OLIMPIA 80 16-ESPERIENZA:Layout 1Il Paese di destinazione, la Russia, e il costante investimento in...
7
Nuova TruLaser Tube 7000 Produrre tubi e profilati in modo più flessibile, più rapido e più conveniente. Scoprite i vantaggi durante la nostra Open House presso la sede di Buccinasco (MI) nei giorni 15 – 16 e 22 – 23 marzo 2013. Contattateci per informazioni: [email protected] DCOOS2922 NAZ/039/2008 ISSN 2035-1798 PubliTec Via Passo Pordoi 10 - 20139 Milano N.16 - FEBBRAIO MARZO 2013 S u p p l e m e n t o a D e f o r m a z i o n e n . 1 9 1 f e b b r a i o 2 0 1 3 ELEMENTO Tecniche di produzione e lavorazione del tubo e dei profilati metallici
Transcript of OLIMPIA 80 16-ESPERIENZA:Layout 1Il Paese di destinazione, la Russia, e il costante investimento in...

Nuova TruLaser Tube 7000Produrre tubi e profilati in modo più flessibile, più rapido e più conveniente.
Scoprite i vantaggi durante la nostra Open House presso la sede di Buccinasco (MI) nei giorni 15 – 16 e 22 – 23 marzo 2013.
Contattateci per informazioni: [email protected]
DCOOS2922NAZ/039/2008
ISSN 2035-1798
PubliTecVia Passo Pordoi 10 - 20139 MilanoN.16 - FEBBRAIO MARZO 2013
Sup
ple
men
to a
Def
orm
azio
ne n
.191
feb
bra
io 2
013 ELEMENTO
Tecniche di produzione e lavorazione del tubo e dei profilati metallici
COPERTINA 230x285:Layout 1 22-01-2013 16:57 Pagina 1

PubliTec
Olimpia 80, specialista conso-lidato nella progettazione erealizzazione di impianti e at-trezzature per la costruzionedi tubi, non si ferma mai. È for-
se questo il segreto del successo del-l’azienda, che opera ormai da decenni sulmercato? “Sicuramente sì, siamo sempre inevoluzione” spiega Gianluca TaranaResponsabile Commerciale. “Lo confermala nostra officina: è piena di lavoro e lo saràancora per molti mesi”.In collaudo, infatti, ci sono due linee gemelle,ovvero due linee parallele con senso di la-voro contrapposto, ordinate da un clienterusso annoverato fra i più grandi produtto-ri mondiali di tubo in titanio. La destinazio-
ne principale è rappresentata dal settoreenergetico (nucleare) e degli scambiatoridi calore. Si tratta di linee uguali in tutto eper tutto, anche in termini di capacità pro-duttiva, che verranno installate nella stessasede l’una di fianco all’altra, lavorando incontinuo..
Quarant’anni di esperienzenella produzione di tubi “Queste linee sono il frutto di quarant’an-ni di esperienza di Olimpia 80 nel settoredella produzione di macchine: avendo rea-lizzato diversi impianti specifici per i tubiin titanio, in questo caso ha messo in gio-co tutto il suo know-how. Parliamo di lineetradizionali, ma complete come dotazio-
12 - FEBBRAIO MARZO 2013 N.16
ne di accessori e in grado di eseguire tut-te le finiture possibili” afferma GianlucaTarana.Le linee lavorano tubi con diametri ester-ni da 12 a 60,3 mm, e spessori da 0,4 a2,5 mm. La velocità di lavoro massima èdi 15 m/min, e la lunghezza dei tubi variada 4 a 26 m. La maggior parte dei tubi rea-lizzati però sarà di 26 m, come richiestodal particolare ambito in cui verranno im-piegate, quello energetico, che richiede ilminor numero di giunzioni fra i tubi. La produzione parte con un aspo svolgi-tore doppio, a cui segue tutta la parte diintroduzione e rifilatura dei nastri per lapreparazione dei bordi, per passare poialla formatura e la saldatura. Il metodo di
ESPERIENZA
Dal carbonio al titanio,l’evoluzione continua
di Claudia Dagrada e Fabrizio Garnero
In casa Olimpia 80 non ci si ferma proprio mai: in fase di collaudo in officina troviamo due
linee gemelle per la produzione di tubi in titanio, e tre linee indipendenti per tubi in carbonio.
Il comune denominatore di queste soluzioni? Il Paese di destinazione, la Russia, e il costante
investimento in alta tecnologia.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:40 Pagina 12

ELEMENTO tubo
ra interna ed esterna, e viene effettuato iltest completo ad aria compressa. Si trat-ta di un test aria-aria o aria-acqua in va-sca. Ogni tubo è sostenuto da sistemi di
The work never stops at Olimpia 80. Two twin lines for themanufacturing of titanium tubes and three independent lines for carbontubes are being tested in the factory. The common denominator amongthese solutions? The country they are addressed to, Russia, and thesteady investment in high technology.
Olimpia 80, well-established companyspecialized in the design and manu-facturing of plants and equipment for
the manufacturing of tubes, is in continuous evo-lution. Is this the secret of its success, as a com-pany which has been in the market for severalyears? “Of course it is”, says Olimpia 80 SalesManager, Gianluca Tarana. “It is proven by ourfactory, which is working a lot and will keep onworking a lot also in the forthcoming months”.As a matter of fact, two twin lines are being test-ed. They are parallel lines with opposite workflow, which have been ordered by a Russian
customer, considered one of the most importantmanufacturers of titanium tubes in the world. Theenergy (nuclear energy) and heat exchangerfields are the machines’ main destinations ofuse. These lines are identical, also in terms ofproduction capacity, and they will be installedin the same factory, one alongside the other, al-ways in action.
A forty-year experiencein tube manufacturing“These lines are the result of Olimpia 80 forty-year experience in the field of machine manu-
facturing. We have manufactured several plantsspecific for titanium tubes during the years; that’swhy we have been able to exploit our know-how.These lines are traditional, however they areequipped with accessories. They are also ca-pable to perform all the possible finishing op-erations”, continues Mr Tarana. The lines canprocess tubes with external diameters rangingfrom 12 to 60,3 mm and thickness from 0,4 to2,5 mm. The maximum processing speed is 15m/min and the length of the tubes ranges from4 to 26 m. However, most of the tubes manu-factured have 26 m length, as requested in theirspecific field of use, the energy one, requiringthe lowest possible number of joints betweenthe tubes. The production starts from the dou-ble decoiler, followed by both insertion and trim-ming of the tapes for the preparation of theedges. Then, both forming and welding opera-tions are performed. The welding method cho-sen is the bi-cathode TIG one, as prescribed bythe current law requirements about this type oftitanium tubes. Into the line there are also EddyCurrent controls for both the welding fillet andthe whole tube section, in addition to the geom-etry test of the tube itself.
In continuous evolution,from carbon to titanium
saldatura utilizzato è quello TIG bicatodo,così come specificato dalla normativa perquesto tipo di tubi in titanio. In linea poi cisono i controlli Eddy Current per il cordo-ne di saldatura e per tutta la sezione deltubo, oltre al test di geometria del tubo.
Linea di test per controllarela totalità dei tubi realizzati“La vera novità di queste linee di produ-zione tubo sta nel fatto che ognuna è com-pletata da una linea di test per il control-lo del 100% dei tubi prodotti, di fondamen-tale importanza visto il settore a cui sonodedicate” spiega Gianluca Tarana.La linea di test si compone di rulliere di tra-sporto, con rulli gommati e movimenta-zione dei bracci pneumatica. Si ha unaprima stazione di sbavatura interna edesterna del tubo, a cui segue una stazio-ne di test a ultrasuoni, collegata a un si-stema di controllo eddy current per verifi-care difetti superficiali del tubo su tuttala sezione. Il sistema a ultrasuoni però haun limite, ovvero non garantisce il controllodelle estremità del tubo, per cui una sta-
zione di taglio le rimuove dal tubo testato,asportando circa 50 mm per lato tramitetaglio a lama. Successivamente, il tubopassa alla seconda stazione di sbavatu-
by Claudia Dagrada e Fabrizio Garnero
N.16 FEBRUARY MARCH 2013 - 13
ESPERIENZA
anero
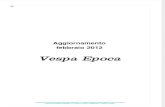
Le due linee gemelle per la produzione di tubi in titanio durante il collaudo presso Olimpia 80. The two twin lines for the manufacturing of titanium tubes during the test at Olimpia 80.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:40 Pagina 13

venute altre richieste, per cui l’azienda do-vrà studiare ulteriori taglie di questa tipo-logia di impianti.
Tre linee per produrre tubi in carbonioMa le novità in casa Olimpia 80 non sono fi-nite: recentemente è stato concluso un im-portante ordine da parte di un’altra azien-da russa, che fa capo a una delle principaliacciaierie del Paese. Il tender prevede lafornitura di tre linee di produzione di tubi incarbonio, in differenti range di diametri espessore. Questo importante ordine con-ferma la volontà e la determinazione del-l’azienda di essere una protagonista attivae competitiva nel settore della produzione
pinze pneumatiche, e possono essere trat-tati fino a quattro tubi in contemporanea.L’impianto ad aria compressa è dotato dichiller per garantire una temperatura del-l’aria costante. Ogni fase di test è colle-gata a un sistema di trasportatori e ac-cumuli per lo scarico in fascio dei tubiaccettati o non. Tutta quest’area di testing è frutto di unprogetto, realizzato internamente dall’Uf-ficio Tecnico di Olimpia 80, che ha cosìdeciso di non appoggiarsi a fornitori ester-ni ma di sviluppare un proprio sistema.L’obiettivo è sempre quello di offrire alcliente una soluzione completa. Il precol-laudo ha dato esisto positivo e le lineesono già a destinazione,. Sono già per-
14 - FEBBRAIO MARZO 2013 N.16 PubliTec
dei tubi in questo materiale. La prima lineaè stata testata e spedita, mentre le altre dueseguiranno a breve. La prima linea lavora una gamma di dia-metri che va da 40 a 133 mm e sezioni qua-dro e rettangolo relative con spessori da 1,5a 6 mm; la velocità massima di lavoro è di100 m/min, e la lunghezza dei tubi va da 5a 12 m. Con la seconda linea, la cui com-posizione è analoga a quella della prima, “inumeri”cambiano: diametri da 21 a 89 mm,spessori da 1 a 5 mm, velocità di 130 m/min,tubi lunghi da 5 a 12 m. Infine, la terza linea,ovvero la “piccola” della famiglia, lavora dia-metri da 12,7 a 60 mm, spessori da 0,8 a3 mm, la velocità è di 150 m/min e la lun-ghezza dei tubi va da 5 a 12 m.
Testing line to check allthe tubes manufactured“The real upgrade of these tube manufacturinglines is that each one is equipped with a testingline for checking 100% of the tubes manufactured.It’s indeed a very important issue in the field theyare addressed to”, explains Mr Tarana.The testing line is made of transport roller tableswith rubber rolls and pneumatic arm movement.The first station is addressed to the internal andexternal tube deburring; the following one is ded-icated to ultrasound testing and it’s connected toan Eddy Current control system in order to checkany possible defect on the surface of the tube alongthe whole section. However, the ultrasound sys-
tem has got a limit: it doesn’t guarantee the con-trol of the tube ends. As a consequence, a cuttingstation removes them from the tested tube, thusremoving about 50 mm on each side through ablade cut. At a later stage, the tube reaches thesecond internal and external deburring station.Here, the complete compressed air test is per-formed. It’s an air-air or air-water test in a tank. Eachtube is supported by pneumatic pincers: up to fourtubes can be processed at the same time. Thecompressed air plant is equipped with a chillerin order to guarantee a steady air temperature.Each phase of the testing operation is connectedto a carrier and stash system for the dumping oftubes, either accepted or not accepted, into batch-
es. The whole testing area is the result of a project,internally designed by Olimpia 80 engineering anddesign department. The company decided not torely on external suppliers, but to develop its ownsystem. The goal is to offer a complete solutionto the customer. The result of the pre-test was thenpositive and the lines have already reached theirdestinations. The company has also received somemore requests: further models of this type of plantsare to be designed.
Three lines to manufacturecarbon tubesAmong the last developments at Olimpia 80 isthe recent accomplishment of an important or-
ESPERIENZA
Le linee titanio sono complete come dotazione di accessori e in grado di eseguire tutte le finiture possibili. Titanium lines have a complete equipment of accessories and manage to perform all the possible finishing operations.
Le linee titanio lavorano tubi con diametri esterni da 12a 60,3 mm, e spessori da 0,4 a 2,5 mm.Titanium lines can process tubes with external diametersranging from 12 to 60,3 mm and thickness from 0,4 to 2,5 mm.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:41 Pagina 14

A completamento della linea,la finitura e l’imballaggioQueste tre linee sono abbastanza simili eindipendenti in quanto tutte e tre partonocon il carico automatico; le strisce pro-venienti dallo o dagli slitter verranno ca-ricate in stoccaggio, per ciascuna linea,su una giostra a quattro bracci per 120 tdi portata totale.Un sistema automatico effettua il prelievodei nastri dalla giostra e il carico sull’asposvolgitore a doppia testa, mentre un di-spositivo automatico provvede all’apertu-ra e all’inserimento del nastro. A fine na-stro, quindi, l’intervento da partedell’operatore è minimo, si tratta solo di uncontrollo visivo delle varie operazioni. Ogni linea è dotata di accumulatore oriz-zontale, per cui non si verifica nessunostop nella lavorazione. Per quanto riguar-da la saldatura, trattandosi di tubo in car-bonio viene effettuata con generatore HFda 600 kW o 500 kW a seconda della li-nea. Anche in queste linee si esegue ilcontrollo Eddy Current per il cordone disaldatura.
Infine, a completamento della configura-zione delle linee troviamo i dispositivi di fi-nitura e imballaggio: sbavatura tubi, la-vaggio interno ad aria compressa,hydrotest per due tubi in contemporanea,zona di prelavaggio e zona di controllo elavaggio tubo. I trasferimenti dei tubi daogni stazione alla successiva sono ge-stiti tramite trasportatori automatici. Per questa tipologia di tubi, il test non vie-ne eseguito sul 100% della produzione,sarà il cliente a decidere la cadenza.L’hydrotest viene effettuato tappando ledue estremità del tubo, messo sotto pres-sione seguendo le normative e verifican-do le tenute a campione. A distinguere la terza linea dalle prece-
denti è l’assenza del dispositivo hydrotest. Infine, le prime due linee, per conteneregli ingombri in lunghezza, sono state stu-diate e realizzate con una configurazionea “L”, ovvero lo stoccaggio, il carico el’aspo svolgitore sono ortogonali all’assedi lavorazione del tubo.“Il grosso lavoro di Olimpia 80 è stato nonsolo quello di studiare la realizzazione de-gli impianti su specifica richiesta del clien-te, ma anche di collocare e disporre al me-glio gli impianti all’interno del capannone”sostiene Gianluca Tarana. “Si tratta infattidi un’area ristrutturata, e in accordo con ilcliente i tre impianti sono stati posizionatiin relazione a uno slitter che andrà a com-pletare la fornitura”.
Finishing and packagingcomplete the lineThese three lines are quite similar each other andalso independent, as all of them start with theautomatic loading. The strips coming from theslitter, or from the slitters, are loaded and storedon a four-arms turnstile with 120 tons overall load.An automatic system takes care of collecting thetapes from the turnstile. It also performs the loadon the double-headed decoiler. At the same time,an automatic device takes care of both the open-ing and insertion of the tape. Then, at the end ofthe tape itself, there is a minimum interventionby the operator, who is only in charge of check-ing that the various operations are performed
correctly. Besides, each line is equipped witha horizontal accumulator, thus avoiding any in-terruption during the process.About the welding operation, due to the fact thatthe tube is made of carbon, it is performed with600 kW or 500 kW HF generator, according tothe line. The Eddy Current control for the weld-ing fillet is performed also on these lines.The finishing and packaging devices completethe configuration of the lines: tube deburring,compressed air internal washing, hydrotest ontwo tubes at the same time, pre-washing areaand tube checking and washing. The move-ments of the tubes from a given station to thefollowing one are managed by automatic trans-
ELEMENTO tubo
ESPERIENZA
N.16 FEBRUARY MARCH 2013 - 15
La vera novità di queste linee di produzione tubo titaniosta nel fatto che ognuna è completata da una linea di testper il controllo del 100% dei tubi prodotti.The real upgrade of these tube manufacturing lines is that eachone is equipped with a testing line for checking 100% of thetubes manufactured.
La stazione di taglio a sega circolare integratanelle linee titanio. Circular blade cutting station integrated into titanium lines.
der from another Russian company, ascribableto one of the main steel mills of the whole coun-try. The tender is based on the supply of threelines for the manufacturing of carbon tubes withdifferent ranges in terms of diameter and thick-ness. Such a relevant order is a further proof ofboth will and determination of the company inorder to be an active and competitive protago-nist in the field of carbon tubes manufacturing.The first line has been tested and delivered; twomore lines will be delivered soon.The first line can process a range of diametersbetween 40 to 133 mm and related square orrectangular sections with thickness ranging from1,5 to 6 mm. The maximum processing speedis 100 m/min and the length of the tubes rangesfrom 5 to 12 m. The “features” slightly change about the secondline, whose structure is comparable to the firstone: diameters ranging from 21 to 89 mm, thick-ness from 1 to 5 mm, speed up to 130 m/min,tube length from 5 to 12 m. Finally, the third line,the smallest of the group, can process diame-ters ranging from 12, 7 to 60 mm, thickness from0,8 to 3 mm, speed up to 150 m/min and tubelength from 5 to 12 m.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:41 Pagina 15

Verticalizzazione in azienda:produrre tutto internamente“i tooling impiegati nelle linee sono prodottiinternamente da Olimpia 80. Sotto la spintadel titolare Vittorio Travini, in questi anni si èinvestito molto in innovazione e in un’impo-stazione di verticalizzazione dell’azienda,quindi le parti con il più elevato apporto tec-nologico sono mantenute al nostro interno,invece di darle in outsurcing” sottolineaGianluca Tarana.Una prova tangibile è data dall’investimen-to nell’area produttiva, raddoppiando lo spa-zio con nuovi capannoni; un altro grande sfor-zo di investimento, in parte già in atto, riguardaanche le macchine utensili, sia per la lavora-zione delle strutture che degli utensili. Questaè una politica che paga, non solo dal puntodi vista economico ma anche tecnico”.
La tecnologia su cui puntareè quella della Linear cageforming “In Olimpia 80, le idee e la voglia di fare nonmancano. Stiamo affrontando il mercato conmolta aggressività, ma senza fare guerra ainostri concorrenti, cerchiamo semplicementedi fare bene quello che sappiamo fare e diinvestire davvero tanto” afferma Tarana.Il caso esemplificativo è dato delle linee co-siddette a geometria variabile: da qualcheanno è stata spinta una serie di propostee al momento Olimpia 80 conta già quat-tro impianti installati funzionanti (due per iltubo tondo e due per il quadro) in Turchia,Germania, Stati Uniti e Italia. Sono in di-scussione altre macchine con questa tec-nologia, con buone possibilità di finalizza-zione degli ordini. Prosegue Gianluca
Tarana: “Nel mercato attuale i lotti sono sem-pre più piccoli, lo stoccaggio è ridotto al mi-nimo e la produzione deve essere il più pos-sibile flessibile: è per queste ragioni che lacage forming (patented by Olimpia 80) rap-presenta la tecnologia del futuro, e la stia-mo proponendo in tutto il mondo.
Far toccare con manola tecnologia degli impiantiI Paesi in cui Olimpia 80 sta spingendo sonoquelli BRICS (Brasile, Russia, India, Cinae Sudafrica) e U.S.A... Stiamo affrontandoquesto momento di mercato difficilissimocercando di tenere duro ma anche di nonfermarci mai, l’ufficio tecnico è sempre unpasso avanti rispetto a quello commercia-le, pensando a nuove soluzioni. In una no-stra sede abbiamo cinque impianti funzio-
porters. About this type of tubes, the test is notperformed on the entire production: the sched-ule is indeed chosen by the customer. The hy-drotest is performed by putting a cap on thetwo ends of the tube, which is put under pres-sure following the law requirements and ran-domly checking the resistance. The third lineis characterized by the absence of the hy-drotest device.Finally, in order to contain the whole length of thework pieces, the first two lines have been de-signed and manufactured with “L” configuration,that is to say that the storage unit, the load andthe decoiler are orthogonal compared to the tubeprocessing axis.
“The relevant achievement by Olimpia 80 hasnot been only the design of the plants accord-ing to the customer’s specific requirement, butalso the arrangement of the plants inside thefactory”, says Mr Tarana. “Indeed, it’s a reno-vated area and, at one with the customer, thethree plants have been placed also consider-ing the presence of a slitter which will completethe supply”.
Vertical structure of the company:totally internal production“The tools used into the lines are internally man-ufactured by Olimpia 80. According to the ideasof Vittorio Travini, the company’s owner, in the lat-
est years we have invested a lot into innovation,aiming to give a vertical structure to the com-pany. The steps of the production flow with thehighest technological contribution are performedinternally, instead of outsourcing them”, under-lines Mr Tarana.“A concrete proof is given by the investment inthe production space, as it’s been doubledthrough the building of some new warehouses.Another huge investment, partly already per-formed, deals with the machine tools, either forprocessing the structures or the tools. Such apolicy has been worthwhile, not only in termsof economical advantages, but also in terms oftechnical skills”.
16 - FEBBRAIO MARZO 2013 N.16
ESPERIENZA
PubliTec
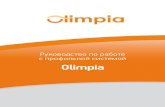
La linea di test si compone di rulliere di trasporto, con rulli gommati e movimentazionedei bracci pneumatica. The testing line is made of transport roller tables with rubber rolls and pneumatic arm movement.
Durante la fase di testing, ogni tubo è sostenuto da sistemi di pinze pneumatiche,e possono essere trattati fino a quattro tubi in contemporanea. Each tube is supported by pneumatic pincers: up to four tubes can be processed at the same timeduring the testing operation.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:41 Pagina 16

ELEMENTO tubo
ESPERIENZA
N.16 FEBRUARY MARCH 2013 - 17
Counting on Linear cageforming technology“At Olimpia 80 we are full of ideas and very proac-tive. We are facing the market in a very aggressiveway. We want to be fair with our competitors, wesimply aim to do all that we can do at best, also in-vesting quite a lot” says Mr Tarana.A clear example comes from linear cage forming.A few ideas have come up in the latest years andOlimpia 80 relies on four plants already installedand working so far (two for round tube and two forsquare tube) in Turkey, Germany, the United Statesand Italy. The possibility to manufacture some moremachines with this technology has to be exam-ined, with many chances to finish the orders.
According to Mr Tarana: “In the current market thebatches get smaller and smaller, the storage is re-duced to a minimum and the production needs tobe very flexible. For these reasons, cage form-ing (patented by Olimpia 80) is the technology ofthe future and we are offering it all over the world”.
The technology of the plantscan be seen first-handOlimpia 80 has set its target on the BRICS coun-tries (Brazil, Russia, India, China and South Africa),in addition to the USA. “We are facing such a verydifficult time in the market trying to soldier on, butwe don’t want to stop ourselves. The engineer-ing and design department is always a step for-
ward the sales department, continuously thinkingabout new solutions. In one of our factories wehave got five working plants for the manufactur-ing of titanium and stainless steel tubes, three laserlines and two TIG which operate as subcontrac-tors. All the patents come from the genius of Vittorioand Livio Travini, together with their staff, and aretested directly inside the factory before they arelaunched in the market. Nowadays, as usual, it’sworthwhile to spend hours in the factory with thecustomer than having a rich catalogue”.Talking about the sales potential, Olimpia 80 hasgot several aces in its hole, from traditional lines tolinear cage forming lines, with a huge experienceabout carbon, stainless steel and titanium. •
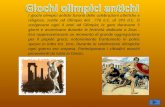
Una delle tre linee di produzione di tubi in carbonio che Olimpia80 sta realizzando per contodi un’azienda russa, che fa capo a una delle principali acciaierie del Paese. One of the three lines for the manufacturing of carbon tubes that Olimpia 80 is manufacturingfor a Russian company ascribable to one of the main steel mills of the whole country.
L’aspo svolgitore a doppia testa posto a inizio di ogni linea per tubi in carbonio.The double-headed decoiler placed at the beginning of each line for carbon tubes.
nanti che producono tubo in titanio e acciaioinox, tre linee laser e due TIG che lavora-no conto terzi. Tutti i brevetti nascono dallagenialità di Vittorio e Livio Travini e dei lorocollaboratori, vengono testati direttamenteal nostro interno prima di immetterli sul mer-cato. Oggi, come sempre del resto, valgo-no molto di più le ore passate in officina conil cliente, dove può toccare con mano la no-stra tecnologia, piuttosto che un catalogocorposo”.Dal punto di vista commerciale, Olimpia 80ha molte carte da giocare, dalle linee tradi-zionali a quelle con profilo a geometria va-riabile, con maturata esperienza su carbo-nio, inox e titanioo. •
L’ARTICOLO È DI VOSTRO INTERESSE?DITELO A: [email protected]
La prima linea lavora una gamma di diametri che va da 40 a 133 mm e sezioni quadro e rettangolo con spessori da 1,5 a 6 mm;la velocità massima di lavoro è di 100 m/min, e la lunghezza dei tubi va da 5 a 12 m. The first line can process a range of diameters between 40 to 133 mm and related square or rectangular sections with thickness rangingfrom 1,5 to 6 mm. The maximum processing speed is 100 m/min and the length of the tubes ranges from 5 to 12 m.
OLIMPIA 80 16-ESPERIENZA:Layout 1 5-02-2013 16:41 Pagina 17