Italia Grafica - Febbraio 2008
88
-
Upload
marcello-oddini -
Category
Documents
-
view
250 -
download
2
description
Italia Grafica - Febbraio 2008
Transcript of Italia Grafica - Febbraio 2008




sommariofebbraio 2008
N˚01 – Anno LXIII – febbraio 2008
Direzione, redazione, abbonamenti, amministrazione e pubblicità:
Casa Editrice Tecniche Nuove SpAVia Eritrea, 21 • 20157 Milano • Italia tel. 02390901 – 023320391 • www.tecnichenuove.com
Direttore responsabile: Giuseppe Nardella
Direttore tecnico: Ester Crisanti
Direttore editoriale:Marcello Oddini • tel. 0239090352 [email protected]
Redazione: Alessandro Battaglia Parodi • tel. [email protected] 0239090302
Progetto gra� co:Franco Beretta • tel. 0239090239 [email protected]
Hanno collaborato a questo numero:
Fabrizio Colombo, Paolo Crespi, Ester Crisanti,
Antonio D’Auria, Chiara Italia, Fabio Metitieri,
Fulvio Moizo, Maria Luisa Romiti, Fabio Santoro,
David Serenelli, Moreno Soppesa, Vauro Senesi.
Abbonamenti:Luisa Branchi (responsabile) [email protected] Caltagirone • tel. 02 390 902 [email protected] Domenica Sanrocco • tel. 02 390 902 [email protected] fax [email protected]
Relazioni pubbliche: Sergio Savona
Vendita spazi pubblicitari: Fabio Zandonà • tel. 0239090393 • 335248541 [email protected]
Coordinamento stampa e pubblicità: Fabrizio Lubner (responsabile)Tina Renzulli • tel. [email protected]
Pubblicità: Via Eritrea, 21 • 20157 Milano • tel. 02390901
Stampa: Litorama Spa • via Bernardo Quaranta 44 • (MI)
Copertina: immagine di Oliver Weiss.
Carta GardaCover Hi-Fi 215 g/m2 di Cartiere del Garda
Responsabilitàla casa editrice non assume alcuna responsabilità nel caso di eventuali errori
contenuti negli articoli pubblicati o di errori in cui fosse incorsa nella loro
riproduzione sulla rivista. Tutte le pubblicazioni su Italia Grafica avvengono senza
eventuali protezioni di brevetti d’invenzione; inoltre, i nomi delle merci coperti
da eventuale marchio registrato vengono utilizzati senza tenerne conto.
© 2008 Tecniche Nuove SpA La riproduzione di illustrazioni e articoli pubblicati dalla rivista, nonché
la loro traduzione, è riservata e non può avvenire senza espressa
autorizzazione della casa editrice. I manoscritti e le illustrazioni inviati alla
redazione non saranno restituiti anche se non pubblicati e la casa editrice
non si assume responsabilità per il caso che si tratti di esemplari unici.
Associato a: A.N.E.S.ASSOCIAZIONE NAZIONALE
EDITORIA PERIODICA SPECIALIZZATACONFINDUSTRIAADERENTE A
Tari� e degli abbonamenti:
Annuale (10 numeri) 60 € • Biennale (20 numeri) 120 €
Annuale Europa 100 € • Annuale Extra-Europa 140 €
Per abbonarsi a Italia Gra� ca è su� ciente versare
l’importo sul c/c postale 394270 oppure a mezzo vaglia
o assegno bancario intestati a Tecniche Nuove Spa
Via Eritrea 21 • 20157 Milano
Gli abbonamenti decorrono dal mese successivo
al ricevimento del pagamento.
Copia singola: 2,50 €
(presso l’editore, � ere e manifestazioni)
Copia arretrata (se disponibile): 5,00 €
+ spese di spedizione
Italia Gra� ca è l’organo u� ciale dell’Associazione
Nazionale Italiana Industrie Gra� che Cartotecniche e
Trasformatrici • Piazza della Conciliazione 1 • 20123
Milano • tel. 024981051, 024980268 • fax 024816947
ISSN 0021-2784Poste Italiane Spa - Spedizione in abbonamento postale
D.L. 353/2003 (convertito in Legge 27/02/2004 n° 46)
art. 1 comma 1 - DCB Milano.
Registrazione presso il Tribunale di Milano N° 220 del 16/7/48
Tecniche Nuove è iscritta al ROC – Registro degli Operatori
della Comunicazione con il n° 6419 (delibera 236/01/Cons
del 30/6/2001 dell’Autorità per le Garanzie nelle Comunicazioni).
L’immagine di copertina è di Oliver Weiss.
www.italiagrafi ca.com
Editoriale 3 Organizzazione: un’ancora
di salvezzaEster Crisanti
4 News dalle aziendePaolo Crespi
PackagingTrend sociali e di mercato
14 Guardare e soprattutto toccareChiara Italia
Dal mondo Assografi ciFlessografi a e innovazione
16 Atif incontra il settoreEster Crisanti
FormazioneIl punto d’incontro tra scuole e aziende
20 Un Polo aperto all’innovazioneMaria Luisa Romiti
Stampa offsetUn decisivo progresso in termini di tecnologia e professionalità
24 Anilox offset e waterless: chimera o realtàFabrizio Colombo
InnovazioneL’inkjet abbinato alle varie tipologie di stampa
28 Stampa di dati variabili: soluzioni alla portata di tuttiMaria Luisa Romiti
DOSSIER REPURPOSINGLe conversioni di «riseparazione»
32 I segreti di un corretto repurposingFabio Santoro
Due esempi aziendali di successo
36 La prova su stradaE. C.
Il software per ottimizzare lo spazio colore
39 Alwan CMYK OptimizerF. S.
LegaleL’affi damento dei lavori ad aziende esterne
43 Aumentano gli obblighi e le responsabilità per chi appaltaFulvio Moizo
NormativeGli standard nella fi liera del food
47 La sicurezza alimentare nel packagingAntonio D’Auria
SPECIALE LEGATORIALo stato dell’arte
50 Finishing digitale: un esempio concretoDavid Serenelli
La documentazione professionale di Taga
54 L’importanza della pianifi cazione del lavoroAlessandro Battaglia Parodi
Tutte le novità di Müller Martini
57 Sistemi fl essibili per produzioni veloci ed economichePaolo Crespi
Il boom delle copertine economiche
61 L’arte della plastifi cazione secondo GbcFabio Metitieri
Lavorazioni speciali e di alta qualità
64 Alchimie d’ArtiereMoreno Soppelsa
La tradizione di una gloriosa stamperia
68 Valdonega val bene una stampaM. S.
71 Corsi e seminari
76 Eventi e appuntamenti
80 I numeri dell’industria grafi ca
83 Biblioteca
84 Fine lineaVauro
14 28 32 50

febbraio 2008 3italiagraFica
editoriale
di Ester Crisanti^
organizzazione:
un’ancora di salvezz
a
come mai alcune aziende lottano per sopravvivere o chiudono mentre
altre guadagnano e si ingrandiscono? Perché molti imprenditori si
lamentano dei margini di guadagno inesistenti e altri ancora continuano
a investire in tecnologie di prestampa e macchine sempre più produttive?
Evidentemente nel settore grafi co si può ancora guadagnare e crescere;
però solo alcune aziende sembrano essere in grado di cogliere le opportunità.
Molte le cause di questa situazione. Noi ci vogliamo soffermare su una di
esse, particolarmente grave e diffusa e, a ben vedere, anche di semplice
individuazione: è la mancanza di organizzazione, sia tecnica sia gestionale,
a penalizzare molte aziende che sono così costrette a sprecare tempo, risorse
umane e materiali per raggiungere gli obiettivi imposti dal mercato.
Sono fuori controllo i tempi in prestampa, approssimativo il prefl ight, poco diffuse
le automazioni atte a risolvere problematiche senza l’intervento umano, discutibili
le prove colore o le incongruenze tecniche tra bozze/prove/cianografi che/forme
di stampa. Insomma, tutti questi elementi insieme rappresentano la causa dei
frequenti rifacimenti in stampa o dei lunghi avviamenti macchina (con conseguenti
sprechi di carta) fatti per arrivare a condizioni di stampa accettabili, e comunque
lontane da uno standard qualitativo. E questi sono solo alcuni dei segni più evidenti
di una carente organizzazione e di una mancanza di cultura manageriale, dove le
forme di controllo gestionale e operativo sono inesistenti oppure non rispettate.
Spesso i problemi nascono già all’inizio, in fase di generazione della
commessa. Informazioni incomplete o sbagliate sono la prima causa delle
«sorprese» che la prestampa si trova a gestire, mentre la mancanza o
inaffi dabilità delle prove colore costringono la sala stampa a intervenire
sulla macchina per raggiungere condizioni spesso impossibili.
Situazioni di questo tipo vanifi cano gli sforzi di una pianifi cazione della produzione,
rendono diffi cile la preventivazione, gestione e controllo degli eventuali lavori dati
all’esterno e, di conseguenza, il rispetto dei tempi di lavorazione previsti.
Eppure rimediare a questi problemi non è impossibile: gli strumenti e le metodologie
ci sono, devono crederci però, per primi, l’imprenditore, il direttore tecnico e i capi
reparto; sono loro a dover rivedere i processi e l’organizzazione nell’ottica di ottimizzare
il lavoro favorendo il passaggio delle informazioni da una fase all’altra e codifi cando
le procedure produttive volte a standardizzare e rendere ripetibili i processi.
Certo lo sforzo iniziale è notevole, bisogna saper motivare i propri collaboratori
e avere la costanza di insistere sulla strada intrapresa; con queste premesse
il benefi cio che l’azienda potrà trarre nel medio periodo è però garantito.

febbraio 20084 italiagraFica
news dalle aziende
stampa e imballaggi, sempre
più sensibili al problema
dello sviluppo sostenibile.
La divisione, insieme ad altri
fornitori leader in materiali e
impianti, da SunChemical a
EskoArtwork, sta svolgendo
un ruolo primario nello
sviluppo di soluzioni mirate a
raggiungere una «fl essografi a
perfetta». In fi era, le quattro
aree dimostrative ruoteranno
attorno al tema «innovazione
sostenibile»: impatto
ambientale Flexo e Cyrel,
soluzioni per l’imballaggio
fl essibile con grandi volumi,
automazione dei fl ussi
di lavoro fl essografi ci e
soluzioni digitali per il cartone
ondulato. Le nuove soluzioni
Cyrel rappresentano lo stato
dell’arte di ciò che oggi si può
ottenere con la fl essografi a.
Assieme a queste, sullo
stand DuPont si potranno
vedere altre soluzioni per
lo sviluppo di un packaging
sostenibile, i materiali
DuPont Tyvek Graphics e i
prodotti di autenticazione
DuPont Authentications.
di Paolo Crespi^
} dal mondo Assografi ci
Il settore grafi co assumeNell’agenda del settore grafi co è ormai
una felice consuetudine l’appuntamento
annuale organizzato dall’Associazione
Regionale Cnos-Fap - Centro di formazione
professionale Pio XI, reso più prezioso
quest’anno dalla presentazione di una
ricerca di settore, dal titolo: «Nuove
professionalità e possibilità occupazionali
nel settore della grafi ca e della stampa
della provincia di Roma». La ricerca,
realizzata dagli operatori del Centro, ha
visto intervistate più del 15% delle oltre
3mila aziende grafi che della Provincia di
Roma (che costituiscono oltre l’82% di
quelle della Regione Lazio) in ordine ai
propri fabbisogni formativi e alle possibilità
occupazionali che sono in grado di creare
nel prossimo futuro. Il dato più rilevante
e incoraggiante, come ha sottolineato il
direttore generale di Assografi ci Claudio
Covini, è che oltre il 30% delle aziende
intervistate ha intenzione di assumere nuovi
addetti nei prossimi due anni. Interessante
anche il dato sulle competenze richieste
ai possibili nuovi assunti, che dovrebbero
essere centrate sull’informatica (48%),
oltre che sulle discipline tradizionali (56%),
sul marketing e commerciale (36%), sul
sistema integrato di gestione (36%) e
naturalmente su quelle specifi che di settore
(72% prestampa e 52% stampa digitale).
F a
ntic
ipaz
ioni
Dru
pa
100 giorni a DrupaMancano meno di
quattro mesi al grande
appuntamento di Düsselsorf,
che si terrà dal 29 maggio
al 5 giugno, e le iniziative
intorno alla manifestazione
stanno iniziando a essere
sempre più numerose.
Per Drupa 2008 [www.drupa.de]
il conto alla rovescia è
dunque cominciato. E si
prevede già un successo
assai maggiore dell’ultima
edizione, avvenuta nel 2004,
che richiamò quasi 400mila
visitatori provenienti da tutto
il mondo, su una superfi cie
di oltre 160mila m²
di esposizione con 1.865
espositori presenti. E sarà
proprio il numero degli
espositori italiani, subito
secondi dopo la nutrita
compagine tedesca, a fare la
differenza quest’anno: sono
infatti 13mila i metri quadri
espositivi occupati dalle
aziende italiane, la stessa
superfi cie degli espositori
statunitensi, sintomo evidente
che la nostra industria
grafi ca cerca all’estero
uno sbocco vincente per
i propri prodotti e una
riconosciuta professionalità.
Un buon segnale per la
nostra bilancia commerciale,
in una congiuntura non
proprio favorevole.
Tutti gli operatori restano
intanto in attesa di
conoscere la nuova formula
di Drupa che prevede un
vero show delle tecnologie
digitali con l’assegnazione
di due nuovi padiglioni
interamente dedicati ai
maggiori protagonisti del
comparto, nuovi attori che
stanno aprendo le porte a
importanti e irrinunciabili
opportunità di mercato.
Flessografi a sostenibileA Drupa la divisione
Packaging Graphics di DuPont
[www.graphics.dupont.com],
costantemente impegnata
nel promuovere l’evoluzione
della fl essografi a, mostrerà
soluzioni concrete anche ai
produttori di beni di largo
consumo e ai buyer di
Claudio Covini,
direttore
generale
di Assografi ci.

febbraio 2008 5italiagraFica
News da HpHp ha siglato un accordo per l’acquisizione di Nur
Macroprinters Ltd., produttore di stampanti industriali digitali
a getto d’inchiostro per grandi formati. L’acquisizione estende
il portfolio Hp di stampanti digitali e wide format rivolto al
mercato delle arti grafi che e contribuisce a consolidare la
strategia Hp Print 2.0, che mira alla digitalizzazione della
stampa analogica, grazie al potenziamento delle capacità
di creazione dei contenuti digitali e della piattaforma di
publishing. Grazie all’accordo, Hp [www.hp.com] potrà inoltre
offrire nuove piattaforme e tecnologie Uv di media gamma.
Il secondo annuncio riguarda Graphistudio. L’azienda, con
sede ad Arba (PN), ha installato la sua quarta macchina da
stampa Hp Indigo 5500 per soddisfare le crescenti richieste
di prodotti fotografi ci, in particolar modo album fotografi ci
per matrimoni o per ricorrenze speciali. Le installazioni Hp
Indigo permettono di fornire alla clientela, costituita da
circa 30mila fotografi , album fotografi ci di ottima qualità.
La maggior parte dei clienti utilizza il sito web messo a
disposizione da Graphistudio [www.graphistudio.com], che
consente di inviare le fotografi e e gli ordini, e di ricevere il
prodotto ordinato nell’arco di una settimana in tutto il mondo.
Nasce Samor ItaliaLe aziende del Gruppo Samor Recordgraf e Bancolini di
Pianoro (BO) hanno uffi cializzato un accordo di fusione,
annunciando la costituzione di Samor Italia [www.samor.com],
operativa a partire dal 1° gennaio 2008. «Questo accordo
nasce dalla continua ricerca da parte di Samor di soluzioni
in grado di soddisfare un mercato che richiede sempre più
competenza e dinamicità»,
ha dichiarato Orazio
Samoggia, presidente del
gruppo. «Quest’operazione
fornisce a tutti noi nuove
e più intense motivazioni
per migliorare e crescere la
nostra posizione, sia come
produttori di materiale
di consumo attraverso
le fabbriche del Gruppo
Samor (Recordgraf per
i chimici, Verona Lastre
ed Efi Plate per le lastre, Supercolor e Budacolor per gli
inchiostri, Graphlito per i caucciù), che come distributori
di attrezzature prestampa e stampa di prestigiosi marchi
internazionali. Samor Italia rappresenta il primo passo verso
l’aggregazione delle altre aziende commerciali del gruppo
e una serie di altre iniziative volte a fornire un servizio
sempre più fl essibile ed effi ciente», ha aggiunto Samoggia.
La sede degli uffi ci amministrativi, tecnico-commerciali
e logistici di Samor Italia rimane invariata a Pianoro.
merge & acquisition
Orazio Samoggia, presidente
del Gruppo Samor.
} materiali
Cartone? No, Re-boardDieci studi di architettura
chiamati a progettare
nuove ipotesi di arredi in
cartone. Materiali leggeri,
sottili, design ecosostenibile
per arredare e gestire gli
spazi abitativi, creare nuovi
ambienti proponendo
suggestioni effi mere e
reversibili. Occasione,
la recente mostra «Città
Sottili» (Lucca, ex Real
Collegio di Lucca), che ha
proposto la realizzazione di
prototipi di tavoli di cartone.
Oltre a cartoni di uso più
comune, per l’allestimento,
curato dall’architetto Carlo
Pellegrini, e per lo sviluppo
di alcuni progetti, è stato
utilizzato Re-board, un
cartone innovativo del gruppo
Litorama [www.litorama.it],
composto al 15% da cartone
(riciclato) e all’85% da aria.
Resistente, adatto a sostituirsi
a truciolare, Mdf, laminati e
legno, il nuovo materiale è
disponibile in pannelli di varie
misure, con spessore variabile
di 8-16-22 mm, in grado
di supportare pesi enormi.
Rispetto agli altri materiali
rigidi, Re-board è fi no all’80%
più leggero e per questo è
molto facile da maneggiare
e montare. Inoltre i pannelli
possono essere stampati
direttamente con tecnologia
digitale, il che gli permette
di assumere qualsiasi
aspetto, immagine e colore.

febbraio 20086 italiagraFica
} approfondimenti
Quanto stiamo regalando al cliente?Edigit International ha promosso un ciclo
di incontri nelle principali città italiane,
per rifl ettere sulle problematiche dei costi
aziendali, del controllo di gestione e sulla
necessità di investire in organizzazione
per evitare di vedere erodere, giorno dopo
giorno, la marginalità della propria azienda.
Per tali incontri si è deciso di sollecitare i
partecipanti con uno slogan volutamente
provocatorio: «quanto stiamo regalando
al cliente?». L’amministratore del gruppo
Enrico Parisini ha illustrato la situazione del
comparto grafi co, presentando alcuni dati
signifi cativi relativi alle implementazioni
dei sistemi gestionali proposti da Edigit
[www.edigit.it]. Il dato più evidente è che su
un numero di oltre 1.300 installazioni su
tutto il territorio nazionale le aziende che
stanno utilizzando il sistema gestionale
per supportare in modo completo la
propria organizzazione sono molto poche.
Da qui l’importanza strategica, per ogni
realtà, di dotarsi di una propria analisi
dei costi di produzione e di scegliere una
metodologia consolidata, che permetta di
leggere in profondità il proprio business
e capire come si stanno impiegando
effettivamente le proprie risorse.
Grandissimo formatoHp annuncia che Gobet
Production SA, con sede
a Ginevra, è riuscita a
soddisfare la crescente
domanda di lavorazioni più
rapide, espandendo al tempo
stesso i propri servizi fi no
a includere la stampa di
poster per esterno, grazie
alla nuova Hp Scitex TJ8300,
uno dei sistemi di stampa più
veloci sul mercato, capace
di raggiungere la velocità
massima di 400 m²/ora
[www.hp.com]. Utilizzando gli
inchiostri Hp Scitex TJ100
Supreme a base di solvente,
resistenti per due anni alla
luce e alle emissioni Uv,
il sistema è ideale per la
stampa su carta patinata e
non, vinile autoadesivo, tela,
striscioni e bandiere. «Siamo
ora in grado di competere
con gli stampatori offset
grazie a macchine di grande
formato per tirature da
200 a 300 pezzi di poster
per esterni», dice Yvan
Gobet, partner fondatore
dell’azienda svizzera. «Questo
signifi ca che possiamo
stampare per i nostri clienti
parti complementari della
stessa campagna con la
garanzia che i rivestimenti
per i veicoli e i poster, per
esempio, avranno un’alta
qualità di stampa e un
colore omogeneo». Grazie a
questa tecnologia, Gobet si
è aggiudicata recentemente
una serie di lavori di alto
livello, tra cui una pubblicità
di grande formato, ad alto
F m
acch
inar
inews dalle aziend
e
Enrico Parisini,
amministratore
delegato di Edigit
International.
alla velocità di 42 m²/h, in
alta qualità, e di 60 m²/h
in modalità high speed.
La stampante assicura una
produttività elevata grazie a
caratteristiche tecniche di
ultima generazione, quali:
Mimaki Uiss (Uninterrupted
ink supply system),
l’innovativo sistema che,
utilizzando 4 cartucce per
colore, assicura il passaggio
«on the fl y» dalla cartuccia
vuota a quella piena;
controllo automatico del
funzionamento degli ugelli
tramite rilevamento laser;
impatto visivo, stampata
per decorare la facciata
di un centro commerciale
a Vevey, vicino a Ginevra.
Dimensioni record: 400 m².
Acquisti superwideA distanza di due mesi dalla
presentazione italiana di
Jv5-320, il plotter dedicato
al superwide format, Bompan
[www.bompan.it], importatore
esclusivo dei prodotti
Mimaki, ha incontrato Bsc di
Castellanza (VA). L’azienda,
che si affi da al brand
nipponico da diversi anni, ha
scelto di ampliare il proprio
parco macchine integrando
la Jv5 nel formato 3,20 m.
L’unità stampa immagini
vivide fi no a un’ampiezza
massima di 3,2 m,
regolazione del sistema di
alimentazione dei supporti
tramite uno speciale encoder.
A queste caratteristiche
si aggiunge un sistema di
tensionamento anteriore e
posteriore che mantiene il
materiale costantemente
teso durante tutta la fase di
stampa. Il tutto a vantaggio
dell’effi cienza e della
fl essibilità, indispensabili
per il nuovo corso della
comunicazione visiva.


febbraio 20088 italiagraFica
news dalle aziende
Giorgio Brambilla nuovo presidente ArgiArgi, Associazione rappresentanti uffi ciali e produttori/distributori in italia di macchine, sistemi e prodotti per l’industria grafi ca, ha eletto il suo nuovo vertice designando Giorgio
Brambilla come presidente [www.argi.it]. Sposato, padre di due fi gli, Brambilla è amministratore delegato della D.G. Pianini, azienda fondata nel 1880, una delle più antiche imprese private ancora operanti nell’area milanese, e precedentemente guidata dal padre Franco, che ne è tuttora presidente. L’entusiasmo e la
disponibilità personale, insieme con la capacità manageriale e l’esperienza imprenditoriale costituiscono le doti che hanno spinto gli associati di Argi ad accordargli la propria fi ducia. Brambilla subentra a Giuseppe Baggi, il cui mandato non poteva essere ulteriormente rinnovato per regolamento statutario.
Manager multifunzioneDal 1° dicembre 2007 Paolo Ciotti è il nuovo product manager Mfp della divisione Ipg (Imaging & Printing Group) di Hp Italia [www.hp.com/it]. In questo
ruolo, Ciotti ha assunto la responsabilità della defi nizione e dell’implementazione delle attività di marketing fi nalizzate al raggiungimento degli obiettivi di business e del supporto commerciale alla rete di vendita relativamente ai prodotti di competenza. Ciotti è entrato in Hp Italia nel marzo 1999 come product manager Laser Color Printers, per poi ricoprire, dal novembre 2002 all’ottobre 2004, la carica di category development manager a livello Emea in ambito di stampanti multifunzione. Successivamente Ciotti ha maturato una profonda esperienza nello sviluppo e nella gestione delle attività rivolte al canale, dal marketing alle vendite, in qualità di channel program manager, da novembre 2004 a febbraio 2006, e di business development manager Iss (industry standard server), da marzo 2006 a novembre 2007. Prima di iniziare la sua carriera professionale in Hp, Ciotti ha lavorato in Canon Italia e in Ibm Italia e ha compiuto diverse esperienze formative sia in Italia sia all’estero, conseguendo nel 1997 il diploma in marketing presso l’Università di Berkeley in California.
Canon chiama EuropaÈ fresco di nomina Perry Buenen, responsabile della supply chain di Canon [www.canon-europe.com] per tutta
l’Europa. L’obiettivo dell’azienda è rafforzare ulteriormente il livello di servizio al cliente fi nale attraverso l’infrastruttura paneuropea. Nel corso di una strategia quadriennale, Canon Europe ha costruito un forte modello che include la creazione del Centro logistico europeo e la realizzazione di centri regionali a Bratislava e Dubai per supportare i mercati emergenti. Come capo della supply chain, Buenen continuerà a utilizzare questo modello, concentrandosi sull’interazione con il consumatore. Il manager porta in Canon oltre 18 anni di esperienza gestionale, molti dei quali trascorsi in Xerox, dove è stato vicepresidente della produzione e supply chain europea e, recentemente, in Pitney Bowes, dove ha consolidato e ottimizzato la rete dell’azienda nell’area Emea. «La struttura di supply chain di Canon in Europa si avvale di un modello effi cace con centri strategici per supportare la rete e i mercati chiave in crescita, riducendo notevolmente i tempi di consegna», spiega Buenen. «Stiamo anche riducendo i costi di struttura per sostenere la crescita del business e le strategie di supply chain via trasporti intermodali verso l’Europa e i mercati confi nanti».
poltrone
Giorgio Brambilla e Giuseppe Baggi,
neo ed ex presidente di Argi.
Perry Buenen, responsabile
della supply chain di Canon Europe.
Paolo Ciotti, nuovo product manager
Mfp della divisione Imaging &
Printing Group di Hp Italia.

febbraio 2008 9italiagraFica
Primus AustriaeDurst Digital Technology GmbH ha vinto, per la seconda volta consecutiva, il premio come Prima Azienda Austriaca. La cerimonia si è svolta lo scorso 16 ottobre a Innsbruck-Igls, in Austria, ed è stata presentata dal Ministro dell’Economia del Tirolo, Mr Bodner. Il prestigioso riconoscimento è il risultato di una competizione organizzata dalla rivista economica Wirtschaftsblatt, dalla compagnia di credito assicurativo Ksv e da PriceWaterhouse. Assegnato secondo criteri di crescita, performance fi nanziarie (Roi), struttura del capitale e forza fi nanziaria, il rinomato premio consiste in un’opera originale di Peter Kogler, artista austriaco conosciuto in tutta Europa. Durst, la cui capogruppo ha sede in Italia, a Bressanone [www.durst.it], è stato il vincitore assoluto, con un
netto distacco dall’azienda seconda classifi cata. Ciò è stato possibile grazie agli ottimi risultati raggiunti: il 60% di crescita in termini di rendita negli ultimi due anni, una redditività del capitale investito (Roi) pari al 18% e un equity capital share del 60%.
Flusso certifi catoAgfa Graphics [www.agfa.com] ha annunciato che il suo sistema di fl usso di lavoro :ApogeeX 4.0 ha ricevuto la designazione «Prodotto certifi cato Cip4» da parte delle associazioni Printing Industries of America/Graphic
Arts Technical Foundation (Pia/Gatf). :ApogeeX 4.0 è il primo fl usso di lavoro di prestampa con abilitazione Jdf a ricevere questa designazione. «La certifi cazione Cip4 dimostra ai nostri clienti che :ApogeeX si è rivelato un prodotto di successo di elaborazione di fi le Jdf in conformità agli altissimi standard adattati dal settore per l’imposizione. Si tratta di
un riconoscimento importante, che consente agli utenti di evitare l’arduo compito di verifi care la compatibilità tra :ApogeeX e altre applicazioni di imposizione indipendenti», ha dichiarato Bart De Pelsmaeker, direttore del Commercial Printing Software, Agfa Graphics. «La certifi cazione prova inoltre che investire nel fl usso di lavoro :ApogeeX di Agfa è effi cace in termini di affi dabilità, compatibilità e conformità agli standard, poiché offre i risultati migliori attraverso i processi di imposizione Jdf».
F riconoscimenti
} iniziative
Pellitteri’s Day Il prossimo 9 maggio è la data designata per il Pellitteri’s Day
2008, un simpatico giorno di festa proposto ogni anno a docenti e allievi delle scuole di grafi ca nella memoria di Giuseppe Pellitteri, salesiano, animatore appassionato e instancabile escogitatore di idee nuove e originali tese al progresso tecnologico, culturale e associativo del campo grafi co a sostegno della formazione professionale dei futuri tecnici, professionisti, docenti grafi ci. La manifestazione è promossa e organizzata dalla Scuola grafi ca Giuseppe
Pellitteri del Centro salesiano di Arese (MI). Le Scuole che hanno già partecipato ai Pellitteri’s Day precedenti,
segnalano la partecipazione al PD/2008, inviando nominativo e motivazione del proprio candidato. Quelle che partecipano per la prima volta possono contattare il coordinatore Franco Marinelli (Didattica grafi ca, tel/fax 02 93772336, cell. 348 6032765, e-mail: didatticagrafi [email protected]. Anche le scuole lontane da Milano, altrimenti penalizzate dalla distanza, possono partecipare alla manifestazione e all’assegnazione del «Pollicione d’oro» di Armando Testa, con candidato «assente giustifi cato». Il Pellitteri’s Day, giunto alla XVI edizione, è realizzato in sinergia con: Emmepigi/Magistero professionale grafi co interscuola, Didattica Grafi ca, Politecnico di Torino.
Il tuo marchio nelle loro maniÈ partita l’innovativa campagna europea Printsells [www.printsells.org] promossa da United Print Chain, una cooperazione tra le industrie della carta, dell’editoria, della stampa, della distribuzione postale e del marketing diretto. Lanciata contemporaneamente in tredici Paesi europei, la campagna intende attirare l’attenzione dei responsabili di brand, marketing, comunicazione e pubblicità nei confronti del prodotto stampato che, nelle sue varie forme, si presenta come un ottimo strumento di comunicazione e affermazione del marchio. Uno studio recente di Rapp Collins ha prodotto risultati sorprendenti:
le persone sono contente di avere in mano un documento da toccare, guardare, condividere, ma nel contempo la consapevolezza di un uso razionale della carta stampata quale strumento di comunicazione non è suffi cientemente radicata. «Stampa. Il tuo marchio nelle loro mani» è lo slogan che caratterizza la campagna, organizzata e lanciata da un gruppo di attori della fi liera della carta stampata tra i quali fi gura Assografi ci, membro di Intergraf (la Federazione delle Associazioni
Grafi che Europee), sul cui sito [www.assografi ci.it] sono disponibili tutte le informazioni in italiano.

febbraio 200810 italiagraFica
news dalle aziende
F d
al m
ondo d
ella c
arta
Calendario Fontegrafi ca, tecnologia emotivaGiunto al suo nono anno di
età, il calendario 2008 di
Fontegrafi ca [www.fontegrafi ca.it]
racchiude in sé aspetti
di avanzata tecnologia
di stampa. Le 12 tavole,
idee creative dello Studio
Orlandi basate sulle foto
di Gianluigi di Napoli,
sono prodotte da moderni
macchinari di ingente valore
economico, utilizzando
inchiostri di ultimissima
generazione e carte raffi nate
e tecnologicamente evolute.
I cliché, sempre più
complessi, sono alla base
di rilievi e stampe a caldo
sperimentali. Le serigrafi e,
di microglitter o fl occato,
contribuiscono a creare
un prodotto di stampa
plurivalente ed evoluto.
La confezione di Plexiglas
tagliato al laser incornicia con
modernità un lavoro ancora
una volta, unico e innovativo.
Il fotografo, Gianluigi di
Napoli, si è invece fatto
trasportare dalle luci e dai
rumori della banda circense
per inquadrare emozioni e
sensazioni remote ma vive.
La progettazione dello Studio
Orlandi si è abbandonata
alle forme e dimensioni
più varie e divertenti, agli
abbinamenti e ai montaggi
più istintivi e naturali,
esprimendo freschezza di
idee e libertà espressiva.
Lo staff Fontegrafi ca, con
le mani nell’inchiostro,
ha giocato a inventare
e costruire, mischiare e
sovrapporre, emozionarsi
ed emozionare.
Ancora una volta David
Larible, uno dei più grandi
clown viventi del nostro
tempo, ha fatto ridere
il suo pubblico, quello
prestigioso del Circo di
Montecarlo o i piccoli
spettatori del famosissimo
circo statunitense Barnum
& Bailey. Questa volta a
divertirsi con lui è stato il
team del nuovo calendario
«Mon Nez» che si è lasciato
coinvolgere con la fotografi a,
la grafi ca e la stampa in
quelle emozioni antiche
e bellissime del circo e
della propria infanzia.
Carta satinata: è «Tempo» di cambiareDa Sappi Fine Paper Europe
è nata una carta satinata
di alta qualità che si
comporta come una carta
lucida durante la stampa
e le fasi di fi nitura.
Si chiama Tempo Silk
[www.sappi.com/Tempo], ed è il
risultato di 12 intensi mesi
di test: per la produzione
è stato utilizzato un nuovo
tipo di patinatura (Sappi
è in attesa del brevetto)
per dare alla carta una
superfi cie molto liscia che
assicura risultati in stampa
eccellenti, una veloce
penetrazione e asciugatura
dell’inchiostro e un’ottima
resistenza allo sfregamento.
La nuova carta consente di
ridurre l’impiego di polvere
antiscartino, dal 50 al 75%,
e in alcuni casi addirittura
del 100%, con ovvi vantaggi
economici e per la salute.
Sappi ha sviluppato Tempo
Silk in base a studi e
ricerche di mercato interne
e indipendenti e gruppi di
lavoro che hanno analizzato
i bisogni e le richieste
degli stampatori. Queste
analisi hanno dimostrato la
crescente richiesta da parte
degli stampatori di un rapido
cambio di lavoro e perciò
il tempo di essiccazione
dell’inchiostro e la
resistenza allo sfregamento
sono divenuti gli obiettivi
chiave per la ricerca di
una maggiore effi cienza.
Disponibile in grammature
da 100 a 300g/m2, in Italia
Tempo Silk sarà distribuita
da Polyedra [www.polyedra.it].
Carta 10×15 per la stampa laserHp [www.hp.com] ha
annunciato l’introduzione di
una nuova carta fotografi ca,
la prima in formato
10×15 cm progettata
per la stampa laser a
colori. Pesante e rivestita
di una fi nitura lucida su
entrambi i lati, consente
alle piccole aziende di
stampare qualunque
tipo di elaborato, dalle
foto ai biglietti aziendali,
dal materiale marketing
Il nuovo marchio di Sappi
Tempo Silk offre agli stampatori
migliore produttività
e cambi lavoro più rapidi.
al direct mail, oltre alle
immagini d’uso quotidiano.
La nuova Hp Laser Photo
Paper da 10x15 cm va ad
ampliare la gamma delle
già note carte fotografi che
Hp per la stampa laser,
fi no a oggi disponibili nel
tradizionale formato A4
(grammatura 200 g/m2,
ma disponibile anche con
fi nitura opaca). Praticità,
convenienza e possibilità
di scelta: i clienti potranno
realizzare in proprio
documenti di grande
effetto e identici, in termini
qualitativi, a quelli dei
laboratori professionali.
Tra le caratteristiche
principali, la carta fotografi ca
Hp per la stampa laser vanta
la capacità di riprodurre
colori intensi e brillanti su
entrambi i lati, senza che
il colore si intraveda sulla
facciata opposta, nonché
una notevole resistenza
a macchie, sbavature e
graffi e un’asciugatura
istantanea. Inoltre è facile
da usare: essendo patinata
sulle due facciate, si
inserisce nella stampante
in qualsiasi direzione.
Ottimizzata per l’uso con
le stampanti Hp Color
LaserJet e con i toner Hp
ColorSphere, la nuova carta
è inoltre compatibile con
molte altre stampanti e
copiatrici laser a colori;
non è invece indicata per le
stampanti Hp Color LaserJet
1500/1500L/2500N/
2500L/2500TN/9500.

febbraio 2008 11italiagraFica
pagine a cura di Chiara Italia^
Nuova classifi cazione Ateco 2007L’Istat, Istituto Nazionale
di Statistica [www.istat.it]
ha pubblicato la nuova
classifi cazione delle attività
economiche Ateco 2007
che è entrato in vigore
dal 1° gennaio 2008.
L’Ateco 2007 è stata
defi nita e approvata da un
apposito comitato di gestione
coordinato dall’Istat, con la
partecipazione dei ministeri
interessati, degli enti che
gestiscono le principali fonti
amministrative sulle imprese
(Agenzia delle Entrate,
Camere di Commercio,
enti previdenziali ecc.) e
delle principali associazioni
imprenditoriali. Assografi ci,
tramite il Centro Studi, ha
contribuito attivamente,
nel biennio 2006-2007,
all’aggiornamento delle parti
riguardanti il settore grafi co e
cartotecnico trasformatore.
La nuova classifi cazione dovrà
garantire la comparabilità
delle informazioni a livello
internazionale, comunitario
e nazionale. Sarà pertanto
adottata dal Fisco, dalle
Camere di Commercio e
dagli enti previdenziali.
Ecco le principali novità:
il comparto relativo alla
«Fabbricazione della
pasta-carta, della carta e
del cartone e dei prodotti
di carta» (ex codice 21)
assume i codici 17.1
per la fabbricazione di
pasta-carta, carta e
cartone e 17.2 per la
fabbricazione di articoli
di carta e cartone in
cui sono collocati i
prodotti e le lavorazioni
dell’industria cartotecnica
trasformatrice;
con riferimento all’industria
dell’«Editoria, stampa e
riproduzione di supporti
registrati» (ex codice 22),
la stampa e i servizi
connessi alla stampa sono
collocati al codice 18.1,
la riproduzione di supporti
registrati al codice 18.2
mentre le attività editoriali
sono state spostate nei
«Servizi d’informazione
e comunicazione» e
collocate al gruppo 58.1.
Il testo integrale della nuova
classifi cazione Ateco 2007
si può scaricare dal sito di
Assografi ci [www.assografi ci.it].
f
f
} pillole di carta
g CASCADES E RENO DE MEDICI: FUSIONE RIMANDATA
Cascades ha annunciato che la fusione
con Reno De Medici è stata rimandata
per consentire all’organo antitrust
competente di completare le procedure di
approvazione. Si prevede che la procedura
sia completata nel mese di febbraio.
g FEDRIGONI Fedrigoni sceglie i prodotti Soho Paper per
entrare nel comparto della cancelleria e
dei prodotti di carta per uso artistico.
I pacchetti di formato A4 di Soho Paper
sono vendibili al dettaglio e contengono carte
premium e cartoni dalla gamma Fedrigoni.
g OSCAR DELL’IMBALLAGGIO 2008La cinquantunesima edizione dell’Oscar
dell’Imballaggio è dedicata al quality design,
ovvero come esprimere al meglio l’equilibrio
tra dimensioni grafi che, strutturali,
funzionali. Saranno, in particolare,
valutate le innovazioni che facilitano
l’accesso al prodotto, la relazione con
esso attraverso una effi cace articolazione
comunicativa e/o strutturale e un’attenta
qualità delle informazioni espresse.
Imballaggi: il Dossier prevenzione di Conai500 interventi di prevenzione
messi in campo, più di 200
aziende partecipanti, 215
imballaggi ecosostenibili
analizzati: sono questi alcuni
dei numeri contenuti nel terzo
Dossier Prevenzione 2007 –
10 anni di progetti e soluzioni
per imballaggi ecocompatibili
di Conai [www.conai.org]: un
decennio di prevenzione
ambientale che da una prima
stima vale 420 milioni di
euro di costi socio-ambientali
evitati all’intera collettività.
Il Dossier presenta una
signifi cativa casistica di
imballaggi ecocompatibili
presenti sul mercato,
facilmente identifi cabili tra
i prodotti di uso comune:
obiettivo della pubblicazione
è mostrare che nell’industria
l’attenzione all’ambiente è
una buona pratica corrente
ed è destinata ad affermarsi
in futuro come valore
strategico e di innovazione
nel packaging, a fronte
di un consumatore più
sensibile di un tempo alle
esigenze dell’ambiente.
Nel Dossier sono
rappresentati sette categorie
di prodotti merceologici:
alimentare, chimico,
farmaceutico, detergenza,
elettronico ecc. Le oltre
500 azioni di prevenzione
analizzate spaziano dal
risparmio di materia prima,
al riutilizzo, al miglioramento
della logistica, all’impiego
di materiale riciclato, al
risparmio di energia ecc.
I risparmi ambientali
riguardano tutti i materiali
di imballaggio: acciaio,
alluminio, carta, legno,
plastica e vetro.
Dieci anni di benefi ci per l’ambientef 420 milioni di euro di costi
socio-ambientali evitati all’intera collettività;
f Oltre 5 milioni le tonnellate di CO2
non emesse in atmosfera: un costo ambientale evitato pari al viaggio annuale di 460mila autotreni per 100 km;
f La riduzione del peso degli imballaggi nel settore alimentare ha consentito la riduzione dell’immissione sul mercato di 300 milioni di imballaggi primari;
f Nel settore dei detergenti, grazie al crescente utilizzo di prodotti concentrati, si è ridotto del 50% il volume e il peso dei contenitori;
f Le imprese che hanno avviato un sistema di gestione ambientale certifi cato sono cresciute del 50%.

febbraio 200812 italiagraFica
news dalle aziende
pagine a cura di Chiara Italia^
Nuova classifi cazione Ateco 2007L’Istat, Istituto Nazionale
di Statistica [www.istat.it]
ha pubblicato la nuova
classifi cazione delle attività
economiche Ateco 2007
che è entrato in vigore
dal 1° gennaio 2008.
L’Ateco 2007 è stata
defi nita e approvata da un
apposito comitato di gestione
coordinato dall’Istat, con la
partecipazione dei ministeri
interessati, degli enti che
gestiscono le principali fonti
amministrative sulle imprese
(Agenzia delle Entrate,
Camere di Commercio,
enti previdenziali ecc.) e
delle principali associazioni
imprenditoriali. Assografi ci,
tramite il Centro Studi, ha
contribuito attivamente,
nel biennio 2006-2007,
all’aggiornamento delle parti
riguardanti il settore grafi co e
cartotecnico trasformatore.
La nuova classifi cazione dovrà
garantire la comparabilità
delle informazioni a livello
internazionale, comunitario
e nazionale. Sarà pertanto
adottata dal Fisco, dalle
Camere di Commercio e
dagli enti previdenziali.
Ecco le principali novità:
il comparto relativo alla
«Fabbricazione della
pasta-carta, della carta e
del cartone e dei prodotti
di carta» (ex codice 21)
assume i codici 17.1
per la fabbricazione di
pasta-carta, carta e
cartone e 17.2 per la
fabbricazione di articoli
di carta e cartone in
cui sono collocati i
prodotti e le lavorazioni
dell’industria cartotecnica
trasformatrice;
con riferimento all’industria
dell’«Editoria, stampa e
riproduzione di supporti
registrati» (ex codice 22),
la stampa e i servizi
connessi alla stampa sono
collocati al codice 18.1,
la riproduzione di supporti
registrati al codice 18.2
mentre le attività editoriali
sono state spostate nei
«Servizi d’informazione
e comunicazione» e
collocate al gruppo 58.1.
Il testo integrale della nuova
classifi cazione Ateco 2007
si può scaricare dal sito di
Assografi ci [www.assografi ci.it].
f
f
} pillole di carta
g CASCADES E RENO DE MEDICI: FUSIONE RIMANDATA
Cascades ha annunciato che la fusione
con Reno De Medici è stata rimandata
per consentire all’organo antitrust
competente di completare le procedure di
approvazione. Si prevede che la procedura
sia completata nel mese di febbraio.
g FEDRIGONI Fedrigoni sceglie i prodotti Soho Paper per
entrare nel comparto della cancelleria e
dei prodotti di carta per uso artistico.
I pacchetti di formato A4 di Soho Paper
sono vendibili al dettaglio e contengono carte
premium e cartoni dalla gamma Fedrigoni.
g OSCAR DELL’IMBALLAGGIO 2008La cinquantunesima edizione dell’Oscar
dell’Imballaggio è dedicata al quality design,
ovvero come esprimere al meglio l’equilibrio
tra dimensioni grafi che, strutturali,
funzionali. Saranno, in particolare,
valutate le innovazioni che facilitano
l’accesso al prodotto, la relazione con
esso attraverso una effi cace articolazione
comunicativa e/o strutturale e un’attenta
qualità delle informazioni espresse.
Imballaggi: il Dossier prevenzione di Conai500 interventi di prevenzione
messi in campo, più di 200
aziende partecipanti, 215
imballaggi ecosostenibili
analizzati: sono questi alcuni
dei numeri contenuti nel terzo
Dossier Prevenzione 2007 –
10 anni di progetti e soluzioni
per imballaggi ecocompatibili
di Conai [www.conai.org]: un
decennio di prevenzione
ambientale che da una prima
stima vale 420 milioni di
euro di costi socio-ambientali
evitati all’intera collettività.
Il Dossier presenta una
signifi cativa casistica di
imballaggi ecocompatibili
presenti sul mercato,
facilmente identifi cabili tra
i prodotti di uso comune:
obiettivo della pubblicazione
è mostrare che nell’industria
l’attenzione all’ambiente è
una buona pratica corrente
ed è destinata ad affermarsi
in futuro come valore
strategico e di innovazione
nel packaging, a fronte
di un consumatore più
sensibile di un tempo alle
esigenze dell’ambiente.
Nel Dossier sono
rappresentati sette categorie
di prodotti merceologici:
alimentare, chimico,
farmaceutico, detergenza,
elettronico ecc. Le oltre
500 azioni di prevenzione
analizzate spaziano dal
risparmio di materia prima,
al riutilizzo, al miglioramento
della logistica, all’impiego
di materiale riciclato, al
risparmio di energia ecc.
I risparmi ambientali
riguardano tutti i materiali
di imballaggio: acciaio,
alluminio, carta, legno,
plastica e vetro.
Dieci anni di benefi ci per l’ambientef 420 milioni di euro di costi
socio-ambientali evitati all’intera collettività;
f Oltre 5 milioni le tonnellate di CO2
non emesse in atmosfera: un costo ambientale evitato pari al viaggio annuale di 460mila autotreni per 100 km;
f La riduzione del peso degli imballaggi nel settore alimentare ha consentito la riduzione dell’immissione sul mercato di 300 milioni di imballaggi primari;
f Nel settore dei detergenti, grazie al crescente utilizzo di prodotti concentrati, si è ridotto del 50% il volume e il peso dei contenitori;
f Le imprese che hanno avviato un sistema di gestione ambientale certifi cato sono cresciute del 50%.


febbraio 200814 italiagraFica
packaging
TREND SOCIALI E DI MERCATO
guardare e soprattutto toccare
■
Può il packaging migliorare la fruizione del
prodotto attraverso un miglior sfruttamento del supporto in cartoncino?
E quali sono i sensi maggiormente coinvolti nel
processo di anticipazione percettiva? Sono alcune delle domande alla base del progetto di studio e
ricerca sperimentale «Una fi liera per l’innovazione», promosso da Pro Carton e dalla Facoltà di Design del Politecnico di Milano.
di Chiara Italia^
r innovabile, quotidiano, ecologico ma anche versatile, il cartoncino ha
una condizione di privilegio nella nostra società. Evocativo di un sapere antico, è un supporto in generale molto amato, ma in un settore ipercompetitivo come quello italiano, costituito soprattutto da aziende medio-piccole, è diffi cile fare ricerca e innovazione, e i risultati faticano a vedersi. E allora? Da questo presupposto è nato un tavolo di lavoro appositamente costituito, composto dai rappresentanti dell’industria cartaria e cartotecnica, dal mondo del design, della progettazione, della ricerca, delle associazioni di settore e della distribuzione dal quale
è emersa, quale elemento di interesse rilevante in una prospettiva di applicazione futura, la dimensione della «polisensorialità», ovvero la necessità di coinvolgere tutti i sensi per contribuire e migliorare il risultato percettivo della confezione e dunque del prodotto contenuto.«Il progetto», dichiara Piero Capodieci, presidente di Pro Carton Italia
[www.italy.procarton.com], «ha l’obiettivo di stimolare la creatività del nostro comparto e fornire soluzioni nuove e funzionali per i consumatori». È un’occasione di crescita anche culturale del settore, commenta Valeria Bucchetti, ricercatrice del Dipartimento Indaco del Politecnico di
Milano [www.polimi.it]: un percorso di «rifl essioni e approfondimenti fondati su fi ltri interpretativi non comunemente praticati dalle aziende». Un messaggio che i produttori di packaging sono chiamati a raccogliere e a mettere in pratica ripensando, precisa Capodieci, «la gestualità coinvolta, il tatto, la tenuta, le modalità d’uso e il servizio».
Confezione per caffè
in grani, progetto
di M. Busnà,
F. Colamaria,
B. Dantona, E. De Luca.
Interno: fi lm poliestere
12 μm metallizzato
(Pantone 4505 C).
Esterno: cartoncino
300 g/m2 poroso
colorato in massa
(pantone 4625 C);
impressione a caldo
+ rilievo e bassorilievo.
Dal dire al fare, tutte le fasi del progettoCome punto di partenza si è scelto di incrociare diversi livelli di esperienza distinti e connessi tra loro, per aumentare le informazioni e per creare qualcosa di nuovo. «Un lavoro», spiega Capodieci, «nato dalla volontà di anticipare le tendenze future del packaging in cartoncino, esplorando gli aspetti inusuali e innovativi sulla tematica». A tal fi ne è stato realizzato un apposito tavolo di lavoro, composto dai principali esponenti della fi liera, che hanno individuato come elemento di interesse, l’approccio «sinestetico intermodale», ovvero la possibilità di promuovere una dimensione polisensoriale in cui siano coinvolti più sensi oltre alla vista. A questa prima fase ne è seguita una seconda, di tipo applicativo, durante la quale gli studenti del Politecnico di Milano hanno elaborato concept in grado di esaltare le qualità globali del cartoncino sia visive sia tattili, così da sviluppare packaging in grado di fornire un’anticipazione del contenuto. La necessità

febbraio 2008 15italiagraFica
di differenziare imballaggi
e forme di comunicazione
attraverso canali sensoriali
«non standard» nasce dalla
costatazione che in Italia
i non vedenti sono circa
350mila e gli ipovedenti
1 milione, il 60% del quale
costituito da anziani che
non conoscono il linguaggio
Braille. «Riguardo al
problema degli ipovedenti»,
sottolinea Luca Bergamaschi,
rappresentante dell’Istituto
Italiano Ciechi [www.uiciechi.it],
«ancora molto si potrebbe
fare, a cominciare dall’uso
di caratteri di scrittura
più grandi, percepibili
al tatto, texture e forma
degli imballaggi diversi
a seconda dei prodotti,
segnalatori di tipo olfattivo
o uditivo. Nella maggior
parte dei casi, invece, i
diversi packaging forniscono
informazioni percepibili solo
grazie alla vista, relative a
data di scadenza, quantità,
provenienza, numero
per l’assistenza clienti,
valori nutrizionali ecc.
Un ipovedente ne decodifi ca
il 10%, un non vedente
nessuna». Questa sarà
quindi la terza fase del
progetto, che si svilupperà
nel corso del 2008.
Quando la forma supera il contenuto e ne anticipa la percezioneUn progetto ambizioso,
quello lanciato da Pro Carton
e dalla Facoltà di Design
del Politecnico di Milano, la
cui vera sfi da è superare le
categorie con cui si interpreta
comunemente la realtà.
Si è partiti dal concetto di
«fruizione del prodotto»,
che può essere di tipo
«sensoriale a contatto», in
cui è consentito manipolare
l’oggetto, averne pertanto
risposte tattili, olfattive,
gustative, oppure di tipo
«a distanza», per esempio
quando si vede un oggetto
in una vetrina. Questo
secondo tipo di fruizione,
spiega Dina Riccò, ricercatore
al Politecnico di Milano, si
appoggia su «informazioni
sensoriali trasferite per
sinestesia», in cui «la visione
si fa nel contempo portatrice
di qualità proprie di altri
registri». Nella percezione
a distanza, continua Riccò,
avviene quindi un fenomeno
detto di «anticipazione
percettiva, in cui l’apparenza
visiva interviene e modifi ca
una successiva percezione».
Nel packaging la relazione fra
anticipazione e percezione
diretta si verifi ca fra interno
ed esterno, contenitore e
contenuto, ancor più se
il contenitore è opaco.
Il contenuto, se celato, attiva
una maggiore partecipazione
sinestetica. «Il packaging
deve essere capace di
farci intuire il contenuto»,
spiega Caterina Crepax, nota
designer, «così come una
scatola dovrebbe anticipare
e suggerire il contenuto, e
dunque incuriosire, così anche
il vestito è un contenitore
e, come l’imballaggio, a
volte dichiara il contenuto
e a volte lo maschera,
creando sorpresa, in modo
ingannevole o divertente.
Spesso il contenitore diventa
protagonista e supera il
contenuto: si compra l’oggetto
Secondo l’Osservatorio Economico
del settore cartotecnico
[www.assografi ci.it], presentato
in occasione dell’Italian Carton
Makers Day Pride, ragionando in
termini di comparti di destinazione,
i settori che si difendono bene
sono quelli legati alle lavorazioni
speciali, al cosiddetto packaging
di lusso: nel 2006 il cosmetico si
conferma la miglior performance
operativa, peraltro affi ancato dal
dolciario, che recupera rispetto al
2005 e diventa il best performer
in termini di risultato complessivo,
mentre il general packaging
consegue il titolo di performance
operativa peggiore. Un dato che
suggerisce su quali canali della
comunicazione conviene puntare a
seconda del target di destinazione.
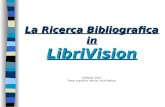
L’ANALISI ECONOMICA DEL SETTORE: BENE IL COSMETICO E IL DOLCIARIO
Se ragioniamo in termini di comparti di destinazione, anche nel 2006 la
miglior performance operativa è del settore cosmetico e dolciario, mentre
il general packaging consegue la performance operativa peggiore.
Una conferma della maggiore capacità reddituale degli specialisti.
Secondo l’Osservatorio Economico del settore cartotecnico, il periodo non
è dei migliori: la crescita dei ricavi non si traduce in un miglioramento
delle performance reddituali, ciò a causa dell’incidenza delle principali
voci di costo, quali materie prime, costi di produzione e personale.
Nella realtà il numero delle aziende che registra un risultato d’esercizio
negativo è pari a circa un terzo del totale. In termini di classi dimensionali,
invece, le imprese di piccole dimensioni presentano il miglior reddito
operativo percentuale, grazie al contenimento di personale e ammortamenti.
Le imprese di grandi dimensioni, per contro, presentano vantaggi in
termini di crescita, valore aggiunto percentuale e fatturato per addetto.
1. Ricavi netti 67,9 100% 79,2 100% 117,0 100% 555,8 100% 820,0 100%
2. Consumi materie prime 24,5 36,1% 31,3 39,5% 43,1 36,8% 261,2 47,0% 360,1 43,9%
3. Altri costi di produzione 21,2 31,3% 13,8 17,4% 35,4 30,2% 142,9 25,7% 213,2 26,0%
4. Variaz. magazz. prod. e semilav.i (0,2) -0,2% (0,2) -0,3% 0,5 0,4% 3,5 0,6% 3,6 0,4%
5. Valore aggiunto (1-2-3±4) 22,0 32,5% 33,9 42,8% 39,0 33,3% 155,3 27,9% 250,2 30,5%
6. Costo del personale 12,2 18,0% 22,2 28,0% 27,0 23,1% 107,3 19,3% 168,7 20,6%
7. Margine operativo lordo (5-6) 9,8 14,5% 11,7 14,7% 12,0 10,3% 48,0 8,6% 81,5 9,9%
8. Ammortamenti e accantonamenti 4,4 6,5% 6,2 7,9% 6,8% 5,8% 34,2 6,2% 51,7 6,3%
9. Red. op. gest. caratt. (7-8) 5,4 8,0% 5,4 6,9% 5,2 4,4% 13,8 2,5% 29,8 3,6%
10. Oneri e proventi extra gest. caratt. 1,0 1,5% 2,0 2,5% 2,0 1,7% 11,2 2,0% 16,2 2,0%
11. Reddito operativo (9±10) 6,5 9,5% 7,4 9,4% 7,2 6,1% 25,0 4,5% 46,1 5,6%
12. Oneri fi nanziari 0,4 0,7% (0,2) -0,3% 0,8 0,7% 6,1 1,1% 7,1% 0,9%
13. Reddito di competenza (11-12) 6,0 8,9% 7,6 9,6% 6,4 5,5% 18,9 3,4% 38,9 4,7%
14. Componenti straordinari (0,1) -0,1% 1,7 2,1% 0,0 0,0% 15,5 2,8% 17,1 2,1%
15. Reddito di competenza (11±12) 5,9 8,7% 9,3 11,7% 6,4 5,5% 34,4 6,2% 56,0 6,8%
16. Imposte 3,1 4,6% 4,4 5,5% 3,7 3,2% 15,6 2,8% 26,8 3,3%
17. Risultato d’esercizio (15-16) 2,8 4,2% 4,9 6,2% 2,7 2,3% 18,8 3,4% 29,2 3,6%
Conto economico - Anno 2006 Cosmetico Dolciario Farmaceutico General Packaging Totale
€/min % €/min % €/min % €/min % €/min %

febbraio 200816 italiagraFica
packaging
più per il look dell’imballaggio che per l’oggetto stesso».È un meccanismo che vale, in modalità e misura diversa, per le diverse tipologie di packaging, a condizione, però, che esso trovi la formula giusta a seconda del target e a cui è destinato: «packaging che consenta una fruizione a più livelli», precisa Michael
Schötensack, direttore marketing divisione Gelati di Nestlé Italia [www.nestle.it] certamente, «che continui a soddisfare l’esigenza estetica, ma anche gli aspetti ecologici e di riciclabilità. Un bel packaging è, senza dubbio, un’importantissima leva di marketing, in grado di infl uenzare la scelta del consumatore, e può diventare un potente strumento di comunicazione. Basti pensare al retro del pack, che può essere agilmente trasformato in un vero e
proprio libro, in cui fornire al cliente informazioni relative agli stili di vita o a una corretta alimentazione».
L’analisi sociologica: la tendenza «tra vista e tatto»«Che la tendenza sia sempre più la multisensorialità», testimonia Enrico Finzi, sociologo e presidente di Astra Ricerche
[www.astraricerche.it], «emerge anche dalle ricerche realizzate che hanno evidenziato come, ormai, i consumatori siano sempre più alla ricerca di un coinvolgimento a molteplici livelli: 3 italiani adulti su 4, infatti, affermano che nel fare acquisti utilizzano tutti i sensi e non solo la vista. E il 58% dei 14-79enni si defi nisce «polisensoriale», ossia ricerca il piacere usando tutti e cinque i sensi. «Il polisensorialismo è diventato
ormai un fenomeno di massa che coinvolge il 58% della popolazione italiana», afferma Finzi. «Per decenni ci siamo affi dati agli occhi: per valutare le cose, capirle, decidere se ci piacevano. Anche adesso l’occhio continua a volere la sua parte, è decisivo per quasi 2 adulti su 3, ma la sua importanza viene ridimensionata. Gli italiani stanno riscoprendo glia altri sensi: 86 italiani su 100 danno grande importanza agli odori. Anche il tatto ha alte performance di punteggio, benché sia il senso meno sviluppato. Però è importantissimo in molti settori, e c’è un 32% di italiani che lo sta riscoprendo. L’udito resta il senso-guida per il 62% degli Italiani, ma sta perdendo il suo potere a causa dell’inquinamento acustico, un rumore di fondo quotidiano che infastidisce l’80% degli italiani. Infi ne il gusto resta rilevante per 80 italiani su 100».
Aumentare la percezione: ma come?L’attenzione è rivolta in particolare alle qualità comunicative del supporto. I trattamenti e le fi niture della superfi cie non devono solo costituire un incremento di qualità estetica, bensì un’anticipazione del contenuto, un aiuto nell’orientamento al prodotto e alla sua fruizione.Sono soluzioni in divenire continuo, spiega ancora Bucchetti, che coinvolgono il supporto materico del packaging: inchiostri termocromatici che a una certa temperatura consentono di cambiare colore, smalti che
PROGETTI «AL BUIO»Nella fase applicativa, sono stati realizzati dagli studenti del Politecnico di Milano 14 progetti ideati sulla base di concept elaborati per esaltare le qualità non solo visive ma soprattutto tattili del cartoncino così da fornire un’anticipazione del contenuto, trasformando i packaging da scatole-contenitore in vere e proprie estensioni del prodotto. Dato quindi un prodotto di consumo, caratterizzato da specifi che proprietà organolettiche e sensoriali, l’obiettivo del progetto è la defi nizione di una soluzione di imballaggio in carta e cartoncino, rivolta a diverse fasce d’utenza, che sia in grado di forzare l’anticipazione tattile-visiva del contenuto per favorire, attraverso queste modalità sensoriali, la fruizione del prodotto.
Confezione per tè in foglie, progetto di D. Balzarini,
F. Bertoloni, G. Bertuzzo. Il progetto assume
il tè in foglie come sostanza naturale e mezzo
sinestetico. Il packaging restituisce, attraverso
l’opacità e la ruvidità, l’effetto sabbioso delle
foglie. Grafi ca leggera e raffi nata: Avangard ITC
Aspetto naturale della carta: 290 g/m2, ruvida
esterna, patinata esterna. Gamma cromatica
naturale: tinteggiatura carta a lavaggio tè, basamento
verniciato ruvido opaco. Verniciatura di base effetto
ruvido opaco: colore a olio opaco, nero + seppia
+ terra bruciata, farina bianca 00, farina gialla
di granturco, mordente. Ergonomia: prensile e
maneggevole, regolazione del dosaggio grazie alla
rastrematura della piramide, capienza per 100 g
di prodotto. Struttura: tronchi di piramide a base
ottagonale uniti alla base. Chiusura: a incastro.
Il 58% dei 14-79enni si defi nisce
«polisensoriale», ossia ricerca
il piacere usando tutti e cinque
i sensi. L’importanza della vista
resta valida 2 adulti su 3, anche
se via via emergono gli altri sensi:
gli odori per 86 italiani su 100,
l’udito per il 62%, il gusto per
l’80% e, infi ne, il tatto per il 32%.
La mappa dei sensi
66%
32%
62%
80%
58%
rendono praticabili trattamenti a rilievo fosforescenti e fl uorescenti. Ma anche sviluppi di pigmenti a effetto, colori interferenziali percepibili dall’occhio umano variando l’angolo di osservazione (effetto fl ip-fl op), sino alla variazione della distribuzione granulometrica che fa sì che sia possibile spaziare da effetti setosi a elevate lucentezze delle particelle più grosse. L’intervento deve essere mirato a facilitare il destinatario a orientarsi topologicamente sulla superfi cie della confezione per individuarne le diverse funzioni (quali apertura, erogazione ecc.) immaginando diverse situazioni di fruizione, come l’utilizzo di cattiva illuminazione. g
86%


febbraio 200818 italiagraFica
dal mondo Assografi ci
FLESSOGRAFIA E INNOVAZIONE
Atif incontra il settore■
di Ester Crisanti^
gli ultimi anni hanno
visto la fl essografi a
in forte e fi duciosa
crescita. Alla base
di questo successo
l’espansione del mercato che
richiede grafi ca sempre più
accattivante, un progresso
tecnologico che consente
oggi alla fl essografi a di
raggiungere livelli qualitativi
adeguati allo scopo e una
riduzione delle tirature che in
alcuni casi rende la fl exo più
competitiva della rotocalco.
In Italia da oltre vent’anni
è attiva Atif, l’Associazione
Tecnica Italiana per lo sviluppo
della Flessografi a [www.atif.it],
alla quale aderiscono le
aziende operanti nel settore
per avere informazioni tecniche
e momenti formativi mirati.
Proprio in questo senso va visto
l’evento FlexoDay, organizzato
di recente dall’associazione.
La manifestazione, al suo
primo anno di vita, ha visto
la partecipazione di circa
160 operatori del settore in
rappresentanza di stampatori
e fornitori di tecnologie.
Molti gli argomenti trattati,
tra cui l’elaborazione dei
fi le grafi ci, la preparazione
delle matrici, le tipologie
di inchiostri utilizzati e le
tecniche di caratterizzazioni
delle macchine da stampa
necessarie per ottenere il
miglior risultato qualitativo.
«Atif ha voluto dare
un’impronta tecnica al
FlexoDay», ha sottolineato
Stefano d’Andrea vicepresidente
dell’associazione. «Per questo
abbiamo privilegiato interventi
di contenuto formativo
e informativo. Ai relatori
abbiamo chiesto argomenti
di attualità, non legati a
prodotti di mercato, argomenti
intorno a cui la conoscenza è
ancora parziale. Agli sponsor
che hanno reso possibile
l’evento, abbiamo riservato
una sessione dedicata».
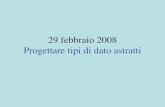
La messa a punto di un test formUn’ampia e particolare
attenzione è stata inoltre
dedicata ai risultati del lavoro
svolto dal Comitato tecnico
di Atif in collaborazione con
aziende associate produttrici
di macchine da stampa
fl essografi che e inchiostri
per la messa a punto di un
«test form» che consentisse
di caratterizzare le macchine
da stampa e operare in
conformità con la norma
Iso 12647/6. Il test fa parte
dell’attività di divulgazione
che Atif sta facendo per
contrapporsi alla dispersione
tipica del settore grafi co e alla
diffi coltà d’interpretazione
delle norme Iso. In pratica lo
studio propone una procedura
per eseguire il check up
della macchina da stampa.
Gli esiti di questa ricerca
saranno presentati da Atif
al congresso della Fta,
Flexographic Technical
Association [www.fl exography.org]
organizzato a Dallas in aprile
in occasione del 50esimo
anniversario della sua nascita.
«La nostra partecipazione
al congresso Fta», chiarisce
d’Andrea, «conferma la
rilevanza dello studio che va
a completare una materia
che Iso non è ancora riuscita
a concludere. Le linee guida
per la fl exo sono rimaste “in
cantiere” per quasi sette anni;
la versione pubblicata nel
2006 deve considerarsi ancora
un draft. I valori riportati in
normativa sono purtroppo
Ester Crisanti
Laureata in scienze dell’informazione, opera da anni nel panorama delle arti grafi che come formatore e consulente sulle tecnologie legate al settore della prestampa. Dal 2003 rappresenta Taga Italia all’interno del Ghent Pdf Workgroup.
K equivalente 50K equivalente 50
C40C40
M30M30
Y30Y30
K20K20
Scala ATIFScala ATIF
2.0 beta2.0 beta
FograFogra
MediaMedia WedgeWedge
Barre CMYKBarre CMYK
8 mm8 mm
100100--7070--5050--3030
CrociniCrocini ee
filetti 50 mfiletti 50 mµµ
ValoriValori
tonalitonali
11--10%,10%,
1010--90%90%
9090--100%100%
Il test form di Atif
per realizzare il check-up
della macchina da stampa.
Non smette di stupire il mondo della fl exo italiano che, non pago del grande successo degli ultimi anni, cerca confronti con le esperienze all’estero e predispone un test form in conformità con la norma Iso 12647/6.

febbraio 2008 19italiagraFica
frutto di campionature troppo
esigue per essere un completo
strumento di lavoro. Per contro
le linee guida pubblicate dalle
varie associazioni nazionali,
oltre a dover essere riviste
sulla base di quanto emanato
da Iso, descrivono come deve
essere gestito e controllato un
sistema di stampa, spiegando
come si devono rilevare i
dati di produzione, ma non
parlano in maniera esaustiva
dell’attività preparatoria
necessaria a portare la
macchina nelle condizioni
giuste cioè previste dalla
normativa. Ora il mondo della
fl exo sembra aver trovato la
strada giusta, e verrà creato
un comitato internazionale
multilingua che si occuperà
di armonizzare la materia
sistemando anche le questioni
inerenti alle “unità di misura”
che creano tanti ostacoli
all’applicazione delle norme
nei vari Paesi del mondo».
La procedura di check up
offre un metodo per la verifi ca
della macchina da stampa ma,
in proiezione, potrebbe essere
usata anche per valutare un
impianto prima di acquistarlo.
Preparazione dei fi le digitaliL’argomento della
preparazione dei fi le è spinoso
per ogni azienda del settore
grafi co. Atif ha fortemente
voluto questo intervento per
far capire ai partecipanti
che la teoria del colore, i
profi li Icc e tutto quanto ne
deriva, non va affrontato
solo per le prove colore ma
soprattutto come metodo per
la trasformazione dei fi le in
entrata al fi ne di portarli alle
migliori condizioni di stampa
possibili, velocemente, in
modo certo e replicabile.
Questa è ancora più
un’esigenza oggi che è in atto
una migrazione dall’offset/
rotocalco alla fl exo nella
stampa di imballaggi,
trasferimento che può essere
deciso all’ultimo momento
quando il fi le è già pronto,
per esigenze tecniche o
di tiratura. Un esempio lo
forniscono le etichette per
le bottiglie: poiché le linee
di imbottigliamento sono
passate a bobina, la stampa
non può più essere fornita in
fogli per cui l’offset a foglio
non è più la tecnologia adatta.
Questa situazione potrebbe
non essere nota a chi si
occupa di prestampa, dal
momento che continuerebbe
a preparare i fi le senza
modifi care il profi lo di uscita.
Purtroppo la cosa è più
complicata per lo stampatore
fl exo, che principalmente
si occupa di produzione
e che dovrebbe capire
bene cosa sono e come si
utilizzano i profi li Icc.
C’è però da riconoscere che
la prestampa, per motivi
economici e di completezza di
servizio, sta migrando verso le
aziende di stampa. I sistemi
per creare la matrice fl exo
(cliché) oggi sono più semplici
da utilizzare, garantiscono
un ottimo rapporto qualità-
prezzo ma da soli non
funzionano; all’acquisto si
deve affi ancare un’adeguata
crescita del personale
nel saper trattare i fi le.
Il repurposing, tecnologia che
sta avendo un largo seguito
in tutto il settore, offre tanti
vantaggi anche alla fl exo.
Trattare i fi le per ottimizzarli
consente di «stampare»
con la giusta quantità di
inchiostro in funzione delle
caratteristiche del gruppo di
stampa e, di conseguenza,
ridurre le problematiche di
asciugatura che, per esempio,
nei fi lm fl essibili accoppiati
per gli imballaggi alimentari
possono inquinare il prodotto
oppure sporcare il materiale
in fase di ribobinatura.
Infi ne l’intervento ha anche
sottolineato che le variabili
in gioco nel settore fl exo
sono tante, basti pensare
alla varietà di supporti su
cui si stampa, gli inchiostri
a disposizione e le tipologie
di macchina dalla banda
stretta (30 cm) alla banda
larga (3 m), per cui il
repurposing può prevenire
ed evitare tanti problemi.
Inchiostri fl essografi ci: tendenze di mercatoPoiché il settore della fl exo è
formato soprattutto da aziende
di stampa, Atif con l’intervento
ha voluto dare una panoramica
completa degli inchiostri a
tutti gli esponenti delle diverse
merceologie del panorama
fl exo (etichettifi ci, stampatori
di fi lm fl essibili in banda
larga, stampatori di cartone
ondulato ecc.). Il relatore si
è poi focalizzato sui trend
di mercato, tra cui spiccano
alcuni elementi: gli inchiostri
a maggior concentrazione
di pigmento, i materiali bio
e le nuove tecnologie Uv.
La prima tendenza deriva
da molteplici fattori:
utilizzo di lineature più
alte, maggiore richiesta di
colore, velocità di stampa
mentre la seconda è legata
al packaging alimentare.
Gli inchiostri Uv sono usati
dove non c’è contatto diretto
con l’alimento ma con la
tecnologia WetFlex, ancora
in fase di sperimentazione
e implementazione da
parte dei costruttori di
macchine, questo limite
sembra superato. La stampa
viene defi nita «bagnato su
bagnato» e garantisce tra
le altre cose, alta qualità,
densità ottica stabile,
assenza di fotoiniziatori e
presenza di una sola stazione
fi nale di reticolazione. g
Struttura della macchina da stampa
che impiega la tecnologia WetFlex.
File CorrettoFile CorrettoFile CorrettoFile CorrettoFile CorrettoFile Corretto
StampoStampo
File ErratoFile ErratoFile ErratoFile ErratoFile ErratoFile Errato
RisultatoRisultato
OKOK
RisultatoRisultato
OKOK
Con il repurposing i fi le in entrata vengono ottimizzati per la stampa fl exo
in relazione ai materiali impiegati e al profi lo della macchina da stampa.

febbraio 200820 italiagraFica
formazione
IL PUNTO D’INCONTRO TRA SCUOLE E AZIENDE
un Polo aperto all’innovazione
■
di Maria Luisa Romiti^
nel luglio del
2006 fu
ammesso al
fi nanziamento
Fse (Fondo
sociale europeo) un progetto
denominato «Ricerca,
innovazione, formazione
nell’ambito dei processi grafi ci
della multimedialità», in
seguito alla pubblicazione del
bando regionale «Invito a gara
ristretta per la realizzazione
delle attività dei Poli
Formativi - Percorsi Formativi
Ifts 06-08»: in pratica
nasceva il Polo Formativo
Grafi co della Lombardia
[www.poloformativografi co.it].
Il capofi la del progetto era
l’Istituto Pavoniano Artigianelli
di Milano [www.istitutoart.it],
insieme ad altre undici
istituzioni nel campo della
grafi ca lombarda, tra
scuole, università, aziende,
associazioni di imprese ed enti
di ricerca. «La collaborazione
tra il mondo delle imprese
e delle scuole del settore
grafi co è una realtà esistente
da anni», afferma Renzo
Bertoldo, direttore dei Servizi
di Formazione Professionale
dell’Associazione Padre Monti
[www.padremonti.it], una delle
scuole associate al Polo,
nonché membro del comitato
di pilotaggio, che fa parte
della struttura di governo
del Polo. «Il network, che dà
senso al Polo, ha formalizzato
e conferito stabilità a
questa rete, sviluppandola
ulteriormente. Dal luglio
del 2006 a oggi il numero
di associati è cresciuto e
sta ancora aumentando,
a dimostrazione ulteriore
del fatto che il creare una
rete relazionale è iniziativa
fondamentale per la realtà
grafi ca di riferimento».
Sono numerose le scuole
che hanno aderito al Polo
Formativo Grafi co, oltre
all’Istituto Pavoniano
Artigianelli Milano e Trento,
e all’Istituto Padre Monti
(Istituto Rizzoli, Istituto
Tecnico Industriale Don Bosco,
Centro Nazionale Opere
Salesiane e altre ancora).
Ma non solo. Sono circa
sessanta le imprese associate
(diverse realtà sia nell’ambito
della produzione grafi ca
sia delle macchine e degli
impianti), quali Xerox Italia,
Macchingraf, Mondadori
Printing, Rotolito Lombarda,
Grafotitoli, Hachette Rusconi,
Hewlett Packard, Kodak, De
Agostini Editore, GPP Industrie
Grafi che, Cartografi ca Pusterla,
Casa Editrice Universo e così
via. A scuole e aziende si
aggiungono enti di ricerca
(Taga Italia, Centro Studi
Grafi ci), università quali la Liuc,
Università Carlo Cattaneo, e le
associazioni di categoria, come
Unione Industriali, Assografi ci,
Enipg Milano, Varese, Bergamo
e Como, Confartigianato
Lombardia e Collegio di Milano.
La partecipazione al Polo,
ossia far parte integrante
del partenariato, prevede un
impegno reciproco di tutti i
partner. Tale impegno, come
spiega Renzo Bertoldo, viene
espresso secondo le specifi cità
proprie di ciascun partner.
Le aziende, per esempio,
mettono a disposizione le
struttura per l’accoglimento
degli studenti in stage, le
conoscenze specialistiche e
alcuni forum tematici sulle
nuove tecnologie e sui nuovi
scenari. Le associazioni,
invece, svolgono un ruolo di
collegamento tra le aziende e il
Polo, raccolgono i bisogni delle
imprese e lo promuovono con
enti e istituzioni pubbliche.
Le scuole e i centri di
formazione mettono a
disposizione percorsi
formativi congruenti con
le esigenze del mercato
grafi co, docenze qualifi cate in
relazione a tematiche tecnico-
specialistiche e attività di
orientamento per i giovani.
Infi ne gli enti di ricerca
condividono le conoscenze
di settore, soprattutto in
relazione alle tematiche
dell’innovazione e di sviluppo,
mentre l’università garantisce
un’attenzione costante rispetto
ai programmi formativi, alla
qualifi ca e all’innovatività dei
percorsi formativi, mette a
disposizione docenti qualifi cati
e fornisce una supervisione
scientifi ca alle attività del Polo.
Il Polo lombardo rappresenta un network tra aziende, scuole e associazioni che gravitano attorno alla fi liera grafi ca. Renzo Bertoldo, membro della struttura di governo e direttore dell’Associazione Padre Monti, uno degli istituti associati, ci aiuta a capire meglio le attività svolte dal Polo, quali sono i corsi di formazione offerti e gli obiettivi presenti e futuri.
Renzo Bertoldo, direttore dei
Servizi di Formazione Professionale
dell’Associazione Padre Monti.

febbraio 2008 21italiagraFica
Gli obiettivi e le attivitàIl Polo rappresenta il network
ideale per accogliere e
valorizzare singoli soggetti e
partnership già esistenti tra
aziende, scuole e associazioni
che gravitano attorno alla fi liera
grafi ca. Nella rete formalizzata
dal Polo è maggiormente
possibile, rispetto a precedenti
condizioni, la valorizzazione
e la circolazione organizzata
e regolamentata di un know
how specifi co e innovativo,
in modo da individuare,
orientare e integrare tutti
gli elementi originali e di
eccellenza già presenti nelle
singole e specifi che realtà.
Il Polo ha due livelli di
esistenza. Un primo livello
è quello virtuale: è un
portale, un luogo potenziale
di incontro e di scambio di
conoscenze ed esperienze tra
gli aderenti. Un secondo livello
è quello fi sico: attraverso le
innumerevoli attività e servizi
proposti, il Polo si pone
come obiettivo lo scambio
continuo di comunicazione e
competenze. «Ci sono incontri
periodici nei quali i vari attori
si confrontano, discutono e
propongono linee di crescita
e di sviluppo per il Polo
Formativo Grafi co, guidato con
competenza e autorevolezza
dal direttore Natale Cattaneo»,
precisa Bertoldo. «Sono state
create occasioni di incontro
anche all’interno di eventi
istituzionali. L’ultima assemblea
dell’Unione Industriali, per
esempio, è stata aperta al
Polo: un momento di confronto
all’interno del quale si è creato
un dibattito relativo ai servizi,
alle potenzialità del Polo e
alle necessità delle aziende».
Le attività proposte dal
Polo percorrono tre strade
parallele, ma collegate tra
loro. La prima riguarda la
formazione continua dei
lavoratori con necessari
momenti di scambio, anche
online, mentre la seconda
verte sullo studio e la ricerca
continua di innovazione, in
particolare quella tecnologica.
Infi ne troviamo le prospettive
della ricerca in genere e la
diffusione di studi tecnici,
soprattutto del settore.
In questo senso, gli obiettivi
che il Polo si prefi gge, come
precisa Bertoldo, sono quelli
di rendere stabile e quotidiano
il collegamento tra i vari
soggetti aderenti (enti da un
lato, persone dall’altro) e di
creare occasioni di scambio,
con particolare riferimento
alla diffusione e condivisione
di conoscenze, competenze
ed esperienze. Inoltre vuole
essere un punto di riferimento
per i propri partner sul fronte
della ricerca, l’innovazione e
il trasferimento tecnologico
tra le varie aree territoriali,
compresa quella oltre confi ne.
A dicembre di quest’anno
il Polo, almeno dal punto
di vista dell’erogazione di
fi nanziamenti da parte della
Regione, si chiude e non ci
sono più risorse che vadano
a fi nanziare i vari servizi:
«Esiste una prima ipotesi di
business plan di massima
e la proposta di un patto di
partenariato per promuovere
un confronto aperto sulla
disponibilità, da parte di tutti
gli associati, a proseguire il
lavoro insieme con modalità
fl essibili e costruttive»,
afferma Bertoldo. «L’idea di
base è quella di non creare
una sovrastruttura nuova, ma
di capire come tutto quello
che è stato sperimentato
fi nora possa permanere nel
tempo e in che forma. Entro
giugno si dovrebbe arrivare a
un discorso più defi nitivo».
I servizi a disposizioneIl Polo Formativo nasce
dall’integrazione di bisogni
ed esperienze inerenti la
formazione e a supporto dello
sviluppo delle imprese del
settore grafi co nel territorio
lombardo. Interviene in prima
istanza nel panorama della
formazione dei giovani in
cerca di prima occupazione e
incrementa progressivamente
le proprie attività, anche verso
la formazione continua degli
occupati e la formazione dei
formatori. «Come Polo, per
esempio, abbiamo messo
in atto il progetto Scooter
Grafi co», afferma Bertoldo.
«Tutti gli enti di formazione
sono impegnati a erogare
servizi alle aziende grafi che
a diversi livelli, dai quadri ai
lavoratori. Le ore di formazione
sono 2.700 circa, l’attività è
stata avviata a novembre e si
concluderà nel mese di luglio».
Di vitale importanza il sito
[www.poloformativografi co.it].
All’inizio, come precisa
Bertoldo, era una vetrina
attraverso la quale le varie
realtà si sono presentate
(le scuole, per esempio,
illustrano i loro corsi), ma
nel tempo si è evoluto e ora
mette a disposizione una
serie di servizi accessibili
gratuitamente, previa
registrazione al portale. Tra
questi, il software Competenze
che è il risultato di un lungo
impegno di ascolto e accordo
con gli imprenditori del
comparto grafi co aderenti
al Polo: un lavoro di sintesi
dinamica che descrive le
fi gure professionali coinvolte
nel sistema produttivo
grafi co, delineando per
ciascuna le competenze
ritenute indispensabili e
«pesate» secondo un grado
di importanza variabile. Gli
studenti possono accedere
al software compilando le
informazioni richieste e a
loro dedicate, misurando
quanto le proprie abilità
siano considerate importanti
per il mondo del lavoro.
Gli imprenditori hanno la
possibilità di inserire le loro
esigenze professionali e di
valutare le schede compilate
dagli studenti, incrociandole
eventualmente con le proprie
Il sito del Polo Formativo Grafi co
[www.poloformativografi co.it].

febbraio 200822 italiagraFica
formazione
necessità. Da citare anche
l’area dei Professionisti ed
esperti. Questo servizio è
progettato prioritariamente
per le scuole e per tutti quei
contesti di apprendimento e
formazione che necessitano
saltuariamente di contattare
un esperto aziendale per una
testimonianza. Può essere
utile alle aziende stesse
qualora volessero avvalersi di
una competenza specialistica
non presente presso la
propria organizzazione. Sul
sito sono disponibili anche
il Glossario (un database di
lemmi specifi ci del settore
grafi co) e la Guida allo
stage, uno spazio riservato
che rappresenta una guida-
modello per l’organizzazione
dello stage e uno spazio
di incontro tra domanda e
offerta, sempre aggiornato e
specifi co per il settore grafi co.
Sul portale, infi ne, è disponile
la Biblioteca, un database
facilmente consultabile che
raccoglie tutte le segnature
messe a disposizione dalle
varie strutture partner
(imprese, istituti scolastici,
università, centri di
ricerca). In questo modo, la
circolazione e il reperimento
delle informazioni risultano
immediati per i partner del
Polo, che possono in tempo
reale attingere al database e
sapere dove trovare il volume.
I corsi IftsA settembre sono partiti
due corsi Ifts (due classi di
venti ragazzi ciascuna), che
si tengono presso l’Istituto
Pavoniano Artigianelli di
Milano. «Sono un po’ il
fi ore all’occhiello del Polo, e
un’autentica sperimentazione
di rete tra le scuole grafi che»,
afferma Bertoldo, direttore
di uno dei due corsi. «La
progettazione dei percorsi ha
tenuto in forte considerazione
le esigenze delle aziende
lombarde del settore.
Queste hanno contribuito in
modo attivo alla defi nizione
della fi gura professionale
e delle competenze, che
saranno a essa trasferite,
secondo una progettazione
curata dal Comitato Tecnico
Scientifi co del Polo con
il supporto dell’università
Liuc di Castellanza».
L’accesso ai corsi Ifts è stato
consentito sia agli studenti
in possesso del diploma
di istruzione secondaria
superiore sia a quelli che
hanno frequentato un percorso
sperimentale di quarta
annualità.
La Regione Lombardia, come
precisa Bertoldo, sta seguendo
attentamente questo progetto,
in quanto è la prima volta
che ragazzi provenienti da
un percorso di formazione
professionale quadriennale
accedono a corsi Ifts
(Istruzione, formazione tecnica
superiore), normalmente
riservati solo ai diplomati.
La prima fi gura professionale,
«Tecnico superiore per
l’industrializzazione del
prodotto e del processo
dell’industria grafi ca»,
defi nisce e gestisce in
modo completo, autonomo
e approfondito tutte le fasi
della produzione grafi ca
e multimediale. Inoltre,
sceglie le tecnologie e le
tecniche logistiche per
permettere un’impostazione
razionale dell’impiantistica
di stabilimento e studia
l’applicabilità di tecniche
innovative, promuovendone
la relativa sperimentazione e
implementazione. Il «Tecnico
superiore per la produzione
dell’industria grafi ca» (secondo
corso) cura la gestione e il
coordinamento delle attività
delle aree operative di
prestampa (con particolare
attenzione al multimedia),
stampa, legatoria e
cartotecnica. Si occupa anche
degli interventi di correzione e
regolazione della produzione,
cura il funzionamento e
la manutenzione ordinaria
delle macchine e degli
impianti grafi ci, valutando
l’andamento della produzione
e proponendo soluzioni
migliorative. Inoltre è
in grado di occuparsi
dell’addestramento degli
operatori. A questa fi gura è
richiesto un grado elevato
di competenze specifi che,
in particolare quelle del
comparto pre-media.
Entrambe le fi gure
professionali proposte avranno
capacità di analisi dei processi
aziendali e del business
in generale, sapranno
interpretare i trend di mercato
e rapportarli alla produzione
interna. Oltre a intervenire
nella progettazione e gestione
del fl usso produttivo, saranno
in grado di confrontarsi
con il cliente, recepirne
le esigenze e tradurle in
proposte che tengano conto
dei processi aziendali,
delle risorse e dei tempi
a disposizione. All’interno
dell’organigramma aziendale,
si inseriscono come tramite
tra la direzione generale e gli
operativi della produzione,
traducendo le linee di
sviluppo indicate dall’una in
azioni operative per gli altri.
«Le aspettative su questi
ragazzi sono molto alte»,
conclude Renzo Bertoldo, «e
le aziende, che fanno parte
del polo, hanno già chiesto la
segnalazione degli studenti
che si stanno distinguendo
in modo particolare. Sarà
nostra cura combinare
adeguatamente domanda e
offerta, tenendo conto sia
delle esigenze dei ragazzi sia
di quelle delle imprese». g
Il software Competenze è un
servizio accessibile gratuitamente,
previa registrazione al sito del
Polo, che permette di individuare
le fi gure professionali coinvolte
nel sistema produttivo grafi co,
delineando per ciascuna le
competenze ritenute indispensabili.


febbraio 200824 italiagraFica
stampa offset
UN DECISIVO PROGRESSO IN TERMINI DI TECNOLOGIA E PROFESSIONALITÀ
anilox offset e waterless: chimera o realtà?
■
di Fabrizio Colombo^
l’anilox offset non è una semplice evoluzione tecnica, un’implementazione tecnologica, ma una
vera e propria rivoluzione. Da quando, molti anni fa, ho avuto i primi contatti con il mondo offset mi sono sempre chiesto come sia possibile basare un processo industriale su un principio instabile, non misurabile, soggettivo come quello della repulsione tra acqua e grassi! Un po’ come quando, prendendo un aereo, mi chiedo regolarmente come faccia a stare per aria. E quante volte sarà capitato anche a voi di assistere a un visto macchina, magari con la presenza del cliente, e di sentire le fatidiche affermazioni «un po’ più rosso qui» o, per contro,
«ma non è forse meglio fare meno giallo?» e così via.Provate a immaginare che tutto questo sia spazzato via e che domani non esista più. Immaginate che il processo di stampa offset diventi un nuovo processo di stampa rotocalcografi co,
dove tutto viene deciso a monte (prestampa e color management) e quello che l’operatore deve aver cura di controllare è il registro fra i colori, la precisione di piega e la produzione con la P maiuscola. Sarà mai possibile? Se mai lo sarà, di sicuro il passaggio obbligato sarà l’anilox offset e la stampa senz’acqua.
Che cos’è l’anilox offset
Dopo tanti anni di sperimentazione nel mondo dei giornali, un grande costruttore europeo sta portando all’attenzione degli stampatori di tutto il mondo
un impianto che abbina l’inchiostrazione anilox con la stampa senz’acqua.Di cosa si tratta? In sostanza stiamo parlando di un cilindro «retinato» che viene «spalmato» di inchiostro e successivamente raclato per toglierne l’eccedenza, e che con pochi rulli di macinazione rispetto a una inchiostrazione tradizionale (in termine tecnico «inchiostrazione corta») è in grado di portare con continuità e costanza la stessa quantità di inchiostro alla matrice. La parte eccedente di inchiostro, quella cioè che trova sulla
Già dall’inizio degli anni Ottanta Kba [www.kba.com] ha
iniziato lo sviluppo di gruppi a inchiostrazione corta,
inizialmente sulla base della tecnica fl exo.
Nel 1987 presso il Guardian di Londra entrava in
funzione una Anilox Courier, che a quei tempi era la
rotativa per stampa tipografi ca anilox in quadricromia
con inchiostri a base oleosa più grande del mondo.
Nel 1989 entrava in funzione un’altra macchina
analoga di dimensioni ancora maggiori.
Sempre nel 1989 avveniva la messa in esercizio
della rotativa per stampa fl essografi ca più grande del
mondo presso la Associated Newspapers di Londra
(Daily Mail - Evening Standard).Nel 1988 la Koenig e Bauer aveva acquisito la
maggioranza della Albert Frankenthal e sulla base di
promettenti studi dei progettisti Albert e della loro
indiscussa esperienza sui sistemi di inchiostrazioni
rotocalcografi ci senza «chiavi», i tecnici della Kba
ebbero la possibilità di disporre della tecnologia di
stampa offset anilox.
Nel corso di Drupa 1990 questa tecnologia veniva
presentata dal vivo al pubblico con una torre per
quadricromia. Fino a quel momento la Koenig &
Bauer era stata l’unica ad aver presentato questo tipo
di stampa. Nel corso dei successivi quattro anni ha
venduto numerose rotative offset anilox per stampa di
giornali in quadricromia divenendo leader mondiale in
questo settore.
Alla Drupa 2000 veniva presentata dal vivo per la
prima volta la Kba Cortina che rappresenta l’ attuale
stato dell’arte. La differenza con la tecnologia ex
Albert, a parte l’originalità costruttiva, è rappresentata
dall’assenza dell’acqua, con evidente vantaggio nella
qualità e stabilità di stampa.
BREVE STORIA DEI SISTEMI A INCHIOSTRAZIONE «CORTA» KBA
È il sistema anilox la «next revolution» della stampa offset, grazie all’assenza di viti di apertura del calamaio e all’eliminazione, una volta per tutte, della gestione del colore «a occhio». E i costruttori di macchine da stampa stanno già progettando grossi interventi in fase produttiva, legittimando l’anilox offset come probabile standard di riferimento futuro.

febbraio 2008 25italiagraFica
matrice i contrografi smi, o
parti non stampanti, viene
restituita, attraverso i rulli
di macinazione, allo stesso
rullo anilox in un percorso
senza soluzione di continuità.
Qui le cose fondamentali
da notare sono due.
La prima: questo processo
elimina la necessità di
chiavi di apertura (viti)
del calamaio, con tutte le
conseguenze del caso: niente
«fi le» di preinchiostrazione
dalla prestampa, niente
manutenzione periodica
dello «zero» dei calamai,
niente affermazioni del
tipo «più rosso» o «meno
giallo». Queste le cose di
immediata comprensione.
Ma la vera rivoluzione sarà
«obbligare» le aziende a
preparare tutto a monte:
ad avere necessariamente
un’attenta «gestione interna»
del colore, degli standard di
incisione lastre in relazione ai
tipi di carte usate e a basare
durante la produzione i propri
standard di inchiostrazione
e densità, per esempio, sul
bilanciamento dei grigi.
La seconda è vista come
diretta conseguenza della
prima: tutti i responsabili
di macchina (di macchine
piccole, grandi, rotative
o a foglio) smetteranno
di determinare con il loro
gusto, la loro sensibilità
e il loro «occhio» la resa
cromatica dello stampato,
senza per questo doversi
sentire sminuiti nella
propria professionalità.
Al contrario, con una variabile
così pesante in meno da
gestire, avranno più tempo
da dedicare alla produttività
dell’impianto e, certamente,
riusciranno a incrementare
e a rendere più prevedibili le
rese degli impianti stessi.
Ferreo controllo
delle variabili
Con questo primo passo
riusciremo forse ad accorciare
la classica defi nizione (che
identifi ca il nostro settore da
sempre) da «arti grafi che»
semplicemente a «grafi ca».
Il sistema è sostanzialmente
governato da un ferreo
controllo delle temperature
e praticamente tutti i
rulli e cilindri (compreso
quello portalastra) sono
termicamente controllati.
Per quanto riguarda il cilindro
anilox le variazioni, anche
minime, di temperatura sono
quelle che consentono una
minore o maggiore fuoriuscita
dell’inchiostro dagli alveoli
e, conseguentemente,
una minore o maggiore
densità di stampa.
L’obiezione più logica a
queste considerazioni è
sostanzialmente una sola:
il sistema anilox offset non
è una nuova scoperta, così
come del resto le lastre
waterless. La prima rotativa a
torre anilox offset vide infatti
la luce nel 1989 e in quella
data, per certo, le lastre
waterless erano già utilizzate.
Quindi quali sono oggi i
nuovi fattori che potrebbero
rendere realizzabile ciò che
non è riuscito in passato?
Le motivazioni per i salti
tecnologici nell’industria sono
sempre economiche, e quindi
la necessità di produrre a
costi più bassi è sicuramente
la prima: una macchina da
stampa che non abbia un
calamaio con viti motorizzate,
sistemi di controllo colore
in linea, un impianto di
bagnatura e una macinazione
ricca di rulli consente già
un primo risparmio. Inoltre,
per l’assenza di tutto ciò,
la struttura stessa della
macchina ne risulterà
notevolmente alleggerita.
Abbinando a quanto detto le
nuove tecnologie elettroniche
di gestione dei motori
elettrici (un motore per
ogni cilindro), ci troviamo
in presenza di macchine
senza ingranaggi e senza la
relativa lubrifi cazione a bagno
d’olio. In pratica, a parità di
formato o giro cilindro, queste
macchine si sviluppano in
altezza meno della metà
delle macchine tradizionali.
Un secondo aspetto
potrebbe essere quello
dell’ecologia, problema che
tutti oggi sperimentiamo
quotidianamente. Niente
liquami di risulta delle
bagnature da smaltire o
depurare, niente additivi,
niente alcol isopropilico.
Un terzo aspetto è
certamente determinante.
Rendere la lavorazione più
facile, con meno variabili,
signifi ca fondamentalmente
due cose: poter operare
sulla macchina con
personale meno esperto e
contemporaneamente rendere
i processi più controllabili
e misurabili. Quest’ultima
caratteristica risponde in
maniera brillante alla sempre
più pressante richiesta del
mercato per certifi cazioni di
Schema di inchiostrazione
anilox della Kba Cortina
waterless (a destra).

febbraio 200826 italiagraFica
stampa offset
produzione, adeguamento a standard internazionali, omogeneità cromatica tra diversi stampatori (anche in Paesi diversi) che producano lo stesso lavoro, oltre alla ripetibilità nel tempo.
Retino stocastico e controllo del coloreSempre in tema di economie, da un simile impianto ci aspettiamo notevoli risparmi sugli scarti carta sia negli avviamenti sia in produzione, a fronte di una maggiore omogeneità all’interno della tiratura. Questo permetterà alla rotativa di abbassare ulteriormente il suo punto di convenienza, assicurandosi fette di mercato oggi servite dalle macchine a foglio, e di non perdere quelle commesse (per esempio nel settore editoriale) soggette ormai a una lenta, ma costante, erosione di tiratura.Un altro argomento, realmente applicato nella
pratica quotidiana, è un utilizzo costante, proprio perché reso estremamente semplice, del retino stocastico o raster.Infi ne il tema più importante: oggi disponiamo di una tecnologia della gestione del colore, che qualche anno fa non avevamo, che ci consente di effettuare una preparazione dei fi le che andranno in stampa (anche se non generati direttamente dallo stampatore) tale da renderli omogenei fra di loro e adatti per ogni connubio composto dal tipo di macchina, carta e inchiostro.In presenza di una tale fl essibilità in prestampa la dote più richiesta alla macchina da stampa diventa la ripetibilità e la costanza, e non certo gli acuti qualitativi o le regolazioni esasperate e spesso diverse da lavoro a lavoro, per risolvere problemi che, fi nalmente, saranno invece affrontati a monte, nella sede e nella fase di lavorazione opportuna.Da non trascurare l’evoluzione tecnica degli inchiostri che oggi, meglio di ieri, si adattano a un tale tipo di inchiostrazione. Il loro cambiamento reologico, in relazione alla temperatura, diventa qui una caratteristica importante e positiva che consente, se opportunamente controllato e pilotato, quelle variazioni densitometriche che sono l’unica regolazione cromatica possibile.
Verso un nuovo standard?Per quanto riguarda le lastre waterless il concetto di «color management» sopra espresso
si applica perfettamente. Prima dell’utilizzo di questa pratica tecnica uno dei grossi problemi era il bassissimo livello di dot gain prodotto dall’assenza di acqua di bagnatura. Questo portava inevitabilmente a discordanze cromatiche con le prove colore fornite dal cliente e, quindi, impediva allo stampatore che non produceva internamente le separazioni colore di «copiare» in macchina quanto ricevuto.Per quanto concerne le problematiche tecniche riferite al loro utilizzo, esse vengono oggi utilizzate in condizione estreme, come per esempio con carte povere come quelle da quotidiano. Inoltre l’ottimo livello raggiunto dagli inchiostri e, come già accennato, lo specifi co condizionamento termico delle macchine, ha eliminato le vecchie problematiche tecniche.Ovviamente ci sono anche degli svantaggi oltre ai benefi ci sopra elencati: i costi energetici della climatizzazione della rotativa, il costo ancora elevato delle lastre waterless e la loro durata in macchina.Su questi argomenti, pro e contro, sarebbe interessante ospitare su queste pagine i commenti tecnici dei costruttori: sia di coloro che hanno sposato questa fi losofi a, sia di quelli che hanno invece scelto altre strade.Alla metà del 2007 risale la presentazione di Heidelberg al mercato della propria soluzione anilox offset, la Speedmaster SM52 Anicolor, per il momento limitata a macchine a foglio di
piccolo formato. È peraltro signifi cativo che fra i plus citati nella relativa brochure si parli di riduzione degli scarti, di costanza qualitativa in produzione e di alta qualità.In questo caso questa scelta è stata inizialmente motivata dalla necessità di contrastare l’avanzata del digitale abbassando, con questa tecnologia, il punto di convenienza attraverso la riduzione di scarti e tempi di avviamento.Anche in questo caso si sottolinea l’inderogabile necessità di avere all’interno dell’azienda la padronanza della gestione del colore attraverso i moderni metodi di color management.A questo punto abbiamo citato il 50% dei costruttori europei di macchine offset. Del rimanente 50%, interpellato espressamente sull’argomento, uno solo ha dichiarato inequivocabilmente di non avere progetti di questo genere mentre l’altro ha ammesso, obtorto collo, invocando al contempo la massima riservatezza, che nei prossimi progetti verrà riservata una particolare attenzione alla parte calamaio, con l’applicazione di una nuova fi losofi a progettuale per quanto riguarda l’alimentazione dell’inchiostro. Tutto questo è suffi ciente per far ritenere che i costruttori stiano considerando seriamente alcuni interventi radicali nelle loro logiche costruttive, e che i tempi siano maturi affi nché applicazioni come l’anilox offset possano diventare uno standard, o forse «lo» standard per eccellenza. g
Rendering grafi ca dell’inchiostrazione
anilox della Heidelberg SM 52 (Anicolor)
con bagnatura tradizionale (rapporto rullo
di inchiostrazione/cilindro lastra 1:1).


febbraio 200828 italiagraFica
innovazione
L’INKJET ABBINATO ALLE VARIE TIPOLOGIE DI STAMPA
stampa di dati variabili: soluzioni alla portata di tutti
■
di Maria Luisa Romiti^
dal 1970 Nimax
[www.nimax.it]
si occupa di
automazione
e innovazione
tecnologica, per risolvere le
problematiche aziendali legate
alla marcatura dei prodotti. Nel
settore grafi co, in particolare,
è sempre più diffusa
l’esigenza di personalizzare
in linea stampati mediante
la sovrastampa di dati
variabili, come numerazioni,
Le soluzioni di Nimax studiate ad hoc per il cliente consentono di offrire all’industria grafi ca soluzioni personalizzate ed effi cienti per la stampa dei dati variabili. Ecco quali sono, come funzionano e per quali applicazioni sono particolarmente adatte.
Stampa di indirizzi su cellofan.
La stampa di un codice variabile legato
a un concorso all’interno di un astuccio in cartone.
indirizzi, codici a barre.
Nimax, a questo proposito,
può vantare un’esperienza
trentennale nella tecnologia
a getto d’inchiostro e un
consolidato know how tecnico
che ha permesso all’azienda
di progettare e installare con
successo impianti, anche in
un settore del tutto particolare
come quello grafi co.
«Nimax da trent’anni è
distributore esclusivo per
l’Italia delle stampanti
Domino, un’azienda leader
a livello mondiale nella
marcatura senza contatto su
qualsiasi tipo di materiale»,
afferma Paola Camerani,
responsabile marketing
di Nimax. «I prodotti
(apparecchiature e software)
si dividono principalmente in
due grandi famiglie: quelli per
l’identifi cazione del prodotto
e quelli per la grafi ca, in
particolare nell’ambito della
stampa del dato variabile».
Nimax, quindi, non produce
macchine, ma distribuisce i
sistemi di stampa Domino.
Inoltre non si occupa di
ricerca «generica», ma per i
propri clienti studia soluzioni
effi caci ed effi cienti per dare
risposte concrete a ogni tipo
di richiesta e anticipare le
esigenze di miglioramento
e ottimizzazione del
ciclo produttivo.

febbraio 2008 29italiagraFica
Nimax distribuisce due diversi modelli di
stampanti Domino. La serie A CP (con tecnologia
inkjet) rappresenta la soluzione affi dabile per la
stampa di testo, numerazioni, codici a barre e
logo alle velocità richieste. La A200 è adatta per
applicazioni in cui è richiesta una singola testa
di stampa, mentre la compatta A400, grazie alla
possibilità di essere inserita in rack a 19 pollici
(impilabile), è ideale dove lo spazio è limitato o
sono necessarie più teste di stampa.
La tecnologia a getto d’inchiostro utilizza
il concetto della stampa a matrice di punti
e ogni carattere stampato è formato da
un numero predefi nito di punti ordinati
per colonne. Le gocce di inchiostro, in
ciascuna colonna, sono distanziate mediante
defl essione elettronica, e le colonne sono
separate dal movimento della superfi cie
di stampa sotto la testina. L’inchiostro è
pompato dall’impianto idraulico verso la
testa di stampa, dove un generatore di gocce,
contenente un trasduttore ultrasonico e un
«nozzle», genera un getto costituito da un
numero molto elevato di piccole gocce di
inchiostro. L’elettrodo seleziona le gocce
da caricare elettrostaticamente con diversi
livelli di potenziale: quelle che non hanno
carica sono assorbite dal gutter, un tubicino
che le riporta nel serbatoio dove vengono
riciclate, mentre le gocce cariche, deviate
dalle placche di defl essione, si depositano
sul prodotto, disponendosi a seconda del
tipo di carica ricevuta. In questo modo viene
composto il segno grafi co sulla superfi cie che
deve essere marcata.
Il sistema di stampa a goccia defl essa
garantisce numerosi vantaggi. Innanzitutto,
grazie all’assenza di parti meccaniche in
movimento all’interno della testa, si può
ottenere un’elevata velocità di stampa che
può raggiungere anche 350 metri al minuto.
Inoltre, durante l’attesa di stampa, il getto
d’inchiostro è sempre attivo e ciò permette
l’impiego di inchiostri a rapida essiccazione.
Infi ne la testa di stampa scrive in tutte
le direzioni, è di piccole dimensioni ed è
collegata all’armadio con un cavo fl essibile:
questo consente una notevole facilità di
impiego e di inserimento in molteplici
applicazioni.
Bitjet 212 esegue una stampa fi no a due pollici
(54 mm) a 120 dpi con tecnologia binaria ed
è stata progettata per essere collegata tramite
Lan a un controller Domino o a un Pc esterno.
Con la fl essibilità fornita da 256 punti si
possono stampare caratteri di diverse altezze
e tutti i font disponibili su Windows, immagini
grafi che ad alta risoluzione e una vastissima
gamma di codice a barre. Bitjet 212 funziona
con inchiostri a base Mek (metiletilchetone),
ideali per applicazione dove le caratteristiche
di aderenza al substrato e rapidità di
essiccazione sono determinanti. Il principio di
funzionamento della stampa digitale binaria
prevede 256 getti di inchiostro disposti in fi la
all’interno di una fi nestra di stampa di 2,13
pollici. A ciascuna microgoccia di inchiostro,
di ogni singolo getto, viene applicata una
carica elettrostatica che la fa defl ettere.
Al contrario della tradizionale stampa a goccia
defl essa, quelle destinate alla stampa non
vengono caricate e sono lasciate cadere sul
substrato, mentre le gocce caricate sono
defl esse verso il gutter per rientrare in circolo.
Nimax, grazie all’offerta
Domino, dispone di una
gamma di stampanti
dedicate alle esigenze
tipiche dell’industria grafi ca,
installabili su qualsiasi
macchina da stampa e
in grado di gestire dati
variabili, controller
per la gestione
sincronizzata
di più teste e
software speciali.
«Nimax, oltre
a proporre i
prodotti Domino,
offre uno studio
approfondito
della situazione
aziendale, per
offrire un servizio
personalizzato»,
precisa Camerani,
«sia a livello di
integrazione nella
macchina in linea, sia nella
realizzazione di software
ad hoc per le esigenze
del cliente: per esempio,
programmi dedicati alla
gestione di giochi e
concorsi. Inoltre le soluzioni
proposte sono versatili, in
quanto le teste di stampa
possono essere posizionate
su macchine diverse a
seconda del tipo di lavoro,
e assolutamente fl essibili
per quanto riguarda i dati da
stampare». Infatti lo staff
Nimax si cala completamente
nel contesto dell’azienda per
capire fi no in fondo l’esigenza
di marcatura del cliente, come
aggiunge Guido Marchesini,
della direzione tecnico
commerciale dell’azienda.
«Per questo facciamo
precedere a ogni consulenza
un sopralluogo, per esaminare
nel dettaglio eventuali vincoli
e valutare insieme all’azienda
le possibili alternative
e opportunità. L’analisi
preliminare ci consente di
distinguerci per la capacità
di personalizzazione, che si
traduce in un’applicazione
effi cace e su misura».
Una soluzione per ogni tecnologia di stampaNimax ha realizzato molte
applicazioni per le macchine
da stampa litografi ca a foglio,
disponendo diverse teste di
stampa inkjet direttamente
a bordo della stessa.
In questo modo è possibile
stampare dati variabili in
qualsiasi posizione del foglio
in totale affi dabilità, anche
alla massima velocità di
produzione (10-15mila fogli
l’ora), con costi stampa
molto bassi. Questo tipo di
applicazione rappresenta
la soluzione ideale per i
produttori di biglietti, coupon
e stampati ad alta tiratura.Un esempio
di numerazione a blocchetto.
DALLA STAMPA AVANZATA INKJET A QUELLA DIGITALE
Due teste di stampa A400
inserite in un rack da 19 pollici.

febbraio 200830 italiagraFica
innovazione
Il tavolo di controllo è una
macchina che sbobina uno o
più rotoli precedentemente
stampati e consente
all’operatore l’eliminazione
di quegli spezzoni dove la
stampa non è di qualità
adeguata. A valle del settore
di controllo, Nimax è in grado
di installare una o più teste
inkjet per la sovrastampa di
numerazioni, codici a barre,
messaggi e così via. Tipici
esempi sono la numerazione
progressiva delle etichette
da vino, la personalizzazione
con codici a barre, codici
variabili legati a promozioni
di vendita. La praticità di
questo tipo di applicazione
è tale che alcuni costruttori
di tavoli di controllo offrono,
come opzione, una speciale
prolunga del girocarta, per
favorire l’installazione delle
teste inkjet da entrambi i lati.
Nel settore cartotecnico la
piegaincolla è la macchina
che ha il compito di piegare e
incollare l’astuccio di cartone
stampato e prefustellato
nei diversi formati.
Può raggiungere una velocità
massima di 400 metri al
minuto. Nimax è in grado di
realizzare la sovrastampa di
dati variabili su un qualsiasi
punto dell’astuccio, sia
all’interno sia all’esterno
dello stesso, per realizzare
concorsi, giochi, promozioni.
Sul fronte delle macchine
da stampa fl exo, l’azienda
bolognese può effettuare
applicazioni di stampanti
inkjet in linea o a valle dei
gruppi di stampa, mentre
per quanto riguarda le
macchine rotativa rotocalco,
i sistemi di stampa Domino
sono installati prima del
gruppo piega, consentendo la
numerazione all’interno delle
varie segnature alla velocità
massima di produzione.
Chiudono il ciclo i sistemi per
le legatorie. Nel caso, per
esempio, dell’accavallatrice
a punto metallico, usata
per il confezionamento di
riviste e opuscoli a media
fogliazione, le stampanti
inkjet permettono la stampa
di dati variabili sia sulle varie
segnature (numeri, messaggi,
indirizzi), sia sulle copertine.
Questi sistemi sono l’ideale
anche per le piegatrici e sono
in grado di sovrastampare
dati variabili ad alta velocità
(circa 200 metri al minuto),
come numerazioni progressive
o dati variabili provenienti da
database forniti dal cliente,
messaggi promozionali o
indirizzamenti. Lo spessore
del dépliant o della segnatura
in via di formazione è
ininfl uente, grazie alla stampa
senza contatto. Inoltre, con
l’uso di inchiostri a rapida
essicazione, le teste possono
essere applicate nel punto di
passaggio del foglio da una
tasca all’altra, dall’alto verso il
basso o dal basso verso l’alto,
con la possibilità di stampare
su entrambi i lati del foglio.
L’utilizzo delle stampanti
inkjet è particolarmente
conveniente anche nel
settore delle cellofanatrici,
poiché consente la stampa
in linea dell’indirizzo
direttamente sullo stampato
prima della cellofanatura,
oppure sul cellofan stesso.
Numerazione e codici a barreLa numerazione è la
tecnica di identifi cazione e
tracciabilità più diffusa negli
stampati in circolazione:
identifi cazione delle
merci, documentazione
fi scale e biglietti (concerti,
parcheggi, lotterie e così
via). «Le soluzioni Nimax
sono in grado di rispondere
a tutte le esigenze in
fatto di numerazione di
stampati realizzati sia
su macchine da stampa
a foglio sia su bobina»,
precisa Marchesini. «Infatti
una delle caratteristiche
vincenti dei codifi catori
a getto d’inchiostro
Domino è la possibilità di
effettuare diversi tipi di
numerazione con la stessa
apparecchiatura, garantendo
una completa fl essibilità che
si contrappone alla “rigidità”
dei numeratori tradizionali».
Le opzioni di numerazione
sono infi nite: alfanumeriche,
sequenziali, con check
digit creato tramite un
algoritmo noto solo al
produttore, numerazioni
di qualsiasi complessità
memorizzate in un database,
numerazioni madre-fi glia.
Una sofi sticata funzione
di numerazione consente
di ottenere blocchetti
numerati sequenzialmente,
come risultato delle
successive operazioni di
sovrapposizione e taglio dei
fogli con ricavi elevati. Alla
numerazione ovviamente
è possibile aggiungere
testi, date, codici a barre e
immagini, con una gamma
di soluzioni molto vasta.
I codici a barre sono
universalmente utilizzati
per l’identifi cazione
e la tracciabilità dei
prodotti: le stampanti e i
controller Domino sono in
grado di coprire tutta la
gamma dei codici a barre
utilizzata nell’industria.
Oltre alla stampa a matrice
La numerazione di biglietti può avvenire anche
su una macchina da stampa fl essografi ca.
Guido Marchesini, responsabile
tecnico commerciale di Nimax.
Paola Camerani, responsabile
marketing dell’azienda.

febbraio 2008 31italiagraFica
di punti (modelli A200 e
A400), Nimax dispone anche
di stampanti con tecnologia
digitale, da non confondersi
con il concetto «tradizionale»
di digitale, come precisa
Guido Marchesini (vedi box).
Si tratta della serie Bitjet, con
una risoluzione pari a 120 dpi
e un’altezza di stampa di 54
millimetri. «Questa tecnologia
consente la stampa di
caratteri di diverse altezze
con tutti i font TrueType
disponibili su Windows, di
immagini grafi che e di una
vasta gamma di codici a
barre, anche i più particolari
come Postnet, Planet,
4-State», afferma Marchesini.
«Inoltre permette la stampa
in qualsiasi orientamento,
anche diverso da quello di
scorrimento del prodotto».
Domino mette a disposizione
anche inchiostri per esigenze
specifi che, come quelli visibili
solo con luce Uv, che vengono
utilizzati nelle applicazioni
anticontraffazione.
Giochi e concorsiNimax fornisce la soluzione
tecnica per realizzare e
stampare giochi e concorsi
(numerazioni, testi, codici
a barre, password, loghi),
ideati dagli uffi ci marketing,
direttamente su riviste,
quotidiani, confezioni di
prodotto, coupon e così via.
I dati variabili da stampare
sono prelevati, tramite Pc, da
fi le opportunamente preparati
in modo da realizzare la logica
o la casualità necessarie,
come spiega Marchesini:
«L’operazione, eseguita
contemporaneamente alle
normali lavorazioni previste,
consente notevoli vantaggi
in termini di risparmio e
controllo dell’intero processo.
La stampa in linea elimina
infatti la necessità di ricorrere
a fornitori esterni, evitando
l’impiego di inserti stampati
separatamente e problemi di
perdita, o danneggiamento,
durante l’abbinamento alla
rivista o al prodotto».
Per garantire maggiore
sicurezza è possibile
completare l’applicazione
con dispositivi a telecamera
o scanner. Questo è
particolarmente importante
nei giochi tipo «gratta e
vinci», dove è fondamentale
la certezza della correttezza
del dato prima della sua
copertura. La qualità degli
inchiostri Domino, poi, gioca
un ruolo determinante: rapidi
tempi di essicazione per
massimizzare la produzione,
aderenza, leggibilità e
resistenza allo sfregamento.
Indirizzamento e mailing«Le soluzioni Nimax per la
personalizzazione in linea dei
documenti sono ideali per
risolvere, in modo effi cace ed
economicamente competitivo
le esigenze di indirizzamento
e direct mailing», sottolinea
Marchesini. «L’indirizzamento
in linea sul cellofan, per
esempio, comporta un
costo decisamente inferiore
rispetto all’etichetta in carta
e garantisce la completa
gestione degli scarti».
Il risparmio è sensibile anche
grazie alla riduzione dei tempi
nella preparazione e nello
svolgimento del lavoro, e al
pieno controllo del processo
produttivo con possibilità di
apportare modifi che all’ultimo
minuto. L’utilizzo di indirizzari,
raggruppati per codice di
avviamento postale, consente
di ottenere dal software
di controllo delle teste di
stampa i segnali di comando
per la chiusura dei pacchi
e la stampa dei rispettivi
capopacco. In questo modo
lo speditore può sfruttare
al meglio le agevolazioni
tariffarie postali. Una potente
funzione di «read and
print» consente di abbinare
con certezza la stampa
dell’indirizzo sulla busta con il
suo contenuto: questo grazie
alla lettura di un codice a
barre o di un Ocr presente
al suo interno, reso visibile
da una fi nestra trasparente.
La stampa dell’indirizzo e di
altre informazioni variabili può
essere eseguita in diverse
posizioni, parallelamente al
dorso o al titolo, all’esterno
o all’interno della rivista.
Le soluzioni per
l’indirizzamento sono
graduabili, come afferma
Marchesini, in funzione
delle esigenze del cliente:
il numero delle teste di
stampa è proporzionale alla
richiesta di personalizzazione.
In ogni caso la modularità
e la fl essibilità rendono
questo tipo di applicazione
particolarmente indicata
anche per i piccoli
produttori di mailing.
Gli stessi sistemi di stampa
possono essere utilizzati
per la precompilazione di
cartoline e coupon, con il
risultato accertato di un
incremento del tasso di
risposta dei lettori. Inoltre,
con l’aggiunta di un codice
a barre o di un numero Ocr,
le risposte possono essere
gestite successivamente
in modo automatico. g
SOFTWARE NIMAX E DOMINOEditix è un software sviluppato da Nimax per la gestione di più teste di stampa Domino in ambiente grafi co, quando viene richiesta la stampa di dati variabili ad alta velocità. Legge fi le di dati variabili in formato Dbf o sequenziale, quest’ultimo strutturato in record e campi a lunghezza fi ssa. Il programma funziona su Pc e può essere fornito nella versione «install-pack», comprensiva dell’hardware e del software necessari per l’installazione sul computer del cliente.Editor 2 ed Editor GT, invece, sono programmi di Domino. Il primo è un collaudato controller per la gestione di dati variabili con più teste di stampa che opera con il tracker, un dispositivo hardware di interfaccia con la linea di produzione. Controlla fi no a 24 teste di stampa, pari a un massimo di 48 righe di testo. Editor GT è un sofi sticato controller progettato per sfruttare al meglio la potenzialità di tutta la gamma di stampanti Domino. La sua struttura modulare ne consente l’utilizzo con le applicazioni più semplici fi no a quelle più strutturate, mediante la gestione di decine di teste di stampa di tipo diverso poste lungo la linea di produzione. La presenza di opportune interfacce permette una simbiosi perfetta con la linea per l’eventuale inserimento di dispositivi di visione per il recupero dei dati da stampare e il successivo controllo di qualità di stampa e correttezza dei dati.
Esempio di stampa
di un numero fortunato
su un tabloid. La testa
di stampa è stata installata
sul cono di una rotativa.

allo stampatore è oggi richiesto sempre più
frequentemente il raggiungimento di standard
industriali, come Swop, Gra-Col, Iso. Un obiettivo
che si scontra però con alcune resistenze: la
cultura tradizionale degli stampatori, infatti,
non prevede di «cambiare» i fi le del cliente, anche se tutto
il fl usso di lavoro utilizzato per produrre fogli stampati
da fi le digitali, in realtà, altera i documenti forniti.
Oltre alle impostazioni, consapevoli o meno, che si trovano
all’interno dei fl ussi di lavoro o dei Rip, di sicuro anche le
curve di compensazione dei Ctp cambiano i «numeri dei
colori» dei fi le in ingresso, per meglio adattarsi alle propria
combinazione macchina da stampa-carta. Ogni buon
stampatore sa allora che per stampare su una carta uso
mano è necessario avere curve di Ctp diverse da quelle per
di Fabio Santoro^
dossier repurposing
febbraio 200832 italiagraFica
Fabio Santoro
Socio di abc.it, premium reseller di Apple, segue da molto tempo i mercati della stampa, della prestampa e della fotografi a digitale. Dall’avvento del ColorSync, si occupa delle problematiche legate all’implementazione del ColorManagement presso le aziende clienti. Assieme ad altri partner (Col.net e Shot) rappresenta Alwan in Italia.
LE CONVERSIONI DI «RISEPARAZIONE»
i segreti di un corretto
■
stampare su carta patinata; questo a parità di fi le in ingresso.
Lo stesso accadrà se si desidera adattare fi le pensati per la
stampa su carta ad altri tipi di materiali, per esempio plastici.
Visto che i documenti «vengono alterati», anche da chi dice
di non volerli modifi care, tanto vale alterarli in modo da
ottenere più semplicemente i «colori» richiesti dai clienti, o
raggiungere una migliore stampabilità generale del prodotto.
Quando possibile, quindi, vale la pena implementare un fl usso
colore, e di «repurposing» all’interno della propria azienda.
L’offerta del mercato, in questo settore, è costituita
da prodotti che si appoggiano agli standard industriali
(Icc), e da prodotti che utilizzano tecnologie proprietarie.
Va ricordato, inoltre, che tutto l’attuale prestampa
genera i colori appoggiandosi allo standard Icc.
Il fl usso colore sotto osservazione
Sia i recenti fl ussi di lavoro che i prodotti ad hoc possono
rigenerare la separazione, ma quali sono i requisiti a cui un buon
sistema deve rispondere? Occorre allora soffermarsi su quali
obiettivi si vuole ottenere e osservare come vengono esaudite
queste attese da parte di alcuni dei prodotti oggi
in commercio. Vediamo di procedere con ordine
dividendo il problema in due grosse categorie:
Le impostazioni di separazione dei documenti possono incidere sensibilmente sull’esito fi nale del lavoro di stampa. Ecco allora come procedere per convertire uno spazio CMYK in un altro spazio CMYK senza alterare la colorimetria originaria.

febbraio 2008 33italiagraFica
Profi leMaker. MonacoProfi ler. Curve personali in Photoshop.
Le opzioni
di separazione quando
si realizzano i profi li
Icc e le tabelle di
Photoshop. In tutti
le scelte per la
generazione del Nero
sono tra più livelli
di Gcr o l’Ucr.
Al crescere del livello
di Gcr si riducono
le tre curve della
componente colorata.
l’ottimizzazione dei documenti in relazione
ai propri impianti stampa;
la trasformazione dei colori (fl usso colore).
Questa prima divisione tiene conto del problema che buona parte
dei documenti che arrivano a chi deve stampare hanno origine
non dichiarata. La prestampa che li ha realizzati non ha infatti
incorporato i profi li utilizzati per lavorare le immagini e quelli
relativi agli impaginati, e in questi casi la mia esperienza personale
sconsiglia di assegnare in maniera improvvisata un qualsiasi
spazio colore di ingresso per poi procedere alla trasformazione
colorimetrica. Il motivo è che molto spesso si incappa in
problemi e in notevoli alterazioni della colorimetria originaria.
In questi casi l’unica strada (fi no a oggi sempre utilizzata dagli
stampatori) è quella di mandare in stampa il documento così
come arrivato. Il «repurposing» però, potrebbe prendere questo
elaborato, e adattarlo in funzione delle specifi che di stampa.
Adeguarlo, cioè, al processo fi nale in termini di separazione.
Lo stampatore potrebbe, per esempio, senza
fare alcuna trasformazione dei colori:
f
f
adattare la coprenza di inchiostro (Tac) del
documento in ingresso alla coprenza ideale per
l’abbinata macchina da stampa-carta utilizzati;
adattare la generazione del Nero a quella ideale
per mantenere con la tecnica del Gcr(1) una
migliore stabilità della stampa in tiratura, con una
sostanziale riduzione del consumo di inchiostro;
usare la «giusta» maschera di contrasto per migliorare
l’evidenza delle immagini sullo stampato.
Questa ottimizzazione deve essere vincolata ad alcuni
principi di stampabilità come la purezza dei colori primari
(evitando il problema degli «scum dots») e, qualora richiesto,
la possibilità di non modifi care i 100% o 200%.
Ottimizzare signifi ca pertanto «adattare» i documenti a quelle
specifi che tecniche che ne migliorano la stampabilità.
La Tac è in relazione a problemi di controstampa e instabilità
in tiratura, oltre a problemi di lavaggio impianto più frequenti.
Il Gcr permette la riduzione dell’inchiostro sul foglio, la corretta
partenza e arrivo della curva del Nero a seconda della carta
f
f
f
Originale Tac=278 Gcr_1 Tac=247 Gcr_2 Tac=206 Gcr_3 Tac=187
Compensazione
della tricromia
con il Nero
in un colore scuro.
Compensazione
della tricromia
con il Nero
in un colore
di mezzotono.

febbraio 200834 italiagraFica
dossier repurposing
utilizzata, e una maggiore omogeneità dei neutri attraverso lo stampato. Avere retini puri signifi ca non incorrere nel problema tradizionale delle trasformazioni basate sui profi li Icc (quelle che fa Photoshop, per intenderci) dove un testo in 2 colori viene passato su 4 colori a seguito di una qualsiasi trasformazione.
Trasformazione dei coloriQuesto seconda categoria è quella che onora gli standard industriali stabiliti dalla norma Iso nella preparazione dei fi le in prestampa.Se si ricevono documenti Pdf/X1a o Pdf/X3, bisogna tenere conto degli «intenti» (profi li colore) con cui i documenti sono stati preparati e far sì che la stampa rappresenti al meglio quanto richiesto in termini di colore dal cliente. In questa parte entra in gioco un ulteriore aspetto di valutazione: la qualità della conversione colore, o, in altre parole, quanto lavora «bene» il motore colore.Oltre a questa situazione un buon motore colore può essere utilizzato per compensare il passaggio tra carte-inchiostri differenti all’interno della stessa azienda. Quest’ultimo è forse il motivo fondamentale per cui troviamo nei fl ussi di lavoro un motore di trasformazione colore, dedicato più alla trasformazione fi nale da macchina a macchina o per carte differenti, che all’ottimizzazione della separazione di cui abbiamo parlato.In defi nitiva cerchiamo di raggruppare le varie idee:
ottimizzazione: possibilità di modifi care la Tac fi nale, generazione del Nero, distinzione tra vettori e immagini, purezza dei colori puri primari e secondari, disponibilità di algoritmi per il miglioramento automatico delle immagini, gestione delle curve di dot gain (schiacciamento del punto), disponibilità di algoritmi dedicati al risparmio inchiostro;gestione colore: possibilità di utilizzare i vari tipi di rendering (percettivo, relativo, Bpc), utilizzo di altri tipi di conversione (Gma, Gamut mapping algorithm: negli ultimi anni molti sforzi si stanno facendo nella direzione di migliorare il trattamento dei colori fuori gamut in una conversione colore), riseparazione utilizzando il Nero di ingresso, di uscita, o il Gcr, possibilità di indicizzare i colori in ingresso, utilizzo di profi li Icc, di profi li proprietari, di DeviceLink Icc, gestione della conversione dei Pantoni.
Una metodologia di valutazioneSe ci poniamo l’obiettivo di valutare un sistema di repurposing dedicato, o interno al fl usso di lavoro, si può procedere nel modo seguente. Si realizza la griglia delle caratteristiche a cui il sistema deve rispondere. A ognuna di queste può essere attribuito un fattore di importanza o peso. La pesatura deve essere fatta sulle caratteristiche ritenute importanti e opzionali, adottando un approccio multilivello. Si valuta poi ogni caratteristica attraverso test al fi ne di fornire per ognuna una votazione da 0 a 3 (negativo,
f
f
insuffi cente, suffi cente, buono). In tal modo, per ognuno dei sistemi in esame, si è in grado di ottenere un valore che possiamo chiamare «fi gura di merito».
F = (V1*P1)+(V2*P2)+...(Vn*Pn)/3
Esempio di calcolo della fi gura di merito normalizzata a 1.
I numeri sono poi facilmente confrontabili e rappresentano la qualità del prodotto esaminato in funzione dell’importanza di ognuna delle caratteristiche.Qui si potrebbe aprire una lunga discussione sul fatto che il «peso» assegnato ai fattori di importanza è estremamente soggettivo. È così. Per esperienza mi sento di affermare che non esiste un prodotto migliore o peggiore, ma semplicemente un prodotto più o meno adeguato a risolvere delle problematiche specifi che. Per evitare il rischio di soggettività è importante allora creare un «team di valutazione» formato sia da esperti sia da utenti.Può capitare di dover risolvere problemi di stampabilità non banali come processi di stampa dove Tac di poco superiori a 100 danno problemi di pieghe e rottura carta in macchina. È chiaro che in una tale situazione il peso assegnato alla gestione della Tac è il primo parametro da considerare rispetto ad altre funzionalità. Sempre per argomentare la giusta soggettività nel dare una valutazione di un sistema software, metto in evidenza che l’utilizzo del Gcr in alcune situazioni, legate al tipo di inchiostro o al materiale su cui si stampa, può creare una certa «rugosità» o un eccessivo «ingrigimento» nel prodotto fi nale. In tal caso una regolazione fi ne del livello di Gcr della partenza e della fi ne del Nero risultano preferibili rispetto a pochi settaggi di regolazione. Come nel caso in cui si debba stampare con colori primari differenti o su spazi colore particolarmente ridotti, la qualità del motore di conversione è sicuramente un fattore a cui attribuire un peso signifi cativo.
Gcr, Ucr e risparmio inchiostroL’uso dei profi li Icc si sta continuamente espandendo nell’industria delle arti grafi che. Molti dei software sul mercato si appoggiano a questo tipo di tecnologia. La conversione da RGB a CMYK è, di solito, fatta tramite profi li che defi niscono il tipo di separazione: Ucr (Under color removal) o Gcr (Gray color replacement). Entrambi riducono o rimuovono la componente neutra fatta di tricromia (Ciano, Magenta e Giallo) con il Nero. La differenza sostanziale tra le due separazioni è legata alle aree in cui avviene la sostituzione del neutro con il Nero:Nel Ucr il Nero viene aumentato a discapito della tricromia nelle zone scure dell’immagine (ombre).Nel Gcr la riduzione dei colori a favore del Nero non è confi nata alla zone delle ombre e a quella neutra, ma interessa anche le zone colorate dell’immagine; riguarda quindi l’intera estensione tonale della stessa.L’esempio fa anche capire due dei benefi ci del repurposing:

febbraio 2008 35italiagraFica
l’aumento del Nero e la conseguente riduzione della
tricromia riduce la copertura di inchiostro (Tac).
Questo è assolutamente desiderabile nella stampa,
per ridurre problemi di controstampa, di rottura
carta, di trapping, per aumentare la velocità di
asciugatura e quindi di confezionamento. Inoltre meno
coprenza signifi ca utilizzare meno inchiostro a parità
di risultato fi nale, con evidenti vantaggi economici
soprattutto in presenza di tirature signifi cative.
Altra considerazione che possiamo desumere è che il
risparmio di inchiostro è legato al colore dei pixel delle
immagini. In presenza di immagini scure il risparmio è
più signifi cativo, come si può desumere dalla maggiore
riduzione della Tac nel caso del colore più scuro dell’esempio.
Altro parametro utile per il risparmio dell’inchiostro è
il poter defi nire la tolleranza in termini di ∆E che la
trasformazione colore può utilizzare come target.
Con un ∆E di 3 e con generazioni del Nero molto spinte,
in pagine particolarmente scure si possono raggiungere
risparmi tra il 30 e il 40% della quantità di inchiostro.
Gcr e stabilitàCome noto, la norma Iso per la stampa industriale
12647, prevede delle tolleranze in termini di ∆E tra i
fogli all’interno della stessa tiratura. In altri termini dà
delle indicazioni sulla stabilità del processo di stampa.
Il quesito che ci poniamo è se il Gcr, grazie all’utilizzo del
Nero, aiuti a raggiungere più facilmente questo parametro.
Dal punto di vista generale è facile affermare che
con meno colore sul foglio (meno CMY a favore di
un’aumento del K) si è meno soggetti a variazioni
di uno dei primari con cui si stampa.
Ma vediamo come riprodurre questa problematica per
dimostrare quanto anche intuitivamente si può capire.
Prendiamo la TC 3.5, una test chart utilizzata
per fare i profi li CMYK, in Profi leMaker.
Si tratta di una tabella di colori studiata per ottenere il
gamut di una periferica. Applichiamo una compensazione
molto robusta della tricromia con il Nero. Simuliamo per
entrambe le chart una variazione in tiratura con Photoshop
aumentando di 5 punti la curva del magenta sul mezzotono.
Andiamo a misurare i ∆E delle due test chart
rispetto all’originale. L’esempio dovrebbe essere esteso,
ma i risultati portano tutti alla medesima conclusione:
aumentando la parte neutra (Nero), rispetto a quella colorata la
ripercussione di variazioni in macchina durante la tiratura, o le
differenze tra macchine da stampa differenti, risultano inferiori.
Stampare con più Nero è un buon sistema per
aumentare la stabilità e garantire risultati omogenei.
Visto dal lato di chi stampa, le separazioni colore con più Nero
rendono i documenti più facili da stampare (riduzione dei tempi
di avviamento e meno problemi di variazioni sulla plancia).
Quest’aspetto deve essere preso in considerazione
in termini di benefi cio anche in presenza di tirature
standard (quelle per esempio da macchina piana).
La riduzione dei tempi di avviamento grazie alla
maggior stampabilità, e l’omogeneità delle pagine
sullo stesso foglio macchina e tra foglio e foglio
è di sicuro un benefi cio, economico e qualitativo,
paragonabile al risparmio di inchiostro. g
Ripercussione di una variazione del Magenta applicata a un’immagine.
La stessa variazione viene applicata all’originale su cui è stato aumentato
il canale del Nero. I risultati in termini di pixel sono riferiti sempre
all’immagine originale. (54% dei pixel con ∆E rispetto all’originale
inferiore a 4, contro l’88% nell’immagine a cui è stato aumentato il Nero).
Immagine originale.
Originale + Gcr.
Lastra del Nero originale.
Lastra del Nero Gcr.
Modifi ca in Photoshop
del Magenta.
Analisi dei ∆E.

febbraio 200836 italiagraFica
dossier repurposing
I tre monocromi di stampa
(CMK)+ la sovrapposizione
per Alwan (sopra) e gli
stessi monocromi (CMK)
+ la sovrapposizione per il fi le
originale del cliente (sotto).
In basso, il fi le
stampato fi nale con
pre-eleborazione Alwan.
DUE ESEMPI AZIENDALI DI SUCCESSO
la prova «su strada»
■
Il software dell’azienda francese permette di convertire i fi le, tramite la tecnologia Device Link, dal profi lo rotoffset a quello in rotocalco in maniera diretta evitando tutti i problemi di gestione del Nero.
di Ester Crisanti^
il fl usso produttivo
grafi co ha vissuto negli
ultimi anni una vera
rivoluzione tecnologica
e metodologica. Nuovi
strumenti hardware e software
hanno reso il processo
più veloce mentre è ormai
consueta la netta distinzione
tra chi ha la responsabilità
della fase di prestampa e
chi ha quella della stampa.
Già da tempo gli operatori si
sono attrezzati per trattare fi le
provenienti da ogni parte del
mondo, le cui caratteristiche
tecniche spesso non sono
note fi no al loro ricevimento.
Tuttavia l’impiego di software
in grado di investigare e
intercettare errori e potenziali
problemi legati ai fi le in arrivo
si è rivelato ineffi cace in
presenza di situazioni legate
alla gestione del colore. Tra le
problematiche più frequenti

febbraio 2008 37italiagraFica
Il Calendario Pirelli 1964-2007
è stato stampato in offset con
una tiratura molto alta.
coinvolti due reparti sempre
appartenenti alla Mondadori
Printing ma basati su due
tecnologie di stampa differenti.
«Già da qualche tempo
eravamo a conoscenza
dell’esistenza di software
per il repurposing ma non
avevamo ancora avviato
alcuna sperimentazione»,
precisa Brunelli. «Poi, un
anno fa, la necessità di
cambiare all’ultimo minuto
la tecnologia di stampa di
un lavoro già programmato,
ha portato alla decisione
di adottare il programma
CMYK Optimizer Publish di
Alwan [www.alwancolor.com].
Un cliente aveva fornito un
fi le Pdf con caratteristiche
adatte per la stampa in
rotoffset. Come spesso
succede, all’ultimo momento
è stato deciso di spostare la
stampa alla rotocalco. Visti
i tempi produttivi stretti e i
costi derivanti dal rifacimento
dei fi le digitali, si è deciso di
intervenire direttamente sui
fi le con Alwan che, tramite
la tecnologia Device Link, ci
ha consentito di convertire il
fi le dal profi lo per la rotoffset
a quello per la rotocalco in
maniera diretta ed evitando
così tutti i problemi di
gestione del Nero».
Probabilmente il sistema
utilizzato dalla Mondadori
(che, sottolineamo, permette
di risolvere casi d’emergenza)
è tra i migliori. Consigliamo
di provare un software in
produzione con un test di
macchina su un caso concreto:
in questo modo è facile
apprezzare i risultati positivi,
verifi cabili immediatamente.
Spesso i programmi che
intervengono sui fi le digitali
forniti dai clienti sono guardati
con sospetto soprattutto da
chi opera in sala stampa e si
trova a dover combattere tra
copiatura della prova colore,
gestione dell’inchiostrazione
e qualità. La stampa di un
caso concreto e i benefi ci che
ne derivano sono in grado di
convincere anche i più scettici.
Dopo la prima prova
Mondadori Printing ha
impiegato nuovamente il
programma in occasione
della stampa del Calendario
Pirelli 1964-2007, di 639
pagine, stampato in offset
con una tiratura molto alta.
Il volume raccoglie tutti
i calendari pubblicati
annualmente dall’azienda
milanese e contiene immagini
a colori e in bianco e nero.
Poiché era stata richiesta
una stampa di qualità, i fi le
digitali erano accompagnati
da alcune prove colore
realizzate utilizzando come
profi lo di destinazione
quello della Mondadori.
Data l’importanza del lavoro
e la qualità delle immagini,
Brunelli e il responsabile della
stampa decisero di eseguire
un test di stampa preventivo
con alcune delle pagine più
signifi cative del volume.
«La stampa di fogli in cui
sono presenti immagini
a colori e bianco e nero,
quelle che riguardano la
conservazione della purezza
del canale del Nero quando
si esegue una conversione
colorimetrica in cui sono
coinvolti due profi li Icc.
Recentemente alcune software
house hanno messo a punto
alcuni sistemi denominati
«software per il repurposing»,
che basandosi sulla tecnologia
dei profi li Device Link sono
in grado di risolvere questo
tipo di problemi intervenendo
sugli impianti digitali
appena prima della fase
di creazione della lastra.
L’introduzione di questi
software ha suscitato nel
settore molto clamore, ma
la conoscenza che se ne ha
è ancora piuttosto scarsa.
Per aiutare il pubblico degli
addetti ai lavori a comprendere
meglio il loro funzionamento
abbiamo intervistato coloro
che hanno scelto di adottare
questi nuovi software al fi ne
di illustrare le motivazioni che
hanno portato alla scelta e i
vantaggi che ne sono derivati.
L’esperienza MondadoriPer la nostra «case history»
abbiamo voluto cominciare da
Mondadori Printing
[www.mondadoriprinting.com]
e abbiamo incontrato Sergio
Brunelli, responsabile del
Prepress e Controllo Qualità
Offset, che è direttamente
coinvolto nella decisione
di introdurre i prodotti
Alwan in azienda.
Mondadori Printing è una
delle più importanti aziende
grafi che in Europa, con
quattro siti produttivi presenti
nel Nord Italia; offre servizi di
stampa non solo all’omonima
casa editrice ma, soprattutto,
a una clientela italiana ed
estera. Con un fatturato di
450 milioni di euro e oltre
1.500 persone impiegate,
l’azienda è in grado di
stampare in offset, rotoffset,
rotocalco e fl essografi a.
«La divisione offset tratta
centinaia di migliaia di pagine
l’anno, pagine che riceve
da ogni parte del mondo
essenzialmente in formato
Pdf», spiega Brunelli. «Il nostro
parco macchine comprende
70×100, (90×130cm) e
120x160; come fl usso di
lavoro utilizziamo Prinergy
con due Ctp Vlf, come prova
colore abbiamo il sistema
Gmg con Epson 7600 e 7800.
Per i nostri impianti abbiamo
creato profi li che siamo soliti
fornire ai clienti più attenti alle
questioni inerenti la qualità».
La produzione del reparto
offset spazia dai libri alle
copertine di cataloghi e di
riviste prodotti in rotocalco o
rotoffset. Mentre i fi le dei libri
sono trattati completamente
dal reparto offset, le copertine
sono parte di un processo
più complesso che vede
Sergio Brunelli, responsabile del Prepress e Controllo Qualità Offset di Mondadori Printing.

febbraio 200838 italiagraFica
dossier repurposing
anch’esse realizzate in quadricromia, presenta diverse problematiche», spiegano in Mondadori Printing, «per cui dopo un’analisi del lavoro abbiamo deciso di procedere con il test, e subito ci siamo resi conto che la struttura delle immagini, cioè la differenza nelle percentuali colore nelle varie separazioni, rendeva impossibile la copiatura delle prove colore in macchina. In alcune immagini lavorava molto il canale del Nero mentre in altre la tricromia risultava carica mentre il Nero era poco presente. Impossibile riprodurre con qualità immagini così diverse tra loro, impossibile risolvere i problemi di inchiostrazione; era necessario allora intervenire sulle separazioni oppure accettare qualche compromesso sulla qualità.In base alle nostre conoscenze e alla precedente esperienza decidemmo di processare il fi le del test con la tecnologia Alwan e di confrontare i risultati ottenuti dalla stampa con e senza intervento».
Per rielaborare i fi le del libro Pirelli è stato utilizzato CMYK Optimizer Ink Saver, programma che, in base alle impostazioni adottate, è intervenuto sulle separazioni con il metodo Gcr riducendo la Tac senza fare alcun intervento colorimetrico; in pratica il fi le è stato ottimizzato per rendere possibile una stampa di qualità. A detta dei responsabili della Mondadori Printing, con i nuovi fi le del test le condizioni ottimali di stampa sono state raggiunte in breve tempo e la prova colore è stata copiata in modo accettabile. Ci sono state mostrate le stampe dei monocromi del test con e senza intervento del software, e il confronto evidenzia immediatamente come questo lavori: le separazioni non trattate con Alwan mostrano una disomogeneità nell’inchiostrazione dei vari soggetti, mentre le altre riportano un’inchiostrazione uniforme. Il software è quindi intervenuto nelle separazioni togliendo o aggiungendo colore ove necessario, rispettando i vincoli posti (Tac e Gcr).Il fi le ottenuto risulta essere più facilmente e velocemente stampabile, diminuiscono i problemi di controstampa e, in presenza di tirature elevate, il risparmio di inchiostro diventa signifi cativo. Il Nero lavora su tutti i soggetti e la riduzione di masse eccessive di CMY diminuisce la variabilità di stampa.I tecnici di Mondadori Printing, pur evidenziando la semplicità del software, hanno sottolineato che per un
corretto utilizzo sono richieste approfondite conoscenze sulla materia colore e stampa. La confi gurazione presente in reparto si base suglihot folder. In questo modo, per ogni esigenza elaborativa (conversione da profi lo a profi lo via device-link, riduzione Tac, Gcr) esiste una coda di lavorazione specifi ca. Secondo Sergio Brunelli entro breve l’impiego del software diventerà diffuso e la decisione di adottarlo sarà presa congiuntamente con il responsabile della stampa. «Io considero la soluzione Alwan “un’arma in più” per lavorare con certezza e qualità», conclude Brunelli, «Certo, va usata con attenzione, poiché non sempre può dare risultati aspettati, in quanto i fi le che riceviamo non sono sempre profi lati in maniera corretta».
L’esperienza di ArticolorContrariamente a quanto pensano in molti, il repurposing non è una parola che appartiene al solo mondo dello stampatore, esistono situazioni in cui la soluzione ben si adatta anche ad altri ambienti.È il caso di Articolor [www.articolor.it], nota fotolito di Verona in grado di fornire fi le pronti per la stampa oppure, se richiesto, le lastre. L’azienda, da un anno circa, ha inserito al proprio interno il programma Alwan CMYK
Optimizer Ink Saver. «Per noi è prassi consolidata che ogni fi le, prima di essere mandato in lastra oppure inviato allo stampatore», dice il titolare Renzo Mischiatti,«venga elaborato da Alwan in base a parametri che intervengono
sulla Tac. I vantaggi che ne derivano sono stati subito apprezzati da tutti gli stampatori che ora riescono a stampare meglio, riducendo i tempi di avviamento e, con tirature signifi cative, il consumo di inchiostro».L’elaborazione dei fi le, prima del loro rilascio, con il software di repurposing va quindi vista come una fase di normalizzazione del fi le, di ottimizzazione in relazione alla combinazione carta-macchina da stampa. Il software ha trovato impiego anche in Vipack [www.vipack.it], un’azienda del gruppo Articolor in grado di offrire un servizio per la stampa del packaging in digitale rivolto principalmente alle agenzie e agli stampatori che necessitano di progettare e realizzare espositori, display Pop e Pos, totem, cartelli vetrina e da banco, scatole e cartelli.Anche nel settore della stampa digitale le tecniche di trattamento delle separazione all’interno dei fi le permettono di adeguare i lavori grafi ci alle caratteristiche del processo di stampa mantenendo la colorimetria inalterata. Oltre a questo gli strumenti di Alwan consentono di risparmiare sul consumo di inchiostro, cosa che su macchine digitali come la Hp Scitex FB6700 è particolarmente signifi cativo.«I fi le trattati con il software li stampiamo con più facilità e sono più rapidi nell’asciugatura», sottolinea Mischiatti. «Inoltre controlliamo meglio la stampa delle aree scure nelle immagini poiché applichiamo il Gcr». g
Schermata di Alwan che evidenzia
le operazioni di separazione.

febbraio 2008 39italiagraFica
dossier repurposing
è uno dei primi prodotti
di repurposing e
risparmio inchiostro
apparsi sul mercato
che utilizzano
appieno la tecnologia dei
DeviceLink Icc. Nato da
una commessa di un grosso
editore inglese per rendere
omogenei i risultati dei diversi
impianti stampa di cui si
serviva, è poi diventato un
prodotto commerciale molto
sofi sticato. I suoi ideatori
Luc Regnault ed Elie Khoury,
da quasi 10 anni condividono
la loro esperienza alla Alwan
Software [www.alwancolor.com],
anche se quest’ultima
attività non è la prima che
li vede impegnati assieme
nel mondo dei programmi
legati alla stampa.
La visione di Elie Khoury è di
adesione e implementazione
degli standard, oggi
fi nalmente defi niti in maniera
precisa, in una delle industrie
meno standardizzate,
quella della stampa e della
prestampa. L’ultima versione
del suo software, la 3, usa
per il trattamento dei Pdf
le librerie Adobe Pdf v8.0,
supporta gli Icc v4 e gli
standard del gruppo Ghent
per il color management
dei fi le Pdf. Inoltre può
integrarsi a prodotti per la
linearizzazione delle curve
di stampa per raggiungere
gli standard Gracol per gli
Stati Uniti e Iso per l’Europa
sulla macchina da stampa.
Per chi si occupa del settore è
noto che gli standard europei
in questo momento sono
differenti da quelli americani.
La creazione dei DeviceLink
avviene «al volo» utilizzando
come CMYK d’ingresso
uno tra i seguenti: lo spazio
colore di default, il profi lo
incorporato nell’oggetto del
Pdf/X-3 o l’output intent
nel caso di un Pdf/X-1a.
Il DeviceLink inoltre viene
affi nato «dinamicamente»
in funzione dei colori
nell’oggetto da trattare.
In altre parole in una
conversione da IsoCoated
(profi lo per l’offset) a
IsoNewspaper26V4 (profi lo
per quotidiani), a seconda
delle peculiarità della
immagine da trattare, verranno
creati dinamicamente più
profi li di conversione.
Ma vediamo con un
po’ d’ordine gli aspetti
salienti del prodotto.
L’architettura softwareIl software gira in ambiente
Mac OS X e opera tramite
hot folder. I settaggi di ogni
coda possono essere salvati
in un unico fi le di preferenze
(come le JobOption di
Acrobat Distiller).
L’ottimizzazione dei fi le Parlando di repurposing,
abbiamo visto che quasi
sempre chi stampa non
riceve dei Pdf con all’interno
le informazioni colore che
sono state utilizzate in fase di
costruzione del documento. A
mio avviso un buon prodotto
deve poter rispondere a questa
situazione senza attuare
trasformazioni colorimetriche
casuali. Il software CMYK
Optimizer risolve questa
problematica creando un
DeviceLink in cui lo spazio
colore di ingresso può essere
uguale a quello di uscita,
permettendo comunque la
gestione della lastra del nero,
della Tac, della purezza dei
colori primari e secondari.
Lo spazio colore che dovrà
essere utilizzato sia in ingresso
che in uscita è quello della
macchina da stampa a cui
è destinato il lavoro.
Questo corrisponde
esattamente al modo in cui
fi no a oggi si è operato.
Si prendono i lavori che
arrivano e si mandano in
stampa. Certo che poterli
ottimizzare senza fare le
colorimetrie è un gran
vantaggio. Chi prepara i
documenti spesso non sa
nulla di stampa, e poter
IL SOFTWARE PER OTTIMIZZARE LO SPAZIO COLORE
Alwan CMYK Optimizer■
Quasi sempre lo stampatore non riceve i Pdf con le informazioni colore utilizzate all’origine del documento. Per non fare trasformazioni colorimetriche casuali, il software Alwan crea un DeviceLink in cui lo spazio colore d’ingresso è uguale a quello di uscita, permettendo la gestione della lastra del Nero, della Tac, oltre a garantire la purezza dei colori primari e secondari.
di Fabio Santoro^
Caratteristiche di immagine diverse danno
origine a DeviceLink differenti.

febbraio 200840 italiagraFica
dossier repurposing
adattare il fi le del cliente al processo di stampa utilizzato è un’operazione di indubbio aiuto. Dopo l’elaborazione tutte le pagine usciranno con la stessa quantità massima di inchiostro, con la stessa curva del Nero, riducendo i tempi di avviamento in stampa, ma ottenendo un migliore aspetto visivo fi nale. Senza un sistema di repurposing l’unico sistema di «adattamento» consentito agli stampatori fi no a oggi, è rappresentato dalle curve di compensazione del Ctp anche se queste non sono in grado di ridurre la somma degli inchiostri (apertura delle ombre nelle zone scure). L’altra strada è quella di abbassare le densità massime in macchina con il risultato di ridurre lo spazio colore, e quindi le saturazioni. Inoltre pasticciando con le curve di lastra o con i calamai in fase di stampa non è possibile rendere omogeneo tra le varie immagini e le varie pagine di una plancia il canale del Nero (migliore neutralità complessiva).Non tutti i software di repurposing oggi presenti
nel mercato sono in grado di «costruire» un DeviceLink con queste caratteristiche (spazio colore di ingresso = spazio colore di uscita con vincolo sulla Tac, tenendo separata la generazione del canale del Nero a totale discrezione dell’utente).Una chicca dal punto di vista tecnico è la gestione della massima Tac legata alla superfi cie delle aree sovrainchiostrate. Questa opzione la troviamo nella sezione DTAC (Dynamic Tac di Alwan).L’esempio dell’immagine in alto dà evidenza del perché di tale scelta tecnica, ricordando che i problemi di controstampa o rottura carta sono legati non tanto al massimo inchiostro, ma alla dimensione della superfi cie sovrainchiostrata. Gli algoritmi per la riduzione dinamica della Tac in funzione della area inchiostrata, con la versione 3 del software, sono diventati due. Il secondo risolve il caso di aree sovrainchiostrate piccole, ma contigue, che complessivamente possono portare a problemi di stampabilità.
Color managementNel caso in cui i lavori arrivino allo stampatore in formati standard (ricordo che la norma Iso 12647 prevede quali debbano essere gli standard per la fornitura dei documenti digitali), nel
programma può essere creata una coda di color management in cui verranno presi in considerazione gli Output Intent dei fi le Pdf/X-1a o i profi li incorporati nei Pdf/X-3. Anche in questo caso, oltre alla trasformazione colorimetrica con la conseguente scelta degli algoritmi di rendering da utilizzare, è sempre possibile applicare tutto quanto illustrato nella parte inerente all’ottimizzazione; cioè la gestione della Tac e la riscrittura del canale del Nero.Altra peculiarità del programma è la disponibilità di una trasformazione colore che non utilizza solo gli algoritmi di rendering tradizionali quali il percettivo e il relativo, ma è basata sulla minimizzazione del ∆E tra colore in ingresso e colore d’uscita (opzione che fornisce ottimi risultati nel passaggio da spazi colori grandi a piccoli). In questa parte ricordo che la tecnologia dei profi li DeviceLink Icc permette di mantenere puri i colori primari e secondari, di mantenere inalterati i colori pieni e di mantenere puri anche gli acromatici (i 100% e i 200% fatti di colori primari sono di solito vittime della colorimetria che riduce questi valori a seconda della trasformazione colore). È ovvio che per onorare la colorimetria, rendere un testo di un colore primario o secondario di 4 colori è più
un effetto indesiderato che un vantaggio per chi stampa. Attivare queste opzioni per una migliore stampabilità implica comunque porre dei vincoli alla trasformazione colorimetrica pura. CMYK Optimizer è in grado di distinguere all’interno del Pdf tra gli oggetti bitmap e i vettori consentendo, per esempio, di mantenere quest’ultimi inalterati anche a seguito della conversione.
Risparmio di inchiostroTra le opzioni della separazione in uscita vi è la possibilità di attivare gli algoritmi di risparmio inchiostro con 10 livelli di scelta. Infl uisce sul risparmio di inchiostro anche la possibilità di aumentare il ∆E (la distanza) tra colore in ingresso e colore in uscita. In tal caso l’imprecisione andrà tutta a vantaggio dell’aumento del canale del Nero. I risparmi che si ottengono in casi di pagine ricche di colori scuri superano il 30%. A tal scopo nel programma esiste un gestore delle statistiche di risparmio inchiostro che permette di calcolare con ottima precisione quali sono i risparmi in tiratura che si possono avere una volta processato il documento. Per i più smaliziati ecco il principio su cui si basa l’opzione «maximum black» cioè il risparmio inchiostro. Per ogni colore del profi lo di destinazione (cioè per ogni combinazione Lab) vengono
Settaggio tipico per l’ottimizzazione.
Il Dynamic Tac (DTAC)
di Alwan.
Le opzioni
per la purezza dei canali.

febbraio 2008 41italiagraFica
cercati i valori C-M-Y-K che hanno la migliore combinazione di massimo Nero «max (K)», minimo valore di tricromia «min (CMY)» e minimo errore «min (∆E)». Questo tipo di algoritmo è molto più effi cace del GCR tradizionale, ma richiede, per non trovarsi con risultati troppo «ruvidi», di lavorare sul corretto profi lo del processo di stampa, e la qualità e la metrica del profi lo devono essere di ottimo livello.
Gestione digitale degli schiacciamenti (dot gain)Presente fi n dalle prime versioni, la possibilità di modifi care le curve di stampa è ora diventata all’interno del programma una gestione completa della compensazione degli schiacciamenti secondo lo standard Europeo (Iso) o quello americano (Npdc). Vengono offerti differenti possibilità di ammorbidimento (smoothing fi no alla polinomiale di grado 5 delle letture strumentali). Per interfacciarsi agli strumenti bisogna, in questa versione, appoggiarsi a software esterni di linearizzazione. È un’opzione molto comoda che permette assieme alla gestione della Tac di ridurre notevolmente il processo di profi lazione per ogni tipo di combinazione
carta-inchiostro richiesto nella implementazione degli Icc. Molto spesso la compensazione digitale degli schiacciamenti e la corretta inchiostratura permettono di ottenere ottimi risultati senza ricorrere alla profi lazione del materiale. Per importare le corrette compensazioni è possibile creare una coda di «press calibration» che agisce sulla compensazione dei dot gain (schiacciamenti) come ultima elaborazione dopo il repurposing (analogo all’intervento delle curve di lastra applicate di solito alla fi ne del processo). La fl essibilità del FileManager del software Alwan fa sì che una cartella di uscita di un task venga presa come ingresso di un eventuale secondo task, permettendo così di mettere in cascata le diverse elaborazioni necessarie al trattamento dei documenti.
Altre caratteristichePer completezza riporto anche alcune altre caratteristiche del prodotto in esame che ne arricchiscono la fl essibilità. È possibile creare tabelle di trasformazione per colori speciali, e per la gestione dei colori Pantone. Alla fi ne delle elaborazioni è possibile applicare una maschera di contrasto ai fi le Pdf migliorando per alcuni materiali il dettaglio. La maschera di contrasto
è basata sui pixel e non sul raggio, gestendo così la problematica delle differenti risoluzioni e compressioni che si trovano nelle immagini dei Pdf.Il software fornisce un dettagliato report in formato testuale o Pdf con tutte le informazioni di elaborazione e la corrispondenza o meno di un documento alle specifi che di analisi.Le code di stampa possono essere gestite tramite interfaccia web, vista la disponibilità all’interno di Mac Os X di un server Apache con il programma si interfaccia.
Considerazioni conclusiveÈ diffi cile descrivere le caratteristiche di un software come CMYK Optimizer. Di sicuro il repurposing è un argomento nuovo e complesso che implica l’adattare un documento digitale alle specifi che richieste da una particolare lavorazione (fl exo, rotooffset, offset, stampa su supporti plastici, stampa digitale ecc.) in tal senso il software di repurposing deve fornire all’utente il maggior numero di chiavi di intervento possibili.L’espressione «riscrittura della separazione» deve essere intesa nella sua accezione più ampia. L’aumento del Gcr o il risparmio di inchiostro sono casi particolari di
questa accezione. In Alwan CMYK Optimizer il Nero può essere aumentato come diminuito, lasciando all’utente l’individuazione del giusto equilibrio tra i vari parametri (bilancia Nero-tricromia, e lunghezza del Nero).Le curve di compensazione dei dot gain sono un altro strumento di grande fl essibilità, visto che queste compensazioni vengono applicate ai documenti digitali senza nulla modifi care nei Rip di processo o nelle curve di compensazione lastra del Ctp.Avere un prodotto di questo genere equivale alla possibilità di generare centinaia di profi li diversi in termini di struttura, ma di uguale gamut, e di poterli realizzare «al volo», senza l’ausilio di programmi esterni di profi lazione le cui opzioni sono, a oggi, sempre inferiori rispetto a quelle contenute in CMYK Optimizer.La scelta di utilizzare un linguaggio comune con il mondo della prestampa, tramite l’uso dei profi li Icc è una scelta di adesione agli standard aperti, senza obbligare l’utente a restare nel mondo chiuso e costoso delle tecnologie proprietarie di gestione colore. Ricordo che nei fl ussi di lavoro sono veramente ridotte al minimo le possibilità di intervento, soprattutto in relazione al fatto che il DeviceLink non è costruito dinamicamente all’interno dello spesso prodotto che realizza l’elaborazione dei documenti. Onorare, quindi, le specifi che per l’elaborazione dei Pdf/X-1a o Pdf/X-3 diventa un’operazione di complessità impraticabile. g
La ricca scelta di opzioni
per la curva del Nero
della separazione fi nale.
L’editor per le curve di compensazione di stampa.


febbraio 2008 43italiagraFica
uno dei più signifi cativi e rilevanti interventi di modifi ca al D.
Lgs. 626/94, contenuto nella L. 123/07, è quello attuato sulla disciplina del lavoro in appalto e subappalto: anzi è probabilmente l’ambito in cui sono state introdotte le modifi che più numerose e signifi cative. È evidente l’intenzione del legislatore, già anticipata dagli interventi effettuati in occasione della L. 4 agosto 2006 n. 248 (Legge « Bersani») e della L. 27 dicembre 2006 n. 296 (Legge «Finanziaria» ), di ridefi nire complessivamente, per tutti i lavori svolti in regime di appalto o subappalto, i profi li di responsabilità di committente, appaltatore e subappaltatore, ampliando gli
obblighi e le responsabilità del committente. Per comprendere appieno la portata delle norme in tema di sicurezza del lavoro in appalto e apprezzare la rilevanza, che esse hanno per le imprese industriali e commerciali di tutti i settori merceologici, si deve innanzitutto individuare il campo di applicazione dell’art. 7, così come è defi nito dall’attuale primo comma, modifi cato dalla L. 27/12/06 nº 296.La disciplina dell’art. 7 trova infatti applicazione in tutti i
casi in cui sia affi dato da un datore di lavoro «all’interno della propria azienda o di una singola unità produttiva della stessa, nonché nell’ambito dell’intero ciclo produttivo dell’azienda medesima» un qualsiasi «lavoro» a imprese appaltatrici o lavoratori autonomi. I lavori possono quindi riguardare qualsiasi attività umana economicamente rilevante e consistere sia nella progettazione ed esecuzione di opere materiali di rilevante complessità, sia nella prestazione di servizi del tutto immateriali, come servizi di consulenza.Rientra, ovviamente, nel campo di applicazione dell’art. 7 anche tutta quella serie di attività e servizi che sempre più frequentemente le aziende industriali,
anche del settore grafi co e cartotecnico, affi dano a imprese terze, quali, a titolo d’esempio, i servizi di logistica e movimentazione merci del magazzino, i servizi di pulizia di uffi ci e stabilimenti, i servizi di ristorazione collettiva, le attività di manutenzione degli impianti tecnologici degli edifi ci, le attività di assistenza e manutenzione sugli impianti produttivi ecc.Rilevato, quindi, come il tema della sicurezza dei lavori in appalto sia di estrema attualità per le aziende anche nel settore delle arti grafi che, si deve osservare come, tra le linee ispiratrici dell’intervento attuato dal legislatore, con le misure di immediata applicazione introdotte dalla L. 123/07, oltre a una marcata accentuazione del complessivo apparato sanzionatorio, vi sia indubbiamente la volontà di perseguire; f un’azione di contrasto
verso la «esternalizzazione cosiddetta facile o selvaggia», mirando sia a rendere più competitiva e conveniente la «reinternalizzazione» di
L’AFFIDAMENTO DEI LAVORI IN APPALTO
aumentano gli obblighi e le responsabilità per chi appalta
■
Le norme di immediata applicazione introdotte dalla legge 123/2007 sulla sicurezza sul lavoro coinvolgono in prima persona la fi gura del datore di lavoro committente che avrà l’obbligo di far munire il personale di tesserino di riconoscimento e indicare i costi per la sicurezza del lavoro in appalto.
di Fulvio Moizo^
Fulvio Moizo
Avvocato in Milano da oltre vent’anni, è socio fondatore dello Studio legale Moizo – Salerno, impegnato nell’assistenza a imprese industriali e commerciali operanti, tra gli altri, nei settori dell’informatica, della grafi ca e dei servizi di gestione integrata di immobili. Iscritto all’Agi, Associazione Giuslavoristi Italiani, è docente in materia di Responsabilità civile dell’imprenditore e di Sicurezza del lavoro nei corsi organizzati da Assolombarda e Assoservizi, nonché da altri istituti di formazione e associazioni imprenditoriali, e collabora con Assografi ci, di cui è consulente legale. [email protected]
legale

febbraio 200844 italiagraFica
legale
servizi e attività prima
trasferiti all’esterno
dell’azienda, sia a
indirizzare i committenti,
comunque, decisi a
esternalizzare, a scegliere
come propri appaltatori
solo imprese serie,
qualifi cate e che possano
fornire ampie garanzie
dell’adempimento ai
propri obblighi;
una cosiddetta
«cantierizzazione» della
gestione della sicurezza dei
lavori affi dati in appalto,
ovverosia la proposizione,
per tutti i settori produttivi,
di un modello normativo e
organizzativo della sicurezza
del lavoro, analogo a quello
adottato per i cantieri ove
si svolgono attività edili
o di genio civile edili.
Data la rilevanza economica e
sociale del lavoro in appalto,
si renderanno necessari in
futuro approfondimenti e
chiarimenti sia da parte delle
autorità pubbliche di governo
e vigilanza, sia da parte della
magistratura, penale e del
lavoro, per individuare un
percorso applicativo della
nuova disciplina che sia
condiviso, univoco e coerente
con le altre disposizioni
normative in materia di
lavoro e di sicurezza.
Per ora, quindi, ci si deve
limitare a un’elencazione
«critica» delle misure di
immediata applicazione
riguardanti il lavoro in appalto
previste dalla legge.
Ampliamento di responsabilità del datore di lavoro committenteL’intervento più incisivo è stato
effettuato, e non avrebbe
potuto essere diversamente,
f
sull’art. 7 D. Lgs. 626/94,
che è la norma fondamentale
e generale che disciplina,
nel nostro ordinamento, la
pianifi cazione e gestione della
sicurezza dei lavori affi dati
in appalto o con contratto di
opera all’interno della azienda,
di una sua unità produttiva
o del suo ciclo produttivo.
Il comma 3 di tale
norma è stato sostituito
dal seguente: «Il datore
di lavoro committente
promuove la cooperazione
e il coordinamento di cui
al comma 2, elaborando
un unico documento di
valutazione dei rischi che
indichi le misure adottate
per eliminare le interferenze.
Tale documento è allegato
al contratto di appalto o
d’opera. Le disposizioni del
presente comma non si
applicano ai rischi specifi ci
propri dell’attività delle
imprese appaltatrici o dei
singoli lavoratori autonomi».
Già con la L. 296/2006, il
legislatore era intervenuto
per modifi care il primo
comma dell’art. 7, inserendovi
l’espressione: «nonché
nell’ambito dell’intero ciclo
produttivo dell’azienda
medesima» e aggiungendo un
comma 3- bis del seguente
tenore: «L’imprenditore
committente risponde in
solido con l’appaltatore,
nonché con ciascuno
degli eventuali ulteriori
subappaltatori, per tutti i
danni per i quali il lavoratore
dipendente dall’appaltatore
o dal subappaltatore, non
risulti indennizzato a opera
dell’Istituto nazionale per
l’assicurazione contro gli
infortuni sul lavoro».
Dalla complessiva
riformulazione dell’art. 7,
si può quindi rilevare:a un ampliamento del campo
di applicazione dell’art. 7
per eliminare ogni eventuale
possibile equivoco riguardo
l’applicazione degli obblighi
previsti dal medesimo art. 7
a tutti i lavori, comunque,
attinenti al ciclo produttivo
aziendale del datore
di lavoro committente,
anche se svolti all’esterno
dell’azienda o delle sue
unità produttive, optando
defi nitivamente per
l’interpretazione funzionale
e non topografi ca della
nozione di azienda e di
ciclo produttivo della
stessa (per esempio,
rientrerebbero pienamente
nel campo di applicazione
della norma, i lavori
riguardanti installazione,
posa o manutenzione di
impianti e/o di reti, ubicate
su territorio, e destinate
alla distribuzione di acqua,
energia elettrica, gas,
telecomunicazioni ecc). b il sorgere di una
responsabilità solidale
dell’imprenditore
committente nei confronti
dell’appaltatore e anche
del subappaltatore, per
il risarcimento dei danni
derivanti da infortuni o
malattie professionali,
danni subiti dai lavoratori
dipendenti dell’appaltatore
o del subappaltatore e non
indennizzati dall’Inail;c il rafforzamento dell’obbligo,
nei confronti del datore
di lavoro appaltante, di
promuovere la cooperazione
e il coordinamento tra
tutti i datori di lavoro
coinvolti nell’esecuzione dei
lavori affi dati in appalto,
predeterminando in maniera
obbligatoria e vincolata la
modalità di adempimento
a tale obbligo, attraverso
l’elaborazione, da parte
del datore di lavoro
committente, di un unico
documento di valutazione
dei rischi, che indichi
le misure adottate per
eliminare le interferenze e
realizzare effettivamente
la cooperazione e il
coordinamento imposti
dalla norma.
Per quanto riguarda la
responsabilità solidale
indicata al punto b), è
interessante rilevare come,
leggendola unitariamente
alla responsabilità solidale
del committente, prevista
dall’art. 29 D. Lgs. 276/03,
per i trattamenti retributivi,
i contributi previdenziali
e le ritenute fi scali dovuti
dall’appaltatore e/o dal
subappaltatore per i lavoratori
impiegati nella esecuzione
dei lavori appaltati, si possa
ormai ritenere che il datore di
lavoro committente sia avviato
a ricoprire una «posizione
di garanzia sostanziale», sul
piano civilistico, del puntuale
e regolare adempimento,
da parte dell’appaltatore
e subappaltatore, degli
obblighi di natura retributiva,
contributiva e risarcitoria
derivanti dalle attività
lavorative svolte per la
esecuzione dei lavori
appaltati dal committente.
L’assunzione di tale posizione
impone al committente, nel
proprio interesse, di esercitare
un’azione di verifi ca, rigorosa
e costante, sia della idoneità
della impresa appaltatrice,
nella fase precontrattuale
di selezione e scelta della

febbraio 2008 45italiagraFica
stessa, sia di controllo, in fase contrattuale, del puntuale adempimento, da parte dell’appaltatore (e dei subappaltori) dei loro obblighi retributivi, contributivi assicurativi nei confronti dei lavoratori impegnati nell’appalto. Per quanto riguarda la redazione di un unico documento di valutazione dei rischi di cui al punto c), si può ragionevolmente ritenere che i rischi a cui si riferisce il documento, nella loro valutazione prima, e nella indicazione di adeguate misure di prevenzione e protezione, poi, siano i rischi «interferenziali», cioè i rischi derivanti dalla sovrapposizione, anche solo potenziale, di due o più distinte organizzazioni di lavoro in conseguenza della esecuzione dei lavori appaltati all’interno dell’azienda committente o del suo ciclo produttivo.Il documento, ancorché redatto a cura del committente, non può non essere il risultato di una collaborazione o, quanto meno, di uno scambio d’informazioni tra committente e appaltatore.Il documento deve essere redatto prima che inizi l’esecuzione dei lavori appaltati, ma potrebbe essere compilato anche successivamente alla stipulazione del contratto di appalto, purché la sua redazione sia il punto conclusivo dell’attività di collaborazione e scambio informativo avviata tra committente e appaltatore.È evidente infatti che se l’appaltante deve valutare gli eventuali rischi nuovi
e aggiuntivi che possono derivare dall’introduzione, all’interno degli ambienti di lavoro della propria azienda, di attività lavorative gestite e organizzate da altri e dalla loro potenziale interferenza con le attività lavorative preesistenti da lui gestite, non può non avere conoscenza dei rischi specifi ci (e delle relative misure di prevenzione e protezione) connessi allo svolgimento di tali nuove e diverse attività lavorative. Tale conoscenza può derivare solo dalle informazioni e dalla documentazione fornitagli dall’appaltatore. Il documento, infi ne, deve essere redatto in forma scritta e allegato al contratto di appalto, anche se l’uso del termine «allegato» di per sé non è sinonimo di parte integrante e costitutiva del contratto, e non dovrebbe essere inteso come «redatto contestualmente» alla stipulazione del contratto.
Obbligo della tessera di riconoscimento per il personale delle imprese appaltatriciCon l’art. 6 L. 123/07, viene esteso a tutte le attività in regime di appalto o subappalto, l’obbligo già introdotto dall’art. 36 bis della L. 4 agosto 2006 n. 248, per il solo settore dei cantieri edili, di munire il personale occupato dall’impresa appaltatrice o subappaltatrice, di apposita tessera di riconoscimento corredata di fotografi a contenente le generalità del lavoratore (nome, cognome, luogo e data di nascita) e l’indicazione del datore di lavoro. La tessera
va esposta e l’obbligo vale per tutti i lavoratori impiegati, a prescindere dalla tipologia del rapporto di lavoro e anche per i lavoratori autonomi, che svolgano la propria attività nel medesimo luogo di lavoro presso il committente. L’unica eccezione a tale obbligo, gravante su tutti i datori di lavoro che in qualsiasi settore facciano eseguire attività lavorativa in regime di appalto o subappalto, è ammessa per i datori di lavoro che occupino complessivamente meno di dieci dipendenti. Tali datori di lavoro, infatti, possono assolvere all’obbligo di identifi cazione dei lavoratori, in alternativa alla tessera, mediante annotazione giornaliera su apposito registro, da tenersi sul luogo di lavoro, degli estremi del personale impiegato nei lavori.Le fi nalità della norma sono molteplici: dal contrasto al lavoro irregolare negli appalti, alla trasparenza nei rapporti tra committente, appaltatore e subappaltatore; dalla puntuale individuazione dei lavoratori effettivamente impiegati nella esecuzione del lavoro ai quali garantire l’applicazione delle misure di prevenzione e protezione, all’agevolazione, per il datore di lavoro committente, sia dell’adempimento agli obblighi posti dall’art. 7, sia dell’adozione di adeguate cautele rispetto alla responsabilità solidale, su di lui incombente, in applicazione dell’art. 29 comma 2 D. Lgs. 276/03 e dell’art. 7 comma 3-bis. La violazione dell’obbligo di identifi cazione, mediante
tessera di riconoscimento e/o mediante annotazione su apposito registro, è punita con una sanzione amministrativa da 100 a 500 euro, per ciascun lavoratore, nei confronti dell’appaltatore o subappaltatore.Anche il lavoratore che, ovviamente munito della tessera di riconoscimento dal proprio datore di lavoro, non provvede a esporla, è punito con una sanzione amministrativa da euro 50 a euro 300.
Il costo della sicurezza nel lavoro in appaltoDopo il comma 3-bis è aggiunto il seguente ulteriore
comma: «Ferme restando le disposizioni in materia di sicurezza e salute del lavoro previste dalla disciplina vigente degli appalti pubblici, nei contratti di somministrazione, di appalto e di subappalto, di cui agli articoli 1559, 1655 e 1656 del Codice Civile, devono essere specifi camente indicati i costi relativi alla sicurezza del lavoro. A tali dati può accedere, su richiesta, il rappresentante dei lavoratori cui all’articolo 18 e le organizzazioni sindacali dei
È evidente che se l’appaltante deve valutare gli eventuali rischi nuovi e aggiuntivi che possono derivare dall’introduzione di attività lavorative gestite e organizzate da altri non può non avere conoscenza dei rischi specifi ci e delle relative misure di prevenzione

febbraio 200846 italiagraFica
legale
lavoratori». L’indicazione dei costi della sicurezza potrebbe essere, per coerenza con l’impostazione complessiva dell’art. 7, limitata ai soli costi delle misure necessarie a eliminare le interferenze in relazione ai lavori da eseguirsi presso il committente. L’indicazione dei costi, limitata ai soli rischi interferenziali e non estesa ai costi della sicurezza dell’impresa appaltatrice per i rischi specifi ci propri della sua attività (per esempio Dpi, formazione, Spp, sorveglianza sanitaria ecc.), si porrebbe come conseguenza logica e coerente dell’oggetto e del
contenuto del documento unico di valutazione dei rischi, alla cui redazione è obbligato il datore di lavoro committente.Vi è anche, e pare al momento raccogliere un certo consenso, una diversa interpretazione, secondo la quale i costi cui fare riferimento dovrebbero essere tutti i costi per la sicurezza, sostenuti dall’appaltatore per eseguire i lavori affi datigli, e quindi anche i costi per i rischi specifi ci propri della
sua attività. Questo in quanto la fi nalità della norma, in analogia con quanto previsto per i contratti pubblici dall’art. 86-ter D. Lgs. nº 163/06, nel testo modifi cato proprio dalla L. 123/07, sarebbe quella di rendere certi, trasparenti e «incomprimibili» i costi della sicurezza sostenuti dalle imprese appaltatrici e impedire, quindi, che tali costi possano divenire oggetto di concorrenza sul prezzo tra le medesime imprese.In effetti il nuovo testo dell’art. 86 commi 3-bis e 3-ter, come modifi cato dall’art. 8 L. 123/07, prevede che: «Nella predisposizione delle gare di appalto e nella valutazione dell’anomalia delle offerte nelle procedure di affi damento di appalti di lavori pubblici, di servizi e di forniture, gli enti aggiudicatori sono tenuti a valutare che il valore economico sia adeguato e suffi ciente rispetto al costo del lavoro e al costo relativo alla sicurezza, il quale deve essere specifi camente indicato e risultare congruo rispetto all’entità e alle caratteristiche dei lavori, dei servizi o delle forniture. Ai fi ni del presente comma il costo del lavoro è determinato periodicamente in apposite tabelle dal ministero del Lavoro e della previdenza sociale, sulla base dei valori economici previsti dalla contrattazione collettiva stipulata dai sindacati comparativamente più rappresentativi, delle norme in materia previdenziale e assistenziale, dei diversi settori merceologici e delle differenti aree territoriali. In mancanza di contratto
collettivo applicabile, il costo del lavoro è determinato in relazione al contratto collettivo del settore merceologico più vicino a quello preso in considerazione. Il costo relativo alla sicurezza non può essere comunque soggetto a ribasso d’asta».È evidente la diversità d’approccio alla questione dei costi della sicurezza, da parte del legislatore, tra contratti pubblici e contratti privati, diversità che si è riverberata sul contenuto concreto normativo degli obblighi in materia. Per gli appalti pubblici pare di poter ormai individuare un percorso certo e defi nito verso l’obbligatorietà di una previsione «oggettiva» o quantomeno oggettivabile, dei costi della sicurezza. Tali costi si avviano a essere sottratti alla piena disponibilità delle imprese concorrenti a gare pubbliche per essere determinati, in una fascia d’oscillazione prestabilita, sulla base di parametri obiettivi che permettano di valutarne adeguatezza e suffi cienza. È interessante rilevare come la valutazione, da parte delle amministrazioni pubbliche aggiudicatarie, del valore economico del lavoro, servizio o fornitura rispetto ai costi della sicurezza, non debba essere più fatta solo a posteriori, al momento della valutazione delle offerte già presentate dalle imprese concorrenti, ma anche preventivamente, al momento della predisposizione del bando di gara e della cosiddetta «legge speciale
di gara» e soprattutto del prezzo posto a base d’asta dalla stessa amministrazione. Si può, questa volta, effettivamente ritenere che, se le nuove disposizioni di cui all’art. 86 D. Lgs. 163/06, non solo inizino a essere effettivamente applicate ma vengano «interiorizzate» dalle pubbliche amministrazioni e da tutti coloro che a vario titolo si occupano di contratti pubblici (compresi e non per ultimi, gli stessi Tribunali Amministrativi Regionali), il fenomeno riprovevole e peraltro molto diffuso di eccessivi ribassi sul prezzo a base di asta, ribassi che spesso nascondono violazioni delle norme poste a tutela delle retribuzioni e dei trattamenti contributivi dei lavoratori e della loro sicurezza, possa fi nalmente ridursi signifi cativamente fi no a scomparire. Per i contratti privati, invece, la formulazione di cui al comma 3-ter dell’art. 7 D. Lgs. 626/94, appare troppo generica e lacunosa per permettere di raggiungere l’obiettivo, analogo a quello dei contratti pubblici, di indirizzare in senso «virtuoso» la concorrenza sul prezzo tra le imprese appaltatrici, in modo da escludere da qualsiasi tentazione di ribasso i costi delle misure di prevenzione e protezione. Ribasso che inevitabilmente fi nisce per tradursi in un abbassamento del livello di tutela della salute e della sicurezza dei lavoratori impiegati nell’esecuzione di lavori affi dati in appalto o subappalto. g
Il rappresentante per la
sicurezza, nelle aziende
che occupano fi no a 15
dipendenti, e individuato
come unico rappresentante
per più aziende nell’ambito
territoriale o del comparto
produttivo, è eletto dai
lavoratori e non più designato
dalle organizzazioni sindacali

febbraio 2008 47italiagraFica
GLI STANDARD NELLA FILIERA DEL FOOD
la sicurezza alimentare nel packaging
■
le normative sulla sicurezza alimentare sono, oggi, una realtà molto diffusa nelle aziende alimentari, ma ancora poco applicate in quelle facenti parte
della fi liera coinvolta, benché iniziative autonome siano già state prese per eliminare possibili contaminazioni.È il caso dei fornitori di imballaggi che contengono gli alimenti prodotti e che talvolta sono a diretto contatto con gli stessi per essere poi immessi sul mercato e destinati al consumatore fi nale.Queste brevi note vogliono evidenziare il benefi cio che alcune normative hanno portato alla tematica della sicurezza alimentare nelle aziende specifi che della fi liera e offrire alcuni suggerimenti circa la scelta della norma da seguire affi nché sia la più comune per la sua completezza e per la sua autorevolezza. Quest’ultima intesa come valenza internazionale e come coinvolgimento di tutte le aziende che ruotano intorno a quelle specifi camente alimentari.
L’evoluzione dello standard
L’argomento è stato oggetto di rifl essioni e di studi già negli anni passati e sugli inizi degli anni 2000 sono stati prodotti, da associazioni internazionali di categoria, i primi documenti «standard» che fi ssavano alcuni fondamentali principi per il rispetto della sicurezza alimentare per evitare che possibili pericoli potessero produrre «rischi» e cioè la probabilità di effetti nocivi per
la salute dei consumatori fi nali degli alimenti e la gravità di tali effetti.È il caso dello standard inglese Brc,
British retail consortium [www.brc.org.uk], di carattere generale e pertanto applicabile a qualsiasi azienda della fi liera alimentare, o ancora degli standard più specifi ci come Gmp, Gap, Gvp, Gpp, Gdp e Gtp, rispettivamente per i settori cartotecnico, agricolo, veterinario, pratica igienica, pratica produttiva, pratica di distribuzione e commerciale. In particolare l’iniziativa è stata senz’altro lodevole riempiendo un vuoto e dando così un’opportunità al fabbricante di imballaggi che voleva cautelarsi e offrire al proprio cliente sicurezza alimentare.Poche, a oggi, come prima detto, le aziende che hanno applicato nella loro organizzazione tali standard.Intanto l’Iso, International standard
organization [www.iso.org], con i suoi comitati tecnici specifi ci, non ha ignorato la tematica e tenendo presente anche gli standard prima detti, ha emanato nel 2005 la norma En Iso 22000 che nel novembre del 2005 è stata recepita dall’Uni, Ente nazionale italiano di
unifi cazione [www.uni.com] che, nell’aprile del 2006, ne ha pubblicato la versione italiana, Uni En Iso 22000, dandogli così lo «status» di norma nazionale italiana.Da questa data la sicurezza alimentare ha un riferimento ineccepibile rispondendo la norma alle aspettative di tutte le aziende della fi liera alimentare e di noi tutti consumatori fi nali.
Le aziende che producono imballaggi destinati all’industria
alimentare sono da tempo informate sul sistema di gestione
per la sicurezza e sui suoi standard, ma ancora poco edotte rispetto alle specifi che indicazioni
relative alla fi liera produttiva di appartenenza. Ecco allora alcuni suggerimenti circa la scelta delle
norme più effi caci da adottare.
Antonio D’Auria
Ingegnere, è stato direttore del Centro di sperimentazione per l’imballaggio della Siva di Locate Triulzi, nonché presidente della Commissione imballaggi dell’Uni, Ente nazionale italiano di unifi cazione. Attualmente è consulente aziendale per i sistemi di gestione nei settori qualità, ambiente, sicurezza e sicurezza alimentare.
di Antonio D’Auria^
normative

febbraio 200848 italiagraFica
normative
di G. P.^
Le peculiarità della En Iso 22000La norma Iso offre alle imprese
interessate, in modo esaustivo, uno
strumento per controllare e verifi care
che i loro processi, i materiali e i
servizi coinvolti siano rispondenti ai
requisiti indispensabili per la fornitura
di imballaggi idonei all’uso particolare
quale è quello degli alimenti.
La peculiarità della norma Iso 22000
è tra l’altro la compatibilità con la
norma Iso 9001 essendo stata allineata
con quest’ultima, tale da farne quasi
un completamento, nonché con i
principi del sistema Haccp, Hazard
analysis and critical control point
(analisi dei pericoli e dei punti critici
di controllo) e le fasi di applicazione
sviluppate dalla Commissione Codex
Alimentarius [www.codexalimentarius.net].
Tutto ciò permette un’integrazione dei
documenti di supporto del sistema di
gestione qualità evitando il proliferare
di carte e comunque l’appesantimento
della gestione di più sistemi.
Una volta applicata la norma 22000
l’azienda, volendo, può ottenere
la certifi cazione del sistema e
tale certifi cazione, per il mutuo
riconoscimento tra i Paesi membri,
è valida anche in questi ultimi.
Per le aziende che hanno scelto
l’applicazione del Brc o uno degli
standard prima menzionati, l’istituto
di certifi cazione prescelto rilascerà,
previo opportuno audit, un attestato di
conformità che si può confi gurare come
certifi cazione di «prodotto-processo»
più che di sistema. Tali standard
offrono solo una parte di quanto offre
l’applicazione della norma 22000 che
tra l’altro contiene nel suo contesto
anche i principi degli standard prima
detti (programma dei prerequisiti
«Prp»), oltre ad annoverare altre
prescrizioni che completano la rete
di protezione che un’azienda vuole
stendere sulla sua organizzazione
per garantire la sicurezza alimentare
come la «comunicazione» alla quale
si dà ampio risalto, considerando la
stessa come fi lo di collegamento tra
fornitori, operatori, clienti e quanti
coinvolti nella fi liera specifi ca.
Nella pratica operativa l’applicazione
delle 22000 comporterà un’integrazione
del Manuale di gestione della qualità
con le nuove prescrizioni, completando
e implementando i singoli capitoli
con i richiami relativi necessari. La
documentazione del sistema integrato
si completerà con un’«Analisi dei
requisiti aziendali per la sicurezza
alimentare» e con alcune procedure
specifi che in aggiunta a quelle
esistenti. In questo documento saranno
trattati il programma dei prerequisiti,
l’analisi dei pericoli, la valutazione
dei rischi, i Prp operativi, i punti
critici di controllo, i limiti critici e la
validazione delle misure di controllo.
La garanzia della sicurezza alimentarePer tutto quanto sopra detto, un
sistema di gestione per la sicurezza
alimentare supportato dalla norma
Uni En Iso 22000, integrato con
quella della qualità Iso 9001, è
senz’altro più esaustivo per la garanzia
della sicurezza alimentare rispetto
all’applicazione degli standard di cui
sopra che sono stati utili fi nché non
sono state emanate le Iso 22000.
Non va trascurato il fatto che
l’azienda, integrando il suo sistema di
gestione della qualità con quello della
sicurezza alimentare, dimostra che
ha maturato la piena consapevolezza
che anche le aziende produttrici
Fase
Pericolo
Causa Probabilità (P) Gravità (G) Rischio (P×G) ControlloLimite
accettabilitàAzioni
preventiveContaminantibiologici
2.1.1insetti volanti
inadeguata prassi
del fornitore1 2 2 sì
nessuna presenza
capitolato……
2.1.1insetti
striscianti
inadeguata prassi
del fornitore1 2 2 sì
Nessuna presenza
capitolato…
2.1.1 rettiliinadeguata
prassi del fornitore
1 2 2 sìnessuna presenza
capitolato…
2.1.1 roditoriinadeguata
prassi del fornitore
1 2 2 sìnessuna presenza
capitolato…
2.1.1 uccelli n.a. capitolato…
2.1.1 cani n.a. capitolato…
2.1.1 gatti n.a. capitolato…
Con la dicitura 2.1 si intende la ampia fase di
processo che consiste nel ricevimento materie prime.
In questa fase si sono individuati i seguenti
step qui in tabella riportati: 2.1.1 accettazione,
2.1.2 scarico e 2.1.3 immagazzinamento.
ESEMPIO DI VALUTAZIONE DEL RISCHIO

febbraio 2008 49italiagraFica
di imballaggi, destinati ai prodotti alimentari, essendo parte integrante della fi liera, siano coinvolte per quanto di loro competenza nell’applicazione di un sistema che possa dare le necessarie garanzie di idoneità igienica dei prodotti e di sicurezza, quindi di innalzare il livello qualitativo igienico sanitario dell’imballaggio destinato all’industria alimentare.Con un simile sistema l’azienda, nell’ambito della soddisfazione del proprio cliente, inserisce un ulteriore elemento che va oltre tale soddisfazione, partecipando a ridurre o eliminare gli spunti di contaminazione agli alimenti che si possono propagare da materie prime, impianti, processi e strutture utilizzate oltre che da materiali di imballaggio, attrezzature e agenti per la pulizia e disinfestazione.Nell’avvicinarsi alla Uni En Iso 22000 è conveniente consultare le «Technical Specifi cation Iso/Ts
22004» (Linee guida per l’applicazione della Uni En Iso 22000/2005) oltre a un esame attento delle defi nizioni riportate nella norma e un confronto tra le stesse per evitare di incorrere in errate interpretazioni dei concetti e delle prescrizioni.
Alcune valutazioni fi naliConcludendo queste note è necessario fare tre ultime considerazioni:
la prima è che non vanno sottovalutate le diffi coltà che spesso si incontrano nell’applicazione della norma, specialmente per le aziende con siti e impianti di non recente costruzione le quali dovranno colmare lacune costituzionali, specialmente alle infrastrutture, che negli anni passati non venivano prese in esame neanche dalle leggi a suo tempo esistenti;la seconda considerazione è che gli istituti di certifi cazione possano offrire un servizio adeguato utilizzando, sia all’interno della struttura certifi cativi, sia come valutatori esterni, personale preparato non solo sulla carta ma anche sul campo per rendersi conto delle varie realtà industriali che non sono le stesse per le varie tipologie merceologiche, come nel caso degli imballaggi, ma molto diverse da quelle che producono alimenti in genere.
Un’azienda di imballaggi che si avvicina a questa tematica deve essere invogliata a sviluppare quel percorso di crescita che la aiuta a modifi care il suo standard qualitativo e di sicurezza alimentare e non penalizzata per un’interpretazione della norma alla lettera senza rendersi conto della realtà industriale in esame. Fermo restando i principi base della norma, le verifi che dovrebbero essere affrontate «cum grano salis» oltre
f
f
che con la preparazione specifi ca di alimentarietà, impiantistica e quant’altro dei valutatori. È essenziale capire se l’azienda, e per essa l’alta direzione, con tutto il personale coinvolto, è entrata nello spirito della norma il cui rispetto, come prima detto, spesso comporta investimenti da parte dell’azienda applicandone i principi essenziali e guardare con la giusta valutazione i piccoli inconvenienti che si possono presentare involontariamente al momento della visita.
La terza considerazione, infi ne, è che gli organismi deputati a tale tematica, non escluso l’Uni che annovera nelle sue commissioni tecniche professionisti appartenenti a vari enti pubblici, intervengano affi nché le Regioni, le Province, i Comuni e le Camere di commercio possano agevolare le aziende coinvolte stanziando contributi fi nanziari straordinari da utilizzare per l’adeguamento delle loro infrastrutture, impianti e quant’altro per raggiungere quei requisiti essenziali prima descritti, patrocinando così una iniziativa di grande utilità per tutte le aziende oltre che per la salute dei consumatori di alimenti.
È bene comunque rivolgersi agli uffi ci competenti di questi enti per assicurarsi che non esistano già tali forme di contributi. g
f
Fase
PericoloMisura
di controllo Metodo
di misura o control
Monitoraggio Limite di accettabilità
A.C.Correzione/ trattamento
prodotto
Verifi ca
natura tipologia Prp tipologia freq. modulo Prp prodotto scopo metodo modulo freq. resp.
2.7
biologicoinsetti volanti,
striscianti…
pro
ve e
con
trol
li in
pro
duzi
one
e al
la s
ped
izio
ne
ispez
ione
vis
iva
asse
nza
di c
onta
min
anti
sul pi
anal
e di
car
ico
a og
ni c
aric
o
Ddt
di co
nseg
na
ness
una
pre
senz
a di
con
tam
inan
ti
ness
una
pre
senz
a…
puliz
ia p
iana
le d
i ca
rico
e
rich
iam
o al
tra
spor
tato
re
segr
egaz
ione
, ce
rnita
e sc
arto
pro
dott
o
verifi ca
val
idità
mon
itor
aggi
o
anal
isi st
atis
tica
ries
ame
annu
ale
Reschimico
sostanze chimiche odorose…
particellarepeli, capelli,
piume...
Esempio di programma
di Prp nel quale sono state riportate
anche le relative fasi, i pericoli,
il monitoraggio degli stessi nel tempo,
i limiti di accettabilità e le verifi che.

di G. P.^
febbraio 200850 italiagraFica
speciale legatoria
LO STATO DELL’ARTE
fi nishing digitale: un esempio concreto
■
L’ottimizzazione del fl usso e il layout di
legatoria hanno un ruolo fondamentale soprattutto in ambito digitale, dove
le piccole tirature, la standardizzazione e le
strette tempistiche sono i vincoli impliciti di un settore che si avvicina
sempre più al concetto di «produzione industriale».
per parlare di
procedure digitali
nell’ambito della
legatoria è giusto
cominciare
dal punto di vista di chi,
a partire dall’esperienza
consolidata nella stampa
offset tradizionale, ha
voluto approcciare il mondo
dell’editoria digitale con un
progetto a forte impatto
tecnologico fi nalizzato
a portare all’estremo il
concetto di print on demand.
Un punto di vista, quindi,
piuttosto radicale perché
legato alla produzione di libri
o prodotti simili in quantità
molto limitate, che vanno
dalla copia singola alle
tirature sotto le mille copie.
Si tratta dell’esperienza
della Divisione Digitale
dell’Associazione Padre Monti
di Saronno [www.padremonti.it],
scuola grafi ca appartenente
al Polo Grafi co Lombardo,
che da circa un anno e
mezzo ha avviato questo
progetto di book and print
on demand, supportata
da Xerox [www.xerox.com] e
Kern Italia [www.kern.ch].
Verso la qualità industrialeCon l’obiettivo di scovare
bisogni a volte inespressi di
prodotti librari stampati in
piccola quantità o addirittura
in copia singola, senza
peraltro tralasciare il mercato
delle tirature medie (sul
di David Serenelli^

febbraio 2008 51italiagraFica
labile confi ne inferiore, per intenderci, del mercato della offset a foglio), la scelta delle tecnologie da impiegare per la legatoria ha privilegiato la versatilità e la qualità della lavorazione rispetto all’integrazione spinta tra le fasi lavorative. Infatti la tipologia di lavori, spesso diversi tra loro per formato, lavorazione del volume (fresatura, cucitura punto metallico, cucitura a punto colla) e tipologia di copertina, rende molto diffi cile adottare linee completamente
automatiche dalla stampa al volume fi nito, pena ingenti tempi morti e avviamenti costosi degli impianti. Per contro, macchine offl ine con avviamenti snelli consentono rapidamente di passare da una commessa alla successiva, con evidenti vantaggi.Un progetto del genere si basa inconfutabilmente sull’ottimizzazione dei fl ussi di lavoro antecedenti alla stampa (graphic design, impaginazione e prestampa), fondamentali per avere una gestione economica dei costi
fi ssi di produzione, che sulle copie singole o le poche copie possono far naufragare il progetto editoriale. Ma questa è tutta un’altra storia che verrà trattata in altro momento. La legatoria è altresì fondamentale per poter garantire un prodotto di qualità «industriale» benché le quantità non consentano di utilizzare impianti destinati alla produzione massiva (linee automatiche di legatoria).
Le due tecnologie principaliParlare di legatoria digitale comporta inevitabilmente prendere in considerazione la stampa tradizionale offset rapportata alla stampa digitale basata sul principio xerografi co. Sebbene sempre di stampa si tratti, le due tecnologie impattano diversamente sul processo a valle. La prima cosa, che può apparire banale, sta nella differenza sostanziale tra le due tecnologie in termini di modalità con cui realizzano la produzione: seriale l’offset, tendenzialmente sequenziale la stampa digitale. Cosa signifi ca? Andiamo a scoprirlo.
Stampa offset a foglio: serialeNel processo offset a foglio, la tiratura di un libro viene fatta una segnatura alla volta. Al termine della stampa avremo mazze di carta da piegare per formare segnature piegate e quindi segnature da raccogliere per formare il blocco libro da incassare con la copertina. Il tutto con strumenti più o meno automatici e in linea tra di loro.
Stampa digitale: sequenzialeLa produzione mediante strumenti digitali (xerografi a) è sostanzialmente sequenziale; o meglio può essere sia sequenziale sia seriale, ma per snellire le operazioni di legatoria a valle del processo, normalmente si stampa l’intera sequenza di pagine del volume da produrre, per il numero di ripetizioni (copie) necessarie a completare la produzione. È evidente che esistono anche applicazioni particolari, dove la versatilità del processo digitale (per esempio, il dato variabile) si deve integrare con la produzione massiva dell’offset. In questi casi diventa indispensabile, per poter far confl uire e integrare i due processi in un’unica fase di legatoria di tipo tradizionale, procedere con una produzione seriale della tiratura digitale.
Con un impianto come
la brossuratrice BB3002 della
Bourg [www.cpbourg.com] si possono realizzare fi no a 250
volumi/ora in brossura fresata,
incollata, con e senza alette.
David Serenelli
Per l’Associazione Padre Monti, scuola grafi ca di Saronno, è progettista e coordinatore delle attività di formazione e responsabile tecnico del progetto book on demand. Come libero professionista, è consulente color quality e automazione dei fl ussi di lavoro nell’area prestampa e stampa per il settore dei quotidiani.
L’uscita della brossuratrice
BB3002 con i libri fi niti pronti
per il taglio trilaterale.

febbraio 200852 italiagraFica
speciale legatoria
Stampa sequenziale: attenzione al controllo della sequenza!Come si può facilmente
intuire, stampare un volume
in modo sequenziale
conferisce al processo
produttivo un vantaggio
evidente: il blocco libro è
praticamente già formato
al termine della stampa e
non vi è alcun bisogno di
procedere a operazioni quali
la raccolta delle segnature o
la piegatura dei fogli. Questo
rappresenta un vantaggio
indiscutibile sulle piccole e
microtirature per le quali le
operazioni di poststampa
hanno un’incidenza di
costo non indifferente.
Per contro, avere la tiratura
così composta (mazze
di carta in cui vi sono le
singole copie in sequenza
ordinata della pagine) rende
questo oggetto altamente
delicato da manipolare o
spostare, in considerazione
della possibilità di perdere
un foglio della sequenza,
mettendo a repentaglio la
correttezza dell’intero volume.
Dalla bobina al libro fi nito: esempio di layout di legatoria digitaleNell’esperienza presentata
la scelta di optare per un
impianto di stampa digitale a
bobina (Xerox CF 495) è stata
dettata dalle caratteristiche
tecniche e produttive che
l’impianto garantisce. Senza
entrare troppo nel dettaglio
della stampa, dal momento
che vogliamo focalizzarci
sulla legatoria, dirò solo
che la tecnologia di fusione
a freddo del toner e il
trascinamento pin-feed del
nastro di carta garantiscono
due caratteristiche
fondamentali alla qualità
del volume, in relazione
anche alle lavorazioni di
legatoria successive: il basso
stress termico della carta
(ondulazioni praticamente
assenti sulla costa del libro)
e registro bianca e volta
molto accurato (entro i pochi
decimi di millimetro).
In coda a una macchina da
stampa digitale a bobina di
questo tipo si potrebbero
avere fondamentalmente
due opzioni: un ribobinatore,
che avvolge la banda
stampata da consegnare
alla fase di fi nishing,
oppure una taglierina, che
divide in fogli la banda.
Il ribobinatore può
rappresentare una soluzione
effi cace quando siamo
in presenza di produzioni
abbastanza corpose
in termini di tiratura o
estremamente standardizzate
dal punto di vista della
tempistica di produzione.
Non è quasi mai il caso
dell’editoria «on demand».
Una taglierina con uno
stacker in linea senz’altro
assolve meglio alle esigenze
di stampa editoriale.
Ve ne sono con coltello
rotativo o a ghigliottina.
Per garantire lo sfruttamento
migliore della macchina da
stampa, la taglierina deve
essere molto affi dabile e
versatile e deve consentire
il taglio della bobina oltre
che nel senso trasversale
(ovviamente) anche in
quello longitudinale in due
o più bande, separando
correttamente i fogli ottenuti.
Con questo strumento, dalla
bobina possiamo ottenere
una mazza di fogli tagliati:
a singolo foglietto
(2 pagine una in bianca
e una in volta);
in doppio (resa 2 o 2-up);
in triplo (resa 3 o 3-up);
per volumi da rilegare
in brossura fresata;
a quartino (4 pagine
di una segnatura);
per volumi da rilegare
a punto metallico
o a punto colla;
in funzione del formato
fi nito del libro e della
larghezza della bobina.
La brossura determina la velocità del processoIl taglio trasversale e
longitudinale del nastro di
carta, nel caso di volumi da
rilegare in brossura fresata,
dovrà essere fatto in modo
tale che la mazza prodotta
sia già pronta a entrare
f
f
f
f
f
f
f
La linea Kern Smartbinder
permette di ottenere le segnature
fi nite a partire dai fogli stampati
in sequenza in digitale.

febbraio 2008 53italiagraFica
nella brossuratrice, evitando
ulteriori operazioni di taglio.
Quindi l’imposizione del lavoro
prevederà sul lato di cucitura
del volume un solo millimetro
di abbondanza destinato
alla fresatura del dorso
volume, e il taglio avverrà
proprio in quella posizione.
La brossuratrice adottata
in questa soluzione
(Bourg BB3002) consente
di fare un avviamento molto
rapido, in termini di settaggi
di fresatura e di colla. Il tutto
è gestito tramite computer
interno e comandato tramite
touch screen. I setup
memorizzati consentono di
passare da un lavoro a un
altro in tempi brevissimi.
Il calcolo della larghezza
del dorso è automatico nel
momento dell’introduzione
del blocco libro e pilota le
quote della cordonatura
della copertina. Su questa
è possibile effettuare fi no
a 6 cordonature (alette e
cordonature di cortesia).
In uscita il volume dovrebbe
andare direttamente su un
tagliacarte trilaterale per
completare il ciclo produttivo.
Altrimenti su un tagliacarte
lineare, ma in questo caso
l’impatto della manodopera
cresce signifi cativamente;
diminuisce inoltre la precisione
e la pulizia del taglio.
Con questo schema la
produttività del sistema è
dettato dalla velocità della
brossuratrice. Infatti, cosa
abbastanza sorprendente
pensando al processo
tradizionale offset a foglio, il
primo libro fi nito potrà uscire
praticamente qualche minuto
dopo che è stata avviata
la stampa e i successivi
al ritmo di circa 200-250
volumi ora (con questo
tipo di brossuratrice).
Le diffi coltà con il digital printingUn punto debole della stampa
digitale è sempre stata la
legatoria, che non consentiva
di fare economicamente
lavorazioni alternative
alla brossura fresata, se
non il punto metallico,
non applicabile però alla
produzione libraria. Oggi è
possibile però ottenere un
risultato del tutto simile alla
brossura cucita, senza usare
il fi le refe, ma utilizzando
un sistema che incolla con
punti vinilici i singoli quartini,
fi no a formare la segnatura
desiderata. Per parlare chiaro,
questa soluzione non va bene
per l’editoria scolastica che
richiede per legge la brossura
a fi lo refe, ma da un punto
di vista tecnico la tenuta è
praticamente la stessa. Certo,
forse su un tempo indefi nito
(anni?) la colla può deteriorarsi
più del fi lo, ma certo non è un
problema per i libri di testo
che al massimo durano tre
anni (e la regola è un anno,
come sappiamo bene).
Un processo molto delicatoLa mazza stampata dei
volumi dei libri, composti
dai singoli quartini che
compongono le segnature
(8vi, 16simi, 32simi ecc.),
alimenta una linea automatica
di piegatura, incollatura,
accavallatura e taglio trilaterale
(Kern Smartbinder). I quartini
vengono piegati a metà,
incollati in costa uno sull’altro
mediante punti di colla vinilica
a freddo (oppure, volendo,
si possono montare le teste
Honer di cucitura a punto
metallico, per album, per
esempio), fi no a formare la
segnatura; questa poi passa
al taglio trilaterale e all’uscita.
Un operatore raccoglie il
blocco libro e lo introduce
nella brossuratrice che avrà
la fresatura disattivata,
e farà sul dorso solo una
«grecatura» per favorire
l’ancoraggio della copertina
al dorso del blocco libro.
Il ciclo è semplice ma
presenta un aspetto delicato:
se un singolo foglio per
qualche ragione manca nella
sequenza, si inceppa nella
linea e l’intera sequenza viene
compromessa, oltre a rendere
sbagliate tutte le segnature
successive. Il presidio della
linea da parte di un operatore
diventa indispensabile. Oppure
si può adottare una soluzione
più vantaggiosa: un bar code
reader posto su ogni foglio
della tiratura, evidentemente
inserito nel fi le al momento
dell’imposition, che «dica»
alla linea di produzione quale
foglio della segnatura esso sia.
Se non corrisponde a quello
che il programma della linea
si attende, la segnatura viene
scartata in automatico e il
processo riprende dal primo
foglio corretto successivo,
senza fermi macchina o
possibilità di segnature
con sequenza errata.
Un solo aspetto rende talvolta
diffi coltoso l’impiego del bar
code: lo spazio necessario
sulla carta per poterlo
stampare: non sempre c’è!
Anche in questa seconda
linea produttiva, la velocità
di produzione è dettata dalla
velocità della brossuratrice,
e anche in questo caso il
primo libro fi nito può uscire
dopo pochi minuti che è stato
stampato. La tolleranza nella
lavorazione di piegatura e
incollatura si alza all’ordine
di grandezza del millimetro.
Evidentemente non si può
parlare di legatoria digitale
tout court prescindendo dal
tipo di produzione e segmento
di mercato a cui ci si rivolge:
nelle micro e piccole tirature,
con molti ordini diversi da
evadere in due o tre giorni,
questa soluzione appare
effi cace, ma non è senz’altro
una ricetta universale. g
Un particolare di una taglierina
e stacker posti in uscita di una macchina
da stampa digitale a bobina.
Particolare dell’uscita
della linea Kern Smartbinder
con le segnature fi nite in sequenza

febbraio 200854 italiagraFica
speciale legatoria
quello della legatoria è da sempre un mondo ammantato del fascino particolare che distingue le culture artigianali. Un patrimonio di saperi antichi
e spesso geniali che si è però sempre più assottigliato per via di una progressiva automazione e «disumanizzazione» delle logiche industriali, fi no a farla diventare
marginale rispetto al passato, quasi una «Cenerentola» del settore grafi co.Eppure oggi la ricerca della continua qualità nella produzione di stampati, unita alle conquiste dell’innovazione tecnologica, ha riportato alla ribalta la magia e la precisione di queste tecniche, che per certi versi sono ancora troppo poco conosciute.
Un recupero urgenteA gestire il recupero di questa importante eredità culturale ci ha pensato Taga Italia [www.taga.it] che, con il volume dedicato agli Standard di
legatoria: linee guida e raccomandazioni
per le lavorazioni, ha anche permesso di aggiornare i dettami della tradizione con le innovazioni più stringenti in ambito offset. Massimo Pellegrini, direttore delle aziende modenesi Legraf e Legotecnica [www.legraf.it] e presidente dell’Associazione Poligrafi ci della stessa città, ne ha curato la stesura e può identifi care meglio di chiunque altro gli aspetti più interessanti di questo settore: «Non credo che la cultura di base della legatoria sia mai stata persa», sottolinea Pellegrini, «forse in passato non la si considerava determinante e in molti casi mi pare fosse anche sensato perseguire innovazioni molto più signifi cative in stampa e in prestampa. Però, come si assiste in questi ultimi anni, la legatoria sta acquistando sempre maggior importanza perché può fare la differenza nell’acquisizione di una commessa. È chiaro che gli aspetti oggi determinanti in legatoria sono differenti rispetto a quelli di vent’anni fa, ma questo per una naturale evoluzione del mercato rivolto a ottimizzare tempi, qualità e costi».«Sicuramente la preparazione di chi progetta oggi gli stampati, rispetto alle tecniche e alle tecnologie della legatoria, deve essere aggiornata velocemente. Ritengo che la prossima vera sfi da sia
quella di trasferire ai progettisti grafi ci le conoscenze necessarie per affrontare il mondo della poststampa. È infatti in prestampa che si può determinare la riuscita o l’insuccesso di un libro o di un opuscolo. Si pensi soltanto ai limiti di taglio e di piega, alle caratteristiche degli adesivi e quindi alle necessarie misure e contromisure da adottare. Sono tutte situazioni tipiche e direi quotidiane che, se non previste e progettate con competenza, determinano difetti talvolta irrecuperabili».
Documento indispensabileEmerge quindi con forza la necessità di incoraggiare l’approfondimento delle metodiche di legatoria per «pareggiarle» alle altre competenze delle arti grafi che. E in questo senso il rifl esso sulle logiche della formazione diventa inevitabile: «È la scuola l’elemento su cui puntare per avere in futuro progettisti capaci di tener
LA DOCUMENTAZIONE PROFESSIONALE DI TAGA
l’importanza della pianifi cazione del lavoro
■
Massimo Pellegrini
è ingegnere e
direttore di Legraf
e Legotecnica,
oltre a essere
docente esterno
di poststampa
presso gli Istituti
professionali
per l’industria
e l’artigianato
(Ipsia) Fermo
Corni di Modena
e Luigi Galvani di
Reggio Emilia.La rinascita della legatoria è strettamente legata a nuove
richieste qualitative nei prodotti stampati. Tuttavia
la conoscenza delle sue metodiche è purtroppo ancora appannaggio di
pochi. Per aiutare tutto il settore a comprenderne
piccoli e grandi segreti, ecco un testo obbligatorio non
solo per gli addetti, ma per tutti coloro che si occupano
di editoria e arti grafi che.
di Alessandro Battaglia Parodi^

febbraio 2008 55italiagraFica
conto della fattibilità di uno stampato secondo gli standard qualitativi della Legatoria. Ed è ancora la formazione continua a mantenere un aggiornamento costante volto ad affi nare le procedure, a ridurre i tempi e sperimentare l’effetto del mutamento continuo dei materiali. In sostanza», continua Pellegrini, «le conoscenze attuali e quelle che giorno per giorno nascono, debbono essere state digerite dalla legatoria nel suo insieme, per poi essere messe a disposizione della prestampa. Sono fi ducioso per il futuro, mi pare che il mercato ci stia obbligando a seguire questa fi losofi a per poter competere sui mercati».Ma veniamo al documento preparato da Taga per capire quanto è stato fatto negli ultimi anni in questo settore per ottimizzare le lavorazioni nel fl usso continuo dalla prestampa al fi nishing. «Nelle Linee guida Taga sono state individuate 14 fasi di lavorazione, che vanno dal taglio alla pallettizzazione fi nale. Si tratta di un primo esempio di presa di coscienza da parte di tutti gli attori del mondo grafi co, ed è la dimostrazione che la legatoria è determinante e che non possiamo più permetterci di considerarla l’ultima e minore fase del ciclo di produzione», spiega il manager di Legraf. «Si pensi solo al numero di professionisti coinvolti nella stesura di questo documento: si passa dai costruttori di macchine, ai docenti, agli studiosi ed esperti di legatoria, fi no alle legatorie stesse che hanno contribuito in due anni di lavoro a sviluppare un testo che non è ovviamente completo, ma rappresenta un ottimo punto di riferimento per cominciare a parlare in maniera seria di poststampa. Questo è un volume che ha l’obiettivo di essere presente su tutte le scrivanie degli operatori alla prestampa, ma anche sui banchi di scuola negli istituti tecnici, fi no a diventare un appropriato riferimento tecnico per “usi e consuetudini” spesso obsoleti depositati nella varie camere di commercio. Non si può dimenticare infatti che questo genere
Flusso di lavoro Operazione
CLIENTE
f Defi nisce le caratteristiche del prodotto di cui ha bisogno.
f Stabilisce con il marketing quantità e costi.
f Contatta il progettista (persona o agenzia) per preparare il progetto.
f Stabilisce con lo stampatore/legatore programma e preventivo.
PROGETTAZIONE GRAFICA
Progetto esecutivo
f Traduce l’idea del cliente in progetto esecutivo e ne richiede l’approvazione.
f È disponibile per il controllo di qualità del prodotto.
f Fornisce un fi le completo di prova rappresentativa del prodotto.
PRESTAMPA
File pronto per la stampaProve contrattualiMatrici
f Opera in accordo con lo stampatore/legatore recependone la specifi che di lavorazione in funzione delle caratteristiche del prodotto fi nale.
f Effettua le lavorazioni di riproduzione, composizione, imposition e prova.
f Sottopone la prova contrattuale al cliente per il «visto si stampi» ed effettua le eventuali correzioni fi nali.
f Prepara il fi le fi nale secondo le specifi che di stampa stabilite.
f Prepara, in accordo con lo stampatore/legatore, un facsimile del prodotto fi nito e lo sottopone al visto del cliente.
STAMPA
Bancali con fogli/segnature e visti macchina
f Effettua la stampa in modo da ottenere quanto stabilito dalla prova contrattuale ricevuta e in accordo con quanto richiesto dal cliente.
f Garantisce che la produzione ottenuta rispetti le specifi che concordate in termini di qualità, quantità, costi e tempi.
f Opera in accordo con i reparti a monte per defi nire le specifi che di lavorazione.
LEGATORIA
Materiale confezionato e fi nissato
f Effettua il controllo di accettazione del materiale ricevuto dalla stampa.
f Garantisce che la produzione ottenuta rispetti le specifi che concordate in termini di qualità, quantità, costi e tempi.
f Effettua tutte le lavorazioni di legatura e fi nissaggio secondo quanto indicato sull’ordine di lavoro.
f Fornisce la propria assistenza tecnica nella stesura del progetto esecutivo.
Schema di fl usso di lavoro che coinvolge le diverse
operazioni di prestampa, stampa e legatoria.
di pubblicazioni sono spesso utilizzate dai periti nei contenziosi giudiziali, con effetti a volte imprevedibili».
Le fasi e le tolleranzeSono molte le variabili che vanno a condizionare sul prodotto fi nale e l’alta incidenza che i costi di legatoria gravano sull’intero processo produttivo a volte non permette di dispiegare tutte le possibilità offerte da questo settore. È tuttavia possibile realizzare preventivamente uno studio di fattibilità già in fase di progettazione del libro o dello stampato, cosa che può portare a economie molto rilevanti e sfruttabili al meglio nella fase fi nale, quella della legatoria appunto. Per raggiungere questo obiettivo occorre però conoscere perfettamente le singole fasi della lavorazione e, per ognuna di esse, eliminare possibili défaillances e i relativi costi aggiuntivi. «Abbiamo toccato le parti principali della legatoria: il taglio, la piegatura, la cucitura a punto metallico, la brossura, il cartonato, la cellophanatura e le specifi che del capitolato», spiega Pellegrini. «Per ognuna di queste fasi abbiamo poi creato una serie di sottoparagrafi che ne completano la stesura: si parte dalle defi nizioni, a partire dalla descrizione del ciclo di lavorazione, la descrizione della macchina, i materiali impiegati, i controlli e le misurazioni da effettuare, le tolleranze richieste e le raccomandazioni a cui attenersi per evitare errori e per fare in modo che per ciascuna fase il prodotto di legatoria possa essere defi nito “accettabile”».Interessanti sono le tolleranze dimensionali e geometriche riferite alle tecnologie oggi a disposizione e quelle per carte standard, oltre alle indicazioni sulla percentuale di copie di scarto: «Questi valori numerici dimostrano come tutte queste variabili possano operare sinergicamente in ogni fase della lavorazione per costruire un libro cartonato anziché un opuscolo legato a punto omega. Personalmente trovo molto utile, nel lavoro quotidiano, rileggere la parte dedicata alle “raccomandazioni”

febbraio 200856 italiagraFica
speciale legatoria
in cui posso trovare, a seconda delle mie esigenze, un elenco puntuale di quesiti fondamentali da pormi: una sorta di checklist che accompagna il progetto grafi co e mi impedisce di sbagliare o dimenticare qualcosa. La precisione in questo settore rappresenta gran parte della nostra professionalità».
E la tecnologia? È maggiore sui materialiParliamo ora delle tecnologie relative alla legatoria: quali sono le applicazioni vincenti in questo momento, e quali le innovazioni che stanno per diventare gli standard di riferimento? «Non vedo oggi una tecnologia che possa rivoluzionare il mondo della legatoria come è capitato invece in passato in stampa con l’offset oppure con il digitale», sostiene Pellegrini. «C’e invece un’evoluzione continua nei materiali utilizzati per la costruzione di macchine da legatoria che ne hanno migliorato le performance, senza dimenticare l’integrazione informatica ed elettronica che ne alzano il livello di qualità e affi dabilità richiesto. Oltre a questo occorre dire che la tendenza dei costruttori è di integrare diverse fasi di lavorazione per automatizzare il più possibile e ridurre la parte non trascurabile in legatoria, che è quella dello stoccaggio
e della movimentazione manuale. Ma vedremo meglio cosa ci proporrà il prossimo Drupa per capire meglio le nuove tendenze dei costruttori».«Intanto è positivo vedere che anche in poststampa è possibile arricchire e nobilitare il prodotto grafi co attraverso processi rilievografi ci spesso dimenticati, oppure vedere maggior attenzione verso i tipi di adesivi (ad esempio il poliuretano, ndr) da utilizzare in funzione del prodotto che si desidera effettuare. Ciò signifi ca che si sente con urgenza la necessità di maggiore professionalità e che quindi la tendenza è di diventare più bravi e quindi più competitivi».«Anche in legatoria la qualità è diventata una condizione necessaria, quasi scontata oggi, e per ottenerla è importante lavorare sui costi e ridurre i tempi. Un obiettivo», sottolinea Pellegrini, «che si raggiunge soltanto se si è in grado di mantenere effi ciente la comunicazione tra prestampa e legatoria».
Standard e normative a cui riferirsiLa scelta di competere sul grande mercato si accompagna alla ricerca di nicchie di clientela alle quali offrire prodotti di legatoria differenziati e
Il volume Taga Doc. 10 dedicato agli Standard di legatoria:
linee guida e raccomandazioni per le lavorazioni
STANDARD DI LAVORAZIONE
Deviazione dal valore nominale
Variazione nella produzione
Piega verticale e/o orizzontale
Fino a due pieghe parallele ±0,5 mm ±0,5 mm
Da due pieghe parallele al 1/24 ±0,8 mm ±0,8 mm
Dal 1/24 a segnature superiori ±1,0 mm ±1,0 mm
Scarti di produzione
Carte standard (da 80 a 200 g/m²): 2% (minimo 100 fogli).
Carte e lavorazioni speciali: a preventivo.
Illustrazione di alcuni standard di lavorazione contenuti nel volume Taga Doc. 10.
possibilmente innovativi. Un percorso evolutivo che deve però interfacciarsi continuamente con una concorrenza agguerrita, in Europa e nel mondo. Indispensabili diventano allora le conoscenze degli standard qualitativi condivisi a livello globale: «Il documento Taga sulla legatoria è partito da un’analisi su ciò che era già presente in Europa, soprattutto in Germania, e oltre oceano nel poststampa, ed è stata una sorpresa accorgerci che non c’era molto. È stato quindi un lavoro stimolante perchè eravamo consapevoli che oltre a tener conto delle norme Uni [www.uni.com], Iso [www.iso.org]
e dei documenti Bvdm, Bundesverband Druck und Medien [www.bvdm.org],
avevamo l’occasione di aggiornare gli standard della legatoria che per defi nizione non possono essere statici nel tempo. Per questo motivo possiamo dire con orgoglio di essere sostanzialmente già allineati agli standard esteri. Non dimentichiamo poi che l’Italia esporta molti prodotti grafi ci e cartotecnici, e che quindi dimostra di essere capace di soddisfare i requisiti di altri mercati. Siamo insomma una buona avanguardia». «Ciononostante insisto sull’importanza della giusta formazione per il personale di legatoria e di prestampa, e del conseguente necessario lavoro di gruppo che deve esserci sia che si parli di reparti interni, sia di rapporto tra cliente e fornitore esterno. Oramai», conclude Pellegrini, «le logiche e le procedure di lavorazione cambiano talmente velocemente che si deve radicare il concetto di formazione continua, obbligo tassativo per meglio affrontare le sfi de dei mercati». g

febbraio 2008 57italiagraFica
speciale legatoria
TUTTE LE NOVITÀ DI MÜLLER MARTINI
sistemi fl essibili per produzioni veloci ed economiche
■
In una congiuntura diffi cile che vede prevalere le tirature minime e i tempi strettissimi, diventano sempre più indispensabili l’affi dabilità e la qualità delle fi niture. Ecco le ultime, vantaggiose proposte del maggior produttore di macchine per il fi nishing.
di Paolo Crespi^
«less is more»: maggior resa, maggior guadagno con minor impiego
dei mezzi di produzione e riduzione dei costi. È questo il motto di Müller Martini [www.mullermartini.com] per la prossima edizione di Drupa. Come dire: la miglior garanzia della soddisfazione dei clienti è il successo economico ottenuto grazie a
impianti di grande qualità. Sono passati quattro anni dall’ultima edizione della fi era più importante del mondo per il nostro settore. La kermesse del 2004 si era svolta all’insegna delle lavorazioni di stampa in rete. La «digital smart factory», il fl usso di lavoro digitale, Cim e Cip4 sarebbero stati a lungo «l’argomento del giorno», anche per gli anni seguenti. E Müller Martini, in quanto membro dell’organizzazione Cip4 [www.cip4.org], si era già dedicata allo sviluppo delle connessioni digitali in rete per i propri sistemi di produzione, anche utilizzando macchinari di case diverse. Oggi, la tendenza a collegare in rete ogni singola fase della produzione è in continuo sviluppo. Per quale motivo avviene? Sostanzialmente perché la pressione economica grava sempre più sui clienti. La concorrenza pressante e la sovracapacità produttiva li costringono a ricercare la massima effi cienza. Come partner leader, un’azienda come Müller Martini ha senz’altro fra le sue priorità quella di sostenere i clienti in questa congiuntura.
La macchina da stampa a formato variabile Alprinta-V, grazie
a uno speciale gruppo di stampa fl essografi ca, può essere
interessante per la produzione di imballaggi ed etichette.

generato dal tavolo
ad aria soffi ata
e dal coltello.
Oltre al principio
di sfi latura della segnatura
in senso longitudinale, la
seconda grande innovazione
è il primo canale di trasporto
concavo mai installato su
una raccoglitrice: conferisce
alle segnature una leggera
nervatura e quindi una
forma stabile, presupposto
di un trasporto davvero
sicuro. In questo modo si
possono lavorare anche
formati obliqui e fogli
singoli, con un rendimento
netto superiore alla media.
Durante le presentazioni
live, la macchina ha
prodotto alla velocità
massima di 18mila cicli/h.
Copertina rigidaNegli ultimi mesi del
2007, Müller Martini
Buchtechnologie ha
aumentato la prestazione
della sua linea di produzione
libri shortrun da 30 a 35
cicli al minuto. Con la nuova
Diamant 35, il legatore può
produrre in modo ancora
più economico fi no a 2.100
libri a copertina rigida l’ora:
rispetto al modello precedente
(Diamant 30), l’incremento è
di oltre il 16%. Inoltre, con
la nuova unità si possono
produrre gli stessi formati
della Diamant 60: sia libri
Una marcia lunga quattro eventiIn concreto questo mandato
si traduce nel puntare
l’obiettivo su sistemi fl essibili,
che permettano di realizzare
produzioni economicamente
vantaggiose, anche con
tirature minime e tempi
strettissimi. L’elevato livello di
automazione, la potenzialità
di connessione di rete, i tempi
rapidi di messa a punto e
l’esiguo numero di scarti sono
gli elementi che permettono di
raggiungere questo obiettivo.
Chi a fi ne settembre ha avuto
modo di visitare a Bruxelles la
fi era dedicata alle macchine
per stampa, LabelExpo, ha
sicuramente notato Alprinta-V.
Nel mondo sono già numerosi
gli stampatori di packaging
che si affi dano alla nuova
unità di stampa offset a
bobine, a formato variabile.
Una macchina che si offre
per l’impiego in campi fi nora
inesplorati, grazie all’elevato
livello di automazione
raggiunto con gli inserti di
stampa, che permettono
qualsiasi variazione di formato:
in particolare si aprono nuove
prospettive nella produzione
di piccole tirature e nel
mercato della cellofanatura
con termoretrazione,
attualmente in crescita.
Altro esempio. All’Ifra, la fi era
viennese del quotidiano, il
centro dell’interesse è stato il
nuovo sistema d’inserimento
ProLiner a soluzione modulare,
che assicura la massima
fl essibilità e garantisce la
sicurezza dell’investimento.
All’Open House, che
si è svolta presso gli
stabilimenti Müller Martini
di Bad Mergentheim all’inizio
di novembre, l’azienda ha
sorpreso i visitatori con
la nuova linea per libri
Diamant 35 «shortrun-
hardcover», in grado di
apportare un aumento
del 16% alla produzione,
rispetto a quanto era
possibile realizzare con
il modello precedente.
Quasi contemporaneamente,
all’Open House di Felben,
Müller Martini ha presentato
al pubblico, come novità
assoluta, la raccoglitrice
ztm 3697, vincitrice
del premio innovazione
assegnato dall’industria
tedesca della stampa nella
categoria confezionamento.
Segnatura per segnaturaCominciando proprio da
qui, dalla novità per linee
di brossura presentata
al salone svizzero,
passiamo in rassegna
le principali tecnologie
applicate, introdotte
recentemente da Müller
Martini. La raccoglitrice
ad alte prestazioni, svelata
all’Accademia della brossura
di Felben, si segnala
innanzitutto per un inedito
sistema di separazione delle
segnature, che conferisce
un’ottima stabilità alla carta
anche alle alte velocità di
produzione. Ecco come:
la segnatura situata più in
basso viene sfi lata dalla pila
residua parallelamente al
dorso, esattamente come
la buccia viene tolta da un
frutto. Durante la sfi latura
viene curvata e irrigidita,
acquisendo stabilità.
Per garantire un accurato
trasporto del prodotto viene
creato poi un cuscino d’aria
intorno alla segnatura,
A Felben è stata presentata la nuova
raccoglitrice ZTM 3697 che presenta un
rivoluzionario sistema di separazione della
segnatura, che «sfoglia», le segnature dalla
pila e le trasporta in modo rapido e sicuro.
Le Diamant sono macchinari ad alta produttività che consentono
al legatore di produrre economicamente libri a copertina
rigida, libri con copertine integrali, full-fl ap o plastifi cate.
febbraio 200858 italiagraFica
speciale legatoria

febbraio 2008 59italiagraFica
ad album, con spessori ridottissimi, sia volumi di grande formato. Grande anche la fl essibilità, garantita dal ricco corredo di opzioni Diamant: all’Open house sono stati sfornati a titolo dimostrativo libri con copertina fl essibile (olandese) e ad alette. La qualità elevata della nota linea di cartonato si rifl ette in tutte le fasi della lavorazione: preriscaldamento a raggi infrarossi, arrotondamento, doppia pressatura, rinforzo del dorso, incassatura. I cambi di formato sono molto veloci e vengono gestiti da un sistema touch screen analogo a quello della Diamant 60. Di grande impatto, oltre alla qualità, il livello di automatizzazione della nuova linea shortrun, che si traduce in messe a punto rapide e, di conseguenza, in una grande redditività.
Pressatura al 100% È noto che i blocchi libro con cucitura a fi lo rete possono mostrare un maggiore o minore rigonfi amento del dorso a seconda del tipo di carta, della qualità della piegatura e del tipo di cucitura fi lo refe. Con la nuova macchina
per la pressatura rulli/sull’intera superfi cie (Rpm/Gpm) di Müller Martini il problema può essere risolto in modo duraturo. Per prima cosa il blocco libro passa attraverso la macchina per
La Vba/Collibri è un’unità
metti-risguardi progettata
per la produzione di libri a
copertina rigida con blocchi
libro cuciti a fi lo refe.
La nuova macchina per la
pressatura rulli/sull’intera
superfi cie (Rpm/Gpm) permette
di eliminare il rigonfi amento
del dorso cucito a fi lo di refe.
la pressatura a rulli, che mantiene abbassata la piega: in questo modo si riduce il rigonfi amento del dorso e i fori di cucitura si chiudono. Successivamente il blocco viene posizionato centralmente nella macchina per la pressatura sull’intera superfi cie mediante una pressa idraulica che applica una forza massima di 30 tonnellate. Così l’aria viene espulsa completamente e lo spessore del blocco viene uniformato. E dato che la pressa agisce direttamente sulle ganasce per mezzo di cilindri idraulici, ecco che si può parlare di pressatura al 100%.
Risguardi d’autoreSi chiama Vba/Collibri l’unità metti-risguardi sviluppata specifi camente per la produzione di libri a copertina rigida con blocchi libro cuciti a fi lo refe. Quello
che segue è, a grandi linee, il suo funzionamento. Sul blocco libro vengono applicate strisce di colla attraverso ugelli. Si procede quindi all’alimentazione e alla pressatura dei risguardi sul blocco libro cosparso di colla. Dal momento che la colla viene applicata sul blocco e non sui risguardi, su questi ultimi è possibile lavorare un ampio spettro di grammature. L’incollatura attraverso gli ugelli garantisce inoltre una striscia di distribuzione della colla precisa e pulita. L’operatore può scegliere tra colla a dispersione e hotmelt e la lunghezza della striscia di colla applicata è regolabile, così come la sua posizione sul blocco libro. Le regolazioni sono molto rapide, in quanto l’incollatrice mette automaticamente a disposizione le dimensioni: il pannello di controllo a pittogrammi è omogeneo tra tutte le macchine della gamma Müller Martini e
gli operatori non hanno diffi coltà nel passare da una all’altra. In primavera sarà disponibile anche un telecomando che controllerà centralmente l’intera linea Collibri: la citata macchina per la pressatura Rpm/Gpm, l’incollatrice, la macchina di essiccatura e pressatura Tpm e, naturalmente, la nuova metti-risguardi.
Alimentazione delle pilePer un’alimentazione automatica ed effi ciente delle segnature nei mettifogli della cucitrice fi lo refe Ventura, ora Müller Martini Buchtechnologie offre un magazzino di alimentazione delle pile automatico. I blocchi libro sciolti vengono collocati in pile di altezza massima 220 mm su una banda carta a rulli motorizzata con funzione di accumulo. Con i formati A5, ad esempio, sulla banda si possono trovare sette pile contemporaneamente, mentre

con gli A6 anche dieci pile, La prima pila viene alimentata in sequenza alla forcella di alimentazione, che la colloca automaticamente nel magazzino mettifogli. Questo sistema consente all’operatore fl essibilità ed effi cienza: anche alla massima velocità (12 pile/minuto) egli è in grado di aggiungere la quantità necessaria di segnature. È assicurato lo sfruttamento costante della macchina e, di conseguenza, un’elevata produttività.
Segnalibro automaticoLast but not least, la nuova macchina d’inserimento
del nastro segnalibro, completamente automatica e di facile impiego assicura che il nastro stesso venga inserito ben teso nel blocco libro. La Ribbon, questo il nome dell’unità dedicata, può essere utilizzata come macchina singola e in impianti di produzione di libri inline tra il trilaterale e la linea di produzione libri. L’immissione è sempre sicura: il libro entra nel canale di guida o direttamente da un trilaterale. La sincronizzazione guida i blocchi libro a intervalli regolari su un nastro trascinatore a camme, sul quale i blocchi scorrono nella macchina con il retro rivolto verso il basso. Anche qui, a sovrintendere il tutto, c’è lo stesso touchscreen della linea di produzione libri Diamont. E come si suol dire, il cerchio si chiude perfettamente. g
speciale legatoria
La Ribbon permette
l’inserimento del nastro
segnalibro e può essere
utilizzata come macchina
singola e in impianti di
produzione di libri inline
tra il trilaterale e la linea
di produzione libri.
La cucitrice a fi lo refe Ventura
permette la produzione di
blocchi-libro di qualità nel settore dei
libri a copertina morbida e rigida.

febbraio 2008 61italiagraFica
speciale legatoria
IL BOOM DELLE COPERTINE ECONOMICHE
l’arte della plastifi cazione secondo Gbc
■
La laminazione commerciale viaggia ad alta velocità e consente elevati volumi di stampa. Realizzate con polipropilene, poliestere e pellicole speciali, queste nuove tipologie di legatura termica consentono confi gurazioni brevi e nessun tempo di asciugatura, oltre alla grande semplicità d’uso.
di Fabio Metitieri^
GBC, Commercial
Laminating
Solutions Group
[www.gbcfi lm.com],
oggi parte del
grande gruppo statunitense
Acco Brands Corporation
[www.accobrands.com], ha
presentato a Viscom Italia
i sistemi di plastifi cazione
Gbc 620 Os e Gbc 5031 Ts,
per la produzione digitale on
demand su piccoli formati,
adatti a stampanti Hp Indigo,
Xerox, Xeicon, Nexpress e Océ
Variostream. Sul versante dei
materiali, Gbc offre la nuova
serie di fi lm Digital Lay Flat.
Secondo questo produttore,
la domanda di un fi nishing
professionale sulle stampe
realizzate con macchine inkjet
sta crescendo notevolmente,
in uno scenario in cui gli
stampatori desiderano
realizzare da soli prodotti
di qualità e quanto più
possibile personalizzati,
avendo il controllo completo
del processo di lavoro.
I clienti, d’altra parte,
impongono tempi di
consegna più stretti, che
sono poco compatibili con
l’esecuzione presso terzi di
queste lavorazioni. I sistemi
di laminazione di oggi,
inoltre, non comportano
investimenti proibitivi, sono
facili da usare, puliti e sicuri.
La plastifi cazione monofacciale di Gbc 620 OsQuesta soluzione da tavolo
di Gbc ha un tempo di
riscaldamento di 5 minuti,
un sistema di alimentazione
semiautomatico, un
separatore integrato e
adattatori per i diversi formati
di pellicola. Considerata
economica ed entry level,
viene proposta per produrre
copertine, sovraccoperte,
imballaggi, tessere omaggio
su carta, cartoline postali
e biglietti da visita, con un
formato da 10×25 cm fi no
a 52×74 cm e una velocità
massima di 15 m/minuto,
con caratteristiche adatte alle
piccole tirature su stampanti
a colori e su macchine da
stampa offset. Oltre al fi lm
Lay Flat di Gbc, la 620 Os può
essere utilizzata con vari tipi
di pellicola, in polipropilene
e poliestere, con bobine fi no
a mille metri di lunghezza.
Il suo produttore vanta in
particolare la semplicità
d’uso del sistema, che può
migliorare molto rapidamente
e con convenienza l’aspetto
e la durata delle stampe.
L’alimentatore semiautomatico
ha un meccanismo di
inserimento dei fogli che,
oltre a rulli e cinghie, sfrutta
un sistema pneumatico
controllato che lo rende
più affi dabile e semplifi ca
molto il lavoro dell’operatore.
L’alimentatore è a due stadi e
mentre allinea il primo foglio
nel laminatore può preparare
uno o più altri fogli, a seconda
della loro lunghezza, per
rendere ottimale il processo.
La confi gurazione richiesta
è minima: gli adattatori
consentono di usare
pellicole di diversi spessori
e lunghezze. Un’altra
innovazione è un contatore
delle copie, per arrestare
automaticamente il lavoro.
Per il riscaldamento il
Gbc 620 Os sfrutta un
dispositivo a infrarossi al
quarzo, molto rapido, con
una temperatura di 145 °C,
e un rullo rivestito in Tefl on,
per diminuire l’appiccicosità
e ridurre i tempi di pulitura.
Il controllo pneumatico
dei morsetti determina
una migliore aderenza tra
l’inchiostro e l’adesivo; infi ne
una barra di raffreddamento
evita l’arricciamento dello
stampato e un separatore
Alcuni esempi
di applicazioni commerciali
di laminazione.

speciale legatoria
integrato divide i fogli.
Armadietto compreso,
il sistema ha dimensioni
di 119×224×135 cm
e pesa 304 kg.
Gbc 5031 Ts, per il fronte retro con doppio riscaldamentoQuando la plastifi cazione
deve essere fronte-retro,
Gbc propone il sistema
5031 Ts, sicuro e facile da
usare, che richiede un solo
operatore ed è adatto alla
stampa commerciale e agli
ambienti di produzione interni
alle aziende. Le dimensioni
di lavoro vanno da 15×25
cm a 76×122 cm, mentre
la velocità massima è di
17 m/minuto. In questo caso
il sistema di riscaldamento è
doppio, con i rulli pressione
che raggiungono i 160 °C
e garantiscono una buona
adesione anche a velocità
molto elevate. Per migliorare
il fl usso di lavoro, il sistema
dispone di un alimentatore
inline molto preciso, con un
grande vassoio e una testa di
alimentazione a depressione.
Le confi gurazioni di velocità e
temperature dei diversi lavori
possono essere memorizzate e
reimpostate automaticamente.
Una taglierina stand-alone
regolabile fi no al millimetro
completa la soluzione, con
una lama rotante che esegue
un taglio netto dei bordi di
testa e di uscita, mentre un
rullo di trazione mantiene
teso il materiale. Anche qui è
disponibile un contatore delle
copie, per i lavori di maggior
tiratura. Il materiale, che viene
raffreddato grazie a ventole
che eliminano il rischio di
arricciamento, può essere
accumulato in pile di 40 cm.
Il solo sistema 5031 Ts, senza
considerare l’alimentatore e
la taglierina, ha dimensioni
di 1.245×128×90 cm
e pesa 200 kg.
Una vasta gamma di plastifi catriciL’offerta di Gbc comprende
diversi modelli, sia per
applicazioni per interni a
breve durata sia per esterni
a lunga durata, con sistemi
adatti anche alle grandi
tirature e velocità di lavoro
fi no a 100 m/minuto, con
fi lm lucidi, opachi, antigraffi o,
goffrati o metallizzati.
Le soluzioni possono essere
distinte in tre settori.
Per il fi nishing per la stampa
commerciale ad alto volume
il Gbc 8556 lavora materiali
di larghezza fi no a 1,12 m
per lunghezze di 1,42 m, con
velocità di 76 m/minuto, e
rende conveniente il passaggio
alla laminazione termica.
La qualità del lavoro lo rende
adatto anche al packaging
dei prodotti di lusso.
Una seconda tipologia di
laminatrici serve il mercato del
fi nishing di piccolo e medio
formato, con i sistemi Delta e
Delta Junior, caratterizzati da
alte prestazioni, con velocità
fi no a 30 m/minuto, per le
tirature corte con stampanti
mid-range e digitali. In
questo caso è importante
cambiare rapidamente il
lavoro, il fi lm e le dimensioni
del lavoro; il formato
La 620 Os è la entry level di Gbc per
la produzione di copertine, sovraccoperte,
imballaggi, tessere omaggio su carta,
cartoline postali e biglietti da visita,
con un formato da 10×25 cm.
Il nuovo sistema
5031 Ts consente
una plastifi cazione
fronte-retro alla
velocità massima
di 17 m/minuto.

febbraio 2008 63italiagraFica
arriva fi no a 52×72 cm
e un contacopie arresta
automaticamente il lavoro.
Per il grande formato,
la stampa grafi ca e
l’insegnistica sono disponibili
i Falcon 3064 Wfe 2080 Wf, quest’ultimo
con larghezza fi no a 2 metri
e studiato in particolare
per i poster a due facce.
I fi lm originali GbcL’offerta di Gbc per i fi lm da
utilizzare è altrettanto ampia.
Il Digital Opp ha migliorato
l’adesività rispetto ai
precedenti Gbc
9525 Premium
gloss e al
GBC 8326 matte fi lm; per
le macchine digitali anche
il Hi-Tac Lay Flat garantisce
un’adesività elevata. Di recente
questo produttore ha messo
a punto dei fi lm laminabili
a freddo, per le stampanti a
solvente. Un altro prodotto
lanciato sul mercato da poco
è il 7100 Pet metallizzato,
il primo fi lm in poliestere
metallizzato termico che
è diventato disponibile in
Europa.
Per le alte
velocità
nel grande formato,
l’8600 Silk Opp, produce
una superfi cie sericea, non
rifl ettente e resistente alle
impronte digitali, conservando
sempre un aspetto piacevole
al tatto; questo fi lm è anche
adatto a ulteriori fi nishing,
come la verniciatura spot, la
verniciatura Uv, o la fi nitura
con foglio di metallo.
Per il packaging l’azienda
dispone del fi lm Gbc 8300,
un matt che è tre volte più
duraturo e resistente ai graffi
del Gbc 8326 matte e che può
essere completato con l’UV-
spot coating, per un maggiore
impatto visuale.
L’8300 è compatibile
sia con colle a base
animale, sia
con colle
sintetiche. g
GBC, LA LAMINAZIONE AMPLIA I SUOI CONFINIItalia Grafi ca ha chiesto a Giel Klinkers, direttore vendite e marketing di Gbc in Europa, come si sta evolvendo la laminazione.
Dott. Klinkers, negli ultimi anni Gbc ha rilevato una tendenza a vedere la laminazione in modo differente, in particolare anche come mezzo per migliorare l’impatto visivo del prodotto. Quali sono le ultime evoluzioni in tal senso?«Sì, è una tendenza degli ultimi anni il cui bisogno è determinato anche dalla diffusione della stampa a solvente. Invece di essere vista solo come un fattore di protezione contro gli Uv e l’umidità, la laminazione viene adottata pensando maggiormente alla protezione meccanica e al miglioramento dell’estetica.La realizzazione in casa per la laminazione continuerà ad aumentare, dato che le macchine stanno diventando più semplici da utilizzare e più redditizie come investimenti. Inoltre la lavorazione diretta da parte dello stampatore cresce perché stanno aumentando i costi di trasporto».
Quali sono i principali vantaggi della laminazione termica rispetto ad altre tecnologie di laminazione?«Il punto più essenziale nella laminazione commerciale di oggi è la plastifi cazione ad alta velocità e su un solo lato con polipropilene, poliestere e pellicole speciali. Questo richiede macchine adatte agli alti volumi e alle alte velocità. Laminazione termica signifi ca semplicità d’uso. Con macchine facili da gestire, tempi di confi gurazione brevi e nessun tempo di asciugatura, si è certi di avere delle produzioni veloci. Immediatamente dopo
la laminazione termica, le stampe possono essere rilegate, tagliate, perforate o piegate, servendo i clienti con estrema rapidità. Con la laminazione termica, inoltre, si possono usare fi lm che contengono alte percentuali di colla, per una migliore adesione sullo stampato. Occorre sottolineare anche che le pellicole di Gbc non contengono solventi, per cui sono ecocompatibili e la carta su cui sono applicate è riciclabile, fattori che diventeranno ancora più importanti con le future normative ambientali».
Quali accorgimenti occorre adottare per evitare gli errori più comuni in fase di laminazione?«Le pellicole e la carta possono espandersi o contrarsi per il calore o l’umidità, con reazioni che possono essere amplifi cate dal tipo di rivestimento applicato. I produttori sono costantemente impegnati nel miglioramento delle qualità tecniche di prodotti e rivestimenti, e quindi potrebbe esserci un’alterazione nella loro composizione senza che il rivenditore o il cliente ne siano consapevoli. In questo caso, quando sorge un problema durante la plastifi cazione, l’utente lo attribuirà erroneamente alla macchina.Come per i supporti di stampa, la composizione degli inchiostri è infl uenzata dalle innovazioni tecnologiche. A volte ci sono problemi che riguardano solo un colore, che impedisce un’adesione corretta della pellicola di protezione al materiale stampato. Anche questa volta il cliente tende ad attribuire alla plastifi catrice la causa del problema.Un fattore molto critico per ottenere buoni risultati di fi nitura è la competenza dell’operatore. Noi consigliamo un
addestramento di circa sette ore sulla macchina, preferibilmente di tutti gli operatori che la useranno, non di una sola persona.Per le plastifi catrici l’errore più frequente è la scorretta confi gurazione dell’apertura tra i rulli, che dovrebbe sempre essere regolata in modo da far corrispondere lo spessore del supporto di stampa con la pellicola di plastifi cazione. Altre cause d’errore sono l’eccessiva velocità della plastifi catrice, una confi gurazione della tensione troppo bassa o troppo alta e una temperatura di riscaldamento eccessiva o insuffi ciente.È molto diffi cile individuare la temperatura corretta. Con i materiali attivati dal calore, risultati soddisfacenti dipendono soprattutto dalla velocità di elaborazione. Se la plastifi catrice lavora troppo velocemente, l’adesivo potrà non attivarsi e alla fi ne la pellicola non aderirà. Al contrario, se la macchina funziona troppo lentamente le lamine a caldo possono surriscaldarsi, sviluppare increspature o espandersi. Il segreto è trovare il giusto equilibrio in base alla plastifi catrice e alla lamina.Infi ne occorre che le stampe da plastifi care siano suffi cientemente asciutte. In teoria sarebbe meglio aspettare un giorno fi no a quando gli inchiostri siano completamente polimerizzati. Paradossalmente il miglior consiglio è prendersi tutto il tempo per la plastifi cazione: più lentamente si plastifi ca, meno errori ci saranno».
Giel Klinkers,
direttore vendite
e marketing
di Gbc in Europa.
La nuova serie di fi lm
Digital Lay Flat.
Un esempio
di applicazione
Gbc in fi lm
metallizzato.

febbraio 200864 italiagraFica
per il dizionario Garzanti l’artiere è «chi esercita un’arte, artigiano». Per gli editori e
le agenzie pubblicitarie di tutta Italia l’artiere è Gianni
Gamberini, che nel 1977 ha fondato Grafi che dell’Artiere [www.grafi cartiere.com] per stampare in bilico tra arte, artigianato e nuove tecnologie pubblicazioni di qualsiasi
LAVORAZIONI SPECIALI E DI ALTA QUALITÀ
Alchimie d’Artiere
■
Grafi che dell’Artiere sforna libri di fotografi a, d’arte, pubblicazioni editoriali e pubblicitarie, cataloghi, inviti, cartelli vetrina, monografi e e
ogni genere di stampati di alto livello. Che si contraddistinguono per gli effetti
speciali e per le confezioni particolari.Proprio per queste «alchimie», come le defi niscono nella stamperia, l’azienda bolognese è meta dei creativi di tutta Italia. Vediamo perché.
di Moreno Soppelsa^
In apertura una panoramica
di alcune delle pubblicazioni
stampate da Grafi ca dell’Artiere,
caratterizzate da tecniche di stampa
e di fi nitura molto particolari.
Si va da brochure rilegate
con veri anellini sino ai cataloghi
di piastrelle che simulano il sughero
o stampati su vero e proprio
sughero, confezionati con ramoscelli
di legno per accentuare il richiamo
alla natura degli oggetti descritti.
speciale legatoria
Gianni Gamberini, fondatore
di Grafi che dell’Artiere
e tutt’ora alla guida della
società assieme alla moglie
e al fi glio Gianmarco, operativo
in azienda con la responsabilità
delle vendite e del marketing.
Un’altra delle particolarissime
lavorazioni di Grafi che
dell’Artiere. In questo caso
il committente voleva che
il libro avesse una copertina
che richiamasse anche al tatto
l’aspetto di un muro intonacato.
Risultato raggiunto grazie a una
fi nissima polvere di marmo.
genere, dal libro d’arte all’invito della maison di moda, dalla presentazione dell’agenzia pubblicitaria alle monografi e. Gamberini ha fondato l’azienda con un obiettivo preciso: stampare con cura artigianale e macchine modernissime, e fare lavorazioni così particolari che pochi altri sanno fare. Non a caso il motto di Grafi che dell’artiere è «stampare bene è un’arte». Lo show room dell’azienda di Bentivoglio, vicino a Bologna, è una piccola bottega delle meraviglie nella quale sono esposte quelle che Gamberini defi nisce «le nostre alchimie». Ci sono volumi con la copertina che richiama un muro grazie alla povere di marmo mescolata con gli inchiostri e la tela, libri di pochi centimetri in corpo 3 per un regalo aziendale, calendari in cui convivono la stampa a secco, quella

febbraio 2008 65italiagraFica
e metallizzata. Ma anche su materiali particolari, come plastica, seta, tela, fi ntapelle, gomma, magneti, lega di piombo, fi bre di carbonio, corteccia, paglia, alluminio, materiali olografi ci. Le tecniche di stampa? Esacromia, vernici Uv lucide, opache e perlescenti, inchiostri sensibili al calore e alla luce. Anche profumati, volendo. Nello stabilimento di Bentivoglio si fa tutto: prestampa, stampa nelle divisioni digitale e offset, e confezione. Vediamo con ordine i vari reparti.
PrestampaAlle Grafi che dell’Artiere di solito i creativi arrivano con idee molto particolari. A volte troppo. Ma alla fi ne, messe a confronto le idee molto spesso innovative di agenzie ed editori con la loro fattibilità tecnica, che nell’Artiere è per fortuna molto ampia, il prodotto arriva sempre in stampa. In questa fase i team dei Gamberini (oltre a Gianni lavorano in azienda la moglie
La stampante digitale a quattro colori Nexpress Kodak Heidelberg
nel reparto di stampa digitale di Grafi che dell’Artiere. Viene usata
soprattutto per pretirature, al fi ne di consegnare al cliente
le staffette che precedono la stampa offset, e per tirature limitate.
Alcuni momenti di lavorazione
nel reparto di fi nitura
della stamperia bolognese
a caldo, il polipropilene, il gommato, le fustelle al laser e le cuciture fatte con robuste macchine per cucire. C’è un catalogo realizzato per un’azienda che produce piastrelle in ceramica che si ispirano alla natura e al sughero. E quel catalogo riporta le immagini delle piastrelle che si rifanno al sughero su sughero vero. Quasi più realistico il catalogo delle piastrelle stesse. «Per fare questo catalogo», spiega Gianmarco Gamberini, fi glio di Gianni e responsabile delle vendite e del marketing nella società, «abbiamo stampato dieci tinte di ceramica in quadricromia su sughero. Una lavorazione davvero molto particolare, che ci ha impegnato molto perché il cliente voleva che la sua pubblicazione richiamasse esplicitamente un’idea forte della natura». Alchimie, appunto. E c’è un uffi cio tecnico che lavora a pieno ritmo per sperimentare tecniche speciali per stampare su tutti i tipi di carta: laminata, madreperlata
fa una pretiratura che può essere anche di una decina di copie nelle macchine del reparto digitale, che vedremo più avanti. In questo modo il cliente si trova nelle mani un prodotto praticamente uguale a quello che sarà stampato in grossi volumi e ha la possibilità di fare gli ultimi ritocchi. Nel reparto di prestampa si fanno scansioni di fotocolor, diapositive e altri materiali. In caso di necessità ci sono esperti di fotoritocco, impaginazione e imposizione, anche se quasi sempre la veste grafi ca viene fatta dai committenti.
e il fi glio Gianmarco) valuta il lavoro, fornisce consulenza tecnica su formati, materiali e lavorazioni speciali. Inizia la solita e immancabile trattativa sul preventivo, visto che anche i clienti più prestigiosi non esitano a tirare sul prezzo. È il gioco delle parti, che quasi sempre però si traduce in una commessa vera e propria. Perché i prezzi delle Grafi che dell’Artiere non sono quelli degli stampatori di grandi numeri, ma sono adeguati alla qualità fornita. E poi certe lavorazioni sono in pochi a farle, e anche gli altri non le regalano. «C’è ovviamente una corsa al ribasso», spiega Gianni Gamberini, «ma si salvano i lavori che sono in pochi a fare come noi, che richiedono una grande capacità di ingegnerizzazione, di organizzazione. Anche il cliente che non bada a spese tratta per ridurre i costi, ma alla fi ne un accordo si trova sempre».Trovata l’intesa, l’uffi cio tecnico di Grafi che dell’Artiere esegue un campione in bianco nei formati e materiali richiesti e preventivati.A questo punto, e ovviamente stiamo parlando delle lavorazioni più particolari, il committente «veste» grafi camente il campione in bianco con una grafi ca su misura. Si capisce che con questo modo di procedere è diffi cile che il risultato fi nale fornisca sorprese. Anche perché, come servizio aggiuntivo a richiesta, l’azienda, prima di mandare in stampa offset uno stampato in alta tiratura,

febbraio 200866 italiagraFica
speciale legatoria
In questo reparto si fanno anche i Cromalin, le ciano e l’incisione delle lastre. Tra le attrezzature vediamo all’opera uno scannerCelsis 6250 a cilindro, uno scanner Fuji Lanovia piano, un Digital Cromalin 50×70 per prove colore certifi cate, un Ctp Luxel VX9600 automatico a tecnologia Violet (può utilizzare lastre polimeriche e ha varie possibilità di retinatura stocastica, un plotter Epson 9600 per
L’ATLANTE CROMATICOGrafi che dell’Artiere fornisce ai suoi clienti più affezionati uno strumento di lavoro che si rivela estremamente utile: un atlante composto da 124 tavole cromatiche, suddivise in due raccolte (per carta microporosa e per carta macroporosa). Nella stampa la resa cromatica è uno degli elementi principali per la valutazione qualitativa del prodotti fi nito, e l’Atlante in questa ottica è fondamentale per la scelta dei colori nella fase progettuale di un prodotti. Viene venduto anche a chi non è cliente di Grafi che dell’Artiere, a 90 euro a volume. In arrivo anche un nuovo atlante cromatico per il processo di stampa a 6 colori.
il foglio automaticamente stampando 2 colori in bianco e 2 colori in volta in un unico passaggio. Infi ne c’è l’Aurelia 700 Elite Uv, convertita per stampare a 6 colori più vernice in formato 70×100. «Questa macchina», sottolinea Gianni Gamberini, «stampa molto bene ed è dotata di un ottimo impianto di raffreddamento, per cui il foglio è sempre a bassa temperatura e non vengono introdotti inquinanti nella stampa. Si tratta di una macchina da stampa ancora ottima, oltre che per la stampa Uv, per le tirature non elevatissime».
È grazie a questo reparto, assieme a quello delle fi niture che vedremo più avanti, che Grafi che dell’Artiere produce stampati che vanno oltre alla stampa tradizionale: stampe serigrafi che con profumazioni, termosensibili con glitter e luminescenti, plastifi cazioni opache, lucide, drip-off, laminature e goffrature, stampa con termorilievo.
La stampa digitaleCinque anni fa è stato aperto anche un reparto di stampa digitale. Non solo per fare business, come abbiamo scritto precedentemente, ma per fornire un servizio
Nel reparto di allestimento è presente anche una stazione semiautomatica
Rilecart per confezione a Wire-O (spirale metallica) da 80 cm
di luce massima, e una platina fustellatrice Imperia Rabolini
con metti levafogli automatico e dispositivo per stampa a caldo a piori
(oro argento, colori pastello…) e per stampa a secco e a rilevo.
L’Aurelia 700 Elite Uv, recentemente convertita, stampa lavorazioni
particolari che sfruttano i sei colori della macchina e il gruppo Uv.
Il sistema computer to plate Luxel VX9600 automatico
a tecnologia Violet, che può utilizzare lastre polimeriche.
speciale legatoria
stampe fi no a 110×1.500 cm e un plotter Hp1055CM per stampa ciano colore. C’è anche un Ctf Luxel f-9000 dual laser con possibilità di retinatura stocastica, perché per certe lavorazioni particolari il computer to plate non consente il controllo completo che offre la buona vecchia pellicola. «La pellicola è ancora necessaria quando dobbiamo sovrastampare per avere un registro perfetto», dice Gamberini. Il software usato per la conversione da RGB a esacromia è Esko Graphics.
La stampa offsetPassiamo quindi al reparto di stampa offset, dove non mancano macchine modernissime e altre più datate, ma convertite in modo da fare lavorazioni particolarmente ricercate.In tutto ci sono due macchine da stampa a 6 colori, una macchina a 5 colori e una a 4 colori. La parte del leone la fa la Man Roland 706 a foglio, in grado di stampare a 6 colori più vernice in formato 70×100. È dotata di lettore densitometrico Cci. Stesso lettore densitometrico è montato sulla stampante a 5 colori, che è una Man
Roland 705, sempre a foglio. Così come è una macchina a foglio, ma a 4 colori,la Man Roland 704, che ha anche la possibilità di girare

febbraio 2008 67italiagraFica
aggiuntivo ai clienti per i quali poi si stampa sul serio in offset. È stato aperto cinque anni fa perché il digitale a ogni buon conto non si può ignorare e, anche se per le grandi tirature non è il caso nemmeno di considerarlo, per gli impieghi di pretiratura a cui viene riservato dall’Artiere e per le piccole produzioni si rivela molto utile. È stato attrezzato senza risparmi: due macchine da stampa a dati variabili, una per la stampa in quadricromia e una per la stampa in bianco e nero, dotata di fascicolatore e cucitura con punto metallico direttamente in linea.Il modello a 4 colori è una Nexpress Kodak Heidelberg, mentre quella a un colore è una Digimaster Kodak
Heidelberg. Nel reparto digitale anche taglierina, plastifi catrice, confezionatrice Wire-O, cordonatrice, cellophanatrice. Insomma, abbastanza per una stamperia nella stamperia. Un investimento che ha già dato
Una delle lavorazioni
complesse di Grafi che
dell’Artiere. Si tratta
della presentazione
di una collezione
moda racchiusa
in un cofanetto
che contiene
un Cd-Rom e
un invito, chiusi
da un laccetto e
da un accessorio
moda in ottone.
A volte le lavorazioni richieste
a Grafi che dell’Artiere sono ai limiti
delle possibilità. Nel caso
di questo invito i creativi
non si sono concentrati
esclusivamente
sull’aspetto grafi co,
ma su quello
sonoro. Quando
l’invito veniva
«spezzato»
doveva fare un
suono particolare.
Un tecnico all’opera su una macchina da stampa all’interno
dello stabilimento bolognese di Grafi che dell’Artiere.
punto metallico, spirale metallica Wire-O, cucitura a fi lo a zigzag per lavori che simulano le cuciture del mondo della moda, taglia e cuci, rivettature, ma anche lavorazioni manuali di particolare complessità, come quando si tratta di fustellare di fi no, arrotondare angoli (magari per alloggiare un elastico che fa parte integrante della fi nitura) e forare. Qui l’attrezzatura sembra più vissuta, ma in grado di svolgere adeguatamente i suoi compiti. «Possiamo anche montare il Wire-O in tre parti staccate, per nobilitare lo stampato, anziché usare una linea intera che a volte è molto pesante», spiega Gamberini.Girando per il reparto vediamo una Wohllemberg per taglio lineare con luce di 115 cm, programmabile e con alimentatore e scarico automatico Baumann. Della stessa marca un tagliacarte da 80 cm, mentre è della Imperia Rabolini la platina fustellatrice con metti levafogli automatico e dispositivo per stampa a caldo a piori (oro argento, colori pastello…) e per stampa a secco e a rilevo. C’è anche una piegatrice automatica Mbo a tasche, in grado di fare quattro o sei pieghe a fi nestre in formato 68×100. Completano le attrezzature
Una delle macchine per cucire
nel reparto d’allestimento
di Grafi che dell’Artiere, sulle
quali vengono effettuate cuciture
a fi lo che simulano proprio
l’effetto delle cuciture a macchina
su stoffa e il taglia e cuci.
un ritorno? «Più che produrre un utile immediato», dice Gamberini, «il reparto digitale ci consente di fornire un grosso servizio ai clienti, che hanno ampiamente dimostrato di apprezzarlo. A volte abbiamo acquisito nuovi clienti proprio per il digitale, che comunque può avvantaggiarsi di tutte le lavorazioni presenti nella legatoria interna: stampa a caldo, a secco, cuciture con le macchine da cucire e così via».
L’allestimentoEd eccoci fi nalmente al reparto di allestimento, dove trovano completamento le alchimie dell’Artiere. «Noi siamo forti nella legatoria speciale, mentre per quella industriale ci appoggiamo a fornitori esterni», precisa Gianni Gamberini. Qui si fanno lavorazioni di cartotecnica per fustellatura, incollatura di astucci, scatole ed espositori e così via. Ma queste sono le cose banali, perché il reparto si trova a suo agio nelle
lavorazioni speciali: confezione a
una raccoglitrice a punto metallico Theisen Bonitz con dieci stazioni e quattro teste per punto Omega standard e punto Omega da 7 millimetri, una cordonatrice piegatrice automatica Petratto per carte con grammatura fi no a 450 e una stazione semiautomatica Rilecart per confezione a Wire-O da 80 cm di luce massima. All’opera anche tutta una serie di macchine da
cucire professionali. In questo reparto passano tirature da mille a 10mila copie e oltre. Ma ci sarà stata una richiesta impossibile da parte di aziende che si rivolgono a Grafi che dell’Artiere proprio per la sua capacità di trasformare in oggetti di carta la creatività più sfrenata. «Di impossibile non c’è capitato nulla fi no a oggi», dice Gianmarco Gamberini dopo averci pensato un po’. «Magari si arriva a qualche compromesso per conciliare creatività e fattibilità tecnica, ma alla fi ne i clienti hanno un prodotto che rispecchia l’idea originale». g

febbraio 200868 italiagraFica
speciale legatoria
LA TRADIZIONE DI UNA GLORIOSA STAMPERIA
Valdonega val bene una stampa
■
di Moreno Soppelsa^
gironzolando
per la sede
dalla Stamperia
Valdonega di
Arbizzano, in
provincia di Verona
[www.stamperiavaldonega.it],
saltano agli occhi sia l’amore
diffuso per l’oggetto libro
sia le nuove e le antiche
tecnologie che lì sembrano
saper convivere bene.
Nella sala riunioni fa bella
mostra una cassettiera
tipografi ca colma di fregi in
piombo, ma è solo l’assaggio
perché nello stabilimento
c’è ancora una tipografi a
con centinaia di cassetti
tipografi ci, colmi di caratteri
di piombo Monotype
assieme ai font Val, i font
che come vedremo in
seguito sono stati creati dalla
Stamperia Valdonega per
rendere meno traumatico il
passaggio dal piombo alla
fotocomposizione avvenuto
nei primi anni Novanta
Uno dei preziosi libri usciti dalla
Stamperia Valdonega: Le avventure
di Pinocchio, edito da Art’è
(Bologna). Volume composto
in piombo nei corpi 18 e 24
Bembo Monotype e impresso
in 2 colori su carta Arches in
tipografi a. La legatura è in tutta
pelle ed è stata curata dell’editore.
Martino Mardersteig, fi glio
del fondatore della Stamperia
Valdonega, Giovanni Mardersteig.
Libri di pregio sulle cui pagine far scorrere la mano per sentire ancora le impressioni del piombo.Ma anche facsimili stampati a 6 colori in cui la cura nella prestampa rifl ette l’amore per i libri. Succede ancora oggi alla stamperia veronese specializzata in lavorazioni di qualità per editori italiani e stranieri, musei internazionali ed edizioni numerate di grande pregio. Un paradiso per i bibliofi li ma anche per chi è affezionato al libro e a tutte le lavorazioni che ne rispettano e valorizzano i contenuti, dalla scelta dei caratteri alla legatura.
su collane che andavano
avanti da anni e sulle quali
la differenza tra vecchia e
nuova tecnologia si sarebbe
notata a colpo d’occhio.
E se la cassettiera nella
sala riunioni è di bellezza, la
tipografi a è tutt’ora operativa.
Al momento della nostra
visita l’anziana Johannisberg
104, curata quasi con affetto
da un operatore in camice
nero (perché gli inchiostri
sporcano le mani e i vestiti
su queste macchine, e non
trovano posto i tecnici in
camice bianco delle nuove
stampanti senza carattere),
stava sfornando chissà quali
attestati. Ma è sempre pronta
per chi vuole un libro, e ce
ne sono ancora, sul quale si
senta ancora la pressione del
piombo quando si sfi orano
le sue pagine con le dita.
Ma questo tuffo nel passato
non deve ingannare: la
Stamperia Valdonega può
stampare i libri d’arte, i
facsimili, le opere fotografi che
e i preziosi tomi numerati che
rappresentano le sue specialità
sulle offset all’avanguardia
e sulle 4, 5, 6 colori della
Siz [www.siz.it], altra azienda
veronese specializzata nella
stampa a foglio di qualità,
legata alla Valdonega da un
saldo accordo industriale
che le vuole in gruppo
(vedi il box). In ogni caso,
al di là della tecnologia
di stampa, uno dei punti
fermi dell’azienda è la cura
maniacale della prestampa,
che va dalla scelta dei
caratteri più adatti alla singola
opera all’impaginazione,
dall’elaborazione delle
immagini (soprattutto
per i libri d’arte) alla
scelta della carta giusta
per la riproduzione di un
acquerello piuttosto che
di un olio. Vediamo più
da vicino la sua storia e
come opera attualmente.

febbraio 2008 69italiagraFica
Particolare cura viene riservata alla legatura
dei volumi, che viene progettata all’interno della
Stamperia Valdonega. Dopo aver realizzato
un prototipo, i lavori vengono affi dati
alle legatorie esterne specializzate
nelle varie lavorazioni,
dalla pelle alla tela.
Una lunga storiaGià nel 1992, fondando a
Lugano l’Offi cina Bodoni,
Giovanni Mardersteig si rese
conto che c’era un certo
interesse internazionale per
l’editoria di alto livello.
E cominciò a lavorare
curando in particolare i testi
e l’impaginazione. E anche
la stampa naturalmente,
che allora era al torchio su
pergamena e carte di grande
pregio. Trasferitosi a Verona,
nel 1948 fondò la Stamperia
Valdonega per stampare
libri di qualità che potessero
accontentare i bibliofi li e gli
amanti del buon libro grazie a
macchine per la composizione
meccanica Monotyper e piano
cilindriche Johannisberg.
I primi ottimi clienti vennero
subito: la Riccardo Ricciardi
Editore con i Classici della
Letteratura Italiani, l’Editrice
Antenore diretta da Giuseppe
Billanovich (Italia Medioevale
e Umanistica), Adelphi
Edizioni con la serie di volumi
di Tutte le Opere di Friedrich
Nietsche, l’importante
collana di volumi su
Le Lettere di Michelangelo per
Sansoni e così via. Nel 1977
scompare Giovanni e le redini
dell’azienda vanno al fi glio
Martino, attivo nella Stamperia
Valdonega. Aumentano in
quegli anni i contatti con
l’estero, soprattutto con
gli Stati Uniti. Tanto che
nel 1984 il Metropolitan
Museum di New York dedica
all’azienda veronese la mostra
«The Mardersteig’s Work in
the Stamperia
Valdonega». Nel
1991 anche il Grolier
Club organizza una mostra
simile. Inizia una nuova
specializzazione, quella dei
facsimili. Esce così un’edizione
in facsimile di un manoscritto
arabo del XV secolo,
Sulvan al Muta, seguito dal
prezioso facsimile in ebraico,
il Moss Haggadah, che rimane
un’opera inimitabile. Tra
decine di opere stampate
per altri editori, e alcune
stampate anche in proprio
che si possono acquistare
online sul sito di commercio
elettronico dell’azienda
[www.valdonegabooks.it], la
Valdonega arriva a un bivio.
Arrivano sul mercato i moderni
sistemi di fotocomposizione
e il piombo perde
inesorabilmente terreno. «Nei
primi anni Novanta mi sono
reso conto», spiega Martino
Mardersteig, «che noi stavamo
ancora usando solo il piombo,
mentre i caratteri digitali e la
fotocomposizione facevano
passi da gigante e stavano
PER LA STAMPA C’È SIZGrafi che Siz [www.siz.it] è un gruppo industriale grafi co specializzato nei servizi di stampa offset a foglio di qualità, sia commerciale sia editoriale, con vocazione alle produzioni complesse, che prevedono l’impiego di supporti e materiali ricercati e l’esecuzione di lavorazioni speciali. Nasce dall’aggregazione progressiva di Grafi che Siz, società capofi la, e delle società Novastampa, Stamperia Valdonega e Confezioni Grafi che Editoriali. Il fatturato aggregato ammonta a circa 15 milioni di euro, ed è ripartito fra mercato nazionale e mercato estero, che si estende a Stati Uniti e Paesi Asiatici. Grafi che Siz ha un parco macchine molto versatile che le consente di operare dal piccolo formato commerciale per l’esecuzione di micro tirature e coordinati grafi ci, al grande formato di stampa, passando per i formati intermedi per un totale di 32 gruppi stampa. Le lavorazioni disponibili comprendono realizzazioni esacromiche in linea, produzioni in bianco e nero in bicromia, tricromia o quadricromia, in Pantone e vernici a sovrastampa da calamaio o con gruppo spalmatore a tecnologia Anilox, realizzazioni con inchiostri e vernici convenzionali, a tecnologia ibrida e Uv, stampa in bianca e volta in linea. I formati disponibili sono il 35×50, il 70×100 e il 120×160 centimetri.
Codice Selecti, per i tipi
di Edizioni Valdonega. Stampato
nel 2006, è una raccolta facsimile
dei codici più importanti della
Biblioteca Capitolare di Verona,
con dettagli in rilievo dorati.
conquistando
i nostri
mercati tradizionali.
Dovevamo adattarci anche
noi alla fotocomposizione,
ma eravamo preoccupati per
l’impatto che avrebbe avuto
questo passaggio su collane
in corso, come per esempio
i Classici della letteratura
italiani della Ricciardi, che
avevamo iniziato a pubblicare
nel 1951 e sino all’85simo
volume erano composti in
piombo. Nel 1992 l’editore
ci assicurò che voleva
continuare a procedere
con i caratteri in piombo,
ma in fotocomposizione i
costi in effetti erano crollati
e c’era il rischio che il
nostro miglior cliente fosse
costretto a rinunciare al
vecchio sistema per motivi
economici. D’altra parte i
caratteri digitali che avevano
sostituito il piombo non ci
soddisfacevano, tantomeno
l’imprinting della Monotype
che avevamo scelto per quella
collana per la sua leggibilità
e per la sua originalità».

febbraio 200870 italiagraFica
speciale legatoria
La Valdonega Aesthetic Line«Abbiamo quindi creato»,
prosegue Mardersteig, «una
nostra linea di caratteri, la
Val, Valdonega Aesthetic
Line, che comprende sia i
principali caratteri classici
come il Garamond, l’Imprint
e il Bembo, sia il Dante
disegnato da mio padre».
Una mossa astuta, quella
della Valdonega. Che ha
permesso di continuare
quella collana con differenze
appena percettibili tra piombo
e fotocomposizione. Il fatto
è che i font digitalizzati
dalle grandi case produttrici,
secondo Mardersteig, non
possono essere fedeli al
disegno originale di un
carattere poiché i tecnici,
per offrire un prodotto
economico, hanno dovuto
riunire in un solo disegno le
caratteristiche dei vari corpi.
«Non potevo ammettere»,
spiega Mardersteig, «che
si chiamasse, per dire,
Bembo un carattere che
del Bembo aveva perso le
caratteristiche principali».
Anche Monotype ha alterato il
disegno nella digitalizzazione
dei propri caratteri rispetto
a quelli esistenti in piombo.
Per mettere a punto un
carattere Val, invece, i tecnici
della stamperia individuano
corpi guida per ogni carattere
(generalmente quattro, come
per esempio il corpo 8, il
corpo 11, il corpo 14 e il
corpo 24) e li digitalizzano,
dopo accurati esami, da
disegni originali, cataloghi di
caratteri, campionari, patinate
tirate da nuova fusione e così
via. Quindi, per ogni carattere
Val, esiste una serie di font
che differiscono per corpo,
in modo da riprendere con
maggiore fedeltà la bellezza
tipica di uno stampato
impresso dal piombo.
In questo modo il corpo 12
viene derivato dal corpo guida
11, e il corpo 7 dal corpo
guida 8. Per ogni font Val i
compositori della Stamperia
Valdonega hanno elaborato
nuove tabelle dalle coppie
di avvicinamento, ampliando
tra l’altro quelle tradizionali.
Grazie all’esperienza maturata
nel piombo, gli esperti
della Valdonega hanno
reintrodotto le giuste distanze
tra lettera e lettera, che
variano da corpo a corpo.
La separazione in quattro
disegni per ogni carattere,
secondo Mardersteig,
«ha riproposto in digitale
l’armonia dello spessore
voluta dal suo creatore
e corrisponde all’effetto
dell’impressione del piombo
nella carta». Per dare un
tocco particolare alla
composizione nei caratteri
Val, sono state aggiunte
inoltre le serie di maiuscoletti
e numeri saltellanti, nonché
le legature, soprattutto dove
già esistevano nella versione
della composizione in piombo.
Un’operazione riuscita, visto
che Stamperia Valdonega, ha
proseguito con le sue collane
senza che si avvertisse
eccessivamente il passaggio
dal piombo alla composizione,
che si è concluso nel 1995.
I materiali e la legaturaSe oggi la stampa in
Valdonega è delegata per
pubblicazioni di nicchia
alla gloriosa Johannisberg
e per opere e cataloghi di
maggior tiratura e diffusione
alle potenti e moderne
macchine piane della Siz,
tutta la prestampa viene
fatta all’interno della sede
di Arbizzano. I clienti
spaziano dal Getty Museum
alla Banca Commerciale
Italiana, da Alinari al
Metropolitan Museum di
New York. Si parte, per i
clienti che lo richiedono,
dall’impostazione grafi ca
dei volumi all’impaginazione
su Macintosh. Per quanto
riguarda le riproduzioni, siano
esse mezzetinte, bitinte o
a colori, nel reparto fotolito
stanno molto attenti al fatto
che le stampe siano fedeli
all’originale. Vengono utilizzati
retini fi nissimi per non
sacrifi care dettagli o
sfumature. Con una
particolare abilità, come
riconoscono i committenti,
nella stampa delle immagini
su carte non patinate. «Curo
personalmente l’impostazione
grafi ca delle opere», assicura
Mardersteig, «e oltre ai
caratteri e all’impostazione
generale di un libro, penso
anche alla carta su cui verrà
stampato. Tutto il lavoro di
prestampa deve considerare
la specifi cità di un volume
in funzione del supporto
cartaceo. I cataloghi che
contengono dipinti devono
essere trattati in un modo,
quelli con opere fotografi che
in un altro. E poi c’è
l’aspetto della legatura, che
progettiamo internamente,
anche a livello di realizzazione
del prototipo, e poi affi diamo,
per la lavorazione fi sica, alle
legatorie con cui lavoriamo
da anni. Sono tutte legatorie
specializzate in lavorazioni
diverse. C’è quella che
lavora bene con i volumi in
pelle, quella che sa trattare
al meglio la mezza tela e
quella che ci realizza in
tempi rapidi dalle 5 alle
20mila copie in tutta tela».
Alla fi ne, insomma, ancora
oggi questo mix di buone,
vecchie lavorazioni e di
tecnologie moderne, vale la
considerazione internazionale
della Stamperia Valdonega.
E non è un caso che la
mostra itinerante dedicata
al sessantesimo anniversario
della Stamperia Valdonega
inizi dal Museo della Stampa
di Lipsia per poi passare ad
Amburgo entro l’anno. g
L’arte della stampa a piombo non è
perduta nella Stamperia Valdonega. Una
gloriosa Johannisberg 104 in questo
momento sta stampando attestati che
avranno il «sapore» del piombo impresso
su carta. Un omaggio al passato con una
macchina ancora in perfetta effi cienza.
Nella Stamperia Valdonega ci sono
cassetti tipografi ci in ogni angolo,
con caratteri in piombo che
ancora oggi vengono usati per
preziose produzioni di nicchia.
E con fregi di particolare
qualità e bellezza.

corsi e seminari
LA PROGETTAZIONE DEL PACKAGINGScuola Grafi ca San Zeno
13 e 14 marzo, Mestre.
Descrizione: il corso si
rivolge a tutti coloro che si
trovano a dover gestire gli
elementi di una composizione
grafi ca, fi nalizzata alla
realizzazione di un prodotto
destinato all’imballaggio.
I temi affrontati
riguardano: le tecniche di
stampa utilizzate per la
produzione del packaging
e le loro implicazioni sulla
realizzazione del progetto
grafi co; le criticità, i vantaggi
e gli svantaggi delle tecniche
di stampa per la produzione
d’imballaggi fl essibili e rigidi;
il supporto di stampa per il
packaging (fabbricazione,
tipi, caratteristiche chimico
fi siche, formati, grammatura,
spessore, aspetto superfi ciale,
resistenza, problematiche di
ancoraggio dell’inchiostro);
alcuni cenni sul colore:
pigmento, veicolo, colori
primari, secondari e composti,
colori caldi e freddi, il colore
nell’immagine coordinata,
visibilità dei colori, colori
puri, il colore nel progetto
grafi co; e le caratteristiche
indispensabili che deve
avere un fi le preposto alla
realizzazione di prodotti
per l’imballaggio.
Durata: 14 ore.
Quota di partecipazione:
265 euro (+ Iva).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]
LA COLORIMETRIA APPLICATA ALLA STAMPAScuola Grafi ca San Zeno
5 marzo, Mestre.
Descrizione: il corso si
rivolge a tecnici operanti
sul processo, responsabili
di prestampa, di formatura
e di stampa, a responsabili
di reparto e di qualità
dei prodotti-servizio.
Partendo da una sintetica
introduzione dei principi
base della colorimetria,
offre la possibilità pratica di
usare un colorimetro o uno
spettrofotometro al fi ne di
ottenere la scomposizione
di una tinta campione in
percentuali di punto espresse
con i colori base CMYK, e
per realizzare le tinte speciali
partendo da un riferimento
preciso e creando poi diverse
ricette. Il corso permette
inoltre di imparare a gestire
in modo «oggettivo» la resa
qualitativa del prodotto
stampato ed effettuare
controlli incontestabili durante
la realizzazione della tiratura.
Durata: 7 ore.
Quota di partecipazione:
110 euro (+ Iva).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]

corsi e seminari
LA RIPRESA DIGITALEScuola Grafi ca San Zeno
4, 6, 11, 12 e 13 marzo,
Verona.
Descrizione: il corso permette
di apprendere le regole
principali della fotografi a
digitale, i sensori digitali,
le loro caratteristiche e
potenzialità, apprendere
le principali tecniche
di scatto e le tecniche
di base per l’elaborazione
(post-produzione)
di una fotografi a.
Durata: 12 ore.
Quota di partecipazione:
180 euro (Iva esclusa).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]
INTRODUZIONE ALLA FABBRICAZIONE DELLA CARTAScuola Grafi ca San Zeno
Dall’8 al 21 aprile, Verona.
Descrizione: il corso fornisce
un quadro di riferimento sui
prodotti, le materie prime e le
fasi produttive del processo
cartario. L’obiettivo è fornire
conoscenze tali da costruire
una base sulla fabbricazione
della carta, la preparazione
dell’impasto, la patinatura e
sulle lavorazioni di stampa.
Durata: 28 ore.
Quota di partecipazione:
600 euro (Iva esclusa).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]
COME SI PRODUCONO GLI STAMPATIScuola Grafi ca San Zeno
Dall’1 al 13 marzo, Verona.
Descrizione: il corso vuole
illustrare le tecniche per
ottenere prodotti stampati
secondo le diverse tecnologie
presenti sul mercato,
tradizionali e digitali.
Spiega inoltre i fl ussi
operativi con analisi tecnica
e relative dimostrazioni,
facendo prendere
conoscenza della corretta
terminologia del settore.
Durata: 21 ore.
Quota di partecipazione:
340 euro (Iva esclusa).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]
IL RESPONSABILE DI PRODUZIONE E IL CAPO INTERMEDIOScuola Grafi ca San Zeno
11 e 12 aprile, Verona.
Descrizione: il corso fornisce
gli strumenti per la gestione
dei collaboratori e delle
dinamiche di gruppo ad
alta professionalizzazione.
L’obiettivo è innescare un
processo di crescita basato
sulla direzione coinvolgente
e sulla responsabilizzazione.
Durata: 16 ore.
Quota di partecipazione:
396 euro (Iva esclusa).
Tel. 0458070352
Fax 0458070353
[www.scuolagrafi casanzeno.com]

ILLUSTRATOR CS3 AVANZATOInSide
3 e 4 marzo, Milano.
Descrizione: l’obiettivo di
questo corso è fornire tutti
gli strumenti e le conoscenze
del programma imparando
a velocizzare la produzione
e a implementare il lavoro
grazie all’integrazione
di Illustrator con Adobe
InDesign e Photoshop.
Durata: 14 ore
Quota di partecipazione:
420 euro (+ Iva).
Tel. 0522516656
Fax 0522277449
[www.insidesrl.it]
ADOBE INDESIGN CS3 AVANZATOInSide
3 marzo, Reggio Emilia.
Descrizione: il corso
intende migliorare la propria
conoscenza dei comandi
avanzati di InDesign.
Approfondirà l’uso degli
snippet, l’utilizzo di funzioni
avanzate e professionali,
la creazione di tabelle,
indici, sommari, oltre
all’importazione dei Pdf
e la loro generazione.
Durata: 7 ore
Quota di partecipazione:
300 euro (+ Iva).
Tel. 0522516656
Fax 0522277449
[www.insidesrl.it]
FLUSSI CREATIVI ED EFFETTI SPECIALI CON PHOTOSHOP CS3InSide
29 febbraio, Milano.
Descrizione: il corso cerca
di approfondire la nuova
gestione e l’organizzazione
dei livelli, i gruppi, i livelli
di correzione, le maschere
di ritaglio, le opzioni di
fusione, i metodi di fusione,
opacità e riempimento.
Durata: 7 ore
Quota di partecipazione:
150 euro (+ Iva).
Tel. 0522516656
Fax 0522277449
[www.insidesrl.it]
PHOTOSHOP CS3 AVANZATOInSide
25 e 26 febbraio,
Reggio Emilia.
10 e 11 marzo, Milano.
Descrizione: il corso consente
di affrontare le funzioni
avanzate del software.
Gli argomenti sono: le
preferenze «avanzate», i
concetti evoluti di colorimetria
per la fase di cromia,
le palette e i menù che
attivano l’utilizzo di funzioni
professionali e speciali.
Durata: 14 ore
Quota di partecipazione:
420 euro (+ Iva).
Tel. 0522516656
Fax 0522277449
[www.insidesrl.it]

corsi e seminari
CORSO PRATICO DI STAMPA OFFSETIstituto Salesiano San Marco
29 marzo, 5-12-19 aprile e
10-17-24 maggio, Mestre.
Descrizione: il corso si rivolge
a operatori del settore che
desiderano apprendere
abilità operative di gestione
della macchina da stampa
offset. L’obiettivo del corso
è quello di saper gestire in
autonomia la macchina da
stampa mono e pluricolore
e fornire una conoscenza
delle parti fondamentali
della macchina da stampa,
del passaggio carta, del
registro, della pressione di
stampa e della tiratura.
Lo scopo ultimo è
produrre una riduzione
e un’ottimizzazione
delle tempistiche nel
fl usso lavorativo grafi co
e migliorare il modo di
lavorare ottimizzando le
attrezzature in sala stampa.
Durata: 28 ore
Quota di partecipazione:
420 euro (+ Iva).
Tel. 0415498241
Fax 0415498198
[www.issm.it]
COME SI PRODUCONO GLI STAMPATI TRADIZIONALI E DIGITALIIstituto Salesiano San Marco
25-27 febbraio e 3-5-10-
12-17 marzo, Mestre.
Descrizione: il corso ha
l’obiettivo di fornire le
conoscenze sulle tecniche
di ottenimento dei prodotti
stampati secondo le diverse
tecnologie presenti sul
mercato: tradizionali e
digitali. Saranno inoltre
illustrati i diversi fl ussi
di lavoro: analogico
tradizionale, computer to
fi lm, computer to plate e
computer to plate on press.
Inoltre presenterà i fl ussi
operativi con analisi tecnica
e relative dimostrazioni.
L’obiettivo è far apprendere
la corretta terminologia
del settore, i procedimenti
e i processi di stampa, i
principi, le caratteristiche,
i livelli qualitativi e i campi
di applicazione, ponendo
anche i presupposti per
comprendere la composizione
dei costi di gestione e gli
strumenti concettuali per
strutturare un preventivo.
Durata: 21 ore
Quota di partecipazione:
340 euro (+ Iva).
Tel. 0415498241
Fax 0415498198
[www.issm.it]


eventi e appuntamenti
in Italia e in Europa
Restituzioni 2008Quattordicesima edizioneSono oltre 80 le opere restaurate da ben 23 laboratori sparsi
in mezza Italia grazie all’iniziativa che in quasi vent’anni
ha permesso di recuperare più di 600 capolavori. Con una
scelta «trasversale» che ha coinvolto la pittura e la scultura,
ma anche l’archeologia e le arti applicate, in particolare
le orefi cerie sacre, sono disponibili alla vista del grande
pubblico i lavori di Vittore Carpaccio, Lorenzo Lotto, Carlo
Crivelli, Palma il Giovane, Gaudenzio Ferrari, Girolamo
Romanino, Moretto da Brescia, ma anche una superba
selezione di reperti archeologici romani, bizantini, longobardi
e romanici. Una nota di merito particolare va poi ai «tesori»
Vaticani, di San Marco a Venezia e di San Gennaro a Napoli,
veri «campioni» dell’orefi ceria storica italiana. Vicenza, Gallerie di Palazzo Leoni Montanari
dal 29 marzo al 29 giugno.
Andy WarholSono circa 140 le opere dell’artista considerato
il maggiore esponente della pop art mondiale.
In mostra ci saranno i celebri soggetti che ne
hanno diffuso nel mondo la reputazione «seriale»:
da Marilyn ai maggiori miti americani, John Travolta
e Tom Cruise, Man Ray e Paloma Picasso, le
scatole di minestra Campbell, le bottiglie di Coca
Cola, i famosi Dollari, sino alla serie Ladies and
Gentlemen con i trasgressivi personaggi delle
notti di New York. Un percorso molto ampio che
vuole indagare il fenomeno «pop art» attraverso il
fi ltro eccentrico del «personaggio» Andy Warhol.
Mamiano di Traversetolo (PR), Fondazione Magnani Rocca — dal 16 marzo al 6 luglio.
Il paradiso in terraI giardini medioevali alla
Rocca Borromeo di AngeraI giardini delle grandi dimore,
dipinti in varie epoche medievali
e in diverse fogge, sono riuniti
in questa mostra particolare che
intende ricreare le atmosfere
scenografi che e coinvolgenti in
esse riprodotte. Un percorso
affascinante che permette al
visitatore di identifi care i differenti
aspetti del luogo cosiddetto
«giardino» e capire il valore d’uso
di questa antica e complessa
istituzione: da ambiente di
conversazione e socializzazione, a
luogo di creazione o di esperienza
agricola e mistica, in ogni caso un
luogo carico di oggetti speciali e
dalla simbologia molto precisa.
Angera (Lago Maggiore), Rocca Borromeo — dal 22 giugno al 19 ottobre.

Aperte le iscrizioni al concorso AdobeAdobe ha aperto le
iscrizioni all’Adobe Design
Achievement Awards
2008. Il concorso premia
i più promettenti studenti
di grafica, fotografia,
illustrazione, animazione,
regia digitale, sviluppo e
design dei migliori istituti
di istruzione superiore in
tutti i Paesi nel mondo.
I visitatori del sito
possono inoltre accedere
alla sezione interattiva
ADAA Live! che consente
di assistere in tempo reale
all’invio dei progetti da
parte dei partecipanti.
I lavori inviati saranno
esaminati e valutati da
una giuria indipendente
composta da dodici
affermati professionisti.
Per quest’edizione Adobe
ha deciso di inserire nuove
categorie per tre aree:
Interactive Media, Motion
Video e Media Tradizionali.
Il termine ultimo per
l’accettazione dei lavori
inviati è fissato al
2 maggio.
Le opere pervenute online
saranno giudicate in maggio;
successivamente verrà
chiesto ai semifi nalisti di
inviare i fi le sorgenti e una
versione stampata del loro
lavoro nella forma prevista
per la fase di giudizio
fi nale. I fi nalisti verranno
invitati a New York per
ritirare la vincita, costituita
da prodotti software e
premi in denaro. Ulteriori
informazioni sull’edizione
2008 del concorso Adobe
Design Achievement
Awards sono disponibili
sul Web all’indirizzo
[www.ADAAentry.com].
Per ulteriori informazioni, visitare il sito Adobe [www.adobe.it].
Rembrandt e i capolavori della grafi ca europeaA conclusione del ciclo di
manifestazioni organizzate
nell’anniversario dei quattrocento anni
della nascita di Rembrandt, da aprile
sarà in rassegna l’importante nucleo
di incisioni all’acquaforte provenienti
dalla collezione Lazzari Turco Menz.
Il corpus di incisioni è composto
complessivamente da circa un migliaio
di fogli, prevalentemente inediti, e di
cui è in corso una completa schedatura scientifi ca, che parte
dalla fi ne del XV secolo alla metà del XIX, comprendendo opere
di scuola italiana, francese, fi ammingo-olandese, tedesca,
spagnola e inglese. Una raccolta straordinaria di ritratti,
storie, scene di genere, paesaggi, nudi, fogli di schizzi e studi
realizzati con un’ampiezza di tecniche e di mezzi espressivi
grafi ci, che nessun altro artista ha saputo eguagliare.
Trento, Castello del Buonconsiglio — dal 4 aprile al 2 novembre.

eventi e appuntamenti
in Italia e in Europa
Josef Maria Auchentaller (1865-1949) Un secessionista ai confi ni dell’imperoLa mostra presenta l’opera di
Josef Maria Auchentaller, uno
degli artisti dell’avanguardia
viennese di inizio secolo e grande
protagonista del movimento
della Secessione fondato Gustav
Klimt nel 1897. Pittore e grafi co,
Auchentaller fu anche artefi ce
e mente della redazione di Ver
Sacrum, la rivista uffi ciale
della Secessione, e nonostante
l’impegno artistico profuso non
ebbe mai una fortuna all’altezza
dei suoi meriti. La scelta di
abbandonare Vienna, già nel
1901, per seguire la moglie
Emma nell’avventura «turistica»
di Grado, lo isolò dall’ambiente
viennese e lo allontanò dagli
onori della cronaca. Ormai
stabilitosi a Grado, si dedicò alla
pittura di paesaggio e al ritratto.
Gorizia, Musei Provinciali, Palazzo Attems-Petzenstein dal 24 aprile al 24 agosto.
PintoricchioL’articolata mostra dedicata a Bernardino di Betto,
detto il Pintoricchio, ha lo scopo di celebrare il 550°
anniversario della nascita di uno dei protagonisti
del Rinascimento Italiano
nonché artista-simbolo della
città di Perugia. Suddivisa
principalmente tra il capoluogo
umbro Perugia e Spello, la
rassegna è caratterizzata dalla
«riscoperta» delle testimonianze
del pittore ancora presenti nei
luoghi di origine che permetterà
di ampliare l’offerta culturale
con itinerari sul territorio
che coinvolgono altri centri
umbri, quali Trevi (Complesso
Museale di San Francesco),
Spoleto (Duomo), Orvieto
(Duomo), Città di Castello (Museo del Duomo), San
Martino in Colle di Perugia (Chiesa della Madonna
del Feltro) e Spello (Chiesa di Sant’Andrea).
Perugia, Galleria Nazionale dell’Umbria; Spello, Chiesa di Santa Maria Maggiore — dal 2 febbraio al 29 giugno.

La collezione di Roberto LonghiDal Duecento a Caravaggio a MorandiUn omaggio che Alba tributa
allo storico dell’arte Roberto
Longhi, l’illustre concittadino
che riunì nella sua collezione
privata opere di gran pregio
e di epoche diverse.
Il percorso espositivo è
cronologico, come recita il
titolo dell’esposizione, ed è
articolato in sette sezioni che
partono da un importante
nucleo di pittori bolognesi
come Vitale da Bologna,
Simone dei Crocifi ssi,
Jacopo di Paolo, per passare
al tardogotico di Jacobello
del Fiore, Stefano da Ferrara
e Cristoforo Moretti, fi no al
Quattrocento, i cui maggiori
interpreti sono Defendente
Ferrari, Colantonio,
Ambrogio Bergognone,
Bernardino Butinone,
Apollonio di Giovanni e
Girolamo di Benvenuto.
Il percorso approda quindi
al Cinquecento con gli
«eccentrici padani»,
artisti che interpretavano
con spregiudicata libertà
la «maniera moderna»
del Cinquecento, fi no al
Seicento di Caravaggio,
Battistiello Caracciolo,
Mattia Preti, Carlo
Saraceni, Matthias
Stomer e Guido Reni.
Nella sezione dedicata al
Settecento si trovano le
opere di Pietro Longhi,
Giacomo Ceruti, Gasparo
Traversi e Fra’ Galgario.
L’interesse di Longhi per
l’arte contemporanea
è testimoniato, per
concludere il lungo percorso
storico-artistico, dalle opere
di Carlo Carrà, Filippo De
Pisis e Giorgio Morandi.
Alba, Fondazione Ferrero — dal
14 ottobre 2007 al 10 febbraio.

febbraio 200880 italiagraFica
i numeri dell’industria
grafi ca
L’indagine Osi sui primi nove mesi del 2007L’indagine Osi (Osservatorio stampa e
imballaggio), relativa al 3° trimestre
del 2007, rileva interessanti dinamiche
all’interno dei due comparti della
grafi ca e della cartotecnica. L’analisi,
svolta da Assografi ci [www.assografi ci.it]
in collaborazione con l’Istituto di
amministrazione, fi nanza e controllo
- Iafc Bocconi, si basa su un
campione di una cinquantina di
imprese di piccole, medie e grandi
dimensioni, che rappresentano
circa il 25% degli occupati e del
fatturato delle imprese associate.
Ma veniamo ai dati: nel 3° trimestre del
2007, il fatturato delle aziende grafi che
inverte la tendenza negativa e ricomincia
a crescere del 3,3% rispetto al
3° trimestre del 2006 ma, a causa della
fl essione accusata nel primo semestre
dell’anno, la variazione tendenziale,
calcolata sui primi nove mesi del
2007, risulta negativa dell’1,6%,
accomunando tutte le imprese del panel.
Tra gennaio e settembre 2007, gli
indici Istat della produzione, rielaborati
utilizzando il modello realizzato con lo
Iafc Bocconi, risultano in calo del 4,1%,
per la diminuzione produttiva della
grafi ca editoriale (-8,4%), determinata
dalla stagnazione del mercato editoriale,
mentre segnali positivi giungono dalla
grafi ca pubblicitaria e commerciale la cui
produzione cresce dell’1,7%, grazie al
rinnovato interesse per la postalizzazione
di materiale pubblicitario e commerciale.
La riduzione complessiva delle
quantità prodotte si può spiegare
anche alla luce dell’impiego di carte
di minor grammatura. Su base annua,
la dinamica resta negativa anche
se alcuni elementi contribuiscono a
rischiarare le tendenze del settore.
A livello di Unione Europea (27 Paesi)
il quadro è moderatamente positivo: da
gennaio a settembre 2007 le vendite
di prodotti grafi ci crescono del 2,3%
mentre la produzione, nel suo complesso,
aumenta solo dello 0,7%, trascinata dalle
performance di Germania e Spagna.
Panel aziende grafiche
Fatturato (base 1o trim. 2003=100) - Confronto trimestrale
85,00
90,00
95,00
100,00
105,00
110,00
115,00
1 trim. 2 trim. 3 trim. 4 trim.
2005 2006 2007
Panel aziende trasformatrici della carta e del cartone
Fatturato (base 1o trim. 2003=100) - Confronto trimestrale
85,00
90,00
95,00
100,00
105,00
110,00
115,00
1 trim. 2 trim. 3 trim. 4 trim.
2005 2006 2007
Fatturato delle aziende grafi che fi no al terzo trimestre 2007.
Andamento del fatturato delle aziende cartotecniche fi no al terzo trimestre 2007.
Sull’altro fronte, quello delle aziende
cartotecniche trasformatrici, il
campione mostra, nei primi nove mesi
del 2007, risultati in espansione:
il fatturato cresce dell’8,4% e la
produzione progredisce del 2,8%,
grazie alla positiva intonazione di
alcuni settori di sbocco (in particolare
farmaceutica, cosmesi-profumeria,
tessile-abbigliamento, arredamento),
al risveglio dei consumi nazionali
e alla buona performance delle
esportazioni in ambito europeo.
Il 40% delle aziende segnala
di avere aumentato i prezzi dei
prodotti trasformati ma i rincari
dell’energia, legati all’impennata del
prezzo del petrolio, e gli alti livelli
dei prezzi delle carte e dei cartoni
mantengono tesa la situazione sul
fronte dei margini operativi delle
aziende. Inoltre si assiste a una
crescita dell’import di imballaggi,
anche da Paesi extra-europei.
Nell’Unione a 27 Paesi il positivo
andamento del 3° trimestre del 2007
porta la crescita tendenziale del
fatturato dei primi nove mesi del 2007
al 6,1%, a fronte di un incremento
della produzione del 3,9% che
accomuna i principali Paesi europei,
con maggiore intensità in Germania.
I giudizi a breve termine espressi
dalle aziende del panel sul trimestre
ottobre-dicembre 2007 sono più
incerti su produzione, fatturato e
ordini interni, sebbene rimangano
positivi sugli ordini esteri, per i diffusi
segnali di rallentamento provenienti
dai mercati di riferimento. g

Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Abbonamenti Abbonamenti Abbonamenti
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
Libri Libri Libri Libri Libri Libri
bri Libri Libri Libri Libri Libri
2008
SC
RIV
ER
E IN
STA
MPATELLO
Come Ordinare:per telefax al numero 02 39090335 abbonamenti 02 39090373 libriper posta elettronica [email protected] [email protected]
via internet tramite nostro server http://www.tecnichenuove.com
Vogliate inviarmi i seguenti libri editi da Tecniche Nuove alle condizioni sotto riportate
Data / / Firma
Cognome: Nome:
Ditta:
Indirizzo:
CAP: Città: Prov.:
Nazione:
Telefono: / Telefax: /
E-mail: SC
RIV
ER
E IN
STA
MPATELLO
Attività
Settore
Ai s
ensi
del D
.Lgs
196
/03
gara
ntia
mo
che
i dat
i forn
iti sa
rann
o da
noi
cus
todi
ti e
tratta
ti co
n as
solu
ta ri
serv
atez
za e
utili
zzat
i esc
lusiv
amen
te a
i fini
com
mer
cial
i e p
rom
ozio
nali d
ella
nos
tra a
ttivit
à. I
Suoi
dat
i pot
rann
o es
sere
altr
esì c
omun
icat
i a
sogg
etti
terz
i per
i qu
ali la
con
osce
nza
dei S
uoi d
ati r
isulti
nece
ssar
ia o
com
unqu
e fu
nzio
nale
allo
svo
lgim
ento
del
l’atti
vità
della
nos
tra S
ocie
tà. I
l tito
lare
del
trat
tam
ento
è: T
ecni
che
Nuo
ve S
.p.A
. - V
ia E
ritre
a, 2
1 -
2015
7 M
ilano
. Al
tito
lare
del
trat
tam
ento
Lei
pot
rà ri
volg
ersi,
med
iant
e il n
umer
o ve
rde
800
122
798
per f
ar v
aler
e i S
uoi d
iritti
di re
ttific
azio
ne, c
ance
llazio
ne, o
ppos
izion
e a
parti
cola
ri tra
ttam
enti
dei p
ropr
i dat
i, es
plic
itati
all’a
rt.7
D.L
gs19
6/03
.
PAGAMENTO:
Ho effettuato il versamento sul Vs. C/C postale N° 394270 intestato a Tecniche Nuove S.p.A. (allego fotocopia)
Allego Assegno Bancario (spedire in busta chiusa)
Addebitate sulla mia carta di credito
N° scadenza
Data / / Firma
PAGAMENTO: (Il documento contabile sarà incluso nel pacco)
Allego Assegno Bancario (spedire in busta chiusa)* Contrassegno + 6 € spese di spedizione
Addebitate sulla mia carta di credito* * spedizione gratuita
N° scadenza
N° copie Codice Titolo Prezzo
Desidero abbonarmi per un anno, dal primo numero raggiungibile, alle seguenti riviste:Indicare con ✘ le riviste scelte
x 2 abbonamentisconto
15%
x 4 abbonamentisconto
25%
x 5 abbonamentisconto
50%
Rivista Numeri/Anno Annuale Italia
Industria della Carta 8 60,00 €
Italia Gra� ca 10 60,00 €
Gec il giornale del Cartolaio 6 20,00 €
Vendita Abbonamenti
Vendita Libri

febbraio 200882 italiagraFica
febbraio 2008
Per la pagina attiva del cliente collegarsi a www.rivistedigitali.com
gli inserzionisti di questo numero: su questo numero abbiamo parlato di:
Azienda Pagina
Agfa Graphics 9
Alwan 32, 36, 39
Antalis 12
Bompan 6
Canon 8
Carthago 12
Cascades 12
Domino 28
DuPont 4
Durst 9
Edigit International 6
Fedrigoni 12
Fontegrafi ca 10
Gbc 61
Grafi che dell’Artiere 64
Graphistudio 5
Gruppo Samor 5
Heidelberg 26
Hp 5, 6, 8, 10
Kba 25
Kern 50
Litorama 5
Müller Martini 57
Nimax 28
Nur 5
Printsells 9
Reno De Medici 12
Sappi 10
Stamperia Valdonega 68
Taga Italia 54
Xerox 50
Azienda Pagina
Air Project 13
Arctic Paper Inserto
Artwork Systems 79
Canon III Cop.
Centrexpo 42, 78
Colorgraf I e II Cop.
Edigit International 77
Litorama 11
Lombardi Converting Machinery 7
Macchingraf IV Cop.
Messe Düsseldorf 71
Monzese Carta 27
Müller Martini 72, 73
New Aerodinamica 17
Oki Systems 1
Strapex 62
Tecnologie Grafi che 60
Tecnorulli 74
Tresu 76

febbraio 2008 83italiagraFica
biblioteca
Max Weber
THE LAYOUT LOOK BOOK HarperCollins
ISBN 978 0 06 114975 7
256 pagine • maggio 2007
44,70 euro
■ Tra il lavoro svolto in agenzia e quello nato nell’ambito della
progettazione grafi ca all’interno delle grandi e piccole case
editrici esiste una gamma di esperienze professionali che
non sempre raggiungono piena visibilità e fama. Questo
volume raccoglie allora gli esempi più signifi cativi, scovati
in capo al mondo, nell’ideazione e preparazione di poster,
giornali, magazine, cover per Cd, cataloghi, brand e immagine
coordinata. Uno sguardo divertito su un mondo in rapida
evoluzione che si nutre costantemente di invenzioni geniali.
Huda Smitshuijzen AbiFares
TYPOGRAPHIC MATCHMAKING BIS Publishers
ISBN 978 90 6369 124 0
174 pagine • settembre 2007
29,90 euro
■ Nato ad Amsterdam grazie alla Fondazione Khatt,
Typographic Matchmaking è un progetto che vede impegnati
cinque noti progettista olandesi affi ancati da altrettanti
typedesigner arabi. L’obiettivo era creare cinque famiglie
di font arabe, adeguandole alle esigenze odierne dei media
digitali e della stampa in generale. I dieci designer coinvolti
sono Gerard Unger & Nadine Chahine, Fred Smeijers &
Lara Assouad Khoury, Martin Majoor & Pascal Zoghbi,
Lucas de Groot & Mouneer Al-Shaarani, Peter Bilak & Tarek
Aprissi, e i risultati (da vedere) sono stati straordinari.
Yolanda Zappaterra
EDITORIAL DESIGN Laurence King Publishing
ISBN 978 1 85669 433 9
208 pagine • settembre 2007
38,99 euro
■ Il design di riviste e quotidiani rappresenta da sempre un diffi cile
equilibrio tra contenuti e forma, e i differenti ambiti culturali,
sociali e merceologici in cui si esprime ne sono la dimostrazione
più convincente. Ecco allora che, per raccogliere le «pratiche»
eccellenti e i migliori metodi di progettazione editoriale, è nata
l’idea di un volume che consentisse la divulgazione di questi
preziosi saperi, accompagnati dalle opinioni e dai consigli di
numerosi esperti in questo campo. Ne è scaturito un manuale
irrinunciabile per chi oggi fa il mestiere di designer.
Lakshmi Bhaskaran
WHAT IS PUBLICATION DESIGN? Rockport
ISBN 978 2 940361 46 5
256 pagine • marzo 2007
41,29 euro
■ L’organizzazione grafi ca di magazines, quotidiani, brochure,
cataloghi e newsletter appartiene è un ramo del design ben
distinto dal resto della progettazione editoriale. Rappresenta
per certi versi l’ambiente più accelerato, innovatore e diffi cile,
quello in cui gli errori o le incongruenze pesano seriamente
sul successo o l’insuccesso di una pubblicazione. Da questa
presa di coscienza nasce allora questo testo che vuole
dotare il professionista degli strumenti cognitivi migliori per
affrontare il diffi cile, ma affascinante, lavoro quotidiano.

febbraio 2008
febbraio 200884 italiagraFica