La solidificazione delle colate -...
5
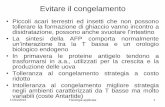
Una lega di alluminio, rame e nickel in via di solidificazione è stata fotografata in corrispondenza dell'interfaccia fra le fasi solida e liquida. Nella microfotografia la parte solida della lega è in basso e la parte liquida, scura, è sopra di essa. La struttu- ra solida ramificata visibile a destra è una dendrite primaria o grano, e la struttura a forma di lama sulla sinistra è una cella eu. tettica a due fasi, ossia una struttura di due diversi componenti solidi che sta solidificando dalla fase liquida a una temperatura più bassa degli altri componenti. Il materiale ai lati di queste strutture sporgenti è una composizione discontinua a tre fasi. La solidificazione delle colate Parecchie proprietà di un pezzo metallico ottenuto per colata derivano da fenomeni che avvengono mentre il metallo fuso solidifica. La comprensione di questi fenomeni dà la possibilità di governarli di Merton C. Flemings ticelle estranee; l'altro è rappresenta- to dalla moltiplicazione delle dendri- ti, un fenomeno che solo di recente è divenuto noto in metallurgia. Nella modificazione dendritica equias- siale l'orientamento delle dendriti è ca- suale. Se tuttavia i nuclei eterogenei presenti non sono tali da produrre un effetto rilevante, e se la moltiplicazione delle dendriti viene minimizzata (ridu- cendo al minimo la convezione o man- tenendo un gradiente termico accen- tuato, o con entrambi i mezzi) si ottie- ne una crescita allineata di dendriti co- lonnari. Eccetto che per le ovvie dif- ferenze nell'allineamento delle dendri- ti, il processo di solidificazione è so- stanzialmente lo stesso, sia per le den- driti orientate casualmente, che per quelle colonnari. D'altro canto, se la lega è energica- mente agitata, perlomeno durante il primo stadio della solidificazione, la moltiplicazione delle dendriti avviene in misura così ampia, che non si ottiene più la normale struttura dendritica. La solidificazione procede invece da cen- tri sferoidali. Le proprietà reologiche (di scorrimento) di queste ultime strut- ture risultano completamente differenti da quelle delle strutture dendritiche. In un metallo che sta solidificando, le tre strutture descritte sopra – den- dritica equassiale, dendritica colon- nare e sferoidale – si ottengono facil- mente nelle normali colate, a valori re- lativamente bassi di G/R (gradiente termico diviso per velocità di crescita del solido) che sono usuali in questi processi. Si ottengono altre strutture quando G/R viene aumentato sommi- nistrando calore a una estremità della lega che sta solidificando e, al tempo stesso, sottraendone all'altra estremità. A valori intermedi di G/R appare una struttura cellulare. Anch'essa può essere sia equiassiale che colonnare. Ad alti valori di G/R si ottiene una qualunque -"\ — ella moderna tecnologia ai me- talli viene data forma in diversi modi, e precisamente con le macchine utensili, la forgiatura, la stampatura, la laminazione, l'estrusio- ne, e la colata. In senso più lato, tutti questi processi iniziano con la colata, che consiste nel dare forma al metallo dapprima fondendolo e lasciandolo poi solidificare in una forma. Solitamente il termine colata è usato per quegli og- getti che in questo modo vengono pro- dotti in una forma che essenzialmen- te rimarrà la loro definitiva. Negli al- tri metodi di lavorazione la colata dà la prima e più semplice forma al me- tallo, per esempio il lingotto, che vie- ne trasformata successivamente in quel- la definitiva per mezzo di uno o più degli altri metodi. Ciò che accade mentre il metallo so- lidifica è di grande importanza, poiché parecchie proprietà del prodotto fini- to derivano dai fenomeni che hanno luogo durante la solidificazione. Fino a tempi abbastanza recenti, cioè fin quan- do le moderne tecniche di ricerca e di indagine non sono state applicate in questo campo, rimaneva un mistero come esattamente procedesse la solidi- ficazione di una fusione. La colata era più un'arte che una scienza e i fondi- tori tendevano a mantenere segrete le tecniche che avevano scoperto dare buoni risultati. Alcuni aspetti del pro- cesso di solidificazione non sono an- cor oggi perfettamente conosciuti. Pur- tuttavia le relazioni fra la teoria e la pratica si sono in questi ultimi anni rafforzate con grande reciproco van- taggio. La solidificazione, che è un processo di congelamento esattamente come la trasformazione dell'acqua in ghiaccio, comincia presso la parete della forma e procede verso l'interno della colata. In un determinato momento, durante la solidificazione, si possono trovare nel- la colata una zona di metallo solido, una zona di metallo liquido e, fra que- ste, una zona dove il liquido si sta tra- sformando nel solido. Quest'ultima, nel- l'industria anglosassone, è denominata mushy zone (zona farinosa). Solo quando il metallo è estrema- mente puro o quando si esercita uno speciale controllo sul processo di soli- dificazione si trova un'interfaccia pia- na fra la zona solida e quella liquida. Se sono presenti impurità o sostanze leganti, anche in piccole quantità, es- se tendono a venir respinte verso l'in- terfaccia del metallo che sta solidifican- do. Esse allora abbassano il punto di fusione del liquido vicino al solido in crescita e rendono instabile l'interfac- cia che si sta estendendo. Ne risulta che l'interfaccia diventa frastagliata. Pic- colissime prominenze cristalline, spes- so foggiate come alberi di pino, si esten- dono nel liquido; esse sono dette dendri- ti, dal vocabolo greco che significa albero. Nella loro forma più comune le den- driti hanno dimensioni simili in tutte le direzioni. Esse sono perciò « equias- siali » il che significa che la lunghez- za secondo un asse del cristallo è ap- prossimativamente uguale a quella se- condo gli altri assi. In uno stampo do- ve il gradiente termico dall'esterno al- l'interno è accentuato, parecchie den- driti crescono in una direzione appros- simativamente perpendicolare alle pa- reti dello stampo; esse sono conosciu- te come dendriti colonnari (si veda la figura a pagina 50). Uno sguardo all'interno di una for- ma, in alcuni casi può anche non mo- strare una zona solida, una zona di transizione e una liquida simultanea- mente. Un esempio può essere rappre- sentato da una lega non ferrosa che solidifica in un intervallo di temperatu- re relativamente ampio, quando es- sa è colata in uno stampo di sabbia, che ha buone proprietà isolanti. In questo caso il gradiente di temperatu- ra dentro il metallo non è accentuato dall'esterno all'interno. Qui la zona completamente liquida scompare assai presto durante la solidificazione e la zona completamente solida non com- pare finché il processo non è quasi del tutto compiuto. Durante la maggior parte del processo, liquido e solido coe- sistono in tutta la colata. È bene ricordare che la soluzione di importanti problemi pratici nel campo della solidificazione ha richiesto di teo- rizzare contemporaneamente su scale di grandezze ampiamente differenti, il che è più difficile di quanto si potrebbe supporre. I processi all'interfaccia so- lido-liquido devono essere immaginati a dimensioni dell'ordine degli angstrom, pari cioè a decimiliardesimi di metro. Le inclusioni, che consistono in agglo- merati di impurità formatisi durante la solidificazione, si trovano sulla scala dei micron, milionesimi di metro. Gli in- tervalli fra i bracci delle dendriti sono solitamente di qualche frazione di mil- limetro. I granuli di cristallo del me- tallo si collocano nell'ordine di gran- dezza dai millimetri ai centimetri. Le colate e i lingotti possono infine esse- re dell'ordine dei metri. Non si potreb- bero spiegare le caratteristiche macro- scopiche come la finitura superficiale, il cono di ritiro e la segregazione (la separazione degli elementi di una lega nel corso della solidificazione), senza comprendere nello stesso tempo i pro- cessi che hanno luogo a livello micro- scopico. L e dendriti che si formano nella zona di transizione in seguito a solidifica- zione dendritica equiassiale derivano da uno qualunque dei due seguenti mec- canismi: uno consiste nella nucleazione eterogenea, per cui la formazione di cristalli dal liquido è innescata da par- 48 49
Transcript of La solidificazione delle colate -...
-
Una lega di alluminio, rame e nickel in via di solidificazione èstata fotografata in corrispondenza dell'interfaccia fra le fasisolida e liquida. Nella microfotografia la parte solida della legaè in basso e la parte liquida, scura, è sopra di essa. La struttu-ra solida ramificata visibile a destra è una dendrite primaria o
grano, e la struttura a forma di lama sulla sinistra è una cella eu.tettica a due fasi, ossia una struttura di due diversi componentisolidi che sta solidificando dalla fase liquida a una temperaturapiù bassa degli altri componenti. Il materiale ai lati di questestrutture sporgenti è una composizione discontinua a tre fasi.
La solidificazione delle colateParecchie proprietà di un pezzo metallico ottenuto per colataderivano da fenomeni che avvengono mentre il metallo fuso solidifica.La comprensione di questi fenomeni dà la possibilità di governarli
di Merton C. Flemings
ticelle estranee; l'altro è rappresenta-to dalla moltiplicazione delle dendri-ti, un fenomeno che solo di recente èdivenuto noto in metallurgia.
Nella modificazione dendritica equias-siale l'orientamento delle dendriti è ca-suale. Se tuttavia i nuclei eterogeneipresenti non sono tali da produrre uneffetto rilevante, e se la moltiplicazionedelle dendriti viene minimizzata (ridu-cendo al minimo la convezione o man-tenendo un gradiente termico accen-tuato, o con entrambi i mezzi) si ottie-ne una crescita allineata di dendriti co-lonnari. Eccetto che per le ovvie dif-ferenze nell'allineamento delle dendri-
ti, il processo di solidificazione è so-stanzialmente lo stesso, sia per le den-driti orientate casualmente, che perquelle colonnari.
D'altro canto, se la lega è energica-mente agitata, perlomeno durante ilprimo stadio della solidificazione, lamoltiplicazione delle dendriti avviene inmisura così ampia, che non si ottienepiù la normale struttura dendritica. Lasolidificazione procede invece da cen-tri sferoidali. Le proprietà reologiche(di scorrimento) di queste ultime strut-ture risultano completamente differentida quelle delle strutture dendritiche.
In un metallo che sta solidificando,
le tre strutture descritte sopra – den-dritica equassiale, dendritica colon-nare e sferoidale – si ottengono facil-mente nelle normali colate, a valori re-lativamente bassi di G/R (gradientetermico diviso per velocità di crescitadel solido) che sono usuali in questiprocessi. Si ottengono altre strutturequando G/R viene aumentato sommi-nistrando calore a una estremità dellalega che sta solidificando e, al tempostesso, sottraendone all'altra estremità.A valori intermedi di G/R appare unastruttura cellulare. Anch'essa può esseresia equiassiale che colonnare. Ad altivalori di G/R si ottiene una qualunque
-"\— ella moderna tecnologia ai me-talli viene data forma in diversimodi, e precisamente con le
macchine utensili, la forgiatura, lastampatura, la laminazione, l'estrusio-ne, e la colata. In senso più lato, tuttiquesti processi iniziano con la colata,che consiste nel dare forma al metallodapprima fondendolo e lasciandolo poisolidificare in una forma. Solitamenteil termine colata è usato per quegli og-getti che in questo modo vengono pro-dotti in una forma che essenzialmen-te rimarrà la loro definitiva. Negli al-tri metodi di lavorazione la colata dàla prima e più semplice forma al me-tallo, per esempio il lingotto, che vie-ne trasformata successivamente in quel-la definitiva per mezzo di uno o piùdegli altri metodi.
Ciò che accade mentre il metallo so-lidifica è di grande importanza, poichéparecchie proprietà del prodotto fini-to derivano dai fenomeni che hannoluogo durante la solidificazione. Fino atempi abbastanza recenti, cioè fin quan-do le moderne tecniche di ricerca e diindagine non sono state applicate inquesto campo, rimaneva un misterocome esattamente procedesse la solidi-ficazione di una fusione. La colata erapiù un'arte che una scienza e i fondi-tori tendevano a mantenere segrete letecniche che avevano scoperto darebuoni risultati. Alcuni aspetti del pro-cesso di solidificazione non sono an-cor oggi perfettamente conosciuti. Pur-tuttavia le relazioni fra la teoria e lapratica si sono in questi ultimi annirafforzate con grande reciproco van-taggio.
La solidificazione, che è un processodi congelamento esattamente come latrasformazione dell'acqua in ghiaccio,comincia presso la parete della formae procede verso l'interno della colata.In un determinato momento, durantela solidificazione, si possono trovare nel-
la colata una zona di metallo solido,una zona di metallo liquido e, fra que-ste, una zona dove il liquido si sta tra-sformando nel solido. Quest'ultima, nel-l'industria anglosassone, è denominatamushy zone (zona farinosa).
Solo quando il metallo è estrema-mente puro o quando si esercita unospeciale controllo sul processo di soli-dificazione si trova un'interfaccia pia-na fra la zona solida e quella liquida.Se sono presenti impurità o sostanzeleganti, anche in piccole quantità, es-se tendono a venir respinte verso l'in-terfaccia del metallo che sta solidifican-do. Esse allora abbassano il punto difusione del liquido vicino al solido increscita e rendono instabile l'interfac-cia che si sta estendendo. Ne risulta chel'interfaccia diventa frastagliata. Pic-colissime prominenze cristalline, spes-so foggiate come alberi di pino, si esten-dono nel liquido; esse sono dette dendri-ti, dal vocabolo greco che significaalbero.
Nella loro forma più comune le den-driti hanno dimensioni simili in tuttele direzioni. Esse sono perciò « equias-siali » il che significa che la lunghez-za secondo un asse del cristallo è ap-prossimativamente uguale a quella se-condo gli altri assi. In uno stampo do-ve il gradiente termico dall'esterno al-l'interno è accentuato, parecchie den-driti crescono in una direzione appros-simativamente perpendicolare alle pa-reti dello stampo; esse sono conosciu-te come dendriti colonnari (si veda lafigura a pagina 50).
Uno sguardo all'interno di una for-ma, in alcuni casi può anche non mo-strare una zona solida, una zona ditransizione e una liquida simultanea-mente. Un esempio può essere rappre-sentato da una lega non ferrosa chesolidifica in un intervallo di temperatu-re relativamente ampio, quando es-sa è colata in uno stampo di sabbia,
che ha buone proprietà isolanti. Inquesto caso il gradiente di temperatu-ra dentro il metallo non è accentuatodall'esterno all'interno. Qui la zonacompletamente liquida scompare assaipresto durante la solidificazione e lazona completamente solida non com-pare finché il processo non è quasi deltutto compiuto. Durante la maggiorparte del processo, liquido e solido coe-sistono in tutta la colata.
È bene ricordare che la soluzione diimportanti problemi pratici nel campodella solidificazione ha richiesto di teo-rizzare contemporaneamente su scaledi grandezze ampiamente differenti, ilche è più difficile di quanto si potrebbesupporre. I processi all'interfaccia so-lido-liquido devono essere immaginatia dimensioni dell'ordine degli angstrom,pari cioè a decimiliardesimi di metro.Le inclusioni, che consistono in agglo-merati di impurità formatisi durante lasolidificazione, si trovano sulla scala deimicron, milionesimi di metro. Gli in-tervalli fra i bracci delle dendriti sonosolitamente di qualche frazione di mil-limetro. I granuli di cristallo del me-tallo si collocano nell'ordine di gran-dezza dai millimetri ai centimetri. Lecolate e i lingotti possono infine esse-re dell'ordine dei metri. Non si potreb-bero spiegare le caratteristiche macro-scopiche come la finitura superficiale,il cono di ritiro e la segregazione (laseparazione degli elementi di una leganel corso della solidificazione), senzacomprendere nello stesso tempo i pro-cessi che hanno luogo a livello micro-scopico.
Le dendriti che si formano nella zonadi transizione in seguito a solidifica-
zione dendritica equiassiale derivano dauno qualunque dei due seguenti mec-canismi: uno consiste nella nucleazioneeterogenea, per cui la formazione dicristalli dal liquido è innescata da par-
48
49
-
A
A
C
e
A
La struttura dei granuli in una colata solidificata o lingotto è mo-strata in prossimità della parete della forma. Le strutture sono(a) equiassiale dendritica e (b) colonnare dendritica. Ogni grano
è formato da un gran numero di bracci dendritici rappresen.tati schematicamente. L'ordine di grandezza dei grani, che so-no cristalli singoli nel solido, varia dai millimetri ai centimetri.
L'interfaccia diffusa fra il liquido e il solido in una colatache sta solidificando è rappresentata a livello atomico. La li.nea tratteggiata colorata divide grosso modo le fasi solida eliquida, ma qualche atomo sopra a essa è situato nella posi-zione che gli compete nel reticolo cristallino e qualche atomoal di sotto non è precisamente dove dovrebbe essere in un solido.
Piccolissime inclusioni, che sono nell'ordine di grandezza dei mi-cron, spesso appaiono durante la solidificazione. Esse sono parti.celle di impurità. I cerchi neri rappresentano inclusioni che sonostate intrappolate dalla crescita delle dendriti.I piccoli cerchi gri-gi rappresentano inclusioni che sono state spinte avanti dal pro.gredire del solido. Gli spazi aperti più ampi rappresentano vuoti.
A A A A A A A A1r Y-TrYTT—IrA.A.A A A A A A1r lir nnnnn—nA A A A A A A Annn—• nn—nIrlr
a
Rappresentazione della struttura fine nel processo di solidificazione. In ogni figura laparete della forma è in basso, la fase solida è sopra di essa e la fase liquida è in alto.Le strutture sono (a) dendritica equiassiale. il che significa che le dimensioni di ognidendrite sono simili in tutte le direzioni, (b) equiassiale non dendritica, (c) colon-nare dertdritica, (d) cellulare, (e) a fronte piana, una sola fase, e (f) a fronte pia.na, due fasi. Il maggior iscurimento indica un arricchimento del liquido in soluto.
di due diverse strutture a fronte pia-na. La prima consiste in una strutturaa una sola fase; si ottiene per cresci-ta convenzionale di un solo cristallo.L'altra è una struttura a due fasi; siottiene nella composizione in situ dicui parlerò più avanti.
In un metallo che sta solidificando,considerando i fenomeni nell'ordine digrandezza dei granuli di cristallo, siosserva che ognuno di essi è compostoda decine o decine di migliaia di brac-ci dendritici. Tutti i bracci di un gra-nulo, tuttavia, si sono sviluppati dal-lo stesso punto e la orientazione dei lo-ro assi cristallini è approssimativamen-te la stessa. Perciò si è soliti dire cheil granulo è costituito da una soladendrite.
Procedendo nella direzione oppostariguardo all'ordine di grandezza, cioèverso le strutture che richiedono unmaggior ingrandimento per essere vi-ste, si incontrano, subito dopo le den-driti, le inclusioni (si veda l'illustrazio-ne in basso a destra a pagina 51). Essesono di due tipi. Uno, di cui gli ossi-solfuri nell'acciaio sono un esempio, èintrappolato dalla crescita delle den-driti. L'altro tipo tende a essere spintodal metallo solido che cresce nello spa-zio fra le dendriti; esempi sono la si-lice e l'allumina, ossidi di silico e dialluminio. Inclusioni del secondo tipopossono formarsi prima o durante la so-lidificazione del metallo. In entrambii casi esse sono libere di muoversi eperciò di entrare in collisione le unecon le altre formando agglomerati. Unaltro aspetto caratteristico trovato inquest'ordine di grandezza è la micro-porosità, costituita da spazi vuoti estre-mamente piccoli derivanti dalla dila-tazione o dallo sviluppo di gas duran-te la solidificazione.
A ingrandimento sempre più elevatosi raggiunge l'ordine di grandezza
degli atomi. È necessaria l'osservazionedei fenomeni che avvengono su questascala per formarsi un quadro delle ca-ratteristiche dell'interfaccia solido-li-quido. Un semplice modello è rappre-sentato da un'interfaccia piana. Da unlato della interfaccia, in accordo conquesto modello, tutti gli atomi sono al-lo stato liquido. Dall'altro lato dell'in-terfaccia essi sono allo stato solido esono situati esattamente nelle posizio-ni che competono loro nel reticolo cri-stallino caratteristico di quella sostanza.
Un altro modello prospettato dal miocollega J.W. Cahn al MassachusettsInstitute of Technology, rappresentaun'interfaccia diffusa (si veda l'illustra-zione in basso a sinistra nella paginaa fronte). In questo modello il limitefra il liquido e il solido non è ben de-
finito. Alcuni degli atomi dal lato « li-quido » della linea sono situati nelleposizioni che competono loro nel reti-colo cristallino, come in un solido, ealcuni degli atomi dal lato « solido »non si trovano nell'esatta posizione lo-ro competente.
Il secondo modello è probabilmentela più realistica rappresentazione del-l'interfaccia in un metallo che sta so-lidificando. Bisogna dire tuttavia chesu questo soggetto mancano buoni la-
vori sperimentali. È necessaria unaperfetta comprensione della strutturaatomica all'interfaccia, poiché sono iprocessi che hanno luogo a questo li-vello che determinano le direzioni pre-ferenziali di crescita dei cristalli nelledendriti, nonché la comparsa o l'assen-za sulle dendriti stesse, durante la so-lidificazione, di regioni dette faccet-te (facce piane di cristalli a crescitalenta).
Tenendo conto di questo panorama
di osservazioni generali sulle strutturee sui processi di solidificazione, pre-senterò alcuni esempi dei più recentiprogressi nella teoria e nella praticadella solidificazione e illustrerò comequeste ultime abbiano interagito fra diloro. Gli esempi vengono riportati perla loro significatività e per il fattodi aver permesso una maggiore cono-scenza del processo di solidificazione.Essi riguardano fenomeni che avvengo-no in differenti ordini di grandezza.
50
51
-
La crescita di una dendrite in una fusione normalmente è ac-compagnata da un processo che la rende sempre più grossolana.All'inizio(1)la spaziatura dei bracci di una dendrite è dappertuttosottile. Mentre la solidificazione procede entro la forma (2), solopochi bracci continuano a crescere. Altri fondono, cosicché la
spaziatura dei bracci diventa progressivamente più ampia (3).Una spaziatura sottile dei bracci di dendrite, che si risolve conpiccoli grani nel prodotto finito, è assai desiderabile per colatedi alta qualità. Perciò quanto più presto il fonditore può frenareil processo di ingrossamento, tanto migliore sarà la colata.
1
CONO DI RITIRO
SEGREGAZIONE A
V
vv
SEGREGAZIONE----SOTTO
LA MATEROZZA
SEGREGAZIONE V
La moltiplicazione delle dendriti è un fenomeno della solidifica-zione scoperto recentemente che apre notevoli prospettive di mi-glioramento delle colate. Mentre una dendrite cresce (1), alcunibracci fondono staccandosi dalle loro radici e vengono trasportatialtrove dalla convezione (2). La convezione inoltre riduce la tem-
peratura nella massa liquida, cosicché quando il braccio staccatoarriva nella sua nuova posizione può crescere entro un nuovo gra-nulo. Scuotendo la fusione la moltiplicazione viene favorita.Agitando dolcemente risultano granuli fini e dendriti equiassia-li, agitando vigorosamente si ottengono colate non dendritiche.
È stato trovato che la spaziatura deibracci delle dendriti, in una data lega,dipende in ampia misura e forse unica-mente dalla velocità di raffreddamento.Inoltre essa non varia molto da lega alega. L'importanza della spaziatura ri-siede nel fatto che le proprietà mecca-niche e molte altre caratteristiche diparecchie leghe colate, ovvero di mate-riali lavorati da lingotti, dipendono no-tevolmente dalla spaziatura. Per esem-pio, raffreddando una lega di allumi-nio, colata in una forma di sabbia, inmodo da ottenere una sottile spazia-tura dei bracci delle dendriti, è possi-bile produrre colate di alta qualità diresistenza a trazione e di carichi dirottura più elevati che non quelli dellecolate ordinarie. Tale principio è sta-to applicato per molti anni dall'indu-stria della fonderia dell'alluminio perprodurre colate di alta qualità de-stinate all'industria aerospaziale. Unasiffatta tecnica è stata ricavata dallericerche di base sulle relazioni esistentifra procedimento di solidificazione estrutture, ricerche compiute presso ilMIT per più di vent'anni.
MATEROZZA
Aspetti macroscopici caratteristici dellasolidificazione appaiono in un lingotto diacciaio pesante parecchie tonnellate. Essicomprendono la formazione del cono diritiro sotto la materozza, che è un ser-batoio di metallo fuso destinato ad as-sicurare un completo riempimento dellaforma. Sotto la materozza si trovano va-rie forme di segregazione, che sono se-parazioni di elementi leganti durante lasolidificazione. Esse comprendono una re-gione rettangolare ricca di soluti, segrega-zioni a forma di A simili a « lentiggini »descritte nel testo e segregazioni a forma diV. Le segregazioni sono difetti che una buo-na tecnica di colata cerca di minimizzare.
Mediante processi (o con controllisui processi) tesi a ottenere una sotti-le spaziatura dei bracci di dendrite,si ottengono oggigiorno leghe di altaqualità, che possono essere lavorateall'utensile ad alta velocità. Gli esem-pi possono riguardare leghe di allumi-nio ad alta resistenza oppure acciaiper utensili di eccezionale qualità. Leproprietà degli oggetti finiti che presen-tano una sottile spaziatura dei braccidi dendrite risultano notevolmente etalvolta enormemente migliori di quel-le dei materiali convenzionali.
Il segreto per ottenere una sottilespaziatura dei bracci di dendrite con-siste nell'impiegare un'elevata veloci-tà di raffreddamento. Un metodo perconseguire una tale rapidità può esseresemplicemente il colare lingotti più pic-coli. Altri sistemi consistono sia nel-l'aumentare il raffreddamento con ac-qua in gettate a raffreddamento diretto,che nell'usare il processo di rifusionedelle scorie da forno elettrico, ed infi-ne nel fare billette per compattazionedi goccioline liquide atomizzate.
La spaziatura dei bracci di dendritein goccioline atomizzate è in effettimolto sottile. Una lega di corrente in-teresse nell'industria prodotta in que-sto modo è l'IN 100, una superlega abase di nickel, contenente cobalto, mo-libdeno, titanio, alluminio e altri ele-menti. Nella forma ottenuta per cola-ta questa lega presenta una resistenzamassima a trazione di 100 chilogram-mi per millimetro quadrato. Essa è do-tata di un allungamento dell'un percento soltanto, cioè sotto prova puòessere allungata solo dell'un per centodella sua lunghezza originaria prima dirompersi; di conseguenza è difficile oquasi impossibile da lavorare. Se que-sta lega viene ottenuta per compatta-zione, presenta una resistenza a tra-zione di 155 chilogrammi per millime-tro quadrato e, con un allungamentodel 18 per cento, può più facilmente es-sere lavorata. Questo materiale, con lafine struttura delle sue dendriti e lepiccole dimensioni dei suoi granuli,rappresenta l'ideale per impieghi a tem-perature al di sotto di circa 760 gradiCelsius.
La possibilità di conseguire miglio-ramenti facendo in modo di ottenereuna sottile spaziatura dei bracci di den-drite non è limitata alle sole leghe me-talliche. Notevoli miglioramenti sonostati recentemente ottenuti nelle pre-stazioni di abrasivi a base di allumi-nio-zirconio, in special modo dalla Nor-ton Company con i suoi abrasivi ZF eZS. La polvere abrasiva, in questi pro-dotti, viene fusa e colata prima di es-sere polverizzata e incorporata nellemole. Il miglioramento nelle prestazio-
ni, che risultano circa doppie di quelledei convenzionali abrasivi, viene otte-nuto controllando il procedimento dicolata in modo da ottenere una sotti-le spaziatura dei bracci di dendrite.
perché la spaziatura dei bracci di den-drite è così grandemente (e in ap-
parenza unicamente) dipendente dallavelocità di raffreddamento? L'impor-tanza pratica della spaziatura ha con-dotto a un considerevole lavoro di ri-cerca su questa fondamentale questio-ne, in parte anche nella speranza ditrovare qualche altro mezzo di control-lo della spaziatura. Al giorno d'oggi, atale questione è stata ampiamente for-nita una risposta, che è risultata af-fatto diversa da quanto ci si potesseaspettare.
Si è scoperto che quando una dendri-te sta crescendo in seno a una fusione,la spaziatura dei bracci è dapprimamolto sottile, anche se la solidificazionesta procedendo lentamente. In un se-condo tempo, mentre la solidificazioneprocede in un determinato luogo, soloqualcuno dei bracci continua a cresce-re. Altri si rifondono, cosicché, col pro-gredire della solidificazione la spazia-tura diviene man mano più ampia. Es-senzialmente, quindi, la spaziatura de-finitiva dei bracci è determinata da unprocesso che tende a rendere più gros-solane le dendriti. (Questa conclusionepuò essere tratta dalle ricerche fatteda T.Z. Kattamis, ora all'Università delConnecticut, quando era assistente nelmio laboratorio.) Tanto meno tempoil fonditore permette che questo pro-cesso continui, tanto più fine risulte-rà la spaziatura.
Le colate con struttura completamen-te colonnare possono essere prodotteriducendo la convezione a un bassovalore e assicurandosi che non sianopresenti particelle eterogenee in gradodi produrre qualche effetto particolare.Questi obiettivi sono ottenuti sottraen-do calore, in una sola direzione, attra-verso una sola faccia della colata. Nel-la maggior parte dei metalli l'orienta-zione dei cristalli nelle immediate vi-cinanze della faccia fredda risulta ca-suale, ma successivamente si spingonoin fuori, rispetto ai loro predecessori,i granuli orientati più favorevolmen-te. Ne risulta una struttura colonnare.Le colate ferrose e quelle di superleghe,prodotte in questo modo, presentano inmodo tipico una miglior duttilità a tem-peratura ambiente e una miglior resi-stenza alle alte temperature di quellea strutture equiassiali.
per mezzo di opportune tecniche, co-me per esempio facendo crescere il
granulo attraverso un piccolo foro o
attorno a diversi spigoli, è possibile ot-tenere una struttura costituita da un so-lo granulo cristallino. La struttura pos-siede perciò un'orientazione preferen-ziale sia perpendicolare all'asse di cre-scita sia parallela ad esso. La colata nonpresenta confini tra differenti dominicristallini, benché abbia una strutturadendritica. Queste strutture unidire-zionali hanno proprietà ancora miglio-ri, come per esempio la resistenza al-
l'usura, che non le colate con struttu-ra colonnare.
Le strutture colonnari presentano al-tri vantaggi. In una lega tipo amico,per esempio, la massima energia otte-nibile in una struttura colonnare èdoppia di quella che può essere otte-nuta in una lega equiassiale. Perciòmolti magneti di alnico sono fatti conuna struttura almeno parzialmente co-lonnare.
Altri articoli in questa rivista han-no descritto l'importanza di materialicompositi, nei quali due materiali so-no compenetrati in modo tale da pre-sentare proprietà che sono superiori (oradicalmente diverse) rispetto a quelledi ciascun singolo materiale. Normal-mente i due materiali sono compenetra-ti meccanicamente, come, per esempio,quando fibre ad alta resistenza vengo-no conglobate entro una matrice di re-
52 53
-
sina epossidica. Materiali compositi pos-sono essere prodotti in un solo stadio dicolata , ourché il valore di G/R sia te-nuto abbastanza alto. A valori inter-medi, come ho menzionato prima, siottiene una struttura cellulare. In unalega che, dopo la solidificazione, pre-senta due fasi, o componenti, la cola-ta effettuata a un valore di G/R ancorpiù elevato fa diventare le cellette gra-dualmente più basse e anche più pic-cole in sezione trasversale, finché daultimo si presentano come cacciate in-dietro nella parte completamente soli-da dell'interfaccia. A questo valore cri-tico di G/R si ottiene una solidificazio-ne su di una fronte piana di materialecomposito, cui ho accennato prima.Una struttura così prodotta è chiama-ta composizione in situ. Per molti an-ni si è saputo che la solidificazione suuna fronte piana poteva essere ot-tenuta, in leghe a una sola fase, man-tenendo un valore di G/R sufficiente-mente alto. Solo recentemente, graziealle ricerche svolte nel mio laboratorioda parte di F.R. Mollard, si è chiaritoche anche materiali compositi a duefasi potevano essere prodotti con lostesso procedimento tecnico.
Studi su sistemi modello a bassa tem-peratura di fusione come leghe di sta-gno e piombo, e su leghe di alluminio--rame-nickel sono stati di grande aiutonello sviluppo e nella comprensionedei principi fondamentali del processodi solidificazione nei materiali compo-siti in situ e nel definire le condizionidi crescita necessarie per produrre si-mili strutture in leghe ad alta tem-peratura di fusione, che sono attual-mente al centro dell'interesse pratico.A scopo sperimentale H. Bibring e isuoi colleghi del French National Of-fice of Aerospace Studies and Researchhanno prodotto una lega composita insitu di bacchette di carburo di tantalioin una matrice di cobalto. Questa le-ga e altre ancora hanno proprietà no-tevolmente migliori di quelle delle su-perleghe convenzionali, e pertanto sistanno compiendo grandi sforzi per svi-
Una serie di strutture diverse può essereottenuta, in leghe a più componenti soli.dificate secondo una direzione preferen.ziale, variando G/R, che è il gradientetermico diviso per la velocità di crescita.Le strutture che qui appaiono in ordineper G/R crescente in una lega a tre fasi,comprendono una struttura con granuliequiassiali, un eutettico a due fasi e un eu-tenie° a tre fasi (a), delle dendriti allineatea una sola fase con celle eutettiche a duefasi e materiale composito allineato a trefasi (b), delle cellule allineate di ognitipo di fase (e), delle cellule allineatedi una sola fase con materiale compo.sito allineato a tre fasi (d) e una composi.zione alternata a tre fasi allineate (e).
luppare procedimenti pratici di produ-zione adatti alle palette per turbine agas in modo da ottenere che presentinoqueste microstrutture del tipo a com-posizione in situ.
Negli ultimi anni sono stati studia-ti con grande attenzione gli aspettiteorici della crescita dei materiali com-positi in situ e delle strutture ottenu-te a valori intermedi di G/R. Questericerche proseguiranno certamente. Ri-mangono ancora da studiare molti argo-menti assai interessanti e importanti, peresempio come si possono aggirare lerestrizioni del valore di G/R per otte-nere determinate strutture, come que-ste ultime cambino agli angoli e pressogli spigoli e come avvenga la solidifica-zione quando una o più fasi presen-tano il fenomeno della sfaccettatura.
Rivolgendosi ora alle caratteristichemacroscopiche determinate dal pro-cesso di solidificazione bisogna nota-re innanzitutto che i nuovi processi difabbricazione dei lingotti sviluppati nel-l'ultimo decennio hanno prodotto il ve-rificarsi di forme impreviste di segre-gazione nelle colate. Come ho già men-zionato la segregazione è un difettodi colata che risulta dalla separazio-ne degli elementi leganti nel corso del-la solidificazione. Le nuove forme disegregazione comprendono « lentiggi-ni » nei lingotti prodotti in forni a elet-trodi consumabili e un fenomeno di se-gregazione inversa lungo la linea cen-trale (un'impoverimento dei soluti in-vece del normale arricchimento, che siverifica presso il centro della colata)nei processi di colata continua (si ve-da l'illustrazione a pagina 52).
Le spiegazioni classiche delle segre-gazioni non sono più sufficienti a chia-rire queste nuove forme. Si è fatto per-ciò un ampio lavoro di ricerca di basesu questo problema, lavoro che ha for-nito delle spiegazioni completamentenuove. Queste spiegazioni, introdotteper la prima volta da Robert Mehrabiane altri quando erano studenti nel miolaboratorio, e che ormai si sono con-fermate pienamente esatte, hanno por-tato successivamente a progressi signifi-cativi nei processi di fabbricazione deilingotti, riducendo o eliminando le se-gregazioni.
Un esempio assai semplice è il tipodi segregazione che spesso si trova sot-to la « materozza » nei grossi lingotti(una materozza è un serbatoio isolatoposto in cima a una forma per lingotti.Il serbatoio contiene metallo fuso chescorre dalla materozza verso il bassoper compensare la contrazione che siverifica nel metallo del lingotto duran-te la solidificazione). In accordo conla scienza tradizionale, la segregazio-ne in questo caso risulta dal fatto che
quest'area solidifica dopo il grosso dellingotto, cosicché l'elemento legante(per esempio il carbone) vi è spinto dalfronte di solidificazione che avanza.
Il lavoro sperimentale più recenteha mostrato che questo tipo di segre-gazione appare solo quando il procedi-mento di colata nella materozza è ina-deguato, risultando un gradiente ditemperatura negativo durante la solidi-ficazione della materozza. In questacircostanza la struttura entro la mate-rozza o immediatamente sopra di es-sa presenta negli spazi interdendriticiliquido più freddo e più ricco di so-luto sopra un liquido più caldo e piùpovero di soluto. Di conseguenza sistabiliscono delle correnti di convezio-ne nelle regioni interdendritiche; esseportano in basso il liquido ricco di so-luto e ne provocano la segregazioneche è stata osservata. Il problema puòessere eliminato migliorando l'utilizza-zione della materozza.
In un ordine di grandezza inferiore aquello dei bracci di dendrite, le in-
clusioni costituiscono un'importante ca-ratteristica strutturale. Esse interessa-no la finitura superficiale del lingotto,la lavorabilità e il comportamento mec-canico delle colate in forma definitivao dei prodotti ulteriormente lavorati.Nel passato si è prestata molta atten-zione agli aspetti termodinamici dellaformazione di inclusioni. Solo recente-mente le inclusioni sono state viste co-me un problema nel campo dei pro-cessi di solidificazione.
Le inclusioni possono formarsi pernucleazione, moltiplicazione e crescitadendritica esattamente come la fasemetallica fondamentale. Esse possonocrescere prima o durante la crescitadella fase metallica. Esse interagisconocon le fasi metalliche in crescita inmolti modi diversi. La solidificazionedel metallo per nucleazione sembra av-venire di preferenza sulle inclusioni.Talora alcune inclusioni vengono in-trappolate dal metallo in crescita, comeper esempio gli ossisolfuri nell'acciaio,e talora sono spinte entro gli spazi in-terdendritici come succede di solito perle inclusioni di silice e di allumina.
Un problema particolarmente inte-ressante in cui sono implicate le inclu-sioni è la solidificazione isotermica,che avviene (per considerare un solo ca-so) durante la deossidazione dell'ac-ciaio con alluminio. Quando l'allu-minio è aggiunto all'acciaio fuso con-tenente ossigeno, la tendenza dell'ossi-do di alluminio a solidificare isoter-micamente è molto forte. La solidifi-cazione di questa fase ha luogo ra-
pidamente, in apparenza limitata solodalla convezione e dalla diffusione del-l'alluminio nella fusione. Un gran nu-mero di inclusioni con strutture di-verse sono state trovate nelle fusionideossidate con alluminio, comprese lestrutture dendritiche, quelle con sfac-cettature e quelle a grappolo.
Una spiegazione possibile, sebbenenon ancora provata, della presenza diqueste diverse strutture è quella di unaloro formazione sequenziale. Le den-driti fini si formano per prime a cau-sa della forte tendenza a solidificaredell'ossido di alluminio. Poi le dendri-ti si separano per il processo di molti-
plicazione. Infine le inclusioni colli-dono e in parte si uniscono.
Un altro campo in cui si sono otte-nuti notevoli progressi è quello relativoalla comprensione del fenomeno dellamoltiplicazione dendritica che ho men-zionato prima. Fino a poco tempo fa sipensava che tutti i nuovi grani nellecolate e nei lingotti derivassero da fe-nomeni di nucleazione, con i nuclei ge-nerati nel modo descritto dalle teorieclassiche della nucleazione omogenaed eterogena. Ora sappiamo che questavisione non è esatta. Infatti sembraprobabile che, almeno nell'acciaio, lamaggior parte dei grani (forse tutti
Una colata d'alluminio di alta qualità è stata fatta per ottenere una parte della strut.tura di un aeroplano. Una sottile spaziatura dei suoi bracci di dendrite, ottenuta con unopportuno raffreddamento della forma di fusione, le conferisce un'elevata resistenza.
54
55
-
fuorché uno) derivino dal processo dimoltiplicazione delle dendriti (si vedal'illustrazione in basso a pagina 53).
Una dendrite, una volta che si è for-mata, diventa subito fortemente in-stabile a causa dell'ampiezza della suaarea superficiale. Quest'area può esse-re ridotta dai processi di arrozzamen-to che ho discusso sopra. Ne risultauna diminuzione nel numero dei braccidi dendrite man mano che la solidifica-zione procede. Lo stesso processo tut-tavia può anche provocare la fusionedei bracci o la loro completa dissoluzio-ne. Il processo è favorito dalla conve-zione che trasmette le sollecitazioni ter-miche all'estremità delle dendriti, pro-vocando in esse anche degli stiramen-ti, e inoltre ha l'effetto di trasportareil braccio di dendrite fuso in un al-tro posto, dove esso può diventare unnuovo granulo, e di ridurre il gradien-te di temperatura nella massa liquidain modo tale che il braccio staccato pereffetto della fusione si scioglie menofacilmente mentre viene trasportato nelliquido.
Se questo meccanismo di moltiplica-zione e la sua efficacia fossero stati co-nosciuti prima, avremmo speso moltomeno tempo e denaro nel cercare difavorire la nucleazione eterogenea (equindi la struttura a grani fini) con tec-niche del tipo di far vibrare la forma edi applicare onde ultrasoniche alla fu-sione in via di solidificazione. Infatti,se esaminiamo gli scarsi successi otte-nuti negli esperimenti sulla affinaturadei grani per mezzo di questi metodi,appare del tutto probabile che anchequesti affinamenti siano attribuibili allamoltiplicazione dei granuli, e che ri-sultati uguali o anche migliori possa-no essere ottenuti muovendo piano lafusione, come ora si fa nei processi diinteresse commerciale per ottenere unformato fine dei granuli.
Quando la fusione è agitata con par-ticolare vigore si ottiene un'interessan-te struttura non dendritica. Essa è lastruttura identificata come « equiassia-le non dendritica » nell'illustrazione apagina 50. Questa struttura e le sueproprietà reologiche, uniche per il me-tallo, sono state osservate per la pri-ma volta da David Spencer durante ilsuo lavoro di laurea al MIT. Egli soli-dificò parzialmente una lega di stagnoe piombo tra due cilindri controrotan-ti. Si trovò che la struttura che ne ri-sultava, costituita da piccoli sferoidisolidi sospesi in ,un liquido, scorrevacome una torbida.
Da questo fatto risultò evidente chela sospensione parzialmente solidifica-ta, qualora fosse vigorosamente agita-ta, poteva essere modellata con proces-si convenzionali di gettata per mezzo
di colate in conchiglia, o (se la fra-zione di solido era più elevata) forgian-do o pressando. Degli studi più appro-fonditi condotti sia nel mio laborato-rio al MIT sia nell'industria hannodimostrato l'applicabilità di queste tec-niche di modellazione della torbida.
Finora tutte le tecniche di modella-zione del metallo di importanza com-merciale sono state applicate o al me-tallo completamente solido o al metal-lo completamente liquido. La ragionedi questo fatto è, in primo luogo, chei fonditori non potevano gettare le lo-ro colate in modo soddisfacente quan-do le dendriti solide cominciavano aformarsi, e, in secondo luogo, che i so-lidi non pOtevano essere lavorati in mo-do soddisfacente quando era presentedel liquido. La struttura unitaria che siottiene agitando fortemente il metallodurante la solidificazione sembra supe-rare entrambe queste difficoltà e porrele basi per lo sviluppo di processi piùprogrediti o completamente nuovi nelcampo della modellazione del metallo,che promettono di rivelarsi più econo-mici di quelli attuali.
Un campo di applicazione di questoprocesso che è attualmente in fase distudio è quello della colata in conchi-glia di metalli a punto di fusione relati-vamente alto, particolarmente delle le-ghe ferrose. Allo stato attuale esse nonvengono colate in conchiglia in quan-tità significativa perché lo shock termi-co per le componenti del metallo, com-prese quelle della forma, è così graveche la vita di queste componenti risul-ta troppo breve. Dalla colata di mate-riali viscosi, quali le leghe semisoli-de o del tipo delle torbide, può risultareuno shock termico molto contenuto al-la superficie dello stampo.
Un'altra interessante applicazione perla modellazione di metalli semisolidi èla colata di materiali compositi. Peresempio il 30 per cento di carburo disilicio in una matrice di lega di allu-minio. Una grande varietà di materialigranulari o fibrosi può essere mescola-ta facilmente in un metallo semisoli-do agitato. Essi possono essere consi-derati come •una dispersione, perché ilsolido presente nella miscela impedisceloro di fluttuare e di agglomerarsi. Cisi può attendere che pezzi prodotti inquesto modo abbiano miglior resistenzaall'abrasione. Sono possibili anche ap-plicazioni nel campo delle leghe anti-frizione. Questo metodo può anche for-nire un mezzo pratico di abbassare ilcosto e il peso di colate in conchigliache non debbano presentare un'elevataresistenza. Si può anche intravvedereuna tecnica per la quale la lega possaessere diluita in fase di fusione conmateriale di tipo vetroso.
ESPParapsicologia e fenomeni dell'insolito
diretto da Piero Cassoli
DAL SOMMARIODEL NUMERO 2:
— ESP e Scienzadi R.A. Mc Connel
— Gli "altri" stati di coscienzae la scoperta del "SE"di S. Krippner
— Il caso del Piccolo T rianondi U. Dettore
— Fenomeni paranormali trauomini e animalidi E. Schwarz
— Bridey Murphy: un affasci-nante caso di reincarnazionedi P. Huby
— Un grande medium italianodi M. Inardi
— La parapsicologia come viaalla conoscenzadi G. di Simone
— Il ritratto degli spiriti di Bel-m ezdi C. Nager
— L'indemoniata di Bengueladi O. Gonzalez-Oueyedo
— Nel 2000 vivremo cosìdi P. Kolosimo
ed altre interessanti rubriche eservizi sui fenomeni più inquie-tanti del nostro tempo.
IN EDICOLADAL 15 APRILE
56
Page 1Page 2Page 3Page 4Page 5