Hot Runner Systems - Mandelli Normalizzati PROGRAMMA STAMPI... · EJ DBMPSF TJB BMMF QJBTUSF EFMMP...
24
Hot Runner Systems MANDELLI NORMALIZZATI Stabilimento e Uffici: Via Teofilo Casale, 4 • 10070 ROBASSOMERO (Torino) Italy Tel. +39 011 9234701 r.a. • Fax +39 011 9234777 www.mandellinormalizzati.it • [email protected]
Transcript of Hot Runner Systems - Mandelli Normalizzati PROGRAMMA STAMPI... · EJ DBMPSF TJB BMMF QJBTUSF EFMMP...

Hot Runner Systems
MANDELLINORMALIZZATI
Stabilimento e Uffici: Via Teofilo Casale, 4 • 10070 ROBASSOMERO (Torino) ItalyTel. +39 011 9234701 r.a. • Fax +39 011 9234777www.mandellinormalizzati.it • [email protected]

2

3
DME
DME

4

\
5
6

7

8
DME
DME
DME
DME

HOT RUNNER SYSTEMS
WHAT IS A HOT RUNNER SYSTEM?
The Hot Runner system is the most efficient way of optimizing the production and improve quality of a Plastic Injectedproduct. This system is basically an extension of the injection Nozzles of the machine, working as a flow distributor toeach cavities. Through a distribution channels constantly heated, it is possible to keep the material at the sametemperature of the injection machine cylinder, free of variations as well as any inconvenience of the feeding gates.
WHY USING HOT RUNNER SYSTEMS?
The usage of hot runner systems provides several advantages if compared to the conventional cold one system, such as:
COST REDUCTION
. Raw material saving. Low Operational costs. Short injection cycle
DESIGN FLEXIBILITY
. Easy definition of the gate points of large parts. Drops balance is unnecessary. Variety of material input. Development of compact projects. Large number and options of injection gates. Wide range of nozzles and tips options . Easy to get layout with balanced flow. Molds for production and technical parts. Applicable to commodities resins and engineering plastics
REDUCTION ON CYCLE TIME
. Short cooling process . Solidification is unnecessary . Short opening shokes. Ideal to wall molds
QUALITY IMPROVEMENT OF MOLDED PARTS
. Contamination free . More dimensional uniformity of finished product. Injection vestiges may be controlled and some times become quite imperceptible . Short residual tension on molded components. Avoid secondary operations
HIGH EQUIPMENT EFFICIENT PERFORMANCE
. Machines with lower closing strokes and plasticity required. Reduced granulators use. Easy to color and material changes. Low injection pressure
COS’E’ UN SISTEMA A CAMERA CALDA?
Un sistema a camera calda è il modo più efficiente di ottimizzare la produzione e implementare la qualità dei particolari ricavati per iniezione plastica. Il sistema è basato fondamentalmente sull’estensione degli ugelli di iniezione della pressa ed opera come distributore del flusso di plastica fusa ad ogni cavità. Attraverso canali di distribuzione costantemente riscaldati, è possibile mantenere il materiale alla stessa temperatura del cilindro di iniezione della pressa, senza variazioni ed inconvenienti nell’alimentazione.
PERCHE’ ADOTTARE UN SISTEMA A CAMERA CALDA?
L’impiego di un sistema a camera calda procura una serie di vantaggi rispetto ai metodi convenzionali a canale freddo:
RIDUZIONE COSTI
· Risparmio materia prima· Costi produttivi ridotti· Tempo ciclo iniezione ridotto
FLESSIBILITA’ NELLA PROGETTAZIONE
· Facile definizione dei punti di iniezione per particolari di grandi dimensioni· Non è necessario il bilanciamento dei punti di iniezione· Impiego con ampia gamma di materiali· Sviluppo progetti compatti· Varietà gamma di tipi di iniezione· Vasta gamma ugelli e puntali standard· Facilità nell’ottenere un layout a flusso bilanciato· Alte produzioni sia per materiali semplici che per materiali tecnici
RIDUZIONE TEMPO CICLO
· Tempo di raffreddamento ridotto· Solidificazione non necessaria· Corse di apertura più corte
QUALITA’ PARTICOLARI STAMPATI MIGLIORATA
· Non ci sono contaminazioni· Uniformità dimensionale del prodotto finito· Controllo dei testimoni ottenibili fino al renderli impercettibili· Bassa tensione residua dei particolari stampati· Eliminazione operazioni secondarie
ALTA PERFORMANCE DELLE ATTREZZATURE PRODUTTIVE
· Presse iniezione con corse di lavoro più corte· Riduzione utilizzo granula tori· Semplicità nel cambio materiali e colori· Bassa pressione di iniezione

HOT RUNNER SYSTEMS
HOT RUNNER SYSTEM TYPES
Polimold hot runner systems are provided in three different types, all supplied with standardized components. We offer to our clients a complete line, with high-quality and technology products under replacement warranty.
NOZZLES FOR INJECTION MOLDING MACHINES
. Avoid cool channels use. Reduced injection cycle . Production increased. High quality of finished products. Minimal vestiges at feed point (gate)
MANIFOLDS SYSTEMS
. High-speed flow. Reduced pressure level . Tension-free material. Easy to process material molding . Impruve flow balance to the cavities . Fast cycles. Saving material. Thermal homogeneity of the plastic resin . Easy to change colors. Diversity of standard nozzle and tips. . Standard Manifolds
VALVE GATE SYSTEMS
. Easy injection flow. Minimal vestiges at feed point (gate) . Ideal to inject parts with different volumetricmass at the same mold. Product welding line free (cool line). Molded piece with lower shearing urth a high-quality product
TIPI DI SISTEMA A CAMERA CALDA
Fondamentalmente esistono tre tipi di sistema, tutti fornibili con componenti standardizzati, di alta tecnologia e qualità, con garanzia di reperibilità dei ricambi e di assistenza a livello globale.
UGELLI SINGOLI
· Evitano l’utilizzo di canali di raffreddamento· Riduzione tempo ciclo· Aumento produttività· Alta qualità del prodotto finito· Testimone minimo nel punto di iniezione
SISTEMI A PIASTRA CALDA
· Alta velocità del flusso· Riduzione livello pressione· Materiali senza tensione residua· Stampaggio materiali diversi semplice da programmare· Bilanciamento flusso verso le cavità ottimizzato· Cicli rapidi· Risparmio materia prima· Omogeneità termica delle resine plastiche· Semplicità cambio colore· Vasta gamma ugelli e puntali standard· Piastre calde standard
SISTEMI AD OTTURAZIONE
· Flusso iniezione semplificato· Testimone minimo nel punto di iniezione· Ideale per l’iniezione di particolari con masse diverse nello
stesso stampo· Eliminazione linee di saldatura ( raffreddamento )· Alta qualità particolari stampati

HOT RUNNER SYSTEMS - SELECTING NOZZLE
Provides low resistance to flow and producing excellent flow rate, it ismostly appropriate to resins. Designed with extra material is the perfectsolution to those where vestiges are allowed, mainly to over-grooveinjection applications.
POLIMAX LINE
Ideal for resins with high viscosity, engineering plastics, providingexcellent seal flow gate at the tip area with vestige with completeresidues control. It was excellent abrasive resistance, assuring goodresults with commodities or engineering resins.
Suitable for high viscosity resins, engineering plastics and other applications that the gate requires excellent appearance and minimalvestiges. It has two point tips: standard and abrasive resistant, thatspecially appropriate for filled or materials abrasive fibers.
SPRUE GATE TIPSTANDARD/EXTENDED
RING GATE TIP / EXTENDED
POINT GATE TIP
HOT RUNNER SYSTEMS- SELEZIONE UGELLO
LINEA POLIMAX
Permette una bassa resistenza ed un eccellente coefficiente di flusso. Particolarmente indicato per le resine. Concepito con una parte di sovrametallo è perfetto per le applicazioni in cui è permesso un testimone o in cui il punto di iniezione non si trova in piano.
Ideale per le resine ad alta viscosità, materiali tecnici, permette un eccellente sigillo del flusso nell’area del puntale, con testimone con residuo completamente controllato. Eccellente resistenza all’abrasione, assicura ottimi risultati sia con materiali semplici che con resine tecniche.
Ideale per le resine ad alta viscosità, materiali tecnici ed altre applicazioni in cui l’area di iniezione deve avere aspetto estetico e testimone ridotto. Due tipi di puntale: standard e resistente all’abrasione, particolarmente indicato per materiali caricati e fibre abrasive.
HOT RUNNER SYSTEMS - SELECTING NOZZLE
POINT GATE TIP
THRU HOLE TIP
STANDARD TIP- 25 SERIES
STANDARD TIP - 50 SERIES
THRU HOLE TIP
STANDARD EXTENDED TIP
Designed to molds for large-scale production, provides low heat trans-fer molding to the part surface. It is mostly used for the flip-tops thatinner injection made by the internal side of the part, also indicated toinjection points next to product nervure.
Designed to molds for large-scale production, provides low heat trans-fer molding to the part surface. It is mostly used for the flip-tops thatinner injection made by the internal side of the part, also indicated toinjection points next to product nervure.
It is a high performance and compact design for injection of productswith engineering plastics, perfect solution to small parts.
It is a high performance and compact design for injection of productswith engineering plastics, perfect solution to small parts. It avoidssolidification at the end of the point gate, preventing injection processbreakdown.
Excellent option to molds that requires large-scale production moldingPEHD resin. Made of material with excellent thermal transfer, it avoidssolidification at the end of the point gate, preventing any injectionprocess breakdown.
Designed to molds for large-scale production, provides low heat transfer molding to the part surface. It is mostly used for the flip-topsthat inner injection made by the internal side of the part, also indicatedto injection points next to product nervure.
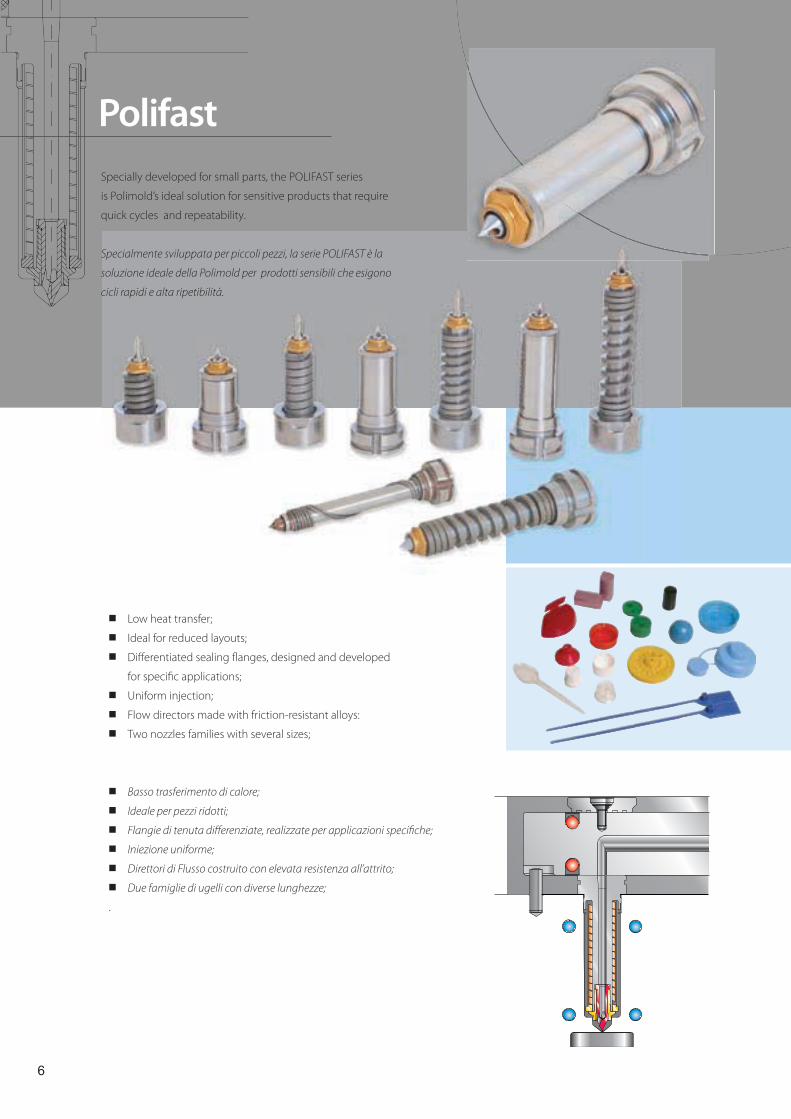
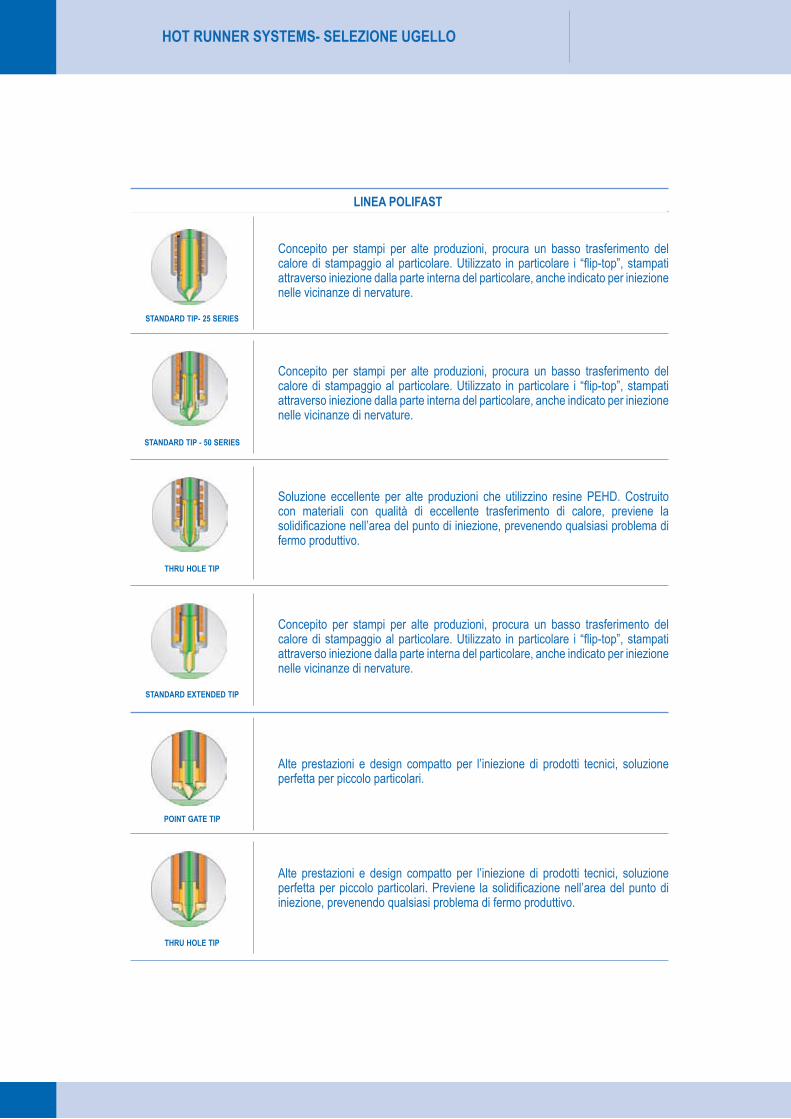
POLIFAST LINE
HOT RUNNER SYSTEMS- SELEZIONE UGELLO
LINEA POLIFAST
Concepito per stampi per alte produzioni, procura un basso trasferimento del calore di stampaggio al particolare. Utilizzato in particolare i “flip-top”, stampati attraverso iniezione dalla parte interna del particolare, anche indicato per iniezione nelle vicinanze di nervature.
Concepito per stampi per alte produzioni, procura un basso trasferimento del calore di stampaggio al particolare. Utilizzato in particolare i “flip-top”, stampati attraverso iniezione dalla parte interna del particolare, anche indicato per iniezione nelle vicinanze di nervature.
Soluzione eccellente per alte produzioni che utilizzino resine PEHD. Costruito con materiali con qualità di eccellente trasferimento di calore, previene la solidificazione nell’area del punto di iniezione, prevenendo qualsiasi problema di fermo produttivo.
Concepito per stampi per alte produzioni, procura un basso trasferimento del calore di stampaggio al particolare. Utilizzato in particolare i “flip-top”, stampati attraverso iniezione dalla parte interna del particolare, anche indicato per iniezione nelle vicinanze di nervature.
Alte prestazioni e design compatto per l’iniezione di prodotti tecnici, soluzione perfetta per piccolo particolari.
Alte prestazioni e design compatto per l’iniezione di prodotti tecnici, soluzione perfetta per piccolo particolari. Previene la solidificazione nell’area del punto di iniezione, prevenendo qualsiasi problema di fermo produttivo.

HOT RUNNER SYSTEMS - SELECTING NOZZLE
Designed to provides low heat transfer to the part surface is highlysecure against possible leaking, perfect to pieces with medium and bigplastic volume, made in PP / PELD / ABS / PS.
It has low heat transfer to the surface of the part. It is highly secureagainst possible leaking, and specific to make products with thin thick-ness and reduced gates.
Excellent option to molds that requires large-scale production moldingPEHD resin. Made of material with excellent thermal transfer, allowsheat concentration that comes from the resin in its tip, it avoids solidifi-cation at the end of the point gate, preventing injection process break-down.
Designed to provides low heat transfer to the part surface is highlysecure against possible leaking. It was excellent abrasive resistance,assuring good results with commodities or engineering resins, it avoidssolidification at the end of the point gate.
It is a tip with similar characteristics to all the tips of the COSMETICline, but with reduced dimensions, used in nozzles with compact dimen-sions. Perfect to PP/PELD/PS/ABS resins.
STANDARD TIP
SUPER SHARP TIP
THRU HOLE TIP
ABRASION RESISTENT
MINI TIP
POLICOSMETIC LINE
HOT RUNNER SYSTEMS- SELEZIONE UGELLO
LINEA POLICOSMETIC
Concepito per dare basso trasferimento di calore al particolare e massima sicurezza contro le fuoriuscite di materiale, ideale per particolari medi e grandi in PP, PELD, ABS, PS.
Concepito per dare basso trasferimento di calore al particolare e massima sicurezza contro le fuoriuscite di materiale, specifico per prodotti con spessore e testimone ridotti.
Soluzione eccellente per alte produzioni che utilizzino resine PEHD. Costruito con materiali con qualità di eccellente trasferimento di calore, concentra il calore sul puntale, per impedire la solidificazione nel punto di iniezione e prevenire qualsiasi fermo di produzione.
Concepito per dare basso trasferimento di calore al particolare e massima sicurezza contro le fuoriuscite di materiale, possiede eccellente resistenza all’abrasione, assicurando ottimi risultati sia con materiali semplici che tecnici, evita la solidificazione nel punto di iniezione.
Possiede tutte le caratteristiche della linea Policosmetic, indicato per ugelli con dimensioni compatte. Perfetto per le resine PP, PELD, PS, ABS.
HOT RUNNER SYSTEMS - SELECTING NOZZLE
COIL HEATER
TUBULAR HEATER
Developed to matrix insertion, it allows only the straw passage, makingpossible a precise closing at the injection point. Designed to offer animperceptible vestige, it is perfect to pieces which requires excellentappearance and minimal perception of injection point.
It is a tip that requires simple milling and assembling, recommended toproducts which allow a small double ring or injection on the feedingchannel. The tip is assembled parallel to the product figure, facilitatingthe execution of its pocket. The conic and precise closing of the straw isnot made in the matrix, but in the tip, forming an internal and externalrings.
Developed to injection of engineering materials, it has a matrix insertion,allowing only the straw passage. Making possible a precise closing ofthe injection point. Designed to make a sensitive vestige, it is perfect topieces which requires excellent appearance and minimal perception ofthe injection point.
Perfect to injection of engineering materials, its conception requires sim-ple milling and assembling, recommended to products which allow smalldouble ring or injection on the feeding channel. The tip is molded The tipis assembled parallel to the product figure, facilitating the execution ofits pocket. The conic and precise closing of the straw is not made in thematrix, but in the tip, forming an internal and external rings.
Specially designed to materials which of plastification range is strict.With a addition of a internal insert made in a high-conduction materialkeep the plastic mass in controlled temperature, to make easy theprocess range.
POINT GATE TIP
POINT GATE TIP
RING GATE TIP
HIGH PERFORMANCE
POLIVALVE LINE
RING GATE TIP
HOT RUNNER SYSTEMS- SELEZIONE UGELLO
RESISTENZA A SPIRALE
RESISTENZA CORAZZATA
LINEA POLIVALVE
Concepito con l’inserimento di una matrice, permette solamente il passaggio dell’otturatore, rendendo possible una chiusura precisa nel punto di iniezione. Progettato per offrire testimoni impercettibili, è perfetto per particolari altamente estetici.
Puntale che richiede semplice lavorazione e montaggio. Raccomandato per prodotti che permettono un testimone ad anello o sul canale di alimentazione. Il puntale è montato parallelamente alla figura e semplifica l’esecuzione della sua sede. La chiusura conica e precisa dell’otturatore non è nella matrice, ma nel puntale e forma un anello interno ed uno esterno.
Concepito per materiali tecnici. Con l’inserimento di una matrice, permette solamente il passaggio dell’otturatore, rendendo possible una chiusura precisa nel punto di iniezione. Progettato per offrire testimoni impercettibili, è perfetto per particolari altamente estetici.
Concepito per materiali tecnici. Puntale che richiede semplice lavorazione e montaggio. Raccomandato per prodotti che permettono un testimone ad anello o sul canale di alimentazione. Il puntale è montato parallelamente alla figura e semplifica l’esecuzione della sua sede. La chiusura conica e precisa dell’otturatore non è nella matrice, ma nel puntale e forma un anello interno ed uno esterno.
Concepito per materiali con basso spettro di plastificazione. Possiede un inserto interno in materiale altamente conduttivo per mantenere la massa plastica in temperatura controllata e facilitare il processo di stampaggio.
The table below shows the most suitable type of Nozzles and tips for plastic injection. We recommend that you con-tact POLIMOLD Engineering Department before ordering it, as information of aditives or filled material may changenozzle or tip option.
HOT RUNNER SYSTEMS - SELECTING NOZZLETABLE BETWEEN NOZZLE AND PLASTIC MATERIAL
. . .POINT GATE TIP
THRU HOLE TIP
STANDARD TIP - 25 SERIES
STANDARD TIP - 50 SERIES
THRU HOLE TIP
STANDARD EXTENDED TIP
SB PUR
PEI
PVC/
Flex
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA TPE
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . .
. . .
. . .
. . .
. . .
ABS
POM
PMMA
. Excellent . Good . Conditioned . Not Recommended
LABEL:
NozzleSemi-Crystaline
Thermoplastic Resin Type
TPE
COIL HEATER
POLIFAST LINE
AmorphouesSB PU
R
PEI
PVC/
Flex
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA ABS
POM
PMMA
NozzleSemi-Crystaline
Thermoplastic Resin TypeTUBULAR HEATER
Amorphoues
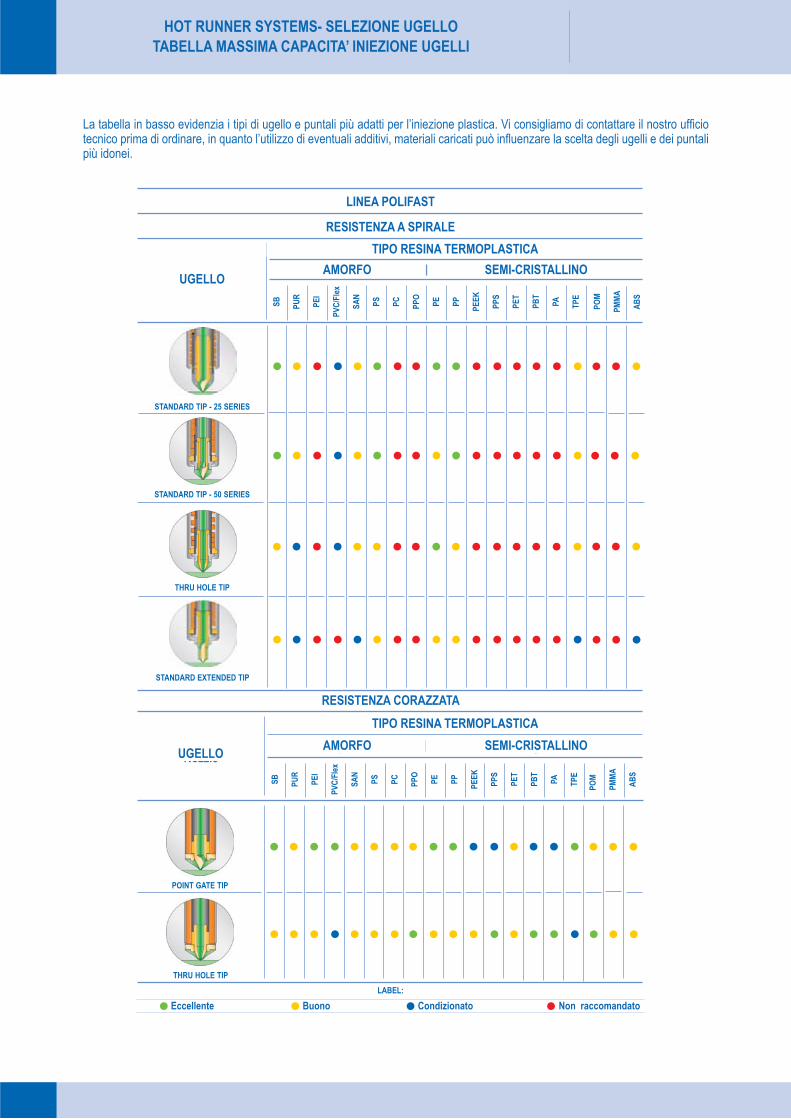
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
RESISTENZA A SPIRALE
RESISTENZA CORAZZATA
TIPO RESINA TERMOPLASTICA
TIPO RESINA TERMOPLASTICA
LINEA POLIFAST
La tabella in basso evidenzia i tipi di ugello e puntali più adatti per l’iniezione plastica. Vi consigliamo di contattare il nostro ufficio tecnico prima di ordinare, in quanto l’utilizzo di eventuali additivi, materiali caricati può influenzare la scelta degli ugelli e dei puntali più idonei.
AMORFO
AMORFO
SEMI-CRISTALLINO
SEMI-CRISTALLINO
UGELLO
UGELLO
Eccellente Buono Condizionato Non raccomandato

HOT RUNNER SYSTEMS - SELECTING NOZZLETABLE BETWEEN NOZZLE AND PLASTIC MATERIAL
Nozzle
. Excellent . Good . Conditioned . Not Recommended
Semi-CrystalineThermoplastic Resin Type
TPE
COIL HEATER
Amorphoues
SB
POLICOSMETIC LINE
PUR
PEI
PVC/
Flex
. . . . . . . . . . . . . . . . . . .
. . .
. . .
. . .
. . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA
LABEL:
STANDARD TIP
SUPER SHARP TIP
THRU HOLE TIP
ABRASION RESISTENT
MINI TIP
ABS
POM
PMMA
NozzleSemi-Crystaline
Thermoplastic Resin Type
TPE
TUBULAR HEATER
Amorphoues
SB PUR
PEI
PVC/
Flex
. . . . . . . . . . . . . . . . . . .
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA
STANDARD TIP
ABS
POM
PMMA
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
RESISTENZA A SPIRALE
RESISTENZA CORAZZATA
TIPO RESINA TERMOPLASTICA
TIPO RESINA TERMOPLASTICA
LINEA POLICOSMETIC
AMORFO
AMORFO
SEMI-CRISTALLINO
SEMI-CRISTALLINO
UGELLO
UGELLO
Eccellente Buono Condizionato Non raccomandato

HOT RUNNER SYSTEMS - SELECTING NOZZLETABLE BETWEEN NOZZLE AND PLASTIC MATERIAL
POINT GATE TIP
SPRUE GATE TIP
STANDARD EXTENDED TIP
Nozzle
. Excellent . Good . Conditioned . Not Recommended
Semi-CrystalineThermoplastic Resin Type
TPE
COIL HEATER
Amorphoues
SB
POLIMAX LINE
PUR
PEI
PVC/
Flex
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA
Nozzle Semi-CrystalineThermoplastic Resin Type
TPE
TUBULAR HEATER
Amorphoues
SB PUR
PEI
PVC/
Flex
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA
LABEL:
RING GATE TIP
POINT GATE TIP
THRU HOLE TIP
ABS
POM
PMMA
ABS
POM
PMMA
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
RESISTENZA A SPIRALE
RESISTENZA CORAZZATA
TIPO RESINA TERMOPLASTICA
TIPO RESINA TERMOPLASTICA
LINEA POLIMAX
AMORFO
AMORFO
SEMI-CRISTALLINO
SEMI-CRISTALLINO
UGELLO
UGELLO
Eccellente Buono Condizionato Non raccomandato

HOT RUNNER SYSTEMS - SELECTING NOZZLETABLE BETWEEN NOZZLE AND PLASTIC MATERIAL
Amorphoues Semi-Crystaline
ABS
. Excellent . Good . Conditioned . Not Recommended
Semi-CrystalineAmorphoues
TUBULAR HEATER
COIL HEATERThermoplastic Resin Type
Nozzle
POINT GATE TIP
RING GATE TIP
POINT GATE TIP
RING GATE TIP
HIGH PERFORMANCE
SB
POLIVALVE LINE
PUR
PEI
PVC/
Flex
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA TPE
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . .
. . .
. . .
. . .
. . .
ABS
POM
PMMA
Thermoplastic Resin Type
Nozzle
SB PUR
PEI
PVC/
Flex
SAN
PS PC PPO
PE PP PEEK
PPS
PET
PBT
PA TPE
POM
PMMA
LABEL:
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
RESISTENZA A SPIRALE
RESISTENZA CORAZZATA
TIPO RESINA TERMOPLASTICA
TIPO RESINA TERMOPLASTICA
LINEA POLIVALVE
AMORFO
AMORFO
SEMI-CRISTALLINO
SEMI-CRISTALLINO
UGELLO
UGELLO
Eccellente Buono Condizionato Non raccomandato

HOT RUNNER SYSTEMS - SELECTING NOZZLEMAXIMUM INJECTION CAPACITY TABLE NOZZLE
The table below is based on the evaluation of standard values got through software simulation, considering processand product variables on average basis. Therefore, it is advisable having such data evaluation provided by expertpeople who support you at choosing the most appropriate nozzle.
Any queries should be submitted to Polimold Engineering Department.
- - - - - -
- - - - - -
- - - - - -
- - -
- - -
- - -
- - -
- - -
- - -
- - - - - -
- - - - - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - - - - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
15
8
- - -
- - -
35
70
17
30
12
35
55
Maximum load weight in grams with maximum hole diameters
POLIFAST LINE
25 Series 50 Series 200 Series 500 Series 800 Series 1000 SeriesNozzle
- - -
- - -- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -40
15
100
- - -
- - -- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -40
20
80
- - -
- - -- - -
- - -
- - -
- - -
Fluid
- - -
- - -
- - -
- - -
- - -
- - -
- - -
Low
Low
Low
Medium
Low
High
Medium
Low
High
Medium
Low
High
High
Medium
High
Medium
High
Medium60
30
120
POINT GATE TIP
THRU HOLE TIP
STANDARD TIP - 25 SERIES
STANDARD TIP - 50 SERIES
THRU HOLE TIP
STANDARD EXTENDED TIP
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
Massimo peso in grammi con massimo diametro del foro iniezione
LINEA POLIFAST
La tabella in basso è basata sulla valutazione dei valori standard ottenuti attraverso simulazioni con software specialistici. E’ quindi consigliabile affidare tale valutazione dei dati al nostro ufficio tecnico.
I nostri esperti Vi consiglieranno la migliore soluzione per le Vostre problematiche.
UGELLO Fluido
Alto
Alto
Alto
Alto
Alto
Alto
Medio
Medio
Medio
Medio
Medio
Medio
Basso
Basso
Basso
Basso
Basso
Basso

HOT RUNNER SYSTEMS - SELECTING NOZZLEMAXIMUM INJECTION CAPACITY TABLE NOZZLE
- - - - - - 350100 250 400
2000- - - - - - 300 750 1500
750200- - - - - - 500 1000
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - - - - - - - - - - - - - - 70
280 - - - - - - - - - - - -
- - -
- - -
750200 500 1000
750200 500 1000
2300460 1150 1725
405115 285 460
- - -
- - -
- - - - - -
- - -
- - -
- - -
- - -
- - -
- - - - - - 140 - - - - - - - - -
- - -
2000300 750 1500
350100 250 400
2000300 750 1500
350100 250 400
405230 575 460
200 Series 500 Series 800 Series 1000 Series
Maximum load weight in grams with maximum hole diametersPOLICOSMETIC LINE
25 Series 50 SeriesNozzle
STANDARD TIP
SUPER SHARP TIP
THRU HOLE TIP
ABRASION RESISTENT
MINI TIP
Fluid
Medium
Low
High
Medium
Low
High
Medium
Low
High
Medium
Low
High
Medium
Low
High
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
Massimo peso in grammi con massimo diametro del foro iniezioneLINEA POLICOSMETIC
UGELLO Fluido
Alto
Alto
Alto
Alto
Alto
Medio
Medio
Medio
Medio
Medio
Basso
Basso
Basso
Basso
Basso

HOT RUNNER SYSTEMS - SELECTING NOZZLEMAXIMUM INJECTION CAPACITY TABLE NOZZLE
- - -
- - -
- - -
450
1000
3000
- - -
400
- - -
- - -
- - -
- - -
- - -
- - -
70
- - -
- - -
- - -
140
35
210 980 1400 2100
52 210 315 700
800
200
210
105
1400
700
300
980
2000
1400
1500
1000
2100
- - -
- - -
52
490
210
700
315
1050
700
105 490 700 1050
25 Series 50 Series 200 Series 500 Series 800 Series 1000 Series
RING GATE TIP / EXTENDED
SPRUE GATE TIPSTANDARD / EXTENDED
POINT GATE TIP
Maximum load weight in grams with maximum hole diametersPOLIMAX LINE
Nozzle Fluid
25 Series 50 Series 200 Series 500 Series 800 Series 1000 Series Fluid
Medium
Low
High
Medium
Low
High
Medium
Low
High
400
200
120
800
600
400
- - -
- - -
- - -
- - -
- - -
- - -
3200
2400
1600
4800
3200
2400
6400
4800
3200
8000
6400
4800
1600
1200
2400
4800
3200
7200800
200
1200
800
400
1600
600
400
260
- - -
- - -
- - -
2800
2000
1200
5600
4000
2800
6800
5600
4000
800
500
1200
POINT GATE TIP
RING GATE TIP
HIGH PERFORMACE TIP
Maximum load weight in grams with maximum hole diameters
POLIVALVE LINE
Nozzle
Medium
Low
High
Medium
Low
High
Medium
Low
High
HOT RUNNER SYSTEMS- SELEZIONE UGELLOTABELLA MASSIMA CAPACITA’ INIEZIONE UGELLI
Massimo peso in grammi con massimo diametro del foro iniezione
Massimo peso in grammi con massimo diametro del foro iniezione
LINEA POLIMAX
LINEA POLIVALVE
UGELLO
UGELLO
Fluido
Fluido
Alto
Alto
Alto
Alto
Alto
Alto
Medio
Medio
Medio
Medio
Medio
Medio
Basso
Basso
Basso
Basso
Basso
Basso

HOT RUNNER SYSTEMS - SELECTING NOZZLEMATERIALS AND SPECIFICATIONS
210
220
400
175
230
210
260
300
225
200
330
300
250
265
220
255
240
180
235
225
PBT
PET
PC
PPO
PE
PP
MATERIAL
Process Conditions for Plastics MaterialSTANDARD RESIN
SYMBOL
SB
PUR
SAN
PEI
PVC/Flex
PROCESSTEMPERATURE [ºC]
MOLDTEMPERATURE [ºC]
HOT RUNNER TEMPERATURE [ºC]
70
45
120
35
80
230
240
430
200
255
DENSITY MELTING[g/cm3]
0,93
0,93
1,12
1,02
0,99
SOLID DENSITY[g/cm3]
1,02
1,11
1,29
1,38
1,08
PS 45 230 0,95 1,05
80 330 1,08
80 300 0,99
1,20
1,13
25 225 0,74
PEEK
40 245 0,73
0,96
0,91
165 370 1,13 1,37
PPS 110 330 1,53 1,70
140 280 1,17 1,40
60 290 1,44 1,57
PA 6 90 250 0,98 1,14
PA 6.6 90 280 1,09 1,26
TPE 35 265 0,78 0,90
POM 100 200 1,16 1,42
PMMA 70 250 1,09 1,18
ABS 70 250 0,95 1,08
Styrene Butadiene
Poliuretane
Polyetherimide
Poly (Vinil Chloride)
Styrene/acrylonitrile
Polystyrene
Polycarbonate
Polyphenylene Oxide-Styrene
Polyethylene
Polypropylene
Polyether-etherketone
Poly (phenylene sulfide)
Polyethylene terephthalate
Polyebutylene terephthalate
6 Polyamide
66 Polyamide
Thermal Plastic Elastomers
Poly (Oxymethylene)(Polyacetal)
Poly (methyl methacrylate)
Acrylonitrile Butadiene Styrene
FLOW RATE
High Fluid Medium Fluid Low Fluid
SBPSPEPP
SAN PA 6ABS PVC/Flex
PPO PA 6.6PPS POM PET PMMA
PEITPE
PEEK
PCPBTPUR
HOT RUNNER SYSTEMS- SELEZIONE UGELLOMATERIALI E SPECIFICHE TECNICHE
CONDIZIONI PROCESSO DEI MATERIALI PLASTICI
MATERIALE SIMBOLO RESINA STANDARD TEMP. PROCESSO TEMP. STAMPO TEMP. CAMERA CALDA DENSITà FUSIONE DENSITà SOLIDO
COEFFICIENTE FLUSSO
Alto Medio Basso

HOT RUNNER SYSTEMS - SELECTING NOZZLEDEFINITION OF MATERIAL INPUT
The gate size (gate point) may vary according to the resin flow to be used and the product weight. To make it easy,please, see the chart below, matching the resin with product weight to be molded.
NOTE: This chart is only for guide purpose. Other factors should be considered to decide the gate such as:
-Product geometry-Polymer type-Mold and injection machine conditions
Low Fluid
High Fluid Meddium Fluid
HOT RUNNER SYSTEMS- SELEZIONE UGELLODEFINIZIONE INPUT MATERIALI
La dimensione del punto di iniezione può variare secondo il flusso della resina utilizzata ed il peso del particolare. Per facilitare i calcoli, vedere la tabella sotto, che confronta la resina con il peso del prodotto da stampare.
NOTA: La tabella è solamente indicativa. Altri fattori possono intervenire per la determinazione della dimensione del punto di iniezione, come:
- La geometria del particolare- Il tipo di polimero- Le condizioni della pressa ad iniezione e dello stampo
Alto Medio
Basso

Example:
Calculate the final pockets machinering dimension for nozzle HIP18100, using PE (Polyethylene)
HOT RUNNER SYSTEMS - SELECTING NOZZLECALCULATING THERMAL EXPANSION
Thermal expansion must be considered machining of the nozzle pockets. The expansion value must be added tothe nozzle length. To calculate this value for following data must be considered:
Resin typeProcessing temperatureNozzle length
After that, the following formula should be used.
V
l llll l
Where:A = Thermal ExpansionTCQ = Hot Runner Temperature (see table "MATERIALS AND SPECIFICATIONS")0.00001134 = Linear Expansion CoefficientA = Nozzle Nominal DimensionA1 = Final machinering dimension of the pockets
A = TCQ x 0.00001134 A1 = A + A
V
l llll
Knowing A= 100mm and TCQ= 225°C
A= TCQ X 0.00001134 x A A1= A + AA= 225ºC x 0.00001134 x 100mm A1= 100mm + 0.25mmA= 0.25mm A1= 100.25mm
V
l llll l V
l llll l V
l llll l
HOT RUNNER SYSTEMS- SELEZIONE UGELLODEFINIZIONE INPUT MATERIALI
La dilatazione termica deve essere considerata per la lavorazione delle sedi degli ugelli. Il valore della dilatazione termica viene sommato alla lunghezza dell’ugello. Per calcolarne il valore, bisogna considerare i seguenti fattori:
Tipo di resina
Temperatura di esercizio
Lunghezza ugello
Quindi si deve utilizzare la seguente formula:
Dove:∆A= Dilatazione termicaTCQ = Temperatura camera calda ( vedere tabella MATERIALI E SPECIFICHE )0.00001134= Coefficiente di dilatazione lineareA= Lunghezza nominale ugelloA1= Dimensione finale della sede dell’ugello
Esempio:
Calcolare le dimensioni della sede di un ugello HIP18100 per l’utilizzo con PE ( Polietilene )
Sapendo che A=100mm e TCQ=225°C
![CILINDRI - Pedrotti · 2016. 4. 28. · PEDROTTI NORMALIZZATI - 0U\V]PJPSPUKYPJVTWH[[PHUVYTH[P]H0:6 ZVUVZ[H[PYLHSPaaH[PJVUHSLZHNNPKH TTH TTLOHUUV\UPUNVTIYVPUMLYPVYL del 50% rispetto](https://static.fdocumenti.com/doc/165x107/60ced3bc5e15b00e3c2f0d1d/cilindri-pedrotti-2016-4-28-pedrotti-normalizzati-0uvpjpspukypjvtwhphuvythph06.jpg)