
Manuale di funzionamento - fagorautomation.com · 2.2.2 Spostamento manuale degli assi ... 3.16...
228
(Ref: 1305) 8065 TC CNC Manuale di funzionamento
-
Upload
nguyenhanh -
Category
Documents
-
view
218 -
download
1
Transcript of Manuale di funzionamento - fagorautomation.com · 2.2.2 Spostamento manuale degli assi ... 3.16...

(Ref: 1305)
8065 TCCNCManuale di funzionamento

Tutti i diritti sono riservati. La presente documentazione, interamente o in parte,non può essere riprodotta, trasmessa, trascritta, memorizzata in un sistema diregistrazione dati o tradotta in nessuna lingua, senza autorizzazione espressadi Fagor Automation. È vietata la copia, parziale o totale, o uso non autorizzatodel software.
L'informazione di cui al presente manuale può essere soggetta a variazionidovute a eventuali modifiche tecniche. La Fagor Automation si riserva il diritto dimodificare il contenuto del manuale senza preavviso.
Tutti i marchi registrati o commerciali riportati nel manuale appartengono airispettivi proprietari. L’uso di tali marchi da parte di terzi a fini privati può vulnerarei diritti dei proprietari degli stessi.
È possibile che il CNC possa eseguire più funzioni di quelle riportate nella relativadocumentazione; tuttavia Fagor Automation non garantisce la validità di taliapplicazioni. Pertanto, salvo dietro espressa autorizzazione della FagorAutomation, qualsiasi applicazione del CNC non riportata nella documentazione,deve essere considerata "impossibile". FAGOR AUTOMATION non si renderesponsabile degli infortuni alle persone, o dei danni fisici o materiali di cui possaessere oggetto o provocare il CNC, se esso si utilizza in modo diverso a quellospiegato nella documentazione connessa.
È stato verificato il contenuto del presente manuale e la sua validità per il prodottodescritto. Ciononostante, è possibile che sia stato commesso un erroreinvolontario e perciò non si garantisce una coincidenza assoluta. In ogni caso,si verifica regolarmente l’informazione contenuta nel documento e si provvedea eseguire le correzioni necessarie che saranno incluse in una successivaeditazione. Si ringrazia per i suggerimenti di miglioramento.
Gli esempi descritti nel presente manuale sono orientati all’apprendimento.Prima di utilizzarli in applicazioni industriali, devono essere appositamenteadattati e si deve inoltre assicurare l’osservanza delle norme di sicurezza.
SICUREZZA DELLA MACCHINA
È responsabilità del costruttore della macchina che le sicurezze della stessasiano abilitate, allo scopo di evitare infortuni alle persone e prevenire danni alCNC o agli elementi collegati allo stesso. Durante l'avvio e la conferma deiparametri del CNC, si verifica lo stato delle seguenti sicurezze. Se uno di essiè disabilitato, il CNC riporta un messaggio di avviso.
• Allarme di retroazione per assi analogici.• Limiti di software per assi lineari analogici e sercos.• Monitoraggio dell'errore di inseguimento per assi analogici e sercos (eccetto
il mandrino), sia sul CNC che sui regolatori.• Test di tendenza sugli assi analogici.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili all'annullamento di alcune delle sicurezze.
AMPLIANTI DI HARDWARE
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili a una modifica dell'hardware da parte di personale non autorizzatodalla Fagor Automation.
La modifica dell'hardware del CNC da parte di personale non autorizzato dallaFagor Automation implica la perdita della garanzia.
VIRUS INFORMATICI
FAGOR AUTOMATION garantisce che il software installato non contiene nessunvirus informatico. È responsabilità dell'utente mantenere l'apparecchiaturaesente da virus, allo scopo di garantirne il corretto funzionamento.
La presenza di virus informatici sul CNC può provocarne il cattivo funzionamento.Se il CNC si collega direttamente ad un altro PC, è configurato all'interno di unarete informatica, o si utilizzano dischetti od altri supporti informatici ditrasmissione dati, si raccomanda di installare un software antivirus.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili alla presenza di virus informatici nel sistema.
La presenza di virus informatici nel sistema implica la perdita della garanzia.

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·3·
I N D I C E
Informazione sul prodotto ............................................................................................................. 7Dichiarazione di conformità ........................................................................................................ 11Storico versioni ........................................................................................................................... 13Condizioni di sicurezza ............................................................................................................... 15Condizioni di garanzia ................................................................................................................ 19Condizioni di successive spedizioni............................................................................................ 21Manutenzione dal CNC............................................................................................................... 23
CAPITOLO 1 CONCETTI GENERALI
1.1 Accesso alla modalità conversazionale. ........................................................................ 251.2 Tastiera .......................................................................................................................... 26
CAPITOLO 2 LAVORO IN MODALITÀ MANUALE.
2.1 Introduzione ................................................................................................................... 302.1.1 Schermata standard della modalità di lavoro conversazionale. ................................. 302.1.2 Schermata ausiliare della modalità di lavoro conversazionale................................... 312.1.3 Editazione di un ciclo. ................................................................................................ 332.1.4 Simulazione di un ciclo............................................................................................... 342.1.5 Esecuzione di un ciclo................................................................................................ 352.2 Operazioni con gli assi. .................................................................................................. 362.2.1 Ricerca di riferimento macchina................................................................................. 362.2.2 Spostamento manuale degli assi (mediante JOG)..................................................... 372.2.3 Spostamento manuale degli assi (mediante volantini)............................................... 392.2.4 Spostamento di un asse a una quota......................................................................... 412.2.5 Preselezione di quote................................................................................................. 412.3 Controllo del mandrino................................................................................................... 422.4 Selezione e cambio utensile .......................................................................................... 432.5 Definire l'avanzamento e la velocità............................................................................... 432.6 Definire ed attivare gli spostamenti d’origine o di pinze................................................. 442.7 Calibrazione utensile...................................................................................................... 452.7.1 Calibratura manuale. Calibratura senza sonda.......................................................... 472.7.2 Calibrazione semiautomatica. Calibratura con sonda................................................ 502.7.3 Calibratura automatica con sonda e ciclo fisso (configurazione geometrica "piano") 532.7.4 Calibratura automatica con sonda e ciclo fisso (configurazione geometrica "triedro") ..
55
CAPITOLO 3 LAVORO CON OPERAZIONI O CICLI
3.1 Cicli fissi disponibili nell’editor........................................................................................ 593.1.1 Impostare l’editor di cicli. ........................................................................................... 603.1.2 Modalità teach-in. ...................................................................................................... 613.1.3 Selezione di dati, profili ed icone................................................................................ 623.1.4 Definizione delle condizioni del mandrino .................................................................. 633.1.5 Definizione delle condizioni di lavorazione................................................................. 643.2 Ciclo di posizionamento. ................................................................................................ 653.3 Ciclo di posizionamento con funzioni M......................................................................... 663.4 Ciclo di tornitura semplice.............................................................................................. 673.4.1 Funzionamento base.................................................................................................. 693.5 Ciclo di tornitura cilindrica ed arrotondamento vertici. ................................................... 713.5.1 Funzionamento base.................................................................................................. 733.6 Ciclo di sfacciatura semplice.......................................................................................... 753.6.1 Funzionamento base.................................................................................................. 773.7 Ciclo di sfacciatura ed arrotondamento vertici. .............................................................. 793.7.1 Funzionamento base.................................................................................................. 813.8 Ciclo di smussatura vertice. ........................................................................................... 833.8.1 Funzionamento base.................................................................................................. 863.9 Ciclo di smussatura fra punti.......................................................................................... 883.9.1 Funzionamento base.................................................................................................. 913.10 Ciclo di smussatura vertice 2. ........................................................................................ 933.10.1 Funzionamento base.................................................................................................. 963.11 Ciclo di arrotondamento vertice. .................................................................................... 983.11.1 Funzionamento base................................................................................................ 1013.12 Ciclo di arrotondamento fra punti................................................................................. 1033.12.1 Funzionamento base................................................................................................ 106

·4·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)
3.13 Ciclo di filettatura longitudinale .................................................................................... 1083.13.1 Funzionamento base ............................................................................................... 1113.14 Ciclo di filettatura conica. ............................................................................................. 1123.14.1 Funzionamento base ............................................................................................... 1153.15 Ciclo di filettatura frontale. ........................................................................................... 1163.15.1 Funzionamento base ............................................................................................... 1193.16 Cicli di ripasso di filettature. ......................................................................................... 1203.16.1 Funzionamento base ............................................................................................... 1233.17 Ciclo di filettatura con n ingressi. ................................................................................. 1243.17.1 Funzionamento base ............................................................................................... 1273.18 Ciclo di scanalatura semplice longitudinale. ................................................................ 1283.18.1 Funzionamento base ............................................................................................... 1313.18.2 Calibratura dell’utensile di scanalatura .................................................................... 1333.19 Ciclo di scanalatura semplice frontale. ........................................................................ 1353.19.1 Funzionamento base ............................................................................................... 1383.19.2 Calibratura dell’utensile di scanalatura .................................................................... 1403.20 Ciclo di scanalatura inclinata longitudinale. ................................................................. 1413.20.1 Funzionamento base ............................................................................................... 1443.21 Ciclo di scanalatura inclinata frontale. ......................................................................... 1463.21.1 Funzionamento base ............................................................................................... 1493.22 Ciclo di tranciatura. ...................................................................................................... 1513.22.1 Funzionamento base ............................................................................................... 1533.23 Ciclo di foratura............................................................................................................ 1543.23.1 Funzionamento base ............................................................................................... 1563.24 Ciclo di maschiatura. ................................................................................................... 1573.24.1 Funzionamento base ............................................................................................... 1593.25 Ciclo di forature multiple. ............................................................................................. 1603.25.1 Funzionamento base ............................................................................................... 1633.26 Ciclo di maschiature multiple. ...................................................................................... 1643.26.1 Funzionamento base. .............................................................................................. 1663.27 Ciclo di scanalature multiple. ....................................................................................... 1673.27.1 Funzionamento base ............................................................................................... 1703.28 Ciclo di tornitura a punti. .............................................................................................. 1713.28.1 Funzionamento base ............................................................................................... 1753.28.2 Esempio di programmazione ................................................................................... 1763.29 Ciclo di tornitura di profilo ............................................................................................ 1773.29.1 Funzionamento base ............................................................................................... 1813.29.2 Esempi di programmazione ..................................................................................... 1823.30 Ciclo di profilo sul piano ZC. ........................................................................................ 1883.30.1 Funzionamento base. Profilo ZC. ............................................................................ 1903.31 Ciclo di tasca rettangolare ZC/YZ................................................................................ 1913.32 Ciclo di tasca circolare ZC/YZ. .................................................................................... 1933.33 Ciclo di tasca profilo 2D ZC/YZ.................................................................................... 1953.34 Ciclo di profilo sul piano XC......................................................................................... 1973.34.1 Funzionamento base. Profilo XC ............................................................................. 1993.35 Ciclo di tasca rettangolare XC/XY. .............................................................................. 2003.36 Ciclo di tasca circolare XC/XY. .................................................................................... 2023.37 Ciclo di tasca profilo 2D XC/XY ................................................................................... 204
CAPITOLO 4 FILETTATURE NORMALIZZATE
4.1 Filettatura metrica a passo normale — M (S.I.) ........................................................... 2084.2 Filettatura metrica a passo fine — M (S.I.F.) ............................................................... 2094.3 Filettatura Whitworth a passo normale — BSW (W.)................................................... 2104.4 Filettatura Whitworth a passo fine — BSF................................................................... 2114.5 Filettatura unificata americana a passo normale — UNC (NC, USS).......................... 2124.6 Filettatura unificata americana a passo fine — UNF (NF, SAE).................................. 2134.7 Filettatura Whitworth gas — BSP ................................................................................ 214
CAPITOLO 5 MEMORIZZAZIONE PROGRAMMI.
5.1 Lista di programmi memorizzati. .................................................................................. 2165.2 Editare un nuovo programma pezzo............................................................................ 2175.3 Cancellare un programma pezzo................................................................................. 2175.4 Memorizzare un ciclo. .................................................................................................. 217
CAPITOLO 6 ESECUZIONE E SIMULAZIONE.
6.1 Eseguire un programma pezzo.................................................................................... 2206.1.1 Eseguire parte di un programma pezzo. .................................................................. 2206.1.2 Schermata di grafici in esecuzione. ......................................................................... 2216.2 Simulare un programma pezzo.................................................................................... 2226.2.1 Simulare parte di un programma pezzo. .................................................................. 2226.2.2 Schermata di grafici in simulazione. ........................................................................ 223

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·5·
6.3 Simulare o eseguire un’operazione memorizzata........................................................ 2246.3.1 Simulazione di un ciclo............................................................................................. 2246.3.2 Esecuzione di un ciclo.............................................................................................. 225


Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·7·
INFORMAZIONE SUL PRODOTTO
CARATTERISTICHE BASE.
Caratteristiche base. ·M· ·T·
Sistema basato sul PC. Sistema aperto
Sistema operativo. Windows XP
Numero di assi. 3 a 28
Numero di mandrini. 1 a 4
Numero di magazzini. 1 a 4
Numero di canali di esecuzione. 1 a 4
Numero di volantini. 1 a 12
Tipo di regolazione. Analogica / Digitale Sercos / Digitale Mechatrolink
Comunicazioni. RS485 / RS422 / RS232Ethernet
PLC integrado. Tempo di esecuzione del PLC.Ingressi digitali / Uscite digitali.Indicatori / Registri.Temporizzatori / Contatori.Simboli.
< 1ms/K1024 / 10248192 / 1024
512 / 256Illimitati
Tempo elaborazione blocco. < 1 ms
Moduli remoti. RIOW RIO5 RIO70
Comunicazione con i moduli remoti. CANopen CANopen CANfagor
Ingressi digitali per Modulo. 8 16 o 32 16
Uscite digitali per modulo. 8 24 o 48 16
Ingressi analogici per modulo. 4 4 8
Uscite analogici per modulo. 4 4 4
Ingressi per sonde di temperatura. 2 2 - - -
Entrate di retroazione. - - - - - - 4TTL differenzialeSinusoidale 1 Vpp
Personalizzazione.
Sistema aperto basato su PC, completamente personalizzabile.File di configurazione INI.Strumento di configurazione visuale FGUIM.Visual Basic®, Visual C++®, etc.Database interni in Microsoft® Access.Interfaccia OPC compatibile.

·8·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)
OPZIONI DI SOFTWARE.
Si ricorda che alcune delle prestazioni descritte nel presente manuale dipendono dalle opzioni di softwareinstallate. La seguente tabella è informativa; nell’acquisire le opzioni di software, è valida solo l’informazioneofferta dall’ordering handbook.
Opzioni di software (modello ·M·).
8065 M 8065 M Power
Basic Pack 1 Basic Pack 1
Sistema aperto. Accesso alla modalità amministratore.
- - - - - - Opzione Opzione
Numero di canali di esecuzione 1 1 1 1 a 4
Numero di assi 3 a 6 5 a 8 5 a 12 8 a 28
Numero di mandrini 1 1 a 2 1 a 4 1 a 4
Numero di magazzini 1 1 1 a 2 1 a 4
Limitazione 4 assi interpolati Opzione Opzione Opzione Opzione
Linguaggio IEC 61131 - - - Opzione Opzione Opzione
Grafici HD Opzione Opzione Standard Standard
IIP conversazionale Opzione Opzione Opzione Opzione
Macchina combinata (M-T) - - - - - - Opzione Standard
Asse C. Standard Standard Standard Standard
RTCP dinamico - - - Opzione Opzione Standard
Sistema di lavorazione HSSA Standard Standard Standard Standard
Cicli fissi di sondaggio Opzione Standard Standard Standard
Assi Tandem - - - Opzione Standard Standard
Sincronismi e camme - - - - - - Opzione Standard
Controllo tangenziale - - - Standard Standard Standard
Compensazione volumetrica (fino a 10 m³). - - - - - - Opzione Opzione
Compensazione volumetrica (più di 10 m³). - - - - - - Opzione Opzione

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·9·
Opzioni di software (modello ·T·).
8065 T 8065 T Power
Basic Pack 1 Basic Pack 1
Sistema aperto. Accesso alla modalità amministratore.
- - - - - - Opzione Opzione
Numero di canali di esecuzione 1 1 a 2 1 a 2 1 a 4
Numero di assi 3 a 5 5 a 7 5 a 12 8 a 28
Numero di mandrini 2 2 3 a 4 3 a 4
Numero di magazzini 1 1 a 2 1 a 2 1 a 4
Limitazione 4 assi interpolati Opzione Opzione Opzione Opzione
Linguaggio IEC 61131 - - - Opzione Opzione Opzione
Grafici HD Opzione Opzione Standard Standard
IIP conversazionale Opzione Opzione Opzione Opzione
Macchina combinata (T-M) - - - - - - Opzione Standard
Asse C. Opzione Standard Standard Standard
RTCP dinamico - - - - - - Opzione Standard
Sistema di lavorazione HSSA Opzione Standard Standard Standard
Cicli fissi di sondaggio Opzione Standard Standard Standard
Assi Tandem - - - Opzione Standard Standard
Sincronismi e camme - - - Opzione Opzione Standard
Controllo tangenziale - - - - - - Opzione Standard
Compensazione volumetrica (fino a 10 m³). - - - - - - Opzione Opzione
Compensazione volumetrica (più di 10 m³). - - - - - - Opzione Opzione


Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·11·
DICHIARAZIONE DI CONFORMITÀ
Il costruttore:
Fagor Automation, S. Coop.
Barrio de San Andrés Nº 19, C.P. 20500, Mondragón -Guipúzcoa- (SPAGNA).
Dichiara quanto segue:
Il costruttore dichiara sotto la sua esclusiva responsabilità la conformità del prodotto:
CONTROLLO NUMERICO 8065
Composto dai seguenti moduli e accessori:
8065-M-ICU8065-T-ICUMONITOR-LCD-10, MONITOR-LCD-15HORIZONTAL-KEYB, VERTICAL-KEYB, OP-PANELBATTERYRemoti Moduli RIOW, RIO5, RIO70
Nota. Alcuni caratteri addizionali possono seguire i riferimenti dei modelli sopra indicati. Tutti loro osservanole Direttive riportate. Tuttavia, l’osservanza si può verificare nell’etichetta della stessa apparecchiatura.
Cui si riferisce la presente dichiarazione, con le seguenti norme.
Ai sensi delle disposizioni delle Direttive Comunitarie 2006/95/EC di Bassa Tensione e 2004/108/CEdi Compatibilità Elettromagnetica e relativi aggiornamenti.
Mondragón, 1 ottobre 2011.
Norme di Basso Voltaggio.
EN 60204-1: 2006 Apparecchiature elettriche sulle macchine — Parte 1. Requisiti generali.
Norme di compatibilità elettromagnetica.
EN 61131-2: 2007 PLC programmabili — Parte 2. Requisiti e collaudi apparecchiature.


Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·13·
STORICO VERSIONI
Si riporta di seguito il riepilogo delle prestazioni aggiunte in ogni riferimento di manuale.
Rif. 1103
Rif. 1201
Rif. 1305
Prima versione.
Software V04.22Cicli fissi. Ciclo di tornitura a punti. La tabella per definire i punti del profilo ammette 25 punti. Cicli fissi. Ciclo di tornitura a punti. Nuova icona per cancellare tutti i punti della tabella. Cicli fissi. Ciclo di maschiature multiple. Il ciclo consente di programmare la temporizzazione sul fondo.Cicli fissi. Ciclo di scanalature multiple. Il ciclo consente di definire passate d’ingresso.Cicli fissi. Di default, i cicli assumono per Xf il valore definito per Xi.
• Ciclo di tornitura semplice.• Ciclo di tornitura cilindrica ed arrotondamento vertici.• Ciclo di sfacciatura semplice.• Ciclo di sfacciatura ed arrotondamento vertici.• Ciclo di smussatura fra punti.• Ciclo di arrotondamento fra punti.• Ciclo di filettatura conica.• Ciclo di filettatura frontale.• Cicli di ripasso di filettature.• Ciclo di filettatura a vari ingressi.• Ciclo di scanalatura semplice longitudinale.• Ciclo di scanalatura semplice frontale.• Ciclo di scanalatura inclinata longitudinale.• Ciclo di scanalatura inclinata frontale.
Cicli fissi. Selezionando in un ciclo la velocità di taglio costante, esso consente sempre di selezionare la gamma, anche se il cambiogamma è automatico. Cicli fissi. I cicli realizzano l’accostamento al punto iniziale su entrambi gli assi del piano simultaneamente.Cicli fissi. Il tasto [DEL] cancella un profilo della lista.Cicli fissi. Premendo [RECALL] su un utensile, si accede alla tabella utensili.Nell’elenco programmi sono disponibili i tasti di scelta rapida [CTRL][C] e [CTRL][V] per copiare ed incollare un programma.Selezionare un programma per l’editazione non comporta più selezionarlo anche per l’esecuzione. Per selezionare un programmaper eseguirlo, occorre utilizzare il softkey "Esegui Programma".
Software V04.26Cicli dell'editor. Ciclo di filettatura conica. Nuova icona per selezionare come definire il punto finale; coordinate (Xf,
Zf), angolo e lunghezza (α, ΔZ) o angolo e quota finale (α, Zf).


Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·15·
CONDIZIONI DI SICUREZZA
Leggere le seguenti misure di sicurezza, allo scopo di evitare infortuni a persone e danni a questo prodottoed ai prodotti ad esso connessi. Fagor Automation non si rende responsabile degli eventuali danni fisicio materiali derivanti dall'inosservanza delle presenti norme fondamentali di sicurezza.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
Se il CNC non si accende azionando l’interruttore di avvio, verificare i collegamenti.
PRECAUZIONI DURANTE GLI INTERVENTI DI RIPARAZIONE
In caso di mal funzionamento o guasto dell'apparecchio, staccarlo e chiamare il servizio di assistenzatecnica.
PRECAUZIONI CONTRO I DANNI ALLE PERSONE
Prima dell’avvio, verificare che la macchina alla quale si incorpora il CNC osservi i requisiti di cui allaDirettiva 89/392/CEE.
Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation può manipolarel'interno dell'apparecchio.
Non manipolare i connet tor i conl'apparecchio collegato alla rete elettrica.
Prima di manipolare i connettori (ingressi/uscite, retroazione, ecc.),assicurarsi che l'apparecchio non sia collegato alla rete elettrica.
Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation può manipolarel'interno dell'apparecchio.
Non manipolare i connet tor i conl'apparecchio collegato alla rete elettrica.
Prima di manipolare i connettori (ingressi/uscite, retroazione, ecc.),assicurarsi che l'apparecchio non sia collegato alla rete elettrica.
Interconnessione di moduli. Utilizzare i cavi di connessione forniti con l'apparecchio.
Utilizzare cavi adeguati. Per evitare rischi, utilizzare solo cavi di rete Sercos e bus CANraccomandati per questo apparecchio. Per evitare rischi di scossa elettrica sull'Unità Centrale, utilizzare ilconnettore di rete adeguato. Usare cavi di potenza a 3 conduttori (unodi essi di terra).
Evitare sovraccarichi elettrici. Per evitare scariche elettriche e rischi di incendio non applicaretensione elettrica fuori intervallo selezionato nella parte posterioredell'unità centrale dell'apparecchio.
Connessione a terra. Allo scopo di evitare scariche elettriche, connettere i morsetti di terradi tutti i moduli al punto centrale di terra. Inoltre, prima di effettuarela connessione degli ingressi e delle uscite di questo prodotto,assicurarsi che la connessione a terra sia stata effettuata.Allo scopo di evitare scariche elettriche verificare, prima di accenderel'apparecchio, che sia stata effettuata la connessione a terra.
Non lavorare in ambienti umidi. Per evitare scariche elettriche, lavorare sempre in ambienti conumidità relativa inferiore al 90% senza condensazione a 45 ºC (113ºF).
Non lavorare in ambienti esplosivi. Allo scopo di evitare rischi, infortuni o danni, non lavorare in ambientiesplosivi.

·16·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)
PRECAUZIONI CONTRO DANNI AL PRODOTTO
PROTEZIONI DELLO STESSO APPARECCHIO
Ambiente di lavoro. Questo apparecchio è predisposto per l'uso in ambienti industriali, inosservanza alle direttive ed alle norme in vigore nella ComunitàEconomica Europea.Fagor Automation non si rende responsabile degli eventuali danniderivanti dal montaggio del CNC in altro tipo di condizioni (ambientiresidenziali o domestici).
Installare l'apparecchio nel luogo adeguato. Si raccomanda, se possibile, di installare il controllo numerico lontanoda liquidi refrigeranti, prodotti chimici, colpi, ecc.. che possanodanneggiarlo.L'apparecchio adempie alle direttive europee di compatibilitàelettromagnetica. Ciononostante, è consigliabile mantenerlo lontanoda fonti di perturbazioni elettromagnetiche, come:
Cariche potenti connesse alla stessa rete dell'apparecchiatura.Trasmettitor i por tati l i vicini (Radiotelefoni, apparecchiradioamatori).Trasmettitori radio/TV vicini.Macchine saldatrici ad arco vicine.Linee di alta tensione nelle vicinanze.
Inviluppi. Il costruttore è responsabile di garantire che l'inviluppo in cui è statamontata l'apparecchiatura adempie a tutte le direttive in vigore nellaComunità Economica Europea.
Evitare interferenze provocate dal lamacchina.
La macchina utensile deve avere disinseriti tutti gli elementi chegenerano interferenze (bobine dei relè, contattori, motori, ecc.).
Utilizzare la fonte di alimentazione adeguata. Utilizzare, per l'alimentazione della tastiera e dei moduli remoti, unafonte di alimentazione esterna stabilizzata di 24 Vcc.
Connession i a te r ra de l la fonte d ialimentazione.
Il punto di zero volt della fonte di alimentazione esterna dovrà essereconnessa al punto principale di terra della macchina.
Connessioni degli ingressi e delle usciteanalogiche.
Eseguire il collegamento mediante cavi schermati, collegando tuttele maglie al rispettivo terminale.
Condizioni ambientali. La temperatura ambiente in regime di funzionamento, deve esserecompresa fra +5 ºC e +45 ºC (41 ºF e 113 ºF).La temperatura ambiente in regime di non funzionamento, deveessere compresa fra -25 ºC e 70 ºC (-13 ºF e 158 ºF).
Abitacolo dell’unità centrale. Garantire fra l’unità centrale e ognuna delle pareti del contenitore ledistanze richieste.Utilizzare un ventilatore a corrente continua per migliorare laventilazione dell'abitacolo.
Disposi t ivo d i sez ionamentodell'alimentazione.
Il dispositivo di sezionamento dell'alimentazione deve essere situatoin un luogo facilmente accessibile e ad una distanza dal pavimentocompresa da 0,7 a 1,7 metri (2,3 e 5,6 piedi).
Moduli remoti. Tutti gli ingressi-uscite digitali sono provvisti di isolamento galvanicomediante optoaccoppiatori fra la circuiteria interna e quella esterna.

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·17·
SIMBOLI DI SICUREZZA
Simboli che possono apparire nel manuale.
Simboli che possono avere il prodotto.
Simbolo di pericolo o divieto.Indica azioni od operazioni che possono provocare danni alle persone o alle apparecchiature.
Simbolo di avviso o precauzione.Indica situazioni che possono causare certe operazioni e le azioni da eseguire per evitarle.
Simbolo di obbligo. Indica azioni ed operazioni da effettuare obbligatoriamente.
Simbolo di informazione.Indica note, avvisi e consigli.
Simbolo di protezione terra.Indica che un determinato punto può trovarsi sotto tensione.
i

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·19·
CONDIZIONI DI GARANZIA
GARANZIA INIZIALE
Ogni prodotto costruito o venduto dalla FAGOR ha una garanzia di 12 mesi per l’utente finale, che potrannoessere controllati dalla rete di servizio mediante il sistema di controllo garanzia appositamente stabilito dallaFAGOR.
Affinché il tempo che trascorre fra l’uscita di un prodotto dai nostri magazzini all’arrivo all’utilizzatore finalenon giochi contro questi 12 mesi di garanzia, la FAGOR ha stabilito un sistema di controllo della garanziabasato sulla comunicazione, da parte del costruttore o intermediario, alla FAGOR della destinazione,dell’identificazione e della data di installazione sulla macchina, nel documento che accompagna ogniprodotto all’interno della busta della garanzia. Questo sistema consente, oltre ad assicurare l’anno digaranzia all’utente, di tenere informati i centri di servizio della rete sulle attrezzature FAGOR facenti partedella propria area di responsabilità provenienti da altri Paesi.
La data d’inizio della garanzia sarà quella indicata come data d’installazione nel succitato documento, laFAGOR dà un periodo di 12 mesi al costruttore o intermediario per l’installazione e vendita del prodotto,in modo che la data d’inizio della garanzia può essere fino a un anno dopo quella di partenza del prodottodai nostri magazzini, purché ci sia pervenuto il foglio di controllo della garanzia. Ciò significa in pratical'estensione della garanzia a due anni dall'uscita del prodotto dai magazzini Fagor. Nel caso in cui non siastato inviato il citato foglio, il periodo di garanzia concluderà dopo 15 mesi dall'uscita del prodotto dai nostrimagazzini.
La succitata garanzia copre tutte le spese di materiali e mano d’opera prestati negli stabilimenti della dittaFagor per correggere le anomalie di funzionamento degli strumenti. La ditta FAGOR si impegna a riparareo a sostituire i propri prodotti dall’inizio della produzione e fino a 8 anni dalla data di eliminazione dalcatalogo.
Solo la ditta FAGOR può decidere, a suo giudizio insindacabile, se la riparazione rientra o no nella garanzia.
CLAUSOLE DI ESCLUSIONE
La riparazione avrà luogo nei nostri stabilimenti e sono quindi escluse dalla garanzia tutte le spese causatedalle trasferte del personale tecnico della ditta necessarie per realizzare la riparazione di uno strumento,nonostante lo strumento stesso sia ancora coperto dal periodo di garanzia suindicato.
La garanzia sarà applicabile solo se gli strumenti sono stati installati rispettando le istruzioni, non sianostati oggetto di uso improprio, non abbiano subito danni accidentali o causati da incuria e non siano statioggetto di intervento da parte di personale non autorizzato dalla ditta FAGOR. Se, una volta eseguital'assistenza o la riparazione, la causa del guasto non fosse imputabile a tali elementi, il cliente è tenutoa coprire tutte le spese, in base alle tariffe in vigore.
Non sono coperte altre garanzie implicite o esplicite e la FAGOR AUTOMATION non si rende comunqueresponsabile di altri danni o pregiudizi eventualmente verificatisi.

·20·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)
GARANZIA SULLE RIPARAZIONI
Analogamente alla garanzia iniziale, FAGOR offre una garanzia sulle proprie riparazioni standard in basealle seguenti condizioni:
Nei casi in cui la riparazione sia stata effettuata su preventivo, cioè eseguita solo sulla parte avariata, lagaranzia sarà sui pezzi sostituiti ed avrà una durata di 12 mesi.
I ricambi forniti sfusi hanno una garanzia di 12 mesi.
CONTRATTI DI MANUTENZIONE
È disponibile presso il distributore o il costruttore che acquista e installa i nostri sistemi CNC il CONTRATTODI SERVIZIO.
PERIODO 12 mesi.
DESCRIZIONE Comprende pezzi e manodopera sugli elementi riparati (osostituiti) presso i locali della rete propria.
CLAUSOLE DI ESCLUSIONE Le stesse che si applicano al capitolo garanzia iniziale. Se lariparazione viene effettuata nel periodo di garanzia, non ha effettol’ampliamento della garanzia.

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·21·
CONDIZIONI DI SUCCESSIVE SPEDIZIONI
In caso di spedizione dell'unità centrale o dei moduli remoti, imballarli nei cartoni originali con il materialedi imballo originale. Se non si dispone di materiale di imballo originale, imballare come segue:
1 Trovare una scatola di cartone le cui 3 dimensioni interne siano di almeno 15 cm (6 pollici) maggioridi quelle dell'apparecchio. Il cartone dello scatolone deve avere una resistenza di 170 Kg (375 libbre).
2 Applicare un'etichetta all'apparecchio indicante il proprietario dello stesso, l'indirizzo, il nome dellapersona di contatto, il tipo di apparecchio e il numero di serie. In caso di guasto, indicare anche il sintomoe una breve descrizione dello stesso.
3 Avvolgere l'apparecchio con un film di poliuretano o con materiale simile per proteggerlo. In caso dispedizione dell'unità centrale con monitore, proteggere specialmente lo schermo.
4 Imbottire l'apparecchio nella scatola di cartone con gommapiuma di poliuretano in tutti i lati.
5 Sigillare la scatola di cartone con un nastro per imballo o con grappe industriali.


Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·23·
MANUTENZIONE DAL CNC
PULIZIA
L’accumulo di sporcizia nello strumento può agire da schermo e impedire la corretta dissipazione del caloregenerato dai circuiti elettronici interni, con il conseguente rischio di surriscaldamento e rottura dellostrumento. Inoltre, in certi casi, la sporcizia accumulata può trasformarsi in elemento conduttore e causaredisfunzioni nei circuiti interni dello strumento, specialmente in ambienti molto umidi.
Per la pulizia del pannello di comando e del monitore si consiglia l’uso di un panno morbido inumidito conacqua deionizzata e/o detergenti lavapiatti non abrasivi (liquidi, mai in polvere), oppure alcool al 75%.Inoltre, non si deve usare aria compressa ad alta pressione giacché ciò può produrre l’accumulo di elettricitàche, a sua volta, può generare scariche elettrostatiche.
Le plastiche usate nella parte frontale degli apparecchi sono resistenti a grassi ed oli minerali, basi evarechina, detergenti disciolti ed alcool. Evitare l’azione di solventi come cloroidrocarburi, benzolo, estereed etere poiché possono danneggiare le plastiche della parte anteriore dello strumento.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
Fagor Automation non si rende responsabile di eventuali danni materiali o infortuni derivanti dalla mancataosservanza di tali requisiti di sicurezza basilari.
• Non manipolare i connettori con l'apparecchio collegato alla rete elettrica. Prima di manipolare iconnettori (ingressi/uscite, retroazione, ecc.), assicurarsi che l'apparecchio non sia collegato alla reteelettrica.
• Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation puòmanipolare l'interno dell'apparecchio.
• Se il CNC non si accende azionando l’interruttore di avvio, verificare i collegamenti.


CNC 8065TC
(REF: 1305)
1
·25·
CONCETTI GENERALI
1.1 Accesso alla modalità conversazionale.
Una volta avviato il CNC, per poter passare in modalità conversazionale, premere i tasti[SHIFT] [ESC]. Se si desidera tornare alla modalità T, premere un’altra volta i tasti [SHIFT][ESC].
[SHIFT] [ESC]
[SHIFT] [ESC]
La messa a punto del CNC si deve eseguire nella modalità di lavoro T. Inoltre, alcuni errori devonoessere eliminati nella modalità di lavoro T.

·26·
Manuale di funzionamento
CNC 8065TC
1.
CO
NC
ET
TI G
EN
ER
AL
I
(REF: 1305)
Tas
tiera
1.2 Tastiera
Tastiera verticale e orizzontale.
Consentono di selezionare caratteri, spostarsi per le varie schermate e selezionare lediverse modalità di lavoro.
Tastiera JOG
Consente di spostare gli assi della macchina, manovrare il mandrino, modificarel’avanzamento degli assi e la velocità del mandrino, nonché iniziare e fermare l’esecuzione.
Q W E R T Y U I O P
S D F G H J K L ÑA
Z X C V B N M
ALTGRALTCTRL
CAPS INS
DEL
MAINMENU
END
HOME
7 8 9
4 5 6
1 2 3
_ 0 .+
*
=
/
CUSTOM
RECALL ENTER
, . -
{ }
^ESC
SHIFTSHIFT<
SPACE
UTILITIESTOOLSTABLESEDITMANUALAUTO
MDI
END
HOME
7 8 9
4 5 6
1 2 3
_ 0 .+
*
=
/
A B C D E F
G H I J K L
M N Ñ O P Q
R S T U V W
X Y Z INS DEL
SPACE
ENTER
RECALL
ESC
ALT
CAPS
SHIFT
CTRL
MDI
EDITMANUALAUTO
MAINMENU
CUSTOM
TABLES TOOLS UTILITIES
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
CNCOFF
X+
X-
Y+ Z+
Y- Z-
4+ 5+ 6+
4- 5- 6-
7+ 7- 200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
FEED
_
+
ZERO SINGLE RESET
SPEED
100001000
100101
10010 1
jog

Manuale di funzionamento
CNC 8065TC
CO
NC
ET
TI G
EN
ER
AL
I
1.
(REF: 1305)
·27·
Tas
tiera
Insieme tastiera con tastiera jog e monitore.
·28·
Manuale di funzionamento
CNC 8065TC
1.
CO
NC
ET
TI G
EN
ER
AL
I
(REF: 1305)
Tas
tiera

CNC 8065TC
(REF: 1305)
2
·29·
LAVORO IN MODALITÀ MANUALE.
La schermata standard della modalità di lavoro TC è la seguente:
Se si preme il tasto bicolore, il CNC visualizza la schermata ausiliare della modalità di lavoroTC:

·30·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Intr
oduz
ione
2.1 Introduzione
2.1.1 Schermata standard della modalità di lavoro conversazionale.
1 Softkey per il cambio di unità mm/pollici.
2 Softkey per entrare in ispezione utensili.
3 Softkey per accedere ai grafici in modalità esecuzione.
4 Softkey per la selezione di OFFSET.
5 Softkey per la calibratura utensili.
6 Finestra in cui si visualizzano:
• L’utensile selezionato (T).
• Rappresentazione grafica del fattore di forma.
• Il numero del correttore (D) associato all'utensile selezionato.
• Gli offset definiti per l’utensile.
• Le quote, riferite allo zero macchina, corrispondenti al punto di cambio utensile. Seuna di queste quote è selezionata, si può dare alla stessa il valore della quota correntedi tale asse premendo [RECALL].
7 Finestra per visualizzare l’avanzamento degli assi che è selezionato, F, la % di F che èapplicata e il valore dell’F reale. Se si seleziona un jog incrementale o un volantino, saràindicato anche in questa finestra mediante la rispettiva e la % selezionato.
8 Finestra per visualizzare l’informazione relativa al mandrino:
• La velocità di rotazione teorica che è selezionata. Valore S quando si lavora ingiri/min. e valore VCC quando si lavora con velocità di taglio costante.
• Stato del mandrino. È rappresentato mediante un’icona e può girare a destra, asinistra o essere fermo.
• La percentuale applicata della velocità del mandrino.
• Giri massimi del mandrino (Smax).
• Gamma mandrino attiva.
9 Softkeys per l’editazione dei cicli.
10 Barra di messaggi.
11 Giri reali del mandrino.
12 Quote degli assi. Il simbolo f indica che l’asse sta lavorando in diametri.
Se vi è più di un mandrino nel canale attivo, si può selezionare il mandrino di cui sivisualizzano i dati premendo S più di una volta. Se vi è già la cella della velocità di rotazioneprogrammata selezionata, ogni volta che si preme S si visualizzerà l’informazione delseguente mandrino.
1
2
3
4
5
6
7
910
11
12
8

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·31·
Intr
oduz
ione
2.1.2 Schermata ausiliare della modalità di lavoro conversazionale.
1 Softkey per il cambio di unità mm/pollici.
2 Softkey per entrare in ispezione utensili.
3 Softkey per accedere ai grafici in modalità esecuzione.
4 Softkey per la selezione di OFFSET.
5 Softkey per la calibratura utensili.
6 Finestra che visualizza lo stato delle funzioni G, F, T, D, M.
7 Finestra in cui si visualizzano:
• L’utensile selezionato (T).
• Rappresentazione grafica del fattore di forma.
• Il numero del correttore (D) associato all'utensile selezionato.
8 Finestra per visualizzare l’avanzamento degli assi che è selezionato, F, la % di F che èapplicata e il valore dell’F reale.
9 Finestra che visualizza il valore delle variabili:
• Partc: Indica il numero di pezzi consecutivi che sono stati eseguiti con uno stessoprogramma. Ogni volta che si seleziona un nuovo programma, questa variabileassume il valore 0.
• CyTime: Indica il tempo trascorso durante l’esecuzione del pezzo. Sarà espresso nelformato “ore:minuti:secondi:centesimi di secondo”. Ogni volta che inizia l’esecuzionedi un programma, anche se ripetitivo, questa variabile assume il valore 0.
• Timer: Indica il contatore dell'orologio abilitato dal PLC. Sarà espresso nel formato"ore:minuti:secondi".
10 Finestra con informazione relativa al mandrino:
• La velocità di rotazione teorica che è selezionata. Valore S quando si lavora ingiri/min. e valore VCC quando si lavora con velocità di taglio costante.
• La percentuale applicata della velocità del mandrino.
• Giri massimi del mandrino (Smax).
• Gamma mandrino attiva.
11 Barra di messaggi.
12 Finestra con informazione relativa al mandrino:
• Velocità teorica.
• Velocità in GIRI/MIN.
• Velocità in m/min.
1
2
3
4
511
12
13
147
8
9
6
10

·32·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Intr
oduz
ione
13 Finestra con informazione relativa agli assi:
• COMANDO: Indica la quota programmata; vale a dire la posizione che deveraggiungere l'asse.
• CORRENTE: Indica la quota reale o posizione dell'asse.
• RESTO: Indica la distanza che deve ancora percorrere l’asse per raggiungere laquota programmata.
14 Finestra che visualizza le righe del programma in esecuzione.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·33·
Intr
oduz
ione
2.1.3 Editazione di un ciclo.
Per editare un ciclo, premere il softkey corrispondente al ciclo desiderato.
Se si desidera selezionare un altro ciclo della stessa famiglia, premere di nuovo il softkeyper aprire il menu con i cicli disponibili.
Una volta selezionato il ciclo da editare, immettere i dati nella rispettive finestre per ognunodei parametri di tale ciclo. Per convalidare ognuno dei parametri e passare a quello seguentepremere [INVIO].
Per ulteriori informazioni sull'editazione dei cicli, consultare il capitolo "3 Lavoro conoperazioni o cicli".
Dopo avere editato il ciclo, esso potrà essere simulato, eseguito o memorizzato utilizzandoil menu di softkey verticali.
Per ulteriori informazioni sulla memorizzazione dei cicli, consultare il capitolo"5 Memorizzazione programmi.".

·34·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Intr
oduz
ione
2.1.4 Simulazione di un ciclo.
Per simulare il ciclo editato premere il softkey verticale [Simula ciclo].
1 Softkey per iniziare la simulazione del ciclo.
2 Softkey per arrestare la simulazione del ciclo.
3 Softkey per fare un reset della simulazione.
4 Softkey per eseguire una simulazione del ciclo per blocchi.
5 I softkey orizzontali consentono di impostare la visualizzazione del ciclo simulato.
• Tipo di vista.
• Configurazione.
• Azioni.
• Cancellare.
• Dimensioni.
• Misurazione.
1
2
3
4
5

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·35·
Intr
oduz
ione
2.1.5 Esecuzione di un ciclo.
Per eseguire un ciclo sarà necessario premere il softkey verticale [Esegui ciclo]. Dopodichèapparirà un’icona con il simbolo di marcia, per avvisare l’utente che si procederà ad eseguireil ciclo.
Se si desidera eseguire il ciclo, si dovrà premere [MARCIA]. Se non si desidera effettuarel’esecuzione, premere il tasto [ESC].

·36·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Ope
razi
oni c
on g
li as
si.
2.2 Operazioni con gli assi.
2.2.1 Ricerca di riferimento macchina.
La ricerca di riferimento macchina è l'operazione mediante la quale si esegue lasincronizzazione del sistema. Questa operazione è necessaria quando il CNC perde laposizione dell'origine (ad esempio, quando si spegne la macchina).
Durante l'operazione di "Ricerca del riferimento macchina" gli assi si spostano sul punto diriferimento macchina e il CNC assume le quote definite dal costruttore per tale punto, riferiteallo zero macchina. Nel caso si disponga di Io codificati o retroazione assoluta, gli assi sisposteranno nella misura necessaria per verificarne la posizione.
La ricerca di riferimento macchina degli assi si può eseguire in modo manuale (asse per assedal pannello di comando) o automatico (con l’aiuto di un sottoprogramma).
Ricerca di riferimento macchina manuale (asse per asse).
R i c e r c a d e l r i f e r i m e n t o m a c c h i n a a u t o m a t i c a ( c o nsottoprogramma).
Questa possibilità di ricerca è disponibile solo se il costruttore della macchina ha definitoun sottoprogramma di ricerca riferimento.
La ricerca di riferimento macchina asse per asse annulla lo spostamento d’origine, di fissaggio e l’offsetdi misura. Il CNC assume come nuovo zero pezzo la posizione dello zero macchina.i
1 Selezionare, mediante la tastiera alfanumerica, l'asse di cui sidesidera fare il riferimento. Il CNC risalterà la quota di tale asse, adindicare che è stata selezionata.
Per selezionare assi numerati, (ad esempio "X1"), selezionare un assequalsiasi e quindi spostare la selezione fino a situarsi sull’assedesiderato. Il focus si sposta con i tasti [][].
2 Premere il tasto [ZERO] di ricerca riferimento macchina. Il CNCriporterà nella zona numerica il simbolo "1", indicando così che si faràuna ricerca.
3 Premere il tasto [START] per effettuare la ricerca di riferimentomacchina, o il tasto [ESC] per annullare l’operazione.
1 Premere il tasto [ZERO] di ricerca riferimento macchina. Il CNCvisualizza una finestra di dialogo in cui si richiede conferma perl'esecuzione della ricerca di riferimento macchina.
2 Premere il tasto [START] per effettuare la ricerca di riferimentomacchina, o il tasto [ESC] per annullare l’operazione.
X Y Z
ZERO
ESC
ZERO
ESC

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·37·
Ope
razi
oni c
on g
li as
si.
2.2.2 Spostamento manuale degli assi (mediante JOG)
Il CNC consente di spostare manualmente gli assi della macchina mediante la tastiera JOGsituata sul pannello di comando. La selezione del tipo di spostamento, continuo oincrementale, si esegue mediante il selettore situato sul pannello di comando.
La tastiera jog e il selettore avanzamenti.
Tastiera Jog.
In funzione del comportamento dei tasti, vi sono due tipi di tastiera jog.
Tasto di utente come tasti di jog.
Il CNC offre al costruttore la possibilità di abilitare i tasti d’utente come tasti jog. I tasti di utentecosì definiti funzionano come i tasti jog.
Selettore avanzamenti.
Jog continuo Jog incrementale Volantini
La tastiera dispone di due tasti per ogni asse. Uno per spostare l'assein senso positivo e l'altro per spostarlo in senso negativo.
Per spostare un asse basta premere il tasto corrispondente all'assee al senso di spostamento.
La tastiera dispone di un tasto per ogni asse e due tasti per il senso,comuni a tutti gli assi.
Per spostare un asse è necessario che sia il tasto dell’asse sia quellodel senso siano attivi. Vi sono due opzioni, a seconda di come è stataconfigurata la tastiera jog.
• L’asse si sposterà mentre si mantengono premuti entrambi i tasti,quello dell’asse e quello del senso.
• Premendo il tasto dell’asse, esso si mantiene attivo. L'asse sisposterà finché si manterrà premuto il tasto del senso. Per usciredalla selezione dell’asse, premere [ESC] o [STOP].
Lo spostamento si esegue all’avanzamento definito dal fabbricante dellamacchina. L’avanzamento si potrà variare da 0% a 200% mediante ilselettore avanzamenti del pannello di comando.
100001000
100101
10010 1 jog
jog
X+
X-
Y+ Z+
Y- Z-
7+ 7-
X
_+
Y Z
4 5 6
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
FEED

·38·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Ope
razi
oni c
on g
li as
si.
Spostamenti in jog continuo.
In JOG continuo, lo spostamento degli assi si mantiene finché si sta agendo sulla tastieraJOG. Gl i spostament i in JOG cont inuo consentono d i spostare var i ass icontemporaneamente.
1 Situare il selettore di movimenti del pannello di comando nella posizione di JOG continuo.
2 Mediante la tastiera JOG spostare l'asse desiderato. Se durante lo spostamento siseleziona un secondo asse, il nuovo asse si sposterà contemporaneamente al primo,nelle stesse condizioni.
Spostamenti in jog incrementale.
In JOG incrementale, l'asse si sposta una distanza determinata ogni volta che si preme untasto. Gli spostamenti in JOG incrementale consentono di spostare vari assicontemporaneamente.
1 Situare il selettore di movimenti del pannello di comando in una delle posizioni di JOGincrementale. Ogni posizione sposterà l'asse una distanza determinata, essendo i valoritipici come segue.
2 Mediante la tastiera JOG spostare l'asse desiderato. Ogni volta che si aziona sullatastiera JOG, l'asse si sposterà la distanza specificata dal selettore JOG. Se durante lospostamento s i selez iona un secondo asse, i l nuovo asse s i sposteràcontemporaneamente al primo, nelle stesse condizioni.
Se durante lo spostamento si preme il tasto di avanzamento rapido, lo spostamento sieseguirà con l'avanzamento rapido specificato dal costruttore della macchina. Taleavanzamento si applicherà finché si manterrà premuto tale tasto, e sarà ripristinatol'avanzamento precedente quando si rilascerà il tasto. L'avanzamento rapido si potràmodificare da 0% a 200% mediante il selettore di avanzamento del pannello di comando.
Posizione. Spostamento per ogni impulso.
1 0,001 mm o 0,0001 pollici.
10 0,010 mm o 0,0010 pollici.
100 0,100 mm o 0,0100 pollici.
1000 1.000 mm o 0,1000 pollici.
10000 10.000 mm o 1,0000 pollici.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·39·
Ope
razi
oni c
on g
li as
si.
2.2.3 Spostamento manuale degli assi (mediante volantini)
Il CNC consente di controllare lo spostamento degli assi mediante volantini elettronici. Aseconda del tipo di volantino, il CNC può disporre di volantini generali per spostare qualsiasiasse della macchina o di volantini individuali che spostano solo l’asse cui è associato.
Per spostare gli assi mediante volantini, situare il selettore di spostamenti del pannello dicomando in una delle posizioni del volantino. Ogni posizione indica il fattore dimoltiplicazione da applicare agli impulsi forniti dal volantino, essendo i valori tipici comesegue.
Una volta selezionata la risoluzione desiderata, e in funzione del tipo di volantino dautilizzare, generale o singolo, seguire i passi sotto indicati.
Volantino generale
Il CNC può disporre di vari volantini generali. Il volantino generale non è associato a nessunasse in particolare, consente di spostare qualsiasi asse della macchina anche ha unvolantino individuale associato.
• Se vi sono vari assi selezionati in modalità volantino, con il volantino generale sisposteranno tutti.
• Se è selezionato un asse che ha un volantino individuale associato, tale asse si potràspostare con il volantino generale, con quello individuale o con entrambi alla volta. Sesi utilizzano entrambi i volantini simultaneamente, il CNC sommerà o sottrarrà gli impulsidi entrambi i volantini, a seconda del senso di rotazione degli stessi.
• Se il CNC ha vari volantini generali, uno qualsiasi potrà spostare gli assi selezionati senzamodalità volantino. Se si utilizzano vari volantini simultaneamente, ad ogni asse coinvoltosarà applicata la somma degli incrementi di tutti i volantini.
I passi per spostare uno o vari assi con il volantino generale sono i seguenti:
1 Selezionare l’asse o gli assi che si desidera spostare. Il CNC visualizzerà in schermoinverso gli assi selezionati. Nel selezionare un asse, o nell'uscire dalla modalità volantinocon il selettore di spostamenti, si deseleziona automaticamente il precedente.
2 Una volta selezionato l'asse, il CNC lo sposterà man mano che si gira il volantino, tenendoconto della posizione del selettore e rispettando inoltre il senso di rotazione applicato.
L'avanzamento con il quale si esegue lo spostamento dipende dalla velocità alla quale sigirerà il volantino.
Selezione degli assi che si desidera spostare
Vi sono due modi di selezionare gli assi.
1 Sulla tastiera JOG, premere uno dei tasti associati all'asse che si desidera spostare. Nelselezionare un asse si deseleziona quello precedente. Per selezionare vari assi,premere contemporaneamente uno dei tasti di ogni asse.
Per selezionare un asse non è necessario che appartenga al canale attivo. Da un canaleè possibile mettere in modalità volantino un asse di un altro canale, se anche questosecondo canale è in modalità manuale.
2 Se si dispone di un volantino con pulsante, esso consente di selezionare in modosequenziale gli assi da spostare. Quando si aziona il pulsante, si seleziona il primo degliassi visualizzati. Se vi è un asse selezionato, si deseleziona e si seleziona quellosuccessivo. Se era l’ultimo, si seleziona di nuovo il primo.
È possibile selezionare solo gli assi che sono visualizzati nel canale attivo, a prescinderedal canale al quale appartengono. Non è possibile selezionare gli assi di un altro canale,o dello stesso canale, se non sono visualizzati.
La selezione degli assi si annulla quando si esce dalla modalità volantino con il selettorespostamenti e dopo un reset. Se un asse è stato messo in modalità volantino da PLC, si puòdisattivare solo dal PLC; un reset non lo disattiva.
Posizione. Spostamento per giro del volantino.
1 0,100 mm o 0,0100 pollici.
10 1.000 mm o 0,1000 pollici.
100 10.000 mm o 1,0000 pollici.

·40·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Ope
razi
oni c
on g
li as
si.
Selezione un asse dalla modalità automatico
Quando si dispone di un solo canale e si è nella modalità automatica, se si porta ilcommutatore in modalità volantino e si seleziona un asse, nel passare alla modalità manualesi mantiene l’asse selezionato.
Volantino singolo
Il CNC può disporre di vari volantini individuali, dove ognuno di essi è associato ad un assein particolare. Il CNC sposterà ognuno degli assi man mano che si gira il relativo volantino,tenendo conto della posizione del selettore e rispettando inoltre il senso di rotazioneapplicato.
In un movimento simultaneo di vari assi mediante volantini potranno partecipare tutti gli assicon volantino proprio, più gli selezionabili mediante il volantino generale. Quando si spostanodue o più assi alla volta, l'avanzamento al quale si esegue lo spostamento di ogni assedipende dalla velocità alla quale girerà il volantino associato.
Volantino di avanzamento.
In genere, quando si lavora un pezzo per la prima volta, l’avanzamento si controlla medianteil commutatore del pannello di comando. Il volantino di avanzamento consente di utilizzareuno dei volantini della macchina per controllare tale avanzamento in funzione della velocitàdi rotazione del volantino.
In modalità volantino, questo simbolo al lato di un asse indica che l’asse ha unvolantino individuale associato.
Può accadere che, in funzione della velocità di rotazione del volantino e della posizione del selettore,si richieda al CNC uno spostamento con un avanzamento superiore al massimo ammesso. In tal caso,il CNC sposterà l'asse la quota indicata, ma limitando l'avanzamento a tale valore.
i
La gestione di questa prestazione va eseguita dal PLC. In genere questa prestazione si attiva e sidisattiva mediante un pulsante esterno o un tasto appositamente impostato.i

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·41·
Ope
razi
oni c
on g
li as
si.
2.2.4 Spostamento di un asse a una quota
Comportamento dell'avanzamento
L'avanzamento al quale si esegue lo spostamento dipende dalla funzione G00 o G01 attiva.Tale avanzamento si può variare da 0% a 200% mediante il selettore del pannello dicomando. La percentuale si applicherà sia agli spostamenti effettuati in G00 sia a quellieffettuati in G01.
• Con la funzione G00 attiva, lo spostamento si esegue con l'avanzamento rapido definitodal costruttore della macchina.
• Con la funzione G01 attiva, lo spostamento si esegue con l'avanzamento attivo. Se nonvi è nessun avanzamento attivo, lo spostamento si esegue con l'avanzamento definitodal costruttore della macchina.
2.2.5 Preselezione di quote
La preselezione di quote va eseguita asse per asse. La preselezione realizzata può essereannullata mediante una ricerca di riferimento macchina manuale asse per asse, o mediantela funzione "G53".
1 Selezionare, mediante la tastiera alfanumerica, l'asse da spostare. IlCNC risalterà la quota di tale asse, ad indicare che è stata selezionata.
Per selezionare assi numerati, (ad esempio "X1"), selezionare un assequalsiasi e quindi spostare la selezione fino a situarsi sull’assedesiderato. Il focus si sposta con i tasti [][].
2 Immettere la quota del punto sul quale si desidera spostare l'asse.
3 Premere il tasto [START] per eseguire lo spostamento, o il tasto [ESC]per annullare l'operazione.
X Y Z
ESC
1 Selezionare, mediante la tastiera alfanumerica, l'asse di cui quota sidesidera preselezionare. Il CNC risalterà la quota di tale asse, adindicare che è stata selezionata.
Per selezionare assi numerati, (ad esempio "X1"), selezionare un assequalsiasi e quindi spostare la selezione fino a situarsi sull’assedesiderato. Il focus si sposta con i tasti [][].
2 Immettere il valore che si desidera preselezionare.
3 Premere il tasto [ENTER] per preselezionare il valore immesso o iltasto [ESC] per annullare l’operazione.
X Y Z

·42·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Con
trol
lo d
el m
andr
ino
2.3 Controllo del mandrino
Visualizzare i dati di vari mandrini.
Nella schermata si visualizza solo l’informazione di un mandrino. Se vi sono vari mandrininel canale, si potrà visualizzare l’informazione del mandrino successivo premendo il tasto"S". Premendo la prima volta si programma la velocità di rotazione, la seconda volta sivisualizza l’informazione del secondo mandrino e così via.
Controllo del mandrino
Il CNC consente di controllare manualmente il mandrino della macchina mediante i seguentitasti del pannello di comando. I tasti fanno sempre riferimento al mandrino master del canaleattivo.
Si consiglia di definire la velocità di rotazione del mandrino (mediante la modalità MDI) primadi selezionare il senso di rotazione, evitando così un avvio improvviso del mandrino neldefinire la velocità "S", dato che è attivo il senso di rotazione.
Variare l’override della velocità dal pannello di comando.
Il pannello di comando consente di variare percentualmente la velocità, mediante unatastiera jog o un commutatore (dipende dal modello).
Tasto. Significato.
Avviare il mandrino a destra (equivalente alla funzione M03), alla velocità attiva. IlCNC visualizza la funzione M03 nello storico del programma.
Avviare il mandrino a sinistra (equivalente alla funzione M04), alla velocità attiva. IlCNC visualizza la funzione M04 nello storico del programma.
Arrestare la rotazione del mandrino (equivalente alla funzione M05). Il CNCvisualizza la funzione M05 nello storico del programma.
Orientare il mandrino (equivalente alla funzione M19). Il CNC visualizza la funzioneM19 nello storico del programma.
Tasto. Significato.
Aumenta o diminuisce percentuale la velocità di rotazione del mandrino. I valorimassimi e minimi ed il passo incrementale sono definiti dall’OEM, essendo i valoritipici una variazione fra il 50% e il 120% con un passo del 5%.
Stabilisce la percentuale da applicare alla velocità di rotazione. I valori massimi eminimi sono definiti dall’OEM, essendo i valori tipici una variazione fra il 50% e il120%.
_+
200190
180
170
160
150
140
130
120110
100908070
60
50
40
30
20
10
42
0
SPEED

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·43·
Sel
ezio
ne e
cam
bio
uten
sile
2.4 Selezione e cambio utensile
Dalla modalità manuale è possibile cambiare l'utensile che si trova sul mandrino. I passi daeseguire sono i seguenti.
1 Premere, sulla tastiera alfanumerica, il tasto [T]. Il CNC risalterà il numero dell'utensilecorrente, ad indicare che è stato selezionato.
2 Immettere il numero dell'utensile che si desidera montare sul mandrino.
3 Premere il tasto [START] per eseguire il cambio di utensile, o il tasto [ESC] per annullarel’operazione.
2.5 Definire l'avanzamento e la velocità.
Definire un nuovo avanzamento en il canal.
L’avanzamento definito dalla modalità manuale si applica solo a questa modalità di lavoroe per il canale attivo. Se dalla modalità MDI/MDA si definisce un nuovo avanzamento, essosarà il nuovo avanzamento per le modalità manuale e automatica.
Per selezionare un nuovo avanzamento, procedere come segue.
1 Sulla tastiera alfanumerica, premere il tasto [F]. Il CNC risalterà il dato corrispondente,indicando che è selezionato.
2 Immettere il nuovo avanzamento.
3 Premere il tasto [START] per assumere il valore immesso o il tasto [ESC] per annullarel’operazione.
Definire una nuova velocità per il mandrino.
La velocità definita dalla modalità manuale si applica al mandrino visibile sulla schermatain quel momento. Se vi sono vari mandrini nel canale, si potranno visualizzare gli altrimandrini in modo rotativo premendo il tasto [S]. La velocità selezionata nella modalitàmanuale si mantiene nel cambiare alla modalità automatica e viceversa.
Per selezionare una nuova velocità, procedere come segue.
1 Sulla tastiera alfanumerico, premere il tasto [S] fino a selezionare il mandrino desiderato.La prima volta che si preme questo tasto, il CNC inquadra il relativo dato, indicando cosìche è selezionato.
2 Introdurre la nuova velocità.
3 Premere il tasto [START] per assumere il valore immesso o il tasto [ESC] per annullarel’operazione.

·44·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Def
inire
ed
attiv
are
gli s
post
amen
ti d’
orig
ine
o di
pin
ze.
2.6 Definire ed attivare gli spostamenti d’origine o di pinze.
La modalità manuale consente di salvare nella tabella origini o ancoraggi lo spostamentoattivo (spostamento d’origine, preselezione quote, ecc.) e di attivare uno spostamentod’origine già definito nelle tabelle.
Caricare un nuovo spostamento d’origine o di pinze nella tabella.
Con un decalaggio attivo, selezionare con il cursore uno spostamento della lista e premereil tasto [INVIO] per salvare il decalaggio corrente in tale spostamento. Nello spostamentoselezionato si aggiorna la posizione di tutti gli assi del canale.
Applicare uno spostamento d’origine o di pinze memorizzato nella tabella.
Selezionare con il cursore uno spostamento d’origine o di pinze della lista e premere il tasto[START] per attivarlo. Il nuovo spostamento programmato si applica a tutti gli assi del canale.
Questo softkey visualizza l’elenco degli spostamenti di origine e pinze del sistema, nonchéil loro valore in ognuno degli assi del canale. Questa lista è un’informazione riassunta delletabelle di origini e pinze, e qualsiasi cambiamento effettuato dalla modalità manualeinteressa comunque tali tabelle.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·45·
Cal
ibra
zion
e ut
ensi
le
2.7 Calibrazione utensile
La calibrazione utensili è disponibile dalla modalità manuale. Il softkey per accedere allacalibrazione utensili sarà diversa, in funzione del software installato (modello tornio ofresatrice). Per uscire dalla modalità calibrazione e tornare alla modalità manuale, premereil tasto [ESC].
Il CNC offre in entrambi i modelli la possibilità di calibrare sia utensili di tornio sia di fresatrice.Il CNC riporterà i dati necessari ed aggiornerà il grafico di guida in funzione dell’utensileselezionato.
Tipi di calibratura
Si dispone di vari modi di calibrare un utensile. Alcune modalità saranno disponibili soloquando si dispone di una sonda da tavolo.
Le cinematiche attive vengono considerate e non impediscono la calibrazione in talemodalità. Nel caso in cui fosse attiva una trasformazione di coordinate ( #CS o #ACS) o fosseattiva la funzione RTCP o TLC, non sarà consentita la calibrazione manuale nésemiautomatica.
Calibratura manuale. Calibratura senza sonda.
Si esegue senza sonda da tavola. È necessario un pezzo di riferimento per poter calibrarel’utensile. Tutti gli spostamenti si realizzano in modo manuale.
Calibratura semiautomatica. Calibratura con sonda.
Questa modalità di calibratura è disponibile quando si dispone di una sonda da tavolo. Glispostamenti di posizionamento si eseguono manualmente e lo spostamento di tastatura èeseguito dal CNC.
Calibrazione automatica. Calibratura con sonda e ciclo fisso.
Questa modalità di calibratura è disponibile quando si dispone di una sonda da tavolo. Tuttigli spostamenti sono eseguiti dal CNC utilizzando il ciclo fisso di calibrazione #PROBE.
Selezione della sonda
Nel CNC può essere configurati due sonde. Per la calibratura si utilizza la sonda attiva inquel momento. È possibile cambiare la sonda attiva dal programma pezzo o MDI mediantela sentenza #SELECT PROBE.
Calibratura dell'utensili (modello tornio).
Quando non si dispone di sonda da tavolo, è disponibile solo lacalibrazione manuale. Con sonda da tavolo, sono disponibili tutti i tipidi calibrazione. È possibile selezionare le varie modalità dicalibrazione dal menu verticale di softkey.
#SELECT PROBE [1]Seleziona la prima sonda.
#SELECT PROBE [2]Seleziona la seconda sonda.

·46·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
Configurazione geometrica degli assi in tornio; "piano" o"triedro".
Nel modello tornio, la configurazione geometrica degli assi può essere del tipo "piano" o"triedro", a seconda della disponibilità di un terzo asse principale, generalmente l’asse ·Y·.Le varie modalità di calibrazione si adattano alla configurazione definita, riportando i datinecessari per ognuna di esse.
Configurazione degli assi tipo "piano". L'asse longitudinale.
In questa configurazione si considera come asse longitudinale il secondo asse del canale.Se sono stati definiti gli assi X (primo asse) e Z (secondo asse), il piano di lavoro sarà ZXe l’asse longitudinale lo Z. Quest’asse longitudinale è quello al quale si applica lacompensazione di lunghezza quando si utilizzano utensili di fresatrice. Con utensili di torniola compensazione di lunghezza si applica su tutti gli assi in cui è stato definito un offsetnell’utensile.
Quando su un tornio si utilizzano utensili di fresatrice, è possibile cambiare l’asse dicompensazione longitudinale con la sentenza #TOOL AX o la funzione G20.
Configurazione geometrica degli assi tipo "triedro".
È la configurazione abituale di una fresatrice o di un tornio conun terzo asse principale (asse ·Y·).
Si dispone di tre assi che formano un triedro cartesiano tipoXYZ come in una fresatrice. Vi possono essere più assi, oltrequelli che formano il triedro.
Con questa configurazione, l’effetto sui piani è uguale a quellodi una fresatrice, salvo per il fatto che il piano consueto di lavorosarà G18 (se così impostato).
Configurazione geometrica degli assi tipo "piano".
È la configurazione abituale di un tornio.
Si dispone di due assi che formano il consueto piano di lavoro.Vi possono essere più assi, ma non possono far parte deltriedro; dovranno essere assi ausiliari, rotativi, ecc.
Con questa configurazione, il piano attivo sarà formato daiprimi due assi definiti sul canale. Se sono stati definiti gli assiX (primo asse) e Z (secondo asse), il piano di lavoro sarà ZX(asse Z come ascisse e asse X come ordinate).
Il piano di lavoro è sempre G18; non è consentito cambiarepiano dal programma pezzo.
X+
Z+
Y+
X+
Z+

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·47·
Cal
ibra
zion
e ut
ensi
le
2.7.1 Calibratura manuale. Calibratura senza sonda
Questa modalità consente solo di calibrare l’utensile attivo, che potrà essere sia di fresatriceche di tornio. Il CNC riporterà i dati necessari ed aggiornerà il grafico di guida in funzionedell’utensile selezionato.
A Dati della macchina. Posizione degli assi, utensile e correttore attivo, velocità reale delmandrino e avanzamento reale degli assi.
B Dati del pezzo che si utilizza per la calibratura e il disegno, indicante che la calibraturaè consentita. Se la finestra non visualizza questo disegno, significa che manca qualchedato da definire.
C Dati necessari per la calibratura.
D Dati dell'utensile
Calibratura dell'utensile
Poiché non è disponibile una sonda, è necessario un pezzo di riferimento per poter calibrarel’utensile. La calibrazione consiste nello spostare l’utensile manualmente fino a contatto conil pezzo e quindi confermare la calibrazione su ognuno degli assi. Dopo la conferma, i nuovivalori si salvano nella tabella utensili.
Selezione di un utensile
Dalla stessa modalità di calibrazione è possibile cambiare l’utensile e il correttore attivo.Dopo aver definito il nuovo utensile o correttore nei dati del ciclo, premere il tasto [START]e il CNC eseguirà il cambio utensile.
Va ricordato che se l’utensile definito è l’utensile attivo, quando si preme [START] il CNCassume i valori che ha il correttore in quel momento.
Calibratura in un modello tornio (impostazioni di assi tipo piano).
Negli utensili di tornio e fresatrice si calibrano gli offset in ognuno degli assi. Quando siconferma la calibrazione in uno degli offset, l’usura di tale offset si inizializza a zero.
Calibratura in un modello tornio (impostazioni di assi tipo triedro).
• Negli utensili di tornio si calibrano gli offset in ognuno degli assi. Quando si confermala calibrazione in uno degli offset, l’usura di tale offset si inizializza a zero.
• Negli utensili di fresatrice offrono due opzioni, selezionabili mediante le seguenti icone.
Calibratura della lunghezza. Questa opzione consente di aggiornare il valoredella lunghezza e di inizializzare il valore di usura a zero. Si aggiornano anchei dati della tabella utensili.
Definizione degli offset. Questa opzione consente di aggiornare il valore glioffset in ognuno degli assi. Le usure degli offset si inizializzano a zero.
A
B
C
D

·48·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
Confermare la calibrazione.
La conferma si esegue dal menu verticale di softkey. Una volta calibrato l’utensile, il CNCvisualizza un messaggio che richiede di premere [START] per assumere i nuovi valori delcorrettore.
Quando in un tornio la configurazione degli assi è del tipo "triedro", la calibrazione sull’asseperpendicolare al piano di lavoro si esegue dal menu orizzontale di softkey.
Definizione dei dati
Per definire i dati numerici situare il focus sul dato corrispondente, digitare il valore desideratoe premere il tasto [INVIO].
Per un utensile di tornio.
La nomenclatura degli assi dipende dalla configurazione geometrica degli assi "piano" o"triedro". In caso di impostazione "piano", i nomi degli assi assumono la norma DIN per torni;asse Z come asse ascisse e asse X come asse ordinate.
Quando su un tornio si dispone di un terzo asse perpendicolare al piano di lavoro(configurazione geometrica "triedro"), ne saranno riportati anche i dati e sarà consentita lacalibrazione su tale asse. È possibile nascondere i dati del terzo asse dal menu orizzontaledi softkey.
Per un utensile di fresatrice.
Softkey. Descrizione.
Confermare la calibrazione della lunghezza di un utensile di fresatrice.
Confermare la calibrazione degli offset di un utensile di fresatrice.
Confermare la calibrazione degli offset di un utensile di tornio.
Dati Significato
Zp Xp Dimensioni del pezzo di riferimento da utilizzare nella calibrazione. Queste quotesono riferite agli assi principali dell’utensile.
T Utensile da calibrare
D Correttore a calibrare.
Off YOff X
Offsets dell'utensile su ognuno degli assi.
Lw Usura degli offset su ognuno degli assi.
Dati Significato
Zp Quota del pezzo di riferimento che si utilizzerà nella calibrazione. Questa quota èriferita all’asse longitudinale dell’utensile.
T Utensile da calibrare
D Correttore a calibrare.
L Lunghezza dell'utensile
Lw Usura della lunghezza.
R Raggio dell'utensile.
Rw Usura del raggio.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·49·
Cal
ibra
zion
e ut
ensi
le
Passi da seguire per calibrare l'utensile
Per calibrare la lunghezza, procedere come segue.
1 Definire le dimensioni del pezzo di riferimento da utilizzare nella calibrazione.
2 Selezionare l'utensile e il correttore a calibrare. Dopo la selezione, Il CNC riporta ledimensioni definite nella tabella utensili per tale correttore.
Per calibrare un utensile deve essere l'utensile attivo. Se si seleziona un utensile e sipreme [INVIO], il CNC visualizza i soli dati di tale utensile. Affinché il CNC esegua ilcambio utensile e questo diventi l’utensile attivo, occorre premere [START]. Vedi"Selezione di un utensile" alla pagina 47.
3 Calibrare l'utensile. Avvicinare l’utensile manualmente fino a fare contatto con il pezzoe quindi confermare la calibrazione dal menu di softkey.
Dopo aver confermato la calibrazione, si aggiornano i valori e si inizializza il valoredell’usura a zero. I nuovi valori si salvano nella tabella utensili.
4 Se si desidera che il CNC assuma i nuovi valori del correttore, premere di nuovo [START].
Per calibrare un altro utensile, ripetere i passi 2 e 3.
Considerazioni degli offset e alle relative usure.
Va ricordato che l’offset di un utensile su un asse è la distanza fra la base dell’utensile el’estremità dello stesso. Ciò significa che se si sta calcolando l’offset di un utensile difresatrice su un asse comprendente le dimensioni del raggio, tale raggio viene inclusonell’offset. Lo stesso accade per la lunghezza.
Quando si calibrano gli offset di un utensile di fresatrice, nella tabella di utensili si cancellail valore della lunghezza ma non si cancella il valore del raggio.
Criterio dei segni degli offset e alle relative usure.
Il criterio dei segni relativo agli offset e alle relative usure è definito dal parametro macchinaTOOLOFSG.
Immissione incrementale o assoluta delle usure.
Nella tabella utensili si può definire se l’usura si immette con valore incrementale o assoluto.
Con usura incrementale, il valore immesso dall’utente si sommerà (o si sottrarrà, senegativo) al valore assoluto che aveva l’usura. Dopo aver premuto [INVIO] per confermareil nuovo valore, il campo dell’usura riporterà il valore assoluto risultante.
TOOLOFSG Significato.
Negativo. La calibrazione utensile restituisce un offset negativo. L’usura dell’offset si deveimmettere con valore positivo.
Positivo. La calibrazione utensile restituisce un offset positivo. L’usura dell’offset si deveimmettere con valore negativo.
Usura iniziale Usura incrementale Usura totale
1 0.2 1.2
1 -0.2 0.8
-1 0.2 -0.8
-1 -0.2 -1.2

·50·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
2.7.2 Calibrazione semiautomatica. Calibratura con sonda
Questa opzione è disponibile solo se si dispone di una sonda da tavola installata sullamacchina. In un modello tornio consente di calibrare gli offset di qualsiasi utensile.
A Dati della macchina. Posizione degli assi, utensile e correttore attivo, velocità reale delmandrino e avanzamento reale degli assi.
B Dati dello spostamento di tastatura.
C Dati necessari per la calibratura.
L’utensile è sul mandrino. Dopo la calibratura, l'usura si inizializza a zero.
Quando si modificano di dati dell'utensile e dopo la calibratura, si aggiornano i dati dellatabella utensili.
Calibratura dell'utensile.
La calibrazione consiste nell’accostare l’utensile manualmente alla sonda e quindi ordinareal CNC che esegua lo spostamento di tastatura. Il CNC sposterà l’utensile sull’asseselezionato fino a contatto con la sonda. Dopo il contatto con la sonda si conclude lacalibrazione su tale asse e si aggiornano i valori.
Selezione di un utensile
Dalla stessa modalità di calibrazione è possibile cambiare l’utensile e il correttore attivo.Dopo aver definito il nuovo utensile o correttore nei dati del ciclo, premere il tasto [START]e il CNC eseguirà il cambio utensile.
Occorre ricordare che in questa modalità di calibrazione il tasto [START] ha due funzioni.Se è stato selezionato un utensile nuovo, esegue il cambio utensile. Se l’utensile selezionatoè quello attivo, nel premere [START] inizia la calibrazione.
Calibrazione utensile
Negli utensili di tornio e fresatrice si calibrano gli offset in ognuno degli assi. Quando siconferma la calibrazione in uno degli offset, l’usura di tale offset si inizializza a zero.
Confermare la calibrazione
Dal menu orizzontale di softkey si seleziona l’asse e il senso di spostamento per eseguirela calibrazione. Una volta selezionato, e dopo aver montato l’utensile sul mandrino, premere[START] per iniziare la calibrazione. L’utensile si sposterà nel senso indicato fino a toccarela sonda, dopodiché si concluderà la calibrazione su tale asse e si aggiorneranno i datidell’utensile con i valori misurati.
Una volta calibrato l’utensile, il CNC visualizza un messaggio che richiede di premere[START] per assumere i nuovi valori del correttore. Se si preme [START] con questomessaggio visibile, il CNC assume i nuovi valori del correttore; se il messaggio non è visibile,premendo [START] si esegue di nuovo lo spostamento di tastatura.
A modo di guida, una volta selezionato uno spostamento, nella finestra sarà visualizzato undisegno informativo indicante il tipo di calibrazione da eseguire.
B
A
C

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·51·
Cal
ibra
zion
e ut
ensi
le
Definizione dei dati
Per definire i dati numerici situare il focus sul dato corrispondente, digitare il valore desideratoe premere il tasto [INVIO].
Passi da seguire per calibrare l'utensile
Per calibrare l'utensile, procedere come segue:
1 Definire la distanza e l'avanzamento di tastatura. Se non si definisce il avanzamento, latastatura si esegue con l'avanzamento definito dal costruttore della macchina.
2 Selezionare l'utensile e il correttore a calibrare. Dopo la selezione, Il CNC riporta ledimensioni definite nella tabella utensili per tale correttore.
Per calibrare un utensile deve essere l'utensile attivo. Se si seleziona un utensile e sipreme [INVIO], il CNC visualizza i soli dati di tale utensile. Affinché il CNC esegua ilcambio utensile e questo diventi l’utensile attivo, occorre premere [START]. Vedi"Calibratura dell'utensile." alla pagina 50.
3 Avvicinare manualmente l’utensile alla sonda fino a situarlo sulla traiettoria che saràutilizzata per la tastatura.
4 Calibrare l'utensile. Selezionare sul menu di softkey l'asse e il senso di tastatura epremere [START].
La sonda si sposta parallelo all'asse e nel senso selezionato sino a toccare la sonda.Si aggiorna il valore misurato e si inizializza il valore dell'usura a zero. I dati si salvanosulla tabella utensili.
5 Se si desidera che il CNC assuma i nuovi valori del correttore, premere di nuovo [START].Per assumere i nuovi valori, occorre premere [START] mentre il messaggio in basso èvisibile; altrimenti si esegue di nuovo lo spostamento di tastatura.
Considerazioni degli offset e alle relative usure.
Va ricordato che l’offset di un utensile su un asse è la distanza fra la base dell’utensile el’estremità dello stesso. Ciò significa che se si sta calcolando l’offset di un utensile difresatrice su un asse comprendente le dimensioni del raggio, tale raggio viene inclusonell’offset. Lo stesso accade per la lunghezza.
Quando si calibrano gli offset di un utensile di fresatrice, nella tabella di utensili si cancellail valore della lunghezza ma non si cancella il valore del raggio.
Criterio dei segni degli offset e alle relative usure.
Il criterio dei segni relativo agli offset e alle relative usure è definito dal parametro macchinaTOOLOFSG.
Immissione incrementale o assoluta delle usure.
Nella tabella utensili si può definire se l’usura si immette con valore incrementale o assoluto.
Dati Significato
PRBMOVE Massima distanza di tastatura. Se una volta percorsa tale distanza il CNC non riceveil segnale della sonda, si arresterà lo spostamento degli assi.
F Avanzamento di tastatura.
T Utensile da calibrare
D Correttore a calibrare.
Off XOff Z
Offsets dell'utensile su ognuno degli assi.
TOOLOFSG Significato.
Negativo. La calibrazione utensile restituisce un offset negativo. L’usura dell’offset si deveimmettere con valore positivo.
Positivo. La calibrazione utensile restituisce un offset positivo. L’usura dell’offset si deveimmettere con valore negativo.

·52·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
Con usura incrementale, il valore immesso dall’utente si sommerà (o si sottrarrà, senegativo) al valore assoluto che aveva l’usura. Dopo aver premuto [INVIO] per confermareil nuovo valore, il campo dell’usura riporterà il valore assoluto risultante.
Usura iniziale Usura incrementale Usura totale
1 0.2 1.2
1 -0.2 0.8
-1 0.2 -0.8
-1 -0.2 -1.2

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·53·
Cal
ibra
zion
e ut
ensi
le
2.7.3 Calibratura automatica con sonda e ciclo fisso (configurazionegeometrica "piano")
Questa opzione è disponibile solo se si dispone di una sonda da tavola installata sullamacchina. Questa modalità consente di calibrare sia utensili di fresatrice che di tornio. Il CNCriporterà i dati necessari ed aggiornerà il grafico di guida in funzione dell’utensile selezionato.
A Dati della macchina. Posizione degli assi, utensile e correttore attivo, velocità reale delmandrino e avanzamento reale degli assi.
B Utensile da calibrare
C Dati per la calibratura e la posizione della sonda.
Calibratura dell'utensile
La calibrazione si esegue mediante un ciclo fisso di sonda. Il CNC sposta l’utensile fino acontatto con la sonda e conferma la calibrazione su ognuno degli assi. L'utensile si calibrasui due assi del piano.
La calibratura inizia premendo il tasto [START]. Quando il CNC termina la calibrazione sugliassi selezionati, si aggiorna il valore delle dimensioni e delle usure. I nuovi valori si salvanonella tabella utensili.
Selezione di un utensile
In questa modalità di calibrazione è lo stesso ciclo ad eseguire il cambio utensile e correttore.Non è necessario collocare preventivamente l’utensile sul mandrino.
Occorre ricordare che premendo il tasto [START], si attiva il ciclo fisso di calibrazione .
Selezionare una posizione alternativa per la sonda.
Calibrazione utensile
Sia negli utensili di fresatrice sia in quelli di tornio si calibrano gli offset su ognuno degli assi.Le usure degli offset si inizializzano a zero.
Per la calibrazione si utilizza la posizione della sonda definita nei parametrimacchina. Opzionalmente sarà possibile definire una posizione alternativa perla sonda, che sarà valida solo per la calibrazione definita. La nuova posizione noninteressa i valori definiti nei parametri macchina.
A
B
C

·54·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
Definizione dei dati
Per definire i dati numerici situare il focus sul dato corrispondente, digitare il valore desideratoe premere il tasto [INVIO]. Per cambiare le icone, situare il focus su di esso e premere il tasto[SPACE].
Passi da seguire per calibrare l'utensile
Per calibrare la lunghezza, procedere come segue.
1 Selezionare l'utensile e il correttore a calibrare. Non è necessario situare l'utensile sulmandrino; il CNC si occupa di eseguire tale operazione se necessario.
2 Definire i dati che definiscono la calibratura.
3 Premere il tasto [START] per iniziare la calibrazione. Il CNC calibra l’utensile eseguendotutti gli spostamenti necessari; non è necessario accostare l’utensile manualmente. Senecessario, il CNC esegue il cambio utensile.
4 Dopo la calibrazione, si aggiornano i dati della tabella utensili.
Dati Significato
T Utensile da calibrare
D Correttore a calibrare.
Ds Distanza di sicurezza.
F Avanzamento per il movimento di tastatura.Se non si definisce, gli spostamenti essi saranno eseguiti all'avanzamento di defaultspecificato dal costruttore della macchina.
PRB1MAX···PRB2MIN
Posizione della sonda.I valori qui definiti vengono considerati solo durante il ciclo di calibratura; nonmodificano i valori dei parametri macchina.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·55·
Cal
ibra
zion
e ut
ensi
le
2.7.4 Calibratura automatica con sonda e ciclo fisso (configurazionegeometrica "triedro")
Questa opzione è disponibile solo se si dispone di una sonda da tavola installata sullamacchina. Questa modalità consente di calibrare sia utensili di fresatrice che di tornio. Il CNCriporterà i dati necessari ed aggiornerà il grafico di guida in funzione dell’utensile selezionato.
A Dati della macchina. Posizione degli assi, utensile e correttore attivo, velocità reale delmandrino e avanzamento reale degli assi.
B Utensile da calibrare
C Dati per la calibratura e la posizione della sonda.
D Dati per la misura dell’usura.
Calibratura dell'utensile
La calibrazione si esegue mediante un ciclo fisso di sonda. Il CNC sposta l’utensile fino acontatto con la sonda e conferma la calibrazione su ognuno degli assi. L’utensile potrà esserecalibrato sui due assi del piano o sui tre del triedro.
La calibratura inizia premendo il tasto [START]. Quando il CNC termina la calibrazione sugliassi selezionati, aggiorna la tabella utensili con i valori misurati. Inoltre il CNC assume i nuovivalori.
Selezione di un utensile
In questa modalità di calibrazione è lo stesso ciclo ad eseguire il cambio utensile e correttore.Non è necessario collocare preventivamente l’utensile sul mandrino.
Occorre ricordare che premendo il tasto [START], si attiva il ciclo fisso di calibrazione .
Selezionare una posizione alternativa per la sonda.
Calibrazione utensile
Negli utensili di fresatrice offrono due opzioni, selezionabili mediante le seguenti icone.
Negli utensili di tornio si calibrano gli offset in ognuno degli assi. Le usure degli offset siinizializzano a zero.
Per la calibrazione si utilizza la posizione della sonda definita nei parametrimacchina. Opzionalmente sarà possibile definire una posizione alternativa perla sonda, che sarà valida solo per la calibrazione definita. La nuova posizione noninteressa i valori definiti nei parametri macchina.
• Calibrare gli offset e inizializzare le usure a zero.
• Calibrare la lunghezza e il raggio e misurare le usure.
A
B
C
D

·56·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le
Definizione dei dati
Per definire i dati numerici situare il focus sul dato corrispondente, digitare il valore desideratoe premere il tasto [INVIO]. Per cambiare le icone, situare il focus su di esso e premere il tasto[SPACE].
Per calibrare la lunghezza, il raggio e le usure di un utensile di fresatrice.
I dati riportati dipendono dall’opzione di calibratura selezionata nel menu orizzontale disoftkey. Da questo menu sarà possibile selezionare se si desidera calibrare la lunghezzae/o il raggio e se si desidera o no calcolarne le usure. Se non si calcolano le usure, siinizializzano a zero dopo la calibratura.
Per calibrare gli offset in un utensile di tornio o fresatrice.
Dati Significato
T Utensile da calibrare
D Correttore a calibrare.
Ds Distanza di sicurezza.
F Avanzamento per il movimento di tastatura.Se non si definisce, gli spostamenti essi saranno eseguiti all'avanzamento di defaultspecificato dal costruttore della macchina.
N Numero di lame dell'utensile.Se si definisce con valore ·0·, il CNC conosce la localizzazione di una lama edeseguirà lo spostamento solo una volta. La velocità di rotazione del mandrino deveessere ·0·.Se si definisce con valore diverso da ·0· si calibrano tutte le lame. Il CNC esegue unprimo spostamento per individuare una lama, quindi arresterà il mandrino edeseguirà la misura precisa di ogni lama. Occorre definire la velocità del mandrino ela distanza Dm.
Dm Distanza che si allontana il bordo dell’utensile dal centro della sonda per posizionarela seguente lama.
S Velocità del mandrino.
Lato della sonda da toccare.
Effetto se si supera l’usura massima consentita; respingere l’utensile o cambiarlo conun altro della stessa famiglia.
Lw Usura massima consentita in lunghezza.
Rw Usura massima consentita in raggio.
PRB1MAX···PRB2MIN
Posizione della sonda.I valori qui definiti vengono considerati solo durante il ciclo di calibratura; nonmodificano i valori dei parametri macchina.
Dati Significato
T Utensile da calibrare
D Correttore a calibrare.
Ds Distanza di sicurezza.
F Avanzamento per il movimento di tastatura.Se non si definisce, gli spostamenti essi saranno eseguiti all'avanzamento di defaultspecificato dal costruttore della macchina.
PRB1MAX···PRB2MIN
Posizione della sonda.I valori qui definiti vengono considerati solo durante il ciclo di calibratura; nonmodificano i valori dei parametri macchina.
Questa icona definisce il numero di assi sui cui si desidera eseguire la tastatura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
2.
(REF: 1305)
·57·
Cal
ibra
zion
e ut
ensi
le
Passi da seguire per calibrare l'utensile
Per calibrare la lunghezza, procedere come segue.
1 Selezionare l'utensile e il correttore a calibrare. Non è necessario situare l'utensile sulmandrino; il CNC si occupa di eseguire tale operazione se necessario.
2 Definire i dati che definiscono la calibratura. Quando si calibra un utensile di fresatrice,selezionare sul menu orizzontale di softkey l’operazione da eseguire.
3 Premere il tasto [START] per iniziare la calibrazione. Il CNC calibra l’utensile eseguendotutti gli spostamenti necessari; non è necessario accostare l’utensile manualmente. Senecessario, il CNC esegue il cambio utensile.
4 Dopo la calibrazione, si aggiornano i dati della tabella utensili.

·58·
Manuale di funzionamento
CNC 8065TC
2.
LA
VO
RO
IN M
OD
AL
ITÀ
MA
NU
AL
E.
(REF: 1305)
Cal
ibra
zion
e ut
ensi
le

CNC 8065TC
(REF: 1305)
3
·59·
LAVORO CON OPERAZIONI O CICLI
3.1 Cicli fissi disponibili nell’editor.
Selezionare i cicli di lavorazione.
I cicli della lavorazione integrati nell’editor di cicli sono raggruppati come segue: Premendouno di questi softkey, l’editor visualizza l’ultimo ciclo utilizzato in tale gruppo. Premendo lostesso softkey per la seconda volta, il menu visualizza tutti i cicli del gruppo.
Attivare la modalità teach-in.
Impostare l’editor di cicli.
Accedere ai cicli di sonda.
Tornitura.
Tornitura cilindrica semplice, tornitura cilindrica con arrotondamento divertici, sfacciatura semplice, sfacciatura con arrotondamento di vertici,smussatura di vertice, smussatura fra punti, arrotondamento di vertice earrotondamento fra punti.
Filettature.
Filettatura longitudinale, Filettatura conica, Filettatura frontale, Ripassofiletti, Filettatura con n ingressi.
Scanalatura.
Scanalatura semplice longitudinale, Scanalatura semplice frontale,Scanalatura inclinata longitudinale, Scanalatura inclinata frontale,Tranciatura.
Profilo.
Tornitura a punti, tornitura profilo, profilo sul piano ZC, cicli di tascheZC/YZ, profilo sul piano XC e cicli di tasche XC/XY.
Lavorazioni a Z.
Foratura, maschiatura, forature multiple, maschiature multiple e slotmilling.
Posizionamenti.
Posizionamento, Posizionamento con funzioni M.
Il softkey "+" visualizza a sua volta il softkey per attivare la modalitàteach-in, che consente di spostare manualmente gli assi della macchinaed immettere nei dati del ciclo la posizione reale degli assi. Vedi"3.1.2 Modalità teach-in." alla pagina 61.
Il softkey "+" visualizza a sua volta il softkey per impostare alcune opzionidei cicli dell’editor.
Il softkey "+" visualizza a sua volta il softkey per accedere ai cicli di sondao ai cicli del modello fresatrice (se disponibili).

·60·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
3.1.1 Impostare l’editor di cicli.
Programmazione delle funzioni M in a ogni operazione.
Abilitare la programmazione di funzioni M nei cicli fissi, per l’esecuzione prima di ognioperazione di lavorazione. Ciò consente, ad esempio, di eseguire sottoprogrammi associatia funzioni M prima delle varie operazioni.
Con questa opzione attiva, l’editor offrirà in ogni operazione del ciclo l’opzione di editare finoa 4 funzioni M. Per eseguire solo una di esse, definirle in primo luogo e non programmareil resto dei dati.
Selezionare i grafici per tornio verticale.
Selezionare i grafici per tornio verticale.
Selezionare la configurazione degli assi.
Il softkey "+" visualizza a sua volta il softkey per impostare alcune opzionidei cicli dell’editor.
Sulle schermate dei cicli, per visualizzare e definire i dati delle funzioni M occorreattivare quello di visualizzazione; altrimenti i dati non saranno visibili.
Editor di cicli configurato per tornio orizzontale.
Editor di cicli configurato per tornio verticale.
Stabilire una configurazione di assi per l’editor di cicli. Laconfigurazione assi definita è valida solo per facilitare l’editazione delciclo, dato che visualizza i dati associati a quote in base allaconfigurazione assi scelta.
I cicli fissi non hanno associato nessun piano di lavoro, si eseguonosul piano di lavoro attivo in quel momento.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·61·
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
3.1.2 Modalità teach-in.
Con questa modalità attiva, l’editor di cicli visualizza in basso una finestra con la posizionereale degli assi, così come le condizioni di lavorazione attive. Le informazioni della finestranon sono configurabili, non sono condizionate dalle impostazioni realizzate nella modalitàEDISIMU per la modalità teach-in.
Con la modalità TEACH-IN attiva, i dati degli assi si potranno continuare ad editaredirettamente dalla tastiera o gli si potrà assegnare la posizione reale che occupano gli assi.Entrambi i modi di editazione possono essere utilizzati indistintamente, anche durante ladefinizione di uno stesso ciclo. Per assegnare a un dato la posizione del relativo asse,procedere come segue.
1 Selezionare uno dei dati mediante il cursore.
2 Spostare gli assi nella posizione desiderata mediante tastiera JOG, volantini o lamodalità MDI/MDA.
3 Premere il tasto [RECALL]. L’editor immette nel dato selezionato mediante il cursore laposizione reale del rispettivo asse.
Il softkey "+" visualizza a sua volta il softkey per attivare la modalitàteach-in, che consente di spostare manualmente gli assi della macchinaed immettere nei dati del ciclo la posizione reale degli assi. Il resto dei datidel ciclo devono essere editati manualmente.

·62·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
3.1.3 Selezione di dati, profili ed icone
Selezione dati.
Per immettere o modificare un dato è necessario che esso sia selezionato, che abbia il focusdi editazione.
I parametri dei cicli potranno essere selezionati con i tasti [] [] [] [] o mediante i tastiad accesso diretto. È anche possibile selezionare il primo dato di ogni gruppo premendo itasti di pagina su o pagina giù.
I tasti di accesso diretto corrispondono al nome dei parametri; [F] per gli avanzamenti, [T]per gli utensili, ecc.. Ogni volta che si preme lo stesso tasto, si seleziona il seguente datodello stesso tipo.
Immissione dei dati.
Situarsi sulla relativa finestra, digitare il valore desiderato e premere il tasto [INVIO]. Se nonsi preme il tasto [INVIO] non si assume il nuovo valore.
Se è selezionata la modalità Teach-in, è possibile assegnare la posizione corrente dellamacchina a una quota. Posizionarsi nella rispettiva finestra e premere il tasto [RECALL].
Nei parametri dell’asse X si prenderà la quota del primo asse del canale in cui è attiva lamodalità editazione-simulazione. Nei parametri dell'asse Y la quota del secondo asse e neiparametri dell'asse Z la quota del terzo.
Cambiare lo stato di un'icona.
Situarsi sull'icona desiderata e premere la barra spaziatrice.
Accedere alla tabella utensili.
Premendo [RECALL] su un utensile, si accede alla tabella utensili e ai dati di tale utensile.
Selezionare - definire un profilo.
Per selezionare o modificare un profilo, è necessario che il dato corrispondente siaselezionato, che abbia il focus di editazione.
• Per selezionare un profilo esistente, premere il tasto [] per aprire l’elenco dei profilidefiniti e selezionarne uno, oppure scriverne il nome.
• Per definire un profilo nuovo, scrivere il nome desiderato e premere il tasto [RECALL]per accedere all’editor di profili.
• Per modificare un profilo esistente, selezionarlo sull’elenco o scriverne il nome e premereil tasto [RECALL] per accedere all’editor di profili.
• Per cancellare un profilo, premere il tasto [] per aprire l’elenco dei profili e selezionarneuno. Premere il tasto [DEL] per cancellarlo.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·63·
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
3.1.4 Definizione delle condizioni del mandrino
Tipo di lavoro (RPM) o (VCC)
Gamma mandrino
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Velocità massima di rotazione del mandrino (S) in giri/min
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Senso di rotazione del mandrino.
Refrigerante
Utilizzando i tasti [][][][], situarsi sull'icona e premere il tasto [SPACE] per cambiarel'icona.
Una volta terminata l'operazione o il ciclo, o il programma pezzo al quale appartiene, Il CNCinvia la funzione M9 al PLC.
Utilizzando i tasti [][][][], situarsi sull'icona e premere il tasto[SPACE] per cambiare il tipo di lavoro.
Utilizzando i tasti [][][][], situarsi sull'icona e premere il tasto[SPACE] per cambiare il tipo di lavoro.
Il CNC avvia il mandrino e assume tale senso di rotazione come dato dirotazione mandrino per il ciclo.
Comporta la attivazione del refrigerante. Il CNC invia la funzione M8 al PLC
Comporta la disattivazione del refrigerante. Il CNC invia la funzione M9 al PLC

·64·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
3.1.5 Definizione delle condizioni di lavorazione
Alcuni cicli mantengono le stesse condizioni di lavorazione durante tutta l’esecuzione (ciclodi posizonamento, ciclo di foratura, ...)
Altri cicli utilizzano condizioni di lavorazione per la sgrossatura e altre condizioni per la finitura(ciclo di tornitura cilindrica, ciclo di arrotondamento,...)
In questa sezione si indica come vanno definiti tutti questi dati.
Avanzamento degli assi (F)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Velocità di rotazione del mandrino (S)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Utensile per la lavorazione (T)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Il CNC aggiorna il correttore (D) associato e fa un refresh dell’icona aggiunta, visualizzandola rappresentazione grafica corrispondente al fattore di forma del nuovo utensile.
Numero di correttore (D)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Passata di sgrossatura (Δ)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Utensile di finitura (δ)
Situarsi su questo dato, digitare il valore desiderato e premere il tasto [ENTER].
Senso di lavorazione
Alcuni cicli consentono di selezionare il senso di lavorazione (senso di tornitura cilindricao senso di sfacciatura).
A tale scopo situarsi su questa icona e premere il tasto [SPACE]. L’icona cambia e si esegueil refresh del grafico guida.
Attivare o disattivare la sgrossatura, semifinitura, finitura o misura dell’usura
Con la lavorazione di finitura disattivata, se non si desidera lasciare sovrametallo occorreimmettere nelle rispettive caselle il valore 0.
Sentido de cilindrado Sentido de refrentado
Attiva o disattiva le lavorazioni di sgrossatura o finitura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·65·
Cic
lo d
i pos
izio
nam
ento
.
3.2 Ciclo di posizionamento.
Definizione dei dati
Tipo di spostamento:
Tipo di avanzamento:
Rotazione del mandrino:
Si può scegliere il senso di rotazione del mandrino o eseguire il ciclo con il mandrino fermo
Quote del punto di destinazione (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Selezionare il tipo di spostamento
Avanzamento all’F programmata
Avanzamento in rapido
Mandrino fermo.
X, Z Punto di destinazione
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.

·66·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i pos
izio
nam
ento
con
funz
ioni
M.
3.3 Ciclo di posizionamento con funzioni M.
Definizione dei dati
Tipo di spostamento:
Tipo di avanzamento:
Rotazione del mandrino:
Si può scegliere il senso di rotazione del mandrino o eseguire il ciclo con il mandrino fermo
Quote del punto di destinazione (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Le funzioni ausiliari "M" che si eseguiranno prima e dopo lo spostamento:
Sono denominate funzioni ausiliari "M" le funzioni predefinite dal fabbricante che consentonodi governare i vari dispositivi della macchina.
È possibile definire fino a 12 funzioni ausiliari, 6 prima di eseguire lo spostamento e 6 dopoaver eseguito lo spostamento
Le funzioni si eseguiranno nello stesso ordine in cui sono inserite nella lista.
Selezionare il tipo di spostamento
Avanzamento all’F programmata
Avanzamento in rapido
Mandrino fermo.
X, Z Punto di destinazione
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·67·
Cic
lo d
i tor
nitu
ra s
empl
ice.
3.4 Ciclo di tornitura semplice.
Definizione della geometria
Tipo de cilindrado Interna o esterna:
Ogni volta che si cambia tipo di tornitura cilindrica il CNC modifica l’icona e visualizza larispettiva schermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Tornitura cilindrica esterna
Tornitura cilindrica interna
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale.
DX, DZ Distanza di sicurezza.

·68·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra s
empl
ice.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Sovrametalli di finitura (δx,δz):
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
δx Sovrametallo di finitura in X.
δz Sovrametallo di finitura in Z.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·69·
Cic
lo d
i tor
nitu
ra s
empl
ice.
3.4.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·70·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra s
empl
ice.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote in X dei punti iniziale e finale e prende come punto di inizio in X la quota più lontanadal diametro finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L'operazione di finitura si esegue in G07.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·71·
Cic
lo d
i tor
nitu
ra c
ilind
rica
ed a
rrot
onda
men
to v
ertic
i.
3.5 Ciclo di tornitura cilindrica ed arrotondamento vertici.
Definizione della geometria
Tipo de cilindrado Interna o esterna:
Ogni volta che si cambia tipo di tornitura cilindrica il CNC modifica l’icona e visualizza larispettiva schermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ):
Spigoli (P1, P2, P3):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Tornitura cilindrica esterna
Tornitura cilindrica interna
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale.
Cambiare la forma dello spigolo con il tasto [SPACE] ed immettere il raggioo la distanza dello smusso.
DX, DZ Distanza di sicurezza.

·72·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra c
ilind
rica
ed a
rrot
onda
men
to v
ertic
i.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Sovrametalli di finitura (δx,δz):
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
δx Sovrametallo di finitura in X.
δz Sovrametallo di finitura in Z.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·73·
Cic
lo d
i tor
nitu
ra c
ilind
rica
ed a
rrot
onda
men
to v
ertic
i.
3.5.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·74·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra c
ilind
rica
ed a
rrot
onda
men
to v
ertic
i.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote in X dei punti iniziale e finale e prende come punto di inizio in X la quota più lontanadal diametro finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·75·
Cic
lo d
i sfa
ccia
tura
sem
plic
e.
3.6 Ciclo di sfacciatura semplice.
Definizione della geometria
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale (ammette valori negativi).
DX, DZ Distanza di sicurezza.

·76·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sfa
ccia
tura
sem
plic
e.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Sovrametalli di finitura (δx,δz):
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
δx Sovrametallo di finitura in X.
δz Sovrametallo di finitura in Z.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·77·
Cic
lo d
i sfa
ccia
tura
sem
plic
e.
3.6.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di sfacciatura fino a unadistanza dalla quota finale (Zf) uguale al sovrametallo di finitura. Questa operazione disgrossatura si esegue con le seguenti condizioni:
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di sfacciatura si esegue come indicato in figura, iniziando dal punto "1" e dopoil passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·78·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sfa
ccia
tura
sem
plic
e.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote in X dei punti iniziale e finale e prende come punto di inizio in X la quota più lontanadal diametro finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L'operazione di finitura si esegue in G07.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·79·
Cic
lo d
i sfa
ccia
tura
ed
arro
tond
amen
to v
ertic
i.
3.7 Ciclo di sfacciatura ed arrotondamento vertici.
Definizione della geometria
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ):
Spigoli (P1, P2, P3):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale (ammette valori negativi).
Cambiare la forma dello spigolo con il tasto [SPACE] ed immettere il raggioo la distanza dello smusso.
DX, DZ Distanza di sicurezza.

·80·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sfa
ccia
tura
ed
arro
tond
amen
to v
ertic
i.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Sovrametalli di finitura (δx,δz):
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
δx Sovrametallo di finitura in X.
δz Sovrametallo di finitura in Z.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·81·
Cic
lo d
i sfa
ccia
tura
ed
arro
tond
amen
to v
ertic
i.
3.7.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di sfacciatura fino a unadistanza dalla quota finale (Zf) uguale al sovrametallo di finitura. Questa operazione disgrossatura si esegue con le seguenti condizioni:
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di sfacciatura si esegue come indicato in figura, iniziando dal punto "1" e dopoil passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·82·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sfa
ccia
tura
ed
arro
tond
amen
to v
ertic
i.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote in X dei punti iniziale e finale e prende come punto di inizio in X la quota più lontanadal diametro finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·83·
Cic
lo d
i sm
ussa
tura
ver
tice.
3.8 Ciclo di smussatura vertice.
Definizione della geometria
Tipo di conicità: Interna o esterna:
Ogni volta che si cambia tipo di conicità il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Forma del pezzo prima e dopo il tratto conico:
Quadrante di lavoro:
Conicità esterna.
Conicità interna.
Tipo di tratto precedente al tratto conico.
Tipo di tratto posteriore al tratto conico.
Definisce il tipo di angolo da lavorare.

·84·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
ver
tice.
Quote dell'angolo teorico (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ):
Angolo (α):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo teorico (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
X, Z Quote dell’angolo teorico.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale.
α Angolo del cono.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·85·
Cic
lo d
i sm
ussa
tura
ver
tice.
Senso di lavorazione:
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
Sentido de cilindrado Sentido de refrentado
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consente d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

·86·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
ver
tice.
3.8.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.
Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·87·
Cic
lo d
i sm
ussa
tura
ver
tice.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.
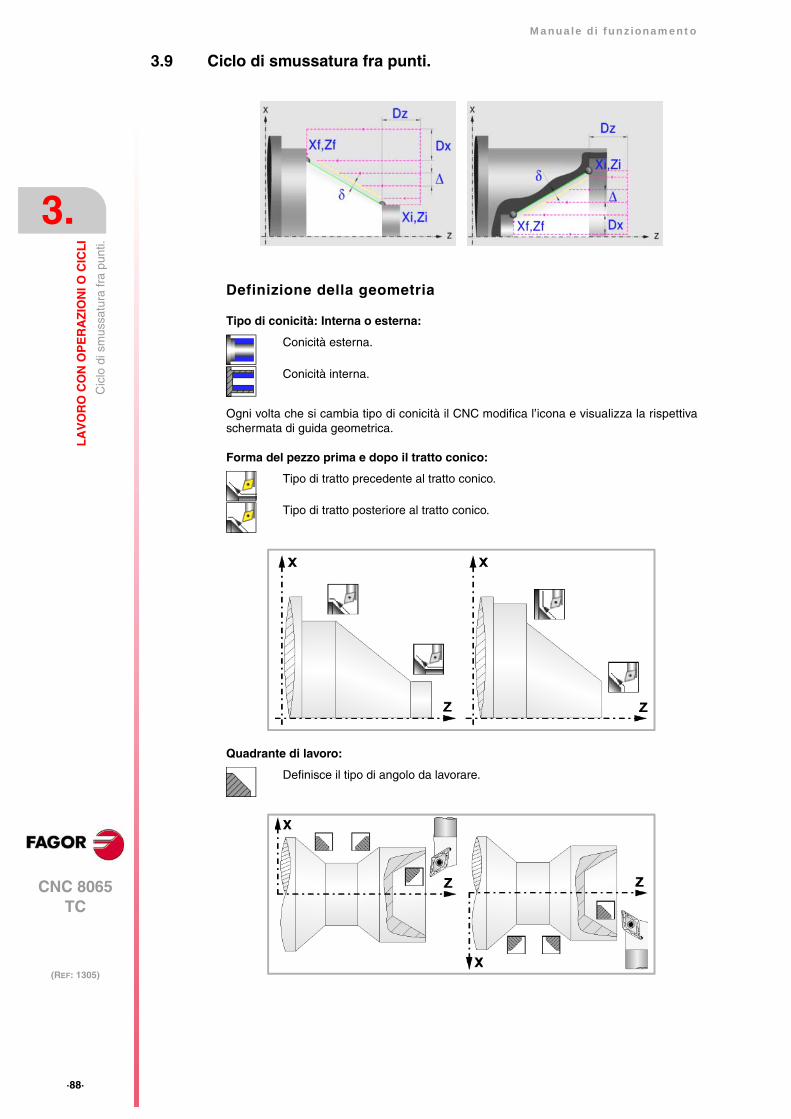
·88·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
fra
punt
i.
3.9 Ciclo di smussatura fra punti.
Definizione della geometria
Tipo di conicità: Interna o esterna:
Ogni volta che si cambia tipo di conicità il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Forma del pezzo prima e dopo il tratto conico:
Quadrante di lavoro:
Conicità esterna.
Conicità interna.
Tipo di tratto precedente al tratto conico.
Tipo di tratto posteriore al tratto conico.
Definisce il tipo di angolo da lavorare.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·89·
Cic
lo d
i sm
ussa
tura
fra
punt
i.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Senso di lavorazione:
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
Sentido de cilindrado Sentido de refrentado

·90·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
fra
punt
i.
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consen te d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·91·
Cic
lo d
i sm
ussa
tura
fra
punt
i.
3.9.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·92·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
fra
punt
i.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·93·
Cic
lo d
i sm
ussa
tura
ver
tice
2.
3.10 Ciclo di smussatura vertice 2.
Definizione della geometria
Tipo di conicità: Interna o esterna:
Ogni volta che si cambia tipo di conicità il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Forma del pezzo prima e dopo il tratto conico:
Quadrante di lavoro:
Conicità esterna.
Conicità interna.
Tipo di tratto precedente al tratto conico.
Tipo di tratto posteriore al tratto conico.
Definisce il tipo di angolo da lavorare.

·94·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
ver
tice
2.
Quote dell'angolo teorico (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Lunghezza del cono (C):
Angolo (α):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo teorico (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
X, Z Quote dell’angolo teorico.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
C Lunghezza del cono.
α Angolo del cono.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·95·
Cic
lo d
i sm
ussa
tura
ver
tice
2.
Senso di lavorazione:
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
Sentido de cilindrado Sentido de refrentado
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consente d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

·96·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sm
ussa
tura
ver
tice
2.
3.10.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·97·
Cic
lo d
i sm
ussa
tura
ver
tice
2.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

·98·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i arr
oton
dam
ento
ver
tice.
3.11 Ciclo di arrotondamento vertice.
Definizione della geometria
Tipo di arrotondamento: Interna o esterna:
Ogni volta che si cambia tipo di arrotondamento il CNC modifica l’icona e visualizza larispettiva schermata di guida geometrica.
Arrotondamento concavo e convesso:
Ogni volta che si cambia uno di essi il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Forma del pezzo prima e dopo il tratto di arrotondamento:
Quadrante di lavoro:
Arrotondamento esterno.
Arrotondamento interno.
Definiscono il tipo di arrotondamento che si desidera effettuare.
Tipo di tratto precedente al tratto di arrotondamento.
Tipo di tratto successivo al tratto di arrotondamento.
Definisce il tipo di angolo da lavorare.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·99·
Cic
lo d
i arr
oton
dam
ento
ver
tice.
Quote dell'angolo teorico (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Raggio di arrotondamento (R):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo teorico (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
X, Z Quote dell’angolo teorico.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
R Raggio dell'arrotondamento
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.

·100·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i arr
oton
dam
ento
ver
tice.
Senso di lavorazione:
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
Sentido de cilindrado Sentido de refrentado
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consen te d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·101·
Cic
lo d
i arr
oton
dam
ento
ver
tice.
3.11.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·102·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i arr
oton
dam
ento
ver
tice.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·103·
Cic
lo d
i arr
oton
dam
ento
fra
punt
i.
3.12 Ciclo di arrotondamento fra punti.
Definizione della geometria
Tipo di arrotondamento: Interna o esterna:
Ogni volta che si cambia tipo di arrotondamento il CNC modifica l’icona e visualizza larispettiva schermata di guida geometrica.
Arrotondamento concavo e convesso:
Ogni volta che si cambia uno di essi il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Forma del pezzo prima e dopo il tratto di arrotondamento:
Quadrante di lavoro:
Arrotondamento esterno.
Arrotondamento interno.
Definiscono il tipo di arrotondamento che si desidera effettuare.
Tipo di tratto precedente al tratto di arrotondamento.
Tipo di tratto successivo al tratto di arrotondamento.
Definisce il tipo di angolo da lavorare.

·104·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i arr
oton
dam
ento
fra
punt
i.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Raggio di arrotondamento (R):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
R Raggio dell'arrotondamento
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·105·
Cic
lo d
i arr
oton
dam
ento
fra
punt
i.
Senso di lavorazione:
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
Sentido de cilindrado Sentido de refrentado
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consente d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

·106·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i arr
oton
dam
ento
fra
punt
i.
3.12.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza del diametro finale selezionato come il sovrametallo di finitura. Questaoperazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.
Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·107·
Cic
lo d
i arr
oton
dam
ento
fra
punt
i.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L’operazione di finitura si esegue in G07, meno le traiettorie tangenti, che si eseguono in G05.

·108·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra lo
ngitu
dina
le
3.13 Ciclo di filettatura longitudinale
Definizione della geometria
Tipo di filettatura: Interna o esterna:
Ogni volta che si cambia tipo di filettatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quota in Z del punto finale (Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Filettature normalizzate:
Si può selezionare fra 7 tipi di filetti normalizzati. Vedi il capitolo "4 Filettature normalizzate".
Quando si sceglie una di esse, il passo e la profondità del filetto sono calcolatiautomaticamente. Se si sceglie P.H (filetto a passo libero), il passo e la profondità dellafilettatura vengono selezionati direttamente dall’utente. Le filettature normalizzate sonofilettature cilindriche a 1 ingresso.
Unità di misura:
Filettatura esterna.
Filettatura interna.
Xi, Zi Quote del punto iniziale.
Zf Quota su Z del punto finale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
M (S.I.) Filettatura metrica a passo normale (Sist. Internazionale).
M (S.I.F.) Filettatura metrica a passo fino (Sist. Internazionale).
B.S.W. (W) Filettatura Whitworth a passo normale.
B.S.F. Filettatura Whitworth a passo fino.
U.N.C. Filettatura unificata americana a passo normale.
U.N.F. Filettatura unificata americana a passo fino.
B.S.P. Filettatura Whitworth gas.
Consente di selezionare le unità in cui si immetteranno i dati (millimetri o pollici).

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·109·
Cic
lo d
i file
ttatu
ra lo
ngitu
dina
le
Passo di filettatura (P):
In caso di filettatura dritta, a differenza delle filettature coniche, il segno del passo èindifferente.
La distanza a fine filettature (σ):
Indica a che distanza dalla fine del filetto inizia ad allontanarsi dallo stesso. In questomovimento d’uscita si continua a filettare.
Profondità totale della filettatura (H):
La profondità totale del filetto si programma con valore positivo e in raggi.
Posizione angolare del mandrino:
Indica la posizione angolare del mandrino o angolo rispetto a Io, in cui deve iniziare lafilettatura. Consente di eseguire filettature a vari ingressi, senza dover indietreggiare il puntodi inizio.
Distanza di sicurezza.
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
P Passo di filettatura.
σ Distanza a fine filetto
H Profondità totale della filettatura
Senza programmazione dell'angolo di ingresso
Con programmazione dell'angolo di ingresso
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.

·110·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra lo
ngitu
dina
le
Profondità delle successive passate di filettatura (Δ, δ):
La profondità di ogni passata sarà in funzione del rispettivo numero di passata.
Se l’incremento di ingresso (differenza fra ingressi) calcolato dal CNC è minore del passominimo di ingresso decrescente, il CNC assume quest’ultimo valore.
Ripetizione dell’ultima passata:
Δ Fissa il passo massimo di ingresso.
δ Passo minimo d'approfondimento decrescente
Gli ingressi sono:
Ripete l’ultima passata.
Non ripete l’ultima passata.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
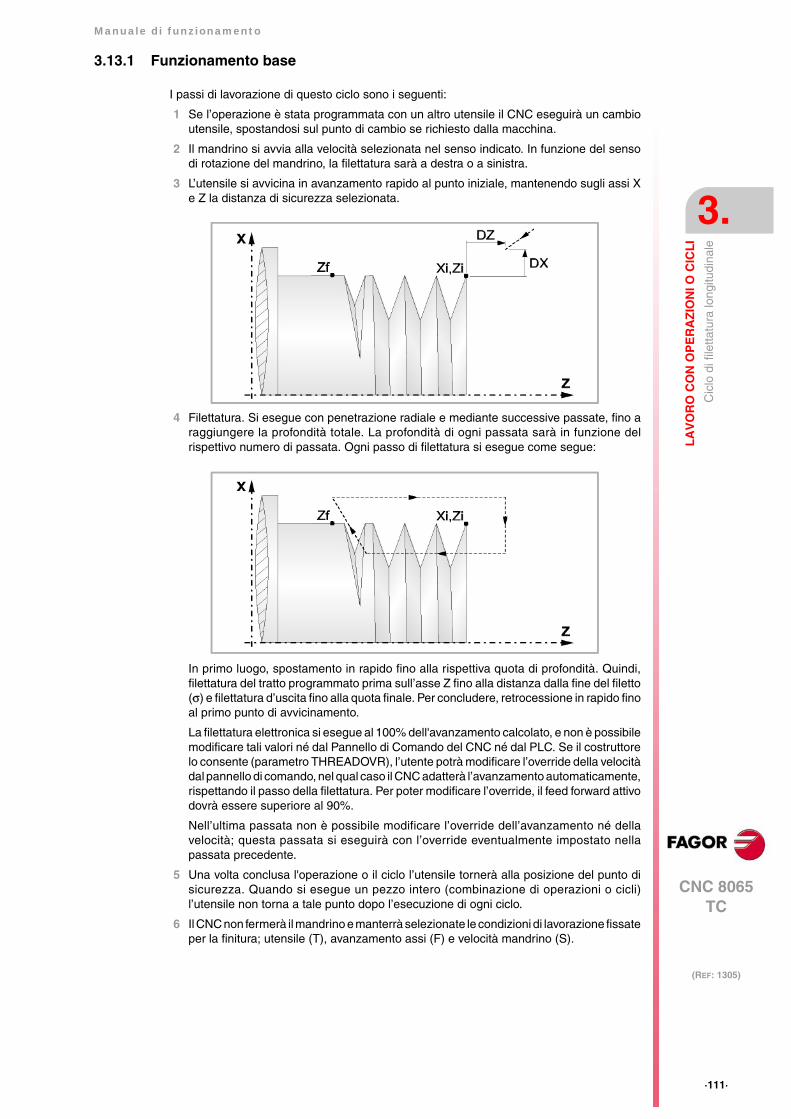
Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·111·
Cic
lo d
i file
ttatu
ra lo
ngitu
dina
le
3.13.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato. In funzione del sensodi rotazione del mandrino, la filettatura sarà a destra o a sinistra.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Filettatura. Si esegue con penetrazione radiale e mediante successive passate, fino araggiungere la profondità totale. La profondità di ogni passata sarà in funzione delrispettivo numero di passata. Ogni passo di filettatura si esegue come segue:
In primo luogo, spostamento in rapido fino alla rispettiva quota di profondità. Quindi,filettatura del tratto programmato prima sull’asse Z fino alla distanza dalla fine del filetto(σ) e filettatura d’uscita fino alla quota finale. Per concludere, retrocessione in rapido finoal primo punto di avvicinamento.
La filettatura elettronica si esegue al 100% dell'avanzamento calcolato, e non è possibilemodificare tali valori né dal Pannello di Comando del CNC né dal PLC. Se il costruttorelo consente (parametro THREADOVR), l’utente potrà modificare l’override della velocitàdal pannello di comando, nel qual caso il CNC adatterà l’avanzamento automaticamente,rispettando il passo della filettatura. Per poter modificare l’override, il feed forward attivodovrà essere superiore al 90%.
Nell’ultima passata non è possibile modificare l’override dell’avanzamento né dellavelocità; questa passata si eseguirà con l’override eventualmente impostato nellapassata precedente.
5 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
6 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

·112·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra c
onic
a.
3.14 Ciclo di filettatura conica.
Definizione della geometria
Tipo di filettatura: Interna o esterna:
Ogni volta che si cambia tipo di filettatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Punto finale:
Il punto finale si può definire in diversi modi.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Filettature normalizzate:
Si può selezionare fra 7 tipi di filetti normalizzati. Vedi il capitolo "4 Filettature normalizzate".
Quando si sceglie una di esse, il passo e la profondità del filetto sono calcolatiautomaticamente. Se si sceglie P.H (filetto a passo libero), il passo e la profondità dellafilettatura vengono selezionati direttamente dall’utente. Le filettature normalizzate sonofilettature cilindriche a 1 ingresso.
È possibile scegliere una filettatura conica ed anche una filettatura normalizzata; in questocaso si calcolerà il passo e la profondità che corrisponderebbe alla filettatura normalizzatacilindrica e si assegneranno a tale filettatura conica.
Filettatura esterna.
Filettatura interna.
Punto finale (Xf, Zf).
Angolo e lunghezza (α, ΔZ).
Angolo e punto finale (α, Zf).
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
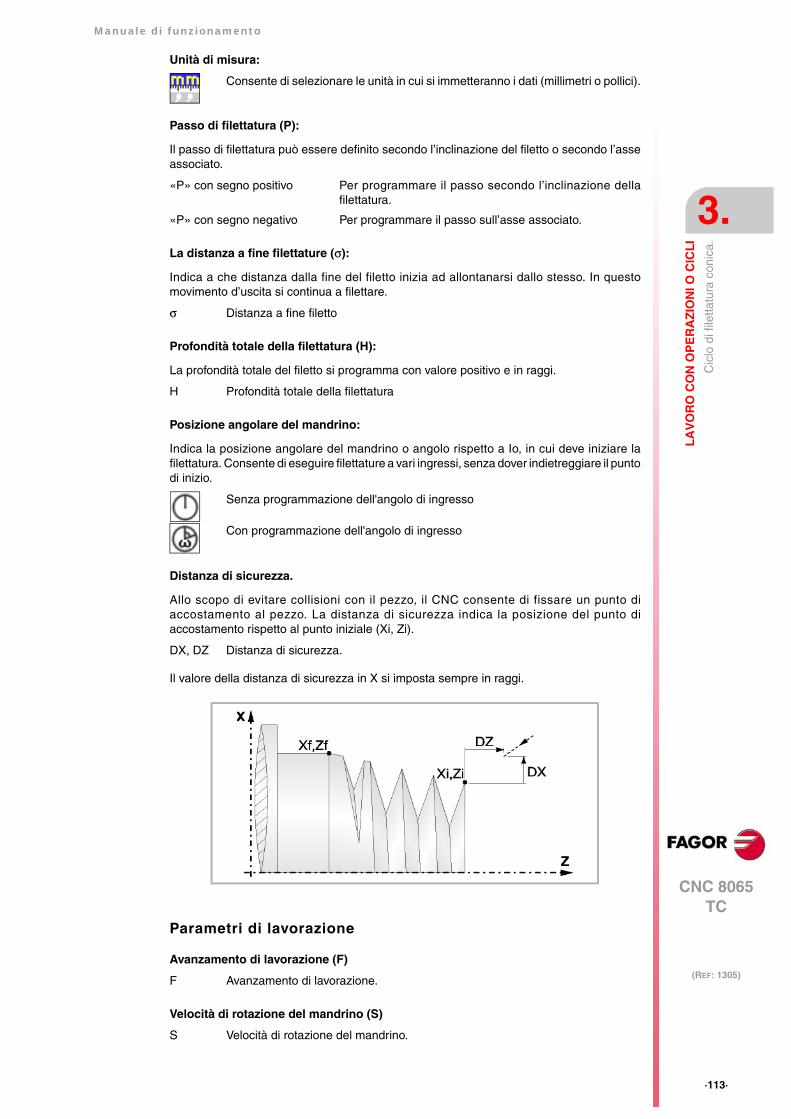
Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·113·
Cic
lo d
i file
ttatu
ra c
onic
a.
Unità di misura:
Passo di filettatura (P):
Il passo di filettatura può essere definito secondo l’inclinazione del filetto o secondo l’asseassociato.
La distanza a fine filettature (σ):
Indica a che distanza dalla fine del filetto inizia ad allontanarsi dallo stesso. In questomovimento d’uscita si continua a filettare.
Profondità totale della filettatura (H):
La profondità totale del filetto si programma con valore positivo e in raggi.
Posizione angolare del mandrino:
Indica la posizione angolare del mandrino o angolo rispetto a Io, in cui deve iniziare lafilettatura. Consente di eseguire filettature a vari ingressi, senza dover indietreggiare il puntodi inizio.
Distanza di sicurezza.
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Consente di selezionare le unità in cui si immetteranno i dati (millimetri o pollici).
«P» con segno positivo Per programmare il passo secondo l’inclinazione dellafilettatura.
«P» con segno negativo Per programmare il passo sull’asse associato.
σ Distanza a fine filetto
H Profondità totale della filettatura
Senza programmazione dell'angolo di ingresso
Con programmazione dell'angolo di ingresso
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.

·114·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra c
onic
a.
Profondità delle successive passate di filettatura (Δ):
Se l’incremento di ingresso (differenza fra ingressi) calcolato dal CNC è minore del passominimo di ingresso decrescente, il CNC assume quest’ultimo valore.
Tipo di penetrazione dell’utensile:
Si consiglia che l’angolo di penetrazione sia minore della metà dell’angolo dell’utensile e maimaggiore. Se l'angolo di penetrazione è maggiore della metà dell'angolo dell'utensile, nonè possibile lavorare la filettatura. Se l’angolo di penetrazione è uguale alla metà dell’angolodell’utensile, esso sfiora il fianco della filettatura in ogni passata.
Ripetizione dell’ultima passata:
Δ Fissa il passo massimo di profondità.
δ Passo minimo d'approfondimento decrescente
La profondità di ogni passata sarà in funzione del rispettivo numero di passata.Gli ingressi sono:
L’incremento dell’ingresso si mantiene costante fra passate, con un valore minoreo uguale a quello programmato Δ.
Radiale
Per fianco. Il CNC richiederà l’angolo (α) di penetrazione della lama.
A zigzag. Il CNC richiederà l’angolo (α) di penetrazione della lama.
Ripete l’ultima passata.
Non ripete l’ultima passata.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·115·
Cic
lo d
i file
ttatu
ra c
onic
a.
3.14.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato. In funzione del sensodi rotazione del mandrino, la filettatura sarà a destra o a sinistra.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Filettatura. Si esegue in successive passate, fino a raggiungere la profondità totale. Laprofondità di ogni passata sarà in funzione del modello selezionato; in funzione delrispettivo numero di passata o mantenendo costante l’incremento fra passate.
Δ ammette solo valori positivi, il CNC calcola l’incremento reale affinché tutte le passatedi sfacciatura siano uguali. Questo passo sarà uguale o inferiore a quello definito.
Ogni passo di filettatura si esegue come segue:
In primo luogo, spostamento in rapido fino alla rispettiva quota di profondità. Questospostamento si eseguirà in base all’angolo di penetrazione dell’utensile (α) selezionato.Quindi, filettatura del tratto programmato secondo il profilo definito fino alla distanza dallafine del filetto (σ) e filettatura d’uscita fino alla quota finale. Per concludere, retrocessionein rapido fino al primo punto di avvicinamento.
La filettatura elettronica si esegue al 100% dell'avanzamento calcolato, e non è possibilemodificare tali valori né dal Pannello di Comando del CNC né dal PLC. Se il costruttorelo consente (parametro THREADOVR), l’utente potrà modificare l’override della velocitàdal pannello di comando, nel qual caso il CNC adatterà l’avanzamento automaticamente,rispettando il passo della filettatura. Per poter modificare l’override, il feed forward attivodovrà essere superiore al 90%. Non è consigliabile modificare l’override della velocitànelle filettature con penetrazione di fronte.
Nell’ultima passata non è possibile modificare l’override dell’avanzamento né dellavelocità; questa passata si eseguirà con l’override eventualmente impostato nellapassata precedente.
5 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
6 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

·116·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra fr
onta
le.
3.15 Ciclo di filettatura frontale.
Definizione della geometria
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Passo di filettatura (P):
Il passo di filettatura può essere definito secondo l’inclinazione del filetto o secondo l’asseassociato.
La distanza a fine filettature (σ):
Indica a che distanza dalla fine del filetto inizia ad allontanarsi dallo stesso. In questomovimento d’uscita si continua a filettare.
Profondità totale della filettatura (H):
La profondità totale del filetto si programma con valore positivo e in raggi.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
«P» con segno positivo Per programmare il passo secondo l’inclinazione dellafilettatura.
«P» con segno negativo Per programmare il passo sull’asse associato.
σ Distanza a fine filetto
H Profondità totale della filettatura

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·117·
Cic
lo d
i file
ttatu
ra fr
onta
le.
Posizione angolare del mandrino:
Indica la posizione angolare del mandrino o angolo rispetto a Io, in cui deve iniziare lafilettatura. Consente di eseguire filettature a vari ingressi, senza dover indietreggiare il puntodi inizio.
Distanza di sicurezza.
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Profondità delle successive passate di filettatura (Δ):
Se l’incremento di ingresso (differenza fra ingressi) calcolato dal CNC è minore del passominimo di ingresso decrescente, il CNC assume quest’ultimo valore.
Senza programmazione dell'angolo di ingresso
Con programmazione dell'angolo di ingresso
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Fissa il passo massimo di profondità.
δ Passo minimo d'approfondimento decrescente
La profondità di ogni passata sarà in funzione del rispettivo numero di passata.Gli ingressi sono:
L’incremento dell’ingresso si mantiene costante fra passate, con un valore minoreo uguale a quello programmato Δ.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5

·118·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra fr
onta
le.
Tipo di penetrazione dell’utensile:
Si consiglia che l’angolo di penetrazione sia minore della metà dell’angolo dell’utensile e maimaggiore. Se l'angolo di penetrazione è maggiore della metà dell'angolo dell'utensile, nonè possibile lavorare la filettatura. Se l’angolo di penetrazione è uguale alla metà dell’angolodell’utensile, esso sfiora il fianco della filettatura in ogni passata.
Ripetizione dell’ultima passata:
Radiale
Per fianco. Il CNC richiederà l’angolo (α) di penetrazione della lama.
A zigzag. Il CNC richiederà l’angolo (α) di penetrazione della lama.
Ripete l’ultima passata.
Non ripete l’ultima passata.
2Δ3Δ
4Δ5Δ
Δ
α

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·119·
Cic
lo d
i file
ttatu
ra fr
onta
le.
3.15.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato. In funzione del sensodi rotazione del mandrino, la filettatura sarà a destra o a sinistra.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Filettatura. Si esegue in successive passate, fino a raggiungere la profondità totale. Laprofondità di ogni passata sarà in funzione del modello selezionato; in funzione delrispettivo numero di passata o mantenendo costante l’incremento fra passate.
Δ ammette solo valori positivi, il CNC calcola l’incremento reale affinché tutte le passatedi sfacciatura siano uguali. Questo passo sarà uguale o inferiore a quello definito. Ognipasso di filettatura si esegue come segue:
In primo luogo, spostamento in rapido fino alla rispettiva quota di profondità. Questospostamento si eseguirà in base all’angolo di penetrazione dell’utensile (α) selezionato.Quindi, filettatura del tratto programmato secondo il profilo definito fino alla distanza dallafine del filetto (σ) e filettatura d’uscita fino alla quota finale. Per concludere, retrocessionein rapido fino al primo punto di avvicinamento.
La filettatura elettronica si esegue al 100% dell'avanzamento calcolato, e non è possibilemodificare tali valori né dal Pannello di Comando del CNC né dal PLC. Se il costruttorelo consente (parametro THREADOVR), l’utente potrà modificare l’override della velocitàdal pannello di comando, nel qual caso il CNC adatterà l’avanzamento automaticamente,rispettando il passo della filettatura. Per poter modificare l’override, il feed forward attivodovrà essere superiore al 90%. Non è consigliabile modificare l’override della velocitànelle filettature con penetrazione di fronte.
Nell’ultima passata non è possibile modificare l’override dell’avanzamento né dellavelocità; questa passata si eseguirà con l’override eventualmente impostato nellapassata precedente.
5 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
6 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

·120·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
li di
rip
asso
di f
iletta
ture
.
3.16 Cicli di ripasso di filettature.
Definizione della geometria
Tipo di filettatura: Interna o esterna:
Ogni volta che si cambia tipo di filettatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Filettature normalizzate:
Si può selezionare fra 7 tipi di filetti normalizzati. Vedi il capitolo "4 Filettature normalizzate".
Quando si sceglie una di esse, il passo e la profondità del filetto sono calcolatiautomaticamente. Se si sceglie P.H (filetto a passo libero), il passo e la profondità dellafilettatura vengono selezionati direttamente dall’utente. Le filettature normalizzate sonofilettature cilindriche a 1 ingresso.
È possibile scegliere una filettatura conica ed anche una filettatura normalizzata; in questocaso si calcolerà il passo e la profondità che corrisponderebbe alla filettatura normalizzatacilindrica e si assegneranno a tale filettatura conica.
Unità di misura:
Passo di filettatura (P):
Il passo di filettatura può essere definito secondo l’inclinazione del filetto o secondo l’asseassociato.
Filettatura esterna.
Filettatura interna.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Consente di selezionare le unità in cui si immetteranno i dati (millimetri o pollici).
«P» con segno positivo Per programmare il passo secondo l’inclinazione dellafilettatura.
«P» con segno negativo Per programmare il passo sull’asse associato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·121·
Cic
li di
rip
asso
di f
iletta
ture
.
La distanza a fine filettature (σ):
Indica a che distanza dalla fine del filetto inizia ad allontanarsi dallo stesso. In questomovimento d’uscita si continua a filettare.
Profondità totale della filettatura (H):
La profondità totale del filetto si programma con valore positivo e in raggi.
Posizione angolare del mandrino
Indica la posizione angolare del mandrino o angolo rispetto a Io, in cui deve iniziare lafilettatura. Consente di eseguire filettature a vari ingressi, senza dover indietreggiare il puntodi inizio. Vi sono due modi.
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Distanza di sicurezza.
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
σ Distanza a fine filetto
H Profondità totale della filettatura
K Coordinata in Z di una cava del filetto.
W Posizione angolare del mandrino quota K
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.

·122·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
li di
rip
asso
di f
iletta
ture
.
Profondità delle successive passate di filettatura (Δ):
Se l’incremento di ingresso (differenza fra ingressi) calcolato dal CNC è minore del passominimo di ingresso decrescente, il CNC assume quest’ultimo valore.
Tipo di penetrazione dell’utensile:
Si consiglia che l’angolo di penetrazione sia minore della metà dell’angolo dell’utensile e maimaggiore. Se l'angolo di penetrazione è maggiore della metà dell'angolo dell'utensile, nonè possibile lavorare la filettatura. Se l’angolo di penetrazione è uguale alla metà dell’angolodell’utensile, esso sfiora il fianco della filettatura in ogni passata.
Ripetizione dell’ultima passata:
Δ Fissa il passo massimo di profondità.
δ Passo minimo d'approfondimento decrescente
La profondità di ogni passata sarà in funzione del rispettivo numero di passata.Gli ingressi sono:
L’incremento dell’ingresso si mantiene costante fra passate, con un valore minoreo uguale a quello programmato Δ.
Radiale
Per fianco. Il CNC richiederà l’angolo (α) di penetrazione della lama.
A zigzag. Il CNC richiederà l’angolo (α) di penetrazione della lama.
Ripete l’ultima passata.
Non ripete l’ultima passata.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·123·
Cic
li di
rip
asso
di f
iletta
ture
.
3.16.1 Funzionamento base
Definizione del ciclo
1 Definire le dimensioni del filetto come nel resto dei livelli e le quote relative a una dellecave. Per definire le quote della cava, il CNC deve conoscere la posizione del mandrino.
Basta eseguire una volta dopo l’accensione l’operazione di orientamento del mandrinoaffinché il CNC conosca la posizione del mandrino.
2 Con il mandrino fermo portare l’utensile che si utilizzerà nel ripasso fino a una delle cavedel filetto. A questo punto, occorre prendere questi 2 valori:
• Coordinata in Z della cava.
• Posizione angolare del mandrino nella cava.
Il CNC assume tali 2 dati necessari per eseguire il ripasso.
3 Il CNC eseguirà un nuovo filetto sul filetto esistente ma mantenendo le cave e leinclinazioni del filetto corrente. Come illustrato in figura.
I passi di lavorazione di questo ciclo sono identici a quello della filettatura conica, spiegatoin precedenza.
Ripasso filettature
Per effettuare il ripasso di filetti procedere come segue:
1 Avere orientato (M19) il mandrino una volta da quando è stato acceso il CNC.
2 Prendere i valori (Teach-in) della coordinata in Z e della posizione angolare del mandrinonella cava (parametro K W) tenendo l’utensile posizionato su una delle cave del filettoda ripassare.
3 Definire il ciclo di ripasso dei filetti.
4 Eseguire il ciclo.

·124·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra c
on n
ingr
essi
.
3.17 Ciclo di filettatura con n ingressi.
Definizione della geometria
Tipo di filettatura: Interna o esterna:
Ogni volta che si cambia tipo di filettatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Filettature normalizzate:
Si può selezionare fra 7 tipi di filetti normalizzati. Vedi il capitolo "4 Filettature normalizzate".
Quando si sceglie una di esse, il passo e la profondità del filetto sono calcolatiautomaticamente. Se si sceglie P.H (filetto a passo libero), il passo e la profondità dellafilettatura vengono selezionati direttamente dall’utente. Le filettature normalizzate sonofilettature cilindriche a 1 ingresso.
È possibile scegliere una filettatura conica ed anche una filettatura normalizzata; in questocaso si calcolerà il passo e la profondità che corrisponderebbe alla filettatura normalizzatacilindrica e si assegneranno a tale filettatura conica.
Unità di misura:
Passo di filettatura (P):
Il passo di filettatura può essere definito secondo l’inclinazione del filetto o secondo l’asseassociato.
Filettatura esterna.
Filettatura interna.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Consente di selezionare le unità in cui si immetteranno i dati (millimetri o pollici).
«P» con segno positivo Per programmare il passo secondo l’inclinazione dellafilettatura.
«P» con segno negativo Per programmare il passo sull’asse associato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·125·
Cic
lo d
i file
ttatu
ra c
on n
ingr
essi
.
La distanza a fine filettature (σ):
Indica a che distanza dalla fine del filetto inizia ad allontanarsi dallo stesso. In questomovimento d’uscita si continua a filettare.
Profondità totale della filettatura (H):
La profondità totale del filetto si programma con valore positivo e in raggi.
Numero di ingressi della filettatura (N)
Posizione angolare del mandrino:
Indica la posizione angolare del mandrino o angolo rispetto a Io, in cui deve iniziare lafilettatura. Consente di eseguire filettature a vari ingressi, senza dover indietreggiare il puntodi inizio.
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
σ Distanza a fine filetto
H Profondità totale della filettatura
N Numero di ingressi della filettatura
Senza programmazione dell'angolo di ingresso
Con programmazione dell'angolo di ingresso
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.

·126·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i file
ttatu
ra c
on n
ingr
essi
.
Profondità delle successive passate di filettatura (Δ):
Se l’incremento di ingresso (differenza fra ingressi) calcolato dal CNC è minore del passominimo di ingresso decrescente, il CNC assume quest’ultimo valore.
Tipo di penetrazione dell’utensile:
Si consiglia che l’angolo di penetrazione sia minore della metà dell’angolo dell’utensile e maimaggiore. Se l'angolo di penetrazione è maggiore della metà dell'angolo dell'utensile, nonè possibile lavorare la filettatura. Se l’angolo di penetrazione è uguale alla metà dell’angolodell’utensile, esso sfiora il fianco della filettatura in ogni passata.
Ripetizione dell’ultima passata:
Δ Fissa il passo massimo di profondità.
δ Passo minimo d'approfondimento decrescente
La profondità di ogni passata sarà in funzione del rispettivo numero di passata.Gli ingressi sono:
L’incremento dell’ingresso si mantiene costante fra passate, con un valore minoreo uguale a quello programmato Δ.
Radiale
Per fianco. Il CNC richiederà l’angolo (α) di penetrazione della lama.
A zigzag. Il CNC richiederà l’angolo (α) di penetrazione della lama.
Ripete l’ultima passata.
Non ripete l’ultima passata.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·127·
Cic
lo d
i file
ttatu
ra c
on n
ingr
essi
.
3.17.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato. In funzione del sensodi rotazione del mandrino, la filettatura sarà a destra o a sinistra.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Filettatura. Si esegue in successive passate, fino a raggiungere la profondità totale. Laprofondità di ogni passata sarà in funzione del modello selezionato; in funzione delrispettivo numero di passata o mantenendo costante l’incremento fra passate.
Δ ammette solo valori positivi, il CNC calcola l’incremento reale affinché tutte le passatedi sfacciatura siano uguali. Questo passo sarà uguale o inferiore a quello definito.
Ogni passo di filettatura si esegue come segue:
In primo luogo, spostamento in rapido fino alla rispettiva quota di profondità. Questospostamento si eseguirà in base all’angolo di penetrazione dell’utensile (α) selezionato.Quindi, filettatura del tratto programmato secondo il profilo definito fino alla distanza dallafine del filetto (σ) e filettatura d’uscita fino alla quota finale. Per concludere, retrocessionein rapido fino al primo punto di avvicinamento.
La filettatura elettronica si esegue al 100% dell'avanzamento calcolato, e non è possibilemodificare tali valori né dal Pannello di Comando del CNC né dal PLC. Se il costruttorelo consente (parametro THREADOVR), l’utente potrà modificare l’override della velocitàdal pannello di comando, nel qual caso il CNC adatterà l’avanzamento automaticamente,rispettando il passo della filettatura. Per poter modificare l’override, il feed forward attivodovrà essere superiore al 90%. Non è consigliabile modificare l’override della velocitànelle filettature con penetrazione di fronte.
Nell’ultima passata non è possibile modificare l’override dell’avanzamento né dellavelocità; questa passata si eseguirà con l’override eventualmente impostato nellapassata precedente.
5 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
6 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

·128·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
3.18 Ciclo di scanalatura semplice longitudinale.
Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato. Per questo ciclo, uno stesso utensile può esserecalibrato in sei modi diversi, sia per esterno che per interno. Vedi "3.18.2 Calibraturadell’utensile di scanalatura" alla pagina 133.
Definizione della geometria
Tipo di scanalatura: Interna o esterna:
Ogni volta che si cambia tipo di scanalatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ)::
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Scanalatura esterna
Scanalatura interna.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale
DX, DZ Distanza di sicurezza.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·129·
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
Ripetizione scanalature:
I dati "Numero di scanalature" e "Offset" consentono di ripetere varie volte una scanalaturalungo l’asse Z nelle scanalature cilindriche, o lungo l’asse X nelle scanalature frontali. Sela scanalatura iniziale è conica (Xi diverso da Xf) tale conicità si mantiene per il resto dellescanalature.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Tipo d'ingresso:
Vi sono tre modi di eseguire la prima passata di sgrossatura.
Quando la prima passata si esegue con eliminazione truciolo, occorre immettere altri dueparametri.
N Numero di scanalature.
Se si definisce con valore 0 o 1, si eseguirà un’operazione di scanalatura.
l Distanza fra scanalature.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Ingresso senza eliminazione trucioli.
Ingresso con eliminazione trucioli.
Ingresso a zig-zag con evacuazione truciolo.
P Passo d'ingresso.
t Tempo di attesa per l’eliminazione dei trucioli.

·130·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
Passo massimo di sgrossatura (Δ):
Sovrametallo di finitura (δ)
Δ Passo massimo di sgrossatura.
δ Utensile di finitura.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·131·
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
3.18.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di scanalatura. La primapassata di ingresso può essere eseguita in due modi:
• In modo continuo fino a una distanza dall’ingresso finale selezionato pari alsovrametallo di finitura.
• A intervalli di passo P e tempo di attesa t, sino a una distanza dalla profondità finaleselezionata pari al sovrametallo di finitura.
Questa operazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·132·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote dei punti iniziale e finale e prende come punto di inizio la quota più lontana dallaprofondità finale.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·133·
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
3.18.2 Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato.
Per questo ciclo, uno stesso utensile può essere calibrato in sei modi diversi, sia per esternoche per interno come si illustra di seguito:
• Si calibra l’angolo inferiore-sinistro della lama. Fattore di forma F3.
• Si calibra l’angolo inferiore-destro della lama. Fattore di forma F1.
• Si calibra solo sull’asse X, il CNC assume come punto calibrato il centro inferiore dellalama. Fattore di forma F2.
• Si calibra l’angolo superiore-sinistro della lama. Fattore di forma F5.

·134·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e lo
ngitu
dina
le.
• Si calibra l’angolo superiore-destro della lama. Fattore di forma F7.
• Si calibra solo sull’asse X, il CNC assume come punto calibrato il centro inferiore dellalama. Fattore di forma F6.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·135·
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
3.19 Ciclo di scanalatura semplice frontale.
Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato. Per questo ciclo, uno stesso utensile può esserecalibrato in tre modi diversi, sia per esterno che per interno. Vedi "3.19.2 Calibraturadell’utensile di scanalatura" alla pagina 140.
Definizione della geometria
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Quota del fondo della scanalatura (R):
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
R Quota del fondo della scanalatura
DX, DZ Distanza di sicurezza.

·136·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
Ripetizione scanalature:
I dati "Numero di scanalature" e "Offset" consentono di ripetere varie volte una scanalaturalungo l’asse Z nelle scanalature cilindriche, o lungo l’asse X nelle scanalature frontali. Sela scanalatura iniziale è conica (Xi diverso da Xf) tale conicità si mantiene per il resto dellescanalature.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Tipo d'ingresso:
Vi sono tre modi di eseguire la prima passata di sgrossatura.
Quando la prima passata si esegue con eliminazione truciolo, occorre immettere altri dueparametri.
N Numero di scanalature.
Se si definisce con valore 0 o 1, si eseguirà un’operazione di scanalatura.
l Distanza fra scanalature.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Ingresso senza eliminazione trucioli.
Ingresso con eliminazione trucioli.
Ingresso a zig-zag con evacuazione truciolo.
P Passo d'ingresso.
t Tempo di attesa per l’eliminazione dei trucioli.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·137·
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
Passo massimo di sgrossatura (Δ):
Sovrametallo di finitura (δ)
Δ Passo massimo di sgrossatura.
δ Utensile di finitura.

·138·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
3.19.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di scanalatura. La primapassata di ingresso può essere eseguita in due modi:
• In modo continuo fino a una distanza dall’ingresso finale selezionato pari alsovrametallo di finitura.
• A intervalli di passo P e tempo di attesa t, sino a una distanza dalla profondità finaleselezionata pari al sovrametallo di finitura.
Questa operazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·139·
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote dei punti iniziale e finale e prende come punto di inizio la quota più lontana dallaprofondità finale.

·140·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
sem
plic
e fr
onta
le.
3.19.2 Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato.
Per questo ciclo, uno stesso utensile può essere calibrato in tre modi diversi, come si illustradi seguito:
• Si calibra l’angolo inferiore-sinistro della lama. Fattore di forma F3.
• Si calibra solo sull’asse X, il CNC assume come punto calibrato il centro sinistro dellalama. Fattore di forma F4.
• Si calibra l’angolo superiore-sinistro della lama. Fattore di forma F5.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·141·
Cic
lo d
i sca
nala
tura
incl
inat
a lo
ngitu
dina
le.
3.20 Ciclo di scanalatura inclinata longitudinale.
Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato. Per questo ciclo, uno stesso utensile può esserecalibrato in sei modi diversi, sia per esterno che per interno. Vedi "3.18.2 Calibraturadell’utensile di scanalatura" alla pagina 133.
Definizione della geometria
Tipo di scanalatura: Interna o esterna:
Ogni volta che si cambia tipo di scanalatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ)::
Angoli di inclinazione (α, β):
Scanalatura esterna
Scanalatura interna.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale

·142·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
incl
inat
a lo
ngitu
dina
le.
Il seguente esempio mostra scanalature con α=20º e β=0º.
Tipo di lavorazione che si desidera eseguire su ogni angolo.
Nei quattro angoli della scanalatura deve essere definito il tipo di lavorazione che si desideraeffettuare.
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Ripetizione scanalature:
I dati "Numero di scanalature" e "Offset" consentono di ripetere varie volte una scanalaturalungo l’asse Z nelle scanalature cilindriche, o lungo l’asse X nelle scanalature frontali. Sela scanalatura iniziale è conica (Xi diverso da Xf) tale conicità si mantiene per il resto dellescanalature.
Spigolo vivo.
Un arrotondamento. Occorre definire il raggio di arrotondamento (r)
Una smussatura. Si deve definire la distanza dall’angolo teorica fino al punto incui si desidera eseguire lo smusso (r)
DX, DZ Distanza di sicurezza.
N Numero di scanalature.
Se si definisce con valore 0 o 1, si eseguirà un’operazione di scanalatura.
l Distanza fra scanalature.
R
C
R
CC

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·143·
Cic
lo d
i sca
nala
tura
incl
inat
a lo
ngitu
dina
le.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Tipo d'ingresso:
Vi sono tre modi di eseguire la prima passata di sgrossatura.
Quando la prima passata si esegue con eliminazione truciolo, occorre immettere altri dueparametri.
Passo massimo di sgrossatura (Δ):
Sovrametallo di finitura (δ)
Tipo di lavorazione per la passata di finitura:
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Ingresso senza eliminazione trucioli.
Ingresso con eliminazione trucioli.
Ingresso a zig-zag con evacuazione truciolo.
P Passo d'ingresso.
t Tempo di attesa per l’eliminazione dei trucioli.
Δ Passo massimo di sgrossatura.
δ Utensile di finitura.
Finitura seguendo il profilo.
Finitura discendente.

·144·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
incl
inat
a lo
ngitu
dina
le.
3.20.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di scanalatura. La primapassata di ingresso può essere eseguita in due modi:
• In modo continuo fino a una distanza dall’ingresso finale selezionato pari alsovrametallo di finitura.
• A intervalli di passo P e tempo di attesa t, sino a una distanza dalla profondità finaleselezionata pari al sovrametallo di finitura. Se non si programma sovrametallo difinitura, il ciclo applica il tempo d’attesa in tutte le passate di sgrossatura.
Questa operazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·145·
Cic
lo d
i sca
nala
tura
incl
inat
a lo
ngitu
dina
le.6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto di
sicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote dei punti iniziale e finale e prende come punto di inizio la quota più lontana dallaprofondità finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L'operazione di finitura si esegue in G07.

·146·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
incl
inat
a fr
onta
le.
3.21 Ciclo di scanalatura inclinata frontale.
Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato. Per questo ciclo, uno stesso utensile può esserecalibrato in tre modi diversi, sia per esterno che per interno. Vedi "3.19.2 Calibraturadell’utensile di scanalatura" alla pagina 140.
Definizione della geometria
Quote del punto iniziale (Xi, Zi) e quote del punto finale (Xf, Zf):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Quota del fondo della scanalatura (R):
Angoli di inclinazione (α, β):
Il seguente esempio mostra scanalature con α=20º e β=0º.
Xi, Zi Quote del punto iniziale.
Xf, Zf Quote del punto finale. Di default, Xf assume il valore definito per Xi.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
R Quota del fondo della scanalatura

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·147·
Cic
lo d
i sca
nala
tura
incl
inat
a fr
onta
le.Tipo di lavorazione che si desidera eseguire su ogni angolo.
Nei quattro angoli della scanalatura deve essere definito il tipo di lavorazione che si desideraeffettuare.
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo teorico (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Ripetizione scanalature:
I dati "Numero di scanalature" e "Offset" consentono di ripetere varie volte una scanalaturalungo l’asse Z nelle scanalature cilindriche, o lungo l’asse X nelle scanalature frontali. Sela scanalatura iniziale è conica (Xi diverso da Xf) tale conicità si mantiene per il resto dellescanalature.
Spigolo vivo.
Un arrotondamento. Occorre definire il raggio di arrotondamento (r)
Una smussatura. Si deve definire la distanza dall’angolo teorica fino al punto incui si desidera eseguire lo smusso (r)
DX, DZ Distanza di sicurezza.
N Numero di scanalature.
Se si definisce con valore 0 o 1, si eseguirà un’operazione di scanalatura.
l Distanza fra scanalature.
R
C
R
CC

·148·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
incl
inat
a fr
onta
le.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Tipo d'ingresso:
Vi sono tre modi di eseguire la prima passata di sgrossatura.
Quando la prima passata si esegue con eliminazione truciolo, occorre immettere altri dueparametri.
Passo massimo di sgrossatura (Δ):
Sovrametallo di finitura (δ)
Tipo di lavorazione per la passata di finitura:
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Ingresso senza eliminazione trucioli.
Ingresso con eliminazione trucioli.
Ingresso a zig-zag con evacuazione truciolo.
P Passo d'ingresso.
t Tempo di attesa per l’eliminazione dei trucioli.
Δ Passo massimo di sgrossatura.
δ Utensile di finitura.
Finitura seguendo il profilo.
Finitura discendente.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·149·
Cic
lo d
i sca
nala
tura
incl
inat
a fr
onta
le.
3.21.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (Xi, Zi), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di scanalatura fino a unadistanza dalla profondità finale selezionata pari al sovrametallo di finitura. La primapassata di ingresso può essere eseguita in due modi:
• In modo continuo fino a una distanza dall’ingresso finale selezionato pari alsovrametallo di finitura.
• A intervalli di passo P e tempo di attesa t, sino a una distanza dalla profondità finaleselezionata pari al sovrametallo di finitura. Se non si programma sovrametallo difinitura, il ciclo applica il tempo d’attesa in tutte le passate di sgrossatura.
Questa operazione si esegue con le condizioni fissate per l’operazione di sgrossatura.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.

·150·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
tura
incl
inat
a fr
onta
le. 6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto di
sicurezza. Quando si esegue un pezzo intero (combinazione di operazioni o cicli)l’utensile non torna a tale punto dopo l’esecuzione di ogni ciclo.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (Xi, Zi).
Quando la superficie che si desidera lavorare non è interamente cilindrica, il CNC analizzale quote dei punti iniziale e finale e prende come punto di inizio la quota più lontana dallaprofondità finale.
L’operazione di sgrossatura si esegue in G05, essendo il raggio di arrotondamento deglispigoli modificabili tramite la sentenza #ROUNDPAR. Se non si programma, si assume ilraggio di arrotondamento di default definito nei parametri macchina.
L'operazione di finitura si esegue in G07.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·151·
Cic
lo d
i tra
ncia
tura
.
3.22 Ciclo di tranciatura.
Calibratura dell’utensile di scanalatura
Per calibrare l’utensile di scanalatura occorre indicare correttamente il fattore di formarelativo all’angolo che è stato calibrato. Per questo ciclo, uno stesso utensile può esserecalibrato in sei modi diversi, sia per esterno che per interno. Vedi "3.18.2 Calibraturadell’utensile di scanalatura" alla pagina 133.
Definizione della geometria
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Diametro finale (Φ)::
Tipo di lavorazione che si desidera eseguire su ogni angolo.
Sull'angolo della scanalatura deve essere definito il tipo di lavorazione che si desideraeffettuare.
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Φ Diametro finale
Spigolo vivo.
Un arrotondamento. Occorre definire il raggio di arrotondamento (R)
Una smussatura. Occorre definire la distanza dall’angolo teorica fino al punto incui si desidera eseguire lo smusso (R) e l’angolo dello smusso α.
R
C
R
CC

·152·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tra
ncia
tura
.
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Il valore della distanza di sicurezza in X si imposta sempre in raggi.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Avanzamento ridotto alla fine della lavorazione (Fr):
Vi è la possibilità di programmare due avanzamenti dell’utensile diversi per la stessaoperazione di troncatura. A partire da un certo diametro (Φr) l’avanzamento (F) inizia a ridursiprogressivamente e terminerà con l’avanzamento ridotto (Fr) quando si raggiungerà ildiametro finale.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Fr Avanzamento ridotto alla fine della lavorazione
Φr Diametro per l'avanzamento ridotto.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·153·
Cic
lo d
i tra
ncia
tura
.
3.22.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione di scanalatura è stata programmata con un altro utensile, il CNC eseguiràun cambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (X, Z), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Se esiste uno smusso o un arrotondamento si esegue una prima lavorazione dellascanalatura fino a pareggiare la profondità dello smusso o dell’arrotondamento. Unasecondo lavorazione eseguirà lo smusso o l’arrotondamento e il resto della scanalaturafino al diametro Φ.
5 Inizia la lavorazione con un avanzamento F fino a raggiungere il diametro Φr, a partiredal quale l’avanzamento dell’utensile comincia a ridursi, terminando l’asportazione dimateriale sul diametro finale con un avanzamento ridotto Fr.
La lavorazione del pezzo si esegue con le condizioni fissate; avanzamento assi (F),avanzamento ridotto (Fr), velocità mandrino (S), senso di rotazione.
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

·154·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i for
atur
a.
3.23 Ciclo di foratura.
Definizione della geometria
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Nella foratura, anche se normalmente si esegue sul centro di rotazione, il CNC consentedi definire X con un valore diverso da X0 ed eseguire scanalature sul lato frontale del pezzo.
Profondità totale (L):
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Il valore della distanza di sicurezza in X si imposta sempre in raggi. Il valore della distanzadi sicurezza in Z si assume sempre con valori positivi.
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Profondità totale
DX, DZ Distanza di sicurezza.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·155·
Cic
lo d
i for
atur
a.
Parametri di lavorazione
Temporizzazione sul fondo (t):
Definisce il tempo di attesa in secondi, dopo la foratura, fino all’inizio della retrocessione.
Avanzamento d’ingresso (F)
Passo massimo di foratura (Δ):
Fattore di riduzione del passo della foratura (KΔ):
Il primo passo di foratura sarà "Δ", il secondo "KΔ Δ", il terzo "KΔ (KΔ Δ)", e così via, fino araggiungere il passo minimo; vale a dire, a partire dal secondo passo il nuovo passo saràil prodotto del fattore KΔ per il passo precedente.
Passo minimo di foratura (Δ):
Se il passo minimo di foratura è maggiore del passo massimo (δ > Δ), il ciclo esegue unaforatura a passo costante e uguale al passo minimo "δ". Se il passo minimo di foratura èminore del passo massimo (δ < Δ), il ciclo esegue una foratura a passo variabile.
Distanza di retrocessione (H):
Se si programma H=0 la retrocessione sarà fino a la coordinata Z del punto di sicurezza.
Distanza di avvicinamento (C).
Se nel parametro C non si programma il valore o si programma 0, prende di default 1 mm.
t Temporizzazione sul fondo.
F Avanzamento di ingresso.
Δ Passo massimo di foratura.
KΔ Fattore di riduzione del passo della foratura.
δ Passo minimo di foratura.
H Distanza di retrocessione.
C Distanza di avvicinamento in ogni approfondimento.

·156·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i for
atur
a.
3.23.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Spostamento, in avanzamento rapido fino a la posizione di foratura in X (punto diavvicinamento).
5 Loop di foratura. In funzione del passo minimo e del passo massimo definito, il cicloeseguirà una foratura a passo costante o a passi variabile.
Se il passo minimo di foratura è maggiore del passo massimo (δ > Δ), il ciclo esegue unaforatura a passo costante e uguale al passo minimo "δ". Se il passo minimo di foraturaè minore del passo massimo (δ < Δ), il ciclo esegue una foratura a passo variabile.
In una foratura a passo variabile, il parametro Δ definisce il passo di foratura e KΔ il fattoredi riduzione di tale passo. Il primo passo di foratura sarà "Δ", il secondo "KΔ Δ", il terzo"KΔ (KΔ Δ)", e così via, fino a raggiungere il passo minimo; vale a dire, a partire dalsecondo passo il nuovo passo sarà il prodotto del fattore KΔ per il passo precedente.
In entrambi i casi, il ciclo ripete i successivi passi fino a raggiungere la profondità L.
In primo luogo, accostamento in rapido fino alla distanza del parametro C primadell’ingresso precedente. Quindi, foratura fino al successivo ingresso. Per concludere,retrocessione in rapido la distanza del parametro H. Se si programma H=0 laretrocessione sarà fino a la coordinata Z del punto di sicurezza.
6 Tempo d'attesa sul fondo della foratura.
7 Retrocessione in rapido fino al primo punto di avvicinamento.
8 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
9 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·157·
Cic
lo d
i mas
chia
tura
.
3.24 Ciclo di maschiatura.
Definizione della geometria
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
La maschiatura deve sempre essere assiale, sul centro di rotazione (X0).
Profondità totale (L):
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto iniziale (Xi, Zi).
Il valore della distanza di sicurezza in X si imposta sempre in raggi. Il valore della distanzadi sicurezza in Z si assume sempre con valori positivi.
Z Quota del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Profondità totale
DX, DZ Distanza di sicurezza.

·158·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i mas
chia
tura
.
Parametri di lavorazione
Temporizzazione sul fondo (t):
Definisce il tempo di attesa in secondi, dopo la filettatura, fino all’inizio della retrocessione.
Definizione della filettatura:
Tipo di filettatura:
t Temporizzazione sul fondo
Definizione del filetto con il passo e la velocità di rotazione.
P Passo di filettatura
S Velocità di rotazione del mandrino.
Definizione del filetto con l’avanzamento e la velocità di rotazione.
F Avanzamento d'approfondimento
S Velocità di rotazione del mandrino.
Filettatura con compensatore.
Filettatura rigida. Il mandrino deve essere dotato di un sistema motoregolatoree di encoder.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·159·
Cic
lo d
i mas
chia
tura
.
3.24.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
4 Spostamento, in avanzamento rapido fino a la posizione di filettatura in X (punto diavvicinamento).
5 Maschiatura del pezzo in avanzamento di lavoro F, fino a raggiungere la profondità L.
6 Inversione del senso di rotazione del mandrino.
Se è stata definita una temporizzazione sul fondo, si arresta il mandrino, e una voltatrascorso il tempo indicato si avvia il mandrino in senso contrario e retrocede inavanzamento di lavoro fino al punto di accostamento.
7 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
8 Se è filettatura rigida, il CNC fermerà il mandrino e manterrà selezionate le condizionidi lavorazione fissate per la finitura; utensile (T), avanzamento assi (F) e velocitàmandrino (S). L’uscita logica generale "RIGID" si mantiene attiva durante l’esecuzionedella filettatura rigida.
Se è filettatura con compensatore, il CNC non fermerà il mandrino.
Per filettatura rigida e filettatura con compensatore l’uscita logica generale "TAPPING"si mantiene attiva durante l’esecuzione del ciclo.
Con filettatura con compensatore.
Con filettatura r igida. Il mandrino deve essere dotato di un sistemamotoregolatore e di encoder.

·160·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i for
atur
e m
ultip
le.
3.25 Ciclo di forature multiple.
È possibile eseguire fresature di forature multiple sul lato cilindrico o sul lato frontale delpezzo.
Definizione della geometria
Lavorazione sul lato frontale o sul lato cilindrico:
Ogni volta che si cambia tipo di foratura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Profondità totale (L):
Posizione angolare delle lavorazioni (α, β):
Lavorazione sul lato frontale
Lavorazione sul lato cilindrico
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Profondità totale
α Posizione angolare della prima lavorazione
β Passo angolare fra lavorazioni

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·161·
Cic
lo d
i for
atur
e m
ultip
le.
Numero di operazioni (N):
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura o filettatura.
Lavorazione sul lato frontale:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Può essere negativoo positivo.
• Il valore della distanza di sicurezza in Z si assume sempre con valori positivi.
Lavorazione sul lato cilindrico:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Assume sempre convalori positivi.
• Il valore della distanza di sicurezza in Z può essere negativo o positivo.
Parametri di lavorazione
Temporizzazione sul fondo (t):
Definisce il tempo di attesa in secondi, dopo la foratura, fino all’inizio della retrocessione.
Avanzamento d’ingresso (F)
Velocità di rotazione dell’utensile motorizzato:
Senso di giro dell’utensile:
Passo massimo di foratura (Δ):
N Numero di operazioni
DX, DZ Distanza di sicurezza.
t Temporizzazione sul fondo.
F Avanzamento di ingresso.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
Sn Velocità di rotazione dell’utensile motorizzato.
Δ Passo massimo di foratura.

·162·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i for
atur
e m
ultip
le.
Fattore di riduzione del passo della foratura (KΔ):
Il primo passo di foratura sarà "Δ", il secondo "KΔ Δ", il terzo "KΔ (KΔ Δ)", e così via, fino araggiungere il passo minimo; vale a dire, a partire dal secondo passo il nuovo passo saràil prodotto del fattore KΔ per il passo precedente.
Passo minimo di foratura (Δ):
Se il passo minimo di foratura è maggiore del passo massimo (δ > Δ), il ciclo esegue unaforatura a passo costante e uguale al passo minimo "δ". Se il passo minimo di foratura èminore del passo massimo (δ < Δ), il ciclo esegue una foratura a passo variabile.
Distanza di retrocessione (H):
Se si programma H=0 la retrocessione sarà fino a la coordinata Z del punto di sicurezza.
Distanza di avvicinamento (C).
Se nel parametro C non si programma il valore o si programma 0, prende di default 1 mm.
KΔ Fattore di riduzione del passo della foratura.
δ Passo minimo di foratura.
H Distanza di retrocessione.
C Distanza di avvicinamento in ogni approfondimento.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·163·
Cic
lo d
i for
atur
e m
ultip
le.
3.25.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
2 Fa girare l’utensile motorizzato ai giri indicati.
3 Orienta il mandrino alla posizione angolare corrispondente alla foratura iniziale (elindicado por α).
4 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
5 Spostamento in avanzamento rapido fino alla posizione di foratura, in X per il lato frontalee in Z per il lato cilindrico (punto di accostamento).
6 Loop di foratura. In funzione del passo minimo e del passo massimo definito, il cicloeseguirà una foratura a passo costante o a passi variabile.
Se il passo minimo di foratura è maggiore del passo massimo (δ > Δ), il ciclo esegue unaforatura a passo costante e uguale al passo minimo "δ". Se il passo minimo di foraturaè minore del passo massimo (δ < Δ), il ciclo esegue una foratura a passo variabile.
In una foratura a passo variabile, il parametro Δ definisce il passo di foratura e KΔ il fattoredi riduzione di tale passo. Il primo passo di foratura sarà "Δ", il secondo "KΔ Δ", il terzo"KΔ (KΔ Δ)", e così via, fino a raggiungere il passo minimo; vale a dire, a partire dalsecondo passo il nuovo passo sarà il prodotto del fattore KΔ per il passo precedente.
In entrambi i casi, il ciclo ripete i successivi passi fino a raggiungere la profondità L.
In primo luogo, accostamento in rapido fino alla distanza del parametro C primadell’ingresso precedente. Quindi, foratura fino al successivo ingresso. Per concludere,retrocessione in rapido la distanza del parametro H. Se si programma H=0 laretrocessione sarà fino a la coordinata Z del punto di sicurezza.
7 Tempo d'attesa sul fondo della foratura.
8 Retrocessione in rapido fino al primo punto di avvicinamento.
9 In funzione del valore assegnato al parametro N (numero di fori) il mandrino si spostaal seguente punto di foratura (incremento angolare β) e ripete i movimenti de foraturaindicati ai punti 6, 7 e 8.
10 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
11 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità dell'utensile.

·164·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i mas
chia
ture
mul
tiple
.
3.26 Ciclo di maschiature multiple.
È possibile eseguire filettature multiple sul lato cilindrico o sul lato frontale del pezzo.
Definizione della geometria
Lavorazione sul lato frontale o sul lato cilindrico:
Ogni volta che si cambia tipo di filettatura il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Profondità totale (L):
Posizione angolare delle lavorazioni (α, β):
Lavorazione sul lato frontale
Lavorazione sul lato cilindrico
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Profondità totale
α Posizione angolare della prima lavorazione
β Passo angolare fra lavorazioni

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·165·
Cic
lo d
i mas
chia
ture
mul
tiple
.
Numero di operazioni (N):
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura o filettatura.
Lavorazione sul lato frontale:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Può essere negativoo positivo.
• Il valore della distanza di sicurezza in Z si assume sempre con valori positivi.
Lavorazione sul lato cilindrico:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Assume sempre convalori positivi.
• Il valore della distanza di sicurezza in Z può essere negativo o positivo.
Parametri di lavorazione
Tipo di filettatura:
Senso di giro dell’utensile:
Definizione della filettatura:
N Numero di operazioni
DX, DZ Distanza di sicurezza.
Filettatura con compensatore.
Filettatura rigida. Il mandrino deve essere dotato di un sistema motoregolatoree di encoder.
Definizione del filetto con il passo e la velocità di rotazione.
Definizione del filetto con l’avanzamento e la velocità di rotazione.
P Passo di filettatura
F Avanzamento d'approfondimento
t Temporizzazione sul fondo.
S Velocità di rotazione del mandrino.

·166·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i mas
chia
ture
mul
tiple
.
3.26.1 Funzionamento base.
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se il mandrino sta lavorando in anello aperto (modalità GIRI/MIN. o VCC) il CNC arrestail mandrino ed esegue la ricerca di riferimento (Io) del mandrino.
2 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di cambio se richiesto dalla macchina.
3 Fa girare l’utensile motorizzato ai giri indicati.
4 Orienta il mandrino alla posizione angolare corrispondente alla filettatura iniziale (elindicado por α).
5 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
6 Spostamento in avanzamento rapido fino alla posizione di filettatura , in X per il latofrontale e in Z per il lato cilindrico (punto di accostamento).
7 Maschiatura del pezzo in avanzamento di lavoro F, fino a raggiungere la profondità L.
8 Inversione del senso di rotazione dell'utensile motorizzato.
9 Retrocessione in avanzamento di lavoro sino al punto di avvicinamento.
10 In funzione del valore assegnato al parametro N (numero di fori) il mandrino si spostaal seguente punto di filettatura (incremento angolare β) e ripete i movimenti de filettaturaindicati ai punti 6, 7 e 8.
11 Se è filettatura rigida il CNC fermerà il mandrino e manterrà selezionate le condizioni dilavorazione fissate per la finitura; utensile (T), avanzamento degli assi (F) e velocitàdell’utensile (S1). L’uscita logica generale "RIGID" si mantiene attiva durantel’esecuzione della filettatura rigida.
Se è filettatura con compensatore, il CNC non fermerà il mandrino.
Per filettatura rigida e filettatura con compensatore l’uscita logica generale "TAPPING"si mantiene attiva durante l’esecuzione del ciclo.
Con filettatura con compensatore.
Con filettatura r igida. Il mandrino deve essere dotato di un sistemamotoregolatore e di encoder.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·167·
Cic
lo d
i sca
nala
ture
mul
tiple
.
3.27 Ciclo di scanalature multiple.
È possibile eseguire fresature di scanalatura multiple sul lato cilindrico o sul lato frontale delpezzo.
Definizione della geometria
Lavorazione sul lato frontale o sul lato cilindrico:
Ogni volta che si cambia tipo di lavorazione il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Posizione angolare delle lavorazioni (α, β):
Numero di operazioni (N):
Dimensioni dello slot milling (L, I):
Lavorazione sul lato frontale
Lavorazione sul lato cilindrico
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
α Posizione angolare della prima lavorazione
β Passo angolare fra lavorazioni
N Numero di operazioni
L Lunghezza della fresatura di scanalatura
I Profondità della chiavetta

·168·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
ture
mul
tiple
.
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura o filettatura.
Lavorazione sul lato frontale:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Può essere negativoo positivo.
• Il valore della distanza di sicurezza in Z si assume sempre con valori positivi.
Lavorazione sul lato cilindrico:
• Il valore della distanza di sicurezza in X si imposta sempre in raggi. Assume sempre convalori positivi.
• Il valore della distanza di sicurezza in Z può essere negativo o positivo.
Parametri di lavorazione
Passo d'ingresso:
Avanzamento:
Velocità di rotazione dell’utensile motorizzato:
DX, DZ Distanza di sicurezza.
Δ Passo d'ingresso.
Fp Avanzamento d'approfondimento
F Avanzamento di lavorazione in sgrossatura
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
Sn Velocità di rotazione dell’utensile motorizzato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·169·
Cic
lo d
i sca
nala
ture
mul
tiple
.
Senso di giro dell’utensile:

·170·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i sca
nala
ture
mul
tiple
.
3.27.1 Funzionamento base
I passi di lavorazione di questo ciclo sono i seguenti:
1 Se l’operazione è stata programmata con un altro utensile il CNC eseguirà un cambioutensile, spostandosi sul punto di sicurezza.
2 Fa girare l’utensile motorizzato ai giri indicati.
3 Orienta il mandrino alla posizione angolare corrispondente alla chiavetta iniziale(indicato da α).
4 L’utensile si avvicina in avanzamento rapido al punto iniziale, mantenendo sugli assi Xe Z la distanza di sicurezza selezionata.
5 Spostamento in avanzamento rapido fino alla posizione della fresatura di scanalatura,in X per il lato frontale e in Z per il lato cilindrico (punto di accostamento).
6 Slot milling del pezzo come segue:
In primo luogo, ingresso alla velocità F programmata fino al fondo dello slot milling (tratto1-2). Quindi, realizza lo slot milling spostando l’asse X o Z (a seconda del caso) allavelocità F programmata (tratto 2-3). Per concludere, retrocessione al punto diavvicinamento (tratti 3-4 e 4-1).
7 In funzione del valore assegnato al parametro N (numero di fori) il mandrino si spostaal seguente punto (incremento angolare β) e esegue una nuova chiavetta come indicatiai punti 6, 7 e 8.
8 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
9 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità dell'utensile (S1).

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·171·
Cic
lo d
i tor
nitu
ra a
pun
ti.
3.28 Ciclo di tornitura a punti.
Definendo tutti i punti del profilo.
Definizione del profilo
Questa modalità consente di definire il profilo mediante la descrizione dei relativi angoliteorici. È possibile utilizzare fino a 25 punti per definire tali angoli. Il punto P1 è il punto diinizio del profilo. Gli altri punti devono essere in ordine progressivo.
Ogni punto del profilo può essere definito in quote assolute o incrementali. La selezione deltipo di quota si esegue sulla prima colonna della tabella. Le quote di ogni punto si possonodefinire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Tutti i punti intermedi dispongono di un’icona per indicare il tipo di spigolo; vivo, arrotondatoo smussato.
Seleziona ed esce dalla finestra che contiene i punti di definizione del profilo
Definisce i punti del profilo.
Cancellare tutti i punti del profilo. Selezionare questa icona e premere [DEL]per cancellare tutti i punti della tabella.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Spigolo vivo.
Un arrotondamento. Definire il raggio di arrotondamento (R)
Una smussatura. Definire le dimensioni della smussatura (C).
R
C
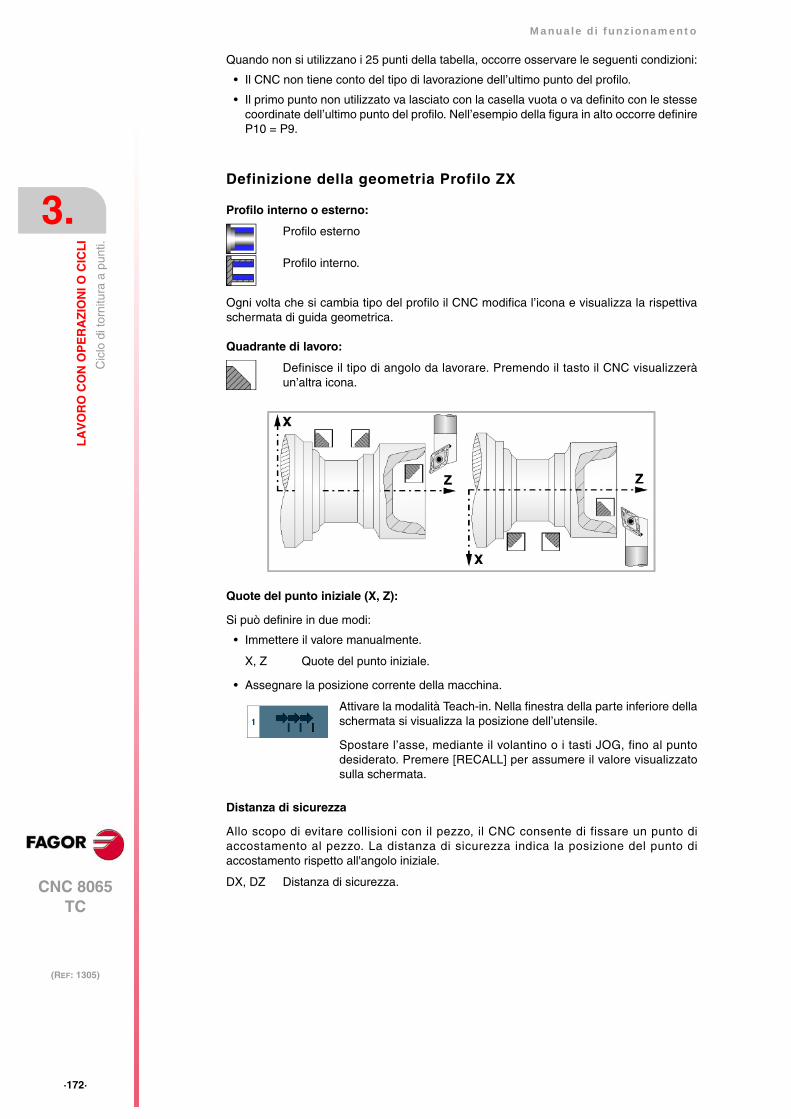
·172·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra a
pun
ti.
Quando non si utilizzano i 25 punti della tabella, occorre osservare le seguenti condizioni:
• Il CNC non tiene conto del tipo di lavorazione dell’ultimo punto del profilo.
• Il primo punto non utilizzato va lasciato con la casella vuota o va definito con le stessecoordinate dell’ultimo punto del profilo. Nell’esempio della figura in alto occorre definireP10 = P9.
Definizione della geometria Profilo ZX
Profilo interno o esterno:
Ogni volta che si cambia tipo del profilo il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quadrante di lavoro:
Quote del punto iniziale (X, Z):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo iniziale.
Profilo esterno
Profilo interno.
Definisce il tipo di angolo da lavorare. Premendo il tasto il CNC visualizzeràun’altra icona.
X, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
DX, DZ Distanza di sicurezza.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·173·
Cic
lo d
i tor
nitu
ra a
pun
ti.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Senso di lavorazione:
Tipo di lavorazione:
Ogni volta che si cambia tipo di lavorazione il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
Sentido de cilindrado Sentido de refrentado
Parassiale. Occorre definire l’avanzamento di penetrazione (F) dell’utensile nellecave. L’avanzamento di lavorazione sarà quello indicato nelle finestre disgrossatura e finitura.
Inseguimento di profilo Occorre definire il valore di materiale che si desideraeliminare dal pezzo origine (ε). Tale valore si definisce in raggi.

·174·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra a
pun
ti.
Quantità di materiale da sgrossare:
Avanzamento d'approfondimento nelle gole:
Uscita con ritorno a 45º.
Quando la sgrossatura è parassiale, il ciclo offre la possibilità di realizzare un’uscita a 45ºalla fine di ogni passata di sgrossatura; altrimenti ogni passata di sgrossatura finisceseguendo il profilo.
Nel programmare un'uscita a 45º, occorre definire i seguenti parametri.
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
ξ Quantità di materiale da eliminare nella sgrossatura per inseguimento di profilo. Senon si programma assumerà il valore 0.
Fp Avanzamento d'approfondimento nelle gole per la sgrossatura parassiale.
Ritiro dell'utensile seguendo il profilo.
Ritiro dell'utensile con un'uscita a 45º.
Ds Distanza di uscita a 45º dopo ogni passata di lavorazione. Se non è programmata,prenderà valore 0.
Fs Avanzamento per la passata di sgrossatura in cui si eliminano le punte lasciatedalle uscite a 45º. Se non si programma o si programma con valore 0, non siesegue tale passata di sgrossatura.
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consen te d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·175·
Cic
lo d
i tor
nitu
ra a
pun
ti.
3.28.1 Funzionamento base
I passi di lavorazione di questi cicli sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (X, Z), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza dalla quota finale Z uguale al sovrametallo di finitura. Questa operazione siesegue con le seguenti condizioni.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), utensile (T).
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (X, Z).

·176·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra a
pun
ti.
3.28.2 Esempio di programmazione
Definizione della geometria:
Definizione del profilo
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
P1 X 12.0000 P6 X 43.0000 R 6.0000
Z - 0.0000 Z - 37.5000
P2 X 16.0000 P7 X 43.0000 R 5.0000
Z - 2.0000 Z - 52.0000
P3 X 16.0000 P8 X 56.0000 C 3.0000
Z - 18.0000 Z - 60.5000
P4 X 23.0000 P9 X 56.0000
Z - 25.5000 Z - 97.0000
P5 X 34.0000 R 4.0000 P10 X 56.0000
Z - 25.5000 Z - 97.0000
Coordinate (X, Z) X80.0000 Z10.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1000 S1000 T 3 Δ 2
Finitura F800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·177·
Cic
lo d
i tor
nitu
ra d
i pro
filo
3.29 Ciclo di tornitura di profilo
Utilizzando un programma pezzo contenente il profilo.
Definizione del profilo
Per definire il "Programma del profilo" posizionarsi sulla finestra "Programma pezzo delprofilo" o "P".
Una volta selezionata tale finestra è possibile:
Digitare direttamente il numero di "Programma del profilo".
Se il "Programma del profilo" è conosciuto, digitare il numero di programma e premere il tasto[INVIO].
Accedere alla directory di "Programmi del profilo" per selezionarne uno.
Editare un nuovo "Programma del profilo".
Per editare un nuovo "Programma", digitare il numero di programma (da 0 a 999) e premereil tasto [RECALL].
Il CNC visualizzerà la finestra relativa all’editor di profili. Una volta editato il profilo, il CNCrichiede le osservazioni da associare al "Programma del profilo" che è stato editato.Immettere le osservazioni desiderate e premere il tasto [INVIO].
Se non si desidera commento premere il tasto [INVIO].
Modificare un "Programma del profilo" già esistente.
Per modificare un "Programma" digitare il numero di programma e premere il tasto[RECALL]. Il CNC visualizzerà nella finestra dell’editor di profili il profilo corrente definito. Daquesta finestra è possibile eseguire le seguenti operazioni:
• Aggiungere nuovi elementi alla fine del profilo corrente.
• Modificare qualsiasi elemento.
• Modificare o includere smussature, arrotondamenti, ecc..
• Cancellare elementi del profilo.
Ottimizzazione della lavorazione del profilo
Se si definisce solo il profilo desiderato il CNC presuppone che il pezzo grezzo è cilindricoed esegue la lavorazione come indicato nella parte sinistra.
Il ciclo fisso visualizzerà una finestra con i programmi di profilo relativi al livelloselezionato che sono definiti.
Per spostarsi nella finestra posizionare il cursore sul programma desideratoe premere il tasto [INVIO]
Per uscire dalla finestra senza selezionare nessun programma

·178·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra d
i pro
filo Quando si conosce il profilo del pezzo grezzo si consiglia di definire entrambi i profili: il profilo
del pezzo grezzo e il profilo finale desiderato. La lavorazione è più veloce, dato che si eliminasolo il materiale delimitato da entrambi i profili.
Per definire entrambi i profili seguire l’ordine sotto riportato:
1 Accedere all’editor di profili
2 Editare il profilo finale desiderato
3 Premere il softkey "Nuovo profilo"
4 Editare il profilo del pezzo grezzo
5 Uscire dall’editor di profili salvando il profilo.
Si ricorda che occorre definire prima il profilo finale desiderato e quindi il profilo del pezzogrezzo.
Definizione della geometria
Profilo interno o esterno
Ogni volta che si cambia tipo del profilo il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Quadrante di lavoro
Quote del punto iniziale (X, Z)
Si può definire in due modi:
• Immettere il valore manualmente.
Profilo esterno
Profilo interno.
Definisce il tipo di angolo da lavorare. Premendo il tasto il CNC visualizzeràun’altra icona.
X, Z Quote del punto iniziale.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·179·
Cic
lo d
i tor
nitu
ra d
i pro
filo
• Assegnare la posizione corrente della macchina.
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto all'angolo iniziale.
Parametri di lavorazione
Avanzamento di lavorazione (F)
Velocità di rotazione del mandrino (S)
Passo massimo di sgrossatura (Δ):
Senso di lavorazione:
Tipo di lavorazione:
Ogni volta che si cambia tipo di lavorazione il CNC modifica l’icona e visualizza la rispettivaschermata di guida geometrica.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
DX, DZ Distanza di sicurezza.
F Avanzamento di lavorazione.
S Velocità di rotazione del mandrino.
Δ Passo massimo di sgrossatura.
Sentido de cilindrado Sentido de refrentado
Parassiale. Occorre definire l’avanzamento di penetrazione (F) dell’utensile nellecave. L’avanzamento di lavorazione sarà quello indicato nelle finestre disgrossatura e finitura.
Inseguimento di profilo Occorre definire il valore di materiale che si desideraeliminare dal pezzo origine (ε). Tale valore si definisce in raggi.

·180·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra d
i pro
filo Quantità di materiale da sgrossare:
Avanzamento d'approfondimento nelle gole:
Uscita con ritorno a 45º.
Quando la sgrossatura è parassiale, il ciclo offre la possibilità di realizzare un’uscita a 45ºalla fine di ogni passata di sgrossatura; altrimenti ogni passata di sgrossatura finisceseguendo il profilo.
Nel programmare un'uscita a 45º, occorre definire i seguenti parametri.
Sovrametalli di finitura (δ ó δx,δz):
Si può definire un unico sovrametallo, che si applica in funzione del filo della lama, o fissare2 sovrametalli, uno per ogni asse (X, Z). Utilizzare l'icona della zona di finitura per selezionareil tipo di sovrametallo.
ξ Quantità di materiale da eliminare nella sgrossatura per inseguimento di profilo.Se non si programma assumerà il valore 0.
Fp Avanzamento d'approfondimento nelle gole per la sgrossatura parassiale.
Ritiro dell'utensile seguendo il profilo.
Ritiro dell'utensile con un'uscita a 45º.
Ds Distanza di uscita a 45º dopo ogni passata di lavorazione. Se non èprogrammata, prenderà valore 0.
Fs Avanzamento per la passata di sgrossatura in cui si eliminano le puntelasciate dalle uscite a 45º. Se non si programma o si programma convalore 0, non si esegue tale passata di sgrossatura.
δ Sovrametallo in funzione del filo della lama. Il sovrametallo si misura sullalinea di taglio dell'utensile (filo).
δx, δz Consen te d i de f in i re 2 sovrameta l l i , uno per ogn i asse,indipendentemente dal tipo di utensile utilizzato.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·181·
Cic
lo d
i tor
nitu
ra d
i pro
filo
3.29.1 Funzionamento base
I passi di lavorazione di questi cicli sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.
3 L’utensile si avvicina in avanzamento rapido al punto iniziale (X, Z), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a unadistanza dalla quota finale Z uguale al sovrametallo di finitura. Questa operazione siesegue con le seguenti condizioni.
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà uncambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità di mandrino (S), utensile (T).
6 Una volta conclusa l'operazione o il ciclo l’utensile tornerà alla posizione del punto disicurezza.
7 Il CNC non fermerà il mandrino e manterrà selezionate le condizioni di lavorazione fissateper la finitura; utensile (T), avanzamento assi (F) e velocità mandrino (S).
Considerazioni
Se si seleziona T0 come utensile di sgrossatura, il ciclo non esegue l’operazione disgrossatura. E cioè dopo l’accostamento si eseguirà l’operazione di finitura.
Se si seleziona T0 come utensile di finitura, il ciclo non esegue l’operazione di finitura. E cioèdopo l’operazione di sgrossatura l’utensile si sposterà nel punto di accostamento,mantenendo la distanza di sicurezza rispetto al punto iniziale (X, Z).
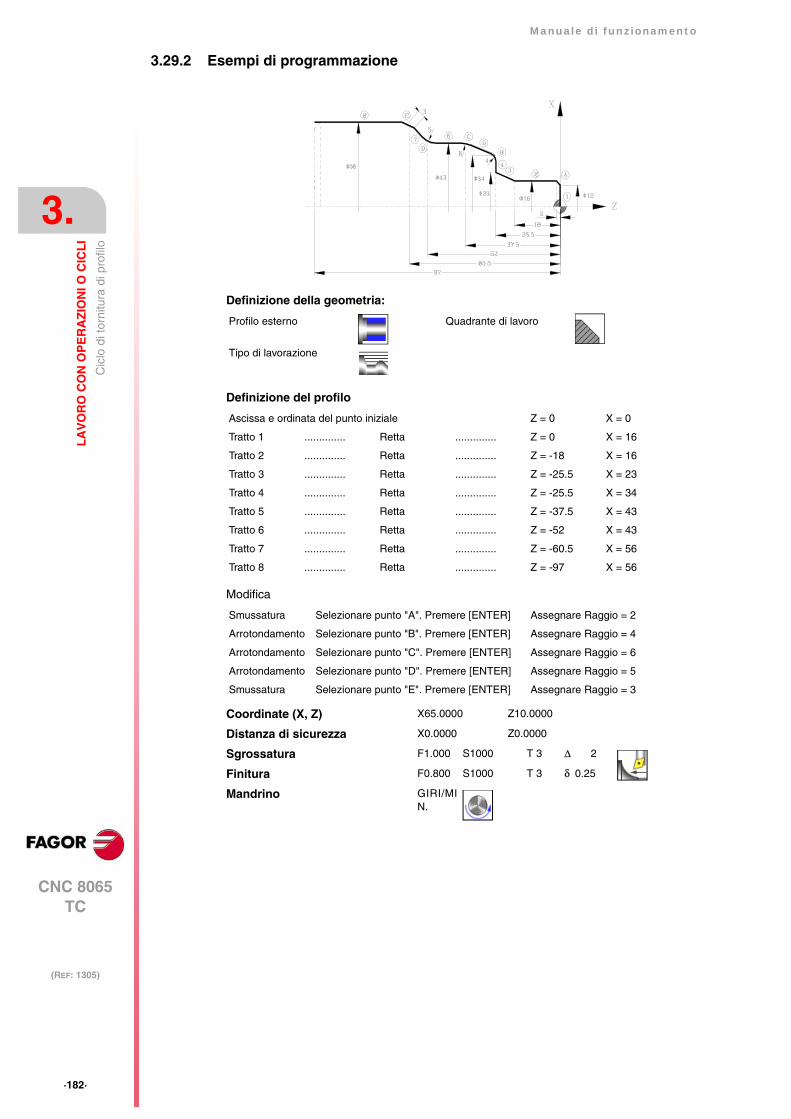
·182·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra d
i pro
filo
3.29.2 Esempi di programmazione
Definizione della geometria:
Definizione del profilo
Modifica
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Ascissa e ordinata del punto iniziale Z = 0 X = 0
Tratto 1 .............. Retta .............. Z = 0 X = 16
Tratto 2 .............. Retta .............. Z = -18 X = 16
Tratto 3 .............. Retta .............. Z = -25.5 X = 23
Tratto 4 .............. Retta .............. Z = -25.5 X = 34
Tratto 5 .............. Retta .............. Z = -37.5 X = 43
Tratto 6 .............. Retta .............. Z = -52 X = 43
Tratto 7 .............. Retta .............. Z = -60.5 X = 56
Tratto 8 .............. Retta .............. Z = -97 X = 56
Smussatura Selezionare punto "A". Premere [ENTER] Assegnare Raggio = 2
Arrotondamento Selezionare punto "B". Premere [ENTER] Assegnare Raggio = 4
Arrotondamento Selezionare punto "C". Premere [ENTER] Assegnare Raggio = 6
Arrotondamento Selezionare punto "D". Premere [ENTER] Assegnare Raggio = 5
Smussatura Selezionare punto "E". Premere [ENTER] Assegnare Raggio = 3
Coordinate (X, Z) X65.0000 Z10.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·183·
Cic
lo d
i tor
nitu
ra d
i pro
filo
Definizione della geometria:
Definizione del profilo
Modifica
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Ascissa e ordinata del puntoiniziale
Z = 80 X = 0
Tratto 1 Retta Z = 80 X = 50
Tratto 2 Retta Z = 60 X = 50
Tratto 3 Arco orario Z = 40 X = 90 Zcentro=60 Zcentro=90 R=20
Tratto 4 Retta Z = 20 X = 90
Tratto 5 Retta Z = 20 X = 110
Tratto 6 Retta Z = 0 X = 110
Smussatura Selezionare punto "A". Premere [ENTER] Assegnare Raggio = 10
Arrotondamento Selezionare punto "B". Premere [ENTER] Assegnare Raggio = 5
Arrotondamento Selezionare punto "C". Premere [ENTER] Assegnare Raggio = 5
Coordinate (X, Z) X120.0000 Z90.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

·184·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra d
i pro
filo
Definizione della geometria:
Definizione del profilo
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Ascissa e ordinata del punto iniziale Z = 170 X = 0
Tratto 1 Arco antiorario Zc = 140 Xc = 0 Raggio = 30
Tratto 2 Arco antiorario Raggio = 350 Tangente = Sì
Tratto 3 Arco orario Zc = 50 Xc = 190 Raggio = 30 Tangente = Sì
Il CNC visualizza le opzioni possibili per il tratto 2. Selezionare quella adeguata.
Tratto 4 Retta Z = 20 X = 220 Tangente = Sì
Il CNC visualizza le opzioni di tangenza possibili fra i tratti 3-4. Selezionare quella piùadeguata
Tratto 5 Retta Z = 0 X = 220
Coordinate (X, Z) X230.0000 Z180.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·185·
Cic
lo d
i tor
nitu
ra d
i pro
filo
Definizione della geometria:
Definizione del profilo finale desiderato:
Definizione del profilo del pezzo grezzo
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Profilo
Ascissa e ordinata del punto iniziale Z = 170 X = 0
Tratto 1 Arco antiorario Zc = 140 Xc = 0 Raggio = 30
Tratto 2 Arco antiorario Raggio = 350 Tangente = Sì
Tratto 3 Arco orario Zc = 50 Xc = 190 Raggio = 30 Tangente = Sì
Il CNC visualizza le opzioni possibili per il tratto 2. Selezionare quella adeguata.
Tratto 4 Retta Z = 20 X = 220 Tangente = Sì
Il CNC visualizza le opzioni di tangenza possibili fra i tratti 3-4. Selezionare quella piùadeguata
Tratto 5 Retta Z = 0 X = 220
Nuovo profilo
Ascissa e ordinata del punto iniziale Z = 180 X = 0
Tratto 6 Retta Z = 180 X = 60
Tratto 7 Retta Z = 90 X = 140
Tratto 8 Retta Z = 30 X = 180
Tratto 9 Retta Z = 30 X = 240
Termina
Coordinate (X, Z) X230.0000 Z180.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

·186·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tor
nitu
ra d
i pro
filo
Definizione della geometria:
Definizione del profilo
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Ascissa e ordinata del punto iniziale Z = 180 X = 0
Tratto 1 Arco antiorario Zc = 150 Xc = 0 Raggio = 30
Tratto 2 Retta Angolo = 195 Tangente = Sì
Il CNC visualizza le opzioni di tangenza possibili fra i tratti 1-2. Selezionare quella piùadeguata
Tratto 3 Arco orario Raggio = 20 Tangente = Sì
Tratto 4 Retta Angolo = 160 Tangente = Sì
Tratto 5 Arco orario Z=30 X=80 Zc=45 Xc=80 R=15 Tang=Si
Il CNC visualizza le opzioni di tangenza possibili fra i tratti 4-5. Selezionare quella piùadeguata
Il CNC visualizza le opzioni possibili per il tratto 3. Selezionare quella adeguata.
Tratto 6 Retta Z = 30 X = 100
Tratto 7 Retta Z = 0 X = 100
Coordinate (X, Z) X110.0000 Z190.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·187·
Cic
lo d
i tor
nitu
ra d
i pro
filo
Definizione della geometria:
Definizione del profilo
Profilo esterno Quadrante di lavoro
Tipo di lavorazione
Ascissa e ordinata del punto iniziale Z = 128 X = 0
Tratto 1 Arco antiorario Zc = 107 Xc = 0 Raggio = 21
Tratto 2 Arco orario Raggio = 10 Tangente = Sì
Tratto 3 Arco antiorario Zc=83 Xc=14 R=15 Tang=Si
Il CNC visualizza le opzioni possibili per il tratto 2. Selezionare quella adeguata.
Tratto 4 Arco orario Raggio = 10 Tangente = Sì
Tratto 5 Retta X = 40 Angolo = 180 Tang = Si
Il CNC visualizza le opzioni possibili per il tratto 4. Selezionare quella adeguata.
Tratto 6 Arco orario Z = 54 X = 56 Zc = 62 Xc = 56 R = 8 Tang = Si
Tratto 7 Retta Z = 54 Angolo = 90 Tang = Si
Tratto 8 Retta Z = 34 X = 78 Angolo = 160
Tratto 9 Retta Z = 0 X = 78
Coordinate (X, Z) X85.0000 Z135.0000
Distanza di sicurezza X0.0000 Z0.0000
Sgrossatura F1.000 S1000 T 3 Δ 2
Finitura F0.800 S1000 T 3 δ 0.25
Mandrino GIRI/MIN.

·188·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i pro
filo
sul p
iano
ZC
.
3.30 Ciclo di profilo sul piano ZC.
Profilo ZC. Disponibile quando vi è asse C
Definizione del profilo
Per definire il "Programma del profilo" posizionarsi sulla finestra "Programma pezzo delprofilo" o "P".
Una volta selezionata tale finestra è possibile:
Digitare direttamente il numero di "Programma del profilo".
Se il "Programma del profilo" è conosciuto, digitare il numero di programma e premere il tasto[INVIO].
Accedere alla directory di "Programmi del profilo" per selezionarne uno.
Editare un nuovo "Programma del profilo".
Per editare un nuovo "Programma", digitare il numero di programma (da 0 a 999) e premereil tasto [RECALL].
Il CNC visualizzerà la finestra relativa all’editor di profili. Una volta editato il profilo, il CNCrichiede le osservazioni da associare al "Programma del profilo" che è stato editato.Immettere le osservazioni desiderate e premere il tasto [INVIO].
Se non si desidera commento premere il tasto [INVIO].
Modificare un "Programma del profilo" già esistente.
Per modificare un "Programma" digitare il numero di programma e premere il tasto[RECALL]. Il CNC visualizzerà nella finestra dell’editor di profili il profilo corrente definito. Daquesta finestra è possibile eseguire le seguenti operazioni:
• Aggiungere nuovi elementi alla fine del profilo corrente.
• Modificare qualsiasi elemento.
• Modificare o includere smussature, arrotondamenti, ecc..
• Cancellare elementi del profilo.
Il ciclo fisso visualizzerà una finestra con i programmi di profilo relativi al livelloselezionato che sono definiti.
Per spostarsi nella finestra posizionare il cursore sul programma desideratoe premere il tasto [INVIO]
Per uscire dalla finestra senza selezionare nessun programma
Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·189·
Cic
lo d
i pro
filo
sul p
iano
ZC
.
Definizione della geometria Profilo ZC.
Raggio (R):
Profondità totale (P):
La profondità totale del profilo si programma con valore positivo e in raggi (profilo ZC).
Distanza di sicurezza:
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Passo massimo di sgrossatura (Δ):
Fresatura con o senza compensazione di raggio dell’utensile:
Se si seleziona compensazione a sinistra o a destra saranno visualizzati altri due parametrida programmare:
Sovrametallo di finitura (δ):
R Indica il raggio esterno del pezzo.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
Sn Velocità di rotazione dell’utensile motorizzato.
Δ Passo massimo di sgrossatura.
Senza compensazione
Con compensazione di raggio utensile a sinistra.
Con compensazione di raggio utensile a destra.
δl Sovrametallo di finitura in laterale.
N Numero di passate d'approfondimento.
δ Sovrametallo di finitura in profondità.

·190·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i pro
filo
sul p
iano
ZC
.
3.30.1 Funzionamento base. Profilo ZC.
I passi di lavorazione di questi cicli sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 L’utensile si avvicina in avanzamento rapido al punto iniziale (X, Z), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
3 Orientamento del mandrino fino alla posizione C indicata.
4 Operazione di sgrossatura mediante successive passate fino a una distanza del profilofinale selezionato come il sovrametallo di finitura.
Questa operazione di sgrossatura si esegue con le seguenti condizioni:
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità dell'utensile motorizzato (St).
6 Una volta terminata l’operazione o il ciclo l’utensile tornerà alla posizione che occupavaalla chiamata del ciclo, cioè il punto in cui si è premuto

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·191·
Cic
lo d
i tas
ca r
etta
ngol
are
ZC
/YZ
3.31 Ciclo di tasca rettangolare ZC/YZ
Definizione della geometria
Selezione del piano ZC o YZ:
Selezione di punto iniziale:
Quote del punto iniziale (ZC o YZ):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Dimensioni della tasca (L, H):
Posizione di tasca e mandrino (α, W):
Tasca rettangolare ZC. Tasca rettangolare YZ.
Selezione del piano ZC.
Selezione del piano YZ.
Punto iniziale sull'angolo.
Punto iniziale sul centro.
Z, C Quote del punto iniziale.
Y, Z Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Lunghezza della tasca in Z.
H Lunghezza della tasca in Y.
α Angolo della tasca rispetto all’asse Z.
W Posizione angolare del mandrino.

·192·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca r
etta
ngol
are
ZC
/YZ
Selezione del tipo di vertice:
Raggio del cilindro (R) / Quota X del piano (X):
Profondità totale (P):
La profondità totale della tasca rettangolare.
Distanza di sicurezza (Dx):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
Vertice normale.
r Vertice con arrotondamento. Definire il raggio di arrotondamento (r).
c Vertice con smussatura. Definire la distanza dall’angolo teorico fino al punto incui si desidera eseguire lo smusso (C)
R Raggio esterno del pezzo.
X Quota X del piano.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δx Sovrametallo di finitura in profondità.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·193·
Cic
lo d
i tas
ca c
ircol
are
ZC
/YZ
.
3.32 Ciclo di tasca circolare ZC/YZ.
Definizione della geometria
Selezione del piano ZC o YZ:
Quote del centro:
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Dimensioni della tasca (Rc):
Posizione del mandrino (W):
Raggio del cilindro (R) / Quota X del piano (X):
Profondità totale (P):
La profondità totale della tasca circolare.
Tasca circolare ZC. Tasca circolare YZ.
Selezione del piano ZC.
Selezione del piano YZ.
Tasca circolare ZC:
Zc Quota centro sull'asse Z.
Cc Quota centro sull'asse C.
Tasca circolare YZ:
Zc Quota centro sull'asse Z.
Yc Quota centro sull'asse Y.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Rc Raggio della tasca.
W Posizione angolare del mandrino.
R Raggio esterno del pezzo.
X Quota X del piano.

·194·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca c
ircol
are
ZC
/YZ
.
Distanza di sicurezza (Dx):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δx Sovrametallo di finitura in profondità.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·195·
Cic
lo d
i tas
ca p
rofil
o 2D
ZC
/YZ
.
3.33 Ciclo di tasca profilo 2D ZC/YZ.
Definizione del profilo
Per definire il "Programma del profilo" posizionarsi sulla finestra "Programma pezzo delprofilo" o "P".
Una volta selezionata tale finestra è possibile:
Digitare direttamente il numero di "Programma del profilo".
Se il "Programma del profilo" è conosciuto, digitare il numero di programma e premere il tasto[INVIO].
Accedere alla directory di "Programmi del profilo" per selezionarne uno.
Editare un nuovo "Programma del profilo".
Per editare un nuovo "Programma", digitare il numero di programma (da 0 a 999) e premereil tasto [RECALL].
Il CNC visualizzerà la finestra relativa all’editor di profili. Una volta editato il profilo, il CNCrichiede le osservazioni da associare al "Programma del profilo" che è stato editato.Immettere le osservazioni desiderate e premere il tasto [INVIO].
Se non si desidera commento premere il tasto [INVIO].
Modificare un "Programma del profilo" già esistente.
Per modificare un "Programma" digitare il numero di programma e premere il tasto[RECALL]. Il CNC visualizzerà nella finestra dell’editor di profili il profilo corrente definito. Daquesta finestra è possibile eseguire le seguenti operazioni:
• Aggiungere nuovi elementi alla fine del profilo corrente.
• Modificare qualsiasi elemento.
• Modificare o includere smussature, arrotondamenti, ecc..
• Cancellare elementi del profilo.
Selezione del piano ZC o YZ:
Tasca profilo 2D ZC. Tasca profilo 2D YZ.
Il ciclo fisso visualizzerà una finestra con i programmi di profilo relativi al livelloselezionato che sono definiti.
Per spostarsi nella finestra posizionare il cursore sul programma desideratoe premere il tasto [INVIO]
Per uscire dalla finestra senza selezionare nessun programma
Selezione del piano ZC.
Selezione del piano YZ.

·196·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca p
rofil
o 2D
ZC
/YZ
.
Raggio del cilindro (R) / Quota X del piano (X):
Profondità totale (P):
La profondità totale della tasca.
Distanza di sicurezza (Dx):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Posizione del mandrino (W):
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
R Raggio esterno del pezzo.
X Quota X del piano.
W Posizione angolare del mandrino.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δx Sovrametallo di finitura in profondità.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·197·
Cic
lo d
i pro
filo
sul p
iano
XC
.
3.34 Ciclo di profilo sul piano XC.
Profilo XC. Disponibile quando vi è asse C
Definizione del profilo
Per definire il "Programma del profilo" posizionarsi sulla finestra "Programma pezzo delprofilo" o "P".
Una volta selezionata tale finestra è possibile:
Digitare direttamente il numero di "Programma del profilo".
Se il "Programma del profilo" è conosciuto, digitare il numero di programma e premere il tasto[INVIO].
Accedere alla directory di "Programmi del profilo" per selezionarne uno.
Editare un nuovo "Programma del profilo".
Per editare un nuovo "Programma", digitare il numero di programma (da 0 a 999) e premereil tasto [RECALL].
Il CNC visualizzerà la finestra relativa all’editor di profili. Una volta editato il profilo, il CNCrichiede le osservazioni da associare al "Programma del profilo" che è stato editato.Immettere le osservazioni desiderate e premere il tasto [INVIO].
Se non si desidera commento premere il tasto [INVIO].
Modificare un "Programma del profilo" già esistente.
Per modificare un "Programma" digitare il numero di programma e premere il tasto[RECALL]. Il CNC visualizzerà nella finestra dell’editor di profili il profilo corrente definito. Daquesta finestra è possibile eseguire le seguenti operazioni:
• Aggiungere nuovi elementi alla fine del profilo corrente.
• Modificare qualsiasi elemento.
• Modificare o includere smussature, arrotondamenti, ecc..
• Cancellare elementi del profilo.
Il ciclo fisso visualizzerà una finestra con i programmi di profilo relativi al livelloselezionato che sono definiti.
Per spostarsi nella finestra posizionare il cursore sul programma desideratoe premere il tasto [INVIO]
Per uscire dalla finestra senza selezionare nessun programma

·198·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i pro
filo
sul p
iano
XC
.
Quota su asse Z del punto iniziale ( Z )
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Profondità totale (P)
La profondità totale del profilo si programma con valore positivo e in raggi (profilo XC).
Distanza di sicurezza
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura. Per modificare uno di questi valori situarsi sulrispettivo dato, digitare il valore desiderato e premere il tasto
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione:
Velocità di rotazione dell’utensile motorizzato:
Passo massimo di sgrossatura (Δ):
Fresatura con o senza compensazione di raggio dell’utensile:
Se si seleziona compensazione a sinistra o a destra saranno visualizzati altri due parametrida programmare:
Sovrametallo di finitura (δ):
Z Quota del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
Sn Velocità di rotazione dell’utensile motorizzato.
Δ Passo massimo di sgrossatura.
Senza compensazione
Con compensazione di raggio utensile a sinistra.
Con compensazione di raggio utensile a destra.
δl Sovrametallo di finitura in laterale.
N Numero di passate d'approfondimento.
δ Sovrametallo di finitura in profondità.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·199·
Cic
lo d
i pro
filo
sul p
iano
XC
.
3.34.1 Funzionamento base. Profilo XC
I passi di lavorazione di questi cicli sono i seguenti:
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNCeseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dallamacchina.
2 L’utensile si avvicina in avanzamento rapido al punto iniziale (X, Z), mantenendo sugliassi X e Z la distanza di sicurezza selezionata.
3 Orientamento del mandrino fino alla posizione C indicata.
4 Operazione di sgrossatura mediante successive passate fino a una distanza del profilofinale selezionato come il sovrametallo di finitura.
Questa operazione di sgrossatura si esegue con le seguenti condizioni:
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura sianouguali. Questo passo sarà uguale o inferiore a quello definito Δ.
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima incui si lavora quello che manca.
5 Operazione di finitura.
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;avanzamento degli assi (F), velocità dell'utensile motorizzato (St).
6 Una volta terminata l’operazione o il ciclo l’utensile tornerà alla posizione che occupavaalla chiamata del ciclo, cioè il punto in cui si è premuto

·200·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca r
etta
ngol
are
XC
/XY
.
3.35 Ciclo di tasca rettangolare XC/XY.
Definizione della geometria
Selezione del piano XC o XY:
Selezione di punto iniziale:
Quote del punto iniziale (XC o XY):
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Dimensioni della tasca (L, H):
Posizione di tasca e mandrino (α, W):
Tasca rettangolare XC. Tasca rettangolare XY.
Selezione del piano XC.
Selezione del piano XY.
Punto iniziale sull'angolo.
Punto iniziale sul centro.
X, C Quote del punto iniziale.
X, Y Quote del punto iniziale.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
L Lunghezza della tasca in X.
H Lunghezza della tasca in Y.
α Angolo della tasca rispetto all’asse X.
W Posizione angolare del mandrino.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·201·
Cic
lo d
i tas
ca r
etta
ngol
are
XC
/XY
.
Selezione del tipo di vertice:
Quota Z del piano (Z):
Profondità totale (P):
La profondità totale della tasca rettangolare.
Distanza di sicurezza (Dz):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
Vertice normale.
r Vertice con arrotondamento. Definire il raggio di arrotondamento (r).
c Vertice con smussatura. Definire la distanza dall’angolo teorico fino al punto incui si desidera eseguire lo smusso (C)
Z Quota Z del piano.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δz Sovrametallo di finitura in profondità.

·202·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca c
ircol
are
XC
/XY
.
3.36 Ciclo di tasca circolare XC/XY.
Definizione della geometria
Selezione del piano XC o XY:
Quote del centro:
Si può definire in due modi:
• Immettere il valore manualmente.
• Assegnare la posizione corrente della macchina.
Dimensioni della tasca (Rc):
Posizione del mandrino (W):
Quota Z del piano (Z):
Profondità totale (P):
La profondità totale della tasca circolare.
Tasca circolare XC Tasca circolare XY.
Selezione del piano XC.
Selezione del piano XY.
Tasca circolare XC:
Xc Quota centro sull'asse X.
Cc Quota centro sull'asse C.
Tasca circolare XY:
Xc Quota centro sull'asse X.
Yc Quota centro sull'asse Y.
Attivare la modalità Teach-in. Nella finestra della parte inferiore dellaschermata si visualizza la posizione dell’utensile.
Spostare l’asse, mediante il volantino o i tasti JOG, fino al puntodesiderato. Premere [RECALL] per assumere il valore visualizzatosulla schermata.
Rc Raggio della tasca.
W Posizione angolare del mandrino.
Z Quota Z del piano.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·203·
Cic
lo d
i tas
ca c
ircol
are
XC
/XY
.
Distanza di sicurezza (Dz):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δz Sovrametallo di finitura in profondità.
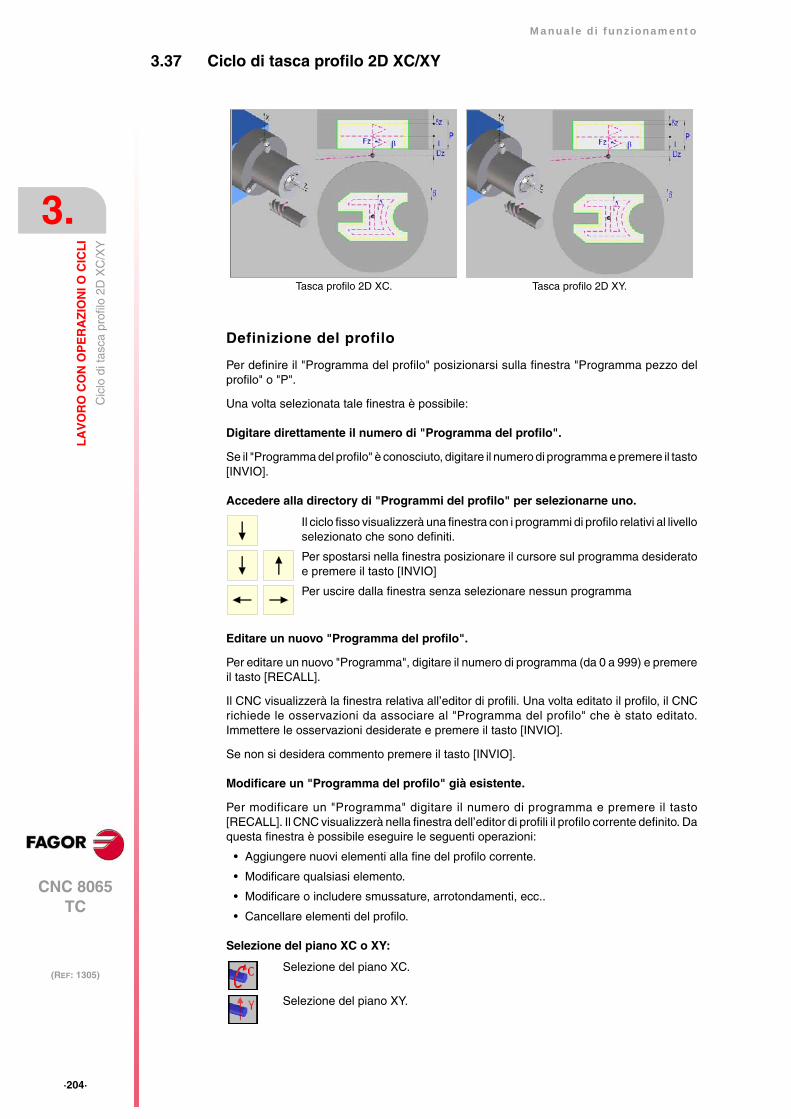
·204·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca p
rofil
o 2D
XC
/XY
3.37 Ciclo di tasca profilo 2D XC/XY
Definizione del profilo
Per definire il "Programma del profilo" posizionarsi sulla finestra "Programma pezzo delprofilo" o "P".
Una volta selezionata tale finestra è possibile:
Digitare direttamente il numero di "Programma del profilo".
Se il "Programma del profilo" è conosciuto, digitare il numero di programma e premere il tasto[INVIO].
Accedere alla directory di "Programmi del profilo" per selezionarne uno.
Editare un nuovo "Programma del profilo".
Per editare un nuovo "Programma", digitare il numero di programma (da 0 a 999) e premereil tasto [RECALL].
Il CNC visualizzerà la finestra relativa all’editor di profili. Una volta editato il profilo, il CNCrichiede le osservazioni da associare al "Programma del profilo" che è stato editato.Immettere le osservazioni desiderate e premere il tasto [INVIO].
Se non si desidera commento premere il tasto [INVIO].
Modificare un "Programma del profilo" già esistente.
Per modificare un "Programma" digitare il numero di programma e premere il tasto[RECALL]. Il CNC visualizzerà nella finestra dell’editor di profili il profilo corrente definito. Daquesta finestra è possibile eseguire le seguenti operazioni:
• Aggiungere nuovi elementi alla fine del profilo corrente.
• Modificare qualsiasi elemento.
• Modificare o includere smussature, arrotondamenti, ecc..
• Cancellare elementi del profilo.
Selezione del piano XC o XY:
Tasca profilo 2D XC. Tasca profilo 2D XY.
Il ciclo fisso visualizzerà una finestra con i programmi di profilo relativi al livelloselezionato che sono definiti.
Per spostarsi nella finestra posizionare il cursore sul programma desideratoe premere il tasto [INVIO]
Per uscire dalla finestra senza selezionare nessun programma
Selezione del piano XC.
Selezione del piano XY.

Manuale di funzionamento
CNC 8065TC
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
3.
(REF: 1305)
·205·
Cic
lo d
i tas
ca p
rofil
o 2D
XC
/XY
Quota Z del piano (Z):
Profondità totale (P):
La profondità totale della tasca.
Distanza di sicurezza (Dz):
Allo scopo di evitare collisioni con il pezzo, il CNC consente di fissare un punto diaccostamento al pezzo. La distanza di sicurezza indica la posizione del punto diaccostamento rispetto al punto di foratura.
Per modificare uno di questi valori situarsi sul rispettivo dato, digitare il valore desiderato epremere il tasto.
Posizione del mandrino (W):
Parametri di lavorazione
Avanzamento di ingresso (Fp) e di lavorazione (F):
Velocità di rotazione dell’utensile motorizzato:
Parametri di sgrossatura (I, β, Δ):
Parametri di finitura (θ, δ, δx):
Z Quota Z del piano.
W Posizione angolare del mandrino.
Fp Avanzamento di ingresso.
F Avanzamento di lavorazione.
Dati dell’utensile motorizzato non programmati.
Dati dell’utensile motorizzato programmati.
S Velocità di rotazione dell’utensile motorizzato.
I Passo massimo d'approfondimento.
β Angolo di ingresso laterale.
Δ Passo massimo di sgrossatura.
θ Angolo di ingresso laterale.
δ Sovrametallo di finitura in laterale.
δz Sovrametallo di finitura in profondità.

·206·
Manuale di funzionamento
CNC 8065TC
3.
LA
VO
RO
CO
N O
PE
RA
ZIO
NI O
CIC
LI
(REF: 1305)
Cic
lo d
i tas
ca p
rofil
o 2D
XC
/XY

CNC 8065TC
(REF: 1305)
4
·207·
FILETTATURE NORMALIZZATE
È possibile in tutti i livelli, eccetto nella filettatura frontale, immettere il diametro affinché ilCNC calcoli il passo e la profondità corrispondenti.
Un nuovo campo (finestra) consente di selezionare il tipo di filettatura normalizzata. Se sisceglie P.H (filetto a passo libero), il passo e la profondità della filettatura vengono selezionatidirettamente dall’utente. Le filettature normalizzate sono filettature cilindriche a 1 ingresso.
È possibile scegliere una filettatura conica ed anche una filettatura normalizzata; in questocaso si calcolerà il passo e la profondità che corrisponderebbe alla filettatura normalizzatacilindrica e si assegneranno a tale filettatura conica.
I tipi disponibili sono:
M (S.I.) Filettatura metrica a passo normale (Sist. Internazionale).
M (S.I.F.) Filettatura metrica a passo fino (Sist. Internazionale).
B.S.W. (W) Filettatura Whitworth a passo normale.
B.S.F. Filettatura Whitworth a passo fino.
U.N.C. Filettatura unificata americana a passo normale.
U.N.F. Filettatura unificata americana a passo fino.
B.S.P. Filettatura Whitworth gas.

·208·
Manuale di funzionamento
CNC 8065TC
4.
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
(REF: 1305)
File
ttatu
ra m
etric
a a
pass
o no
rmal
e —
M (
S.I.
)
4.1 Filettatura metrica a passo normale — M (S.I.)
Diametro Passo Profondità (mm)(mm) (pollici) (mm) (pollici) Interni Esterni
0,3000 0,0118 0,0750 0,0030 0,0406 0,04600,4000 0,0157 0,1000 0,0039 0,0541 0,06130,5000 0,0197 0,1250 0,0049 0,0677 0,07670,6000 0,0236 0,1500 0,0059 0,0812 0,09200,8000 0,0315 0,2000 0,0079 0,1083 0,12271,0000 0,0394 0,2500 0,0098 0,1353 0,15341,2000 0,0472 0,2500 0,0098 0,1353 0,15341,4000 0,0551 0,3000 0,0118 0,1624 0,18401,6000 0,0630 0,3500 0,0138 0,1895 0,21471,7000 0,0669 0,3500 0,0138 0,1895 0,21471,8000 0,0709 0,3500 0,0138 0,1895 0,21472,0000 0,0787 0,4000 0,0157 0,2165 0,24542,2000 0,0866 0,4500 0,0177 0,2436 0,27602,3000 0,0906 0,4000 0,0157 0,2165 0,24542,5000 0,0984 0,4500 0,0177 0,2436 0,27602,6000 0,1024 0,4500 0,0177 0,2436 0,27603,0000 0,1181 0,5000 0,0197 0,2707 0,30673,5000 0,1378 0,6000 0,0236 0,3248 0,36804,0000 0,1575 0,7000 0,0276 0,3789 0,42944,5000 0,1772 0,7500 0,0295 0,4060 0,46015,0000 0,1969 0,8000 0,0315 0,4330 0,49075,5000 0,2165 0,9000 0,0354 0,4872 0,55216,0000 0,2362 1,0000 0,0394 0,5413 0,61347,0000 0,2756 1,0000 0,0394 0,5413 0,61348,0000 0,3150 1,2500 0,0492 0,6766 0,76689,0000 0,3543 1,2500 0,0492 0,6766 0,7668
10,0000 0,3937 1,5000 0,0591 0,8120 0,920111,0000 0,4331 1,5000 0,0591 0,8120 0,920112,0000 0,4724 1,7500 0,0689 0,9473 1,073514,0000 0,5512 2,0000 0,0787 1,0826 1,226816,0000 0,6299 2,0000 0,0787 1,0826 1,226818,0000 0,7087 2,5000 0,0984 1,3533 1,533520,0000 0,7874 2,5000 0,0984 1,3533 1,533522,0000 0,8661 2,5000 0,0984 1,3533 1,533524,0000 0,9449 3,0000 0,1181 1,6239 1,840227,0000 1,0630 3,0000 0,1181 1,6239 1,840230,0000 1,1811 3,5000 0,1378 1,8946 2,146933,0000 1,2992 3,5000 0,1378 1,8946 2,146936,0000 1,4173 4,0000 0,1575 2,1652 2,453639,0000 1,5354 4,0000 0,1575 2,1652 2,453642,0000 1,6535 4,5000 0,1772 2,4359 2,760345,0000 1,7717 4,5000 0,1772 2,4359 2,760348,0000 1,8898 5,0000 0,1969 2,7065 3,067052,0000 2,0472 5,0000 0,1969 2,7065 3,067056,0000 2,2047 5,5000 0,2165 2,9772 3,373760,0000 2,3622 5,5000 0,2165 2,9772 3,373764,0000 2,5197 6,0000 0,2362 3,2478 3,680468,0000 2,6772 6,0000 0,2362 3,2478 3,680472,0000 2,8346 6,0000 0,2362 3,2478 3,680476,0000 2,9921 6,0000 0,2362 3,2478 3,680480,0000 3,1496 6,0000 0,2362 3,2478 3,6804

Manuale di funzionamento
CNC 8065TC
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
4.
(REF: 1305)
·209·
File
ttatu
ra m
etric
a a
pass
o fin
e —
M (
S.I.
F.)
4.2 Filettatura metrica a passo fine — M (S.I.F.)
Il CNC calcola la profondità secondo queste formule:
• Profondità in filettature interne = 0,5413 x Paso
• Profondità in filettature esterne = 0,6134 x Paso
Diametro Passo Profondità (mm)(mm) (pollici) (mm) (pollici) Interni Esterni
1,0000 0,0394 0,2000 0,0079 0,1083 0,12271,2000 0,0472 0,2000 0,0079 0,1083 0,12271,4000 0,0551 0,2000 0,0079 0,1083 0,12271,7000 0,0669 0,2000 0,0079 0,1083 0,12272,0000 0,0787 0,2500 0,0098 0,1353 0,15342,3000 0,0906 0,2500 0,0098 0,1353 0,15342,5000 0,0984 0,3500 0,0138 0,1895 0,21472,6000 0,1024 0,3500 0,0138 0,1895 0,21473,0000 0,1181 0,3500 0,0138 0,1895 0,21473,5000 0,1378 0,3500 0,0138 0,1895 0,21474,0000 0,1575 0,5000 0,0197 0,2707 0,30674,5000 0,1772 0,5000 0,0197 0,2707 0,30675,0000 0,1969 0,5000 0,0197 0,2707 0,30676,0000 0,2362 0,7500 0,0295 0,4060 0,46017,0000 0,2756 0,7500 0,0295 0,4060 0,46018,0000 0,3150 1,0000 0,0394 0,5413 0,61349,0000 0,3543 1,0000 0,0394 0,5413 0,6134
10,0000 0,3937 1,0000 0,0394 0,5413 0,613412,0000 0,4724 1,2500 0,0492 0,6766 0,766813,0000 0,5118 1,5000 0,0591 0,8120 0,920114,0000 0,5512 1,5000 0,0591 0,8120 0,920116,0000 0,6299 1,5000 0,0591 0,8120 0,920118,0000 0,7087 1,5000 0,0591 0,8120 0,920120,0000 0,7874 1,5000 0,0591 0,8120 0,920122,0000 0,8661 1,5000 0,0591 0,8120 0,920124,0000 0,9449 2,0000 0,0787 1,0826 1,226827,0000 1,0630 2,0000 0,0787 1,0826 1,226830,0000 1,1811 2,0000 0,0787 1,0826 1,226833,0000 1,2992 2,0000 0,0787 1,0826 1,226836,0000 1,4173 3,0000 0,1181 1,6239 1,840239,0000 1,5354 3,0000 0,1181 1,6239 1,840242,0000 1,6535 3,0000 0,1181 1,6239 1,840245,0000 1,7717 3,0000 0,1181 1,6239 1,840248,0000 1,8898 3,0000 0,1181 1,6239 1,840252,0000 2,0472 3,0000 0,1181 1,6239 1,840256,0000 2,2047 4,0000 0,1575 2,1652 2,453660,0000 2,3622 4,0000 0,1575 2,1652 2,453664,0000 2,5197 4,0000 0,1575 2,1652 2,453668,0000 2,6772 4,0000 0,1575 2,1652 2,453672,0000 2,8346 4,0000 0,1575 2,1652 2,453676,0000 2,9921 4,0000 0,1575 2,1652 2,453680,0000 3,1496 4,0000 0,1575 2,1652 2,4536

·210·
Manuale di funzionamento
CNC 8065TC
4.
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
(REF: 1305)
File
ttatu
ra W
hitw
orth
a p
asso
nor
mal
e —
BS
W (
W.)
4.3 Filettatura Whitworth a passo normale — BSW (W.)
Le filettature vanno definite in mm o pollici. Ad esempio, per definire una filettatura Whitworthdi passo 1/16 occorre immettere il valore 1,5875 mm o 0,0625 pollici.
Il CNC calcola il passo e la profondità in base a queste formule:
• Passo in mm = 25,4 / numero di fili
• Passo in pollici = 1 / numero di fili
• Profondità in filettature interne = 0,6403 x Paso
• Profondità in filettature esterne = 0,6403 x Paso
Filettatura Passo Profondità (mm)(mm) (pollici) Fili (mm) (pollici) Interni Esterni
1/16 1,5875 0,0625 60 0,4233 0,0167 0,2710 0,2710 3/32 2,3812 0,0937 48 0,5292 0,0208 0,3388 0,3388 1/8 3,1750 0,1250 40 0,6350 0,0250 0,4066 0,4066
5/32 3,9687 0,1562 32 0,7938 0,0313 0,5083 0,5083 3/16 4,7625 0,1875 24 1,0583 0,0417 0,6776 0,6776 7/32 5,5562 0,2187 24 1,0583 0,0417 0,6776 0,6776 1/4 6,3500 0,2500 20 1,2700 0,0500 0,8132 0,8132
5/16 7,9375 0,3125 18 1,4111 0,0556 0,9035 0,9035 3/8 9,5250 0,3750 16 1,5875 0,0625 1,0165 1,0165
7/16 11,1125 0,4375 14 1,8143 0,0714 1,1617 1,1617 1/2 12,7000 0,5000 12 2,1167 0,0833 1,3553 1,3553
9/16 14,2875 0,5625 12 2,1167 0,0833 1,3553 1,3553 5/8 15,8750 0,6250 11 2,3091 0,0909 1,4785 1,4785 3/4 19,0500 0,7500 10 2,5400 0,1000 1,6264 1,6264 7/8 22,2250 0,8750 9 2,8222 0,1111 1,8071 1,8071
1 25,4000 1,0000 8 3,1750 0,1250 2,0330 2,03301 1/8 28,5750 1,1250 7 3,6286 0,1429 2,3234 2,32341 1/4 31,7500 1,2500 7 3,6286 0,1429 2,3234 2,32341 3/8 34,9250 1,3750 6 4,2333 0,1667 2,7106 2,71061 1/2 38,1000 1,5000 6 4,2333 0,1667 2,7106 2,71061 5/8 41,2750 1,6250 5 5,0800 0,2000 3,2527 3,25271 3/4 44,4500 1,7500 5 5,0800 0,2000 3,2527 3,25271 7/8 47,6250 1,8750 5 5,6444 0,2222 3,6141 3,6141
2 50,8000 2,0000 5 5,6444 0,2222 3,6141 3,61412 1/8 53,9750 2,1250 5 5,6444 0,2222 3,6141 3,61412 1/4 57,1500 2,2500 4 6,3500 0,2500 4,0659 4,06592 3/8 60,3250 2,3750 4 6,3500 0,2500 4,0659 4,06592 1/2 63,5000 2,5000 4 6,3500 0,2500 4,0659 4,06592 5/8 66,6750 2,6250 4 6,3500 0,2500 4,0659 4,06592 3/4 69,8500 2,7500 4 7,2571 0,2857 4,6467 4,64672 7/8 73,0250 2,8750 4 7,2571 0,2857 4,6467 4,6467
3 76,2000 3,0000 4 7,2571 0,2857 4,6467 4,64673 1/4 82,5500 3,2500 3 7,8154 0,3077 5,0042 5,00423 1/2 88,9000 3,5000 3 7,8154 0,3077 5,0042 5,00423 3/4 95,2500 3,7500 3 8,4667 0,3333 5,4212 5,4212
4 101,6000 4,0000 3 8,4667 0,3333 5,4212 5,42124 1/4 107,9500 4,2500 3 8,8348 0,3478 5,6569 5,65694 1/2 114,3000 4,5000 3 8,8348 0,3478 5,6569 5,65694 3/4 120,6500 4,7500 3 9,2364 0,3636 5,9141 5,9141
5 127,0000 5,0000 3 9,2364 0,3636 5,9141 5,9141

Manuale di funzionamento
CNC 8065TC
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
4.
(REF: 1305)
·211·
File
ttatu
ra W
hitw
orth
a p
asso
fine
— B
SF
4.4 Filettatura Whitworth a passo fine — BSF
Le filettature vanno definite in mm o pollici. Ad esempio, per definire una filettatura Whitworthdi passo 3/16 occorre immettere il valore 4,7625 mm o 0,1875 pollici.
Il CNC calcola il passo e la profondità in base a queste formule:
• Passo in mm = 25,4 / numero di fili
• Passo in pollici = 1 / numero di fili
• Profondità in filettature interne = 0,6403 x Paso
• Profondità in filettature esterne = 0,6403 x Paso
Filettatura Passo Profondità (mm)(mm) (pollici) Fili (mm) (pollici) Interni Esterni
3/16 4,7625 0,1875 32 0,7937 0,0312 0,5082 0,5082 7/32 5,5562 0,2187 28 0,9071 0,0357 0,5808 0,5808 1/4 6,3500 0,2500 26 0,9769 0,0385 0,6255 0,6255
9/32 7,1437 0,2812 26 0,9769 0,0385 0,6255 0,6255 5/16 7,9375 0,3125 22 1,1545 0,0455 0,7392 0,7392 3/8 9,5250 0,3750 20 1,2700 0,0500 0,8132 0,8132
7/16 11,1125 0,4375 18 1,4111 0,0556 0,9035 0,9035 1/2 12,7000 0,5000 16 1,5875 0,0625 1,0165 1,0165
9/16 14,2875 0,5625 16 1,5875 0,0625 1,0165 1,0165 5/8 15,8750 0,6250 14 1,8143 0,0714 1,1617 1,1617
11/16 17,4625 0,6875 14 1,8143 0,0714 1,1617 1,1617 3/4 19,0500 0,7500 12 2,1167 0,0833 1,3553 1,3553
13/16 20,6375 0,8125 12 2,1167 0,0833 1,3553 1,3553 7/8 22,2250 0,8750 11 2,3091 0,0909 1,4785 1,4785
1 25,4000 1,0000 10 2,5400 0,1000 1,6264 1,62641 1/8 28,5750 1,1250 9 2,8222 0,1111 1,8071 1,80711 1/4 31,7500 1,2500 9 2,8222 0,1111 1,8071 1,80711 3/8 34,9250 1,3750 8 3,1750 0,1250 2,0330 2,03301 1/2 38,1000 1,5000 8 3,1750 0,1250 2,0330 2,03301 5/8 41,2750 1,6250 8 3,1750 0,1250 2,0330 2,03301 3/4 44,4500 1,7500 7 3,6286 0,1429 2,3234 2,3234
2 50,8000 2,0000 7 3,6286 0,1429 2,3234 2,32342 1/4 57,1500 2,2500 6 4,2333 0,1667 2,7106 2,71062 1/2 63,5000 2,5000 6 4,2333 0,1667 2,7106 2,71062 3/4 69,8500 2,7500 6 4,2333 0,1667 2,7106 2,7106
3 76,2000 3,0000 5 5,0800 0,2000 3,2527 3,2527

·212·
Manuale di funzionamento
CNC 8065TC
4.
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
(REF: 1305)
File
ttatu
ra u
nific
ata
amer
ican
a a
pass
o no
rmal
e —
UN
C (
NC
, US
S)
4.5 Filettatura unificata americana a passo normale — UNC (NC, USS)
Le filettature vanno definite in mm o pollici. Ad esempio, per definire una filettatura americanadi passo 1/4 occorre immettere il valore 6,3500 mm o 0,2500 pollici.
Il CNC calcola il passo e la profondità in base a queste formule:
• Passo in mm = 25,4 / numero di fili
• Passo in pollici = 1 / numero di fili
• Profondità in filettature interne = 0,5413 x Paso
• Profondità in filettature esterne = 0,6134 x Paso
Filettatura Passo Profondità (mm)(mm) (pollici) Fili (mm) (pollici) Interni Esterni
0,0730 1,8542 0,0730 64 0,3969 0,0156 0,2148 0,24350,0860 2,1844 0,0860 56 0,4536 0,0179 0,2455 0,27820,0990 2,5146 0,0990 48 0,5292 0,0208 0,2865 0,32460,1120 2,8448 0,1120 40 0,6350 0,0250 0,3437 0,38950,1250 3,1750 0,1250 40 0,6350 0,0250 0,3437 0,38950,1380 3,5052 0,1380 32 0,7938 0,0313 0,4297 0,48690,1640 4,1656 0,1640 32 0,7938 0,0313 0,4297 0,48690,1900 4,8260 0,1900 24 1,0583 0,0417 0,5729 0,64920,2160 5,4864 0,2160 24 1,0583 0,0417 0,5729 0,6492
1/4 6,3500 0,2500 20 1,2700 0,0500 0,6875 0,7790 5/16 7,9375 0,3125 18 1,4111 0,0556 0,7638 0,8656 3/8 9,5250 0,3750 16 1,5875 0,0625 0,8593 0,9738
7/16 11,1125 0,4375 14 1,8143 0,0714 0,9821 1,1129 1/2 12,7000 0,5000 13 1,9538 0,0769 1,0576 1,1985
9/16 14,2875 0,5625 12 2,1167 0,0833 1,1458 1,2984 5/8 15,8750 0,6250 11 2,3091 0,0909 1,2499 1,4164 3/4 19,0500 0,7500 10 2,5400 0,1000 1,3749 1,5580 7/8 22,2250 0,8750 9 2,8222 0,1111 1,5277 1,7311
1 25,4000 1,0000 8 3,1750 0,1250 1,7186 1,94751 1/8 28,5750 1,1250 7 3,6286 0,1429 1,9642 2,22581 1/4 31,7500 1,2500 7 3,6286 0,1429 1,9642 2,22581 3/8 34,9250 1,3750 6 4,2333 0,1667 2,2915 2,59671 1/2 38,1000 1,5000 6 4,2333 0,1667 2,2915 2,59671 5/8 41,2750 1,6250 5 5,0800 0,2000 2,7498 3,11611 3/4 44,4500 1,7500 5 5,0800 0,2000 2,7498 3,1161
2 50,8000 2,0000 5 5,6444 0,2222 3,0553 3,46232 1/4 57,1500 2,2500 5 5,6444 0,2222 3,0553 3,46232 1/2 63,5000 2,5000 4 6,3500 0,2500 3,4373 3,89512 3/4 69,8500 2,7500 4 6,3500 0,2500 3,4373 3,8951
3 76,2000 3,0000 4 6,3500 0,2500 3,4373 3,8951

Manuale di funzionamento
CNC 8065TC
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
4.
(REF: 1305)
·213·
File
ttatu
ra u
nific
ata
amer
ican
a a
pass
o fin
e —
UN
F (
NF
, SA
E)
4.6 Filettatura unificata americana a passo fine — UNF (NF, SAE)
Le filettature vanno definite in mm o pollici. Ad esempio, per definire una filettatura americanadi passo 1/4 occorre immettere il valore 6,3500 mm o 0,2500 pollici.
Il CNC calcola il passo e la profondità in base a queste formule:
• Passo in mm = 25,4 / numero di fili
• Passo in pollici = 1 / numero di fili
• Profondità in filettature interne = 0,5413 x Paso
• Profondità in filettature esterne = 0,6134 x Paso
Filettatura Passo Profondità (mm)(mm) (pollici) Fili (mm) (pollici) Interni Esterni
0,0600 1,5240 0,0600 80 0,3175 0,0125 0,1719 0,19480,0730 1,8542 0,0730 72 0,3528 0,0139 0,1910 0,21640,0860 2,1844 0,0860 64 0,3969 0,0156 0,2148 0,24350,0990 2,5146 0,0990 56 0,4536 0,0179 0,2455 0,27820,1120 2,8448 0,1120 48 0,5292 0,0208 0,2865 0,32460,1250 3,1750 0,1250 44 0,5773 0,0227 0,3125 0,35410,1380 3,5052 0,1380 40 0,6350 0,0250 0,3437 0,38950,1640 4,1656 0,1640 36 0,7056 0,0278 0,3819 0,43280,1900 4,8260 0,1900 32 0,7937 0,0312 0,4296 0,4869 19/88 5,4864 0,2160 28 0,9071 0,0357 0,4910 0,5564
1/4 6,3500 0,2500 28 0,9071 0,0357 0,4910 0,5564 5/16 7,9375 0,3125 24 1,0583 0,0417 0,5729 0,6492 3/8 9,5250 0,3750 24 1,0583 0,0417 0,5729 0,6492
7/16 11,1125 0,4375 20 1,2700 0,0500 0,6875 0,7790 1/2 12,7000 0,5000 20 1,2700 0,0500 0,6875 0,7790
9/16 14,2875 0,5625 18 1,4111 0,0556 0,7638 0,8656 5/8 15,8750 0,6250 18 1,4111 0,0556 0,7638 0,8656 3/4 19,0500 0,7500 16 1,5875 0,0625 0,8593 0,9738 7/8 22,2250 0,8750 14 1,8143 0,0714 0,9821 1,1129
1 25,4000 1,0000 12 2,1167 0,0833 1,1458 1,29841 1/8 28,5750 1,1250 12 2,1167 0,0833 1,1458 1,29841 1/4 31,7500 1,2500 12 2,1167 0,0833 1,1458 1,29841 1/2 38,1000 1,5000 12 2,1167 0,0833 1,1458 1,2984

·214·
Manuale di funzionamento
CNC 8065TC
4.
FIL
ET
TA
TU
RE
NO
RM
AL
IZZ
AT
E
(REF: 1305)
File
ttatu
ra W
hitw
orth
gas
— B
SP
4.7 Filettatura Whitworth gas — BSP
Le filettature vanno definite in mm o pollici. Ad esempio, per definire una filettatura Whitworthdi passo 1/8 occorre immettere il valore 3,175 mm o 0,125 pollici.
Il CNC calcola il passo e la profondità in base a queste formule:
• Passo in mm = 25,4 / numero di fili
• Passo in pollici = 1 / numero di fili
• Profondità in filettature interne = 0,6403 x Paso
• Profondità in filettature esterne = 0,6403 x Paso
Filettatura Passo Profondità (mm)(mm) (pollici) Fili (mm) (pollici) Interni Esterni
1/8 3,1750 0,1250 28 0,9071 0,0357 0,58082 0,58082 1/4 6,3500 0,2500 19 1,3368 0,0526 0,85595 0,85595 3/8 9,5250 0,3750 19 1,3368 0,0526 0,85595 0,85595 1/2 12,7000 0,5000 14 1,8143 0,0714 1,16170 1,16170 5/8 15,8750 0,6250 14 1,8143 0,0714 1,16170 1,16170 3/4 19,0500 0,7500 14 1,8143 0,0714 1,16170 1,16170 7/8 22,2250 0,8750 14 1,8143 0,0714 1,16170 1,16170
1 25,4000 1,0000 11 2,3091 0,0909 1,47852 1,478521 1/8 28,5750 1,1250 11 2,3091 0,0909 1,47852 1,478521 1/4 31,7500 1,2500 11 2,3091 0,0909 1,47852 1,478521 3/8 34,9250 1,3750 11 2,3091 0,0909 1,47852 1,478521 1/2 38,1000 1,5000 11 2,3091 0,0909 1,47852 1,478521 3/4 44,4500 1,7500 11 2,3091 0,0909 1,47852 1,47852
2 50,8000 2,0000 11 2,3091 0,0909 1,47852 1,478522 1/4 57,1500 2,2500 11 2,3091 0,0909 1,47852 1,478522 1/2 63,5000 2,5000 11 2,3091 0,0909 1,47852 1,478522 3/4 69,8500 2,7500 11 2,3091 0,0909 1,47852 1,47852
3 76,2000 3,0000 11 2,3091 0,0909 1,47852 1,478523 1/4 82,5500 3,2500 11 2,3091 0,0909 1,47852 1,478523 1/2 88,9000 3,5000 11 2,3091 0,0909 1,47852 1,478523 3/4 95,2500 3,7500 11 2,3091 0,0909 1,47852 1,47852
4 101,6000 4,0000 11 2,3091 0,0909 1,47852 1,478524 1/2 114,3000 4,5000 11 2,3091 0,0909 1,47852 1,47852
5 127,0000 5,0000 11 2,3091 0,0909 1,47852 1,478525 1/2 139,7000 5,5000 11 2,3091 0,0909 1,47852 1,47852
6 152,4000 6,0000 11 2,3091 0,0909 1,47852 1,478527 177,8000 7,0000 10 2,5400 0,1000 1,62636 1,626368 203,2000 8,0000 10 2,5400 0,1000 1,62636 1,626369 228,6000 9,0000 10 2,5400 0,1000 1,62636 1,62636
10 254,0000 10,0000 10 2,5400 0,1000 1,62636 1,6263611 279,4000 11,0000 8 3,1750 0,1250 2,03295 2,0329512 304,8000 12,0000 8 3,1750 0,1250 2,03295 2,03295

CNC 8065TC
(REF: 1305)
5
·215·
MEMORIZZAZIONE PROGRAMMI.
Il CNC consente di editare, simulare ed eseguire programmi pezzo. Ognuno di questiprogrammi è formato dalla concatenazione di operazioni o cicli elementari. Il modo di editareo definire tali operazioni o cicli è descritto nel capitolo "3 Lavoro con operazioni o cicli".

·216·
Manuale di funzionamento
CNC 8065TC
5.
ME
MO
RIZ
ZA
ZIO
NE
PR
OG
RA
MM
I.
(REF: 1305)
List
a di
pro
gram
mi m
emor
izza
ti.
5.1 Lista di programmi memorizzati.
Premere il tasto [EDIT] per accedere alla lista di programmi pezzo memorizzati. Il CNCvisualizzerà la seguente schermata:
1 Softkey per l’inizio della simulazione del programma selezionato.
2 Softkey per l’inizio dell’esecuzione del programma selezionato.
3 Softkey per creare un programma nuovo.
4 Softkey per cambiare il menu di softkey orizzontali. I softkey che appaiono dopo averepremuto questo softkey sono:
• Apri programma.
• Operazioni con blocchi.
• Annullare / Ripristinare.
• Personalizzazione.
5 Sostituire o inserire il ciclo editato.
6 Finestra che visualizza i cicli e i blocchi di codice ISO che compongono il pezzoselezionato. Per editare un ciclo si dovrà premere [RECALL] con il cursore sul ciclo.
7 Barra di messaggi.
8 Finestra che visualizza l’elenco di programmi memorizzati. In questa finestra è possibilespostarsi sull’elenco dei programmi. Ogni volta che si seleziona un programma ne saràvisualizzato il contenuto nella finestra a destra. Per cambiare la cartella di lavoro si dovràpremere [RECALL] con il focus sull’elenco, e si aprirà un esploratore cartelle perselezionare la nuova directory.
Per cambiare il focus fra l’elenco programmi e l’editor pezzi, premere [CTRL] + [F2].
1
2
3
4
57
86

Manuale di funzionamento
CNC 8065TC
ME
MO
RIZ
ZA
ZIO
NE
PR
OG
RA
MM
I.
5.
(REF: 1305)
·217·
Edi
tare
un
nuov
o pr
ogra
mm
a pe
zzo.
5.2 Editare un nuovo programma pezzo.
Per editare un nuovo programma pezzo occorre seguire i passi sotto indicati:
1 Accedere all’elenco programmi memorizzati premendo il tasto [EDIT].
2 Premere il softkey verticale "Nuovo programma". Appariranno le seguenti opzioni:
• Nuovo: Immettendo un nome nella finestra di dialogo e premendo il pulsante Nuovosi creerà un file vuoto con tale nome.
• Copia: Immettendo un nome nella finestra di dialogo e premendo il pulsante Copia,si creerà un file con tale nome ed in cui si copieranno tutti i cicli e i blocchi di codiceISO del programma selezionato sull’elenco programmi.
• Cancel: Per annullare la creazione di un programma nuovo.
Nell’elenco programmi sono disponibili i tasti di scelta rapida [CTRL][C] e [CTRL][V] percopiare ed incollare un programma.
5.3 Cancellare un programma pezzo.
Per cancellare un programma pezzo occorre seguire i passi sotto indicati:
1 Accedere all’elenco programmi pezzo memorizzati premendo il tasto [EDIT].
2 Selezionare con il puntatore nella colonna a sinistra il programma pezzo che si desideracancellare. Non è possibile cancellare un programma se è in esecuzione o insimulazione.
3 Premere il tasto [DEL].
Il CNC visualizzerà in basso un messaggio richiedendo la conferma dell’operazione dicancellazione.
• Se si preme il tasto [ENTER] il CNC cancellerà il programma selezionato e aggiorneràla lista di programmi pezzo memorizzati.
• Se si preme il tasto [ESC] il programma non si cancellerà e si annullerà l'operazione dicancellazione
5.4 Memorizzare un ciclo.
È possibile aggiungere il ciclo alla fine del programma, dopo l’ultima operazione, inserendolofra 2 operazioni esistenti oppure sostituendolo con uno dei cicli del programma. Permemorizzare il ciclo procedere come segue:
1 Definire il ciclo desiderato, assegnando i rispettivi dati.
2 Premere il softkey “Memorizzare Ciclo" per accedere alla lista di programmi pezzomemorizzati.
3 Selezionare nella colonna a sinistra il numero di programma desiderato e passare nellacolonna a destra.
4 Situare il cursore nella posizione in cui si desidera inserire o sostituire il ciclo editato.
5 Premere il softkey verticale di sostituisci o inserisci il ciclo editato.
6 Selezionare se si desidera inserire il ciclo o sostituirlo con uno già esistente.

·218·
Manuale di funzionamento
CNC 8065TC
5.
ME
MO
RIZ
ZA
ZIO
NE
PR
OG
RA
MM
I.
(REF: 1305)
Mem
oriz
zare
un
cicl
o.

CNC 8065TC
(REF: 1305)
6
·219·
ESECUZIONE E SIMULAZIONE.
La simulazione consente di riprodurre graficamente un programma pezzo o un’operazionecon i dati che sono stati definiti. In questo modo, mediante la simulazione è possibileverificare il programma pezzo o l’operazione prima di eseguirli o memorizzarli e quindicorreggere o modificarne i dati.
Il CNC consente di eseguire o simulare un programma pezzo o qualsiasi altra operazione.Tale simulazione o esecuzione può essere effettuata dall’inizio alla fine o premere il tasto[SINGLE] per eseguire o simulare passo a passo.

·220·
Manuale di funzionamento
CNC 8065TC
6.
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
(REF: 1305)
Ese
guire
un
prog
ram
ma
pezz
o.
6.1 Eseguire un programma pezzo.
Se si vuole eseguire un programma pezzo, attenersi alle seguenti istruzioni:
1 Premere il tasto [EDIT] per accedere alla lista di programmi pezzo.
2 Selezionare nella colonna a sinistra il programma che si desidera eseguire.
3 Premere il softkey verticale "Esegui programma".
Dopo aver premuto questo softkey, il CNC visualizzerà la schermata standard dellamodalità di lavoro TC. Se si preme il tasto bicolore, il CNC visualizza la schermataausiliare della modalità di lavoro TC. Se si preme il softkey verticale "Graphics", il CNCvisualizzerà la schermata di grafici in esecuzione.
4 Una volta selezionata la schermata desiderata, premere il tasto [START].
6.1.1 Eseguire parte di un programma pezzo.
Per eseguire parte da un programma occorre seguire i passi sotto indicati:
1 Premere il tasto [EDIT] per accedere alla lista di programmi pezzo.
2 Selezionare nella colonna di sinistra il programma e nella colonna di destra l’operazionea partire dalla quale si desidera eseguire il programma pezzo.
3 Premere il softkey verticale "Esegui programma".
Dopo aver premuto questo softkey, il CNC visualizzerà la schermata standard dellamodalità di lavoro TC. Se si preme il tasto bicolore, il CNC visualizza la schermataausiliare della modalità di lavoro TC. Se si preme il softkey verticale "Graphics", il CNCvisualizzerà la schermata di grafici in esecuzione.
4 Una volta selezionata la schermata desiderata, premere il tasto [START].
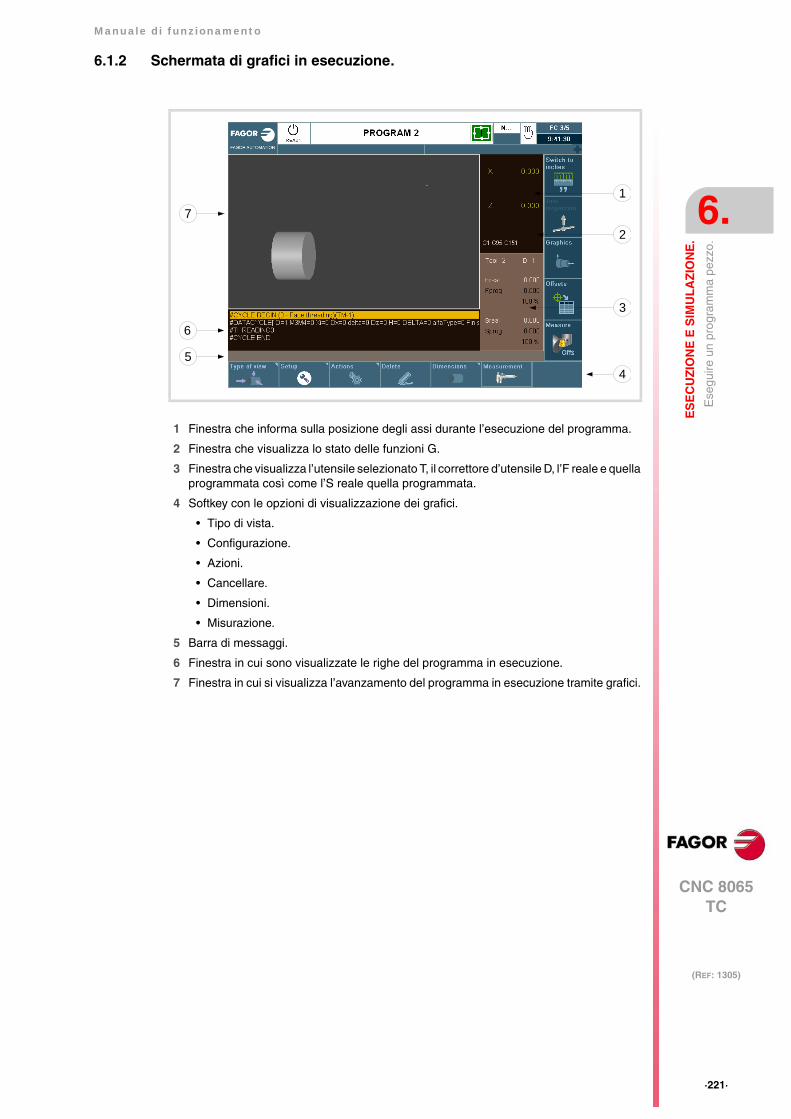
Manuale di funzionamento
CNC 8065TC
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
6.
(REF: 1305)
·221·
Ese
guire
un
prog
ram
ma
pezz
o.
6.1.2 Schermata di grafici in esecuzione.
1 Finestra che informa sulla posizione degli assi durante l’esecuzione del programma.
2 Finestra che visualizza lo stato delle funzioni G.
3 Finestra che visualizza l’utensile selezionato T, il correttore d’utensile D, l’F reale e quellaprogrammata così come l’S reale quella programmata.
4 Softkey con le opzioni di visualizzazione dei grafici.
• Tipo di vista.
• Configurazione.
• Azioni.
• Cancellare.
• Dimensioni.
• Misurazione.
5 Barra di messaggi.
6 Finestra in cui sono visualizzate le righe del programma in esecuzione.
7 Finestra in cui si visualizza l’avanzamento del programma in esecuzione tramite grafici.
45
6
71
2
3

·222·
Manuale di funzionamento
CNC 8065TC
6.
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
(REF: 1305)
Sim
ular
e un
pro
gram
ma
pezz
o.
6.2 Simulare un programma pezzo.
Se si vuole simulare un programma pezzo, attenersi alle seguenti istruzioni:
1 Premere il tasto [EDIT] per accedere alla lista di programmi pezzo.
2 Selezionare nella colonna a sinistra il programma che si desidera simulare.
3 Premere il softkey verticale "Simulazione grafica". Dopo avere premuto questo softkeyil CNC visualizzerà la schermata di grafici in simulazione.
4 Premere il softkey verticale "Start simulazione".
6.2.1 Simulare parte di un programma pezzo.
Per simulare parte da un programma occorre seguire i passi sotto indicati:
1 Premere il tasto [EDIT] per accedere alla lista di programmi pezzo.
2 Selezionare nella colonna di sinistra il programma e nella colonna di destra l’operazionea partire dalla quale si desidera eseguire il programma pezzo.
3 Premere il softkey verticale "Simulazione grafica". Dopo avere premuto questo softkeyil CNC visualizzerà la schermata di grafici in simulazione.
4 Premere il softkey verticale "Start simulazione".

Manuale di funzionamento
CNC 8065TC
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
6.
(REF: 1305)
·223·
Sim
ular
e un
pro
gram
ma
pezz
o.
6.2.2 Schermata di grafici in simulazione.
Descrizione dei componenti della pagina:
1 Softkey per l’inizio della simulazione del programma selezionato.
2 Softkey per arrestare la simulazione del programma selezionato.
3 Softkey per resettare l’esecuzione del programma selezionato.
4 Softkey per simulare il programma blocco per blocco.
5 Finestra che informa sulla posizione degli assi durante l’esecuzione del programma.
6 Finestra che visualizza lo stato delle funzioni G.
7 Finestra che visualizza l’utensile selezionato T, il correttore d’utensile D, l’F reale e quellaprogrammata così come l’S reale quella programmata.
8 Softkey con le opzioni di visualizzazione dei grafici.
9 Barra di messaggi.
10 Finestra in cui sono visualizzate le righe del programma in esecuzione.
11 Finestra in cui si visualizza l’avanzamento del programma in esecuzione tramite grafici.
1
2
3
4
5
7
89
10
11
6

·224·
Manuale di funzionamento
CNC 8065TC
6.
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
(REF: 1305)
Sim
ular
e o
eseg
uire
un’
oper
azio
ne m
emor
izza
ta.
6.3 Simulare o eseguire un’operazione memorizzata.
Per simulare o eseguire un’operazione che è memorizzata come parte di un programmapezzo occorre procedere come segue:
1 Premere il tasto [EDIT] per accedere alla lista di programmi pezzo.
2 Selezionare nella colonna di sinistra il programma che lo contiene e nella colonna didestra l’operazione a partire dalla quale si desidera eseguire o simulare il programmapezzo.
3 Premere il tasto [RECALL].
4 Per simulare l’operazione occorre premere il softkey verticale "Simula ciclo" e pereseguirla il softkey verticale "Esegui ciclo".
6.3.1 Simulazione di un ciclo
Per simulare il ciclo editato premere il softkey verticale "Simula ciclo".
Per ulteriori informazioni sulla simulazione dei cicli, consultare il capitolo "2.1.4 Simulazionedi un ciclo.".
1
2
3
4
5

Manuale di funzionamento
CNC 8065TC
ES
EC
UZ
ION
E E
SIM
UL
AZ
ION
E.
6.
(REF: 1305)
·225·
Sim
ular
e o
eseg
uire
un’
oper
azio
ne m
emor
izza
ta.
6.3.2 Esecuzione di un ciclo.
Per eseguire il ciclo editato premere il softkey verticale "Esegui ciclo".
Per ulteriori informazioni sull'esecuzione dei cicli, consultare il capitolo "2.1.5 Esecuzionedi un ciclo.".

·226·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)

Manuale di funzionamento
CNC 8065TC
(REF: 1305)
·227·

·228·
Manuale di funzionamento
CNC 8065TC
(REF: 1305)


















