MODELLI NUMERICI IN DINAMICA ESPLICITA PER LA … · A sinistra, variazione del modulo elastico in...
151
POLITECNICO DI MILANO Facoltà di Ingegneria Civile, Ambientale e Territoriale Corso di Laurea Magistrale in Ingegneria Civile – Civil Engineering Dipartimento di Ingegneria Civile e Ambientale (DICA) MODELLI NUMERICI IN DINAMICA ESPLICITA PER LA SIMULAZIONE DI PROCESSI DI DELAMINAZIONE IN MODO MISTO I/II Relatori: Prof. Umberto PEREGO Dott.ssa Federica CONFALONIERI Tesi di Laurea di: Roberto CISTERNINO (804736) Anno Accademico 2015-2016
Transcript of MODELLI NUMERICI IN DINAMICA ESPLICITA PER LA … · A sinistra, variazione del modulo elastico in...
POLITECNICO DI MILANO
Facoltà di Ingegneria Civile, Ambientale e Territoriale
Corso di Laurea Magistrale in Ingegneria Civile – Civil Engineering
Dipartimento di Ingegneria Civile e Ambientale (DICA)
MODELLI NUMERICI IN DINAMICA ESPLICITA PER LA
SIMULAZIONE DI PROCESSI DI DELAMINAZIONE IN
MODO MISTO I/II
Relatori: Prof. Umberto PEREGO
Dott.ssa Federica CONFALONIERI
Tesi di Laurea di: Roberto CISTERNINO (804736)
Anno Accademico 2015-2016


I
Sommario
L’oggetto della tesi è la simulazione del fenomeno della delaminazione in modo misto I/II
nei laminati FRP mediante delle analisi ad elementi finiti in dinamica esplicita. È stato
introdotto il concetto di modello coesivo specializzandolo al caso del legame bilineare. Sono
state descritte le tre principali prove di delaminazione per i provini laminati unidirezionali: il
DCB test, l’ENF test ed il MMB test. Diverse soluzioni analitiche sono state descritte al fine
di ottenere una comparazione col dato numerico, oltre che con quello sperimentale.
Particolare attenzione è stata data al calcolo dell’energia di frattura. Le analisi numeriche sono
state modellate attraverso il codice di calcolo commerciale agli elementi finiti Abaqus. Una
descrizione dettagliata di come impostare il legame coesivo bilineare in Abaqus è stata fornita.
Infine, è stato affrontato un caso pratico relativo al rinforzo a flessione di una trave in acciaio
mediante un laminato CFRP.
Parole chiave: delaminazione; modo misto I/II; legame coesivo bilineare; energia di frattura;
FRP; Mixed-Mode Bending test.

II
III
Indice
Sommario ..................................................................................................................... I
Indice ........................................................................................................................ III
Indice delle figure .................................................................................................... VII
Indice delle tabelle ................................................................................................... XV
1. Introduzione ............................................................................................................ 1
1.1. Il fenomeno della delaminazione ....................................................................................... 1
1.2. Modellazione della delaminazione attraverso la Meccanica della Frattura................... 3
1.3. Modellazione della delaminazione attraverso la Meccanica della Danno .................... 5
1.4. Scopo della tesi ..................................................................................................................... 5
2. I Materiali compositi e gli FRP ............................................................................... 7
2.1. Le fibre ................................................................................................................................... 9
2.2. Le matrici polimeriche ....................................................................................................... 10
2.3. La fabbricazione ................................................................................................................. 11
2.3.1. FRP formati in sito .................................................................................................... 11
2.3.2. FRP prefabbricati ....................................................................................................... 12
2.4. Gli adesivi strutturali .......................................................................................................... 13
2.4.1. I meccanismi di adesione .......................................................................................... 13
2.4.2. Gli effetti ambientali .................................................................................................. 15
2.5. Modalità di rinforzo ........................................................................................................... 17
2.5.1. Rinforzo a flessione ................................................................................................... 18
2.5.2. Rinforzo a taglio ......................................................................................................... 19
2.5.3. Rinforzo a compressione .......................................................................................... 20
3. Modelli coesivi....................................................................................................... 21
IV
3.1. Cenni storici sui modelli coesivi ...................................................................................... 21
3.2. Zona di processo negli FRP ............................................................................................. 23
3.3. Legge coesiva bilineare ...................................................................................................... 26
3.3.1. Delaminazione in modo puro I, II e III ................................................................. 27
3.3.2. Delaminazione in modo misto ................................................................................. 30
3.3.2.1. Interazione fra i modi ........................................................................................ 32
3.3.2.2. Criteri di attivazione della decoesione ............................................................ 33
3.3.2.3. Criteri di propagazione della delaminazione .................................................. 36
4. Prove di delaminazione: teoria .............................................................................. 41
4.1. L’Energy Release Rate ....................................................................................................... 41
4.2. Le prove di delaminazione ................................................................................................ 43
4.3. Il Double Cantilever Beam test ........................................................................................ 44
4.3.1. La prova ...................................................................................................................... 44
4.3.2. Le soluzioni analitiche ............................................................................................... 46
4.3.2.1. Soluzione classica per il DCB test ................................................................... 46
4.3.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per il DCB test ................... 48
4.3.2.3. Soluzione di Williams per il DCB test ............................................................ 51
4.4. L’End Notched Flexure test ............................................................................................. 53
4.4.1. La prova ...................................................................................................................... 53
4.4.2. Le soluzioni analitiche ............................................................................................... 54
4.4.2.1. Soluzione classica per l’ENF test .................................................................... 54
4.4.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per l’ENF test .................... 56
4.4.2.3. Soluzione di Williams per l’ENF test .............................................................. 56
4.5. Il Mixed Mode Bending test ............................................................................................. 57
4.5.1. La prova ...................................................................................................................... 57
4.5.2. Le soluzioni analitiche ............................................................................................... 60
4.5.2.1. Soluzione classica per il MMB test .................................................................. 60
V
4.5.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per il MMB test .................. 65
4.5.2.3. Soluzione di Williams per il MMB test ........................................................... 66
4.5.2.4. Soluzione di Bennati-Fisicaro-Valvo (BFV) per il MMB test ...................... 69
5. Modellazione in Abaqus ........................................................................................ 71
5.1. Il Mixed-Mode Bending test ............................................................................................. 71
5.1.1. Part Module ................................................................................................................. 71
5.1.2. Property Module ........................................................................................................ 72
5.1.3. Assembly Module ....................................................................................................... 74
5.1.4. Step Module ................................................................................................................ 75
5.1.5. Interaction Module .................................................................................................... 76
5.1.6. Load Module ............................................................................................................... 82
5.1.7. Mesh Module .............................................................................................................. 84
5.2. Trave metallica rinforzata a flessione con una lamina in CFRP .................................. 87
6. Risultati numerici .................................................................................................. 93
6.1. Prove di delaminazione ..................................................................................................... 93
6.1.1. Analisi numeriche ....................................................................................................... 95
6.1.2. Stima dell’energie di frattura ................................................................................... 105
6.1.2.1. Energie di frattura sperimentali...................................................................... 106
6.1.2.2. Energie di frattura numeriche ........................................................................ 112
6.1.3. Carico di delaminazione in Abaqus ....................................................................... 116
6.2. Trave in acciaio rinforzata a flessione con una lamina in CFRP ............................... 119
7. Conclusioni .......................................................................................................... 125
Bibliografia .............................................................................................................. 127
VI

VII
Indice delle figure
Figura 1.1. Schematizzazione della delaminazione in un FRP laminato (nel caso di puro modo
I). .......................................................................................................................................................... 2
Figura 1.2. Modi puri di carico e di propagazione della delaminazione. ................................... 2
Figura 1.3. Possibile delaminazione in una trave in cemento armato rinforzata con FRP dal
lato delle fibre tese: nel copriferro di calcestruzzo (a sinistra) e nell’adesivo strutturale (a
destra) [1]. ........................................................................................................................................... 2
Figura 1.4. Schema della tecnica VCCT nel caso di puro modo I [3]. ....................................... 4
Figura 2.1. Classificazione dei principali tipi di materiali compositi [9]. .................................... 7
Figura 2.2. Confronto con un adesivo allo stato fluido con elevata viscosità (a sinistra) e uno
con bassa viscosità (a destra) [12]. ................................................................................................. 11
Figura 2.3. Schematizzazione dei sistemi di forze coesivi (in rosso) e adesivi (in blu). ......... 14
Figura 2.4. Modalità di collasso di un giunto: 1) coesivo in uno dei materiali incollati; 2)
coesivo nell’adesivo; 3) adesivo; 4) misto [12]. ............................................................................ 14
Figura 2.5. Rappresentazione qualitativa del meccanismo di aggrappaggio meccanico (a
sinistra) e di adsorbimento fisico (a destra) [14]. ......................................................................... 15
Figura 2.6. A sinistra, variazione del modulo elastico in funzione dell’umidità (a 20 °C) per
resine epossidiche reticolate a temperatura ambiente [12]. A destra, effetto di temperatura e
umidità sulla resistenza allo strappo di un adesivo epossidico applicato su calcestruzzo [15]
............................................................................................................................................................ 16
Figura 2.7. A sinistra, esempio dell’effetto del rinforzo con lamina FRP incollata sul lato delle
fibre tese di un travetto sollecitato a flessione in tre punti. A destra, possibili modalità di
collasso della medesima prova: (a) rottura del rinforzo; (b) compressione del calcestruzzo; (c)
delaminazione dell’FRP; (d) taglio negli appoggi [12]. ............................................................... 19
Figura 2.8. Schema di fasciatura di FRP per rinforzo a taglio: (a) fasciatura totale; (b)
fasciatura ad U; (c) fasciatura laterale [16]. ................................................................................... 19
Figura 2.9. A sinistra, prova di compressione su un cilindro di calcestruzzo con e senza
rinforzo FRP [12]. A destra, esempio di fasciatura in FRP su una colona in cemento armato
di sezione rettangolare con angoli smussati [17]. ........................................................................ 20
VIII
Figura 3.1. Schematizzazione della propagazione di una cricca in un materiale fragile (a
sinistra) e in un materiale quasi-fragile (a destra). ....................................................................... 21
Figura 3.2. Schematizzazione della propagazione di una fessura nel calcestruzzo (in alto) e
del modello della cricca fittizia (in basso) [20]. ........................................................................... 22
Figura 3.3. Esempio di legge coesiva [20]. ................................................................................... 23
Figura 3.4. Schematizzazione dell’attivazione della decoesione e della propagazione della
delaminazione negli FRP nel caso di condizioni di carico in puro modo II: (a) formazione di
microfessure con inclinazione di 45° in prossimità dell’apice dell’intaglio; (b) crescita ed
apertura delle microfessure; (c) collegamento fra le microfessure e conseguente
delaminazione [21]........................................................................................................................... 24
Figura 3.5. Stato di sforzo nella matrice polimerica nel caso di condizioni di carico in puro
modo II (a sinistra) e modo misto I/II (e destra) [21]. .............................................................. 24
Figura 3.6. Esempio di fenomeno di fibre bridging nel caso di prova in modo I (la freccia
verticale indica un punto che dista 20 mm dalla punta della fessura ottenuta per
delaminazione) [22]. ........................................................................................................................ 25
Figura 3.7. Legame coesivo bilineare (a sinistra) e schematizzazione della zona di processo in
funzione del legame bilineare (a destra). ...................................................................................... 26
Figura 3.8. Legame fisico coesivo lineare (a sinistra) e legame numerico coesivo bilineare (a
destra) [24]. ....................................................................................................................................... 27
Figura 3.9. Legame coesivo bilineare in puro modo I [4], [5]. .................................................. 27
Figura 3.10. Legame coesivo bilineare in puro modo II e III [4], [5]. ..................................... 28
Figura 3.11. Variabile di danno 𝑑 in funzione del rapporto 𝛿/𝛿𝑓. ......................................... 30
Figura 3.12. Schematizzazione di un legame coesivo bilineare di modo misto I/II (a sinistra)
e di modo misto I/II/III (a destra) [4], [5]. ................................................................................. 32
Figura 3.13. Confronto al variare di 𝛽 tra i seguenti criteri di attivazione relativo ad un
laminato di materiale AS4/PEEK: criterio di massima trazione (linea nera); criterio
quadratico nelle trazioni (linea rossa); criterio proposto da Turon et al. 2006 con 휂 = 2,284
(linea blu) [32]. ................................................................................................................................. 35
Figura 3.14. Energia di frattura nel caso di modo misto I/II ricavata in modo sperimentale e
per via analitica mediante il criterio BK (curva con 휂) e il criterio della legge di potenza lineare
(curva con 𝛼 = 1) e quadratica (curva con 𝛼 = 2). Materiali (fibra/resina): AS4/3501-6,
laminato in fibra di carbonio con resina epossidica fragile; IM7/977-2, laminato in fibra di
IX
carbonio con resina epossidica tenace; AS4/PEEK, laminato in fibra di carbonio con resina
termoplastica [4], [5]. ....................................................................................................................... 38
Figura 3.15. Energia di frattura nel caso di modo misto I/II ricavata in modo sperimentale e
per via analitica mediante il criterio BK con 휂 = 2,284) per un laminato con materiale
AS4/PEEK [4], [5]. ......................................................................................................................... 39
Figura 4.1. Piastra fessurata in controllo di carico 𝑃 [20]. ......................................................... 42
Figura 4.2. Piastra fessurata in controllo di spostamento ∆ [20]. ............................................. 43
Figura 4.3. Geometria del provino impiegato nelle tre prove di delaminazione (DCB, ENF e
MMB test). ........................................................................................................................................ 43
Figura 4.4. Schematizzazione del Double Cantilever Beam test. .............................................. 45
Figura 4.5. Tipi di apparecchi meccanici incollati sul provino per simulare il vincolo di
cerniera nel DCB test: blocchi (a sinistra); cerniere (a destra) [20], [42]. ................................. 45
Figura 4.6. Esempio di DCB test [44]........................................................................................... 45
Figura 4.7. Esempio di soluzione classica per il DCB test. ....................................................... 47
Figura 4.8. Schematizzazione del DCB test come trave su suolo elastico. ............................. 48
Figura 4.9. Esempio di soluzione di Williams per il DCB test. ................................................. 52
Figura 4.10. Schematizzazione del End Notched Flexure test [21]. ......................................... 53
Figura 4.11. Esempio di soluzione classica per l’ENF test........................................................ 55
Figura 4.12. Esempio di soluzione di Williams per l’ENF test. ................................................ 57
Figura 4.13. Schematizzazione del Mixed Mode Bending test [57]. ......................................... 57
Figura 4.14. Applicazione del trasduttore LVDT per la misura dello spostamento 𝛿 e
schematizzazione della forza peso della leva rigida nel corrispettivo centro di massa [41]. . 58
Figura 4.15. Schema statico del MMB test [45], [48]. ................................................................. 59
Figura 4.16. Grafico della funzione 𝑐 = 𝑐𝜅 (eq. (4.60)) adimensionalizzata rispetto alla
semilunghezza, 𝐿, del provino. ...................................................................................................... 61
Figura 4.17. Esempio di soluzione analitica classica per il modo misto I/II con 𝜅 = 20% e
con LP lineare (𝛼 = 1). .................................................................................................................. 63
Figura 4.18. Esempio di soluzione analitica classica (𝛼 = 1), KRC e di Williams per il modo
misto I/II con 𝜅 = 20% (le ultime due soluzioni coincidono perfettamente nel tratto
elastico). ............................................................................................................................................. 69
Figura 4.19. Schematizzazione delle molle elastiche nella soluzione BFV [50], [64]. ............ 69
Figura 5.1. Parte creata in Abaqus rappresentante mezzo provino. ......................................... 72

X
Figura 5.2. Parte creata in Abaqus rappresentante la leva rigida. ............................................. 72
Figura 5.3. Definizione del materiale. ........................................................................................... 73
Figura 5.4. Effetti del tempo della prova sulla risposta strutturale. ......................................... 74
Figura 5.5. Assemblaggio delle parti. ............................................................................................ 75
Figura 5.6. Definizione dello step in dinamica esplica, del tempo di analisi e del valore di
“mass scaling”. ................................................................................................................................. 75
Figura 5.7. Superficie intralaminare del provino su cui imporre il legame coesivo. .............. 76
Figura 5.8. Linea e superficie su cui imporre il vincolo rispettivamente di cerniera e carrello
tra la leva rigida e la lamina superiore. A sinistra viene riportato un dettaglio delle due
superfici (del cuneo rigido e della lamina) che devono simulare carrello. ............................... 77
Figura 5.9. Vincolo di cerniera tra leva e lamina e vincolo di corpo rigido su tutto il volume
della leva............................................................................................................................................ 77
Figura 5.10. Proprietà di interazione superficiale: “global behavior” per tutte le superfici
libere (comprese quelle che si liberano durante l’analisi) e “cohesive behaviour” per modellare
la superficie coesiva che lega le due lamine. ................................................................................ 78
Figura 5.11. Definizione delle proprietà globali delle superfici libere in direzione normale
(“Normal Behaviour”) e in direzione tangenziale (“Tangential Behaviour”) rispetto alle
stesse. ................................................................................................................................................. 78
Figura 5.12. Legame coesivo: definizione delle rigidezze elastiche. ......................................... 79
Figura 5.13. Legame coesivo: definizione del criterio di attivazione della decoesione (a
sinistra); definizione del criterio di propagazione della delaminazione (a destra) .................. 79
Figura 5.14. Definizione dell’interazione superficiale di tipo “General contact (Explicit)”. 81
Figura 5.15. Definizione del vincolo di legame coesivo tra le lamine e del carrello mutuo tra
lamina e leva rigida. ......................................................................................................................... 81
Figura 5.16. Definizione delle superfici “master” e “slave”. ..................................................... 82
Figura 5.17. Linee e superfici su cui i nodi della mesh vanno vincolati. ................................. 82
Figura 5.18. Condizioni al contorno. ............................................................................................ 82
Figura 5.19. Condizioni al contorno della lamina inferiore: cerniera (a destra) e carrello (a
sinistra). ............................................................................................................................................. 83
Figura 5.20. Condizioni al contorno relative alla simmetria del provino nel piano x-z (a
sinistra) allo spostamento imposto al punto di riferimento RP che governa la leva rigida (a
destra). ............................................................................................................................................... 83
XI
Figura 5.21. Ampiezza di tipo a rampa (o tabulare) usata per imporre la condizione di
spostamento del punto RP della leva rigida. ................................................................................ 84
Figura 5.22. Effetti del modulo delle trazioni massime sulla dimensione della zona di
processo. ........................................................................................................................................... 85
Figura 5.23. Effetti del numero di elementi finiti nel semi-spessore di lamina ℎ................... 86
Figura 5.24. Scelta del tipo di elemento finito di tipo C3D8R per la simulazione del provino.
............................................................................................................................................................ 86
Figura 5.25. Definizione della “Stack Direction”. La normale uscente dalla superficie
marrone definisce la direzione positiva di spessore (in questo caso la z). ............................... 87
Figura 5.26. Legame sforzo-deformazioni in campo plastico. .................................................. 88
Figura 5.27. Rigidezze elastiche del legame coesivo che caratterizza l’adesivo. ..................... 89
Figura 5.28. Legame coesivo: criterio di attivazione della decoesione (a sinistra); criterio di
propagazione della delaminazione (a destra). .............................................................................. 90
Figura 5.29. Tipi di sezione assegnate alle parti create (a sinistra); sezione dell’adesivo
strutturale (a destra). ........................................................................................................................ 90
Figura 5.30. Assemblaggio e condizioni di vincolo della trave rinforzata. .............................. 91
Figura 5.31. Stack Direction: in marrone le superfici la cui normale uscente è positiva. ...... 91
Figura 6.1. Curve 𝑃 − 𝛿 sperimentali (Reeder, 2002) e numeriche [5]. ................................... 94
Figura 6.2. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzioni numeriche
al variare della dimensione della mesh ∆𝐿𝐸𝐹, ℓ (curve rossa e gialla). .................................... 96
Figura 6.3. Esempio di mesh impiegata nelle prove per la descrizione di una lamina (mezzo
provino): mesh più rifinita nel tratto di lunghezza ℓ dove deve essere descritto il processo
coesivo; mesh più grossolana di lunghezza variabile nel tratto relativo all’intaglio di lunghezza
iniziale 𝑎0; 4 elementi finiti nel semi-spessore di provino ℎ. .................................................... 97
Figura 6.4. Curve 𝑃 − 𝛿 per l’ENF test: sperimentale (in nero spessa); soluzione analitica
classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni
numeriche al variare del numero di elementi finiti nella larghezza B (curve rossa, verde e blu)
con taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ = 0,2 𝑚𝑚. .................................................................. 98
Figura 6.5. Sforzo principale 𝑠11 nell’ENF test con 8 EF in B (trazioni in rosso e
compressioni in blu). ....................................................................................................................... 98
Figura 6.6. Sforzo principale 𝑠11 nell’ENF test con 24 EF in B (trazioni in rosso e
compressioni in blu). ....................................................................................................................... 99

XII
Figura 6.7. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzione analitica
classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni
numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ (curve rossa e blu) con 𝜏𝑛0 =
80 𝑀𝑃𝑎. ......................................................................................................................................... 101
Figura 6.8. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzione analitica
classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni
numeriche al variare dello sforzo massimo 𝜏𝑛0 (curve rossa e verde) con taglia dell’elemento
finito ∆𝐿𝐸𝐹, ℓ = 0,2 𝑚𝑚. .......................................................................................................... 101
Figura 6.9. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 20%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);
soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ (curve rossa e blu)
con 𝜏𝑛0 = 80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎. .................................................................................. 102
Figura 6.10. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 20%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);
soluzioni numeriche al variare degli sforzi massimi, 𝜏𝑛0 e 𝜏𝑡0, (curve rossa e verde) con
taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ = 0,2 𝑚𝑚. ........................................................................ 102
Figura 6.11. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 50%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);
soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ (curve rossa e blu)
con 𝜏𝑛0 = 80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎. .................................................................................. 103
Figura 6.12. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 50%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);
soluzioni numeriche al variare degli sforzi massimi, 𝜏𝑛0 e 𝜏𝑡0, (curve rossa e verde) con
taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ = 0,2 𝑚𝑚. ........................................................................ 103
Figura 6.13. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);
soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ (curve rossa e blu)
con 𝜏𝑛0 = 80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎. .................................................................................. 104
Figura 6.14. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80%: sperimentale (in nero spessa);
soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile);

XIII
soluzioni numeriche al variare degli sforzi massimi, 𝜏𝑛0 e 𝜏𝑡0, (curve rossa e verde) con
taglia dell’elemento finito ∆𝐿𝐸𝐹, ℓ = 0,2 𝑚𝑚. ........................................................................ 104
Figura 6.15. Energie di frattura sperimentali del DCB test (𝜅 = 0%), Tabella 6.7. ............ 107
Figura 6.16. Energie di frattura sperimentali del MMB test per 𝜅 = 20%, Tabella 6.8. .... 107
Figura 6.17. Energie di frattura sperimentali del MMB test per 𝜅 = 50%,Tabella 6.9. ..... 108
Figura 6.18. Energie di frattura sperimentali del MMB test per 𝜅 = 80%, Tabella 6.10. .. 108
Figura 6.19. Energie di frattura sperimentali del ENF test 𝜅 = 100%, Tabella 6.11. ........ 108
Figura 6.20. Dominio di interazione tra le componenti dell’energie di frattura 𝐺𝐼𝐶 e 𝐺𝐼𝐼𝐶
sperimentali: Reeder, 2002 (in nero) ed soluzioni analitiche (altri colori). ............................ 109
Figura 6.21. Energie di frattura sperimentali: Reeder, 2002 (in nero) ed soluzioni analitiche
(altri colori). .................................................................................................................................... 109
Figura 6.22. Curve 𝑃 − 𝛿 per il DCB test ricalcolate con l’energia di frattura della soluzione
analitica di Williams (𝐺𝐼𝐶 = 1,093 𝑁/𝑚𝑚). ........................................................................... 111
Figura 6.23. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80% ricalcolate con l’energia di frattura
della soluzione analitica di Williams (𝐺𝐶 = 1,568 𝑁/𝑚𝑚). ................................................. 111
Figura 6.24. Energie di frattura numeriche del DCB test (𝜅 = 0%), Tabella 6.13. ............. 113
Figura 6.25. Energie di frattura numeriche del MMB test per 𝜅 = 20%, Tabella 6.14. ..... 113
Figura 6.26. Energie di frattura numeriche del MMB test per 𝜅 = 50%, Tabella 6.15. ..... 114
Figura 6.27. Energie di frattura numeriche del MMB test per 𝜅 = 80%, Tabella 6.16. ..... 114
Figura 6.28. Energie di frattura numeriche del ENF test 𝜅 = 100%, Tabella 6.17. .......... 114
Figura 6.29. Dominio di interazione tra le componenti dell’energia di frattura 𝐺𝐼𝐶 e 𝐺𝐼𝐼𝐶:
Reeder, 2002 (in nero); numeriche (altri colori). ....................................................................... 115
Figura 6.30. Energie di frattura: Reeder, 2002 (in nero); numeriche (altri colori). ............... 115
Figura 6.31. Carichi di delaminazione per il MMB test definiti dalla norma ASTM [41].... 116
Figura 6.32. Curva 𝑃 − 𝑡 per il MMB test con 𝜅 = 50% (curva rossa in Figura 6.11). ..... 118
Figura 6.33. Curva 𝑃 − 𝛿 per il MMB test con 𝜅 = 50% (curve prese dalla Figura 6.11).
.......................................................................................................................................................... 118
Figura 6.34. Sviluppo del danno di decoesione nei 25 nodi localizzati lungo l’apice
dell’intaglio nell’intervallo temporale 𝑡 = 0 ÷ 0,5 𝑠 (MMB test con 𝜅 = 50%, curva rossa
in Figura 6.11, curva nera in Figura 6.32). .................................................................................. 118
XIV
Figura 6.35. Sviluppo del danno di decoesione nei 25 nodi localizzati lungo l’apice
dell’intaglio nell’intervallo temporale 𝑡 = 0,6 ÷ 1 𝑠 (MMB test con 𝜅 = 50%, curva rossa
in Figura 6.11, curva nera in Figura 6.32). ................................................................................. 119
Figura 6.36. Dettagli del provino impiegato da Deng e Lee [71], [72]. ................................. 120
Figura 6.37. Curve sperimentali ottenute da Deng e Lee [71]. ............................................... 121
Figura 6.38. Curva sperimentale (in nero) e curva numerica (in rosso) del provino di
controllo. ......................................................................................................................................... 121
Figura 6.39. Analisi numerica per il provino con la lamina lunga 300 mm mediante i valori di
legame coesivo proposti da Teng et al. [72]. ............................................................................. 122
Figura 6.40. Analisi numeriche per il provino con la lamina lunga 300 mm al variare delle
trazioni e con 𝐺𝐼𝐶 = 0,03 𝑁/𝑚𝑚 e 𝐺𝐼𝐼𝐶 = 0,8 𝑁/𝑚𝑚. .................................................... 122
Figura 6.41. Analisi numerica per il provino con la lamina lunga 300 mm mediante i valori di
legame coesivo riportati in Tabella 6.21. .................................................................................... 124
Figura 6.42. Analisi numerica per il provino con la lamina lunga 400 mm mediante i valori di
legame coesivo riportati in Tabella 6.21. .................................................................................... 124
Figura 6.43. Analisi numerica per il provino con la lamina lunga 1000 mm mediante i valori
di legame coesivo riportati in Tabella 6.21. ............................................................................... 124
XV
Indice delle tabelle
Tabella 2.1. Esempi di proprietà meccaniche di alcune fibre per FRP [12]. ............................. 9
Tabella 2.2. Esempi di proprietà meccaniche di lamine pultruse [12]. .................................... 13
Tabella 6.1. Dati sperimentali: energie di frattura e lunghezza di delaminazione iniziale [4],
[5]. ...................................................................................................................................................... 94
Tabella 6.2. Proprietà meccaniche del materiale (AS4/PEEK) dei provini [4], [5]. .............. 94
Tabella 6.3. Geometria dei provini [4], [5]. .................................................................................. 94
Tabella 6.4. Lunghezze della leva rigida 𝑐 sperimentali ed analitiche. ..................................... 95
Tabella 6.5. Proprietà del legame bilineare coesivo del materiale (AS4/PEEK) dei provini [4],
[5]. ...................................................................................................................................................... 96
Tabella 6.6. Carico massimo delle soluzioni sperimentali, analitiche e numeriche. ............. 105
Tabella 6.7. Energie di frattura sperimentali del DCB test (𝜅 = 0%). .................................. 106
Tabella 6.8. Energie di frattura sperimentali del MMB test per 𝜅 = 20%. .......................... 106
Tabella 6.9. Energie di frattura sperimentali del MMB test per 𝜅 = 50%. .......................... 106
Tabella 6.10. Energie di frattura sperimentali del MMB test per 𝜅 = 80%. ........................ 107
Tabella 6.11. Energie di frattura sperimentali del ENF test (𝜅 = 100%). ........................... 107
Tabella 6.12. Carico massimo delle soluzioni aggiornate con le energie di frattura di Williams.
.......................................................................................................................................................... 110
Tabella 6.13. Energie di frattura numeriche del DCB test (𝜅 = 0%). ................................... 112
Tabella 6.14. Energie di frattura numeriche del MMB test per 𝜅 = 20%. ........................... 112
Tabella 6.15. Energie di frattura numeriche del MMB test per 𝜅 = 50%. ........................... 112
Tabella 6.16. Energie di frattura numeriche del MMB test per 𝜅 = 80%. ........................... 113
Tabella 6.17. Energie di frattura numeriche del ENF test (𝜅 = 100%). .............................. 113
Tabella 6.18. Proprietà meccaniche del laminato CFRP [71], [72]. ........................................ 120
Tabella 6.19. Proprietà meccaniche dell’adesivo strutturale Sikadur-31 Normal [71], [72].120
Tabella 6.20. Proprietà del legame bilineare coesivo utilizzate da Teng et al. [72]. .............. 121
Tabella 6.21. Proprietà del legame bilineare coesivo utilizzate per le simulazioni numeriche
finali. ................................................................................................................................................ 123
Tabella 6.22. Carico massimo delle soluzioni sperimentali e numeriche. .............................. 123

XVI

1
1. Introduzione
Sempre più negli ultimi anni, i materiali polimerici fibrorinforzati (FRP), in virtù delle elevate
proprietà meccaniche, vengo impiegati per le più svariate applicazioni strutturali. Infatti, se il
settore aeronautico e quello aerospaziale possono essere considerati come i precursori
nell’impiego di tali tecnologie, oggi sono numerosissimi gli esempi di applicazione degli FRP
nell’ambito dell’ingegneria meccanica e civile. In quest’ultimo, l’esempio più eclatante è
quello dell’impiego degli FRP laminati1 per il recupero di elementi strutturali (come travi,
pilastri, ecc.) degradati, oppure per il loro adeguamento sismico (problema che sta diventando
sempre più cruciale in Italia).
Per migliorare e per certificare l’affidabilità degli FRP nelle rispettive applicazioni è necessario
eseguire un certo numero di prove sperimentali che rappresentano quasi sempre un costo
elevato in termini economici. A fronte di ciò, molti ricercatori stanno cercando di mettere a
punto modelli numerici capaci di descrivere il comportamento meccanico degli FRP
sfruttando le capacità di calcolo, sempre più elevate, dei computer. In altre parole, si sta
cercando di simulare numericamente le prove sperimentali in modo da poter ridurre il
numero delle corrispettive prove in laboratorio.
Uno dei più importanti fenomeni di degrado connesso all’utilizzo degli FRP (di impiego civile
e non), e che i ricercatori stanno cercando appunto di simulare, è noto come delaminazione.
1.1. Il fenomeno della delaminazione
La delaminazione è un processo di rottura proprio dei laminati in materiale composito. Tale
fenomeno è costituito dalla separazione delle lamine, che si innesca spesso in prossimità dei
bordi liberi del laminato, dove di solito sono presenti elevati picchi di tensione (Figura 1.1).
1 In letteratura, uno strato di materiale composito fibrorinforzato viene chiamato lamina, mentre il prodotto ottenuto dalla sovrapposizione e l’incollaggio di diverse lamine è detto laminato [9].

Introduzione
2
Figura 1.1. Schematizzazione della delaminazione in un FRP laminato (nel caso di puro modo I).
La resistenza alla delaminazione negli FRP è fortemente influenzata dalle modalità di carico,
la quale può essere schematizzata come uno dei tre modi puri rappresentati in figura, oppure
mediante la loro combinazione. In quest’ultimo caso si parla di modo misto. Di solito, gli
FRP presentano la resistenza minore alla delaminazione in puro modo I.
Figura 1.2. Modi puri di carico e di propagazione della delaminazione.
Nell’ambito del rinforzo strutturale, il concetto di delaminazione viene esteso. Ad esempio,
in una trave di cemento armato rinforzata dalla parte delle fibre tese con un FRP laminato,
la delaminazione può avvenire (oltre che nell’FRP vero e proprio come in Figura 1.1, anche
se è poco probabile) anche in seguito ad una frattura che si propaga all’interno dello strato
di adesivo strutturale (Figura 1.3 a destra) o nel copriferro di calcestruzzo (Figura 1.3 a
sinistra).
Figura 1.3. Possibile delaminazione in una trave in cemento armato rinforzata con FRP dal lato delle fibre tese: nel copriferro di calcestruzzo (a sinistra) e nell’adesivo strutturale (a destra) [1].
La delaminazione, a prescindere dalle cause che la determinano (come impatti o imperfezioni
geometriche), è molto pericolosa perché può portare ad una rapida riduzione della capacità

Introduzione
3
portante della struttura, così come nelle travi in cemento armato rinforzato con FRP. Il
processo che porta all’innesco e alla propagazione delle fratture anche all’interno dei materiali
compositi è abbastanza complesso e difficile da riprodurre perché non include solo la
delaminazione, ma anche altri meccanismi di danneggiamento intralaminari (come la
fessurazione trasversale della matrice polimerica, la rottura delle fibre e il distacco tra fibra e
matrice).
Nel tempo sono stati messi a punto diversi modelli per la descrizione della delaminazione
classificabili, a seconda dei concetti di base che li caratterizzano, in due grandi insiemi:
modelli basati sulla Meccanica della Frattura e modelli basati sulla Meccanica del Danno.
1.2. Modellazione della delaminazione attraverso la
Meccanica della Frattura
Per descrivere la delaminazione molti autori sono partiti dalle nozioni base della Meccanica
della Frattura Elastica Lineare (Linear Elastic Fracture Mechanics, LEFM) e dal concetto di tasso
di rilascio dell’energia (o energy release rate), 𝐺, cioè l’energia rilasciata per unità di avanzamento
della cricca. Dalla letteratura si evince che tale grandezza è stata spesso misurata ricorrendo
alla tecnica nota come Virtual Crack Closure Technique (VCCT) proposta da Rybicki e
Kanninen nel 1977 [2]. Essendo tale tecnica basata appunto sui principi della LEFM, essa
risulta appropriata solo se la cricca propaga in modo fragile (o al più quasi fragile) lungo un
percorso predefinito. Detto in altri termini, se la teoria LEFM è valida, allora risulta vero che
la condizione necessaria e sufficiente per la delaminazione è
𝐺 ≥ 𝐺𝐶 (1.1)
dove 𝐺𝐶 è l’energia di frattura, cioè l’energia necessaria per rompere i legami interni del
materiale e creare due nuove superfici di area unitaria2. L’ipotesi di base della VCCT, nota in
letteratura come ipotesi di Irwin, afferma che se la fessura si propaga di una piccola quantità
∆𝑎, allora l’energia rilasciata durante l’avanzamento ∆𝑎 della cricca equivale al lavoro
richiesto per richiudere la cricca della stessa quantità ∆𝑎. Così facendo i tre energy release
2 Se il provino presenta un comportamento duttile, anziché fragile, la condizione (1.1) non è più valida e la condizione necessaria e sufficiente per la propagazione della cricca è 𝐺 ≥ 𝐺𝐶 + 𝛾𝑝, dove 𝛾𝑝 è l’energia di dissipazione plastica che
tiene conto dell’aumento della resistenza del materiale dovuto all’incrudimento plastico dello stesso nell’intorno dell’apice.
Introduzione
4
rate 𝐺𝐼, 𝐺𝐼𝐼 e 𝐺𝐼𝐼𝐼 dei rispettivi tre modi puri (cioè I, II e III) possono essere calcolati
direttamente in funzione delle forze nodali e degli spostamenti nodali calcolati mediante
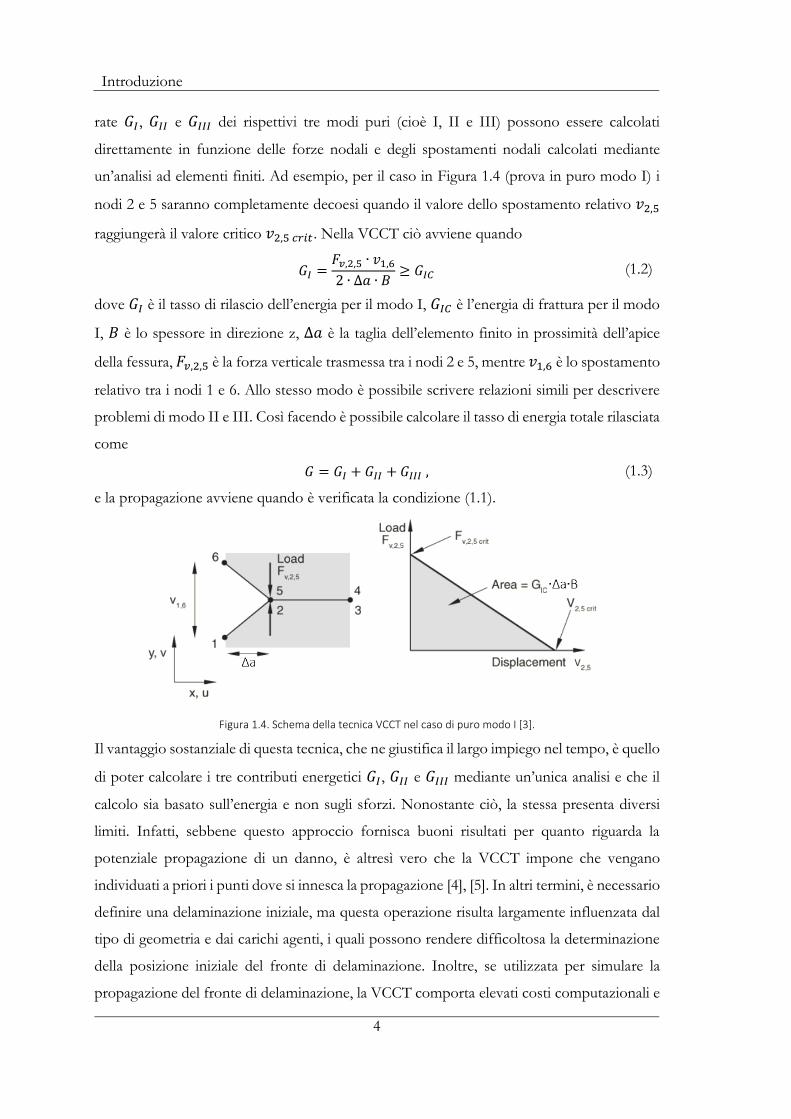
un’analisi ad elementi finiti. Ad esempio, per il caso in Figura 1.4 (prova in puro modo I) i
nodi 2 e 5 saranno completamente decoesi quando il valore dello spostamento relativo 𝑣2,5
raggiungerà il valore critico 𝑣2,5 𝑐𝑟𝑖𝑡. Nella VCCT ciò avviene quando
𝐺𝐼 =𝐹𝑣,2,5 ∙ 𝑣1,62 ∙ ∆𝑎 ∙ 𝐵
≥ 𝐺𝐼𝐶 (1.2)
dove 𝐺𝐼 è il tasso di rilascio dell’energia per il modo I, 𝐺𝐼𝐶 è l’energia di frattura per il modo
I, 𝐵 è lo spessore in direzione z, ∆𝑎 è la taglia dell’elemento finito in prossimità dell’apice
della fessura, 𝐹𝑣,2,5 è la forza verticale trasmessa tra i nodi 2 e 5, mentre 𝑣1,6 è lo spostamento
relativo tra i nodi 1 e 6. Allo stesso modo è possibile scrivere relazioni simili per descrivere
problemi di modo II e III. Così facendo è possibile calcolare il tasso di energia totale rilasciata
come
𝐺 = 𝐺𝐼 + 𝐺𝐼𝐼 + 𝐺𝐼𝐼𝐼 , (1.3)
e la propagazione avviene quando è verificata la condizione (1.1).
Figura 1.4. Schema della tecnica VCCT nel caso di puro modo I [3].
Il vantaggio sostanziale di questa tecnica, che ne giustifica il largo impiego nel tempo, è quello
di poter calcolare i tre contributi energetici 𝐺𝐼, 𝐺𝐼𝐼 e 𝐺𝐼𝐼𝐼 mediante un’unica analisi e che il
calcolo sia basato sull’energia e non sugli sforzi. Nonostante ciò, la stessa presenta diversi
limiti. Infatti, sebbene questo approccio fornisca buoni risultati per quanto riguarda la
potenziale propagazione di un danno, è altresì vero che la VCCT impone che vengano
individuati a priori i punti dove si innesca la propagazione [4], [5]. In altri termini, è necessario
definire una delaminazione iniziale, ma questa operazione risulta largamente influenzata dal
tipo di geometria e dai carichi agenti, i quali possono rendere difficoltosa la determinazione
della posizione iniziale del fronte di delaminazione. Inoltre, se utilizzata per simulare la
propagazione del fronte di delaminazione, la VCCT comporta elevati costi computazionali e
Introduzione
5
tecniche complesse il remeshing lungo il fronte di delaminazione man mano che esso avanza
[4], [5].
1.3. Modellazione della delaminazione attraverso la
Meccanica della Danno
Al fine di superare alcune delle difficoltà legate alla VCCT (o ad altre tecniche diverse, ma
sempre derivanti dall’approccio LEFM), nel tempo sono state sviluppate altre teorie per la
simulazione della delaminazione partendo da un ambito diverso: la Meccanica della Frattura
quasi-fragile e la Meccanica del Danno. Tra queste, quella degli elementi finiti coesivi è quella che
forse ha avuto più successo nelle ultime decadi e che oggi è oggetto di un numero sempre
più crescente di ricerche.
La teoria degli elementi finiti coesivi si basa sul cosiddetto Modello della Zona Coesiva (o zona
di processo, o anche Cohesive Zone Model (CZM)) le cui origini possono essere ricondotte
alle ricerche di Dugdale [6] e Barenblatt [7] sviluppate agli inizi degli anni sessanta.
Il principale vantaggio nell’uso degli elementi finiti coesivi sta nella capacità di descrivere sia
l’attivazione, che la propagazione della delaminazione senza conoscere a priori né la
posizione della fessura, né la direzione di propagazione [4]. Inoltre, il CZM trova una esatta
corrispondenza con la teoria LEFM quando sono verificate le seguenti ipotesi [8]:
materiale elastico lineare (small-scale yielding);
propagazione della fessura in modo collineare (self-similar crack growth);
dimensione della zona di processo trascurabile rispetto alla dimensione caratteristica
del provino.
1.4. Scopo della tesi
L’obiettivo del presente lavoro è quello di riuscire a simulare mediante il codice di calcolo
commerciale ad elementi finiti Abaqus delle prove sperimentali di modo misto I/II mediante
un analisi di tipo dinamica esplicita e l’impiego di elementi finiti coesivi di interfaccia
tridimensionali (con spessore nullo o finito). Tale obiettivo è stato scelto sulla base di una
duplice motivazione: la delaminazione è un fenomeno dinamico e non statico, che spesso si
manifesta in modo instabile; la letteratura è ricca di analisi ad elementi finiti per quanto

Introduzione
6
riguarda le prove in modo puro I e II, spesso con ottimo esito, mentre per il modo misto
I/II è più difficile trovare contribuiti significativi. L’idea è di verificare quanto i modelli
implementati in Abaqus consentano di simulare con sufficiente accuratezza prove
sperimentali di modo misto mediante la teoria degli elementi finiti coesivi.
La tesi è strutturata nel seguente modo:
nel capitolo 2 vengono definiti gli FRP e vengono discusse le possibili modalità di
rinforzo di elementi strutturali preesistenti;
nel capitolo 3 viene introdotto il concetto di modello coesivo e di zona di processo per
FRP; viene altresì introdotto il legame coesivo bilineare per i modi puri I, II e III e per
il modo misto I/II;
nel capitolo 4 vengono descritte le tre prove di delaminazione oggetto di studio: il
Double Cantilever Beam test, l’End Notched Flexure test e il Mixed Mode Bending
test; per ognuna di queste prove vengono fornite le diverse soluzioni analitiche
disponibili in letteratura;
nel capitolo 5 viene descritta la modellazione assunta in Abaqus per le prove di
delaminazione e per un caso di applicazione pratica relativo ad una trave in acciaio
rinforzata a flessione con una lamina di CFRP;
nel capitolo 6 sono riportati e commentati i risultati numerici delle analisi svolte e del
calcolo dell’energia di frattura.
7
2. I Materiali compositi e gli FRP
Sempre più nell’ambito ingegneristico, civile e non, prende piede l’impiego dei cosiddetti
materiali compositi (Figura 2.1). Essi possono essere definiti come materiali, non naturali,
costituiti da almeno due materiali, chiamati matrice e rinforzo, fisicamente distinti e dispersi
l’uno nell’altro in modo controllato [9]. In particolare, la matrice rappresenta la fase continua
nella quale è disperso il rinforzo, cioè la fase discontinua o dispersa. Quest’ultima può essere
costituita da particelle o da fibre. Il materiale che ne consegue possiede proprietà meccaniche
che non si possono ottenere dai singoli materiali (il che ne giustifica l’assemblaggio).
Figura 2.1. Classificazione dei principali tipi di materiali compositi [9].
I materiali polimerici rinforzati con fibre (Fiber Reinforced Polymers, FRP) sono i compositi
più diffusi. In letteratura, uno strato di materiale composito fibrorinforzato (con fibre
parallele o incrociate) viene chiamato lamina, mentre il prodotto ottenuto dalla
sovrapposizione e l’incollaggio di diverse lamine è detto laminato. I prodotti FRP laminati
presentano elevate caratteristiche meccaniche, le quali derivano sostanzialmente dalle fibre
impiegate. Infatti, molti materiali (come ad esempio il vetro), nonostante su scala
macroscopica presentino un comportamento fragile ed una scarsa resistenza a trazione, sotto
forma di fibre (cioè filamenti dal diametro molto ridotto) presentano invece valori molto
I Materiali compositi e gli FRP
8
elevati di resistenza a trazione e di modulo elastico, che crescono con il diminuire del
diametro della fibra. Il motivo di tale fenomeno, già ben noto agli inizi del ‘900, venne
spiegato correttamente per la prima volta da Alan Arnold Griffith nel 1920, il quale dimostrò
che l’aumento della resistenza è da ricercare nella riduzione del numero e delle dimensioni
dei difetti inevitabilmente presenti nel materiale sotto forma di microfratture3 [10], [11].
Gli elevati valori di modulo elastico e resistenza a trazione possono dunque essere sfruttati
se le fibre vengono immerse in una matrice polimerica, la quale conferisce continuità al
materiale, consente la trasmissione e la ripartizione delle sollecitazioni e protegge le fibre
dall’aggressione dell’ambiente esterno.
Oltre che dal diametro della fibra, la resistenza del composito è influenzata anche dalle
seguenti quantità relative alle fibre: la lunghezza, il tasso di rinforzo (espresso come
percentuale di volume di fibre rispetto al volume totale), l’orientamento e il materiale
impiegato. Di solito le proprietà meccaniche migliorano con l’aumentare della lunghezza e
del tasso di rinforzo delle fibre, ma è altresì vero che fibre molto lunghe possono complicare
la lavorazione del prodotto e che oltre una certa soglia di contenuto (circa l’80% in volume)
la matrice polimerica non riesce più ad avvolgere completamente tutte le fibre e, quindi, a
trasmettere correttamente le sollecitazioni. È necessario dunque raggiugere un
compromesso.
Nel caso di fibre lunghe, la direzione delle fibre influenza il tipo di risposta meccanica del
composito. Infatti, ogni fibra contribuisce alla resistenza del composito principalmente nella
propria direzione longitudinale. Conseguentemente, fibre con orientamento ben definito
conferiscono al composito un comportamento anisotropo (di solito ortotropo). Per ridurre
l’anisotropia di solito si producono laminati con lamine aventi fibre con diverso orientamento
(ad esempio 0, 45 e 90° rispetto alla direzione longitudinale). Nel caso invece di fibre corte,
di solito l’orientamento è casuale, perciò il comportamento tende ad essere isotropo.
3 Il lavoro di Griffith ebbe una risonanza enorme nel rispettivo ambito di ricerca e contribuì significativamente allo sviluppo della teoria che oggi va sotto il nome di Meccanica della Frattura Elastica Lineare (Linear Elastic Fracture Mechanics, LEFM), la quale descrive molto bene il collasso nei materiali fragili. Negli anni ’50 Irwin estese la teoria della frattura anche ai materiali duttili introducendo il concetto di plasticità [73].

I Materiali compositi e gli FRP
9
2.1. Le fibre
Le fibre maggiormente impiegate per la produzione degli FRP sono quelle di vetro, di
carbonio o di aramide (meglio noto con il nome commerciale kevlar)4. Spesso prevale la scelta
del carbonio dato che possiede un modulo elastico superiore agli altri due materiali. Nella
Tabella 2.1 sono riportati degli esempi di proprietà meccaniche di alcune fibre per FRP.
Il tipo di fibra viene sovente utilizzato per classificare i compositi, dando luogo ai CFRP (per
le fibre di carbonio), GFRP (per le fibre di vetro) e AFRP (per le fibre aramidiche). Le fibre
di carbonio e quelle aramidiche spesso vengono ulteriormente classificate come fibre ad alta
resistenza a trazione (HT) e fibre ad alto modulo (HM), a seconda di quale delle due proprietà
meccaniche venga massimizzata. Per le sole fibre di carbonio è possibile raggiungere valori
di modulo elastico particolarmente elevati, ed in questo caso si parla di fibre con modulo
ultra-alto (UHM). Le fibre di vetro vengono classificate secondo altri criteri.
Tabella 2.1. Esempi di proprietà meccaniche di alcune fibre per FRP [12].
Materiale Densità
[g/cm3]
Modulo elastico
[GPa]
Resistenza a trazione [MPa]
Allungamento a rottura [%]
Fibre di carbonio ad alta resistenza a
trazione (HT) 1,78 270 3400 1,4
Fibre di carbonio ad alto modulo (HM)
1,83 530 2250 0,5
Fibre di carbonio a modulo ultra-alto
(UHM) - 640 1900 0,3
Fibre aramidiche ad alta resistenza a trazione
(HT) 1,39 81 3470 4,5
Fibre aramidiche ad alto modulo (HM)
1,45 125 2800 2
Fibre di vetro E 2,58 73 2000 3,5
Fibre di vetro S 2,53 86 3500 4
4 La ricerca nel campo è frenetica e negli ultimi anni sono oggetto di studio e sperimentazione fibre di altro materiale, sia di origine naturale, come ad esempio il basalto, sia di origine sintetica, come lo Zylon (PBO).

I Materiali compositi e gli FRP
10
2.2. Le matrici polimeriche
La rigidezza e la resistenza della matrice polimerica sono molto più basse di quelle delle fibre
(il rapporto tra i moduli elastici delle fibre e della matrice può arrivare fino a 100). Le matrici
polimeriche possono essere termoplastiche o termoindurenti, anche se queste ultime, tra le
quali spiccano le resine epossidiche o il poliestere, ne costituiscono la maggioranza.
I polimeri termoplastici sono polimeri formati da catene lineari o poco ramificate, non legate
l'una con l'altra (ovvero non reticolate). Sono materiali lavorati con il calore, in quanto è
sufficiente aumentarne la temperatura oltre il punto di fusione per portarli ad uno stato
viscoso e poterli, quindi, formare. Quando la fonte di calore viene rimossa e la temperatura
riscende sotto il punto di fusione il polimero si solidifica di nuovo assumendo un aspetto
vetroso. Ogni volta che si ripete l'operazione di riscaldamento e formatura il materiale perde
un po' delle sue caratteristiche meccaniche, per cui vi è un limite pratico al numero di volte
che questo processo può avvenire prima che le proprietà del materiale comincino ad esaurirsi.
I polimeri termoindurenti sono materiali che mediante una reazione chimica chiamata
polimerizzazione passano dallo stato liquido a quello solido. Nella sua forma non
polimerizzata, il materiale è formato da piccole molecole, chiamate monomeri, non collegate
fra loro. L'aggiunta di un secondo materiale (il catalizzatore) avvia la reazione chimica,
durante la quale i monomeri si legano fra loro formando le catene polimeriche, che sono
significativamente più lunghe dei monomeri. Il successivo riscaldamento (oppure
un’ulteriore reazione chimica catalizzata) fa sì che le catene polimeriche si leghino fra loro
mediante il fenomeno della reticolazione. Questo cambiamento è permanente e irreversibile,
e provoca la solidificazione del materiale: è in questa fase, infatti, che avviene lo stampaggio.
Questo vuol dire che i polimeri termoindurenti una volta prodotti non possono essere fusi
senza andare incontro alla degradazione chimica degli stessi. Questo perché tali materiali,
tipicamente, degradano ad una temperatura inferiore a quella di fusione (si carbonizzano
prima che la fusione possa avere luogo). Ciò implica che i polimeri termoindurenti non
possano essere riciclati per lo stesso scopo (di solito vengono macinati e la polvere viene
usata come filler). Poiché le reticolazioni ostacolano la mobilità delle macromolecole, in
generale, si osserva che i polimeri termoindurenti presentano un comportamento più fragile
rispetto a quelli termoplastici (un esempio di ciò è riportato nel grafico in Figura 3.14, p. 38).
I Materiali compositi e gli FRP
11
2.3. La fabbricazione
Analogamente al calcestruzzo, gli FRP possono essere prodotti direttamente in cantiere dalle
maestranze, oppure possono essere elementi prefabbricati già pronti per il loro impiego.
2.3.1. FRP formati in sito
Esistono due metodi di applicazione: a secco e a umido. Nel primo caso, si stende un primo
strato di resina sulla superficie da rinforzare, vi si applica il tessuto fibroso e, tramite un rullo,
si stende un secondo strato della stessa resina. Nel secondo caso, il tessuto è già impregnato
con la resina (di solito arriva in cantiere dentro delle vasche) e, tramite un rullo, viene incollato
sull’elemento oggetto del rinforzo (di norma la superficie viene preparata applicando un’altra
resina che funge da adesivo). In entrambi i casi è possibile incrementare le capacità del
rinforzo stendendo altri tessuti fibrosi.
Il vantaggio degli FRP formati in sito è che ben si prestano al rinforzo di elementi di forma
complessa, poiché le fibre sono flessibili. Lo svantaggio è che la capacità del rinforzo è molto
influenzata dalle condizioni ambientali in cui avviene la messa in opera (l’ambiente ideale è
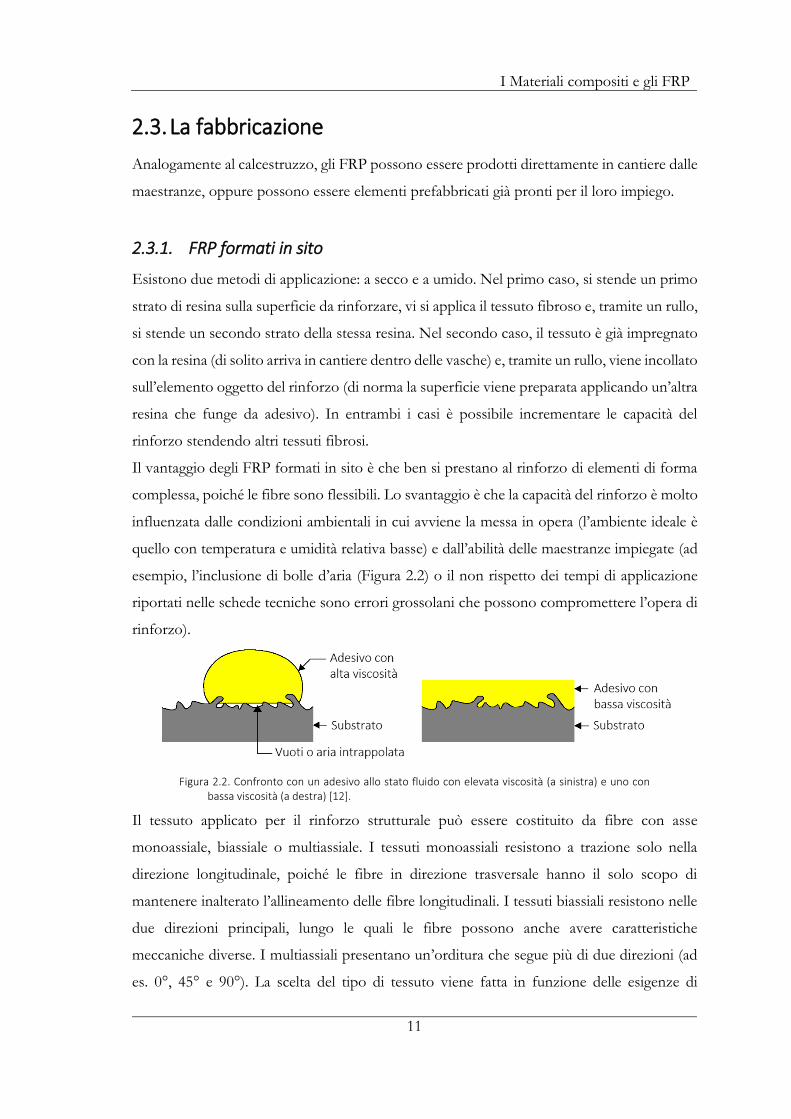
quello con temperatura e umidità relativa basse) e dall’abilità delle maestranze impiegate (ad
esempio, l’inclusione di bolle d’aria (Figura 2.2) o il non rispetto dei tempi di applicazione
riportati nelle schede tecniche sono errori grossolani che possono compromettere l’opera di
rinforzo).
Figura 2.2. Confronto con un adesivo allo stato fluido con elevata viscosità (a sinistra) e uno con bassa viscosità (a destra) [12].
Il tessuto applicato per il rinforzo strutturale può essere costituito da fibre con asse
monoassiale, biassiale o multiassiale. I tessuti monoassiali resistono a trazione solo nella
direzione longitudinale, poiché le fibre in direzione trasversale hanno il solo scopo di
mantenere inalterato l’allineamento delle fibre longitudinali. I tessuti biassiali resistono nelle
due direzioni principali, lungo le quali le fibre possono anche avere caratteristiche
meccaniche diverse. I multiassiali presentano un’orditura che segue più di due direzioni (ad
es. 0°, 45° e 90°). La scelta del tipo di tessuto viene fatta in funzione delle esigenze di

I Materiali compositi e gli FRP
12
progetto. Ad esempio, se l’intervento riguarda più direzioni di sollecitazione e non è possibile
applicare diversi strati (magari a causa della geometria) allora può essere necessario impiegare
un tessuto biassiale o multiassiale.
Il materiale che compone i tessuti è di solito omogeneo, ma, in alcuni casi, sono stati impiegati
tessuti di rinforzo non omogenei (ad esempio, vetro/kevlar oppure vetro/carbonio) [12].
2.3.2. FRP prefabbricati
Sono quasi sempre sotto forma di lamina ottenuta tramite il processo della pultrusione. Per
questo motivo, vengono spesso denominate lamine pultruse o, meno correttamente,
poltruse. La pultrusione, dall’inglese pull + extrusion, ovvero “estrusione per trazione”, è un
processo continuo utilizzato per produrre appunto profilati polimerici fibrorinforzati [13].
Il processo di pultrusione consente la produzione di manufatti caratterizzati da un
allineamento e un’uniformità di distribuzione delle fibre pressoché perfetti e da un tasso di
rinforzo che è circa il doppio di quello che si può conseguire negli FRP fabbricati in sito:
normalmente, un manufatto pultruso ha un tasso di rinforzo compreso tra il 60% e l’80%.
Inoltre, il tasso di rinforzo conseguibile e le prestazioni finali del composito sono controllabili
con estrema precisione, quindi il margine di errore si riduce al solo incollaggio della lamina.
Anche la messa in opera risulta più agevole e veloce. Tutte queste considerazioni, combinate
con le ottime proprietà meccaniche, rendono i pultrusi particolarmente adatti ad impieghi in
campo edilizio. L’unico reale svantaggio rispetto agli FRP fabbricati in sito sta nel fatto che
le lamine pultruse possono essere applicate solo in caso di superfici piane o con raggi di
curvatura superiori ai 3 m [12]. Ciò ne limita il campo di impiego principalmente al solo
rinforzo di tipo flessionale (vedi par. 2.5), o a taglio, nei casi in cui è sufficiente una semplice
fasciatura laterale (Figura 2.8c).
Come per le fibre di carbonio e le fibre aramidiche, anche le lamine pultruse sono classificate
in lamine ad alta resistenza a trazione (HT) e lamine ad alto modulo elastico (HM). Queste
ultime vengono impiegate nel rinforzo strutturale di elementi in cemento armato o acciaio,
poiché il modulo elastico è prossimo a quello dell’acciaio, mentre le altre sono usate nei
restanti casi in cui moduli elastici sono più contenuti, come ad esempio il rinforzo di
murature. Nella Tabella 2.2 sono riportati i valori tipici delle proprietà meccaniche che
caratterizzano le lamine pultruse ordinarie.
I Materiali compositi e gli FRP
13
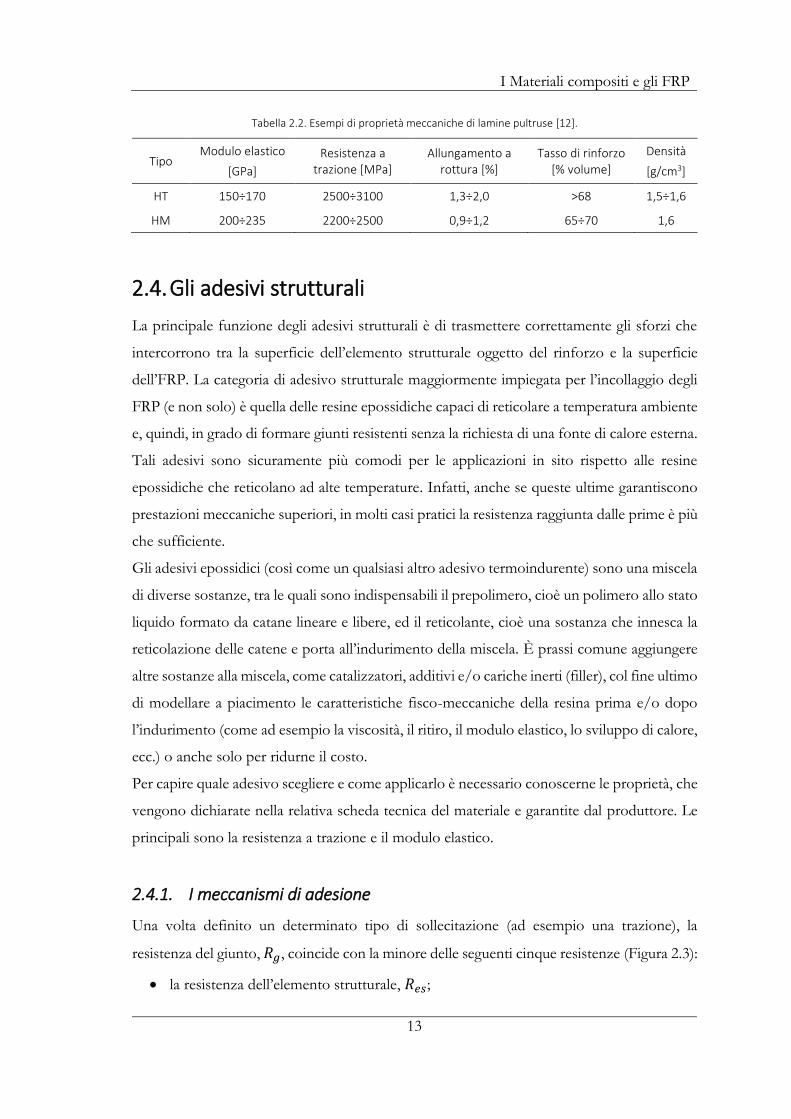
Tabella 2.2. Esempi di proprietà meccaniche di lamine pultruse [12].
Tipo Modulo elastico
[GPa]
Resistenza a trazione [MPa]
Allungamento a rottura [%]
Tasso di rinforzo [% volume]
Densità
[g/cm3]
HT 150÷170 2500÷3100 1,3÷2,0 >68 1,5÷1,6
HM 200÷235 2200÷2500 0,9÷1,2 65÷70 1,6
2.4. Gli adesivi strutturali
La principale funzione degli adesivi strutturali è di trasmettere correttamente gli sforzi che
intercorrono tra la superficie dell’elemento strutturale oggetto del rinforzo e la superficie
dell’FRP. La categoria di adesivo strutturale maggiormente impiegata per l’incollaggio degli
FRP (e non solo) è quella delle resine epossidiche capaci di reticolare a temperatura ambiente
e, quindi, in grado di formare giunti resistenti senza la richiesta di una fonte di calore esterna.
Tali adesivi sono sicuramente più comodi per le applicazioni in sito rispetto alle resine
epossidiche che reticolano ad alte temperature. Infatti, anche se queste ultime garantiscono
prestazioni meccaniche superiori, in molti casi pratici la resistenza raggiunta dalle prime è più
che sufficiente.
Gli adesivi epossidici (così come un qualsiasi altro adesivo termoindurente) sono una miscela
di diverse sostanze, tra le quali sono indispensabili il prepolimero, cioè un polimero allo stato
liquido formato da catane lineare e libere, ed il reticolante, cioè una sostanza che innesca la
reticolazione delle catene e porta all’indurimento della miscela. È prassi comune aggiungere
altre sostanze alla miscela, come catalizzatori, additivi e/o cariche inerti (filler), col fine ultimo
di modellare a piacimento le caratteristiche fisco-meccaniche della resina prima e/o dopo
l’indurimento (come ad esempio la viscosità, il ritiro, il modulo elastico, lo sviluppo di calore,
ecc.) o anche solo per ridurne il costo.
Per capire quale adesivo scegliere e come applicarlo è necessario conoscerne le proprietà, che
vengono dichiarate nella relativa scheda tecnica del materiale e garantite dal produttore. Le
principali sono la resistenza a trazione e il modulo elastico.
2.4.1. I meccanismi di adesione
Una volta definito un determinato tipo di sollecitazione (ad esempio una trazione), la
resistenza del giunto, 𝑅𝑔, coincide con la minore delle seguenti cinque resistenze (Figura 2.3):
la resistenza dell’elemento strutturale, 𝑅𝑒𝑠;

I Materiali compositi e gli FRP
14
la resistenza dell’adesivo, 𝑅𝑎;
la resistenza dell’FRP, 𝑅𝐹𝑅𝑃;
la resistenza dell’interfaccia tra elemento strutturale e adesivo, 𝑅𝑒𝑠,𝑎;
la resistenza dell’interfaccia tra FRP e adesivo, 𝑅𝐹𝑅𝑃,𝑎.
Figura 2.3. Schematizzazione dei sistemi di forze coesivi (in rosso) e adesivi (in blu).
Figura 2.4. Modalità di collasso di un giunto: 1) coesivo in uno dei materiali incollati; 2) coesivo nell’adesivo; 3) adesivo; 4) misto [12].
L’individuazione della minore di queste cinque resistenze permette di identificare l’eventuale
modalità di collasso. Dall’elenco appena stilato, infatti, è evidente come le prime tre resistenze
siano concettualmente distinte dalle ultime due. Nel primo insieme, infatti, rientrano i sistemi
di forze di tipo coesivo, mentre nell’ultimo sono di tipo adesivo (Figura 2.3). Alla luce di
tutto ciò risulta chiaro che la modalità di collasso di un giunto ottenuto per incollaggio può
essere di tipo (Figura 2.4):
coesivo, quando avviene per rottura netta di uno dei tre materiali (𝑅𝑔 =
min{𝑅𝑒𝑠, 𝑅𝑎, 𝑅𝐹𝑅𝑃});

I Materiali compositi e gli FRP
15
adesivo, quando avviene per scollamento di una delle due interfacce (𝑅𝑔 =
min{𝑅𝑒𝑠,𝑎, 𝑅𝐹𝑅𝑃,𝑎});
misto, quando avviene in parte in modo coesivo e in parte in modo adesivo.
Di solito nel progetto dei giunti calcestruzzo/FRP si impone che l’eventuale distacco avvenga
in modo coesivo nell’elemento strutturale oggetto del rinforzo. In laboratorio spesso il
provino è impostato in modo tale da collassare coesivamente nell’adesivo, così da poter fare
un confronto con i modelli coesivi teorici (che in parte è l’obiettivo del presente lavoro). Il
collasso adesivo o misto sono, nella prassi comune, da evitare.
La resistenza di un incollaggio può essere, ad esempio, valutata mediante prove di strappo
(pull off): sulla superficie superiore del provino (ad esempio di calcestruzzo) viene incollato
un disco metallico, mentre la superficie inferiore è opportunamente incastrata; dopo
l’indurimento dell’adesivo, si misura la forza necessaria per il distacco tirando il disco;
osservando la superficie di rottura si definisce la modalità di collasso.
L’adesione tra due materiali può avvenire attraverso i seguenti meccanismi:
aggrappaggio meccanico, che avviene per ingranamento meccanico: l’adesivo fluido penetra
nei pori del substrato, indurisce e vi rimane incastrato (Figura 2.5 a sinistra);
adsorbimento fisico, che avviene mediante legami deboli di vario tipo; si verifica quando
le molecole dell’adesivo sono molto prossime a quello del substrato (Figura 2.5 a
destra);
diffusione molecolare, avviene solo tra polimeri.
Figura 2.5. Rappresentazione qualitativa del meccanismo di aggrappaggio meccanico (a sinistra) e di adsorbimento fisico (a destra) [14].
2.4.2. Gli effetti ambientali
Così come per ogni materiale strutturale, anche per gli adesivi è cruciale l’aspetto della
durabilità nel tempo. La funzionalità dell’adesivo, infatti, deve essere garantita durante tutta
la vita di servizio prevista per la struttura su cui è applicato. I fattori ambientali che possono
degradare gli adesivi sono due: l’umidità e la temperatura.
I Materiali compositi e gli FRP
16
Negli ambienti umidi l’adesivo può assorbire acqua, la quale può condurre al danneggiamento
delle catene polimeriche (attraverso il fenomeno di idrolisi) ed al rigonfiamento della resina,
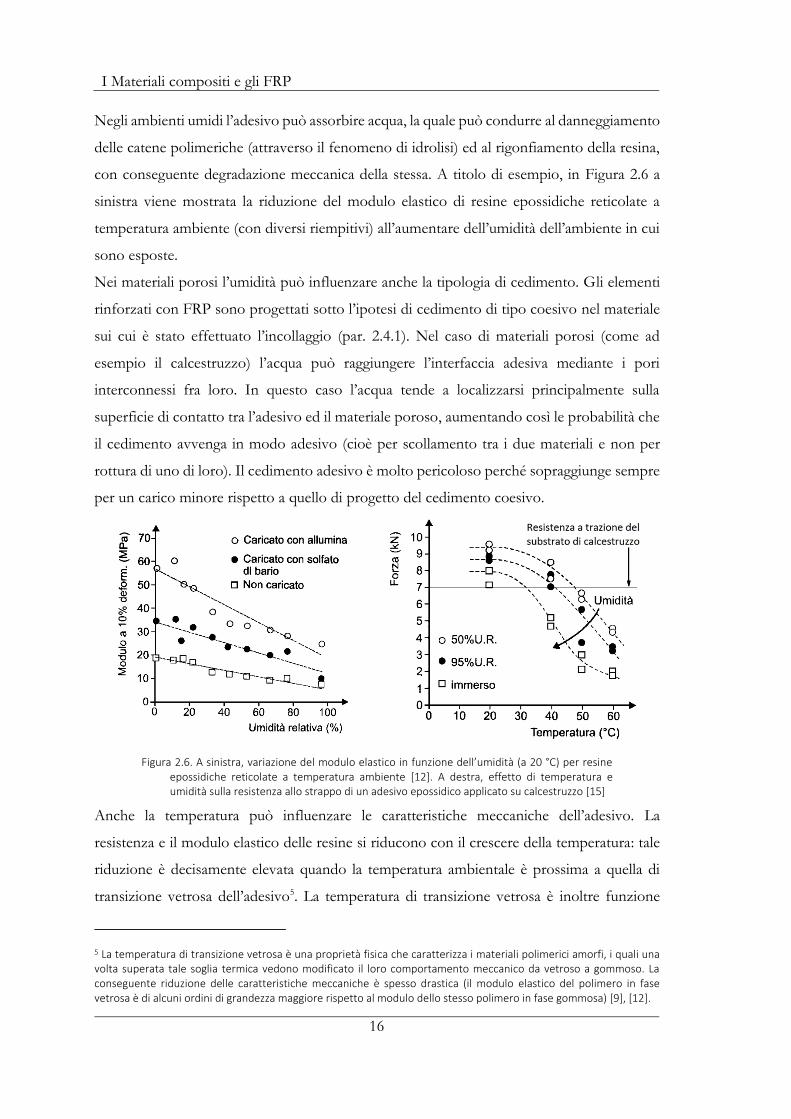
con conseguente degradazione meccanica della stessa. A titolo di esempio, in Figura 2.6 a
sinistra viene mostrata la riduzione del modulo elastico di resine epossidiche reticolate a
temperatura ambiente (con diversi riempitivi) all’aumentare dell’umidità dell’ambiente in cui
sono esposte.
Nei materiali porosi l’umidità può influenzare anche la tipologia di cedimento. Gli elementi
rinforzati con FRP sono progettati sotto l’ipotesi di cedimento di tipo coesivo nel materiale
sui cui è stato effettuato l’incollaggio (par. 2.4.1). Nel caso di materiali porosi (come ad
esempio il calcestruzzo) l’acqua può raggiungere l’interfaccia adesiva mediante i pori
interconnessi fra loro. In questo caso l’acqua tende a localizzarsi principalmente sulla
superficie di contatto tra l’adesivo ed il materiale poroso, aumentando così le probabilità che
il cedimento avvenga in modo adesivo (cioè per scollamento tra i due materiali e non per
rottura di uno di loro). Il cedimento adesivo è molto pericoloso perché sopraggiunge sempre
per un carico minore rispetto a quello di progetto del cedimento coesivo.
Figura 2.6. A sinistra, variazione del modulo elastico in funzione dell’umidità (a 20 °C) per resine epossidiche reticolate a temperatura ambiente [12]. A destra, effetto di temperatura e umidità sulla resistenza allo strappo di un adesivo epossidico applicato su calcestruzzo [15]
Anche la temperatura può influenzare le caratteristiche meccaniche dell’adesivo. La
resistenza e il modulo elastico delle resine si riducono con il crescere della temperatura: tale
riduzione è decisamente elevata quando la temperatura ambientale è prossima a quella di
transizione vetrosa dell’adesivo5. La temperatura di transizione vetrosa è inoltre funzione
5 La temperatura di transizione vetrosa è una proprietà fisica che caratterizza i materiali polimerici amorfi, i quali una volta superata tale soglia termica vedono modificato il loro comportamento meccanico da vetroso a gommoso. La conseguente riduzione delle caratteristiche meccaniche è spesso drastica (il modulo elastico del polimero in fase vetrosa è di alcuni ordini di grandezza maggiore rispetto al modulo dello stesso polimero in fase gommosa) [9], [12].
I Materiali compositi e gli FRP
17
dell’umidità e, in particolare, la prima diminuisce con l’aumentare della seconda. Tale
fenomeno viene ben descritto in Figura 2.6 a destra, dove viene riportata la resistenza allo
strappo di una comune resina epossidica incollata su calcestruzzo in funzione di temperatura
e umidità relativa. In ambiente asciutto (50% di umidità relativa) sotto i 50 °C la resistenza
allo strappo della resina è maggiore di quella del calcestruzzo, ma ciò non è più vero col
crescere dell’umidità: in ambienti molto umidi la resistenza allo strappo si riduce
notevolmente per temperature comprese tra i 30 ÷ 40 °C, ossia valori termici che possono
essere facilmente rilevati in condizioni di esercizio ordinario.
Anche nel caso di temperature di esercizio lontane da quella di transizione vetrosa è ancora
possibile che la variazione termica degradi la resina al punto tale da innescare lo scorrimento
del giunto. È il caso di quegli ambienti in cui si registrano forti e numerose escursioni
termiche: maggiore è il gradiente termico ed il numero di cicli termici cui il giunto è
sottoposto, e maggiore è la possibilità che quest’ultimo si danneggi meccanicamente a causa
della differente dilatazione termica che intercorre tra l’adesivo ed il materiale su cui è
incollato.
In conclusione, la resistenza di un adesivo strutturale può essere seriamente compromessa
nel caso di ambienti caldi, umidi e con forti e ripetute escursioni termiche. Anche se tale
tematica esula dall’ambito di studio del presente lavoro, è bene comunque tenerne conto.
2.5. Modalità di rinforzo
Oggi gli FRP stanno sostituendo i materiali tradizionali in vari impieghi. Sono impiegati, ad
esempio, per serbatoi, pavimentazioni industriali, tubazioni, pali per l’illuminazione, vasche
da bagno, pannelli, ecc. Esistono anche esempi di applicazioni strutturali nel campo delle
strutture come ponti realizzati con profilati in FRP, oppure armature in FRP per il rinforzo
o la precompressione del calcestruzzo [9], da considerarsi tuttavia come casi ancora del tutto
sperimentali, poiché restano ancora molti dubbi riguardo al comportamento degli FRP a
lungo termine sotto azioni meccaniche ed ambientali. Esiste, però, un impiego degli FRP
che, invece, trova sempre maggiore diffusione: il rinforzo di elementi strutturali esistenti.
Tale necessità sorge di solito nell’ambito del recupero di strutture degradate oppure in
occasione di un adeguamento sismico. Gli FRP laminati vengono spesso incollati sulla
superficie della struttura come rinforzo a trazione nella zona delle fibre tese di un elemento
inflesso oppure applicati mediante fasciatura in corrispondenza delle sezioni sollecitate a

I Materiali compositi e gli FRP
18
compressione o a taglio. Tale tecnica, nota come placcaggio, risale agli inizi degli anni ’60
[12]. Inizialmente vennero usate lastre di acciaio (di solito inossidabile, al fine di evitarne la
corrosione) incollate con adesivi strutturali. A causa del loro peso, però, erano necessari
sistemi meccanici di sollevamento ed ancoraggio, in modo da garantire il corretto
posizionamento e mantenimento della lastra per il tempo necessario all’adesivo di
rapprendersi, raggiungendo così le caratteristiche meccaniche desiderate. Gli FRP, essendo
molto più leggeri6, superano tale necessità. La messa in opera diviene così più semplice e
rapida, mentre gli ancoraggi sono inutili perché l’adesivo possiede sin da subito la capacita
meccanica di reggere la lastra di FRP.
Le modalità di rinforzo possono essere essenzialmente di tre tipi: a flessione, a taglio e a
compressione.
2.5.1. Rinforzo a flessione
La lastra di FRP, applicata sulla superficie tesa, irrigidisce l’elemento strutturale
aumentandone la capacità portante e riducendone la deformazione a rottura. Ciò risulta
evidente dal confronto della risposta meccanica di una trave in calcestruzzo armato con e
senza rinforzo in FRP soggetta ad una prova di flessione a 3 punti (Figura 2.7). Nella trave
senza rinforzo la curva è caratterizzata da tre fasi ben distinte: nella prima fase la pendenza
della curva dipende esclusivamente dal modulo elastico del calcestruzzo; quando la resistenza
a trazione del calcestruzzo viene saturata inizia la seconda fase in cui il conglomerato si
fessura e le armature si attivano, mantenendo la pendenza della curva (minore rispetto alla
prima fase) pressoché invariata fino allo snervamento delle stesse; è l’inizio della terza fase in
cui la plasticizzazione delle barre promuove un comportamento di tipo plastico-perfetto
(pendenza prossima allo zero) fino al collasso strutturale. Nel caso della trave rinforzata,
invece, l’FRP contribuisce insieme alle armature a portare gli sforzi di trazione ed irrigidisce
la trave riducendone la deformazione. È assente infatti il cambio di pendenza associato alla
seconda fase, ed il carico cresce con tendenza quasi lineare fino alla rottura, in questo caso
fragile, del provino. L’assenza di un tratto orizzontale fa supporre la non avvenuta
plasticizzazione delle armature. In questa prova infatti, il collasso è avvenuto per taglio nel
calcestruzzo in corrispondenza degli appoggi (Figura 2.7d). Altre possibili tipologie di
6 La densità degli FRP più comuni (di solito 1,5 t/m3, vedi Tabella 2.2) è circa cinque volte inferiore a quella dell’acciaio (7,85 t/m3).

I Materiali compositi e gli FRP
19
collasso di elementi dello stesso tipo rinforzati con FRP, e con le medesime condizioni di
carico, sono: rottura del laminato (Figura 2.7a); compressione nel calcestruzzo (Figura 2.7b);
delaminazione coesiva nell’adesivo (cioè il distacco dell’FRP, Figura 2.7c). Escludendo le
forme di collasso relative al calcestruzzo (quindi b e d), in molti casi, essendo l’adesivo
l’elemento che di solito presenta le peggiori caratteristiche meccaniche rispetto all’FRP e alle
armature, la forma di collasso più ricorrente è quella per delaminazione.
Figura 2.7. A sinistra, esempio dell’effetto del rinforzo con lamina FRP incollata sul lato delle fibre tese di un travetto sollecitato a flessione in tre punti. A destra, possibili modalità di collasso della medesima prova: (a) rottura del rinforzo; (b) compressione del calcestruzzo; (c) delaminazione dell’FRP; (d) taglio negli appoggi [12].
2.5.2. Rinforzo a taglio
Per evitare il collasso di tipo fragile appena descritto ed ottimizzare il rinforzo flessionale,
spesso vengono eseguite delle fasciature nelle zone terminali (dove appunto il taglio è
massimo). Queste, oltre a contribuire insieme alle armature trasversali a portare gli sforzi di
taglio, evitano il distacco del rinforzo a flessione. Così facendo la capacità portante è
ulteriormente incrementata.
Figura 2.8. Schema di fasciatura di FRP per rinforzo a taglio: (a) fasciatura totale; (b) fasciatura ad U; (c) fasciatura laterale [16].

I Materiali compositi e gli FRP
20
Per ottenere la massima efficacia dal rinforzo a taglio l’ideale sarebbe fasciare integralmente
l’elemento strutturale (Figura 2.8a), ma come già detto, nella maggioranza dei casi tale
tecnologia è applicata per il ripristino e/o l’adeguamento di elementi strutturali preesistenti,
quindi di solito il lato superiore degli stessi non è accessibile. Il rinforzo ad U lungo i lati
accessibili (Figura 2.8b), o anche solo quello laterale (Figura 2.8c), produce comunque
risultati apprezzabili.
Figura 2.9. A sinistra, prova di compressione su un cilindro di calcestruzzo con e senza rinforzo FRP [12]. A destra, esempio di fasciatura in FRP su una colona in cemento armato di sezione rettangolare con angoli smussati [17].
2.5.3. Rinforzo a compressione
Utile tipicamente nei pilastri, ne produce un sensibile aumento della capacità portante. In
Figura 2.9 a sinistra è riportato un esempio di curva sforzo-deformazione di un cilindro di
calcestruzzo assialmente compresso, con e senza fasciatura in FRP. Il collasso sopraggiunge
quasi sempre per rottura delle fibre (in questo caso la delaminazione non è contemplata). Le
fibre dell’FRP devono essere poste perpendicolarmente all’asse di carico in modo da
contrastare la dilatazione trasversale della sezione (di fatto l’FRP lavora a trazione).
Ovviamente, l’aumento della capacità portante dipende non solo dalla caratteristiche
meccaniche del composito, ma anche dal numero di fasciature. Nel caso di pilastri a sezione
rettangolare è necessario smussare gli spigoli7 in modo da evitare in corrispondenza degli
stessi un’intensificazione degli sforzi.
7 Di solito sono sufficienti raggi di curvatura superiori ai 2 cm [12].
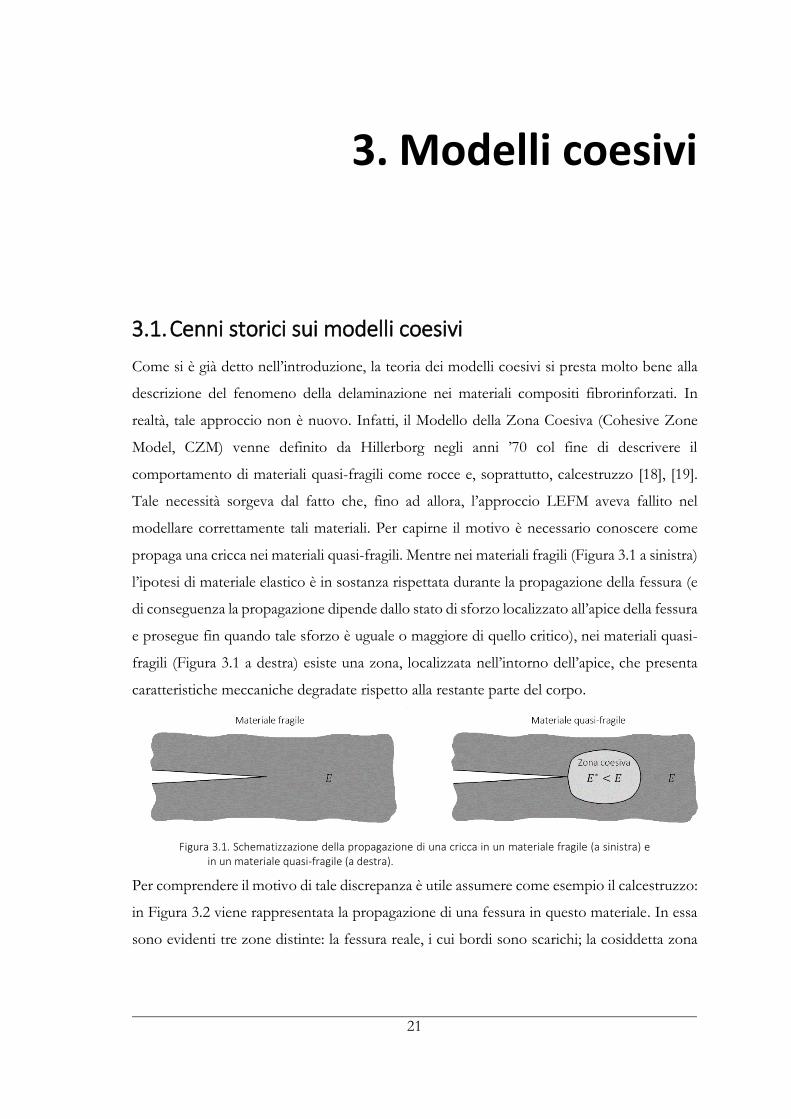
21
3. Modelli coesivi
3.1. Cenni storici sui modelli coesivi
Come si è già detto nell’introduzione, la teoria dei modelli coesivi si presta molto bene alla
descrizione del fenomeno della delaminazione nei materiali compositi fibrorinforzati. In
realtà, tale approccio non è nuovo. Infatti, il Modello della Zona Coesiva (Cohesive Zone
Model, CZM) venne definito da Hillerborg negli anni ’70 col fine di descrivere il
comportamento di materiali quasi-fragili come rocce e, soprattutto, calcestruzzo [18], [19].
Tale necessità sorgeva dal fatto che, fino ad allora, l’approccio LEFM aveva fallito nel
modellare correttamente tali materiali. Per capirne il motivo è necessario conoscere come
propaga una cricca nei materiali quasi-fragili. Mentre nei materiali fragili (Figura 3.1 a sinistra)
l’ipotesi di materiale elastico è in sostanza rispettata durante la propagazione della fessura (e
di conseguenza la propagazione dipende dallo stato di sforzo localizzato all’apice della fessura
e prosegue fin quando tale sforzo è uguale o maggiore di quello critico), nei materiali quasi-
fragili (Figura 3.1 a destra) esiste una zona, localizzata nell’intorno dell’apice, che presenta
caratteristiche meccaniche degradate rispetto alla restante parte del corpo.
Figura 3.1. Schematizzazione della propagazione di una cricca in un materiale fragile (a sinistra) e in un materiale quasi-fragile (a destra).
Per comprendere il motivo di tale discrepanza è utile assumere come esempio il calcestruzzo:
in Figura 3.2 viene rappresentata la propagazione di una fessura in questo materiale. In essa
sono evidenti tre zone distinte: la fessura reale, i cui bordi sono scarichi; la cosiddetta zona
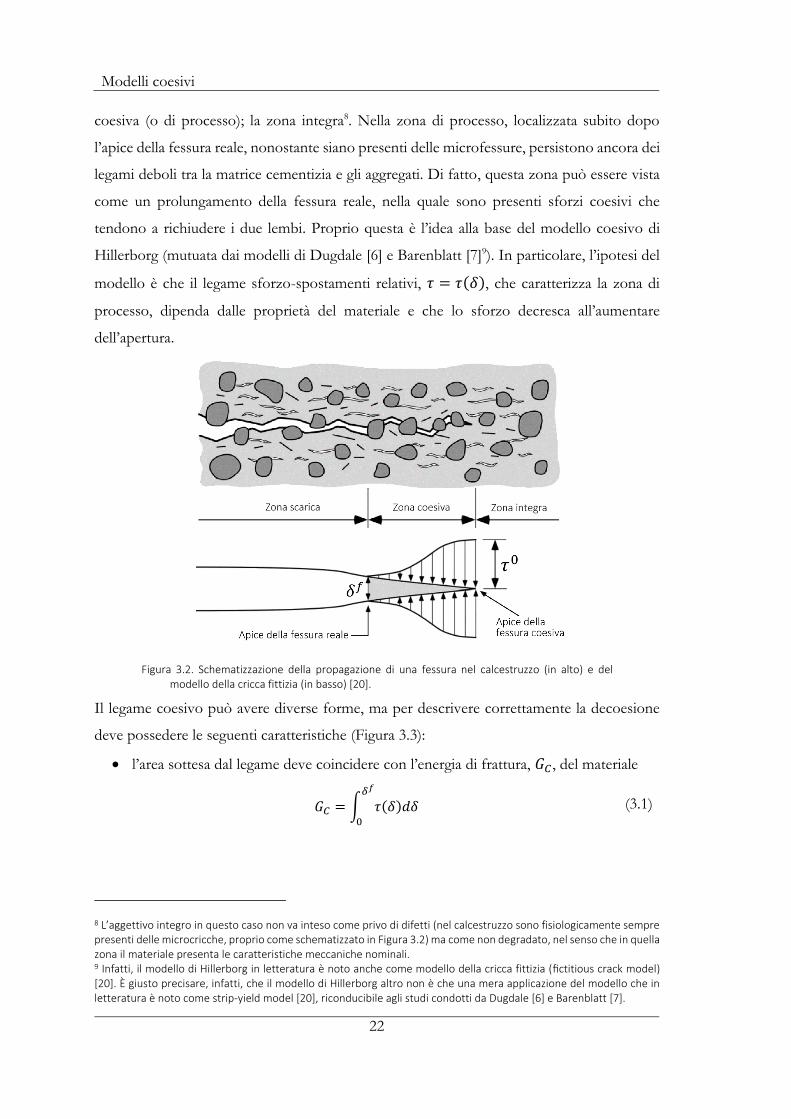
Modelli coesivi
22
coesiva (o di processo); la zona integra8. Nella zona di processo, localizzata subito dopo
l’apice della fessura reale, nonostante siano presenti delle microfessure, persistono ancora dei
legami deboli tra la matrice cementizia e gli aggregati. Di fatto, questa zona può essere vista
come un prolungamento della fessura reale, nella quale sono presenti sforzi coesivi che
tendono a richiudere i due lembi. Proprio questa è l’idea alla base del modello coesivo di
Hillerborg (mutuata dai modelli di Dugdale [6] e Barenblatt [7]9). In particolare, l’ipotesi del
modello è che il legame sforzo-spostamenti relativi, 𝜏 = 𝜏(𝛿), che caratterizza la zona di
processo, dipenda dalle proprietà del materiale e che lo sforzo decresca all’aumentare
dell’apertura.
Figura 3.2. Schematizzazione della propagazione di una fessura nel calcestruzzo (in alto) e del modello della cricca fittizia (in basso) [20].
Il legame coesivo può avere diverse forme, ma per descrivere correttamente la decoesione
deve possedere le seguenti caratteristiche (Figura 3.3):
l’area sottesa dal legame deve coincidere con l’energia di frattura, 𝐺𝐶 , del materiale
𝐺𝐶 = ∫ 𝜏(𝛿)𝑑𝛿𝛿𝑓
0
(3.1)
8 L’aggettivo integro in questo caso non va inteso come privo di difetti (nel calcestruzzo sono fisiologicamente sempre presenti delle microcricche, proprio come schematizzato in Figura 3.2) ma come non degradato, nel senso che in quella zona il materiale presenta le caratteristiche meccaniche nominali. 9 Infatti, il modello di Hillerborg in letteratura è noto anche come modello della cricca fittizia (fictitious crack model) [20]. È giusto precisare, infatti, che il modello di Hillerborg altro non è che una mera applicazione del modello che in letteratura è noto come strip-yield model [20], riconducibile agli studi condotti da Dugdale [6] e Barenblatt [7].
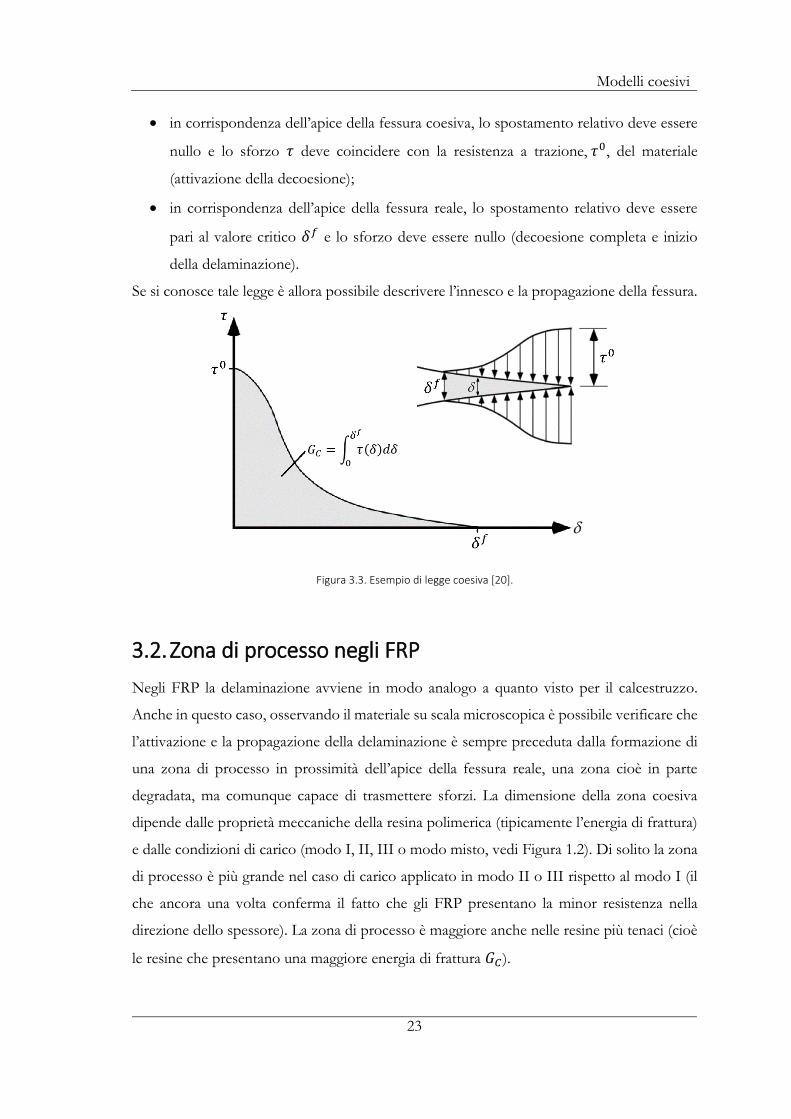
Modelli coesivi
23
in corrispondenza dell’apice della fessura coesiva, lo spostamento relativo deve essere
nullo e lo sforzo 𝜏 deve coincidere con la resistenza a trazione, 𝜏0, del materiale
(attivazione della decoesione);
in corrispondenza dell’apice della fessura reale, lo spostamento relativo deve essere
pari al valore critico 𝛿𝑓 e lo sforzo deve essere nullo (decoesione completa e inizio
della delaminazione).
Se si conosce tale legge è allora possibile descrivere l’innesco e la propagazione della fessura.
Figura 3.3. Esempio di legge coesiva [20].
3.2. Zona di processo negli FRP
Negli FRP la delaminazione avviene in modo analogo a quanto visto per il calcestruzzo.
Anche in questo caso, osservando il materiale su scala microscopica è possibile verificare che
l’attivazione e la propagazione della delaminazione è sempre preceduta dalla formazione di
una zona di processo in prossimità dell’apice della fessura reale, una zona cioè in parte
degradata, ma comunque capace di trasmettere sforzi. La dimensione della zona coesiva
dipende dalle proprietà meccaniche della resina polimerica (tipicamente l’energia di frattura)
e dalle condizioni di carico (modo I, II, III o modo misto, vedi Figura 1.2). Di solito la zona
di processo è più grande nel caso di carico applicato in modo II o III rispetto al modo I (il
che ancora una volta conferma il fatto che gli FRP presentano la minor resistenza nella
direzione dello spessore). La zona di processo è maggiore anche nelle resine più tenaci (cioè
le resine che presentano una maggiore energia di frattura 𝐺𝐶).

Modelli coesivi
24
Figura 3.4. Schematizzazione dell’attivazione della decoesione e della propagazione della delaminazione negli FRP nel caso di condizioni di carico in puro modo II: (a) formazione di microfessure con inclinazione di 45° in prossimità dell’apice dell’intaglio; (b) crescita ed apertura delle microfessure; (c) collegamento fra le microfessure e conseguente delaminazione [21].
Figura 3.5. Stato di sforzo nella matrice polimerica nel caso di condizioni di carico in puro modo II (a sinistra) e modo misto I/II (e destra) [21].
La delaminazione negli FRP unidirezionali, nel caso di condizioni di carico in puro modo II,
avviene di solito nel modo schematizzato in Figura 3.4. Man mano che il carico aumenta,
attorno all’apice della fessura si generano delle microcricche con un inclinazione di circa 45°
(oppure minore di 45° nel caso di modo misto I/II con componente di modo II dominante).
Per un dato valore di carico, dapprima le microcricche si aprono, poi si collegano fra loro
(con il tipico andamento ondulato a pettine) dando luogo alla delaminazione. La spiegazione
di tale comportamento è relativamente semplice. Su scala microscopica la resina si comporta
con buona approssimazione come un materiale omogeneo ed isotropo. Dalla meccanica dei
solidi è noto che i materiali con tali proprietà si fessurano ortogonalmente alle linee
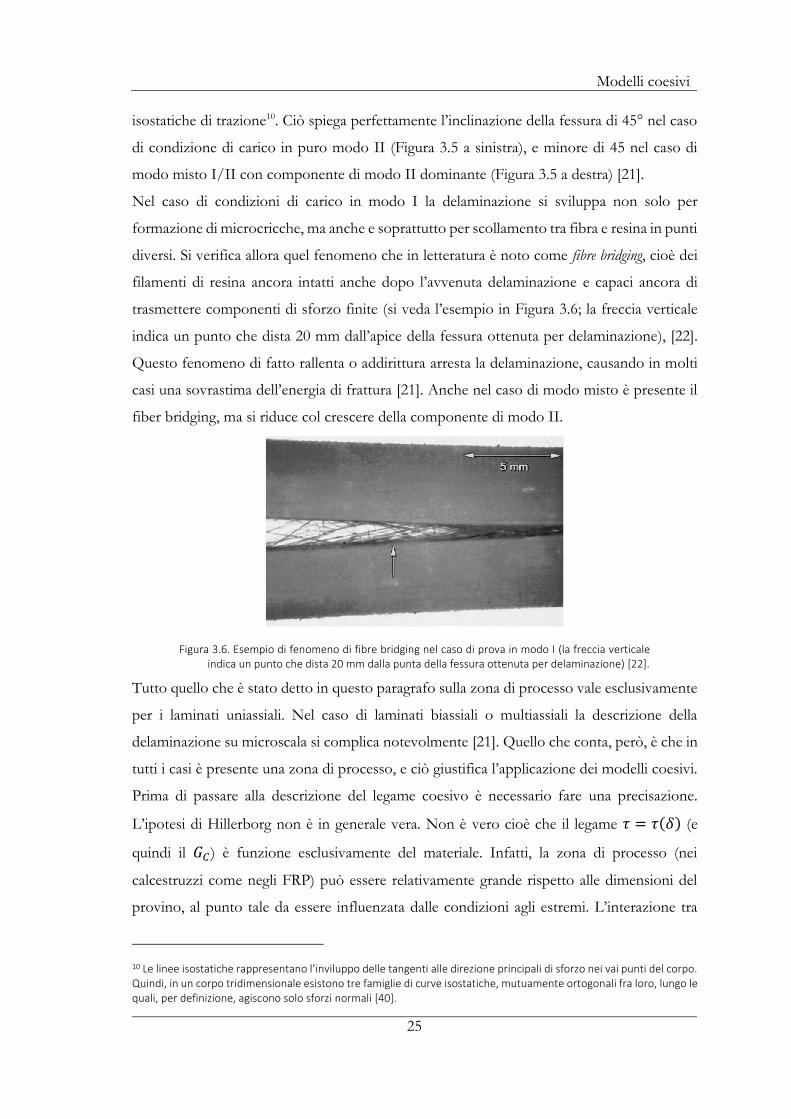
Modelli coesivi
25
isostatiche di trazione10. Ciò spiega perfettamente l’inclinazione della fessura di 45° nel caso
di condizione di carico in puro modo II (Figura 3.5 a sinistra), e minore di 45 nel caso di
modo misto I/II con componente di modo II dominante (Figura 3.5 a destra) [21].
Nel caso di condizioni di carico in modo I la delaminazione si sviluppa non solo per
formazione di microcricche, ma anche e soprattutto per scollamento tra fibra e resina in punti
diversi. Si verifica allora quel fenomeno che in letteratura è noto come fibre bridging, cioè dei
filamenti di resina ancora intatti anche dopo l’avvenuta delaminazione e capaci ancora di
trasmettere componenti di sforzo finite (si veda l’esempio in Figura 3.6; la freccia verticale
indica un punto che dista 20 mm dall’apice della fessura ottenuta per delaminazione), [22].
Questo fenomeno di fatto rallenta o addirittura arresta la delaminazione, causando in molti
casi una sovrastima dell’energia di frattura [21]. Anche nel caso di modo misto è presente il
fiber bridging, ma si riduce col crescere della componente di modo II.
Figura 3.6. Esempio di fenomeno di fibre bridging nel caso di prova in modo I (la freccia verticale indica un punto che dista 20 mm dalla punta della fessura ottenuta per delaminazione) [22].
Tutto quello che è stato detto in questo paragrafo sulla zona di processo vale esclusivamente
per i laminati uniassiali. Nel caso di laminati biassiali o multiassiali la descrizione della
delaminazione su microscala si complica notevolmente [21]. Quello che conta, però, è che in
tutti i casi è presente una zona di processo, e ciò giustifica l’applicazione dei modelli coesivi.
Prima di passare alla descrizione del legame coesivo è necessario fare una precisazione.
L’ipotesi di Hillerborg non è in generale vera. Non è vero cioè che il legame 𝜏 = 𝜏(𝛿) (e
quindi il 𝐺𝐶) è funzione esclusivamente del materiale. Infatti, la zona di processo (nei
calcestruzzi come negli FRP) può essere relativamente grande rispetto alle dimensioni del
provino, al punto tale da essere influenzata dalle condizioni agli estremi. L’interazione tra
10 Le linee isostatiche rappresentano l’inviluppo delle tangenti alle direzione principali di sforzo nei vai punti del corpo. Quindi, in un corpo tridimensionale esistono tre famiglie di curve isostatiche, mutuamente ortogonali fra loro, lungo le quali, per definizione, agiscono solo sforzi normali [40].

Modelli coesivi
26
queste due variabili può modificare la risposta strutturale. Infatti, è ormai ben noto che di
solito l’energia di frattura misurata su piccoli provini tende ad essere minore rispetto a quella
misurata su provini più grandi [20]. Quindi, condizione necessaria per poter applicare un
modello coesivo (non solo per gli FRP, ma in generale) è che le dimensioni della zona di
processo siano contenute rispetto a quelle del provino [20], [23].
3.3. Legge coesiva bilineare
Da quanto detto fino ad ora, risulta chiaro il fatto che per descrive la zona di processo è
necessario definire un opportuno legame coesivo, cioè una legge che leghi le trazioni, 𝜏, nei
punti della zona di processo, agli spostamenti relativi, 𝛿, degli stessi punti sulle superfici
soggette alla decoesione. Una delle leggi più usate per descrivere il fenomeno della
decoesione è senza dubbio quella bilineare [4], [5]11 (Figura 3.7 a sinistra), cioè un legame
costituito da un primo segmento lineare di pendenza positiva in cui il materiale ha
comportamento elastico (quindi reversibile), ed un consecutivo secondo segmento di
pendenza negativa (ossia un ramo di softening) in cui si sviluppa il danno fino alla completa
decoesione man mano che lo spostamento relativo aumenta.
Figura 3.7. Legame coesivo bilineare (a sinistra) e schematizzazione della zona di processo in funzione del legame bilineare (a destra).
Rispetto all’esempio di legame già visto in Figura 3.3, ci si accorge subito di una differenza
importante, e cioè della presenza del tratto elastico. Ciò è dovuto alla differenza sostanziale
che intercorre tra il modello fisico e il modello numerico. L’esempio di legame coesivo
mostrato in Figura 3.3 è a sua volta un esempio di modello fisico coesivo, il quale rispetta le
tre condizioni già elencate. In un codice ad elementi finiti il modello fisico deve essere
11 La legge coesiva bilineare viene spesso associata ai lavori di Camanho e Dávila [4] e [5] pubblicati agli inizi del 2000, ma il modello bilineare era stato già introdotto da Mi et al. nel 1996 in [27] e [58], e da Schellekens e de Borst agli inizi deli anni ’90 in [76] e [77].

Modelli coesivi
27
tradotto in modello numerico. In quest’ultimo, però, non è possibile rispettare la condizione
relativa all’attivazione della decoesione (cioè trazione massima in corrispondenza di 𝛿 = 0).
Per superare questo problema si introduce nella prima parte del legame il comportamento
elastico del materiale. Di conseguenza, il modello fisico coesivo lineare (Figura 3.8 a sinistra)
viene tradotto nel modello numerico coesivo bilineare (Figura 3.8 a destra). Aumentando la
pendenza del tratto elastico il modello numerico tende sempre più al modello fisico. È altresì
vero, però, che oltre un certo valore di rigidezza elastica non è possibile andare senza
incorrere in problemi di instabilità numerica [4], [5].
Figura 3.8. Legame fisico coesivo lineare (a sinistra) e legame numerico coesivo bilineare (a destra) [24].
3.3.1. Delaminazione in modo puro I, II e III
In Figura 3.9 e Figura 3.10 sono schematizzati il legame coesivo bilineare rispettivamente per
le condizioni di carico in modo I e II (oppure III, basta sostituire il pedice 𝑡 con 𝑠).
Figura 3.9. Legame coesivo bilineare in puro modo I [4], [5].

Modelli coesivi
28
Figura 3.10. Legame coesivo bilineare in puro modo II e III [4], [5].
La notazione impiegata è la seguente: 𝜏𝑛 sono le trazioni normali all’asse del provino agenti
in direzione 𝑛 (o 3), mentre 𝛿𝑛 sono gli spostamenti relativi di apertura agenti nella medesima
direzione (Figura 3.9); 𝜏𝑡 e 𝜏𝑠 sono le trazioni tangenziali agenti rispettivamente nelle
direzioni 𝑡 (o 1) ed 𝑠 (o 2), mentre 𝛿𝑡 e 𝛿𝑠 sono gli spostamenti relativi di scorrimento agenti
rispettivamente nelle medesimi direzione (Figura 3.10).
Essendo la legge costitutiva nient’altro che un triangolo nel piano 𝜏 − 𝛿, per poterla definire
correttamente sono necessarie e sufficienti tre informazioni relative alla stessa. La prima è la
rigidezza elastica 𝐾 (in letteratura nota come “penalty stiffness”), cioè la pendenza del ramo
elastico. Anche se non è strettamente necessario, si assume la medesima rigidezza elastica 𝐾
per ogni modo.
Le altre due proprietà meccaniche sono la trazione massima e l’energia di frattura, che vanno
a definire l’attivazione e la completa decoesione (con conseguente propagazione della
delaminazione). In particolare, la condizione di prima attivazione è espressa in funzione degli
sforzi massimi 𝜏𝑛0, 𝜏𝑡
0 e 𝜏𝑠0 rispettivamente per i modi I, II e III come
𝜏𝑛0 = 𝐾𝛿𝑛
0 , 𝜏𝑡0 = 𝐾𝛿𝑡
0 , 𝜏𝑠0 = 𝐾𝛿𝑠
0 . (3.2)
La condizione di propagazione, invece, è espressa in funzione dell’energia di frattura, la quale
per l’eq. (3.1) deve coincidere con l’area sottesa dalla curva del legame coesivo (cioè con l’area
del triangolo). Quindi, per il legame di modo I, II e III risulta rispettivamente

Modelli coesivi
29
𝐺𝐼𝐶 =𝜏𝑛0𝛿𝑛
𝑓
2 , 𝐺𝐼𝐼𝐶 =
𝜏𝑡0𝛿𝑛
𝑓
2 , 𝐺𝐼𝐼𝐼𝐶 =
𝜏𝑠0𝛿𝑠
𝑓
2 . (3.3)
Ovviamente, la stessa informazione può essere espressa in termini di spostamento. Quindi è
possibile definire la prima attivazione e la completa decoesione definendo gli spostamenti
relativi 𝛿𝑛0, 𝛿𝑡
0, 𝛿𝑠0 e 𝛿𝑛
𝑓, 𝛿𝑡
𝑓, 𝛿𝑠
𝑓 rispettivamente per il modo I, II e III.
Il legame coesivo bilineare può, quindi, essere definito come [4], [25], [26], [27]
𝜏𝑖 = {
𝐾𝛿𝑖 , 𝑝𝑒𝑟 𝛿𝑖𝑚𝑎𝑥 ≤ 𝛿𝑖
0
(1 − 𝑑𝑖)𝐾𝛿𝑖 , 𝑝𝑒𝑟 𝛿𝑖0 < 𝛿𝑖
𝑚𝑎𝑥 ≤ 𝛿𝑖𝑓
0 , 𝑝𝑒𝑟 𝛿𝑖𝑚𝑎𝑥 > 𝛿𝑖
𝑓
, 𝑐𝑜𝑛 𝑖 = 1,2,3 , (3.4)
a cui bisogna aggiungere la seguente condizione in modo da limitare l’eventuale
compenetrazione di materiale nel caso di compressione (Figura 3.9)
𝜏𝑛 = 𝐾𝛿𝑛 , 𝑝𝑒𝑟 𝛿𝑛 ≤ 0 (3.5)
Nelle (3.4) 𝛿𝑖𝑚𝑎𝑥 è il massimo spostamento relativo registrato nel punto studiato
(informazione necessaria per tenere conto dell’irreversibilità del danno sperimentato durante
la storia di carico), mentre 𝑑𝑖 ∈ [0,1] è la variabile di danno (irreversibile) che definisce il
livello di decoesione raggiunto nella fase di softening. Per il legame bilineare la variabile di
danno è espressa come
𝑑𝑖 =𝛿𝑖𝑓(𝛿𝑖
𝑚𝑎𝑥 − 𝛿𝑖0)
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0) , 𝑐𝑜𝑛 𝑖 = 1,2,3 . (3.6)
Dimostrazione: con riferimento alla Figura 3.9 e Figura 3.10, dal triangolo 03𝛿𝑖
𝑚𝑎𝑥 si ottiene
𝜏𝑖(𝛿𝑖) =𝛿𝑖𝛿𝑖𝑚𝑎𝑥 𝜏𝑖(𝑖𝑛 3) ;
dal triangolo 𝛿𝑖024 si ottiene
𝜏𝑖(𝑖𝑛 3) =(𝛿𝑖
𝑓− 𝛿𝑖
𝑚𝑎𝑥)
(𝛿𝑖𝑓− 𝛿𝑖
0)𝜏𝑖0 ;
dal triangolo 02𝛿𝑖0 si ottiene
𝜏𝑖0 = 𝐾𝛿𝑖
0 ; Mettendo insieme le ultime tre informazioni e eseguendo le seguenti operazioni algebriche si ottiene
𝜏𝑖(𝛿𝑖) = 𝛿𝑖(𝛿𝑖
𝑓− 𝛿𝑖
𝑚𝑎𝑥)
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)𝐾𝛿𝑖
0 ,
= 𝛿𝑖0(𝛿𝑖
𝑓− 𝛿𝑖
𝑚𝑎𝑥)
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)𝐾𝛿𝑖 ,
= 𝛿𝑖0𝛿𝑖
𝑓− 𝛿𝑖
0𝛿𝑖𝑚𝑎𝑥
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)𝐾𝛿𝑖 ,
= 𝛿𝑖0𝛿𝑖
𝑓− 𝛿𝑖
0𝛿𝑖𝑚𝑎𝑥 + 𝛿𝑖
𝑚𝑎𝑥𝛿𝑖𝑓− 𝛿𝑖
𝑚𝑎𝑥𝛿𝑖𝑓
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)𝐾𝛿𝑖 ,
= 𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0) − 𝛿𝑖𝑓(𝛿𝑖
𝑚𝑎𝑥 − 𝛿𝑖0)
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)𝐾𝛿𝑖 ,
= [1 −𝛿𝑖𝑓(𝛿𝑖
𝑚𝑎𝑥 − 𝛿𝑖0)
𝛿𝑖𝑚𝑎𝑥(𝛿𝑖
𝑓− 𝛿𝑖
0)]𝐾𝛿𝑖 ,
= (1 − 𝑑𝑖)𝐾𝛿𝑖 , 𝑐. 𝑣. 𝑑.
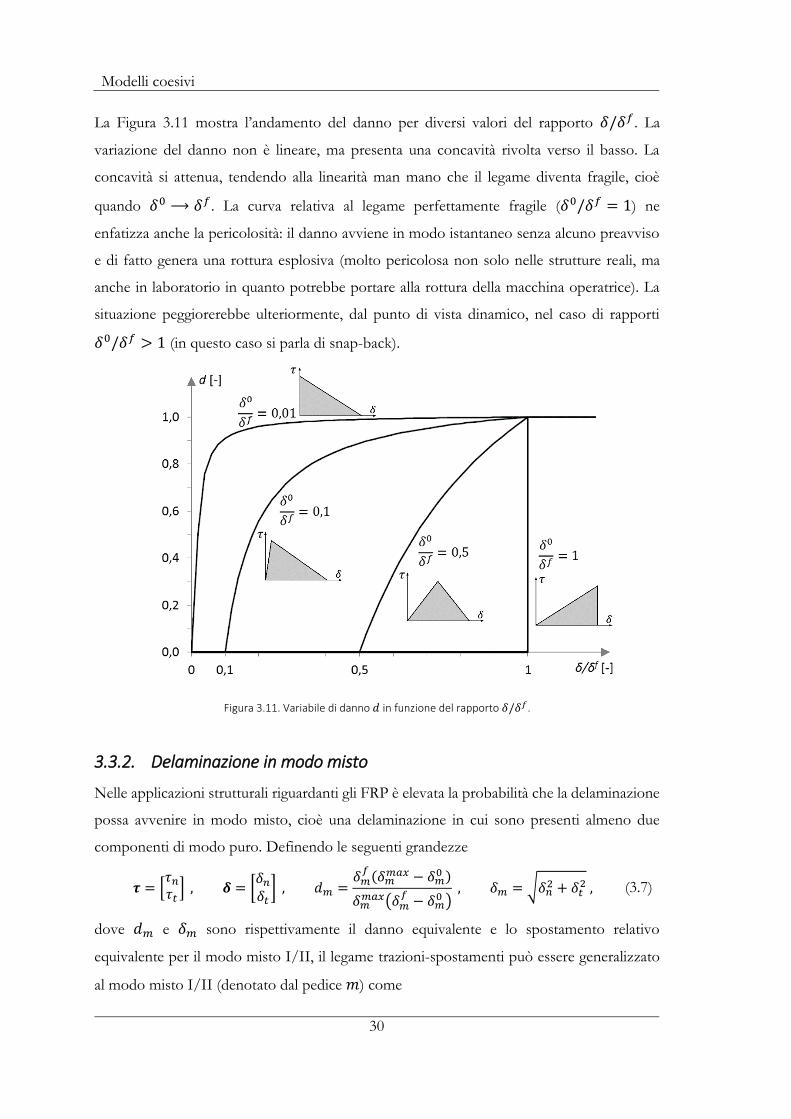
Modelli coesivi
30
La Figura 3.11 mostra l’andamento del danno per diversi valori del rapporto 𝛿/𝛿𝑓. La
variazione del danno non è lineare, ma presenta una concavità rivolta verso il basso. La
concavità si attenua, tendendo alla linearità man mano che il legame diventa fragile, cioè
quando 𝛿0 ⟶ 𝛿𝑓. La curva relativa al legame perfettamente fragile (𝛿0/𝛿𝑓 = 1) ne
enfatizza anche la pericolosità: il danno avviene in modo istantaneo senza alcuno preavviso
e di fatto genera una rottura esplosiva (molto pericolosa non solo nelle strutture reali, ma
anche in laboratorio in quanto potrebbe portare alla rottura della macchina operatrice). La
situazione peggiorerebbe ulteriormente, dal punto di vista dinamico, nel caso di rapporti
𝛿0/𝛿𝑓 > 1 (in questo caso si parla di snap-back).
Figura 3.11. Variabile di danno 𝑑 in funzione del rapporto 𝛿/𝛿𝑓.
3.3.2. Delaminazione in modo misto
Nelle applicazioni strutturali riguardanti gli FRP è elevata la probabilità che la delaminazione
possa avvenire in modo misto, cioè una delaminazione in cui sono presenti almeno due
componenti di modo puro. Definendo le seguenti grandezze
𝝉 = [𝜏𝑛𝜏𝑡] , 𝜹 = [
𝛿𝑛𝛿𝑡] , 𝑑𝑚 =
𝛿𝑚𝑓 (𝛿𝑚
𝑚𝑎𝑥 − 𝛿𝑚0 )
𝛿𝑚𝑚𝑎𝑥(𝛿𝑚
𝑓− 𝛿𝑚
0 ) , 𝛿𝑚 = √𝛿𝑛
2 + 𝛿𝑡2 , (3.7)
dove 𝑑𝑚 e 𝛿𝑚 sono rispettivamente il danno equivalente e lo spostamento relativo
equivalente per il modo misto I/II, il legame trazioni-spostamenti può essere generalizzato
al modo misto I/II (denotato dal pedice 𝑚) come
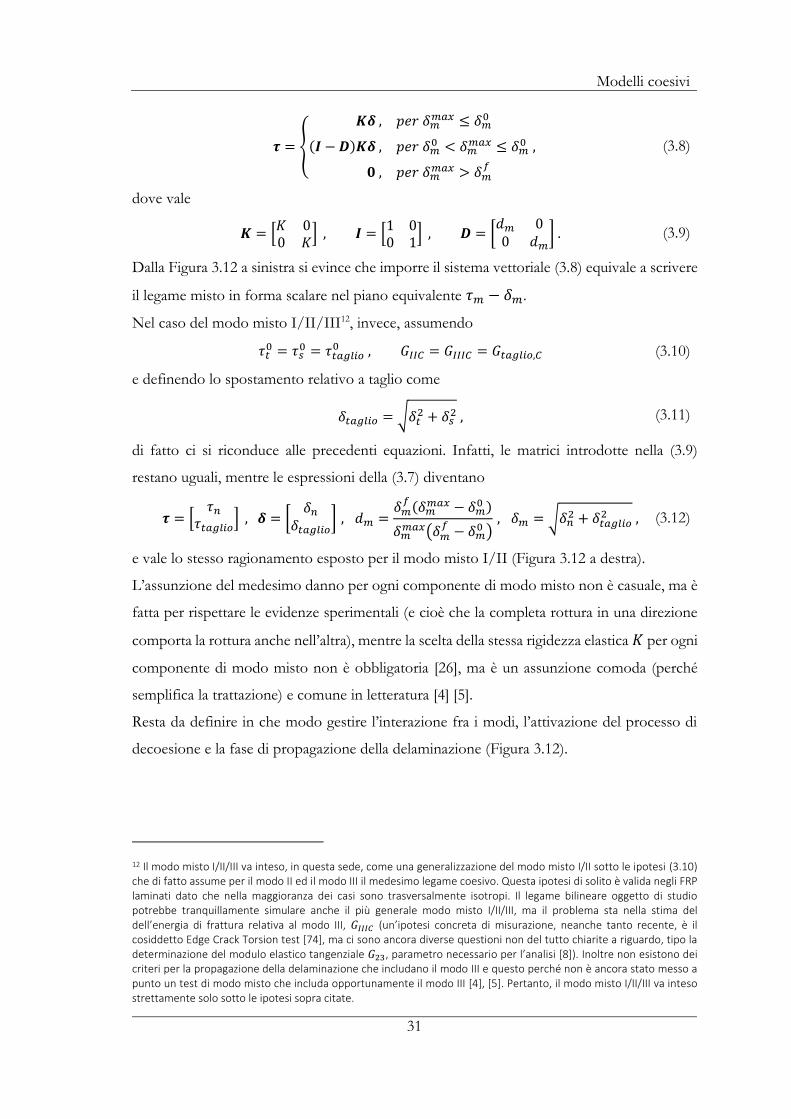
Modelli coesivi
31
𝝉 = {
𝑲𝜹 , 𝑝𝑒𝑟 𝛿𝑚𝑚𝑎𝑥 ≤ 𝛿𝑚
0
(𝑰 − 𝑫)𝑲𝜹 , 𝑝𝑒𝑟 𝛿𝑚0 < 𝛿𝑚
𝑚𝑎𝑥 ≤ 𝛿𝑚0
𝟎 , 𝑝𝑒𝑟 𝛿𝑚𝑚𝑎𝑥 > 𝛿𝑚
𝑓
, (3.8)
dove vale
𝑲 = [𝐾 00 𝐾
] , 𝑰 = [1 00 1
] , 𝑫 = [𝑑𝑚 00 𝑑𝑚
] . (3.9)
Dalla Figura 3.12 a sinistra si evince che imporre il sistema vettoriale (3.8) equivale a scrivere
il legame misto in forma scalare nel piano equivalente 𝜏𝑚 − 𝛿𝑚.
Nel caso del modo misto I/II/III12, invece, assumendo
𝜏𝑡0 = 𝜏𝑠
0 = 𝜏𝑡𝑎𝑔𝑙𝑖𝑜0 , 𝐺𝐼𝐼𝐶 = 𝐺𝐼𝐼𝐼𝐶 = 𝐺𝑡𝑎𝑔𝑙𝑖𝑜,𝐶 (3.10)
e definendo lo spostamento relativo a taglio come
𝛿𝑡𝑎𝑔𝑙𝑖𝑜 = √𝛿𝑡2 + 𝛿𝑠
2 , (3.11)
di fatto ci si riconduce alle precedenti equazioni. Infatti, le matrici introdotte nella (3.9)
restano uguali, mentre le espressioni della (3.7) diventano
𝝉 = [𝜏𝑛
𝜏𝑡𝑎𝑔𝑙𝑖𝑜] , 𝜹 = [
𝛿𝑛𝛿𝑡𝑎𝑔𝑙𝑖𝑜
] , 𝑑𝑚 =𝛿𝑚𝑓 (𝛿𝑚
𝑚𝑎𝑥 − 𝛿𝑚0 )
𝛿𝑚𝑚𝑎𝑥(𝛿𝑚
𝑓− 𝛿𝑚
0 ) , 𝛿𝑚 = √𝛿𝑛
2 + 𝛿𝑡𝑎𝑔𝑙𝑖𝑜2 , (3.12)
e vale lo stesso ragionamento esposto per il modo misto I/II (Figura 3.12 a destra).
L’assunzione del medesimo danno per ogni componente di modo misto non è casuale, ma è
fatta per rispettare le evidenze sperimentali (e cioè che la completa rottura in una direzione
comporta la rottura anche nell’altra), mentre la scelta della stessa rigidezza elastica 𝐾 per ogni
componente di modo misto non è obbligatoria [26], ma è un assunzione comoda (perché
semplifica la trattazione) e comune in letteratura [4] [5].
Resta da definire in che modo gestire l’interazione fra i modi, l’attivazione del processo di
decoesione e la fase di propagazione della delaminazione (Figura 3.12).
12 Il modo misto I/II/III va inteso, in questa sede, come una generalizzazione del modo misto I/II sotto le ipotesi (3.10) che di fatto assume per il modo II ed il modo III il medesimo legame coesivo. Questa ipotesi di solito è valida negli FRP laminati dato che nella maggioranza dei casi sono trasversalmente isotropi. Il legame bilineare oggetto di studio potrebbe tranquillamente simulare anche il più generale modo misto I/II/III, ma il problema sta nella stima del dell’energia di frattura relativa al modo III, 𝐺𝐼𝐼𝐼𝐶 (un’ipotesi concreta di misurazione, neanche tanto recente, è il cosiddetto Edge Crack Torsion test [74], ma ci sono ancora diverse questioni non del tutto chiarite a riguardo, tipo la determinazione del modulo elastico tangenziale 𝐺23, parametro necessario per l’analisi [8]). Inoltre non esistono dei criteri per la propagazione della delaminazione che includano il modo III e questo perché non è ancora stato messo a punto un test di modo misto che includa opportunamente il modo III [4], [5]. Pertanto, il modo misto I/II/III va inteso strettamente solo sotto le ipotesi sopra citate.
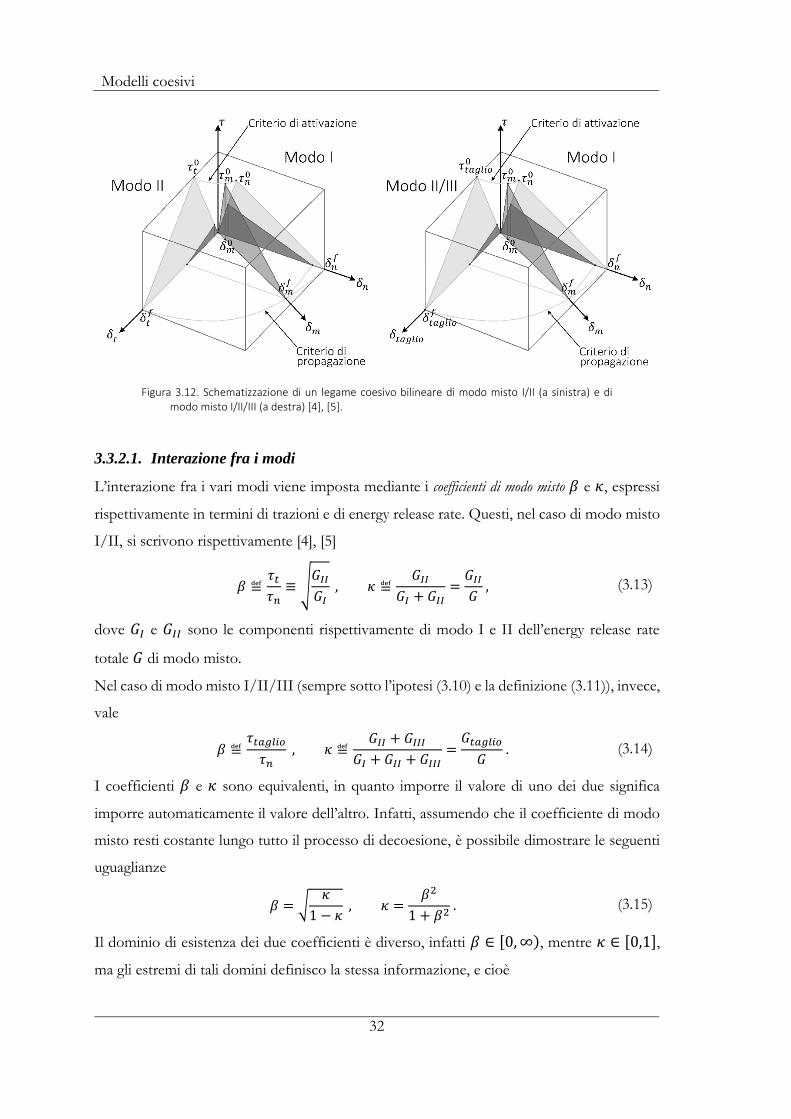
Modelli coesivi
32
Figura 3.12. Schematizzazione di un legame coesivo bilineare di modo misto I/II (a sinistra) e di modo misto I/II/III (a destra) [4], [5].
3.3.2.1. Interazione fra i modi
L’interazione fra i vari modi viene imposta mediante i coefficienti di modo misto 𝛽 e 𝜅, espressi
rispettivamente in termini di trazioni e di energy release rate. Questi, nel caso di modo misto
I/II, si scrivono rispettivamente [4], [5]
𝛽 ≝𝜏𝑡𝜏𝑛≡ √
𝐺𝐼𝐼𝐺𝐼 , 𝜅 ≝
𝐺𝐼𝐼𝐺𝐼 + 𝐺𝐼𝐼
=𝐺𝐼𝐼𝐺 , (3.13)
dove 𝐺𝐼 e 𝐺𝐼𝐼 sono le componenti rispettivamente di modo I e II dell’energy release rate
totale 𝐺 di modo misto.
Nel caso di modo misto I/II/III (sempre sotto l’ipotesi (3.10) e la definizione (3.11)), invece,
vale
𝛽 ≝𝜏𝑡𝑎𝑔𝑙𝑖𝑜
𝜏𝑛 , 𝜅 ≝
𝐺𝐼𝐼 + 𝐺𝐼𝐼𝐼𝐺𝐼 + 𝐺𝐼𝐼 + 𝐺𝐼𝐼𝐼
=𝐺𝑡𝑎𝑔𝑙𝑖𝑜
𝐺 . (3.14)
I coefficienti 𝛽 e 𝜅 sono equivalenti, in quanto imporre il valore di uno dei due significa
imporre automaticamente il valore dell’altro. Infatti, assumendo che il coefficiente di modo
misto resti costante lungo tutto il processo di decoesione, è possibile dimostrare le seguenti
uguaglianze
𝛽 = √𝜅
1 − 𝜅 , 𝜅 =
𝛽2
1 + 𝛽2 . (3.15)
Il dominio di esistenza dei due coefficienti è diverso, infatti 𝛽 ∈ [0,∞), mentre 𝜅 ∈ [0,1],
ma gli estremi di tali domini definisco la stessa informazione, e cioè

Modelli coesivi
33
𝛽 = 0 ⟺ 𝜅 = 0 ⟺ 𝑚𝑜𝑑𝑜 𝐼 ,
0 < 𝛽 < ∞ ⟺ 0 < 𝜅 < 1 ⟺ 𝑚𝑜𝑑𝑜 𝑚𝑖𝑠𝑡𝑜 𝐼/𝐼𝐼 𝑜 𝐼/𝐼𝐼/𝐼𝐼𝐼 ,
𝛽 ⟶ ∞ ⟺ 𝜅 = 1 ⟺ 𝑚𝑜𝑑𝑜 𝐼𝐼 𝑜 𝐼𝐼/𝐼𝐼𝐼 (𝑡𝑎𝑔𝑙𝑖𝑜) .
(3.16)
In particolare, il coefficiente 𝜅 è sicuramente più intuitivo di 𝛽, perché, se espresso in termini
percentuali comunica quanto il modo misto è “vicino” al modo II (o II/III, vedi Figura 3.12
a destra). Quindi, 𝜅 = 100% significa che il legame è al 100% di modo II (o II/III), mentre
𝜅 = 0% significa che nel legame non c’è alcuna componente di modo II (o II/III), quindi è
il caso del puro modo I.
3.3.2.2. Criteri di attivazione della decoesione
Dato che nel caso di modo puro la prima attivazione è governata dal valore di sforzo
massimo del legame, viene spontaneo definire un criterio basato sugli sforzi che leghi i
moduli delle trazioni massime 𝜏𝑛0, 𝜏𝑡
0 e 𝜏𝑠0. Fra i vari criteri di attivazione che più hanno avuto
successo in ambito sperimentale troviamo senza dubbio il criterio quadratico nelle trazioni (noto
anche come criterio di Ye, [28]), definito per il modo misto I/II come [29], [30], [31]
(⟨𝜏𝑛⟩
𝜏𝑛0 )
2
+ ( 𝜏𝑡
𝜏𝑡0 )
2
= 1 , (3.17)
e per il modo misto I/II/III come
(⟨𝜏𝑛⟩
𝜏𝑛0 )
2
+ ( 𝜏𝑡
𝜏𝑡0 )
2
+ ( 𝜏𝑠
𝜏𝑠0 )
2
= (⟨𝜏𝑛⟩
𝜏𝑛0 )
2
+ ( 𝜏𝑡𝑎𝑔𝑙𝑖𝑜
𝜏𝑡𝑎𝑔𝑙𝑖𝑜0 )
2
= 1 , (3.18)
dove il simbolo ⟨ ⟩ rappresenta le parentesi di Macaulay, la cui definizione è
⟨𝑥⟩ ≝𝑥 + |𝑥|
2= {
0 𝑝𝑒𝑟 𝑥 ≤ 0
𝑥 𝑝𝑒𝑟 𝑥 > 0 , (3.19)
Le parentesi di Macaulay vengono impiegate per far si che un eventuale stato di compressione
non contribuisca all’attivazione della decoesione.
Associando al criterio di attivazione il coefficiente di modo misto è possibile calcolare il
valore del relativo picco di trazione 𝜏𝑚0 ed il relativo spostamento 𝛿𝑚
0 per il modo misto I/II
(vedi Figura 3.12 a sinistra). Infatti, mettendo insieme le eqq. (3.13)1, (3.17) e (3.7)4, e
ricordando che nella fase elastica 𝜏𝑚0 = 𝐾𝛿𝑚
0 , si ricava
𝜏𝑚0 =
{
𝜏𝑡0 , 𝑝𝑒𝑟 𝜏𝑛 ≤ 0
𝜏𝑛0𝜏𝑡0√
1 + 𝛽2
(𝜏𝑡0)2 + (𝛽𝜏𝑛
0)2 , 𝑝𝑒𝑟 𝜏𝑛 > 0
, (3.20)

Modelli coesivi
34
𝛿𝑚0 =
{
𝛿𝑡0 , 𝑝𝑒𝑟 𝛿𝑛 ≤ 0
𝛿𝑛0𝛿𝑡
0√1+ 𝛽2
(𝛿𝑡0)2 + (𝛽𝛿𝑛
0)2 , 𝑝𝑒𝑟 𝛿𝑛 > 0
, (3.21)
e per il modo misto I/II/III (vedi Figura 3.12 a destra)
𝜏𝑚0 =
{
𝜏𝑡𝑎𝑔𝑙𝑖𝑜0 , 𝑝𝑒𝑟 𝜏𝑛 ≤ 0
𝜏𝑛0𝜏𝑡𝑎𝑔𝑙𝑖𝑜0
√1 + 𝛽2
(𝜏𝑡𝑎𝑔𝑙𝑖𝑜0 )
2+ (𝛽𝜏𝑛
0)2 , 𝑝𝑒𝑟 𝜏𝑛 > 0
, (3.22)
𝛿𝑚0 =
{
𝛿𝑡𝑎𝑔𝑙𝑖𝑜0 , 𝑝𝑒𝑟 𝛿𝑛 ≤ 0
𝛿𝑛0𝛿𝑡𝑎𝑔𝑙𝑖𝑜
0√
1 + 𝛽2
(𝛿𝑡𝑎𝑔𝑙𝑖𝑜0 )
2+ (𝛽𝛿𝑛
0)2 , 𝑝𝑒𝑟 𝛿𝑛 > 0
, (3.23)
Un altro criterio che è stato usato in passato, ma che è risultato essere meno accurato rispetto
all’eq. (3.17) [29] è il criterio di massima trazione, che si traduce formalmente come segue
𝑚𝑎𝑥 {⟨𝜏𝑛⟩
𝜏𝑛0 ,
𝜏𝑡
𝜏𝑡0 ,𝜏𝑠
𝜏𝑠0} = 1 . (3.24)
Ovviamente, grazie alla linearità in fase elastica entrambi i criteri possono essere tradotti in
termini di spostamenti relativi. Quindi, si ottengono rispettivamente il criterio quadratico negli
spostamenti
(⟨𝛿𝑛⟩
𝛿𝑛0 )
2
+ ( 𝛿𝑡
𝛿𝑡0 )
2
+ ( 𝛿𝑠
𝛿𝑠0 )
2
= 1 , (3.25)
e il criterio di massimo spostamento
𝑚𝑎𝑥 {⟨𝛿𝑛⟩
𝛿𝑛0 ,
𝛿𝑡
𝛿𝑡0 ,𝛿𝑠
𝛿𝑠0} = 1 . (3.26)
In Abaqus sono presenti tutti e quattro i criteri di attivazione sopra esposti, ma per le analisi
simulate per il presente lavoro è stato impiegato sempre il criterio quadratico nelle trazioni.
Un altro criterio di attivazione degno di nota introdotto da Turon et al. in [32] nel 2006 (ma
non disponibile nelle attuali versioni di Abaqus) è il seguente, rispettivamente per il modo
misto I/II e I/II/III
𝜏𝑚0 = √(𝜏𝑛
0)2 + [(𝜏𝑡0)2 − (𝜏𝑛
0)2] (𝛽2
1 + 𝛽2)
𝜂
, (3.27)
𝜏𝑚0 = √(𝜏𝑛
0)2 + [(𝜏𝑡𝑎𝑔𝑙𝑖𝑜0 )
2− (𝜏𝑛
0)2] (𝛽2
1 + 𝛽2)
𝜂
, (3.28)
dove 휂 è un parametro di natura empirica scelto sulla base delle caratteristiche meccaniche
del materiale. Le due precedenti espressioni altro non sono che il criterio di propagazione
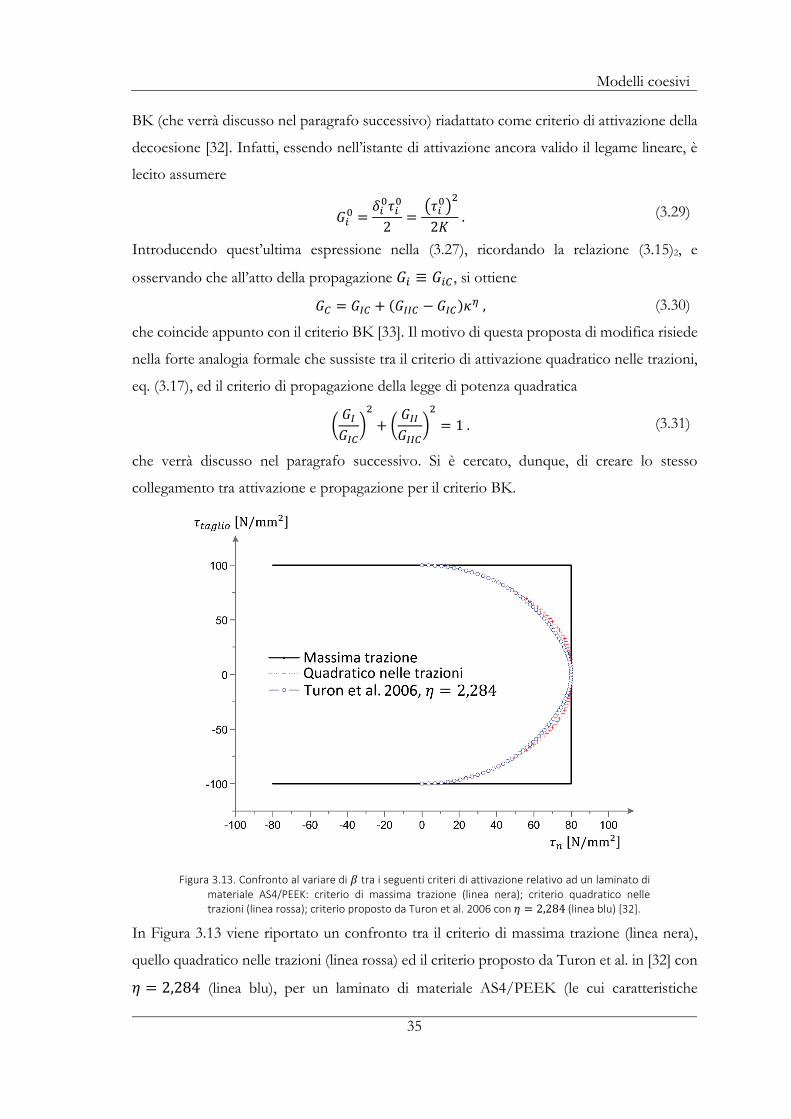
Modelli coesivi
35
BK (che verrà discusso nel paragrafo successivo) riadattato come criterio di attivazione della
decoesione [32]. Infatti, essendo nell’istante di attivazione ancora valido il legame lineare, è
lecito assumere
𝐺𝑖0 =
𝛿𝑖0𝜏𝑖0
2= (𝜏𝑖
0)2
2𝐾 . (3.29)
Introducendo quest’ultima espressione nella (3.27), ricordando la relazione (3.15)2, e
osservando che all’atto della propagazione 𝐺𝑖 ≡ 𝐺𝑖𝐶 , si ottiene
𝐺𝐶 = 𝐺𝐼𝐶 + (𝐺𝐼𝐼𝐶 − 𝐺𝐼𝐶)𝜅𝜂 , (3.30)
che coincide appunto con il criterio BK [33]. Il motivo di questa proposta di modifica risiede
nella forte analogia formale che sussiste tra il criterio di attivazione quadratico nelle trazioni,
eq. (3.17), ed il criterio di propagazione della legge di potenza quadratica
(𝐺𝐼𝐺𝐼𝐶
)2
+ (𝐺𝐼𝐼𝐺𝐼𝐼𝐶
)2
= 1 . (3.31)
che verrà discusso nel paragrafo successivo. Si è cercato, dunque, di creare lo stesso
collegamento tra attivazione e propagazione per il criterio BK.
Figura 3.13. Confronto al variare di 𝛽 tra i seguenti criteri di attivazione relativo ad un laminato di materiale AS4/PEEK: criterio di massima trazione (linea nera); criterio quadratico nelle trazioni (linea rossa); criterio proposto da Turon et al. 2006 con 휂 = 2,284 (linea blu) [32].
In Figura 3.13 viene riportato un confronto tra il criterio di massima trazione (linea nera),
quello quadratico nelle trazioni (linea rossa) ed il criterio proposto da Turon et al. in [32] con
휂 = 2,284 (linea blu), per un laminato di materiale AS4/PEEK (le cui caratteristiche

Modelli coesivi
36
meccaniche sono riportate nella Tabella 6.2, p. 94 e nella Tabella 6.5, p. 96). Nel caso in
questione, il criterio proposto in [32] segue quasi fedelmente il criterio quadratico nelle
trazioni, il quale, come già si è detto, descrive abbastanza bene l’attivazione della decoesione.
3.3.2.3. Criteri di propagazione della delaminazione
Mentre l’attivazione della decoesione è esprimibile in funzione delle trazioni massime 𝜏𝑖0 (o
dei relativi spostamenti 𝛿𝑖0), la propagazione della delaminazione, invece, è governata dalle
energie di frattura 𝐺𝑖𝐶 (o dai relativi spostamenti critici 𝛿𝑖𝑓). Sono stati messi a punto diversi
criteri di propagazione della delaminazione, alcuni dei quali sono descritti dettagliatamente
in [34] e [35]. In questa sede ci si limita a richiamarne i due utilizzati nel modello di Camanho
et al. in [4], [5]. (e gli unici ad essere implementati in Abaqus): il criterio della legge di potenza
(LP, [5], [36]) e il criterio di Benzeggagh-Kenane (BK, [5], [33]). Nel primo, gli energy release rate
𝐺𝑖 vengono correlati alle rispettive energie di frattura 𝐺𝑖𝐶 mediante i parametri 𝛼 e 𝛾, scelti
su base empirica in funzione delle caratteristiche meccaniche del laminato. Nel caso di modo
misto I/II si scrive
(𝐺𝐼𝐺𝐼𝐶
)𝛼
+ (𝐺𝐼𝐼𝐺𝐼𝐼𝐶
)𝛾
= 1 , (3.32)
mentre per il modo misto I/II/III, assumendo l’ipotesi (3.10) e che il coefficiente empirico
𝛾 che governa i due modi di taglio sia uguale per entrambi (ipotesi di solito vera nel caso dei
laminati compositi) la precedente si riscrive come segue
(𝐺𝐼𝐺𝐼𝐶
)𝛼
+ (𝐺𝑡𝑎𝑔𝑙𝑖𝑜
𝐺𝑡𝑎𝑔𝑙𝑖𝑜𝐶)
𝛾
= 1 . (3.33)
Per la descrizione degli FRP di solito la LP viene assunta nella sua versione lineare
(𝛼 = 𝛾 = 1) e quadratica (𝛼 = 𝛾 = 2). In Abaqus è possibile assumere anche valori diversi,
ma con la condizione 𝛼 = 𝛾 (peraltro molto comune in letteratura). Per cui, in definitiva, la
legge di potenza può riscriversi nel seguente modo
(𝐺𝐼𝐺𝐼𝐶
)𝛼
+ (𝐺𝐼𝐼𝐺𝐼𝐼𝐶
)𝛼
= 1 . (3.34)
Introducendo nella (3.34) il coefficiente di modo misto 𝛽 (eq. (3.13)1) e ricordando che
all’atto della delaminazione per il criterio di Griffith 𝐺𝐶 = 𝐺 = 𝐺𝐼 + 𝐺𝐼𝐼, si definisce l’energia
di frattura di modo misto secondo la LP
𝐺𝐶 = (1 + 𝛽2) [(
1
𝐺𝐼𝐶)𝛼
+ (𝛽2
𝐺𝐼𝐼𝐶)
𝛼
]
−1/𝛼
. (3.35)

Modelli coesivi
37
La LP è stata impiegata negli anni con discreto successo per la modellazione del
comportamento dei laminati compositi. In particolare, la legge lineare sembra descrivere
bene i laminati in resina termoplastica (ad esempio la PEEK) e meno quelle termoindurenti
(ad esempio quelle epossidiche) [34].
In molti casi, il criterio BK sembra superare tale difficoltà. Esso si esprime, per il modo misto
I/II, come segue
𝐺𝐶 = 𝐺𝐼𝐶 + (𝐺𝐼𝐼𝐶 − 𝐺𝐼𝐶)𝜅𝜂 , (3.36)
dove 휂 è un parametro di natura empirica scelto sulla base delle caratteristiche meccaniche
del materiale (di solito viene scelto il valore di 휂 che meglio approssima i valori delle energie
di frattura di natura sperimentale; ad esempio, si veda la Figura 3.14 e la Figura 3.15). Nel
caso, invece, di modo misto I/II/III la formula è la stessa, ma si deve usare la definizione
(3.14) al posto della (3.13).
Ricordando che l’energia di frattura non è altro che l’area sottesa dal legame coesivo (cioè
𝐺𝑖 = 𝜏𝑖0𝛿𝑖
𝑓/2 = 𝐾𝛿𝑖
0𝛿𝑖𝑓/2) è possibile riscrivere la LP e il criterio BK in termini di
spostamento critico. Quindi, per la LP si scrive
𝛿𝑚𝑓= {
𝛿𝑡0 , 𝑝𝑒𝑟 𝛿𝑛 ≤ 0
2(1 + 𝛽2)
𝐾𝛿𝑚0 [(
1
𝐺𝐼𝐶)𝛼
+ (𝛽2
𝐺𝐼𝐼𝐶)
𝛼
]
−1/𝛼
, 𝑝𝑒𝑟 𝛿𝑛 > 0 , (3.37)
mentre per il criterio BK vale
𝛿𝑚𝑓= {
𝛿𝑡0 , 𝑝𝑒𝑟 𝛿𝑛 ≤ 0
2
𝐾𝛿𝑚0[𝐺𝐼𝐶 + (𝐺𝐼𝐼𝐶 − 𝐺𝐼𝐶)𝜅
𝜂] , 𝑝𝑒𝑟 𝛿𝑛 > 0 , (3.38)
Si evita di riscrivere le medesime espressioni per il modo misto I/II/III. Le formule sono
identiche, basta applicare le definizioni (3.11) e (3.14).
In Figura 3.14, tratta da [5], sono riportate le energie di frattura, relative a tre laminati di
materiale diverso, ricavate per via sperimentale (tramite le tre prove di delaminazione che
saranno discusse nel capitolo 4) e per via analitica mediante i criteri di propagazione appena
esposti. Le sigle dei materiali sono composte da due codici, di cui il primo definisce il tipo di
fibra (in questo caso sempre di carbonio), mentre il secondo identifica il tipo di matrice
polimerica. In particolare, sono oggetto di studio i seguenti materiali (fibra/resina):
AS4/3501-6, laminato in fibra di carbonio con resina epossidica fragile; IM7/977-2, laminato
in fibra di carbonio con resina epossidica tenace; AS4/PEEK, laminato in fibra di carbonio
con resina termoplastica [4], [5]. I dati sperimentali riguardano cinque misure di energia di
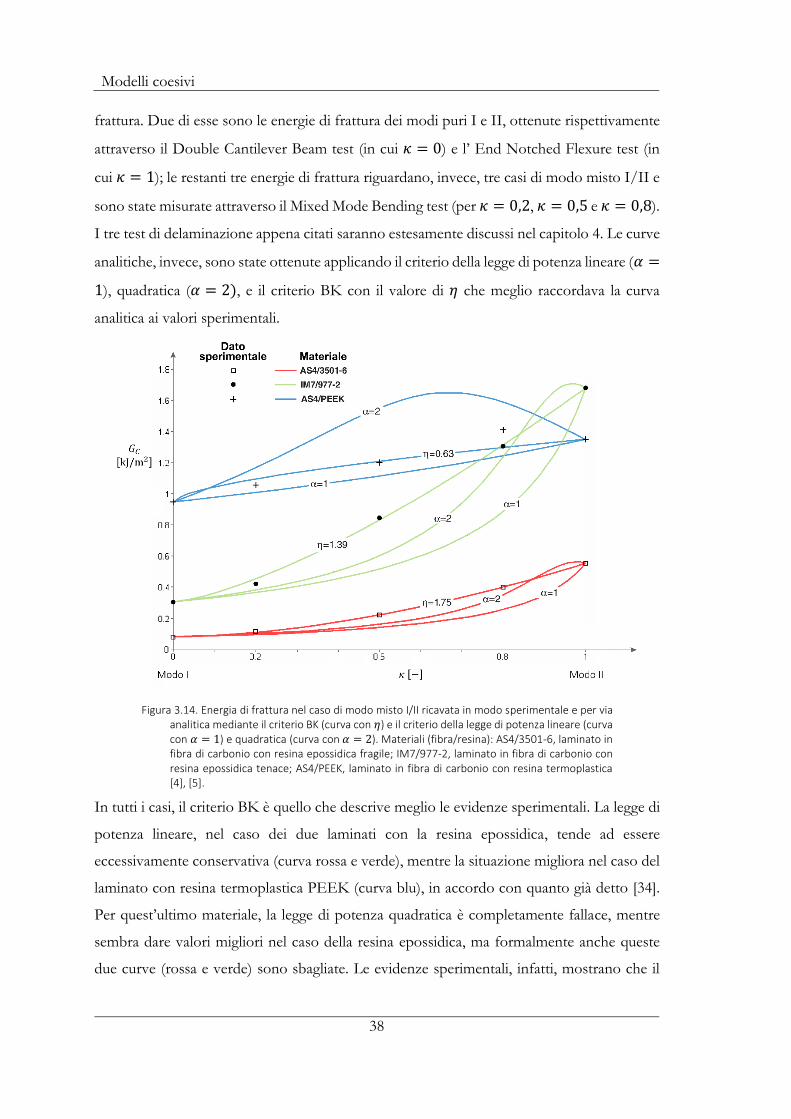
Modelli coesivi
38
frattura. Due di esse sono le energie di frattura dei modi puri I e II, ottenute rispettivamente
attraverso il Double Cantilever Beam test (in cui 𝜅 = 0) e l’ End Notched Flexure test (in
cui 𝜅 = 1); le restanti tre energie di frattura riguardano, invece, tre casi di modo misto I/II e
sono state misurate attraverso il Mixed Mode Bending test (per 𝜅 = 0,2, 𝜅 = 0,5 e 𝜅 = 0,8).
I tre test di delaminazione appena citati saranno estesamente discussi nel capitolo 4. Le curve
analitiche, invece, sono state ottenute applicando il criterio della legge di potenza lineare (𝛼 =
1), quadratica (𝛼 = 2), e il criterio BK con il valore di 휂 che meglio raccordava la curva
analitica ai valori sperimentali.
Figura 3.14. Energia di frattura nel caso di modo misto I/II ricavata in modo sperimentale e per via analitica mediante il criterio BK (curva con 휂) e il criterio della legge di potenza lineare (curva con 𝛼 = 1) e quadratica (curva con 𝛼 = 2). Materiali (fibra/resina): AS4/3501-6, laminato in fibra di carbonio con resina epossidica fragile; IM7/977-2, laminato in fibra di carbonio con resina epossidica tenace; AS4/PEEK, laminato in fibra di carbonio con resina termoplastica [4], [5].
In tutti i casi, il criterio BK è quello che descrive meglio le evidenze sperimentali. La legge di
potenza lineare, nel caso dei due laminati con la resina epossidica, tende ad essere
eccessivamente conservativa (curva rossa e verde), mentre la situazione migliora nel caso del
laminato con resina termoplastica PEEK (curva blu), in accordo con quanto già detto [34].
Per quest’ultimo materiale, la legge di potenza quadratica è completamente fallace, mentre
sembra dare valori migliori nel caso della resina epossidica, ma formalmente anche queste
due curve (rossa e verde) sono sbagliate. Le evidenze sperimentali, infatti, mostrano che il

Modelli coesivi
39
valore massimo di energia di frattura si ottiene sempre per 𝜅 = 1 (cioè nel caso di puro modo
II), mentre la legge di potenza quadratica manifesta un massimo localizzato fra 𝜅 = 0,9 e
𝜅 = 1. Usando, quindi, questo criterio si rischia di ottenere valori non conservativi.
Figura 3.15. Energia di frattura nel caso di modo misto I/II ricavata in modo sperimentale e per via analitica mediante il criterio BK con 휂 = 2,284) per un laminato con materiale AS4/PEEK [4], [5].
In realtà, la casistica sopra esposta è davvero limitata rispetto a tutti i materiali attualmente
in commercio e non sempre il criterio BK riesce a riprodurre l’energia di frattura con la stessa
precisione sopra evidenziata. Ad esempio, in Figura 3.15 è riportato un grafico analogo al
precedente per un laminato con materiale AS4/PEEK (le cui caratteristiche meccaniche sono
riportate nella Tabella 6.2, p. 94 e nella Tabella 6.5, p. 96) [4], [5]. In questo caso il criterio
BK sbaglia di molto nel caso di 𝜅 = 0,2.
Questo genere di errore non è così insolito. Ad esempio, Davidson e Wenming hanno
raccolto un discreto numero di prove sperimentali simili a quelle appena mostrate, ma con
una casistica di materiali molto più ampia [37]. Da tale compendio è possibile notare che in
diversi casi la curva sperimentale 𝐺𝐶 = 𝐺𝐶(𝜅) manifesta un massimo relativo che si localizza
di solito fra 𝜅 = 0,2 e 𝜅 = 0,5. Per cogliere questa “gobba” gli autori hanno proposto un
criterio definito in letteratura come “bilineare”. Detto in parole semplici, si divide il dominio
𝜅 ∈ [0,1] in due sotto domini 𝜅 ∈ [0, 𝑥] ∪ [𝑥, 1] e si calcolano separatetene la curva 𝐺𝐶− =
𝐺𝐶−([0, 𝑥]) e la curva 𝐺𝐶
+ = 𝐺𝐶+([𝑥, 1]) con la condizione che 𝐺𝐶
−(𝑥) = 𝐺𝐶+(𝑥). Il criterio

Modelli coesivi
40
in se non è nuovo, ma era stato già proposto da Reeder [38] con la condizione 𝑥 = 0,5. In
[37], invece, 𝑥 non è fisso, ma viene scelto in funzione dei dati sperimentali. Ulteriori indagini
a riguardo dovrebbero essere fatte.

41
4. Prove di delaminazione: teoria
Le prove di delaminazione sono dei test, standardizzati dalle norme, creati col fine ultimo di
individuare due parametri fondamentali: il carico di delaminazione e l’energia di frattura del
provino FRP. Quest’ultima informazione, utile per descrivere il processo delaminativo, è
tanto essenziale quanto difficile da misurare correttamente, in quanto è una misura energetica
legata alla formazione di una nuova superficie durante il processo delaminativo. Per cui,
prima di passare al vero oggetto del presente capitolo, che riguarda la descrizione fisica delle
prove di delaminazione oggetto di studio e delle relative soluzioni analitiche, si definirà
l’energy release rate per un sistema elastico in funzione della cedevolezza dello stesso sistema.
4.1. L’Energy Release Rate
Come già anticipato, la grandezza fondamentale usata nella teoria LEFM è il cosiddetto tasso
di rilascio dell’energia, 𝐺, meglio noto in letteratura come energy release rate, la cui definizione
(dovuta ad Irwin nel 195613 [39]) è data da
𝐺 = −𝑑𝛱
𝑑𝐴, (4.1)
dove Π è l’Energia Potenziale Totale (EPT) e 𝐴 è la superficie della fessura [20]. Dalla
Meccanica dei Solidi è noto che l’EPT, per un corpo elastico, è definita come
𝛱 = 𝛺 −𝑊 , (4.2)
dove Ω è l’energia di deformazione elastica immagazzinata nel corpo, mentre 𝑊 è il lavoro
compiuto dai carichi esterni [40]. Si consideri ora l’esempio in Figura 4.1 dove è
13 L’approccio energetico di Irwin, in realtà, è sostanzialmente equivalente a quello proposto da Griffith negli anni ’20 (la cui iniziale giustifica la notazione) [10], [11], ma il metodo di Irwin presenta il notevole vantaggio di essere più conveniente nella risoluzione di problemi ingegneristici [20].
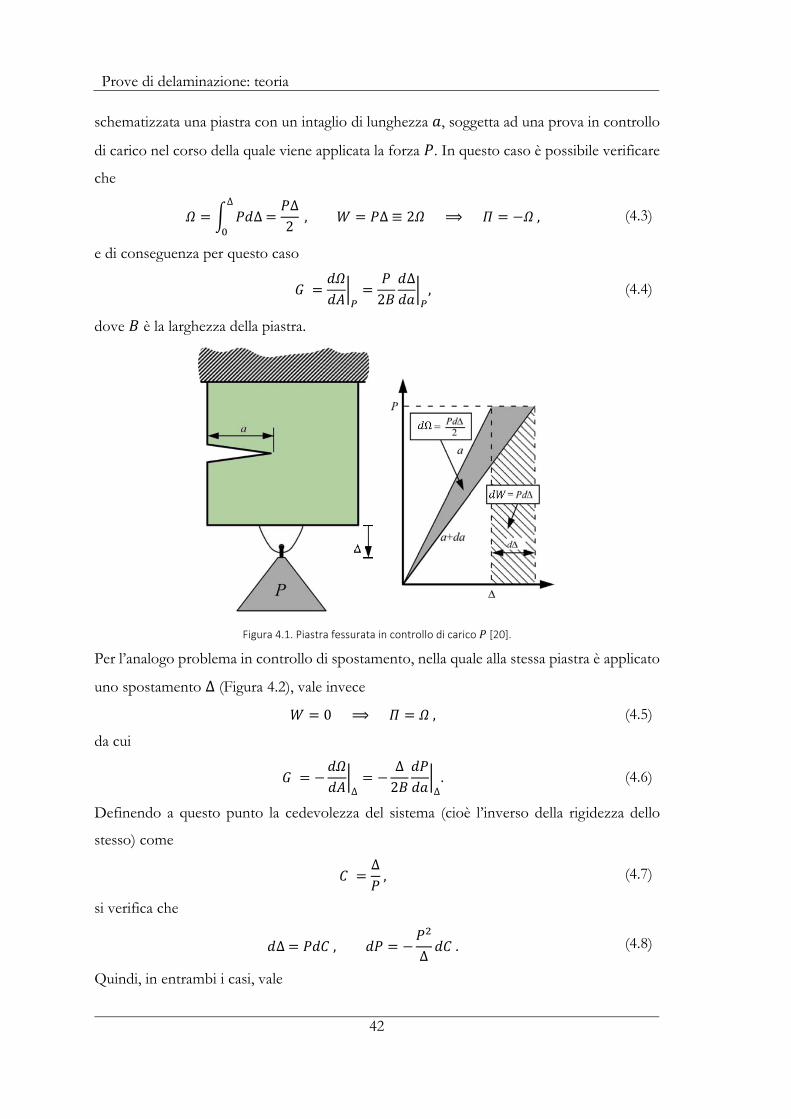
Prove di delaminazione: teoria
42
schematizzata una piastra con un intaglio di lunghezza 𝑎, soggetta ad una prova in controllo
di carico nel corso della quale viene applicata la forza 𝑃. In questo caso è possibile verificare
che
𝛺 = ∫ 𝑃𝑑∆ =𝑃∆
2
∆
0
, 𝑊 = 𝑃∆ ≡ 2𝛺 ⟹ 𝛱 = −𝛺 , (4.3)
e di conseguenza per questo caso
𝐺 =𝑑𝛺
𝑑𝐴|𝑃=𝑃
2𝐵
𝑑∆
𝑑𝑎|𝑃, (4.4)
dove 𝐵 è la larghezza della piastra.
Figura 4.1. Piastra fessurata in controllo di carico 𝑃 [20].
Per l’analogo problema in controllo di spostamento, nella quale alla stessa piastra è applicato
uno spostamento Δ (Figura 4.2), vale invece
𝑊 = 0 ⟹ 𝛱 = 𝛺 , (4.5)
da cui
𝐺 = −𝑑𝛺
𝑑𝐴|∆= −
∆
2𝐵
𝑑𝑃
𝑑𝑎|∆. (4.6)
Definendo a questo punto la cedevolezza del sistema (cioè l’inverso della rigidezza dello
stesso) come
𝐶 =∆
𝑃 , (4.7)
si verifica che
𝑑∆ = 𝑃𝑑𝐶 , 𝑑𝑃 = −𝑃2
∆𝑑𝐶 . (4.8)
Quindi, in entrambi i casi, vale

Prove di delaminazione: teoria
43
𝐺 =𝑃2
2𝐵
𝑑𝐶
𝑑𝑎 . (4.9)
In conclusione, è possibile affermare che, sotto l’ipotesi di corpo elastico, l’energy release
rate, definito dalla eq. (4.1), è lo stesso sia nel caso di prova in controllo di carico, che di
spostamento.
Figura 4.2. Piastra fessurata in controllo di spostamento ∆ [20].
4.2. Le prove di delaminazione
Il presente lavoro sarà limitato alle analisi in puro modo I e II, e al modo misto I/II secondo
diversi valori del coefficiente di modo misto. Esistono diverse prove per simulare tali
condizioni di carico, ma le principali sono:
il Double Cantilever Beam (DCB) test per il modo I;
l’End Notched Flexure (ENF) test per il modo II;
il Mixed Mode Bending (MMB) test per il modo misto I/II.
Figura 4.3. Geometria del provino impiegato nelle tre prove di delaminazione (DCB, ENF e MMB test).
Il provino impiegato per l’esperimento possiede la stessa geometria per tutte e tre le prove.
Quello che cambia da una prova all’altra sono solo le condizioni di vincolo e di carico imposte
allo stesso.
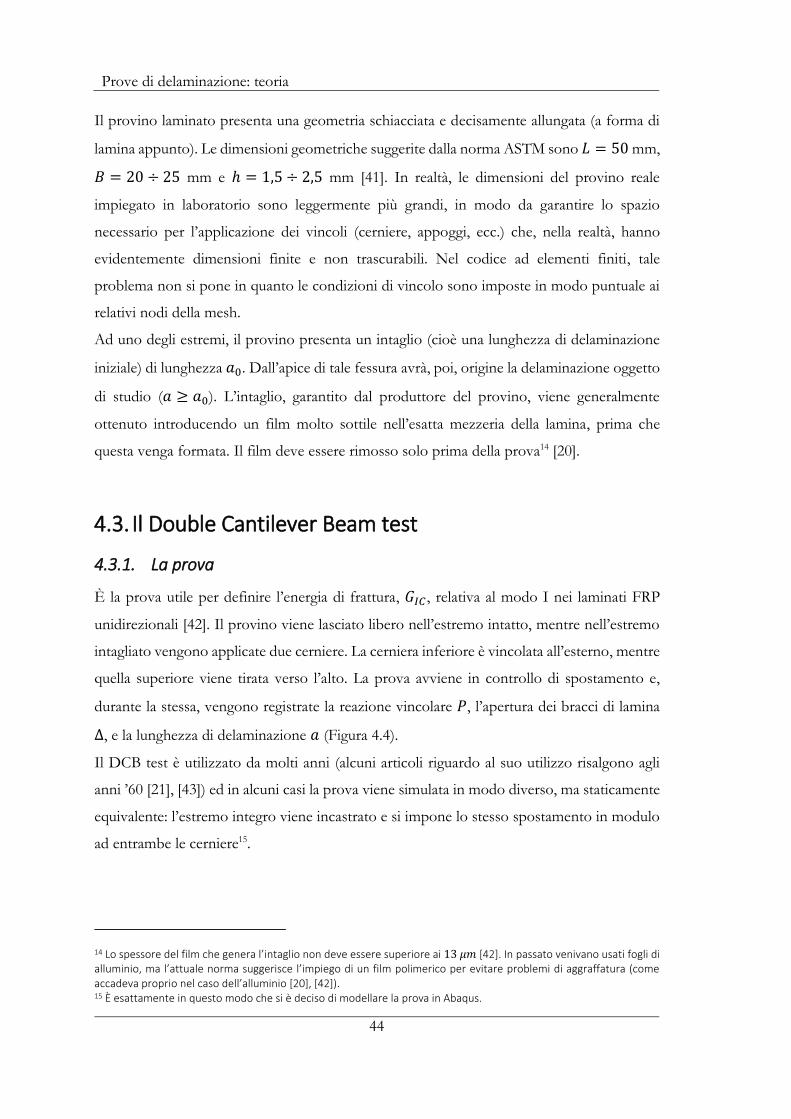
Prove di delaminazione: teoria
44
Il provino laminato presenta una geometria schiacciata e decisamente allungata (a forma di
lamina appunto). Le dimensioni geometriche suggerite dalla norma ASTM sono 𝐿 = 50 mm,
𝐵 = 20 ÷ 25 mm e ℎ = 1,5 ÷ 2,5 mm [41]. In realtà, le dimensioni del provino reale
impiegato in laboratorio sono leggermente più grandi, in modo da garantire lo spazio
necessario per l’applicazione dei vincoli (cerniere, appoggi, ecc.) che, nella realtà, hanno
evidentemente dimensioni finite e non trascurabili. Nel codice ad elementi finiti, tale
problema non si pone in quanto le condizioni di vincolo sono imposte in modo puntuale ai
relativi nodi della mesh.
Ad uno degli estremi, il provino presenta un intaglio (cioè una lunghezza di delaminazione
iniziale) di lunghezza 𝑎0. Dall’apice di tale fessura avrà, poi, origine la delaminazione oggetto
di studio (𝑎 ≥ 𝑎0). L’intaglio, garantito dal produttore del provino, viene generalmente
ottenuto introducendo un film molto sottile nell’esatta mezzeria della lamina, prima che
questa venga formata. Il film deve essere rimosso solo prima della prova14 [20].
4.3. Il Double Cantilever Beam test
4.3.1. La prova
È la prova utile per definire l’energia di frattura, 𝐺𝐼𝐶 , relativa al modo I nei laminati FRP
unidirezionali [42]. Il provino viene lasciato libero nell’estremo intatto, mentre nell’estremo
intagliato vengono applicate due cerniere. La cerniera inferiore è vincolata all’esterno, mentre
quella superiore viene tirata verso l’alto. La prova avviene in controllo di spostamento e,
durante la stessa, vengono registrate la reazione vincolare 𝑃, l’apertura dei bracci di lamina
∆, e la lunghezza di delaminazione 𝑎 (Figura 4.4).
Il DCB test è utilizzato da molti anni (alcuni articoli riguardo al suo utilizzo risalgono agli
anni ’60 [21], [43]) ed in alcuni casi la prova viene simulata in modo diverso, ma staticamente
equivalente: l’estremo integro viene incastrato e si impone lo stesso spostamento in modulo
ad entrambe le cerniere15.
14 Lo spessore del film che genera l’intaglio non deve essere superiore ai 13 𝜇𝑚 [42]. In passato venivano usati fogli di alluminio, ma l’attuale norma suggerisce l’impiego di un film polimerico per evitare problemi di aggraffatura (come accadeva proprio nel caso dell’alluminio [20], [42]). 15 È esattamente in questo modo che si è deciso di modellare la prova in Abaqus.
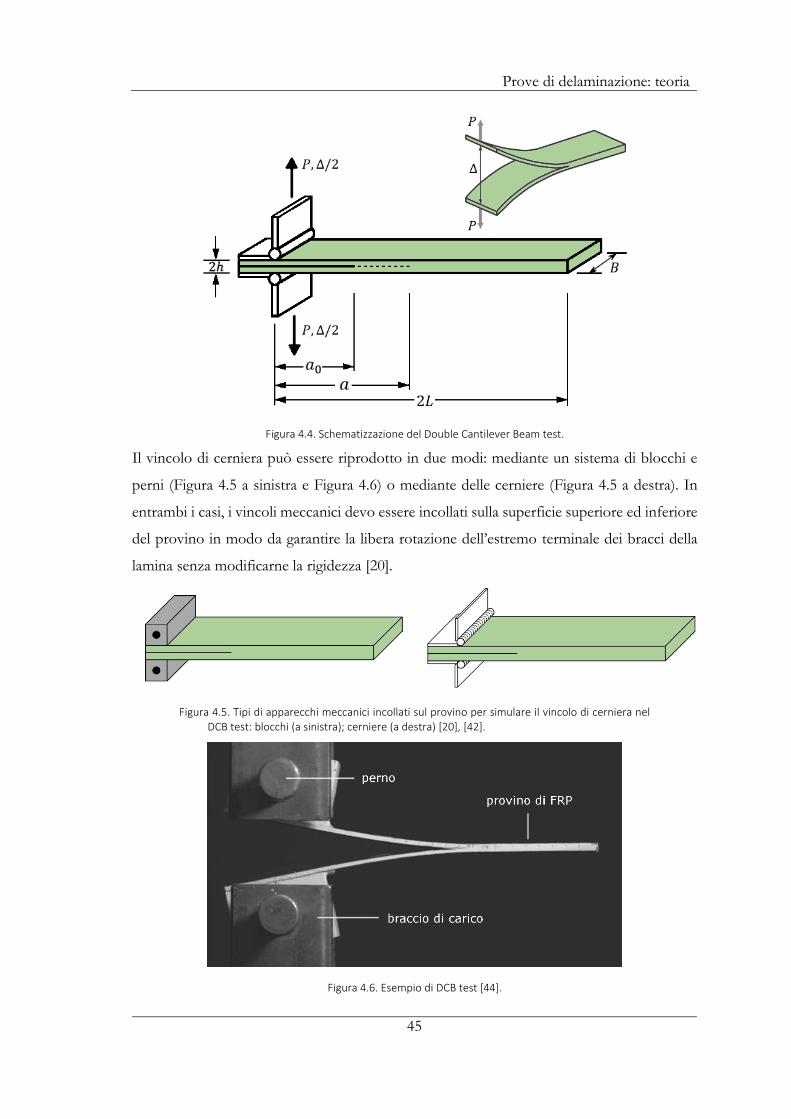
Prove di delaminazione: teoria
45
Figura 4.4. Schematizzazione del Double Cantilever Beam test.
Il vincolo di cerniera può essere riprodotto in due modi: mediante un sistema di blocchi e
perni (Figura 4.5 a sinistra e Figura 4.6) o mediante delle cerniere (Figura 4.5 a destra). In
entrambi i casi, i vincoli meccanici devo essere incollati sulla superficie superiore ed inferiore
del provino in modo da garantire la libera rotazione dell’estremo terminale dei bracci della
lamina senza modificarne la rigidezza [20].
Figura 4.5. Tipi di apparecchi meccanici incollati sul provino per simulare il vincolo di cerniera nel DCB test: blocchi (a sinistra); cerniere (a destra) [20], [42].
Figura 4.6. Esempio di DCB test [44].

Prove di delaminazione: teoria
46
4.3.2. Le soluzioni analitiche
Sono disponibili in letteratura diverse soluzioni analitiche utili per descrivere la risposta
strutturale della lamina nel DCB test, e se ne riportano di seguito le principali.
Le ipotesi fondamentali che accomunano tutte le soluzioni analitiche (per tutte le prove di
delaminazione) sono:
la delaminazione divide il provino in due lamine aventi le medesime caratteristiche
meccaniche e geometriche;
gli effetti non lineari sono trascurabili.
4.3.2.1. Soluzione classica per il DCB test
È sostanzialmente basata sulla teoria delle travi alla Eulero-Bernoulli (EB) e sulla LEFM [20],
[45], [46]. I bracci della lamina vengono schematizzati come due travi incastrate di lunghezza
𝑎0. Finché non ha luogo la delaminazione la lunghezza delle mensole resta costante. Perciò,
la relazione che lega lo spostamento ∆ alla forza 𝑃 si esprime, tramite la teoria EB, come
segue
∆ =2𝑃𝑎0
3
3𝐸𝐼 , (4.10)
dove 𝑎03 3𝐸𝐼⁄ è la cedevolezza relativa ad una sola trave incastrata, 𝐸 è il modulo elastico
longitudinale del materiale della lamina (assunta come omogenea ed isotropa) e 𝐼 è il
momento d’inerzia della sezione di un braccio del provino nel piano di flessione che, com’è
noto, vale
𝐼 =𝐵ℎ3
12 . (4.11)
La soluzione elastica lineare (4.10) non è più valida nel momento in cui inizia la
delaminazione. Da questo istante in poi si ricorre anche alla teoria LEFM per descrivere il
problema e la soluzione viene ricavata mettendo a sistema le seguenti tre relazioni:
la soluzione alla EB per una trave di lunghezza 𝑎 pari alla lunghezza della fessura
∆ =2𝑃𝑎3
3𝐸𝐼 , (4.12)
l’espressione dell’energy release rate per il modo I secondo la teoria LEFM, ricavabile
dalle eqq. (4.7), (4.9) e (4.12) e dato da

Prove di delaminazione: teoria
47
𝐺𝐼 =𝑃2𝑎2
𝐵𝐸𝐼 , (4.13)
la condizione di propagazione della cricca secondo la teoria di Griffith
𝐺𝐼 = 𝐺𝐼𝐶 . (4.14)
Figura 4.7. Esempio di soluzione classica per il DCB test.
Mettendo a sistema le eqq. (4.12), (4.13) e (4.14) si ottiene la soluzione per il ramo di softening
che descrive la seconda parte della soluzione nel piano 𝑃 − Δ
{
∆ =
2𝑃𝑎3
3𝐸𝐼
𝐺𝐼 =𝑃2𝑎2
𝐵𝐸𝐼𝐺𝐼 = 𝐺𝐼𝐶
⟹ ∆ =2
3
√(𝐵𝐺𝐼𝐶)3𝐸𝐼
𝑃2 . (4.15)
Poiché le tre equazioni messe a sistema valgono anche per 𝑎 = 𝑎0, dallo stesso sistema è
altresì possibile ricavare il carico massimo, 𝑃𝑚𝑎𝑥 , di delaminazione
𝑃𝑚𝑎𝑥 =√𝐵𝐸𝐼𝐺𝐼𝐶
𝑎0 , (4.16)
e lo spostamento critico, ∆𝐶 , di delaminazione
∆𝐶 =2
3√𝐵𝐺𝐼𝐶𝐸𝐼
𝑎02 . (4.17)
In conclusione, la soluzione che governa il problema è la seguente

Prove di delaminazione: teoria
48
{
∆ =
2𝑃𝑎03
3𝐸𝐼 , 𝑝𝑒𝑟 ∆ ≤ ∆𝐶
∆ =2
3
√(𝐵𝐺𝐼𝐶)3𝐸𝐼
𝑃2 , 𝑝𝑒𝑟 ∆ ≥ ∆𝐶
. (4.18)
In Figura 4.7 è riportato un esempio di soluzione classica per il DCB test.
4.3.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per il DCB test
Nel 1973 Kanninen introdusse un miglioramento nella soluzione classica del DCB test [47].
Egli si accorse, infatti, che modellare i bracci della lamina come due mensole è nella realtà un
ipotesi troppo restrittiva. Questi, infatti, in corrispondenza dell’apice dell’intaglio non sono
realmente incastrati, ma ruotano leggermente grazie al supporto elastico che si scambiano
reciprocamente. Il provino, infatti, può essere visto come due lamine di spessore ℎ incollate
l’una all’altra tramite la resina polimerica dello stesso. Tale “incollaggio” non può nei fatti
coincidere con un incastro perfetto. Tenendo conto di tutto ciò, Kanninen modellò ciascuna
delle due lamine come una trave di altezza ℎ applicata su suolo elastico lungo la parte non
intagliata di lunghezza ℓ (Figura 4.8) e ricavò la soluzione dello stesso applicando il modello
di Winkler.
Figura 4.8. Schematizzazione del DCB test come trave su suolo elastico.
Per ricavare l’equazione differenziale che governa il problema è necessario imporre
l’equilibrio del concio infinitesimo di trave. Dunque, per il braccio di trave libero dalle molle
si impone

Prove di delaminazione: teoria
49
{
𝑀′ = 𝑇 , 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑎𝑙𝑙𝑎 𝑟𝑜𝑡𝑎𝑧𝑖𝑜𝑛𝑒
𝑇′ = 0 , 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑎𝑙𝑙𝑎 𝑡𝑟𝑎𝑠𝑙𝑎𝑧𝑖𝑜𝑛𝑒 𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙𝑒
𝑀 = −𝐸𝐼𝑤′′ , 𝑙𝑖𝑛𝑒𝑎 𝑒𝑙𝑎𝑠𝑡𝑖𝑐𝑎
⟹ 𝑤′′′′ = 0 , (4.19)
mentre per la restante parte di trave è necessario considerare anche la reazione verticale
dovuta al suolo continuo di molle elastiche. Per cui, si impone
{
𝑀′ = 𝑇 , 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑎𝑙𝑙𝑎 𝑟𝑜𝑡𝑎𝑧𝑖𝑜𝑛𝑒
𝑇′ = 𝑟(𝑥) , 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑎𝑙𝑙𝑎 𝑡𝑟𝑎𝑠𝑙𝑎𝑧𝑖𝑜𝑛𝑒 𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙𝑒
𝑀 = −𝐸𝐼𝑤′′ , 𝑙𝑖𝑛𝑒𝑎 𝑒𝑙𝑎𝑠𝑡𝑖𝑐𝑎𝑟(𝑥) ≝ 𝑘𝑊𝐵𝑤(𝑥) , 𝑟𝑒𝑎𝑧𝑖𝑜𝑛𝑒 𝑑𝑖 𝑊𝑖𝑛𝑘𝑙𝑒𝑟
⟹
⟹ 𝑤′′′′ + 4𝜆4𝑤 = 0 , (4.20)
dove
𝜆 = √𝑘𝑊𝐵
4𝐸𝐼
4
, (4.21)
mentre 𝑘𝑊 = [𝐹]/[𝐿3] è la costante di sottofondo o di Winkler e 𝐵 è la larghezza del
provino.
Il problema, dunque, è governato dal seguente sistema differenziale
{𝑤′′′′ = 0 , 𝑝𝑒𝑟 𝑥 ≤ 0
𝑤′′′′ + 4𝜆4𝑤 = 0 , 𝑝𝑒𝑟 𝑥 ≥ 0 . (4.22)
Gli integrali generali delle due equazioni differenziali sono noti dall’analisi matematica (si
evita di riportarli per non appesantire inutilmente la trattazione; per i dettagli si rimanda alla
fonte [47]). Associando a questi le seguenti quattro condizioni al contorno agli estremi, 𝑥 =
−𝑎 e 𝑥 = ℓ, e le quattro condizioni al contorno nell’origine del sistema di riferimento, 𝑥 =
0 (cioè nell’apice dell’intaglio),
{
𝑤′′(−𝑎) = 0𝑤′′′(−𝑎) = 𝑃/𝐸𝐼
𝑤′′(ℓ) = 0𝑤′′′(ℓ) = 0
,
{
𝑤(0−) = 𝑤(0+)
𝑤′(0−) = 𝑤′(0+)
𝑤′′(0−) = 𝑤′′(0+)
𝑤′′′(0−) = 𝑤′′′(0+)
, (4.23)
si ottiene un sistema algebrico di otto equazioni in otto incognite. Risolvendo tale sistema si
trovano le espressioni delle costanti di integrazione che definiscono l’integrale generale del
problema, il quale può scriversi come
𝛥 =2𝑃𝑎3
3𝐸𝐼[1 +
3
𝜆𝑎𝑓1(𝜆ℓ) +
3
𝜆2𝑎2𝑓2(𝜆ℓ) +
3
2𝜆3𝑎3𝑓3(𝜆ℓ)] , (4.24)
dove i fattori 𝑓𝑖(𝜆ℓ) sono composti da funzioni trigonometriche ed iperboliche. Si dimostra
che
𝑠𝑒 𝜆ℓ ≫ 1 ⟹ 𝑓1, 𝑓2, 𝑓3 ≈ 1 . (4.25)
Prove di delaminazione: teoria
50
Kanninen introdusse un’ulteriore ipotesi. Nella teoria di Winkler la costante di sottofondo,
𝑘𝑊, è una grandezza indipendente dalle proprietà geometriche e meccaniche della trave, che
esprime la reazione verticale fornita dal terreno di fondazione per unità di volume spostato,
ed è, quindi, una proprietà del terreno. Nel problema in questione, però, la fondazione
elastica esprime il contributo verticale fornito dall’altra metà del provino, perciò Kanninen
propose di assumere 𝑘𝑊 come funzione delle proprietà della trave. Egli ipotizzò che solo
metà dello spessore della trave (quindi ℎ/2) contribuisse alla reazione di fondazione16,
ottenendo, così, la seguente espressione
{
𝜎 = 𝑘𝑊𝑤 𝑟𝑒𝑎𝑧𝑖𝑜𝑛𝑒 𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙𝑒
휀 ≝𝑤
ℎ/2𝑖𝑝𝑜𝑡𝑒𝑠𝑖 𝑑𝑖 𝐾𝑎𝑛𝑛𝑖𝑛𝑒𝑛
𝜎 = 𝐸휀 𝑙𝑒𝑔𝑔𝑒 𝑑𝑖 𝐻𝑜𝑜𝑘𝑒
⟹ 𝑘𝑊 =𝐸
ℎ/2 . (4.26)
Sostituendo la (4.26) nella (4.21) si ha che
𝜆 =√64
ℎ . (4.27)
Nel 1988 Reeder e Crews generalizzarono il problema al caso di provino ortotropo con
modulo elastico 𝐸11 nella direzione di flessione ed 𝐸22 = 𝐸33 per la sezione trasversale [45],
[48], ottenendo che
𝑘𝑊 =𝐸22ℎ/2
, 𝜆 =1
ℎ√6𝐸22𝐸11
4
. (4.28)
Sia nel caso isotropo, che in quello ortotropo vale che 𝜆ℓ ∝ ℓ/ℎ, quindi, la condizione (4.25)
è, praticamente, sempre rispettata. Per cui, la (4.24) diventa
𝛥 =2𝑃𝑎3
3𝐸11𝐼[1 +
3
𝜆𝑎+
3
𝜆2𝑎2+
3
2𝜆3𝑎3] . (4.29)
Al fine di migliore ulteriormente la soluzione da un punto di vista energetico, Reeder e Crews
introdussero anche il contributo di deformazione dovuto al taglio [45], [48], ricavando così
𝛥 =2𝑃𝑎3
3𝐸11𝐼[1 +
3
𝜆𝑎+
3
𝜆2𝑎2+
3
2𝜆3𝑎3+
3𝐸11𝐼
𝐺13𝐴∗𝑎2] , (4.30)
dove 𝐺13 = 𝐺12 è il modulo di elasticità tangenziale, mentre 𝐴∗ = 5/6𝐵ℎ è l’area di taglio
per una sezione rettangolare [40]. L’eq. (4.30) costituisce un miglioramento dell’eq. (4.12)
mediante l’aggiunta del contributo di cedevolezza relativa alle molle elastiche
16 Lo stesso Kanninen riconosce che tale ipotesi è del tutto arbitraria, e la giustifica con l’ottima resa che ne ebbe in termini di comparazione con i dati sperimentali riportati nel suo lavoro [47]. Ipotesi del tutto simili sono state anche fatte da autori più recenti come [50], [65].

Prove di delaminazione: teoria
51
𝑐𝑊 =3
𝜆𝑎+
3
𝜆2𝑎2+
3
2𝜆3𝑎3 , (4.31)
e di quello relativo al taglio
𝑐𝑡 =3𝐸11𝐼
𝐺13𝐴∗𝑎2 , (4.32)
per cui la (4.30) può essere riscritta in modo più intuitivo come
𝛥 =2𝑃𝑎3
3𝐸11𝐼[1 + 𝑐𝑊(𝑎) + 𝑐𝑡(𝑎)] . (4.33)
Mettendo insieme le eqq. (4.7), (4.9) e (4.30) si ricava
𝐺𝐼 =𝑃2𝑎2
𝐵𝐸11𝐼[1 +
2
𝜆𝑎+
1
𝜆2𝑎2+
𝐸11𝐼
𝐺13𝐴∗𝑎2] , (4.34)
espressione per la quale valgono le stesse considerazioni espresse per la (4.13).
Analogamente a quanto fatto per la soluzione classica, mettendo insieme le (4.14), (4.33) e
(4.34), si ottiene la soluzione relativa alla fase di delaminazione. La soluzione globale del
problema, quindi, può essere scritta come
{
𝛥 =
2𝑃𝑎03
3𝐸11𝐼[1 + 𝑐𝑊(𝑎0) + 𝑐𝑡(𝑎0)] , 𝑝𝑒𝑟 ∆ ≤ ∆𝐶
{
∆ =
2𝑃𝑎3
3𝐸11𝐼[1 + 𝑐𝑊(𝑎) + 𝑐𝑡(𝑎)]
𝑎2 +2
𝜆𝑎 +
1
𝜆2+𝐸11𝐼
𝐺13𝐴∗−𝐺𝐼𝐶𝐵𝐸11𝐼
𝑃2= 0
, 𝑝𝑒𝑟 ∆ ≥ ∆𝐶
. (4.35)
4.3.2.3. Soluzione di Williams per il DCB test
Partendo dalla soluzione di Kanninen [47] e introducendo delle correzioni semi-empiriche
basate sui risultati ottenuti mediante analisi ad elementi finiti, nel 1989 Williams ottenne una
soluzione molto più pratica per la descrizione del DCB test di provini ortotropi
unidirezionali, in cui gli effetti delle deflessioni e delle rotazioni localizzati all’apice
dell’intaglio vengono tenuti in conto aumentando la lunghezza di delaminazione 𝑎 [49]17,
[50]. Si assume, quindi
𝑎𝐼 = 𝑎 + 𝜒𝐼ℎ , (4.36)
dove 𝜒𝐼 è il parametro di correzione della lunghezza di intaglio per il modo I (per unità di semi-
spessore ℎ), espresso in funzione delle caratteristiche meccaniche del provino nel seguente
modo
17 Non è stato possibile reperire questa fonte. Molte altre fonti in letteratura la citano e ne riportano i risultati formali, tra cui le fonti [50], [51] e la norma ASTM [41].

Prove di delaminazione: teoria
52
𝜒𝐼 = √𝐸1111𝐺13
[3 − 2 (𝛤
1 + 𝛤)2
] , 𝛤 = 1,18√𝐸11𝐸22𝐺13
(4.37)
dove Γ è il parametro di correzione del modulo elastico trasversale [50], [51], [41]. La soluzione di
Williams si scrive semplicemente sostituendo 𝑎 con 𝑎𝐼 in quella classica, per cui le espressioni
(4.13), (4.17) e (4.18) diventano
𝐺𝐼 =𝑃2𝑎𝐼
2
𝐵𝐸11𝐼 , (4.38)
∆𝐶 =2
3√𝐵𝐺𝐼𝐶𝐸11𝐼
𝑎𝐼02 , (4.39)
{
∆ =
2𝑃𝑎𝐼03
3𝐸11𝐼 , 𝑝𝑒𝑟 ∆ ≤ ∆𝐶
∆ =2
3
√(𝐵𝐺𝐼𝐶)3𝐸11𝐼
𝑃2 , 𝑝𝑒𝑟 ∆ ≥ ∆𝐶
, (4.40)
dove 𝑎𝐼0 = 𝑎0 + 𝜒𝐼ℎ. In Figura 4.9 è riportato un esempio di confronto tra la soluzione
classica e quella di Williams.
Figura 4.9. Esempio di soluzione di Williams per il DCB test.
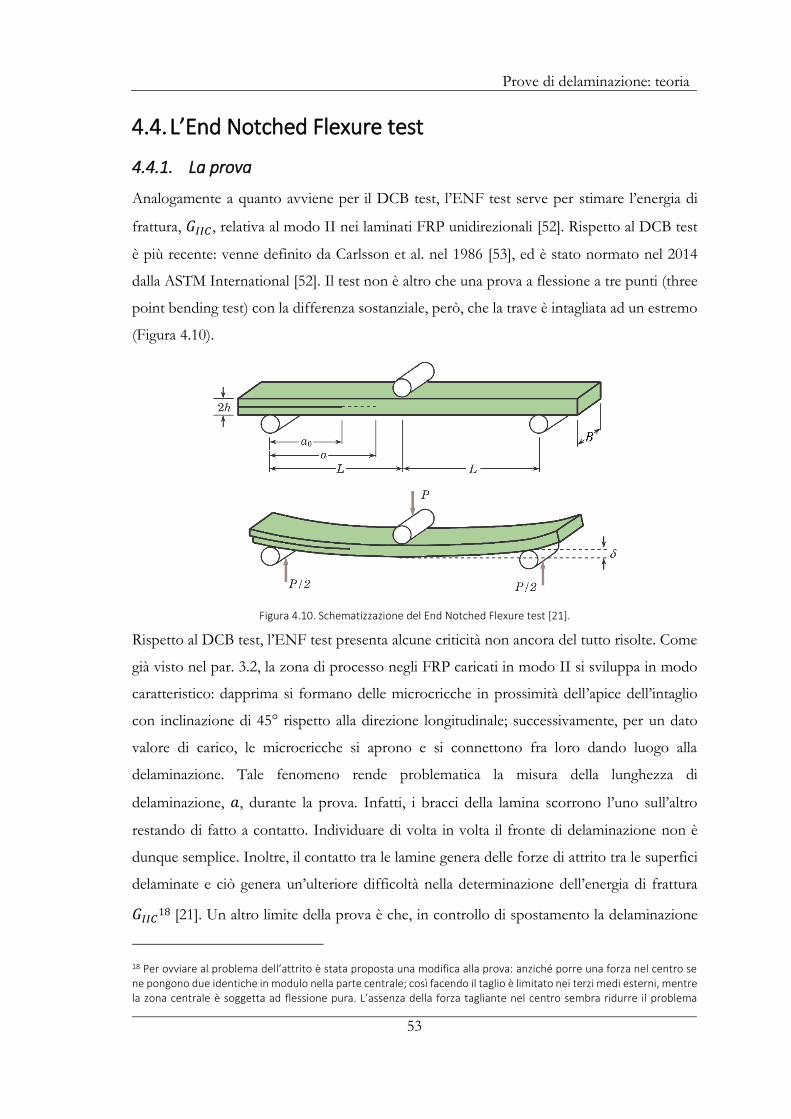
Prove di delaminazione: teoria
53
4.4. L’End Notched Flexure test
4.4.1. La prova
Analogamente a quanto avviene per il DCB test, l’ENF test serve per stimare l’energia di
frattura, 𝐺𝐼𝐼𝐶 , relativa al modo II nei laminati FRP unidirezionali [52]. Rispetto al DCB test
è più recente: venne definito da Carlsson et al. nel 1986 [53], ed è stato normato nel 2014
dalla ASTM International [52]. Il test non è altro che una prova a flessione a tre punti (three
point bending test) con la differenza sostanziale, però, che la trave è intagliata ad un estremo
(Figura 4.10).
Figura 4.10. Schematizzazione del End Notched Flexure test [21].
Rispetto al DCB test, l’ENF test presenta alcune criticità non ancora del tutto risolte. Come
già visto nel par. 3.2, la zona di processo negli FRP caricati in modo II si sviluppa in modo
caratteristico: dapprima si formano delle microcricche in prossimità dell’apice dell’intaglio
con inclinazione di 45° rispetto alla direzione longitudinale; successivamente, per un dato
valore di carico, le microcricche si aprono e si connettono fra loro dando luogo alla
delaminazione. Tale fenomeno rende problematica la misura della lunghezza di
delaminazione, 𝑎, durante la prova. Infatti, i bracci della lamina scorrono l’uno sull’altro
restando di fatto a contatto. Individuare di volta in volta il fronte di delaminazione non è
dunque semplice. Inoltre, il contatto tra le lamine genera delle forze di attrito tra le superfici
delaminate e ciò genera un’ulteriore difficoltà nella determinazione dell’energia di frattura
𝐺𝐼𝐼𝐶18 [21]. Un altro limite della prova è che, in controllo di spostamento la delaminazione
18 Per ovviare al problema dell’attrito è stata proposta una modifica alla prova: anziché porre una forza nel centro se ne pongono due identiche in modulo nella parte centrale; così facendo il taglio è limitato nei terzi medi esterni, mentre la zona centrale è soggetta ad flessione pura. L’assenza della forza tagliante nel centro sembra ridurre il problema

Prove di delaminazione: teoria
54
propaga in modo stabile solo se 𝑎 ≥ 𝐿/√33
≅ 0,7𝐿 [53] e, di conseguenza, è elevata la
probabilità che il risultato finale possa essere disturbato dal dispositivo di applicazione del
carico in mezzeria [21], [53], [54].
4.4.2. Le soluzioni analitiche
Come fatto per il DCB test, si passano in rassegna le principali soluzioni analitiche relative
all’ENF test. Le formule che seguono sono state ricavate in modo formalmente analogo al
caso precedente. Per tale motivo nella discussione che segue si è cercato di essere più concisi
e diretti. Si rimanda il lettore interessato alle dimostrazioni formali alle fonti bibliografiche
opportunamente segnalate.
4.4.2.1. Soluzione classica per l’ENF test
La cedevolezza del sistema è stata ricavata analiticamente da Carlsson et al. nel 1986 [53]
𝐶 =2𝐿3 + 3𝑎3
96𝐸𝐼 , (4.41)
ragion per cui, per la (4.7) si ha
𝛿 =(2𝐿3 + 3𝑎3)𝑃
96𝐸𝐼 , (4.42)
dove 𝛿 e 𝑃 sono rispettivamente lo spostamento ed il carico in mezzeria (Figura 4.10). Di
conseguenza, la soluzione in fase elastica (𝑎 = 𝑎0 = 𝑐𝑜𝑠𝑡.) vale
𝛿 =(2𝐿3 + 3𝑎0
3)𝑃
96𝐸𝐼 . (4.43)
Dalla (4.9) e (4.41) si ottiene
𝐺𝐼𝐼 =3𝑃2𝑎2
64𝐵𝐸𝐼 . (4.44)
Mettendo a sistema la (4.42), la (4.44) e la condizione di delaminazione
𝐺𝐼𝐼 = 𝐺𝐼𝐼𝐶 , (4.45)
si ricava la soluzione relativa alla fase di delaminazione per 𝑎 < 𝐿
𝛿 =𝑃
96𝐸𝐼[2𝐿3 +
(64𝐵𝐸𝐼𝐺𝐼𝐼𝐶)3/2
√3𝑃3] . (4.46)
dell’attrito (ovviamente quando la delaminazione è localizzata nella parte centrale). La nuova versione della prova è stata ribattezza con la sigla 4ENF, dato che altro non è che una prova a flessione su quattro punti [21], [54]. Per lo stesso motivo, l’ENF test viene alcune volte indicato con la sigla 3ENF [61].
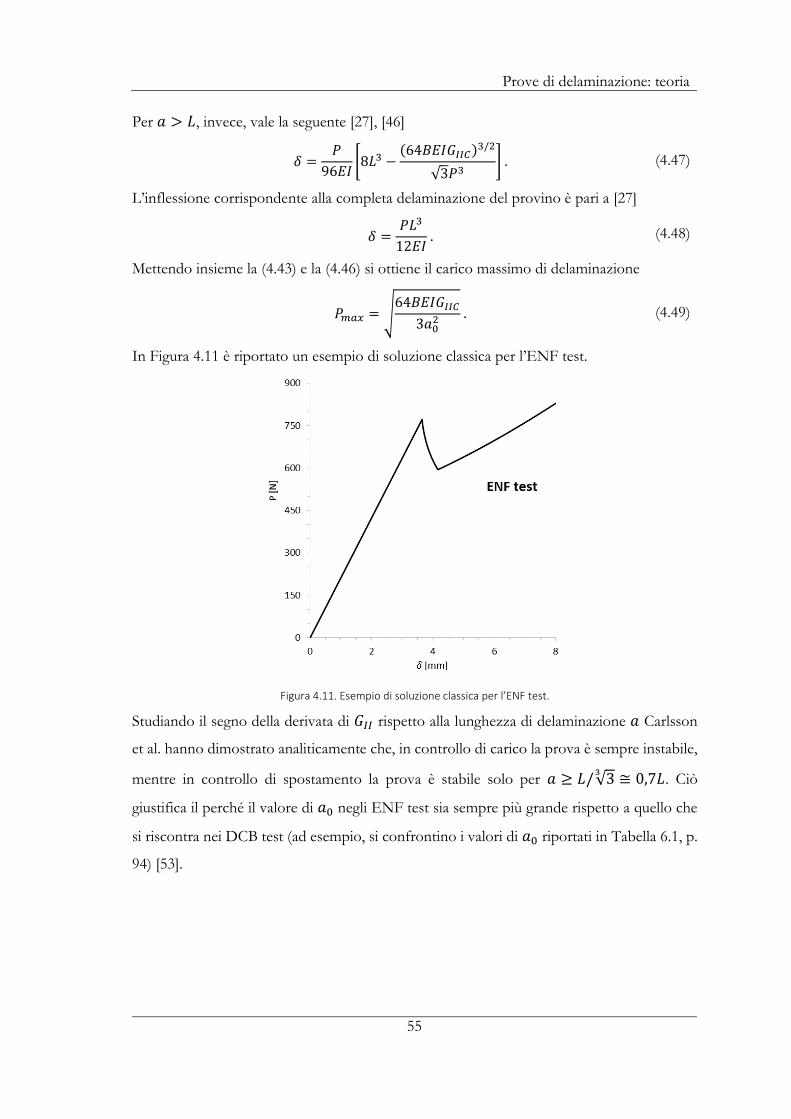
Prove di delaminazione: teoria
55
Per 𝑎 > 𝐿, invece, vale la seguente [27], [46]
𝛿 =𝑃
96𝐸𝐼[8𝐿3 −
(64𝐵𝐸𝐼𝐺𝐼𝐼𝐶)3/2
√3𝑃3] . (4.47)
L’inflessione corrispondente alla completa delaminazione del provino è pari a [27]
𝛿 =𝑃𝐿3
12𝐸𝐼 . (4.48)
Mettendo insieme la (4.43) e la (4.46) si ottiene il carico massimo di delaminazione
𝑃𝑚𝑎𝑥 = √64𝐵𝐸𝐼𝐺𝐼𝐼𝐶
3𝑎02 . (4.49)
In Figura 4.11 è riportato un esempio di soluzione classica per l’ENF test.
Figura 4.11. Esempio di soluzione classica per l’ENF test.
Studiando il segno della derivata di 𝐺𝐼𝐼 rispetto alla lunghezza di delaminazione 𝑎 Carlsson
et al. hanno dimostrato analiticamente che, in controllo di carico la prova è sempre instabile,
mentre in controllo di spostamento la prova è stabile solo per 𝑎 ≥ 𝐿/√33
≅ 0,7𝐿. Ciò
giustifica il perché il valore di 𝑎0 negli ENF test sia sempre più grande rispetto a quello che
si riscontra nei DCB test (ad esempio, si confrontino i valori di 𝑎0 riportati in Tabella 6.1, p.
94) [53].

Prove di delaminazione: teoria
56
4.4.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per l’ENF test
Il miglioramento in questo caso è molto modesto e riguarda l’aggiunta, in termini energetici,
del contributo legato alle deformazioni da taglio (a riguardo, si confronti la (4.50) con la
(4.44)).
𝐺𝐼𝐼 =3𝑃2𝑎2
64𝐵𝐸𝐼[1 +
2𝐸11𝐼
𝐺13𝐴∗𝑎2] . (4.50)
Questa espressione venne calcolata nel 1986 sempre Carlsson et al. [53], anche se viene
solitamente associata a Reeder e Crews, i quali furono i primi ad impiegarla per descrivere la
componente di modo II nel MMB test [45], [48].
Data l’elevata snellezza dei provini, in termini di spostamento 𝛿 il contributo a taglio è
solitamente trascurabile, perciò si assume come valida la soluzione classica.
4.4.2.3. Soluzione di Williams per l’ENF test
Analogamente a quanto visto nella soluzione di Williams per il DCB test, anche per l’ENF
test la soluzione classica viene migliorata aumentando opportunamente la lunghezza di
delaminazione 𝑎. Nel 1992 Wang e Williams suggerirono di calcolare il parametro di
correzione della lunghezza di intaglio per il modo II, 𝜒𝐼𝐼, come una frazione del corrispettivo
parametro del modo I, 𝜒𝐼, calcolato con l’eq. (4.37) [55]. In particolare, definendo
𝜒𝐼𝐼 = 0,42𝜒𝐼 , (4.51)
𝑎𝐼𝐼 = 𝑎 + 𝜒𝐼𝐼ℎ , (4.52)
la (4.43) e (4.44) rispettivamente diventano
𝛿 =(2𝐿3 + 3𝑎𝐼𝐼0
3 )𝑃
96𝐸11𝐼 . (4.53)
𝐺𝐼𝐼 =3𝑃2𝑎𝐼𝐼
2
64𝐵𝐸11𝐼 . (4.54)
dove 𝑎𝐼𝐼0 = 𝑎0 + 𝜒𝐼𝐼ℎ. La restante parte di soluzione resta invariata, mentre il carico
massimo di delaminazione adesso vale
𝑃𝑚𝑎𝑥 = √64𝐵𝐸𝐼𝐺𝐼𝐼𝐶
3𝑎𝐼𝐼02 . (4.55)
In Figura 4.12 è riportato un esempio di soluzione di Williams per l’ENF test. Di solito, il
miglioramento della soluzione in termini di spostamento è davvero ridotto, anche per la fase
elastica. Nonostante ciò, la soluzione di Williams è più precisa, rispetto a quella classica, nel
calcolo dell’energy release rate
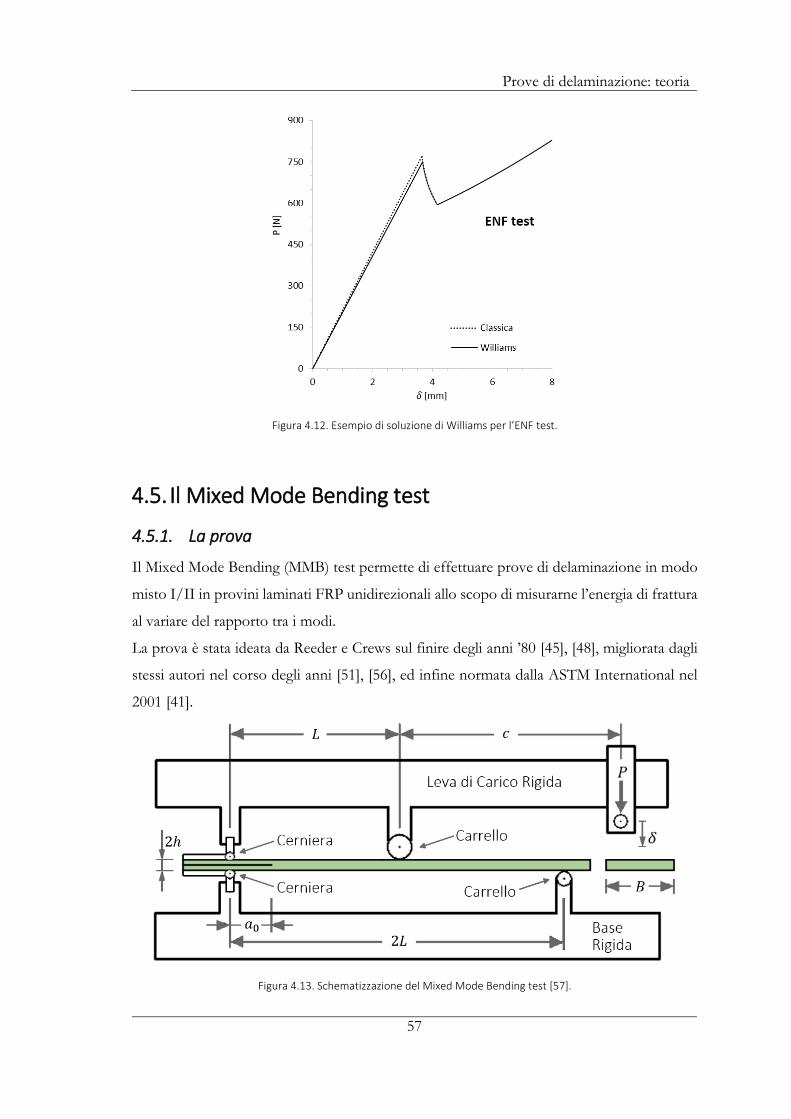
Prove di delaminazione: teoria
57
Figura 4.12. Esempio di soluzione di Williams per l’ENF test.
4.5. Il Mixed Mode Bending test
4.5.1. La prova
Il Mixed Mode Bending (MMB) test permette di effettuare prove di delaminazione in modo
misto I/II in provini laminati FRP unidirezionali allo scopo di misurarne l’energia di frattura
al variare del rapporto tra i modi.
La prova è stata ideata da Reeder e Crews sul finire degli anni ’80 [45], [48], migliorata dagli
stessi autori nel corso degli anni [51], [56], ed infine normata dalla ASTM International nel
2001 [41].
Figura 4.13. Schematizzazione del Mixed Mode Bending test [57].
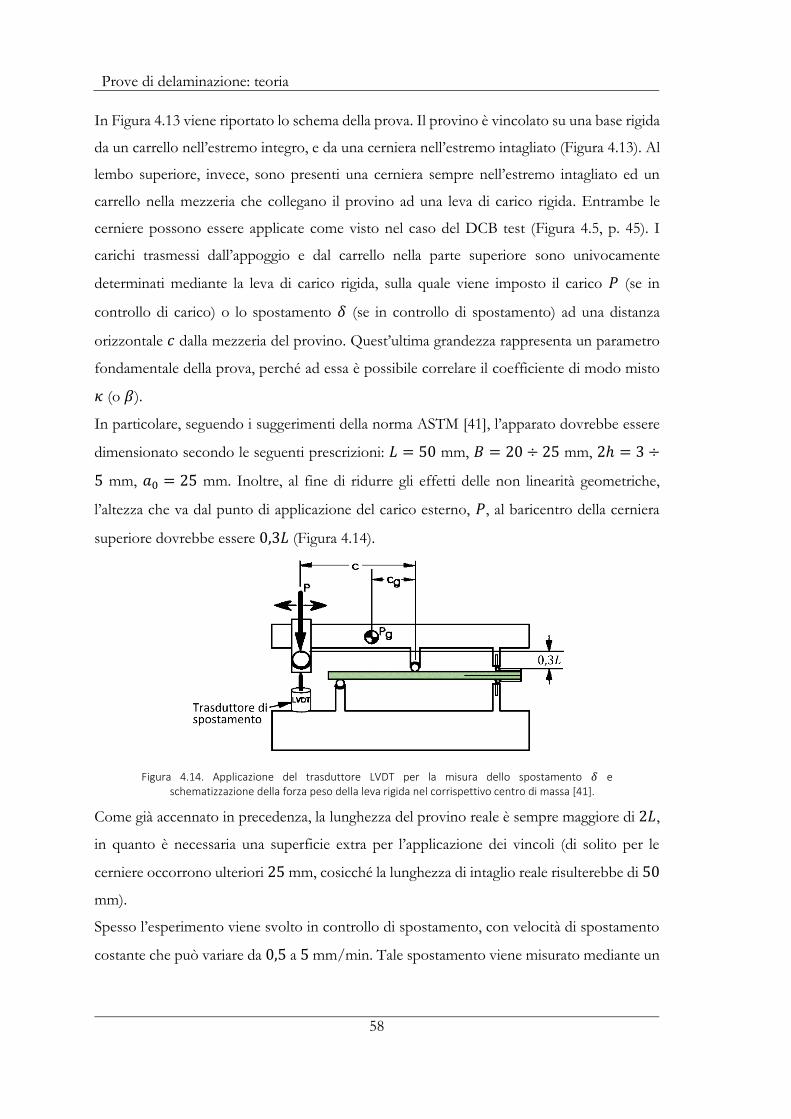
Prove di delaminazione: teoria
58
In Figura 4.13 viene riportato lo schema della prova. Il provino è vincolato su una base rigida
da un carrello nell’estremo integro, e da una cerniera nell’estremo intagliato (Figura 4.13). Al
lembo superiore, invece, sono presenti una cerniera sempre nell’estremo intagliato ed un
carrello nella mezzeria che collegano il provino ad una leva di carico rigida. Entrambe le
cerniere possono essere applicate come visto nel caso del DCB test (Figura 4.5, p. 45). I
carichi trasmessi dall’appoggio e dal carrello nella parte superiore sono univocamente
determinati mediante la leva di carico rigida, sulla quale viene imposto il carico 𝑃 (se in
controllo di carico) o lo spostamento 𝛿 (se in controllo di spostamento) ad una distanza
orizzontale 𝑐 dalla mezzeria del provino. Quest’ultima grandezza rappresenta un parametro
fondamentale della prova, perché ad essa è possibile correlare il coefficiente di modo misto
𝜅 (o 𝛽).
In particolare, seguendo i suggerimenti della norma ASTM [41], l’apparato dovrebbe essere
dimensionato secondo le seguenti prescrizioni: 𝐿 = 50 mm, 𝐵 = 20 ÷ 25 mm, 2ℎ = 3 ÷
5 mm, 𝑎0 = 25 mm. Inoltre, al fine di ridurre gli effetti delle non linearità geometriche,
l’altezza che va dal punto di applicazione del carico esterno, 𝑃, al baricentro della cerniera
superiore dovrebbe essere 0,3𝐿 (Figura 4.14).
Figura 4.14. Applicazione del trasduttore LVDT per la misura dello spostamento 𝛿 e schematizzazione della forza peso della leva rigida nel corrispettivo centro di massa [41].
Come già accennato in precedenza, la lunghezza del provino reale è sempre maggiore di 2𝐿,
in quanto è necessaria una superficie extra per l’applicazione dei vincoli (di solito per le
cerniere occorrono ulteriori 25 mm, cosicché la lunghezza di intaglio reale risulterebbe di 50
mm).
Spesso l’esperimento viene svolto in controllo di spostamento, con velocità di spostamento
costante che può variare da 0,5 a 5 mm/min. Tale spostamento viene misurato mediante un

Prove di delaminazione: teoria
59
trasduttore di spostamento, tipicamente un LVDT (Linearly Variable Displacement
Transducer; Figura 4.14).
La leva rigida dovrebbe essere costituita da un materiale leggero, ad esempio una lega di
alluminio. La rigidità richiesta dalla stessa fa si però che al di sotto di una certa soglia di peso
non si riesca ad andare. Di conseguenza, nel caso di provini con energia di frattura
relativamente bassa può accadere che il peso della leva influenzi i risultati della prova (cioè la
misura dell’energia di frattura stessa). In particolare, la norma afferma che il peso della leva è
trascurabile solo quando la forza peso della stessa 𝑃𝑔 < 3%𝑃. In caso contrario, la stessa
norma suggerisce delle formule corrette in funzione del carico 𝑃𝑔 e della lunghezza 𝑐𝑔, cioè
la distanza orizzontale che va dal centro di gravità della leva fino al carrello centrale (Figura
4.14).
Per quanto riguarda le caratteristiche meccaniche del provino, Reeder [51] afferma che il
modulo elastico a flessione dei laminati può essere molto minore del modulo elastico
longitudinale 𝐸11. A riguardo, la norma ASTM suggerisce di misurare il modulo elastico a
flessione nella direzione delle fibre, 𝐸1𝑓, mediante una procedura di calibrazione
dell’apparato, utilizzando un provino (di calibrazione appunto) di materiale omogeneo (ad
esempio acciaio) vincolato come i comuni provini FRP. Per il calcolo dell’energia di frattura,
quindi, andrebbe usato il valore misurato del modulo 𝐸1𝑓. La stessa norma, però, riconosce
che 𝐸1𝑓 dipende debolmente dei moduli elastici 𝐸11, 𝐸22 e 𝐺13 pubblicati dai produttori dei
provini, e di conseguenza ammette l’utilizzo di questi ultimi per il calcolo dell’energia di
frattura (ed è esattamente ciò che è stato fatto nel presente lavoro).
Figura 4.15. Schema statico del MMB test [45], [48].

Prove di delaminazione: teoria
60
Per capire meglio il meccanismo della prova torna utile valutarne lo schema statico riportato
Figura 4.15: il sistema di forze che governa l’equilibrio del provino nel modo I/II può essere
visto come somma di due sistemi di forze rispettivamente di modo I e II. Ne deriva che la
risposta del MMB test può essere descritta sfruttando le soluzioni analitiche del DCB test e
dell’ENF test già discusse nei precedenti paragrafi.
4.5.2. Le soluzioni analitiche
Definendo le componenti di carico relative ai modi I e II, rispettivamente come
𝑃𝐼 = (3𝑐 − 𝐿
4𝐿)𝑃 , 𝑃𝐼𝐼 = (
𝑐 + 𝐿
𝐿)𝑃 , (4.56)
è possibile descrivere l’MMB test mediante le soluzioni già studiate per i due modi puri. Una
volta fissata la lunghezza 𝐿 del provino si osserva dalle eqq. (4.56) che il rapporto tra 𝑃𝐼 e 𝑃𝐼𝐼
è governato dalla lunghezza 𝑐 del braccio di leva: è questo, quindi, il parametro che definisce
l’interazione tra i modi.
4.5.2.1. Soluzione classica per il MMB test
Mediante le definizioni (4.13), (4.44) e (4.56) gli energy release rate per la componente di
modo I, 𝐺𝐼, la componente di modo II, 𝐺𝐼𝐼, e il modo misto I/II, 𝐺, vengono espressi come
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸𝐼 , (4.57)
𝐺𝐼𝐼 =3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸𝐼 , (4.58)
𝐺 = 𝐺𝐼 + 𝐺𝐼𝐼 . (4.59)
Mettendo a sistema le eqq. (3.13)2, (4.57), (4.58) e (4.56) è possibile ricavare la lunghezza del
braccio di leva, 𝑐, in funzione del coefficiente di modo misto definito dalla (3.13) [4], [5]
𝑐 =√3(
1 − 𝜅𝜅 ) + 2
6 − √3(1 − 𝜅𝜅 )
∙ 𝐿 =2𝛽 + √3
6𝛽 − √3∙ 𝐿 , (4.60)
Il puro modo I ed il puro modo II corrispondono rispettivamente ai casi 𝜅 = 0 e 𝜅 = 1,
valori per cui si trova
𝑐(𝜅 = 0) = 𝑐(𝛽 = 0) = −𝐿 , 𝑐(𝜅 = 1) = 𝑐(𝛽 → ∞) =𝐿
3 . (4.61)

Prove di delaminazione: teoria
61
Inoltre, la funzione 𝑐(𝜅) è strettamente decrescente su tutto il dominio con un asintoto
verticale in 𝑘 = 1/13, infatti
𝑑𝑐
𝑑𝛽= −
8√3𝐿
(6𝛽 − √3)2 < 0 ∀𝛽, 𝜅 , 𝑙𝑖𝑚
𝛽→(√36 )
±
𝑑𝑐
𝑑𝛽= −∞ , 𝛽 =
√3
6 ⇒ 𝜅 =
1
13 . (4.62)
In Figura 4.16 è riportato il grafico della funzione 𝑐 = 𝑐(𝜅) (eq. (4.60)) adimensionalizzata
rispetto alla semilunghezza, 𝐿, del provino. La parte di grafico con significato fisico,
ovviamente, è quella dove 𝑐 > 0. Di conseguenza, ci si accorge che il MMB test non è in
grado di simulare una prova in puro modo I. In teoria è capace di simulare una prova in puro
modo II per 𝑐 = 𝐿/3, anche se nella prassi non viene mai fatto (si ricorre sempre al ENF
test). Resta comunque il fatto che il MMB test è in grado di riprodurre (al variare di 𝑐) tutti i
modi misti I/II ingegneristicamente interessanti, che vanno da 𝜅 = 0,1 (per 𝑐 = 9𝐿) fino a
𝜅 = 0,9 (per 𝑐 = 0,475𝐿)
Figura 4.16. Grafico della funzione 𝑐 = 𝑐(𝜅) (eq. (4.60)) adimensionalizzata rispetto alla semilunghezza, 𝐿, del provino.
Per quanto riguarda la soluzione in termini dell’apertura Δ all’estremo intagliato, lo schema
in Figura 4.15 evidenza che solo la componente di modo I ne contribuisce alla definizione.
Dunque, per il tratto elastico, in analogia con l’eq. (4.10), si può scrivere
∆ =2𝑃𝐼𝑎0
3
3𝐸𝐼 . (4.63)
Prove di delaminazione: teoria
62
Per descrivere la fase di delaminazione è necessario associare alle eqq. (4.57), (4.58) e (4.63)
(per 𝑎 variabile) un criterio di propagazione, non essendo a priori noto 𝐺𝐶 . Usando, ad
esempio, il criterio della legge di potenza (eq. (3.34)) si ottiene
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸𝐼
𝐺𝐼𝐼 =3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸𝐼
(𝐺𝐼𝐺𝐼𝐶
)𝛼
+ (𝐺𝐼𝐼𝐺𝐼𝐼𝐶
)𝛼
= 1
⟹ ∆ =2𝑃𝐼√𝐵
3𝐸𝐼
3 [(𝑃𝐼2
𝐺𝐼𝐶)𝛼
+ (3𝑃𝐼𝐼
2
64𝐺𝐼𝐼𝐶)𝛼
]
32𝛼
. (4.64)
La (4.64) è una generalizzazione della soluzione ottenuta da Mi e Crisfield [27], [58],
considerando solo il caso della legge di potenza lineare. È facile verificare che per 𝛼 = 1 le
soluzioni coincidono19.
Introducendo la definizione (3.13) del coefficiente 𝜅 è possibile semplificare la (4.64) come
segue
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸𝐼
𝐺𝐼𝐼 =𝜅
1 − 𝜅𝐺𝐼
(𝐺𝐼𝐺𝐼𝐶
)𝛼
+ (𝐺𝐼𝐼𝐺𝐼𝐼𝐶
)𝛼
= 1
⟹ ∆ =2√𝐵3𝐸𝐼
3𝑃𝐼2 [(
1𝐺𝐼𝐶
)𝛼
+ (𝛽2
𝐺𝐼𝐼𝐶)𝛼
]
32𝛼
. (4.65)
È possibile ricavare una soluzione analoga usando come criterio di propagazione il criterio
BK, cioè l’eq. (3.36)
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸𝐼
𝐺𝐼𝐼 =𝜅
1 − 𝜅𝐺𝐼
𝐺𝐼 + 𝐺𝐼𝐼 = 𝐺𝐼𝐶 + (𝐺𝐼𝐼𝐶 − 𝐺𝐼𝐶)𝜅𝜂
⟹
⟹ ∆ =2√𝐵3𝐸𝐼
3𝑃𝐼2 {(1 − 𝜅)[𝐺𝐼𝐶 + (𝐺𝐼𝐼𝐶 − 𝐺𝐼𝐶)𝜅
𝜂]}32 . (4.66)
Le eqq. (4.65) e (4.66) sono entrambe valide per 𝑎 < 𝐿. Per quanto riguarda il tratto per 𝑎 >
𝐿, non è possibile ottenere una soluzione in forma chiusa, ma è necessario risolvere
19 La soluzione oggetto di discussione è riportata in appendice nelle fonti [27] e [59], mentre dovrebbe essere stata dimostrata analiticamente nella fonte [58]. Purtroppo non è stato possibile accedere a quest’ultima fonte.
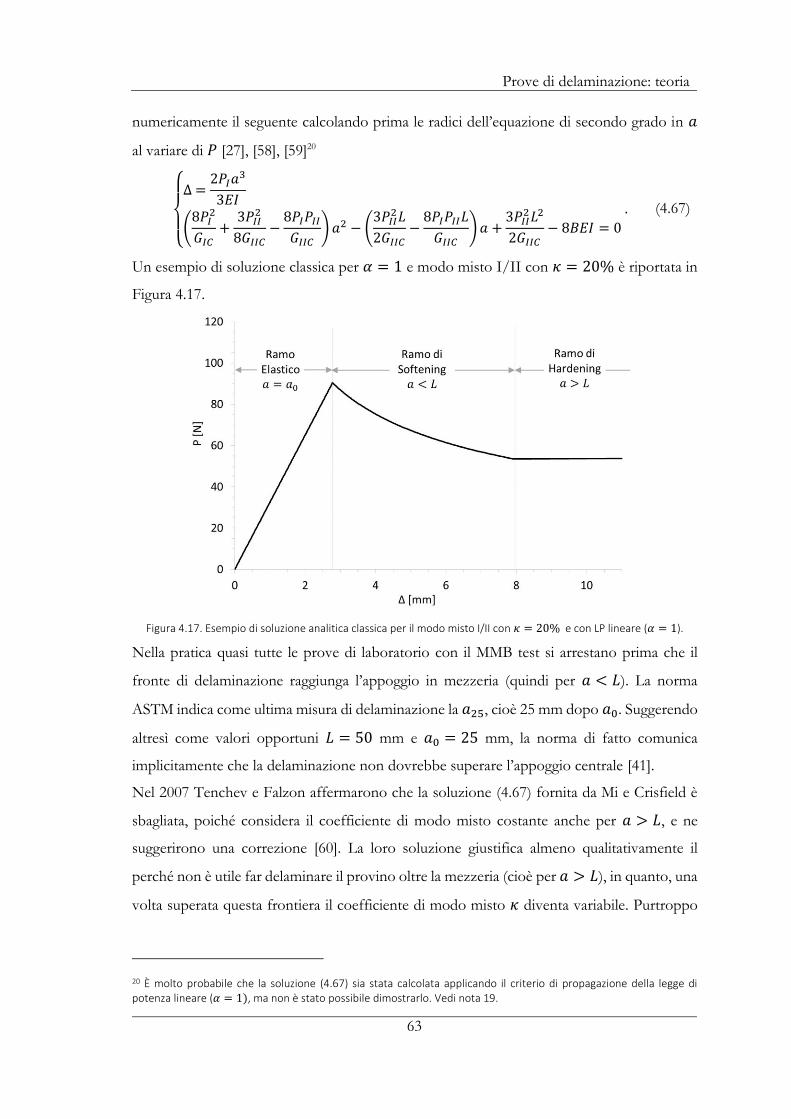
Prove di delaminazione: teoria
63
numericamente il seguente calcolando prima le radici dell’equazione di secondo grado in 𝑎
al variare di 𝑃 [27], [58], [59]20
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼
(8𝑃𝐼
2
𝐺𝐼𝐶+3𝑃𝐼𝐼
2
8𝐺𝐼𝐼𝐶−8𝑃𝐼𝑃𝐼𝐼𝐺𝐼𝐼𝐶
)𝑎2 − (3𝑃𝐼𝐼
2𝐿
2𝐺𝐼𝐼𝐶−8𝑃𝐼𝑃𝐼𝐼𝐿
𝐺𝐼𝐼𝐶)𝑎 +
3𝑃𝐼𝐼2𝐿2
2𝐺𝐼𝐼𝐶− 8𝐵𝐸𝐼 = 0
. (4.67)
Un esempio di soluzione classica per 𝛼 = 1 e modo misto I/II con 𝜅 = 20% è riportata in
Figura 4.17.
Figura 4.17. Esempio di soluzione analitica classica per il modo misto I/II con 𝜅 = 20% e con LP lineare (𝛼 = 1).
Nella pratica quasi tutte le prove di laboratorio con il MMB test si arrestano prima che il
fronte di delaminazione raggiunga l’appoggio in mezzeria (quindi per 𝑎 < 𝐿). La norma
ASTM indica come ultima misura di delaminazione la 𝑎25, cioè 25 mm dopo 𝑎0. Suggerendo
altresì come valori opportuni 𝐿 = 50 mm e 𝑎0 = 25 mm, la norma di fatto comunica
implicitamente che la delaminazione non dovrebbe superare l’appoggio centrale [41].
Nel 2007 Tenchev e Falzon affermarono che la soluzione (4.67) fornita da Mi e Crisfield è
sbagliata, poiché considera il coefficiente di modo misto costante anche per 𝑎 > 𝐿, e ne
suggerirono una correzione [60]. La loro soluzione giustifica almeno qualitativamente il
perché non è utile far delaminare il provino oltre la mezzeria (cioè per 𝑎 > 𝐿), in quanto, una
volta superata questa frontiera il coefficiente di modo misto 𝜅 diventa variabile. Purtroppo
20 È molto probabile che la soluzione (4.67) sia stata calcolata applicando il criterio di propagazione della legge di potenza lineare (𝛼 = 1), ma non è stato possibile dimostrarlo. Vedi nota 19.

Prove di delaminazione: teoria
64
la soluzione di Tenchev e Falzon non ha mai reso nel presente lavoro valori credibili. Inoltre,
la soluzione (4.67) è stata più volte impiegata in letteratura con discreto successo [59]. Alla
luce di tutto ciò si è deciso di omettere la soluzione suggerita da Tenchev e Falzon, e di tenere
per buona la (4.67).
Alcune volte, ad esempio, nel caso di prova in controllo di spostamento, risulta utile
monitorare non tanto l’apertura ∆ all’estremo del provino, quanto lo spostamento verticale
𝛿 del punto di applicazione della forza 𝑃 della leva rigida di carico, posto a distanza 𝑐 dalla
mezzeria (Figura 4.13, p. 57). È utile, quindi, ricavare anche una soluzione analitica che
descriva tale quantità. Per farlo si parte dalle cedevolezza del sistema, 𝐶, che, com’è
dimostrato in [50], vale
𝐶 = (3𝑐 − 𝐿
4𝐿)2
𝐶𝐼 + (𝑐 + 𝐿
𝐿)2
𝐶𝐼𝐼 , (4.68)
dove 𝐶𝐼 e 𝐶𝐼𝐼 sono le cedevolezze rispettivamente del modo I e II. Per definizione, le
cedevolezze valgono
𝐶 =𝛿
𝑃 , 𝐶𝐼 =
∆𝐼𝑃𝐼 , 𝐶𝐼𝐼 =
𝛿𝐼𝐼𝑃𝐼𝐼 . (4.69)
Sostituendo le (4.69) e le (4.56) nella (4.68) si ottiene [61]
𝛿 = (3𝑐 − 𝐿
4𝐿)∆𝐼 + (
𝑐 + 𝐿
𝐿)𝛿𝐼𝐼 . (4.70)
Infine, introducendo nella (4.70) l’eq. (4.12) (dove 𝑃 = 𝑃𝐼) e l’eq. (4.43) (dove 𝑃 = 𝑃𝐼𝐼) si
ottiene l’espressione generale dello spostamento
𝛿 = (3𝑐 − 𝐿
4𝐿)2𝑃𝐼𝑎
3
3𝐸𝐼+ (
𝑐 + 𝐿
𝐿)(2𝐿3 + 3𝑎3)𝑃𝐼𝐼
96𝐸𝐼 , (4.71)
Che, in fase elastica (𝑎 = 𝑎0 = 𝑐𝑜𝑠𝑡.), vale
𝛿 = (3𝑐 − 𝐿
4𝐿)2𝑃𝐼𝑎0
3
3𝐸𝐼+ (
𝑐 + 𝐿
𝐿)(2𝐿3 + 3𝑎0
3)𝑃𝐼𝐼96𝐸𝐼
. (4.72)
La (4.68) può essere riscritta in funzione della lunghezza della zona delaminata 𝑎 come
𝐶 = (3𝑐 − 𝐿
4𝐿)2 2𝑎3
3𝐸𝐼+ (
𝑐 + 𝐿
𝐿)2 (2𝐿3 + 3𝑎3)
96𝐸𝐼 , (4.73)
da cui, applicando l’eq. (4.9), si ricava
𝐺 = (3𝑐 − 𝐿
4𝐿)2 𝑃2𝑎2
𝐵𝐸𝐼+ (
𝑐 + 𝐿
𝐿)2 3𝑃2𝑎2
64𝐵𝐸𝐼=𝑃𝐼2𝑎2
𝐵𝐸𝐼+3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸𝐼≡ 𝐺𝐼 + 𝐺𝐼𝐼 . (4.74)
A questo punto, come visto per la soluzione in termini di ∆, per descrivere la fase di
delaminazione bisognerebbe associare alle eqq. (4.71), (4.57) e (4.58) un criterio di

Prove di delaminazione: teoria
65
propagazione. Ipotizzando, però, di conoscere a priori il valore del 𝐺𝐶 e assumendo nella
(4.74) 𝐺 = 𝐺𝐶 , si perviene alla seguente equazione di secondo grado
𝐺𝐶 =𝑃𝐼2𝑎2
𝐵𝐸𝐼+3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸𝐼 . (4.75)
la cui radice positiva vale
𝑎 = √𝐵𝐸𝐼𝐺𝐶
𝑃𝐼2 +
364𝑃𝐼𝐼2 . (4.76)
Introducendo nella (4.71) i valori di 𝑎 al variare 𝑃 (ricavati tramite l’espressione (4.76)) si
ricava la soluzione in fase di delaminazione (per 𝑎 ≤ 𝐿).
Dalla (4.76) per 𝑎 = 𝑎0 si ricava il carico massimo, 𝑃𝑚𝑎𝑥 , di delaminazione
𝑃𝑚𝑎𝑥 =√
𝐵𝐸𝐼𝐺𝐼𝐶
[(3𝑐 − 𝐿4𝐿 )
2
+364 (
𝑐 + 𝐿𝐿 )
2
] 𝑎02
. (4.77)
4.5.2.2. Soluzione di Kanninen-Reeder-Crews (KRC) per il MMB test
Sul finire degli anni ’80 Reeder e Crews [45], [48] asserirono che nella soluzione classica la
maggior parte dell’errore fosse insita nel calcolo della componente 𝐺𝐼. In particolare, le
evidenze sperimentali mostrarono un errore del 18% per il 𝐺𝐼, calcolato mediante l’eq. (4.57),
ed uno del 6% per la componente 𝐺𝐼𝐼, ricavata attraverso l’eq. (4.58). Decisero, quindi, di
applicare la soluzione di Kanninen per il DCB test per la componente di modo I,
estendendola al caso di piastre ortotrope. Inoltre, introdussero il contributo delle
deformazioni da taglio in entrambe le componenti. Ottennero così le seguenti espressioni
per gli energy release rate
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸11𝐼[1 +
2
𝜆𝑎+
1
𝜆2𝑎2+
𝐸11𝐼
𝐺13𝐴∗𝑎2] , (4.78)
𝐺𝐼𝐼 =3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸11𝐼[1 +
2𝐸11𝐼
𝐺13𝐴∗𝑎2] , (4.79)
𝐺 = 𝐺𝐼 + 𝐺𝐼𝐼 , (4.80)
dove 𝜆 è definito dalla (4.28). Le nuove definizioni gli energy release rate 𝐺𝐼 e il 𝐺𝐼𝐼cambiano
quella che governa la lunghezza del braccio di leva, 𝑐. Ripercorrendo le operazioni viste nel
par. 4.5.2.1 si ricava
𝑐 =𝜉√3(
1 − 𝜅𝜅 ) + 2
6 − 𝜉√3(1 − 𝜅𝜅 )
∙ 𝐿 =2𝛽 + √3𝜉
6𝛽 − √3𝜉∙ 𝐿 , (4.81)

Prove di delaminazione: teoria
66
dove
𝜉 ≝ √1 +
2𝐸11𝐼𝐺13𝐴∗𝑎
2
1 +2𝜆𝑎+
1𝜆2𝑎2
+𝐸11𝐼
𝐺13𝐴∗𝑎2
, (4.82)
e per 𝜉 = 1 si riottiene (4.60).
Lo stesso ragionamento viene espresso per la soluzione in termini di spostamento di apertura
∆, il quale per la fase elastica (dove 𝑎 = 𝑎0) si esprime attraverso l’eq. (4.33), che per il caso
oggetto di studio viene riscritta come
𝛥 =2𝑃𝐼𝑎
3
3𝐸11𝐼[1 + 𝑐𝑊(𝑎0) + 𝑐𝑡(𝑎0)] , 𝑝𝑒𝑟 ∆ ≤ ∆𝐶 . (4.83)
dove la cedevolezza relativa di Winkler, 𝑐𝑊, e quella legata al taglio, 𝑐𝑡, sono calcolate
rispettivamente tramite le eqq. (4.31) e (4.32).
Per la fase di delaminazione, mettendo a sistema le eqq. (4.78), (4.79), (4.83) con 𝑎 variabile,
e il criterio di propagazione della legge di potenza lineare (eq. (3.34) con 𝛼 = 1), si ricava la
seguente soluzione valida per ∆ ≥ ∆𝐶 (ma con 𝑎 ≤ 𝐿)
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼[1 + 𝑐𝑊(𝑎) + 𝑐𝑡(𝑎)]
𝐺𝐼 =𝑃𝐼2𝑎2
𝐵𝐸𝐼[1 +
2
𝜆𝑎+
1
𝜆2𝑎2+
𝐸𝐼
𝐺𝐴∗𝑎2]
𝐺𝐼𝐼 =3𝑃𝐼𝐼
2𝑎2
64𝐵𝐸𝐼[1 +
2𝐸𝐼
𝐺𝐴∗𝑎2]
𝐺𝐼𝐺𝐼𝐶
+𝐺𝐼𝐼𝐺𝐼𝐼𝐶
= 1
⟹
⟹
{
∆ =
2𝑃𝐼𝑎3
3𝐸𝐼[1 + 𝑐𝑊(𝑎) + 𝑐𝑡(𝑎)]
(𝑃𝐼2
𝐺𝐼𝐶+
3𝑃𝐼𝐼2
64𝐺𝐼𝐼𝐶)𝑎2 + (
2
𝜆
𝑃𝐼2
𝐺𝐼𝐶)𝑎 +
𝑃𝐼2
𝐺𝐼𝐶(1
𝜆2+𝐸𝐼
𝐺𝐴∗) +
3𝑃𝐼𝐼2
32𝐺𝐼𝐼𝐶
𝐸𝐼
𝐺𝐴∗−𝐵𝐸𝐼 = 0
. (4.84)
La soluzione (4.84) va risolta numericamente calcolando prima le radici dell’equazione di
secondo grado in 𝑎 al variare di 𝑃. Un esempio di soluzione KRC è riportata in Figura 4.18.
4.5.2.3. Soluzione di Williams per il MMB test
Venne proposta da Kinloch, Williams et al. nel 1993, applicando le soluzioni di Williams per
il DCB e l’ENF test al caso di modo misto I/II [62]. Questa soluzione è stata assunta dalla
ASTM International come procedura standard per il calcolo dell’energia di frattura nel MMB

Prove di delaminazione: teoria
67
test [41]. Attraverso le definizioni (4.36), (4.37), (4.51) e (4.52) è possibile aggiornare le eqq.
(4.57) e (4.58) come segue
𝐺𝐼 =𝑃𝐼2𝑎𝐼
2
𝐵𝐸11𝐼 , (4.85)
𝐺𝐼𝐼 =3𝑃𝐼𝐼
2𝑎𝐼𝐼2
64𝐵𝐸11𝐼 , (4.86)
𝐺 = 𝐺𝐼 + 𝐺𝐼𝐼 . (4.87)
Avendo modificato le espressioni che definiscono gli energy release rate 𝐺𝐼 e il 𝐺𝐼𝐼, con
procedimento analogo a quello descritto al par. 4.5.2.1 si ricava la seguente espressione per
il braccio di leva 𝑐
𝑐 =𝜌√3(
1 − 𝜅𝜅
) + 2
6 − 𝜌√3(1 − 𝜅𝜅
)
∙ 𝐿 =2𝛽 + √3𝜌
6𝛽 − √3𝜌∙ 𝐿 , (4.88)
dove il termine correttivo 𝜌 è il rapporto tra le lunghezze di intaglio efficaci nei modi puri II
e I, definite rispettivamente nei parr. 4.3.2.3 e 4.4.2.3.
𝜌 ≝𝑎𝐼𝐼𝑎𝐼=𝑎 + 0,42𝜒𝐼ℎ
𝑎 + 𝜒𝐼ℎ < 1 . (4.89)
Si constata con facilità che per 𝜌 = 1 si riottiene la(4.60). Rispetto a quest’ultima, la (4.88)
fornisce valori leggermente diversi, ma presenta lo stesso andamento qualitativo (Figura
4.16), perciò si evita di riportarne il grafico21. È interessante notare, però, che diversamente
da quanto accade nella soluzione classica (eq. (4.60)), in questo caso 𝑐 = 𝑐(𝑎) (come nel caso
della soluzione KRC), quindi il rapporto 𝜅 non è costante al variare della delaminazione. Si
dimostra facilmente, però, che 𝜌 varia molto lentamente con 𝑎, e per valori di comuni di
𝑎 < 𝐿 tale variazione è trascurabile. Perciò, nella (4.89) è lecito assumere 𝑎 = 𝑎0 (e lo stesso
ragionamento vale per la soluzione KRC).
Per quanto riguarda l’apertura Δ, la soluzione (4.63) relativa al tratto elastico diventa
∆ =2𝑃𝐼𝑎𝐼0
3
3𝐸11𝐼 , (4.90)
21 La norma ASTM riporta un’espressione per il calcolo della 𝑐 apparentemente diversa dalla (4.88) (vedi p. 7, eq. (5) in [41]), ma solo perché i coefficienti sono stati definiti in modo diverso. È sufficiente qualche passaggio algebrico per dimostrarlo.

Prove di delaminazione: teoria
68
dove 𝑎𝐼0 = 𝑎0 + 𝜒𝐼ℎ, mentre le soluzioni relative alla fase di delaminazione (eqq. (4.64),
(4.65), (4.66) e (4.67)) sono ancora valide22.
La soluzione di Williams conduce ad ottimi risultati nel caso di laminati FRP unidirezionali
sia isotropi che ortotropi, mentre non può essere usata nel caso di FRP bidirezionali o
multidirezionali [50]. Nel 2007 de Morais e Pereira hanno applicato la soluzione di Williams
nel caso di un laminato GFRP multidirezionale assumendo dei moduli elastici a flessione e a
taglio omogeneizzati al posto rispettivamente di 𝐸11 e 𝐺13 [63].
Per quanto riguarda la soluzione relativa allo spostamento 𝛿, seguendo il procedimento
appena esposto, l’espressione (4.71) diventa
𝛿 = (3𝑐 − 𝐿
4𝐿)2𝑃𝐼𝑎𝐼
3
3𝐸𝐼+ (
𝑐 + 𝐿
𝐿)(2𝐿3 + 3𝑎𝐼𝐼
3 )𝑃𝐼𝐼96𝐸𝐼
, (4.91)
che, in fase elastica, vale
𝛿 = (3𝑐 − 𝐿
4𝐿)2𝑃𝐼𝑎𝐼0
3
3𝐸𝐼+ (
𝑐 + 𝐿
𝐿)(2𝐿3 + 3𝑎𝐼0
3 )𝑃𝐼𝐼96𝐸𝐼
. (4.92)
Mentre, l’eq. (4.75) diventa
(𝑃𝐼2 +
3
64𝑃𝐼𝐼2) 𝑎2 + 2ℎ (𝑃𝐼
2𝜒𝐼 +3
64𝑃𝐼𝐼2𝜒𝐼𝐼) 𝑎 + ℎ
2 [(𝑃𝐼𝜒𝐼)2 +
3
64(𝑃𝐼𝐼𝜒𝐼𝐼)
2]
− 𝐵𝐸𝐼𝐺𝐶 = 0 .
(4.93)
la cui radice positiva 𝑎 al variare di 𝑃 permettete di calcolare lo spostamento 𝛿 in fase di
delaminazione attraverso l’eq. (4.91). Dalla (4.93) per 𝑎 = 𝑎0 si ricava il carico massimo,
𝑃𝑚𝑎𝑥 , di delaminazione
𝑃𝑚𝑎𝑥 =√
𝐵𝐸𝐼𝐺𝐼𝐶
[(3𝑐 − 𝐿4𝐿 )
2
+364 (
𝑐 + 𝐿𝐿 )
2
] 𝑎02 + 휁
. (4.94)
dove
휁 = 2ℎ [(3𝑐 − 𝐿
4𝐿)2
𝜒𝐼 +3
64(𝑐 + 𝐿
𝐿)2
𝜒𝐼𝐼] 𝑎0 + ℎ2 [(
3𝑐 − 𝐿
4𝐿)2
𝜒𝐼2 +
3
64(𝑐 + 𝐿
𝐿)2
𝜒𝐼𝐼2] . (4.95)
A titolo di esempio, si riportano in Figura 4.18 le tre soluzioni analitiche viste fino ad ora per
un caso ideale con le seguenti caratteristiche: 𝐸 = 120 𝐺𝑃𝑎, 𝐾 = 106 𝑁/𝑚𝑚3, 𝐺𝐼𝐶 =
2 𝑁/𝑚𝑚, 𝐺𝐼𝐼𝐶 = 3 𝑁/𝑚𝑚, 𝜏𝑛0 = 25 𝑀𝑝𝑎, 𝜏𝑡
0 = 100 𝑀𝑝𝑎, 𝐿 = 50 𝑚𝑚, ℎ = 2 𝑚𝑚,
𝐵 = 10 𝑚𝑚, 𝑎0 = 30 𝑚𝑚, 𝜅 = 20%, 𝑐 = 107,7. In termini di spostamento, il
22 In realtà andrebbero aggiornate, ma si otterrebbero delle equazioni formalmente più complicate e con risultati praticamente identici. Per tale motivo si è evitato di riportarle.
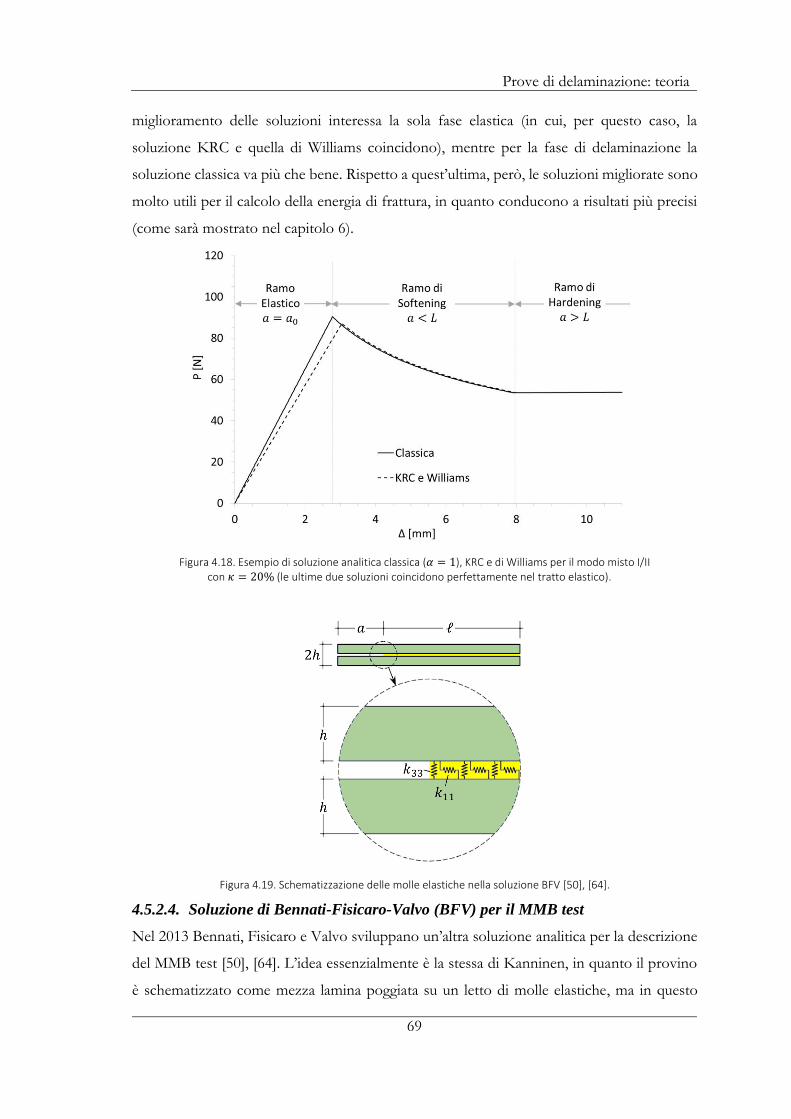
Prove di delaminazione: teoria
69
miglioramento delle soluzioni interessa la sola fase elastica (in cui, per questo caso, la
soluzione KRC e quella di Williams coincidono), mentre per la fase di delaminazione la
soluzione classica va più che bene. Rispetto a quest’ultima, però, le soluzioni migliorate sono
molto utili per il calcolo della energia di frattura, in quanto conducono a risultati più precisi
(come sarà mostrato nel capitolo 6).
Figura 4.18. Esempio di soluzione analitica classica (𝛼 = 1), KRC e di Williams per il modo misto I/II con 𝜅 = 20% (le ultime due soluzioni coincidono perfettamente nel tratto elastico).
Figura 4.19. Schematizzazione delle molle elastiche nella soluzione BFV [50], [64].
4.5.2.4. Soluzione di Bennati-Fisicaro-Valvo (BFV) per il MMB test
Nel 2013 Bennati, Fisicaro e Valvo sviluppano un’altra soluzione analitica per la descrizione
del MMB test [50], [64]. L’idea essenzialmente è la stessa di Kanninen, in quanto il provino
è schematizzato come mezza lamina poggiata su un letto di molle elastiche, ma in questo
Prove di delaminazione: teoria
70
caso la fondazione elastica è stata schematizzata attraverso due parametri: la rigidezza elastica,
𝑘33, per gli spostamenti di separazione trasversali (esattamente come nel modello di Winkler)
e la rigidezza elastica, 𝑘11, per gli spostamenti di separazione longitudinali (Figura 4.19).
La trattazione è molto complessa, e per i dettagli formali si rimanda il lettore alle
pubblicazioni [50], [64]. La parte interessante è che per quanto riguarda le informazioni
energetiche, la soluzione BFV fornisce delle espressioni identiche a quelle della soluzione di
Williams (eqq. (4.85) e (4.86)), in cui però i parametri di correzione della lunghezza di intaglio
adesso valgono
𝜒𝐼𝐵𝐹𝑉 = √
𝐸1110𝐺13
+√𝐸116𝑘33ℎ
, 𝜒𝐼𝐼𝐵𝐹𝑉 = √
𝐸118𝑘11ℎ
(4.96)
Le due rigidezze elastiche vengo definite attraverso la stima di Corigliano [65]
𝑘33 =𝐸33𝑒 , 𝑘11 =
2𝐺13𝑒
(4.97)
dove 𝑒 è uno spessore fittizio che gli autori assumono pari a ℎ/5 (proprio come Corigliano).
Per il calcolo del braccio di leva, 𝑐, è ancora valida la (4.88) assumendo, però, le espressioni
(4.96) e (4.97).
Messa in questi termini, la presente trattazione non sembra aggiungere nulla di nuovo rispetto
alla soluzione di Williams (e anche in termini di risultati numerici, come si vedrà nel capitolo
6, le due soluzioni conducono a risultati molto prossimi). In realtà, bisogna precisare che le
formule riportate nel presente paragrafo sono una particolarizzazione della soluzione per il
caso ortotropo. Infatti, la soluzione generale BFV è basata sulla teoria delle piastre, anziché
quella delle travi, e di conseguenza sarebbe capace anche di descrivere il comportamento di
provini FRP multidirezionali (mentre tutte le altre soluzioni viste sono valide solo sotto
l’ipotesi di laminato unidirezionale).

71
5. Modellazione in Abaqus
Nel presente capitolo verrà descritta la modellazione delle prove di delaminazione eseguita
in Abaqus. In particolare, darà descritta la procedura adottata per la simulazione del MMB
test (del quale il DCB test e l’ENF test sono un caso particolare) e una prova sperimentale
riguardante una trave di acciaio rinforzata a flessione con una lamina in CFRP.
La differenza sostanziale nella modellazione dei due diversi esperimenti sta nel fatto che nel
caso delle prove di delaminazione si è fatto ricorso ad elementi finiti di spessore nullo
(“Surface-Based Cohesive Behavior”), mentre nel secondo caso l’adesivo strutturale che
unisce la lamina di CFRP alla trave è stato schematizzato mediante l’ausilio di elementi coesivi
di spessore finito (“Element-Based Cohesive Behavior”).
5.1. Il Mixed-Mode Bending test
Per la simulazione delle prove sono state utilizzate diverse versioni di Abaqus: la 6.13-1, la
6.14-5 e la 2017. Poiché le parti relative ai modelli coesivi non hanno subito mutamenti, nel
seguito ci si riferirà al programma semplicemente con il nome “Abaqus” senza specificarne
la versione.
Il modello in Abaqus viene sviluppato per moduli, i quali vengono descritti di seguito.
5.1.1. Part Module
Per tutte e tre le prove di delaminazione il provino è stato modellato come un corpo
tridimensionale formato da due lamine distinte di volume 2𝐿 × 𝐵 × ℎ generate nel modulo
“Part” di Abaqus (Modeling space: 3D, type: deformable, shape: solid; Figura 5.1). L’idea è
di legare queste due lamine lungo la superficie ℓ × 𝐵 mediante il legame coesivo e di lasciare
libera da ogni legame la restante superficie 𝑎0 × 𝐵 in modo da simulare la presenza
dell’intaglio. La definizione fisica di tali superfici è stata eseguita partizionando il volume
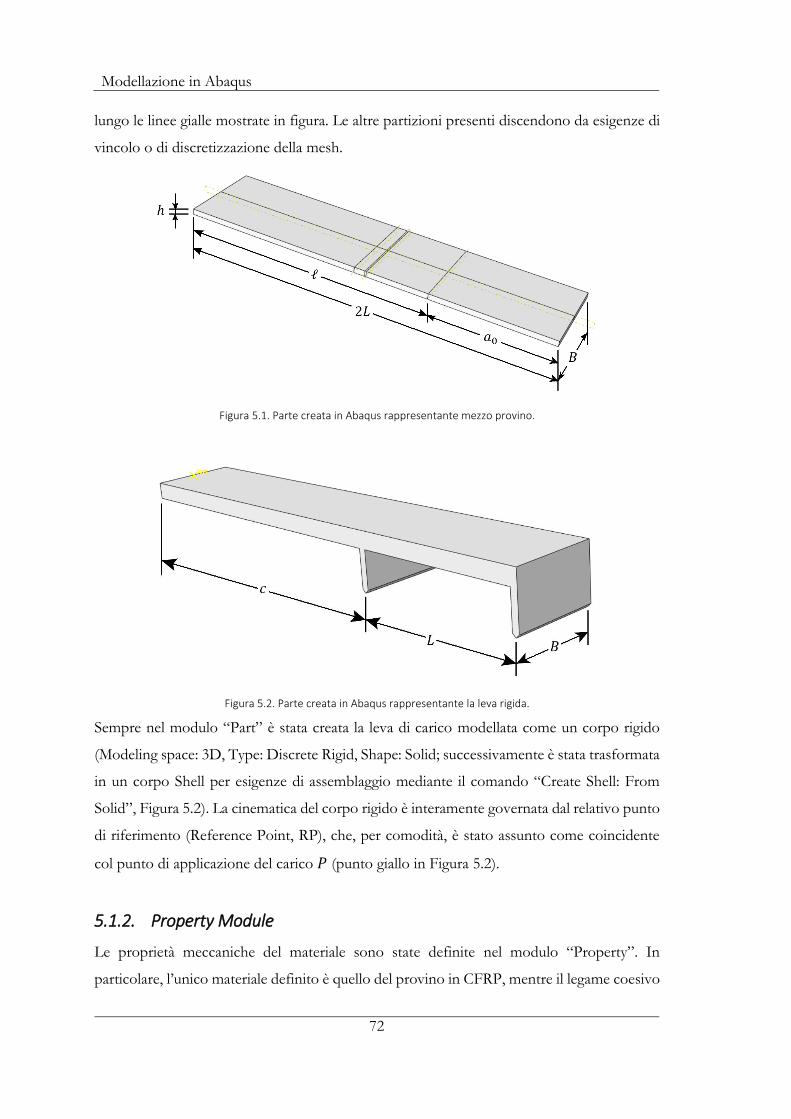
Modellazione in Abaqus
72
lungo le linee gialle mostrate in figura. Le altre partizioni presenti discendono da esigenze di
vincolo o di discretizzazione della mesh.
Figura 5.1. Parte creata in Abaqus rappresentante mezzo provino.
Figura 5.2. Parte creata in Abaqus rappresentante la leva rigida.
Sempre nel modulo “Part” è stata creata la leva di carico modellata come un corpo rigido
(Modeling space: 3D, Type: Discrete Rigid, Shape: Solid; successivamente è stata trasformata
in un corpo Shell per esigenze di assemblaggio mediante il comando “Create Shell: From
Solid”, Figura 5.2). La cinematica del corpo rigido è interamente governata dal relativo punto
di riferimento (Reference Point, RP), che, per comodità, è stato assunto come coincidente
col punto di applicazione del carico 𝑃 (punto giallo in Figura 5.2).
5.1.2. Property Module
Le proprietà meccaniche del materiale sono state definite nel modulo “Property”. In
particolare, l’unico materiale definito è quello del provino in CFRP, mentre il legame coesivo

Modellazione in Abaqus
73
sarà imposto nel modulo “Interaction”. Inoltre, al corpo rigido per definizione non è
necessario assegnare alcun materiale.
Figura 5.3. Definizione del materiale.
Oltre alle proprietà elastiche (definite nel modulo “Elastic” in Figura 5.3 con i dati elencati
nella Tabella 6.2), vengono definite la densità del materiale e lo smorzamento da applicare al
corpo durante l’analisi (rispettivamente nelle schede “Density” e “Damping” in Figura 5.3).
In tutte le simulazioni è stato imposto un tempo di analisi pari a 𝑡 = 1 𝑠, che rende la prova
assolutamente dinamica. Lo smorzamento è essenziale per ottenere una risposta strutturale
quasi-statica. In Abaqus è possibile introdurre diversi tipi di smorzamento, ma in tutte le
prove è stato imposto uno smorzamento alla Rayleigh, la cui matrice di smorzamento del
sistema è definita come
𝑪𝑹𝒅𝒂𝒎𝒑
= 𝛼𝑅𝑴+ 𝛽𝑅𝑲 , (5.1)
dove 𝑴 e 𝑲 sono rispettivamente la matrice di massa e di rigidezza del sistema.
Questa definizione non rappresenta fedelmente il fenomeno fisico, ma è un artifizio spesso
impiegato nell’ambito dell’ingegneria strutturale in quanto permette la decomposizione
modale delle equazioni di equilibrio dinamico che governano il problema. Inoltre, per valori
di 𝛼𝑅 = 10−1 ÷ 10−2 𝑠−1 e 𝛽𝑅 = 10−7 ÷ 10−9 𝑠 di solito si ottengono discreti risultati nei
problemi comuni di ingegneria strutturale. Sono stati fatti diversi tentativi all’interno del
range appena menzionato e si è concluso che, per il problema oggetto di studio, la scelta
𝛼𝑅 = 10−2 𝑠−1 e 𝛽𝑅 = 10
−8 𝑠 fosse quella migliore (Figura 5.3 a sinistra).
Nonostante lo smorzamento imposto, in una simulazione eseguita con tempo di analisi
molto ridotto si ottiene comunque una risposta oscillatoria. Ad esempio, in Figura 5.4
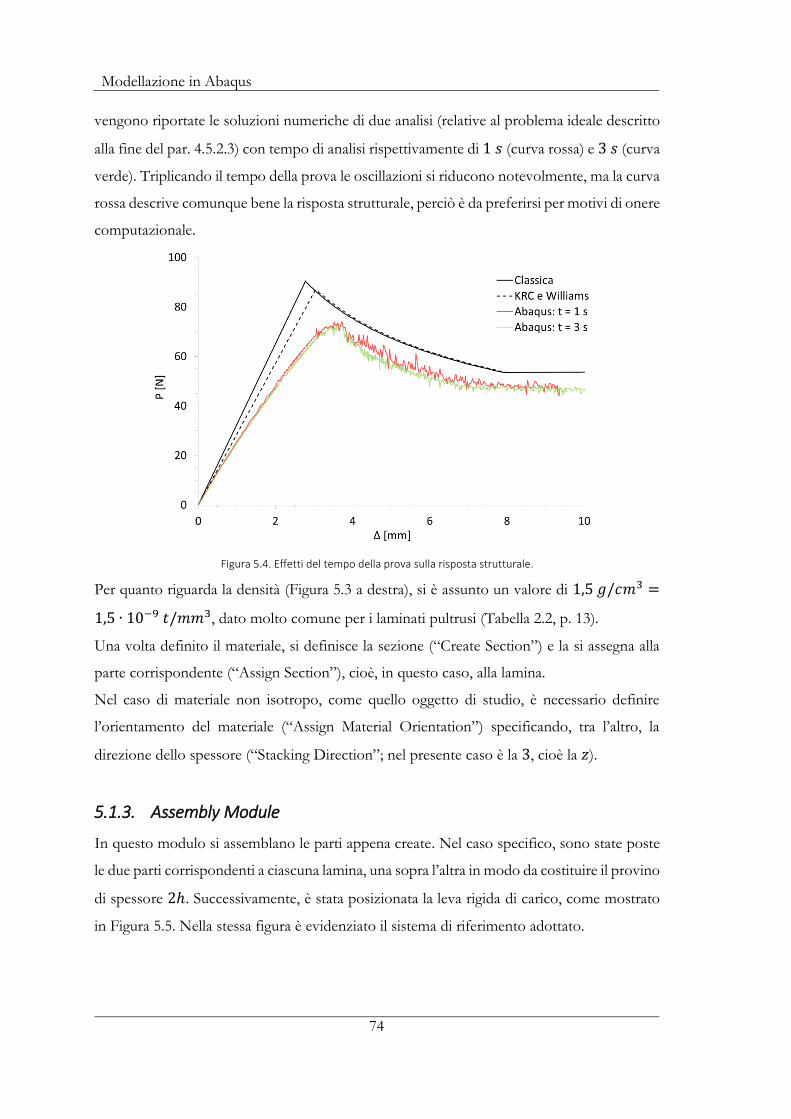
Modellazione in Abaqus
74
vengono riportate le soluzioni numeriche di due analisi (relative al problema ideale descritto
alla fine del par. 4.5.2.3) con tempo di analisi rispettivamente di 1 𝑠 (curva rossa) e 3 𝑠 (curva
verde). Triplicando il tempo della prova le oscillazioni si riducono notevolmente, ma la curva
rossa descrive comunque bene la risposta strutturale, perciò è da preferirsi per motivi di onere
computazionale.
Figura 5.4. Effetti del tempo della prova sulla risposta strutturale.
Per quanto riguarda la densità (Figura 5.3 a destra), si è assunto un valore di 1,5 𝑔/𝑐𝑚3 =
1,5 ∙ 10−9 𝑡/𝑚𝑚3, dato molto comune per i laminati pultrusi (Tabella 2.2, p. 13).
Una volta definito il materiale, si definisce la sezione (“Create Section”) e la si assegna alla
parte corrispondente (“Assign Section”), cioè, in questo caso, alla lamina.
Nel caso di materiale non isotropo, come quello oggetto di studio, è necessario definire
l’orientamento del materiale (“Assign Material Orientation”) specificando, tra l’altro, la
direzione dello spessore (“Stacking Direction”; nel presente caso è la 3, cioè la 𝑧).
5.1.3. Assembly Module
In questo modulo si assemblano le parti appena create. Nel caso specifico, sono state poste
le due parti corrispondenti a ciascuna lamina, una sopra l’altra in modo da costituire il provino
di spessore 2ℎ. Successivamente, è stata posizionata la leva rigida di carico, come mostrato
in Figura 5.5. Nella stessa figura è evidenziato il sistema di riferimento adottato.
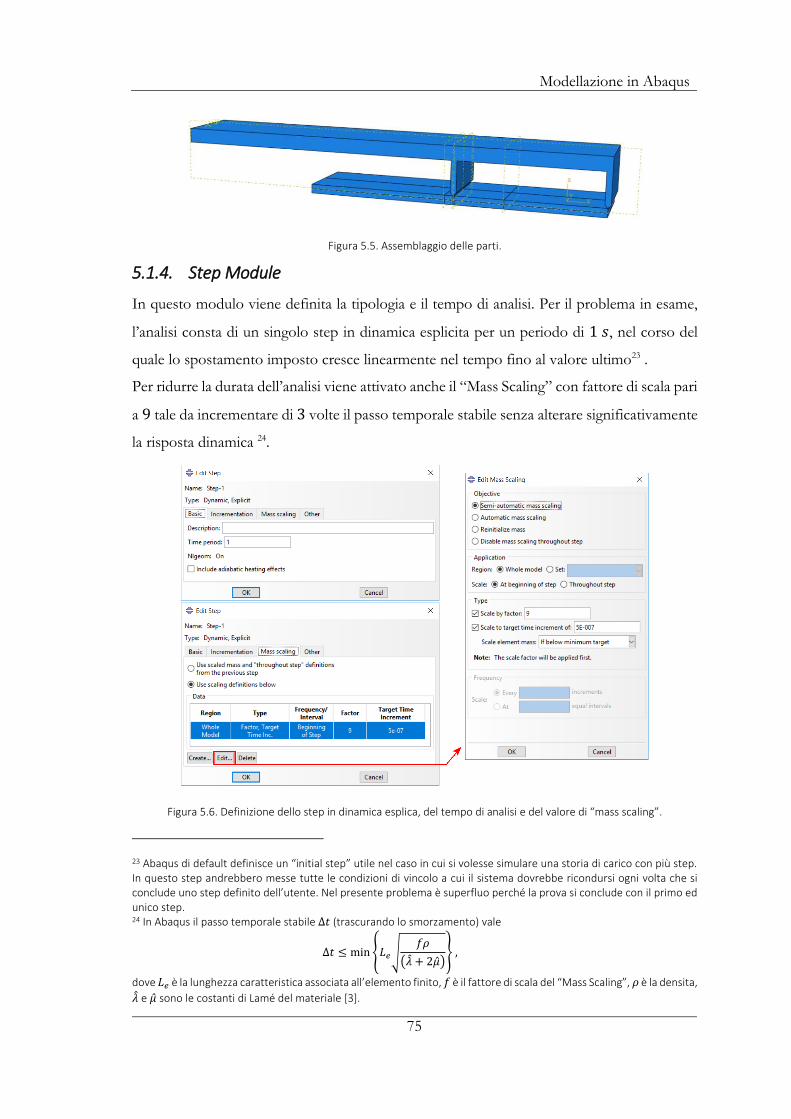
Modellazione in Abaqus
75
Figura 5.5. Assemblaggio delle parti.
5.1.4. Step Module
In questo modulo viene definita la tipologia e il tempo di analisi. Per il problema in esame,
l’analisi consta di un singolo step in dinamica esplicita per un periodo di 1 𝑠, nel corso del
quale lo spostamento imposto cresce linearmente nel tempo fino al valore ultimo23 .
Per ridurre la durata dell’analisi viene attivato anche il “Mass Scaling” con fattore di scala pari
a 9 tale da incrementare di 3 volte il passo temporale stabile senza alterare significativamente
la risposta dinamica 24.
Figura 5.6. Definizione dello step in dinamica esplica, del tempo di analisi e del valore di “mass scaling”.
23 Abaqus di default definisce un “initial step” utile nel caso in cui si volesse simulare una storia di carico con più step. In questo step andrebbero messe tutte le condizioni di vincolo a cui il sistema dovrebbe ricondursi ogni volta che si conclude uno step definito dell’utente. Nel presente problema è superfluo perché la prova si conclude con il primo ed unico step. 24 In Abaqus il passo temporale stabile Δ𝑡 (trascurando lo smorzamento) vale
Δ𝑡 ≤ min {𝐿𝑒√𝑓𝜌
(�̂� + 2�̂�)} ,
dove 𝐿𝑒 è la lunghezza caratteristica associata all’elemento finito, 𝑓 è il fattore di scala del “Mass Scaling”, 𝜌 è la densita,
�̂� e �̂� sono le costanti di Lamé del materiale [3].

Modellazione in Abaqus
76
Sempre nello “Step module” è importante definire quali variabili (sforzi, spostamenti,
deformazioni, ecc.) verranno archiviate alla fine della prova nel file con estensione “odb”
(“output databases”). Ciò viene fatto attraverso i comandi “Create Field Output” e “Create
History Output”.
5.1.5. Interaction Module
È in questo modulo che si impone il legame coesivo. Più in generale, si può affermare che
nel presente modulo vanno imposte le condizioni di vincolo interne del sistema. Quindi, oltre
al legame coesivo tra le superfici delle due lamine (Figura 5.7), viene gestito anche il
collegamento tra il corpo rigido e la lamina superiore (Figura 5.8), imponendo una cerniera
interna ed un carrello mutuo.
La cerniera interna viene ricreata mediante il comando “Create Constraint: Tie”, definendo
lo spigolo del cuneo rigido come “Master Surface” e lo spigolo della lamina come “Slave
Surface” (Figura 5.9).
Figura 5.7. Superficie intralaminare del provino su cui imporre il legame coesivo.
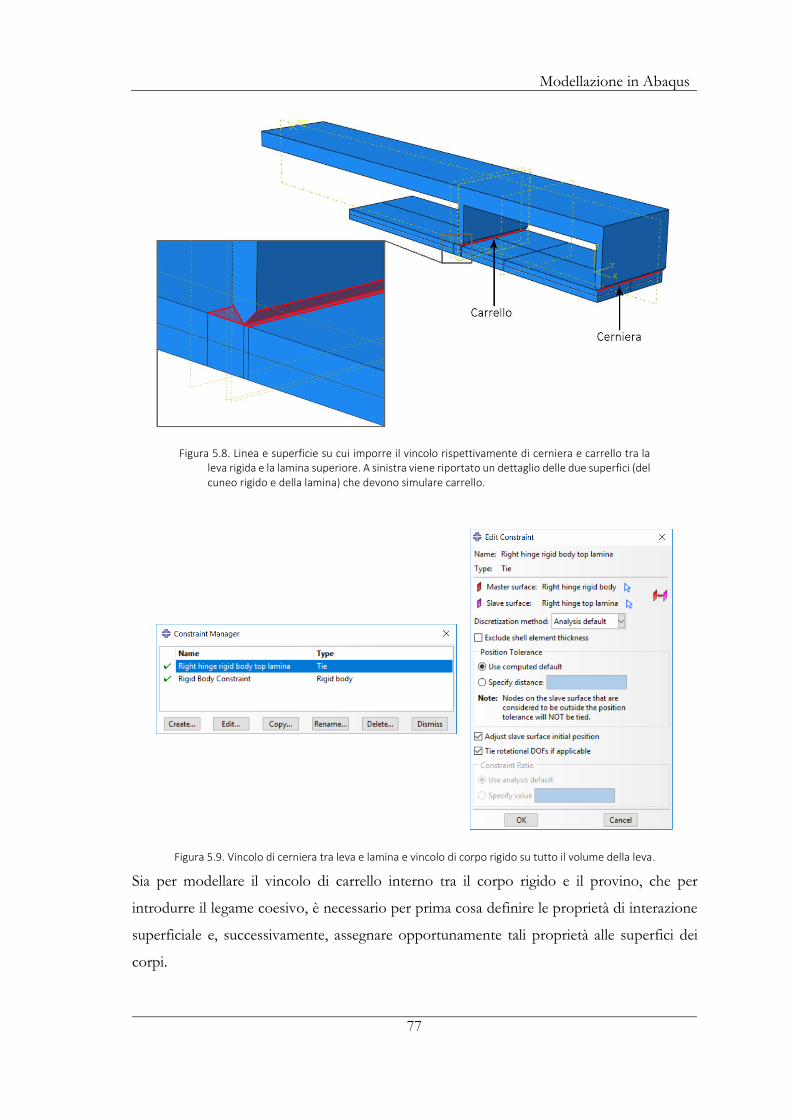
Modellazione in Abaqus
77
Figura 5.8. Linea e superficie su cui imporre il vincolo rispettivamente di cerniera e carrello tra la leva rigida e la lamina superiore. A sinistra viene riportato un dettaglio delle due superfici (del cuneo rigido e della lamina) che devono simulare carrello.
Figura 5.9. Vincolo di cerniera tra leva e lamina e vincolo di corpo rigido su tutto il volume della leva.
Sia per modellare il vincolo di carrello interno tra il corpo rigido e il provino, che per
introdurre il legame coesivo, è necessario per prima cosa definire le proprietà di interazione
superficiale e, successivamente, assegnare opportunamente tali proprietà alle superfici dei
corpi.
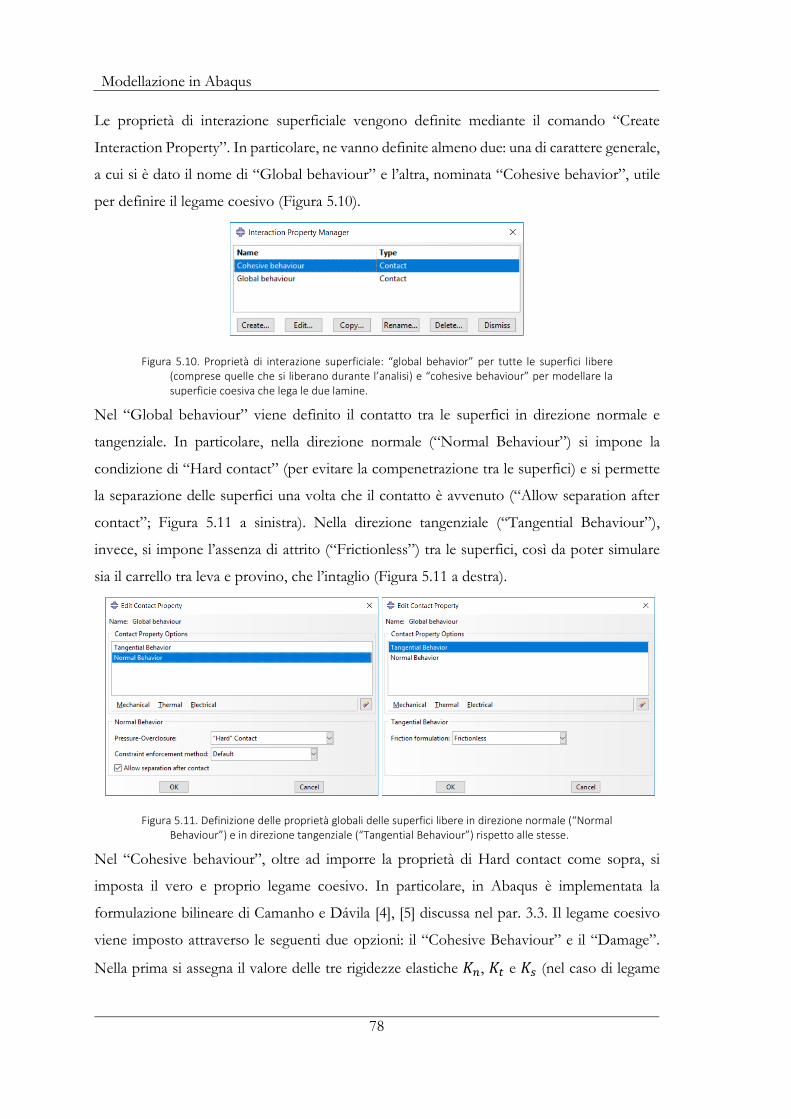
Modellazione in Abaqus
78
Le proprietà di interazione superficiale vengono definite mediante il comando “Create
Interaction Property”. In particolare, ne vanno definite almeno due: una di carattere generale,
a cui si è dato il nome di “Global behaviour” e l’altra, nominata “Cohesive behavior”, utile
per definire il legame coesivo (Figura 5.10).
Figura 5.10. Proprietà di interazione superficiale: “global behavior” per tutte le superfici libere (comprese quelle che si liberano durante l’analisi) e “cohesive behaviour” per modellare la superficie coesiva che lega le due lamine.
Nel “Global behaviour” viene definito il contatto tra le superfici in direzione normale e
tangenziale. In particolare, nella direzione normale (“Normal Behaviour”) si impone la
condizione di “Hard contact” (per evitare la compenetrazione tra le superfici) e si permette
la separazione delle superfici una volta che il contatto è avvenuto (“Allow separation after
contact”; Figura 5.11 a sinistra). Nella direzione tangenziale (“Tangential Behaviour”),
invece, si impone l’assenza di attrito (“Frictionless”) tra le superfici, così da poter simulare
sia il carrello tra leva e provino, che l’intaglio (Figura 5.11 a destra).
Figura 5.11. Definizione delle proprietà globali delle superfici libere in direzione normale (“Normal Behaviour”) e in direzione tangenziale (“Tangential Behaviour”) rispetto alle stesse.
Nel “Cohesive behaviour”, oltre ad imporre la proprietà di Hard contact come sopra, si
imposta il vero e proprio legame coesivo. In particolare, in Abaqus è implementata la
formulazione bilineare di Camanho e Dávila [4], [5] discussa nel par. 3.3. Il legame coesivo
viene imposto attraverso le seguenti due opzioni: il “Cohesive Behaviour” e il “Damage”.
Nella prima si assegna il valore delle tre rigidezze elastiche 𝐾𝑛, 𝐾𝑡 e 𝐾𝑠 (nel caso di legame
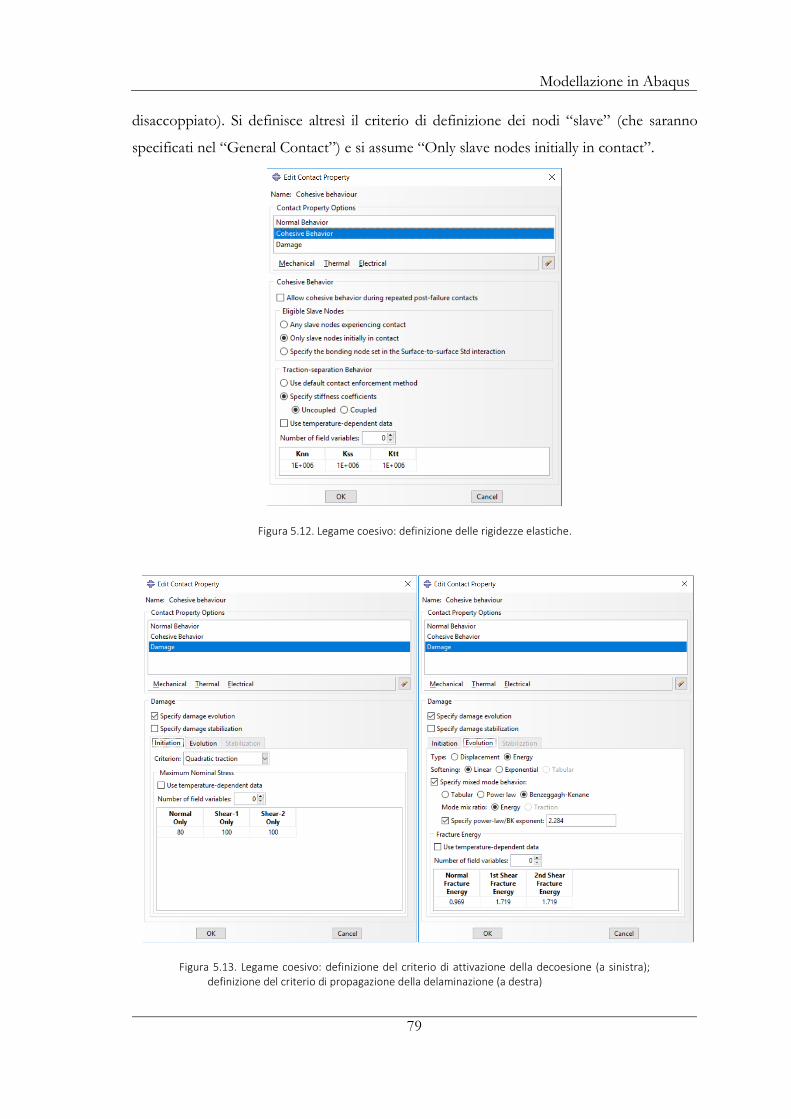
Modellazione in Abaqus
79
disaccoppiato). Si definisce altresì il criterio di definizione dei nodi “slave” (che saranno
specificati nel “General Contact”) e si assume “Only slave nodes initially in contact”.
Figura 5.12. Legame coesivo: definizione delle rigidezze elastiche.
Figura 5.13. Legame coesivo: definizione del criterio di attivazione della decoesione (a sinistra); definizione del criterio di propagazione della delaminazione (a destra)

Modellazione in Abaqus
80
Nella seconda opzione di contatto, il “Damage”, ci sono due schede, “Initiation” (Figura
5.13 a sinistra) ed “Evolution” (Figura 5.13 a destra). Nella prima si definisce il criterio di
attivazione della decoesione. Sono disponibili quattro diverse opzioni: massimo negli sforzi,
massimo negli spostamenti relativi, quadratico negli sforzi e quadratico negli spostamenti
relativi. In tutti i casi si è sempre usato il criterio quadratico negli sforzi (“Quadratic traction”;
si veda il par. 3.3.2.2), per cui nella scheda “Initiation” vanno inseriti i valori della trazioni
massime che caratterizzano i legami coesivi nei modi puri I, II e III (Figura 5.13 a sinistra).
Nella scheda “Evolution”, invece, si definisce il criterio di propagazione della delaminazione
che, come visto nel par. 3.3.2.3 (p. 36), può essere la legge di potenza (“Power law”) oppure
il criterio BK (“Benzeggagh-Kenane”). In entrambi i casi, è necessario assegnare il valore
dell’esponente del criterio (𝛼 nel primo caso, 휂 nel secondo). Il criterio di propagazione può
essere espresso in termini di spostamento o di energia. In tutti i casi è stata scelta quest’ultima
strada, perciò nella scheda “Evolution” sono stati introdotti i valori delle energie di frattura
che caratterizzano i legami coesivi dei modi puri I, II e III (Figura 5.13 a destra).
Sempre in riferimento alla scheda “Evolution” è necessario fare una precisazione. Alla voce
“Softening” è possibile scegliere tra due voci: “Linear” ed “Exponential”. In tutti i casi è stata
scelta la prima, simulando così un legame coesivo bilineare.
Una volta create le proprietà di interazione superficiale, queste vanno assegnate alle superfici
mediante il comando “Create Interaction: General contact (Explicit)”. In “Contact
Properties”, alla voce “Global property assignment” va specificata la proprietà globale,
quindi il “Global behaviour”25 (Figura 5.14).
In “Individual property assignments” si assegna il legame coesivo (attraverso il “Cohesive
behaviour”) tra le due superfici delle lamine a contatto (esclusa la parte relativa all’intaglio) e
si impone il vincolo di carrello mutuo tra la lamina e la leva rigida (Figura 5.15).
In “Contact Formulation: Pure master-slave assignments” si definiscono le superfici
“master” e quelle “slave” come mostrato in Figura 5.16.
25 In questa casella Abaqus non permette di introdurre proprietà di tipo coesivo. Ed è per questo motivo che il legame coesivo non è stato introdotto nel “Global behaviour”, bensì in una proprietà di contatto a parte (il “Cohesive behaviour” appunto).

Modellazione in Abaqus
81
Figura 5.14. Definizione dell’interazione superficiale di tipo “General contact (Explicit)”.
Figura 5.15. Definizione del vincolo di legame coesivo tra le lamine e del carrello mutuo tra lamina e leva rigida.
Sempre nel modulo “Interaction” viene assegnato il vincolo di corpo rigido alla leva (in
Figura 5.9 “Rigid Body Constraint”). In teoria tale vincolo non sarebbe necessario in quanto
la leva è già stata definita come corpo rigido, ma durante alcune analisi si sono verificate delle
deformazioni “anomale” nella leva. Quest’ulteriore vincolo di “rinforzo” sulla rigidità ha
risolto il problema, e per tanto lo si è applicato in ogni MMB test simulato.
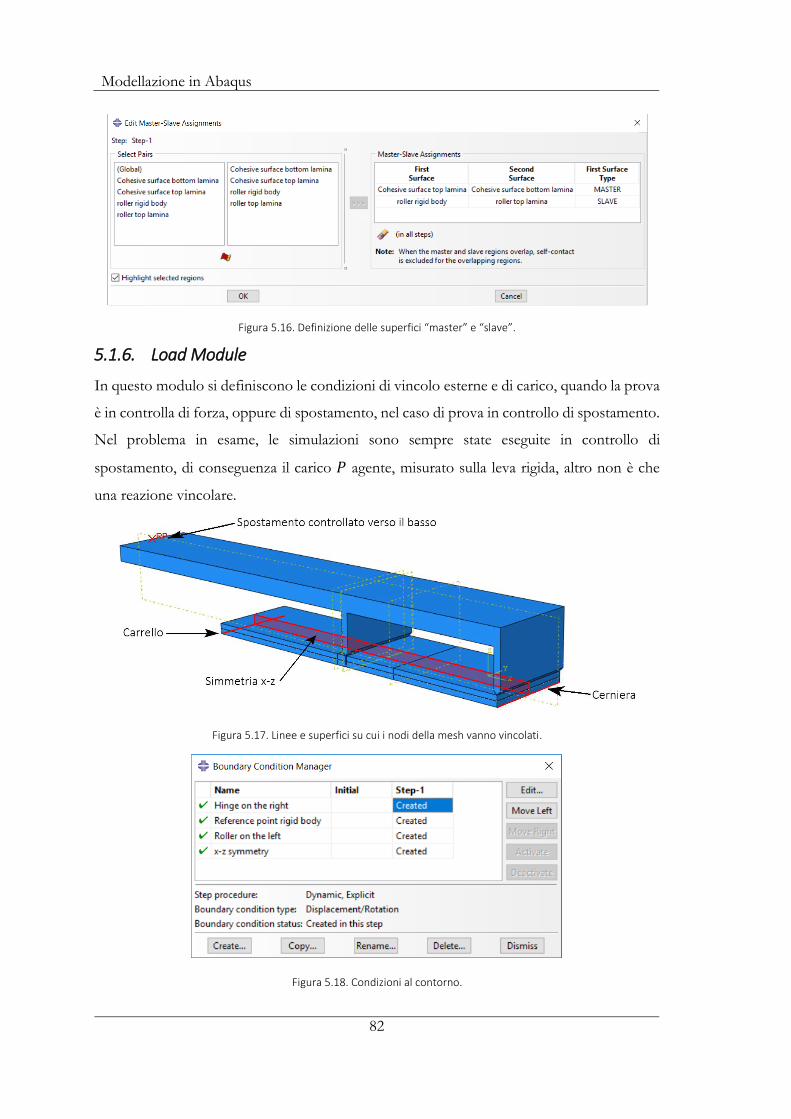
Modellazione in Abaqus
82
Figura 5.16. Definizione delle superfici “master” e “slave”.
5.1.6. Load Module
In questo modulo si definiscono le condizioni di vincolo esterne e di carico, quando la prova
è in controlla di forza, oppure di spostamento, nel caso di prova in controllo di spostamento.
Nel problema in esame, le simulazioni sono sempre state eseguite in controllo di
spostamento, di conseguenza il carico 𝑃 agente, misurato sulla leva rigida, altro non è che
una reazione vincolare.
Figura 5.17. Linee e superfici su cui i nodi della mesh vanno vincolati.
Figura 5.18. Condizioni al contorno.

Modellazione in Abaqus
83
Figura 5.19. Condizioni al contorno della lamina inferiore: cerniera (a destra) e carrello (a sinistra).
Figura 5.20. Condizioni al contorno relative alla simmetria del provino nel piano x-z (a sinistra) allo spostamento imposto al punto di riferimento RP che governa la leva rigida (a destra).
In Figura 5.17 sono evidenziate in rosso le linee e le superfici i cui i nodi della mesh saranno
oggetto di vincolo, mentre in Figura 5.18 sono elencate le quattro condizioni di vincolo
imposte in ogni MMB test: la cerniera ed il carrello della lamina inferiore (rispettivamente
“Hinge on the right” e “Roller on the left” in Figura 5.18 e Figura 5.19), la simmetria del
provino nel piano x-z (“x-z symmetry” in Figura 5.18 e Figura 5.20 a sinistra) e lo
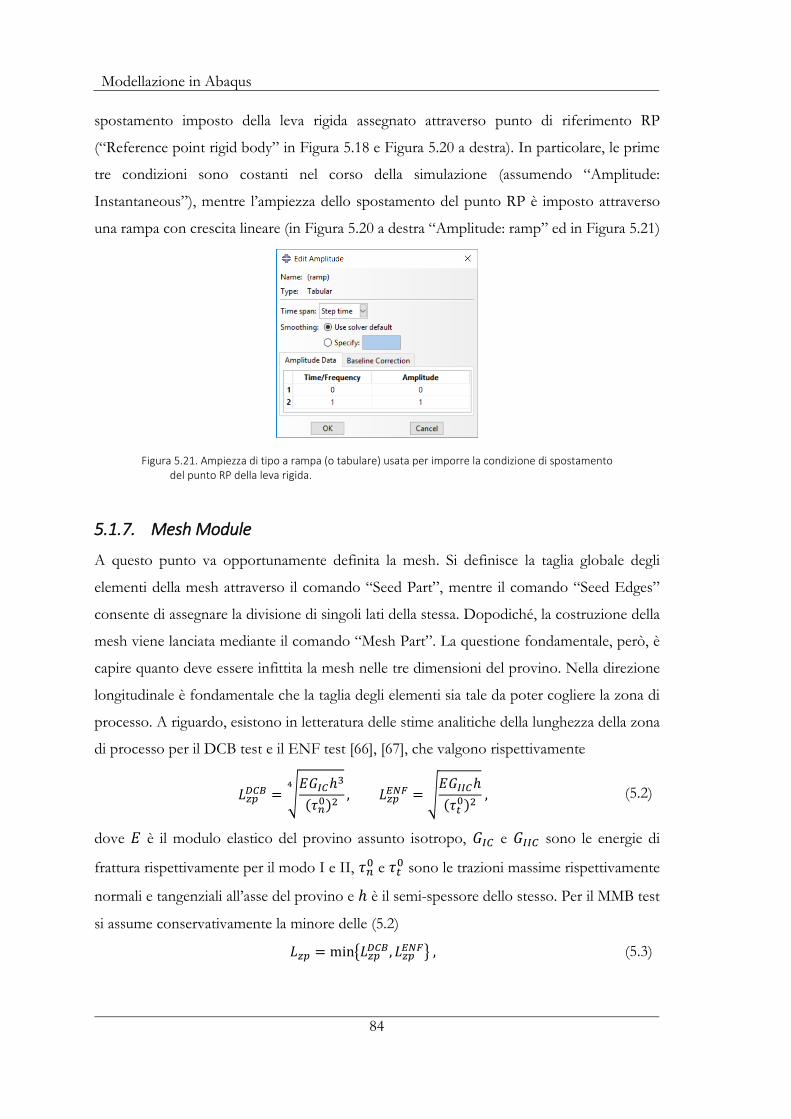
Modellazione in Abaqus
84
spostamento imposto della leva rigida assegnato attraverso punto di riferimento RP
(“Reference point rigid body” in Figura 5.18 e Figura 5.20 a destra). In particolare, le prime
tre condizioni sono costanti nel corso della simulazione (assumendo “Amplitude:
Instantaneous”), mentre l’ampiezza dello spostamento del punto RP è imposto attraverso
una rampa con crescita lineare (in Figura 5.20 a destra “Amplitude: ramp” ed in Figura 5.21)
Figura 5.21. Ampiezza di tipo a rampa (o tabulare) usata per imporre la condizione di spostamento del punto RP della leva rigida.
5.1.7. Mesh Module
A questo punto va opportunamente definita la mesh. Si definisce la taglia globale degli
elementi della mesh attraverso il comando “Seed Part”, mentre il comando “Seed Edges”
consente di assegnare la divisione di singoli lati della stessa. Dopodiché, la costruzione della
mesh viene lanciata mediante il comando “Mesh Part”. La questione fondamentale, però, è
capire quanto deve essere infittita la mesh nelle tre dimensioni del provino. Nella direzione
longitudinale è fondamentale che la taglia degli elementi sia tale da poter cogliere la zona di
processo. A riguardo, esistono in letteratura delle stime analitiche della lunghezza della zona
di processo per il DCB test e il ENF test [66], [67], che valgono rispettivamente
𝐿𝑧𝑝𝐷𝐶𝐵 = √
𝐸𝐺𝐼𝐶ℎ3
(𝜏𝑛0)2
4
, 𝐿𝑧𝑝𝐸𝑁𝐹 = √
𝐸𝐺𝐼𝐼𝐶ℎ
(𝜏𝑡0)2
, (5.2)
dove 𝐸 è il modulo elastico del provino assunto isotropo, 𝐺𝐼𝐶 e 𝐺𝐼𝐼𝐶 sono le energie di
frattura rispettivamente per il modo I e II, 𝜏𝑛0 e 𝜏𝑡
0 sono le trazioni massime rispettivamente
normali e tangenziali all’asse del provino e ℎ è il semi-spessore dello stesso. Per il MMB test
si assume conservativamente la minore delle (5.2)
𝐿𝑧𝑝 = min{𝐿𝑧𝑝𝐷𝐶𝐵, 𝐿𝑧𝑝
𝐸𝑁𝐹} , (5.3)

Modellazione in Abaqus
85
Quello che si è notato dalla letteratura, ed è successivamente stato confermato dai risultati
numerici, è che le espressioni (5.2) sovrastimano la lunghezza della zona di processo. Harper
e Hallet in [68] suggeriscono che ciò possa dipendere dal fatto che le formule (5.2) non
tengono conto della larghezza 𝐵, del modulo elastico longitudinale 𝐸11 e di taglio 𝐺13 del
provino, le quali sono grandezze che possono influenzare significativamente il
comportamento di provini snelli e ortotropici. Gli stessi autori assumono come
𝐿𝑧𝑝𝐻𝐻 =
min{𝐿𝑧𝑝𝐷𝐶𝐵, 𝐿𝑧𝑝
𝐸𝑁𝐹}
2 , (5.4)
Essi affermano altresì che sono necessari almeno tre elementi finiti lungo la lunghezza della
zona coesiva per descrivere correttamente il processo di decoesione, di conseguenza la taglia
della mesh nella zona coesiva dovrebbe essere
∆𝐿𝐸𝐹,ℓ =𝐿𝑧𝑝𝐻𝐻
3=min{𝐿𝑧𝑝
𝐷𝐶𝐵, 𝐿𝑧𝑝𝐸𝑁𝐹}
6 , (5.5)
ma, come si vedrà nel prossimo capitolo, per i test oggetto di studio sarà necessario una mesh
più rifinita (il che vuol dire che anche la (5.4) fornisce una stima per eccesso, almeno per il
problema in oggetto).
Quello che può essere notato dalle stime (5.2) è che, aumentando le trazioni massime del
legame coesivo, la zona di processo si riduce e, di conseguenza, è necessario ridurre la taglia
dell’elemento finito. Tutto ciò è espresso in modo chiaro nell’esempio in Figura 5.22 (del
problema ideale descritto alla fine del par. 4.5.2.3): aumentando la sola trazione tangenziale
𝜏𝑡0 si riesce ad aumentare il carico massimo di delaminazione, ma allo stesso tempo il modello
non riesce più a cogliere il ramo di softening.
Figura 5.22. Effetti del modulo delle trazioni massime sulla dimensione della zona di processo.
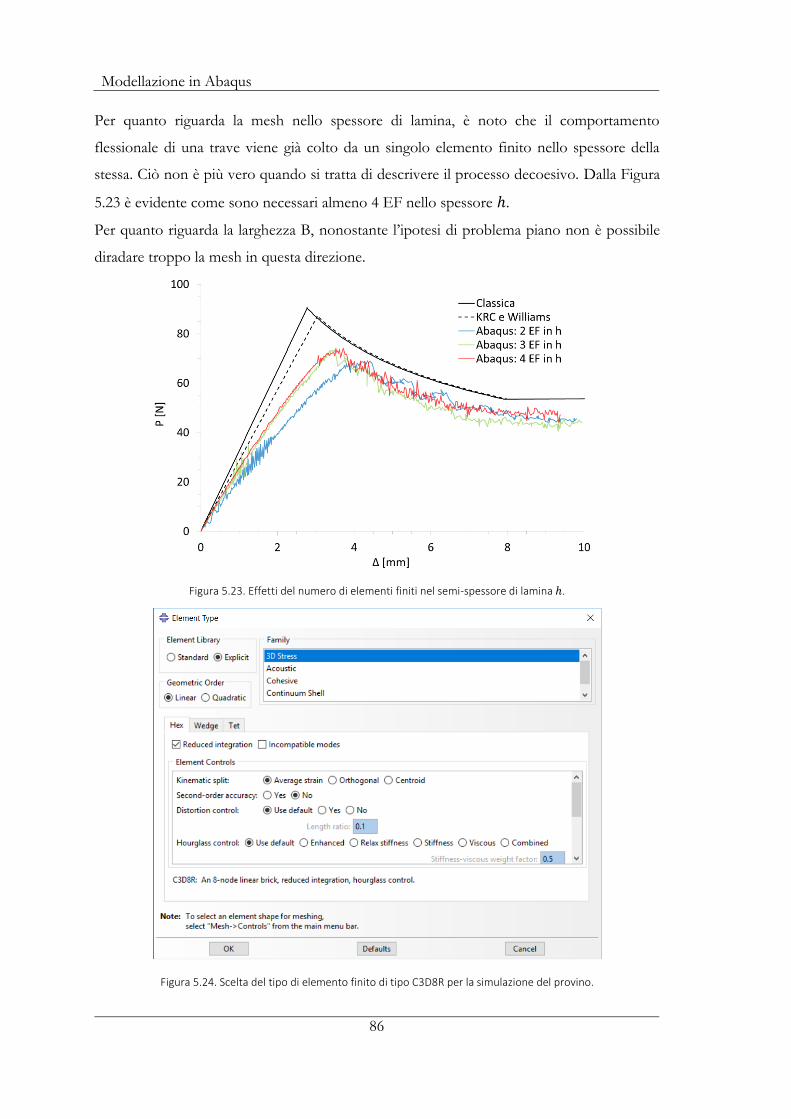
Modellazione in Abaqus
86
Per quanto riguarda la mesh nello spessore di lamina, è noto che il comportamento
flessionale di una trave viene già colto da un singolo elemento finito nello spessore della
stessa. Ciò non è più vero quando si tratta di descrivere il processo decoesivo. Dalla Figura
5.23 è evidente come sono necessari almeno 4 EF nello spessore ℎ.
Per quanto riguarda la larghezza B, nonostante l’ipotesi di problema piano non è possibile
diradare troppo la mesh in questa direzione.
Figura 5.23. Effetti del numero di elementi finiti nel semi-spessore di lamina ℎ.
Figura 5.24. Scelta del tipo di elemento finito di tipo C3D8R per la simulazione del provino.
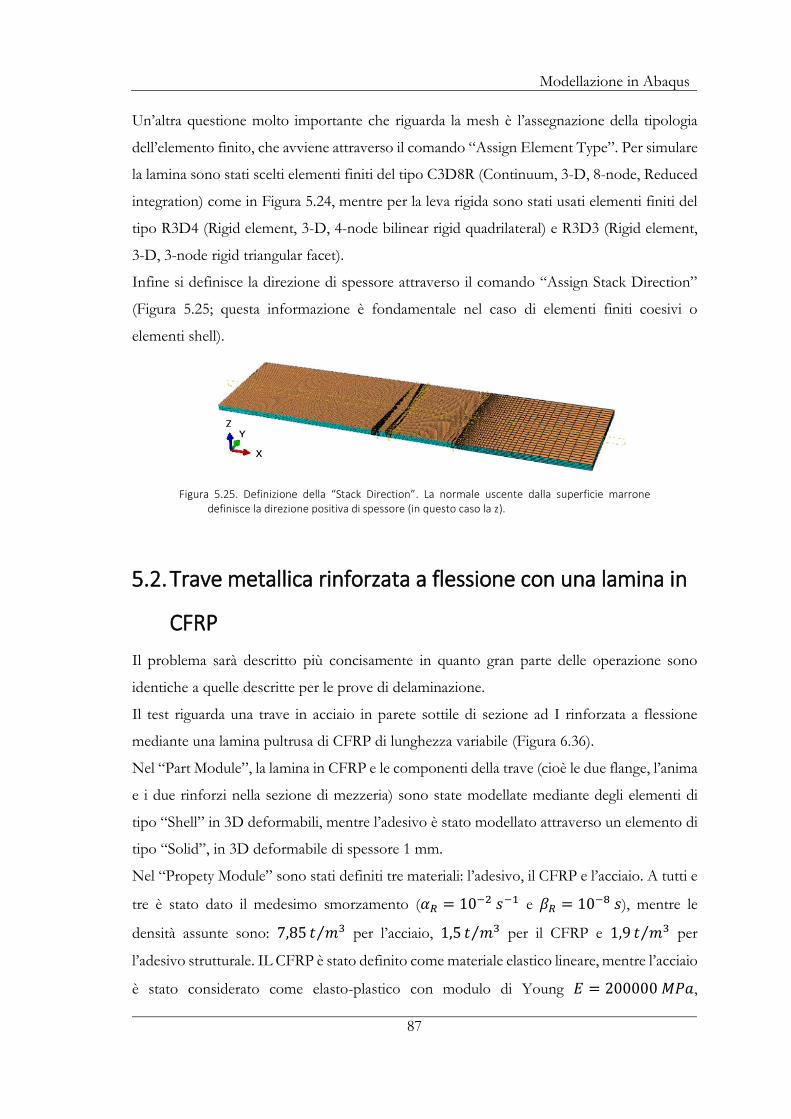
Modellazione in Abaqus
87
Un’altra questione molto importante che riguarda la mesh è l’assegnazione della tipologia
dell’elemento finito, che avviene attraverso il comando “Assign Element Type”. Per simulare
la lamina sono stati scelti elementi finiti del tipo C3D8R (Continuum, 3-D, 8-node, Reduced
integration) come in Figura 5.24, mentre per la leva rigida sono stati usati elementi finiti del
tipo R3D4 (Rigid element, 3-D, 4-node bilinear rigid quadrilateral) e R3D3 (Rigid element,
3-D, 3-node rigid triangular facet).
Infine si definisce la direzione di spessore attraverso il comando “Assign Stack Direction”
(Figura 5.25; questa informazione è fondamentale nel caso di elementi finiti coesivi o
elementi shell).
Figura 5.25. Definizione della “Stack Direction”. La normale uscente dalla superficie marrone definisce la direzione positiva di spessore (in questo caso la z).
5.2. Trave metallica rinforzata a flessione con una lamina in
CFRP
Il problema sarà descritto più concisamente in quanto gran parte delle operazione sono
identiche a quelle descritte per le prove di delaminazione.
Il test riguarda una trave in acciaio in parete sottile di sezione ad I rinforzata a flessione
mediante una lamina pultrusa di CFRP di lunghezza variabile (Figura 6.36).
Nel “Part Module”, la lamina in CFRP e le componenti della trave (cioè le due flange, l’anima
e i due rinforzi nella sezione di mezzeria) sono state modellate mediante degli elementi di
tipo “Shell” in 3D deformabili, mentre l’adesivo è stato modellato attraverso un elemento di
tipo “Solid”, in 3D deformabile di spessore 1 mm.
Nel “Propety Module” sono stati definiti tre materiali: l’adesivo, il CFRP e l’acciaio. A tutti e
tre è stato dato il medesimo smorzamento (𝛼𝑅 = 10−2 𝑠−1 e 𝛽𝑅 = 10
−8 𝑠), mentre le
densità assunte sono: 7,85 𝑡 𝑚3⁄ per l’acciaio, 1,5 𝑡 𝑚3⁄ per il CFRP e 1,9 𝑡 𝑚3⁄ per
l’adesivo strutturale. IL CFRP è stato definito come materiale elastico lineare, mentre l’acciaio
è stato considerato come elasto-plastico con modulo di Young 𝐸 = 200000 𝑀𝑃𝑎,
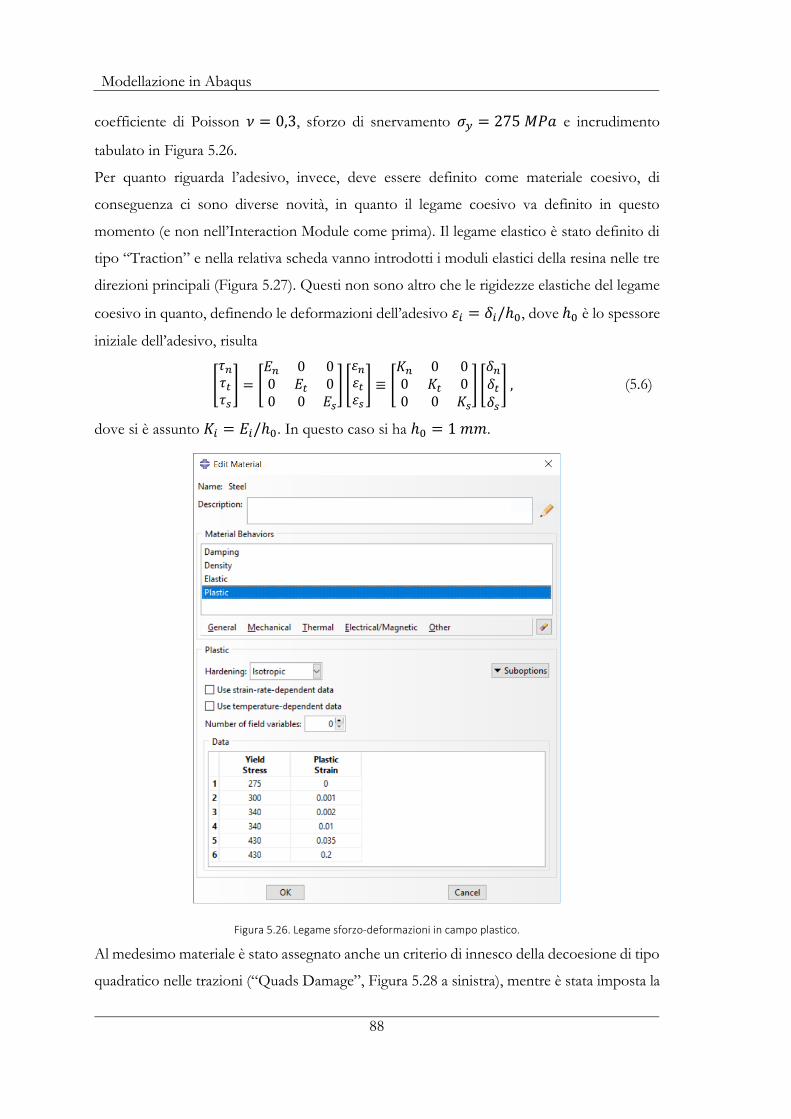
Modellazione in Abaqus
88
coefficiente di Poisson 𝜈 = 0,3, sforzo di snervamento 𝜎𝑦 = 275 𝑀𝑃𝑎 e incrudimento
tabulato in Figura 5.26.
Per quanto riguarda l’adesivo, invece, deve essere definito come materiale coesivo, di
conseguenza ci sono diverse novità, in quanto il legame coesivo va definito in questo
momento (e non nell’Interaction Module come prima). Il legame elastico è stato definito di
tipo “Traction” e nella relativa scheda vanno introdotti i moduli elastici della resina nelle tre
direzioni principali (Figura 5.27). Questi non sono altro che le rigidezze elastiche del legame
coesivo in quanto, definendo le deformazioni dell’adesivo 휀𝑖 = 𝛿𝑖/ℎ0, dove ℎ0 è lo spessore
iniziale dell’adesivo, risulta
[
𝜏𝑛𝜏𝑡𝜏𝑠] = [
𝐸𝑛 0 00 𝐸𝑡 00 0 𝐸𝑠
] [
휀𝑛휀𝑡휀𝑠] ≡ [
𝐾𝑛 0 00 𝐾𝑡 00 0 𝐾𝑠
] [
𝛿𝑛𝛿𝑡𝛿𝑠
] , (5.6)
dove si è assunto 𝐾𝑖 = 𝐸𝑖/ℎ0. In questo caso si ha ℎ0 = 1 𝑚𝑚.
Figura 5.26. Legame sforzo-deformazioni in campo plastico.
Al medesimo materiale è stato assegnato anche un criterio di innesco della decoesione di tipo
quadratico nelle trazioni (“Quads Damage”, Figura 5.28 a sinistra), mentre è stata imposta la

Modellazione in Abaqus
89
legge di potenza lineare come criterio di propagazione della delaminazione (“Damage
Evolution”, Figura 5.28 a destra). Il motivo di quest’ultima scelta risiede nel fatto che non
conoscendo i valori dell’energia di frattura dell’adesivo al variare del coefficiente di modo
misto 𝜅 non è possibile ricavare un opportuno valore del parametro 휂 in modo da applicare
il criterio BK. Inoltre, la legge di potenza quadratica in alcuni casi sovrastima l’energia di
frattura.
Nello stesso modulo sono state create ed assegnate le sezioni per ogni parte creata. La sezione
dell’adesivo strutturale deve essere di tipo coesivo e la risposta deve essere di tipo “Traction-
Separation” (Figura 5.29)
Figura 5.27. Rigidezze elastiche del legame coesivo che caratterizza l’adesivo.

Modellazione in Abaqus
90
Figura 5.28. Legame coesivo: criterio di attivazione della decoesione (a sinistra); criterio di propagazione della delaminazione (a destra).
Figura 5.29. Tipi di sezione assegnate alle parti create (a sinistra); sezione dell’adesivo strutturale (a destra).
Nell’Assembly Module sono prima stati assemblati gli elementi che costituiscono la trave in
acciaio e sono stati “saldati” mediante il comando “Merge/Cut Instances”, formando così
un unico corpo (le parti primitive possono essere soppresse o eliminate). Ad esso è stato
assemblato l’adesivo e la lamina, come in Figura 5.30. Nella stessa figura sono segnate le
condizioni di vincolo imposte nel “Load Module”.
Nell’“Interaction Module” è stato imposto il vincolo di “Tie” sia tra la superficie inferiore
dell’adesivo e quella superiore della lamina in CFRP, sia tra la superficie superiore dell’adesivo
e quella inferiore della flangia della trave. È stato altresì imposta la proprietà di “Hard
Contact” in direzione normale tra la superficie della lamina in CFRP e quella della flangia
inferiore, in modo da evitare compenetrazioni una volta avvenuto il distacco.
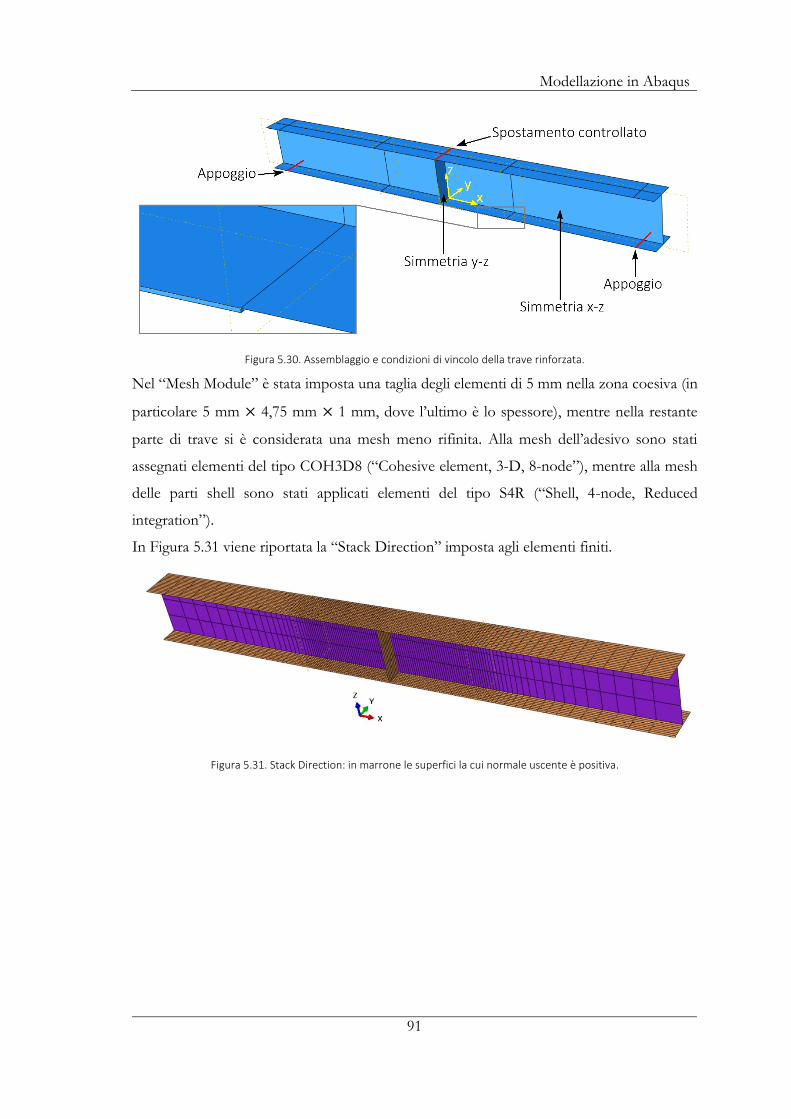
Modellazione in Abaqus
91
Figura 5.30. Assemblaggio e condizioni di vincolo della trave rinforzata.
Nel “Mesh Module” è stata imposta una taglia degli elementi di 5 mm nella zona coesiva (in
particolare 5 mm × 4,75 mm × 1 mm, dove l’ultimo è lo spessore), mentre nella restante
parte di trave si è considerata una mesh meno rifinita. Alla mesh dell’adesivo sono stati
assegnati elementi del tipo COH3D8 (“Cohesive element, 3-D, 8-node”), mentre alla mesh
delle parti shell sono stati applicati elementi del tipo S4R (“Shell, 4-node, Reduced
integration”).
In Figura 5.31 viene riportata la “Stack Direction” imposta agli elementi finiti.
Figura 5.31. Stack Direction: in marrone le superfici la cui normale uscente è positiva.

Modellazione in Abaqus
92

93
6. Risultati numerici
Si riportano nella prima parte del presente capitolo i risultati relativi alle simulazioni
numeriche e al calcolo delle energie di frattura delle prove di delaminazione descritte nel
capitolo 4 e modellate in Abaqus come discusso nel par 5.1. Nella seconda parte verranno
discussi, invece, i risultati numerici delle prove di flessione di una trave in acciaio rinforzata
a flessione con una lamina di CFRP, modellate in Abaqus come visto nel par. 5.2. In entrambi
i casi sarà eseguito un confronto con i dati sperimentali assunti dalla letteratura.
6.1. Prove di delaminazione
I dati sperimentali presi in considerazione per la simulazione delle prove sono tratti dai lavori
di Camanho e Dávila [4], [5], nei quali vengono riportati i risultati delle prove di laboratorio
eseguite da Reeder, e riportate unicamente in una comunicazione privata26. A partire da questi
dati, Camanho e Dávila hanno eseguito della analisi statiche ad elementi finiti mostrando il
confronto numerico-sperimentale in termini di curve 𝑃 − 𝛿 e utilizzando i dati sperimentali
per la stima dell’esponente 휂 del criterio BK (eq. (3.36)).
I dati sperimentali disponibili riguardano le curve carico spostamento, 𝑃 − 𝛿, e le energie di
frattura, 𝐺𝐶 , di cinque prove di delaminazione: un DCB test, un ENF test e 3 MMB test
rispettivamente con coefficiente di modo misto 𝜅 = 20 − 50 − 80% (eq. (3.13)2). Le curve
sperimentali e quelle numeriche ottenute da Camanho e Dávila sono riportate in Figura 6.1,
mentre nella Tabella 6.1 sono riportate le energie di frattura e le lunghezze di intaglio. Nella
Tabella 6.2 e nella Tabella 6.3 sono elencate, rispettivamente, le caratteristiche meccaniche e
geometriche dei provini (vedi Figura 4.3, p. 43).
26 Infatti, in [5] la relativa fonte 58 recita “Reeder, J.R. (2002). Load–displacement Relations for DCB, ENF and MMB AS4/PEEK Test Specimens. Private Communication.”
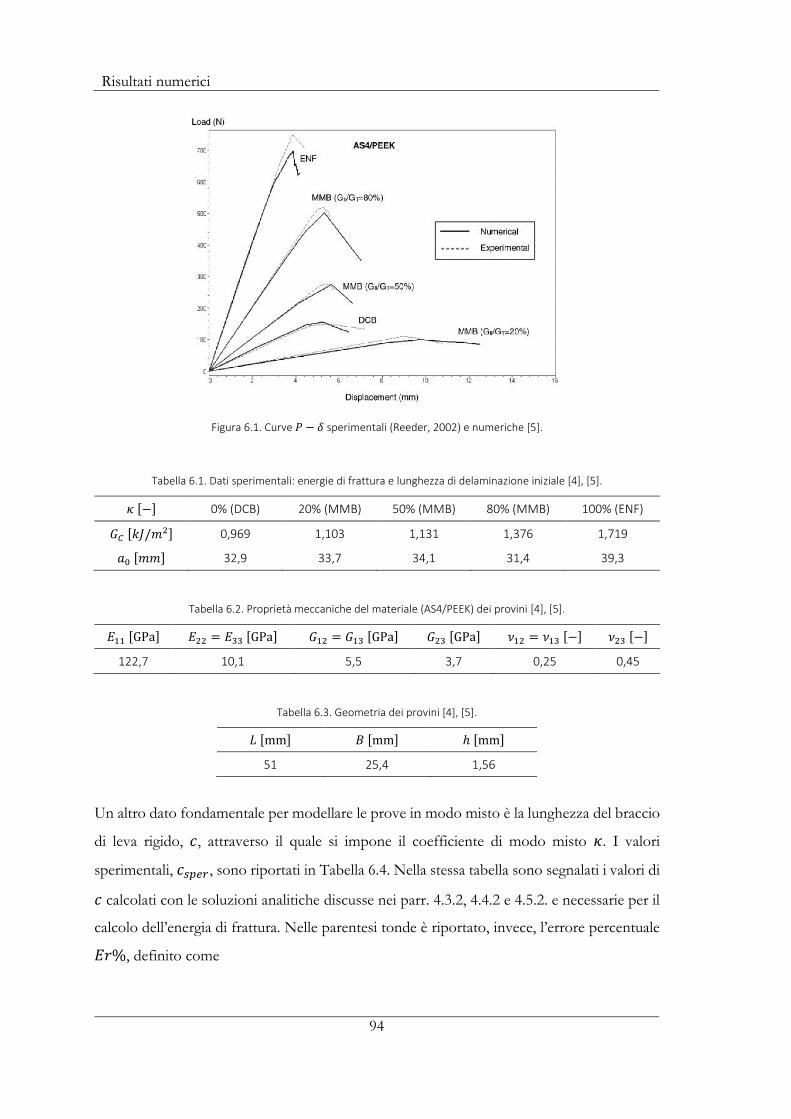
Risultati numerici
94
Figura 6.1. Curve 𝑃 − 𝛿 sperimentali (Reeder, 2002) e numeriche [5].
Tabella 6.1. Dati sperimentali: energie di frattura e lunghezza di delaminazione iniziale [4], [5].
𝜅 [−] 0% (DCB) 20% (MMB) 50% (MMB) 80% (MMB) 100% (ENF)
𝐺𝐶 [𝑘𝐽/𝑚2] 0,969 1,103 1,131 1,376 1,719
𝑎0 [𝑚𝑚] 32,9 33,7 34,1 31,4 39,3
Tabella 6.2. Proprietà meccaniche del materiale (AS4/PEEK) dei provini [4], [5].
𝐸11 [GPa] 𝐸22 = 𝐸33 [GPa] 𝐺12 = 𝐺13 [GPa] 𝐺23 [GPa] 𝜈12 = 𝜈13 [−] 𝜈23 [−]
122,7 10,1 5,5 3,7 0,25 0,45
Tabella 6.3. Geometria dei provini [4], [5].
𝐿 [mm] 𝐵 [mm] ℎ [mm]
51 25,4 1,56
Un altro dato fondamentale per modellare le prove in modo misto è la lunghezza del braccio
di leva rigido, 𝑐, attraverso il quale si impone il coefficiente di modo misto 𝜅. I valori
sperimentali, 𝑐𝑠𝑝𝑒𝑟, sono riportati in Tabella 6.4. Nella stessa tabella sono segnalati i valori di
𝑐 calcolati con le soluzioni analitiche discusse nei parr. 4.3.2, 4.4.2 e 4.5.2. e necessarie per il
calcolo dell’energia di frattura. Nelle parentesi tonde è riportato, invece, l’errore percentuale
𝐸𝑟%, definito come
Risultati numerici
95
𝐸𝑟% =𝑐𝑠𝑝𝑒𝑟 − 𝑐𝑖𝑐𝑠𝑝𝑒𝑟
∙ 100 , (6.1)
Nessuna delle quattro soluzioni fornisce i valori di 𝑐 usati nell’esperimento di Reeder. La
soluzione BFV è quella che più vi si avvicina, ma non può essere stata impiegata da Reeder,
in quanto i suoi esperimenti la precedono di almeno dieci anni. Purtroppo, non è stato
possibile ricostruire in che modo i valori sperimentali, 𝑐𝑠𝑝𝑒𝑟, sono stati ricavati sempre a
causa del fatto che la fonte originale è una comunicazione privata. Nel 1988 (quindi circa
venti anni prima dell’esperimento qui considerato), Reeder e Crews eseguirono il MMB test
su provini geometricamente identici e con caratteristiche meccaniche molto simili [45], [48].
In quel lavoro il braccio di leva 𝑐 venne definito calcolando le componenti 𝐺𝐼 e 𝐺𝐼𝐼 mediante
un’analisi ad elementi finiti nella quale veniva applicata la tecnica VCCT: poiché i valori
riportati (95, 41 e 27 mm) sono molto prossimi a quelli del problema oggetto di studio, è
quindi probabile che i valori 𝑐𝑠𝑝𝑒𝑟 siano stati ricavati nello stesso modo.
Se si dovessero rieseguire oggi le prove in laboratorio probabilmente si terrebbero per buoni
i valori forniti dalla soluzione di Williams (che coincide con la norma ASTM). Ciò vorrebbe
dire che i valori usati da Reeder condurrebbero a coefficienti di modo misto 𝜅 leggermente
superiori al 20%, 50% e 80%. Dato che l’obiettivo della tesi è, però, la simulazione delle
prove sperimentali, si è deciso di assumere nei modelli in Abaqus i valori utilizzati da Reeder.
Tabella 6.4. Lunghezze della leva rigida 𝑐 sperimentali ed analitiche.
𝜅 [−] 20% 50% 80%
𝑐𝑠𝑝𝑒𝑟 [𝑚𝑚] (𝐸𝑟%) 97,4 (0%) 42,2 (0%) 27,6 (0%)
𝑐𝑐𝑙𝑎𝑠 [𝑚𝑚] (𝐸𝑟%) 109,9 (-12,8%) 44,6 (-5,7%) 28,5 (-3,2%)
𝑐𝐾𝑅𝐶[𝑚𝑚] (𝐸𝑟%) 104,3 (-7,1%) 43,6 (-3,3%) 28,1 (-1,8%)
𝑐𝑊/𝐴𝑆𝑇𝑀 [𝑚𝑚] (𝐸𝑟%) 101,1 (-3,8%) 43,0 (-1,9%) 27,9 (-1,0%)
𝑐𝐵𝐹𝑉 [𝑚𝑚] (𝐸𝑟%) 99,6 (-2,3%) 42,7 (-1,2%) 27,8 (-0,6%)
6.1.1. Analisi numeriche
Si riportano nel presente paragrafo i risultati numerici ottenuti per le cinque prove di
delaminazione oggetto di studio, mostrando il confronto con il dato sperimentale e con le
soluzioni analitiche (classica e di Williams). Le proprietà del legame coesivo utilizzate,
riportate nella Tabella 6.5, sono state riprese dai lavori di Camanho e Dávila [4], [5].
Con i valori adottati, dalle stime (5.2) si ricava (ponendo 𝐸 ≡ 𝐸11) 𝐿𝑧𝑝𝐷𝐶𝐵 = 2,9 𝑚𝑚 e 𝐿𝑧𝑝
𝐷𝐶𝐵 =
5,7 𝑚𝑚. Assumendo l’espressione (5.3) come stima per la lunghezza della zona di processo
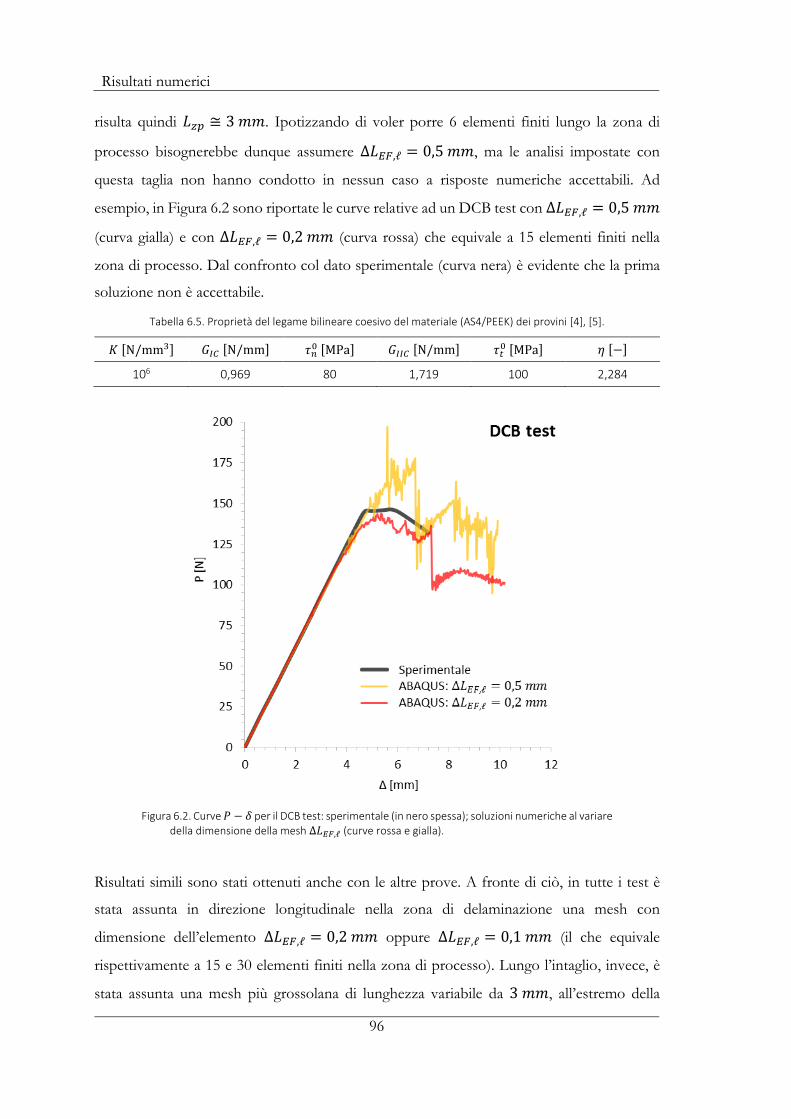
Risultati numerici
96
risulta quindi 𝐿𝑧𝑝 ≅ 3 𝑚𝑚. Ipotizzando di voler porre 6 elementi finiti lungo la zona di
processo bisognerebbe dunque assumere ∆𝐿𝐸𝐹,ℓ = 0,5 𝑚𝑚, ma le analisi impostate con
questa taglia non hanno condotto in nessun caso a risposte numeriche accettabili. Ad
esempio, in Figura 6.2 sono riportate le curve relative ad un DCB test con ∆𝐿𝐸𝐹,ℓ = 0,5 𝑚𝑚
(curva gialla) e con ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚 (curva rossa) che equivale a 15 elementi finiti nella
zona di processo. Dal confronto col dato sperimentale (curva nera) è evidente che la prima
soluzione non è accettabile.
Tabella 6.5. Proprietà del legame bilineare coesivo del materiale (AS4/PEEK) dei provini [4], [5].
𝐾 [N/mm3] 𝐺𝐼𝐶 [N/mm] 𝜏𝑛0 [MPa] 𝐺𝐼𝐼𝐶 [N/mm] 𝜏𝑡
0 [MPa] 휂 [−]
106 0,969 80 1,719 100 2,284
Figura 6.2. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzioni numeriche al variare della dimensione della mesh ∆𝐿𝐸𝐹,ℓ (curve rossa e gialla).
Risultati simili sono stati ottenuti anche con le altre prove. A fronte di ciò, in tutte i test è
stata assunta in direzione longitudinale nella zona di delaminazione una mesh con
dimensione dell’elemento ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚 oppure ∆𝐿𝐸𝐹,ℓ = 0,1 𝑚𝑚 (il che equivale
rispettivamente a 15 e 30 elementi finiti nella zona di processo). Lungo l’intaglio, invece, è
stata assunta una mesh più grossolana di lunghezza variabile da 3 𝑚𝑚, all’estremo della

Risultati numerici
97
lamina, fino a ∆𝐿𝐸𝐹,ℓ, all’apice dell’intaglio (Figura 6.3). Nello spessore ℎ delle due lamine
sono stati considerati sempre 4 elementi finiti.
Figura 6.3. Esempio di mesh impiegata nelle prove per la descrizione di una lamina (mezzo provino): mesh più rifinita nel tratto di lunghezza ℓ dove deve essere descritto il processo coesivo; mesh più grossolana di lunghezza variabile nel tratto relativo all’intaglio di lunghezza iniziale 𝑎0; 4 elementi finiti nel semi-spessore di provino ℎ.
Nella Figura 6.4 sono riportate le curve relative al ENF test. Le soluzioni analitiche sono
prossime alla curva sperimentale. Le tre curve numeriche (rossa, verde e blu) differiscono tra
loro sulla base del numero degli elementi posti nella larghezza 𝐵 = 25,4 𝑚𝑚. Dalle stesse è
evidente come la soluzione numerica tenda a quelle sperimentale ed analitica all’aumentare
del numero di elementi finiti in 𝐵. Questo risultato non era atteso, e nelle prime simulazioni
si era pensato di poter applicare una mesh poco rifinita nella larghezza del provino,
sfruttando l’ipotesi di problema piano. Camanho e Dávila, ad esempio, hanno ottenuto i
risultati mostrati in Figura 6.1 ponendo solo 4 elementi finiti lungo 𝐵. Diversamente ha fatto
Krueger, dove in [69] e [70] ha eseguito prove quasi-statiche su provini della stessa geometria,
ponendo 25 elementi finiti nella larghezza. Egli afferma che tale scelta è stata adottata al fine
di evitare eventuali problemi nella zona di transizione tra la mesh più rada nella zona
dell’intaglio e la mesh più fitta (lungo ℓ). La situazione è analoga al problema oggetto di
studio in quanto i fattori di forma per le tre prove in Figura 6.4 sono: ∆𝐿𝐸𝐹,𝐵/∆𝐿𝐸𝐹,ℓ ≅ 16
per la curva blu, ∆𝐿𝐸𝐹,𝐵/∆𝐿𝐸𝐹,ℓ ≅ 8 per la curva verde e ∆𝐿𝐸𝐹,𝐵/∆𝐿𝐸𝐹,ℓ ≅ 5,3 per la curva
rossa. Nella Figura 6.5 e Figura 6.6 si riportano lo stato di sforzo principale nella direzione
longitudinale per le prove rispettivamente con 8 e 24 EF in B (curva blu e rossa). In entrambi
i casi lo stato di sforzo è regolare nella parte destra del provino dove è assente il fenomeno

Risultati numerici
98
coesivo. Ciò non è più vero nella parte sinistra del laminato, dove nella prova con 8 EF lo
sforzo, oltre che essere irregolare, non rispetta la simmetria del problema.
Sulla base di questi risultati, si è deciso di modellare tutte le prove con 24 EF lungo la
larghezza 𝐵.
Figura 6.4. Curve 𝑃 − 𝛿 per l’ENF test: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare del numero di elementi finiti nella larghezza B (curve rossa, verde e blu) con taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚.
Figura 6.5. Sforzo principale 𝑠11 nell’ENF test con 8 EF in B (trazioni in rosso e compressioni in blu).
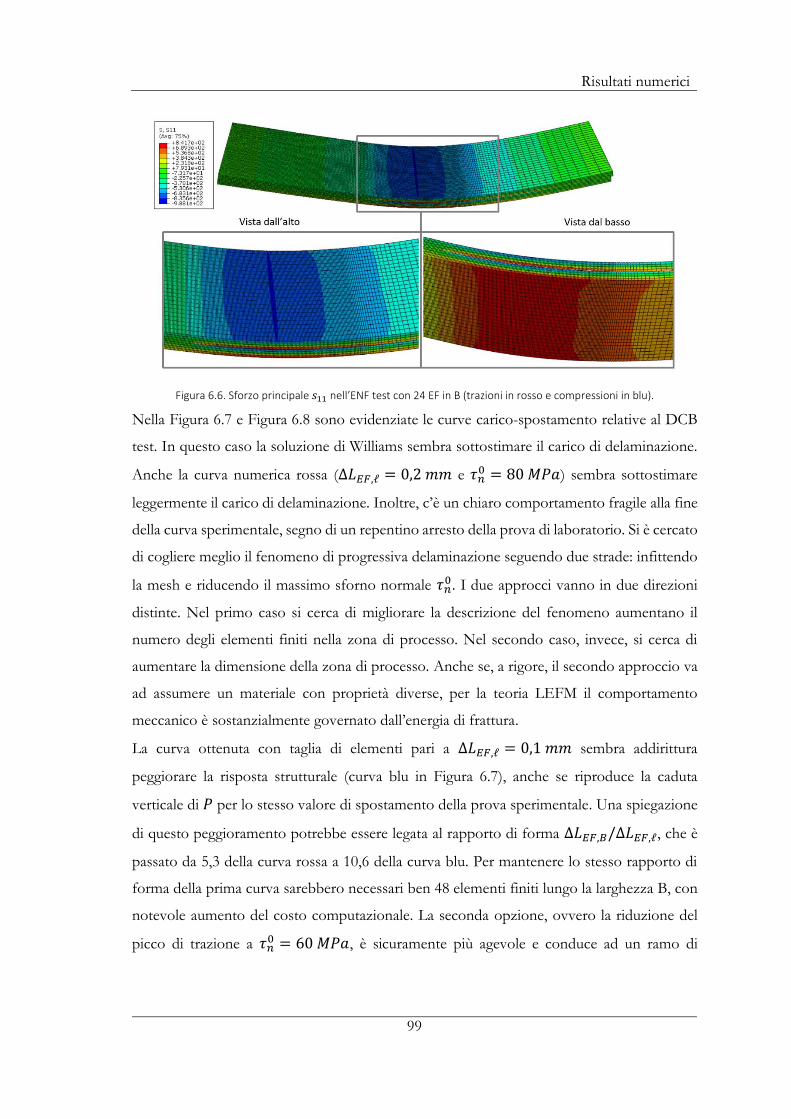
Risultati numerici
99
Figura 6.6. Sforzo principale 𝑠11 nell’ENF test con 24 EF in B (trazioni in rosso e compressioni in blu).
Nella Figura 6.7 e Figura 6.8 sono evidenziate le curve carico-spostamento relative al DCB
test. In questo caso la soluzione di Williams sembra sottostimare il carico di delaminazione.
Anche la curva numerica rossa (∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚 e 𝜏𝑛0 = 80 𝑀𝑃𝑎) sembra sottostimare
leggermente il carico di delaminazione. Inoltre, c’è un chiaro comportamento fragile alla fine
della curva sperimentale, segno di un repentino arresto della prova di laboratorio. Si è cercato
di cogliere meglio il fenomeno di progressiva delaminazione seguendo due strade: infittendo
la mesh e riducendo il massimo sforno normale 𝜏𝑛0. I due approcci vanno in due direzioni
distinte. Nel primo caso si cerca di migliorare la descrizione del fenomeno aumentano il
numero degli elementi finiti nella zona di processo. Nel secondo caso, invece, si cerca di
aumentare la dimensione della zona di processo. Anche se, a rigore, il secondo approccio va
ad assumere un materiale con proprietà diverse, per la teoria LEFM il comportamento
meccanico è sostanzialmente governato dall’energia di frattura.
La curva ottenuta con taglia di elementi pari a ∆𝐿𝐸𝐹,ℓ = 0,1 𝑚𝑚 sembra addirittura
peggiorare la risposta strutturale (curva blu in Figura 6.7), anche se riproduce la caduta
verticale di 𝑃 per lo stesso valore di spostamento della prova sperimentale. Una spiegazione
di questo peggioramento potrebbe essere legata al rapporto di forma ∆𝐿𝐸𝐹,𝐵/∆𝐿𝐸𝐹,ℓ, che è
passato da 5,3 della curva rossa a 10,6 della curva blu. Per mantenere lo stesso rapporto di
forma della prima curva sarebbero necessari ben 48 elementi finiti lungo la larghezza B, con
notevole aumento del costo computazionale. La seconda opzione, ovvero la riduzione del
picco di trazione a 𝜏𝑛0 = 60 𝑀𝑃𝑎, è sicuramente più agevole e conduce ad un ramo di
Risultati numerici
100
softening meno oscillante con una tollerabile riduzione del carico massimo (curva verde in
Figura 6.8).
Quanto fatto per il DCB test è stato ripetuto per gli MMB test con tre valori di 𝜅.
Per 𝜅 = 20% (Figura 6.9 e Figura 6.10) la soluzione numerica con le proprietà coesive
originali (curva rossa) presenta un comportamento fragile all’atto della delaminazione. La
risposta migliora con le due varianti (curve blu e verde), in particolare la soluzione con
∆𝐿𝐸𝐹,ℓ = 0,1 𝑚𝑚 (curva blu) segue perfettamente la soluzione analitica. In entrambi i casi
il carico massimo si riduce e si assesta al di sotto di quello sperimentale.
Per 𝜅 = 50% (Figura 6.11 e Figura 6.12) tutte e tre le curve numeriche presentano un ramo
di softening stabile. In particolare, quella con le proprietà coesive originali (curva rossa)
presenta una quasi perfetta corrispondenza con il carico massimo della soluzione
sperimentale, mentre le altre due ottenute variando rispettivamente la mesh e lo sforzo
massimo (curva blu e verde) manifestano un carico massimo minore di quello sperimentale.
Per 𝜅 = 80% (Figura 6.13 e Figura 6.14) tutte e tre le curve numeriche mostrano una
delaminazione fragile, in particolar modo la soluzione numerica con le proprietà coesive
originali (curva rossa). È però possibile osservare che il salto nel carico 𝑃 avviene in
corrispondenza del punto nel quale anche la prova sperimentale si è interrotta. Inoltre, anche
la curva analitica presenta pendenza elevata nel ramo di softening vicino all’intersezione con
la soluzione elastica.
In tutte e tre le prove in modo misto, la soluzione di Williams descrive molto bene il tratto
elastico e per 𝜅 = 20% e 𝜅 = 50% coglie abbastanza bene il 𝑃 massimo, mentre per 𝜅 =
80% lo sottostima (come nel DCB test).
Si riportano nella Tabella 6.6 i valori dei carichi massimi delle soluzioni appena discusse.
Nelle parentesi tonde è riportato l’errore percentuale definito come
𝐸𝑟% =𝑃𝑠𝑝𝑒𝑟 − 𝑃𝑖
𝑃𝑠𝑝𝑒𝑟∙ 100 , (6.2)
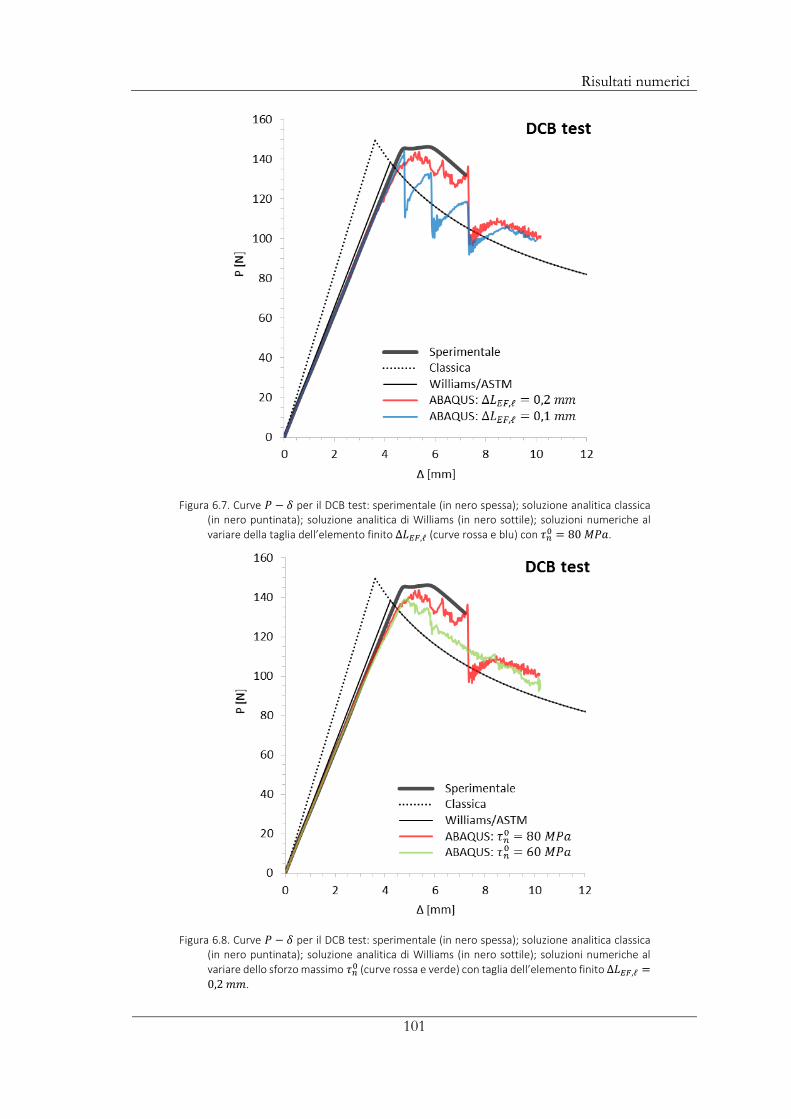
Risultati numerici
101
Figura 6.7. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ (curve rossa e blu) con 𝜏𝑛
0 = 80 𝑀𝑃𝑎.
Figura 6.8. Curve 𝑃 − 𝛿 per il DCB test: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare dello sforzo massimo 𝜏𝑛
0 (curve rossa e verde) con taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ =
0,2 𝑚𝑚.
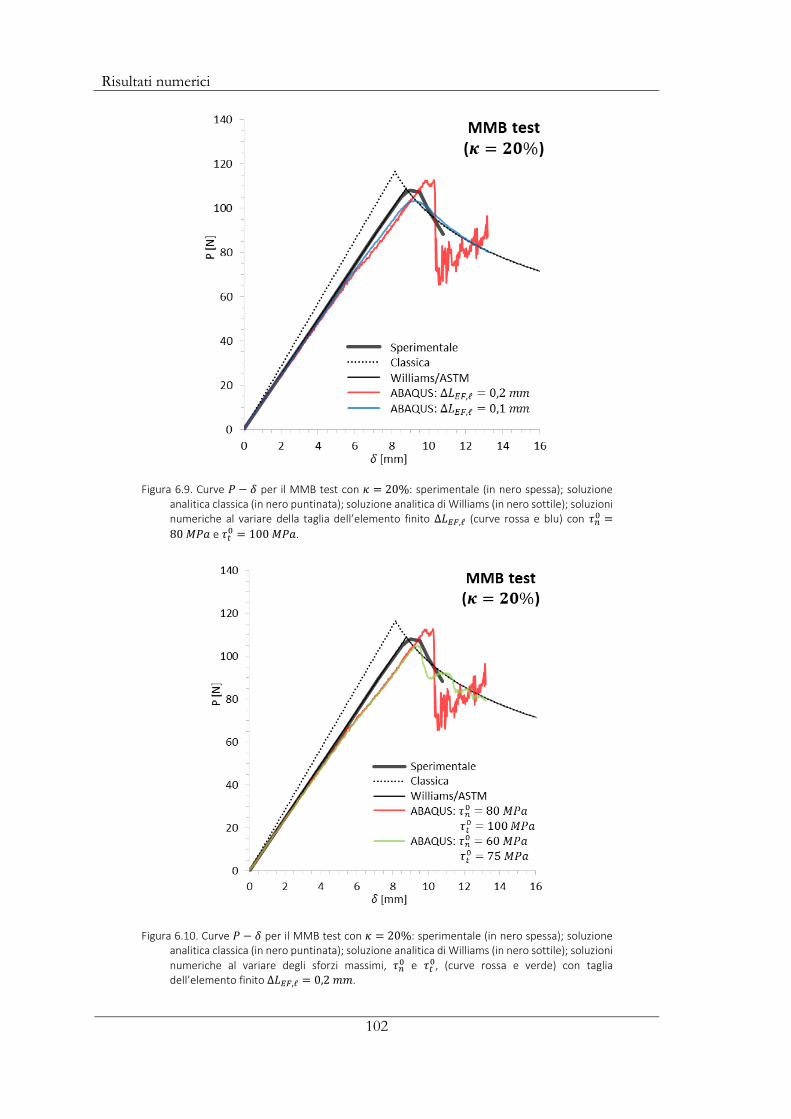
Risultati numerici
102
Figura 6.9. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 20%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ (curve rossa e blu) con 𝜏𝑛
0 =
80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎.
Figura 6.10. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 20%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni
numeriche al variare degli sforzi massimi, 𝜏𝑛0 e 𝜏𝑡
0, (curve rossa e verde) con taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚.
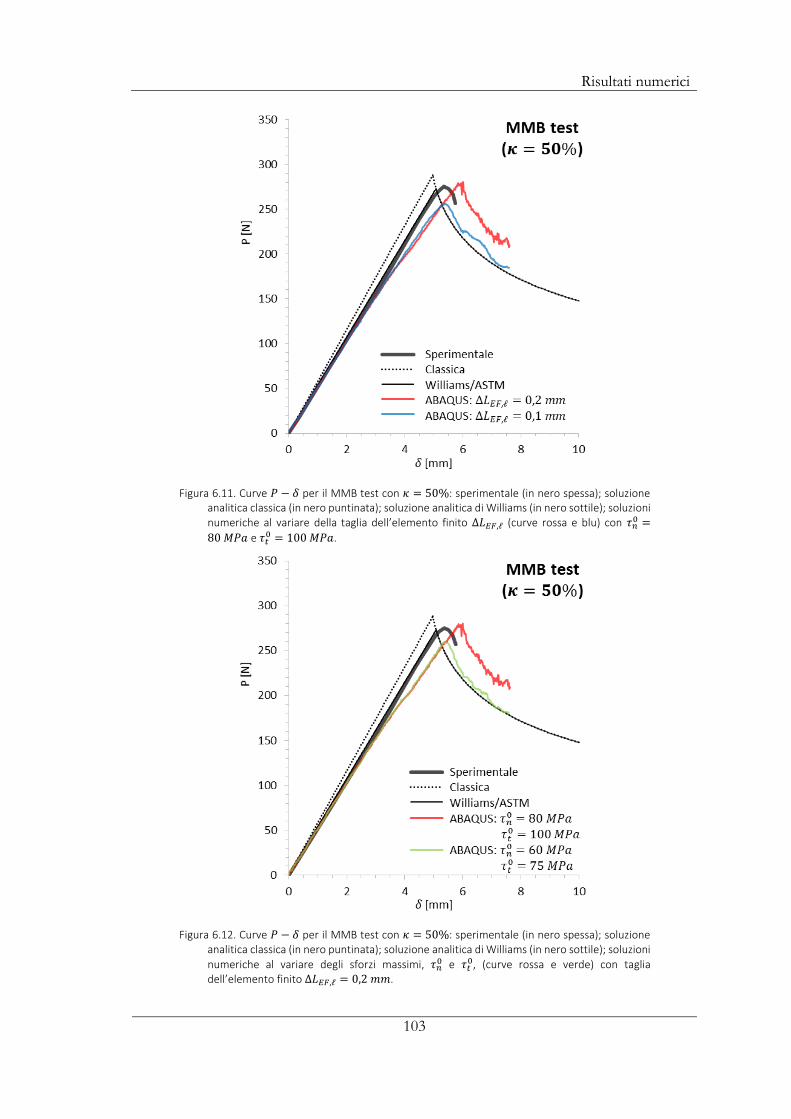
Risultati numerici
103
Figura 6.11. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 50%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ (curve rossa e blu) con 𝜏𝑛
0 =
80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎.
Figura 6.12. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 50%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni
numeriche al variare degli sforzi massimi, 𝜏𝑛0 e 𝜏𝑡
0, (curve rossa e verde) con taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚.

Risultati numerici
104
Figura 6.13. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare della taglia dell’elemento finito ∆𝐿𝐸𝐹,ℓ (curve rossa e blu) con 𝜏𝑛
0 =
80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎.
Figura 6.14. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80%: sperimentale (in nero spessa); soluzione analitica classica (in nero puntinata); soluzione analitica di Williams (in nero sottile); soluzioni numeriche al variare degli sforzi massimi, 𝜏𝑛
0 e 𝜏𝑡0, (curve rossa e verde) con taglia
dell’elemento finito ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚.
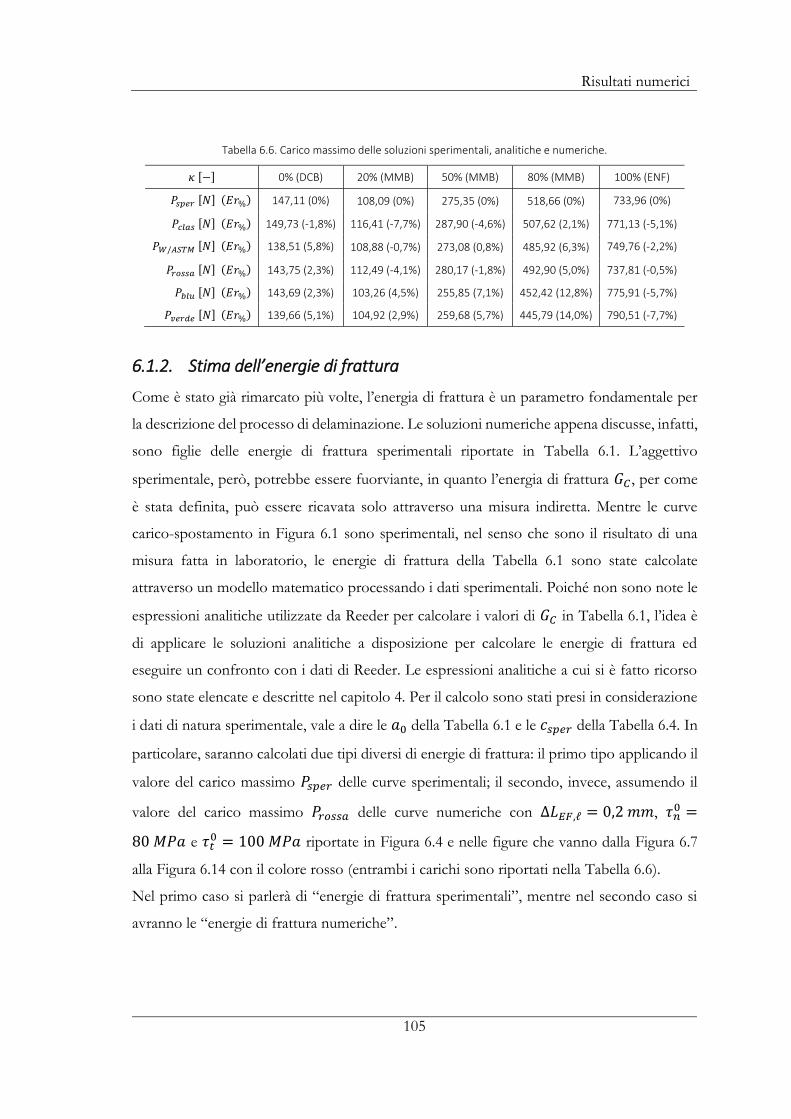
Risultati numerici
105
Tabella 6.6. Carico massimo delle soluzioni sperimentali, analitiche e numeriche.
𝜅 [−] 0% (DCB) 20% (MMB) 50% (MMB) 80% (MMB) 100% (ENF)
𝑃𝑠𝑝𝑒𝑟 [𝑁] (𝐸𝑟%) 147,11 (0%) 108,09 (0%) 275,35 (0%) 518,66 (0%) 733,96 (0%)
𝑃𝑐𝑙𝑎𝑠 [𝑁] (𝐸𝑟%) 149,73 (-1,8%) 116,41 (-7,7%) 287,90 (-4,6%) 507,62 (2,1%) 771,13 (-5,1%)
𝑃𝑊/𝐴𝑆𝑇𝑀 [𝑁] (𝐸𝑟%) 138,51 (5,8%) 108,88 (-0,7%) 273,08 (0,8%) 485,92 (6,3%) 749,76 (-2,2%)
𝑃𝑟𝑜𝑠𝑠𝑎 [𝑁] (𝐸𝑟%) 143,75 (2,3%) 112,49 (-4,1%) 280,17 (-1,8%) 492,90 (5,0%) 737,81 (-0,5%)
𝑃𝑏𝑙𝑢 [𝑁] (𝐸𝑟%) 143,69 (2,3%) 103,26 (4,5%) 255,85 (7,1%) 452,42 (12,8%) 775,91 (-5,7%)
𝑃𝑣𝑒𝑟𝑑𝑒 [𝑁] (𝐸𝑟%) 139,66 (5,1%) 104,92 (2,9%) 259,68 (5,7%) 445,79 (14,0%) 790,51 (-7,7%)
6.1.2. Stima dell’energie di frattura
Come è stato già rimarcato più volte, l’energia di frattura è un parametro fondamentale per
la descrizione del processo di delaminazione. Le soluzioni numeriche appena discusse, infatti,
sono figlie delle energie di frattura sperimentali riportate in Tabella 6.1. L’aggettivo
sperimentale, però, potrebbe essere fuorviante, in quanto l’energia di frattura 𝐺𝐶 , per come
è stata definita, può essere ricavata solo attraverso una misura indiretta. Mentre le curve
carico-spostamento in Figura 6.1 sono sperimentali, nel senso che sono il risultato di una
misura fatta in laboratorio, le energie di frattura della Tabella 6.1 sono state calcolate
attraverso un modello matematico processando i dati sperimentali. Poiché non sono note le
espressioni analitiche utilizzate da Reeder per calcolare i valori di 𝐺𝐶 in Tabella 6.1, l’idea è
di applicare le soluzioni analitiche a disposizione per calcolare le energie di frattura ed
eseguire un confronto con i dati di Reeder. Le espressioni analitiche a cui si è fatto ricorso
sono state elencate e descritte nel capitolo 4. Per il calcolo sono stati presi in considerazione
i dati di natura sperimentale, vale a dire le 𝑎0 della Tabella 6.1 e le 𝑐𝑠𝑝𝑒𝑟 della Tabella 6.4. In
particolare, saranno calcolati due tipi diversi di energie di frattura: il primo tipo applicando il
valore del carico massimo 𝑃𝑠𝑝𝑒𝑟 delle curve sperimentali; il secondo, invece, assumendo il
valore del carico massimo 𝑃𝑟𝑜𝑠𝑠𝑎 delle curve numeriche con ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚, 𝜏𝑛0 =
80 𝑀𝑃𝑎 e 𝜏𝑡0 = 100 𝑀𝑃𝑎 riportate in Figura 6.4 e nelle figure che vanno dalla Figura 6.7
alla Figura 6.14 con il colore rosso (entrambi i carichi sono riportati nella Tabella 6.6).
Nel primo caso si parlerà di “energie di frattura sperimentali”, mentre nel secondo caso si
avranno le “energie di frattura numeriche”.

Risultati numerici
106
6.1.2.1. Energie di frattura sperimentali
Per la stima delle energie di frattura sperimentali sono stati presi in considerazione i carichi
massimi 𝑃𝑠𝑝𝑒𝑟 relativi alle curve sperimentali fornite da Reeder (Tabella 6.6).
Si riportano, di seguito, i valori delle energie di frattura sperimentali in tabelle, istogrammi e
grafici. In particolare, l’energia di frattura 𝐺𝐶 , l’errore assoluto 𝐸𝑟𝐴 e l’errore percentuale 𝐸𝑟%
sono rispettivamente definiti come
𝐺𝐶 = 𝐺𝐼𝐶 + 𝐺𝐼𝐼𝐶 , (6.3)
𝐸𝑟A = 𝐺𝐶,𝑅𝑒𝑒𝑑𝑒𝑟 − 𝐺𝐶,𝑖 , (6.4)
𝐸𝑟% =𝐺𝐶,𝑅𝑒𝑒𝑑𝑒𝑟 − 𝐺𝐶,𝑖𝐺𝐶,𝑅𝑒𝑒𝑑𝑒𝑟
∙ 100 . (6.5)
Tabella 6.7. Energie di frattura sperimentali del DCB test (𝜅 = 0%).
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,969 0 0,969 0 0
Classica 0,935 0 0,935 0,034 3,5
KRC 1,049 0 1,049 -0,080 -8,2
W/ASTM 1,093 0 1,093 -0,124 -12,8
BFV 1,092 0 1,092 -0,123 -12,6
Tabella 6.8. Energie di frattura sperimentali del MMB test per 𝜅 = 20%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,882 0,221 1,103 0 0
Classica 0,741 0,210 0,951 0,152 13,8
KRC 0,828 0,212 1,041 0,062 5,7
W/ASTM 0,862 0,224 1,087 0,016 1,5
BFV 0,861 0,221 1,082 0,021 1,9
Tabella 6.9. Energie di frattura sperimentali del MMB test per 𝜅 = 50%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,566 0,566 1,131 0 0
Classica 0,483 0,551 1,035 0,096 8,5
KRC 0,540 0,556 1,096 0,035 3,1
W/ASTM 0,562 0,588 1,150 -0,019 -1,7
BFV 0,561 0,578 1,139 -0,008 -0,7
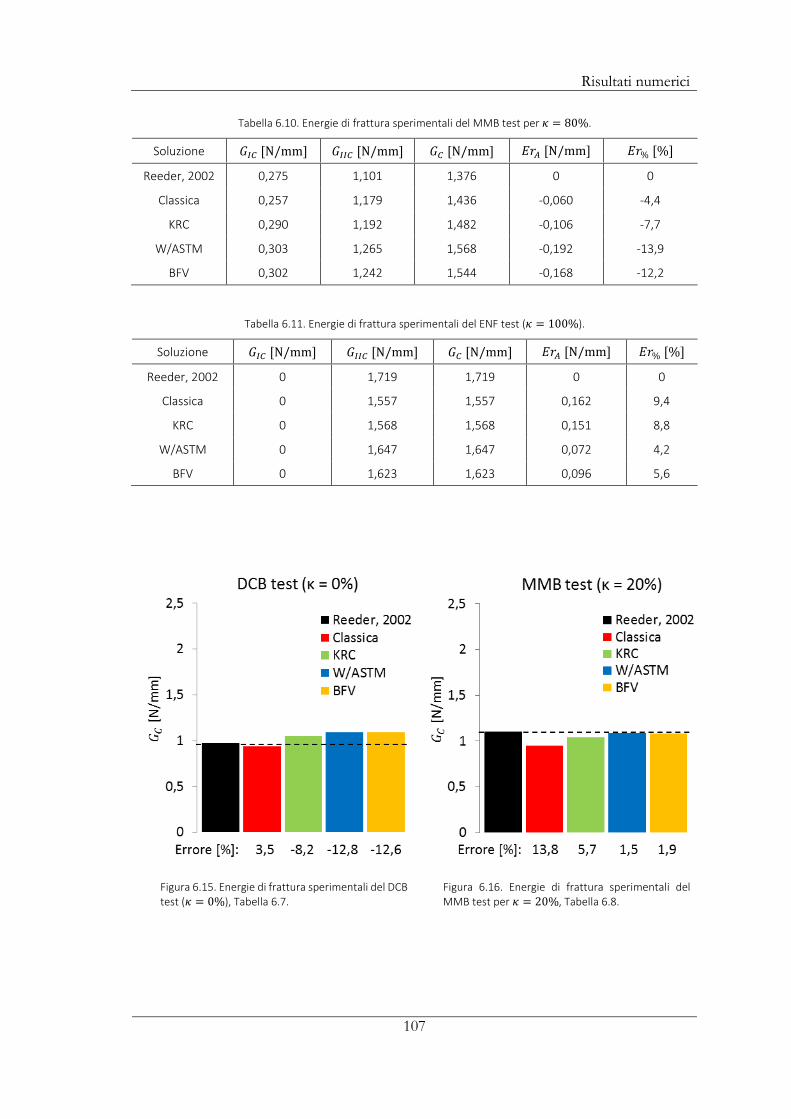
Risultati numerici
107
Tabella 6.10. Energie di frattura sperimentali del MMB test per 𝜅 = 80%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,275 1,101 1,376 0 0
Classica 0,257 1,179 1,436 -0,060 -4,4
KRC 0,290 1,192 1,482 -0,106 -7,7
W/ASTM 0,303 1,265 1,568 -0,192 -13,9
BFV 0,302 1,242 1,544 -0,168 -12,2
Tabella 6.11. Energie di frattura sperimentali del ENF test (𝜅 = 100%).
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0 1,719 1,719 0 0
Classica 0 1,557 1,557 0,162 9,4
KRC 0 1,568 1,568 0,151 8,8
W/ASTM 0 1,647 1,647 0,072 4,2
BFV 0 1,623 1,623 0,096 5,6
Figura 6.15. Energie di frattura sperimentali del DCB test (𝜅 = 0%), Tabella 6.7.
Figura 6.16. Energie di frattura sperimentali del MMB test per 𝜅 = 20%, Tabella 6.8.

Risultati numerici
108
Figura 6.17. Energie di frattura sperimentali del MMB test per 𝜅 = 50%,Tabella 6.9.
Figura 6.18. Energie di frattura sperimentali del MMB test per 𝜅 = 80%, Tabella 6.10.
Figura 6.19. Energie di frattura sperimentali del ENF test 𝜅 = 100%, Tabella 6.11.
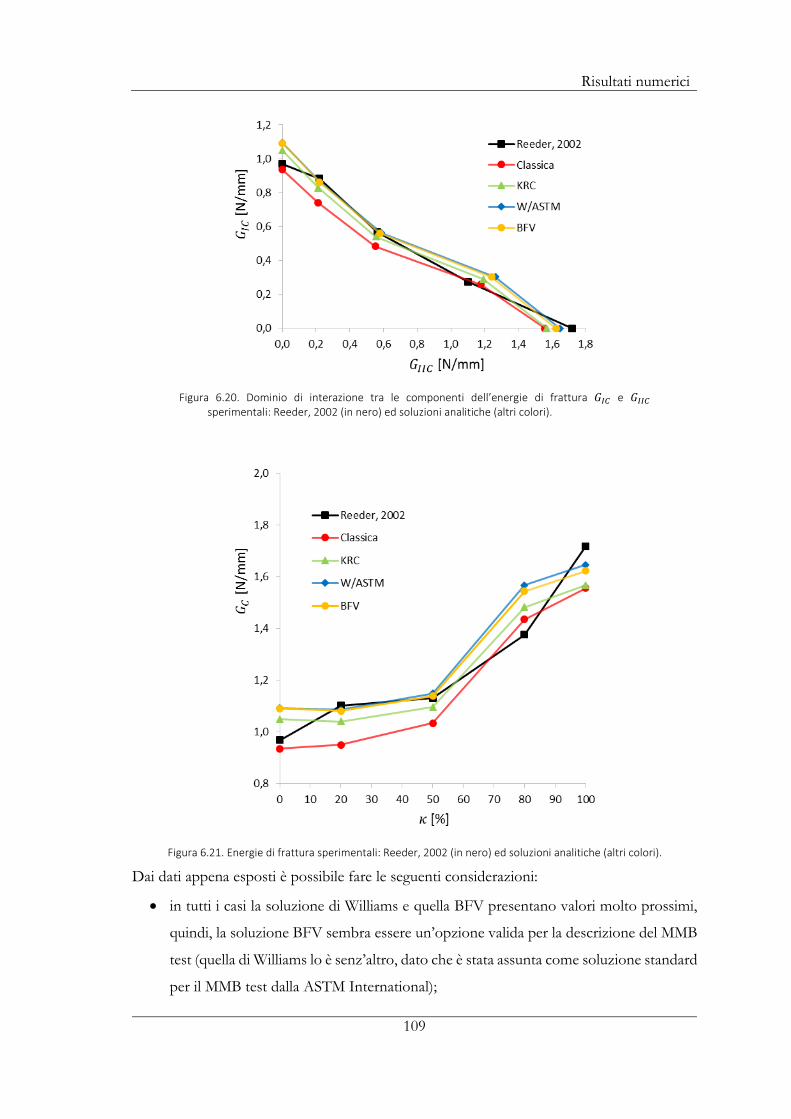
Risultati numerici
109
Figura 6.20. Dominio di interazione tra le componenti dell’energie di frattura 𝐺𝐼𝐶 e 𝐺𝐼𝐼𝐶 sperimentali: Reeder, 2002 (in nero) ed soluzioni analitiche (altri colori).
Figura 6.21. Energie di frattura sperimentali: Reeder, 2002 (in nero) ed soluzioni analitiche (altri colori).
Dai dati appena esposti è possibile fare le seguenti considerazioni:
in tutti i casi la soluzione di Williams e quella BFV presentano valori molto prossimi,
quindi, la soluzione BFV sembra essere un’opzione valida per la descrizione del MMB
test (quella di Williams lo è senz’altro, dato che è stata assunta come soluzione standard
per il MMB test dalla ASTM International);
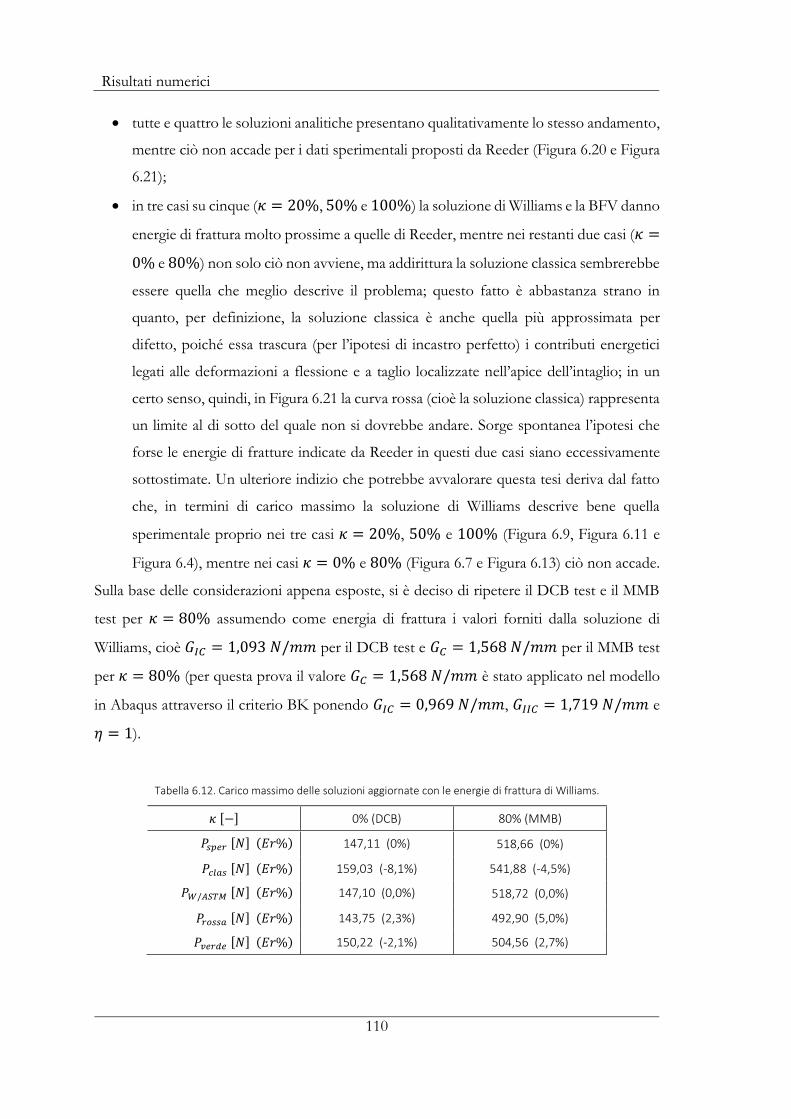
Risultati numerici
110
tutte e quattro le soluzioni analitiche presentano qualitativamente lo stesso andamento,
mentre ciò non accade per i dati sperimentali proposti da Reeder (Figura 6.20 e Figura
6.21);
in tre casi su cinque (𝜅 = 20%, 50% e 100%) la soluzione di Williams e la BFV danno
energie di frattura molto prossime a quelle di Reeder, mentre nei restanti due casi (𝜅 =
0% e 80%) non solo ciò non avviene, ma addirittura la soluzione classica sembrerebbe
essere quella che meglio descrive il problema; questo fatto è abbastanza strano in
quanto, per definizione, la soluzione classica è anche quella più approssimata per
difetto, poiché essa trascura (per l’ipotesi di incastro perfetto) i contributi energetici
legati alle deformazioni a flessione e a taglio localizzate nell’apice dell’intaglio; in un
certo senso, quindi, in Figura 6.21 la curva rossa (cioè la soluzione classica) rappresenta
un limite al di sotto del quale non si dovrebbe andare. Sorge spontanea l’ipotesi che
forse le energie di fratture indicate da Reeder in questi due casi siano eccessivamente
sottostimate. Un ulteriore indizio che potrebbe avvalorare questa tesi deriva dal fatto
che, in termini di carico massimo la soluzione di Williams descrive bene quella
sperimentale proprio nei tre casi 𝜅 = 20%, 50% e 100% (Figura 6.9, Figura 6.11 e
Figura 6.4), mentre nei casi 𝜅 = 0% e 80% (Figura 6.7 e Figura 6.13) ciò non accade.
Sulla base delle considerazioni appena esposte, si è deciso di ripetere il DCB test e il MMB
test per 𝜅 = 80% assumendo come energia di frattura i valori forniti dalla soluzione di
Williams, cioè 𝐺𝐼𝐶 = 1,093 𝑁/𝑚𝑚 per il DCB test e 𝐺𝐶 = 1,568 𝑁/𝑚𝑚 per il MMB test
per 𝜅 = 80% (per questa prova il valore 𝐺𝐶 = 1,568 𝑁/𝑚𝑚 è stato applicato nel modello
in Abaqus attraverso il criterio BK ponendo 𝐺𝐼𝐶 = 0,969 𝑁/𝑚𝑚, 𝐺𝐼𝐼𝐶 = 1,719 𝑁/𝑚𝑚 e
휂 = 1).
Tabella 6.12. Carico massimo delle soluzioni aggiornate con le energie di frattura di Williams.
𝜅 [−] 0% (DCB) 80% (MMB)
𝑃𝑠𝑝𝑒𝑟 [𝑁] (𝐸𝑟%) 147,11 (0%) 518,66 (0%)
𝑃𝑐𝑙𝑎𝑠 [𝑁] (𝐸𝑟%) 159,03 (-8,1%) 541,88 (-4,5%)
𝑃𝑊/𝐴𝑆𝑇𝑀 [𝑁] (𝐸𝑟%) 147,10 (0,0%) 518,72 (0,0%)
𝑃𝑟𝑜𝑠𝑠𝑎 [𝑁] (𝐸𝑟%) 143,75 (2,3%) 492,90 (5,0%)
𝑃𝑣𝑒𝑟𝑑𝑒 [𝑁] (𝐸𝑟%) 150,22 (-2,1%) 504,56 (2,7%)
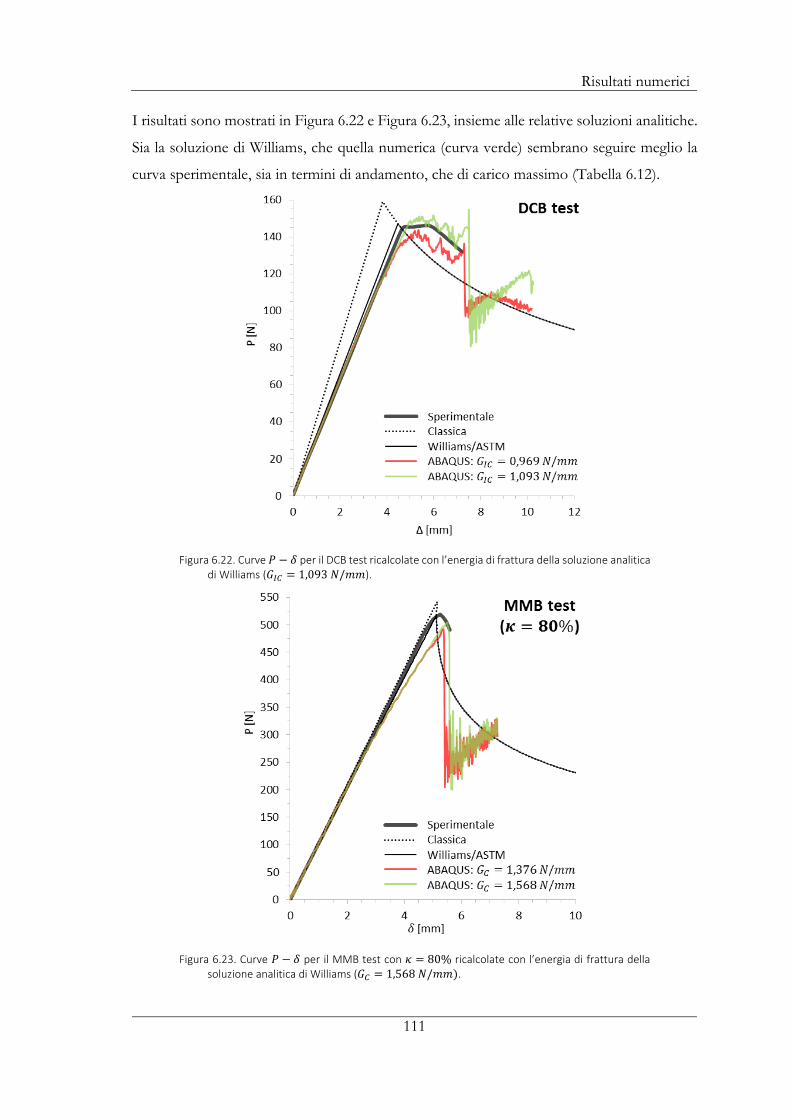
Risultati numerici
111
I risultati sono mostrati in Figura 6.22 e Figura 6.23, insieme alle relative soluzioni analitiche.
Sia la soluzione di Williams, che quella numerica (curva verde) sembrano seguire meglio la
curva sperimentale, sia in termini di andamento, che di carico massimo (Tabella 6.12).
Figura 6.22. Curve 𝑃 − 𝛿 per il DCB test ricalcolate con l’energia di frattura della soluzione analitica di Williams (𝐺𝐼𝐶 = 1,093 𝑁/𝑚𝑚).
Figura 6.23. Curve 𝑃 − 𝛿 per il MMB test con 𝜅 = 80% ricalcolate con l’energia di frattura della soluzione analitica di Williams (𝐺𝐶 = 1,568 𝑁/𝑚𝑚).
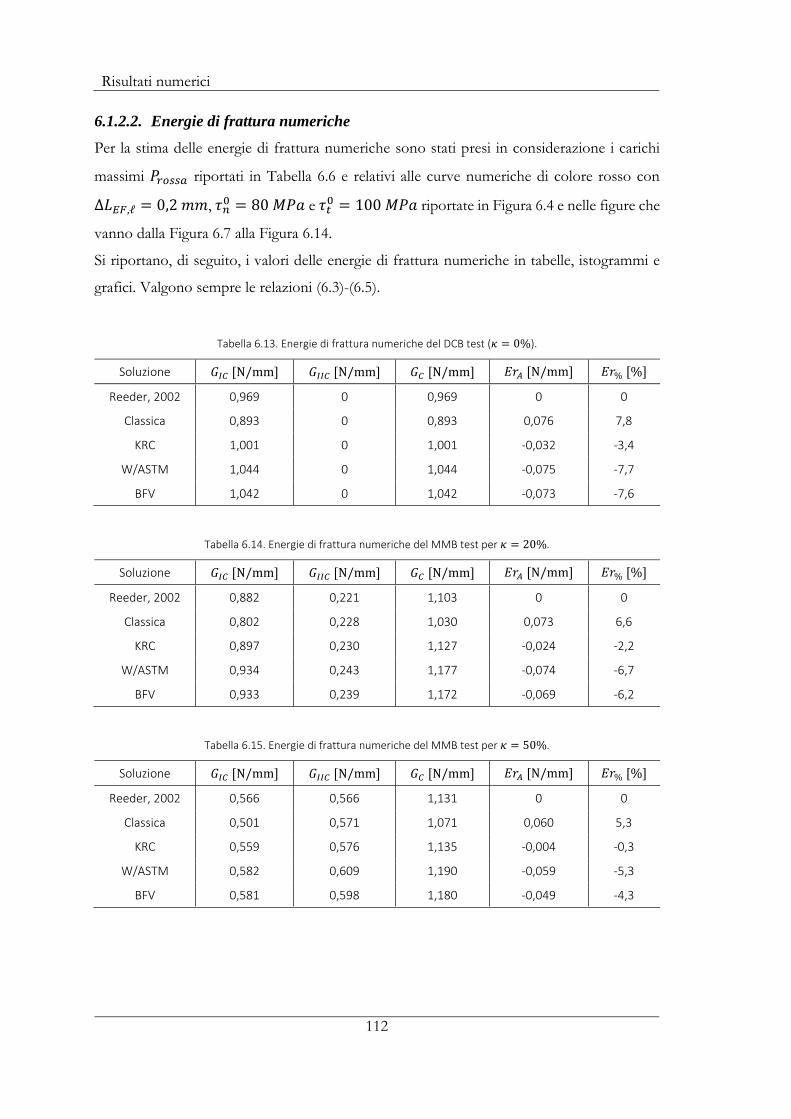
Risultati numerici
112
6.1.2.2. Energie di frattura numeriche
Per la stima delle energie di frattura numeriche sono stati presi in considerazione i carichi
massimi 𝑃𝑟𝑜𝑠𝑠𝑎 riportati in Tabella 6.6 e relativi alle curve numeriche di colore rosso con
∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚, 𝜏𝑛0 = 80 𝑀𝑃𝑎 e 𝜏𝑡
0 = 100 𝑀𝑃𝑎 riportate in Figura 6.4 e nelle figure che
vanno dalla Figura 6.7 alla Figura 6.14.
Si riportano, di seguito, i valori delle energie di frattura numeriche in tabelle, istogrammi e
grafici. Valgono sempre le relazioni (6.3)-(6.5).
Tabella 6.13. Energie di frattura numeriche del DCB test (𝜅 = 0%).
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,969 0 0,969 0 0
Classica 0,893 0 0,893 0,076 7,8
KRC 1,001 0 1,001 -0,032 -3,4
W/ASTM 1,044 0 1,044 -0,075 -7,7
BFV 1,042 0 1,042 -0,073 -7,6
Tabella 6.14. Energie di frattura numeriche del MMB test per 𝜅 = 20%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,882 0,221 1,103 0 0
Classica 0,802 0,228 1,030 0,073 6,6
KRC 0,897 0,230 1,127 -0,024 -2,2
W/ASTM 0,934 0,243 1,177 -0,074 -6,7
BFV 0,933 0,239 1,172 -0,069 -6,2
Tabella 6.15. Energie di frattura numeriche del MMB test per 𝜅 = 50%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,566 0,566 1,131 0 0
Classica 0,501 0,571 1,071 0,060 5,3
KRC 0,559 0,576 1,135 -0,004 -0,3
W/ASTM 0,582 0,609 1,190 -0,059 -5,3
BFV 0,581 0,598 1,180 -0,049 -4,3
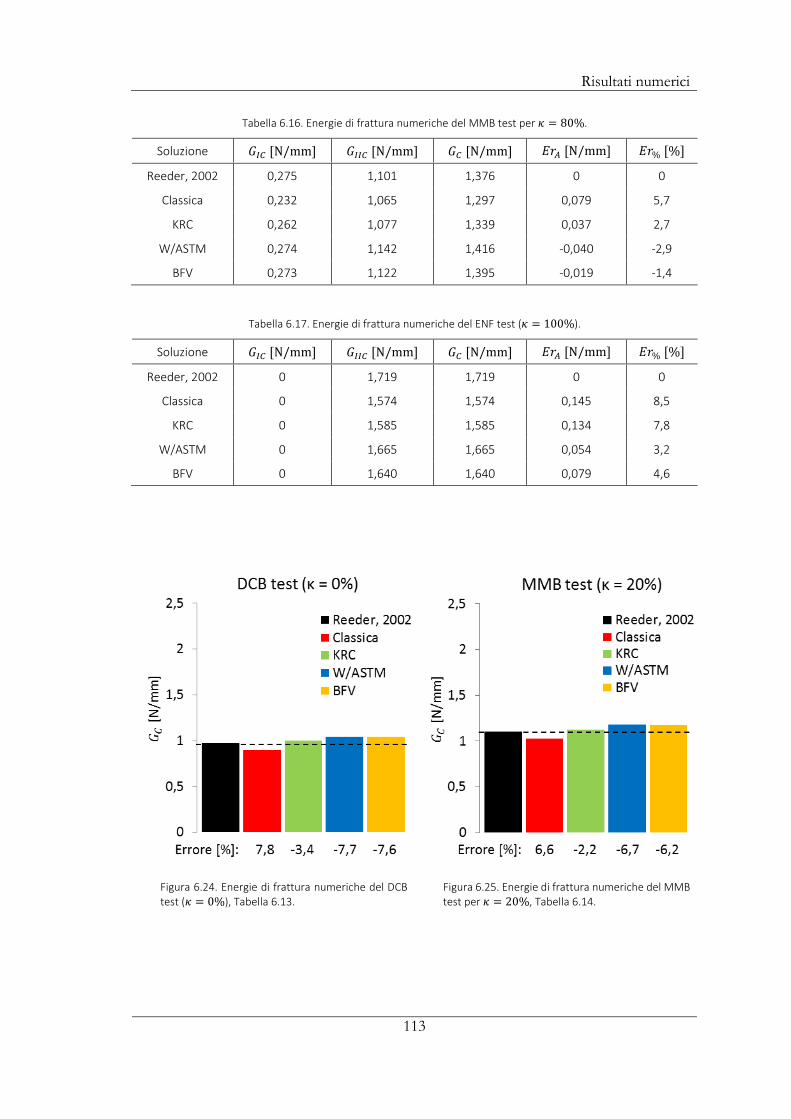
Risultati numerici
113
Tabella 6.16. Energie di frattura numeriche del MMB test per 𝜅 = 80%.
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0,275 1,101 1,376 0 0
Classica 0,232 1,065 1,297 0,079 5,7
KRC 0,262 1,077 1,339 0,037 2,7
W/ASTM 0,274 1,142 1,416 -0,040 -2,9
BFV 0,273 1,122 1,395 -0,019 -1,4
Tabella 6.17. Energie di frattura numeriche del ENF test (𝜅 = 100%).
Soluzione 𝐺𝐼𝐶 [N/mm] 𝐺𝐼𝐼𝐶 [N/mm] 𝐺𝐶 [N/mm] 𝐸𝑟𝐴 [N/mm] 𝐸𝑟% [%]
Reeder, 2002 0 1,719 1,719 0 0
Classica 0 1,574 1,574 0,145 8,5
KRC 0 1,585 1,585 0,134 7,8
W/ASTM 0 1,665 1,665 0,054 3,2
BFV 0 1,640 1,640 0,079 4,6
Figura 6.24. Energie di frattura numeriche del DCB test (𝜅 = 0%), Tabella 6.13.
Figura 6.25. Energie di frattura numeriche del MMB test per 𝜅 = 20%, Tabella 6.14.
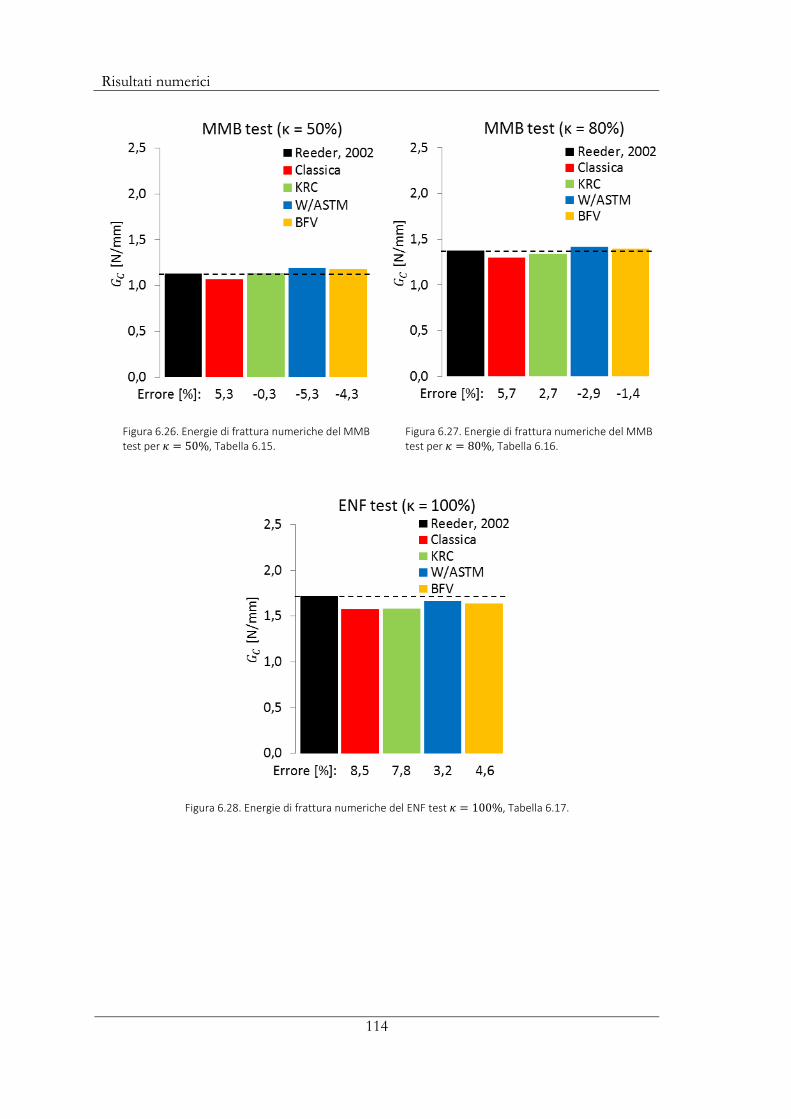
Risultati numerici
114
Figura 6.26. Energie di frattura numeriche del MMB test per 𝜅 = 50%, Tabella 6.15.
Figura 6.27. Energie di frattura numeriche del MMB test per 𝜅 = 80%, Tabella 6.16.
Figura 6.28. Energie di frattura numeriche del ENF test 𝜅 = 100%, Tabella 6.17.

Risultati numerici
115
Figura 6.29. Dominio di interazione tra le componenti dell’energia di frattura 𝐺𝐼𝐶 e 𝐺𝐼𝐼𝐶 : Reeder, 2002 (in nero); numeriche (altri colori).
Figura 6.30. Energie di frattura: Reeder, 2002 (in nero); numeriche (altri colori).
Dai dati appena esposti è possibile fare le seguenti considerazioni:
anche nel caso di energie di frattura numeriche la soluzione di Williams e quella BFV
presentano valori molto prossimi;
diversamente dal caso “sperimentale”, in questo tutte le soluzioni analitiche presentano
qualitativamente lo stesso andamento della misura di Reeder (Figura 6.29 e Figura

Risultati numerici
116
6.30), ciò significa che la modellazione assunta in Abaqus riesce a cogliere abbastanza
bene il problema fisico reale.
fra tutte le soluzioni analitiche, quella di KRC è quella che più si avvicina alle misure
di Reeder per 𝜅 = 0 ÷ 80%, mentre ciò non è più vero per 𝜅 = 100%.
6.1.3. Carico di delaminazione in Abaqus
Fino ad ora si è dato per scontato che il carico di delaminazione coincidesse con il carico
massimo della curva che precede il ramo di softening. In realtà, la questione non è così
scontata. La norma ASTM [41] che disciplina il MMB test individua tre possibili carichi di
delaminazione (Figura 6.31): il primo è il carico di non linearità, 𝑃𝑁𝐿, cioè il primo valore di
𝑃 per cui la risposta si distacca dal ramo elastico-lineare; il secondo carico è quello associato
ad un aumento del 5% della cedevolezza o il carico massimo, 𝑃5%/𝑀𝐴𝑋 , in base a quale dei
due si manifesta per primo; una terza possibilità è il carico “visivo”, 𝑃𝑉𝐼𝑆, cioè il carico in
corrispondenza del quale si osserva visivamente l’inizio della delaminazione (di solito si
localizza tra il 𝑃𝑁𝐿 e il 𝑃5%/𝑀𝐴𝑋 [41]).
Figura 6.31. Carichi di delaminazione per il MMB test definiti dalla norma ASTM [41].
È chiaro che quest’ultima possibilità è limitata alla sola esperienza di laboratorio, perciò, è a
priori esclusa dalla presente discussione. La norma ASTM, inoltre, afferma che di solito
assumere il carico 𝑃𝑁𝐿 per il calcolo dell’energia di frattura conduce a valori conservativi,
mentre il carico 𝑃5%/𝑀𝐴𝑋 porta a valori di energia di frattura più facilmente riproducibili
[41]. Nelle prove prima discusse è facile verificare che il 𝑃𝑀𝐴𝑋 precede sempre il 𝑃5%, e ciò

Risultati numerici
117
giustifica la scelta del 𝑃𝑀𝐴𝑋 come parametro per il calcolo del 𝐺𝐶 . Resta da dimostrare se la
stessa assunzione è valida per le curve numeriche ottenute tramite Abaqus.
Si prenderà come caso di riferimento la soluzione numerica ottenuta per il MMB test con
𝜅 = 50%, ∆𝐿𝐸𝐹,ℓ = 0,2 𝑚𝑚, 𝜏𝑛0 = 80 𝑀𝑃𝑎 e 𝜏𝑡
0 = 100 𝑀𝑃𝑎 (curva rossa in Figura 6.11).
La stessa viene riportata in Figura 6.32 in funzione del tempo di analisi. La prima cosa
evidente è che il carico di non linearità 𝑃𝑁𝐿 numerico precede di molto il picco 𝑃𝑀𝐴𝑋, e risulta
anticipato rispetto al valore sperimentale (Figura 6.33). Per comprenderne il motivo, è utile
mostrare che cosa accade durante una simulazione del test lungo la fila dei 25 nodi localizzati
all’apice dell’intaglio nella larghezza 𝐵. In Abaqus esiste una variabile di danno per le superfici
coesive chiamata CSDMG (Damage variable for cohesive surfaces in general contact), che
altro non è che la variabile di danno 𝑑 espressa dalla (3.6) per i modi puri e dalla (3.7) per i
modi misti. Tale variabile è di tipo nodale, perciò l’informazione è riferita ai nodi della mesh
e non hai punti di integrazione.
In Figura 6.34 e in Figura 6.35 è riportato il valore del danno dei 25 nodi localizzati lungo
l’apice dell’intaglio in diversi istanti temporali successivi. Già al tempo 𝑡 = 0,1 𝑠 in alcuni
nodi il danno è diverso non nullo, e ciò vuol dire che è in atto il processo decoesivo. Verso
𝑡 = 0,5 𝑠 il danno raggiunge l’unità in alcuni nodi nella zona centrale, in corrispondenza dei
quali si verifica una delaminazione “locale”, limitata cioè al solo nodo interamente decoeso.
Per 𝑡 = 0,6 𝑠 si ha che 13 nodi su 25 (in modo alterno) sono completamente danneggiati.
La delaminazione “globale” non è ancora avvenuta in quanto sono presenti ancora nodi con
un livello di danno minore dell’unità. Questo danneggiamento locale, però, è la causa della
non linearità della curva. Alla luce di quanto è stato appena detto, è possibile giustificare il
risultato ottenuto per l’ENF test mostrato in Figura 6.4 (p. 98). Per tutte e tre le curve il
carico di non linearità 𝑃𝑁𝐿 è lo stesso, però la curva ottenuta con 8 elementi finiti nella
larghezza 𝐵 si discosta rapidamente della ramo lineare perché, per lo stesso ragionamento,
da 9 nodi di partenza ne sono rimasti solo quattro ancora coesi e capaci di trasmettere sforzi.
Questo numero di nodi non è evidentemente in grado di descrive correttamente la zona di
processo e, perciò, la curva numerica diverge da quella sperimentale.
Tra 𝑡 = 0,75 ÷ 0,8 𝑠 tutti i nodi sono interamente danneggiati e la delaminazione “globale”
può avere luogo. Dalla Figura 6.32 è evidente come il picco 𝑃𝑀𝐴𝑋 sia localizzato all’interno
di tale intervallo. Alla luce di queste considerazioni si ritiene in Abaqus lecito assumere il
carico massimo numerico come carico di delaminazione.
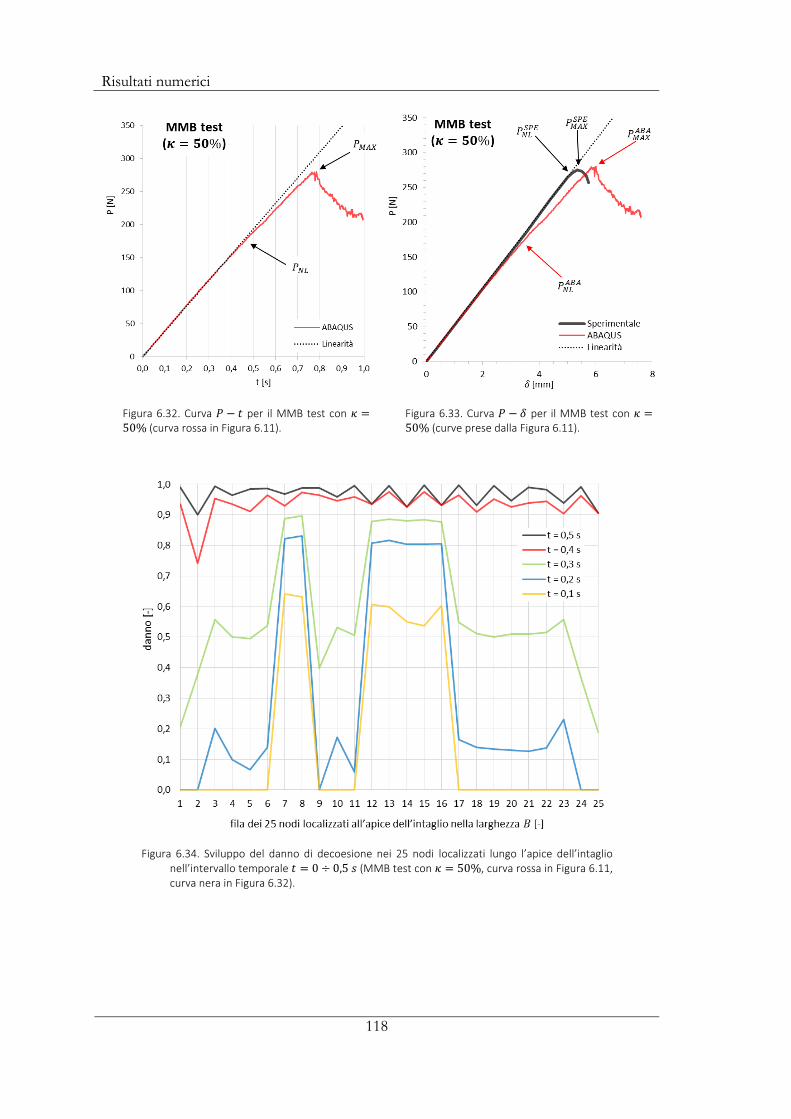
Risultati numerici
118
Figura 6.32. Curva 𝑃 − 𝑡 per il MMB test con 𝜅 =50% (curva rossa in Figura 6.11).
Figura 6.33. Curva 𝑃 − 𝛿 per il MMB test con 𝜅 =50% (curve prese dalla Figura 6.11).
Figura 6.34. Sviluppo del danno di decoesione nei 25 nodi localizzati lungo l’apice dell’intaglio nell’intervallo temporale 𝑡 = 0 ÷ 0,5 𝑠 (MMB test con 𝜅 = 50%, curva rossa in Figura 6.11, curva nera in Figura 6.32).

Risultati numerici
119
Figura 6.35. Sviluppo del danno di decoesione nei 25 nodi localizzati lungo l’apice dell’intaglio nell’intervallo temporale 𝑡 = 0,6 ÷ 1 𝑠 (MMB test con 𝜅 = 50%, curva rossa in Figura 6.11, curva nera in Figura 6.32).
6.2. Trave in acciaio rinforzata a flessione con una lamina in
CFRP
Nel presente paragrafo si riportano i risultati numerici relativi alla simulazione delle prove
sperimentali condotte da Deng e Lee nel 2007 [71]. In particolare, si sono considerate le
prove di flessione su tre punti con differenti lunghezze dello strato di rinforzo in CFRP. La
trave è lunga 1200 mm, di cui 1100 mm di luce netta dagli appoggi. È composta da un acciaio
dolce con sezione 127x76UB13 (Figura 6.36). La tensione di snervamento nominale è 275
MPa e il modulo elastico di 205 GPa. Al fine di prevenire problemi di instabilità delle flange
e lo schiacciamento dell’anima, nella sezione di mezzeria sono stati saldati due rinforzi (uno
per lato) di spessore 4 mm.
Il laminato CFRP è prefabbricato e formato da una matrice polimerica epossidica. È spesso
3 mm e largo 76 mm, esattamente quanto la flangia della trave (Figura 6.36). Le lunghezze
del laminato, 𝐿𝐶𝐹𝑅𝑃, considerate sono 300, 400 e 1000 mm, mentre le caratteristiche
meccaniche dello stesso sono riportate nella Tabella 6.18.
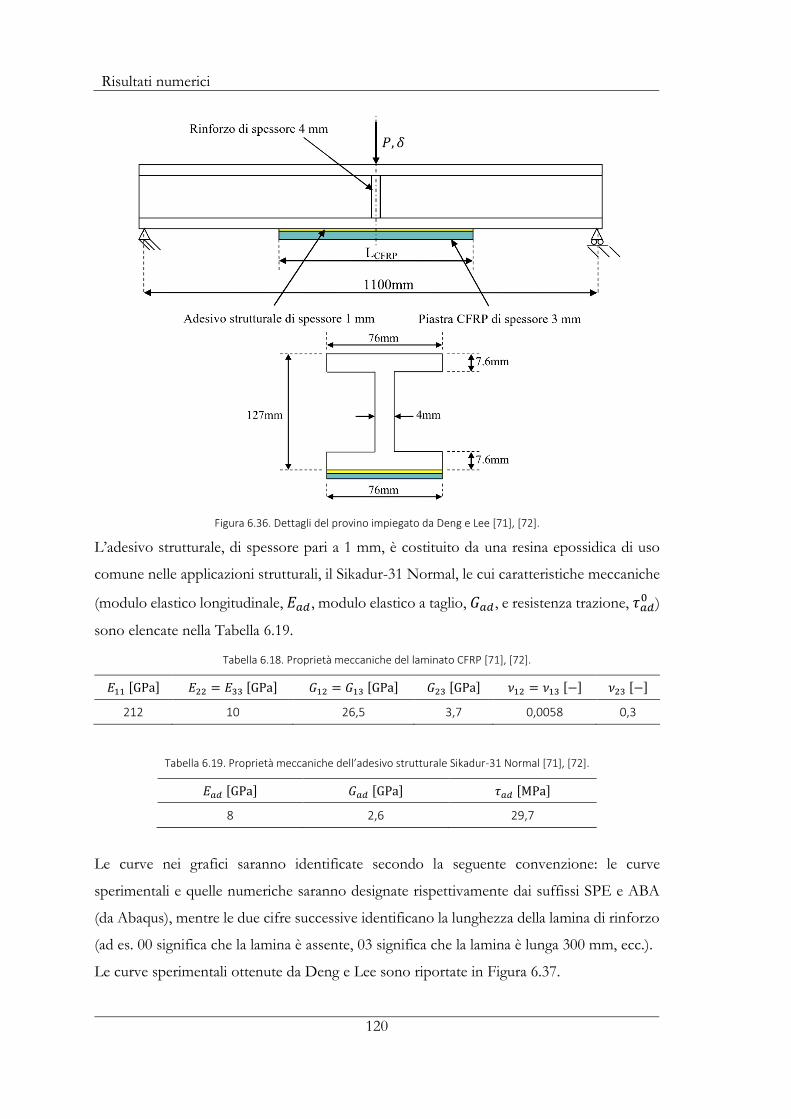
Risultati numerici
120
Figura 6.36. Dettagli del provino impiegato da Deng e Lee [71], [72].
L’adesivo strutturale, di spessore pari a 1 mm, è costituito da una resina epossidica di uso
comune nelle applicazioni strutturali, il Sikadur-31 Normal, le cui caratteristiche meccaniche
(modulo elastico longitudinale, 𝐸𝑎𝑑 , modulo elastico a taglio, 𝐺𝑎𝑑 , e resistenza trazione, 𝜏𝑎𝑑0 )
sono elencate nella Tabella 6.19.
Tabella 6.18. Proprietà meccaniche del laminato CFRP [71], [72].
𝐸11 [GPa] 𝐸22 = 𝐸33 [GPa] 𝐺12 = 𝐺13 [GPa] 𝐺23 [GPa] 𝜈12 = 𝜈13 [−] 𝜈23 [−]
212 10 26,5 3,7 0,0058 0,3
Tabella 6.19. Proprietà meccaniche dell’adesivo strutturale Sikadur-31 Normal [71], [72].
𝐸𝑎𝑑 [GPa] 𝐺𝑎𝑑 [GPa] 𝜏𝑎𝑑 [MPa]
8 2,6 29,7
Le curve nei grafici saranno identificate secondo la seguente convenzione: le curve
sperimentali e quelle numeriche saranno designate rispettivamente dai suffissi SPE e ABA
(da Abaqus), mentre le due cifre successive identificano la lunghezza della lamina di rinforzo
(ad es. 00 significa che la lamina è assente, 03 significa che la lamina è lunga 300 mm, ecc.).
Le curve sperimentali ottenute da Deng e Lee sono riportate in Figura 6.37.
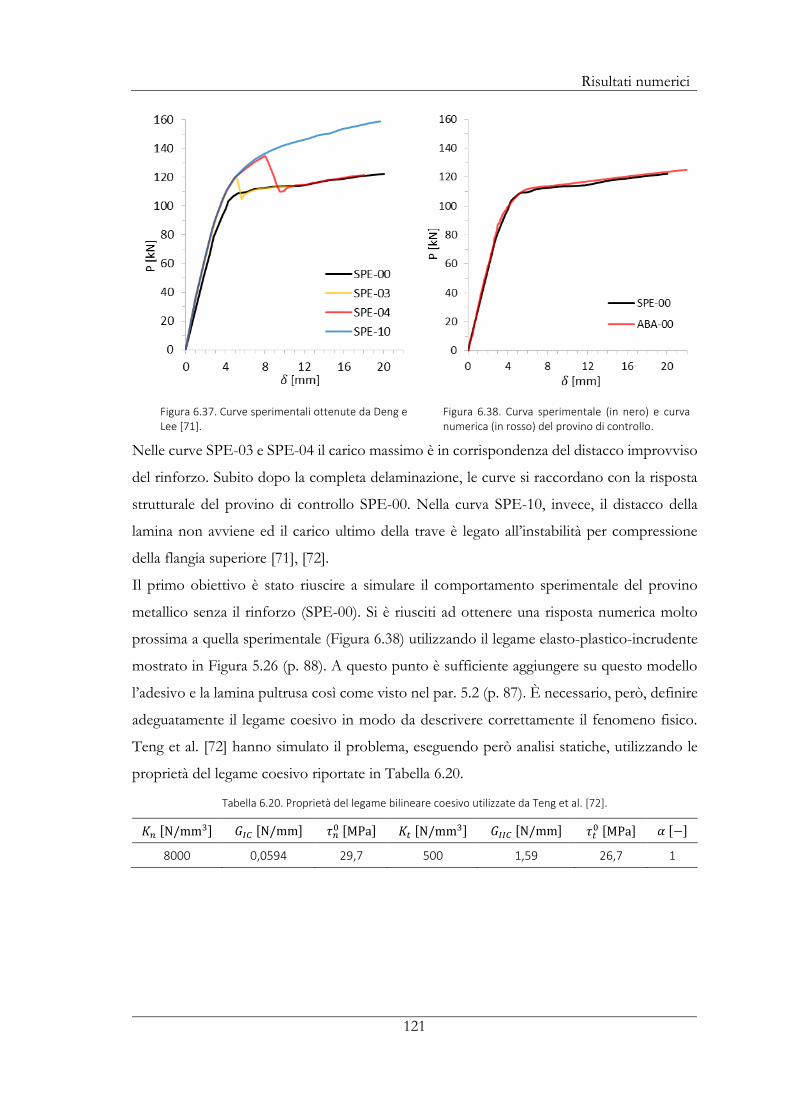
Risultati numerici
121
Figura 6.37. Curve sperimentali ottenute da Deng e Lee [71].
Figura 6.38. Curva sperimentale (in nero) e curva numerica (in rosso) del provino di controllo.
Nelle curve SPE-03 e SPE-04 il carico massimo è in corrispondenza del distacco improvviso
del rinforzo. Subito dopo la completa delaminazione, le curve si raccordano con la risposta
strutturale del provino di controllo SPE-00. Nella curva SPE-10, invece, il distacco della
lamina non avviene ed il carico ultimo della trave è legato all’instabilità per compressione
della flangia superiore [71], [72].
Il primo obiettivo è stato riuscire a simulare il comportamento sperimentale del provino
metallico senza il rinforzo (SPE-00). Si è riusciti ad ottenere una risposta numerica molto
prossima a quella sperimentale (Figura 6.38) utilizzando il legame elasto-plastico-incrudente
mostrato in Figura 5.26 (p. 88). A questo punto è sufficiente aggiungere su questo modello
l’adesivo e la lamina pultrusa così come visto nel par. 5.2 (p. 87). È necessario, però, definire
adeguatamente il legame coesivo in modo da descrivere correttamente il fenomeno fisico.
Teng et al. [72] hanno simulato il problema, eseguendo però analisi statiche, utilizzando le
proprietà del legame coesivo riportate in Tabella 6.20.
Tabella 6.20. Proprietà del legame bilineare coesivo utilizzate da Teng et al. [72].
𝐾𝑛 [N/mm3] 𝐺𝐼𝐶 [N/mm] 𝜏𝑛
0 [MPa] 𝐾𝑡 [N/mm3] 𝐺𝐼𝐼𝐶 [N/mm] 𝜏𝑡
0 [MPa] 𝛼 [−]
8000 0,0594 29,7 500 1,59 26,7 1
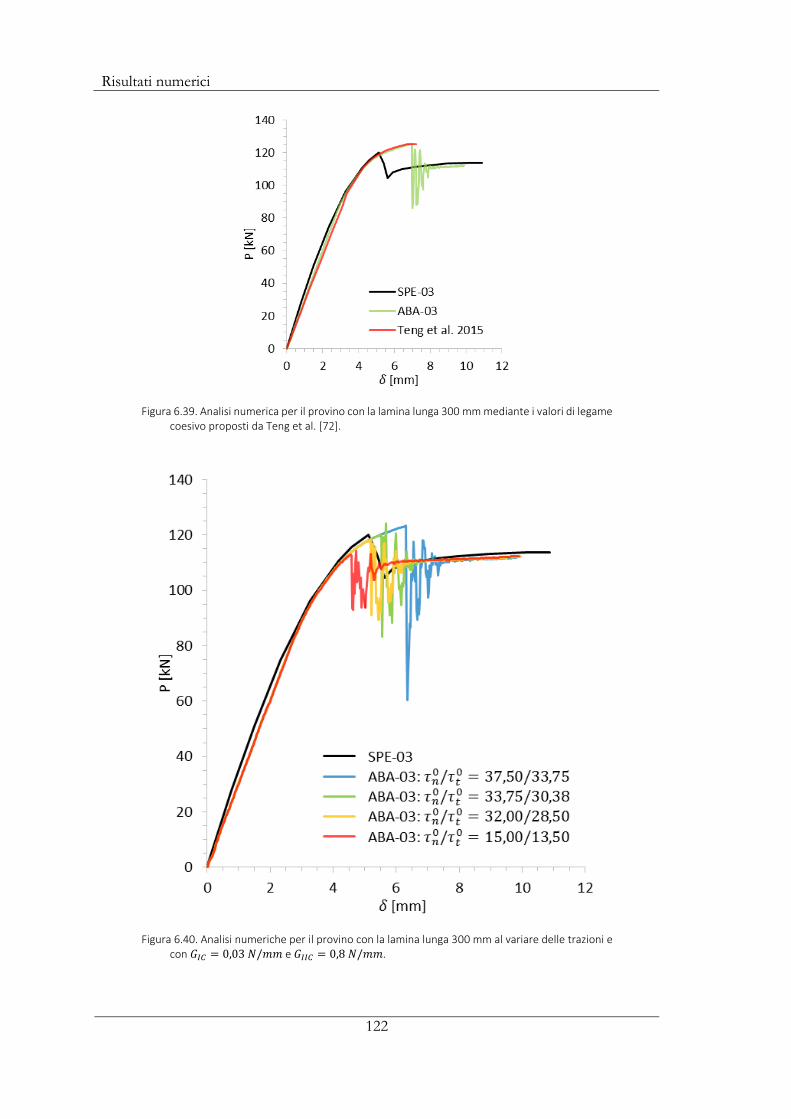
Risultati numerici
122
Figura 6.39. Analisi numerica per il provino con la lamina lunga 300 mm mediante i valori di legame coesivo proposti da Teng et al. [72].
Figura 6.40. Analisi numeriche per il provino con la lamina lunga 300 mm al variare delle trazioni e con 𝐺𝐼𝐶 = 0,03 𝑁/𝑚𝑚 e 𝐺𝐼𝐼𝐶 = 0,8 𝑁/𝑚𝑚.

Risultati numerici
123
Eseguendo un’analisi numerica con gli stessi valori della Tabella 6.20, si ritrova la stessa
risposta ottenuta da Teng et al., con la differenza che l’analisi in dinamica esplicita riesce a
cogliere la fase di delaminazione dopo la quale la risposta si assesta su quella del provino di
controllo una volta esaurite le oscillazioni del tratto transitorio.
Per cercare di migliorare la risposta numerica, sono stati fatti diversi tentativi cambiando le
proprietà coesive. Per prima cosa sono state dimezzate le energie di frattura allo scopo di
anticipare la delaminazione avvicinandosi al valore di spostamento sperimentale. Dopo di
che sono stati provati diversi valori di sforzo massimo in modo da calibrare il picco. Il
risultato è mostrato in Figura 6.40, dove la curva gialla, ottenuta con 𝜏𝑛0 = 32 𝑀𝑃𝑎, 𝜏𝑡
0 =
28,5 𝑀𝑃𝑎, 𝐺𝐼𝐶 = 0,03 𝑁/𝑚𝑚 e 𝐺𝐼𝐼𝐶 = 0,8 𝑁/𝑚𝑚, coglie molto bene il dato
sperimentale. Questi valori di sforzo massimo e di energia di frattura nei due modi, riepilogati
in Tabella 6.21, sono stati quindi presi come riferimento per le analisi successive.
Tabella 6.21. Proprietà del legame bilineare coesivo utilizzate per le simulazioni numeriche finali.
𝐾𝑛 [N/mm3] 𝐺𝐼𝐶 [N/mm] 𝜏𝑛
0 [MPa] 𝐾𝑡 [N/mm3] 𝐺𝐼𝐼𝐶 [N/mm] 𝜏𝑡
0 [MPa] 𝛼 [−]
8000 0,03 32 500 0,8 28,5 1
In Figura 6.41, Figura 6.42 e Figura 6.43 sono riportati risultati numerici per le tre lunghezze
del laminato. In tutti e tre i casi la soluzione numerica segue abbastanza bene quella
sperimentale, con errore percentuale in termini di carico massimo compreso tra 1,7% e il
5,1% (Tabella 6.22).
Tabella 6.22. Carico massimo delle soluzioni sperimentali e numeriche.
𝐿𝐶𝐹𝑅𝑃 [mm] 300 400 1000
𝑃𝑠𝑝𝑒𝑟 [𝑘𝑁] (𝐸𝑟%) 120 (0%) 135 (0%) 158 (0%)
𝑃𝑎𝑏𝑎 [𝑘𝑁] (𝐸𝑟%) 118 (1,7%) 132 (2,2%) 150 (5,1%)

Risultati numerici
124
Figura 6.41. Analisi numerica per il provino con la lamina lunga 300 mm mediante i valori di legame coesivo riportati in Tabella 6.21.
Figura 6.42. Analisi numerica per il provino con la lamina lunga 400 mm mediante i valori di legame coesivo riportati in Tabella 6.21.
Figura 6.43. Analisi numerica per il provino con la lamina lunga 1000 mm mediante i valori di legame coesivo riportati in Tabella 6.21.
125
7. Conclusioni
L’obiettivo principale del presente lavoro era di simulare delle prove di delaminazione in
modo misto I/II mediante analisi ad elementi finiti in dinamica esplicita. Per tale motivo si è
studiato il fenomeno della delaminazione ed è stato motivato il perché esso sia tanto
importante nelle applicazioni degli FRP. È stato introdotto il concetto di modello coesivo
per gli FRP ed è stata descritta in dettaglio la legge coesiva bilineare. Molto spazio è stato
dato alla descrizione delle tre principali prove di delaminazione (DCB test, ENF test e MMB
test), e diverse soluzioni analitiche sono state discusse a riguardo.
È stata descritta la modellazione delle prove nel codice di calcolo commerciale Abaqus dando
particolare spazio alla descrizione delle opzioni disponibili per la definizione del legame
coesivo. Infine, sono stati discussi i risultati numerici delle analisi svolte confrontandoli sia
con le soluzioni sperimentali che con le stime analitiche.
È stata dimostrata la potenzialità del codice di calcolo poiché è stato capace di simulare con
buona accuratezza tutte le prove di delaminazione, ed in particolare quelle di modo misto
I/II. Infatti, le soluzioni numeriche ricavate sono prossime sia alle soluzioni sperimentali,
che a quelle analitiche. Per ottenere tali risultati, però, l’onere computazionale è stato elevato.
Infatti, è stato mostrato come per descrivere correttamente la zona di processo nelle prove
di delaminazione sia necessaria una mesh molto rifinita, non solo nella direzione
longitudinale della prova (in cui è stata assunta una taglia della mesh di 0,2 mm e 0,1 mm),
ma anche in quella trasversale (24 elementi finti di taglia 1,06 mm circa nella larghezza B).
Trovare il modo di modellare la zona coesiva con un numero minore di elementi finiti
potrebbe essere un interessante obiettivo per il futuro.
Per quanto riguarda il calcolo dell’energia di frattura, è stata avanzata l’ipotesi di un errore in
due dei cinque dati forniti da Camanho e Reeder (cioè il 𝐺𝐶 per 𝜅 = 0% e 𝜅 = 80%) e
un’ipotesi di correzione del dato è stata fornita.

Conclusioni
126
Tra le soluzioni analitiche discusse, quella di BFV è risultata più interessante nelle
applicazioni in quanto fornisce dati molto prossimi alla soluzione di Williams, ma presenta
potenzialità (non discusse in questa sede) maggiori di quest’ultima perché è applicabile anche
al caso di laminati multidirezionali.
Infine, è stato affrontato un caso pratico di applicazione strutturale dei CFRP. Una prova di
flessione a tre punti su una trave di acciaio rinforzata a flessione con un laminato pultruso di
CFRP è stata modellata in Abaqus sempre in dinamica esplicita, ma, questa volta, con
elementi coesivi di spessore finito (1 mm). Anche in questo caso le curve numeriche ottenute
sono molto prossime a quelle sperimentali. Inoltre, diversamente dalle prove di
delaminazione, l’onere computazionale in questo caso è stato più modesto, avendo assunto
come taglia dell’elemento finito coesivo il valore di 5 mm.

127
Bibliografia
[1] T. H. Almusallam, H. M. Elsanadedy e Y. A. Al-Salloum, «Effect of Longitudinal Steel
Ratio on Behavior of RC Beams Strengthened with FRP Composites: Experimental
and FE Study,» Journal of Composites for Construction, vol. 19, 2015.
[2] F. E. Rybicki e F. M. Kanninen, «A Finite Element Calculation of Stress Intensity
Factors by a Modified Crack Closure Integral,» Engineering Fracture Mechanics, vol. 9, n.
4, pp. 931-938, 1977.
[3] Dassault Systèmes Simulia Corp., Abaqus Analysis User's Guide, ver. 6.13.
[4] P. P. Camanho e C. G. Dávila, «Mixed-Mode Decohesion Finite Elements for the
Simulation of Delamination in Composite Materials,» NASA Langley Research Center,
Technical Report 211737, June 2002.
[5] P. P. Camanho, C. G. Dávila e M. F. De Moura, «Numerical Simulation of Mixed-mode
Progressive Delamination in Composite Materials,» Journal of Composite Materials, vol. 37,
n. 16, pp. 1415-1438, 2003.
[6] D. S. Dudgale, «Yielding of Steel Sheets Containing Slits,» Journal of Mechanics and Physics
of Solid, vol. 8, pp. 100-104, 1960.
[7] G. I. Barenblatt, «Mathematical Theory of Equilibrium Cracks in Brittle Failure,»
Advances in Applied Mechanics , vol. 7, pp. 55-129, 1962.
[8] P. P. Camanho, C. G. Dávila e D. R. Ambur, «Numerical Simulation of Delamination
Growth in Composite Materials,» NASA Langley Research Center, Technical
Publication 211041, August 2001.
[9] L. Bertolini, Materiali da costruzione, Volume I - Struttura, proprietà e tecnologie di
produzione, Milano: Città Studi Edizioni, 2006.
[10] A. A. Griffith, «The Phenomena of Rupture and Flow in Solids,» Philosophical
Transactions of the Royal Society of London. Series A, Containing Papers of a Mathematical or
Physical Character, vol. 221, n. (copia digitale dall'archivio JSTOR), pp. 163-198, 1921.

Bibliografia
128
[11] A. A. Griffith, «The theory of rupture,» in First International Conference of Applied Mechanics,
Deft, 1924, pp. 55-63.
[12] L. Bertolini, Materiali da costruzione, Volume II - Degrado, prevenzione, diagnosi,
restauro, Milano: Città Studi Edizioni, 2006.
[13] Wikipedia, «Pultrusione,» [Online]. [Consultato il giorno 14 marzo 2017].
[14] A. J. Kinloch (editor), Durability of Structural Adhesives, London, 1983.
[15] L. Bertolini, M. Carsana, M. M. Gastaldi e M. Berra, «Durability of CFRP strengthening
applied to repaired reinforced concrete,» in VII congresso AIMAT, Ancona, 29 giugno -
2 luglio 2004.
[16] A. Belarbi e B. Acun, «FRP Systems in Shear Strengthening of Reinforced Concrete
Structures,» Procedia Engineering, n. 57, pp. 2-8, 2013.
[17] T. Alkhrdaji, «Strengthening of Concrete Structures Using FRP Composites,»
STRUCTURE magazine, pp. 18-20, Giugno 2015.
[18] A. Hillerborg, M. Modeer e P. E. Petersson, «Analysis of Crack Formation and Crack
Growth in Concrete by Means of Fracture Mechanics and Finite Elements,» Cement and
Concrete Research, vol. 6, pp. 773-782, 1976.
[19] A. Hillerborg, «Application of the Fictitious Crack Model to Different Materials,»
International Journal of Fracture, vol. 51, pp. 95-102, 1991.
[20] T. L. Anderson, Fracture Mechanics: Fundamentals and Applications (Third Edition),
USA: CRC Press, 2005.
[21] N. V. Blanco, Variable mixed-mode delamination in composite laminates under fatigue
conditions: testing & analysis, Spain, University of Girona: PhD Thesis, 2005.
[22] P. Compston e P. Y. B. Jar, «The Influence of Fibre Volume Fraction on the Mode I
Interlaminar Fracture Toughness of a Glass-Fibre/Vinyl Ester Composite,» Applied
Composite Materials, vol. 6, p. 353–368, 1999.
[23] T. Ungsuwarungsru e W. G. Knauss, «The Role of Damage-Softened Material
Behaviour in the Fracture of Composites and Adhesives,» International Journal of Fracture,
vol. 35, n. 3, p. 221–241, 1987.
[24] A. T. Turon, Simulation of delamination in composites under quasi-static and fatigue
loading using cohesive zone models, Spain, University of Girona: PhD Thesis, 2006.

Bibliografia
129
[25] C. G. Dávila e P. P. Camanho, «Decohesion Elements using Two and Three-Parameter
Mixed-Mode Criteria,» in American Helicopter Society Conference, Williamsburg, VA, USA,
October 29 - November 1, 2001.
[26] G. Alfano e M. A. Crisfield, «Finite element interface models for the delamination
analysis of laminated composites: mechanical and computational issues,» International
Journal for Numerical Methods in Engineering, vol. 50, n. 7, pp. 1701-1736, 2001.
[27] Y. Mi, M. A. Crisfield, G. A. O. Davies e H. B. Hellweg, «Progressive Delamination
Using Interface Elements,» Journal of Composite Materials, vol. 32, n. 14, pp. 1246-1272,
1998.
[28] L. Ye, «Role of matrix resin in delamination onset and growth in composite laminates,»
Composites Science and Technology, vol. 33, n. 4, pp. 257-277, 1988.
[29] W. Cui, M. R. Wisnom e M. Jones, «A Comparison of Failure Criteria to Predict
Delamination of Unidirectional Glass/Epoxy Specimens Waisted Through the
Thickness,» Composites , vol. 23, n. 3, pp. 158-166, 1992.
[30] P. P. Camanho e F. L. Matthews, «Delamination Onset Prediction in Mechanically
Fastened Joints in Composite Laminates,» Journal of Composite Materials , vol. 33, n. 10,
pp. 906-927, 1999.
[31] C. G. Dávila e E. R. Johnson , «Analysis of Delamination Initiation in Postbuckled
Dropped-Ply Laminates,» AIAA Journal, vol. 31, n. 4, pp. 721-727, 1993.
[32] A. T. Turon, P. P. Camanho, J. Costa e C. G. Dávila, «A damage model for the
simulation of delamination in advanced composites under variable-mode loading,»
Mechanics of Materials, vol. 38, pp. 1072-1089, 2006.
[33] M. L. Benzeggagh e M. Kenane, «Measurement of Mixed-Mode Delamination Fracture
Toughness of Unidirectional Glass/Epoxy Composites with Mixed-Mode Bending
Apparatus,» Composites Science and Technology, vol. 56, pp. 439-449, 1996.
[34] J. R. Reeder, «An Evaluation of Mixed-Mode Delamination Failure Criteria,» NASA
Langley Research Center, Technical Report 104210, 1992.
[35] J. R. Reeder, «3D mixed mode delamination fracture criteria - An experimentalist’s
perspective,» in Proceedings of American Society for Composites, 21st annual technical conference,
Dearborn, MI, United States, 17-20 September, 2006.

Bibliografia
130
[36] E. M. Wu e R. C. Reuter Jr, «Crack Extension in Fiberglass Reinforced Plastics,»
University of Illinois, Department of Theoretical and Applied Mechanics, Report no.
275, 1965.
[37] B. D. Davidson e Z. Wenming, «An Accurate Mixed-mode Delamination Failure
Criterion for Laminated Fibrous Composites Requiring Limited Experimental Input,»
Journal of COMPOSITE MATERIALS, vol. 41, n. 6, pp. 679-702, 2007.
[38] J. R. Reeder, «A Bilinear Failure Criterion for Mixed-Mode Delamination,» Camponeschi,
Jr, E.T. (ed.), Composite Materials: Testing and Design, Eleventh Volume, ASTM STP 1206,
pp. 303-322, 1993.
[39] G. R. Irwin, «Onset of Fast Crack Propagation in High Strength Steel and Aluminum
Alloys,» in Sagamore Research Conference Proceedings, Vol. 2, 1956, pp 289-305.
[40] A. Taliercio, Introduzione alla Meccanica dei Solidi, Bologna: Società Editrice
Esculapio, 2006.
[41] ASTM International, «Standard Test Method for Mixed Mode I-Mode II Interlaminar
Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites,»
ASTM D6671/D6671M, 2006 (originally approved in 2001).
[42] ASTM International, «Standard Test Method for Mode I Interlaminar Fracture
Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites,» ASTM
D5528, 2013 (originally approved in 1994).
[43] P. Davies, B. R. K. Blackman e A. J. Brunner, «Standard Test Methods for
Delamination Resistance of Composite Materials: Current Status,» Applied Composite
Materials, vol. 5, pp. 345-364, 1998.
[44] P. Davidson e A. M. Waas, «Non-smooth mode I fracture of fibre-reinforced
composites: an experimental, numerical and analytical study,» Philosophical Transactions of
the Royal Society A, vol. 370, pp. 1942-1965, 2012.
[45] J. R. Reeder e J. H. Crews Jr, «Mixed-Mode Bending Method for Delamination
Testing,» AIAA Journal, vol. 28, n. 7, pp. 1270-1276, 1990.
[46] O. Allix, P. Ladevéze e A. Corigliano, «Damage analysis of interlaminar fracture
specimens,» Composite Structures, vol. 31, pp. 61-74, 1995.
[47] M. F. Kanninen, «An Augmented Double Cantilever Beam Model for Studying Crack
Propagation and Arrest,» International Journal of Fracture, vol. 9, n. 1, pp. 83-92, 1973.

Bibliografia
131
[48] J. R. Reeder e J. H. Crews Jr, «A mixed-mode bending apparatus for delamination
testing,» NASA Langley Research Center, Technical Memorandum 100662, 1988.
[49] J. G. Williams, «End corrections for orthotropic DCB specimens,» Composites Science and
Technology, vol. 35, n. 4, pp. 367-376, 1989. [Nota dell'autore della tesi: non è stato
possibile accedere a questa fonte].
[50] S. Bennati, P. Fisicaro e P. S. Valvo, «An enhanced beam-theory model of the mixed-
mode bending (MMB) test - Part II: Applications and results,» Meccanica, vol. 48, n. 2,
pp. 465-484, 2013.
[51] J. R. Reeder, «Refinements to the Mixed-Mode Bending Test for Delamination
Toughness,» Journal of Composites, Technology and Research, vol. 25, n. 4, pp. 191-195, 2003.
[52] ASTM International, «Standard Test Method for Determination of the Mode II
Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix
Composites,» ASTM D7905/D7905M, 2014.
[53] L. A. Carlsson, J. W. Gillespie Jr e R. B. Pipes, «On the Analysis and Design of the End
Notched Flexure (ENF) Specimen for Mode II Testing,» Journal of Composite Materials,
vol. 20, n. 6, pp. 594-604, 1986.
[54] P. Robinson e J. M. Hodgkinson, Mechanical Testing of Advanced Fibre Composites.
Chapter 9: Interlaminar fracture toughness., Cambridge (UK): Edited by: J.M.
Hodgkinson, 2000, pp. 170–210.
[55] Y. Wang e J. G. Williams, «Corrections for mode II fracture toughness specimens of
composites materials,» Composites Science and Technology, vol. 43, n. 3, pp. 251-256, 1992.
[Nota dell'autore della tesi: non è stato possibile accedere a questa fonte].
[56] J. R. Reeder e J. H. Crews Jr, «Nonlinear analysis and redesign of the mixed-mode
bending delamination test,» NASA Langley Research Center, Technical Memorandum
102777, 1991.
[57] A. Quispitupa, L. A. Carlsson e C. Berggreen, «On the analysis of a mixed mode
bending sandwich specimen for debond fracture characterization,» Engineering Fracture
Mechanics, vol. 76, n. 4, pp. 594-613, 2009.
[58] Y. Mi e M. A. Crisfield, «Analytical derivation of load/displacement relationships for
mixed-mode delamination and comparison with finite element results,» Imperial
Bibliografia
132
College, Department of Aeronautics, London, 1996. [Nota dell'autore della tesi: non è
stato possibile accedere a questa fonte].
[59] K. Park, G. H. Paulino e J. Roesler, «A unified potential-based cohesive model of
mixed-mode fracture,» Journal of the Mechanics and Physics of Solids, vol. 57, pp. 891-908,
2009.
[60] R. T. Tenchev e B. G. Falzon, «A correction to the analytical solution of the mixed-
mode bending (MMB) problem,» Composites Science and Technology , vol. 67, pp. 662-668,
2007.
[61] J. R. Reeder, K. Demarco e K. S. Whitley, «The use of doubler reinforcement in
delamination toughness testing,» Composites: Part A, vol. 35, pp. 1337-1344, 2004.
[62] A. J. Kinloch, Y. Wang, J. G. Williams e P. Yayla, «The mixed-mode delamination of
fibre composite materials,» Composites Science and Technology, vol. 47, n. 3, pp. 225-237,
1993.
[63] A. B. de Morais e A. B. Pereira, «Interlaminar fracture of multidirectional glass/epoxy
laminates under mixed-mode I + II loading,» Mechanics of Composite Materials, vol. 43, n.
3, pp. 233-244, 2007.
[64] S. Bennati, P. Fisicaro e P. S. Valvo, «An enhanced beam-theory model of the mixed-
mode bending (MMB) test - Part I: Literature review and mechanical model,» Meccanica,
vol. 48, pp. 443-462, 2013.
[65] A. Corigliano, «Formulation, identification and use of interface models in the numerical
analysis of composite delamination,» International Journal of Solids and Structures, vol. 30,
n. 20, pp. 2779-2811, 1993.
[66] G. Bao e Z. Suo, «Remarks on Crack-Bridging Concepts,» Applied Mechanics Reviews, vol.
45, n. 8, pp. 355-366, 1992.
[67] R. Massabo e B. N. Cox, «Concepts for bridged Mode ii delamination cracks,» Journal
of the Mechanics and Physics of Solids, vol. 47, n. 6, pp. 1265-1300, 1999.
[68] P. W. Harper e S. R. Hallet, «Cohesive zone length in numerical simulations of
composite delamination,» Engineering Fracture Mechanics, vol. 75, n. 16, pp. 4774-4792,
2008.

Bibliografia
133
[69] R. Krueger, «An Approach to Assess Delamination Propagation Simulation Capabilities
in Commercial Finite Element Codes,» NASA Langley Research Center, Technical
Memorandum 215123, 2008.
[70] R. Krueger, «Development and Application of Benchmark Examples for Mixed-Mode
I/II Quasi-Static Delamination Propagation Predictions,» NASA Langley Research
Center, Contractor Report 217562, National Institute of Aerospace, Hampton,
Virginia, Report 01, 2012.
[71] J. Deng e M. M. K. Lee, «Behaviour under static loading of metallic beams reinforced
with a bonded CFRP plate,» Composite Structures, vol. 78, pp. 232-242, 2007.
[72] J. G. Teng, D. Fernando e T. Yu, «Finite element modelling of debonding failures in
steel beams flexurally strengthened with CFRP laminates,» Engineering Structures, vol. 86,
pp. 213-224, 2015.
[73] G. R. Irwin, «Analysis of stresses and strains near the end of a crack traversing a plate,»
Journal of Applied Mechanics, vol. 24, pp. 361-364, 1957.
[74] S. M. Lee, «An Edge Crack Torsion Method for Mode III Delamination Fracture
Testing,» Journal of Composites Technology and Research, vol. 15, n. 3, pp. 193-201, 1993.
[75] M. J. van den Bosch, P. J. G. Schreurs e M. G. D. Geers, «An improved description of
the exponential Xu and Needleman cohesive zone law for mixed-mode decohesion,»
Engineering Fracture Mechanics, vol. 73, pp. 1220-1234, 2006.
[76] J. C. J. Schellekens e R. de Borst, «Numerical Simulation of Free Edge Delamination in
Graphite-Epoxy Laminates under Uniaxial Tension,» Composite Structures, vol. 6, pp.
647-657, 1991.
[77] J. C. J. Schellekens e R. de Borst, «A non-linear finite element approach for the analysis
of mode I free edge delamination in composites,» International Journal of Solids and
Structures, vol. 30, n. 9, pp. 1239-1253, 1993.