PROGETTAZIONE VIRTUALE DI DISPOSITIVO DI … · Le due lavorazioni che dovranno essere garantite...
16
ANSYS USER GROUP MEETING ITALIA May. 2014 1 PROGETTAZIONE VIRTUALE DI DISPOSITIVO DI BLOCCAGGIO INNOVATIVO PER LAVORAZIONI COMBINATE CON SIMULAZIONE NON LINEARE L. Landi, S. Lucertini Dipartimento di Ingegneria, Università degli Studi di Perugia Perugia, Italia Email: [email protected] Riassunto L’espansione del mercato delle macchine utensili prodotte in Italia verso i mercati esteri porta i costruttori del nostro paese di progettare macchinari sempre più innovativi che possano confrontarsi con successo con le alternative concorrenziali dei produttori esteri. In questo documento, si affronta la problematica di rendere una fresatrice in grado di compiere anche operazioni di tornitura in modo “autonomo” ossia senza la necessità di ulteriori attrezzaggi o interventi da parte di operatori.
Transcript of PROGETTAZIONE VIRTUALE DI DISPOSITIVO DI … · Le due lavorazioni che dovranno essere garantite...

ANSYS USER GROUP MEETING ITALIA May. 2014
1
PROGETTAZIONE VIRTUALE DI
DISPOSITIVO DI BLOCCAGGIO
INNOVATIVO PER LAVORAZIONI
COMBINATE CON SIMULAZIONE NON
LINEARE L. Landi, S. Lucertini
Dipartimento di Ingegneria, Università degli Studi di Perugia
Perugia, Italia
Email: [email protected]
Riassunto
L’espansione del mercato delle macchine utensili prodotte in Italia verso i mercati esteri porta i costruttori del
nostro paese di progettare macchinari sempre più innovativi che possano confrontarsi con successo con le
alternative concorrenziali dei produttori esteri.
In questo documento, si affronta la problematica di rendere una fresatrice in grado di compiere anche operazioni
di tornitura in modo “autonomo” ossia senza la necessità di ulteriori attrezzaggi o interventi da parte di
operatori.

ANSYS USER GROUP MEETING ITALIA May. 2014
2
Lo scopo è quello di realizzare un macchinario che sia competitivo sul mercato, potendo svolgere
autonomamente lavorazioni che normalmente dovrebbero essere svolte tramite l’uso di due distinte macchine,
ampliando così enormemente le possibilità operative.
In questa memoria è affrontato quindi il problema della progettazione e validazione virtuale di un dispositivo
innovativo che permetterà lo sviluppo di questa macchina combinata per tornire-fresare.
Le due lavorazioni che dovranno essere garantite dalla macchina hanno delle necessità progettuali molto
differenti e l’approccio tipico della progettazione di una macchina utensile effettuata con logiche di “worst case”
non è utilizzabile.
In questo documento, in particolare, si mostrerà la progettazione del gruppo meccanico di commutazione delle
lavorazioni. Trattasi di un dispositivo azionato per via oleodinamica, atto a bloccare l’albero del mandrino
durante le operazioni di tornitura (in cui sarò il pezzo a ruotare) ed a sbloccarne la rotazione per le operazioni di
fresatura (in cui il grezzo in lavorazione è fisso).
Il funzionamento del dispositivo, nelle due operazioni (innesco e disinnesco) è stato simulato tramite FEM allo
scopo di verificare il corretto campo di spostamento e la distribuzione delle tensioni, oltre al determinare la
pressione dell’olio necessaria all’attuazione.
La modellazione e successiva simulazione sono state compiute all’interno del codice Ansys Workbench v.14
nell’ambito di una attività di ricerca condotta in collaborazione fra il PEAR di Firenze e il Dipartimento di
Ingegneria dell’Università degli Studi di Perugia. La ricerca è stata finanziata con il Bando Unico R&S 2008
della Regione Toscana.
Progettazione concettuale del dispositivo
L’albero mandrino, in cui sono alloggiati portautensile ed utensile, dovrà essere ragionevolmente libero di
ruotare nel caso di lavorazioni per fresatura, mentre andrà bloccato per tutte le operazioni di tornitura.
Obiettivi e vincoli
Tornitura e fresatura sono operazioni simili nel processo, ma a cui corrispondono esigenze progettuali
nettamente differenti, poiché l’entità e la localizzazione delle sollecitazioni differisce in maniera sostanziale.
Inoltre è chiaro come per l’operazione di fresatura sia indispensabile ottenere il bloccaggio del pezzo in
lavorazione, ed avere nel contempo la rotazione dell’albero e dunque dell’utensile per permettere il taglio,
mentre per le operazioni di tornitura, la rotazione sia da attribuire al pezzo stesso, e per l’utensile siano da
assolvere quindi solo moti planari.
Per la fase di fresatura, in particolare, si desidera quindi avere una serie di vincoli all’albero che permettano il
moto rotazionale fornendo un appoggio adeguato a sostenere le forze trasmesse tra pezzo ed utensile, senza
tuttavia penalizzare lo scorrimento e quindi minimizzando gli effetti di attrito.
Per la tornitura, l’albero dovrà bloccarsi in maniera efficiente ed al contempo senza generare spostamenti
indesiderati che possono portare dunque l’utensile a compiere lavorazioni imprecise.
Globalmente, in conclusione, come obiettivo primario occorre che il macchinario sia in grado di variare le
condizioni di vincolo dell’albero in funzione della lavorazione.
Le condizioni di progetto, in questo caso, risultano essere quelle di precisione elevata della lavorazione in
entrambe le modalità, costo contenuto ed ingombri e geometrie compatibili con le esigenze del costruttore.
Per eseguire il bloccaggio dell’albero, si pensa di impiegare un sistema a pinza derivato da quello in uso in molti
sistemi di tornitura per il bloccaggio diretto dell’utensile come mostrato in figura1.

ANSYS USER GROUP MEETING ITALIA May. 2014
3
Figura 1: Esempi di pinze commerciali per il bloccaggio utensi le
Impiegando un’architettura simile, sarebbe possibile fissare la rotazione dell’utensile, erogando una forza assiale
che faccia chiudere la pinza verso l’albero in fase di tornitura o al contrario che lo renda libero alla rotazione
nelle operazioni di fresatura. Lo schema delle forze, risulterebbe in prima analisi disposto come nella figura
seguente:
Figura 2: Forze di tornitura e reazioni sulla pinza, Fz uscente dal foglio
Nel nostro caso sarebbe l’utensile ad essere afferrato nell’elettro mandrino e non il pezzo come nella figura
precedente. La forza assiale Ft (in verde nella figura a sinistra, pari alla Fx) è quindi legata alla Fn che si desidera
riuscirà ad ottenere, in funzione delle sollecitazioni di tornitura massime prevedibili, che saranno individuate in
seguito.
Con:
Fn: forza di serraggio
Ft: forza di attuazione
: angolo di semi apertura della pinza
µ1: coefficiente d’attrito tra pinza e sostegno, µ2: coefficiente d’attrito tra pinza e pezzo
Mx: momento torcente indotto
D1: diametro di afferraggio
D2: diametro in lavorazione
CS: eventuale coefficiente di sicurezza

ANSYS USER GROUP MEETING ITALIA May. 2014
4
Si trova che la forza Fn necessaria per il mantenere serraggio durante la lavorazione è:
√(
)
(1)
La prima esprime il legame fra le componenti delle forze della pinza, la seconda il legame fra la Fn e gli sforzi
di lavorazione. Con semplici calcoli si ottiene anche che sono di particolare interesse angoli piccoli, che
consentono quindi consentire forze di serraggio elevate e minori componenti assiali.
Nel presente studio i momenti delle forze assiali sono trascurati in quanto durante le lavorazioni di tornitura le
forze assiali risultano con buona approssimazione in asse e pertanto i bracci sono considerati nulli.
Valutazione delle forze effettive
Si procede quindi alla valutazione delle forze in gioco in fase di tornitura (posto che la struttura di partenza sia
già perfettamente funzionale per le esigenze di fresatura, essendo derivazione di una fresatrice collaudata).
In particolare, occorre valutare le tre componenti della forza scambiata tra utensile e pezzo in lavorazione, nel
caso peggiore, note le lavorazioni che ci si aspetta dallo specifico macchinario.
Dati forniti dal costruttore
La condizione di maggior sollecitazione si ha nel caso di lavorazione su acciaio da bonifica, ottenendo la terna
di forze riepilogata in seguito (si veda la figura 2 a sinistra):
Fx (N) Fy (N) Fz (N)
-95 2115 1065
La forza di tornitura nel piano perpendicolare all’asse dell’albero, che dovrà quindi essere sorretta dal
dispositivo di bloccaggio, è pari alla somma vettoriale della componenti y e z:
√
Tale valore sarà dunque quello imposto come carico esterno per i calcoli analitici e numerici espressi in seguito.
Per una maggior sicurezza, nelle analisi FEM seguenti, la forza assiale Fx sarà abbondantemente sovrastimata e
considerata di valore:
Fx = 300 [N], a fronte dei circa 95[N] valutati, per tener conto di eventuali operazioni addizionali di foratura.
Le forze di foratura risultano, anche in condizioni peggiorative, meno imponenti di quelle sopra valutate, e
quindi si omettono in questa tesi i valori numerici.
Dalla studio dei materiali e componenti esistenti sul mercato si suppone, di avere:
Parametro simbolo valore
Semi-angolo pinza Rimosso, brevetto in corso
Coefficiente d’attrito pinza/pezzo µ1 0.15, f se attrito statico
Coefficiente d’attrito pinza/struttura µ2 0.15, f se attrito statico
Coefficiente di sicurezza CS 1.2

ANSYS USER GROUP MEETING ITALIA May. 2014
5
Principio di funzionamento
Il dispositivo, si basa sull’idea di impiegare un elemento elastico intagliato come mezzo di bloccaggio per
l’albero. Tale componente, avrà quindi caratteristiche di deformabilità che consentano spostamenti radiale, e che
permettano quindi di “attivare o disattivare” il contatto meccanico con l’albero della macchina utensile. In
seguito, si farà sempre riferimento a tale componente col termine di pinza, e si discuterà ampiamente in seguito
sulla sua conformazione.
Il funzionamento del complesso sarà inoltre esaustivamente descritto in seguito in ogni fase di attuazione, si
faccia riferimento per una prima comprensione, alla Figura 3.
Per il momento, basti pensare che, al fine di attuare la deformazione richiesta e quindi il bloccaggio, è
necessario interporre a contatto con la pinza un elemento coassiale ad essa, in grado di spostarsi traslando in
entrambi i versi, in maniera controllabile. Tale componente sarà di seguito chiamato cuneo. Al fine di imporre
dunque tale moto al componente, si opta per un sistema di attuazione combinato meccanico ed oleodinamico. In
questo modo, l’olio in pressione, può essere veicolato contro elementi striscianti di tenuta che a propria volta
possano trasmettere la pressione al cuneo per via meccanica. A sua volta questo, per contatto, trasmette una
forza alla pinza, inducendone la contrazione verso l’albero e quindi provocando il serraggio per compressione e
dunque per attrito. Due flange infine avranno lo scopo di evitare lo scorrimento assiale eccessivo della pinza.
Nello schema seguente è riportato il concetto del meccanismo in forma grafica.
Figura 3: schema principio di funzionamento dispositivo di bloccaggio
La progettazione di massima del meccanismo di bloccaggio, viene eseguita in accordo con PEAR, al fine di
rispettare tutte le esigenze tecniche dell’azienda, in particolar modo geometrie e dimensioni globali.
Prendendo come funzionamento standard quello di fresatura, per ottenere il passaggio alle lavorazioni di
tornitura si devono operare due attuazioni fondamentali:
1. Il bloccaggio della rotazione dell’albero,
2. Il distacco automatico della coppia di cuscinetti prossimi all’utensile dell’elettro mandrino.

ANSYS USER GROUP MEETING ITALIA May. 2014
6
La seconda operazione è indispensabile, poiché nella fase di tornitura le forze sull’albero sono circa 10 volte
maggiori che in fresatura e le reazioni, esplicate tramite cuscinetto comporterebbero il danneggiamento dello
stesso. Al posto quindi dell’appoggio fornito da questi due componenti, si dovrà attuare una nuova condizione di
vincolo, con il compito di equilibrare almeno parzialmente la forza di lavorazione senza far subire all’albero una
flessione elevata, che comporterebbe ovvi problemi in condizioni dinamiche.
Circuito oleodinamico
Per garantire lo spostamento del cuneo ed il conseguente serraggio della pinza sull’albero, viene fornita una
forza assiale mediante un circuito oleodinamico integrato nella testa della macchina. La pressione dell’olio, va
quindi a contrastare le tenute traslanti poste ad interconnessione tra il fluido e le superfici superiore ed inferiore
del cuneo, il quale per contatto trasmette pressione e dunque forza alla pinza che può serrarsi sull’albero. In
questa trattazione, il circuito oleodinamico e le tenute vengono omessi dal CAD e dall’analisi FEM in quanto
componenti di secondario interesse.
Si andrà a considerare per le prime valutazioni e calcoli, che la pressione massima disponibile sia: Pmax =
80[bar].
Calcoli analitici
In prima analisi, si va a disporre uno schema semplificato del dispositivo, ove si possano stimare per via
analitica e geometrica le forze interne ed esterne in gioco durante le fasi di lavoro del dispositivo. In particolare,
i risultati ottenuti da questo tipo di studio, sebbene affetti da errori, saranno la base di verifica della correttezza
dei risultati ottenuti per via numerica dalle successive analisi F.E.M.
Le ipotesi in questo modello, sono:
corpi rigidi
pressioni di contatto uniformi
rigidezza lineare pinza
Fase di carico
La pressione viene erogata al fine di causare la chiusura della pinza sull’albero. Si tratta dunque della fase
necessaria per il passaggio fresatura - tornitura. Tutti i corpi sono approssimati come rigidi e la cedevolezza
della pinza in direzione radiale, è rappresentata tramite molle concentrate. Le azioni sono riportate in forma
semplificata, nella figura 4.
Figura 4: schema semplificato delle forze interne ed esterne, nella fase di carico

ANSYS USER GROUP MEETING ITALIA May. 2014
7
Imponendo ad esempio:
P = pressione disponibile = 80 [bar] max
A = area di distribuzione della pressione = 565 [mm2]
F = P·A = forza imposta al cuneo = 4520 [N]
Dalle equazioni si ricavano la forza scambiata tra pinza e cuneo e tra cuneo e vincolo:
( ) , forza normale di contatto
, forza di attrito tangenziale
( ) , reazione del cuneo
(2)
Entrambe le forze, rappresentano quelle attese nel caso di erogazione di tutti gli 80 bar di pressione disponibili e
quindi rappresentano il “caso peggiore” dal punto di vista dell’entità delle forze.
Fase di bloccaggio stabile
Nella seconda fase, la pinza raggiunge la superficie dell’albero e si innesca il contatto. Tra la pinza e questo
dunque si genera una azione “H” in direzione normale ed una componente di attrito “fH”. La componente
verticale delle forze, non è più esclusiva della flangia, ma viene ripartita anche al vincolo dell’albero “Va”
(sebbene questo sia di fatto relativamente cedevole in quanto precaricato attraverso molle, come anticipato.
Figura 5: schema semplificato delle forze a bloccaggio ottenuto
In cui:
H = reazione normale albero – pinza
Vf= reazione verticale flangia
Va= reazione verticale albero.

ANSYS USER GROUP MEETING ITALIA May. 2014
8
Si può, data la cedevolezza del vincolo assiale dell’albero, ipotizzare che sia: e che quindi la flangia
sorregga la maggior parte della forza F imposta.
Risulta che:
(3)
Fase di lavorazione, equilibrio globale del sistema
In questa fase si applica la forza di lavorazione alla punta dell’utensile, considerando il dispositivo come
appoggio:
Figura 6: schematizzazione semplificata forze esterne e reazioni
In cui si ha:
Ftorn = forza tornitura = 2400 [N]
L1 = distanza cuscinetto – bloccaggio rimosso per motivi brevettuali
L2 = distanza punto lavorazione – bloccaggio rimosso per motivi brevettuali
Ponendoe Vf F
Da queste si ricavano le due reazioni:
Rcusc = 2544 [N]
Rc =4 944 [N]
Sbloccaggio del sistema
L’ultima fase prevede lo sbloccaggio del dispositivo per successive operazioni di fresatura o, in generale, la
cessazione delle lavorazioni della macchina. In questa fase, la pressione viene azzerata. L’attrito tuttavia, può
mantenere in posizione il cuneo rispetto alla pinza e di fatto il gruppo può rimanere serrato anche senza forze
attive imposte. Per consentire il sicuro sbloccaggio, e quindi lo scorrimento relativo tra cuneo e pinza, occorre
fornire una pressione al lato opposto del cuneo.
Si ipotizza che la pinza sia in contatto con l’albero, mentre la battuta sulle flange si attivi solo in corrispondenza
del primo eventuale atto di moto. Supponendo che il bloccaggio sia avvenuto con le modalità ed i valori descritti
nelle sezioni precedenti, si valuta la forza verticale che permette il mutuo distacco tra albero e pinza e tra pinza e
cuneo
ANSYS USER GROUP MEETING ITALIA May. 2014
9
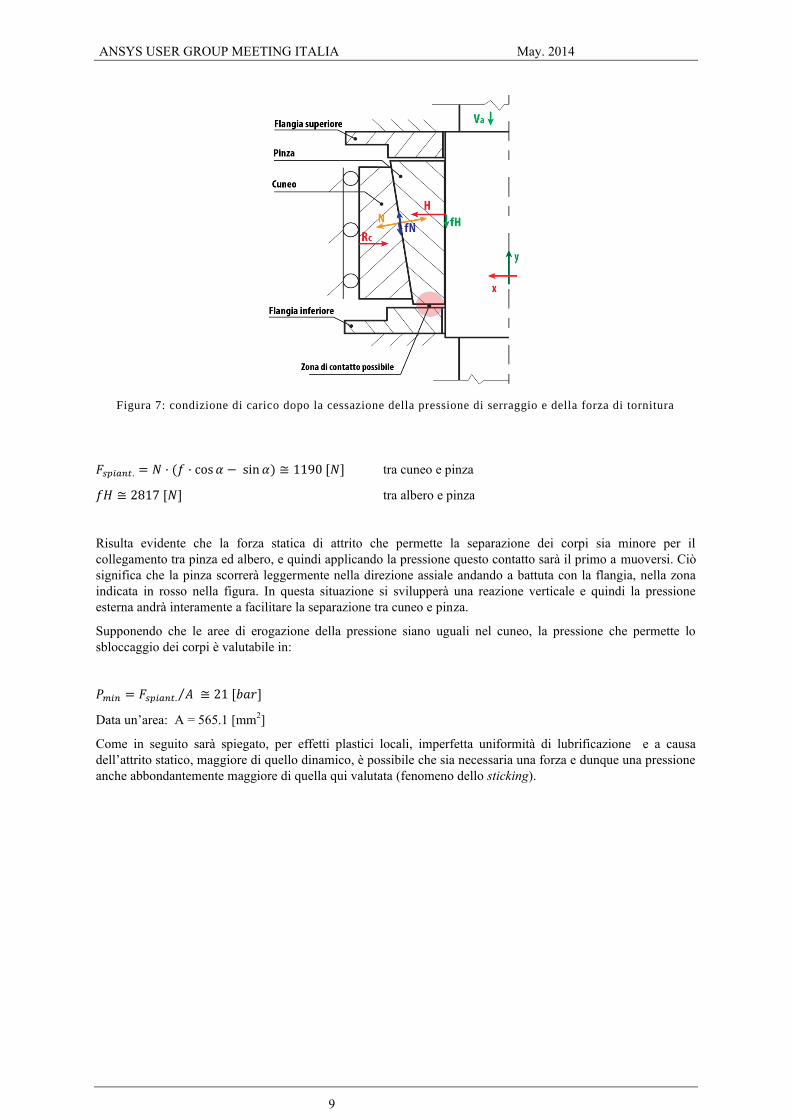
Figura 7: condizione di carico dopo la cessazione della pressione di serraggio e della forza di tornitura
( ) tra cuneo e pinza
tra albero e pinza
Risulta evidente che la forza statica di attrito che permette la separazione dei corpi sia minore per il
collegamento tra pinza ed albero, e quindi applicando la pressione questo contatto sarà il primo a muoversi. Ciò
significa che la pinza scorrerà leggermente nella direzione assiale andando a battuta con la flangia, nella zona
indicata in rosso nella figura. In questa situazione si svilupperà una reazione verticale e quindi la pressione
esterna andrà interamente a facilitare la separazione tra cuneo e pinza.
Supponendo che le aree di erogazione della pressione siano uguali nel cuneo, la pressione che permette lo
sbloccaggio dei corpi è valutabile in:
⁄
Data un’area: A = 565.1 [mm2]
Come in seguito sarà spiegato, per effetti plastici locali, imperfetta uniformità di lubrificazione e a causa
dell’attrito statico, maggiore di quello dinamico, è possibile che sia necessaria una forza e dunque una pressione
anche abbondantemente maggiore di quella qui valutata (fenomeno dello sticking).

ANSYS USER GROUP MEETING ITALIA May. 2014
10
Analisi numerica agli elementi finiti
Per analizzare in dettaglio il dispositivo nella fase di bloccaggio e carico, sono creati 3 differenti modelli
modelli:
Senza attrito (frictionless) e pressione 80 bar (nominali disponibili) per determinare il comportamento
limite del dispositivo
Con attrito e pressione di 92 bar (considerato limite massimo disponibile dalla centralina idraulica.
Con attrito e pressione 45 bar (che risulterà un ottimo compromesso).
Per brevità riporteremo solo questi risultati che hanno permesso l’ottimizzazione del dispositivo stesso
Geometria
Si effettuano le seguenti accortezze:
Semplificazione delle “small features” dell’albero, quindi rimozione di raccordi e smussi non rilevanti
al fine dell’analisi, ma che comporterebbero una discretizzazione troppo fine e quindi una soluzione
inutilmente lunga e dispendiosa.
Omissione della “flangia inferiore” ossia di quella più prossima al punto di lavorazione, poiché, questa
non interviene nella fase di bloccaggio e lavorazione del dispositivo.
Figura 8: geometria 3D per analisi FEM
Dalla figura si possono notare i quattro componenti principali distinti per colore. I marker D ed E indicano il
punto remoto impiegato per l’applicazione delle forze di tornitura, connesso rigidamente all’alloggio del
portautensile nell’albero.
Nelle analisi seguenti, sarà preso come riferimento il sistema cartesiano mostrato nelle figure, per forze e
spostamenti (salvo casi esplicitamente menzionati)

ANSYS USER GROUP MEETING ITALIA May. 2014
11
Ottimizzazione del modello, contatti con attrito, pressione a 46 Bar
Si va in questo paragrafo a verificare la possibilità di innescare il serraggio attraverso pressioni moderate,
mantenendo la presenza dell’attrito ai valori precedentemente adottati. In particolare, se il serraggio risultasse
sufficiente anche con pressioni modeste, sarebbe possibile garantire il distacco dei componenti nella fase di
disinnesco del dispositivo, contrastando quindi i fenomeni di sticking di cui discusso precedentemente.
Siccome la pinza risulta essere libera e sottoposta soltanto a vincoli di contatto non risulta essere possibile far
convergere la soluzione imponendo delle forze di attuazione in quanto la posizione della pinza è molto
“instabile” anche imponendo per step molto graduali le forze stesse.
Vengono quindi effettuate delle simulazioni imponendo uno spostamento equivalente al cuneo (1,20 mm circa
per 46 bar di attuazione) ed andando a verificare che la forza che si scarica sulla flangia superiore sia quella
prevista dalla forza di attuazione (a 46 bar 2599N).
Dallo step 1 al 4 viene quindi gradualmente imposto il carico di attuazione, nello step 5 e 6 vengono introdotte
le forze di lavorazione massime previste.
Carichi e spostamenti imposti
I carichi in lavorazione di tornitura sono quelli massimi precedentemente discussi ed applicati dopo il passo 4
della simulazione.
Figura 9: load-steps spostamento cuneo e relativi valori
Reazioni vincolari
Direzione X
Figura 10: andamento delle reazioni vincolari in direzione X
Nelle varie analisi si nota che in funzione della pressione di attuazione le reazioni sul cuscinetto e sul cuneo
cambiano, ed in particolare le reazioni sul cuscinetto divengono minori aumentando la pressione agente sul
0 1 2 3 4 5 6
Spostamento 0 0,1 0,5 1,1 1,13 1,13 1,13
0,00
0,20
0,40
0,60
0,80
1,00
1,20
Sp
ost
am
en
to [
mm
]
Load steps
2555,1
-5248,1
293,87
-4.000,00
-3.000,00
-2.000,00
-1.000,00
0,00
1.000,00
2.000,00
3.000,00
1 2 3 4 5 6Fo
rza
[N
]
Load steps
cuscinetto Cuneo Flangia
ANSYS USER GROUP MEETING ITALIA May. 2014
12
cuneo (rigidezza del collegamento pinza-albero crescente) per una differente distribuzione delle pressioni
Hertziane.
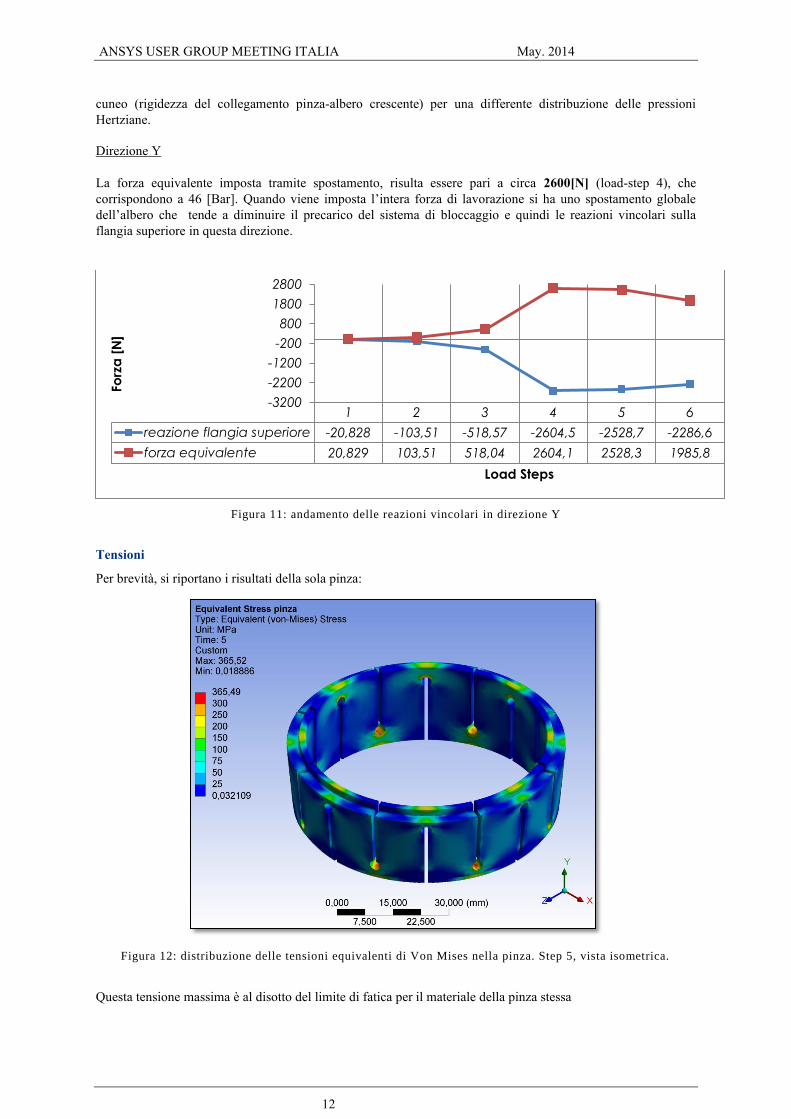
Direzione Y
La forza equivalente imposta tramite spostamento, risulta essere pari a circa 2600[N] (load-step 4), che
corrispondono a 46 [Bar]. Quando viene imposta l’intera forza di lavorazione si ha uno spostamento globale
dell’albero che tende a diminuire il precarico del sistema di bloccaggio e quindi le reazioni vincolari sulla
flangia superiore in questa direzione.
Figura 11: andamento delle reazioni vincolari in direzione Y
Tensioni
Per brevità, si riportano i risultati della sola pinza:
Figura 12: distribuzione delle tensioni equivalenti di Von Mises nella pinza. Step 5, vista isometrica.
Questa tensione massima è al disotto del limite di fatica per il materiale della pinza stessa
1 2 3 4 5 6
reazione flangia superiore -20,828 -103,51 -518,57 -2604,5 -2528,7 -2286,6
forza equivalente 20,829 103,51 518,04 2604,1 2528,3 1985,8
-3200
-2200
-1200
-200
800
1800
2800
Fo
rza
[N
]
Load Steps

ANSYS USER GROUP MEETING ITALIA May. 2014
13
Spostamenti
Pinza
Da questi spostamenti “radiali” si può verificare la congruità e l’uniformità della deformazione della pinza in
tutti i suoi settori.
Figura 13: spostamento radiale pinza. Step 6, vista isometrica
Albero
Risulta fondamentale valutare lo spostamento sull’albero per validarne la possibilità di avere una tornitura con
finitura adeguata.
Figura 14: campo di spostamento dell'albero. Coordinate cartesiane assolute
Gli spostamenti assoluti dell’albero, naturalmente risultano leggermente maggiori che nel caso con pressione di
92 bar. Si ottiene in questo caso un massimo pari a 0.101[mm] contro gli 0,089[mm] ottenuti in nell’altro caso.

ANSYS USER GROUP MEETING ITALIA May. 2014
14
Punto di lavorazione
Figura 15: andamento dello spostamento assoluto del punto di lavorazione
Si ottiene un valore massimo di 205[µm] invece di 195[µm], quindi solamente 1.05 volte superiore al caso
precedente.
Risultati di contatto
Si riportano i valori della pressione di contatto tra pinza ed albero, ricavate per lo step 6 cioè con la forza di
lavorazione massima. Come si nota il contatto è stabile anche durante la lavorazione.
Figura 16: Pressione di contatto tra pinza ed albero. Vista isometrica, step 6.
1 2 3 4 5 6
X 0,00E+00 0,00E+00 -1,10E-05 7,73E-05 8,30E-03 2,05E-01
Y 0,00E+00 0,00E+00 -5,41E-03 -3,50E-03 -3,55E-03 -8,32E-03
Z 0,00E+00 0,00E+00 1,14E-04 6,15E-05 7,04E-05 1,19E-04
risultante 0,00E+00 0,00E+00 5,41E-03 3,50E-03 9,03E-03 2,05E-01
risultante 0,205
-0,045
0,005
0,055
0,105
0,155
0,205Sp
ost
am
en
to [
mm
]
load steps
ANSYS USER GROUP MEETING ITALIA May. 2014
15
Conclusioni
Il presente lavoro ha riguardato la progettazione virtuale di un dispositivo innovativo che permetterà
l’immissione sul mercato di una macchina per la fresatura e tornitura combinate.
Tramite tre modelli differenti di un disegno preliminare di pre progetto è stato possibile validare la soluzione
tecnica ipotizzata senza la costruzione di alcun prototipo che avrebbe richiesto un investimento consistente.
In particolare dopo uno studio teorico dl meccanismo sono stati effettuati 3 analisi non lineari principali:
Frictionless: un modello di primo approccio, in ipotesi di assenza di attrito. Tale modello rappresenta
dunque un caso ideale per la fisica in gioco. In tale modello, si è applicata una pressione di 80[Bar] a fronte
dei 100[Bar] disponibili come limite massimo
Frictional 92[Bar]: in questa seconda analisi FEM è stato introdotto l’effetto di attrito, con un coefficiente
di 0.15. La mesh è stata raffinata, per ottenere risultati precisi anche localmente. Rispetto al caso
precedente, la pressione è stata aumentata per recuperare parzialmente le dissipazioni per attrito.
Frictional 46[Bar]: nella terza analisi, svolta con lo stesso setup della precedente, si impone una pressione
che risulta la metà della precedente. Lo scopo è valutare la sensitività del meccanismo ed al contempo
verificare se è possibile operare con margini di sicurezza rispetto alla pressione massima disponibile, per
avere una “riserva di forza” in grado di contrastare possibili problemi di apertura del meccanismo
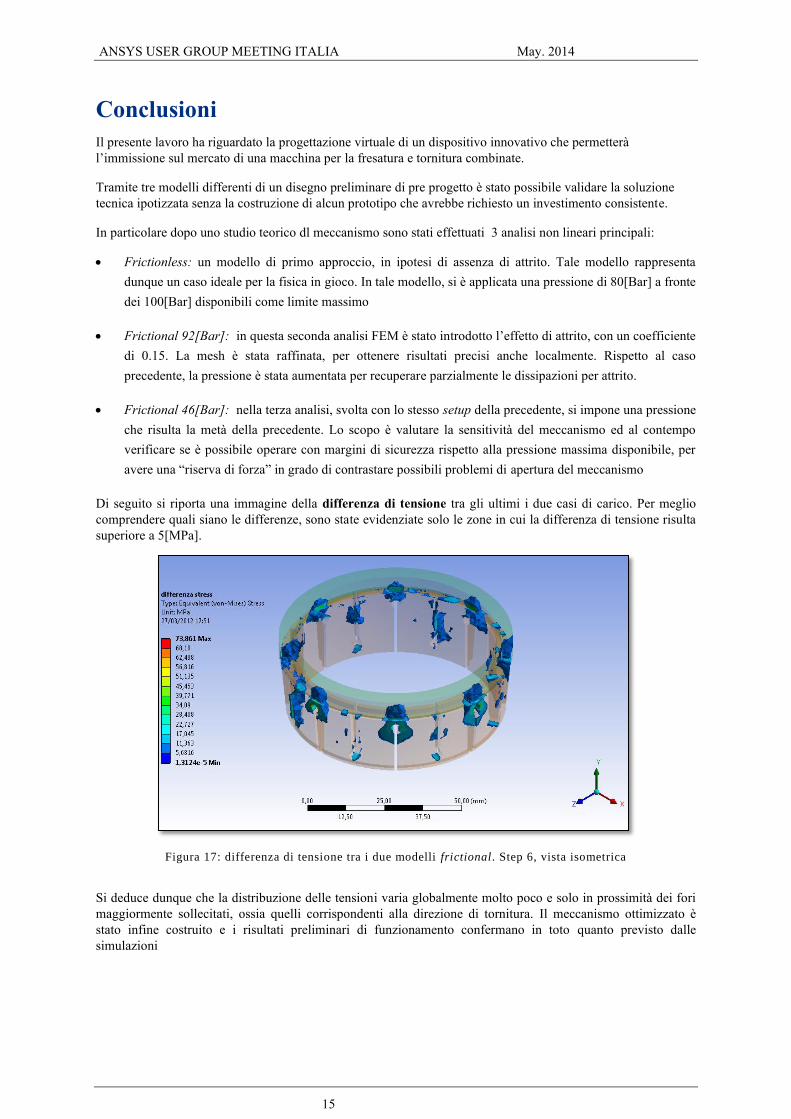
Di seguito si riporta una immagine della differenza di tensione tra gli ultimi i due casi di carico. Per meglio
comprendere quali siano le differenze, sono state evidenziate solo le zone in cui la differenza di tensione risulta
superiore a 5[MPa].
Figura 17: differenza di tensione tra i due modelli frictional. Step 6, vista isometrica
Si deduce dunque che la distribuzione delle tensioni varia globalmente molto poco e solo in prossimità dei fori
maggiormente sollecitati, ossia quelli corrispondenti alla direzione di tornitura. Il meccanismo ottimizzato è
stato infine costruito e i risultati preliminari di funzionamento confermano in toto quanto previsto dalle
simulazioni

ANSYS USER GROUP MEETING ITALIA May. 2014
16
Riferimenti
[1.] Marco Santocchi, Francesco Giusti. tecnologia meccanica e studi di fabbricazione. s.l. : casa editrice ambrosiana, 2005.
[2.] ANSYS incorporate. Element reference. 2009. [3.] Juvinall-Marschek. Fondamenti della progettazione componenti macchine. s.l. : ETS, 1993. [4.] Airloc Schrepfer ltd. Machine vibrations. www.airloc.com. [Online] [Cited: 05 01, 2012.],
http://www.airloc.com/pdf/Machine_vibrations_english.pdf. [5.] Schaublin, clamping forces for collets. www.schaublin.ch. [Online] [6.] Ansys inc. Ansys Workbench Help/Guide. 2011. [7.] Richard G. Budynas, J. Keith Nisbett. Shigley - Progetto e costruzione di macchine. s.l. :
mcGraw Hill, 2009. [8.] Grimaldi, F. manuale delle macchine utensili s CNC. s.l. : hoepli, 2007. [9.] Saba, Giovanni. sistemi ed automazione industriale. s.l. : Jackson, 1995. [10.] Guadagni, Alessandro. Sviluppo di sistemi automatici di limitazione dell'accelerazione del
mandrino per torni di grandi dimensioni (tesi di laurea). Perugia : s.n., 2003. [11.] Braccesi, L. Landi, “Progettazione concorrente di macchine utensili per PMI con sistemi
integrati di progettazione”. XXXVII Convegno Nazionale AIAS - Università di Roma “la Sapienza”. 10-13 settembre 2008.