l’attrito applicando binari da 1-2 mm sul lato statico “non sottoposto a sollecitazioni” del gruppo. Mantenere una distanza pari a 0,3 mm tra i binari del tubo dell’assale. Nelle regioni lontane dai binari, l’applicazione di una distanza superiore a 2 mm garantirà una rimozione della polvere assoluta e semplice, mediante soffiaggio di aria compressa attraverso le porte di accesso per la rimozione della polvere modellate sul lato statico.
In fase di rimozione della polvere, ruotare applicando insieme aria pressurizzata per eliminare la polvere dalla cavità degli assali. Materiale naturale per cuscinetti, il nylon garantisce un meccanismo ad attrito basso e regolare per applicazioni con carico ridotto e bassa velocità. Per applicazioni più impegnative in cui l’attrito può generare calore e usura, consultare il paragrafo 3 Cuscinetti inseriti.
Page 3
2 Deflettori - Gestione dell’aria
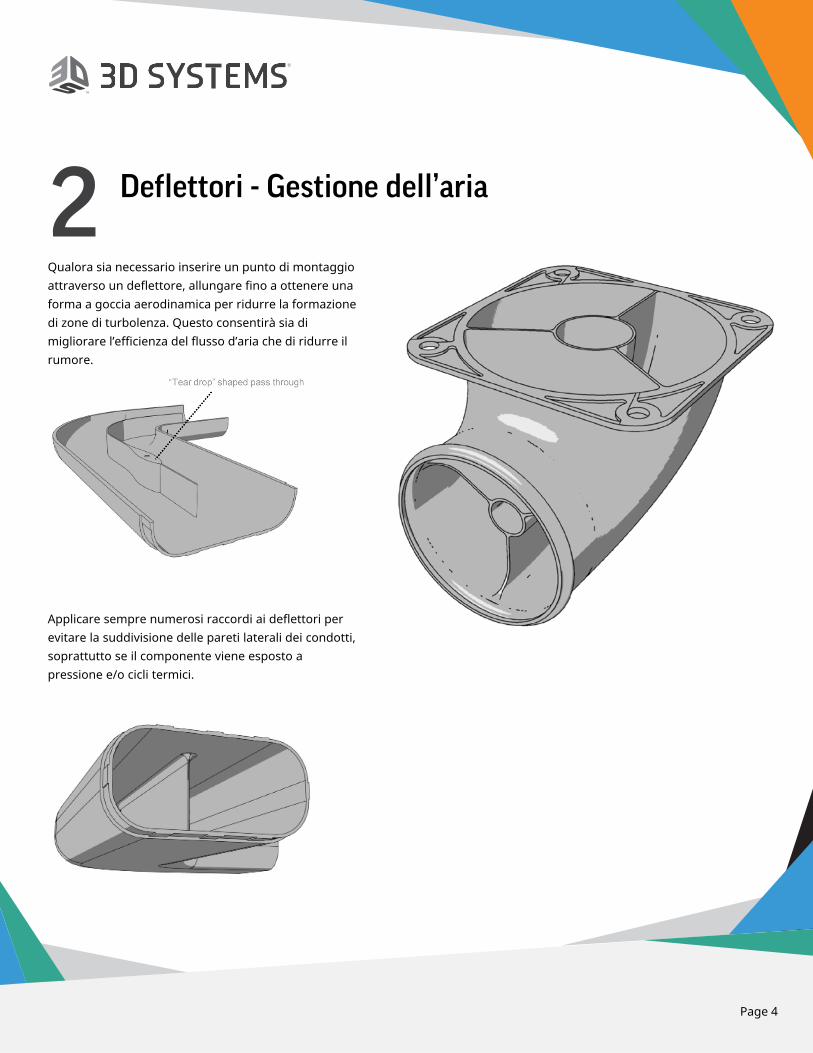
Qualora sia necessario inserire un punto di montaggio attraverso un deflettore, allungare fino a ottenere una forma a goccia aerodinamica per ridurre la formazione di zone di turbolenza. Questo consentirà sia di migliorare l’efficienza del flusso d’aria che di ridurre il rumore.
Applicare sempre numerosi raccordi ai deflettori per evitare la suddivisione delle pareti laterali dei condotti, soprattutto se il componente viene esposto a pressione e/o cicli termici.
Page 4
3 Cuscinetti inseriti
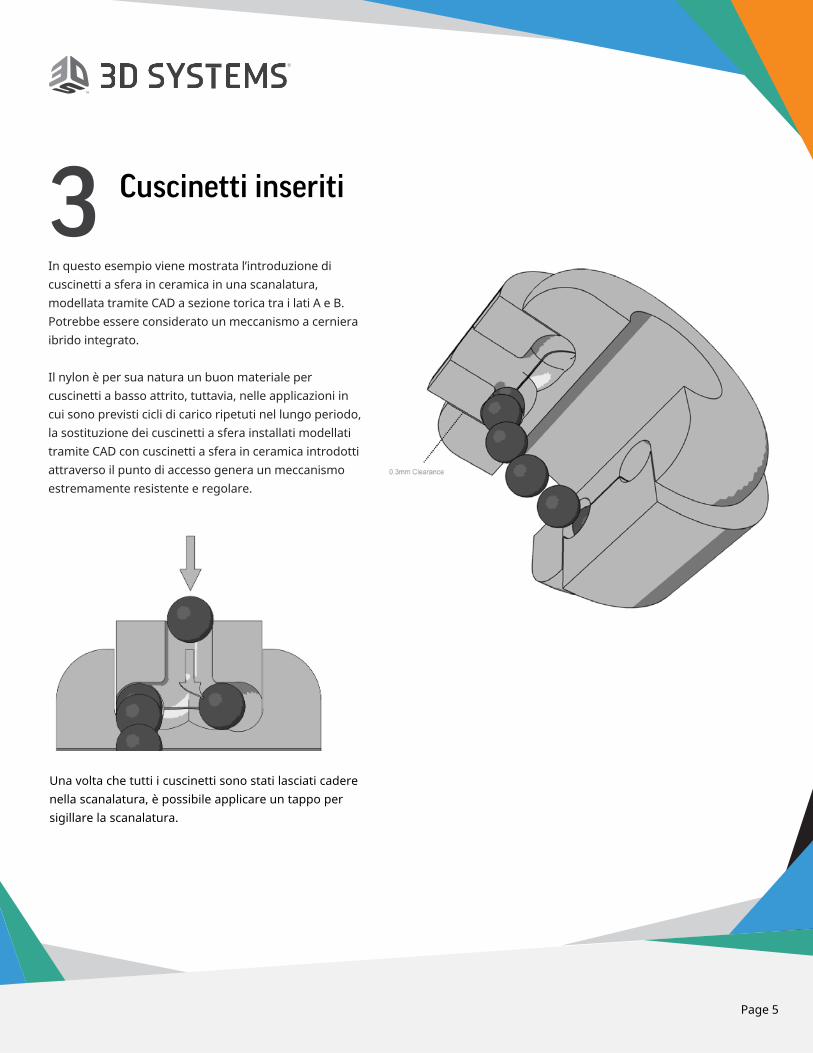
In questo esempio viene mostrata l’introduzione di cuscinetti a sfera in ceramica in una scanalatura, modellata tramite CAD a sezione torica tra i lati A e B. Potrebbe essere considerato un meccanismo a cerniera ibrido integrato.
Il nylon è per sua natura un buon materiale per cuscinetti a basso attrito, tuttavia, nelle applicazioni in cui sono previsti cicli di carico ripetuti nel lungo periodo, la sostituzione dei cuscinetti a sfera installati modellati tramite CAD con cuscinetti a sfera in ceramica introdotti attraverso il punto di accesso genera un meccanismo estremamente resistente e regolare.
Una volta che tutti i cuscinetti sono stati lasciati cadere nella scanalatura, è possibile applicare un tappo per sigillare la scanalatura.
Page 5

4 Codici a barre
I codici a barre Aztec sembrano ottimali per la produzione con SLS. Si consiglia di modellare con forma cubica le celle <1mm. Si osservi che è necessario applicare inchiostro a contrasto sulle superfici in rilievo del codice a barre per consentire o accelerare l’acquisizione di immagini durante l’esposizione a uno scanner.
Page 6

5 Soffietti
È possibile utilizzare la produzione con SLS al fine di realizzare sezioni “soffietto” funzionali per le applicazioni in cui è necessaria una certa flessibilità a livello di assemblaggio o accoppiamento. Si noti tuttavia che il nylon non garantisce prestazioni soddisfacenti nelle applicazioni in cui sarebbe logico prevedere cicli ripetuti, quale l’avvolgimento di cavi e tubi nei meccanismi. Considerare invece solo le applicazioni in cui le parti verranno esposte a cicli di flessione a bassissima frequenza. Qualora sia richiesta un’esposizione regolare a flessioni significative, è sempre possibile utilizzare la SLS, ma si potranno ottenere livelli superiori in termini di prestazioni e resistenza dai materiali SLS a base di polietilene come Duraform® Flex.
I soffietti circolari garantiscono prestazioni migliori in quanto distribuiscono uniformemente i punti di sollecitazione a tensione attorno alla sezione trasversale. Qualsiasi devoluzione dal cerchio comporterà un accumulo di sollecitazioni nel passaggio Verso il soffietto di sezione quadrata. In questo caso potrebbe essere necessario adottare un approccio diverso applicando una struttura Simile ai “Soffietti Deardorff” (vedere sopra), sostanzialmente una serie di rettangoli reticolati alternati. Occorre tuttavia notare che questa geometria è più sensibile alle concentrazioni di sollecitazioni in quanto presenta angoli a basso raggio, con conseguente sensibilità alla frattura in caso di esposizione a cicli.
Page 7

6 Rilievi ciechi
I fori ciechi possono rivelarsi impegnativi ai fini di una rimozione della polvere efficace, pertanto la soluzione in questo caso non consiste nel rendere ciechi i fori. Praticare semplicemente un piccolo foro con diametro >2 mm alla base del rilievo per consentire al materiale di uscire.
Non c’è alcun bisogno di filetti, filetti invece, per le viti autofilettanti in plastica, è meglio applicare i principi di progettazione tradizionali alle superfici che attivano i denti.
Page 8
7 Pulsanti
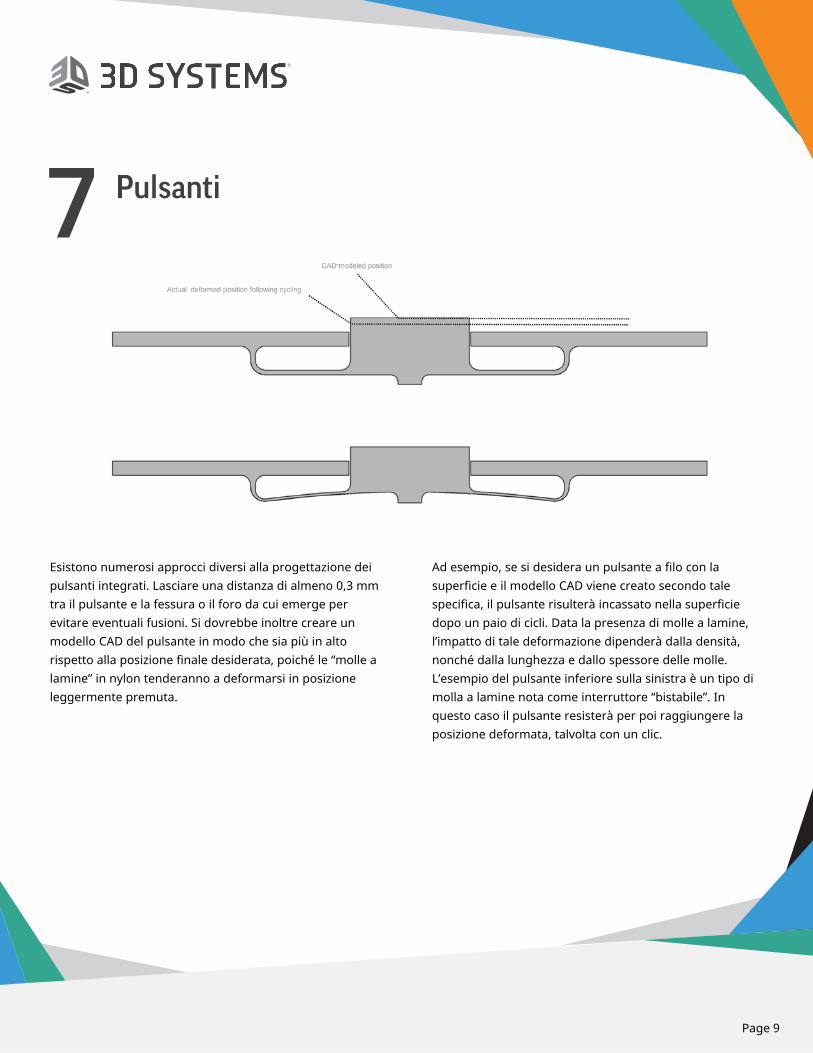
Esistono numerosi approcci diversi alla progettazione dei pulsanti integrati. Lasciare una distanza di almeno 0,3 mm tra il pulsante e la fessura o il foro da cui emerge per evitare eventuali fusioni. Si dovrebbe inoltre creare un modello CAD del pulsante in modo che sia più in alto rispetto alla posizione finale desiderata, poiché le “molle a lamine” in nylon tenderanno a deformarsi in posizione leggermente premuta.
Ad esempio, se si desidera un pulsante a filo con la superficie e il modello CAD viene creato secondo tale specifica, il pulsante risulterà incassato nella superficie dopo un paio di cicli. Data la presenza di molle a lamine, l’impatto di tale deformazione dipenderà dalla densità, nonché dalla lunghezza e dallo spessore delle molle. L’esempio del pulsante inferiore sulla sinistra è un tipo di molla a lamine nota come interruttore “bistabile”. In questo caso il pulsante resisterà per poi raggiungere la posizione deformata, talvolta con un clic.
Page 9
-
p
8 Gabbie
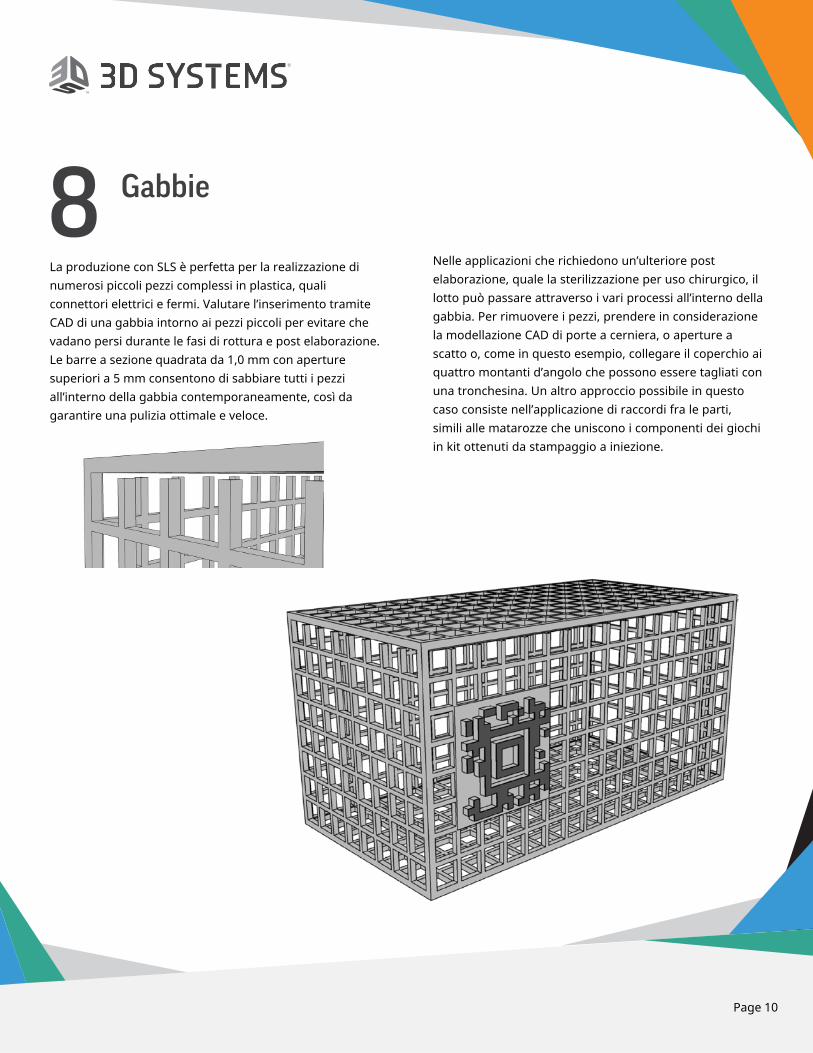
La produzione con SLS è perfetta per la realizzazione di numerosi piccoli pezzi complessi in plastica, quali connettori elettrici e fermi. Valutare l’inserimento tramite CAD di una gabbia intorno ai pezzi piccoli per evitare che vadano persi durante le fasi di rottura e post elaborazione. Le barre a sezione quadrata da 1,0 mm con aperture superiori a 5 mm consentono di sabbiare tutti i pezzi all’interno della gabbia contemporaneamente, così da garantire una pulizia ottimale e veloce.
Nelle applicazioni che richiedono un’ulteriore post elaborazione, quale la sterilizzazione per uso chirurgico, il lotto può passare attraverso i vari processi all’interno della gabbia. Per rimuovere i pezzi, prendere in considerazione la modellazione CAD di porte a cerniera, o aperture a scatto o, come in questo esempio, collegare il coperchio ai quattro montanti d’angolo che possono essere tagliati con una tronchesina. Un altro approccio possibile in questo caso consiste nell’applicazione di raccordi fra le parti, simili alle matarozze che uniscono i componenti dei giochi in kit ottenuti da stampaggio a iniezione.
Page 10

9 Catene
Progettare catene per la produzione con SLS può essere alquanto divertente, come con le maglie di catene. Si tratta inoltre di una geometria particolarmente datata che presenta numerose opportunità per forme innovative e interessanti.
Le prime catene erano fili metallic martellati o forgiati e ripiegati a formare anelli uniti fra loro. Con la SLS l’unica limitazione alla progettazione di catene può essere rappresentata dalla capacità inventiva personale. Sì, è possibile realizzare catene di biciclette... basta mantenere una distanza di 0,3 mm tra le shell.
Page 11

10 Maglie di catene di base
>Per le maglie di catene di base, mantenere uno spessore dei collegamenti >0,75 mm e una distanza di 0,5 mm tra i collegamenti. Per pezzi grandi, considerare la progettazione del collegamento in modo da ottenere una sezione trasversale poligonale in entrambi gli assi: questo consentirà di ridurre le dimensioni enormi del file e di accelerare il processo di progettazione.
Investire tempo per ottenere un collegamento singolo ottimizzato prima della duplicazione della matrice. Considerare l’uso di un poligono invece di un cerchio per velocizzare la duplicazione del collegamento e la manipolazione in ambito CAD.
Si noti che è altresì possibile piegare il progetto come si piegherebbe un tessuto per ridurre il volume dello strato di parti occupato dal progetto stesso. È necessario prestare particolare attenzione per evitare la sovrapposizione dei collegamenti.
Per ottenere un rettangolo di selezione efficiente, valutare la possibilità di piegare e/o compattare le matrici di fogli grandi per ridurre la quantità di spazio occupato dal progetto.
Page 12
11 Maglie di catene complesse - Möbius elastico
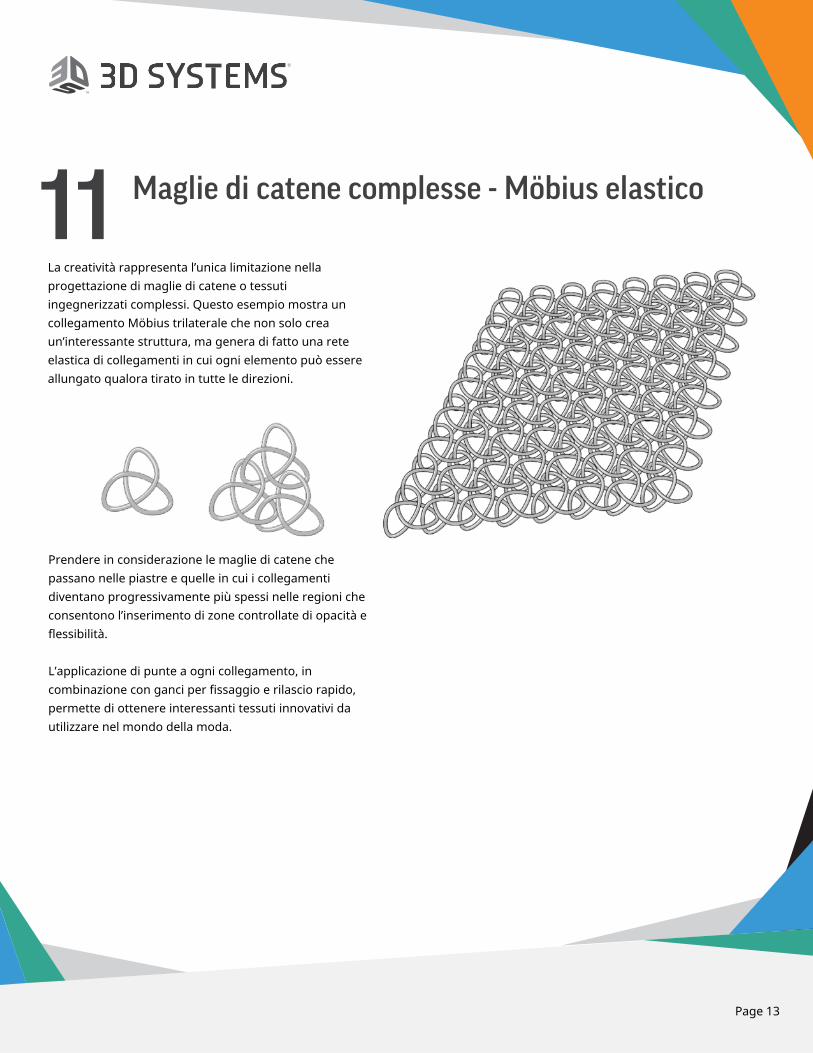
La creatività rappresenta l’unica limitazione nella progettazione di maglie di catene o tessuti ingegnerizzati complessi. Questo esempio mostra un collegamento Möbius trilaterale che non solo crea un’interessante struttura, ma genera di fatto una rete elastica di collegamenti in cui ogni elemento può essere allungato qualora tirato in tutte le direzioni.
Prendere in considerazione le maglie di catene che passano nelle piastre e quelle in cui i collegamenti diventano progressivamente più spessi nelle regioni che consentono l’inserimento di zone controllate di opacità e flessibilità.
L’applicazione di punte a ogni collegamento, in combinazione con ganci per fissaggio e rilascio rapido, permette di ottenere interessanti tessuti innovativi da utilizzare nel mondo della moda.
Page 13

12 Molle elicoidali
Una delle caratteristiche più importanti di cui tenere conto nel caso delle molle elicoidali è l’applicazione di numerosi raccordi nel punto di giunzione in cui la molla entra in collegamento con altre parti.
È necessario prestare particolare attenzione al vertice acuto. Come in tutti i materiali, le incrinature possono avere origine molto rapidamente in caso di esposizione a carichi ciclici.
Si noti inoltre che, come nelle molle a lamine, la posizione stabile finale della molla richiederà più cicli di compressione e allungamento per essere visibile.
Nelle molle elicoidali è fondamentale la giunzione tra la molla e tutto ciò a cui la stessa è collegata. Assicurarsi di applicare al vertice acuto il raccordo massimo consentito dal progetto.
The key to coil springs is the junction bewteen the spring and what it’s connected to. Make sure you apply as much fillet to the acute apex as your design will allow.
Page 14

13 Condotti complessi - Nervature
Utilizzando la SLS per la produzione di condotti non strutturali per bassi volumi, quali condotti ECS per il mondo racing e settore aerospaziale, è possibile progettare strutture monolitiche estremamente complesse e altamente ottimizzate. Sfruttare non solo la possibilità di progettare con spessori di parete variabili, ma anche l’opportunità di incrementare il rapporto peso-resistenza attraverso l’applicazione di nervature di superficie ottimizzate a livello strutturale. Si tratta di un dettaglio estremamente costoso da applicare con le tecniche di produzione tradizionali. La SLS non implica alcun costo per la complessità.
Valutare la modellazione CAD in una catena attraverso il condotto. Al termine, tirando la catena si libererà velocemente dalla polvere il condotto, permettendo così di passare subito alla sabbiatura al fine di ottenere una buona pulizia del condotto.
Page 15

14 Canali per guarnizioni
La capacità di produrre “sottosquadri” consente un approccio interessante al fissaggio di prodotti elastomerici morbidi come le guarnizioni in gomma. Potrebbe essere necessaria qualche prova in base al durometro specifico della guarnizione interessata. Generalmente un canale con larghezza minima del 10% inferiore al diametro della guarnizione non compressa consente sia il posizionamento che il mantenimento in sede della guarnizione stessa. Si noti che lo stesso principio può essere applicato al fissaggio di altri componenti elastomerici quali matrici di pulsanti e rivestimenti di prese.
Page 16
15 Linee di incollaggio
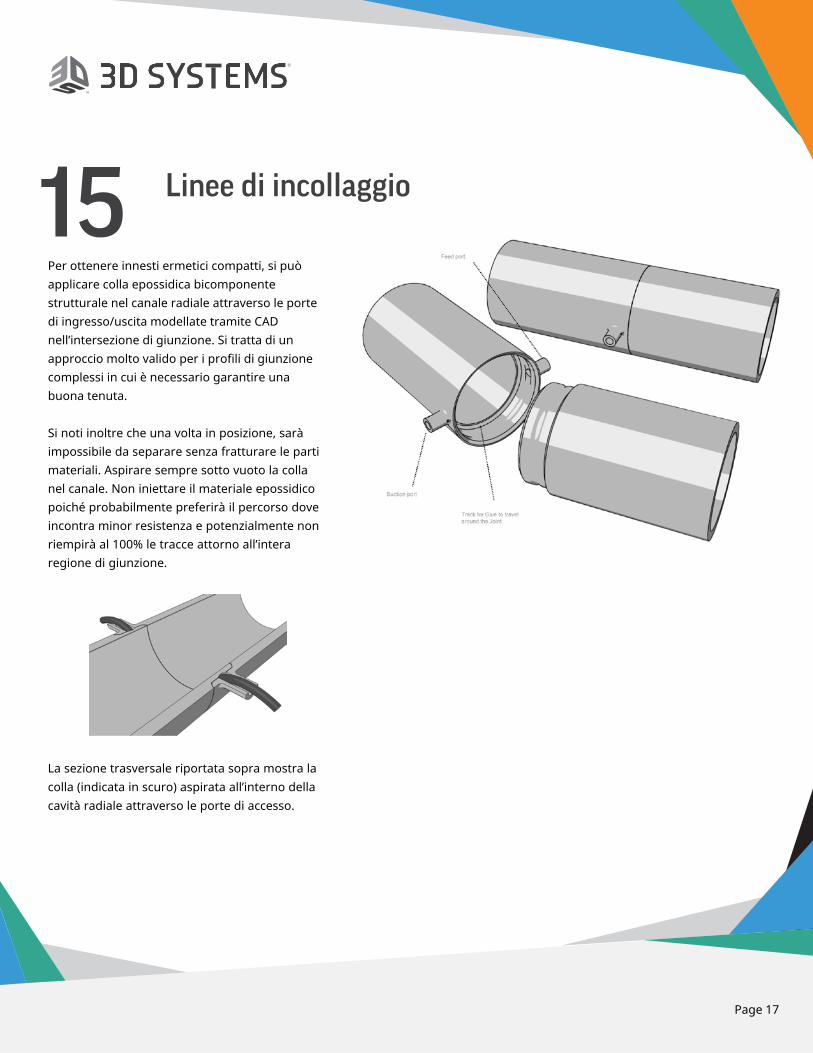
Per ottenere innesti ermetici compatti, si può applicare colla epossidica bicomponente strutturale nel canale radiale attraverso le porte di ingresso/uscita modellate tramite CAD nell’intersezione di giunzione. Si tratta di un approccio molto valido per i profili di giunzione complessi in cui è necessario garantire una buona tenuta.
Si noti inoltre che una volta in posizione, sarà impossibile da separare senza fratturare le parti materiali. Aspirare sempre sotto vuoto la colla nel canale. Non iniettare il materiale epossidico poiché probabilmente preferirà il percorso dove incontra minor resistenza e potenzialmente non riempirà al 100% le tracce attorno all’intera regione di giunzione.
La sezione trasversale riportata sopra mostra la colla (indicata in scuro) aspirata all’interno della cavità radiale attraverso le porte di accesso.
Page 17

16 GriglieGli esagoni risultano particolarmente ottimizzati per la SLS, non solo per via del modo in cui gestiscono sostanzialmente efficienza di annidamento e sollecitazioni, ma anche perché richiedono pochissimi triangoli (12) per essere resi con accuratezza.
Qualora si utilizzino forme circolari per i fori delle griglie, si avrà un drastico aumento delle dimensioni del file.
Si noti inoltre che nonostante il peso della parte finale con una struttura a griglia sia notevolmente inferiore rispetto ad una parte con struttura piena, si avrà un aumento del tempo di pulizia e di scrittura della parte poiché il laser dovrà disegnare e riempire tutti i bordi della griglia.
Come nelle parti cave, la quantità di polvere non sinterizzata non comporterà un extra di materiale recuperabile per le lavorazioni successive. Questo è dovuto all’esposizione termica che la polvere subisce in prossimità della parte. A tutti gli effetti le parti composte di griglie sono più costose per la realizzazione rispetto alle parti solide in virtù del tempo di scrittura supplementare, ma sono di grande effetto!
Page 18
17 Cerniere integrate
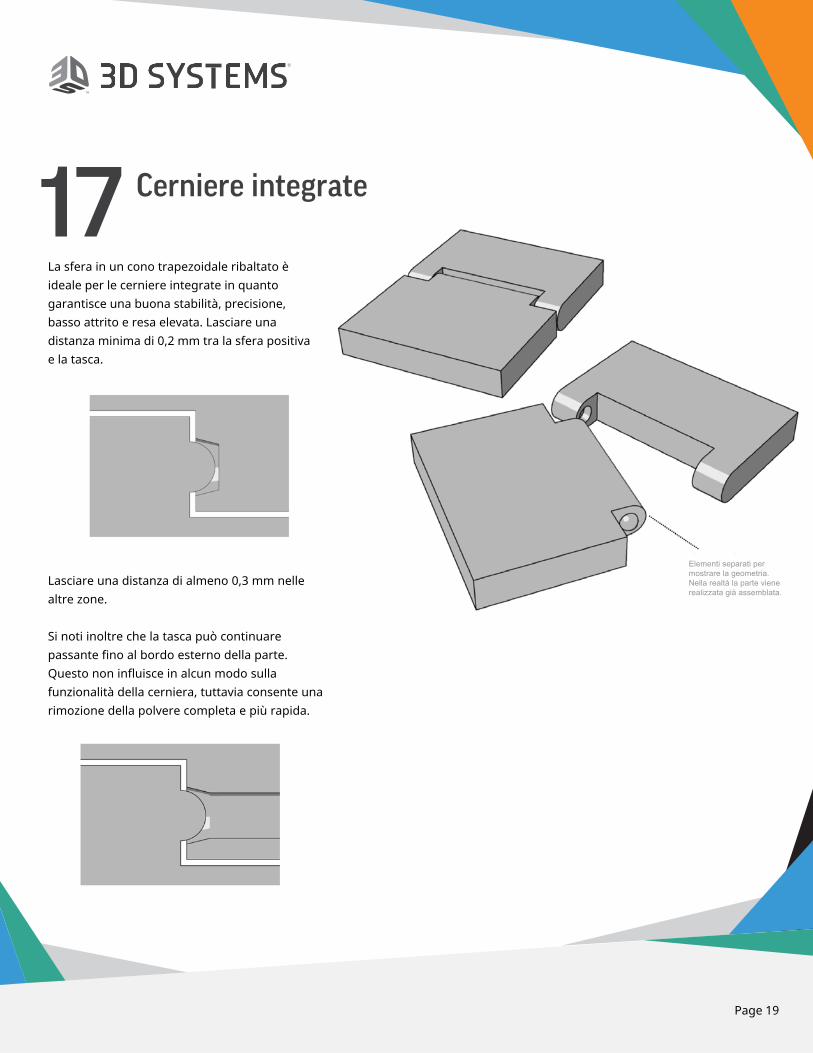
La sfera in un cono trapezoidale ribaltato è ideale per le cerniere integrate in quanto garantisce una buona stabilità, precisione, basso attrito e resa elevata. Lasciare una distanza minima di 0,2 mm tra la sfera positiva e la tasca.
Lasciare una distanza di almeno 0,3 mm nelle altre zone.
Si noti inoltre che la tasca può continuare passante fino al bordo esterno della parte. Questo non influisce in alcun modo sulla funzionalità della cerniera, tuttavia consente una rimozione della polvere completa e più rapida.
Page 19
Elementi separati per mostrare la geometria. Nella realtà la parte viene realizzata già assemblata.
18 Cerniere integrate a filo
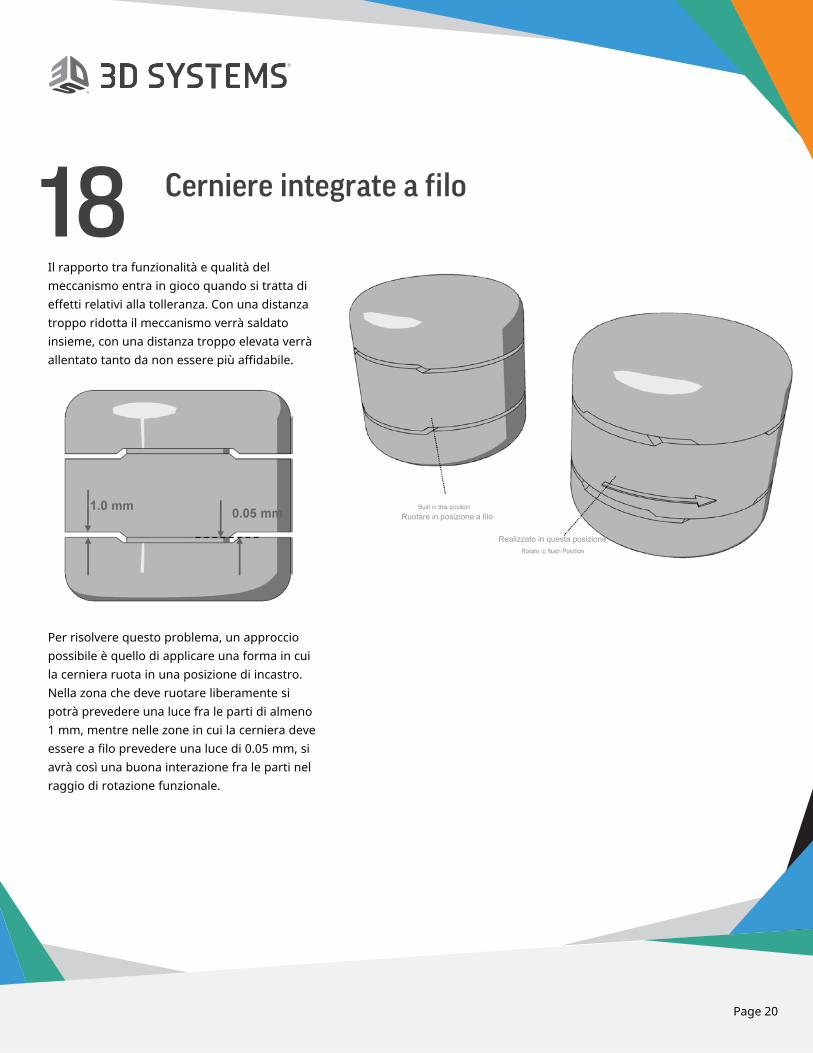
Il rapporto tra funzionalità e qualità del meccanismo entra in gioco quando si tratta di effetti relativi alla tolleranza. Con una distanza troppo ridotta il meccanismo verrà saldato insieme, con una distanza troppo elevata verrà allentato tanto da non essere più affidabile.
Per risolvere questo problema, un approccio possibile è quello di applicare una forma in cui la cerniera ruota in una posizione di incastro. Nella zona che deve ruotare liberamente si potrà prevedere una luce fra le parti di almeno 1 mm, mentre nelle zone in cui la cerniera deve essere a filo prevedere una luce di 0.05 mm, si avrà così una buona interazione fra le parti nel raggio di rotazione funzionale.
Page 20
Ruotare in posizione a filo
Realizzato in questa posizione

19 Cerniere integrali
Le cerniere integrali realizzate in SLS molte volte sono più che altro uno sfizio del progettista e spesso non rappresenta una soluzione ideale quando si parla di articolazioni.
La domanda da porsi in questo caso è: perché realizzare una cerniera integrale quando è possibile progettare e creare una cerniera integrata? Le cerniere integrali convenzionali sono progettate e ottimizzate per i processi e i materiali termoplastici dello stampaggio per iniezione.
Page 21
Per la SLS si consiglia di evitare le cerniere integrali in quanto il nylon SLS non presenta la stessa flessibilità dei materiali termoplastici stampati per iniezione. Ciò è dovuto anche alla risoluzione del processo - le cerniere devono avere uno spessore maggiore rispetto a quello delle cerniere progettate per lo stampaggio - e dalla tendenza del nylon a un impegno più intenso in caso di esposizione a deformazione ciclica. Tale caratteristica può rivelarsi utile negli utilizzi in cui si prevede di piegare la cerniera solo una volta e in cui è opportuno tenere collegati insieme i componenti.
Nella scelata dell’orientamento, tentare di evitare eventuali gradini in corrispondenza della superficie di trazione della cerniera. Prendere in considerazione anche l’immersione in acqua bollente per 10 minuti al fine di indurire (processo di ricottura) il nylon prima della flessione.

20 Progettazione per il montaggio
Un singolo punto di montaggio allungato per l’assemblaggio consente di compensare la variazione termoplastica che è possibile osservare sulle sezioni lunghe. Allungare il foro adattabile di almeno 5 mm per 100 mm.
Page 22
21 Strutture reticolari
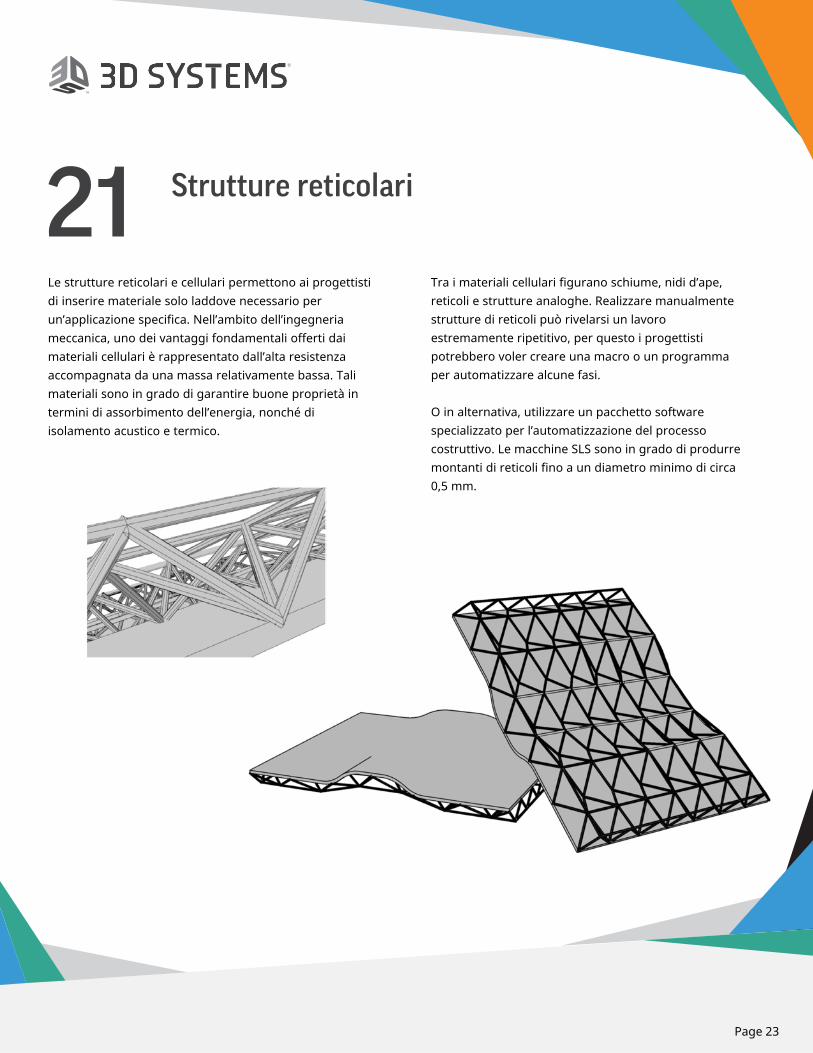
Le strutture reticolari e cellulari permettono ai progettisti di inserire materiale solo laddove necessario per un’applicazione specifica. Nell’ambito dell’ingegneria meccanica, uno dei vantaggi fondamentali offerti dai materiali cellulari è rappresentato dall’alta resistenza accompagnata da una massa relativamente bassa. Tali materiali sono in grado di garantire buone proprietà in termini di assorbimento dell’energia, nonché di isolamento acustico e termico.
Tra i materiali cellulari figurano schiume, nidi d’ape, reticoli e strutture analoghe. Realizzare manualmente strutture di reticoli può rivelarsi un lavoro estremamente ripetitivo, per questo i progettisti potrebbero voler creare una macro o un programma per automatizzare alcune fasi.
O in alternativa, utilizzare un pacchetto software specializzato per l’automatizzazione del processo costruttivo. Le macchine SLS sono in grado di produrre montanti di reticoli fino a un diametro minimo di circa 0,5 mm.
Page 23

22 Fermi a scatto
Esistono numerosi esempi di successo nell’ambito della progettazione di fermi in plastica per la SLS. Rispetto allo stampaggio per iniezione, le ridotte limitazioni in termini di complessità della progettazione consentono di realizzare sistemi molto più complessi e sofisticati a livello di funzioni di fermo, scatto, ritenzione e rilascio.
In questo esempio di Colin Blain dal Regno Unito, il meccanismo del pulsante “premi per rilascio” fa ruotare i due bracci di arresto attorno a un fulcro del raggio di torsione. Si noti l’applicazione di numerosi raccordi per prevenire eventuali fratture, nonché la posizione chiusa deformata dei denti di arresto al fine di contrastare gli effetti di deformazione dei primi cicli.
Nell’ambito della progettazione per la SLS è essenziale, come nel caso di tutti i raggi sottoposti a sollecitazioni cicliche, tenere conto della deformazione iniziale subita dalla plastica prima che questa assuma la sua posizione stabile finale.
Come nel caso di cerniere integrali e molle a lamine, prendere in considerazione l’immersione in acqua bollente (processo di ricottura) per 10 minuti al fine di aumentare la resistenza e la memoria della plastica.
Si noti la posizione di pre-chiusura del lato ricevente. Questo consentirà di ottenere una presa migliore, nonché di contrastare l’effetto della deformazione dovuta allo slittamento ciclico iniziale.
Fulcro del raggio di torsione collegato alle pareti laterali, che fungono anche da protezioni dei binari di centraggio.
Page 24

23 TarghetteLe targhette collegate mediante catene o pernetti sacrificali vengono comunemente utilizzate per la classificazione dei pezzi SLS. Alcuni pacchetti software per la gestione dei file STL consentono di eseguire l’identificazione automatica dei pezzi con i nomi dei STL. Questa funzione è particolarmente utile nelle applicazioni di produzione personalizzata di massa. Tentare di mantenere uno spessore superiore a 1 mm per tutti i componenti.
Si noti che nel perno illustrato sopra per “identificare” il connettore, la giunzione tra il perno e il pezzo si trova in una tasca raccordata ribassata: questo consente di ridurre l’impatto sull’integrità meccanica della parte. In questo caso si osservi anche il punto di scatto, un intaglio a V modellato nell’avambraccio. Lo stesso può essere applicato alle catene in cui si desidera favorire la rimozione controllata e semplice della targa.
Posizionando l’intaglio a V all’interno della tasca ribassata, non resta alcun artefatto in grado di interferire con l’accoppiamento in seguito alla sua rimozione.
Page 25
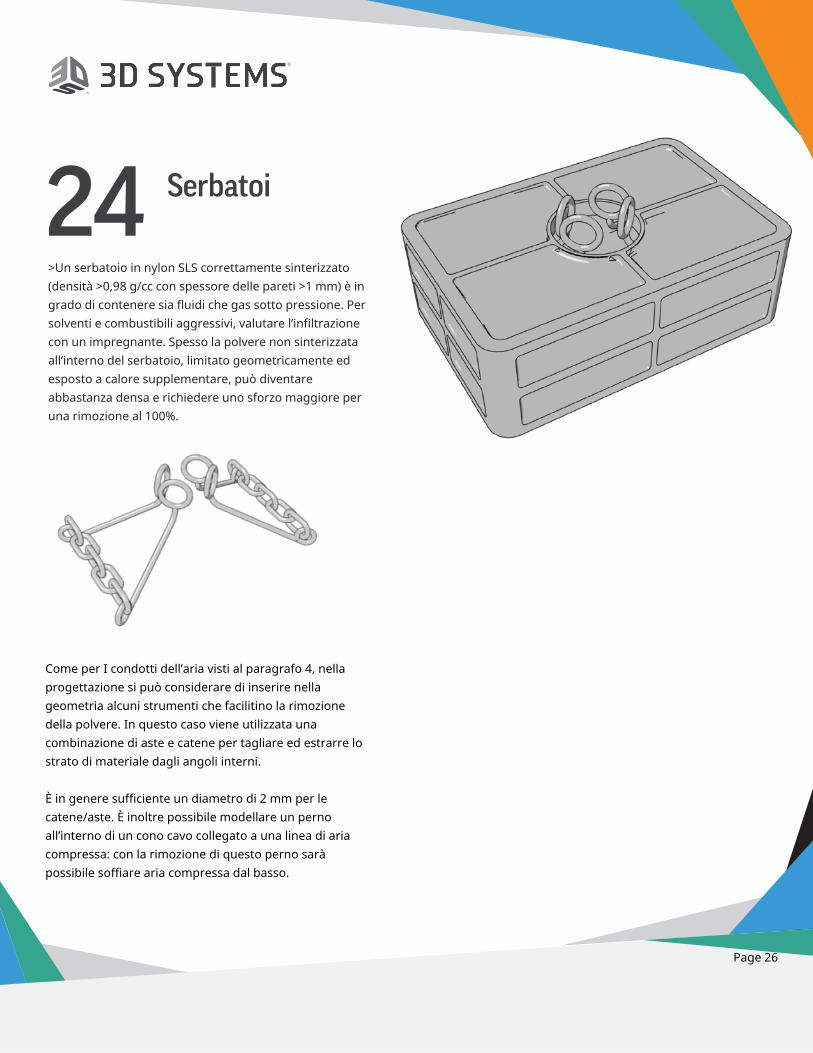
24 Serbatoi>Un serbatoio in nylon SLS correttamente sinterizzato (densità >0,98 g/cc con spessore delle pareti >1 mm) è in grado di contenere sia fluidi che gas sotto pressione. Per solventi e combustibili aggressivi, valutare l’infiltrazione con un impregnante. Spesso la polvere non sinterizzata all’interno del serbatoio, limitato geometricamente ed esposto a calore supplementare, può diventare abbastanza densa e richiedere uno sforzo maggiore per una rimozione al 100%.
Come per I condotti dell’aria visti al paragrafo 4, nella progettazione si può considerare di inserire nella geometria alcuni strumenti che facilitino la rimozione della polvere. In questo caso viene utilizzata una combinazione di aste e catene per tagliare ed estrarre lo strato di materiale dagli angoli interni.
È in genere sufficiente un diametro di 2 mm per le catene/aste. È inoltre possibile modellare un perno all’interno di un cono cavo collegato a una linea di aria compressa: con la rimozione di questo perno sarà possibile soffiare aria compressa dal basso.
Page 26
25 Strappi progettati
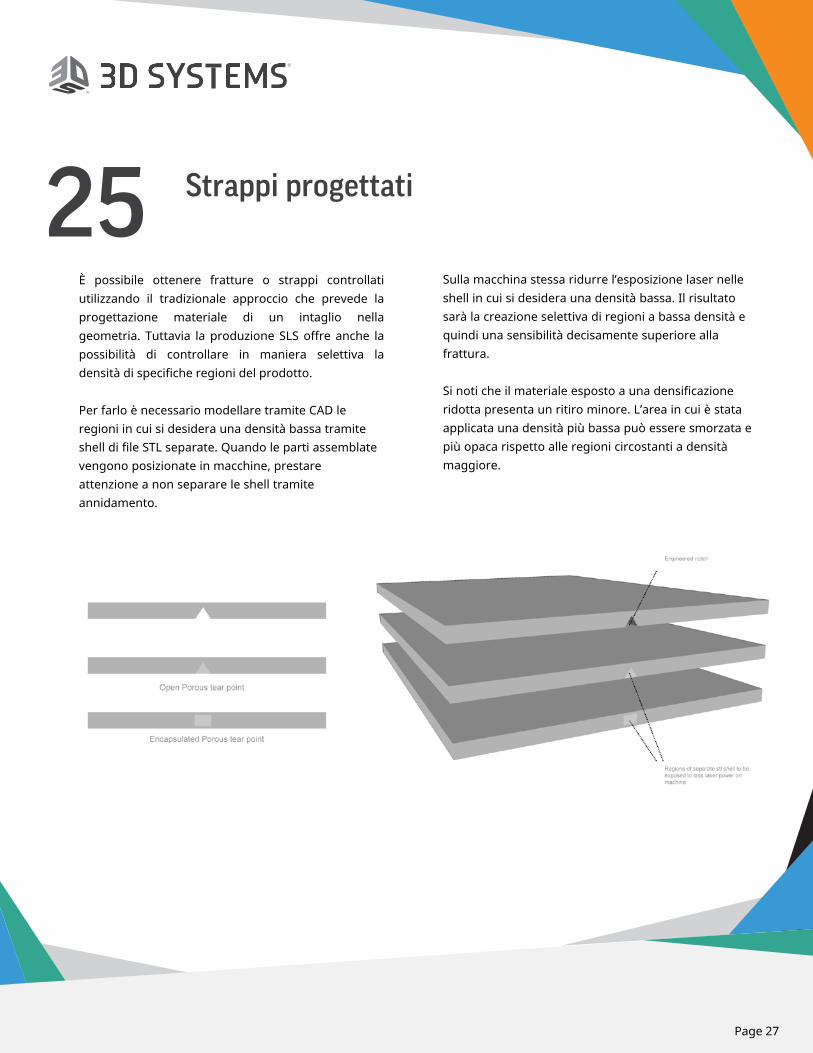
È possibile ottenere fratture o strappi controllati utilizzando il tradizionale approccio che prevede la progettazione materiale di un intaglio nella geometria. Tuttavia la produzione SLS offre anche la possibilità di controllare in maniera selettiva la densità di specifiche regioni del prodotto.
Per farlo è necessario modellare tramite CAD le regioni in cui si desidera una densità bassa tramite shell di file STL separate. Quando le parti assemblate vengono posizionate in macchine, prestare attenzione a non separare le shell tramite annidamento.
Sulla macchina stessa ridurre l’esposizione laser nelle shell in cui si desidera una densità bassa. Il risultato sarà la creazione selettiva di regioni a bassa densità e quindi una sensibilità decisamente superiore alla frattura.
Si noti che il materiale esposto a una densificazione ridotta presenta un ritiro minore. L’area in cui è stata applicata una densità più bassa può essere smorzata e più opaca rispetto alle regioni circostanti a densità maggiore.
Page 27

26 Filettature 01-17
Poiché la texture superficiale della SLS può essere relativamente ruvida, è possibile che talvolta l’attrito interferisca con il meccanismo di filettatura della vite.
In questo esempio la filettatura positiva è sostituita da “semisfere” che sono in linea con le scanalature sul lato negativo dell’assemblaggio.
Adottando questo approccio, l’attrito viene drasticamente ridotto, mentre viene migliorata la “resa dell’accoppiamento”.
La resa dell’accoppiamento si ottiene quando entrambe le parti sono esposte alla stessa variazione di processo, con estrema sensibilità a tale variazione. Ad esempio, quando gli scostamenti dei raggi non sono corretti, il lato positivo può essere più grande e il lato negativo più piccolo, con conseguente amplificazione delle interferenze.
Questo è un classico esempio da tenere presente per non fossilizzarsi nell’approccio di progettazione convenzionale per filettature, lasciandosi invece guidare dall’obiettivo funzionale desiderato del meccanismo.
3D Systems Corporation 333 Three D Systems Circle Rock Hill, SC 29730
www.3dsystems.com
© 2017 by 3D Systems, Inc. Tutti i diritti riservati. Specifiche tecniche soggette a modifica senza preavviso. Il logo 3D è un marchio registrato di 3D Systems, Inc.