Lavorazione delle lamiere.pdf
36
Dipartimento di Meccanica ed Aeronautica Università di Roma La Sapienza Tecnologie speciali Lavorazione delle lamiere, tubi e fili 87 Lavorazione delle lamiere, Lavorazione delle lamiere, tubi e fili tubi e fili
description
Lavoratione delle lamiere, tubi e fili.Prelucrarea tablelor prin indoire, ambutisare, deformare, bercluire
Transcript of Lavorazione delle lamiere.pdf
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 87
Lavorazione delle lamiere,Lavorazione delle lamiere,tubi e filitubi e fili
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 88
Processi per deformazione plastica quasi sempre realizzati a freddo
Caratterizzati da - variazioni di forma- non sostanziali variazioni di spessore
Preceduti o seguiti da - trattamenti termici- rivestimenti superficiali metallici e non
Si ottengono prodotti finiti - carrozzerie per automobili ed elettrodomestici
- minuterie meccaniche- lamierini magnetici- pentolame- reattori per industria chimica- scatole metalliche- tubi di vario genere e qualità
Introduzione
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 89
Principali processi piegaturastampaggioimbutituratranciatura / punzonaturatranciatura fineprofilatura con rullicalandraturastiramento
Lavorazione delle lamiere
Quando una delle dimensioni (spessore) è di ordine di grandezza inferiore alle altre due, si parla di lamiere.Nel caso in cui tutte le tre dimensioni abbiano ordine di grandezza diverso, si parla di nastro.
La quasi totalità delle lamiere è ottenuta tramite un processo di laminazione: ne deriva marcatissima anisotropia. Prove di trazione su provini differentemente orientati tratti dalla lamiera evidenziano comportamento molto differente relativamente alle caratteristiche di resistenza meccanica e deformabilitàplastica.
Nei pezzi ottenuti deformando plasticamente lamiere il ritorno elastico raggiunge valori importanti riguardoalle tolleranze di forma e dimensione. Infatti può essere notevolmente diversa la configurazione del pezzoappena lavorato bloccato fra gli utensili operatori e quella del medesimo da essi liberato. Ciò di deve allageometria del sistema e alle caratteristiche meccaniche del materiale.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 9068
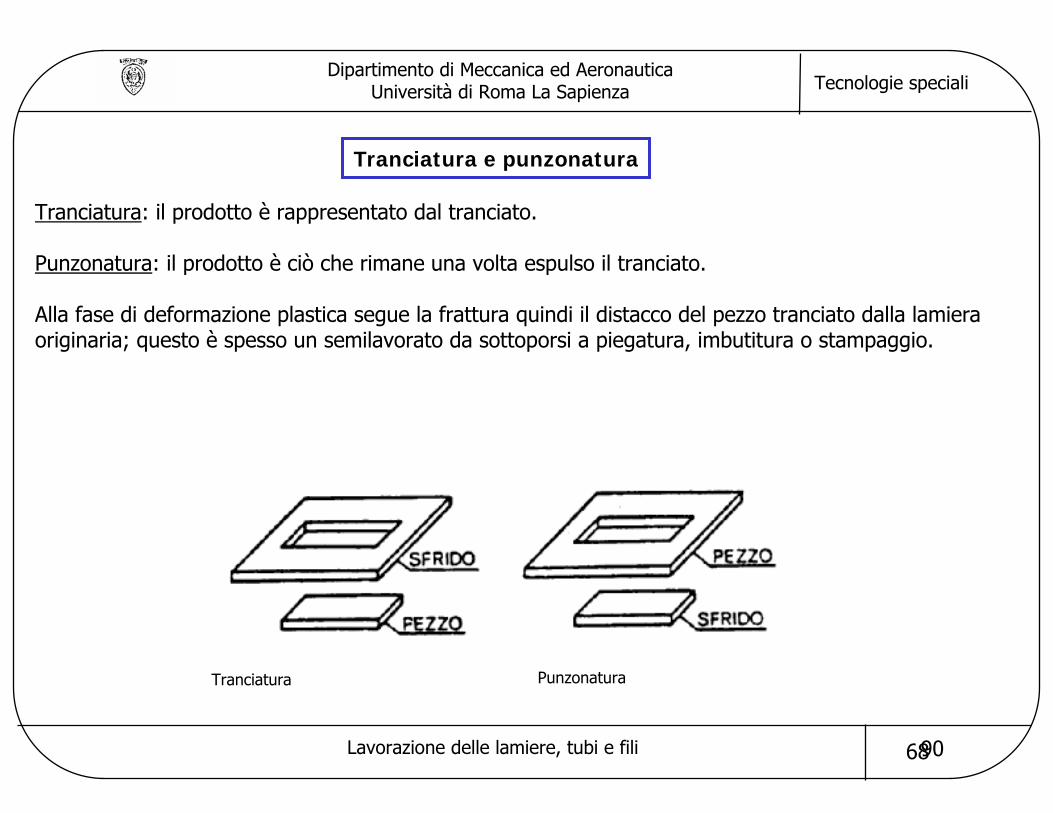
Tranciatura e punzonatura
Tranciatura Punzonatura
Tranciatura: il prodotto è rappresentato dal tranciato.
Punzonatura: il prodotto è ciò che rimane una volta espulso il tranciato.
Alla fase di deformazione plastica segue la frattura quindi il distacco del pezzo tranciato dalla lamieraoriginaria; questo è spesso un semilavorato da sottoporsi a piegatura, imbutitura o stampaggio.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 91
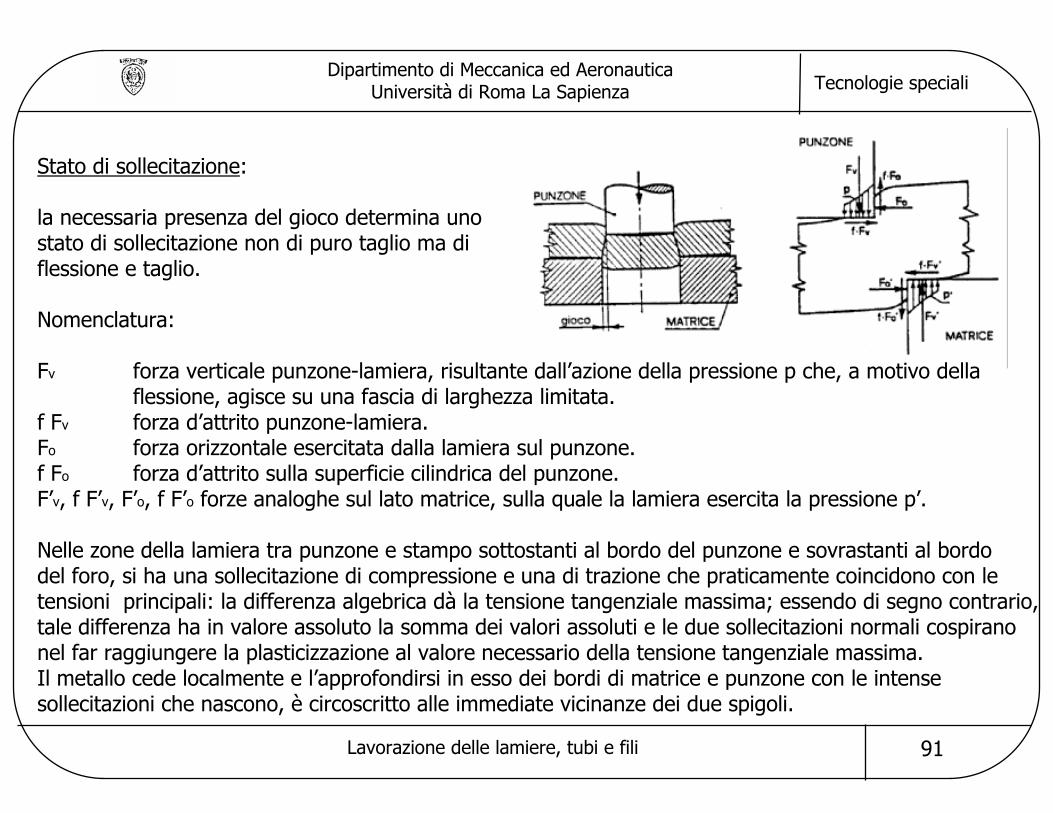
Stato di sollecitazione:
la necessaria presenza del gioco determina unostato di sollecitazione non di puro taglio ma diflessione e taglio.
Nomenclatura:
Fv forza verticale punzone-lamiera, risultante dall’azione della pressione p che, a motivo della flessione, agisce su una fascia di larghezza limitata.
f Fv forza d’attrito punzone-lamiera.Fo forza orizzontale esercitata dalla lamiera sul punzone.f Fo forza d’attrito sulla superficie cilindrica del punzone. F’v, f F’v, F’o, f F’o forze analoghe sul lato matrice, sulla quale la lamiera esercita la pressione p’.
Nelle zone della lamiera tra punzone e stampo sottostanti al bordo del punzone e sovrastanti al bordodel foro, si ha una sollecitazione di compressione e una di trazione che praticamente coincidono con le tensioni principali: la differenza algebrica dà la tensione tangenziale massima; essendo di segno contrario,tale differenza ha in valore assoluto la somma dei valori assoluti e le due sollecitazioni normali cospiranonel far raggiungere la plasticizzazione al valore necessario della tensione tangenziale massima.Il metallo cede localmente e l’approfondirsi in esso dei bordi di matrice e punzone con le intense sollecitazioni che nascono, è circoscritto alle immediate vicinanze dei due spigoli.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 92
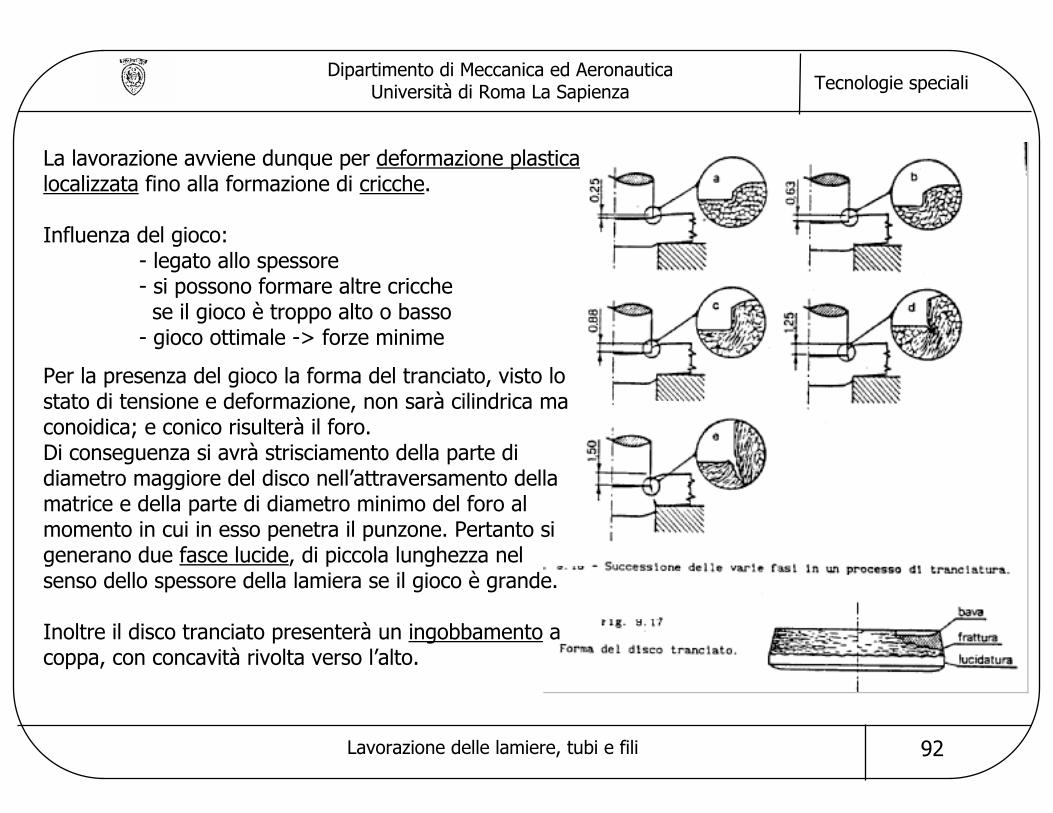
La lavorazione avviene dunque per deformazione plastica localizzata fino alla formazione di cricche.
Influenza del gioco: - legato allo spessore- si possono formare altre cricchese il gioco è troppo alto o basso
- gioco ottimale -> forze minime
Per la presenza del gioco la forma del tranciato, visto lo stato di tensione e deformazione, non sarà cilindrica ma conoidica; e conico risulterà il foro.Di conseguenza si avrà strisciamento della parte di diametro maggiore del disco nell’attraversamento della matrice e della parte di diametro minimo del foro al momento in cui in esso penetra il punzone. Pertanto si generano due fasce lucide, di piccola lunghezza nel senso dello spessore della lamiera se il gioco è grande.
Inoltre il disco tranciato presenterà un ingobbamento a coppa, con concavità rivolta verso l’alto.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 93
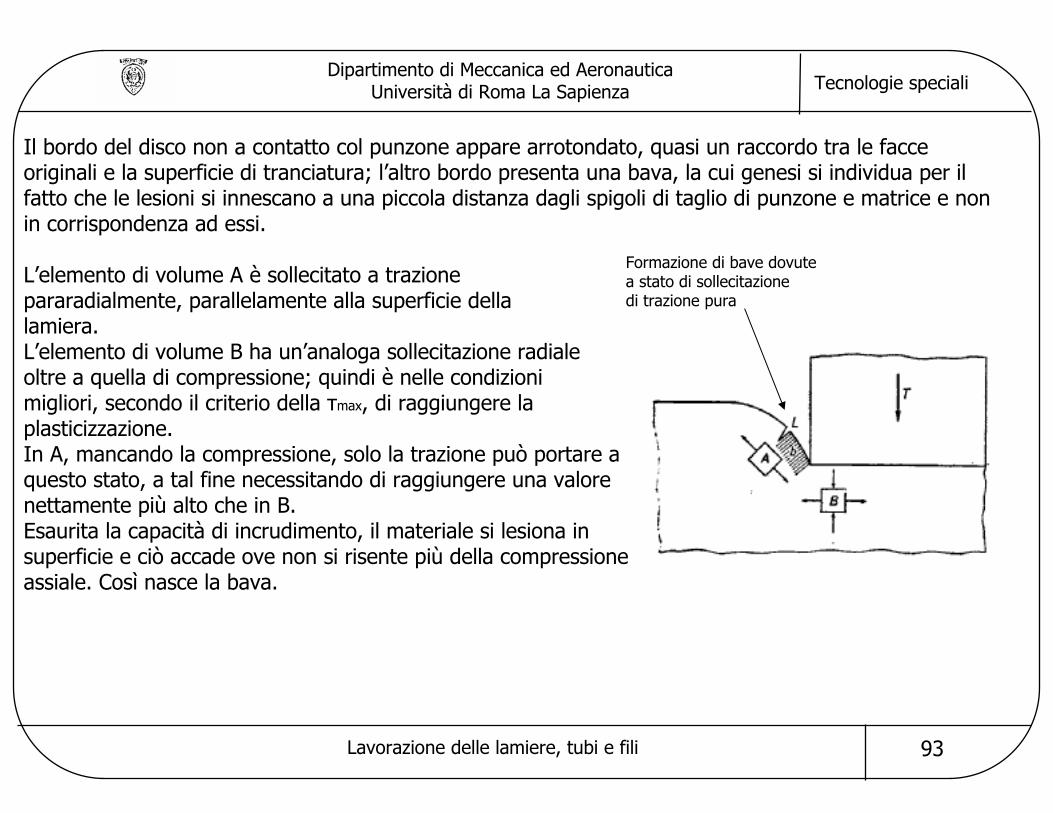
Il bordo del disco non a contatto col punzone appare arrotondato, quasi un raccordo tra le facce originali e la superficie di tranciatura; l’altro bordo presenta una bava, la cui genesi si individua per il fatto che le lesioni si innescano a una piccola distanza dagli spigoli di taglio di punzone e matrice e non in corrispondenza ad essi.
L’elemento di volume A è sollecitato a trazione pararadialmente, parallelamente alla superficie dellalamiera.L’elemento di volume B ha un’analoga sollecitazione radialeoltre a quella di compressione; quindi è nelle condizionimigliori, secondo il criterio della τmax, di raggiungere laplasticizzazione.In A, mancando la compressione, solo la trazione può portare a questo stato, a tal fine necessitando di raggiungere una valorenettamente più alto che in B.Esaurita la capacità di incrudimento, il materiale si lesiona insuperficie e ciò accade ove non si risente più della compressioneassiale. Così nasce la bava.
Formazione di bave dovute a stato di sollecitazionedi trazione pura
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 94
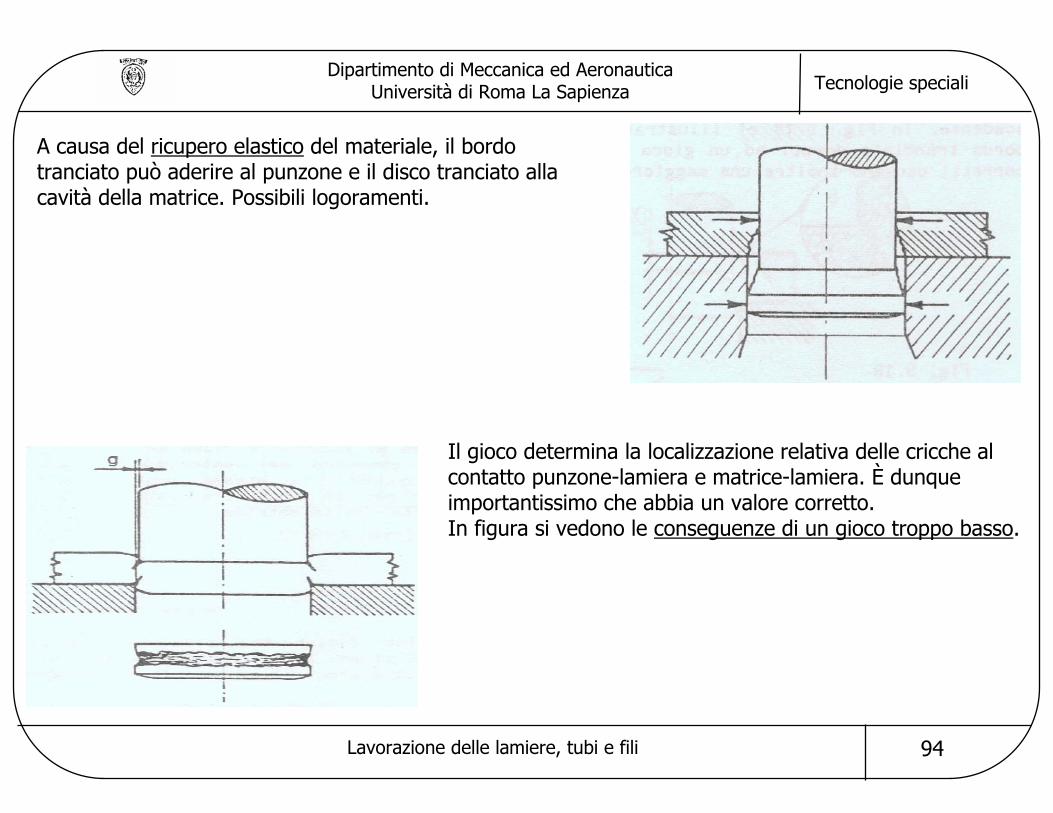
A causa del ricupero elastico del materiale, il bordotranciato può aderire al punzone e il disco tranciato allacavità della matrice. Possibili logoramenti.
Il gioco determina la localizzazione relativa delle cricche al contatto punzone-lamiera e matrice-lamiera. È dunque importantissimo che abbia un valore corretto.In figura si vedono le conseguenze di un gioco troppo basso.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 95
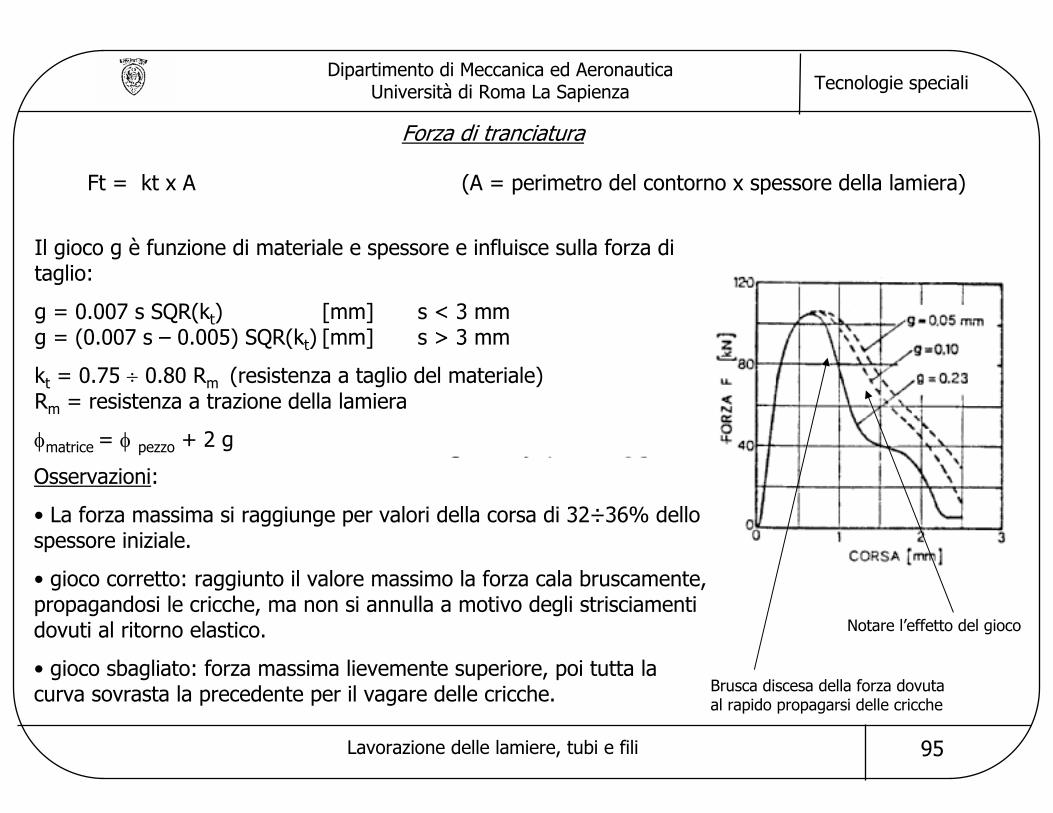
Osservazioni:
• La forza massima si raggiunge per valori della corsa di 32÷36% dellospessore iniziale.
• gioco corretto: raggiunto il valore massimo la forza cala bruscamente, propagandosi le cricche, ma non si annulla a motivo degli strisciamentidovuti al ritorno elastico.
• gioco sbagliato: forza massima lievemente superiore, poi tutta la curva sovrasta la precedente per il vagare delle cricche.
Notare l’effetto del gioco
Brusca discesa della forza dovuta al rapido propagarsi delle cricche
Ft = kt x A (A = perimetro del contorno x spessore della lamiera)
Forza di tranciatura
Il gioco g è funzione di materiale e spessore e influisce sulla forza di taglio:
g = 0.007 s SQR(kt) [mm] s < 3 mmg = (0.007 s – 0.005) SQR(kt) [mm] s > 3 mm
kt = 0.75 ÷ 0.80 Rm (resistenza a taglio del materiale)Rm = resistenza a trazione della lamiera
φmatrice = φ pezzo + 2 g
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 96
Energia di tranciatura
Dal diagramma rappresentativo delle forze in funzione della corsa è possibile dedurre il fattore λ, rapportofra forza massima e forza media di tranciatura, funzione sia dello spessore della lamiera, sia del materiale.
E = λ Ft s (s = spessore)
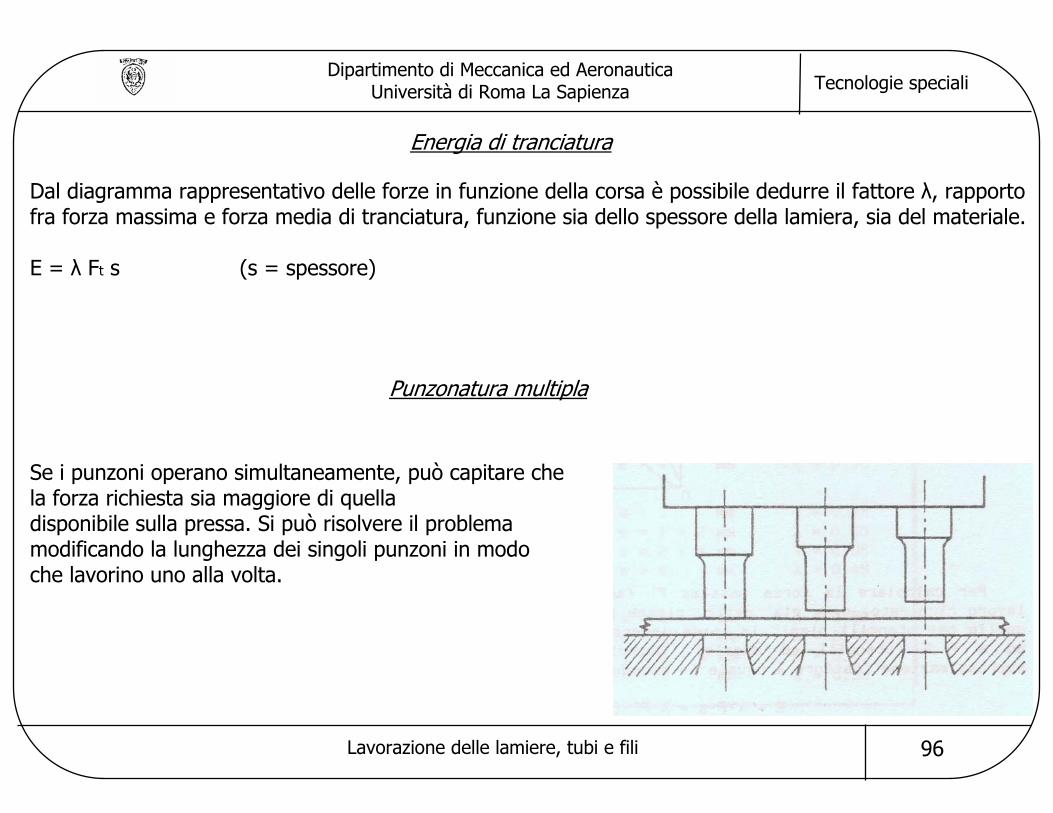
Punzonatura multipla
Se i punzoni operano simultaneamente, può capitare che la forza richiesta sia maggiore di quelladisponibile sulla pressa. Si può risolvere il problema modificando la lunghezza dei singoli punzoni in modoche lavorino uno alla volta.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 97
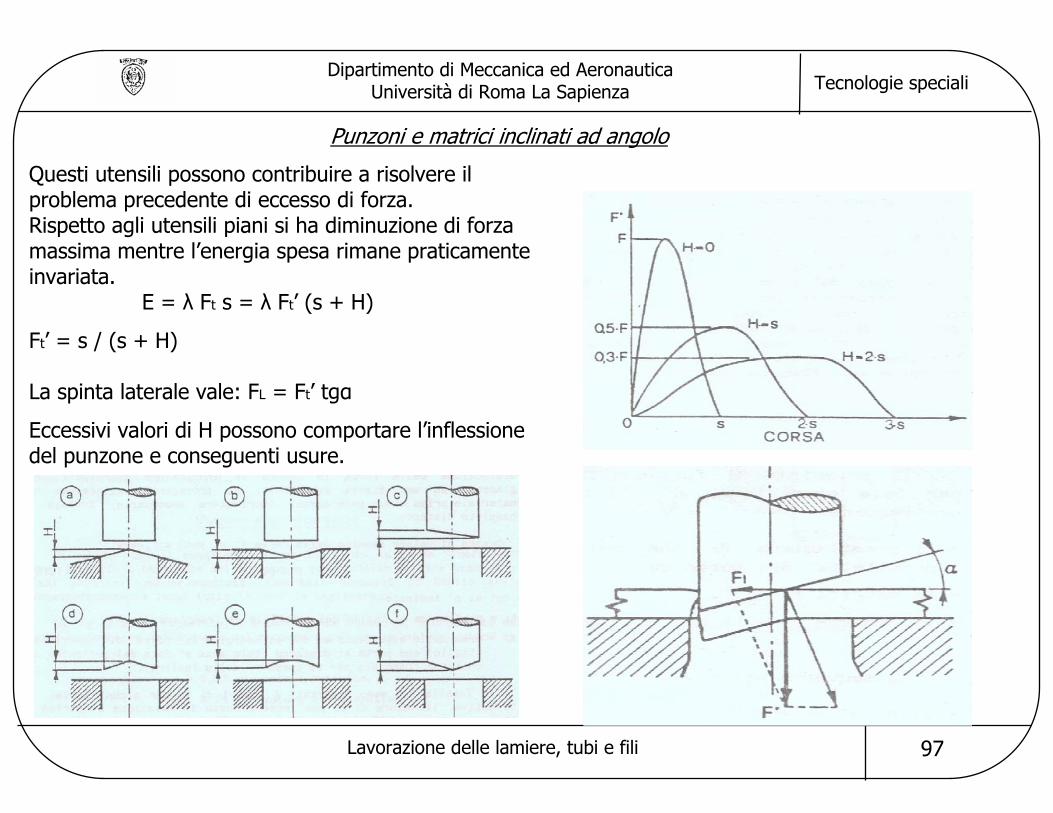
Punzoni e matrici inclinati ad angolo
Questi utensili possono contribuire a risolvere il problema precedente di eccesso di forza.Rispetto agli utensili piani si ha diminuzione di forza massima mentre l’energia spesa rimane praticamente invariata.
E = λ Ft s = λ Ft’ (s + H)
Ft’ = s / (s + H)
La spinta laterale vale: FL = Ft’ tgα
Eccessivi valori di H possono comportare l’inflessione del punzone e conseguenti usure.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 98
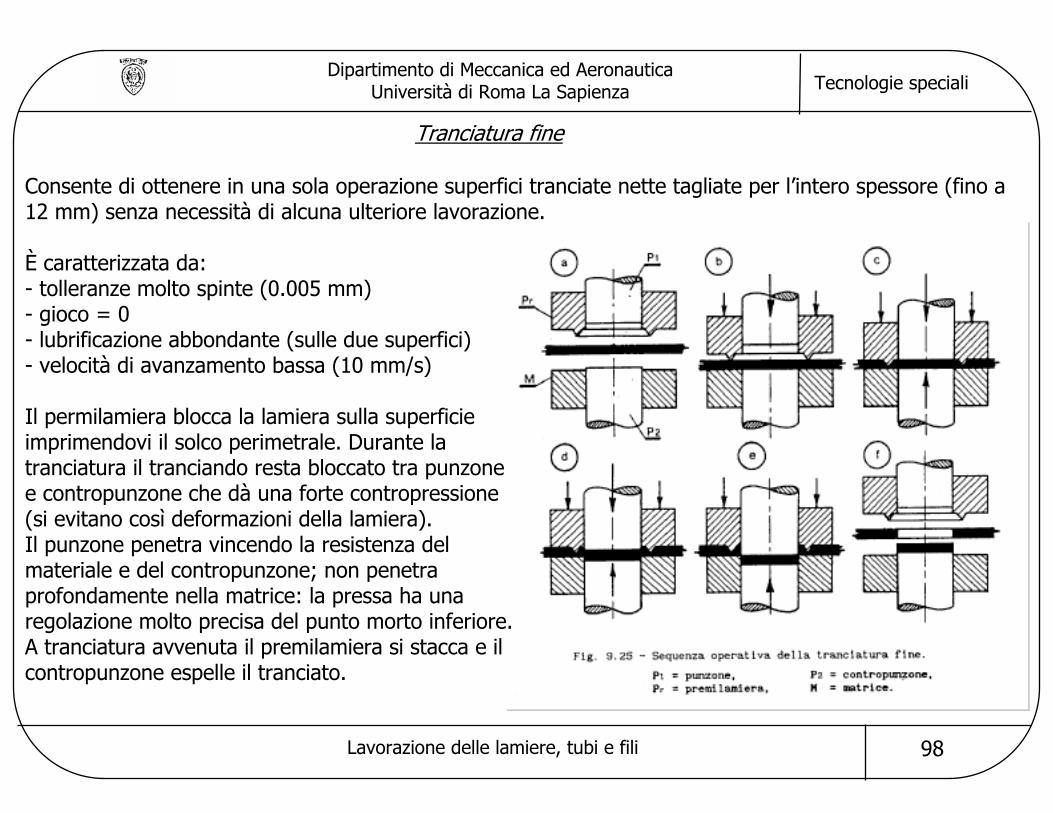
Tranciatura fine
Consente di ottenere in una sola operazione superfici tranciate nette tagliate per l’intero spessore (fino a12 mm) senza necessità di alcuna ulteriore lavorazione.
È caratterizzata da:- tolleranze molto spinte (0.005 mm)- gioco = 0- lubrificazione abbondante (sulle due superfici)- velocità di avanzamento bassa (10 mm/s)
Il permilamiera blocca la lamiera sulla superficieimprimendovi il solco perimetrale. Durante la tranciatura il tranciando resta bloccato tra punzonee contropunzone che dà una forte contropressione(si evitano così deformazioni della lamiera).Il punzone penetra vincendo la resistenza delmateriale e del contropunzone; non penetra profondamente nella matrice: la pressa ha unaregolazione molto precisa del punto morto inferiore.A tranciatura avvenuta il premilamiera si stacca e ilcontropunzone espelle il tranciato.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 99
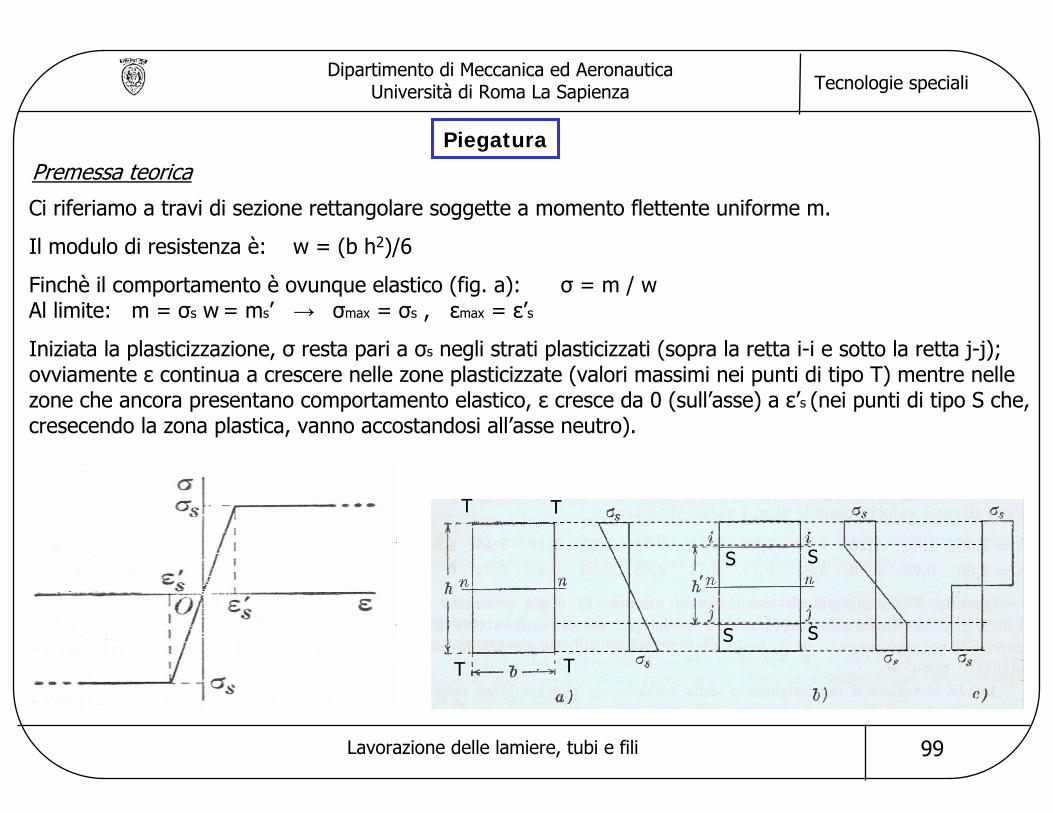
PiegaturaPremessa teorica
Ci riferiamo a travi di sezione rettangolare soggette a momento flettente uniforme m.
Il modulo di resistenza è: w = (b h2)/6
Finchè il comportamento è ovunque elastico (fig. a): σ = m / wAl limite: m = σs w = ms’ → σmax = σs , εmax = ε’s
Iniziata la plasticizzazione, σ resta pari a σs negli strati plasticizzati (sopra la retta i-i e sotto la retta j-j); ovviamente ε continua a crescere nelle zone plasticizzate (valori massimi nei punti di tipo T) mentre nelle zone che ancora presentano comportamento elastico, ε cresce da 0 (sull’asse) a ε’s (nei punti di tipo S che, cresecendo la zona plastica, vanno accostandosi all’asse neutro).
TT
T T
SS
SS
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 100
In ogni istante il momento applicato dall’esterno (crescente) uguaglia la coppia di reazione interna indotta dalla deformazione:
m = σs (b h’2 )/6 + σs b (h- h’)/2 (h + h’)/2da cui:
h’ = [ 3 h2 – 12 m/(σs b)]1/2 =…= h [3 – 2 m/(σs w)]1/2 = h [3 – 2 m/ ms’]1/2
posto:β = [3 - 2α]1/2, α = m/ ms’
si ha:εmax = ε’s h/h’
h’ = 0 (plasticizzazione completa) per: m = 1,5 ms’ = ms’’
Calcoliamo ora la curvatura Φ delle travi inflesse per m = ms’ = cost.All’inizio della plasticizzazione:
Φ = 1/r = ms’ / E I = Φ’sA plasticizzazione avviata:
ε > ε’s nei punti Tε = ε’s nei punti Sε < ε’s nei punti al di sotto di S
L’angolo di flessione è cresciuto nel rapporto:h/h’ = 1/β
pertanto:Φ = Φ’s/β = 1/β (ms’ / E I) = (m/αβ) / EI
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 101
posto: m0 = m/αβ > m,
si può affermare che in regime semiplastico la curvatura è quella che verrebbe provocata dal momento maggiorato m0 oppure si può pensare di lasciare immutato m, sostituendo al modulo elastico E un valore ridotto E0 = αβ E.
L’influenza della plasticizzazione sulla deformazione diventa sensibile solo quando m >> ms’ , anzi è molto vicino a ms’’.
Deformazioni residue nelle travi inflesse
Note le deformazioni in regime plastico, quelle residue si ottengono calcolando la deformazione elastica provocata dal carico invertito e sovrapponendola a quella primitiva, cioè da questa sottraendola (quest’aggiunta equivale alla soppressione del carico).Dunque: la curvatura residua in una sezione della trave inflessa si ottiene sottraendo dalla curvatura plastica la curvatura elastica m/EI, il che significa l’annullarsi di m.
Φr = (m/αβ)/EI – m/EI = m/EI (1/αβ – 1) = Φel (1/αβ – 1)
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 102
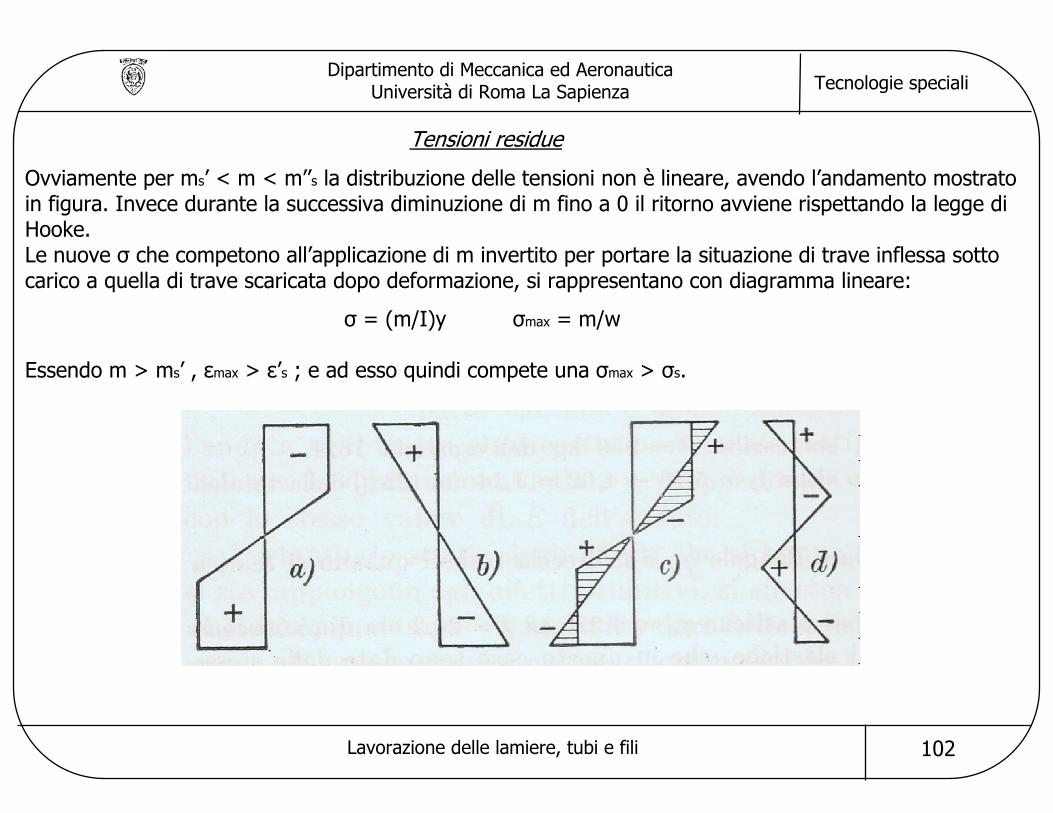
Tensioni residue
Ovviamente per ms’ < m < m’’s la distribuzione delle tensioni non è lineare, avendo l’andamento mostrato in figura. Invece durante la successiva diminuzione di m fino a 0 il ritorno avviene rispettando la legge di Hooke.Le nuove σ che competono all’applicazione di m invertito per portare la situazione di trave inflessa sotto carico a quella di trave scaricata dopo deformazione, si rappresentano con diagramma lineare:
σ = (m/I)y σmax = m/w
Essendo m > ms’ , εmax > ε’s ; e ad esso quindi compete una σmax > σs.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 103
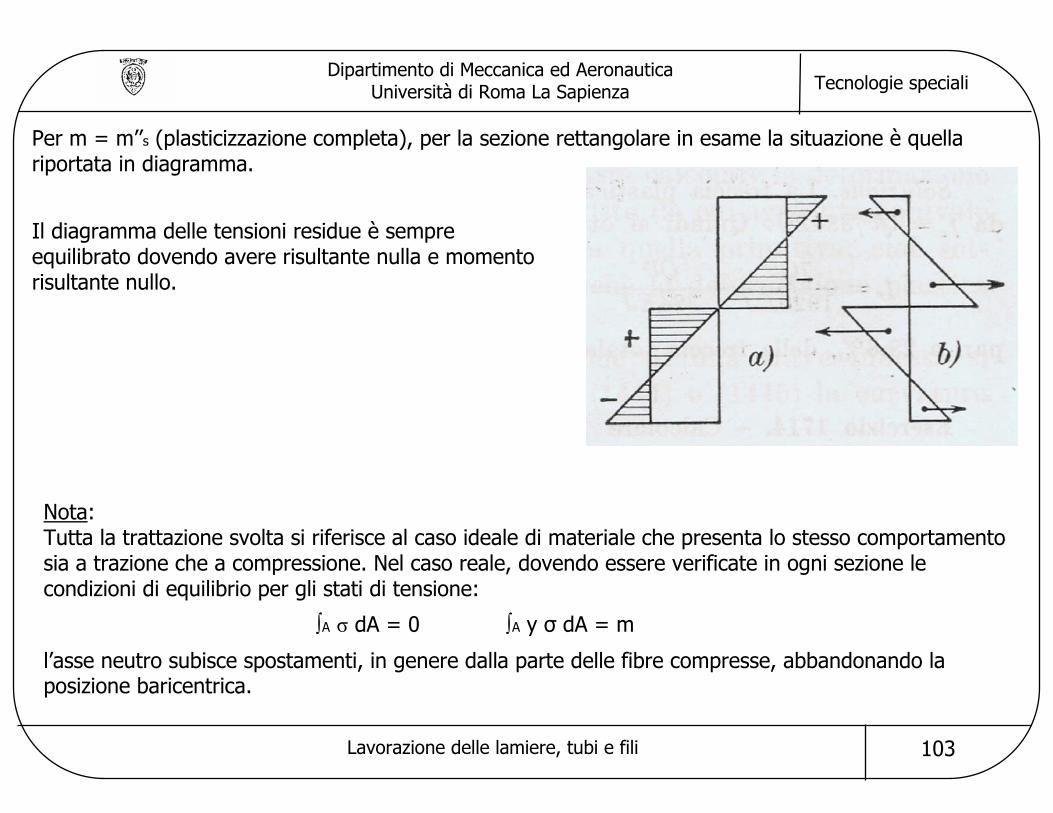
Per m = m’’s (plasticizzazione completa), per la sezione rettangolare in esame la situazione è quellariportata in diagramma.
Il diagramma delle tensioni residue è sempre equilibrato dovendo avere risultante nulla e momento risultante nullo.
Nota:Tutta la trattazione svolta si riferisce al caso ideale di materiale che presenta lo stesso comportamento sia a trazione che a compressione. Nel caso reale, dovendo essere verificate in ogni sezione le condizioni di equilibrio per gli stati di tensione:
∫A σ dA = 0 ∫A y σ dA = m
l’asse neutro subisce spostamenti, in genere dalla parte delle fibre compresse, abbandonando la posizione baricentrica.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 104
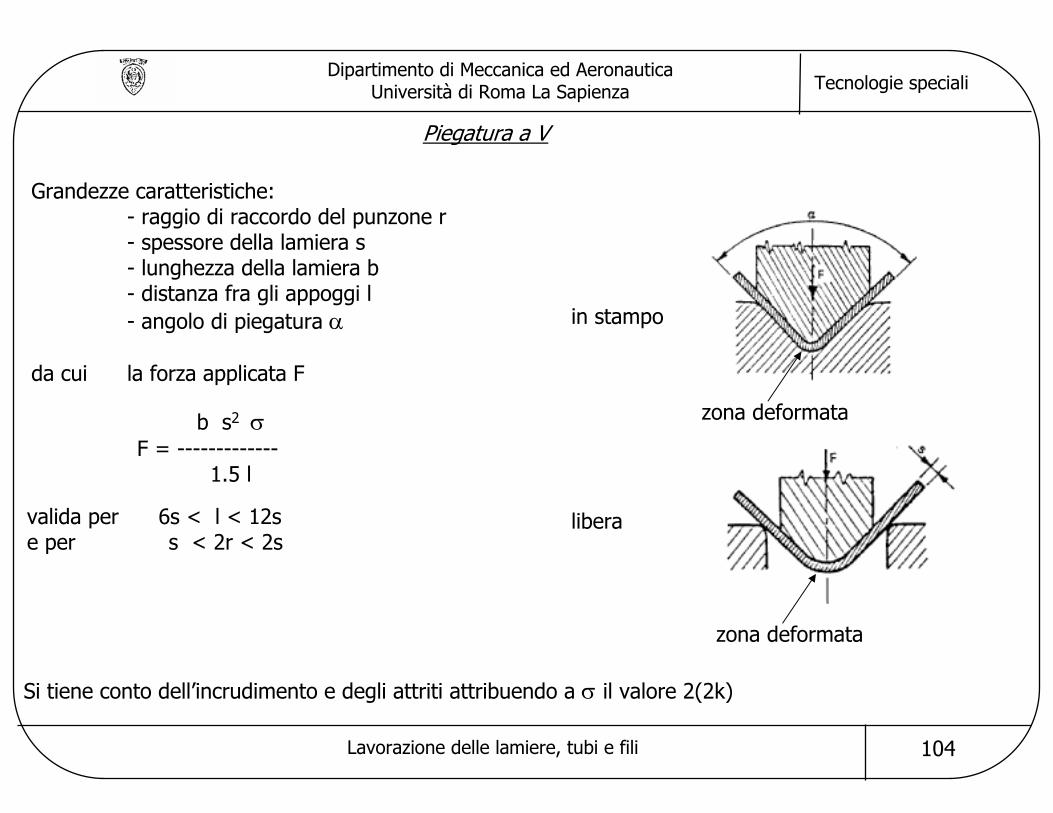
in stampo
libera
zona deformata
zona deformata
Grandezze caratteristiche:- raggio di raccordo del punzone r- spessore della lamiera s- lunghezza della lamiera b- distanza fra gli appoggi l- angolo di piegatura α
da cui la forza applicata F
b s2 σF = -------------
1.5 l
valida per 6s < l < 12se per s < 2r < 2s
Si tiene conto dell’incrudimento e degli attriti attribuendo a σ il valore 2(2k)
Piegatura a V
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 105
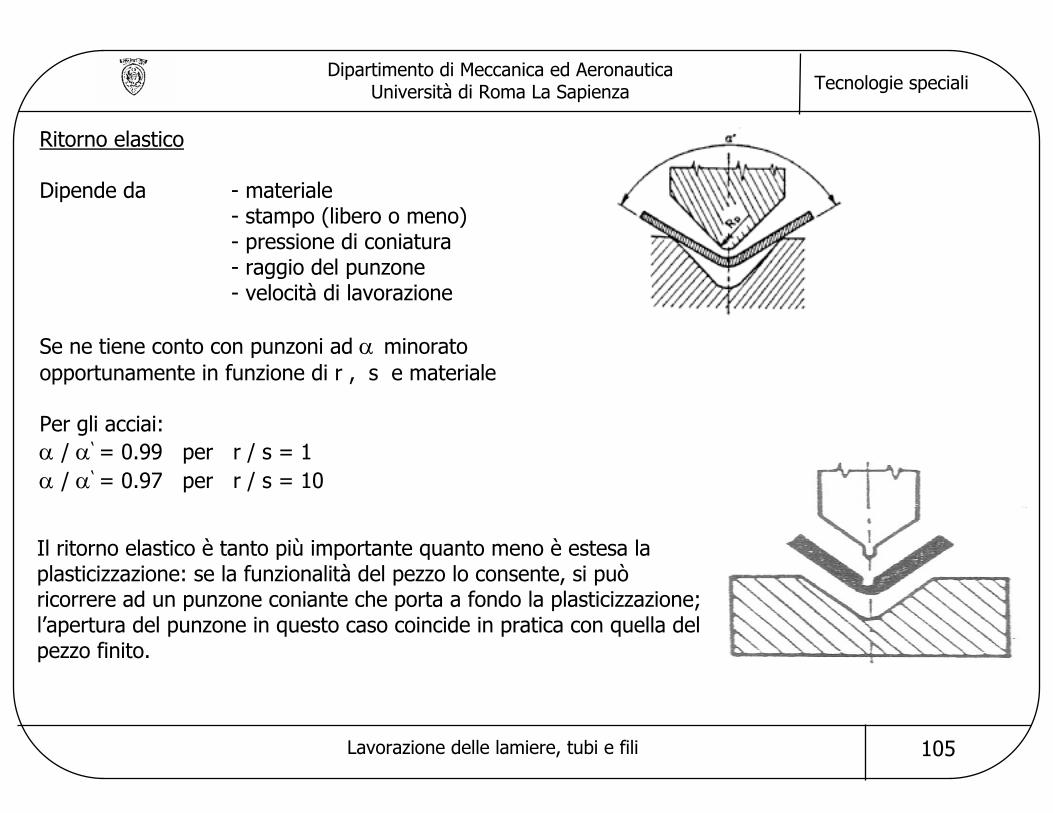
Ritorno elastico
Dipende da - materiale- stampo (libero o meno)- pressione di coniatura- raggio del punzone- velocità di lavorazione
Se ne tiene conto con punzoni ad α minoratoopportunamente in funzione di r , s e materiale
Per gli acciai:α / α‘ = 0.99 per r / s = 1α / α‘ = 0.97 per r / s = 10
Il ritorno elastico è tanto più importante quanto meno è estesa la plasticizzazione: se la funzionalità del pezzo lo consente, si può ricorrere ad un punzone coniante che porta a fondo la plasticizzazione; l’apertura del punzone in questo caso coincide in pratica con quella del pezzo finito.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 106
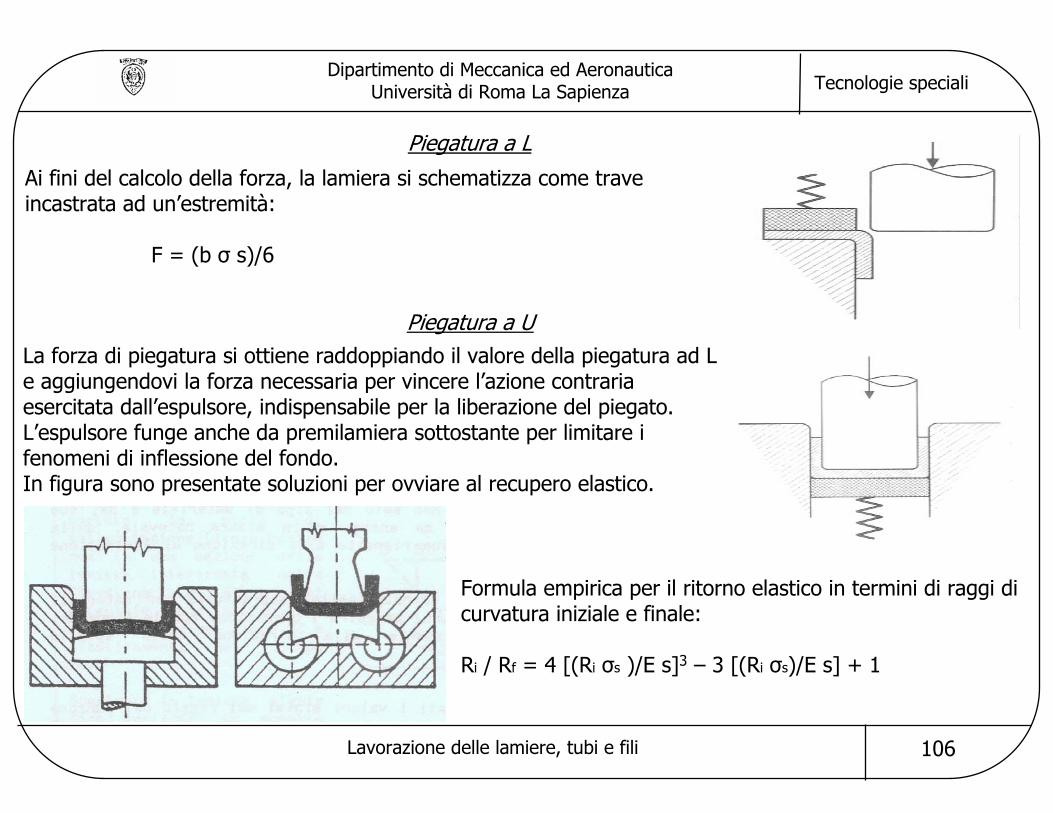
Piegatura a LAi fini del calcolo della forza, la lamiera si schematizza come trave incastrata ad un’estremità:
F = (b σ s)/6
Piegatura a ULa forza di piegatura si ottiene raddoppiando il valore della piegatura ad L e aggiungendovi la forza necessaria per vincere l’azione contraria esercitata dall’espulsore, indispensabile per la liberazione del piegato.L’espulsore funge anche da premilamiera sottostante per limitare i fenomeni di inflessione del fondo.In figura sono presentate soluzioni per ovviare al recupero elastico.
Formula empirica per il ritorno elastico in termini di raggi dicurvatura iniziale e finale:
Ri / Rf = 4 [(Ri σs )/E s]3 – 3 [(Ri σs)/E s] + 1
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 107
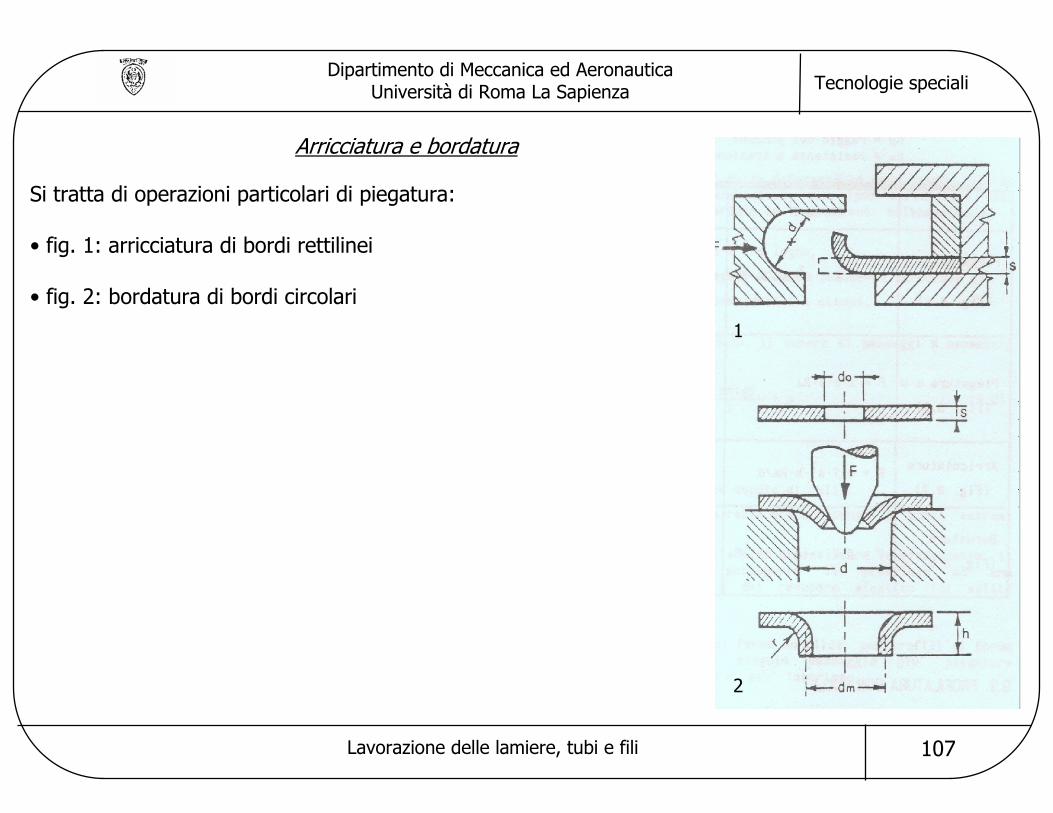
Arricciatura e bordatura
Si tratta di operazioni particolari di piegatura:
• fig. 1: arricciatura di bordi rettilinei
• fig. 2: bordatura di bordi circolari
1
2
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 108
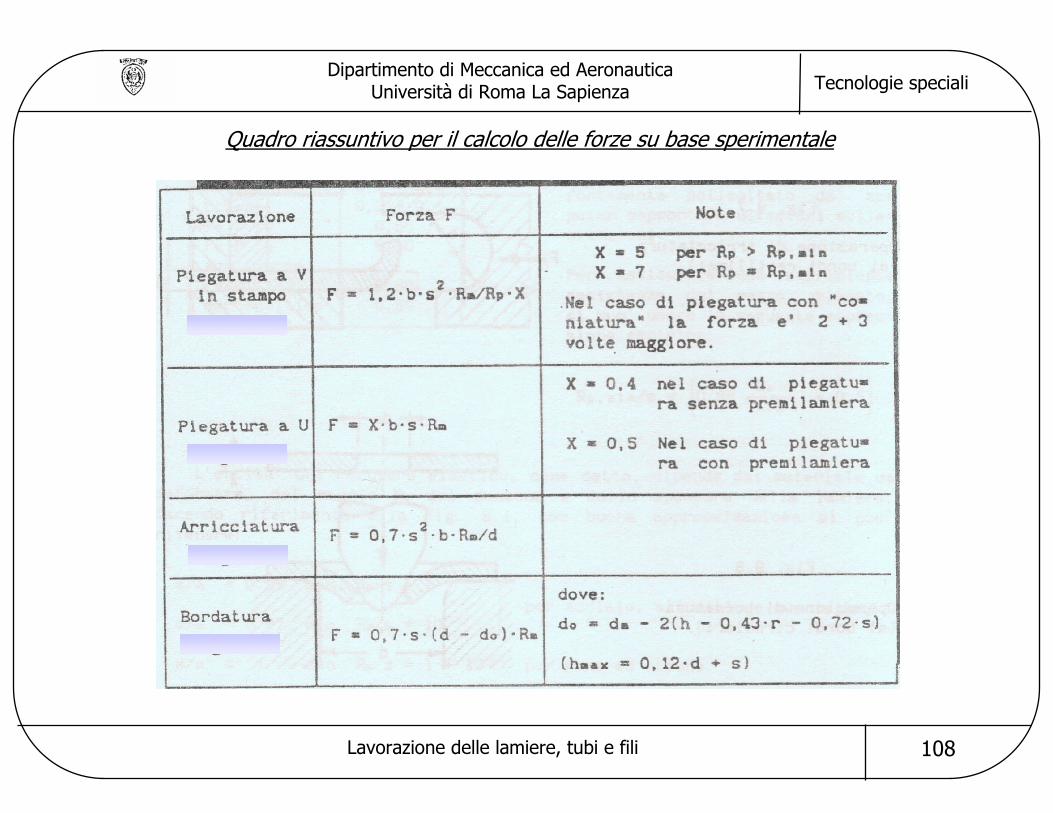
Quadro riassuntivo per il calcolo delle forze su base sperimentale
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 109
Energia di lavorazione
E = m F c + Fp c
F = forza massima di piegatura (cfr. tab. precedente)Fp = forza conseguente all’azione esercitata dall’eventuale premilamierac = corsa del pistonem = fattore correttivo legato all’andamento della forza in funzione della corsa; tipicamente:
m = 0,33 per piegatura a Vm = 0,66 per piegatura a U
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 110
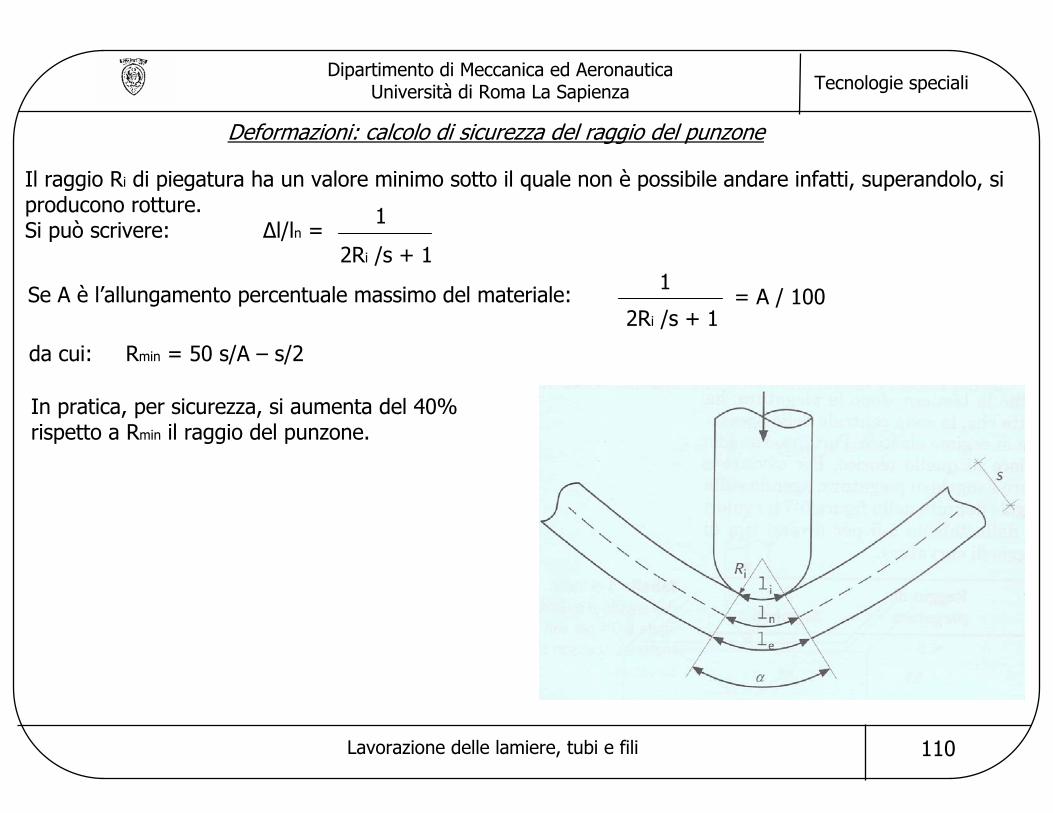
Deformazioni: calcolo di sicurezza del raggio del punzone
Il raggio Ri di piegatura ha un valore minimo sotto il quale non è possibile andare infatti, superandolo, si producono rotture.Si può scrivere: ∆l/ln =
1
2Ri /s + 1
Se A è l’allungamento percentuale massimo del materiale: 1
2Ri /s + 1= A / 100
da cui: Rmin = 50 s/A – s/2
In pratica, per sicurezza, si aumenta del 40% rispetto a Rmin il raggio del punzone.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 111
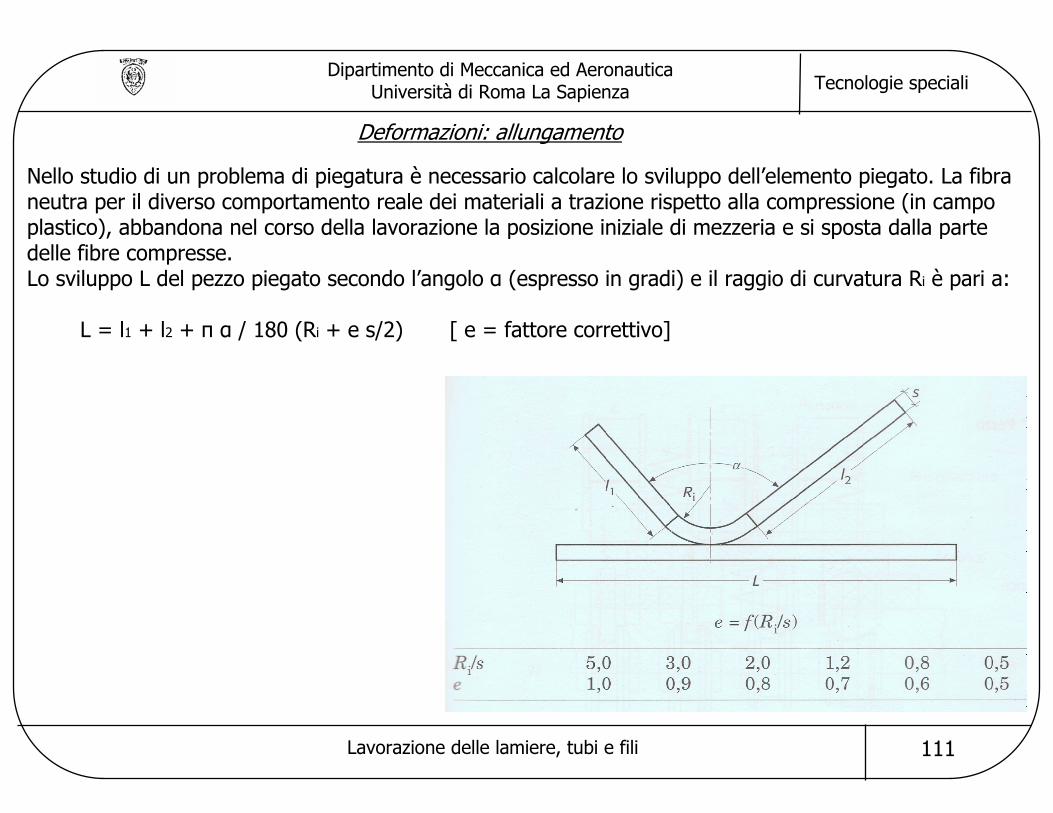
Deformazioni: allungamento
Nello studio di un problema di piegatura è necessario calcolare lo sviluppo dell’elemento piegato. La fibra neutra per il diverso comportamento reale dei materiali a trazione rispetto alla compressione (in campo plastico), abbandona nel corso della lavorazione la posizione iniziale di mezzeria e si sposta dalla parte delle fibre compresse. Lo sviluppo L del pezzo piegato secondo l’angolo α (espresso in gradi) e il raggio di curvatura Ri è pari a:
L = l1 + l2 + π α / 180 (Ri + e s/2) [ e = fattore correttivo]
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 112
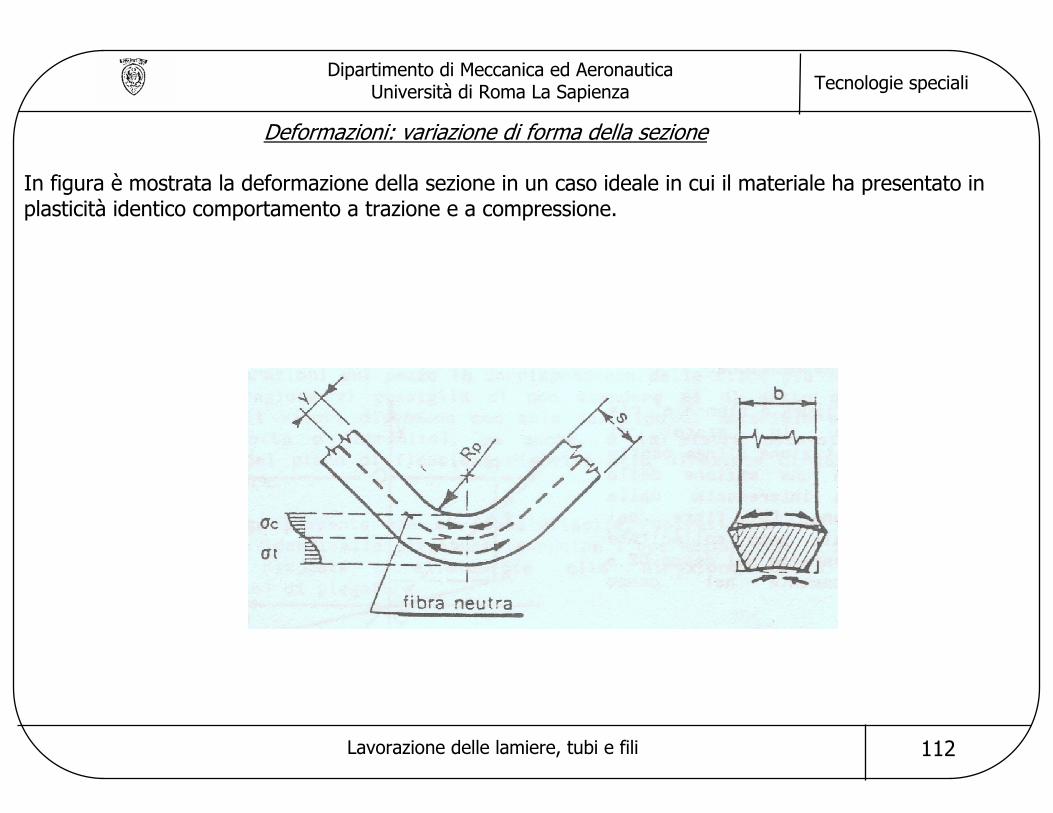
Deformazioni: variazione di forma della sezione
In figura è mostrata la deformazione della sezione in un caso ideale in cui il materiale ha presentato in plasticità identico comportamento a trazione e a compressione.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 113
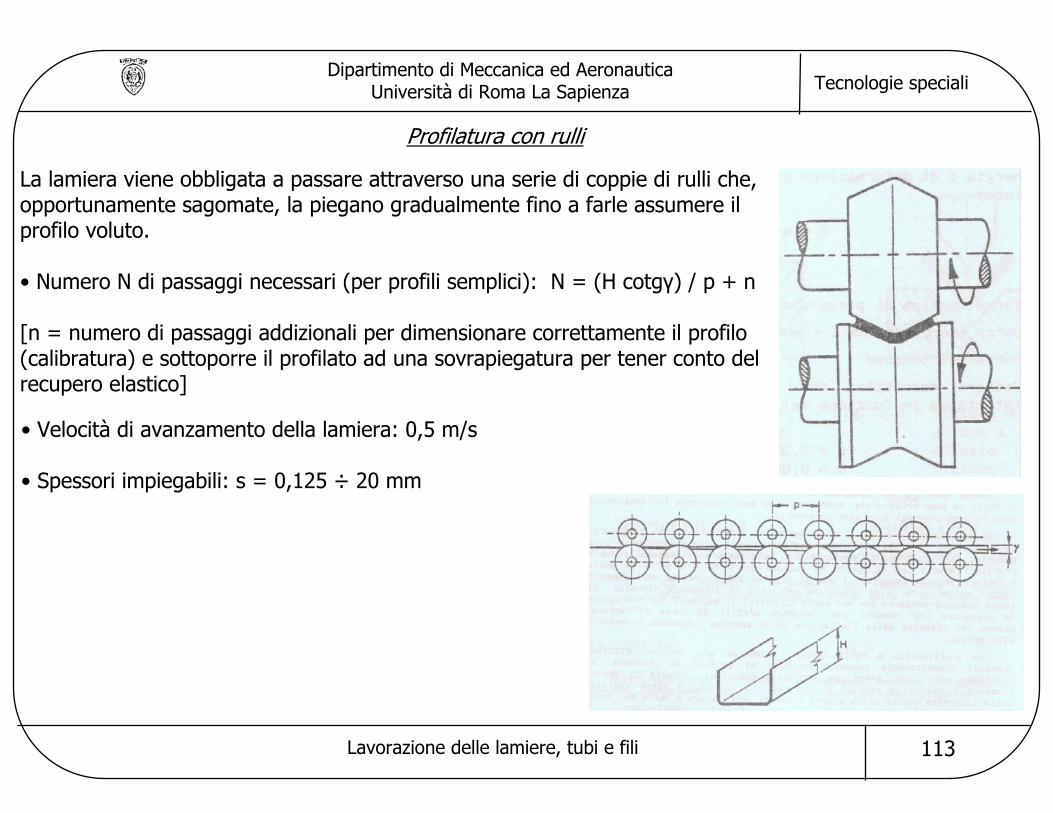
Profilatura con rulli
La lamiera viene obbligata a passare attraverso una serie di coppie di rulli che, opportunamente sagomate, la piegano gradualmente fino a farle assumere il profilo voluto.
• Numero N di passaggi necessari (per profili semplici): N = (H cotgγ) / p + n
[n = numero di passaggi addizionali per dimensionare correttamente il profilo (calibratura) e sottoporre il profilato ad una sovrapiegatura per tener conto del recupero elastico]
• Velocità di avanzamento della lamiera: 0,5 m/s
• Spessori impiegabili: s = 0,125 ÷ 20 mm
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 114
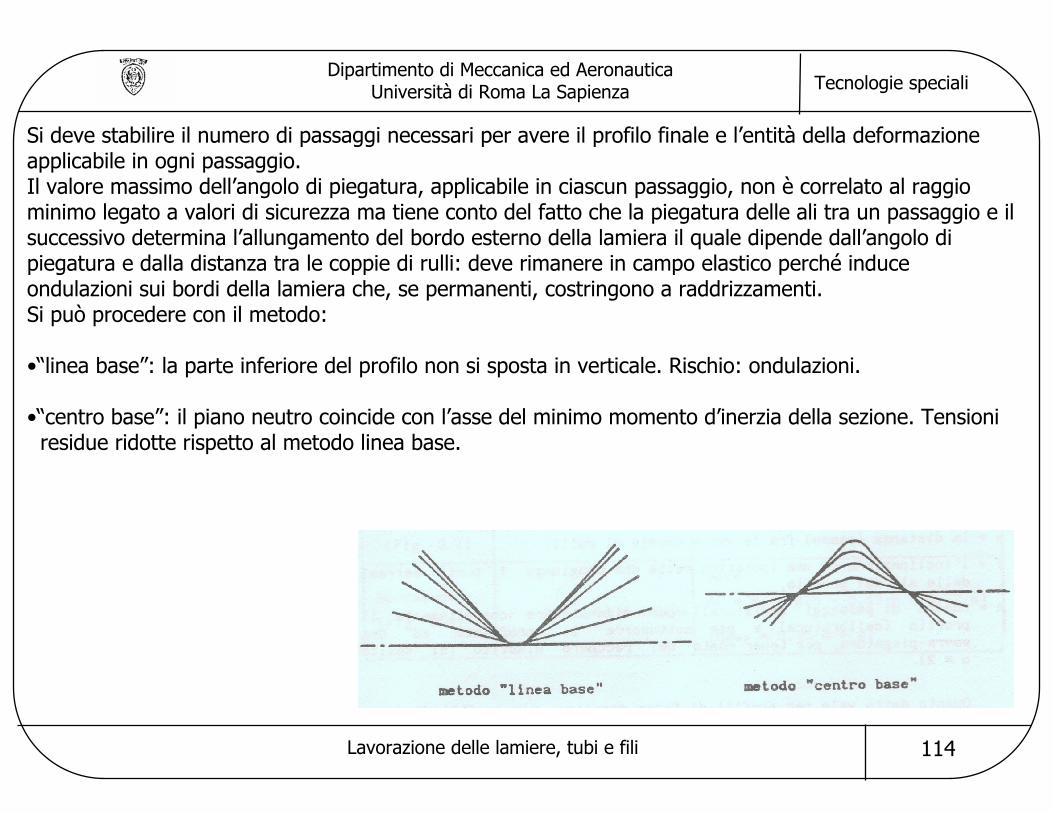
Si deve stabilire il numero di passaggi necessari per avere il profilo finale e l’entità della deformazione applicabile in ogni passaggio.Il valore massimo dell’angolo di piegatura, applicabile in ciascun passaggio, non è correlato al raggio minimo legato a valori di sicurezza ma tiene conto del fatto che la piegatura delle ali tra un passaggio e il successivo determina l’allungamento del bordo esterno della lamiera il quale dipende dall’angolo di piegatura e dalla distanza tra le coppie di rulli: deve rimanere in campo elastico perché induce ondulazioni sui bordi della lamiera che, se permanenti, costringono a raddrizzamenti.Si può procedere con il metodo:
•“linea base”: la parte inferiore del profilo non si sposta in verticale. Rischio: ondulazioni.
•“centro base”: il piano neutro coincide con l’asse del minimo momento d’inerzia della sezione. Tensioni residue ridotte rispetto al metodo linea base.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 115
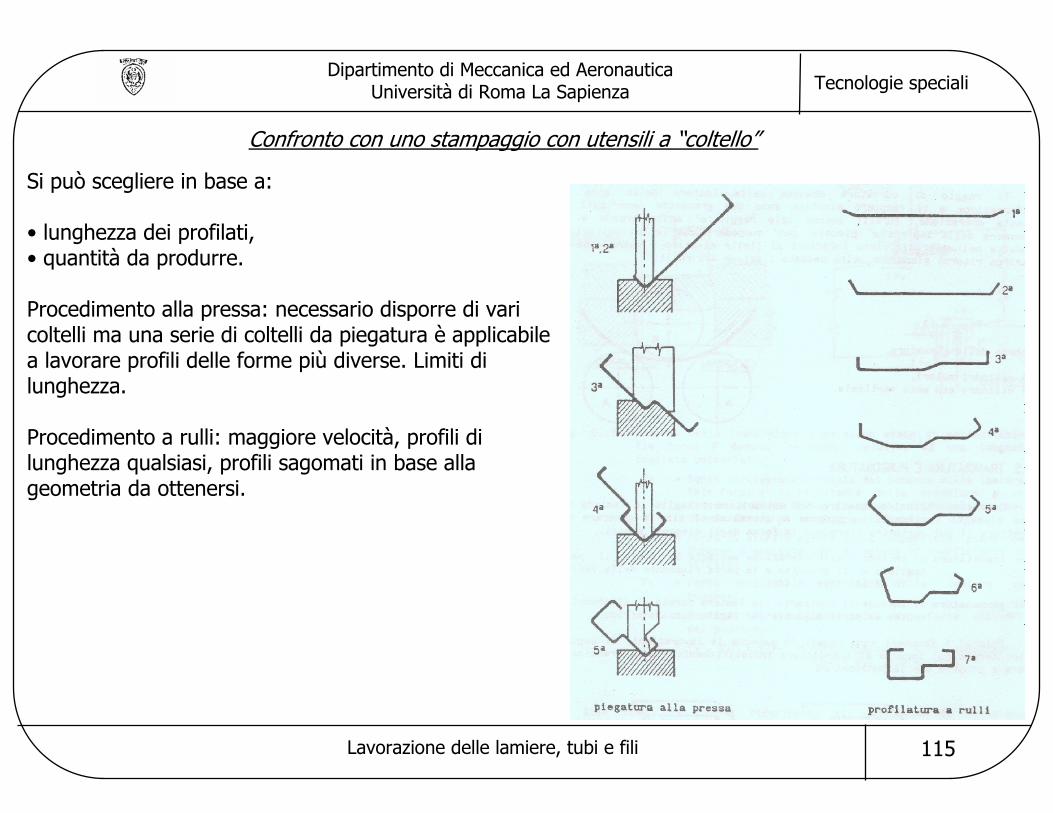
Confronto con uno stampaggio con utensili a “coltello”
Si può scegliere in base a:
• lunghezza dei profilati,• quantità da produrre.
Procedimento alla pressa: necessario disporre di vari coltelli ma una serie di coltelli da piegatura è applicabile a lavorare profili delle forme più diverse. Limiti di lunghezza.
Procedimento a rulli: maggiore velocità, profili di lunghezza qualsiasi, profili sagomati in base alla geometria da ottenersi.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 116
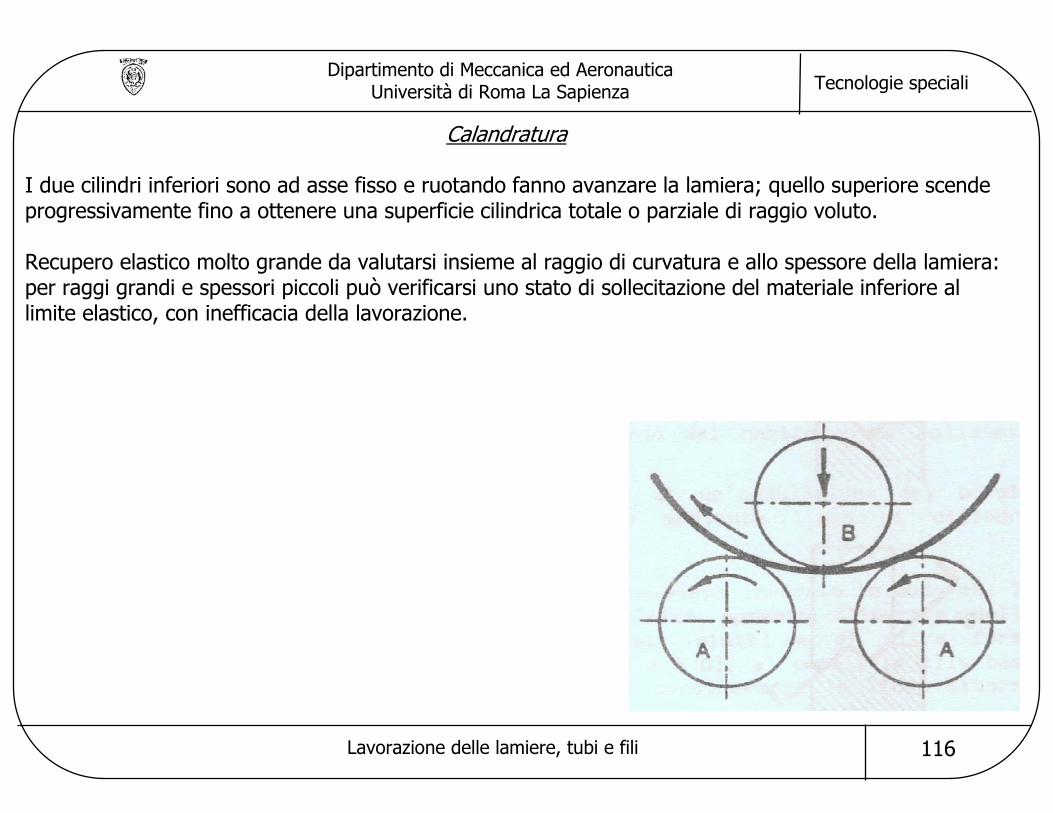
Calandratura
I due cilindri inferiori sono ad asse fisso e ruotando fanno avanzare la lamiera; quello superiore scende progressivamente fino a ottenere una superficie cilindrica totale o parziale di raggio voluto.
Recupero elastico molto grande da valutarsi insieme al raggio di curvatura e allo spessore della lamiera: per raggi grandi e spessori piccoli può verificarsi uno stato di sollecitazione del materiale inferiore al limite elastico, con inefficacia della lavorazione.
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 117
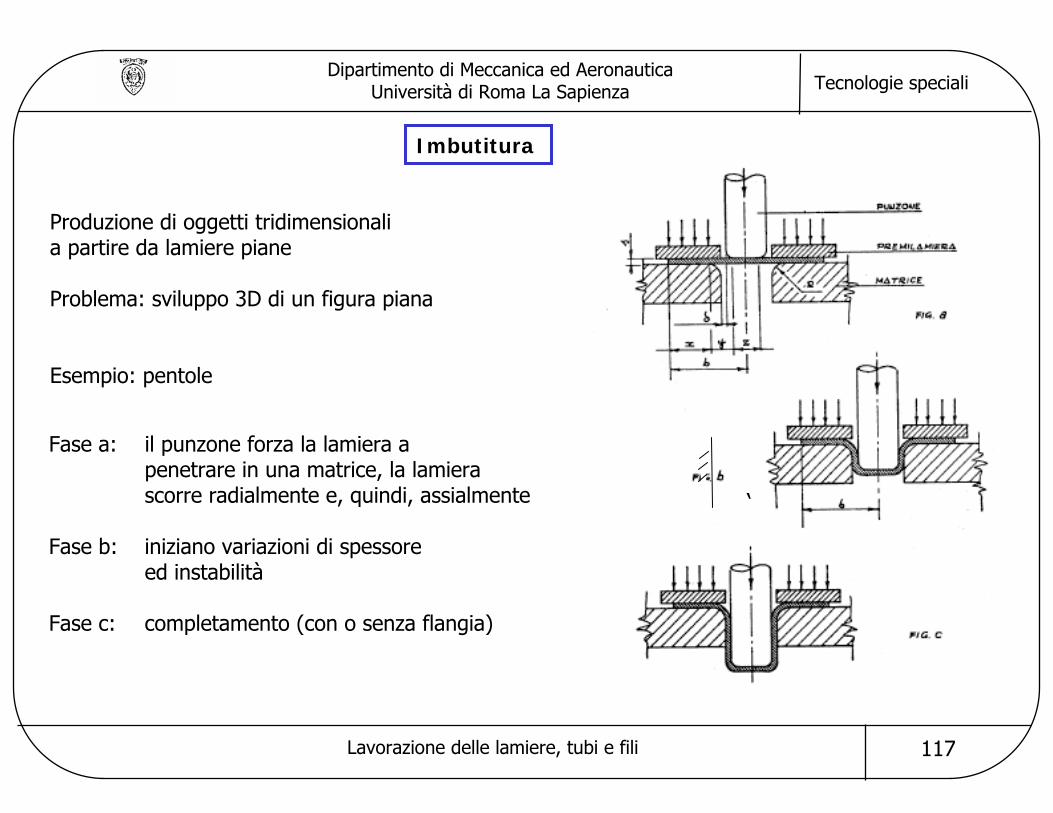
Imbutitura
Produzione di oggetti tridimensionalia partire da lamiere piane
Problema: sviluppo 3D di un figura piana
Esempio: pentole
Fase a: il punzone forza la lamiera apenetrare in una matrice, la lamierascorre radialmente e, quindi, assialmente
Fase b: iniziano variazioni di spessore ed instabilità
Fase c: completamento (con o senza flangia)
‘
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 118
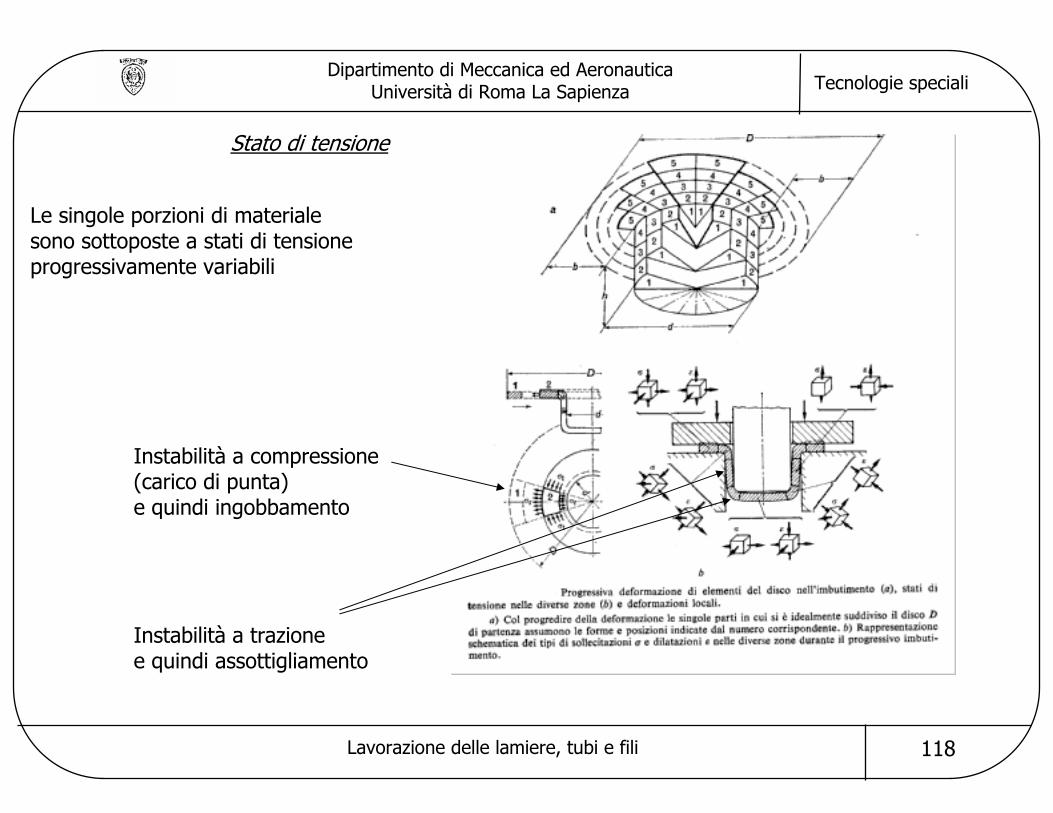
Stato di tensione
Le singole porzioni di materialesono sottoposte a stati di tensioneprogressivamente variabili
Instabilità a compressione(carico di punta)e quindi ingobbamento
Instabilità a trazionee quindi assottigliamento
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 119
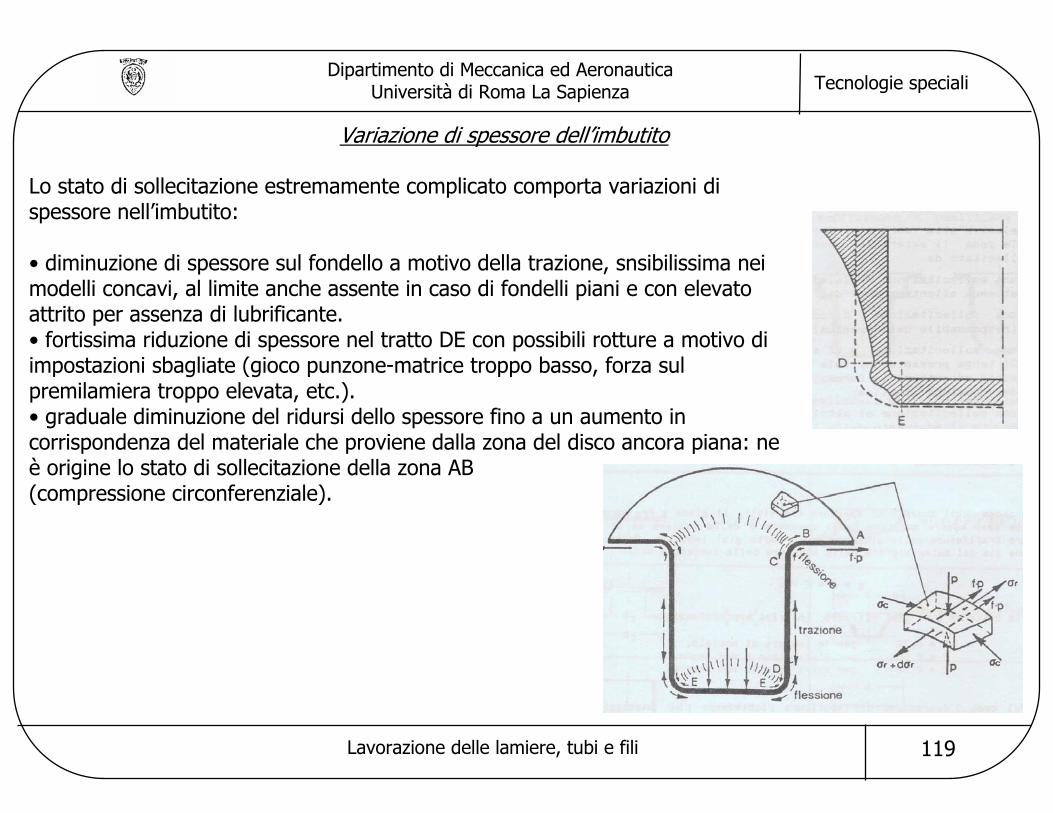
Variazione di spessore dell’imbutito
Lo stato di sollecitazione estremamente complicato comporta variazioni di spessore nell’imbutito:
• diminuzione di spessore sul fondello a motivo della trazione, snsibilissima nei modelli concavi, al limite anche assente in caso di fondelli piani e con elevato attrito per assenza di lubrificante.• fortissima riduzione di spessore nel tratto DE con possibili rotture a motivo di impostazioni sbagliate (gioco punzone-matrice troppo basso, forza sul premilamiera troppo elevata, etc.).• graduale diminuzione del ridursi dello spessore fino a un aumento in corrispondenza del materiale che proviene dalla zona del disco ancora piana: ne è origine lo stato di sollecitazione della zona AB (compressione circonferenziale).
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 120
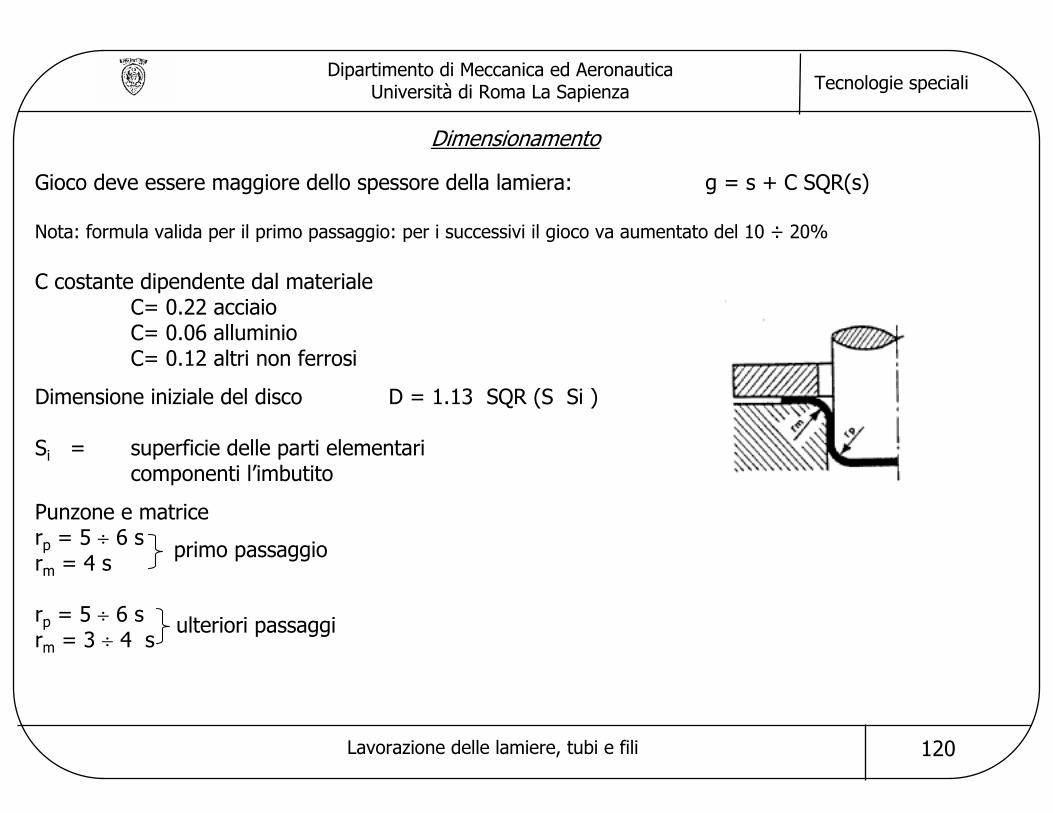
Gioco deve essere maggiore dello spessore della lamiera: g = s + C SQR(s)
Nota: formula valida per il primo passaggio: per i successivi il gioco va aumentato del 10 ÷ 20%
C costante dipendente dal materialeC= 0.22 acciaioC= 0.06 alluminioC= 0.12 altri non ferrosi
Dimensione iniziale del disco D = 1.13 SQR (S Si )
Si = superficie delle parti elementari componenti l’imbutito
Punzone e matrice rp = 5 ÷ 6 s rm = 4 s
rp = 5 ÷ 6 s rm = 3 ÷ 4 s
Dimensionamento
primo passaggio
ulteriori passaggi
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 121
βtot = D / d (diametro iniziale/diametro finale)
• βmax = massima riduzione ammissibile: dipende dal materiale e dalle condizioni di lavoro.
βmax = βideale c1 c2 c3 c4 c5 c6
in cui: βideale = rapporto massimo ideale, cioè quello realizzabile solo nelle condizioni ottimali per un certo materiale
c1, c2,.. tengono conto delle condizioni effettive di processo
- c1 dipende dall’efficacia della lubrificazione, diminuendo la quale, crescono gli attriti e dunque le forze diimbutitura e cresce il rischio di rotture nella zona vicina al fondello
- c2 tiene conto del rapporto raggio di raccordo del punzone/spessore (sollecitazione di flessione)- c3 tiene conto del rapporto raggio di raccordo della matrice/spessore (flessione, formazione di grinze)- c4 tiene conto del rapporto diametro/spessore del disco (calando lo spessore a parità di diametro,aumenta la tendenza all’instabilità e diventa necessario aumentare la pressione del premilamiera conconseguenti rapporti di imbutitura minori
- c5 tiene conto del rapporto di isolamento del disco, cioè se il disco è del tutto isolato o parzialmentevincolato al nastro e in che misura (lavorazioni automatiche); il vincolo del disco al nastro impedisce allalamiera di scorrere liberamente nella matrice
- c6 tiene conto del passaggio in esame (crescendo il numero di passaggi aumenta l’incrudimento e l’assottigliamento dell’imbutito soprattutto presso il fondello
Rapporto di imbutitura
Dipartimento di Meccanica ed AeronauticaUniversità di Roma La Sapienza Tecnologie speciali
Lavorazione delle lamiere, tubi e fili 122
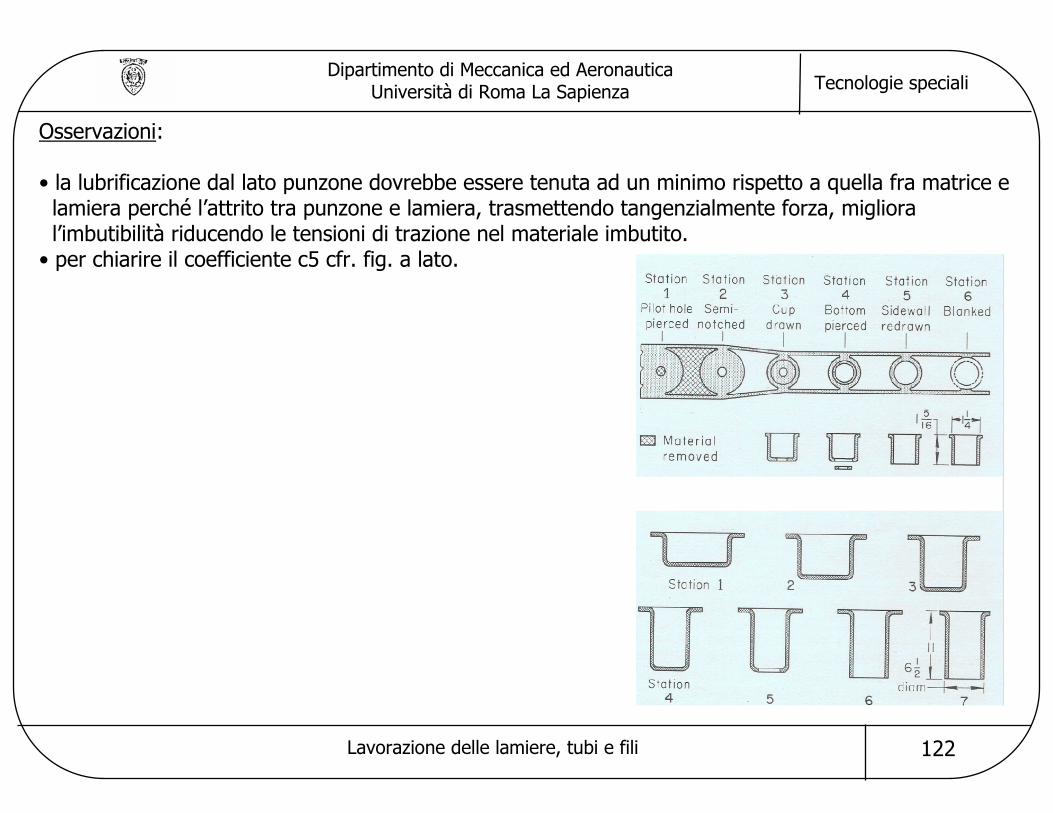
Osservazioni:
• la lubrificazione dal lato punzone dovrebbe essere tenuta ad un minimo rispetto a quella fra matrice elamiera perché l’attrito tra punzone e lamiera, trasmettendo tangenzialmente forza, miglioral’imbutibilità riducendo le tensioni di trazione nel materiale imbutito.
• per chiarire il coefficiente c5 cfr. fig. a lato.