I.I.S “Benedetto Castelli” – Brescia Classe 5^O ... · PDF fileGiovanni...
64
I.I.S “Benedetto Castelli” – Brescia Classe 5^O – metallurgia Esame di stato A.S. 2012/2013 Estrusione Candidato: Rodolfi Andrea
Transcript of I.I.S “Benedetto Castelli” – Brescia Classe 5^O ... · PDF fileGiovanni...
I.I.S “Benedetto Castelli” – Brescia
Classe 5^O – metallurgia
Esame di stato
A.S. 2012/2013
Estrusione
Candidato:
Rodolfi Andrea

Cap
ito
lo: D
edic
a
2
DEDICA
Dedico questo lavoro a mio nonno Angelo recentemente scomparso, che nel tempo mi ha
accompagnato nella crescita e ha fatto maturare in me l’interesse
per la natura e per la sua salvaguardia.
Un grazie va poi alla mia famiglia in generale per gli insegnamenti e
soprattutto per il continuo incoraggiamento a proseguire i miei
studi nell’ambito industriale metallurgico.

Cap
ito
lo: P
refa
zio
ne
3
PREFAZIONE Ho scelto come argomento principale della mia tesina l'estrusione poiché ho avuto una
bella esperienza di stage durante l'anno scolastico 2012-2013. Esperienza di una settimana,
appunto in una azienda che produceva estrusi d'alluminio. Un'azienda bresciana di
modeste dimensioni, caratteristica che mi ha dato la possibilità di analizzare il processo
produttivo in tutti i suoi passaggi. Ciò che mi ha fatto appassionare di questo processo
sono la sua modernità, la sua sorprendente praticità e la sua caratteristica di essere un
metallo pulito (amico dell'ambiente).
INTRODUZIONE: L'argomento principale della tesina è l'estrusione, argomento che fa parte del programma
di "Processi di produzione metallurgica", in particolare dell'alluminio materiale
relativamente giovane nel campo dell'uso industriale. Strettamente collegata è "Scienza dei
materiali" dove vado a studiare i trattamenti termici che subisce l'alluminio durante il
processo. Essendo poi l'alluminio un metallo definito "pulito", cioè che inquina poco, è
d'obbligo il collegamento con un tema d'attualità che ci riguarda da vicino: l'inquinamento.
In particolare tratterò l'inquinamento prodotto dalle nostre aziende bresciane, ciò mi ha
dato la possibilità di collegare "Matematica" facendo lo studio di una serie storica
riguardante appunto le emissioni inquinanti in aria e in "Sistemi organizzativi
metallurgici" di studiare i metodi utilizzati per abbattere le emissioni in atmosfera di
sostanze inquinanti.
Parlando di alluminio, in ambito italiano pochi sanno che il primo edificio il cui progetto
prevedeva l'alluminio è stato Palazzo Montecatini, progettato e presentato dall'architetto
Giovanni Ponti (detto Giò) e successivamente costruito fra il 1935 e il 1938; anni, a cui
collego "Storia", nei quali l'Italia attaccava l'Etiopia grazie alle mire espansionistiche di
Mussolini.
Per finire in “Italiano”, porto un grande personaggio della letteratura italiana che aderì al
movimento Fascista, Ungaretti Giuseppe.
Cap
ito
lo: M
app
a co
nce
ttu
ale
4
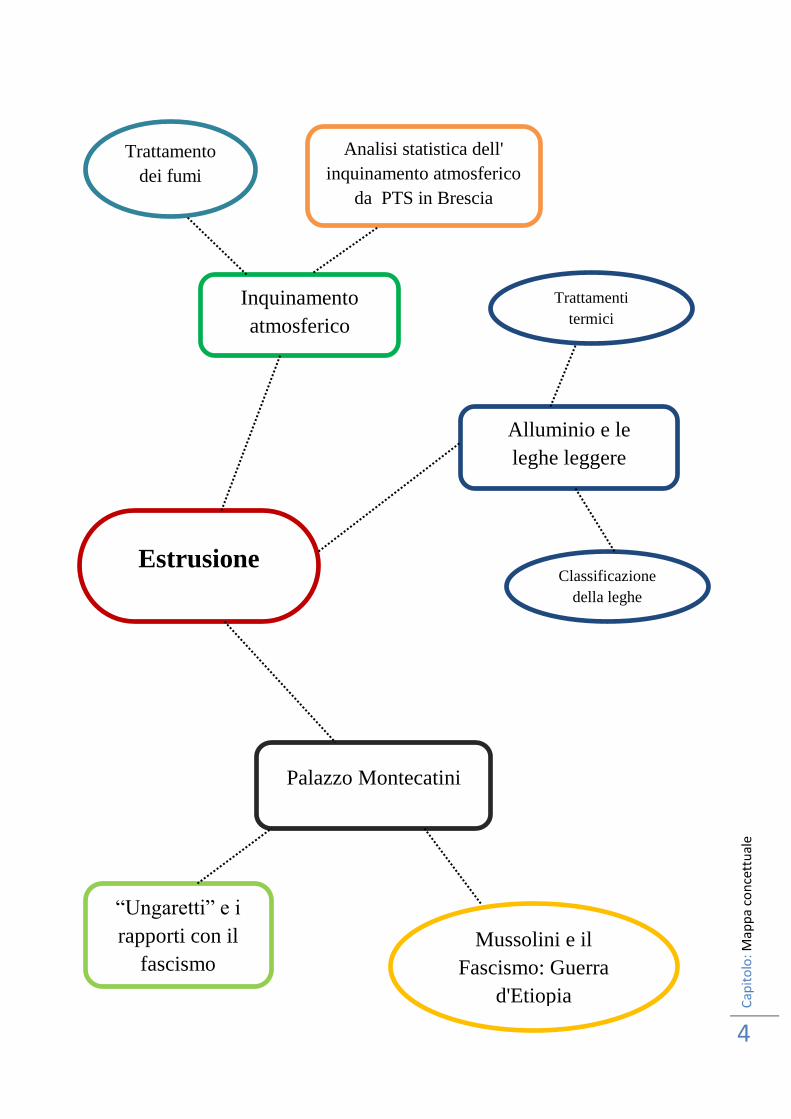
MAPPA CONCETTUALE
Estrusione
Alluminio e le
leghe leggere
Inquinamento
atmosferico
Analisi statistica dell'
inquinamento atmosferico
da PTS in Brescia
Extrusion
and recycling
aluminum
Palazzo Montecatini
“Ungaretti” e i
rapporti con il
fascismo
Trattamento
dei fumi
Trattamenti
termici
Cla
ssif
icaz
ione
del
le l
eghe
Mussolini e il
Fascismo: Guerra
d'Etiopia
Classificazione
della leghe
Cap
ito
lo: E
stru
sio
ne
5
ESTRUSIONE
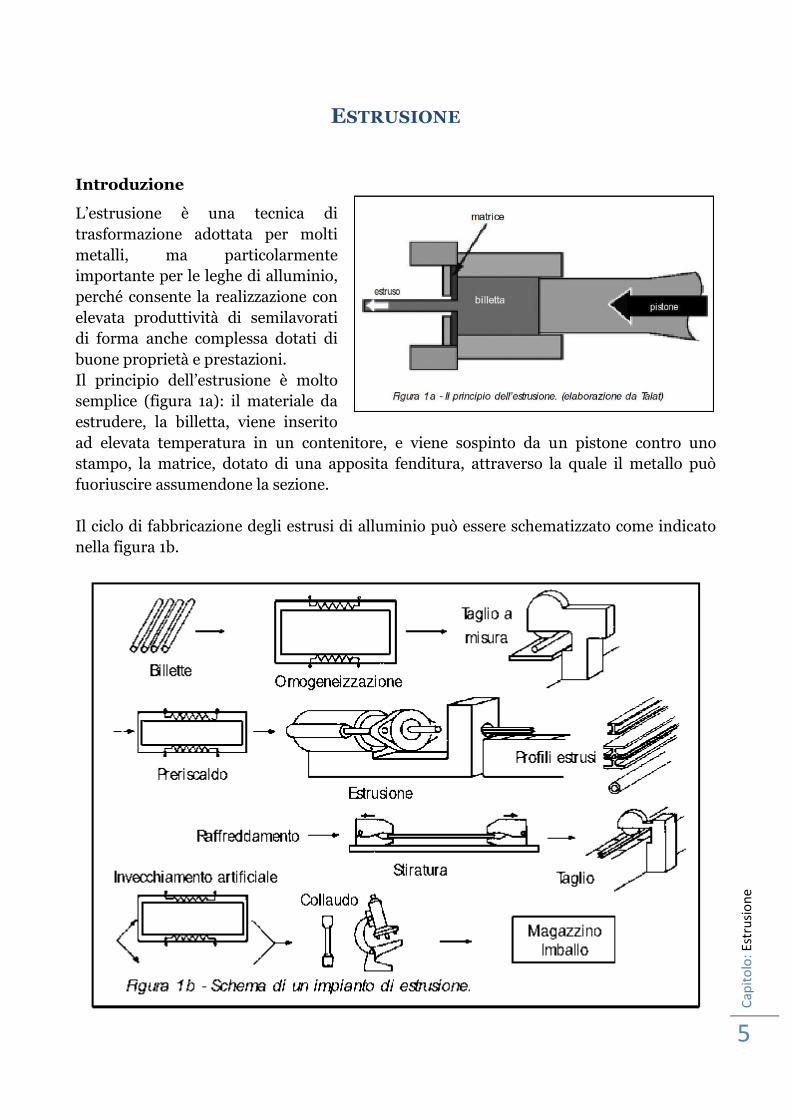
Introduzione
L’estrusione è una tecnica di
trasformazione adottata per molti
metalli, ma particolarmente
importante per le leghe di alluminio,
perché consente la realizzazione con
elevata produttività di semilavorati
di forma anche complessa dotati di
buone proprietà e prestazioni.
Il principio dell’estrusione è molto
semplice (figura 1a): il materiale da
estrudere, la billetta, viene inserito
ad elevata temperatura in un contenitore, e viene sospinto da un pistone contro uno
stampo, la matrice, dotato di una apposita fenditura, attraverso la quale il metallo può
fuoriuscire assumendone la sezione.
Il ciclo di fabbricazione degli estrusi di alluminio può essere schematizzato come indicato
nella figura 1b.
Cap
ito
lo: E
stru
sio
ne
6
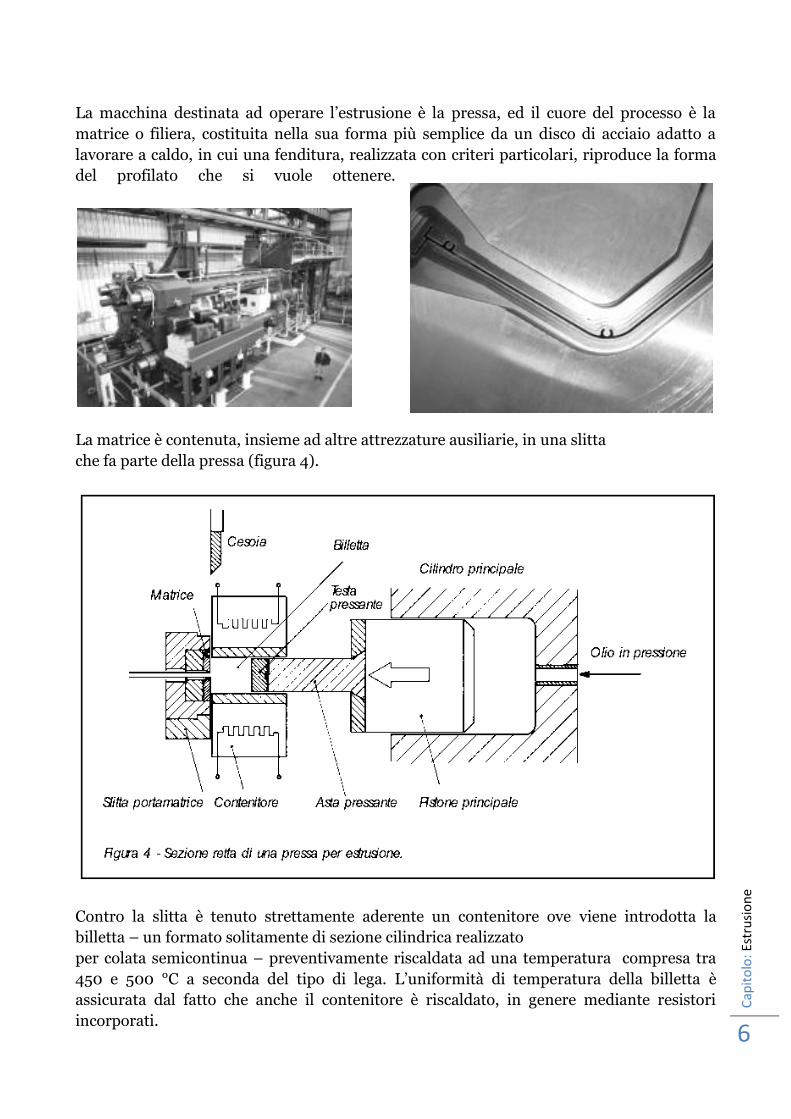
La macchina destinata ad operare l’estrusione è la pressa, ed il cuore del processo è la
matrice o filiera, costituita nella sua forma più semplice da un disco di acciaio adatto a
lavorare a caldo, in cui una fenditura, realizzata con criteri particolari, riproduce la forma
del profilato che si vuole ottenere.
La matrice è contenuta, insieme ad altre attrezzature ausiliarie, in una slitta
che fa parte della pressa (figura 4).
Contro la slitta è tenuto strettamente aderente un contenitore ove viene introdotta la
billetta – un formato solitamente di sezione cilindrica realizzato
per colata semicontinua – preventivamente riscaldata ad una temperatura compresa tra
450 e 500 °C a seconda del tipo di lega. L’uniformità di temperatura della billetta è
assicurata dal fatto che anche il contenitore è riscaldato, in genere mediante resistori
incorporati.

Cap
ito
lo: E
stru
sio
ne
7
Contro la billetta preme l’asta pressante, che porta al suo estremo libero la testa pressante,
destinata ad assorbire l’usura del contatto col metallo caldo in movimento e quindi ad
essere periodicamente sostituita. Provvede alla spinta un pistone principale mediante olio
idraulico, tenuto in pressione nel cilindro principale da apposite pompe. Alle temperature
considerate, la resistenza allo scorrimento delle leghe di alluminio è molto bassa, quindi
sotto l’azione di questa spinta la billetta può scorrere attraverso il foro della matrice,
generando una barra estrusa che ha come sezione retta quella del foro stesso, a meno dei
ritiri di raffreddamento.
Prima che la testa pressante, nel movimento di avanzamento dell’asta, tocchi la matrice, il
processo viene arrestato. Il contenitore scorre all’indietro verso il cilindro liberando la
matrice cui resterà aderente il residuo di billetta (fondello); l’asta pressante arretra ed il
fondello viene distaccato dalla matrice mediante una cesoia che scende dall’alto.
TIPI DI ESTRUSIONE
L’estrusione può essere eseguita sia a caldo che a freddo:
- A freddo:
Si estrudono materiali metallici con bassa resistenza a deformazione o per pezzi di
piccole dimensioni, come piombo, rame, stagno, zinco. In questo tipo di estrusione si
usano presse verticali.
- A caldo:
Si estrudono materiali con elevata resistenza a deformazione come ottoni, acciaio,
alluminio. In questo tipo di estrusione si usano presse orizzontali.
I metodi di estrusione sono vari:
- Estrusione idrostatica
Caratteristica del processo di estrusione è la rilevante intensità delle forze d`attrito tra il
metallo estruso, il contenitore e la matrice. A queste forze è legata, la presenza di
tensioni residue nel prodotto estruso, la tendenza all’incurvamento di questo per la
diversità di resistenza all`efflusso del metallo estruso in diverse zone della sezione
nonché, globalmente, un sensibile aumento dell’intensità dello sforzo di estrusione e
quindi dell’energia spesa per unita di massa del prodotto.
Per ridurre l’influenza negativa di questi parametri si e proposto il processo di
estrusione idrostatica, fondato sul
criterio di provocare insieme con
l`estrusione del metallo la continua
fuoruscita di un velo liquido in forte
pressione, costretto ad uscire anch’esso
dal foro della matrice per l'avanzare del
pistone motore.
Lo schema dell`estrusione idrostatica e
illustrato in figura.

Cap
ito
lo: E
stru
sio
ne
8
Si noti che in questo processo il lingotto e sottoposto ad una pressione uniforme da
parte del liquido in ogni direzione, sia assiale che radiale.
Su tutta la superficie della billetta agisce la pressione del liquido, mentre è evitato il
contatto col contenitore e quindi lo sviluppo delle forze di attrito, che nel processo
normale incrementano notevolmente la resistenza da vincere per l’estrusione.
L’estrusione del metallo attraverso il foro della matrice è quindi prodotta dall’aliquota
dello sforzo totale esercitato dalla pressione del liquido sulla billetta che non è
compensata in corrispondenza della sezione della barra estrusa.
Il liquido per la forte pressione si insinua anche nel foro della matrice, assicurando una
lubrificazione che abbassa di molto anche in questa zona
la resistenza d’attrito.
Le pressioni da raggiungere nel liquido in questo processo sono dell’ordine delle
migliaia di MPa (Mega Pascal). Ciò porta a problemi di non semplice soluzione per la
tenuta delle guarnizioni del pistone e per l’improvviso violento efflusso della massa
liquida dal foro della matrice alla fine del passaggio della billetta estrusa.
Il processo, pertanto, può avere applicazioni per casi particolari, ma non può sostituire il
processo comune; inoltre può essere eseguito soltanto a temperature inferiori a quella di
ebollizione del liquido, quindi sensibilmente più basse di quelle alle quali si opera nel
processo ordinario.
- Estrusione ad urto o a impatto
L’estrusione dell’acciaio, come si é accennato, ha offerto per molto tempo difficoltà
pratiche insormontabili, infatti è di recente ideazione (1940).
L’alta resistenza alla deformazione di queste leghe anche a temperature elevate non ha
consentito di eseguire l`estrusione con le stesse modalità possibili per le leghe non
ferrose o per metalli di bassa resistenza, come rame, alluminio e piombo.
Alle alte temperature occorrenti per ridurre convenientemente la resistenza dell’acciaio
da estrudere, si abbassano le caratteristiche degli acciai impiegati per la costruzione del
contenitore e del pistone, anche se si
ricorre ai tipi più adatti per questi
impieghi.
Se, d’altra parte si ricorresse ad un
sistema di raffreddamento intensivo
del contenitore, inevitabilmente si
produrrebbe, durante la fase di
estrusione, un sensibile
raffreddamento periferico del blocco da estrudere, con rapido aumento della sua
resistenza alla deformazione e quindi dello sforzo totale e della potenza richiesta alla
pressa per portare a termine l’operazione.
L’estrusione dell’acciaio e divenuta tecnicamente possibile ricorrendo
all’impiego di presse molto veloci, e quindi di grande potenza, che consentono di
esaurire la fase di lavoro di un lingotto in pochi secondi. In
un tempo così breve la cessione di calore dal lingotto al contenitore è limitata, pertanto
non si da tempo ne ad un periferico raffreddamento, ne ad un aumento della resistenza
alla deformazione.
Cap
ito
lo: E
stru
sio
ne
9
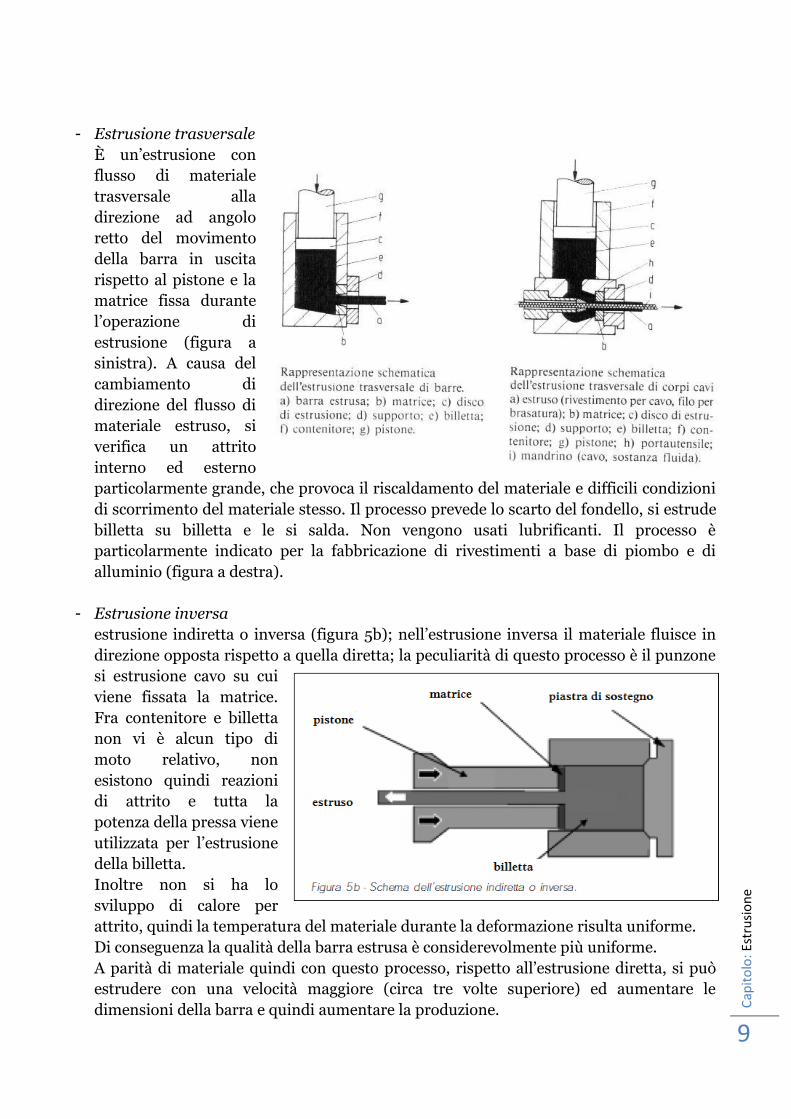
- Estrusione trasversale
È un’estrusione con
flusso di materiale
trasversale alla
direzione ad angolo
retto del movimento
della barra in uscita
rispetto al pistone e la
matrice fissa durante
l’operazione di
estrusione (figura a
sinistra). A causa del
cambiamento di
direzione del flusso di
materiale estruso, si
verifica un attrito
interno ed esterno
particolarmente grande, che provoca il riscaldamento del materiale e difficili condizioni
di scorrimento del materiale stesso. Il processo prevede lo scarto del fondello, si estrude
billetta su billetta e le si salda. Non vengono usati lubrificanti. Il processo è
particolarmente indicato per la fabbricazione di rivestimenti a base di piombo e di
alluminio (figura a destra).
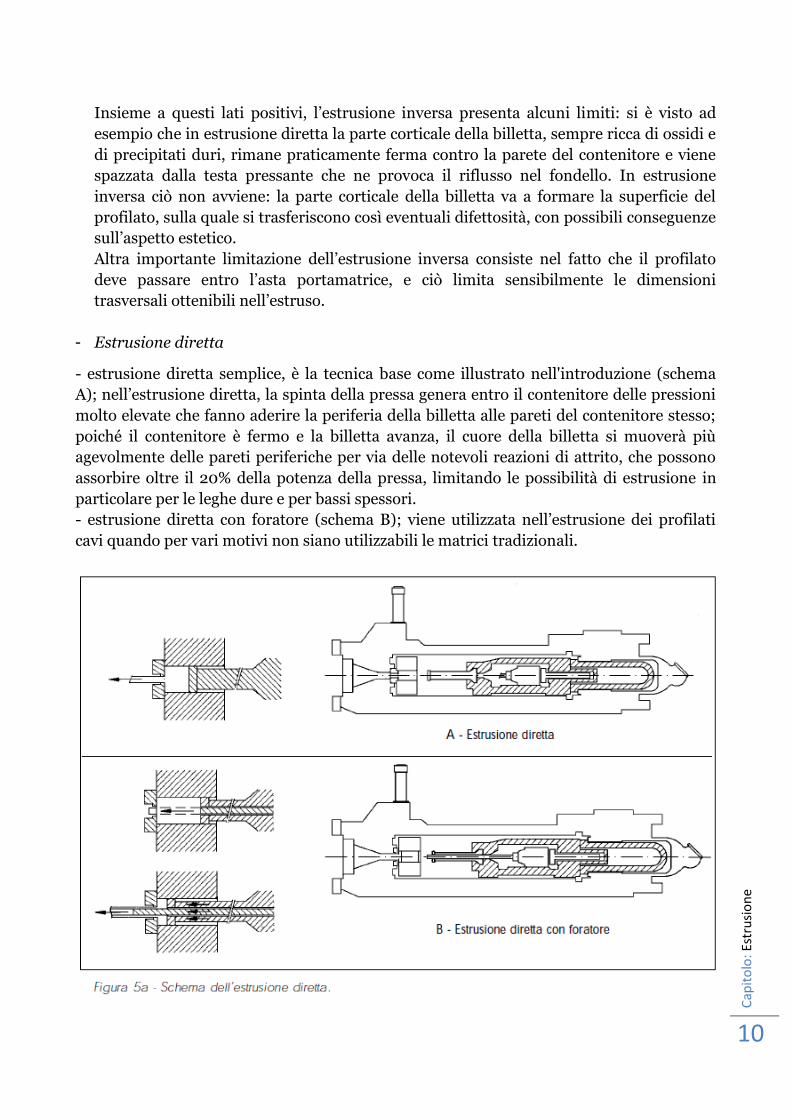
- Estrusione inversa
estrusione indiretta o inversa (figura 5b); nell’estrusione inversa il materiale fluisce in
direzione opposta rispetto a quella diretta; la peculiarità di questo processo è il punzone
si estrusione cavo su cui
viene fissata la matrice.
Fra contenitore e billetta
non vi è alcun tipo di
moto relativo, non
esistono quindi reazioni
di attrito e tutta la
potenza della pressa viene
utilizzata per l’estrusione
della billetta.
Inoltre non si ha lo
sviluppo di calore per
attrito, quindi la temperatura del materiale durante la deformazione risulta uniforme.
Di conseguenza la qualità della barra estrusa è considerevolmente più uniforme.
A parità di materiale quindi con questo processo, rispetto all’estrusione diretta, si può
estrudere con una velocità maggiore (circa tre volte superiore) ed aumentare le
dimensioni della barra e quindi aumentare la produzione.
Cap
ito
lo: E
stru
sio
ne
10
Insieme a questi lati positivi, l’estrusione inversa presenta alcuni limiti: si è visto ad
esempio che in estrusione diretta la parte corticale della billetta, sempre ricca di ossidi e
di precipitati duri, rimane praticamente ferma contro la parete del contenitore e viene
spazzata dalla testa pressante che ne provoca il riflusso nel fondello. In estrusione
inversa ciò non avviene: la parte corticale della billetta va a formare la superficie del
profilato, sulla quale si trasferiscono così eventuali difettosità, con possibili conseguenze
sull’aspetto estetico.
Altra importante limitazione dell’estrusione inversa consiste nel fatto che il profilato
deve passare entro l’asta portamatrice, e ciò limita sensibilmente le dimensioni
trasversali ottenibili nell’estruso.
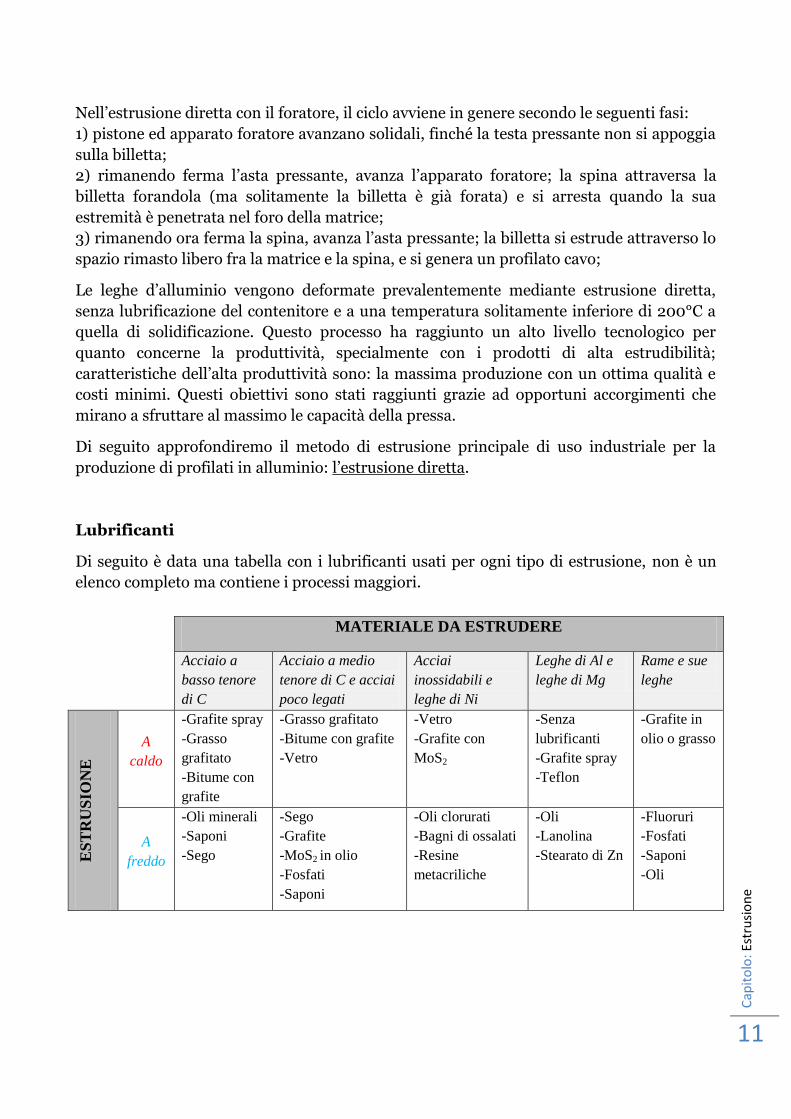
- Estrusione diretta
- estrusione diretta semplice, è la tecnica base come illustrato nell'introduzione (schema
A); nell’estrusione diretta, la spinta della pressa genera entro il contenitore delle pressioni
molto elevate che fanno aderire la periferia della billetta alle pareti del contenitore stesso;
poiché il contenitore è fermo e la billetta avanza, il cuore della billetta si muoverà più
agevolmente delle pareti periferiche per via delle notevoli reazioni di attrito, che possono
assorbire oltre il 20% della potenza della pressa, limitando le possibilità di estrusione in
particolare per le leghe dure e per bassi spessori.
- estrusione diretta con foratore (schema B); viene utilizzata nell’estrusione dei profilati
cavi quando per vari motivi non siano utilizzabili le matrici tradizionali.
Cap
ito
lo: E
stru
sio
ne
11
Nell’estrusione diretta con il foratore, il ciclo avviene in genere secondo le seguenti fasi:
1) pistone ed apparato foratore avanzano solidali, finché la testa pressante non si appoggia
sulla billetta;
2) rimanendo ferma l’asta pressante, avanza l’apparato foratore; la spina attraversa la
billetta forandola (ma solitamente la billetta è già forata) e si arresta quando la sua
estremità è penetrata nel foro della matrice;
3) rimanendo ora ferma la spina, avanza l’asta pressante; la billetta si estrude attraverso lo
spazio rimasto libero fra la matrice e la spina, e si genera un profilato cavo;
Le leghe d’alluminio vengono deformate prevalentemente mediante estrusione diretta,
senza lubrificazione del contenitore e a una temperatura solitamente inferiore di 200°C a
quella di solidificazione. Questo processo ha raggiunto un alto livello tecnologico per
quanto concerne la produttività, specialmente con i prodotti di alta estrudibilità;
caratteristiche dell’alta produttività sono: la massima produzione con un ottima qualità e
costi minimi. Questi obiettivi sono stati raggiunti grazie ad opportuni accorgimenti che
mirano a sfruttare al massimo le capacità della pressa.
Di seguito approfondiremo il metodo di estrusione principale di uso industriale per la
produzione di profilati in alluminio: l’estrusione diretta.
Lubrificanti
Di seguito è data una tabella con i lubrificanti usati per ogni tipo di estrusione, non è un
elenco completo ma contiene i processi maggiori.
MATERIALE DA ESTRUDERE
Acciaio a
basso tenore
di C
Acciaio a medio
tenore di C e acciai
poco legati
Acciai
inossidabili e
leghe di Ni
Leghe di Al e
leghe di Mg
Rame e sue
leghe
ES
TR
US
ION
E
A
caldo
-Grafite spray
-Grasso
grafitato
-Bitume con
grafite
-Grasso grafitato
-Bitume con grafite
-Vetro
-Vetro
-Grafite con
MoS2
-Senza
lubrificanti
-Grafite spray
-Teflon
-Grafite in
olio o grasso
A
freddo
-Oli minerali
-Saponi
-Sego
-Sego
-Grafite
-MoS2 in olio
-Fosfati
-Saponi
-Oli clorurati
-Bagni di ossalati
-Resine
metacriliche
-Oli
-Lanolina
-Stearato di Zn
-Fluoruri
-Fosfati
-Saponi
-Oli
Cap
ito
lo: E
stru
sio
ne
12
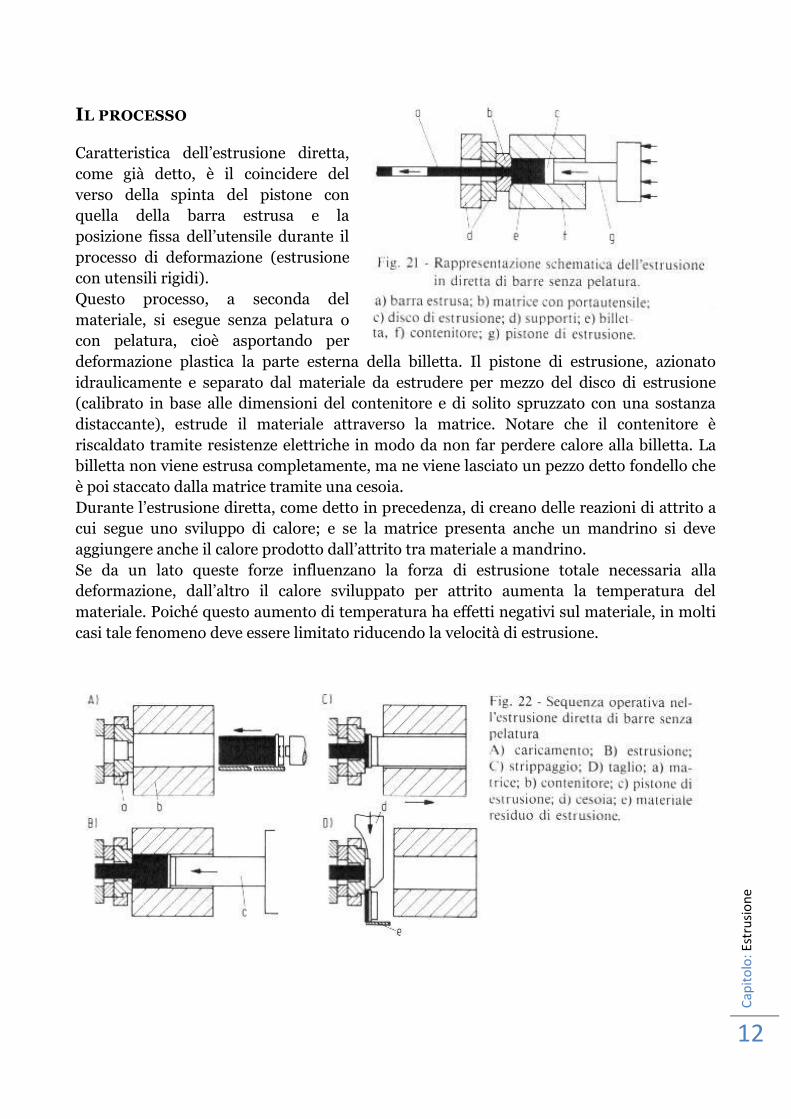
IL PROCESSO
Caratteristica dell’estrusione diretta,
come già detto, è il coincidere del
verso della spinta del pistone con
quella della barra estrusa e la
posizione fissa dell’utensile durante il
processo di deformazione (estrusione
con utensili rigidi).
Questo processo, a seconda del
materiale, si esegue senza pelatura o
con pelatura, cioè asportando per
deformazione plastica la parte esterna della billetta. Il pistone di estrusione, azionato
idraulicamente e separato dal materiale da estrudere per mezzo del disco di estrusione
(calibrato in base alle dimensioni del contenitore e di solito spruzzato con una sostanza
distaccante), estrude il materiale attraverso la matrice. Notare che il contenitore è
riscaldato tramite resistenze elettriche in modo da non far perdere calore alla billetta. La
billetta non viene estrusa completamente, ma ne viene lasciato un pezzo detto fondello che
è poi staccato dalla matrice tramite una cesoia.
Durante l’estrusione diretta, come detto in precedenza, di creano delle reazioni di attrito a
cui segue uno sviluppo di calore; e se la matrice presenta anche un mandrino si deve
aggiungere anche il calore prodotto dall’attrito tra materiale a mandrino.
Se da un lato queste forze influenzano la forza di estrusione totale necessaria alla
deformazione, dall’altro il calore sviluppato per attrito aumenta la temperatura del
materiale. Poiché questo aumento di temperatura ha effetti negativi sul materiale, in molti
casi tale fenomeno deve essere limitato riducendo la velocità di estrusione.

Cap
ito
lo: E
stru
sio
ne
13
Cap
ito
lo: E
stru
sio
ne
14
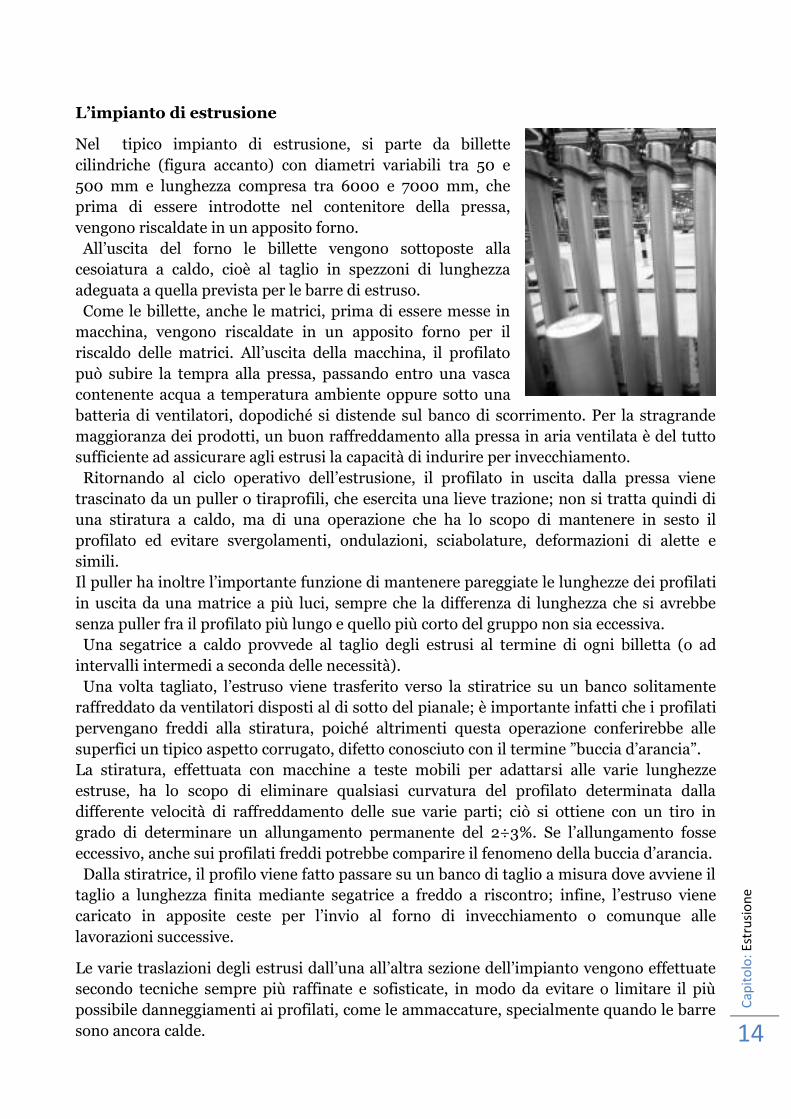
L’impianto di estrusione
Nel tipico impianto di estrusione, si parte da billette
cilindriche (figura accanto) con diametri variabili tra 50 e
500 mm e lunghezza compresa tra 6000 e 7000 mm, che
prima di essere introdotte nel contenitore della pressa,
vengono riscaldate in un apposito forno.
All’uscita del forno le billette vengono sottoposte alla
cesoiatura a caldo, cioè al taglio in spezzoni di lunghezza
adeguata a quella prevista per le barre di estruso.
Come le billette, anche le matrici, prima di essere messe in
macchina, vengono riscaldate in un apposito forno per il
riscaldo delle matrici. All’uscita della macchina, il profilato
può subire la tempra alla pressa, passando entro una vasca
contenente acqua a temperatura ambiente oppure sotto una
batteria di ventilatori, dopodiché si distende sul banco di scorrimento. Per la stragrande
maggioranza dei prodotti, un buon raffreddamento alla pressa in aria ventilata è del tutto
sufficiente ad assicurare agli estrusi la capacità di indurire per invecchiamento.
Ritornando al ciclo operativo dell’estrusione, il profilato in uscita dalla pressa viene
trascinato da un puller o tiraprofili, che esercita una lieve trazione; non si tratta quindi di
una stiratura a caldo, ma di una operazione che ha lo scopo di mantenere in sesto il
profilato ed evitare svergolamenti, ondulazioni, sciabolature, deformazioni di alette e
simili.
Il puller ha inoltre l’importante funzione di mantenere pareggiate le lunghezze dei profilati
in uscita da una matrice a più luci, sempre che la differenza di lunghezza che si avrebbe
senza puller fra il profilato più lungo e quello più corto del gruppo non sia eccessiva.
Una segatrice a caldo provvede al taglio degli estrusi al termine di ogni billetta (o ad
intervalli intermedi a seconda delle necessità).
Una volta tagliato, l’estruso viene trasferito verso la stiratrice su un banco solitamente
raffreddato da ventilatori disposti al di sotto del pianale; è importante infatti che i profilati
pervengano freddi alla stiratura, poiché altrimenti questa operazione conferirebbe alle
superfici un tipico aspetto corrugato, difetto conosciuto con il termine ”buccia d’arancia”.
La stiratura, effettuata con macchine a teste mobili per adattarsi alle varie lunghezze
estruse, ha lo scopo di eliminare qualsiasi curvatura del profilato determinata dalla
differente velocità di raffreddamento delle sue varie parti; ciò si ottiene con un tiro in
grado di determinare un allungamento permanente del 2÷3%. Se l’allungamento fosse
eccessivo, anche sui profilati freddi potrebbe comparire il fenomeno della buccia d’arancia.
Dalla stiratrice, il profilo viene fatto passare su un banco di taglio a misura dove avviene il
taglio a lunghezza finita mediante segatrice a freddo a riscontro; infine, l’estruso viene
caricato in apposite ceste per l’invio al forno di invecchiamento o comunque alle
lavorazioni successive.
Le varie traslazioni degli estrusi dall’una all’altra sezione dell’impianto vengono effettuate
secondo tecniche sempre più raffinate e sofisticate, in modo da evitare o limitare il più
possibile danneggiamenti ai profilati, come le ammaccature, specialmente quando le barre
sono ancora calde.

Cap
ito
lo: E
stru
sio
ne
15
Altri difetti possono prodursi per non corretto stivaggio dei profilati nelle ceste, o per
scarsa cura durante le manipolazioni che le ceste devono subire.
Un altro difetto di natura microstrutturale si può generare sul banco di movimentazione,
dove il profilato viene raffreddato da aria soffiata dal basso, ma si raffredda di più dove la
sua luce è libera che non nelle zone d’appoggio; in tal modo si possono determinare
diversità nella struttura metallurgica dell’estruso, con la possibile comparsa di differenze di
colore dopo eventuale ossidazione anodica.
La pressa
Il dato fondamentale per la progettazione di una pressa per estrusione è il valore massimo
dello sforzo da esercitare sul lingotto lavorato.
L’intensità della forza occorrente per questa lavorazione dipende dal rapporto di
estrusione, cioè il rapporto fra la sezione della billetta e la sezione dell’estruso, a sua volta
funzione decrescente della temperatura, dalla velocità di estrusione e dalla complessità del
foro della matrice.
Il rapporto di estrusione può variare tra limiti estesi, a differenza della trafilatura in cui
questo rapporto è ben definito entro limiti ferrei.
Il tipo di metallo e la temperatura di lavoro determinano il valore della resistenza alla
deformazione. L’estrusione può essere eseguita a temperatura ambiente solo per i metalli
con bassa resistenza alla deformazione come stagno, piombo e loro leghe. Per altri metalli
si opera a temperature opportunamente elevate per ridurne la resistenza alla
deformazione. Conviene quindi adottare temperature il più possibile elevate
compatibilmente con le caratteristiche di resistenza dell’acciaio con cui si costruiscono
contenitore e matrice.
La pressione applicata al fondo della billetta per produrre l’estrusione è sempre molto
elevata e può andare da 30 a 1200 N/mm2. Per l’alluminio e leghe siamo fra i 30 e i 240
N/mm2.
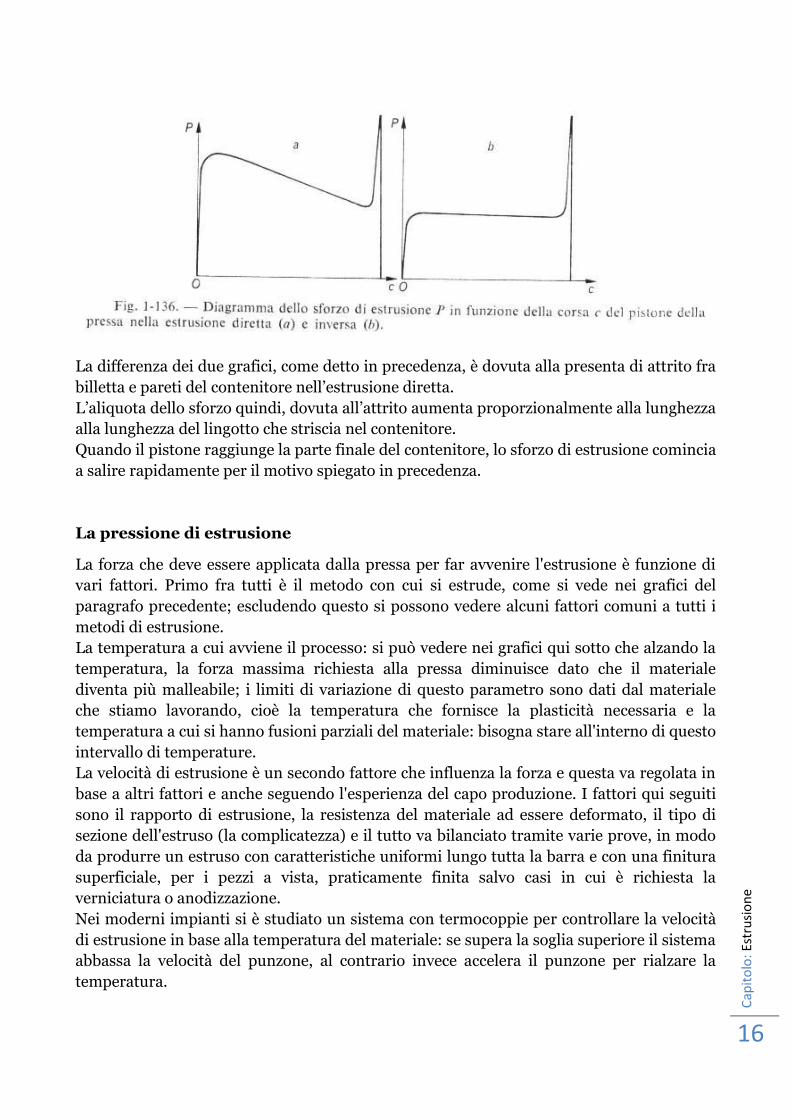
Lo sforzo totale di estrusione da applicare alla billetta in funzione della corsa mostra un
andamento sensibilmente diverso nell’estrusione diretta ed inversa come vediamo nei
grafici.
Pressa da estrusione
da 600 tonnellate
Cap
ito
lo: E
stru
sio
ne
16
La differenza dei due grafici, come detto in precedenza, è dovuta alla presenta di attrito fra
billetta e pareti del contenitore nell’estrusione diretta.
L’aliquota dello sforzo quindi, dovuta all’attrito aumenta proporzionalmente alla lunghezza
alla lunghezza del lingotto che striscia nel contenitore.
Quando il pistone raggiunge la parte finale del contenitore, lo sforzo di estrusione comincia
a salire rapidamente per il motivo spiegato in precedenza.
La pressione di estrusione
La forza che deve essere applicata dalla pressa per far avvenire l'estrusione è funzione di
vari fattori. Primo fra tutti è il metodo con cui si estrude, come si vede nei grafici del
paragrafo precedente; escludendo questo si possono vedere alcuni fattori comuni a tutti i
metodi di estrusione.
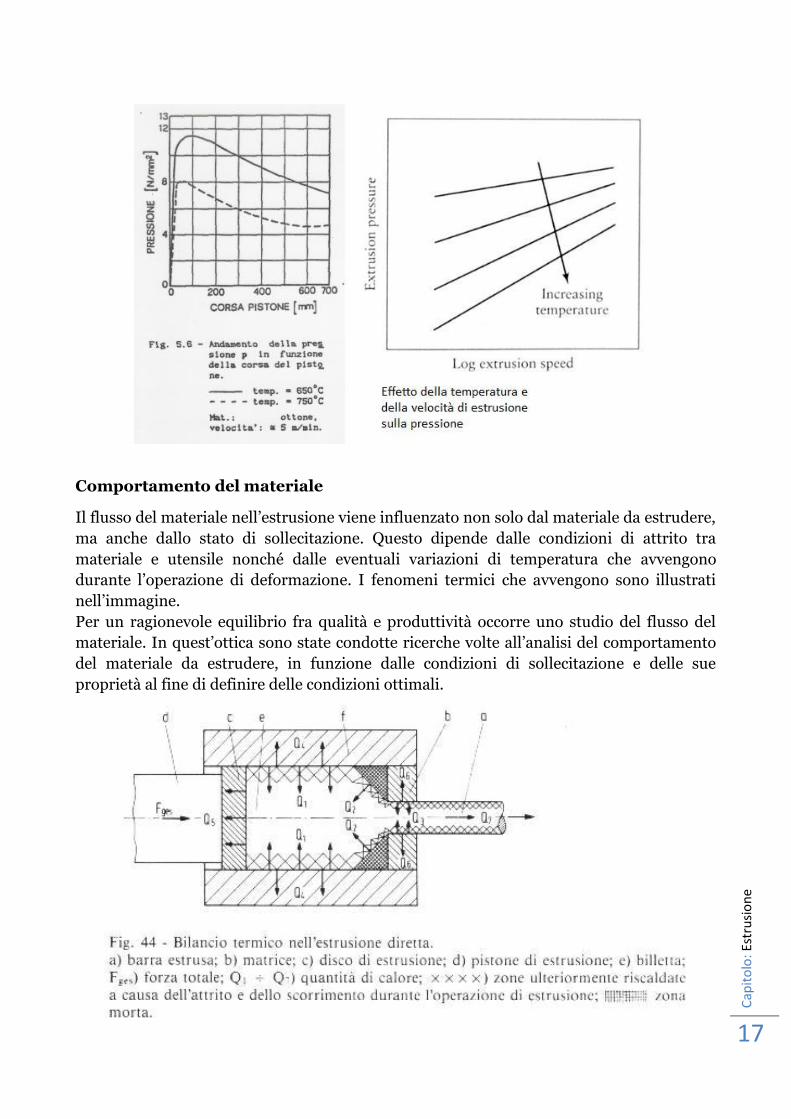
La temperatura a cui avviene il processo: si può vedere nei grafici qui sotto che alzando la
temperatura, la forza massima richiesta alla pressa diminuisce dato che il materiale
diventa più malleabile; i limiti di variazione di questo parametro sono dati dal materiale
che stiamo lavorando, cioè la temperatura che fornisce la plasticità necessaria e la
temperatura a cui si hanno fusioni parziali del materiale: bisogna stare all'interno di questo
intervallo di temperature.
La velocità di estrusione è un secondo fattore che influenza la forza e questa va regolata in
base a altri fattori e anche seguendo l'esperienza del capo produzione. I fattori qui seguiti
sono il rapporto di estrusione, la resistenza del materiale ad essere deformato, il tipo di
sezione dell'estruso (la complicatezza) e il tutto va bilanciato tramite varie prove, in modo
da produrre un estruso con caratteristiche uniformi lungo tutta la barra e con una finitura
superficiale, per i pezzi a vista, praticamente finita salvo casi in cui è richiesta la
verniciatura o anodizzazione.
Nei moderni impianti si è studiato un sistema con termocoppie per controllare la velocità
di estrusione in base alla temperatura del materiale: se supera la soglia superiore il sistema
abbassa la velocità del punzone, al contrario invece accelera il punzone per rialzare la
temperatura.
Cap
ito
lo: E
stru
sio
ne
17
Comportamento del materiale
Il flusso del materiale nell’estrusione viene influenzato non solo dal materiale da estrudere,
ma anche dallo stato di sollecitazione. Questo dipende dalle condizioni di attrito tra
materiale e utensile nonché dalle eventuali variazioni di temperatura che avvengono
durante l’operazione di deformazione. I fenomeni termici che avvengono sono illustrati
nell’immagine.
Per un ragionevole equilibrio fra qualità e produttività occorre uno studio del flusso del
materiale. In quest’ottica sono state condotte ricerche volte all’analisi del comportamento
del materiale da estrudere, in funzione dalle condizioni di sollecitazione e delle sue
proprietà al fine di definire delle condizioni ottimali.
Cap
ito
lo: E
stru
sio
ne
18
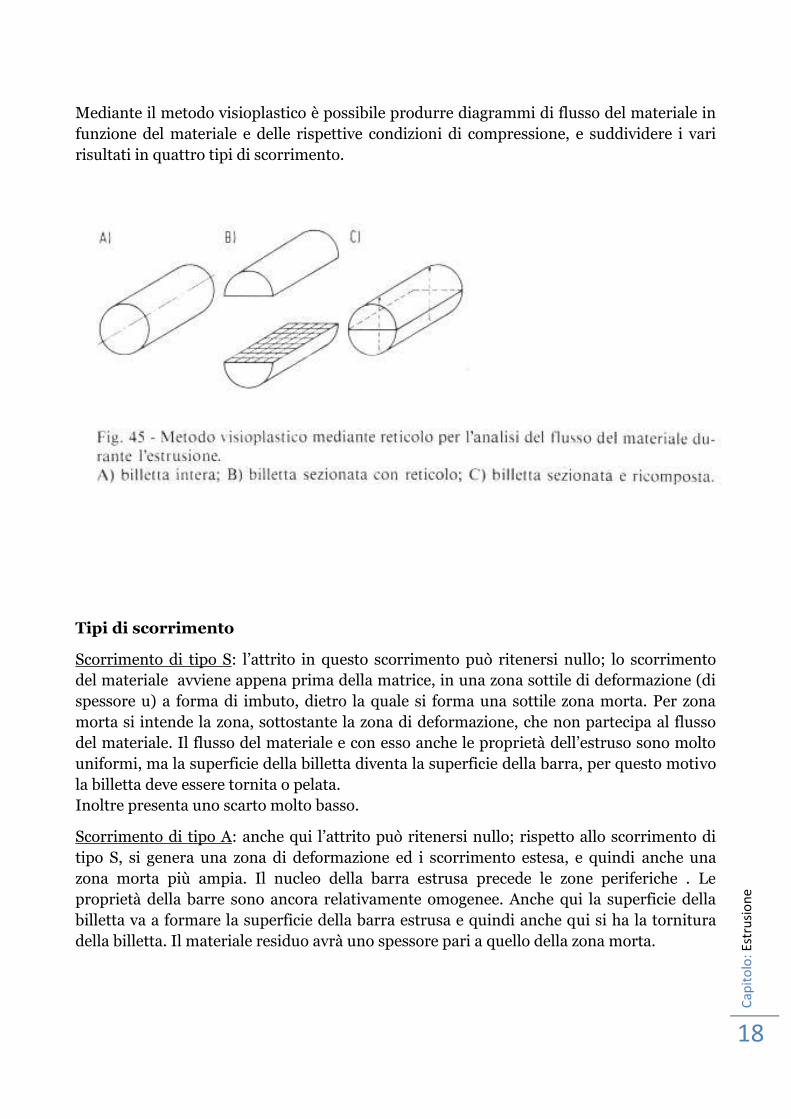
Mediante il metodo visioplastico è possibile produrre diagrammi di flusso del materiale in
funzione del materiale e delle rispettive condizioni di compressione, e suddividere i vari
risultati in quattro tipi di scorrimento.
Tipi di scorrimento
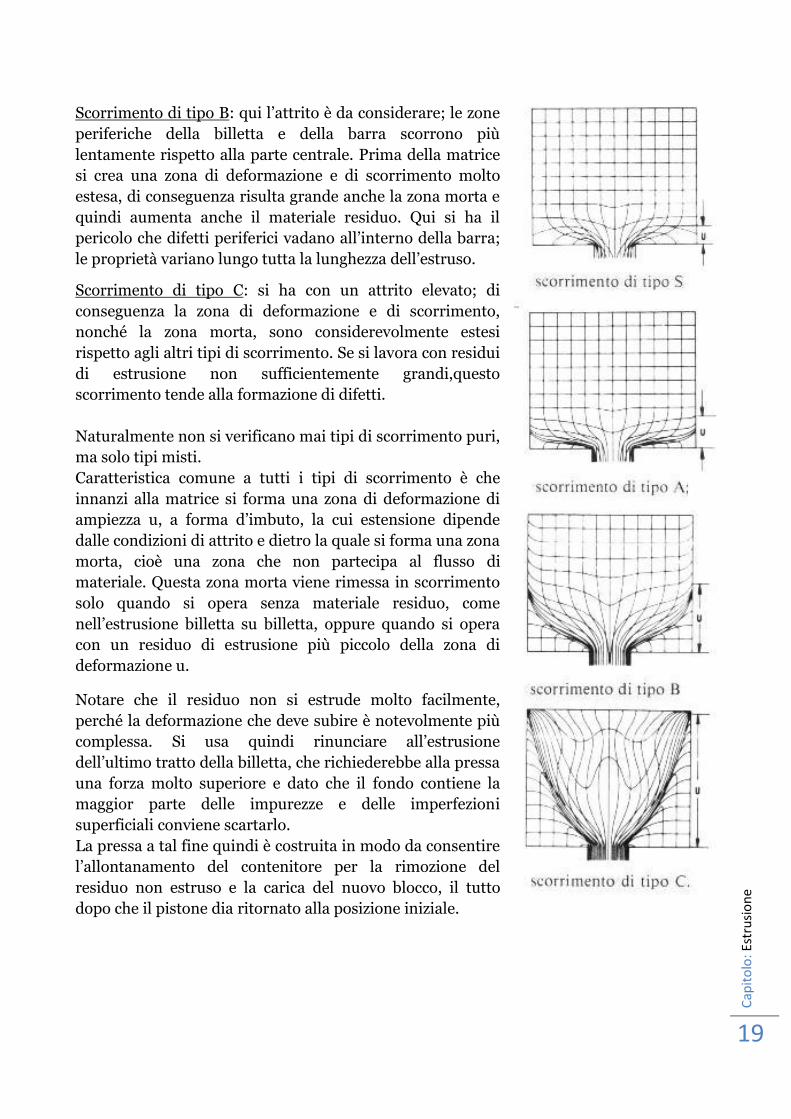
Scorrimento di tipo S: l’attrito in questo scorrimento può ritenersi nullo; lo scorrimento
del materiale avviene appena prima della matrice, in una zona sottile di deformazione (di
spessore u) a forma di imbuto, dietro la quale si forma una sottile zona morta. Per zona
morta si intende la zona, sottostante la zona di deformazione, che non partecipa al flusso
del materiale. Il flusso del materiale e con esso anche le proprietà dell’estruso sono molto
uniformi, ma la superficie della billetta diventa la superficie della barra, per questo motivo
la billetta deve essere tornita o pelata.
Inoltre presenta uno scarto molto basso.
Scorrimento di tipo A: anche qui l’attrito può ritenersi nullo; rispetto allo scorrimento di
tipo S, si genera una zona di deformazione ed i scorrimento estesa, e quindi anche una
zona morta più ampia. Il nucleo della barra estrusa precede le zone periferiche . Le
proprietà della barre sono ancora relativamente omogenee. Anche qui la superficie della
billetta va a formare la superficie della barra estrusa e quindi anche qui si ha la tornitura
della billetta. Il materiale residuo avrà uno spessore pari a quello della zona morta.
Cap
ito
lo: E
stru
sio
ne
19
Scorrimento di tipo B: qui l’attrito è da considerare; le zone
periferiche della billetta e della barra scorrono più
lentamente rispetto alla parte centrale. Prima della matrice
si crea una zona di deformazione e di scorrimento molto
estesa, di conseguenza risulta grande anche la zona morta e
quindi aumenta anche il materiale residuo. Qui si ha il
pericolo che difetti periferici vadano all’interno della barra;
le proprietà variano lungo tutta la lunghezza dell’estruso.
Scorrimento di tipo C: si ha con un attrito elevato; di
conseguenza la zona di deformazione e di scorrimento,
nonché la zona morta, sono considerevolmente estesi
rispetto agli altri tipi di scorrimento. Se si lavora con residui
di estrusione non sufficientemente grandi,questo
scorrimento tende alla formazione di difetti.
Naturalmente non si verificano mai tipi di scorrimento puri,
ma solo tipi misti.
Caratteristica comune a tutti i tipi di scorrimento è che
innanzi alla matrice si forma una zona di deformazione di
ampiezza u, a forma d’imbuto, la cui estensione dipende
dalle condizioni di attrito e dietro la quale si forma una zona
morta, cioè una zona che non partecipa al flusso di
materiale. Questa zona morta viene rimessa in scorrimento
solo quando si opera senza materiale residuo, come
nell’estrusione billetta su billetta, oppure quando si opera
con un residuo di estrusione più piccolo della zona di
deformazione u.
Notare che il residuo non si estrude molto facilmente,
perché la deformazione che deve subire è notevolmente più
complessa. Si usa quindi rinunciare all’estrusione
dell’ultimo tratto della billetta, che richiederebbe alla pressa
una forza molto superiore e dato che il fondo contiene la
maggior parte delle impurezze e delle imperfezioni
superficiali conviene scartarlo.
La pressa a tal fine quindi è costruita in modo da consentire
l’allontanamento del contenitore per la rimozione del
residuo non estruso e la carica del nuovo blocco, il tutto
dopo che il pistone dia ritornato alla posizione iniziale.
Cap
ito
lo: E
stru
sio
ne
20
LA MATRICE
Questo pezzo è intercambiabile, dovendo essere sostituito quando si passa alla
fabbricazione di un nuovo profilato o quando l’usura o l’alterazione di forma abbia
superato i limiti accettabili in relazione alle tolleranze richieste.
La matrice prima di essere montata nella pressa viene preparata tramite un
preriscaldamento (alla temperatura di lavoro) in forni elettrici, in appositi “cassetti”
sottovuoto e atmosfera inerte (azoto) per alcune ore, in modo da prepararli al contatto con
la billetta ad alte temperature.
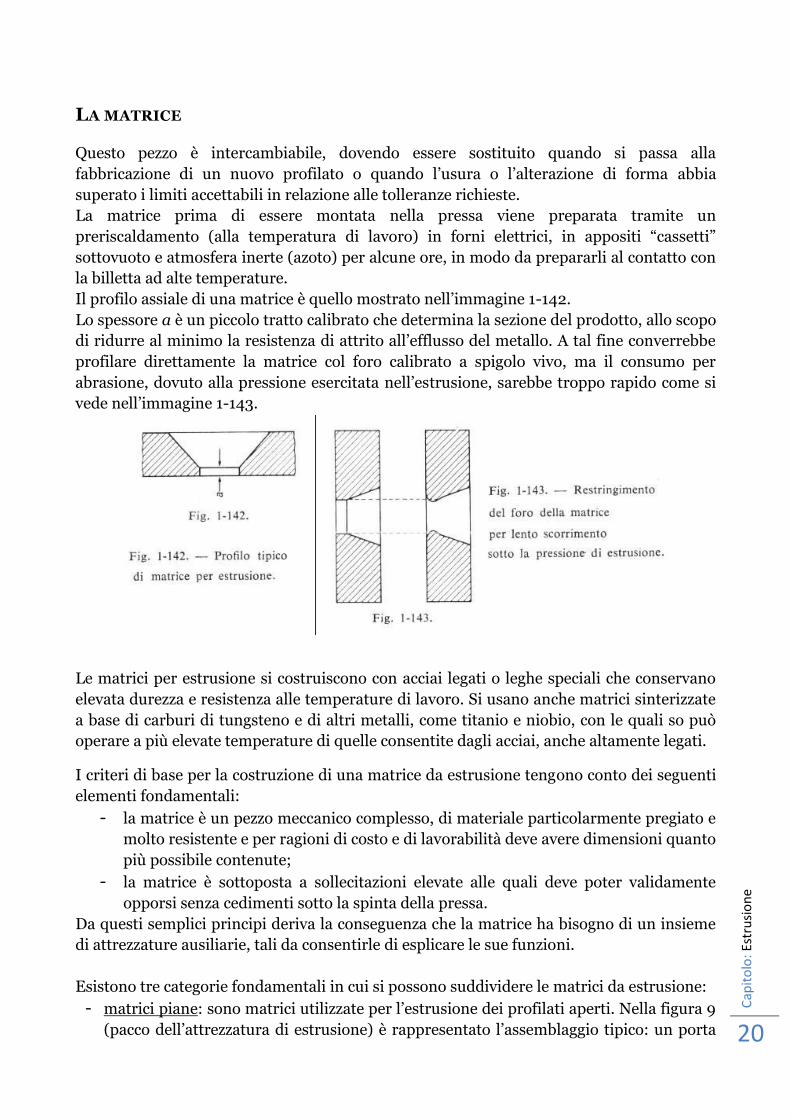
Il profilo assiale di una matrice è quello mostrato nell’immagine 1-142.
Lo spessore a è un piccolo tratto calibrato che determina la sezione del prodotto, allo scopo
di ridurre al minimo la resistenza di attrito all’efflusso del metallo. A tal fine converrebbe
profilare direttamente la matrice col foro calibrato a spigolo vivo, ma il consumo per
abrasione, dovuto alla pressione esercitata nell’estrusione, sarebbe troppo rapido come si
vede nell’immagine 1-143.
Le matrici per estrusione si costruiscono con acciai legati o leghe speciali che conservano
elevata durezza e resistenza alle temperature di lavoro. Si usano anche matrici sinterizzate
a base di carburi di tungsteno e di altri metalli, come titanio e niobio, con le quali so può
operare a più elevate temperature di quelle consentite dagli acciai, anche altamente legati.
I criteri di base per la costruzione di una matrice da estrusione tengono conto dei seguenti
elementi fondamentali:
- la matrice è un pezzo meccanico complesso, di materiale particolarmente pregiato e
molto resistente e per ragioni di costo e di lavorabilità deve avere dimensioni quanto
più possibile contenute;
- la matrice è sottoposta a sollecitazioni elevate alle quali deve poter validamente
opporsi senza cedimenti sotto la spinta della pressa.
Da questi semplici principi deriva la conseguenza che la matrice ha bisogno di un insieme
di attrezzature ausiliarie, tali da consentirle di esplicare le sue funzioni.
Esistono tre categorie fondamentali in cui si possono suddividere le matrici da estrusione:
- matrici piane: sono matrici utilizzate per l’estrusione dei profilati aperti. Nella figura 9
(pacco dell’attrezzatura di estrusione) è rappresentato l’assemblaggio tipico: un porta
Cap
ito
lo: E
stru
sio
ne
21
matrice, per consentirne l’inserimento nella slitta, una sottomatrice con una fenditura
ad apertura di poco superiore a quella della matrice, una serie di anelli (bolsters)
completa infine il sostegno riempiendo lo spazio disponibile nella slitta.
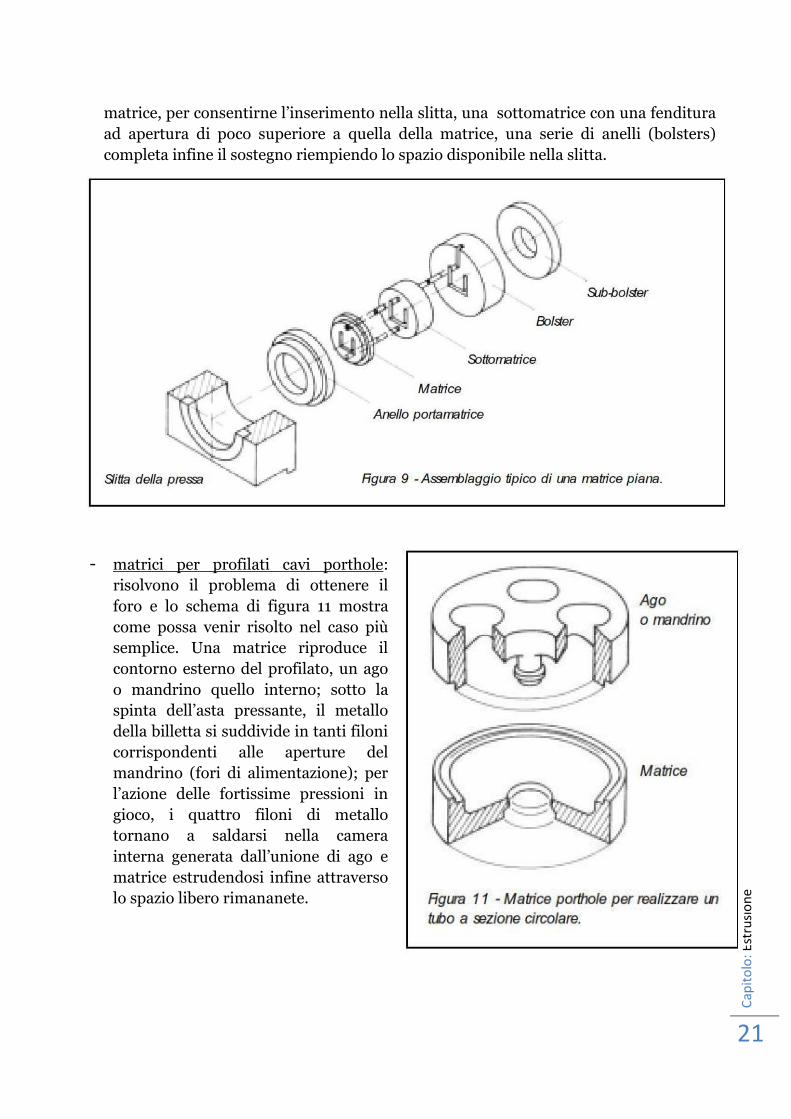
- matrici per profilati cavi porthole:
risolvono il problema di ottenere il
foro e lo schema di figura 11 mostra
come possa venir risolto nel caso più
semplice. Una matrice riproduce il
contorno esterno del profilato, un ago
o mandrino quello interno; sotto la
spinta dell’asta pressante, il metallo
della billetta si suddivide in tanti filoni
corrispondenti alle aperture del
mandrino (fori di alimentazione); per
l’azione delle fortissime pressioni in
gioco, i quattro filoni di metallo
tornano a saldarsi nella camera
interna generata dall’unione di ago e
matrice estrudendosi infine attraverso
lo spazio libero rimananete.

Cap
ito
lo: E
stru
sio
ne
22
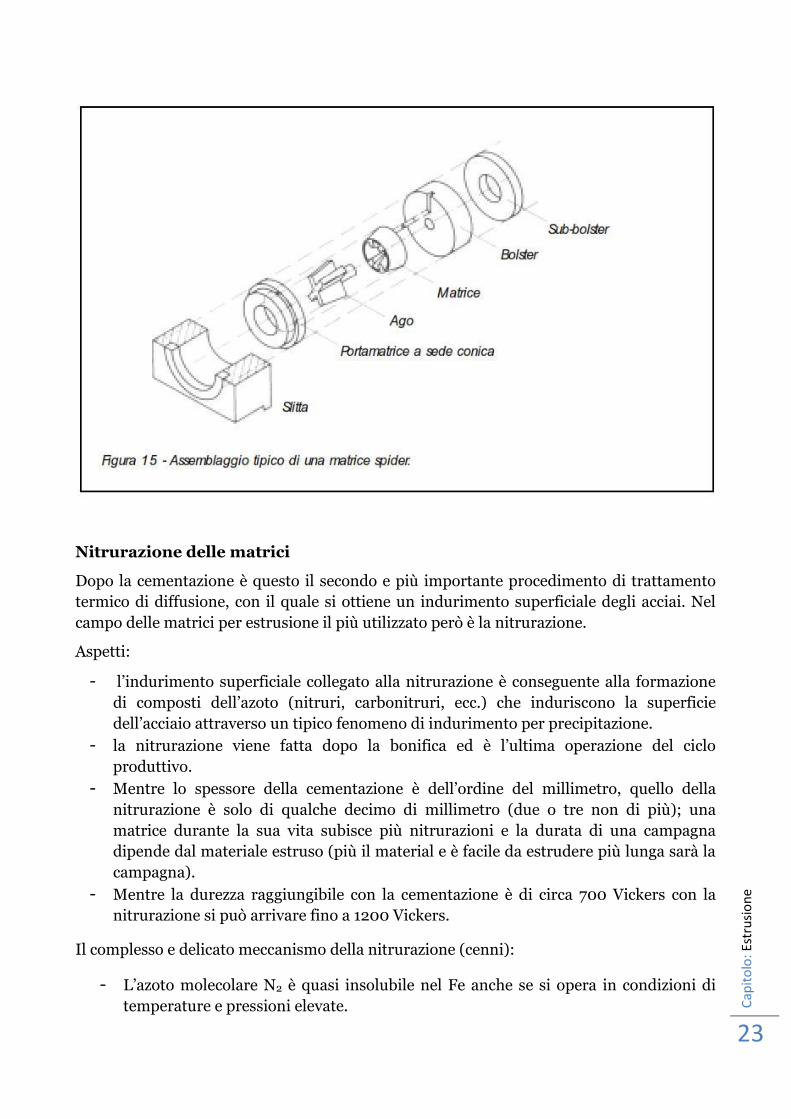
- matrici per profilati cavi spider (il loro nome deriva dall’andamento a zampa di ragno dei
sostegni dell’ago): questo tipo di attrezzatura presenta la stessa utilizzazione delle matrici
porthole, con la differenza che ago e matrice sono inoltre
inscritti in una superficie conica e ciò comporta la necessità di un porta matrice a sede
interna conica. La tecnologia avanzata tende a ricorrere sempre più spesso alle matrici tipo
spider, sia perché sono più
semplici da lavorare e questo ne
diminuisce il costo, sia perché
questa attrezzatura consente una
maggior velocità di estrusione. Il
loro difetto è che sono meno
resistenti rispetto alle porthole e
quindi vengono preferite per
estrusi di forma piuttosto
raccolta e simmetrica.
Non si dovrà però dimenticare
che, nonostante gli sforzi ed i
miglioramenti, l’estrusione è una
tecnica di formatura a caldo, con
tutti i limiti che ciò comporta,
primo fra tutti quello di non
consentire tolleranze
eccessivamente ristrette su
superfici di lavorazione
meccanica.
Cap
ito
lo: E
stru
sio
ne
23
Nitrurazione delle matrici
Dopo la cementazione è questo il secondo e più importante procedimento di trattamento
termico di diffusione, con il quale si ottiene un indurimento superficiale degli acciai. Nel
campo delle matrici per estrusione il più utilizzato però è la nitrurazione.
Aspetti:
- l’indurimento superficiale collegato alla nitrurazione è conseguente alla formazione
di composti dell’azoto (nitruri, carbonitruri, ecc.) che induriscono la superficie
dell’acciaio attraverso un tipico fenomeno di indurimento per precipitazione.
- la nitrurazione viene fatta dopo la bonifica ed è l’ultima operazione del ciclo
produttivo.
- Mentre lo spessore della cementazione è dell’ordine del millimetro, quello della
nitrurazione è solo di qualche decimo di millimetro (due o tre non di più); una
matrice durante la sua vita subisce più nitrurazioni e la durata di una campagna
dipende dal materiale estruso (più il material e è facile da estrudere più lunga sarà la
campagna).
- Mentre la durezza raggiungibile con la cementazione è di circa 700 Vickers con la
nitrurazione si può arrivare fino a 1200 Vickers.
Il complesso e delicato meccanismo della nitrurazione (cenni):
- L’azoto molecolare N2 è quasi insolubile nel Fe anche se si opera in condizioni di
temperature e pressioni elevate.
Cap
ito
lo: E
stru
sio
ne
24
- La diffusione dell’azoto nel ferro richiede condizioni ben definite: si opera a circa
520°C (la temperatura migliore per far avvenire la reazione
NH3 + 4Fe Fe4N+3/2 H2), in corrente di ammoniaca.
- Non conviene in generale superare lo spessore di 2-3 decimi di millimetro per lo
spessore nitrurato per non aumentare la fragilità dello strato nitrurato stesso e per i
pericoli di scagliatura.
DIFETTI NEL PROCESSO DI ESTRUSIONE Oltre ai difetti già elencati in precedenza ne vanno riportati altri.
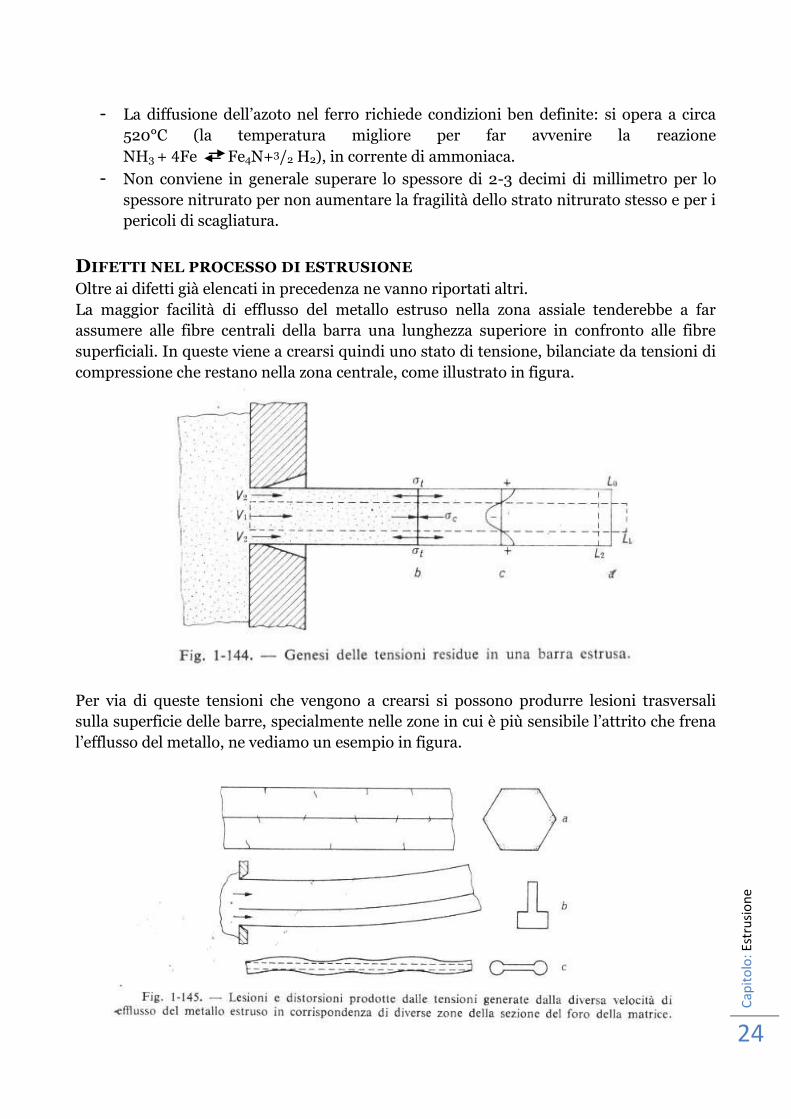
La maggior facilità di efflusso del metallo estruso nella zona assiale tenderebbe a far
assumere alle fibre centrali della barra una lunghezza superiore in confronto alle fibre
superficiali. In queste viene a crearsi quindi uno stato di tensione, bilanciate da tensioni di
compressione che restano nella zona centrale, come illustrato in figura.
Per via di queste tensioni che vengono a crearsi si possono produrre lesioni trasversali
sulla superficie delle barre, specialmente nelle zone in cui è più sensibile l’attrito che frena
l’efflusso del metallo, ne vediamo un esempio in figura.
Cap
ito
lo: E
stru
sio
ne
25
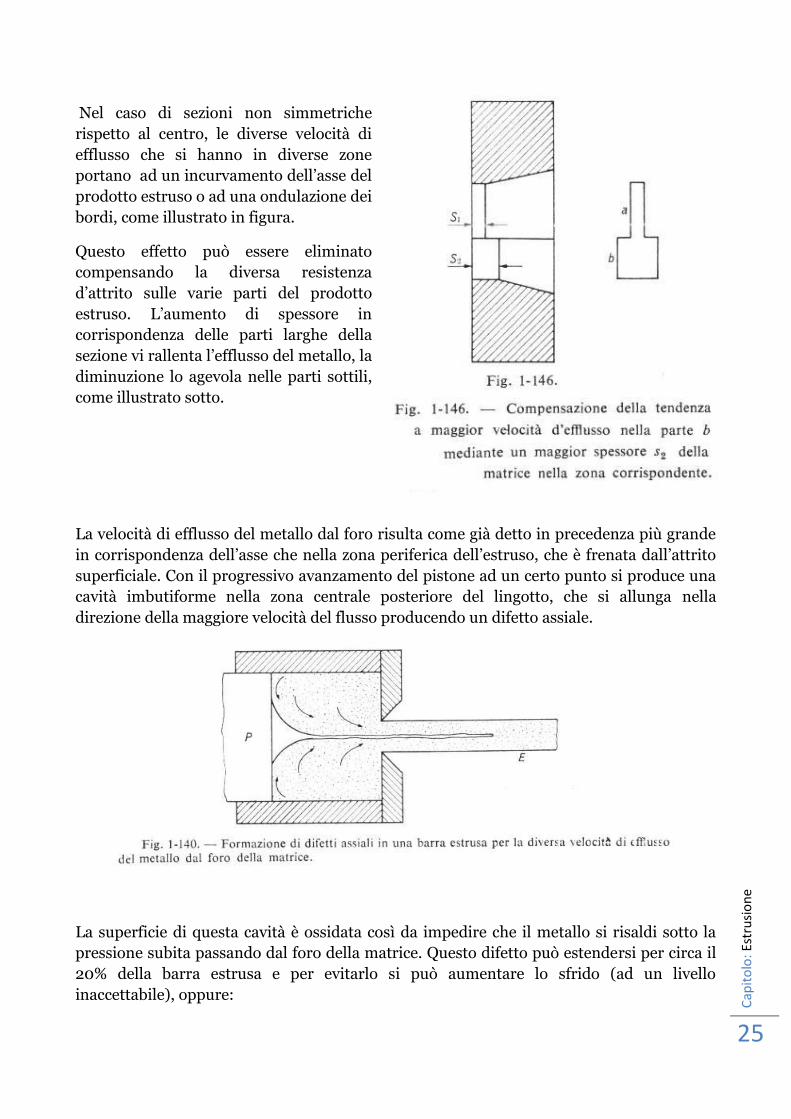
Nel caso di sezioni non simmetriche
rispetto al centro, le diverse velocità di
efflusso che si hanno in diverse zone
portano ad un incurvamento dell’asse del
prodotto estruso o ad una ondulazione dei
bordi, come illustrato in figura.
Questo effetto può essere eliminato
compensando la diversa resistenza
d’attrito sulle varie parti del prodotto
estruso. L’aumento di spessore in
corrispondenza delle parti larghe della
sezione vi rallenta l’efflusso del metallo, la
diminuzione lo agevola nelle parti sottili,
come illustrato sotto.
La velocità di efflusso del metallo dal foro risulta come già detto in precedenza più grande
in corrispondenza dell’asse che nella zona periferica dell’estruso, che è frenata dall’attrito
superficiale. Con il progressivo avanzamento del pistone ad un certo punto si produce una
cavità imbutiforme nella zona centrale posteriore del lingotto, che si allunga nella
direzione della maggiore velocità del flusso producendo un difetto assiale.
La superficie di questa cavità è ossidata così da impedire che il metallo si risaldi sotto la
pressione subita passando dal foro della matrice. Questo difetto può estendersi per circa il
20% della barra estrusa e per evitarlo si può aumentare lo sfrido (ad un livello
inaccettabile), oppure:
Cap
ito
lo: E
stru
sio
ne
26
1. si da preventivamente una forma convessa al terminale della billetta in modo da
fornire un maggior volume di metallo nella zona in cui si potrebbe formare il
risucchio
2. Si fa in modo di eliminare durante l’estrusione la pelle superficiale ossidata che,
ripiegandosi, andrebbe a formare la cavità; a tal fine si usa un pistone di sezione
leggermente inferiore a quella del contenitore così da lasciare una luce di qualche
millimetro libera.
PROGETTAZIONE
La progettazione inizia quando la commessa di un profilo arriva all'ufficio tecnico, qui il
profilo viene adattato se così com'è non può essere prodotto. Dopo una attenta discussione
dal punto di vista economico se il profilo viene mandato in produzione l'azienda fa
produrre la matrice di quel profilo, dato che viene prodotta per elettroerosione la
produzione può richiede anche qualche settimana. Una volta arrivata la matrice si inizia
facendo qualche prova, correggendo in sede se la matrice presenta qualche piccolo difetto.
Sistemata la matrice i profili corretti si mandando come campione al cliente e se viene
accettato la produzione vera e propria avrà luogo.
Di seguito si ipotizza un possibile studio (nei limiti della conoscenza scolastica).
Materiale:
Classica lega da deformazione plastica, 6082 classificata anche come AlMgSi1.
Lunghezza:
Viene richiesta una lunghezza di 10 metri; questa sarà la lunghezza che dovrà arrivare al
nostro incestatore quindi bisogna aggiungere degli scarti che avremo durante il processo.
Questi scarti sono la testa e la coda dell'estruso che verranno schiacciati nell'operazione di
stiratura e prima dai puller; quindi arriviamo ad una lunghezza di 12 metri. Per una
questione economica le aziende estrudono più di un solo profilo per volta in modo da far
gravare il costo dello scarto su più prodotti invece che su uno solo.
Cap
ito
lo: E
stru
sio
ne
27
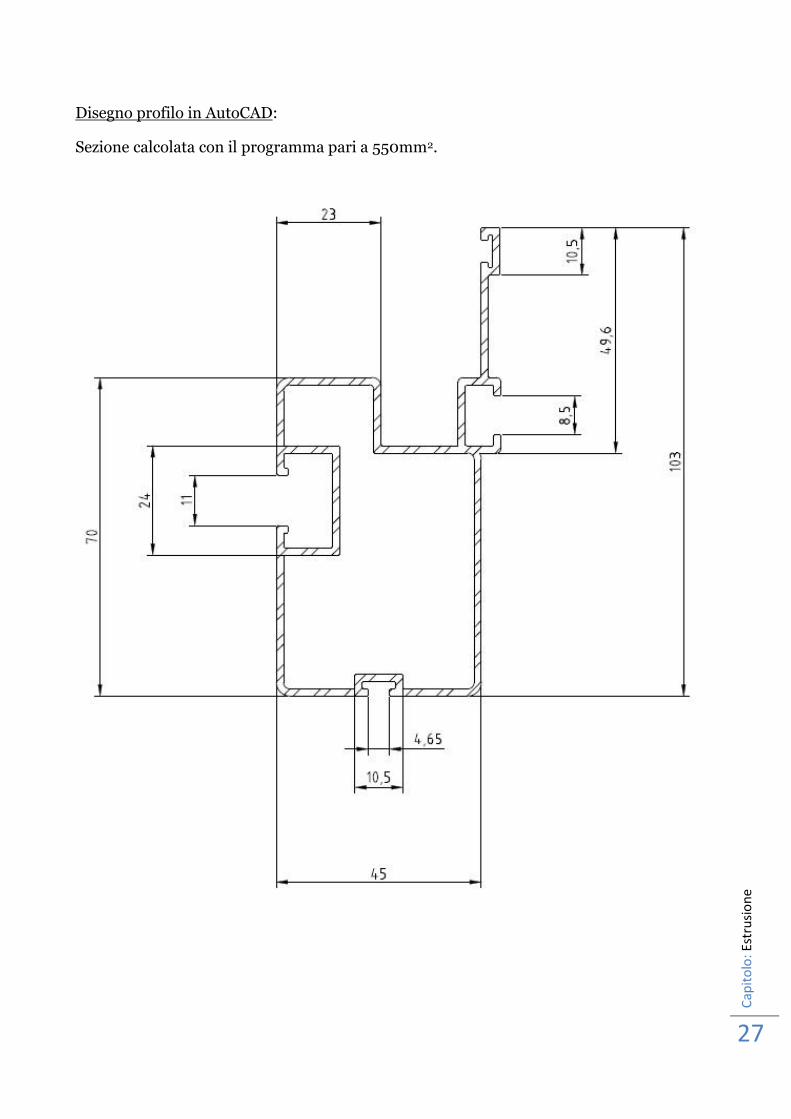
Disegno profilo in AutoCAD:
Sezione calcolata con il programma pari a 550mm2.
Cap
ito
lo: E
stru
sio
ne
28
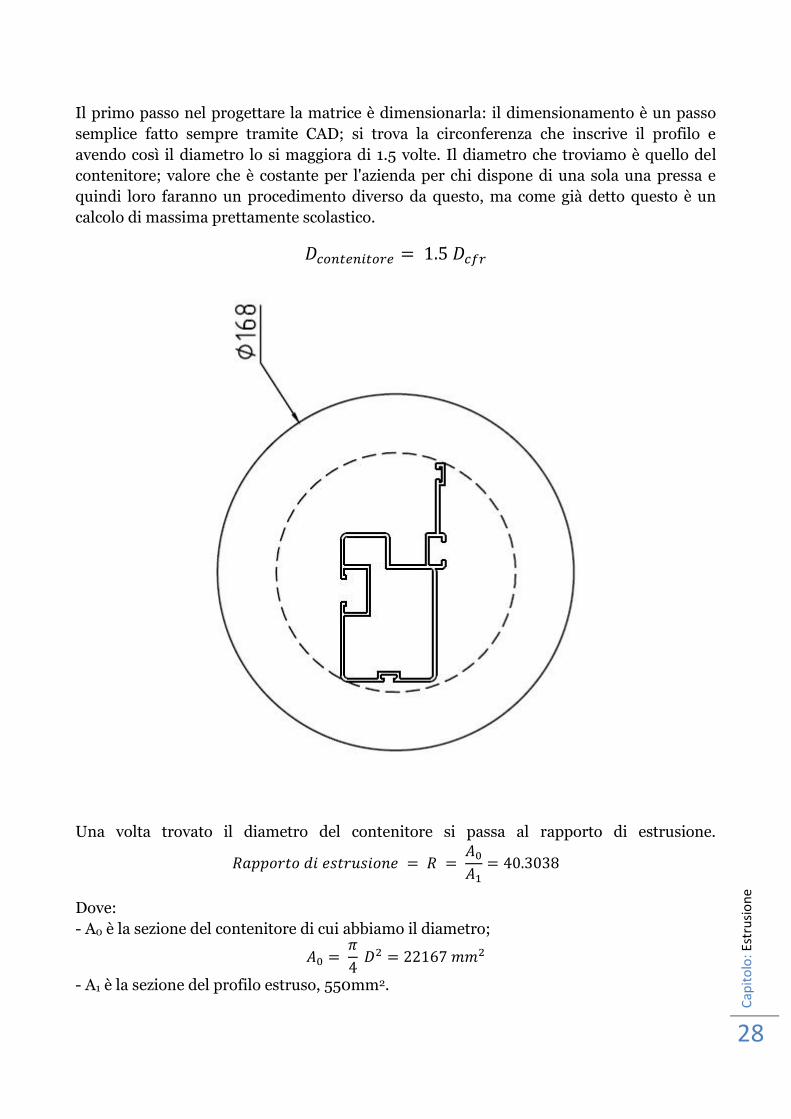
Il primo passo nel progettare la matrice è dimensionarla: il dimensionamento è un passo
semplice fatto sempre tramite CAD; si trova la circonferenza che inscrive il profilo e
avendo così il diametro lo si maggiora di 1.5 volte. Il diametro che troviamo è quello del
contenitore; valore che è costante per l'azienda per chi dispone di una sola una pressa e
quindi loro faranno un procedimento diverso da questo, ma come già detto questo è un
calcolo di massima prettamente scolastico.
Una volta trovato il diametro del contenitore si passa al rapporto di estrusione.
Dove:
- A0 è la sezione del contenitore di cui abbiamo il diametro;
- A1 è la sezione del profilo estruso, 550mm2.
Cap
ito
lo: E
stru
sio
ne
29
Il rapporto di estrusione è però espresso sotto forma di logaritmo:
In seguito per non fare calcoli inutili si va a controllare, in base al materiale richiesto, se
l'estrusione può avvenire: dalle tabelle a nostra disposizione troviamo che R per la nostra
lega è di 250 e la deformazione logaritmica è di 5.5; siamo quindi ben dentro i limiti
consentiti.
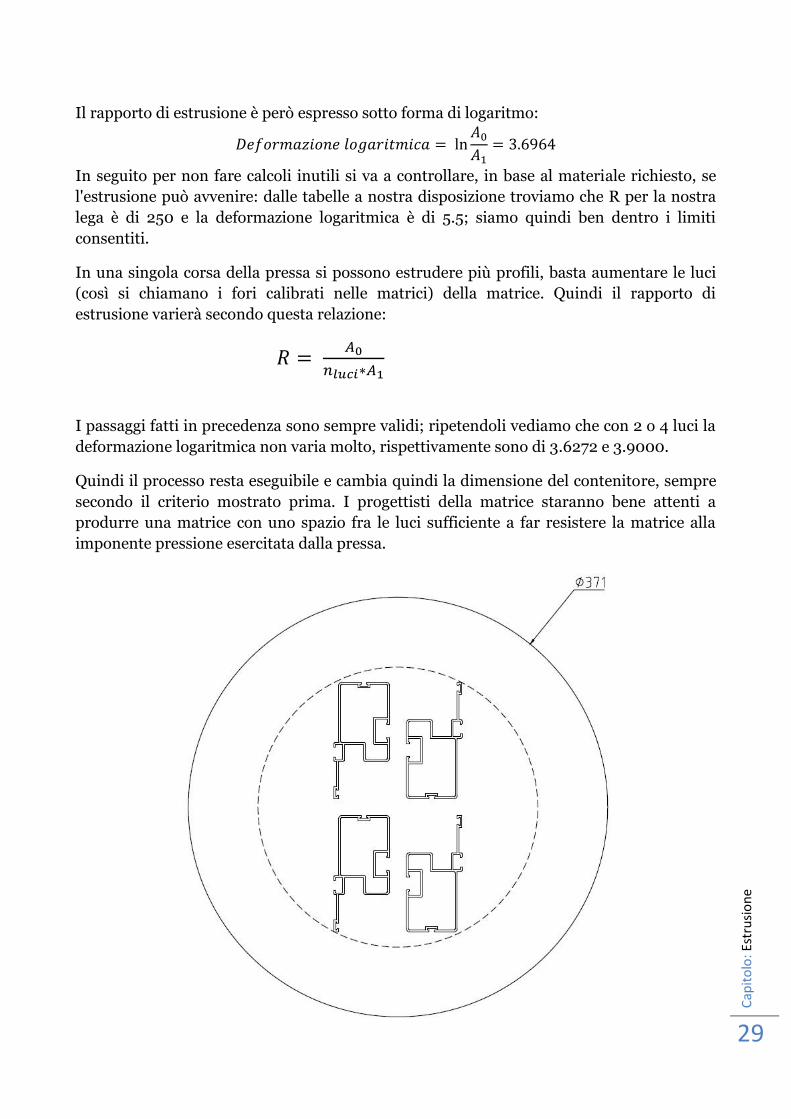
In una singola corsa della pressa si possono estrudere più profili, basta aumentare le luci
(così si chiamano i fori calibrati nelle matrici) della matrice. Quindi il rapporto di
estrusione varierà secondo questa relazione:
I passaggi fatti in precedenza sono sempre validi; ripetendoli vediamo che con 2 o 4 luci la
deformazione logaritmica non varia molto, rispettivamente sono di 3.6272 e 3.9000.
Quindi il processo resta eseguibile e cambia quindi la dimensione del contenitore, sempre
secondo il criterio mostrato prima. I progettisti della matrice staranno bene attenti a
produrre una matrice con uno spazio fra le luci sufficiente a far resistere la matrice alla
imponente pressione esercitata dalla pressa.
Cap
ito
lo: E
stru
sio
ne
30
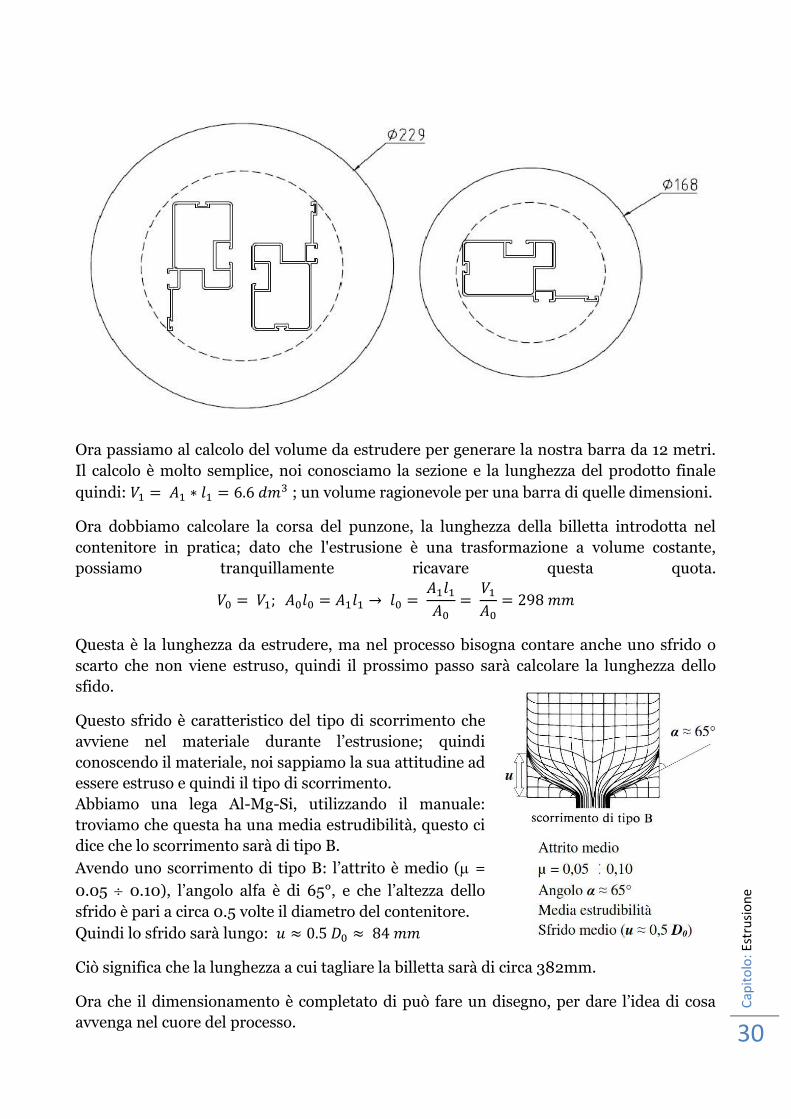
Ora passiamo al calcolo del volume da estrudere per generare la nostra barra da 12 metri.
Il calcolo è molto semplice, noi conosciamo la sezione e la lunghezza del prodotto finale
quindi: ; un volume ragionevole per una barra di quelle dimensioni.
Ora dobbiamo calcolare la corsa del punzone, la lunghezza della billetta introdotta nel
contenitore in pratica; dato che l'estrusione è una trasformazione a volume costante,
possiamo tranquillamente ricavare questa quota.
Questa è la lunghezza da estrudere, ma nel processo bisogna contare anche uno sfrido o
scarto che non viene estruso, quindi il prossimo passo sarà calcolare la lunghezza dello
sfido.
Questo sfrido è caratteristico del tipo di scorrimento che
avviene nel materiale durante l’estrusione; quindi
conoscendo il materiale, noi sappiamo la sua attitudine ad
essere estruso e quindi il tipo di scorrimento.
Abbiamo una lega Al-Mg-Si, utilizzando il manuale:
troviamo che questa ha una media estrudibilità, questo ci
dice che lo scorrimento sarà di tipo B.
Avendo uno scorrimento di tipo B: l’attrito è medio ( =
0.05 0.10), l’angolo alfa è di 65°, e che l’altezza dello
sfrido è pari a circa 0.5 volte il diametro del contenitore.
Quindi lo sfrido sarà lungo:
Ciò significa che la lunghezza a cui tagliare la billetta sarà di circa 382mm.
Ora che il dimensionamento è completato di può fare un disegno, per dare l’idea di cosa
avvenga nel cuore del processo.
Cap
ito
lo: E
stru
sio
ne
31
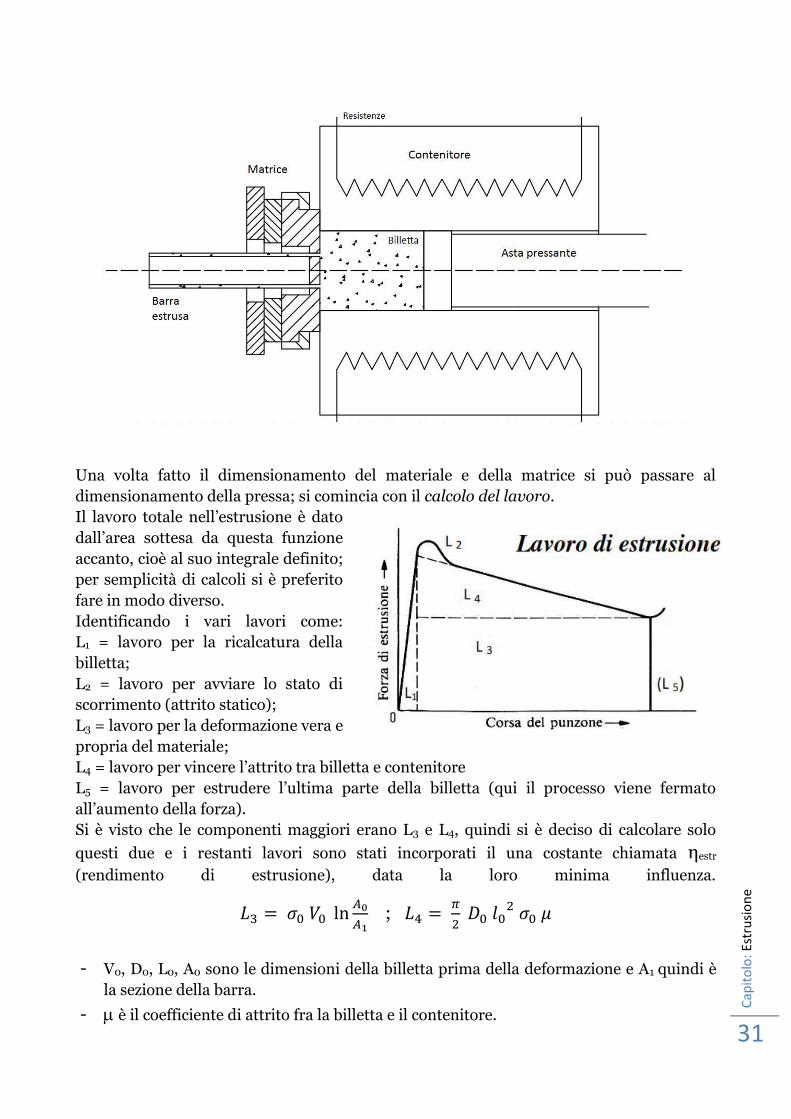
Una volta fatto il dimensionamento del materiale e della matrice si può passare al
dimensionamento della pressa; si comincia con il calcolo del lavoro.
Il lavoro totale nell’estrusione è dato
dall’area sottesa da questa funzione
accanto, cioè al suo integrale definito;
per semplicità di calcoli si è preferito
fare in modo diverso.
Identificando i vari lavori come:
L1 = lavoro per la ricalcatura della
billetta;
L2 = lavoro per avviare lo stato di
scorrimento (attrito statico);
L3 = lavoro per la deformazione vera e
propria del materiale;
L4 = lavoro per vincere l’attrito tra billetta e contenitore
L5 = lavoro per estrudere l’ultima parte della billetta (qui il processo viene fermato
all’aumento della forza).
Si è visto che le componenti maggiori erano L3 e L4, quindi si è deciso di calcolare solo
questi due e i restanti lavori sono stati incorporati il una costante chiamata ηestr
(rendimento di estrusione), data la loro minima influenza.
;
- V0, D0, L0, A0 sono le dimensioni della billetta prima della deformazione e A1 quindi è
la sezione della barra.
- è il coefficiente di attrito fra la billetta e il contenitore.

Cap
ito
lo: E
stru
sio
ne
32
- 0 è la resistenza che oppone alla deformazione il materiale, alla temperatura di
estrusione.
Prima di poter passare ai calcoli quindi ci mancano dei dati indispensabili, come la 0.
Questo valore è calcolabile tramite la formula empirica: . Di questa formula ora andremo a calcolare la velocità di deformazione (epsilon punto), la
quale nel caso dell’estrusione assume questo forma:
- vp è la velocità di avanzamento del punzone;
è facilmente calcolabile sapendo il rapporto di estrusione (R=40.3038), sappiamo
quindi che la velocità del punzone è 40.3038 volte minore quella della barra. Fissando
la velocità della barra (vb) a 18 metri al minuto (valore preso dal manuale) possiamo
calcolare la velocità del punzone.
= 0.0074
- è l’angolo che viene a formarsi per lo scorrimento di tipo B;
Ora avendo la velocità di deformazione di può applicare la formula empirica citata prima;
K’ e m sono dette costanti reologiche, a le si trovano sul manuale scegliendo una
temperatura di lavoro.
Scegliendo una temperatura di 450°C i valori sono: K’=44 e m=0.120.
Quindi inserendo questi valori correttamente, con l’unità di misura imposta dalla formula
empirica (K’ in
e in s-1), noi troviamo la 0.
Avendo tutti i valori ora possiamo procedere al calcolo del lavoro.
= 0.084 MJ
Notare che nell’estrusione inversa e idrostatica L4 è uguale a zero, per la mancanza di
attrito fra billetta e contenitore.
Dopo il calcolo di queste due componenti maggiori, si passa alla stima del lavoro totale di
estrusione; come detto in precedenza i restanti valori sono contenuti in una costante
sperimentale (ηestr) la quale in assenza di dati può essere assunta fra 0.4 e 0.7 (prendiamo
una media, 0.55).
η
Quindi per estrudere una barra da 12 metri, teoricamente, dobbiamo fare 2.3MJ di lavoro.

Cap
ito
lo: E
stru
sio
ne
33
Terminato il calcolo del lavoro si passa al calcolo delle forze in gioco: la forza massima, la
forza media; con cui andremo a dimensionare la nostra pressa calcolando la potenza
massima e media.
La forza massima nell’estrusione diretta è la somma della forza necessaria per la
deformazione vera e propria e della forza per vincere l’attrito statico; anche in questo caso
si tiene conto del rendimento di estrusione.
η
Il passaggio successivo sarà quindi quello di calcolare le incognite che abbiamo al
numeratore.
La forza di deformazione plastica è calcolabile ricordando la definizione classica di lavoro:
L = Forza * Spostamento; noi conosciamo lo spostamento (l0) e il lavoro (L3), con una
semplice formula inversa ne ricaviamo la forza.
Mentre la forza di attrito è calcolabile come la forza di attrito globale (poiché diminuisce
all’accorciarsi della billetta) moltiplicata per il coefficiente d’attrito ().
Facilmente riconoscibile come la formula inversa dell’area del triangolo L4:
; dove: L0= base e Fattrito = altezza.
Quindi la forza massima è ora calcolabile:
η
Il prossimo passo è il calcolo della forza media seguendo le formule date nel manuale:
η
Disponendo delle forze ora possiamo passare all’ultima fase, calcolare le potenze in gioco e
quindi conoscere la pressa necessaria per il nostro prodotto.
η
η
Dove il η
è il rendimento meccanico della pressa, stimato fra 0.75 e 0.85.
Cap
ito
lo:
Allu
min
io
34
ALLUMINIO LEGHE E TRATTAMENTI TERMICI
Generalità
L’alluminio a causa della sua alta reattività chimica non si trova in natura allo stato
metallico ma sotto forma di ossidi, idrati e silicati che costituiscono circa l’8% della crosta
terrestre. In termini di abbondanza, l’alluminio è il 3° elemento dopo ossigeno e silicio.
Nelle rocce sedimentarie l’alluminio si trova in quei minerali che provengono dalla
disgregazione delle rocce eruttive e nelle argille. Il minerale più conveniente per
l’estrazione del metallo è la bauxite, altri minerali dai quali è possibile estrarre l’alluminio
sono: la criolite, la leucite.
L’alluminio è presente sotto la forma di allumina, un refrattario, elemento che cristallizzato
puro costituisce il corindone, l’elemento più duro dopo il diamante; quando contiene un
elemento che lo colora in modo particolare è utilizzato come pietra preziosa, mentre
varietà più comuni sono impiegate come abrasivi.
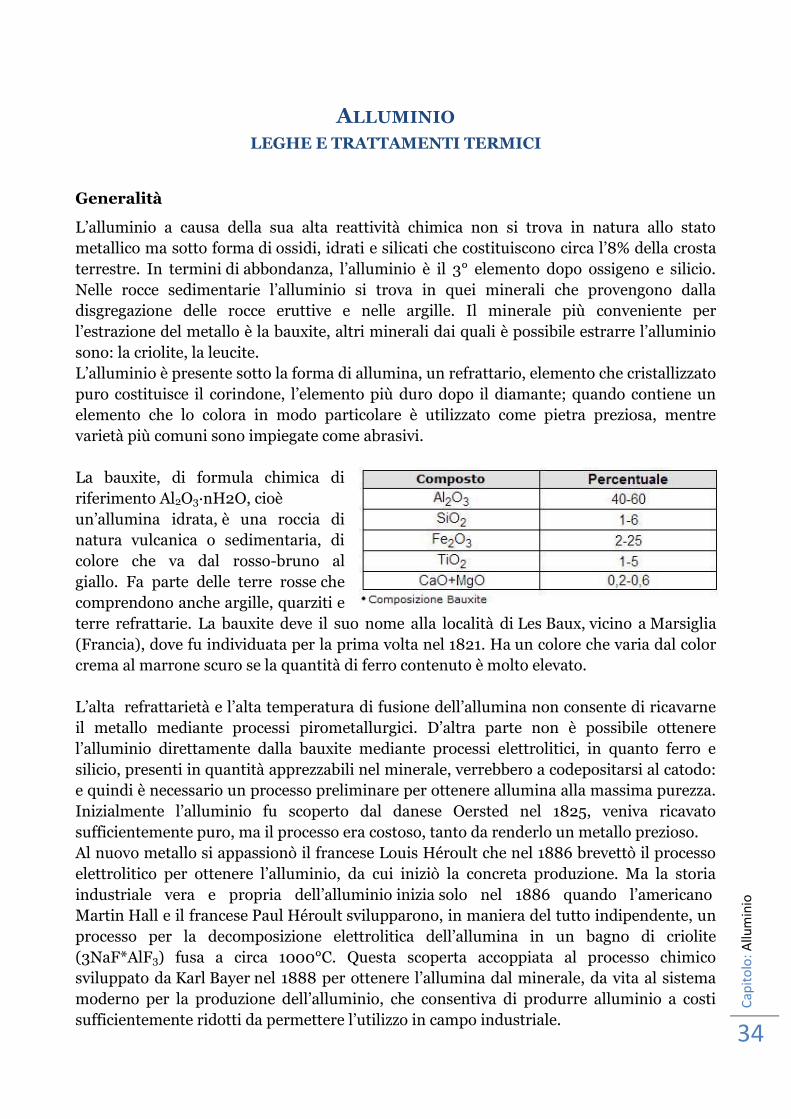
La bauxite, di formula chimica di
riferimento Al2O3·nH2O, cioè
un’allumina idrata, è una roccia di
natura vulcanica o sedimentaria, di
colore che va dal rosso-bruno al
giallo. Fa parte delle terre rosse che
comprendono anche argille, quarziti e
terre refrattarie. La bauxite deve il suo nome alla località di Les Baux, vicino a Marsiglia
(Francia), dove fu individuata per la prima volta nel 1821. Ha un colore che varia dal color
crema al marrone scuro se la quantità di ferro contenuto è molto elevato.
L’alta refrattarietà e l’alta temperatura di fusione dell’allumina non consente di ricavarne
il metallo mediante processi pirometallurgici. D’altra parte non è possibile ottenere
l’alluminio direttamente dalla bauxite mediante processi elettrolitici, in quanto ferro e
silicio, presenti in quantità apprezzabili nel minerale, verrebbero a codepositarsi al catodo:
e quindi è necessario un processo preliminare per ottenere allumina alla massima purezza.
Inizialmente l’alluminio fu scoperto dal danese Oersted nel 1825, veniva ricavato
sufficientemente puro, ma il processo era costoso, tanto da renderlo un metallo prezioso.
Al nuovo metallo si appassionò il francese Louis Héroult che nel 1886 brevettò il processo
elettrolitico per ottenere l’alluminio, da cui iniziò la concreta produzione. Ma la storia
industriale vera e propria dell’alluminio inizia solo nel 1886 quando l’americano
Martin Hall e il francese Paul Héroult svilupparono, in maniera del tutto indipendente, un
processo per la decomposizione elettrolitica dell’allumina in un bagno di criolite
(3NaF*AlF3) fusa a circa 1000°C. Questa scoperta accoppiata al processo chimico
sviluppato da Karl Bayer nel 1888 per ottenere l’allumina dal minerale, da vita al sistema
moderno per la produzione dell’alluminio, che consentiva di produrre alluminio a costi
sufficientemente ridotti da permettere l’utilizzo in campo industriale.

Cap
ito
lo:
Allu
min
io
35
L’allumino è per tali motivi uno
degli ultimi arrivati tra i materiali
di importante uso industriale come
si denota anche dal grafico a fianco.
In meno di un secolo l’alluminio ha
avuto una evoluzione notevolissima
quanto a produzione ed impieghi,
ed oggi è secondo come importanza
soltanto all’acciaio.
Proprietà del metallo puro
- Ha densità bassa, 2,7 g/cm3;
- Il punto di fusione è favorevole, 660°C, ma ne deriva l’inutilizzabilità ad alte temperature;
- Cristallizza nel reticolo CFC (cubico a facce centrate) e quindi presenta un
comportamento duttile e quindi facilmente lavorabile alle macchine utensili;
- Ha una buona conducibilità elettrica e termica;
- È molto resistente alla corrosione dovuta agli agenti atmosferici e in generale una buona
resistenza alla corrosione, perché si ricopre di uno strato di ossido aderente e non poroso e
quindi protettivo. L’Al2O3 è chimicamente stabile tra pH 4 e pH 8. L’elevata resistenza alla
corrosione fa si che la sua riciclabilità sia molto alta.
- Non è magnetico;
- Non presenta limiti di fatica come gli acciai. Gli si attribuisce convenzionalmente un
limite di durata (10 milioni di cicli);
- Ha un buon carico di snervamento. Il carico di snervamento è quindi definito come il
carico applicato che produce, una volta rimosso, una deformazione dello 0,2%. In lega
raggiunge carichi di snervamento caratteristici di alcuni acciai da costruzione (275
N/mm2);
- Presenta elevata plasticità. L’alluminio e le sue leghe presentano notevoli
caratteristiche di imbutibilità, duttilità e malleabilità. Si presta in modo particolare a tutte
le operazioni di lavorazione plastica sia a freddo che a caldo;
- È facilmente saldabile. L’unico inconveniente da tenere in considerazione è la reazione
rapida con l’ossigeno che forma uno strato d’ossido. Questo inconveniente è stato
eliminato lavorando in atmosfera inerte (Argon o Elio) detta saldatura MIG (metal-inert-
gas);
- È aspinterogeno, quindi se urtato non provoca scintille;
- La resistenza all’abrasione e all’usura sono basse;
- Si presta a trattamenti superficiali come l’anodizzazione;
- Possiede una elevata riflettività per radiazioni che vanno dall’infrarosso all’ultravioletto,
che lo rende un materiale ideale per molti tipi di riflettori per apparati di illuminazione.
Con accurate finiture superficiali, si può ottenere fino al 95% di riflessione della radiazione
luminosa e fino al 98% di quella termica;

Cap
ito
lo:
Allu
min
io
36
- È inalterabile al contatto dei cibi e di molte sostanze liquide, per cui trova ampie
applicazioni nell’industria alimentare e nel campo degli imballaggi.
LE LEGHE LEGGERE
Proprietà delle lege d’alluminio
L’allumino puro è tenero e duttile. Questo è un limite perché nella maggior parte delle
applicazioni si richiede un livello di resistenza meccanica decisamente superiore a quanto
il metallo puro possa offrire. Per questo l’alluminio viene normalmente alligato con altri
metalli, allo scopo di migliorarne le caratteristiche (fisiche o meccaniche o di finiture o di
lavorabilità, ecc.).
Pur essendo numerosi i metalli con sufficiente affinità ed in grado di formare leghe con
l’alluminio, solo alcuni di essi trovano applicazioni come veri e propri leganti; i principali
di essi sono Cu, Si, Zn, Mg, Mn, che, possono essere aggiunti singolarmente per formare
leghe binarie, o abbinati ad altri per formare leghe complesse.
Altri elementi (Mn, Fe, Ni, Ti, Sn, Cr, B, Zr) sono correttivi,cioè vengono introdotti per
ottenere importanti modifiche strutturali, fisiche o tecnologiche come l’affinazione del
grano, la neutralizzazione di alcune impurità nocive, innalzamento della temperatura
critica di ricristallizzazione, il miglioramento della lavorabilità all’utensile, l’incremento di
resistenza ad elevata temperatura.
Sono da considerare leganti quegli elementi che caratterizzano la lega, ossia ne
determinano e definiscono le caratteristiche.
Le leghe a base d’alluminio sono anche note come leghe leggere in virtù del loro basso peso
specifico.
In virtù della elevata resistenza raggiungibile, presentano, a differenza del metallo puro,
una resistenza particolarmente elevata. È da notare inoltre l’alto coefficiente di dilatazione
lineare (doppio rispetto a quello del ferro) al quale occorre porre la massima attenzione nel
caso di accoppiamenti con materiali diversi esposti a variazioni termiche significative.
È inoltre da segnalare che , in virtù del tipo di reticolo cristallino dell’alluminio (CFC:
cubico a corpo centrato), esso presenta un comportamento favorevole per gli impieghi a
bassa temperatura, la resilienza sia dell’alluminio che delle sue leghe, non varia
apprezzabilmente, comportamento ben visibile nella prova di resilienza in temperatura con
il pendolo di Charpy.
I vari elementi destinati alla preparazione di leghe posso essere aggiunti sostanzialmente
in due modi:
- Per introduzione diretta dell’elemento nell’alluminio;
impiegato per quegli elementi che presentano un punto di fusione inferiore o uguale a
quello dell’alluminio, come Sn, Zn, Mg, Si (utilizzato anche per il silicio in modo che si
disciolga velocemente).
- Per introduzione nell’alluminio di una lega, generalmente binaria d’alluminio, contenente
il legante nella massima percentuale possibili;
Cap
ito
lo:
Allu
min
io
37
applicato per gli altri elementi che, pur disciogliendosi egualmente nell’alluminio fuso,
per la loro elevata temperatura di fusione, presentano una velocità di dissoluzione troppo
bassa.
Le leghe di alluminio cosi ottenute, con l’aggiunta dei leganti e dei correttivi previsti e
successiva colata in forme opportune, in base al loro futuro utilizzo: se di fonderia vengono
colate in lingottiere metalliche, mentre se destinate alla lavorazione plastica, attualmente,
si preferisce per motivi economici e di produttività il metodo della colata semicontinua in
acqua.
Classificazione delle leghe leggere
Ma la classificazione adottata può operare in tre modi:
1) Secondo la composizione chimica
a. classificazione EN, prevede che la classificazione delle leghe avvenga secondo
l’elemento predominante; le sigle più importanti ad esempio sono Al-Cu, Al-Si, Al-
Mg, Al-Mn, Al-Zn.
Le sigle per contrassegnarle si formano facendo seguire a una lettera un trattino e
il simbolo dell’elemento. Le lettere indicano l’utilizzo della lega: P per le leghe da
lavorazione plastica, G per le leghe da fonderia primaria, SG per le leghe da
fonderia secondaria, GD per le leghe da pressofusione.
Esempio: P – AlMg…
Inoltre si da spazio (dove ci sono i puntini) nel caso in cui ci sia un ulteriore
elemento di cui è necessario indicare la presenza e la concentrazione.
Esempio: P – AlMgSi1
Questo metodo ha dei grandi limiti perché ci possono essere leghe molto
differenti che presentano la stessa sigla, allora si preferisce utilizzare la
designazione UNI.
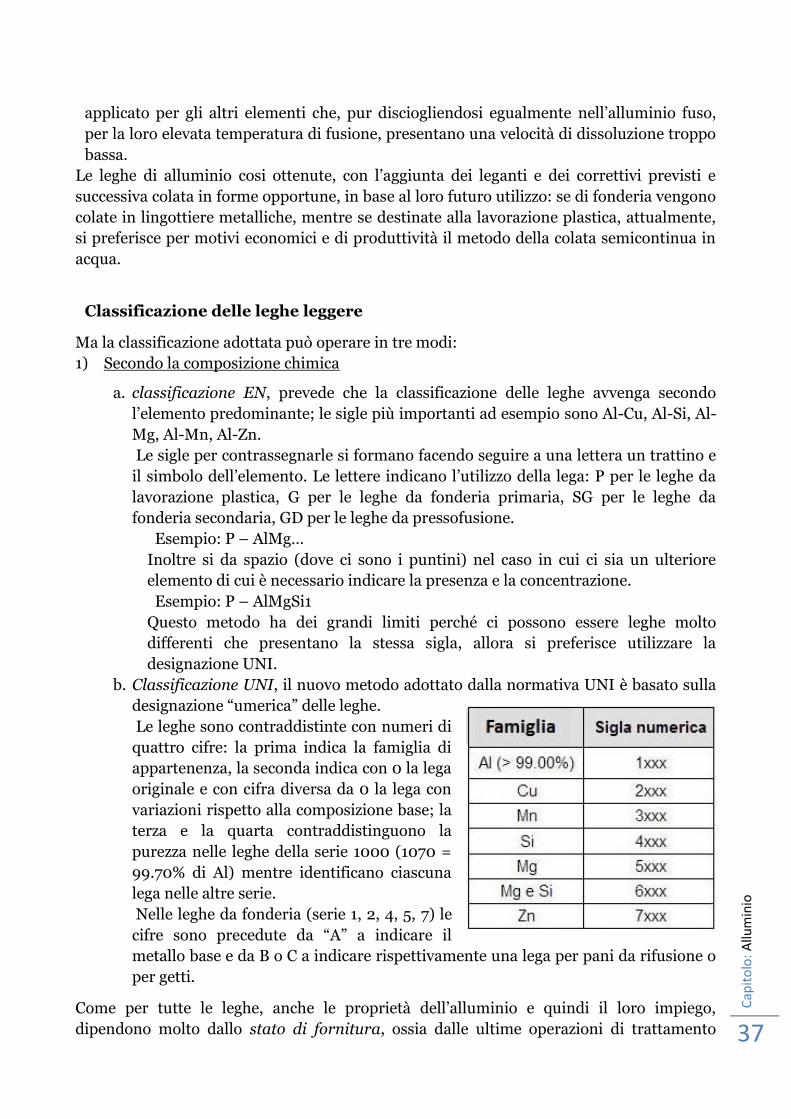
b. Classificazione UNI, il nuovo metodo adottato dalla normativa UNI è basato sulla
designazione “umerica” delle leghe.
Le leghe sono contraddistinte con numeri di
quattro cifre: la prima indica la famiglia di
appartenenza, la seconda indica con 0 la lega
originale e con cifra diversa da 0 la lega con
variazioni rispetto alla composizione base; la
terza e la quarta contraddistinguono la
purezza nelle leghe della serie 1000 (1070 =
99.70% di Al) mentre identificano ciascuna
lega nelle altre serie.
Nelle leghe da fonderia (serie 1, 2, 4, 5, 7) le
cifre sono precedute da “A” a indicare il
metallo base e da B o C a indicare rispettivamente una lega per pani da rifusione o
per getti.
Come per tutte le leghe, anche le proprietà dell’alluminio e quindi il loro impiego,
dipendono molto dallo stato di fornitura, ossia dalle ultime operazioni di trattamento
Cap
ito
lo:
Allu
min
io
38
termico e di lavorazione; ma per le leghe leggere questa varietà degli stati di fornitura è
particolarmente notevole e richiede quindi una esplicita illustrazione. Le indicazioni sono
contenute nella norma EN 515.
Limitandosi ai punti fondamentali, le principali lettere e cifre hanno il seguente significato:
- F :”grezzo di laminazione” definisce il materiale uscente dal normale ciclo di
produzione tanto che le proprietà meccaniche non vengono garantite;
- O :”ricotto” definisce la qualità più dolce dei prodotti semilavorati;
- H :”incrudito” definisce i materiali le cui proprietà meccaniche sono state aumentate
per sola deformazione plastica a freddo.
~ H1 :”incrudito” in questo caso la cifra successiva ad 1 indica
il grado di deformazione plastica a freddo: spesso è aggiunta; un'altra cifra per indicare il
grado di controllo della lavorazione o per identificare una combinazione di altre proprietà;
~ H2 :” incrudito e parzialmente ricotto” Si applica ai materiali di massimo
incrudimento, portati poi al livello voluto di proprietà meccaniche con un trattamento
termico di parziale ricristallizzazione.
~ H3 : “incrudito e stabilizzato”. Si applica solo alle leghe di alluminio-magnesio
deformate e riscaldate successivamente a bassa temperatura per fissare nel tempo le
proprietà. Il grado di incrudimento dopo la stabilizzazione è indicato sempre utilizzando
una o più cifre.
- W :”temprato ed invecchiato naturalmente”, si applica solo alle leghe che invecchiano
a temperatura ambiente dopo tempra di solubilizzazione (viene indicato il tempo di
invecchiamento).
- T : “trattato termicamente”. Si applica solo ai materiali trattati termicamente,
incruditi o meno, ed è seguita da una cifra che va dallo 0 (nessun trattamento) al 10.
Gli stati H si applicano alle leghe da incrudimento mentre gli stati T alle leghe da
trattamento termico.
Esempio: Al-Mg 0.6 Si 1-TA
6082-T6
Lega con 0.6% di Mg e 1% di Si la quale ha subito un trattamento termico di soluzione (o
tempra strutturale) seguito da un trattamento termico di invecchiamento artificiale a
temperatura superiore ai 50°C (indicato dalla lettera A).
2) Secondo l’impiego tecnologico
a. Leghe da lavorazione plastica: comprendono quelle leghe che sono destinate a
lavorazioni plastiche sia a caldo sia a freddo, come laminazione, estrusione e
trafilatura;
b. Leghe da fonderia: comprende quelle leghe destinate alla realizzazione di getti
per colata in terra, in forma o sotto pressione;un esempio classico sono le leghe
Al-Si (e derivate Al-Si-Mg, Al-Si-Cu ecc.) che presentano una ottima fluidità e
colabilità.
Cap
ito
lo:
Allu
min
io
39
3) Secondo la risposta al trattamento per l’uso, meccanico o termico
a. leghe non trattabili termicamente, ovvero induribili solo per deformazione
plastica a freddo (incrudimento);
b. leghe trattabili termicamente, cioè induribili tramite un trattamento termico.
Le leghe da trattamento termico, o da bonifica, sono le più indicate per
applicazioni strutturali e le uniche in grado di raggiungere gli elevati valori di
resistenza meccanica richiesti in alcuni ambiti.
I TRATTAMENTI TERMICI
Per trattamento termico si intende, secondo una definizione delle norme UNI,
un’operazione o successione di operazioni mediante le quali un metallo od una lega
metallica vengono sottoposti, al di sotto del punto di fusione, in ambiente di natura
determinata, ad uno o più cicli termici (riscaldamento, permanenza a temperatura,
raffreddamento) entro temperature, durate e velocità di variazioni delle temperature
prefissate, nell’intento di impartire
loro determinate proprietà.
Il riscaldo che precede le operazioni di deformazione plastica (fucinatura, laminazione
ecc.) non è un trattamento termico.
Il trattamento termico comprende tre operazioni essenziali che lo caratterizzano: riscaldo,
permanenza in temperatura e il raffreddamento.
Ognuna di queste operazioni è dipendente da due variabili fondamentali, tempo e
temperatura. È nell’ambito del campo di oscillazione di questi due parametri e del loro
rapporto che è possibile indurre nelle leghe tutte le possibili trasformazioni strutturali.
Infatti riscaldi e raffreddamenti molto lenti, lunghe permanenze tenderanno a creare
strutture di equilibrio, stabili a temperatura ambiente e senza tensioni interne, per cui si
parlerà di ricotture; mentre variazioni veloci di temperatura, soprattutto nel
raffreddamento creeranno strutture instabili, facilmente decomponibili con forti tensioni
interne, per cui si parlerà di tempra.
Da questo punto di vista, nel campo delle leghe di alluminio i trattamenti termici possono
essere classificati in tre grandi categorie mostrate di seguito.
Trattamento di ricottura
Tendono a portare la lega in condizioni di equilibrio chimico e strutturale secondo i
diagrammi di stato relativi. A seconda delle condizioni di partenza del materiale e dei
risultati che si vogliono ottenere si cercherà di agire in un modo conveniente sui due
parametri tempo – temperatura.
Si parlerà quindi di:
a) Ricottura di omogeneizzazione, quando si tende a creare le condizioni di equilibrio
chimico – fisico con le fasi separate e finemente disperse, attenuando le liquazioni e le
segregazioni delle strutture primarie di cristallizzazione.
b) Ricottura di eterogeneizzazione, quando si tende a far separare nettamente le fasi
provocando la coalescenza dei composti che si trovano dispersi finemente (classico per le
leghe Al – Mg al fine di migliorarne la resistenza alla corrosione: il composto Al3Mg2 che

Cap
ito
lo:
40
precipita in forma continua ai bordi dei grani si raggruma ed interrompe la sua continuità
che è la causa della corrosione intercristallina).
c) Ricottura di ricristallizzazione, quando si tende a rigenerare le strutture incrudite di
lavorazione plastica a freddo.
d) Ricottura di distensione, per eliminare le tensioni che si creano per esempio nei getti
complessi durante il raffreddamento nelle staffe.
e) Ricottura di stabilizzazione, per quei pezzi che dovendo lavorare a temperature più alte
della normale (es. pistoni di motori a scoppio) subirebbero deformazioni durante il primo
riscaldo per variazioni strutturali.
Il riscaldo di stabilizzazione dovrà essere di qualche grado superiore a quello di normale
utilizzo del pezzo.
Trattamento di tempra
La tempra consiste in un raffreddamento rapido della lega da una temperatura
determinata fino alla temperatura ambiente. Quasi sempre si parte da una temperatura
tale da far entrare in soluzione, nella matrice di alluminio, determinati composti ed
elementi che costituiscono la lega. Tale soluzione si ritrova, se il raffreddamento è stato
sufficientemente rapido, a temperatura ambiente in condizioni di metastabilità. Si parla in
questo caso di tempra di soluzione.
Invecchiamento
L’invecchiamento tende a far precipitare in forma più o meno microscopica i composti o gli
elementi che si trovano in soluzione solida soprassatura immediatamente dopo la tempra
di soluzione. L’invecchiamento può essere:
a) naturale, se avviene a temperatura ambiente;
b) artificiale, se avviene a temperature superiori ai 100°C fino ad un massimo di 220°C;
c) esiste ancora una forma di invecchiamento associata ad un incrudimento meccanico
eseguito immediatamente dopo tempra, che permette di raggiungere durezze superiori.
Siamo in presenza in questo caso di un trattamento “termomeccanico”.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
41
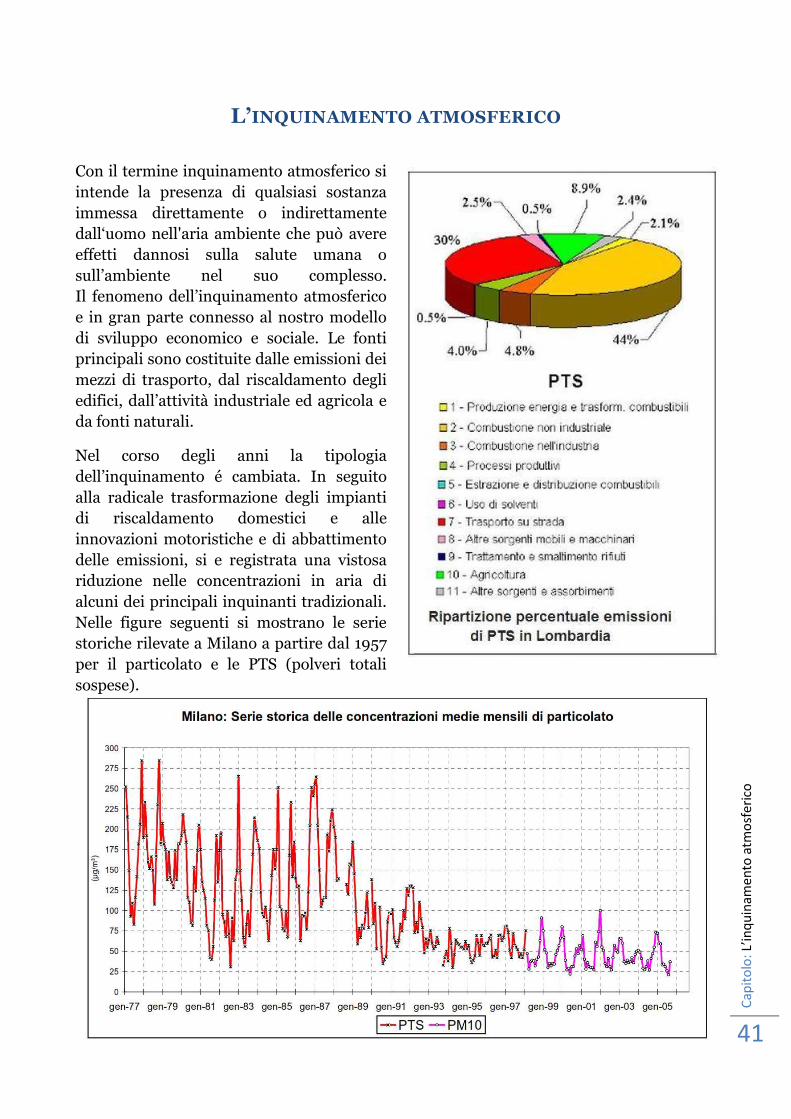
L’INQUINAMENTO ATMOSFERICO
Con il termine inquinamento atmosferico si
intende la presenza di qualsiasi sostanza
immessa direttamente o indirettamente
dall‘uomo nell'aria ambiente che può avere
effetti dannosi sulla salute umana o
sull’ambiente nel suo complesso.
Il fenomeno dell’inquinamento atmosferico
e in gran parte connesso al nostro modello
di sviluppo economico e sociale. Le fonti
principali sono costituite dalle emissioni dei
mezzi di trasporto, dal riscaldamento degli
edifici, dall’attività industriale ed agricola e
da fonti naturali.
Nel corso degli anni la tipologia
dell’inquinamento é cambiata. In seguito
alla radicale trasformazione degli impianti
di riscaldamento domestici e alle
innovazioni motoristiche e di abbattimento
delle emissioni, si e registrata una vistosa
riduzione nelle concentrazioni in aria di
alcuni dei principali inquinanti tradizionali.
Nelle figure seguenti si mostrano le serie
storiche rilevate a Milano a partire dal 1957
per il particolato e le PTS (polveri totali
sospese).

Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
42
Ambiente è tutto ciò che ci circonda: aria, acqua, suolo. In esso, oltre all'uomo, vivono
molte altre specie animali e vegetali. Tutti gli esseri viventi utilizzano l'ambiente per la
propria vita: l'aria per respirare, il suolo e l'acqua per ricavare il nutrimento, muoversi,
costruire le proprie case, o tane, o nidi.
Anche l'attività umana, fino all'inizio dell'era industriale, non provocava mutamenti
profondi e rapidi dell'ambiente. La situazione è cambiata radicalmente con la nascita della
grande industria moderna. Lo sviluppo delle varie tecnologie ha permesso di estendere
enormemente le possibili attività dell'uomo, di moltiplicare sia il numero di prodotti
diversi sia la rapidità con cui essi vengono prodotti e, quindi, la quantità totale che diviene
disponibile. Parallelamente si sono accelerati i ritmi degli interventi umani sull'ambiente. I
processi di produzione industriale danno origine anche a quantità enormi di sostanze
secondarie e materiali di scarto, la maggior parte delle quali è stata per lungo tempo im-
messa direttamente nell'aria o nell'acqua, e solo in tempi recenti si è cominciato a
predisporre misure sistematiche per evitare tale immissione.
L'industrializzazione, inoltre, ha favorito il trasferimento di molte persone dalla
campagna alle città e, di conseguenza, alcune zone hanno finito con l'avere un'alta densità
di popolazione. Nella vita quotidiana si producono rifiuti di vari tipi, e la loro quantità è
tanto maggiore quanto maggiore è il numero di persone che vivono in una data zona. Molti
di questi rifiuti sono stati riversati nelle acque (attraverso le fognature) o nel suolo
(attraverso le discariche di rifiuti).
Una delle più vistose conseguenze dell'industrializzazione è stata l'enorme diffusione di
autoveicoli, che scaricano nell'aria le sostanze che si originano dalla combustione della
benzina.
Per lungo tempo si è guardato all'aria e all'acqua come a riserve immense, in grado di
assorbire tutti i rifiuti senza subire modificazioni sostanziali delle proprie caratteristiche e,
particolarmente, di quelle caratteristiche che più ci interessano: la purezza dell'aria che
respiriamo, o dell'acqua che beviamo. Però la quantità di sostanze immesse nell'aria e
nell'acqua in tutte le parti del mondo, ma soprattutto nei paesi industriali, è diventata
ormai così grande da provocare dei cambiamenti non facilmente reversibili. Proprio questi
cambiamenti hanno fatto ricordare che l'aria e l'acqua sono presenti sulla Terra in quantità
limitate, seppure enormi. Esse sono in grado di assorbire una certa quantità di sostanze
estranee e di neutralizzarne gli effetti mediante processi naturali; ma se la quantità di
sostanze estranee diviene eccessiva, tale neutralizzazione non è più possibile e l'aria e
l'acqua si inquinate. Le sostanze che provocano l'inquinamento si chiamano sostanze
inquinanti
Gli equilibri «naturali» dell'ambiente sono complessi, perché i fattori in gioco sono molto
numerosi: fattori fisici, meteorologici, geologici, e la vasta gamma di fattori legati alla
presenza di esseri viventi. Proprio per questo è difficile prevedere a priori gli effetti
dell'immissione nell'ambiente di una sostanza «nuova»: è difficile prevedere con quali fra
gli equilibri esistenti potrà interagire e quali saranno i risultati. Inoltre, sostanze
inquinanti diverse possono reagire fra loro e creare nuove sostanze che non erano state
immesse direttamente nell'aria o nell'acqua, e questa possibilità rende il quadro ancora più
complesso.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
43
L'ATMOSFERA
L'atmosfera è una fascia di gas che avvolge la Terra fino all'altezza di alcune centinaia di
chilometri, rarefacendosi man mano che ci si allontana dal livello del suolo. In essa si
distinguono varie fasce: la troposfera(circa 2o km), la stratosfera ( 2o a 5o km), la
mesosfera (da 5o a 8o km) e l'eterosfera, la parte più esterna, estremamente rarefatta. A
livello del mare, la composizione dell'aria secca (cioè senza tener conto del vapor d'acqua)
è la seguente:
- azoto (N2) 78,03%
- anidride carbonica (CO2) 0,03%
- ossigeno (o2) 20,99%
- argon (Ar) 0,94%
- altri gas (idrogeno, gas nobili) 0,01%
L'atmosfera è indispensabile alla vita sulla Terra, perché contiene l'ossigeno: tutti gli esseri
viventi (sia gli animali che le piante) hanno bisogno dell'ossigeno per le proprie attività
vitali, e lo preleva-no dall'atmosfera attraverso la respirazione.
Classificazione degli inquinanti dell'aria
Le principali fonti di inquinamento dell'aria sono gli autoveicoli, le industrie, gli impianti
termoelettrici e, nei mesi invernali, gli impianti di riscaldamento degli edifici. Le particelle
immesse nell'aria da queste fonti vengono classificate in base alle loro dimensioni. La
prima grande distinzione è fra particelle allo stato gassoso, cioè singoli atomi, molecole o
ioni di varie sostanze, e particolato, cioè particelle di dimensioni maggiori. Queste ultime,
a loro volta, vengono distinte in particolato fine (PM-2,5), costituito da particelle con
diametro inferiore a 2,5 micron, e particolato grossolano (PM-10), costituito da particelle
con diametro maggiore di 2,5 micron. L'aria inquinata è nociva alla salute di uomini e
animali perché il loro apparato respiratorio non è in grado di impedire che le sostanze
inquinanti raggiungano i polmoni. Se l'aria che inspiriamo contiene altre sostanze oltre a
quelle che fanno parte della sua composizione naturale, anche queste sostanze penetrano
nei polmoni con l'inspirazione; molte di esse possono provocare effetti dannosi. Inoltre,
l'aria inquinata è dannosa per le piante e danneggia i monumenti. Gli effetti dipendono
dalla natura delle particelle, dalla loro concentrazione e dal tempo di esposizione, cioè dal
tempo che una persona trascorre nell'ambiente in cui è presente un dato inquinante. È
particolarmente importante conoscere le relazioni fra la concentrazione di un dato
inquinante e l'entità degli effetti dannosi, perché ciò consente di stabilire dei valori al di
sopra dei quali la concentrazione viene considerata pericolosa e, quindi, diviene necessario
adottare misure adeguate.
Inoltre, l'entità degli effetti dipende dallo stato di salute dei singoli individui.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
44
SOSTANZE INQUINANTI: IL PARTICOLATO
Come abbiamo già visto, il particolato si distingue in particolato fine (PM-2,5) e particolato
grossolano (PM-10) a seconda delle dimensioni delle particelle che lo costituiscono. Le
dimensioni sono tali per cui le particelle non vengono fermate a livello delle primissime vie
aeree, ma vengono inalate. Arrivano cosi a depositarsi negli alveoli polmonari, formando
uno strato che ostacola lo scambio gassoso fra l’aria e il sangue. Inoltre, possono essere
nocive per la loro natura chimica o perché adsorbono sulla propria superficie altri
inquinanti presenti nell’aria.
La durata della loro permanenza nell’aria dipende anche da fattori climatici quali la
presenza o assenza di venti, la temperatura e il livello di umidità. Vengono trasportate
verso il suolo dalle precipitazioni (pioggia o neve).
Le particelle del particolato fine hanno le dimensioni tipiche degli aerosol e possono essere
sia allo stato solido sia allo stato liquido. Grazie alle loro piccole dimensioni, queste
particelle possono rimanere a lungo sospese nell’aria e
spostarsi lontano dalla sorgente da cui vengono emesse.
Vengono prodotte principalmente dalla combustione dei carburanti degli autoveicoli, dalle
centrali termoelettriche, da alcuni impianti industriali e, nei mesi invernali, dalla
combustione di oli per il riscaldamento.
Fra gli effetti della presenza del PM-2,5 si sono riscontrati disturbi cardiaci e dell’apparato
respiratorio, diminuzione della funzionalità dei polmoni e casi di morte prematura.
Le particelle del PM-10 vengono prodotte principalmente dalle lavorazioni che danno
origine a polveri (ad esempio, preparazione del cemento o macinatura di certi materiali).
L’effetto più comune della loro presenza è un aggravamento dei disturbi in chi soffre di
asma o altre malattie dell’apparato respiratorio.
Possono causare danni anche alle coltivazioni: le polveri emesse dai cementifici si
depositano nelle aree circostanti e, ricoprendo le foglie con uno strato di polvere,
danneggiano le piante.
Le polveri fini (PM10) si presentano a livello mondiale come gli inquinanti più difficili da
combattere perché spesso la loro accumulazione e collegata a fattori meteo-climatici su cui
e difficile se non impossibile intervenire. E’ questo il caso particolare della Regione
Lombardia caratterizzata da un contesto meteo-climatico sfavorevole tipico della pianura
padana (elevata stabilita atmosferica e ridotta velocità del Vento) che da luogo a scarsa
capacita di rimescolamento dell’atmosfera ed all’accumulo di inquinanti soprattutto nel
periodo invernale.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
45
Inquinamento da PM e salute dei cittadini
Il PM10 è oggi il più diffuso indicatore dello stato di qualità dell’aria ed e il parametro più
utilizzato negli studi sugli effetti sanitari dell’inquinamento ambientale. Un elemento
fondamentale nella valutazione degli effetti é rappresentato dalla corretta misura
dell’esposizione agli inquinanti. Le centraline di rilevamento della qualità dell’aria,
presenti nel territorio regionale, sono importanti strumenti per la stima dell’esposizione
della popolazione
residente, che consentono di seguire l’evoluzione temporale del fenomeno e permettono di
effettuare una valutazione modellistica dell’esposizione.
L’elevata mobilita di gran parte della popolazione e il numero di ore passate in ambienti
indoor (quali l’abitazione, gli uffici, i negozi i ristoranti ecc.) rendono comunque
problematica una stima accurata dell’esposizione effettiva con la sola misura degli
inquinanti presenti all’esterno (outdoor).
In alcune condizioni e momenti della giornata le concentrazioni degli inquinanti
indoor sono di assoluto rilievo tossicologico e andrebbero quindi attentamente valutate
specie in previsione della fissazione di limiti per l’ambiente generale.
Agli inquinanti di origine interna si sovrappongono quelli di origine esterna a causa dei
ricambi d’aria naturali e forzati. Le attività svolte nei diversi locali comportano tempi di
esposizione molto diversificati.
Le fonti di inquinamento indoor sono molteplici e il loro contributo complessivo alla dose
assorbita (indoor + outdoor) e di difficile quantificazione.
Aspetti tossicologici del PM10
Il PM10 e una complessa miscela di elementi metallici e composti chimici organici ed
inorganici dotati di differente tossicità per l’uomo, quando individualmente considerati, e
che possono avere azione tra loro sinergica.
Una delle componenti più rilevanti del PM10 anche dal punto di vista tossicologico é il
particolato emesso dai motori diesel.
Una importante componente del PM10 é rappresentata dai metalli come Pb, Fe, Mn,Cr, Ni,
Pt, dotati di azione generale o localizzata di tipo irritativo, allergico o tossico sistemico.
Aspetti epidemiologici del PM10
Gli effetti dell’inquinamento atmosferico sulla salute possono essere acuti o cronici. I primi
si manifestano lo stesso giorno dell’esposizione o seguono a distanza di pochi giorni
mentre i secondi si manifestano anche ad anni di distanza dopo esposizioni prolungate nel
tempo.
Gli effetti a breve termine sono stati oggetto di indagini molto ampie e rigorose negli Stati
Uniti ed in Europa che hanno fornito risultati concordanti. Disponiamo anche di dati
riguardanti la situazione italiana, in particolare lo studio "MISA" (Metanalisi Italiana degli
Studi sugli effetti a breve termine
dell’inquinamento Atmosferico) che ha interessato 15 grandi centri urbani italiani, tra cui
la città di Milano nel periodo 2000-2010. Lo studio ha stimato l’incremento della mortalità

Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
46
per cause respiratorie e per cause cardiovascolari, nonché dei ricoveri ospedalieri non
programmati per patologie respiratorie, cardiache e cerebro-vascolari, in rapporto ad
incrementi della concentrazione degli inquinanti atmosferici.
NO2, CO e PM10 si sono dimostrati gli inquinanti di maggior rilievo: il loro incremento e
associato ad un aumento della mortalità nei giorni immediatamente successivi a carico di
tutte le cause naturali, le cause respiratorie e le cause cardiovascolari.
Nel complesso, emerge da tutti gli studi condotti sia in Italia sia all’ester0 un’indicazi0ne
concorde circa gli effetti dannosi dell’inquinament0 atm0sferic0 sulla salute umana, sia
nei giorni immediatamente successivi alla comparsa di picchi, sia nel lungo periodo. Le
stime di incremento della mortalità e dei ricoveri ospedalieri sono variabili sia tra città sia
tra studi.
COME PREVENIRE L’INQUINAMENTO DELL’ARIA
Per prevenire l’inquinamento dell’aria bisogna evitare di immettervi le sostanze che la
inquinanti. I metodi sono diversi a seconda che si tratti di inquinanti emessi da industrie o
di inquinanti prodotti nell’ambito di quella che potremmo chiamare la vita quotidiana
(appartiene a quest’ultima categoria, ad esempio, l’inquinamento da automobili) In questo
paragrafo considereremo le tecniche
di prevenzione che riguardano più specificamente l’industria.
Il particolato (comprese le polveri) può essere abbattuta mediante filtrazione meccanica,
precipitazione elettrostatica, separazione tramite ciclone, separazione tramite lavaggio, e
impiego di metodi acustici.
La filtrazione intesa come separazione di particelle da un fluido gassoso può essere
necessaria:
· per ragioni economiche, ovvero per recuperare la parte di polvere che come prodotto o
reattivo non trasformato altrimenti andrebbe dispersa;
· per motivi igienici e ambientali, ovvero per limitare la dispersione di polveri in ambiente
di lavoro oppure nell’ambiente esterno.
E’ bene evidenziare la distinzione tra polveri, fumi e nebbie:
· polveri : particelle solide di dimensione media compresa tra 10 e 50 micron;
· fumi: particelle solide fine di dimensione media comprese tra 1 e 15 micron;
· nebbie: sospensione di gocce liquide di dimensione tra 2 e 15 micron , in un gas.
Il meccanismo usato per separare le tre tipologie è analogo, ovvero si tratta sempre di
trattenere all’uscita la parte corpuscolare dispersa nel fluido, processo realizzato
utilizzando filtri nelle tipologie a secco o a umido:
· sono filtri a secco quelli che separano le particelle per azione meccanica o elettrostatica.
· sono filtri a umido quelli che separano le particelle mediante “lavaggio” del gas in
opportune colonne a riempimento.

Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
47
FILTRO A MANICA
I filtri a manica sono costituiti da un insieme di tubi di tela a trama fitta tenuti ad una
estremità da anelli fissati a loro volta in una camera, con fori in corrispondenza ad ogni
tubo. L’aria entra nei tubi come indicato nello schema a fianco, e deposita la polvere sulla
superficie interna della tela mentre l’aria
depurata esce; la polvere viene scossa mediante sistemi automatici e raccolta in un cassone
alla base.
La pulizia delle tele può avvenire mediante getti di aria compressa dall’interno verso
l’esterno delle maniche, attraverso delle elettrovalvole, comandate mediante controllo
elettronico.
La capacità filtrante del sistema così come le condizioni ambientali in cui può essere
utilizzato dipendono dalle caratteristiche del tessuto: così ad esempio filtri in lana di vetro
possono essere usati per il funzionamento a temperature di esercizio di 200 °C.
La camera che contiene le maniche è generalmente ispezionabile attraverso opportuni
portelloni.
I diversi tipi di tessuto per diverse granulometrie di polveri definiscono anche la velocità di
filtrazione, che sarà maggiore per dimensioni maggiori delle polveri.
Il dimensionamento di un filtro a maniche necessita dei seguenti dati:
- caratteristiche chimico-fisiche delle polveri;
- temperatura dell’aria da trattare;
- posizione della fase che genera le polveri relativa a quella dell’impianto di abbattimento e
altezza da terra dell’impianto.

Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
48
Campi di applicazione e limiti di operatività
I filtri a maniche trovano impiego nei seguenti settori: produzione ceramiche, alimentari,
gomma , cementifici, industria estrattiva.
Operazioni di stoccaggio, movimentazione, trasporto pneumatico, miscelazione, pesatura e
confezionamento di materiali solidi polverulenti
- Operazioni di levigatura, sabbiatura, smerigliatura, carteggiatura, bordatura, taglio di
superfici di vario tipo e materiale.
- Operazioni di fusione di materiali metallici, vetrosi ed altro tipo
- Operazioni di combustione di materiale solido e rifiuti
- Operazioni di verniciatura con prodotti in polvere
Efficienza di abbattimento
L’efficienza di abbattimento può essere molto alta e raggiungere il 99%, purché il
dispositivo sia utilizzato nelle condizioni ottimali, soprattutto per i filtri a maniche.
L’efficienza dei sistemi di filtrazione si valuta esaminando i vari parametri che influenzano
l’abbattimento del particolato.
La temperatura operativa dei vari filtri deve sempre essere superiore al punto di
condensazione dei vapori presenti nell’aria da depurare. Infatti se l’acqua condensa, lo
strato di polveri già depositato sulla superficie del filtro si inumidisce e questo causa un
aumento della resistenza al passaggio dell’aria. Inoltre la presenza di una fase acquosa
favorisce la dissoluzione di eventuali composti acidi presenti nei depositi e quindi alla
lunga porta alla corrosione dei vari componenti dell’impianto, in particolare maniche ed
intelaiature di sostegno. Per evitare questo rischio, è possibile ricorrere al
preriscaldamento del sistema di abbattimento prima dell’utilizzo.
L’installazione di un pressostato (misura la pressione dell’aria) permette di valutare la
caduta di pressione lungo gli elementi filtranti, per verificare che i valori rientrino nei
limiti di riferimento e che non vi siano degli intasamenti.
L’individuazione delle infiltrazioni d’aria nell’impianto riveste un ruolo fondamentale, in
genere se sono udibili bisogna anche valutarne la portata.
La semplice osservazione dei camini di scarico risulta molto utile, in genere un aumento
delle emissioni visibili indica una riduzione nell’efficienza di abbattimento. La causa di una
evidente fuoriuscita di polveri dal camino può essere ricondotta alla rottura dei filtri, ad un
problema di tenuta causato da una installazione non corretta, oppure a errata
progettazione e dimensionamento (non si usano gli elementi filtranti più idonei).
Il problema del distacco delle sacche filtranti può essere dovuto ad un difetto dei supporti,
ad un deposito di polveri eccessivo, ad un ciclo di pulizia troppo frequente, ad uno
scuotimento troppo violento, e nei sistemi che usano aria compressa per la pulizia ad una
pressione eccessiva.
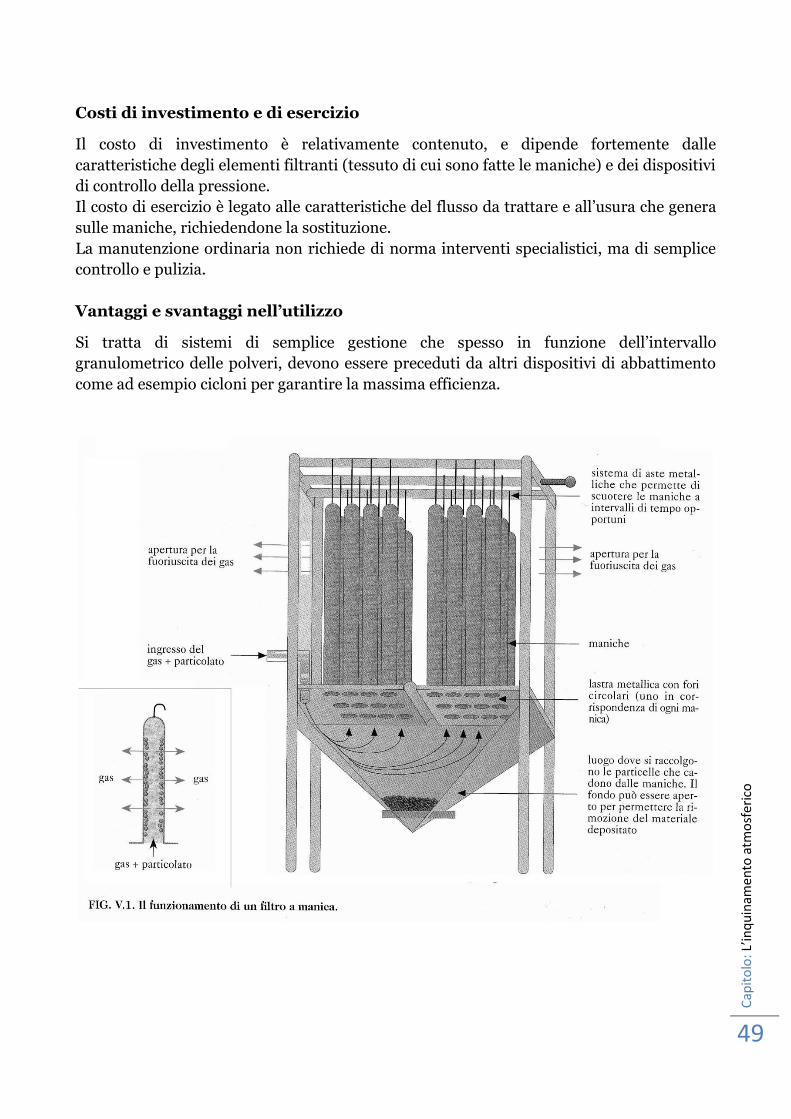
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
49
Costi di investimento e di esercizio
Il costo di investimento è relativamente contenuto, e dipende fortemente dalle
caratteristiche degli elementi filtranti (tessuto di cui sono fatte le maniche) e dei dispositivi
di controllo della pressione.
Il costo di esercizio è legato alle caratteristiche del flusso da trattare e all’usura che genera
sulle maniche, richiedendone la sostituzione.
La manutenzione ordinaria non richiede di norma interventi specialistici, ma di semplice
controllo e pulizia.
Vantaggi e svantaggi nell’utilizzo
Si tratta di sistemi di semplice gestione che spesso in funzione dell’intervallo
granulometrico delle polveri, devono essere preceduti da altri dispositivi di abbattimento
come ad esempio cicloni per garantire la massima efficienza.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
50
FILTRI ELETTROSTATICI
I filtri elettrostatici sfruttano la precipitazione elettrostatica; le particelle opportunamente
caricate in un campo elettrico, si muovono con velocità più elevate di quelle realizzabili in
campi gravitazionali ed inerziali.
Il particolato è in genere elettricamente neutro e pertanto per sfruttare la precipitazione
elettrostatica, è necessario caricarlo elettricamente. Questo avviene all’interno del filtro
stesso, sfruttando l’”effetto corona”.
L’effetto corona si realizza mediante un dispositivo costituito da due elettrodi, di cui uno è
un filo e l’altro un elettrodo ad ampia superficie. Tra i due elettrodi si impone una
differenza di potenziale di alcune decine di migliaia di volt, tale da rendere l’aria
conduttiva per dissociazione elettrica dei gas che la compongono. Se il filo è caricato
negativamente, si forma intorno ad esso un’area costituita da uno strato sottile a forma di
corona nel quale il campo elettrico è sufficientemente intenso per causare la dissociazione
delle molecole di gas; in questa zona intorno al filo, si crea e si autosostiene una densa
nube di ioni positivi e di elettroni a forma, appunto, di corona . Essendo il filo caricato
negativamente gli elettroni si muovono verso la parete dell’elettrodo positivo e,
allontanandosi vengono catturati dalle molecole dei gas costituenti l’atmosfera locale, che,
di conseguenza, si caricano a loro volta negativamente: le particelle solide che si trovano
tra filo e parete del tubo, assorbono nelle loro porosità le molecole di gas e risultano così
caricate.
A questo punto le particelle di polvere muovono veloci verso il tubo (elettrodo positivo)
dove vengono catturate e trattenute.
L’aria o il gas contenente polveri viene aspirato e convogliato nella zona del campo
elettrico, dove il materiale solido inizia a depositarsi sulla parete. Tale deposito deve essere
periodicamente rimosso o attraverso l’azione detergente di un liquido, in particolare nei
casi in cui sia necessario associare all’abbattimento una reazione di trasformazione chimica
delle polveri stesse, oppure mediante azioni meccaniche come percussione o vibrazione
che porta a raccogliere le polveri in un serbatoio.
La manutenzione ordinaria richiede che periodicamente gli elementi metallici che
costituiscono il filtro vengano estratti lavati.
Per semplificare e rendere meno onerosa la manutenzione nei dispositivi più moderni il
lavaggio viene fatto automaticamente dalla macchina stessa, secondo cicli predeterminati:
i filtri autopulenti per vibrazione sono generalmente usati per polveri con basso contenuto
di umidità (fumi da saldatura ed emissioni da lavorazioni meccaniche a secco), gli
autolavanti ad acqua trovano impiego per il trattamento delle emissioni caratterizzate da
nebbie oleose e polveri umide (da lavorazioni meccaniche ad umido con acqua emulsionata
o fluidi da taglio).
Comunemente vi sono 3 tipi diversi di precipitatori elettrostatici:
- gli elettrofiltri a secco con corona negativa;
- gli elettrofiltri ad umido con corona negativa;
- gli elettrofiltri ad umido con corona positiva.
Di questi i primi sono di gran lunga i più diffusi nelle applicazioni industriali.

Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
51
Campi di applicazione e limiti di operatività
Il campo di applicazione degli elettrofiltri a secco si suddivide in due settori:
· il settore professionale nell’ambito civile di filtrazione aria ambiente da inquinanti come
fumo di sigaretta, polveri, pollini;
· il settore industriale per la
filtrazione di nebbie oleose,
fumi di saldatura, polveri
fini.
Il sistema non è adatto a
qualunque tipo di polvere:
devono essere particelle che
sono in grado di caricarsi,
che non creano problemi di
flusso e che hanno una
opportuna resistività le
particelle con resistività
superiore causano una
caduta di tensione
all’interno dello strato di
polvere sulla parete del tubo, con formazione di turbolenze nel deposito e di bolle d’aria
cariche negativamente che respingono l’ulteriore accumulo di particelle, mentre resistività
inferiore a 104Ohm*cm rende probabile la perdita di carica da parte delle particelle, con
conseguente perdita di coesione del deposito che tende a disperdersi nuovamente nel
flusso di aria.
E’ possibile comunque, nel caso manchino le condizioni ideali, modificare opportunamente
il flusso di particelle per aggiunta di sostanze che influenzino positivamente la condizione
non rispettata.
Per alcune particelle ad esempio la resistività può essere aumentata operando ad una
temperatura opportuna, mentre, se la resistività è troppo elevata, può essere abbassata per
aggiunta di anidride solforosa, acido solforico, carbonato di sodio.
Efficienza di abbattimento
L’efficienza di abbattimento può essere molto alta e raggiungere il 99%, anche su
granulometrie molto ridotte. L’indicatore più diretto del rendimento dell’elettrofiltro è
l’opacità del flusso d’aria in uscita. Alcuni grandi precipitatori elettrostatici sono dotati di
monitor appositi detti opacimetri che sono in grado di rilevare anche le piccole deviazioni
nell’opacità media. Comunque le rilevazioni sulle emissioni visibili possono essere fatte
anche a vista, risulta infatti abbastanza facile intuire un malfunzionamento
dell’elettrofiltro se all’uscita compaiono degli sbuffi di fumo.
Spesso i picchi di opacità si possono ricondurre al rientro del particolato nel flusso d’aria
trattato durante l’azione dei percussori oppure ad un aumento della presenza del
particolato a monte dell’elettrofiltro. Anche le variazioni nella resistività del particolato
possono comportare un aumento delle emissioni a valle del precipitatore elettrostatico.
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
52
Il controllo delle variazioni del voltaggio, della corrente e del numero delle scariche
elettriche permette di evidenziare eventuali problemi di funzionamento.
Nel dispositivo di percussione è necessario controllare periodicamente le condizioni
generali strutturali, l’intensità delle percussioni e la loro frequenza in modo tale da
regolarle sulla base delle condizioni di resistività del articolato; in generale, infatti, la
frequenza delle percussioni è maggiore nella parte in corrispondenza dell’entrata del flusso
d’aria da trattare, dove la deposizione è
maggiore, mentre diminuisce progressivamente verso l’uscita.
Se la resistività è bassa, il particolato viene trattenuto debolmente e quindi frequenza e
intensità delle percussioni devono essere moderate, mentre se la resistività è alta il
particolato aderisce più tenacemente per cui serve una maggiore intensità e frequenza, nel
rispetto dei limiti di resistenza meccanica e strutturale dei percussori stessi e delle piastre
di raccolta.
Un altro problema che si può verificare è quello delle infiltrazioni d’aria nell’elettrofiltro.
Queste infiltrazioni possono portare spesso ad una perdita dell’isolamento degli elettrodi o
alla corrosione
delle parti metalliche a causa delle condensazioni acide favorite dall’umidità.
Costi di investimento e di esercizio
Il costo di investimento del sistema è piuttosto elevato; una stima dei costi di investimento
per un impianto di caratteristiche medie, al netto di opere aggiuntive è di circa 10 - 12 euro
al m3 di portata.
I costi di esercizio dipendono dall’energia impiegata e dalle necessarie manutenzioni e
controlli.
Vantaggi e svantaggi nell’utilizzo ambientali
Opera con alte efficienze e base perdite di carico, ma comporta ingombri notevoli e costi di
installazione e manutenzione tutt’altro che trascurabili; l’ingombro elevato è dovuto al
fatto che il funzionamento dei dispositivi è ottimale per velocità dell’aria inferiori a 1,5
m/sec, quindi è necessario operare con grandi sezioni.
Tra i principali vantaggi ricordiamo:
· la possibilità di ottenere alte efficienze di filtrazione. Sono, infatti, frequenti rendimenti
superiori al 99%;
· la possibilità di abbattere particelle di diametro molto ridotto, non esistendo un limite
teorico inferiore per la ionizzazione dei corpuscoli;
· la possibilità di ottenere il recupero del particolato senza modificarlo, allo stato secco; ciò
rende possibile, in molti processi produttivi, il reimpiego di materie prime costose;
· l’assenza di parti in movimento, che aumenta l'affidabilità;
· la possibilità di operare a temperature di esercizio molto elevate e in condizioni
ambientali aggressive (ad esempio in nebbie corrosive);
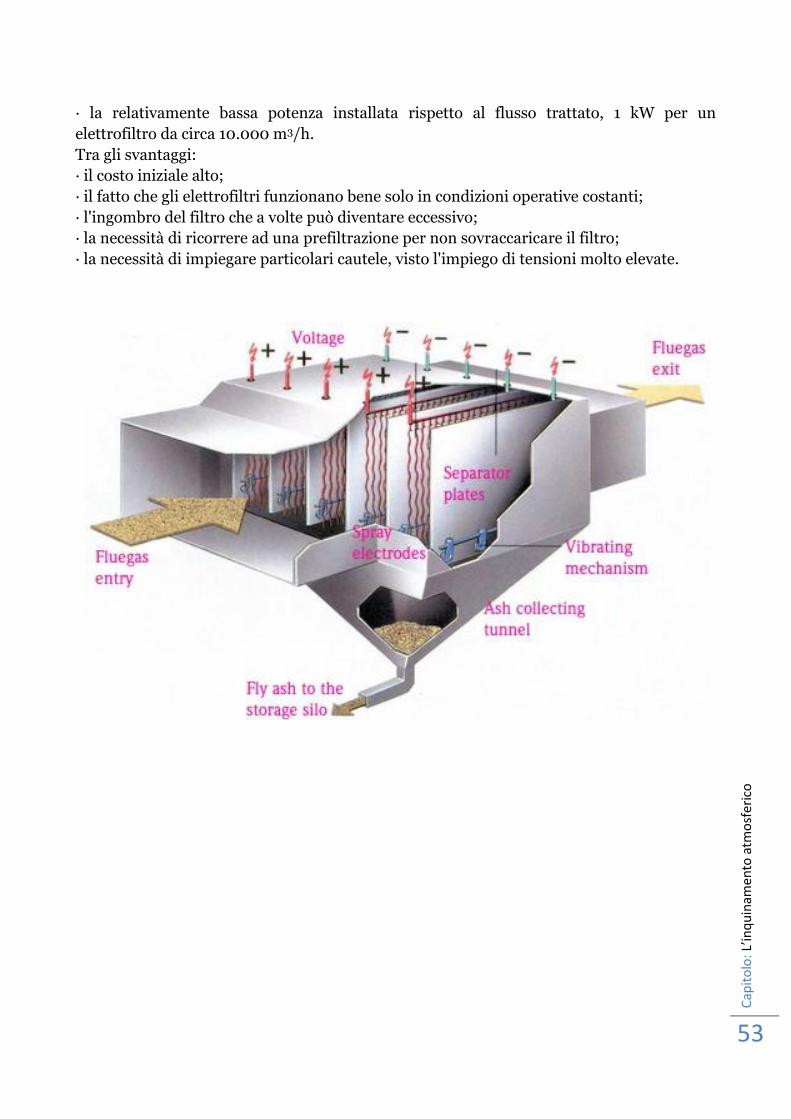
Cap
ito
lo: L
’inq
uin
amen
to a
tmo
sfer
ico
53
· la relativamente bassa potenza installata rispetto al flusso trattato, 1 kW per un
elettrofiltro da circa 10.000 m3/h.
Tra gli svantaggi:
· il costo iniziale alto;
· il fatto che gli elettrofiltri funzionano bene solo in condizioni operative costanti;
· l'ingombro del filtro che a volte può diventare eccessivo;
· la necessità di ricorrere ad una prefiltrazione per non sovraccaricare il filtro;
· la necessità di impiegare particolari cautele, visto l'impiego di tensioni molto elevate.
Cap
ito
lo: L
a G
uer
ra d
’Eti
op
ia
54
LA GUERRA D’ETIOPIA
I motivi dell’impresa
In campo coloniale, la politica del regime fascista
fu inizialmente rivolta a consolidare i possedimenti
italiani in Africa come la Libia, l’Eritrea e la
Somalia.
In precedenza tra il 1921 e il 1930 in Libia, il
Maresciallo Garzani aveva stroncato la resistenza
degli arabi facendo ricorso anche a rappresaglie,
deportazioni, esecuzioni e provocando migliaia di
vittime.
Vennero lanciate bombe incendiarie sui campi
d’orzo dei ribelli, con mitragliamenti in numerose
oasi. Non si trattava di azioni contro forze armate,
bensì di bombardamenti indiscriminati della
popolazione civile, con l’obiettivo di indurla a non appoggiare gli uomini in armi. Si voleva
fare “terra bruciata” attorno ai ribelli e, in effetti, questa politica del terrore spinse migliaia
di uomini, donne e bambini a lasciare la Libia. A tal fine si sganciarono anche bombe
cariche di gas tossici, da parte delle forze armate italiane appare ancor più riprovevole se si
considera che le grandi potenze si erano formalmente impegnate a non farne uso.
Nonostante l’estrema durezza della repressione, in alcune regioni la resistenza libica
sopravvisse, Badoglio (governatore della Libia), decise allora di occuparsi personalmente
del problema. Egli fece deportare e chiudere in campi di concentramento circa 100000
Arabi, questa cifra rappresenta esattamente la metà degli abitanti indigeni. In nessun’altra
colonia italiana la repressione ha assunto i caratteri e le dimensioni di un autentico
genocidio.
Nelle colonie vennero quindi assegnati ai contadini italiani 65000 ettari di terre incolte e
con il sostegno del governo, imprese do colonizzazione: furono costruite strade e
infrastrutture e venne sviluppata la produzione di cotone e di banane, impegnando la
manodopera indigena.
In una prima fase si può vedere che Mussolini aveva puntato alla creazione di una
atmosfera di pace; si trattava di una strategia obbligata per consolidare il regime fascista e
migliorarne l’immagine in Europa.
In una seconda fase, il regime si sentì più forte e ritenne di potersi affermare anche oltre
confine, incoraggiando il militarismo e il riarmo (ciò determinò un inasprimento dei
rapporti internazionali). Ponendosi dunque nell’ottica della valorizzazione della forza della
nazione italiana, aveva già deciso di conquistare nuovi territori in Africa. Con questa
impresa intendeva trasformare in realtà le affermazioni secondo cui il regime fascista
avrebbe portato l’Italia a diventare una grande potenza e quindi a raggiungere l’obiettivo
che il precedente Stato liberale non aveva conseguito.
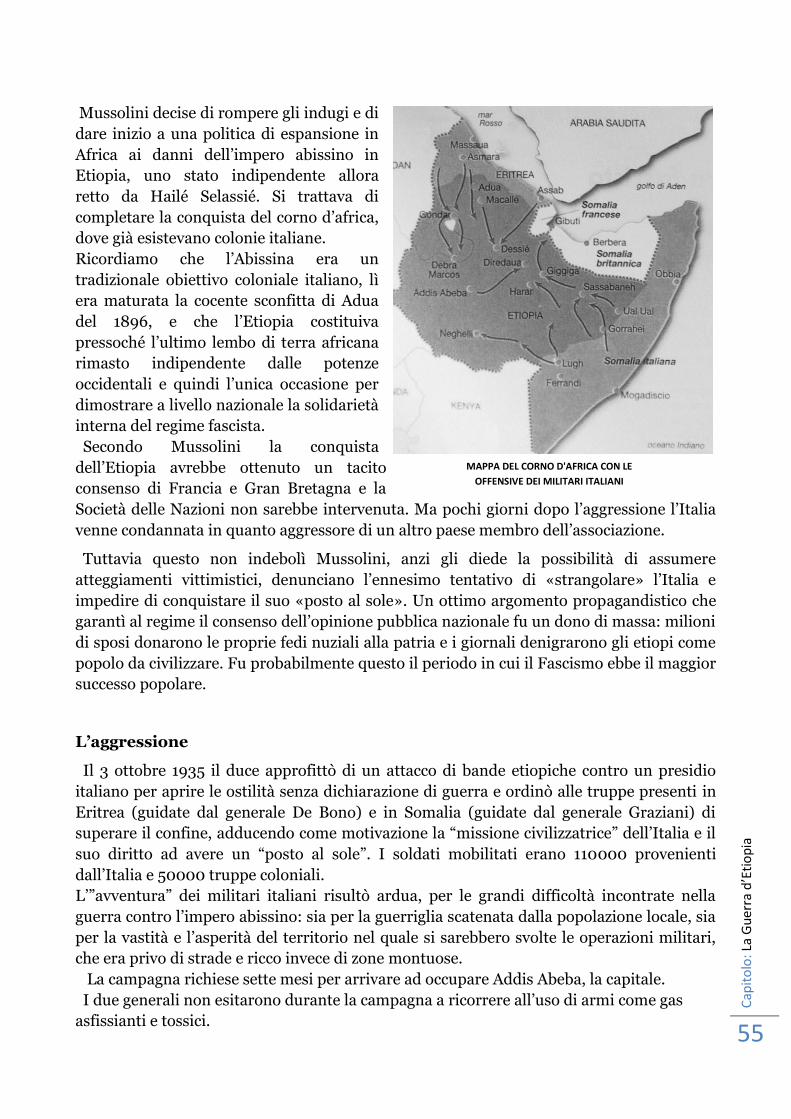
Cap
ito
lo: L
a G
uer
ra d
’Eti
op
ia
55
Mussolini decise di rompere gli indugi e di
dare inizio a una politica di espansione in
Africa ai danni dell’impero abissino in
Etiopia, uno stato indipendente allora
retto da Hailé Selassié. Si trattava di
completare la conquista del corno d’africa,
dove già esistevano colonie italiane.
Ricordiamo che l’Abissina era un
tradizionale obiettivo coloniale italiano, lì
era maturata la cocente sconfitta di Adua
del 1896, e che l’Etiopia costituiva
pressoché l’ultimo lembo di terra africana
rimasto indipendente dalle potenze
occidentali e quindi l’unica occasione per
dimostrare a livello nazionale la solidarietà
interna del regime fascista.
Secondo Mussolini la conquista
dell’Etiopia avrebbe ottenuto un tacito
consenso di Francia e Gran Bretagna e la
Società delle Nazioni non sarebbe intervenuta. Ma pochi giorni dopo l’aggressione l’Italia
venne condannata in quanto aggressore di un altro paese membro dell’associazione.
Tuttavia questo non indebolì Mussolini, anzi gli diede la possibilità di assumere
atteggiamenti vittimistici, denunciano l’ennesimo tentativo di «strangolare» l’Italia e
impedire di conquistare il suo «posto al sole». Un ottimo argomento propagandistico che
garantì al regime il consenso dell’opinione pubblica nazionale fu un dono di massa: milioni
di sposi donarono le proprie fedi nuziali alla patria e i giornali denigrarono gli etiopi come
popolo da civilizzare. Fu probabilmente questo il periodo in cui il Fascismo ebbe il maggior
successo popolare.
L’aggressione
Il 3 ottobre 1935 il duce approfittò di un attacco di bande etiopiche contro un presidio
italiano per aprire le ostilità senza dichiarazione di guerra e ordinò alle truppe presenti in
Eritrea (guidate dal generale De Bono) e in Somalia (guidate dal generale Graziani) di
superare il confine, adducendo come motivazione la “missione civilizzatrice” dell’Italia e il
suo diritto ad avere un “posto al sole”. I soldati mobilitati erano 110000 provenienti
dall’Italia e 50000 truppe coloniali.
L’”avventura” dei militari italiani risultò ardua, per le grandi difficoltà incontrate nella
guerra contro l’impero abissino: sia per la guerriglia scatenata dalla popolazione locale, sia
per la vastità e l’asperità del territorio nel quale si sarebbero svolte le operazioni militari,
che era privo di strade e ricco invece di zone montuose.
La campagna richiese sette mesi per arrivare ad occupare Addis Abeba, la capitale.
I due generali non esitarono durante la campagna a ricorrere all’uso di armi come gas
asfissianti e tossici.
MAPPA DEL CORNO D'AFRICA CON LE
OFFENSIVE DEI MILITARI ITALIANI
Cap
ito
lo: L
a G
uer
ra d
’Eti
op
ia
56
La proclamazione dell’impero
Il 9 maggio 1936 Mussolini poté annunciare la fine della guerra e la nascita di un”impero
dell’Africa orientale italiana”: offrendo la corona di imperatore d’Etiopia a Vittorio
Emanuele III (con Badoglio viceré). Il Duce, al quale fu attribuito il titolo di “fondatore
dell’impero”, raggiunse allora il massimo del consenso e della popolarità.
Anche se dal punto di vista economico l’Etiopia non si rivelò un paese ricco di risorse e
poco adatto alla coltivazione, dal punto di vista politico l’operazione fu un successo:
nell’estate stessa le sanzioni imposte dalla Società delle Nazioni furono ritirate e Francia e
Gran Bretagna riconobbero l’impero italiano d’Africa. In questo la Società delle Nazioni
manifestò la sua impotenza a risolvere le controversie di tale portata.
Le conseguenze e l’ Asse Roma-Berlino
La guerra costò all’Italia l’uscita dalla Società delle Nazioni
(che aveva adottato delle sanzioni contro il nostro paese) e
l’isolamento in ambito europeo,. In tale situazione Mussolini,
vedendo preclusa la possibilità di rinnovare l’intesa con Gran
Bretagna e Francia, si risolse a cercare un’alleanza con la
Germania di Hitler. La Germania durante la Guerra d’Etiopia
venne in aiuto dell’Italia con una serie di interventi
economici: infatti non aderendo alla Società delle Nazioni essa
non era vincolata al rispetto del blocco.
Così questo avvicinamento si trasformò rapidamente in
un’alleanza politica che si concretizzò nell’ottobre del 1936
con un accordo definito dallo stesso Mussolini Asse Roma-Berlino. Tale accordo in verità
non costituiva una vera e propria alleanza militare, ma riconosceva il rapporto sempre più
stretto fra i due paesi, in quanto prevedeva l’impiego comune a lottare contro il
comunismo e una reciproca consultazione sulle questioni internazionali.

Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
57
GIUSEPPE UNGARETTI E I
SUOI RAPPORTI COL FASCISMO
L’importanza storica di Ungaretti si lega non solo al valore artistico della sua poesia ed
all’influenza che ha esercitato sulle esperienze letterarie successive, ma anche per la sua
personalità. Da una parte egli cercava l’equilibrio, la purezza e l’armonia; dall’altra sentiva
il bisogno di tensione e trasgressione: il culto della parola è stato l’elemento poetico di
collegamento fra le due componenti. A tale proposito mi è parso interessante notare come
anche il suo rapportarsi con la realtà politica del tempo ed in particolare il fascismo, possa
rientrare in tale dinamismo caratterizzato da aspetti contrastanti.
La sua vita in sintesi
- Giuseppe Ungaretti nasce ad Alessandria d’Egitto nel 1888, e trascorre l’infanzia in
Africa, dove il padre lavora per la costruzione del Canale di Suez. Dopo il liceo si
trasferisce a Parigi, dove conosce molti intellettuali.
- Allo scoppio della Prima Guerra Mondiale, si arruola volontario per il fronte del
Carso. Da questa esperienza nascono alcune sue poesie.
- Dopo la guerra ritorna in Francia. Rientra in Italia nel 1921.
Nel 1933 esce "Il sentimento del tempo", la raccolta che segna l’inizio della sua
seconda fase poetica. Le liriche sono più lunghe e le parole più complesse.
- Nel 1939, si trasferisce in Brasile per insegnare letteratura italiana all’Università di
San Paolo. Nel 1944 inizia la terza fase di produzione poetica, più meditativa e
stilisticamente meno innovativa. Il poeta riflette sulla vita, derivata dall’età.
- Torna in Italia nel 1942, a Roma, dove insegna all’Università di Roma appunto.
- Muore a Milano nel 1970, dopo la sua ultima lirica "L’impietrito e il vellutato".
Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
58
Caratteri
Le poesie di Ungaretti, sono molto diverse da quelle degli altri poeti contemporanei, infatti
viene definito il precursore dell’ermetismo (movimento letterario che verrà definito negli
anni trenta). Esse sono a volte composte da una sola frase, mancano di punteggiatura ed il
titolo ha notevole importanza.
Le caratteristiche principali di Ungaretti sono:
- Poesie brevi: questa forma letteraria, difatti, dà poca importanza alla lunghezza della
poesia, esaltando invece le emozioni forti, a volte molto evidenti, a volte nascoste, suscitate
tramite una parola, la religione della parola: parola che si carica di un enorme significato.
- Mancanza della punteggiatura: la mancanza della punteggiatura dà alla poesia un senso
di dolore. Infatti, le poesie di Ungaretti sono molto tristi, essendo ispirate dalla Prima
Guerra Mondiale. Anche gli spazi tra una strofa e l’altra sono importanti: danno alla poesia
un ritmo simile ad un singhiozzo e per dare alla parola il massimo risalto e la massima
efficienza espressiva.
- L’importanza del titolo: il titolo, nelle poesie ermetiche, è molto importante. In esse,
infatti, è racchiuso tutto il significato della poesia, e, a volte, ne è racchiusa la morale.
- Sconvolgimento della metrica: adotta versi per lo più brevissimi, fino a far coincidere il
verso con la parola.
- Potenzia al massimo l’espressività dei nomi e dei verbi usati spesso in modo assoluto e
isolati sulla pagina con l’uso dello spazio bianco.
- Ribellione alla forma poetica tradizionale.
- Taglio autobiografico della poesia: lui più di altri fa tesoro delle sue esperienze di vita e le
riporta nelle sue produzioni in modo unico.
L’adesione di Ungaretti al fascismo
«Patria e rivoluzione: ecco il grido nuovo. (...) Aderisco ai fasci di combattimento, il solo
partito che intende la tradizione e l'avvenire, in modo genuino.»
Con queste parole espresso su “Il Popolo d'Italia” il 13 novembre 1919 Ungaretti
esprimeva un parere favorevole all’iniziale movimento fascista.
Egli aderì al fascismo firmando il “Manifesto degli intellettuali
fascisti” nel 1925.
L’adesione al fascismo da parte di Ungaretti è un problema
notevole della critica letteraria e biografica, che appare curioso ed
andrebbe indagato a fondo sebbene non sia mai stato preso
seriamente in considerazione.
Le sue poesie contro la guerra e poi la sua sensibilità e umanità
chiaramente espresse sono in stridente contraddizione con
l'adesione ad un movimento che faceva della persecuzione politica e
poi dell'alleanza con il nazismo, i suoi mezzi di lotta correnti.
Contraddizione ancor più evidente se si pensa al nuovo massacro del secondo conflitto
mondiale, del tutto simile a quello a cui lo stesso Ungaretti si riferiva e che condannava
nelle sue liriche del 1915-1916. Non a caso nel 1944 scrisse contro la guerra: "Non gridate
più", e la raccolta del "Dolore".
Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
59
Tuttavia le sue pubblicazioni non inficiarono i suoi rapporti con il fascismo e con
Mussolini, da cui ricevette innegabili vantaggi, come la cattedra di Letteratura italiana
all’Università di Roma.
Interessante, a questo proposito appare il ritrovamento di una lettera, in cui il poeta
come rivolgendosi ad un mecenate chiedeva a Benito Mussolini di stendere una
prefazione alla sua raccolta poetica.
Il capo del fascismo, secondo il poeta, era l'unico, in quel momento, capace di offrirgli un
riconoscimento ufficiale adeguato al proprio valore artistico, attraverso il quale migliorare
anche il tenore di vita.
E' quanto emerge dalla lettera inedita con la quale Ungaretti richiese a Mussolini
(ottenendola) la prefazione alla sua più celebre raccolta poetica, ''Il porto sepolto'',
stampata a La Spezia nel 1923.
Il documento autografo, conservato all'Archivio Centrale dello Stato, e' stato ritrovato da
Francesca Petrocchi, ordinario di letterature moderne comparate all'università' di Viterbo,
che lo ha inserito nel volume ''Scrittori italiani e fascismo'', di prossima pubblicazione
dall'Archivio Guido Izzi di Roma.
La scoperta mostra che fu proprio Ungaretti a contattare direttamente Mussolini, senza
la mediazione di Ardengo Soffici o Ettore Serra, come sostenuto da alcuni studiosi.
La lettera datata 5 novembre 1922 (il 31 ottobre il leader fascista era diventato capo del
governo, tre giorni dopo la marcia su Roma) ed apre il ''fascicolo Ungaretti'' conservato tra
le carte della Segreteria Particolare del Duce.
In essa Ungaretti ricordava che il suo ''valore di poeta'' era stato riconosciuto tra gli altri,
da Soffici, Papini e Prezzolini, così come da molti illustri intellettuali francesi (Apollinaire,
Breton), i quali lo avevano esaltato ''con parole non più usate da lungo tempo verso uno
scrittore d'Italia''.
Scriveva perciò a Mussolini: ''Meriterei di essere da un pubblico più vasto conosciuto ed
amato. Finora non conosco bene che la fame. L'Italia nuova deve sapere dare di più al
valore. Vuole Vostra Eccellenza che la rinnovata italianità sta consacrando, innalzare
anche la mia fede? Ricorro a V. E. come a un signore della Rinascenza. Quando l'Italia e'
stata grandissima nel mondo, i potenti non sdegnarono di coronarla di bellezza ch'e' la
sola cosa non peritura”.
A parere di Ungaretti, ''poche righe di prefazione'' da parte del nuovo capo di governo -
''quando le gravi cure dello Stato le daranno un momento di tregua'' - sarebbero state per
lui ''agli occhi di tutti, un gran segno d'onore''.
Conclusione
Non abbiamo alcuna notizia di un ripensamento di Ungaretti in merito alla sua adesione
al fascismo, neppure dopo la caduta del regime stesso.
Tale interesse per il fascismo rimane, dunque, una grande ombra sulla sua vita e sulla sua
dimensione morale. D'altra parte la sua poesia e le sue riflessioni, cariche di umanità,
testimoniano la genuinità della sua lirica, che non era certo al servizio del "regime".
Non pare esserci una risposta certa all’interrogativo su come potesse conciliarsi in
Ungaretti l'alta valenza morale ed umana delle sua poetica con la propria posizione

Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
60
politica: forse la motivazione è da ritrovarsi più che nel poeta nell’uomo che vive il suo
tempo e crede in ciò che fa , nella propria parola e vuole affermarla in tutti i modi.
Il caso “Ungaretti” come per altri autori italiani (si consideri per esempio Pirandello)
consente di capire quanto l’autore in rapporto alla realtà sociale e politica del suo tempo
abbia assunto una posizione originale. Egli, infatti si è posto più su un piano biografico-
che prettamente ideologico: in fondo forse il suo era un volere dichiarare il proprio IO
lirico e la storicità della sua poesia quale espressione di un sentire anche collettivo.
A seguire si presentano in sintesi alcuni aspetti fondamentali delle sue tre principali
raccolte.
RACCOLTE
La poetica di Ungaretti è legata alla sua biografia, poiché le esperienze di vita del poeta
influenzano notevolmente il suo modo di scrivere e i temi trattati. In particolar modo, la
guerra e il suo ruolo di soldato ispirano alcune tra le sue opere più famose nelle quali
esplora e spiega un aspetto della vita a lui nuovo.
Le sofferenze patite, la morte che ritrova continuamente sui campi di battaglia e nelle
trincee e molti altri drammi causati dal conflitto di cui è protagonista, donano al poeta
nuovi strumenti espressivi.
Consideriamo brevemente nei loro tratti distintivi le tre fondamentali raccolte poetiche di
Ungaretti : “L’Allegria”, “Sentimento del tempo”, “Il dolore”.
“L’ allegria”
La raccolta “Allegria di naufragi”, mette in luce lo
stile particolare del poeta; i versi sono spezzati e la
metrica viene completamente alterata. Alcuni versi
sono composti da singole parole e l'elemento
dominante è senza dubbio l'analogia, tipica
dell'ermetismo. La poesia, per rendere meglio, andava
quindi recitata.
L'espressione ermetica era basata quindi sul tentativo
di restituire alla poesia un valore e un significato
essenziale e a tratti profondo ed oscuro.
L’Allegria è il titolo definitivo assunto dalla
raccolta “Allegria di naufragi”, il cui nucleo originario è
costituito dalle poesie di “Il porto sepolto”. L’Allegria fu sottoposta a numerose
rielaborazioni, aggiunte e varianti, fino all’edizione definitiva del 1942.
Tema fondamentale dell’Allegria è quello della guerra, a cui il poeta partecipò in prima
persona. I versi di Ungaretti scoprono nella guerra la solitudine e la fragilità della sorte
umana, che proprio nel momento della sofferenza fanno emergere il senso di fratellanza e
di solidarietà che istintivamente legano ciascun uomo. Nel momento del più elevato
rischio, quando la condizione umana sfiora di continuo la morte, tanto più forte si fa
l’attaccamento alla vita e il desiderio “religioso” di armonia con l’universo.
Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
61
La prima esile raccolta di liriche, “Il Porto Sepolto”, comprende le poesie scritte al fronte
durante la prima guerra mondiale, per ognuna delle quali l’autore ha indicato la data e il
luogo di composizione. Il nucleo originario è costituito dalle poesie scritte quasi tutte in
trincea, annotate su pezzi di carta, e sono prevalentemente legate all’esperienza dolorosa
della guerra.
Il porto sepolto, cui allude il titolo della prima raccolta, è l’antico, mitico porto
sommerso di Alessandria. La poesia di apertura, che ha lo stesso titolo, è al tempo stesso
una dichiarazione di poetica: il poeta è colui che si immerge fino al porto sepolto,
ritornando alla luce con i propri versi. La metaforica discesa fino al porto sepolto è
un’immersione che si spinge a ritrovare il nucleo nascosto, un “segreto” che non sarà mai
possibile sciogliere, ma il poeta può capire qualche cosa di più, e deve restituire agli altri i
frammenti di verità che è giunto a conoscere, lasciando una traccia misteriosa, quasi
invisibile, e tuttavia inesauribile.
Il titolo successivo, “Allegria di naufragi”, fa riferimento alla drammaticità della guerra
ma anche, più in generale, alla vita, costellata da tutta una serie di naufragi, di sconfitte, di
delusioni, di tragedie. Da ogni sconfitta bisogna però risollevarsi e ricominciare da capo.
L’allegria rappresenta, appunto, la forza vitale insita nell’uomo, capace di risollevarsi e
riprendere il cammino. La poesia che dà il titolo alla raccolta presenta un altro tema
centrale, quello del viaggio, dell’uomo naufrago.
Nell’Allegria la metrica tradizionale si disgrega, scompare la punteggiatura, il verso si
spezza e si frantuma. La brevità del verso mette in evidenza la parola poetica, che fa
riemergere dal fondo della memoria momenti di vita intensamente vissuti, immagini e
frammenti di verità che, ripescati dal vuoto e dal nulla, nella loro essenzialità assumono un
senso profondo. La poesia tende ad esaltare l’essenzialità delle parole, che non sono quelle
letterarie, ma del linguaggio di tutti. Il verso scarnificato si compone spesso di poche
sillabe, l’uso degli spazi bianchi, delle pause di silenzio, obbligano a una lettura lenta,
scandita e suggeriscono sensazioni, immagini, sentimenti.
“Sentimento del Tempo”
La raccolta,intitolata "Sentimento del tempo" (scritta
nel 1933) mostra un cambiamento nella poetica di
Ungaretti. In essa, possiamo assistere a quello che è di
fatto un tentativo di recupero delle fede, intesa come
un'ancora di salvezza per l’uomo tormentato.
In questa seconda raccolta il poeta mette in secondo
piano, rispetto alla raccolta precedente, i temi
autobiografici e punta molto di più su riflessioni
generali e di tipo esistenziale. Anche la metrica subisce
un'evoluzione, riavvicinandosi a stili e regole più
tradizionali.
Il titolo allude al sentimento del rapido fluire del
tempo, della vita che scorre veloce, del destino di provvisorietà dell’uomo. Non troviamo
più i frammenti di vita vissuta in trincea, ma meditazioni sul tempo che fugge inesorabile,
Cap
ito
lo:
Giu
sep
pe
Un
gare
tti e
i
suo
i rap
po
rti c
ol f
asci
smo
62
sulla memoria, sulle persone amate, sulla morte, sui miti, su Dio e l’eterno. Con
“Sentimento del Tempo”, Ungaretti orienta la sua poetica e il suo stile verso il recupero
della tradizione aulica e di una forma più esuberante, adottando metri classici come
l’endecasillabo; anche il discorso acquista un respiro più ampio, mentre si fa più intensa la
componente religiosa della sua poesia. Qui il poeta ha la consapevolezza che il tempo è
cosa effimera rispetto all’eterno. La poesia aspira a dar voce ai conflitti eterni, a
interrogativi drammatici: solitudine e ansia di una comunicazione con gli altri, rimpianto
di un’innocenza perduta e ricerca di un’armonia col mondo.
“Il Dolore”
La terza raccolta del 1947 "Il dolore" vede il ritorno della biografia nella poesia di
Ungaretti, in seguito alla morte del figlio Antonietto, a cui dedica alcune delle liriche. Essa
è molto significativa e importante sia dal punto di vista letterario che biografico.
“Il dolore” contiene 17 liriche dedicate al figlio e altre poesie di contenuto storico (sulla II
guerra mondiale). Qui il discorso diventa più composto, quasi rasserenato. Toni e parole
paiono affiorare da un’alta saggezza raggiunta al prezzo di una drammatica sofferenza. Il
poeta esprime una inappagata ma inesauribile tensione alla pace e all’amore universali.
Nel Dolore la riflessione sulle sventure personali si intreccia a quella sulle sofferenze
universali in un unico tragico senso dell’esistenza.
Nelle ultime raccolte, la prospettiva cambia ancora in senso più intimista e Ungaretti,
ormai vecchio, medita su se stesso e tenta un bilancio complessivo della propria esperienza
di uomo e di poeta.
I versi di Ungaretti sono riuniti nel volume “Vita di un uomo”, che uscì l’anno prima della
morte dello scrittore nel 1970.
Cap
ito
lo:
Fon
ti
63
PROCESSI DI PRODUZIONE METALLURGICA:
Bibliografia:
- Spour G. – Stöferle T., Enciclopedia delle lavorazioni meccaniche – vol.5 lavorazioni per deformazione, Tecniche nuove, Milano 1987.
Sitografia:
- www.aluplanet.com
- www.ing.unitn.it
SCIENZA DEI MATERIALI:
Bibliografia:
- Nicodemi W., Metallurgia, Zanichelli, Bologna 2007.
- Nicodemi W., Acciai e leghe non ferrose, Zanichelli, Bologna 2008.
- Veschi D., L’alluminio e le leghe leggere, Hoepli, Milano 2003.
Sitografia:
- www.aluplanet.com
- www.dmfci.unict.it
- www.gianottielio.it
- www.ing.unitn.it
SISTEMI ORGANIZZATIVI METALLURGICI:
Bibliografia:
- Baird C. – Cann M., Chimica ambientale, Zanichelli, Bologna 2012.
- Mammino L., Chimica aperta - edizione rossa, D'Anna G., Torino 2012.
Sitografia:
- www.arpalombardia.it
- www.aslbrescia.it
- www.comune.brescia.it
- www.infoemas.it
STORIA:
Bibliografia:
- Brancati A.-Pagliarani T., Dialogo con la storia e l’attualità (L’età contemporanea vol.3), La Nuova Italia, Firenze 2012.
- Feltri F.M- Bertazzoli F.M., Chiaro scuro. Dal Novecento ai giorni nostri, SEI Torino 2012.
- Garzantina, Atlante storico. Enciclopedia tematica, Milano 2003.
- Palazzo M.- Bergese M.- Rossi A., Storia magazine. Il Novecento e l’inizio del XXI secolo, Editrice la Scuola, Brescia 2009.
ITALIANO:
Bibliografia:
- Baldi G. – Giusso S. - Razzetti M. – Zaccaria G., Il libro della letteratura vol.3/2, Paravia, Trento 2011.
- Guglielmino S., Guida al Novecento, Principato, Milano 1980.
Sitografia:
- www.adnkronos.com
- www.liberacultura2013.wordpress.com
- www.libriantichionline.com
FONTI
Cap
ito
lo:
Som
mar
io
64
SOMMARIO
SOMMARIO
Dedica .....................................................................................................................................2
Prefazione ............................................................................................................................. 3
Introduzione: ....................................................................................................................... 3
Mappa concettuale ..............................................................................................................4
Estrusione .............................................................................................................................4
Tipi di estrusione .................................................................................................................. 7
Il processo ........................................................................................................................... 12
La matrice .......................................................................................................................... 20
Difetti nel processo di estrusione ...................................................................................... 24
Progettazione ..................................................................................................................... 26
Alluminio ............................................................................................................................ 34
Le leghe leggere .................................................................................................................. 36
I trattamenti termici .......................................................................................................... 39
L’inquinamento atmosferico .......................................................................................... 41
Sostanze inquinanti: Il particolato .................................................................................... 44
Come prevenire l’inquinamento dell’aria .......................................................................... 46
Filtro a manica ................................................................................................................. 47
Filtri elettrostatici ........................................................................................................... 50
La Guerra d’Etiopia........................................................................................................... 54
Giuseppe Ungaretti e i suoi rapporti col fascismo ................................................. 57
Fonti ..................................................................................................................................... 63
Sommario ........................................................................................................................... 64