POLITECNICO DI MILANO - politesi.polimi.it · comportamento di questi dispositivi viene ad oggi...
88
POLITECNICO DI MILANO Facoltà di Ingegneria Industriale e dell'Informazione Corso di Laurea in Ingegneria dell'Automazione PROGETTAZIONE E IMPLEMENTAZIONE DI UN SISTEMA DI MONITORAGGIO PER LA MACCHINA UTENSILE FLESSIBILE Relatore: Ch.mo Prof. Luca FERRARINI Tesi di Laurea di: Camillo ARVEDI - Matr. 796776 Anno Accademico 2014 - 2015
-
Upload
trinhkhuong -
Category
Documents
-
view
213 -
download
0
Transcript of POLITECNICO DI MILANO - politesi.polimi.it · comportamento di questi dispositivi viene ad oggi...

POLITECNICO DI MILANO
Facoltà di Ingegneria Industriale e dell'Informazione
Corso di Laurea in Ingegneria dell'Automazione
PROGETTAZIONE E IMPLEMENTAZIONE DI UN SISTEMA DI MONITORAGGIO
PER LA MACCHINA UTENSILE FLESSIBILE
Relatore: Ch.mo Prof. Luca FERRARINI
Tesi di Laurea di:
Camillo ARVEDI - Matr. 796776
Anno Accademico 2014 - 2015
Indice
1 Introduzione 31.1 Caso di studio: centro di lavoro FMS . . . . . . . . . . . . . . . . . . 41.2 Obiettivi della tesi . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2 Stato dell'arte 72.1 Il problema del monitoraggio . . . . . . . . . . . . . . . . . . . . . . . 72.2 Il monitoraggio delle condizioni utensile (TCM) . . . . . . . . . . . . 82.3 La manutenzione dei sistemi automatici . . . . . . . . . . . . . . . . . 122.4 ICT per il monitoraggio e la CBM . . . . . . . . . . . . . . . . . . . . 14
2.4.1 Sistemi multi-agente . . . . . . . . . . . . . . . . . . . . . . . 142.4.2 Architetture per il monitoraggio remoto . . . . . . . . . . . . 17
3 Sistema di acquisizione dati 193.1 Contesto applicativo . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.1.1 La macchina utensile e il sistema di supervisione . . . . . . . . 203.1.2 Il Controllo numerico . . . . . . . . . . . . . . . . . . . . . . . 213.1.3 MongoDB: un database non-relazionale . . . . . . . . . . . . . 28
3.2 Recupero dati per TCM: requisiti . . . . . . . . . . . . . . . . . . . . 293.3 Recupero dati per i componenti d'automazione: requisiti . . . . . . . 313.4 Recupero dati per TCM: implementazione . . . . . . . . . . . . . . . 333.5 Recupero dati per i componenti d'automazione: implementazione . . 37
3.5.1 Database . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 393.6 Prestazioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.6.1 Recupero dati per TCM . . . . . . . . . . . . . . . . . . . . . 403.6.2 Recupero dati per sistema di monitoraggio dei componenti
d'automazione . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
4 Monitoraggio utensile 414.1 Fenomeni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 414.2 Grandezze & Sensori . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.3 La campagna sperimentale . . . . . . . . . . . . . . . . . . . . . . . . 45
4.3.1 Set-up sperimentale . . . . . . . . . . . . . . . . . . . . . . . . 464.4 Presentazione dei risultati e conclusioni . . . . . . . . . . . . . . . . . 52
5 Il monitoraggio dei componenti 575.1 Scelta dei sottosistemi da indagare . . . . . . . . . . . . . . . . . . . 575.2 Modellizzazione del problema . . . . . . . . . . . . . . . . . . . . . . 58
1

5.3 Struttura degli indicatori . . . . . . . . . . . . . . . . . . . . . . . . . 635.4 Calcolo degli indicatori . . . . . . . . . . . . . . . . . . . . . . . . . . 645.5 Prove sperimentali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
5.5.1 Sistema di lubri�cazione mandrino . . . . . . . . . . . . . . . 685.5.2 Sistema di blocco/sblocco utensile . . . . . . . . . . . . . . . . 73
6 Conclusioni e sviluppi futuri 81
Bibliogra�a 83
2

Capitolo 1
Introduzione
Questa tesi è il risultato di una collaborazione con MCM Machining Centers Ma-nufacturing, azienda produttrice di centri di lavoro FMS (Flexible ManufacturingSystem) che operano per asportazione di materiale. In particolare il lavoro di tesi siinserisce in un più ampio progetto italiano di ricerca, a cui MCM partecipa, deno-minato HPM High Performance Manufacturing. Tale progetto, di durata triennale,è suddiviso a sua volta in work packages che a�rontano tematiche di�erenti, volteall'incremento delle prestazioni di impianti manufatturieri.
Il caso studiato è inserito nel terzo work package: �data fusion per la super-visione di sistemi �essibili�. Obiettivo di quest'area è ottenere un'architettura ingrado di estrarre dal sistema informazioni relative allo stato della lavorazione in attoe allo stato del sistema produttivo, per prendere poi decisioni in merito all' orga-nizzazione della produzione e alla manutenzione. Questa architettura conferisce alsistema produttivo maggiori capacità decisionali, autonomia e �essibilità, aspetti diprimaria importanza per centri di tipo FMS. Il caso analizzato approfondisce que-ste tematiche nell'ambito della macchina utensile, ma la soluzione sviluppata tieneconto dei requisiti di portabilità e autonomia e può quindi essere generalizzata persistemi produttivi di diversa natura.
La tesi pertanto a�ronta il problema dell'acquisizione e della pre-elaborazionedi dati provenienti dalla macchina utensile, con lo scopo di poterli rendere disponi-bili in futuro a una piattaforma che si occupi della loro elaborazione e della partedecisionale.
L'elaborato è oranizzato in 6 capitoli: il primo capitolo, questa introduzione, con-tiene gli obiettivi del lavoro svolto e la descrizione del sistema disponibile, utilizzatocome caso di studio. Il secondo capitolo si occupa di descrivere lo stato dell'arte,ossia le strategie attualmente adottate dal mondo accademico e da quello industrialeper il raggiungimento degli obiettivi pre�ssati dalla tesi. Il terzo capitolo, invece,de�nisce il lavoro svolto per l'implementazione del software di estrazione dei datinecessari. Il quarto capitolo tratta il problema del monitoraggio delle condizionidell'utensile durante la lavorazione e descrive come è stato a�rontato nel caso distudio, dall'apparato sperimentale �no ai primi risultati ottenuti. Il quinto capito-lo si occupa di descrivere come è stato a�rontato il problema del monitoraggio deicomponenti di automazione, prima individuando una e�cace modellizzazione delproblema e successivamente analizzando i risultati ottenuti attraverso sperimenta-
3

zione. In�ne il sesto e ultimo capitolo contiene le conclusioni del lavoro di ricercasvolto e i suoi possibili sviluppi futuri.
1.1 Caso di studio: centro di lavoro FMS
La macchina utensile è un complesso sistema composto da sensori, attuatori e azio-namenti. Una macchina utensile �essibile possiede, grazie a numerosi componentidi automazione, un'elevata autonomia e intelligenza. Un sistema produttivo di que-sto tipo può essere descritto attraverso i sette livelli previsti dallo standard CIM(Computer Integrated Manufacturing, �gura 1.1 [5]), consentendo di generalizza-re l'approccio e i risultati a sistemi di�erenti. Un sistema �essibile non è infatticomposto da una singola macchina, ma è l'insieme di più macchine ed elementi diautomazione che cooperano tra loro a livelli di�erenti. Per un approfondimento sulconcetto di �essibilità nell'ambito manufatturiero si rimanda a testi speci�ci cheformalizzano e classi�cano in modo approfondito il tema [28, 26, 29]
In particolare, il caso di studio qui presentato riguarda i primi tre livelli dellapiramide CIM, con l'obiettivo di raccogliere tutti i dati provenienti dal livello 1 edestrarre degli indicatori che possano dare informazioni relative al livello 2. Fino adoggi, infatti, la maggior parte dei dati provenienti dai sensori non vengono propagatiai livelli superiori, ma il loro utilizzo rimane circoscritto al controllo del singoloattuatore, non sfruttando così importanti potenzialità.
Figura 1.1: Standard CIM.
4

Il monitoraggio delle condizioni utensile Volendo incrementare l'e�cienza ela produttività della macchina utensile, un primo obiettivo è sicuramente quello diridurre gli scarti e ottimizzare l'uso degli utensili. Per raggiungere questo obiettivosi è pensato allo sviluppo di un sistema di monitoraggio che, sfruttando le infor-mazioni sulla lavorazione, descriva lo stato di usura dell'utensile in lavorazione. Unsistema di questo tipo, come verrà eposto nel paragrafo successivo, non rappresentauna novità, ma è anzi al centro di numerose ricerche e implementazioni industriali inquanto di primaria importanza in ambito manifatturiero (si parla qundi di sistemiTCM - Tool Condition Monitoring). Le prove e�ettuate però hanno anche lo scopodi implementare il sistema descritto, sfruttando le informazioni già presenti sullamacchina. E' stata svolta una campagna di prove con lavorazioni di spianatura sumasselli in acciaio, utilizzando una macchina MCM a quattro assi a disposizione.Sono stati quindi rilevati i parametri che caratterizzano il processo sia installan-do sensori aggiuntivi, sia estraendo dati già presenti sul controllo numerico dellamacchina, che �no ad ora non venivano sfruttati dal livello superiore. Attraversol'analisi comparata dei risultati ottenuti dai sensori esterni e da quelli estratti dallamacchina è stato possibile fare delle valutazioni sui fenomeni osservabili con la solaestrazione di dati già disponibili.
La manutenzione dei componenti d'automazione Come a�ermato in pre-cedenza, un sistema, a�nchè possa essere dichiarato �essibile, ha bisogno di unaserie di componenti che rendano automatico e autonomo il processo produttivo, inparticolare nel caso studiato un sistema di cambio pallet, di cambio utensile, unmagazzino utensile automatizzato ed altri numerosi componenti e sottosistemi. Ilcomportamento di questi dispositivi viene ad oggi gestita interamente tramite PLC(Programmable Logic Controller) integrati con il controllo numerico. Questo tipo diarchitettura risulta fortemente centralizzato, infatti vengono solitamente condivisicon i livelli di controllo superiore pochissime informazioni per determinare esclu-sivamente lo stato complessivo della macchina (in attesa/cambio utensile/cambiopallet/spenta ecc..).
Per quanto riguarda la manutenzione, questa viene solitamente e�ettuata in mo-do preventivo, ossia prevedendo dei piani di revisione e manutenzione in base aicasi di guasto registrati dall'assistenza. L'obiettivo del progetto di tesi in questoambito è, ancora una volta, quello di estrarre dal controllo numerico i dati relativiallo stato dei singoli sensori utilizzati per il controllo dei diversi componenti e pro-cessarli per ottenere in qualche modo degli indicatori che descrivano e�cacementelo stato di usura della relativa unità operatrice (livello 2). Studiando l'andamen-to degli indicatori sarà possibile in futuro operare in modo proattivo interventi dimanutenzione.
5

1.2 Obiettivi della tesi
Fatte le dovute premesse e presentato il contesto applicativo, gli obiettivi del lavorodi tesi sono come di seguito de�niti:
� Lo studio e l'approfondimento del tema della manutenzione nell'ambito deisistemi automatizzati e, in particolare, l'approfondimento della manutenzionepredittiva.
� Lo studio e l'approfondimento dei diversi sistemi adottati per il monitoraggiodelle condizioni utensile in ambito manufatturiero, le strategie più utilizzate ele grandezze coinvolte.
� L'implementazione di un sistema di acquisizione dati per registrare l'andamen-to delle grandezze relative ai componenti d'automazione.
� L'implementazione di un sistema di acquisizione dati per registrare l'andamen-to delle grandezze relative alla lavorazione.
� Lo sviluppo di un osservatore dello stato di usura dei componenti d'automa-zione.
� Lo sviluppo di un osservatore dello stato di usura dell'utensile in lavorazione.
� L'e�ettuazione di prove sperimentali per la validazione di quanto descrittoprecedentemente e per trarre conclusioni su possibili sviluppi futuri.
6

Capitolo 2
Stato dell'arte
Sia il problema del monitoraggio utensile che quello della manutenzione, come giàaccennato nel capitolo precedente, sono stati al centro della ricerca scienti�ca tantonell'ambito manufatturiero quanto in quello accademico, entrambi volti a individua-re la ottimale strategia di monitoraggio e ad ingegnerizzare la soluzione per ren-derla applicabile in diversi contesti. Lo studio dello stato dell'arte, qui brevementeintrodotto, si suddivide quindi in quattro di�erenti sezioni, rispetivamente riguar-danri: le strategie di monitoraggio, i sistemi TCM, le strategie di manutenzione e learchitetture ICT a sostegno delle tecniche citate.
2.1 Il problema del monitoraggio
Per poter implementare delle strategie di manutenzione occorre prima trattare delproblema del monitoraggio, ossia di come può essere ricavato lo stato del sistema ela sua eventuale predizione, su cui verranno poi e�ettuate analisi dai livelli superiorie verranno prese le decisioni in base al tipo di stategia manutentiva scelta. Perquanto riguarda il monitoraggio, possiamo quindi suddividere le tecniche adottatein due di�erenti approcci: monitoraggio di tipo data-driven e monitoraggio di tipomodel-based .
Nel primo caso, dai dati raccolti dall'impianto si analizza il comportamento delsistema e le sue variazioni nel tempo, per fare ciò vengono analizzati di�enti indicistatistici, si parla in questo caso di controllo statistico di qualità o di processo.
Nel secondo caso vengono invece confrontati i dati sperimentali con quelli risul-tanti da simulazioni e�ettuate con modelli matematici derivati dalla natura dell'im-pianto o ricavati in modo automatico (si parla in questo caso di approcci knowledge-based). Entrambe le tecniche presentano di�erenti vantaggi, svantaggi, limiti e pre-stazioni a seconda del contesto applicativo. Per un'analisi comparativa si rimandaad articoli e testi scienti�ci dedicati [12]. Durante il lavoro di tesi, dato il contestoapplicativo ed aziendale in cui si inserisce il progetto, è stato preferito un approc-cio di tipo data-driven per il monitoraggio dei componenti di automazione e unasoluzione di tipo model-based per il monitoraggio delle condizioni utensile.
Una buona panoramica sulle diverse strategie di tipo data-driven per il monito-raggio di processoè stata fornita in Kwok L. Tsui et al (2014) [31]. In particolaresi possono distinguere due tipi di analisi: analisi univariata e analisi multivariata.
7

Nel primo caso ogni grandezza e la sua dinamica, viene analizzata in modo singolocome variabile casuale: questo approccio è quello che è stato inizialmente utilizzatonello studio dei risultati ottenuti durante il lavoro di tesi. Nell'ambito dell'analisistatistica univariata, è di fondamentale importanza lo studio delle Control Charts :di diverse tipologie ed applicazioni, queste rappresentano da anni il primo e più sem-plice approccio al problema del monitoraggio di processo di tipo data-driven e hannoinoltre l'importante vantaggio di avere un ridotto impatto economico. Le carte dicontrollo prese in considerazione per il caso di studio a cui la tesi fa riferimento, sonole carte MA - Moving Average ed EWMA - Exponentially Weight Moving Average.
Nella teoria dell'analisi multivariata vengono invece analizzate anche le relazionitra le variabili di processo attraverso diverse possibili tecniche (Principal ComponentAnalysis, Partial Least Squares, etc) [16, 6].
Attraverso lo studio dello stato dell'arte dei sistemi di monitoraggio è stato possi-bile individuare quali strumenti fossero più indicati per l'implementazione dei sistemidi monitoraggio in esame.
2.2 Il monitoraggio delle condizioni utensile (TCM)
La necessità di avere una sempre maggior precisione, qualità ed e�cienza produttivaha portato già da diversi anni ad occuparsi del monitoraggio del processo produt-tivo per poter mantenere in ogni istante una elevata qualità al minor costo. Nellelavorazioni per asportazione di truciolo, implementare un sistema automatizzato dimonitoraggio utensile signi�ca stimare in modo automatico le condizioni di usu-ra dell'utensile senza bisogno dell'intervento di alcun operatore e senza bisogno difermare il processo produttivo. Il problema del monitoraggio comporta quindi lo svi-luppo di un sistema di sensori intelligenti, ossia un sistema integrato distribuito suvari livelli: sensori, sistemi di �ltraggio, sistemi di processamento dei dati, databasee sistemi in grado di prendere le opportune decisioni.
Data la vastità del problema, le soluzioni implementate negli anni di ricerca sonostate diverse ed è perciò opportuno catalogarle secondo determinati criteri.
Soluzioni sensor-based e sensorless Come già accennato per poter ricavarei dati necessari al monitoraggio del sistema occorre osservare diverse grandezze,questo può essere fatto attraverso l'installazione di sensori dedicati che registranol'andamento delle variabili di processo ritenute interessanti, in tal caso si parla disistemi sensor-based. Questa tecnica risulta quella attualmente più utilizzata ed ef-�cace, anche se la sempre maggior accessibilità dei dati resa possibile dai costruttoridi macchine utensili e controlli numerici sta portando i sistemi sensorless, che nonprevedono la presenza di sensori aggiuntivi, ad avere prestazioni sempre più elevate.Alle migliori performance dei sistemi sensor-based corrispondono però la necessitàdi un importante investimento iniziale e la non sempre facile realizzabilità di ta-le sistema in ambito industriale (di�coltà di installazione, scarsa competenza delpersonale, svantaggio economico, ecc).
8

Soluzioni on-line e o�-line Un'altra possibile classi�cazione delle strategie diTCM è quella tra i metodi on-line e o�-line. Con metodi on-line si intendono tuttequelle soluzioni che sono in grado di analizzare i dati osservati in real-time duranteil processo di lavorazione senza operare un fermo macchina. Al contrario i metodio�-line comportano la valutazione dello stato utensile quando la macchina non è inlavorazione. Solitamente una valutazione o�-line risulta più dettagliata e approfon-dita, in quanto l'usura dell'utensile può essere studiata in modo diretto attraversol'analisi delle geometrie dell'utensile, mentre un'analisi on-line avviene in modo in-diretto attraverso lo studio di alcuni parametri di processo, meglio approfonditi nelcapitolo dedicato all'implementazione del sistema. I sempre più approfonditi studinel settore stanno portando ad ottenere metodi on-line con sempre più elevate pre-stazioni a costi di progettazione e installazione più accessibili, in modo da renderlisempre più vantaggiosi anche nell'ambito industriale.
Soluzioni dirette e indirette Un'ulteriore distinzione tra le possibili soluzioni alproblema del monitoraggio delle condizioni utensile è quello tra sistemi che misuranoin modo diretto l'usura attraverso analisi geometriche e sistemi che stimano l'usuraelaborando una serie di indicatori.
Per quanto riguarda le prime soluzioni, le tecniche più utilizzate sono l'analisial microscopio e quella condotta attraverso telecamere. Una migliore descrizionedell'usura utensile verrà fatta nel capitolo 4.
Per quanto riguarda le tecniche indirette sono state presentate molte possibi-li soluzioni, che si basano sull'estrazione dai dati di processo di alcuni indicatoriche, una volta elaborati, forniscano informazioni sullo stato di usura. A loro voltaqueste soluzioni sono suddivisibili tra soluzioni model-based e soluzioni data-driven.Nelle soluzioni model-based una parte dei dati vengono utilizzati per identi�carei parametri di un modello che mette in relazione l'usura utensile e gli indicatoriconsiderati [14], oppure vengono interpretati i dati direttamente attraverso modellimeccanicistici [27, 32].
Nelle soluzioni data-driven i dati vengono analizzati attraverso tecniche di con-trollo statistico.
Sono inoltre presenti in letteratura soluzioni ibride, dove alcune tecniche di mo-nitoraggio diretto e o�-line vengono utilizzate per de�nire uno scenario di utilizzo,mentre tecniche dirette e on-line vengono utilizzate per descrivere l'andamento del-l'usura durante la lavorazione, ne sono esempi i lavori di Whang [33].
Osservando le principali soluzioni impiegate in ambito industriale ed in particola-re nel mondo delle macchine utensili, ci si può riferire all'articolo �Commercial ToolCondition Monitoring Systems� [19]. Considerando la grande varietà di lavorazio-ni e�ettuate da un centro di lavoro FMS, facendo riferimento alle diverse soluzioniindividuate al paragrafo precedente, durante il lavoro di tesi è stato approfonditain modo particolare lo studio di un'architettura che sfruttasse un approccio di tipodata-driven. Nell'approfondire i di�erenti sistemi in commercio, è possibile eviden-ziare quattro componenti essenziali per lo sviluppo di qualsiasi piattaforma di TCMdescritti dalla �gura 2.1.
9
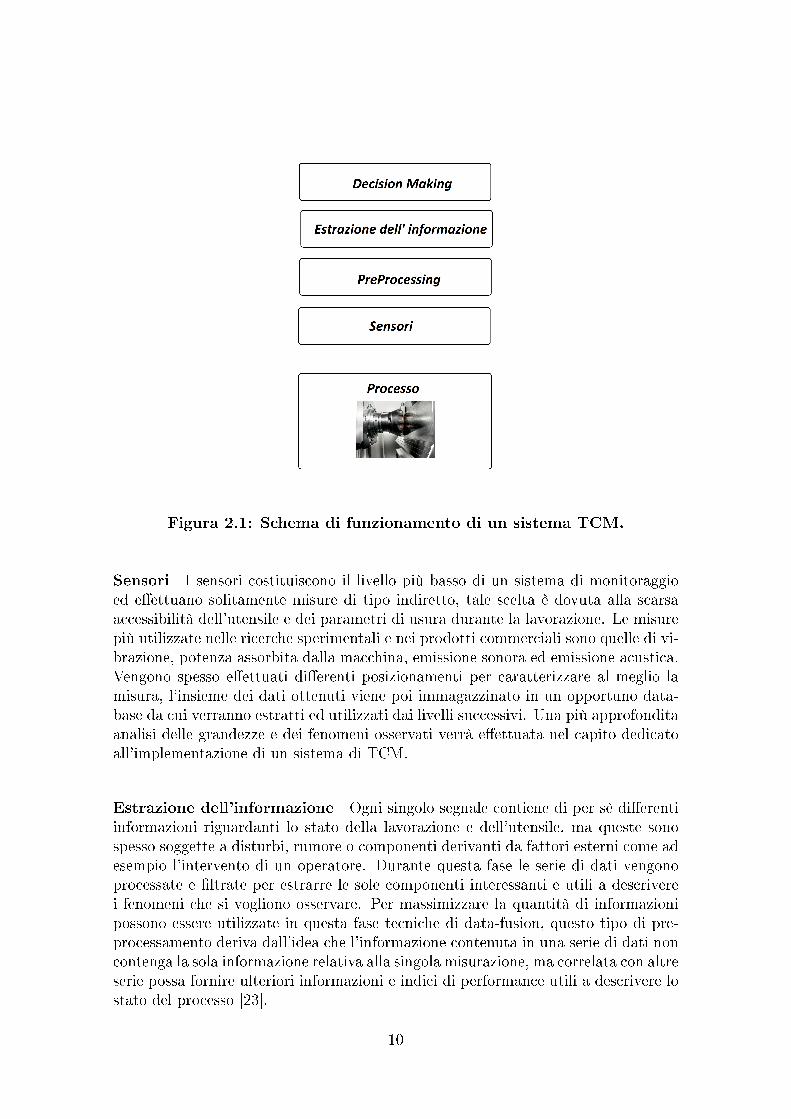
Figura 2.1: Schema di funzionamento di un sistema TCM.
Sensori I sensori costituiscono il livello più basso di un sistema di monitoraggioed e�ettuano solitamente misure di tipo indiretto, tale scelta è dovuta alla scarsaaccessibilità dell'utensile e dei parametri di usura durante la lavorazione. Le misurepiù utilizzate nelle ricerche sperimentali e nei prodotti commerciali sono quelle di vi-brazione, potenza assorbita dalla macchina, emissione sonora ed emissione acustica.Vengono spesso e�ettuati di�erenti posizionamenti per caratterizzare al meglio lamisura, l'insieme dei dati ottenuti viene poi immagazzinato in un opportuno data-base da cui verranno estratti ed utilizzati dai livelli successivi. Una più approfonditaanalisi delle grandezze e dei fenomeni osservati verrà e�ettuata nel capito dedicatoall'implementazione di un sistema di TCM.
Estrazione dell'informazione Ogni singolo segnale contiene di per sè di�erentiinformazioni riguardanti lo stato della lavorazione e dell'utensile, ma queste sonospesso soggette a disturbi, rumore o componenti derivanti da fattori esterni come adesempio l'intervento di un operatore. Durante questa fase le serie di dati vengonoprocessate e �ltrate per estrarre le sole componenti interessanti e utili a descriverei fenomeni che si vogliono osservare. Per massimizzare la quantità di informazionipossono essere utilizzate in questa fase tecniche di data-fusion, questo tipo di pre-processamento deriva dall'idea che l'informazione contenuta in una serie di dati noncontenga la sola informazione relativa alla singola misurazione, ma correlata con altreserie possa fornire ulteriori informazioni e indici di performance utili a descrivere lostato del processo [23].
10

Apprendimento Per avere una miglior capacità decisionale e conferire maggioreautonomia al sistema possono essere implementati degli algoritmi di apprendimentoper determinare i modelli su cui il livello superiore (decision making level) prenderàle decisioni. In questa fase vengono quindi identi�cati i diversi parametri del modelloadottato, spesso particolarmente complesso e non lineare.
Decision Making Questa parte dell'architettura si occupa di elaborare l'informa-zione e, noto un modello del sistema, di riconoscere in quali condizioni è l'utensile,classi�candone così lo stato di usura.
Da uno studio dello stato dell'arte relativo ai livelli più bassi, ossia relativo ai livellidi cui si occupa il lavoro di tesi, si possono trarre diverse conclusioni in merito altipo di sensori e al tipo di algoritmi più promettenti per poter determinare al megliolo stato di usura dell'utensile.
11

2.3 La manutenzione dei sistemi automatici
Così come per il monitoraggio dello stato utensile, anche il tema della manutenzionedei processi produttivi è stato ampiamente trattato negli anni sia in ambito acca-demico che industriale e commerciale [13], la manutenzione è infatti un importantefunzione per contribuire alla riduzione dei costi, mantenendo le macchine in condi-zioni di lavoro e di sicurezza ottimali. Le strategie di manutenzione possono esseredivise per tipologia:
� Manutenzione correttiva
� Manutenzione preventiva
� Condition Based Maintenance
Manutenzione Correttiva (CM) E' la classica strategia di manutenzione a bas-so costo e bassa tecnologia, che consiste nell'intervento dell'operatore dopo l'avve-nimento del guasto. Questo tipo di manutenzione può essere utilizzato nel casodi guasti poco signi�cativi e non critici, ha il vantaggio di avere un basso costo enon necessita di piani�cazione. Comporta invece una notevole perdita economica intermini di tempi di intervento e di fermo-macchina.
Manutenzione Preventiva (PM) L'obiettivo di questa strategia è e�ettuarel'intervento di manutenzione prima che il guasto avvenga. Questa manutenzione,ampiamente di�usa in ambito industriale, si basa quindi sulla progettazione di in-terventi ciclici, che tengono conto di numerosi fattori, come lo studio dell'usura deicomponenti, dei tempi medi tra i guasti delle singole parti, del costo degli interven-ti, ecc. Per un approfondimento sull'implementazione di sistemi di manutenzionepreventiva si rimanda a [7, 30, 9].
Questo tipo di manutenzione consente nella maggior parte dei casi di evitareguasti critici, ma può comportare l'intervento frequente su macchine ancora in buo-ne condizioni che non sono però disponibili per la produzione, portando così a unanotevole perdita economica. Possono inoltre presentarsi guasti improvvisi non consi-derati nella progettazione degli interventi di manutenzione e che non possono quindiessere previsti dal sistema di manutenzione.
Condition Base Maintenance (CBM) Questo tipo di strategia, emergente ne-gli ultimi anni, si basa sulla estrazione on-line dalla macchina e dall'intero processoproduttivo di una grande quantità di dati relativi al prodotto e alle funzionalitàdella macchina stessa operata da un sistema di acquisizione dati. I dati così raccoltivengono sfruttati per stimare lo stato corrente dei singoli componenti e la sua evo-luzione nel tempo. La parte decisionale di un sistema di CBM viene e�ettuata inmodo predittivo, ossia studiando la dinamica dello stato dei componenti, determi-nando una predizione sullo stato futuro e valutando se lo stato previsto necessita unintervento di manutenzione. Per un approfondimento sul tema della manutenzionepredittiva si rimanda ad esempio a [25, 24, 18, 21].
12

Una generica e sintetica descrizione di un sistema di manutenzione predittivaè visible in �gura 2.2, riferendoci ad essa il lavoro di tesi si occupa di studiare edimplementare i primi due livelli: il sistema di acquisizione dati e il sistemadi monitoraggio, descrivendo poi alcuni possibili futuri sviluppi per sviluppare illivello decisionale.
Figura 2.2: Elementi di un sistema Condition Based Maintenance (CBM).
Questa strategia risulta sempre più studiata e utilizzata grazie anche alla mag-giore accessibilità dei dati, garantita dal grande incremento del numero di siste-mi elettronici e informatici all'interno del processo produttivo, come si vedrà nelprossimo paragrafo.
Tuttavia l'implementazione di un sistema di manutenzione predittiva comportaun elevato investimento iniziale e una elevata complessità di progettazione, che por-tano questa strategia a non essere sempre la soluzione più conveniente, sopratuttoper impianti semplici o in assenza di guasti critici.
Attraverso lo studio dello stato dell'arte nell'ambito della manutenzione è statopossibileindividuare i passi necessari per sviluppare una piattaforma di manutenzio-ne predittiva:
1. Individuazione di indicatori e�caci per la descrizione del sistema.
2. Individuazione dei dati che occorre acquisire per ricostruire gli indicatori.
3. Implementazione di un sistema di acquisizione dati dalla macchina
4. Individuazione della strategia per la e�ettuare una buona stima dello stato delsistema.
Nella sezione 2.4 verrano meglio descritte le principali implementazioni di sistemi diCBM.
13

2.4 ICT per il monitoraggio e la CBM
Lo studio sullo stato dell'arte fornisce alcune indicazioni riguardanti le architetturepiù utilizzate ed e�cienti in ambito industriale. Ad esempio si rimanda al testodi Campos [8], in cui viene presentata una raccolta di piattaforme utilizzate perimplementare un sistema CBM (descritto nel paragrafo precedente). Per realizzareun sistema di monitoraggio relativo al processo o alle automazioni, per centri dilavoro di tipo FMS composti da di�erenti macchine in grado di compiere un ampionumero di lavorazioni di�erenti, un'importante speci�ca sul prodotto �nale è la suageneralizzabilità e portabilità, ossia la capacità di adattarsi alle diverse situazio-ni e lavorazioni con il minimo intervento dell'operatore e il minimo intervento sulprocesso.
2.4.1 Sistemi multi-agente
Alcuni dei sistemi presenti sul mercato e illustrati in articoli scienti�ci presentanoun'architettura che può essere de�nita multi-agente. A di�erenza del livello comeelemento base di una architettura, un Agente viene de�nito come un sottosistemahardware/software che esiste autonomamente ed è in grado di svolgere alcune fun-zioni. Nel caso in esame gli Agenti sono costituiti da insiemi di algoritmi che hannoobiettivi speci�ci e che possono scambiare informazioni tra di loro. Esistono ad oggidiversi tentativi di standardizzazione dei sistemi di manutenzione, tra i principalicontributori a questo proposito troviamo l'IMS (www.imscenter.net), che ha svilup-pato una piattaforma completa di manutenzione predittiva multi-agente: Whatch-dog Agent [10]. Uno dei più importanti standard nell'ambito della e-maintenance ein particolare in quello della CBM studiato dal mondo dell'industria è lo standardCBM - OSA. Esso, realizzato dal consorzio MIMOSA (www.mimosa.org), prevede7 diversi agenti, con compiti e obiettivi diversi. Nelle �gure 2.4 e 2.5 sono visibili inmodo schematico le due di�erenti soluzioni .
Parlando di Information and Communication Technology nell'ambito delle mac-chine utensili, occorre inoltre citare lo standard MTConnect [17], uno standard opene royalty-free volto a promuovere l'interoperabilità tra device e applicazioni software.Il mondo delle macchine utensili sfrutta infatti soluzioni fortemente centralizzate efonda l'intera gestione della macchina sul CNC (Compuer Numerical Control), dicui si discuterà in seguito, che risulta fortemente autonomo e chiuso. Lo standardMTConnect è il tentativo di sviluppare un vero e proprio protocollo di comunicazio-ne tra CNC e applicazioni software, basato su interrogazioni HTTP e sul linguaggioXML, la presenza di un protocollo di comunicazione è un importante strumentoper consentire alle aziende di implementare applicazioni allo scopo di incrementarel'e�cienza e la produttività del sistema.
Anche MTConnect, al pari delle altre già citate soluzioni, è un sistema multi-agente, la cui struttura è quella riassunta in �gura 2.3.
14

Figura 2.3: Schema rappresentante l'architettura utilizzata da MTConnect.
Figura 2.4: Schema rappresentante l'architettura utilizzata da WatcDog, sistemasviluppato dal centro IMS.
15

Figura 2.5: Schema rappresentante l'architettura utilizzata da CBM-OSA,sviluppato dal gruppo MIMOSA.
Osservando gli Agenti che operano ai livelli più bassi, di maggiore interesse pergli scopi di questa tesi, è possibile individuare tre di�erenti Agentiimportanti siaper il monitoraggio delle condizioni utensile, sia per il monitoraggio dei componentidi automazione: Data Acquisition Agent, Information Extraction Agent,Database Agent.
Data Acquisition Ha il compito di campionare le grandezze ritenute interessantial �ne della caratterizzazione del sistema. Nell'ambito delle macchine utensili lesoluzioni dedicate all'acquisizione dati risultano solitamente molto limitate a cau-sa della natura chiusa e centralizzata del sistema in esame, basato sull'utilizzo diun Controllo Numerico (CN) che si occupa della gestione del proceso produttivoattraverso il Numerical Control Kernel (NCK) e della gestione dei componenti diautomazione attraverso il Programmable Logic Controller (PLC). Esistono quindidue tipi di soluzioni possibili: l'estrazione dal CN dei dati desiderati e l'installazionedi sensori esterni, si può quindi distinguere tra soluzioni sensor-less e sensor-based.
Per quanto riguarda la prima soluzione ogni produttore di controlli numerici met-te a disposizione un set di funzioni che possono essere utilizzate per comunicare conil CN, tuttavia attraverso queste librerie non è solitamente possibile operarare unabuona caratterizzazione delle lavorazioni a causa della banda massima raggiungibileche si aggira attorno ai 100 - 200 Hz. Tali funzioni sono infatti spesso utilizzate perottenere informazioni di alto livello riguardanti lo stato della macchina, il numerodi pezzi prodotti ed altri eventi caratterizzati da basse frequenze.
Le soluzioni di tipo sensor-based risultano invece le più di�use per quanto con-cerne i sistemi TCM e sfruttano l'introduzione di sensori esterni connessi a schede
16
di acquisizione dedicate, queste tecniche comportano d'altra parte un costo elevatoe un intervento �sico sulla macchina.
Information Extraction Ha il compito di estrarre da un set di dati delle in-formazioni relative allo stato del sistema. Per raggiungere il suo obiettivo questoagente utilizza diverse tecniche e diversi set di algoritmi tra cui tecniche di datafusion, l'integrazione di modelli �sici e strumenti di simulazione.
DataBase Ha il compito di immagazzinare sia i dati grezzi, sia i dati processatidai vari agenti e di renderli facilmente e velocemente diponibili per l'elaborazione.Per lo sviluppo di questo fondamentale elemento sono oggi disponibili numerosissimesoluzioni molto diverse tra loro e con diversi ambiti di utilizzo.
In conclusione è facile notare come questi di�erenti agenti possano essere in qualchemodo ricondotti ai livelli dello standard CIM.
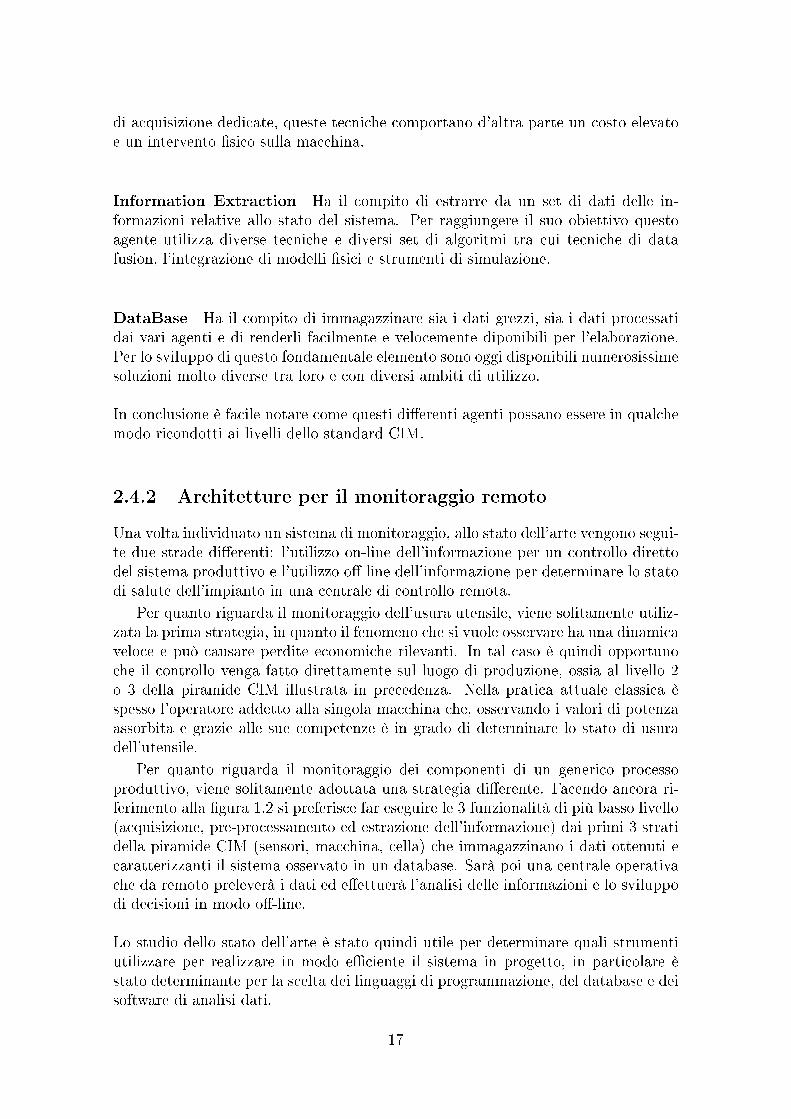
2.4.2 Architetture per il monitoraggio remoto
Una volta individuato un sistema di monitoraggio, allo stato dell'arte vengono segui-te due strade di�erenti: l'utilizzo on-line dell'informazione per un controllo direttodel sistema produttivo e l'utilizzo o�-line dell'informazione per determinare lo statodi salute dell'impianto in una centrale di controllo remota.
Per quanto riguarda il monitoraggio dell'usura utensile, viene solitamente utiliz-zata la prima strategia, in quanto il fenomeno che si vuole osservare ha una dinamicaveloce e può causare perdite economiche rilevanti. In tal caso è quindi opportunoche il controllo venga fatto direttamente sul luogo di produzione, ossia al livello 2o 3 della piramide CIM illustrata in precedenza. Nella pratica attuale classica èspesso l'operatore addetto alla singola macchina che, osservando i valori di potenzaassorbita e grazie alle sue competenze è in grado di determinare lo stato di usuradell'utensile.
Per quanto riguarda il monitoraggio dei componenti di un generico processoproduttivo, viene solitamente adottata una strategia di�erente. Facendo ancora ri-ferimento alla �gura 1.2 si preferisce far eseguire le 3 funzionalità di più basso livello(acquisizione, pre-processamento ed estrazione dell'informazione) dai primi 3 stratidella piramide CIM (sensori, macchina, cella) che immagazzinano i dati ottenuti ecaratterizzanti il sistema osservato in un database. Sarà poi una centrale operativache da remoto preleverà i dati ed e�ettuerà l'analisi delle informazioni e lo sviluppodi decisioni in modo o�-line.
Lo studio dello stato dell'arte è stato quindi utile per determinare quali strumentiutilizzare per realizzare in modo e�ciente il sistema in progetto, in particolare èstato determinante per la scelta dei linguaggi di programmazione, del database e deisoftware di analisi dati.
17

Figura 2.6: Architettura tipica dei sistemi di monitoraggio.
18
Capitolo 3
Sistema di acquisizione dati
Il primo livello necessario all'implementazione di un'architettura di monitoraggio èquello che si occupa di recuperare dai sensori i dati relativi ai fenomeni di interessee di immagazzinarli in un database. Obiettivo principale di questa applicazione èrecuperare dati dal controllo numerico, alla massima frequenza di campionamentoche consente di non perdere campioni.
L'applicazione in oggetto è stata realizzata in due principali fasi: l'analisi deirequisiti e l'implementazione. Nella sezione 3.1 viene presentata l'analisi del conte-sto in cui si inserisce l'applicazione sviluppata, riconoscendo il sistema oggetto diindagine e la sua struttura. Segue l'analisi dei requisiti e la descrizione di comel'applicazione è stata implementata. Nel paragrafo 3.5 vengono presentate le presta-zioni dell'applicazione che risultano di particolare importanza per la progettazionedei livelli superiori.
La trattazione del'applicazione di acquisizione dati risulta sempre suddivisa indue parti, una riguardante il monitoraggio delle condizioni utensile, una riguardanteil monitoraggio dei componenti di automazione. A causa dei diversi obiettivi e deldiverso contesto sono state infatte sviluppate due diverse applicazioni.
19

3.1 Contesto applicativo
In questa sezione viene descritto il contesto applicativo dei sistemi di acquisizionedati sviluppati, partendo dalla descrizione del Computer Numerical Control (CNC)a disposizione, le sue possibili interfacce verso l'esterno e il sistema che supervisionala produzione già presente sulla macchina. Segue una sezione che descrive il databasegià utilizzato per la supervisione e che verrà utilizzato nello sviluppo del sistema diacquisizione.
3.1.1 La macchina utensile e il sistema di supervisione
Figura 3.1: Sistema di supervisione della macchina utensile.
Come già accennato in precedenza, il contesto in cui la tesi si sviluppa non èsemplicemente quello delle macchine utensili, ma quello di centri di lavoro di tipoFMS. Nello speci�co la struttura del sistema che si vuole monitorare è descritta inmodo schematico in �gura 3.1, in cui sono riconoscibili gli elementi principali diuna cella di lavoro: il Controllo Numerico (CN), il supervisore (SUP) e un database(DB).
Altro importante elemento di un sistema di acquisizione dati è la presenza diquello che può essere de�nito adapter, ossia di un interfaccia di comunicazione tracontrollo numerico e supervisore. Nel contesto applicativo in cui il lavoro di tesi si
20
inserisce, i sistemi di supervisione già in opera prevedono solamente funzioni di ge-stione della produzione, mentre non comprendono ancora le funzioni di monitoraggiodell'utensile e di monitoraggio dello stato dei componenti che si vogliono realizzare(il sistema di supervisione è infatti il sistema jFMX).
jFMX è un software di supervisione per la gestione, il controllo e l'integrazionedei sistemi di produzione MCM: nato con il compito di coordinare l'automazione�essibile, o�re oggi numerosi servizi avanzati di supporto alla produzione manifat-turiera in grado di fornire una soluzione completa al problema produttivo a�dato auna o più celle MCM.
Il supervisore risulta essere un computer che sfrutta un sistema operativo Li-nux Ubuntu. L'adapter ora in utilizzo sfrutta il protocollo TCP/IP attraverso unarete ethernet per mettere in comunicazione il controllo numerico e il supervisorelimitatamente alle funzioni di gestione e monitoraggio già viste in precedenza.
3.1.2 Il Controllo numerico
Il sistema FMS presente nel caso di studio ha nel controllo numerico il centro ditutte le operazioni di controllo. E' quindi opportuno descriverne la struttura inmodo dettagliato.
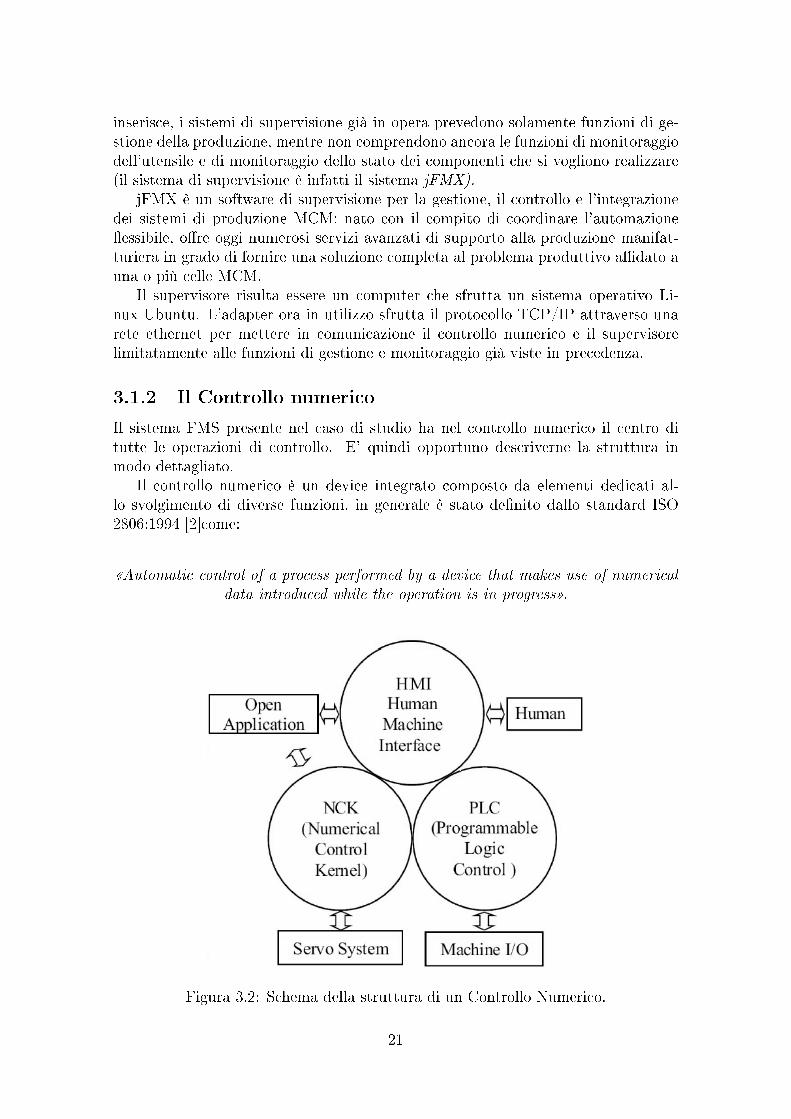
Il controllo numerico è un device integrato composto da elementi dedicati al-lo svolgimento di diverse funzioni, in generale è stato de�nito dallo standard ISO2806:1994 [2]come:
�Automatic control of a process performed by a device that makes use of numericaldata introduced while the operation is in progress�.
Figura 3.2: Schema della struttura di un Controllo Numerico.
21

Lo schema visibile in �gura 3.2 ne mostra le principali caratteristiche, in parti-colare sono visibili tre principali elementi.
NCK (Numerical Control Kernel) E' l'unità che si occupa del controllo delmoto, ha quindi il compito di leggere ed interpretare il part program e generare latraiettoria utensile attraverso diverse tecniche di interpolazione. Ha inoltre il compi-to di controllare direttamente gli azionamenti degli assi per realizzare la traiettoriaelaborata. Per e�ettuare un buon controllo dell'utensile e poter così garantire unminimo errore sulla parte lavorata, sono disponibili al NCK diverse grandezze rela-tive agli assi e al mandrino, queste misure vengono salvate all'interno di memoriededicate ad alte prestazioni. La possibilità di leggere queste grandezze tramite stru-menti software resi disponibili dal costruttore del CN (meglio descritti in seguito)è alla base dello sviluppo del sistema di TCM discusso nel proseguo della tesi. Inparticolare verrà analizzata la possibilità di implementare un osservatore dello statoutensile con la sola acquisizione di dati provenienti dal controllo numerico, senzal'adozione di ulteriori sensori dedicati.
PLC (Programmable Logic Controller) E' un sistema elettronico a funzio-namento digitale, destinato all'uso in ambito industriale, che utilizza una memoriaprogrammabile per l'archiviazione interna di istruzioni orientate all'utilizzazione perl'implementazione di funzioni speci�che, come quelle logiche, di sequenziamento, ditemporizzazione, di conteggio e di calcolo aritmetico, e per controllare, medianteingressi ed uscite sia digitali che analogici, vari tipi di macchine e processi [1]. Nelparticolare caso della macchina utensile, ai PLC sono conferite le funzioni di con-trollo dei componenti automatici necessari ad automatizzare il processo produttivoquali porte, pompe, valvole, ecc., mentre come già descritto precedentemente il con-trollo del moto è gestito dal NCK. Il PLC utilizza quindi delle memorie dedicate perla gestione delle variabili di processo, la possibilità di accedere a tali memorie saràfondamentale per discutere la possibilità di implementare un sistema di monitorag-gio dello stato dei componenti di automazione, gestiti appunto dal PLC. Nel casodelle macchine utensili, dove il CN è reallizato attraverso un computer, la logicadel PLC viene integrata nel controllo numerico, nel caso di studio si può parlare diPMC (Programmable Machine Control).
HMI (Human Machine Interface) E' la parte del sistema costituita da tuttiquegli elementi che consentono all'uomo e ad altre entità di interagire con la mac-china. Esiste solitamente una interfaccia più diretta ed elementare costituita da unpannello di con�gurazione che permette all'operatore di monitorare direttamente lalavorazione e impostare alcuni parametri, questa dev'essere una interfaccia semplice,immediata e intuitiva per l'operatore.
22

In realtà, in tutte le macchine utensili moderne il controllo numerico non vie-ne realizzato da un generico device, ma attraverso un computer, per questo vienede�nito dallo standard il nome �Computer Numerical Control (CNC)�:
�Realization of NC using a computer to control the machinefunctions� [2].
Proprio per la particolare realizzazione del CN, questo si arricchisce di una seriedi elementi di supporto propri di un computer, tra cui quelli particolarmente inte-ressanti relativi alle interfacce di rete che rendono possibile la comunicazione e loscambio di dati tra la macchina e i livelli superiori descritti dalla piramide CIM nelcapitolo introduttivo. Tali interfacce de�nite precedentemente come adapter ven-gono già ampiamente sfruttate dalle aziende produttrici di macchine utensili perrealizzare software personalizzabile in base alle esigenze del cliente e per fornire ser-vizi di supervisione e piani�cazione della produzione, descritti precedentemente alparagrafo 3.1.1.
Quindi, seppure i tre elementi descritti (NCK, PLC e HMI) siano la base co-stitutiva di qualsiasi controllo numerico, durante gli anni, con la sempre maggiorepresenza e imporanza dell' ICT all'interno dei sistemi produttivi, sono stati elabo-rati sistemi di interfacciamento con la macchina più complessi e basati su strumentisoftware. Ogni produttore mette infatti a disposizione dell'installatore un set dilibrerie per potersi interfacciare con il CN attraverso porta seriale, bus, ethernet oaltre tipologie di rete.
Per quanto riguarda la comunicazione, di fondamentale importanza per lo svol-gimento del progetto di tesi è stata la disponibilità del set di librerie FANUC OpenCNC API Speci�cations (FOCAS) che costituiscono delle Application ProgrammingInterface (API), ossia delle funzioni primitive che possono essere invocate attraversouna connessione ethernet da un programma esterno e che il CN è in grado di rico-noscere. Particolarmente utili per l'applicazione in oggetto sono le funzioni relativealle operazioni di lettura e scrittura.
Utilizzando queste funzioni è possibile leggere le variabili desiderate senza biso-gno di dover eseguire alcuna applicazione sul computer del controllo numerico, ilquale mette semplicemente a disposizione la propria memoria.
23

Possibili interfacce del controllo numerico Per implementare un sistema diacquisizione dati è importante caratterizzare in modo accurato le prestazioni chepossono essere raggiunte con l'utilizzo di tali funzioni. Queste infatti non presentanoun tempo di esecuzione garantito, che è invece variabile in base alla struttura dellarete e al tra�co presente su di essa.
Per poter determinare questi importanti parametri sono stati e�ettuati duedi�erenti test in condizioni realistiche di impiego dell'applicazione di acquisizionedati.
� Test 1: frammentazione e latenze di trasmissione: sono state fattedelle serie ripetute di acquisizioni incrementando progressivamente il numerodi byte letti da 1 a 1K, sono stati registrati i tempi di lettura e sono statiriportati sul gra�co di �gura 3.3.
� Test 2: prestazioni in presenza di tra�co: sono state e�ettuate ac-quisizioni ripetute introducendo la presenza di tra�co di rete attraverso unaseconda applicazione che richiedeva informazioni al CN, simulando così unamole di tra�co realistica durante la normale fase di lavorazione della macchi-na. Sono stati registrati i tempi di lettura e sono stati riportati sul gra�co in�gura 3.4.
Interpolando linearmente i dati relativi agli ultimi test, è stato possibile ricavare iltempo medio di lettura in funzione dei byte letti (�gura 3.5), ottenendo:
Tacquisizione = 0.02 + 0.14 ·NBytesms
E' opportuno tenere conto di questi gra�ci nella fase di implementazione dell'ap-plicazione.
Figura 3.3: Risultati test 1: frammentazione di rete e tempi di risposta.
24

Figura 3.4: Risultati test 2: tempi di risposta in presenza di tra�co.
Figura 3.5: Fitting lineare del tempo di risposta leggendo dal Supervisore tramiteethernet.
Volendo interagire con il CN, una soluzione alternativa a quella appena descrittaè quella data dalla possibilità di implementare, compilare ed eseguire delle applica-zioni a bordo del computer utilizzato per il controllo numerico. Attraverso questostrumento non sarà più necessario appoggiarsi a una comunicazione ethernet, ma sa-rà invece possibile avere un più rapido accesso ai dati che si vogliono acquisire, questi
25
potranno poi essere resi disponibili all'esterno in un secondo momento attraverso leinterfacce di rete dedicate.
Nel caso di studio è stato utilizzato l'ambiente messo a disposizione dal produt-tore: c-executor, un ambiente in cui è possibile sviluppare applicazioni scritte inlinguaggio C che possono poi essere compilate per il controllo numerico.
Nonostante tali applicazioni vengano eseguite dallo stesso computer che vieneutilizzato per il controllo numerico e quindi per tutte le funzioni cui è dedicato ilNCK, le applicazioni in esecuzione su c-executor vengono associate ad un task conpriorità inferiore. In particolare nel caso di studio le applicazioni sviluppate peril CN sono associate ad un task con un periodo di esecuzione garantito di 8 ms.Grazie a questa speci�ca è possibile sviluppare applicazioni di tipo real-time. Il toolc-executor consente quindi di campionare le grandezze desiderate e registrarle in unarea di memoria dedicata e accessibile dal supervisore.
Essendo la memoria dedicata a questa tipologia di programmi molto limita-ta, i dati dovranno comunque essere trasmessi al supervisore attraverso ethernetsfruttando particolari API messe a disposizione. Occorrerà studiare tali funzioni inmodo approfondito per consentire lo sviluppo di un sistema che sfrutti la massimafrequenza di campionamento senza che si veri�chi una perdita di campioni.
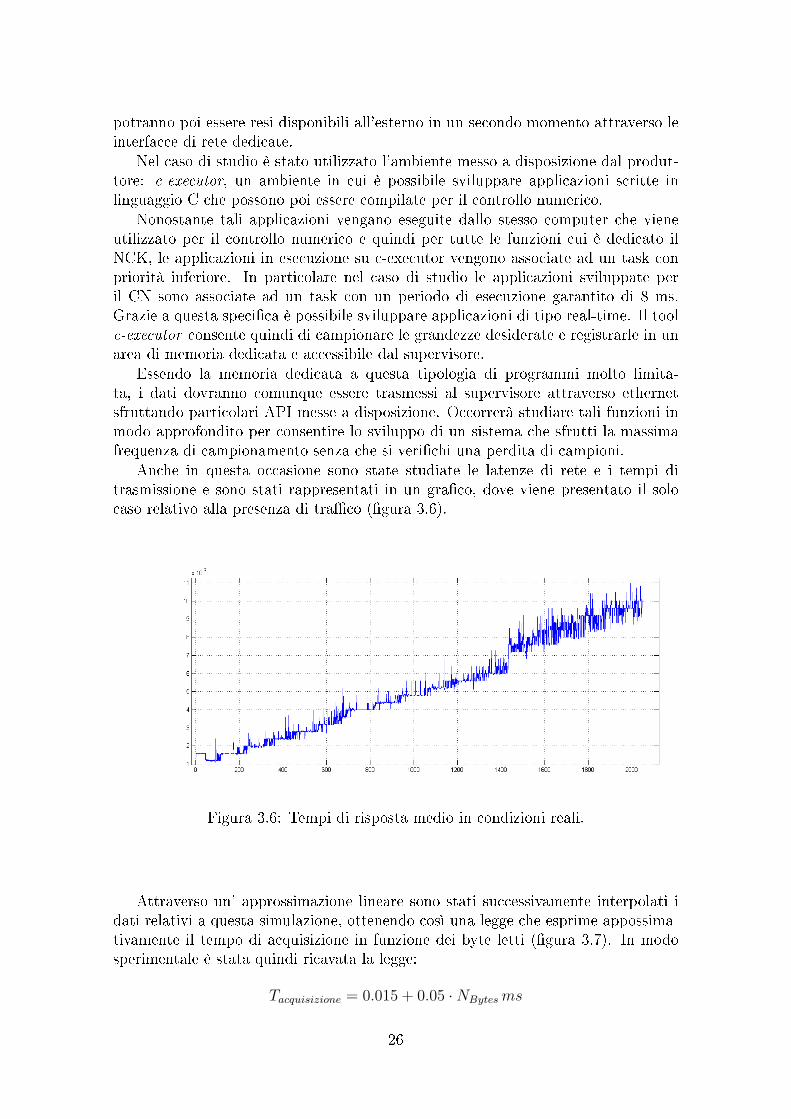
Anche in questa occasione sono state studiate le latenze di rete e i tempi ditrasmissione e sono stati rappresentati in un gra�co, dove viene presentato il solocaso relativo alla presenza di tra�co (�gura 3.6).
Figura 3.6: Tempi di risposta medio in condizioni reali.
Attraverso un' approssimazione lineare sono stati successivamente interpolati idati relativi a questa simulazione, ottenendo così una legge che esprime appossima-tivamente il tempo di acquisizione in funzione dei byte letti (�gura 3.7). In modosperimentale è stata quindi ricavata la legge:
Tacquisizione = 0.015 + 0.05 ·NBytesms
26

Figura 3.7: Fitting lineare del tempo di risposta sfruttando l'ambiente c-executor.
Tale legge sarà di primaria importanza per l'implementazione del sistema diacquisizione descritto nei successivi paragra�. In �gura 3.8 vengono confrontati irisultati ottenibili con le due di�erenti strategie.
Figura 3.8: Confronto tra l'acquisizione implementando l'applicazione sul CN (blu)e sul supervisore (rosso).
Pe implementare un sistema di aquisizione dati risulta di particolare importanzal'ultimo dato descritto, in quanto attraverso gli strumenti software disponibili sarà
27

possibile acquisire il valore dei parametri di lavorazione e memorizzarli ogni 8 ms,che de�nisce così una massima frequenza di campionamento di 125 Hz.
3.1.3 MongoDB: un database non-relazionale
Come requisito per lo sviluppo dell'applicazione di acquisizione dati per il monito-raggio dei componenti d'automazione viene imposto l'utilizzo di un database nonrelazionale: MongoDB. Questo è infatti già utilizzato dall'azienda per altre funzionie la sua adozione renderà maggiormente integrabile il sistema di monitoraggio congli altri servizi informatici aziendali.
MongoDB è un database non relazionale, orientato ai documenti e quindi di tipoNoSQL. Esso si allontana dalla struttura basata su tabelle dei database relazionaliin favore di documenti in stile JSON (JavaScript Object Notation) che in MongoDBvengono chiamati BSON (Binary JSON). MongoDB è un software libero e opensource, che utilizza una struttura dati organizzata in documenti e collezioni di do-cumenti. Ogni documento è un insieme di oggetti JSON, composti da una coppia{campo : valore}.
L'adozione di questo database porta alcuni sostanziali vantaggi di seguito de-scritti.
Performance MongoDB è riconosciuto come un database che richiede poche risor-se per essere eseguito e ottiene buone performance di lettura/scrittura, solitamentepiù elevate rispetto ad un database relazionale.
Schema �essibile Possono essere inseriti nuovi oggetti, senza necessariamenterientrare in un rigido schema preimpostato. I dati possono inoltre essere facilmenteraggruppati e caratterizzati con di�erenti strumenti
Query MongoDB permette l'e�ettuazione di query molto �essibili e avanzate.Questa caratteristica è fondamentale per l'implementazione dei livelli più alti delsistema di monitoraggio, che hanno il compito di estrarre l'informazione dall'insie-me dei dati grezzi relativi ad un grande numero di variabili registrate. Di grandeimportanza quindi la possibilità di e�ettuare delle aggregazioni tra i dati e di potercompiere ricerche �essibili in base al sottosistema studiato e alle condizioni operativedella macchina.
BigData Ipotizzando un funzionamento continuato del sistema e considerando lagrande quantità di segnali che si intende acquisire dalla macchina utensile, nonchèi tempi tra i guasti molto lunghi, siamo in presenza di una grande mole e di unanotevole varietà di dati da gestire. MongoDB, per i vantaggi già citati precedente-mente, o�re buone soluzioni data l'alta velocità e la �essibilità nell'introdurre nuovitipi di dato e nuovi modelli.
Per un ulteriore approfondimento si riamanda a testi speci�ci [4].
28

3.2 Recupero dati per TCM: requisiti
Vengono ora presentati i requisiti che sono stati studiati per guidare l'implementa-zione dell'applicazione, derivati dal contesto aziendale, dal sistema a disposizione edall'obiettivo. Questi sono stati suddivisi in:
Requisiti funzionali [ F ]
Requisiti non funzionali [ NF ]
Requisiti tecnologici [ T ]
� [ F ] L'applicazione deve implementare un approfondito sistema di logging, inmodo da poter ricondurre eventuali incongruenze nei dati a errori durante lafase di acquisizione.
� [ F ] L'applicazione deve essere con�gurabile, in particolare dev'essere possibileimpostare il numero di byte letti e l'indirizzo della memoria da leggere.
� [ F ] L'applicazione deve connettersi al CN.
� [ F ] L'applicazione deve acquisire dal CN i dati rilevanti per gli obiettivipreposti descritti in seguito.
� [ F ] L'applicazione deve registrare i dati letti su �les csv.
� [ T ] L'applicazione dev'essere sviluppata per il sistema operativo Linux 64,essendo questo alla base del supervisore che opera sulla macchina.
� [ T ] L'applicazione dev'essere scritta in linguaggio C o C++, in modo dapotersi interfacciare in modo e�ciente con le librerie FOCAS a disposizione.
� [ NF ] Data l'elevata dinamica dei fenomeni che si vogliono osservare, occorremassimizzare la frequenza di campionamento.
� [ NF ] L'acquisizione dei dati dev'essere svolta in real-time, ossia deve garantireche ogni ciclo di acquisizione si svolga in un intervallo di tempo de�nito ecostante.
29

Vengono ora riassunti nel seguente elenco le diverse grandezze disponibili sul CNe che possono essere acquisite.
� Numero programma: indica il numero di programma in esecuzione sullamacchina. Questo campo, insieme all'indicazione della linea di programmain esecuzione, può essere utile per capire a quale punto della lavorazione siriferiscono i dati.
� Numero linea: indica quale linea di part program è in esecuzione.
� Velocità mandrino: indica la velocità di rotazione del mandrino.
� Potenza mandrino: indica la potenza assorbita dal mandrino durante lalavorazione, viene espressa come percentuale rispetto alla massima potenzaerogabile .
� Velocità assi: indica la velocità del punto di contatto pezzo-utensile, ottenutocome interpolazione delle velocità dei di�erenti assi. Non è possibile ottenerela velocità dei singoli assi.
� Posizione asse X: indica la posizione dell'asse X.
� Coppia asse X: indica la coppia generata dall'asse X.
� Posizione asse Y: indica la posizione dell'asse Y.
� Coppia asse Y: indica la coppia generata dall'asse Y.
� Posizione asse Z: indica la posizione dell'asse Z.
� Coppia asse Z: indica la coppia generata dall'asse Z.
30

3.3 Recupero dati per i componenti d'automazione:
requisiti
Vengono ora presentati i requisiti che sono stati studiati per guidare l'implementa-zione dell'applicazione, derivati dal contesto aziendale, dal sistema a disposizione edall'obiettivo. Questi sono stati suddivisi in:
Requisiti funzionali [ F ]
Requisiti non funzionali [ NF ]
Requisiti tecnologici [ T ]
� [ F ] L'applicazione deve acquisire i campioni solo quando la macchina è in lavo-razione, deve quindi potersi interfacciare con il CN e ottenere informazioni sullostato macchina. Dev'essere quindi prevista una modalità di funzionamento instand-by.
� [ F ] In ogni periodo di campionamento l'applicazione deve e�ettuare tre ope-razioni fondamentali: leggere gli stati, leggere le uscite, salvare i dati sulDB.
� [ F ] L'applicazione deve implementare un approfondito sistema di logging, inmodo da poter ricondurre eventuali incongruenze nei dati a errori durante lafase di acquisizione.
� [ F ] L'acquisizione deve garantire la coerenza con il tempo, in modo da poterricondurre ogni evento ad un precisto istante temporale e poter andare così adanalizzare lo stato macchina e le condizioni operative in quel momento.
� [ F ] L'applicazione dev'essere fortemente con�gurabile, in modo da garantir-ne la portabilità su qualsiasi macchina con CN FANUC. Deve quindi essereprevista una fase di inizializzazione.
� [ F ] L'applicazione deve connettersi e gestire la connessione sia con il CN checon il DB.
� [ T ] Stati e uscite devono essere lette con due operazioni di�erenti in quantodisponibili su aree di memoria di�erenti e accessibili quindi tramite due diversefunzioni.
� [ T ] L'applicazione dev'essere sviluppata per il sistema operativo Linux 64,essendo questo alla base del supervisore che opera sulla macchina.
� [ T ] Tutte le variabili acquisite sono di tipo logico ossia o 0 o 1. Occorre quindiminimizzare lo spazio occupato sul DB, scrivendo la più piccola variabile chesia rappresentativa dei dati letti. La quantità dei dati letti sarà comunqueminima in quanto con un solo byte è rappresentabile lo stato di 8 variabili.
31

� [ T ] L'applicazione non deve prevedere una parte di software che viene com-pilata o eseguita dalla macchina, ma deve agire in modo completamente auto-nomo.
� [ T ] L'applicazione dev'essere scritta in linguaggio C o C++, in modo dapotersi interfacciare in modo e�ciente con le librerie FOCAS messe a disposi-zione.
� [ T ] L'applicazione deve interfacciarsi con un database MongoDB, databasenon relazionale già sfruttato dall'azienda in altre applicazioni.
� [ T ] L'applicazione deve poter essere eseguita come servizio in background dalsupervisore, in modo da minimizzare le risorse necessarie.
� [ NF ] L'acquisizione dei dati dev'essere svolta in real-time, ossia deve garantireche ogni ciclo di acquisizione si svolga in un intervallo di tempo de�nito ecostante. Questo parametro, che dev'essere impostabile come parametro diprogetto, costituisce il periodo di campionamento con cui i dati vengono lettie registrati.
� [ NF ] L'applicazione deve avere un elevato livello di autonomia e robustezzaa fronte di mancata alimentazione, spegnimento improvviso della macchina,interventi dell'operatore, errori nel funzionamento della rete.
32

3.4 Recupero dati per TCM: implementazione
Per il monitoraggio delle condizioni utensile occorre, come già descritto nel para-grafo precedente, ottenere la più alta frequenza di campionamento possibile, per lasoddisfazione di questo requisito sì è scelto di utilizzare un bu�er circolare, andan-do a sfruttare il tool messo a disposizione da fanuc già descritto al capitolo 3.1:c-executor. Atraverso questo strumento è stato possibile dividere l'applicazione indue parti: una a bordo macchina si occupa di campionare periodicamente le gran-dezze desiderate e registrare i dati in un'area dedicata sul CN; una in esecuzionesul supervisore si occupa di leggere periodicamente il bu�er sul CN e registrare suldatabase i soli dati rilevanti, scartando quelli obsoleti. Come già detto la massimafrequenza di campionamento ottenibile attraverso questo sistema è 125 Hz, frequen-za corrispondente al tempo di esecuzione del task cui è assegnata l'applicazione cheviene eseguita sul CN.
Oltre alle grandezze de�nite nei requisiti, ad ogni campionamento e�ettuatoda parte dell'applicazione in esecuzione sul CN, viene accodato al blocco di datiun contatore progressivo, chiamato �BLOCK-COUNTER�, che verrà in seguitoutilizzato per il corretto funzionamento dell'applicazione.
Il diagramma di �usso in �gura 3.9 mostra il funzionamento ciclico del program-ma di acquisizione dati in esecuzione sul supervisore, un'ulteriore rappresentazioneè quella di �gura 3.10.
33

Figura 3.9: diagramma di funzionamento del programma di acquisizione dati.
34

Figura 3.10: Schema del funzionamento del programma di acquisizione dati.
1. Inizializzazione: in questa fase viene e�ettuata la connessione con il CN,l'avvio dei servizi di log, la con�gurazione dei parametri di acquisizione. Im-portante parametro con�gurazione è la dimensione del bu�er utilizzata, di cuisi discuterà in seguito.
2. Lettura del bu�er: attraverso apposite funzioni messe a disposizione dal co-struttore del CN, viene letto l'intero bu�er de�nito precedentemente attraversola con�gurazione.
3. Individuazione BLOCK-COUNTER più vecchio: in questa fase l'ap-plicazione individua il blocco di dati più vecchio presente nel bu�er attraversol'indice di blocco accodato ai dati.
4. Veri�ca del dato: in questa fase viene veri�cato, ancora una volta attraversoil campo BLOCK-COUNTER, che il blocco di dati che si sta considerando nonsia già stato registrato sul database nella precedente acquisizione. Nel caso ilblocco di dati risulti valido tutti i dati successivi �no al più recente vengonoregistrati sul database. Finita questa fase il programma procede dallo step 2,ossia leggendo nuovamente l'intero bu�er.
Il dimensionamento del bu�er Come si comprende osservando il funzionamen-to del sistema di acquisizione, è stato necessario dimensionare opportunamente iparametri del bu�er presente sul CN per fare in modo che non vi fosse perdita didati. Per fare questo occorre infatti che nel tempo di un ciclo di acquisizione da partedel supervisore il bu�er non venga completamente riempito da parte del CN; in casocontrario i dati verrebbero sovrascritti e non sarebbe possibile garantire la frequen-za di campionamento dichiarata. Sarà invece opportuno garantire una percentualedi scarti per cautelarsi rispetto ad un eventuale rallentamento della trasmissionedovuta ad un sovraccarico del tra�co di rete.
Considerando quindi un tempo di campionamento di 8 ms e de�nendo comeNblocks il numero di blocchi di dati presenti nel bu�er, possiamo scrivere:
Tacquisizione < 8ms · Nblocks
Introducendo ora il valore di Tacquisizione descritto precedentemente e la variabileNBytespBlock che descrive il numero di byte presenti in un blocco di dati e trascurandola frammentazione di trasmissione, possiamo scrivere:
35

0.015 + 0.05 ·Nblocks · NBytespBlock < 8 · NBlocks
Ottenendo così:
NBlocks <−0.015
0.05NBytespBlock−8
A�nchè sia NBlocks > 0 occorre imporre 0.05NBytespBlock − 8 < 0 ottenendo cosìun vincolo sul massimo numero di byte per blocco:
NMAXBytespBlock < 160
E' stato quindi ricavato un valore limite per la massima dimensione del blocco didati che viene campionato. Volendo garantire un utilizzo medio del bu�er del 50%,otteniamo:
NMAXBytespBlock 6 80
36

3.5 Recupero dati per i componenti d'automazione:
implementazione
Figura 3.11: Schema di funzionamento dell'applicazione di acquisizione dati per ilmonitoraggio dei componenti di automazione.
Uno schema generale di funzionamento dell'applicazione è visibile nell'automa di�gura 3.11, dove sono osservabili i 5 possibili stati descritti in seguito:
1. Inizializzazione: in questa fase viene e�ettuata la con�gurazione del siste-ma tramite la lettura di �les di con�gurazione, l'avvio del servizio di log, laconnessione al database e l'inizialiazzazione dello stesso, la connessione con ilcontrollo numerico. In particolare nel �le di con�gurazione saranno presentitutti i parametri di acquisizione.Durante questa fase avviene inoltre la sincronizzazione tra CN e supervisore,questo è possibile grazie a speci�che funzioni che permettono di leggere ed im-postare il clock del CN. Questa operazione risulta di primaria importanza perevitare di perdere la coerenza tra i dati ottenuti dal CN e quelli riportati dalsupervisore. Tale aggiornamento viene e�ettuato in modo periodicorendendocosì inin�uenti eventuali piccole di�erenze tra i due clock. L'errore temporalemassimo che si ottiene è di circa 10 ms, ossia il tempo necessario per e�et-tuare l'operazione di setting del clock del CN. Questo tempo è ampiamentesu�ciente a garantire il sincronismo richiesto.
2. Controllo_stato: questa operazione, che consiste nel controllo dello statooperativo della macchina utensile, viene ripetuta periodicamente e consentedi riconoscere se i dati che vengono letti sono signi�cativi e se quindi devonoessere registrati o meno. L'acquisizione risulta infatti utile solamente se lamacchina è in lavorazione.
37

3. Acquisizione: questa operazione consta di due passaggi successivi già de-scritti nell'analisi dei requisiti: la lettura delle uscite e la lettura degli stati delPLC presenti in aree di memoria di�erenti. Tali operazioni, per garantire ilrequisito di coerenza con il tempo, devono essere svolte entro un arco di tempode�nito, che è con�gurabile e viene impostato durante la fase di inizializzazio-ne.Attraverso questa operazione il campionamento dei dati viene reso real-time.Per soddisfare questo requisito sono state utiliizate le �Linux Signals�.Di particolare importanza per ottenere un corretto funzionamento del sistemaè la scelta della frequenza di campionamento. Non avendo infatti la possibilitàdi salvare i dati sulla macchina data l'assenza di un bu�er sul controllo nu-merico, l'applicazione opera in modo autonomo richiedendo tramite protocolloTCP/IP al CN il valore di alcune variabili presenti nella memoria del PMC.Questo signi�ca che non viene garantita la risposta del CN entro un tempopre�ssato, ma tale tempo è dipendente dalle condizioni della rete e dal caricodi lavoro che il CN sta eseguendo.Risulta ora chiaro come l'impostazione di una frequenza di campionamentotroppo elevata porterebbe alla perdita di un inaccettabile numero di campio-ni. Tale frequenza deve quindi essere scelta con cura osservando i gra�ci in�gura 3.8 e considerando che come già detto occorre compiere due letture du-rante un ciclo di acquisizione.Per poter meglio de�nire l'ottima frequenza di campionamento è stata imple-mentata una funzione di testing delle prestazioni all'interno dell'applicazioneche permette di calcolare in modo automatico tale valore, noto il numero distati e di uscite che si vogliono acquisire e noto il fattore di sicurezza che sivuole impiegare.
4. Immagazinamento dati: in questa fase viene e�ettuata una chiamata aldatabase e vengono immagazzinati i dati letti. La struttura del DB vienemeglio descritta in seguito.
5. Standby: questo stato viene raggiunto se la macchina si trova in una con-dizione in cui non è utile raccogliere dati, in particolare comprende i casidi macchina non in lavorazione e macchina non raggiungibile. Quando l'ap-plicazione si trova in questo stato non salva dati e interroga ciclicamente lamacchina andando a osservarne lo stato, qualora questo diventi favorevole puòricominciare l'acquisizione descritta al punto 3.
38

3.5.1 Database
Nel caso in esame all'avvio del servizio, quindi nella fase di inizializzazione, vengonogenerate due collezioni: X_collection e Y_collection. Per descrivere la strutturae l'utilizzo del database, nel seguito viene riportato il funzionamento relativo allaregistrazione degli stati, dato che le uscite vengono registrate in modo analogo.
Ad ogni iterazione viene letta un'area di memoria contenente gli stati X e ven-gono registrati sul database attraverso la creazione di un documento contenente iltimestamp, utile per soddisfare il requisito di sincronismo, e i dati.
Come si legge nell'analisi dei requisiti, tutti i dati registrati ad eccezione del time-stamp sono di tipo logico (0 - 1), questo signi�ca che potrebbero essere rappresentatiattraverso un singolo bit. In MongoDB questo non è però possibile, poichè il bit nonè un tipo di dato previsto. Per ottimizzare la quantità di spazio occupato, vengonoregistrati gruppi di otto stati e descritti attraverso un byte, sarà poi il livello che sioccupa del pre-processamento e dell'estrazione dell'informazione a ricavare la solavariabile utile. Possiamo quindi de�nire:
Xj = {X j.0 ... X j.7}.
Ogni oggetto BSON contiene quindi il nome degli stati Xj e il suo valore attuale,ottenuto dall'unione di 8 stati e dalla loro rappresentazione in byte. In modo analogovengono registrati i dati relativi alle uscite del PLC Y. Quanto descritto è osservabilein �gura 3.12, dove viene schematizzata la struttura del DB.
Figura 3.12: Struttura del DB utilizzato per la registrazione dei dati riguardanti lei componenti d'automazione.
Attraverso questa struttura del database è possibile e�ettuare e�cienti ricerchee suddivisioni dei dati. Con l'eventuale utilizzo dei tag è inoltre possibile assegnareogni segnale a diversi sottosistemi, in modo da rendere più semplice l'estrazioneautomatica per dati relativi ad un singolo sottosistema, cui corrispnde un tag.
39
3.6 Prestazioni
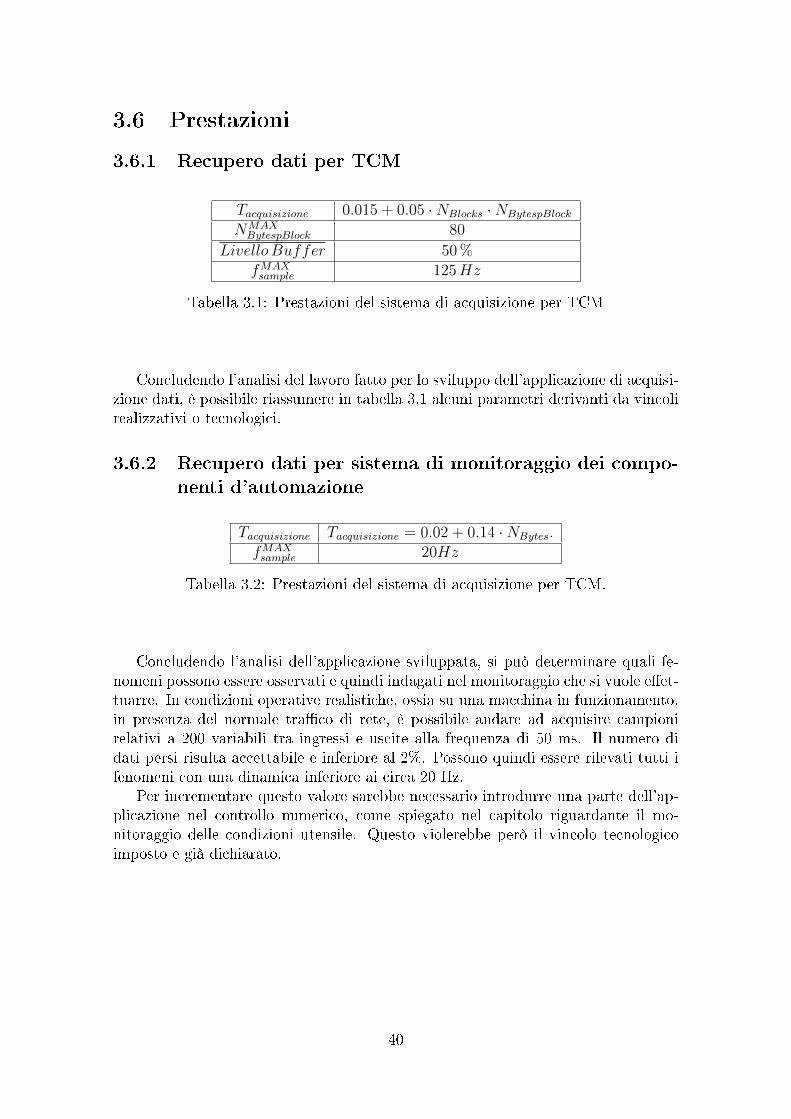
3.6.1 Recupero dati per TCM
Tacquisizione 0.015 + 0.05 ·NBlocks ·NBytespBlock
NMAXBytespBlock 80
LivelloBuffer 50 %fMAXsample 125Hz
Tabella 3.1: Prestazioni del sistema di acquisizione per TCM
Concludendo l'analisi del lavoro fatto per lo sviluppo dell'applicazione di acquisi-zione dati, è possibile riassumere in tabella 3.1 alcuni parametri derivanti da vincolirealizzativi o tecnologici.
3.6.2 Recupero dati per sistema di monitoraggio dei compo-nenti d'automazione
Tacquisizione Tacquisizione = 0.02 + 0.14 ·NBytes.fMAXsample 20Hz
Tabella 3.2: Prestazioni del sistema di acquisizione per TCM.
Concludendo l'analisi dell'applicazione sviluppata, si può determinare quali fe-nomeni possono essere osservati e quindi indagati nel monitoraggio che si vuole e�et-tuarre. In condizioni operative realistiche, ossia su una macchina in funzionamento,in presenza del normale tra�co di rete, è possibile andare ad acquisire campionirelativi a 200 variabili tra ingressi e uscite alla frequenza di 50 ms. Il numero didati persi risulta accettabile e inferiore al 2%. Possono quindi essere rilevati tutti ifenomeni con una dinamica inferiore ai circa 20 Hz.
Per incrementare questo valore sarebbe necessario introdurre una parte dell'ap-plicazione nel controllo numerico, come spiegato nel capitolo riguardante il mo-nitoraggio delle condizioni utensile. Questo violerebbe però il vincolo tecnologicoimposto e già dichiarato.
40
Capitolo 4
Monitoraggio utensile
In questo capitolo viene descritto il procedimento seguito per lo sviluppo di unsistema di monitoraggio delle condizioni utensile. In un primo momento sono statiindividuati i fenomeni che si volevano osservare, quindi sfruttando il sistema diacquisizione presentato nel precedente capitolo è stata e�ettuata una campagna diprove sperimentali.
L'obiettivo principale di queste prime campagne è stato quello di capire se attra-verso l'estrazione dal CN di dati riguardanti la lavorazione è possibile descrivere lostato di usura dell'utensile, utilizzando quindi una piattaforma di tipo sensor-less.
Il capitolo parte dall'individuazione dei fenomeni che si vogliono osservare, arri-vando poi a descrivere quali grandezze monitorare e con quali strumenti. In�ne vienedescritta una campagna di prove sperimentali e�ettuata in MCM su una macchinadisponibile, la sua progettazione e i risultati ottenuti.
4.1 Fenomeni
Il primo passo è stato quello di individuare quali fenomeni il sistema TCM deveessere in grado di monitorare. Essendo il progetto ad uno stato embrionale, si èdeciso di concentrarsi in prima istanza su lavorazioni e materiali semplici in mododa testare e�cacemente il sistema di acquisizione dati. La prima campagna di proveè stata quindi e�ettuata monitorando esclusivamente lavorazioni di spianatura sumasselli in acciaio C-45. Per quanto riguarda i fenomeni monitorati, si è deciso diosservare esclusivamente l'usura dell'utensile.
Con il termine usura si intendono diversi e svariati fenomeni, che possono essereclassi�caticati come in seguito e visibili in �gura 4.1[20]:
� Deformazione plastica
� Usura sul �anco e ad intaglio
� Craterizzazione
� Microfessurazioni
� Scheggiature
� Rottura
41

Figura 4.1: Tipi di usura utensile.
Tra queste forme di usura si può comunque fare un'ulteriore distinzione; esi-stono infatti fenomeni di usura dettati da errate condizioni di lavoro, parametri dilavorazione o fenomeni esterni (collisioni). Fanno parte di tale categoria la rottu-ra e la scheggiatura dell'utensile, le quali sopraggiungono solitamente per erratecondizioni di lavoro che portano a vibrazioni o temperature eccessive.
Un'altra forma di usura, più interessante per l'applicazione in oggetto, è l'usu-ra continua e inevitabile data dalle sollecitazioni a cui l'utensile è continuamentesottoposto durante la lavorazione. Le principali forme di usura di questo tipo sonol'usura sul petto e sul �anco dell'utensile e l'usura per deformazione plasti-ca. Questi tipi di usura non sono eliminabili, ma possono al più essere minimizzatiattraverso un'accurata progettazione della lavorazione. La loro dinamica dipendedalle sollecitazioni meccaniche e termiche cui il sistema è sottoposto.
L'usura dell'utensile può quindi essere descritta come in �gura 4.2, misurandoalcune caratterisiche geometriche dell'inserto:
� Usura sul �anco (VB)
� Formazione di un cratere da usura (KT, KM)
42

Figura 4.2: Descrizione dell'usura utensile attraverso parametri geometrici.
E' però evidente che avendo descritto l'usura utensile attraverso parametri geo-metrici, una misura diretta può essere e�ettuata solamente o�-line smontando l'u-tensile e misurando l'usura al microscopio o con strumenti dedicati. Nella praticaaziendale corrente, la determinazione dello stato di usura utensile avviene on-line at-traverso l'esperienza diretta dell'operatore, che osserva l'assorbimento di potenza daparte della macchina tramite il pannello operatore e considera un utensile come usu-rato se la potenza assorbita supera una determinata soglia dettata dall'esperienza.E' quindi evidente come l'implementazione di un sistema TCM che monitora co-stantemente on-line l'usura utensile sia immediatamente vantaggioso relativamenteal controllo della qualità del prodotto �nito.
43

4.2 Grandezze & Sensori
Una volta individuati i fenomeni che si vogliono monitorare, occorre decidere qua-li grandezze rilevare. L'obiettivo è infatti quello di ottenere una piattaforma dimonitoraggio on-line, che possa dare informazioni sull'utensile mentre questo è inlavorazione. La misura dell'usura può essere valutata in modo indiretto attraversol'osservazione di grandezze relative al processo produttivo che sono più o meno facil-mente misurabili on-line, queste grandezze sono state individuate in anni di ricercae se ne trova catalogazione in diversi e numerosi articoli e pubblicazioni scienti�che[19].
Forze e coppie Per ottenere questo tipo di informazione, si può ricorrere all'uti-lizzo di tavole dinamometriche che fanno da base per il pezzo durante la lavorazione.In questo modo sono in grado di registrare la forza impressa durante la lavorazionein quella direzione. Un livello di forza anomalo può essere quindi indice di un ecces-siva usura utensile (una forza troppo alta rispetto al valore di riferimento è simbolodi un grande sforzo che l'utensile sta compiendo per fare quella lavorazione, unaforza troppo bassa può essere sintomo di rottura tale da non permettere alcun tipodi lavorazione del pezzo). Allo stesso tempo può essere utilizzata per l'analisi dellevibrazioni.
L'impiego di questa strumentazione è molto utile in questa fase del progetto,in quanto fornisce un riferimento ad alta precisione delle forze in gioco, ma nonpuò però essere utilizzata come soluzione commerciale, dato che porrebbe vincoliparticolarmente stringenti sulla massima misura del grezzo in lavorazione.
Anche attraverso il software di acquisizione dati descritto nel capitolo dedicatoè possibile recuperare dal CN i dati relativi alle forze e coppie dei singoli assi.
Potenza assorbita Il sensore di potenza assorbita misura direttamente la potenzaelettrica assorbita dal mandrino o dai singoli assi. Nel caso in esame questo è statoposto direttamente nell'armadio di alimentazione della macchina utensile e collegatoai cavi che forniscono la potenza al mandrino, a monte della elettronica di potenza.
La misurazione della potenza può fornire una misura indiretta della forza, qua-lora installare un dispositivo come quelli elencati sopra non possa essere fatto (es.lavorazioni su pezzi molto grandi, non eseguibili su una tavola di dimensioni ridot-te). Una potenza molto più elevata del normale sarà sintomo di eccessivi sforzi dellamacchina per compiere la lavorazione e una potenza molto più ristretta sarà indicedi una lavorazione non eseguita a�atto.
Anche attraverso il software di acquisizione dati descritto nel capitolo dedicatoè possibile recuperare dal CN i dati relativi alla potenza assorbita dal mandrino,espressa come percentuale della massima potenza erogabile.
Vibrazioni Le vibrazioni meccaniche indotte dalle forze utensile-pezzo possonoessere facilmente misurabili attraverso accelerometri e la loro osservazione può essereutile per una misura indiretta dell'usura, in quanto direttamente proporzionali adessa. Un problema nell'utilizzo degli accelerometri è relativo alla banda passantelimitata di questo tipo di sensori.
44
Emissione acustica Un'alternativa all'osservazione delle vibrazioni meccaniche èl'osservazione delle vibrazioni acustiche. Con emissioni acustiche si intende infat-ti l'emissione di segnali ultrasonori in una banda compresa tra 50 kHz ed 1 MHz.Questo tipo di segnale è sicuramente ricco di informazione sulla lavorazione in atto,ma anche di rumore, dipende infatti fortemente da diversi fattori come il posiziona-mento o il tipo di lavorazione eseguita, se usato singolarmente può quindi portaread un elevato numero di falsi allarmi.
Come già accennato occorre una elevata accuratezza nel posizionamento, nelcaso speci�co il sensore AE è stato montato direttamente sul grezzo, per questo,similmente alla tavola dinamometrica, risulta di�cilmente utilizzabile in ambitoproduttivo dato l'elevato tempo di set-up necessario all'installazione.
Emissione sonora In modo analogo all'emissione acustica, anche il monitoraggiodelll'emissione sonora può essere utile a determinare l'usura dell'utensile e la qualitàdella lavorazione. Tra i vantaggi vi è sicuramente la facilità di posizionamento chenon risulta in alcun modo vincolata al grezzo. Nel caso in esame è stato previstol'utilizzo di un idrofono.
4.3 La campagna sperimentale
Nei paragra� seguenti viene presentata la campagna sperimentale e�ettuata e seguitadurante il lavoro di tesi. Gli obiettivi delle prove svolte erano
� Veri�care il corretto funzionamento del sistema di acquisizione dati.
� Veri�care la possibilità di rilevare l'usura utensile attraverso una piattaformasensorless, sfruttando solamente i dati recuperati dal controllo numerico.
Per raggiungere tali obietivi si è seguito il seguente procedimento:
1. E' stato progettato il piano di lavorazioni da e�ettuare (materiali grezzi,utensili, lavorazioni e parametri di taglio)
2. E' stato e�ettuato il set-up della macchina e dei sensori.
3. Sono state e�ettuate le lavorazioni utilizzando utensili in condizioni ottimalie sono stati registrate le grandezze descritte in precedenza
4. Sono state e�ettuate le lavorazioni utilizzando utensili usurati e sono statiregistrate le grandezze descritte in precedenza.
5. Sono stati confrontati o�-line i dati osservati per veri�care gli obiettivi.
45
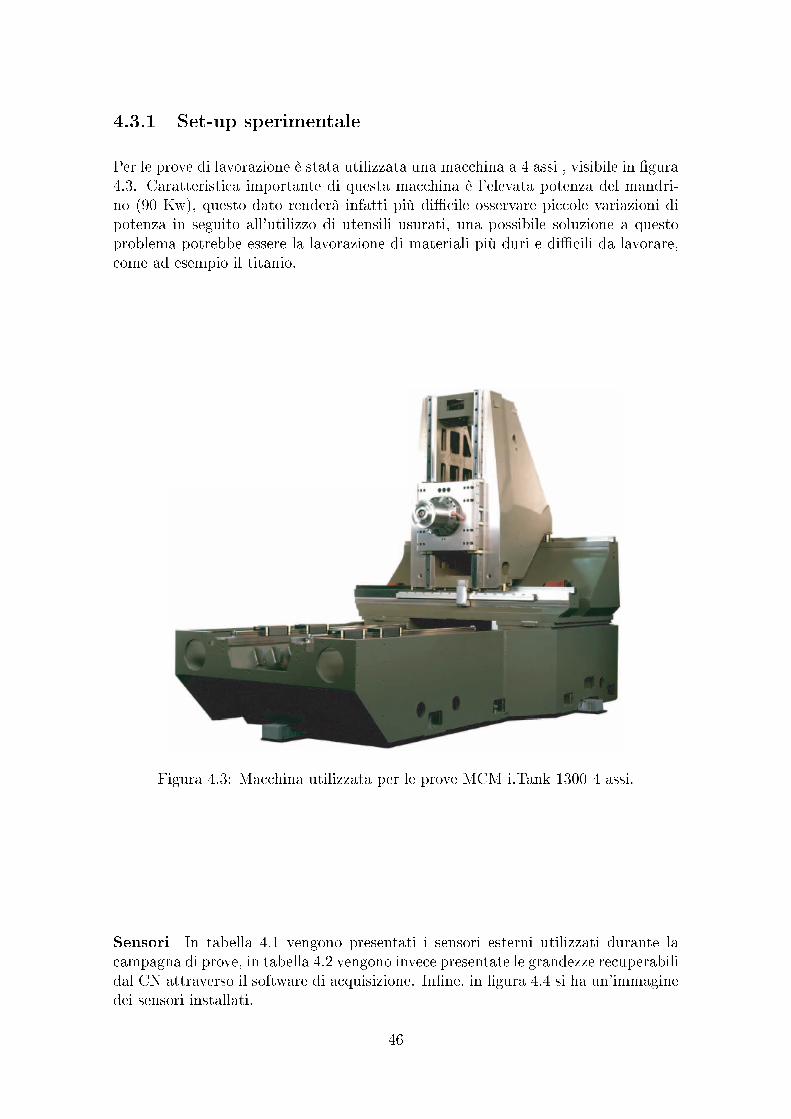
4.3.1 Set-up sperimentale
Per le prove di lavorazione è stata utilizzata una macchina a 4 assi , visibile in �gura4.3. Caratteristica importante di questa macchina è l'elevata potenza del mandri-no (90 Kw), questo dato renderà infatti più di�cile osservare piccole variazioni dipotenza in seguito all'utilizzo di utensili usurati, una possibile soluzione a questoproblema potrebbe essere la lavorazione di materiali più duri e di�cili da lavorare,come ad esempio il titanio.
Figura 4.3: Macchina utilizzata per le prove MCM i.Tank 1300 4 assi.
Sensori In tabella 4.1 vengono presentati i sensori esterni utilizzati durante lacampagna di prove, in tabella 4.2 vengono invece presentate le grandezze recuperabilidal CN attraverso il software di acquisizione. In�ne, in �gura 4.4 si ha un'immaginedei sensori installati.
46

Strumento Utilizzo Banda passante Posizionamento
Tavoladinamometrica
Forze evibrazione
2 KHz Tra grezzo e tavola
Emissioneacustica
Vibrazione 50 KHz � 900 KHz Grezzo
Idrofono Vibrazione 10 Hz - 100 KHz Nell'area di lavoroPotenzamandrino
Potenza dilavorazione
40 KHz Alimentazione
Accelerometro Vibrazione 5 KHz Mandrino
Tabella 4.1: Sensori esterni installati.
Grandezza Banda passante
Potenza mandrino 125 HzVelocità rotazione mandrino 125 Hz
Coppia assi 125 HzPosizione assi X, Y, Z 125 Hz
Velocità punto di contatto utensile-pezzo 125 Hz
Tabella 4.2: Grandezze recuperate dal CN attraverso l'applicazione di acquisizionedati.
47

Figura 4.4: Installazione dei sensori.
48

Piano di lavorazioni Essendo una campagna esplorativa, come già accennato inprecedenza, si è scelto di lavorare con materiali e lavorazioni non problematiche, perquesto sono state e�ettuate solamente operazioni di spianatura su masselli di acciaioal carbonio C-45. La descrizione degli utensili e dei parametri di taglio utilizzati sonodescritti in �gura 4.7. Sono stati utilizzati tre grezzi, che hanno subito lavorazionidi sfacciatura attraverso una fresa frontale.
Dopo una prima passata di pulizia, che ha garantito lo svolgimento delle ope-razioni asportando in ogni punto del massello la stessa quota di sovrametallo, siè passati, come si può vedere in �gura 4.5 e 4.6, ad e�ettuare delle sfacciaturesuccessive.
Per ogni condizione utensile, le cinque ripetizioni del processo sono state eseguitea diverse quote Y. La spianatura è stata eseguita sempre nello stesso verso. Altermine delle 5 ripetizioni l'utensile è stato rimosso, sono stati sostituiti gli insertie caratterizzati per veri�carne le condizioni. L'ordine di esecuzione dei test perciascun grezzo è stato randomizzato. Al termine di un intero ciclo di lavorazionisu uno stesso grezzo, il pezzo è stato smontato e si è replicato su un nuovo grezzol'intero ciclo con un ordine di casualizzazione di�erente.
La misura dell'usura è stata monitorata durante tutto il piano sperimentale, gliinserti nuovi, al termine delle prove prestabilite sono passati da un valore di VBnullo ad un valore di VB medio inferiore a 0.05. Gli inserti considerati poco usuratisono passati da VB ~ 0.08 a VB ~ 0.125 mm, mentre gli inserti molto usurati sonopassati da VB ~ 0.2 mm a VB ~ 0.3 mm.
Figura 4.5: Ciclo di fresatura.
49
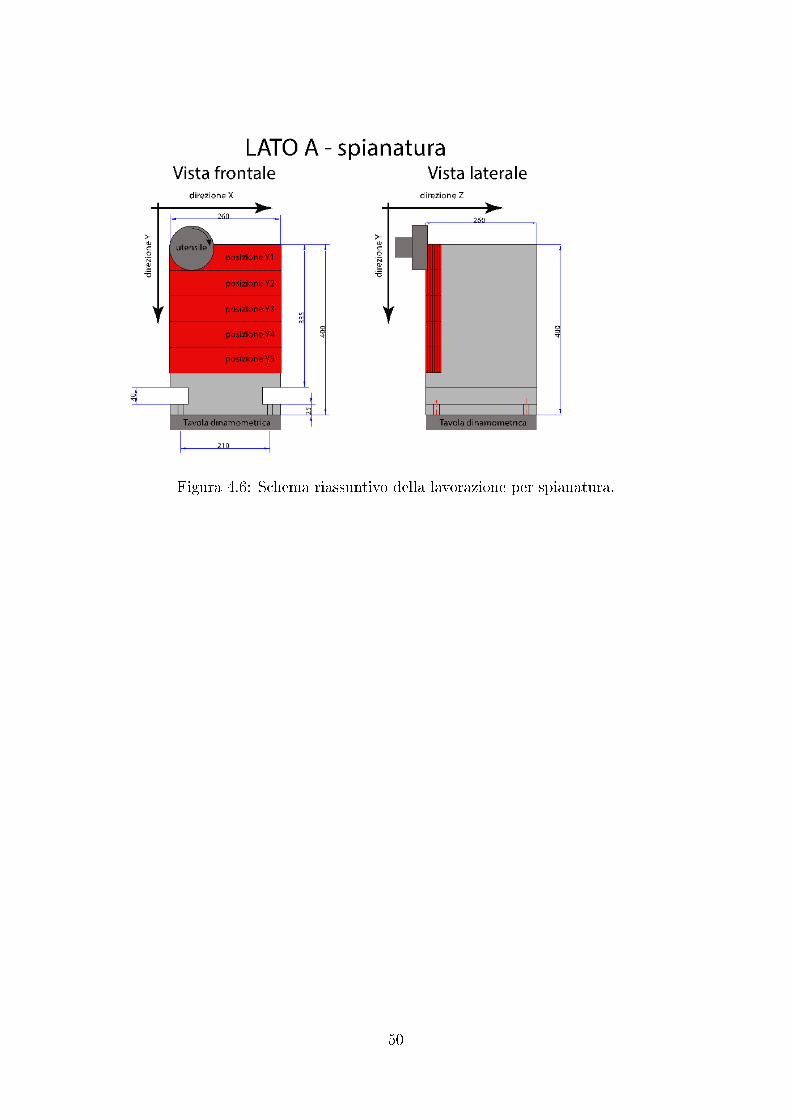
Figura 4.6: Schema riassuntivo della lavorazione per spianatura.
50
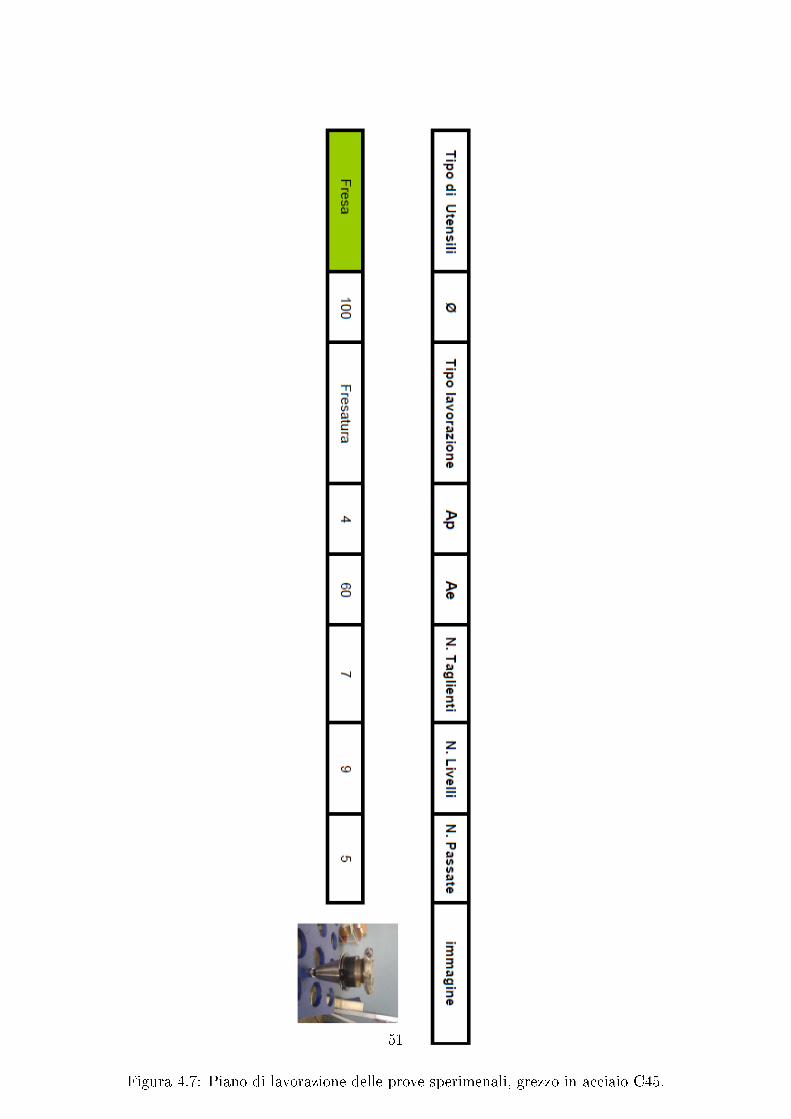
Figura 4.7: Piano di lavorazione delle prove sperimenali, grezzo in acciaio C45.
51

Misurazione dell'usura degli inserti Tutte le lavorazioni sono state e�ettuatesia con inserti in condizioni ottimali che con inserti usurati. Le condizioni utensilesono state valutate prima e dopo ogni lavorazione attraverso un'analisi degli insertifatta con microscopio ottico, che ha permesso di rilevare anche piccole variazioni dellecaratteristiche geometriche. In particolare sono stati misurati i parametri VBmax eVB, caratterizzando gli inserti come:
� Inserti nuovi
� Inserti poco usurati VB medio ~ 0.08 mm
� Inserti fortemente usurati: VB medio ~ 0.2 mm
In �gura 4.8 si può osservare la caratterizzazione degli inserti.
Figura 4.8: Caratterizzazione della usura degli inserti.
4.4 Presentazione dei risultati e conclusioni
Analizzando i risultati e confrontando i dati ottenuti dai sensori interni e da quelliesterni aggiunti, si può facilmente giungere alla conclusione che, dei segnali relativiai sensori interni, solamente il segnale di potenza mandrino risulta signi�cativo, perquesto sarà il solo segnale che verrà approfondito in seguito.
Tale esito comporta importanti considerazioni per gli sviluppi futuri e per lascelta della corretta tecnica di monitoraggio. Tra le varie tipologie di soluzione vistenello studio dello stato dell'arte, è stato scelto di orientarsi verso un'analisi di tipomodel-based.
A partire dai dati si è quindi cercato di identi�care un modello che esprimesse lapotenza assorbita in funzione di VB, tecnica già documentata negli studi di Gosh[14].
In �gura 4.9 è possibile vedere in modo riassuntivo la sovrapposizione di tuttele serie di dati ottenute. Come si può immediatamente notare, il segnale di potenzaassorbita sembra essere un buon indicatore dell'usura utensile. Una più e�cacerappresentazione è visibile in �gura 4.10, dove viene presentato il valore della potenzaassorbita dal mandrino per le tre condizioni di usura utensile, suddivisa nei tre diversigrezzi lavorati.
52

Figura 4.9: Andamento nel tempo del segnale di potenza mandrino. In rosso ilsegnale relativo alle lavorazioni con inserti usurati, in blu con inserti poco usurati,in verde con inserti nuovi.
Figura 4.10: Andamento della potenza assorbita dal mandrino nelle diverse provedi fresatura utilizzate.
Viene ora introdotta una più precisa descrizione dell'usura degli inserti. Prima edopo ogni lavorazione, come già descritto precedentemente, è stato infatti misurato ilvalore di VB attraverso l'analisi al microscopio, l'andamento dell'usura degli insertiper ogni run è stato quindi riassunto nel gra�co di �gura 4.11. Per ognuno dei tregrezzi è quindi possibile mettere in relazione il valor medio della potenza assorbitadal mandrino con il valore di VB rilevato (�gura 4.12).
Il passo successivo è stato quello di e�ettuare un �t dei dati ottenuti andando cosìad identi�care prima un modello lineare e successivamente un modello quadraticodella relazione che esprime la potenza assorbita dal mandrino in funzione dell'usurautensile. I risultati sono visibli in �gura 4.13.
53

Figura 4.11: Andamento di VB misurato durante le lavorazioni.
Figura 4.12: Espressione della potenza assorbita dal mandrino in funzione del valoredi VB misurato.
54
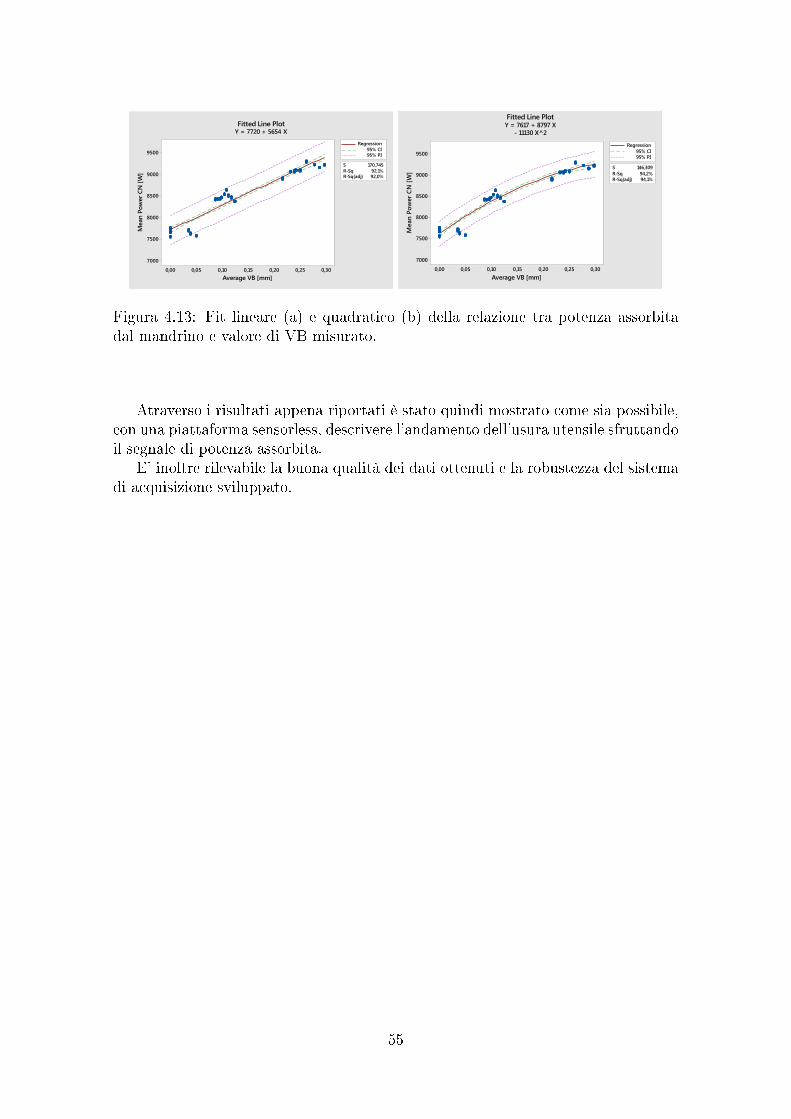
0,300,250,200,150,100,050,00
9500
9000
8500
8000
7500
7000
S 170,745
R-Sq 92,1%R-Sq(adj) 92,0%
Average VB [mm]
Mean
Po
wer
CN
[W
]Regression
95% CI95% PI
Fitted Line Plot
Y = 7720 + 5654 X
0,300,250,200,150,100,050,00
9500
9000
8500
8000
7500
7000
S 146,309
R-Sq 94,2%R-Sq(adj) 94,1%
Average VB [mm]
Mean
Po
wer
CN
[W
]
Regression
95% CI95% PI
Fitted Line Plot
Y = 7617 + 8797 X- 11130 X^2
Figura 4.13: Fit lineare (a) e quadratico (b) della relazione tra potenza assorbitadal mandrino e valore di VB misurato.
Atraverso i risultati appena riportati è stato quindi mostrato come sia possibile,con una piattaforma sensorless, descrivere l'andamento dell'usura utensile sfruttandoil segnale di potenza assorbita.
E' inoltre rilevabile la buona qualità dei dati ottenuti e la robustezza del sistemadi acquisizione sviluppato.
55

56

Capitolo 5
Il monitoraggio dei componenti
Come già accennato nel capitolo introduttivo, durante il lavoro di tesi sono statia�rontati i primi passi verso lo sviluppo di un'architettura dedicata al monitoraggiodelle condizioni dei vari componenti della macchina utensile. In questo capitolo vieneapprofondito il caso di studio e la soluzione implementata, attraverso la descrizionedel sistema a disposizione e degli strumenti sviluppati.
5.1 Scelta dei sottosistemi da indagare
Nonostante l'obiettivo �nale sia quello di elaborare un'architettura che sia in gradodi funzionare su qualsiasi macchina utensile, è stato inizialmente a�rontato il mo-nitoraggio di una macchina utensile con controllo numerico FANUC, che come giàspeci�cato, mette a disposizione un set di API che consentono di comunicare con ilCN. Come primo passo verso l'implementazione del sistema di monitoraggio, è statoisolato un caso di studio circoscritto, in modo da poter giungere a risultati signi�ca-tivi, che indicassero la strada per sviluppi futuri. Nello speci�co è stata individuatauna macchina utensile da monitorare in funzionamento presso un cliente.
Per monitorare la naturale usura dei componenti, è stato necessario individuarei sottosistemi da osservare durante la campagna di prove. La valutazione è statafatta considerando diversi fattori:
� Osservabilità: il sottosistema deve essere osservabile, devono quindi esiste-re dei segnali di ingresso-uscita osservabili dal PLC, che diano informazionisul suo funzionamento. Inoltre deve presentare delle dinamiche rilevabili dalsistema di acquisizione a disposizione. Per indagare questa proprietà è sta-to fondamentale il dialogo con i diversi reparti e la consultazione di schedetecniche e logiche di funzionamento.
� Densità: il sottosistema deve presentare un numero di eventi su�ciente du-rante il periodo di acquisizione, in caso contrario non sarebbe possibile trarrealcuna conclusione.
� Autonomia: il sottosistema deve avere un comportamento con la minimain�uenza da parte dell'operatore, quindi con un funzionamento il più possibilecostante e con un numero minimo di condizioni operative.
57
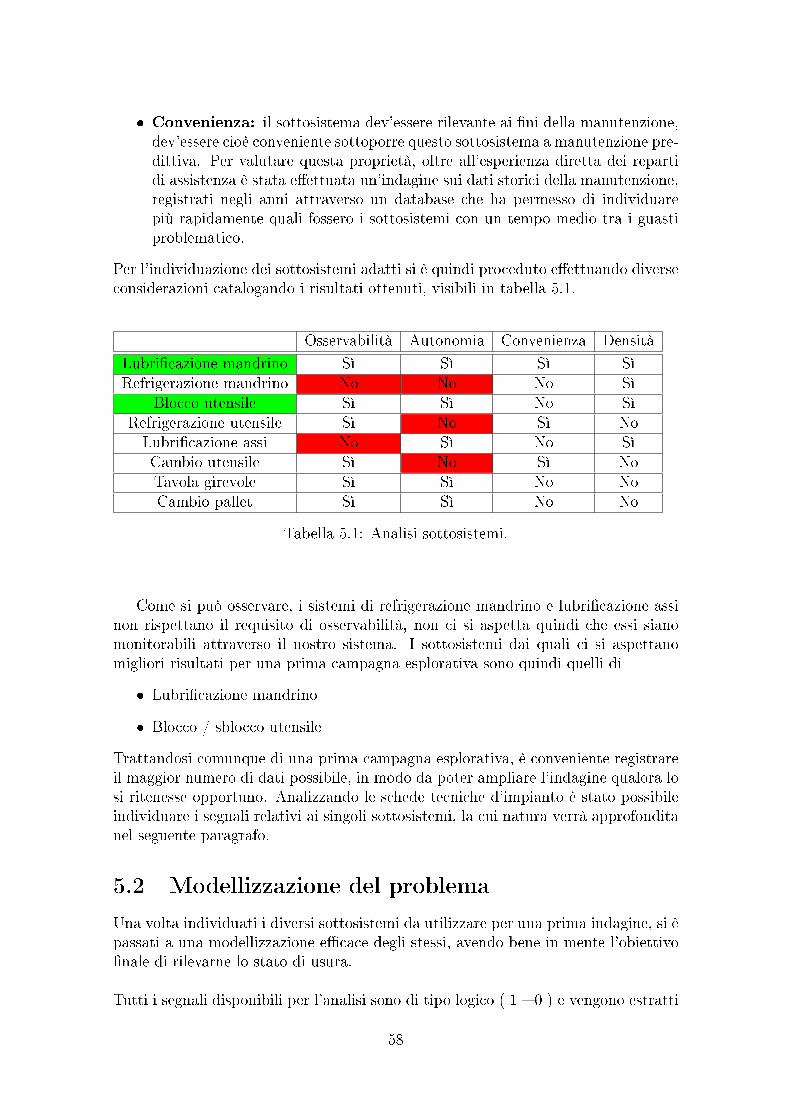
� Convenienza: il sottosistema dev'essere rilevante ai �ni della manutenzione,dev'essere cioè conveniente sottoporre questo sottosistema a manutenzione pre-dittiva. Per valutare questa proprietà, oltre all'esperienza diretta dei repartidi assistenza è stata e�ettuata un'indagine sui dati storici della manutenzione,registrati negli anni attraverso un database che ha permesso di individuarepiù rapidamente quali fossero i sottosistemi con un tempo medio tra i guastiproblematico.
Per l'individuazione dei sottosistemi adatti si è quindi proceduto e�ettuando diverseconsiderazioni catalogando i risultati ottenuti, visibili in tabella 5.1.
Osservabilità Autonomia Convenienza Densità
Lubri�cazione mandrino Sì Sì Sì SìRefrigerazione mandrino No No No Sì
Blocco utensile Sì Sì No SìRefrigerazione utensile Sì No Sì NoLubri�cazione assi No Sì No SìCambio utensile Sì No Sì NoTavola girevole Sì Sì No NoCambio pallet Sì Sì No No
Tabella 5.1: Analisi sottosistemi.
Come si può osservare, i sistemi di refrigerazione mandrino e lubri�cazione assinon rispettano il requisito di osservabilità, non ci si aspetta quindi che essi sianomonitorabili attraverso il nostro sistema. I sottosistemi dai quali ci si aspettanomigliori risultati per una prima campagna esplorativa sono quindi quelli di
� Lubri�cazione mandrino
� Blocco / sblocco utensile
Trattandosi comunque di una prima campagna esplorativa, è conveniente registrareil maggior numero di dati possibile, in modo da poter ampliare l'indagine qualora losi ritenesse opportuno. Analizzando le schede tecniche d'impianto è stato possibileindividuare i segnali relativi ai singoli sottosistemi, la cui natura verrà approfonditanel seguente paragrafo.
5.2 Modellizzazione del problema
Una volta individuati i diversi sottosistemi da utilizzare per una prima indagine, si èpassati a una modellizzazione e�cace degli stessi, avendo bene in mente l'obiettivo�nale di rilevarne lo stato di usura.
Tutti i segnali disponibili per l'analisi sono di tipo logico ( 1 � 0 ) e vengono estratti
58

dal PLC senza installare alcuna applicazione sulla macchina. Anche gli attuatorisono di tipo ON/OFF. Si possono distinguere i segnali in due tipologie: i segna-li di ingresso del PLC, che descrivono lo stato del sistema osservato e i segnali diuscita del PLC che costituiscono i comandi per gli attuatori. Ogni sottosistema S èrappresentabile da n variabili di stato (X1... Xn) e m variabili di ingresso (Y1... Ym),con Yi che rappresenta un generico comando per la parte attiva di S costituita dagliattuatori, la cui azione porterà ad un cambiamento delle variabili di stato osservatedai sensori. Lo schema a blocchi generale è visibile in �gura 5.1.
Figura 5.1: Schema generale del sistema indagato.
Figura 5.2: Ciclo di funzionamento di un PLC.
Com'è ovvio, tutte le parti del sistema sono soggette a usura e a possibili guasti,in particolare negli studi successivi verranno analizzati attuatori, impianto e sensori.
Tutti i PLC funzionano secondo un ciclo di operazioni che viene svolto ad ogniintervallo di tempo �sso de�nito come tempo di ciclo (�gura 5.2), quindi possiamodire che leggendo le variabili di stato del sottosistema, il PLC decide quali azioni laparte attiva deve intraprendere per portare lo stato al valore desiderato.
59

In genere ogni uscita del PLC in�uenza nel tempo più stati e ogni stato èin�uenzato da più uscite, ossia:
X1 = X1|Y1 +X1|Y2 + ... X1|Ym =i=m∑i=1
X1(Yi) (5.1)
Y1 = Y1|X1 + Y1|X2 + ... Y1|Xm =
j=n∑j=1
Y1(Xj). (5.2)
Per proseguire nella descrizione degli indicatori occorre introdurre un'ipotesi fat-ta sul sitema: per intervalli di tempo limitati, ogni stato è in�uenzato da una solauscita, ossia:
Xj = Xj|Yi. (5.3)
Questo signi�ca che localmente ogni cambiamento di stato diXj è l'e�etto dovutoal cambiamento di un unico ingresso Yi.
E' quindi possibile de�nire come sottosistema un'entità costituita da un sot-toinsieme di segnali (Yi ε (1...m),Xj ε (1...n) ) legati tra loro dalla relazione (5.3). Ognisottosistema può dunque essere caratterizzato da diverse relazioni causa-e�etto,dipendentemente dal numero delle coppie (Yi,Xj).
Analizzando ora queste relazioni in modo indipendente possiamo osservare che,essendo i segnali di tipo logico, i possibili stati sia di Yi che di Xj sono 0 o 1,complessivamente avremo quindi quattro possibili stati dell'automa che utilizzeremoper descrivere il sistema, visibili in tabella 5.2.
Analogamente i possibili cambiamenti di stato sia di Yi che di Xj sono due (0 � 1 e 1 � 0 ) e perciò le possibili transizioni che completano l'automa sonoquattro, visibili in tabella 5.3. Queste ultime costituiscono quindi l'alfabeto delnostro automa.
E' ora possibile rappresentare complessivamente la relazione generica che stiamoosservando, attraverso l'automa visibile in �gura 5.3.
X Y Stato
0 0 S10 1 S21 0 S31 1 S4
Tabella 5.2: Possibili stati della relazione descritta da (Yi,Xj) .
60

Evento Transizione
X ( 0 � 1 ) AX ( 1 � 0 ) BY ( 0 � 1 ) CY ( 1 � 0 ) D
Tabella 5.3: Possibili transizioni della relazione descritta da (Yi,Xj).
Figura 5.3: Automa della relazione descritta da (Yi,Xj).
In realtà, per tenere conto di alcuni fenomeni occorre introdurre alcuni vincolial sistema:
� essendo una relazione di tipo causa-e�etto, dato uno stato iniziale generico, ilprimo evento (causa) può riguardare solamente Y, mentre il secondo (e�etto)solamente X e così via.
� tutti gli stati possono essere stati iniziali.
Fatte le precedenti considerazioni possiamo isolare due possibi comportamenti delsistema, ossia due possibili cammini:
61

� se lo stato iniziale è concorde S0 ∈{S1, S4} il cammino seguirà la sequenza{A, C, B, D, A ...}
� se lo stato iniziale è discorde S0 ∈{S2, S3} il cammino seguirà la sequenzaopposta {C, A, D, B, C, ...}.
In �gura 5.4 sono riportati gli automi dei due possibili comportamenti, che de�ni-remo d'ora in avanti come comportamenti a logica diretta o a logica inversa.
Figura 5.4: Automi delle due possibili relazioni descritte da (Yi,Xj).
A partire dagli automi di �gura 5.4, dai dati a disposizione e dagli strumenti diacquisizione descritti nei paragra� precedenti, verranno individuate le strategie permonitorare lo stato di usura di un generico sottosistema.
62

5.3 Struttura degli indicatori
Note le considerazioni e le ipotesi sul sistema fatte al paragrafo 5.2, durante illavoro svolto si è deciso di considerare come indicatore complessivo del sottosistemail tempo che intercorre tra l'aggiornamento dell'uscita Yi e il cambiamento dellostato Xj su cui agisce.
Questa scelta è derivata dai tipi di dato rilevabili e dalle prestazioni del sistemadi acquisizione; inoltre è frutto del dialogo con �gure che all'interno dell'azienda sioccupano della manutenzione e dell'assistenza, le quali hanno confermato come a unprogressivo degrado derivante dall'usura di un componente corrisponda un allunga-mento dei tempi prima descritti.
Possibili svantaggi di questa strategia sono diversi: la bassa frequenza con cui ven-gono osservati i segnali rende non osservabili eventuali problemi con dinamiche piùveloci; per alcuni attuatori si può presentare il problema della regolazione, l'azionedi controllo può infatti nascondere danneggiamenti presenti nel sistema.
Giunti alla sempli�cazione (5.3) è inoltre possibile compiere opportune operazio-ni di disaccoppiamento durante la fase di preprocessing in modo da fornire al livelloche estrae l'informazione i dati utili per osservare i fenomeni desiderati.
Basandoci sulla (5.3), è quindi possibile ricostriure il valore dell'indicatore de-scritto come il tempo che intercorre tra causa ed e�etto, ossia tra il cambiamentodi stato dell'uscita Yi e quello dello stato Xj. Osservando la �gura 5.4 tale tempocoincide con il tempo che serve per passare da uno stato marcato al successivo, datoquindi uno stato iniziale avremo due indicatori I1, I2 descritti come:
� Logica diretta:
� I1: tempo per transitare da S1 a S4
� I2: tempo per transitare da S4 a S1
� Logica inveresa:
� I1: tempo per transitare da S2 a S3
� I2: tempo per transitare da S3 a S2
63

5.4 Calcolo degli indicatori
Individuati gli indicatori, la parte computazionale è stata implementata attraversoil software GNU-Octave e R, due linguaggi molto utilizzati nell'ambito della model-listica e analisi statistica delle serie temporali, entrambi open source.
Dato un set di n stati e m variabili di ingresso che descrivono il sottosistema, ilsoftware sviluppato ha come ingressi i dati presenti nel database descritto al capitolo3 e una matrice di correlazione Mc di dimensioni (m x n) in cui vengono descritte lerelazioni che si vogliono osservare e il tipo di logica che le governa (diretta/inversa).
Il generico elemento ci,j di tale matrice è de�nita come segue:
ci,j =
1 (Xj, Yi ) sono correlati da logica diretta
0 (Xj, Yi )non sono correlati
−1 (Xj, Yi ) sono correlati da logica inversa
I segnali relativi alla coppia (i,j) vengono come prima cosa �ltrati, in modo darendere la proprietà (5.3) descritta al capitolo 5.2 globale e non più valida solo perintervalli di tempo limitati. A questo punto vengono ricavati gli indicatori I1, I2 de-scritti. E' inoltre importante che sia resa disponibile la collocazione temporale degliindicatori, in modo che sia possibile confrontarne l'andamento con il log generatodal supervisore della macchina e poter ricollegare anomalie riscontrate a eventualifault del sistema.
Una volta indicati all'applicazione i dati e la �nestra temporale relativi al sot-tosistema che si vuole esaminare, questa si preoccupa di richiederli al database at-traverso una query, di calcolare gli indicatori descritti dalla matrice Mc e di salvarliper renderli disponibili a una successiva analisi.
64

5.5 Prove sperimentali
Sfruttando una macchina in lavorazione presso un cliente, è stato possibile e�ettuareuna prima campagna di prove e trarre alcune conclusioni su quanto studiato, iparametri di acquisizione sono riportati in tabella 5.4.
Parametro Valore
Periodo di campionamento 60 msTempo di acquisizione 40 hTempo di ciclo PLC 10 msRange ingressi letto Y0.0 - Y6.7Range stati letto X0.0 - X16.7Numero campioni persi ~ 0.1 %Spazio occupato sul db 1.7 GB
Tabella 5.4: Parametri di acquisizione.
L'incertezza di misura Una volta �ssato il periodo di campionamento, e volendomonitorare l'andamento delle variabili misurate, è importante determinare a prioriquale sia l'incertezza che caratterizza la misura e�ettuata. Nel caso in esame nellavalutazione dell'incertezza di misura occorre tenere conto del campionamento che ilPLC fa sulle grandezza in esame, del campionamento che il supervisore fa sul PLC edi come viene ricavato l'indicatore. Per valutare l'incertezza si eseguono quindi trefondamentali passaggi [11]:
1. Viene valutato lo scarto massimo che si può ottenere misurando un campione
2. Si assume una distribuzione di probabilità tra i limiti ottenuti
3. Viene calcolata la deviazione standard nota la ddp e l'intervallo su cui essa èapplicata.
Per quanto riguarda il PLC, questo campiona periodicamente le grandezze osser-vate ogni tempo di cilo, come già descritto precedentemente. Essendo il tempo diciclo pari a 10 ms, la grandezza campionata leggibile sul PLC sarà uniformementedistribuita nell'intervallo (0, 10) ms. Assunta quindi una distribuzione uniforme èpossibile determinarne la deviazione standard come
σ2PLC = (b−a)2
12= 8.33
σPLC =√σ2PLC = 2.89
Per quanto riguarda il Supervisore, questo si comporta in modo analogo al PLCe campiona le variabili ogni periodo di campionamento, nel nostro caso �ssato a 60ms. Valgono pertanto le stesse assunzioni fatte precedentemente ed è così possibilecalcolare:
65

σ2SUP = (b−a)2
12= 300
σSUP =√σ2SUP = 17.32
Questo signi�ca che lo strumento di acquisizioni dati sviluppato è in grado dimisurare il momento in cui è avvenuto un cambiamento di stato di una data variabile,con un' incertezza di
σMIS =√σ2PLC + σ2
SUP∼= 18ms
Osservando ora che ogni indicatore è ottenuto come la sottrazione tra due tempirilevati, l'incertezza sarà pari alla somma quadratica delle due incertezze, ossia:
σIND =√σ2MIS + σ2
MIS∼= 26ms.
Gli indicatori Sono stati successivamente de�niti e catalogati i segnali relativiai diversi sottosistemi, individuate le relazioni interessanti ai �ni dell'estrazione e iltipo di logica che li governava, sono quindi state compilate le tabelle che descrivonogli indicatori. Attraverso il software sviluppato sono quindi stati disaccoppiati isegnali e calcolati gli indicatori, che come discusso precedentemente, sono costituitidal tempo che intercorre tra �EVENTO 1� e �EVENTO 2�.
Per quanto riguarda l'analisi dei risultati, avendo a disposizione un indice riguar-dante la qualità [3] di una singola funzione della macchina, il principale strumentoutilizzato è stato quello delle control charts, che sono infatti il primo e più elemen-tare strumento di monitoraggio della qualità di processi statistici in analisi di tipodata-driven.
Attraverso le control charts è quindi possibile evidenziare quando un indicedel sistema è fuori controllo. Studiando le relazioni tra i diversi indicatori e leparti del sistema è possibile de�nire un modo per individuare e isolare eventualimalfunzionamenti o degrado di prestazioni.
Data la scarsità di eventi, non sarà possibile trarre conclusioni sostanziali, se nonl'indicazione delle control charts come possibile strumento per implementare il livellosuperiore dell'architettura di manutenzione che si occupa di individuare e segnalarel'usura dei sottosistemi e i possibili guasti. Inoltre, data la ridotta �nestra temporaledi acquisizione (40 h) in relazione al tempo medio tra i guasti di questi componenti(maggiore di 1 anno) ci si aspetta un andamento costante degli indicatori rilevati.
EWMA Control Chart Nel caso di studio, tra le varie possibilià si è scelto diutilizzare carte di controllo di tipo EWMA (Exponentially Weight Moving Average),questo tipo di carte di controllo, già impiegate da anni in ambito industriale, èparticolarmente adatto all'analisi di serie temporali continue, in cui non è possibilee�ettuare diverse prove per ottenere il valore di una singola variabile.
Alla base della tecnica EWMA, vi è l'analisi dei dati attraverso una �nestramobile in cui viene valutata la media (Moving Average) dopo aver �ltrato i datiattraverso una �nestra esponenziale (Exponentially Weight). Più dettagliatamentesi basa sull'analisi della variabile statistica Zi = (1 − λ)Zi−1 + λYi con 0 < λ < 1e sui limiti di controllo di Zi: Upper Control Limit (UCL) e Lower Control Limit
66

(LCL). Il processo viene considerato fuori controllo quando la variabile statistica Ziesce dai limiti di controllo.
Se consideriamo Yi come un vettore di variabili stocastiche identicamente distri-buite, è possibile esprimere la varianza di Zi come:
σ2(Zi) = λ2−λσ(Y )2i
Per quanto riguarda i limiti di controllo, questi sono solitamente valutati consi-derando la deviazione standard asintotica di Zi, ossia come:
UCL = Z + k σ(Zi)
LCL = Z − k σ(Zi)
dove Z è il valore target che viene considerato.Rilevata quindi una serie di campioni, sono stati e�ettuati i seguenti passaggi
per de�nire la carta di controllo:
1. E' stata isolata una parte dei dati ottenuti come training-set, con cui identi�-care la varianza e il valor medio della variabile sotto controllo.
2. E' stata e�ettuata la scelta di λ e della costante k [22].
3. E' statta calcolata la varianza della variabile statistica Zi e quindi i limiti dicontrollo UCL e LCL, tenendo anche conto dell'incertezza di misura [15].
4. E' stata valutata la carta EWMA dei dati restanti utilizzando i limiti dicontrollo valutati precedentemente.
5. Sono state fatte osservazioni e conclusioni sui risultati ottenuti.
Determinazione dei limiti di controllo e incertezza di misura Trovandoci difronte ad un sistema di acquisizione con una scarsa accuratezza, è stato importantenella valutazione dei limiti di controllo UCL e LCL tenere conto anche dell'incertezzadi misura. Per fare questo, come suggerito in �E�ect of Measurement Uncertaintyin Control Charts�[15] ai normali limiti di controllo è stata sostituita una fascia dicon�denza in cui la variabile statistica si trova in uno stato dubbio e non è quindiancora possibile determinare se essa è in controllo o fuori controllo.
Nei successivi tre paragra� vengono riportati i risultati ottenuti e alcune conclu-sioni suddivise per sottosistema.
67

5.5.1 Sistema di lubri�cazione mandrino
INDIRIZZO NOME DESCRIZIONE
X5.7 SL3 livello olio lubri�cazione mandrinoX13.0 SP35 pressostato aria lubri�cazione mandrinoX13.1 SP5 pressostato olio lubri�cazione mandrinoY0.1 KM14 teleruttore pompa lubri�cazione mandrino
Tabella 5.5: Segnali riguardanti il sottosistema di lubri�cazione mandrino.
NOME INDICATORE EVENTO 1 EVENTO 2
A Y0.1 0 � 1 X5.7 0 � 1B Y0.1 0 � 1 X13.0 0 � 1C Y0.1 0 � 1 X13.1 0 � 1D Y0.1 1 � 0 X13.1 1 � 0E Y0.1 1 � 0 X5.7 1 � 0F Y0.1 1 � 0 X13.0 1 � 0
Tabella 5.6: Indicatori sottosistema lubri�cazione mandrino.
X5.7 X13.0 X13.1
Y0.1 1 1 1
Tabella 5.7: Matrice di correlazione per il sistema di lubri�cazione mandrino.
La lubri�cazione del mandrino avviene attraverso una miscela aria-olio ad altapressione. La lubri�cazione aria-olio consiste in un �usso d'aria, continuamente inazione, che ha la duplice funzione di trasportare l'olio al punto di lubri�cazione e diprovvedere al ra�reddamento del sistema, la miscela viene fatta circolare nel circuitodi lubri�cazione grazie all'azione di una pompa.
La regolazione della pressione del circuito è quindi realizzata tramite l'imposta-zione di un duty cycle: vengono �ssati dall'operatore i tempi TON e TOFF de�nendocosì il ciclo di funzionamento della pompa.
Le informazioni disponibili riguardano il livello e la pressione dell'olio e la pres-sione dell'aria. Il PLC comanda attraverso un teleruttore l'accensione della pompadel circuito, la logica di funzionamento del sottosistema, è visibile in �gura 5.5, dovevengono inoltre presentati gli indicatori C e D che si vedranno in seguito.
68
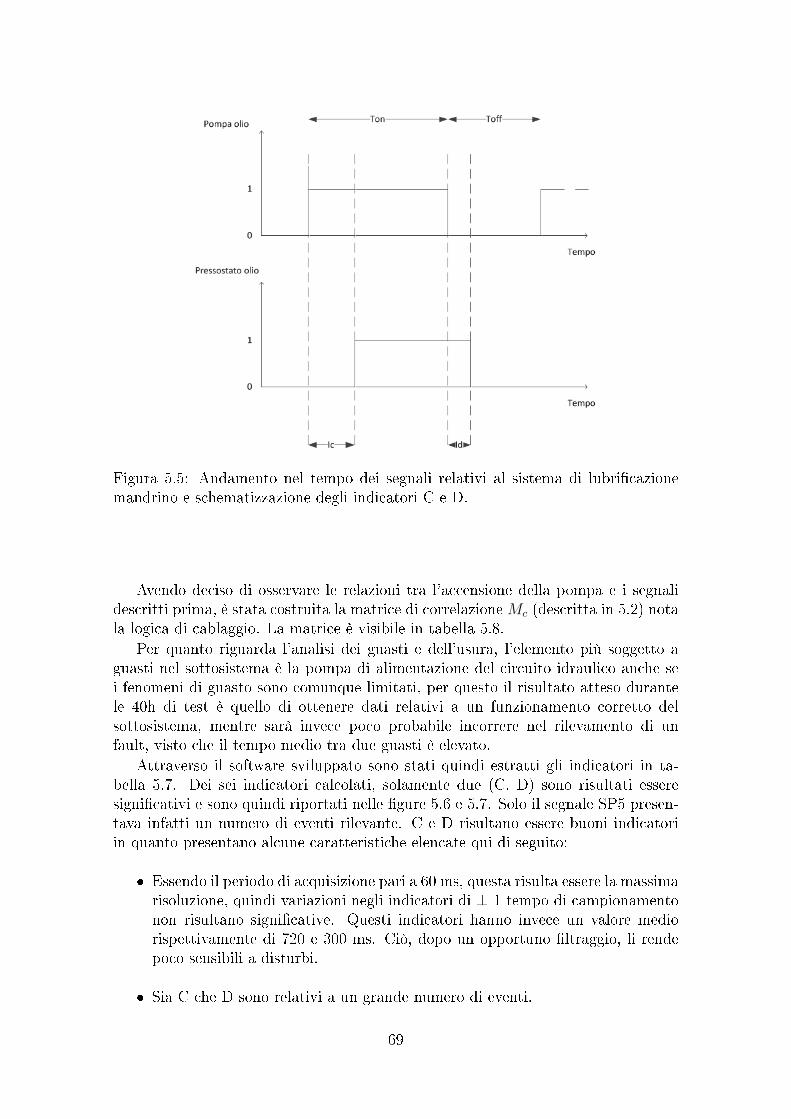
Figura 5.5: Andamento nel tempo dei segnali relativi al sistema di lubri�cazionemandrino e schematizzazione degli indicatori C e D.
Avendo deciso di osservare le relazioni tra l'accensione della pompa e i segnalidescritti prima, è stata costruita la matrice di correlazioneMc (descritta in 5.2) notala logica di cablaggio. La matrice è visibile in tabella 5.8.
Per quanto riguarda l'analisi dei guasti e dell'usura, l'elemento più soggetto aguasti nel sottosistema è la pompa di alimentazione del circuito idraulico anche sei fenomeni di guasto sono comunque limitati, per questo il risultato atteso durantele 40h di test è quello di ottenere dati relativi a un funzionamento corretto delsottosistema, mentre sarà invece poco probabile incorrere nel rilevamento di unfault, visto che il tempo medio tra due guasti è elevato.
Attraverso il software sviluppato sono stati quindi estratti gli indicatori in ta-bella 5.7. Dei sei indicatori calcolati, solamente due (C, D) sono risultati esseresigni�cativi e sono quindi riportati nelle �gure 5.6 e 5.7. Solo il segnale SP5 presen-tava infatti un numero di eventi rilevante. C e D risultano essere buoni indicatoriin quanto presentano alcune caratteristiche elencate qui di seguito:
� Essendo il periodo di acquisizione pari a 60 ms, questa risulta essere la massimarisoluzione, quindi variazioni negli indicatori di ± 1 tempo di campionamentonon risultano signi�cative. Questi indicatori hanno invece un valore mediorispettivamente di 720 e 300 ms. Ciò, dopo un opportuno �ltraggio, li rendepoco sensibili a disturbi.
� Sia C che D sono relativi a un grande numero di eventi.
69

Indicatore C L'indicatore C monitora quindi il tempo che occorre alla pompa perinnalzare la pressione del circuito idraulico. Monitorare questa grandezza può essereutile per rilevare eventuali guasti della pompa (perdite di e�cienza), del processo(perdite nel circuito) e dei sensori (blocco o malfunzionamento).
Indicatore D L'indicatore D monitora invece il tempo in cui la pressione delcircuito scende sotto la soglia osservata dal pressostato, una volta interrotta l'azionedella pompa. Questa grandezza non risente quindi di eventuali guasti alla pompadi alimentazione, risente invece di eventuali guasti al circuito (perdite) e dei sensori(blocco o malfunzionamento).
L'individuazione dei malfunzionamenti Combinando opportunamente i dueindicatori è quindi possibile isolare un guasto o un degrado di prestazioni dellapompa di alimentazione, per evidenziare questa possibilità si mostra in tabella 5.8una possibile matrice, che può essere de�nita come matrice dei residui. Osservan-do simultaneamente i due indicatori, è possibile isolare un malfunzionamento dellapompa di alimentazione. Per la sua costruzione occorre prima de�nire i due residuirC e rD:
rC =
{0 Se IC e in controlo
1 Se IC e fuori controllo
rD =
{0 Se ID e in controlo
1 Se ID e fuori controllo
GATT GSENS GPLANT
rC 1 1 1rD 0 1 1
Tabella 5.8: Matrice dei residui.
Considerando l'incertezza di misura calcolata precedentemente, si ha un anda-mento degli indicatori pressochè costante. Questo risultato coincide con le aspetta-tive, tutti i dati raccolti riguardano il funzionamento della macchina in condizioni dilavoro costanti, non è infatti possibile rilevare l'usura di questi componenti nell'arcodi sole 40 h. nelle �gure 5.8 e 5.9 sono riportate le carte di controllo EWMA dei dueindicatori descritti, da cui si può osservare come il processo sia in zona di controllo.
70

Figura 5.6: Andamento dell'indicatore C.
Figura 5.7: Andamento dell'indicatore D.
71
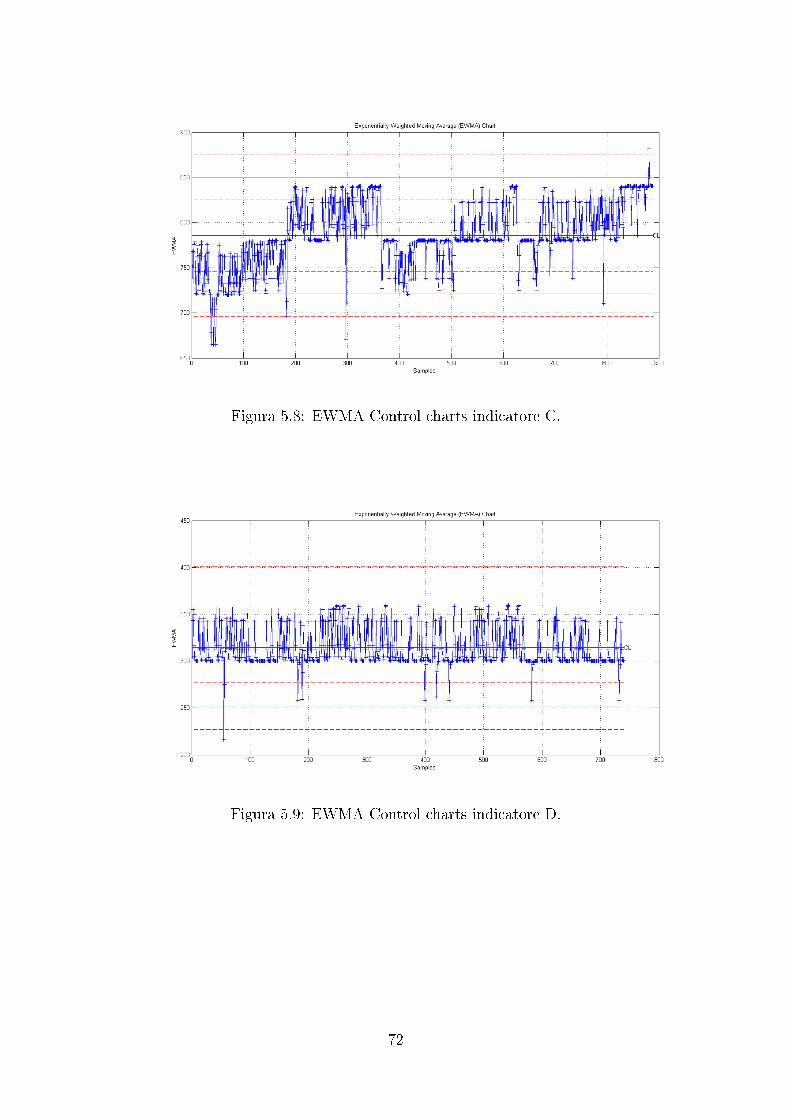
Figura 5.8: EWMA Control charts indicatore C.
Figura 5.9: EWMA Control charts indicatore D.
72

5.5.2 Sistema di blocco/sblocco utensile
Il sistema di blocco utensile risulta essere particolarmente complesso, in quantocomposto da un grande numero di componenti sia elettrici che pneumatici. L'in-sieme dei segnali relativi a questo sottosistema è descritto in tabella 5.9. La logicadi funzionamento del dispositivo prevede che, una volta rilevata la presenza dell'u-tensile, le pinze vengano bloccate tramite un circuito idraulico comandato da unaelettrovalvola. Analogamente avviene per la procedura di sbloccaggio.
Come già descritto, il primo passo è stato quello di costruire la matrice di corre-lazione Mc (tabella 5.11) dopo aver consultato personale a conoscenza del cablaggiodei vari elementi al PLC e della logica di funzionamento. L'unica uscita considerataè stato il comando all'elettrovalvola di sbloccaggio dell'utensile. Come il caso prece-dente, i risultati attesi sono andamenti pressochè costanti degli indicatori, in quantoper descrivere fenomeni di usura in questi componenti occorrerebbe un maggiortempo di campionamento.
Attraverso il software sviluppato sono stati quindi estratti gli indicatori in tabella5.10. Dei dieci indicatori calcolati, D e I non sono risultati signi�cativi a causa diun'errata acquisizione della variabile SQ5.
Vengono quindi riportati invece in �gura 5.10 e 5.11 gli andamenti degli indicatoriB - G e E - L, che mettono in relazione il comportamento dell'elettrovalvola disblocco utensile (Attuatore) con i segnali relativi alla pressione nel circuito idraulico(Sensori). Vengono inoltre riportate le relative control charts.
Ancora una volta tutti i dati raccolti rappresentano il funzionamento della mac-china in assenza di guasti. I tempi analizzati rimangono infatti pressochè costantie, inoltre, non è possibile individuare la presenza di un trend nei dati raccolti nelle40 ore di prove.
73

INDIRIZZO NOME DESCRIZIONE
X6.2 SP34 pressostato max. blocco-sblocco utensileX6.3 SP32 pressostato insu�ciente pressione blocco-sblocco utensileX6.4 SP33 pressostato minimo blocco-sblocco utensileX6.5 SQ68 micro rotore mandrino vincolatoX6.6 SQ3 micro utensile bloccato utensile presenteX6.7 SQ5 micro utensile bloccato utensile assenteX7.0 SQ4 micro utensile sbloccatoY4.2 YV4 elettrovalvola sbloccaggio idraulico utensile mandrino
Tabella 5.9: Segnali riguardanti il sottosistema di blocco/sblocco utensile.
NOME INDICATORE EVENTO 1 EVENTO 2
A Y4.2 0 � 1 X7.0 1 � 0B Y4.2 0 � 1 X6.2 0 � 1C Y4.2 0 � 1 X6.6 1 � 0D Y4.2 0 � 1 X6.7 1 � 0E Y4.2 0 � 1 X6.4 1 � 0F Y4.2 1 � 0 X7.0 0 � 1G Y4.2 1 � 0 X6.2 1 � 0H Y4.2 1 � 0 X6.6 0 � 1I Y4.2 1 � 0 X6.7 0 � 1L Y4.2 1 � 0 X6.4 0 � 1
Tabella 5.10: Indicatori sottosistema blocco/sblocco utensile.
X6.2 X6.3 X6.4 X6.5 X6.6 X6.7 X7.0
Y4.2 1 0 -1 0 -1 -1 -1
Tabella 5.11: Matrice di correlazione del sottosistema blocco utensile
74

Figura 5.10: Andamenti indicatori B, G del sottosistema blocco/sblocco utensile.
75

Figura 5.11: Andamenti indicatori E, L del sottosistema blocco/sblocco utensile.
76

Figura 5.12: EWMA control charts per gli indicatori B,G del sottosistemablocco/sblocco utensile.
77
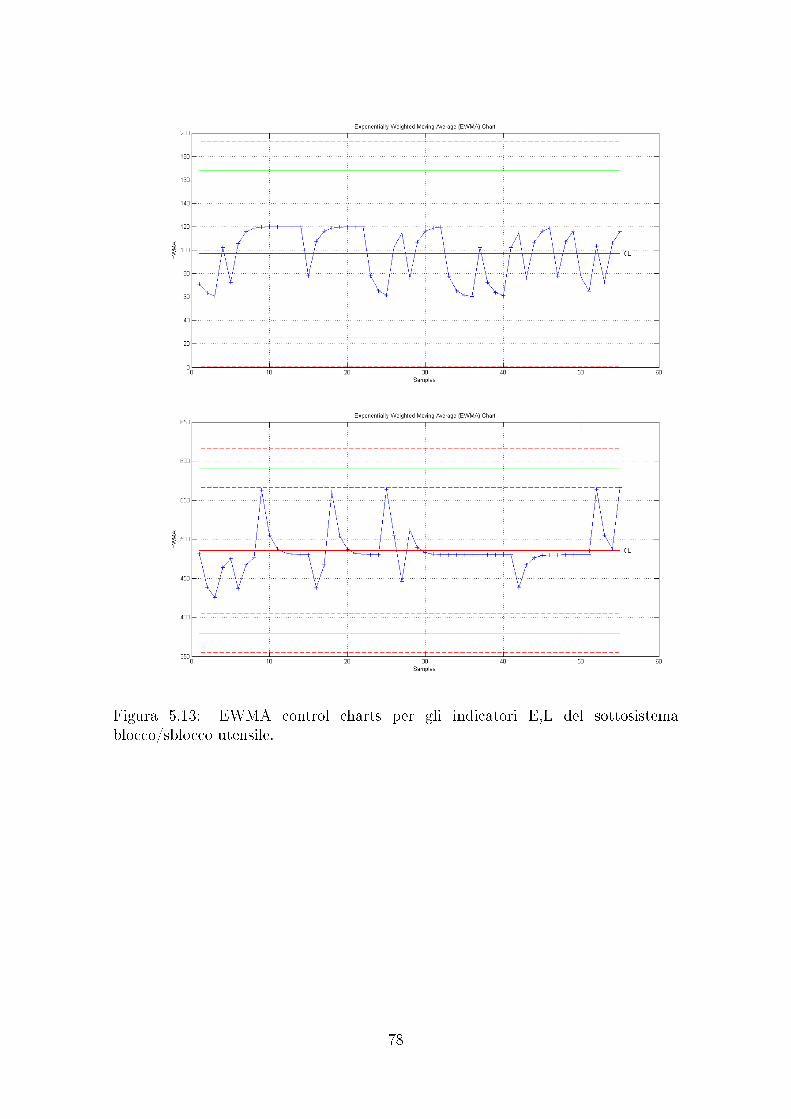
Figura 5.13: EWMA control charts per gli indicatori E,L del sottosistemablocco/sblocco utensile.
78

Gli indicatori BG, EL e l'individuazione dei guasti Questi indicatoridescrivono il tempo che serve all'attuatore elettrovalvola per agire sulla pressionedel circuito idraulico. In particolare gli indicatori B e G sono relativi al sensoredi pressione massima, mentre gli indicatori E ed L sono relativi al sensore di pres-sione minima. Ciò signi�ca che, ancora una volta, è possibile costruire dei residuianalogamente al caso a�rorntato precedentemente. Avremo quindi:
rB =
{0 Se IB e in controlo
1 Se IB e fuori controllo
rG =
{0 Se IG e in controlo
1 Se IG e fuori controllo
rE =
{0 Se IE e in controlo
1 Se IE e fuori controllo
rL =
{0 Se IL e in controlo
1 Se IL e fuori controllo
Considerando che gli indicatori B, G non dipendono dal sensore di pressione mas-sima e viceversa gli indicaori E, L non dipendono dal sensore di pressione minima,è possibile determinare la matrice dei residui in tabella 5.12.
GPmax GPmin GEV GProcesso
rB 0 1 1 1rG 0 1 1 1rE 1 0 1 1rL 1 0 1 1
Tabella 5.12: Matrice dei residui per il sottosistema di blocco/sblocco utensile.
Come si può osservare, è possible rilevare e isolare guasti o malfunzionamenti deipressostati di massimo e di minimo. E' invece rilevabile un guasto dell'elettrovalvolaconfrontando tutti e 4 i residui.
79

80
Capitolo 6
Conclusioni e sviluppi futuri
In questa tesi sono a�rontati due di�erenti problemi di monitoraggio: il primo riguar-dante lo stato dell'utensile e il secondo lo stato di alcuni componenti e sottosistemidella macchina utensile. Entrambi i problemi sono stati a�rontati tramite l'utilizzodi tecniche di controllo statistico di processo e di tecniche di identi�cazione, in alcunicasi applicate a dati multisensoriali. Per entrambi i sistemi di monitoraggio è statoinoltre progettato e realizzato il sistema di acquisizione dati.
Monitoraggio delle condizioni utensile Per il monitoraggio delle condizioniutensile è stato proposto un sistema di monitoraggio indiretto, online e di formaibrida sensor-based/sensorless, applicato alle condizioni di un utensile impiegato inuna lavorazione di fresatura.
Sono stati utilizzati 5 segnali provenienti da sensori appositamente posizionatie 7 segnali acquisiti dal CN grazie al sistema sviluppato, è stata inoltre misuratal'usura degli inserti prima e dopo ogni lavorazione.
Il monitoraggio è stato implementato confrontando i segnali provenienti dal CNcon quelli provenienti dai sensori aggiunti e mettendoli in relazione con l'usura uten-sile misurata al microscopio. Durante l'analisi, è emerso come l'usura degli insertifosse valutabile in modo indiretto attraverso il segnale di potenza mandrino, segnaleacquisibile in modo soddisfacente tramite un sistema sensorless.
E' stato quindi ipotizzato un modello lineare o quadratico che mettesse in re-lazione l'usura degli inserti con la potenza mandrino e ne sono stati identi�cati iparametri attraverso una regressione e�ettuata con i dati sperimentali. L'utilizzodella soluzione adottata presenta sia vantaggi sia svantaggi:
Vantaggi
� Essendo sensorless non comporta l'investimento sia economico che di temponecessario per introdurre nel sistema dei sensori aggiuntivi.
� Il fatto di essere una strategia online consente di non dover rimuovere l'utensileper poterne determinare lo stato di usura, risparmiando così molto tempomacchina.
81

Svantaggi
� I segnali, per motivazioni tecnologiche legate al sistema di acquisizione, hannouna frequenza di campionamento bassa. Ciò non consente di operare un'analisinel dominio della frequenza nè di osservare fenomeni con frequenze elevate,come le vibrazioni.
� Per implementare il monitoraggio delle condizioni utensile è stato impiegato unsistema di acquisizione che obbliga l'azienda ad installare software aggiuntivosul CN, comportando così un intervento invasivo.
� La soluzione adottata comporta l'identi�cazione di un modello a partire daidati. tale modello non può però essere considerato valido per ogni condizionedi lavoro, ma prevede una fase di addestramento per ogni condizione d'uso.La stima dei parametri del modello è quindi di non banale soluzione.
Il sistema sviluppato è stato testato esclusivamente attraverso una prima campa-gna sperimentale che ha riguardato lavorazioni e materiali semplici di spianatura suacciaio. Quindi il modello identi�cato deve essere ancora validato per lavorazionie materiali più complessi. Inoltre, è stata ottenuta una relazione che esprime l'an-damento della potenza mandrino all'aumentare di VB, ma non sono state valutatealtre forme di usura (deformazione plastica, scheggiatura, KT, ecc), che dovrannoinvece essere prese in considerazione negli studi futuri.
Finora tutto il lavoro di monitoraggio è stato fatto o�-line, valutando i datirilevati a lavorazione terminata. Per consentire di operare on-line il monitoraggiodell'usura utensile occorrerà sviluppare un sistema software automatico, che sia ingrado di manipolare direttamente i dati e prendere le opportune decisioni.
In conclusione il lavoro svolto stabilisce un buon punto di partenza per futurericerche che devono ampliare l'orizzonte a nuovi casi applicativi e a nuove tecniched'indagine.
Monitoraggio dei componenti d'automazione Il monitoraggio dei componen-ti d'automazione è stato implementato attraverso un sistema completamente sen-sorless, che acquisisce da un database i dati relativi al funzionamento di numerosisottosistemi della macchina utensile, estrae degli indici di qualità e li processa sfrut-tando tecniche univariate di controllo statistico di processo. Successivamente, perdue sottosistemi presi in esame si è cercato di individuare una �rma di guasto peralcuni componenti, cercando così di realizzare un sistema di fault-detection. Gliindicatori estratti sono costituiti dalla misurazione dei tempi di determinati eventi.
Durante la campagna sperimentale, durata 40 ore, sono stati raccolti dati re-lativi a una macchina in buono stato, non sono qundi presenti esempi di guastoo malfunzionamento, ma solamente andamenti costanti degli indicatori considerati.Questo comporta una limitazione dello studio fatto, che dovrà quindi prevedere al-tre campagne di acquisizione dove sia possibile veri�care la relazione tra guasto evarianzione degli indicaori.
Inoltre, il sistema di monitoraggio sviluppato si occupa di individuare guasti(fault-detection) ma non di individuare l'usura dei componenti, visto che le carte dicontrollo proposte non sono in grado di individuare nei dati la presenza di trend. La
82
capacità di individuare nei dati degli andamenti particolari è invece di fondamentaleimportanza per l'implementazione di una piattaforma che si occupi di manutenzionepredittiva e che sappia quindi riconoscere l'andamento dell'usura dei componenti neltempo.
83

84

Bibliogra�a
[1] Iec 6-1131.
[2] Iso 2806:1994, numerical control of machines - vocabulary.
[3] Iso 9000:2005, quality management systems - fundamentals and vocabulary.
[4] MongoDB Architecture Guide.
[5] A. Alavudeen and N. Venkateshwaran. Computer Integrated Manufacturing.Prentice-Hall of India Private Limited, 2008.
[6] S. Bittanti. Teoria della predizione e del �ltraggio. 2000.
[7] R. Bris, E. Châtelet, and F. Yalaoui. New method to minimize the preventivemaintenance cost of series - parallel systems. Reliability Engineering & SystemSafety, 2003.
[8] J. Campos. Development in the application of ict in condition monitoring andmaintenance. Computers in Industry, 2008.
[9] C. Chareonsuk, N. Nagarur, and M. Tabucanon. A multicriteria approachto the selection of preventive maintenance intervals. International Journal ofProduction Economics, 1997.
[10] D. Djurdjanovic, J. Lee, and J. Nia. Watchdog agent - an infotronics-basedprognostics approach for product performance degradation assessment andprediction. Advanced Engineering Informatics, 2003.
[11] E. O. Doeblin. Strumenti e metodi di misura, seconda edizione. 2008.
[12] S. Formentin, K. van Heusden, and A. Karimi. A comparison of model-basedand data-driven controller tuning. International Journal of Adaptive Controland Signal Processing, 2013.
[13] L. Furlanetto, M. Garetti, and M. Macchi. Ingegneria della manutenzione.Strategie e metodi. 2007.
[14] Ghosh, Ravi, Patra, Mukhopadhyay, Paul, and Mohanty. Estimation of toolwear during cnc milling using neural network-based sensor fusion. MechanicalSystems and Signal Processing, 2007.
85

[15] P. Hack and C. Caten. E�ect of measurement uncertainty in control charts. In-ternational Conference on Industrial Engineering and Operations Management,2012.
[16] J. Hair, W. Black, B. Babin, and R. Anderson. Multivariate Data Analysis: AGlobal Perspective. Pearson Education, 2010.
[17] MTConnect Institute. Getting started with mtconnect: Architecture. Technicalreport, MTConnect Institute, 2012.
[18] A. Jardine, D. Lin, and D. Banjevic. A review on machinery diagnostics andprognostics implementing condition-based maintenance. Mechanical Systemsand Signal Processing, 2006.
[19] K. Jemielniak. Commercial tool condition monitoring systems. InternationalJournal Of Advanced Manufacturing Technology, 1999.
[20] S. Kalpakjian and S. R. Schmid. Tecnologia meccanica. Prentice Hall, 2008.
[21] J. Lee, J. Ni, D. Banjevicand, and H. Liao. Intelligent prognostic ttool ande-maintenance. Computers in industry, 2006.
[22] M. Lucas and M. Saccucci. Exponentially weighted moving average controlschemes: Properties and enhancements. TECHNOMETRICS, 1990.
[23] H. B. Mitchell. Data Fusion: Concepts and Ideas. 2012.
[24] A. Muller, A. Crespo, and M. Benoit Iung. On the concept of e-maintenance:Review and current research. Reliability Engineering and System Safety, 2008.
[25] G. Palem. Condition-based maintenance using sensor arrays and telematics.International Journal of Mobile Network Communications & Telematics, 2013.
[26] A. Krasa Sethi and S. Pal Sethi. Flexibility in manufacturing: A survey. TheInternational Journal of Flexible Manufacturing Systems, 1990.
[27] Shao, Wang, and Zhao. A cutting power model for tool wear monitoring inmilling. International Journal of Machine Tools and Manufacture, 2004.
[28] J. Shewchuck and C. Moodie. De�nition and classi�cation of manufactu-ring �exibility types and measures. The International Journal of FlexibleManufacturing Systems, 1998.
[29] H. Shivanand, M. Benal, and V. Koti. Flexible Manufacturing System. NewAge International Pvt Ltd Publishers, 2006.
[30] J. Tan and M. Kramer. A general framework for preventive maintenance opti-mization in chemical process operations. Computers & Chemical Engineering,1997.
86

[31] K. Tsui, N. Chen, Q. Zhou, Y. Hai, and W. Wang. Prognostics and healthmanagement: A review on data driven approaches. Mathematical Problems inEngineering, 2014.
[32] Waldorf, Kapoor, and DeVor. Automatic recognition of tool wear on a face millusing a mechanistic modeling approach. Wear, 1992.
[33] W. Wang, G. Hong, Y. Wong, and K. Zhu. Sensor fusion for online tool con-dition monitoring in milling. International Journal of Production Research,2007.
87