IL CONTROLLO DEW POINT NEL GAS NATURALE · IL CONTROLLO DEW POINT NEL GAS NATURALE UNA SOLUZIONE...
13
IL CONTROLLO DEW POINT NEL GAS NATURALE UNA SOLUZIONE OTTIMIZZATA PER TRASPORTI A LUNGA DISTANZA Ciro Di Carlo – Sales Technical Support Manager – SIIRTEC NIGI S.p.A., Milano 1. Introduzione Il progetto Nord Stream – in fase di completamento da parte del colosso russo per l’energia Gazprom – prevede il trattamento e la fornitura ai mercati europei di circa 55 miliardi di Sm 3 /anno di gas naturale. Per dare un’idea delle dimensioni del progetto, la portata di gas corrisponde a circa 2/3 del consumo di gas naturale che ha avuto l’Italia nel 2008. Il gas verrà inviato in Germania a partire dalla stazione di compressione di Portovaya, situata nei pressi della città di Vyborg in Russia, tramite due gasdotti sottomarini che attraverseranno il Mar Baltico, lunghi oltre 1200 km e senza stazioni di ricompressione intermedie. A causa della lunghezza del gasdotto e delle problematiche ad essa inerenti (elevata caduta di pressione, elevati abbassamenti di temperatura, possibili formazioni di idrati, ecc.), è stato necessario prevedere un impianto di trattamento gas da realizzarsi a monte della stazione di compressione, e che comportasse la rimozione dell’acqua e degli idrocarburi pesanti. Le specifiche imposte da Gazprom in termini di punto di rugiada acqua e idrocarburi sono state molto più severe del normale. Di conseguenza, sin dalle prime fasi del progetto è apparso evidente come la scelta della tecnologia da utilizzare nell’impianto trattamento gas giocasse un ruolo decisivo e andasse affrontata con particolare attenzione. Sono stati confrontati i vari processi di trattamento gas idonei ad ottenere le stringenti specifiche richieste da Gazprom. L’analisi delle tecnologie disponibili per l’impianto trattamento gas ha preso in considerazione i seguenti parametri: – Caratteristiche gas in entrata (portata, condizioni operative, composizione) – Specifiche gas in uscita – Affidabilità, fattore di servizio e semplicità operativa – Trasportabilità apparecchiature – Area disponibile – Costo di investimento – Costi operativi Il processo SIIRTEC NIGI basato su adsorbimento su silica gel è risultato essere il più conveniente in termini di semplicità operativa, l’affidabilità, i costi di investimento e i costi d’esercizio. Il contratto per la progettazione e la fornitura dell’impianto è stato quindi assegnato a SIIRTEC NIGI su base EP (Engineering, Procurement) a inizio 2009.
Transcript of IL CONTROLLO DEW POINT NEL GAS NATURALE · IL CONTROLLO DEW POINT NEL GAS NATURALE UNA SOLUZIONE...

IL CONTROLLO DEW POINT NEL GAS NATURALE UNA SOLUZIONE OTTIMIZZATA PER TRASPORTI A LUNGA DISTANZA
Ciro Di Carlo – Sales Technical Support Manager – SIIRTEC NIGI S.p.A., Milano
1. Introduzione Il progetto Nord Stream – in fase di completamento da parte del colosso russo per l’energia Gazprom – prevede il trattamento e la fornitura ai mercati europei di circa 55 miliardi di Sm3/anno di gas naturale. Per dare un’idea delle dimensioni del progetto, la portata di gas corrisponde a circa 2/3 del consumo di gas naturale che ha avuto l’Italia nel 2008. Il gas verrà inviato in Germania a partire dalla stazione di compressione di Portovaya, situata nei pressi della città di Vyborg in Russia, tramite due gasdotti sottomarini che attraverseranno il Mar Baltico, lunghi oltre 1200 km e senza stazioni di ricompressione intermedie. A causa della lunghezza del gasdotto e delle problematiche ad essa inerenti (elevata caduta di pressione, elevati abbassamenti di temperatura, possibili formazioni di idrati, ecc.), è stato necessario prevedere un impianto di trattamento gas da realizzarsi a monte della stazione di compressione, e che comportasse la rimozione dell’acqua e degli idrocarburi pesanti. Le specifiche imposte da Gazprom in termini di punto di rugiada acqua e idrocarburi sono state molto più severe del normale. Di conseguenza, sin dalle prime fasi del progetto è apparso evidente come la scelta della tecnologia da utilizzare nell’impianto trattamento gas giocasse un ruolo decisivo e andasse affrontata con particolare attenzione. Sono stati confrontati i vari processi di trattamento gas idonei ad ottenere le stringenti specifiche richieste da Gazprom. L’analisi delle tecnologie disponibili per l’impianto trattamento gas ha preso in considerazione i seguenti parametri: – Caratteristiche gas in entrata (portata, condizioni operative, composizione) – Specifiche gas in uscita – Affidabilità, fattore di servizio e semplicità operativa – Trasportabilità apparecchiature – Area disponibile – Costo di investimento – Costi operativi Il processo SIIRTEC NIGI basato su adsorbimento su silica gel è risultato essere il più conveniente in termini di semplicità operativa, l’affidabilità, i costi di investimento e i costi d’esercizio. Il contratto per la progettazione e la fornitura dell’impianto è stato quindi assegnato a SIIRTEC NIGI su base EP (Engineering, Procurement) a inizio 2009.

La costruzione e la messa in marcia dell’impianto è realizzata direttamente da Gazprom. Il progetto si sviluppa in due fasi, la prima da completarsi entro la fine del 2011, le seconda entro la fine del 2012. Una volta in funzione, l’impianto sarà il più grande al mondo nel suo genere con questa tecnologia. In questa relazione vengono confrontati i vari processi e vengono evidenziate le ragioni che hanno portato alla scelta del processo ad adsorbimento su silica gel. 2. Qualità del gas per il progetto Nord Stream Come illustrato nel precedente paragrafo, il gas naturale verrà compresso a 200 bar e quindi inviato in Germania tramite due gasdotti da 48” e lunghi circa 1200 km per successive distribuzioni (rete domestica tedesca, Olanda, Regno Unito) non incluse nel progetto Nord Stream. La pressione di arrivo sarà all’incirca 80 bar g a pieno carico. L’elevata perdita di carico (circa 120 bar a piena capacità) genererà un raffreddamento fino a -5 /-10 °C dovuto alla corrispondente espansione adiabatica (effetto Joule Thomson). Da notare come una successiva depressurizzazione – necessaria per la rete di distribuzione tedesca operante a 50 bar g – genererà ulteriori raffreddamenti. Il gas naturale sarà disponibile a Portovaya a circa 74 ÷ 75 bar g e 15 °C. La presenza di acqua e idrocarburi C5+ implica un punto di rugiada intorno a 0 °C alla pressione operativa per la fase acquosa, e 14,5 °C a 20 bar g per la fase idrocarburica. Per evitare la condensazione di acqua o di idrocarburi e la formazione di idrati del gas naturale in ogni condizione di marcia, Gazprom ha richiesto che il gas venga condizionato onde ottenere un punto di rugiada di -30 °C per la fase acquosa, e di -20 °C per la fase idrocarburica alla pressione di 22 bar g. Tali specifiche sono molto più severe del normale (tipicamente, -10 °C per la fase acquosa, e 0/-5 °C per la fase idrocarburica), e hanno perciò richiesto un’accurata selezione della tecnologia da adottare nell’impianto trattamento gas. La quantità di idrocarburi C5+ risulta molto maggiore in termini di portata ponderale rispetto alla quantità di vapor d’acqua presente nel gas, essendo il rapporto ponderale HC/H2O circa 3:1. Di conseguenza, un parametro fondamentale nella valutazione e nella scelta della tecnologia è risultato essere la sezione di rimozione idrocarburi. Si è inoltre tenuto conto dei limiti di ingombro imposti per il trasporto delle apparecchiature al sito (diametro massimo 5 m, lunghezza massima 10 m).

3. Analisi delle tecnologie disponibili Come illustrato nel paragrafo introduttivo, l’analisi e la comparazione delle varie tecnologie per l’impianto trattamento gas ha preso in considerazione i seguenti parametri: – Caratteristiche gas in entrata (portata, condizioni operative, composizione) – Specifiche gas in uscita – Affidabilità, fattore di servizio e semplicità operativa – Trasportabilità apparecchiature – Area disponibile – Costo di investimento – Costi operativi Disidratazione La rimozione dell’acqua del gas naturale può essere ottenuta attraverso i seguenti processi: – Assorbimento con glicol – Adsorbimento su setacci molecolari I processi di assorbimento con glicol – generalmente dietilenglicol (DEG) o trietilenglicol (TEG) – sono i più comunemente usati quando non sono richieste specifiche di particolare severità, e permettono il raggiungimento di punti di rugiada in acqua fino a -30 °C. I processi di adsorbimento con setacci molecolari permettono di ottenere gradi di disidratazione più spinti, con punti di rugiada in acqua fino a -80 / -100 °C, e trovano generalmente la loro applicazione nei processi criogenici come il recupero di GPL (gas di petrolio liquefatto) o di GNL (gas naturale liquefatto). Rimozione idrocarburi pesanti mediante raffreddamento/espansione La rimozione degli idrocarburi pesanti dal gas naturale può essere ottenuta attraverso i seguenti processi: – Raffreddamento – Raffreddamento + espansione – Adsorbimento su silica gel Il controllo del punto di rugiada in idrocarburi del gas naturale si può ottenere condensando gli idrocarburi più pesanti e separandoli dalla fase gassosa in un Separatore a Bassa Temperatura ("Low Temperature Separator”, LTS). La maniera più semplice per ottenere la condensazione degli idrocarburi pesanti è ovviamente il raffreddamento mediante unità di refrigerazione. Questo processo – limitato dalle constanti di equilibrio chimico-fisico tra liquido e gas – permette di ottenere punti di rugiada in idrocarburi fino a -10 °C. Punti di rugiada più bassi (fino a -80 / -100 °C) possono essere ottenuti mediante espansione del gas, eventualmente combinata con la refrigerazione. L’espansione può avvenire mediante

laminazione in valvola (espansione isoentalpica) o tramite turbo-espansore (espansione idealmente isoentropica). Evidentemente, i processi basati sull’espansione comportano per loro stessa natura una significativa caduta di pressione. In aggiunta, l’espansione in valvola – di per sé impiantisticamente più semplice – comporta significative perdite energetiche. In ogni caso e per entrambi i processi, la rimozione idrocarburi deve essere preceduta dalla disidratazione. Nel caso di rimozione idrocarburi tramite refrigerazione, il processo di disidratazione utilizzato a monte è normalmente l’assorbimento fisico con glicol. Nel caso di rimozione idrocarburi tramite espansione, è preferibile utilizzare il processo di disidratazione basato sull’adsorbimento su setacci molecolari. Rimozione combinata di acqua e idrocarburi mediante adsorbimento su silica gel Il controllo combinato del punto di rugiada in acqua e in idrocarburi può essere realizzato in un’unica unità d’impianto utilizzando il processo di adsorbimento su silica gel. L’utilizzo del silica gel come mezzo adsorbente permette il conseguimento di punti di rugiada fino a -20 / -40 °C in idrocarburi, e fino a -50 °C in acqua. L’utilizzo del silica gel consente di ottenere specifiche del gas trattato intermedie tra quelle traguardabili da arrangiamenti impiantistici “convenzionali” (assorbimento + refrigerazione) e quelle ottenibili mediante setacci molecolari + turboespansione. Si può quindi evincere un primo grosso vantaggio nelle applicazioni propedeutiche al trasporto del gas offerto dal processo a silica gel, costituito dall’assenza di perdite di pressione, a parte quelle fisiologicamente dovute alle perdite di carico nell’impianto. Sulla base delle considerazioni sin qui esposte, in fase scelta delle tecnologie per l’impianto trattamento gas di Portovaya sono stati confrontati i seguenti processi, elencati in ordine crescente di complessità e di severità delle specifiche ottenibili: 1. Rimozione acqua mediante assorbimento con glicol e successiva rimozione idrocarburi
pesanti mediante raffreddamento con unità di refrigerazione 2. Rimozione combinata di acqua e idrocarburi pesanti mediante adsorbimento su silica gel 3. Rimozione acqua mediante adsorbimento su setacci molecolari, successiva rimozione
idrocarburi pesanti mediante turbo-espansione e ricompressione finale del gas. L’utilizzo del processo di rimozione idrocarburi mediante refrigerazione e successiva separazione liquido / gas a bassa temperatura trova la sua limitazione nelle costanti di equilibrio chimico fisico tra le due fasi. Lo studio di tale applicazione al caso di Portovaya ha mostrato che non è possibile traguardare un punto di rugiada in idrocarburi inferiore a -5 °C a 22 bar g. Tale valore è ben superiore ai -20 °C richiesti da Gazprom alla medesima pressione, conseguentemente questa configurazione è stata ben presto scartata.

Le due rimanenti possibili configurazioni per l’impianto di Portovaya sono state analizzate, e i risultati di tale analisi sono illustrati nei paragrafi successivi. 4. Alternativa 1 – Adsorbimento con silica gel Il silica gel è un mezzo solido poroso in forma di perline in grado di adsorbire l’acqua quanto gli idrocarburi più pesanti contenuti nel gas. Il rendimento del processo di adsorbimento è favorito da alte pressioni, e permette di ottenere punti di rugiada bassi indipendentemente dalla termodinamica di equilibrio tra le fasi liquida e gassosa. Il processo è ciclico e costituito da tre fasi: – Fase attiva – adsorbimento – Fase di rigenerazione – sequenza di riscaldamento – Fase di rigenerazione – sequenza di raffreddamento I letti adsorbenti di silica gel sono contenuti in recipenti cilindrici verticali in pressione (“Assorbitori”) che vengono fatti funzionare alternativamente in fase attiva o in rigenerazione. L’alternanza tra gli Assorbitori è assicurata tramite valvole cicliche. Durante la fase attiva (adsorbimento) il gas grezzo viene alimentato agli assorbitori in fase attiva, l’acqua e gli idrocarburi vengono adsorbiti e il gas trattato viene inviato al successivo impianto di compressione. Quando il silica gel contenuto negli assorbitori in fase attiva è saturo in acqua e idrocarburi, la modalità operativa degli assorbitori viene commutata in rigenerazione. La fase di rigenerazione prevede una prima sequenza di riscaldamento a circa 250 °C ottenuta prelevando una parte del gas di alimentazione (circa il 10% della portata totale) che viene pre-riscaldata in un forno. Il gas di rigenerazione in uscita dall’assorbitore viene raffreddato, inviato in un separatore per rimuovere le condense desorbite, e infine inviato agli assorbitori. Una valvola di bilanciamento la cui perdita di carico è pari alla caduta di pressione del circuito di rigenerazione è installata a ingresso impianto one consentire il ritorno del gas di rigenerazione a ingresso assorbitori. Al termine della sequenza di riscaldamento il forno viene spento e si passa alla sequenza di raffreddamento: il gas di rigenerazione continua a essere alimentato all’assorbitore in fase non attiva, ma senza essere più pre-riscaldato. Di conseguenza, il letto di silica gel viene progressivamente raffreddato. Alla fine della sequenza di raffreddamento, la modalità operativa degli assorbitori viene nuovamente commutata in fase attiva di adsorbimento. L’applicazione al “caso Portovaya” del processo di adsorbimento con silica gel consente di ottenere punti di rugiada fino a -40 °C a 22 bar g in idrocarburi e fino a -50 °C in acqua. La perdita di carico nel funzionamento a piena capacità è limitata a 5 bar. Il consumo energetico è in massima parte limitato al calore bruciato nel forno di preriscaldamento del gas di rigenerazione.

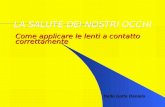
Come accennato in precedenza, a causa di problematiche inerenti il trasporto al sito, il progetto Portovaya ha imposto limiti dimensionali ben precisi alle apparecchiature (diametro massimo 5 m, lunghezza massima 10 m, corrispondenti esattamente alle dimensioni degli assorbitori). Conseguentemente, è stato necessario prevedere quattro treni paralleli e indipendenti, ciascuno costituito da cinque assorbitori (tre in fase attiva, uno in rigenerazione, uno in standby). Pre-filtri e post-filtri, comuni ai quattro treni, sono stati previsti a monte e a valle dell’impianto per prevenire la contaminazione dei letti adsorbenti da impurezze che potrebbero comprometterne il funzionamento, e trattenere eventuali trascinamenti di adsorbente solido nel gas trattato. La configurazione dell’impianto di Portovaya basata su tecnologia silica gel è mostrata nello schema di processo riportato qui di seguito.
5. Alternativa 2 – Adsorbimento con setacci molecolari e successiva turbo-espansione L’applicazione al “caso” Portovaya del processo di rimozione acqua mediante adsorbimento su setacci molecolari consente di limitare il contenuto d’acqua residuo nel gas trattato a meno di 1 ppm, corrispondente a un punto di rugiada in acqua intorno a -80 °C, considerevolmente più basso quindi di quello raggiungibile utilizzando il silica gel. Analogamente a quanto illustrato nel precedente paragrafo per il processo a silica gel, anche il processo di adsorbimento acqua su setacci molecolari è ciclico, sia pure con tempi più lunghi per le fasi attiva e di rigenerazione. La rigenerazione dei letti saturi in acqua avviene utilizzando una quota-parte del gas disidratato (circa il 5% del totale). Anche la fase di rigenerazione è del tutto simile a quanto avviene per l’alternativa a silica gel, con la differenza che il gas di rigenerazione uscente dall’assorbitore deve essere ricompresso per poter essere ricircolato a monte dell’unità di disidratazione.
Treated gas
ADSORPTION PATH
REGENERATION PATHFG
Feed gas
Silica gel adsorbers
Raw gas filter separator
Feed gas coalescing
Dry gas post filters
Regeneration gas cooler
Regeneration gas separator
Regeneration gas heater
HC condensate

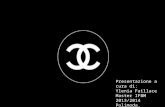
La successiva rimozione degli idrocarburi più pesanti mediante turbo-espansione richiede il raggiungimento di 54 bar g e -60 °C. L’equilibrio liquido-gas che si instaura a queste condizioni operative consente di ottenere un punto di rugiada in idrocarburi in linea con quanto raggiungibile mediante adsorbimento su silica gel, e cioè -40 °C a 22 bar g. Il raggiungimento di -60 °C tramite turbo-espansione a 54 bar g richiede un treno di pre-raffreddamento nel quale il gas d’alimentazione è raffreddato a spese del gas trattato uscente dal separatore a bassa temperatura (LTS). Allo scopo di ottimizzare le superfici di scambio termico, è stato previsto un treno di scambio in tre stadi costituito da due scambiatori gas in entrata/gas in uscita, con un raffreddamento intermedio ottentuo mediante ciclo frigorifero a propano. Il gas trattato uscente dal treno di scambio termico viene ricompresso a 70 bar g, in modo da limitare la caduta di pressione totale in impianto ai 5 bar conseguibili utilizzando il processo a silica gel. Una prima ricompressione avviene tramite il compressore mosso dal turbo-espansore. La ricompressione viene poi completata da un turbo-compressore “booster mosso da turbina a gas. Come nell’alterinativa a silica gel, e per le stesse limitazioni dimensionali illustrate nel precedente paragrafo, è stato necessario prevedere quattro treni paralleli e indipendenti, ciascuno costituito da cinque assorbitori (tre in fase attiva, uno in rigenerazione, uno in standby). Pre-filtri e post-filtri, comuni ai quattro treni, sono stati previsti a monte e a valle dell’impianto per prevenire la contaminazione dei letti adsorbenti da impurezze che potrebbero comprometterne il funzionamento, e trattenere eventuali trascinamenti di adsorbente solido nel gas trattato. La configurazione dell’impianto di Portovaya basata su tecnologia a setacci molecolari e successiva turbo-espansione è mostrata nello schema di processo riportato qui di seguito.
Booster compressor gas turbine driven
Turboexpander-compressor
FG
FG
Feed gas
CHILL UNIT
M
Mol sieve adsorbers
Treated gas
Raw gas filter separator
Feed gas coalescing filter
Dry gas post filters
Regeneration gas cooler
Regeneration gas compressor
Regeneration gas separator
Regeneration gas heater
Cold separator
LT separator
Second effluent gas exchangerFirst effluent
gas exchanger
TREATMENT REGENERATION
Water
Liquid HC
Liquid HC

6. Valutazione e confronto dei costi d’esercizio Sono stati valutati e confrontati i costi operativi nelle due alternative. I costi operativi sono in massima parte dovuti al consumo di energia, e sono stati quindi valutati in termini di consumo di gas naturale, associando a detto consumo al prezzo di vendita previsto per il gas trattato nel Progetto Portovaya (0,29 €/Sm3 nel 2008). Valutazione dei consumi energetici per l’alternativa a silica gel Il consumo energetico per l’impianto di Portovaya nell’ipotesi di utilizzare il processo a silica gel è determinato unicamente dalla seguente voce: – forno di riscaldamento gas di rigenerazione. I risultati del calcolo dei consumi energetici e dei corrispondenti costi d’esercizio a varie pressioni del gas d’alimentazione sono riassunti qui di seguito:
ALTERNATIVA 1 – SILICA GEL
Pressione gas di alimentazione, bar g 65 70 75 80 85
Consumo gas naturale, MM Sm3/anno 9,05 9,1 9,15 9,2 9,25
Consumo totale per 4 treni, MM Sm3/ anno 36,2 36,4 36,6 36,8 37
Costo energia, MM € / anno 10,5 10,55 10,6 10,65 10,7
Costo unitario, € / MM Sm3 170 171 172 173 174
Occorre notare come i costi d’esercizio non siano influenzati in modo significativo dalle possibili variazioni di pressione del gas in alimentazione all’impianto, dal momento che il processo di adsorbimento è pressochè indipendente da tale variabile. Valutazione dei consumi energetici per l’alternativa a setacci molecolari + turbo-espansione Il consumo energetico per l’impianto di Portovaya nell’ipotesi di utilizzare il processo a setacci molecolari + turbo-espansione è determinato dalle seguenti voci: – forno di riscaldamento gas di rigenerazione; – compressore riciclo gas di rigenerazione; – compressore unità frigo; – compressore “booster” gas trattato.

I risultati del calcolo dei consumi energetici e dei corrispondenti costi d’esercizio a varie pressioni del gas d’alimentazione sono riassunti qui di seguito:
ALTERNATIVA 2 – SETACCI MOL. + TURBOESPANSIONE
Pressione gas di alimentazione, bar g 65 70 75 80 85
Consumo gas naturale, MM Sm3/anno 30,2 34,6 40,9 47,65 56,5
Consumo totale per 4 treni, MM Sm3/ anno 120,8 138,4 163,6 190,6 226
Costo energia, MM € / anno 35 40,1 47,4 55,2 65,5
Costo unitario, € / MM Sm3 567 650 768 895 1062
A differenza dell’alternativa a silica gel, i costi d’esercizio sono fortemente influenzati dalle possibili variazioni di pressione del gas in alimentazione all’impianto, in particolare per ciò che riguarda la ricompressione del gas trattato. Confronto tra le due possibili alternative Dall’osservazione delle due tabelle riepilogative mostrate in precedenza, si può facilmente evincere come la configurazione d’impianto basata sul processo a setacci molecolari seguito dalla turbo-espansione sia molto più onerosa della configurazione basat sul processo a silica gel. Tale differenza di costi operativi è tanto più accentuata quanto maggiore è la pressione di alimentazione del gas, come si può vedere osservando la tabella sotto riportata.
ALTERNATIVA 1 – SILICA GEL
Pressione gas di alimentazione, bar g 65 70 75 80 85
Consumo energetico alt.2 (turboexp.) 567 650 768 895 1062
Consumo energetico alt.1 (silica gel) 170 171 172 173 174
Rapporto alt.2 /alt.1 3,3 3,8 4,5 5,2 6,1
Sulla base dell’attuale prezzo di vendita del gas naturale (0,29 €/Sm3), un impianto come Portovaya che utilizzi la tecnologia a turbo-espansione darebbe luogo in 25 anni di vita a un costo operativo quantificabile intorno a 1,2 miliardi di euro, contro i “soli” 265 milioni di euro utilizzando la tecnologia a silica gel. Per dare un’idea delle dimensioni del Progetto Portovaya e delle quantità enormi di gas trattato, il consumo annuo dell’impianto corrisponde al consumo di gas metano di una città italiana di 150000 abitanti nell’ipotesi di utilizzare la tecnologia silica gel, e quello di una città di 190000 abitanti nell’ipotesi di utilizzare la tecnologia setacci molecolari + turbo-espansione.

Infine, è doveroso osservare come un maggior consumo di gas naturale comporti un maggior quantità di CO2 scaricata all’atmosfera. Le emissioni di CO2 nella configurazione silica gel saranno 67000 t/anno, mentre con la configurazione turbo-espansione si avrebbero ben 300000 t/anno di CO2 scaricata all’atmosfera. 7. Valutazione e confronto dei costi d’investimento Come si può facilmente evincere confrontando i due schemi di processo, la configurazione dell’impianto basata su tecnologia turbo-espansione è molto più complessa della configurazione basata sull’utilizzo del silica gel: la configurazione a silica gel prevede un’unità d’impianto anziché due; il numero di apparecchiature è molto inferiore; la configurazione a silica gel non prevede solo apparecchiature statiche. Va anche notato come l’alternativa silica gel utilizzi l’acciaio al carbonio per tutte le apparecchiature dell’impianto, mentre nell’alternativa a turbo-espansione è necessario utilizzare l’acciaio inossidabile nelle zone più fredde. I relativi costi d’investimento sono stati accuratamente stimati già nella fase di valutazione, confronto e selezione delle tecnologie precedente l’assegnazione del contratto. Assumendo pari a 100 il costo d’investimento dell’alternativa a silica gel, il costo dell’alternativa a setacci molecolari + turbo-espansione è risulta essere 152. In altri termini, l’alternativa a turbo-espansione è circa una volta e mezzo più costosa. 8. Conclusioni Sono stati confrontati i processi di: – rimozione combinata di acqua e idrocarburi pesanti mediante adsorbimento su silica gel, e – disidratazione mediante adsorbimento su setacci molecolari, successiva rimozione idrocarburi
pesanti mediante turbo-espansione e ricompressione finale del gas. Il processo che utilizza la tecnologia a silica gel è risultato più conveniente in termini di: – Costo di investimento – Costi operativi – Impatto ambientale – Affidabilità, fattore di servizio e semplicità operativa – Ingombro planimetrico

Impianto trattamento gas Portovaya – fase di costruzione (aprile 2011)
Impianto trattamento gas Portovaya – Modello 3D

9. Considerazioni a margine sulla tecnologia silica gel I risultati dell’analisi condotta sulle tecnologie idonee a trattare il gas naturale di Portovaya possono essere generalizzati. È possibile, quindi, affermare che il controllo del punto di rugiada in idrocarburi tramite adsorbimento su silica gel è la scelta più indicata per un gas disponibile a pressioni superiori a 60 bar g, destinato al trasporto su lunghe distanze, e con un punto di rugiada inferiore al normale. Viceversa, la tecnologia silica gel non èapplicabile pre la rimozione di componenti più leggeri come C2, C3, C4, come richiesto nei processi recupero GPL o GNL. In questi casi la scelta tecnologica deve cadere su processi criogenici basati su turbo-espansione. 10. Precedenti esperienze SIIRTEC NIGI sulla tecnologia silica gel Le più significative esperienze maturate in precedenza da SIIRTEC NIGI in impianti a tecnologia silica gel sono menzionate brevemente qui di seguito. Impianto trattamento gas Krasnodar L’impianto è stato progettato e fornito da SIIRTEC NIGI per Gazprom, e messo in servizio nei primi mesi del 2003. L’impianto – costruito a Krasnodar, non lontano dal Mar Nero – tratta il gas naturale da inviare tramite il gasdotto Blue Stream attraverso il Mar Nero dalla Russia alla Turchia. La portata di progetto di gas naturale è 47,2 MM Sm3/d. La pressione di spedizione gas è 60,5 bar g. Il punto di rugiada in idrocarburi è -16 °C a 42 bar g. Sono stati previsti due treni funzionanti in parallelo.
Impianto trattamento gas Krasnodar

Impianto trattamento gas Burullus L’impianto è stato progettato e fornito da SIIRTEC NIGI per la Burullus Gas Company, Egitto (consorzio tra British Gas e Egyptian Gas Company), e messo in servizio nel 2003. L’impianto – costruito nel delta occidentale del fiume Nilo – tratta il gas naturale proveniente da installazioni offshore e destinato alla rete di distribuzione egiziana . La portata di progetto di gas naturale è 17,7 MM Sm3/d. La pressione di spedizione gas è 82 bar g. Il punto di rugiada in idrocarburi è 5 °C. Sono stati previsti due treni funzionanti in parallelo.
Impianto trattamento gas Burullus
Potenziamento impianto trattamento gas Burullus Burullus Gas Company ha in corso il potenziamento l’impianto onde incrementare la portata di gas fino a 25,5 MM Sm3/d. Il revamping dell’impianto – attualmente in fase di commissioning – è stato affidato a SIIRTEC NIGI.