Lucidatura elettrolitica dell'acciaio inossidabile
3
IL GIORNALE DELLA UNA TECNOLOGIA IMPORTANTE LA LUCIDATURA ELETTROLITICA PER L'ACCIAIO INOSSIDABILE di Fausto Capelli Esistono casi applicativi dove la finitura superficiale assume un ruolo chiave, come i settori quali l'alimentare, il farmaceutico e l'elettronico. Importante in questo contesto la lucidatura elettrolitica. Introduzione Lo stato superficiale di un generico metallo può sembrare a prima vista un aspetto secondario nei confronti di altre caratteristiche tipiche, quali quelle fisiche, quelle meccaniche oppure quelle di lavorabilità. Esistono invece dei casi applicativi particolari dove la finiturasuperficia- le assume un aspetto molto impor- tante, basti pensare al problema del- l'igienicità di un materiale, legato an- che ai possibili fenomeni di cessio- ne nei confronti della sostanza o del- l'ambiente messo in contatto; oppu- re ai fenomeni di contaminazione da parte di altri metalli, che potrebbero creare, quando il componente è po- sto in servizio, problemi di corrosio- ne o variazione delle caratteristiche fisiche. I settori principali nei quali è neces- sario, per determinati componenti, porre particolare attenzione alla fini- tura superficiale sono soprattutto quello alimentare, quello farmaceu- tico e quello elettronico. In certi casi, per garantire dati di resi- stenza alla corrosione e di assoluta inerzia nei confronti delle sostanze messe in contatto dei vari compo- nenti si rende necessaria una «luci- datura elettrolitica». Vediamo di che cosa si tratta, po- nendo particolare attenzione ad esempi in cui questo trattamento è stato condotto su particolari di ac- ciaio inossidabile. La lucidatura elettrolitica Questo procedimento di finitura su- perficiale è idoneo per manufatti co- struiti in serie e di dimensioni non ri- levanti, la cui forma renderebbe troppo costosa la lucidatura mecca- nica a causa della difficile accessibi- lità delle cavità interne (per esem- pio, caffettiere, teiere, ecc), oppure, per l'elevato rapporto tra vuoti e pie- ni (per esempio, griglie, calandre, ecc). Viene altresì impiegato, come ac- cennato nell'introduzione, quando il componente è chiamato ad assolve- re compiti di notevole «responsabili- tà» dal punto di vista chimico-fisico superficiale. Il sistema consiste in un bagno di so- luzione elettrolitica, in cui il manufat- to da lucidare costituisce l'anodo di una cella per elettrolisi, mentre il ca- todo è di solito realizzato da un piat- to di rame o di acciaio inox AIS! 304 oppure, a volte, di piombo. La vasca che contiene la soluzione elettrolitica è normalmente ricoper- ta, all'interno, di materiale plastico o di mattoni antiacido, oppure in piom- bo. L'apparecchiatura elettrica deve es- sere in grado di erogare corrente continua ad una tensione di 5 -=-15 V e la densità di corrente riferita alla superficie da trattare di solito è al massimo 0,5 A/cm 2 e pertanto è ne- cessario disporre di intensità di cor- rente proporzionata af totale delle superìici di tutti i pezzi trattati nello stesso tempo. La temperatura del bagno è sempre superiore a quella ambiente e deve essere fissata opportunamente in funzione del tipo di soluzione e del tipo di materiale da trattare. Il principio della lucidatura elettro- chimica è il contrario di quello della deposizione galvanica. Consiste in una asportazione di materiale con dissoluzione selettiva della superfi- cie del pezzo inserita anodicamente entro un elettrolita, sotto l'azione di una fonte esterna di corrente. La dissoluzione del metallo avviene in condizioni geometricamente spia- nanti senza attacco intergranulare e senza effetti meccanici, termici o chimici sul materiale. Sotto l'effetto della corrente di luci- datura l'elettrolita, durante il proce- dimento di lucidatura, forma sulla superficie dei pezzi il cosiddetto film di lucidatura, uno strato povero d'ac- qua, viscoso, con elevata resistèn- za alla diffusione. Punte di rugosità con dimensioni in- feriori allo spessore del film di luci- datura, vengono preferibilmente asportate e da questo risulta una le- vigatura ed un livellamento in cam- po micro (Fig. 1). Strutture macro- scopiche vengono levigate ed arro- tondate sulla superficie, ma non li- vellate. Lo spessore degli strati da asporta- re con la lucidatura elettrochimica è esattamente riproducibile mediante densità di corrente e tempo di lavo- razione ed in pratica è circa 5 -r 15 ^m. La maggior parte dei metalli e delle leghe tecnicamente utilizzabili pos- sono venir trattati con la lucidatura elettrochimica, operazione in cui so- litamente si impiegano elettroliti co- stituiti da miscele di acidi minerali concentrati. Proprietà funzionali delle superficie lucidate elettrochìmicamente Caratteristiche delle superfici La lucidatura elettrochimica elimina strati superficiali danneggiati e resi impuri da materiali estranei unita- mente alle tensioni ed alle microcric- che in essi contenute, in modo che la superficie finale è costituita dalla struttura di base pura e non danneg- giata del materiale di volta in volta in questione. La superficie lucidata elettrochimi- Pubblicato su: "Tecnologie Meccaniche" n. 5/Maggio 1990
-
Upload
pippo2378793 -
Category
Documents
-
view
214 -
download
2
description
Lucidatura elettrolitica dell'acciaio
Transcript of Lucidatura elettrolitica dell'acciaio inossidabile

IL GIORNALE DELLA
UNA TECNOLOGIA IMPORTANTE
LA LUCIDATURAELETTROLITICAPER L'ACCIAIOINOSSIDABILEdi Fausto Capelli
Esistono casi applicativi dove la finitura superficialeassume un ruolo chiave, come i settori quali l'alimentare,il farmaceutico e l'elettronico.Importante in questo contesto la lucidatura elettrolitica.
IntroduzioneLo stato superficiale di un genericometallo può sembrare a prima vistaun aspetto secondario nei confrontidi altre caratteristiche tipiche, qualiquelle fisiche, quelle meccanicheoppure quelle di lavorabilità.Esistono invece dei casi applicativiparticolari dove la finiturasuperficia-le assume un aspetto molto impor-tante, basti pensare al problema del-l'igienicità di un materiale, legato an-che ai possibili fenomeni di cessio-ne nei confronti della sostanza o del-l'ambiente messo in contatto; oppu-re ai fenomeni di contaminazione daparte di altri metalli, che potrebberocreare, quando il componente è po-sto in servizio, problemi di corrosio-ne o variazione delle caratteristichefisiche.
I settori principali nei quali è neces-sario, per determinati componenti,porre particolare attenzione alla fini-tura superficiale sono soprattuttoquello alimentare, quello farmaceu-tico e quello elettronico.In certi casi, per garantire dati di resi-stenza alla corrosione e di assolutainerzia nei confronti delle sostanzemesse in contatto dei vari compo-nenti si rende necessaria una «luci-datura elettrolitica».Vediamo di che cosa si tratta, po-nendo particolare attenzione adesempi in cui questo trattamento èstato condotto su particolari di ac-ciaio inossidabile.
La lucidatura elettroliticaQuesto procedimento di finitura su-perficiale è idoneo per manufatti co-struiti in serie e di dimensioni non ri-levanti, la cui forma renderebbetroppo costosa la lucidatura mecca-nica a causa della difficile accessibi-lità delle cavità interne (per esem-pio, caffettiere, teiere, ecc), oppure,per l'elevato rapporto tra vuoti e pie-ni (per esempio, griglie, calandre,ecc).Viene altresì impiegato, come ac-cennato nell'introduzione, quando ilcomponente è chiamato ad assolve-re compiti di notevole «responsabili-tà» dal punto di vista chimico-fisicosuperficiale.Il sistema consiste in un bagno di so-luzione elettrolitica, in cui il manufat-to da lucidare costituisce l'anodo diuna cella per elettrolisi, mentre il ca-todo è di solito realizzato da un piat-to di rame o di acciaio inox AIS! 304oppure, a volte, di piombo.La vasca che contiene la soluzioneelettrolitica è normalmente ricoper-ta, all'interno, di materiale plastico odi mattoni antiacido, oppure in piom-bo.L'apparecchiatura elettrica deve es-sere in grado di erogare correntecontinua ad una tensione di 5 -=-15 Ve la densità di corrente riferita allasuperficie da trattare di solito è almassimo 0,5 A/cm2 e pertanto è ne-cessario disporre di intensità di cor-rente proporzionata af totale delle
superìici di tutti i pezzi trattati nellostesso tempo.La temperatura del bagno è sempresuperiore a quella ambiente e deveessere fissata opportunamente infunzione del tipo di soluzione e deltipo di materiale da trattare.
Il principio della lucidatura elettro-chimica è il contrario di quello delladeposizione galvanica. Consiste inuna asportazione di materiale condissoluzione selettiva della superfi-cie del pezzo inserita anodicamenteentro un elettrolita, sotto l'azione diuna fonte esterna di corrente.La dissoluzione del metallo avvienein condizioni geometricamente spia-nanti senza attacco intergranulare esenza effetti meccanici, termici ochimici sul materiale.Sotto l'effetto della corrente di luci-datura l'elettrolita, durante il proce-dimento di lucidatura, forma sullasuperficie dei pezzi il cosiddetto filmdi lucidatura, uno strato povero d'ac-qua, viscoso, con elevata resistèn-za alla diffusione.
Punte di rugosità con dimensioni in-feriori allo spessore del film di luci-datura, vengono preferibilmenteasportate e da questo risulta una le-vigatura ed un livellamento in cam-po micro (Fig. 1). Strutture macro-scopiche vengono levigate ed arro-tondate sulla superficie, ma non li-vellate.Lo spessore degli strati da asporta-re con la lucidatura elettrochimica èesattamente riproducibile mediantedensità di corrente e tempo di lavo-razione ed in pratica è circa 5 -r 15^m.La maggior parte dei metalli e delleleghe tecnicamente utilizzabili pos-sono venir trattati con la lucidaturaelettrochimica, operazione in cui so-litamente si impiegano elettroliti co-stituiti da miscele di acidi mineraliconcentrati.
Proprietà funzionali dellesuperficie lucidateelettrochìmicamenteCaratteristiche delle superfici
La lucidatura elettrochimica eliminastrati superficiali danneggiati e resiimpuri da materiali estranei unita-mente alle tensioni ed alle microcric-che in essi contenute, in modo chela superficie finale è costituita dallastruttura di base pura e non danneg-giata del materiale di volta in volta inquestione.La superficie lucidata elettrochimi-
Pubblicato su: "Tecnologie Meccaniche" n. 5/Maggio 1990

camente è metallicamente pura, le-vigata e compatta in campo microed inoltre rivela uno sviluppo note-volmente ridotto in confronto alle su~-perfici trattate meccanicamente.Tale superficie si trova ad un livellodi energia potenziale basso e di re-gola è esente da tensioni locali ditrazione e compressione.In campo macro è contraddistintada una certa ondulazione residua,la cui dimensione dipende dallostrato iniziale delle su perfici, dalladurata della lucidatura elettrochimi-ca e dalla finezza della struttura cri-stallina. Questa ondulazione resi-dua di solito non è significativa per ilcomportamento funzionale delle su-perfici, ma da tuttavia una falsa im-magine della qualità superficiale, seper la sua definizione vengono indi-cati esclusivamente i valori di rugo-sità.Questi rappresentano dati geome-trici e non sono determinanti per ilconfronto del comportamento fun-zionale delle superfìci, che sono sta-te ottenute con procedimenti diffe-renti.Il grado di lucentezza delle superficilucidate elettrochimicamente è di re-gola più elevato di quello delle su-perfici lucidate meccanicamente,tuttavia — a causa della ondulazio-ne residua — non si'ha un effetto dilucentezza a specchio, ma una ri-flessione leggermente diffusa.Le superfici lucidate elettrochimica-mente sono esenti in tutta la loroestensione, anche nelle zone piùdifficilmente accessibili, da bave, la-melle e bavette incluse e microcric-che.
Miglioramento delie caratteristichefunzionali delle superficiCon la lucidatura elettrochimica sidiminuisce l'usura sulle superfici discorrimento e negli accoppiamentidi materiale metallo/plastica.Inoltre la lucidatura elettrochimicaviene impiegata per aumentare laresistenza a fatica grazie all'elimina-zione dell'origine delle cricche, perridurre le perdite per irradiazione ne-gli assorbitori solari e scambiatori dicalore, per diminuire le perdite ditemperatura nei gas liquidi, per mi-gliorare le caratteristiche elettrichenella tecnica dell'alta frequenza, pereseguire il pretrattamento prima diprocessi di deposizione galvanica,chimica o fisica, per migliorare le ca-ratteristiche tecniche di brasatura e
segue -*Fig. 1 • Schema del livellamento progressivo che la lucidatura elettrolitica crea sullasuperficie metallica.

saldatura ed anche per migliorare lavelocità di degassaggio negli impian-ti sotto vuoto spinto.Un settore molto importante di appli-cazione per la lucidatura elettrochi-mica è rappresentato dalla sbavatu-ra fine di superfici e spigoli nel cam-po della meccanica di precisione,nella costruzione di macchine, nel-l'elettrotecnica, nell'idraulica e nel-l'industria pneumatica.Di seguito vengono descritti alcuniesempi di miglioramenti qualitativiche si possono ottenere con la luci-datura elettrochimica e che sono si-gnificativi particolarmente per il mi-glioramento delle qualità funzionalidelle superfici di acciaio inossidabi-le.
Resistenza alla corrosionee passivitàLe superfici lucidate elettrochimica-mente, a causa dell'eliminazione dielementi locali come impurità, difettistrutturali e tensioni, hanno la mi-glior resistenza alla corrosione pos-sibile per il materiale di volta in volta
Fig. 3 - Serbatoio in acciaio inox lucidatoesternamente ed internamente con ilsistema elettrolitico, destinatoall'industria farmaceutica (Delmet -Gorgonzola - Mi).
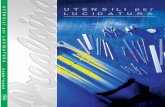
Fig. 2 - Stampi per gelati in acciaio inox Aisi 304, lucidatf elettroliticamente. Vengonogarantite: resistenza alla corrosione, scivolosità della superficie, igienicità e faciledetergenza (Delmet - Gorgonzola - Mi).
Fig. 4 - Camera di reazione sottovuotolucidata elettroliticamente (Delmet).
impiegato.Durante la lucidatura elettrochimicasulla superficie dei pezzi si libera os-sigeno, che si arricchisce nel film dilucidatura e porta alla formazione distrati passivi contenenti ossidi subi-to dopo aver disinserito la correntedi lucidatura.Per i vari materiali non sussiste il pe-ricolo deH'infragilimento da idroge-no, poiché pertuttaladuratadel pro-cedimento la superficie dei pezzinon viene a contatto con l'idrogeno.La lucidatura elettrochimica creaspecialmente sulle superfici di ac-ciaio inossidabile le premesse idealiper una formazione dello strato pas-sivo, in cui un leggero arricchimentodegli elementi di lega Cromo e Ni-chel sulla superficie lucidata rappre-senta un ulteriore vantaggio.La elevata passività delle superficilucidate elettrochimicamente portaalla soppressione delle reazioni ca-talitiche delle superfici metallichecon i mezzi circostanti ed i fenomeninegativi da ciò risultanti.
Per la lucidatura elettrochimica nor-malmente ci si riferisce alla normaDIN 8590 che la definisce come unprocedimento di finltura che asportamateriale con passaggio di elettrici-tà ed è anche descritta nelle normeVDI3401 (foglio 2).
Esempi applicativiLa lucidatura elettrolitica viene con-dotta, su alcuni tipi di particolari,come accennato all'inizio, dell'indu-stria alimentare, cartaria, farmaceu-tica, nucleare o elettronica.Di seguito sono riportate alcune fo-tografie di particolari realizzati in ac-ciaio inossidabile Aisi 304 e Aisi 316,lucidati elettroliticamente. •