Fresare è più facile con ShopMill - cache.industry.siemens.com · quelli che sono i concetti più...
116
SINUMERIK SinuTrain Fresare è più facile con ShopMill Manuale d’istruzione • 08/2006
Transcript of Fresare è più facile con ShopMill - cache.industry.siemens.com · quelli che sono i concetti più...
SINUMERIK
SinuTrainFresare è più facile con ShopMill
Manuale d’istruzione • 08/2006

4. edizione riveduta e corretta 08/2006 valida a partire dalla versione software V06.04
Tutti i diritti riservati
La duplicazione e la cessione anche parziale del contenuto di questo manuale (testi, figure o disegni) non è consentita se non dietro autorizzazione scritta da parte dell’editore. Questo vale sia per la duplicazione attraverso fotocopie o qualsiasi altro metodo, sia per la conversione in formato film, nastro, disco, lucidi o altri sistemi.
Questo manuale di istruzione nasce dalla collaborazione fra la:
SIEMENS AGAutomatisierungs- und Antriebstechnik (sistemi di automazione e azionamento)Motion Control SystemsPostfach 3180, D-91050 Erlangen
E la
R. & S. KELLER GmbH
Siegfried Keller, Stefan Nover, Klaus Reckermann, Olaf Anders, Kai Schmitz
Postfach 131663, D-42043 Wuppertal
Nr. di ordinazione: 6FC5095-0AA50-0CP2

Manuale d’istruzione per ShopMill
1
Passare più rapidamente dal disegno al pezzo finito – ma in che modo?Fino ad oggi la produzione a controllo numerico era legata per lo più a programmi NC complicati e formulati in codici astratti. Un compito che solo degli specialisti erano in grado di svolgere. Ormai però chi è addetto alla lavorazione è div-entato esperto e, sulla base dell’esperienza acquisita nell’ambito dell’asportazione di materiale realizzata in modo tradizionale, è certamente in grado di affrontare in qualsiasi momento anche gli aspetti più difficili – anche se spesso però il fattore economico ne risente. Era necessario quindi dare a questi addetti alla lavorazione la possibilità di sfruttare in modo efficiente il know how accumulato con l’ausilio di macchine utensili a CNC.
La Siemens, con l’interfaccia operativa ShopMill introduce sul mercato una nuova soluzione che evita allo specialista qualsiasi codifica del programma. Invece della programmazione in codice la Siemens mette a disposizione di questi op-eratori una nuova generazione di controlli SINUMERIK:
Generare un piano di lavoro anziché fare la programmazione – è questa la soluzione
Attraverso la generazione del piano di lavoro con sequenze ottimizzate per l’operatore, chi utilizza ShopMill può di nuovo sfruttare tutte le sue capacità ed il suo know-how nella lavorazione ad asportazione di truciolo.
Anche i profili e i pezzi più complicati possono essere realizzati senza problemi con ShopMill grazie alla efficiente gen-erazione integrata dei percorsi di avanzamento. Quindi si può affermare che:
Con ShopMill passare dal disegno al pezzo finito è più facile e si fa più in fretta!
Sebbene non vi siano difficoltà ad apprendere ShopMill, con l'aiuto di questo manuale di istruzione sarà ancora più facile e veloce entrare in questo nuovo mondo. Tuttavia, prima di passare all'utilizzo vero e proprio di ShopMill, nei primi tre capitoli di questo manuale descriveremo quelli che sono i concetti più importanti:
• Per prima cosa parleremo dei vantaggi che si possono avere utilizzando ShopMill
• Successivamente indicheremo le funzioni base
• Infine parleremo di quelli che sono i presupposti geometrici e tecnologici necessari per realizzare la produzione
Dopo questa parte teorica illustreremo l’applicazione pratica di ShopMill:
• Sulla base di cinque esempi dove il livello di difficoltà aumenta gradualmente, verranno descritte le possibilità di lavorazione con ShopMill. Perciò all'inizio indicheremo tutti i tasti da utilizzare e quindi suggeriremo di proseguire in modo autonomo.
• Successivamente imparerete a eseguire l’asportazione in modo automatico con ShopMill.
• Alla fine, se lo desiderate, potete verificare a che punto siete arrivati nell’apprendimento di ShopMill.
Vi invitiamo a tener presente che i dati tecnologici citati in questo manuale, date le diverse realtà di officina, hanno solo carattere di esempio.
Come ShopMill è frutto di una collaborazione con chi lavora in officina, anche questo manuale di istruzione è stato elab-orato con l’aiuto di chi ha sperimentato questa interfaccia operativa. Con queste premesse vi auguriamo quindi di lavorare con successo e senza problemi con ShopMill.
Gli autori
Erlangen/Wuppertal, Settembre 2003
Prefazione

Manuale d’istruzione per ShopMill
Indice
1 I vantaggi di lavorare con ShopMill ..................................................................51.1 Risparmio nei tempi di apprendimento … ........................................................................ 51.2 Risparmio nei tempi di programmazione … ..................................................................... 61.3 Risparmio di tempi di produzione … ................................................................................ 8
2 Perché tutto funzioni in modo perfetto ...........................................................102.1 Una tecnica di qualità ...................................................................................................... 102.2 L’unità operativa della macchina .................................................................................... 112.3 I contenuti del menu base ............................................................................................... 13
3 Nozioni base per chi inizia ................................................................................183.1 Concetti geometrici ......................................................................................................... 18
3.1.1 Assi degli utensili e piani di lavoro ........................................................................ 183.1.2 Punti nell'area di lavoro ......................................................................................... 203.1.3 Immissione di quote assolute o incrementali ......................................................... 213.1.4 Movimenti lineari ................................................................................................... 223.1.5 Movimenti circolari ............................................................................................... 23
3.2 Dati tecnologici ............................................................................................................... 243.2.1 Utensili moderni per realizzare la fresatura e la foratura ....................................... 243.2.2 Impiego degli utensili ........................................................................................... 253.2.3 Velocità di taglio e velocità di rotazione ............................................................... 263.2.4 Avanzamento per dente e velocità di avanzamento ............................................... 27
4 Scelta degli utensili ............................................................................................284.1 Gestione utensili .............................................................................................................. 284.2 Utensili utilizzati ............................................................................................................. 304.3 Utensili nel magazzino .................................................................................................... 314.4 Misurazione degli utensili ............................................................................................... 314.5 Settaggio del punto zero del pezzo ................................................................................. 32
5 Esempio 1: Guida longitudinale .......................................................................345.1 Gestione programmi e definizione del programma ......................................................... 355.2 Richiamo dell’utensile, correzione del raggio della fresa e immissione del percorso
di avanzamento 375.3 Esecuzione di fori e ripetizioni della posizione .............................................................. 39
6 Esempio 2: Stampo per iniezione .....................................................................426.1 Rette e traiettorie circolari con coordinate polari ............................................................ 436.2 Tasca rettangolare ........................................................................................................... 476.3 Tasche circolari su matrici di posizione .......................................................................... 49
2
Manuale d’istruzione per ShopMill
7 Esempio 3: Placca modello ...............................................................................517.1 Fresatura continua di profili aperti ..................................................................................527.2 Svuotamento, materiale residuo e finitura di profili di tasche .........................................557.3 Lavorazione su diversi piani ............................................................................................597.4 Considerazione degli ostacoli ..........................................................................................61
8 Esempio 4: Leva ................................................................................................648.1 Fresatura trasversale ........................................................................................................658.2 Generazione di un campo per l’isola della leva ...............................................................668.3 Realizzazione della leva .................................................................................................678.4 Generazione di un campo per isole circolari ...................................................................718.5 Generazione dell’isola circolare 30 .................................................................................728.6 Generazione di un’isola circolare 10 ...............................................................................738.7 Funzione copia per l’isola circolare 10 ............................................................................748.8 Realizzazione delle isole circolari con l’aiuto dell’editor ampliato ................................758.9 Foratura profonda ............................................................................................................788.10 Fresatura elicoidale ..........................................................................................................798.11 Alesatura ..........................................................................................................................808.12 Filettatura .........................................................................................................................818.13 Programmazione polare di profili ....................................................................................82
9 Esempio 5: Flangia ............................................................................................849.1 Generazione di un sottoprogramma .................................................................................859.2 Specularità dei passi di lavorazione .................................................................................899.3 Fori ...................................................................................................................................929.4 Rotazione di tasche ..........................................................................................................939.5 Arrotondamento di profili ................................................................................................989.6 Cava longitudinale e cava circolare .................................................................................99
10 E adesso la produzione ....................................................................................10210.1 Ricerca del punto di riferimento ....................................................................................10210.2 Bloccaggio del pezzo .....................................................................................................10310.3 Impostazione del punto zero pezzo ...............................................................................10310.4 Elaborazione del piano di lavoro ...................................................................................104
11 Quanto siete esperti di ShopMill? ..................................................................106Fotografie e illustrazioni .................................................................................113
3

Manuale d’istruzione per ShopMill
4

Manuale d’istruzione per ShopMill
Questo capitolo descrive tutti i vantaggi che si possono avere lavorando con ShopMill.
… perché in ShopMill non esistono codifiche e nemmeno terminologie in linguaggi sconosciuti da imparare:infatti le interrogazioni relative ai dati da immettere sono espresse con testo in chiaro.
… perché nel Piano di lavoro grafico di ShopMill si possono anche integrare delle istruzioni DIN/ISO.
… perché quando si definisce un piano di lavoro è sempre possibile passare dal singolo passo di lavorazione alla rappre-sentazione grafica del pezzo e viceversa, attraverso una commutazione.
1 I vantaggi di lavorare con ShopMill
1.1 Risparmio nei tempi di apprendimento …
… perché con ShopMill avrete un supporto ottimale grazie alla disponibilità di maschere di help a colori. 1
5

1 I vantaggi di lavorare con ShopMill
... perché ShopMill offre un supporto ottimale già nell'immis-sione dei valori tecnologici. E' sufficiente soltanto immettere i valori relativi a Avanzamento/Dente e Velocità di taglio ricavan-doli dalle relative tabelle quindi ShopMill calcolerà automatica-mente il numero di giri e la velocità di avanzamento.
… perché in ShopMill con un passo di lavoro si può descrivere una lavorazione completa e si possono generare automaticamente i movimenti necessari per il posizionamento (qui dal punto di cambio utensile al pezzo e ritorno).
… perché nel piano di lavoro grafico di ShopMill sono rappresentati in modo chiaro e in forma compatta tutti i passi di lavorazione. In questo modo è possibile avere una panoramica completa di tutta la lavorazione con migliori possibilità di editing anche in caso di sequenze molto lunghe.
… perché nella foratura si ha la possibilità di con-catenare diverse operazioni di foratura con varie matrici di posizione e quindi non vi è la necessità di doverle richiamare continuamente.
1.2 Risparmio nei tempi di programmazione …
6

Manuale d’istruzione per ShopMill
… perché il calcolatore integrato del profilo è in grado di elaborare tutte le possibili quotature e tuttavia la funzione è molto semplice e chiara da utilizzare – grazie al supporto grafico e alle immissioni in dialogo di facile comprensione.
… perché premendo semplicemente un tasto si ha la possibilità di passare in qualsiasi momento da una rappresentazione statica con maschere di help a una rappresentazione grafica dinamica online. Attraverso la grafica online si ha un imme-diato controllo visivo dei valori immessi.
… perché la generazione di un piano di lavoro e la produzione vera e propria non si escludono reciprocamente : infatti con ShopMill è possibile generare un nuovo piano di lavoro e parallelamente eseguire un pezzo.
Tutti i raggi non quotati R6
Spessore pezzo: 20mm
7

1 I vantaggi di lavorare con ShopMill
… perché grazie alla possibilità di scegliere il tipo di fresa per asportare il materiale nella lavorazione delle tasche non è necessario regolarsi in base ai raccordi delle tasche: infatti con ShopMill il materiale residuo viene automaticamente identificato e asportato con una fresa più piccola.
… perché nel posizionamento dell'utensile non ci sono inutili movimenti di incremento fra piano di svincolo e piano di lavorazione. Infatti il posizionamento viene realizzato attraverso le impostazioni Svincolo su RP o Svincolo ottimizzato.
La funzione di Svincolo ottimizzato deve essere impostata dall'operatore nell'intestazione del programma. Si deve tener conto di eventuali ostacoli costituiti ad esempio da elementi per il bloccaggio del pezzo.
1.3 Risparmio di tempi di produzione …
Materiale residuo
Svincolo sul piano di svincolo (RP) Svincolo sui piani di lavoro= risparmio di tempo nella produzione
Maschere di help in ShopMill 1
8

Manuale d’istruzione per ShopMill
… perché grazie alla struttura compatta del piano di lavoro è facile ottimizzare la vostra sequenza di lavorazione riducendo i costi (qui ad es. evitando un cambio utensile).
Sequenza di lavorazione originaria
Sequenza di lavorazione ottimizzata attraverso le funzioni Tagliare e Inserire applicate al passo di lavo-razione
… perché con ShopMill attraverso una tecnica digitale universale (azionamenti SIMODRIVE, controlli SINUMERIK) si possono rag-giungere le massime velocità di avanzamento con una precisione di ripetizione ottimale.
9

2 Perché tutto funzioni in modo perfetto
Questo capitolo descrive i presupposti necessari per utilizzare l’interfaccia operativa ShopMill.
Il controllo SINUMERIK 810D come sistema base per l’utilizzo del software ShopMill rappre-senta la via più vantaggiosa per avvicinarsi ai sis-temi CNC e agli azionamenti digitali per le macchine utensili orientate al futuro.
Con l'aiuto dei motori a corrente trifase e …
2
2
2
2
2
2
2
... con la tecnica SIEMENS per i cambi la produzione può essere realizzata alle massime rotazioni e con velocità di avanzamento e di rapido molto elevate.
2 Perché tutto funzioni in modo perfetto
2.1 Una tecnica di qualità
10
Manuale d’istruzione per ShopMill
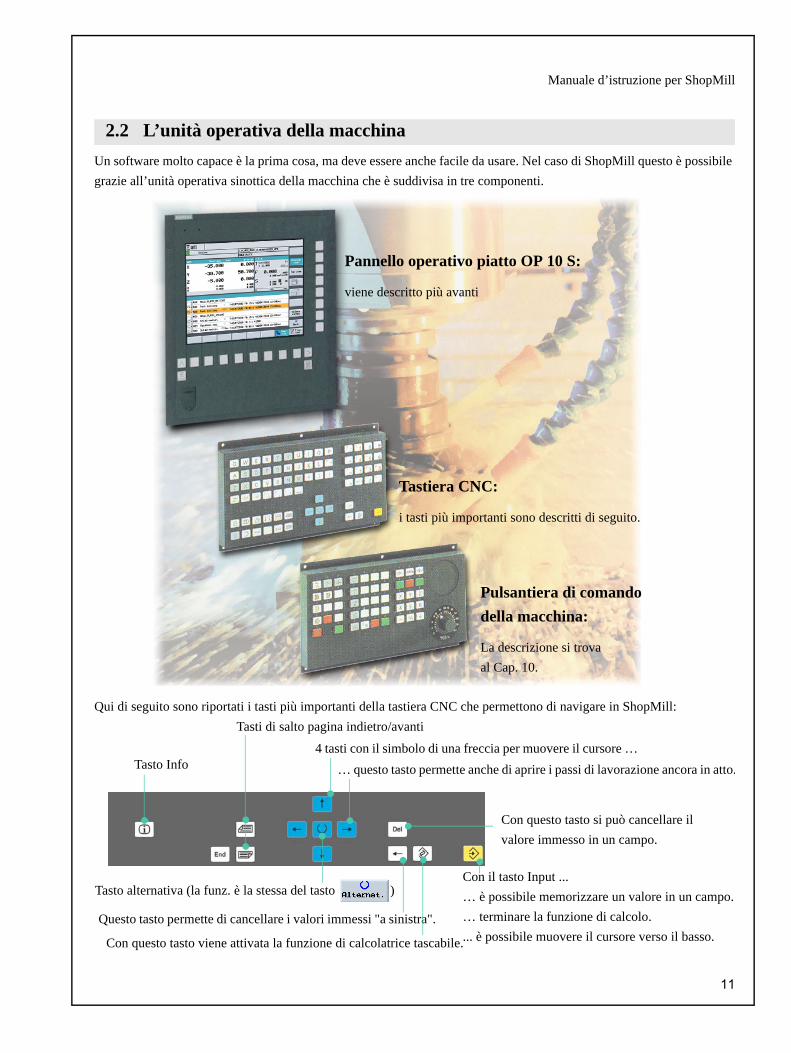
Un software molto capace è la prima cosa, ma deve essere anche facile da usare. Nel caso di ShopMill questo è possibile grazie all’unità operativa sinottica della macchina che è suddivisa in tre componenti.
Qui di seguito sono riportati i tasti più importanti della tastiera CNC che permettono di navigare in ShopMill:
2.2 L’unità operativa della macchina
Tastiera CNC:
i tasti più importanti sono descritti di seguito.
Pulsantiera di comando della macchina:
La descrizione si trova al Cap. 10.
Pannello operativo piatto OP 10 S:
viene descritto più avanti
Con questo tasto viene attivata la funzione di calcolatrice tascabile.
4 tasti con il simbolo di una freccia per muovere il cursore …
Con questo tasto si può cancellare il valore immesso in un campo.
Questo tasto permette di cancellare i valori immessi "a sinistra".
… questo tasto permette anche di aprire i passi di lavorazione ancora in atto.
Tasto alternativa (la funz. è la stessa del tasto )
Tasti di salto pagina indietro/avanti
Tasto Info
Con il tasto Input ...… è possibile memorizzare un valore in un campo.… terminare la funzione di calcolo. ... è possibile muovere il cursore verso il basso.
11
2 Perché tutto funzioni in modo perfetto
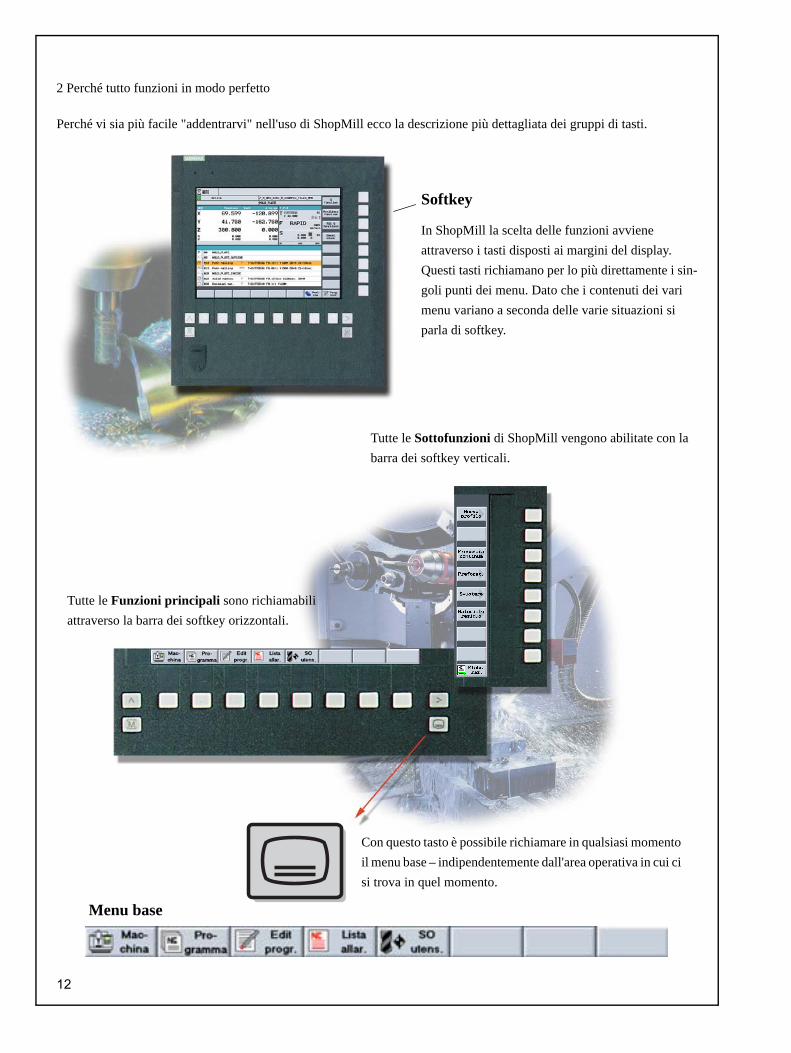
Perché vi sia più facile "addentrarvi" nell'uso di ShopMill ecco la descrizione più dettagliata dei gruppi di tasti.
Softkey
In ShopMill la scelta delle funzioni avviene attraverso i tasti disposti ai margini del display. Questi tasti richiamano per lo più direttamente i sin-goli punti dei menu. Dato che i contenuti dei vari menu variano a seconda delle varie situazioni si parla di softkey.
Tutte le Funzioni principali sono richiamabili attraverso la barra dei softkey orizzontali.
2
Tutte le Sottofunzioni di ShopMill vengono abilitate con la barra dei softkey verticali.
2
Con questo tasto è possibile richiamare in qualsiasi momento il menu base – indipendentemente dall'area operativa in cui ci si trova in quel momento. 2
Menu base 2
12
Manuale d’istruzione per ShopMill
2
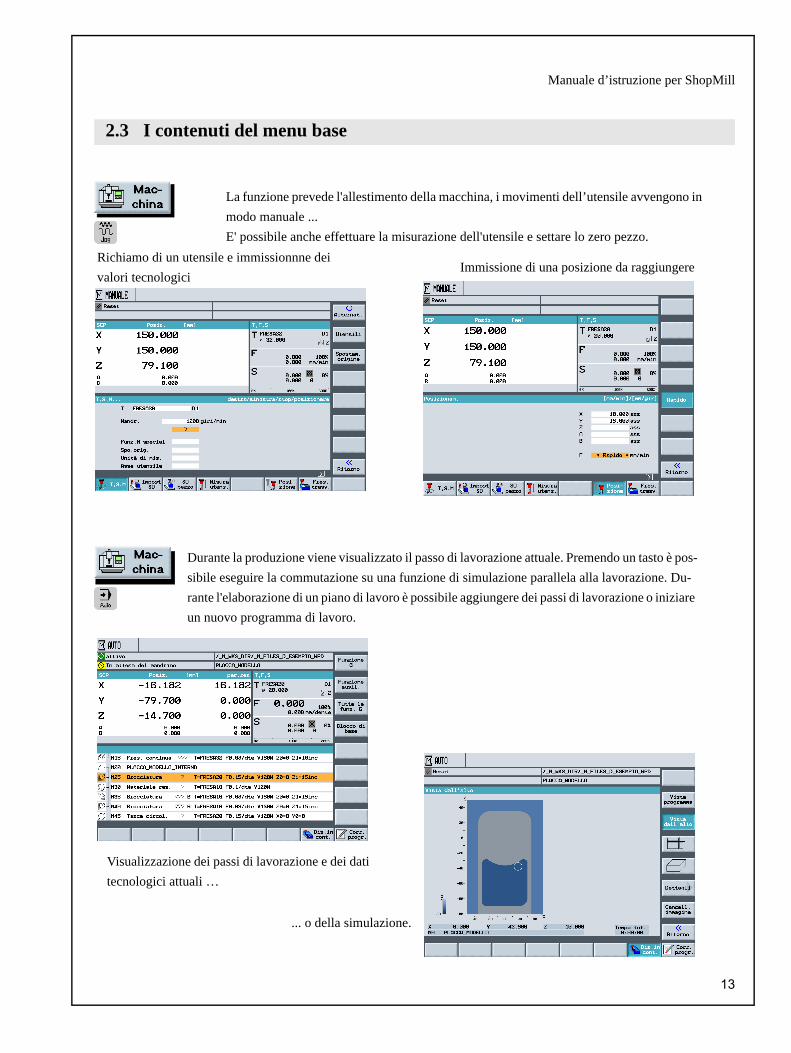
La funzione prevede l'allestimento della macchina, i movimenti dell’utensile avvengono in modo manuale ...E' possibile anche effettuare la misurazione dell'utensile e settare lo zero pezzo. 2
Immissione di una posizione da raggiungere2Richiamo di un utensile e immissionnne deivalori tecnologici 2
2.3 I contenuti del menu base
Durante la produzione viene visualizzato il passo di lavorazione attuale. Premendo un tasto è pos-sibile eseguire la commutazione su una funzione di simulazione parallela alla lavorazione. Du-rante l'elaborazione di un piano di lavoro è possibile aggiungere dei passi di lavorazione o iniziare un nuovo programma di lavoro. 2
Visualizzazione dei passi di lavorazione e dei dati tecnologici attuali … 2
... o della simulazione. 2
13
2 Perché tutto funzioni in modo perfetto
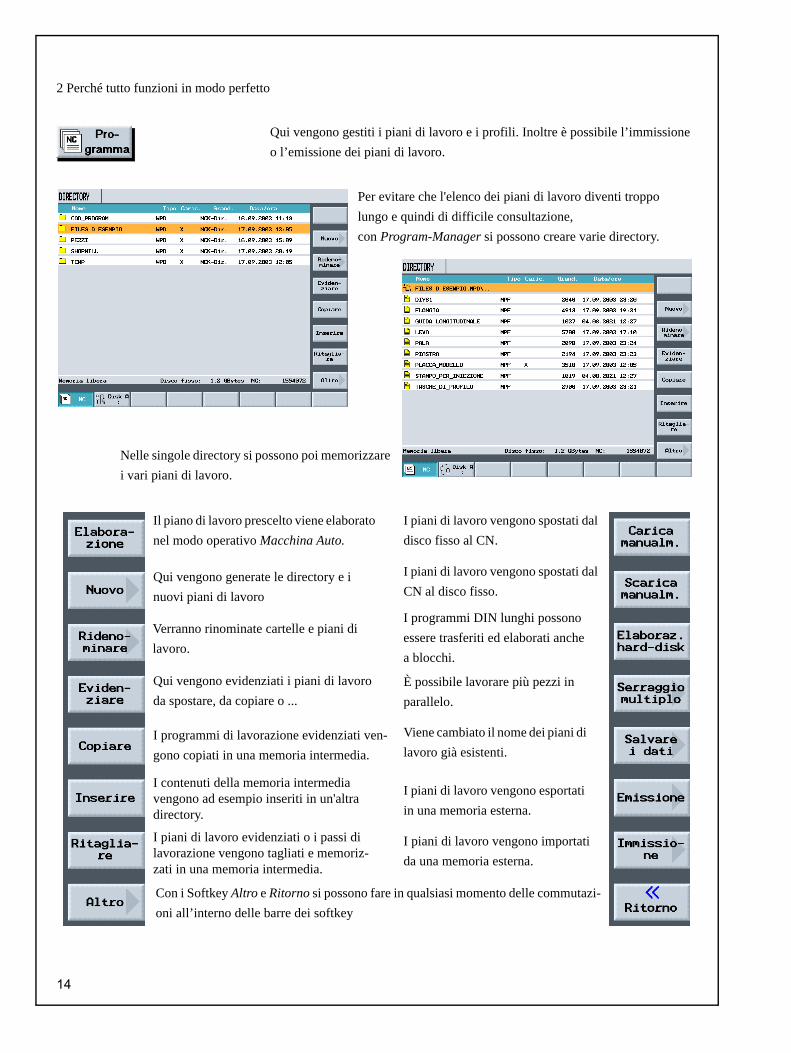
Qui vengono gestiti i piani di lavoro e i profili. Inoltre è possibile l’immissione o l’emissione dei piani di lavoro.
Per evitare che l'elenco dei piani di lavoro diventi troppo lungo e quindi di difficile consultazione,con Program-Manager si possono creare varie directory.
Nelle singole directory si possono poi memorizzare i vari piani di lavoro.
Con i Softkey Altro e Ritorno si possono fare in qualsiasi momento delle commutazi-oni all’interno delle barre dei softkey
Il piano di lavoro prescelto viene elaborato nel modo operativo Macchina Auto.
I piani di lavoro vengono spostati dal disco fisso al CN.
Qui vengono generate le directory e i nuovi piani di lavoro
Qui vengono evidenziati i piani di lavoro da spostare, da copiare o ...
I contenuti della memoria intermedia vengono ad esempio inseriti in un'altra directory.
I piani di lavoro evidenziati o i passi di lavorazione vengono tagliati e memoriz-zati in una memoria intermedia.
I piani di lavoro vengono esportati in una memoria esterna. 2
I piani di lavoro vengono spostati dal CN al disco fisso.
I piani di lavoro vengono importati da una memoria esterna.
Viene cambiato il nome dei piani di lavoro già esistenti.
I programmi di lavorazione evidenziati ven-gono copiati in una memoria intermedia. 2
Verranno rinominate cartelle e piani di lavoro.
È possibile lavorare più pezzi in parallelo.
I programmi DIN lunghi possono essere trasferiti ed elaborati anche a blocchi.
14
Manuale d’istruzione per ShopMill
2
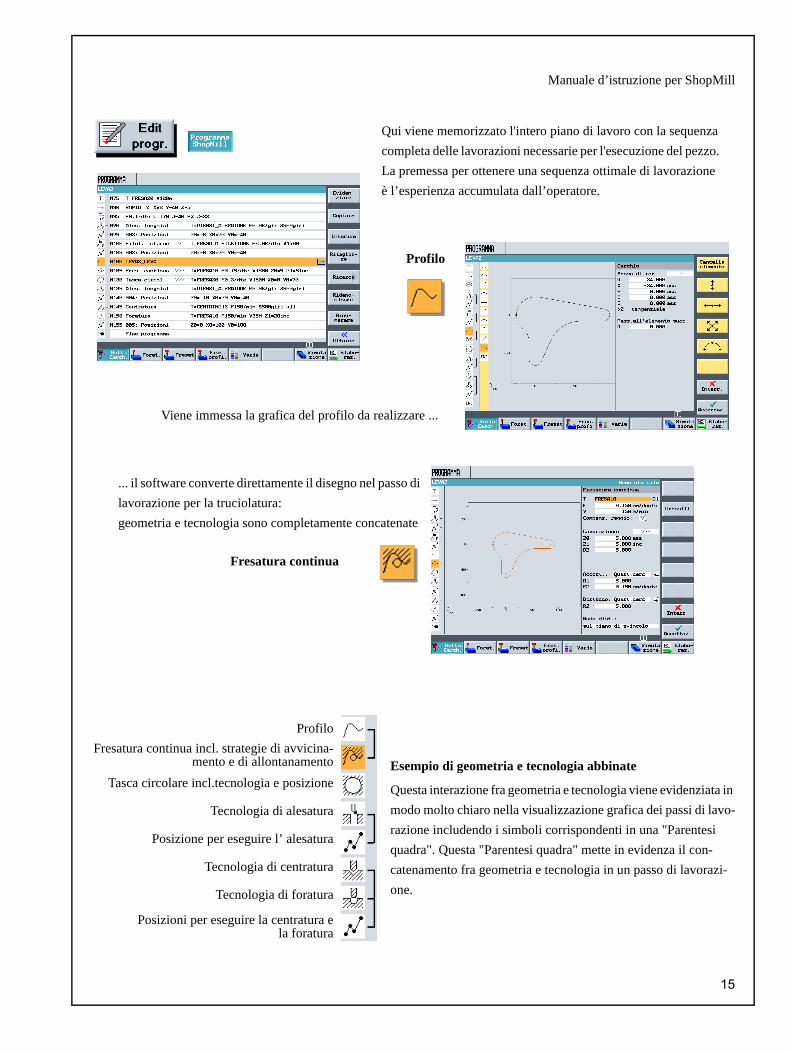
Esempio di geometria e tecnologia abbinate
Questa interazione fra geometria e tecnologia viene evidenziata in modo molto chiaro nella visualizzazione grafica dei passi di lavo-razione includendo i simboli corrispondenti in una "Parentesi quadra". Questa "Parentesi quadra" mette in evidenza il con-catenamento fra geometria e tecnologia in un passo di lavorazi-one.
ProfiloFresatura continua incl. strategie di avvicina-
mento e di allontanamentoTasca circolare incl.tecnologia e posizione
Tecnologia di alesatura
Posizione per eseguire l’ alesatura
Tecnologia di centratura
Tecnologia di foratura
Posizioni per eseguire la centratura ela foratura
Profilo
Qui viene memorizzato l'intero piano di lavoro con la sequenza completa delle lavorazioni necessarie per l'esecuzione del pezzo. La premessa per ottenere una sequenza ottimale di lavorazione è l’esperienza accumulata dall’operatore. 2
Viene immessa la grafica del profilo da realizzare ... 2
Fresatura continua
... il software converte direttamente il disegno nel passo di lavorazione per la truciolatura: geometria e tecnologia sono completamente concatenate2
15
2 Perché tutto funzioni in modo perfetto
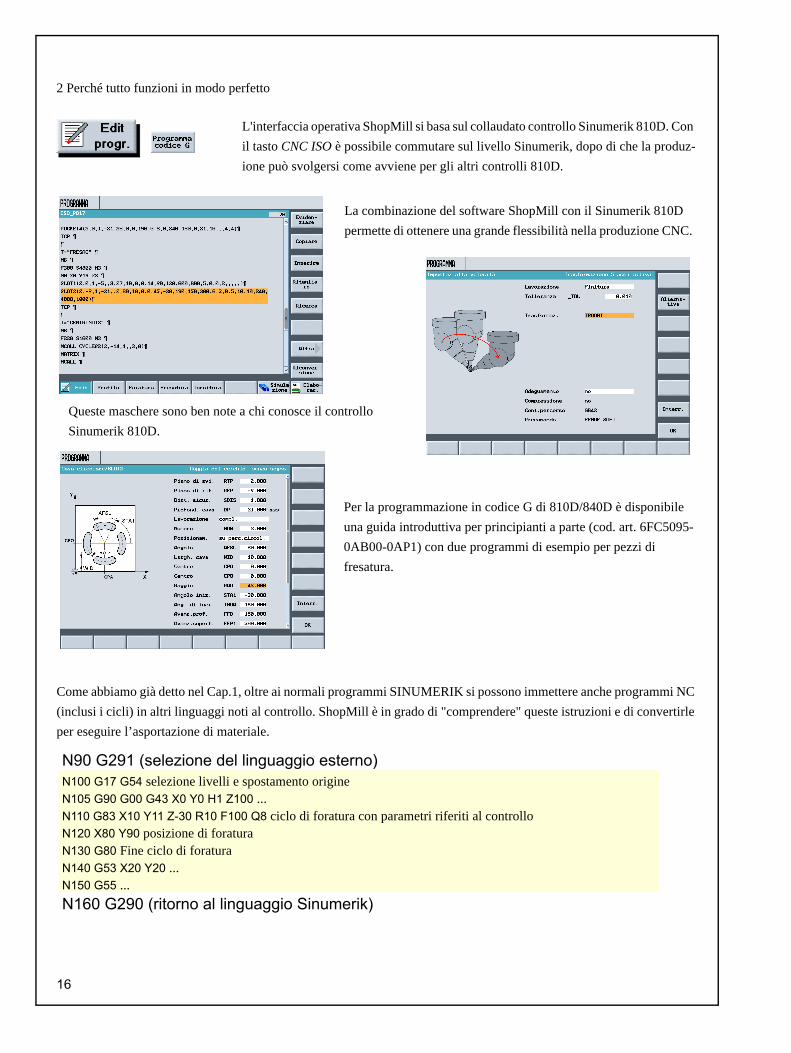
Come abbiamo già detto nel Cap.1, oltre ai normali programmi SINUMERIK si possono immettere anche programmi NC (inclusi i cicli) in altri linguaggi noti al controllo. ShopMill è in grado di "comprendere" queste istruzioni e di convertirle per eseguire l’asportazione di materiale.
L'interfaccia operativa ShopMill si basa sul collaudato controllo Sinumerik 810D. Con il tasto CNC ISO è possibile commutare sul livello Sinumerik, dopo di che la produz-ione può svolgersi come avviene per gli altri controlli 810D. 2
La combinazione del software ShopMill con il Sinumerik 810D permette di ottenere una grande flessibilità nella produzione CNC.2
Queste maschere sono ben note a chi conosce il controllo Sinumerik 810D. 2
Per la programmazione in codice G di 810D/840D è disponibile una guida introduttiva per principianti a parte (cod. art. 6FC5095-0AB00-0AP1) con due programmi di esempio per pezzi di fresatura. 2
N90 G291 (selezione del linguaggio esterno) 2
N100 G17 G54 selezione livelli e spostamento origine 2
N105 G90 G00 G43 X0 Y0 H1 Z100 ... 2
N110 G83 X10 Y11 Z-30 R10 F100 Q8 ciclo di foratura con parametri riferiti al controllo 2
N120 X80 Y90 posizione di foratura 2
N130 G80 Fine ciclo di foratura 2
N140 G53 X20 Y20 ... 2
N150 G55 ... 2
N160 G290 (ritorno al linguaggio Sinumerik) 2
16
Manuale d’istruzione per ShopMill
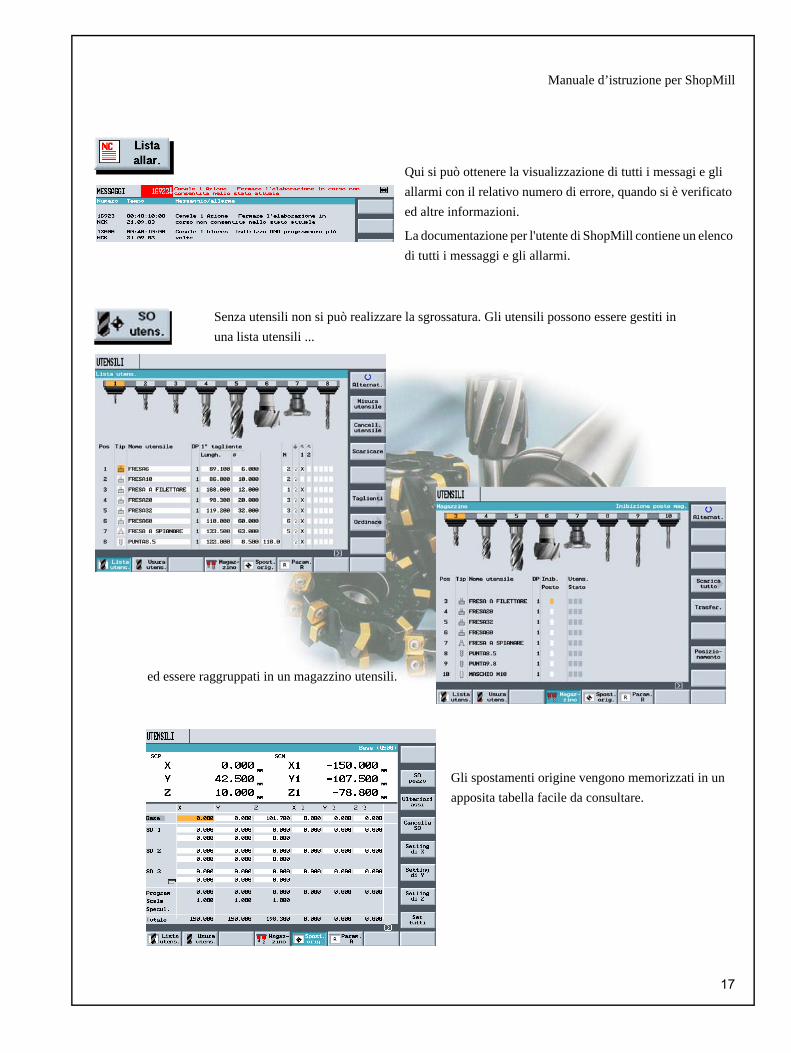
Qui si può ottenere la visualizzazione di tutti i messagi e gli allarmi con il relativo numero di errore, quando si è verificato ed altre informazioni.
La documentazione per l'utente di ShopMill contiene un elenco di tutti i messaggi e gli allarmi.
Gli spostamenti origine vengono memorizzati in un apposita tabella facile da consultare.
Senza utensili non si può realizzare la sgrossatura. Gli utensili possono essere gestiti inuna lista utensili ...
ed essere raggruppati in un magazzino utensili.
17
3 Nozioni base per chi inizia
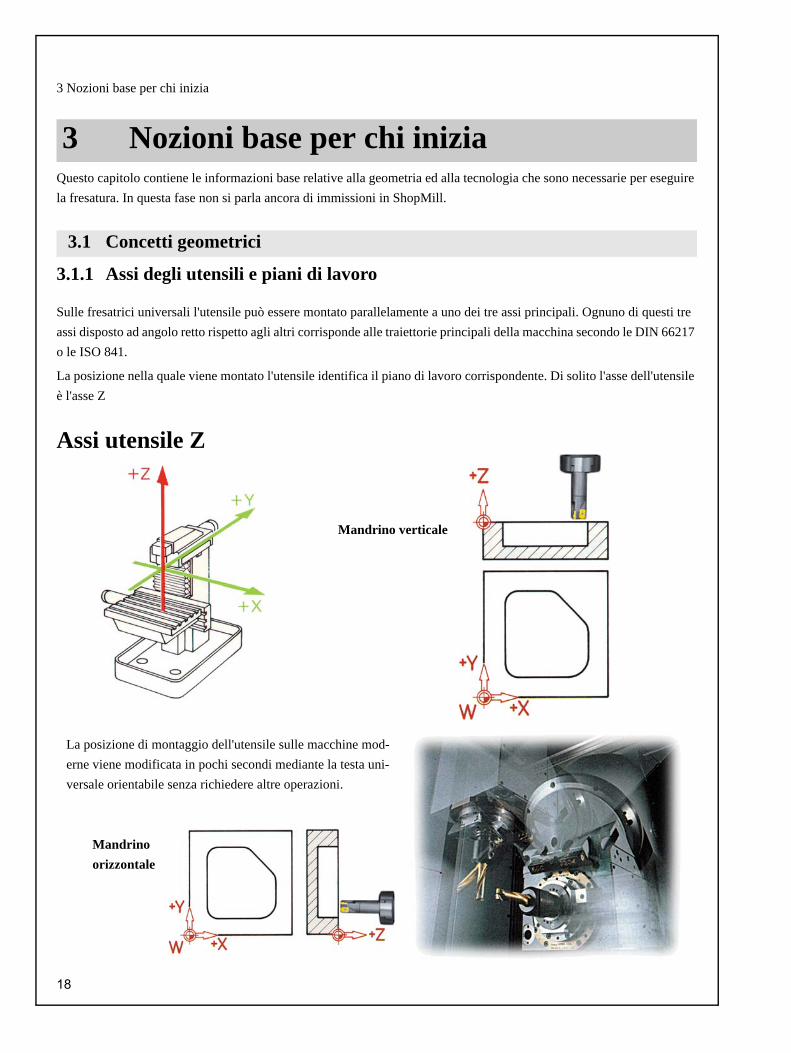
Questo capitolo contiene le informazioni base relative alla geometria ed alla tecnologia che sono necessarie per eseguire la fresatura. In questa fase non si parla ancora di immissioni in ShopMill.
3.1.1 Assi degli utensili e piani di lavoro
Sulle fresatrici universali l'utensile può essere montato parallelamente a uno dei tre assi principali. Ognuno di questi tre assi disposto ad angolo retto rispetto agli altri corrisponde alle traiettorie principali della macchina secondo le DIN 66217 o le ISO 841.
La posizione nella quale viene montato l'utensile identifica il piano di lavoro corrispondente. Di solito l'asse dell'utensile è l'asse Z
Assi utensile Z
3 Nozioni base per chi inizia
3.1 Concetti geometrici
Mandrino verticale
Mandrino orizzontale
La posizione di montaggio dell'utensile sulle macchine mod-erne viene modificata in pochi secondi mediante la testa uni-versale orientabile senza richiedere altre operazioni. 3
18

Manuale d’istruzione per ShopMill
Ruotando il sistema di coordinate indicato nella pagina precedente, vengono modificati gli assi e le direzioni nel piano di lavoro corrispondente (DIN 66217).
Asse utensile X
La figura indica l'intestazione del programma quando avviene la commutazione sull'asse utensile X
Asse utensile Y
Naturalmente con il tasto è possibile richiamare una maschera di help per supportare l’operatore nella selezi-one dell’utensile e per l’immissione del valore nell'intestazione del programma.
19

3 Nozioni base per chi inizia
3.1.2 Punti nell'area di lavoro
Per permettere al controllo CNC - ad esempio un SINUMERIK 810 D con ShopMill - di orientarsi nell'area di lavoro attraverso il sistema di misura, ci sono dei punti di riferimento importanti.
Punto zero macchina M
Lo zero macchina M viene stabilito dal costruttore e non può essere modificato. Il punto è collocato all'origine del sistema di coordinate della macchina.
Zero pezzo W
Il punto W relativo allo zero pezzo, detto anche punto zero del programma, rappresenta l'origine del sis-tema di coordinate del pezzo. Il punto può essere definito liberamente e dovrebbe trovarsi nel punto del disegno dal quale partono le quote del pezzo.
Punto di riferimento R
Il punto di riferimento R viene raggiunto per resettare il sistema di misura perchè non è possibile rag-giungere lo zero macchina. Il controllo in questo modo identifica il punto di partenza del conteggio nel sistema di misura del percorso.
20

Manuale d’istruzione per ShopMill
3.1.3 Immissione di quote assolute o incrementali
Facciamo alcuni esempi che abbinano la misurazione in quote assolute /incrementali:
Immissione di quote assolute:I valori immessi si riferiscono allo zero pezzo.
Immissione di quote incrementali:I valori immessi si riferiscono al punto di partenza.
3
Con il tasto è sempre possibile commutare da un modo all'altro. 3
Punto finale
Punto dipartenza
Punto finale
Nell'immissione di quote assolute si devono sempre immettere i valori assoluti delle coordinate del punto finale (il punto di partenza non viene preso in considerazione).
Nell'immissione di quote incrementali si devono sempre immettere i valori che si riferiscono alla differenza fra punto di partenza e punto finale tenendo conto della direzione.
Puntofinale
Puntofinale
Punto dipartenza
Assoluto: X-10 Y-5Incrementale: X30 Y25
Assoluto: X-30 Y50Incrementale: X-15 Y40
Assoluto: X15 Y5Incrementale: X-35 Y-25
21
3 Nozioni base per chi inizia
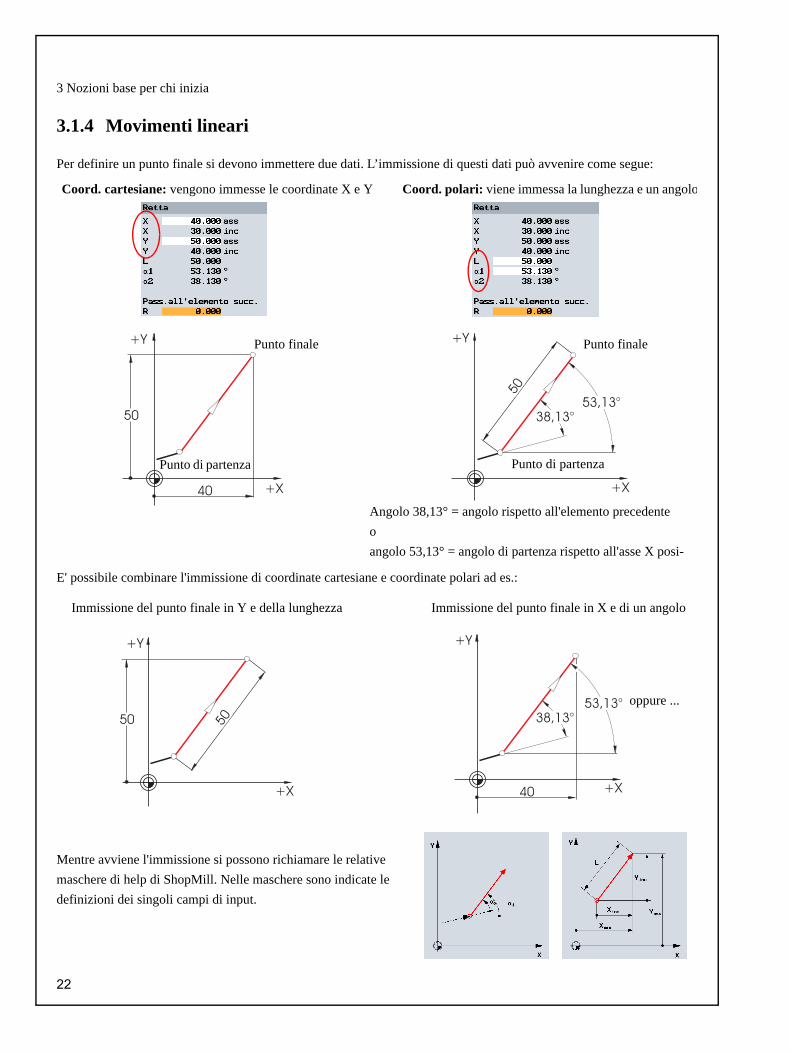
3.1.4 Movimenti lineari
Per definire un punto finale si devono immettere due dati. L’immissione di questi dati può avvenire come segue:
E' possibile combinare l'immissione di coordinate cartesiane e coordinate polari ad es.:
Mentre avviene l'immissione si possono richiamare le relative maschere di help di ShopMill. Nelle maschere sono indicate le definizioni dei singoli campi di input.
Coord. cartesiane: vengono immesse le coordinate X e Y Coord. polari: viene immessa la lunghezza e un angolo
Punto finale Punto finale
Punto di partenza Punto di partenza
Angolo 38,13° = angolo rispetto all'elemento precedenteoangolo 53,13° = angolo di partenza rispetto all'asse X posi-
Immissione del punto finale in X e di un angolo Immissione del punto finale in Y e della lunghezza
oppure ...
22
Manuale d’istruzione per ShopMill
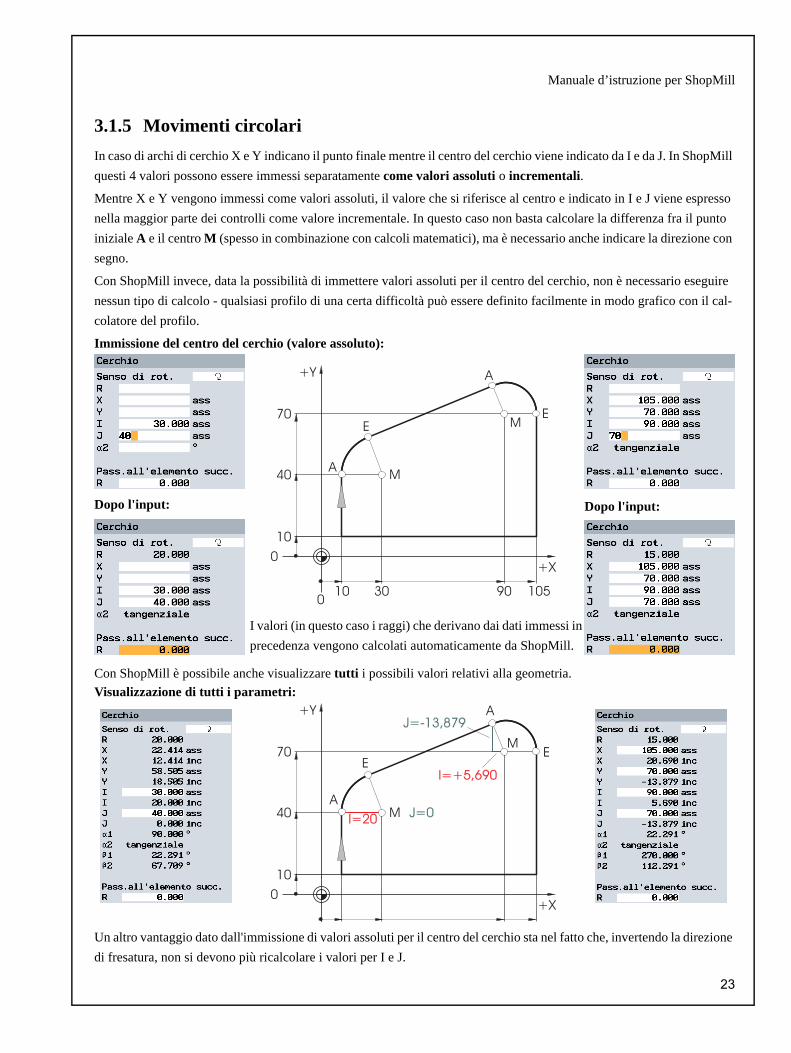
3.1.5 Movimenti circolariIn caso di archi di cerchio X e Y indicano il punto finale mentre il centro del cerchio viene indicato da I e da J. In ShopMill questi 4 valori possono essere immessi separatamente come valori assoluti o incrementali.
Mentre X e Y vengono immessi come valori assoluti, il valore che si riferisce al centro e indicato in I e J viene espresso nella maggior parte dei controlli come valore incrementale. In questo caso non basta calcolare la differenza fra il punto iniziale A e il centro M (spesso in combinazione con calcoli matematici), ma è necessario anche indicare la direzione con segno.
Con ShopMill invece, data la possibilità di immettere valori assoluti per il centro del cerchio, non è necessario eseguire nessun tipo di calcolo - qualsiasi profilo di una certa difficoltà può essere definito facilmente in modo grafico con il cal-colatore del profilo.
Immissione del centro del cerchio (valore assoluto):
Con ShopMill è possibile anche visualizzare tutti i possibili valori relativi alla geometria. Visualizzazione di tutti i parametri:
Un altro vantaggio dato dall'immissione di valori assoluti per il centro del cerchio sta nel fatto che, invertendo la direzione di fresatura, non si devono più ricalcolare i valori per I e J.
Dopo l'input: 3 Dopo l'input: 3
I valori (in questo caso i raggi) che derivano dai dati immessi in precedenza vengono calcolati automaticamente da ShopMill. 3
23

3 Nozioni base per chi inizia
I presupposti fondamentali per realizzare una produzione ottimale sono una buona conoscenza degli utensili, in particolare per quel che riguarda i materiali degli utensili da taglio, le possibilità di impiego degli utensili ed i dati di taglio ottimali nelle diverse applicazioni.
3.2.1 Utensili moderni per realizzare la fresatura e la foratura
Mentre in passato dominavano gli acciai per utensili HSS, oggi per incrementare la produttività vengono utilizzati soprat-tutto metalli duri, inserti in ceramica, inserti in nitruro cubico di boro (CBN) e utensili di diamante policristallini. La figura seguente illustra i vari materiali degli utensili da taglio con una suddivisione in percentuale e i dati relativi riferiti al com-portamento plastico ed alla resistenza all'usura. 3
3.2 Dati tecnologici
Utensili in HSS senza materiale di rivestimento
Utensili con inserti da taglio sinterizzati
Il diagramma è stato preso da un catalogo utensili SANDVIK. Il diagramma riporta anche i nuovi materiali duri recente-mente utilizzati che, grazie ad un rapporto eccezionale fra comportamento plastico e resistenza all'usura consentono un livello di produttività elevato. Questi materiali da taglio hanno anche altri vantaggi: una maggiore durata e una migl-iore qualità di finitura superficiale.
Utensili rivestiti in nitruro al titanio (TiN) per foraturae fresatura.
24
Manuale d’istruzione per ShopMill
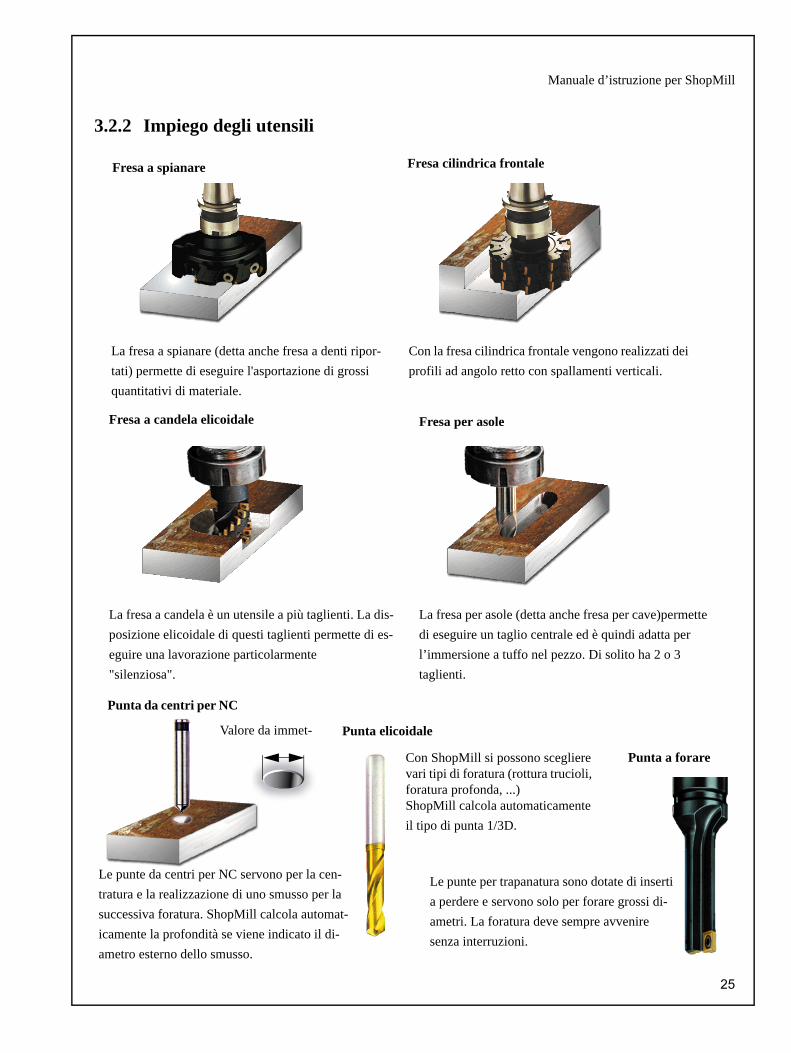
3.2.2 Impiego degli utensili
Fresa a spianare Fresa cilindrica frontale
La fresa a spianare (detta anche fresa a denti ripor-tati) permette di eseguire l'asportazione di grossi quantitativi di materiale. 3
Con la fresa cilindrica frontale vengono realizzati dei profili ad angolo retto con spallamenti verticali. 3
Fresa a candela elicoidale Fresa per asole
La fresa a candela è un utensile a più taglienti. La dis-posizione elicoidale di questi taglienti permette di es-eguire una lavorazione particolarmente "silenziosa". 3
La fresa per asole (detta anche fresa per cave)permette di eseguire un taglio centrale ed è quindi adatta per l’immersione a tuffo nel pezzo. Di solito ha 2 o 3 taglienti. 3
Le punte da centri per NC servono per la cen-tratura e la realizzazione di uno smusso per la successiva foratura. ShopMill calcola automat-icamente la profondità se viene indicato il di-ametro esterno dello smusso. 3
Punta elicoidale
Punta a forare
Punta da centri per NC
Con ShopMill si possono scegliere vari tipi di foratura (rottura trucioli, foratura profonda, ...)ShopMill calcola automaticamente il tipo di punta 1/3D. 3
Le punte per trapanatura sono dotate di inserti a perdere e servono solo per forare grossi di-ametri. La foratura deve sempre avvenire senza interruzioni. 3
Valore da immet-
25
3 Nozioni base per chi inizia
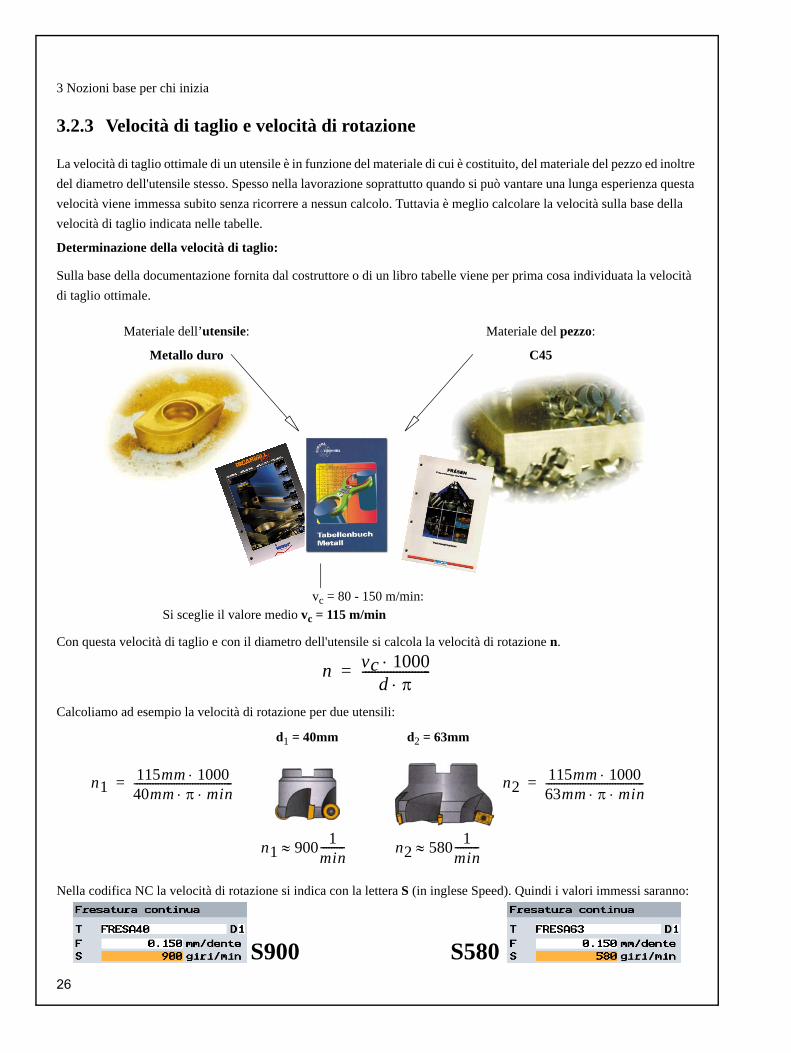
3.2.3 Velocità di taglio e velocità di rotazione
La velocità di taglio ottimale di un utensile è in funzione del materiale di cui è costituito, del materiale del pezzo ed inoltre del diametro dell'utensile stesso. Spesso nella lavorazione soprattutto quando si può vantare una lunga esperienza questa velocità viene immessa subito senza ricorrere a nessun calcolo. Tuttavia è meglio calcolare la velocità sulla base della velocità di taglio indicata nelle tabelle.
Determinazione della velocità di taglio:
Sulla base della documentazione fornita dal costruttore o di un libro tabelle viene per prima cosa individuata la velocità di taglio ottimale.
Con questa velocità di taglio e con il diametro dell'utensile si calcola la velocità di rotazione n.
Calcoliamo ad esempio la velocità di rotazione per due utensili:
Nella codifica NC la velocità di rotazione si indica con la lettera S (in inglese Speed). Quindi i valori immessi saranno:
Materiale dell’utensile:
Metallo duro
Materiale del pezzo:
C45
vc = 80 - 150 m/min:Si sceglie il valore medio vc = 115 m/min
n vc 1000⋅d π⋅
----------------------=
d1 = 40mm d2 = 63mm
n1 900 1min---------≈ n2 580 1
min---------≈
n1115mm 1000⋅40mm π min⋅ ⋅-------------------------------------= n2
115mm 1000⋅63mm π min⋅ ⋅-------------------------------------=
S900 S580
26
Manuale d’istruzione per ShopMill
3.2.4 Avanzamento per dente e velocità di avanzamento
Nella pagina precedente si è parlato di come definire la velocità di taglio e il numero di giri. Per permettere all'utensile di eseguire la sgrossatura, a questa velocità di taglio o numero di giri deve corrispondere una velocità di avanzamento dell'utensile.
Il valore base per il calcolo della velocità di avanzamento è l'avanzamento per dente. Come avviene per la velocità di taglio, il valore dell'avanzamente per dente viene ricavato dal libro tabelle e dalla documentazione fornita dal costruttore dell'utensile oppure dall'esperienza accumulata nella lavorazione.
Determinazione dell'avanzamento per dente:
Con l'avanzamento per dente, il numero di denti e la velocità di rotazione conosciuta, viene calcolata la velocità di avanzamento vf.
Qui ad esempio si calcola la velocità di avanzamento per due utensili con un numero diverso di denti:
Nella codifica CN la velocità di avanzamento viene espressa con F (in inglese Feed). I valori immessi saranno quindi:
Materiale di taglio dell'utensile:
Metallo duro
Materiale del pezzo:
C45
fz = 0,1 - 0,2 mm:
Si sceglie il valore medio fz = 0,15 mm
vf fz z n⋅ ⋅=
vf1 580 1min--------- 0 15mm, 4⋅ ⋅= vf2 580 1
min--------- 0 15mm, 9⋅ ⋅=
vf1 348 mmmin---------= vf2 783 mm
min---------=
d1 = 63mm, z1 = 4 d2 = 63mm, z2 = 9
F340 F780
27
4 Scelta degli utensili
Questo capitolo descrive come si definiscono gli utensili utilizzati per gli esempi dei prossimi capitoli. Inoltre contiene chiarimenti su come calcolare ad esempio le lunghezze degli utensili e impostare lo zero pezzo.
Per la gestione degli utensili, ShopMill mette a disposizione tre diverse liste.
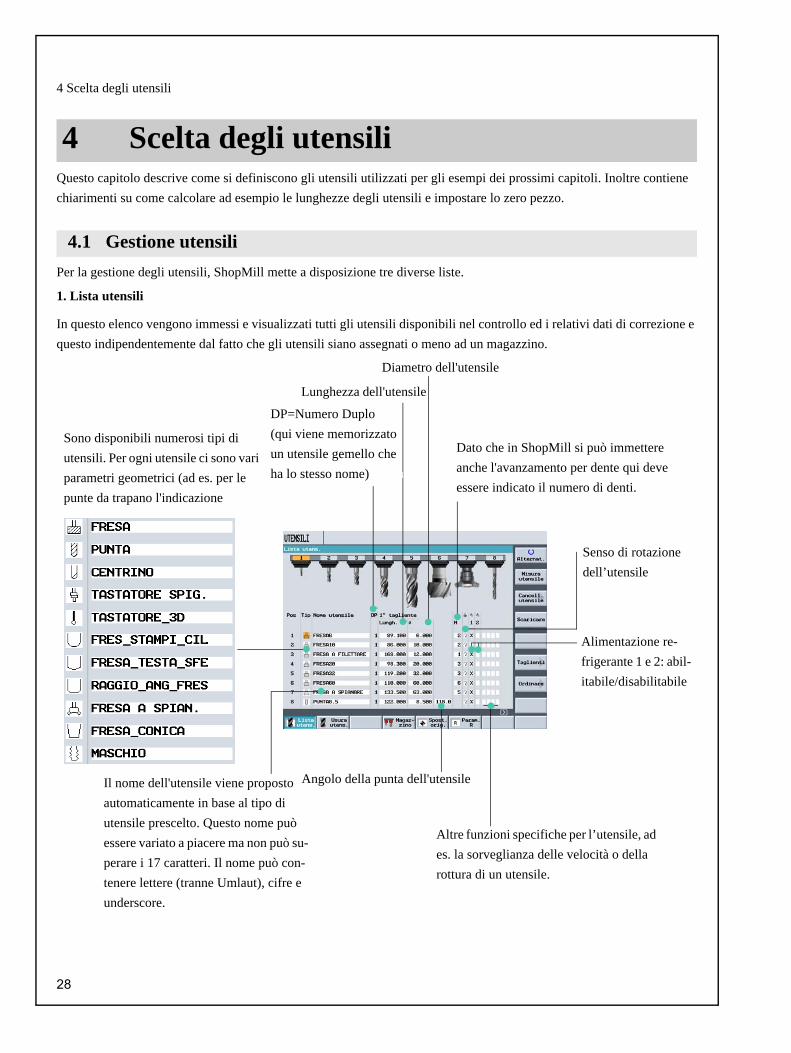
1. Lista utensili
In questo elenco vengono immessi e visualizzati tutti gli utensili disponibili nel controllo ed i relativi dati di correzione e questo indipendentemente dal fatto che gli utensili siano assegnati o meno ad un magazzino.
4 Scelta degli utensili
4.1 Gestione utensili
Sono disponibili numerosi tipi di utensili. Per ogni utensile ci sono vari parametri geometrici (ad es. per le punte da trapano l'indicazione
Il nome dell'utensile viene proposto automaticamente in base al tipo di utensile prescelto. Questo nome può essere variato a piacere ma non può su-perare i 17 caratteri. Il nome può con-tenere lettere (tranne Umlaut), cifre e underscore. 4
Lunghezza dell'utensile4
Diametro dell'utensile 4
Dato che in ShopMill si può immettere anche l'avanzamento per dente qui deve essere indicato il numero di denti. 4
Angolo della punta dell'utensile 4
Senso di rotazione dell’utensile 4
Alimentazione re-frigerante 1 e 2: abil-itabile/disabilitabile
Altre funzioni specifiche per l’utensile, ad es. la sorveglianza delle velocità o della rottura di un utensile. 4
DP=Numero Duplo (qui viene memorizzato un utensile gemello che ha lo stesso nome) 4
28

Manuale d’istruzione per ShopMill
2. Lista dati di usura utensili
Questa lista contiene i dati di usura dei vari utensili.
3. Lista magazzini
Nella lista magazzini sono contenuti tutti gli utensili che sono assegnati ad uno o a più magazzini. Attraverso questa lista viene visualizzato lo stato di ogni utensile. Inoltre si possono riservare o bloccare i posti nei magazzini per gli utensili previsti.
In questi campi di commutazione si possono impostare queste caratteristiche: 4
1. bloccaggio utensile
2. utensile troppo grande
3. utensile su posto fisso
Qui vengono immessi i valori di usura dell'utensile riferiti alla differenza della lung-hezza o del diametro dell’utensile.
Qui viene impostata la sorveglianza dell'utensile con riferimento alla durata o al numero di cambi utensile. T si rif-erisce alla durata, Q al numero dei cambi.
Qui viene immessa la durata in minuti sempre che la funzi-one sia stata precedentemente abilitata.
Qui viene immesso il numero di cambi dell’utensile sempre che la funzione sia stata precedentemente abilitata.
Qui viene visualizzato lo stato attuale dell’utensile. 4
Qui viene abilitato il bloccaggio del posto utensile. 4
29
4 Scelta degli utensili
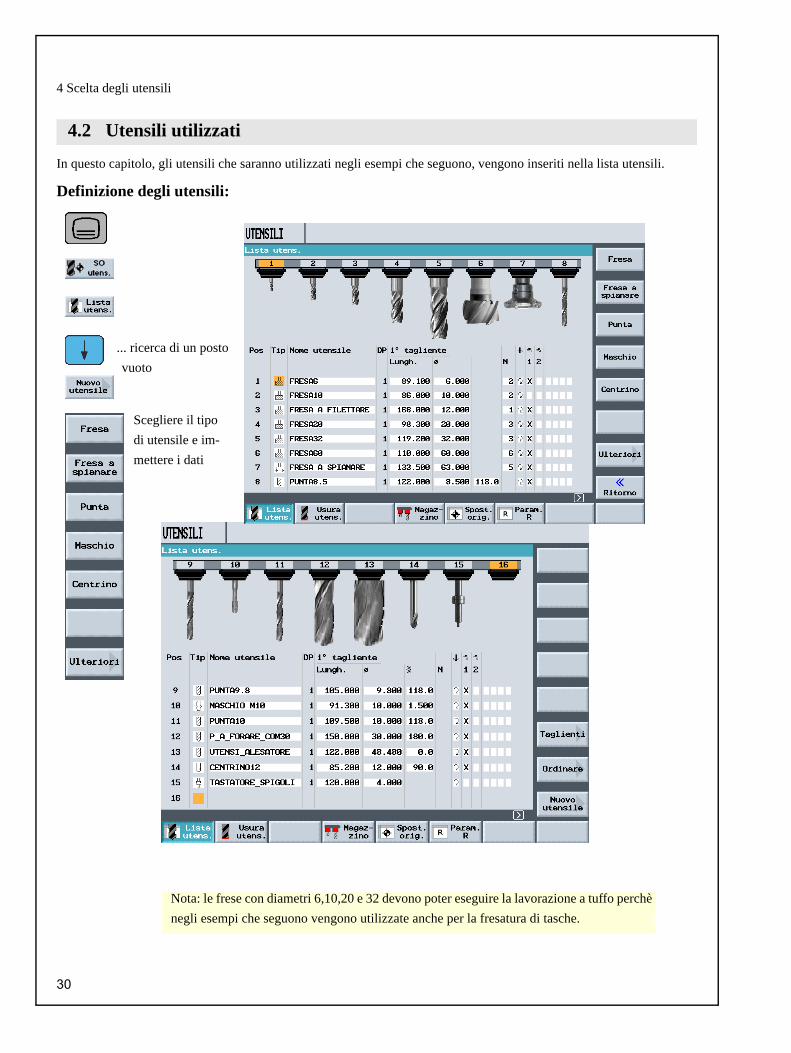
In questo capitolo, gli utensili che saranno utilizzati negli esempi che seguono, vengono inseriti nella lista utensili.
Definizione degli utensili:
4.2 Utensili utilizzati
Scegliere il tipo di utensile e im-mettere i dati
... ricerca di un posto vuoto
Nota: le frese con diametri 6,10,20 e 32 devono poter eseguire la lavorazione a tuffo perchè negli esempi che seguono vengono utilizzate anche per la fresatura di tasche. 4
30
Manuale d’istruzione per ShopMill
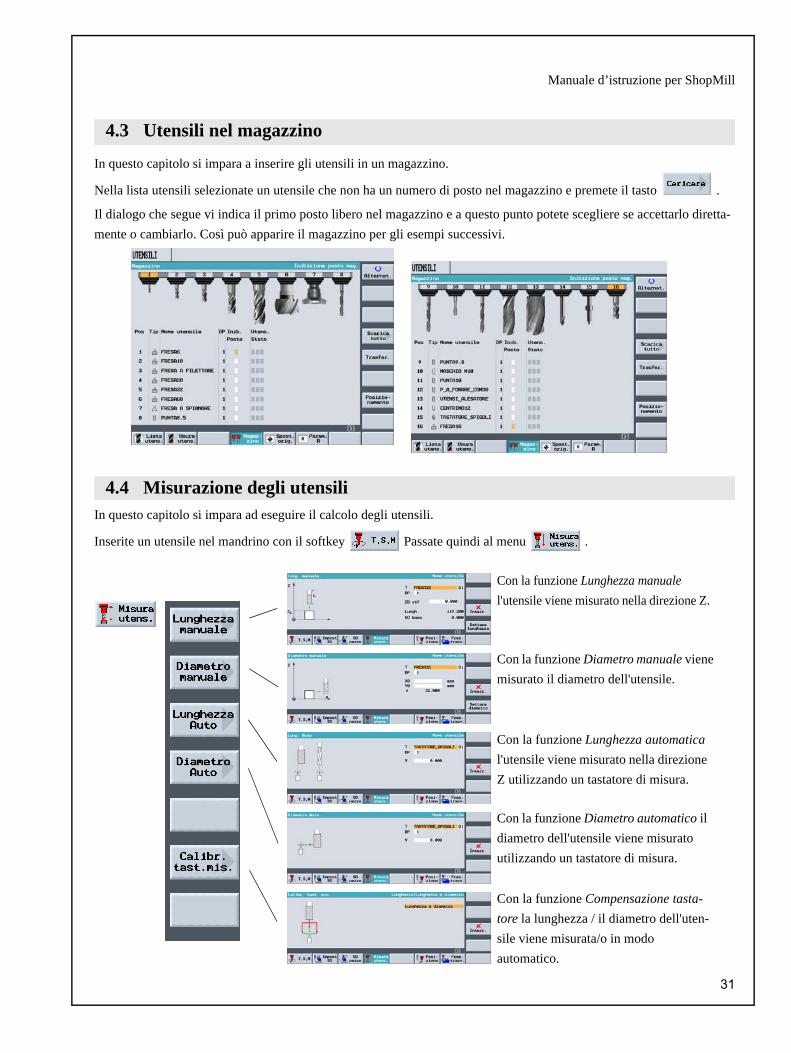
In questo capitolo si impara a inserire gli utensili in un magazzino.
Nella lista utensili selezionate un utensile che non ha un numero di posto nel magazzino e premete il tasto .
Il dialogo che segue vi indica il primo posto libero nel magazzino e a questo punto potete scegliere se accettarlo diretta-mente o cambiarlo. Così può apparire il magazzino per gli esempi successivi.
In questo capitolo si impara ad eseguire il calcolo degli utensili.
Inserite un utensile nel mandrino con il softkey Passate quindi al menu .
4.3 Utensili nel magazzino
Con la funzione Lunghezza manuale l'utensile viene misurato nella direzione Z.
Con la funzione Diametro manuale viene misurato il diametro dell'utensile.
Con la funzione Lunghezza automatica l'utensile viene misurato nella direzione Z utilizzando un tastatore di misura.
Con la funzione Diametro automatico il diametro dell'utensile viene misurato utilizzando un tastatore di misura.
Con la funzione Compensazione tasta-tore la lunghezza / il diametro dell'uten-sile viene misurata/o in modo automatico.
4.4 Misurazione degli utensili
31
4 Scelta degli utensili
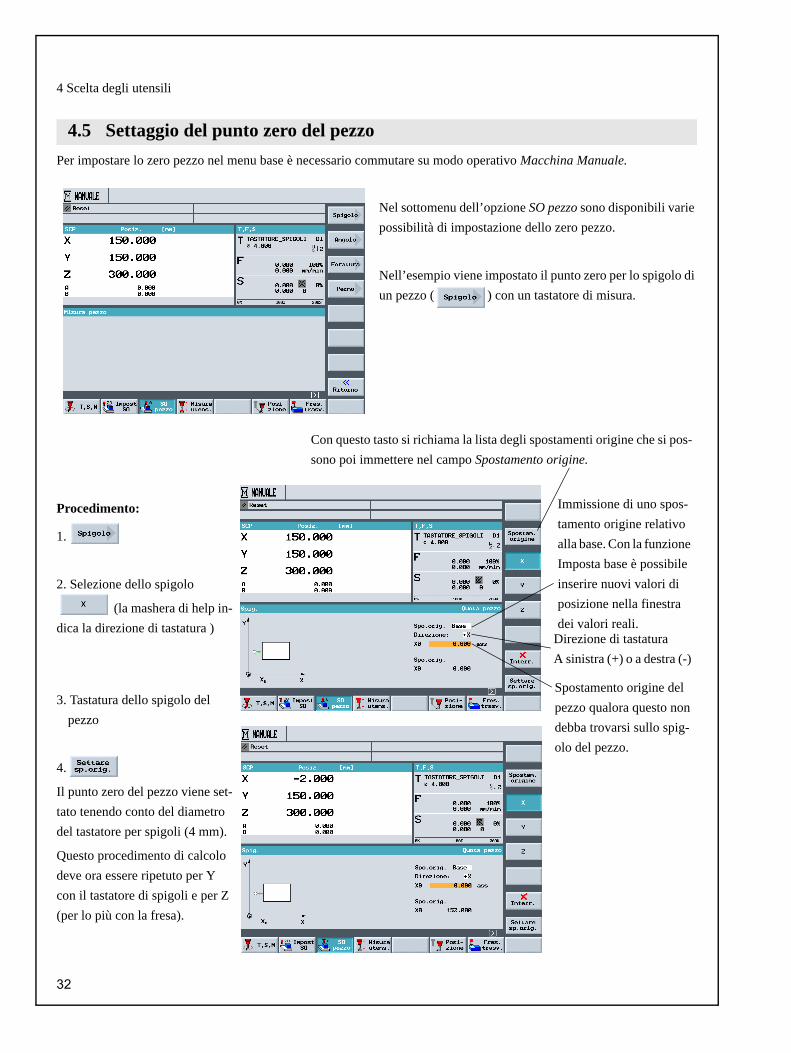
Per impostare lo zero pezzo nel menu base è necessario commutare su modo operativo Macchina Manuale.
Nel sottomenu dell’opzione SO pezzo sono disponibili varie possibilità di impostazione dello zero pezzo.
Nell’esempio viene impostato il punto zero per lo spigolo di un pezzo ( ) con un tastatore di misura.
Procedimento:
1.
2. Selezione dello spigolo
(la mashera di help in-dica la direzione di tastatura )
3. Tastatura dello spigolo del pezzo
4.
Il punto zero del pezzo viene set-tato tenendo conto del diametro del tastatore per spigoli (4 mm).
Questo procedimento di calcolo deve ora essere ripetuto per Y con il tastatore di spigoli e per Z (per lo più con la fresa).
4.5 Settaggio del punto zero del pezzo
Con questo tasto si richiama la lista degli spostamenti origine che si pos-sono poi immettere nel campo Spostamento origine.
Immissione di uno spos-tamento origine relativo alla base. Con la funzione Imposta base è possibile inserire nuovi valori di posizione nella finestra dei valori reali.
Direzione di tastaturaA sinistra (+) o a destra (-)
Spostamento origine del pezzo qualora questo non debba trovarsi sullo spig-olo del pezzo.
32

Manuale d’istruzione per ShopMill
Dato che non sempre i pezzi da lavorare sono di forma squadrata o si presentano diritti per il bloccaggio, si hanno a dis-posizione altre possibilità di calcolo:
Se il pezzo è in questa posizione, l’angolo/posizione può essere definito attraverso il rilevamento di 4 punti.
Calcolo di un foro o di un perno:
Se si utilizza nel mandrino un tastatore di misura 3D elettronico prelevato dal magazzino utensili si devono considerare delle tolleranze di serraggio. Se si fanno altre misurazioni questo porterebbe a degli errori nei risultati. Per evitare tutto questo con il ciclo Compensazione tastatore si può eseguire la calibratura del tastatore 3D su una superficie di riferimento o in un foro di riferimento a scelta.
Il tastatore di misura 3D è disponibile in ver-
sione elettronica/mec-canica. I segnali del
tastatore di misura elet-tronico possono essere
elaborati direttamente dal controllo.
33
5 Esempio 1: Guida longitudinale
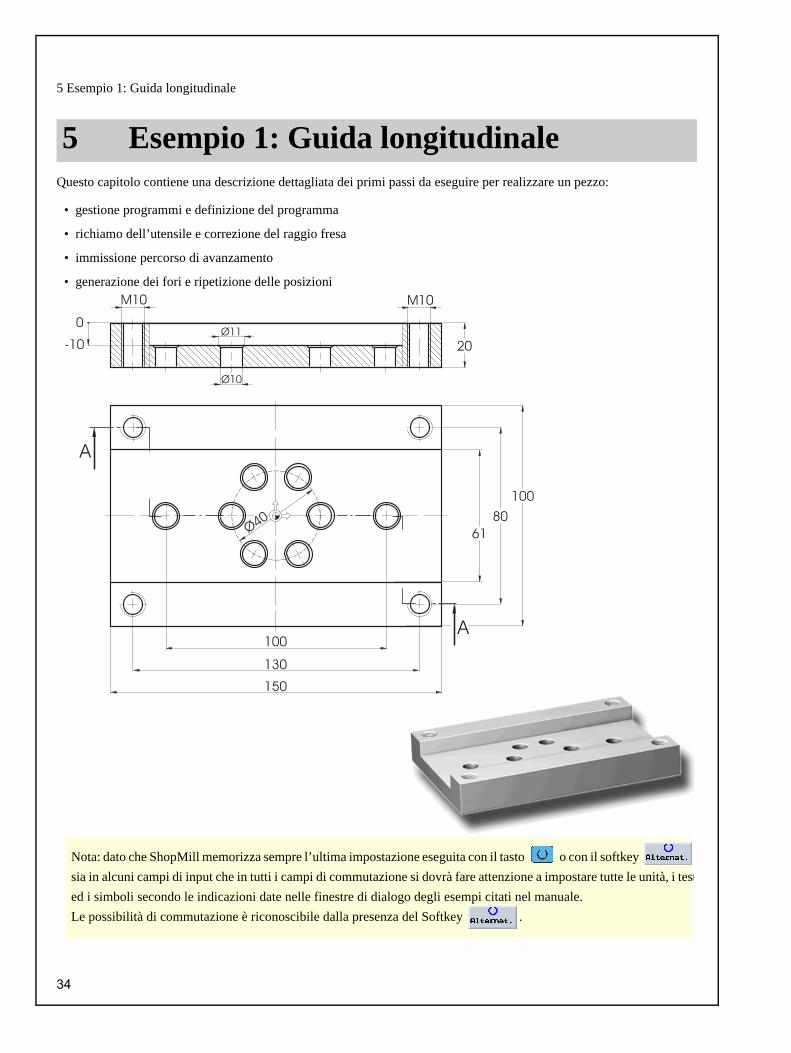
Questo capitolo contiene una descrizione dettagliata dei primi passi da eseguire per realizzare un pezzo:
• gestione programmi e definizione del programma
• richiamo dell’utensile e correzione del raggio fresa
• immissione percorso di avanzamento
• generazione dei fori e ripetizione delle posizioni
5 Esempio 1: Guida longitudinale
Nota: dato che ShopMill memorizza sempre l’ultima impostazione eseguita con il tasto o con il softkey sia in alcuni campi di input che in tutti i campi di commutazione si dovrà fare attenzione a impostare tutte le unità, i tested i simboli secondo le indicazioni date nelle finestre di dialogo degli esempi citati nel manuale.Le possibilità di commutazione è riconoscibile dalla presenza del Softkey .
34

Manuale d’istruzione per ShopMill
Tasti Visualizzazione Chiarimenti
• Nel menu base si possono richiamare le diverse funzioni di ShopMill (vedi Cap. 2).
• In Program-Manager viene visualizzato un elenco delle directory disponibili in ShopMill.
P...• Per memorizzare i piani di lavoro descritti nei
prossimi capitoli viene creata una apposita directory. A questa nuova directory viene assegnato il nome "Pezzi".
• In Program-Manager viene organizzata la gestione dei piani di lavoro e quella dei profili (ad es. Nuovo, Aprire, Copiare …).
• Con il tasto il cursore viene posizionato sulla directory "PEZZI" che verrà aperta con il tasto … .
G...
• Qui viene immesso il nome del piano di lavoro in questo caso “Guida longitudinale”.
• Con il tasto viene accettato il nome.
• Con i softkey Programma ShopMill e Pro-gramma codice G è possibile scegliere il for-mato di immissione.
1-75-50
0
• Nell’ intestazione del programma vengono immessi i dati relativi al pezzo e i dati generali relativi al programma.
• Dato che il punto zero del pezzo si trova al centro della superficie del pezzo, le coordinate della parte a sinistra hanno un valore negativo.
• Con il tasto si possono richiamare in qualsiasi momento le maschere di help.
5.1 Gestione programmi e definizione del programma
...5
35
5 Esempio 1: Guida longitudinale
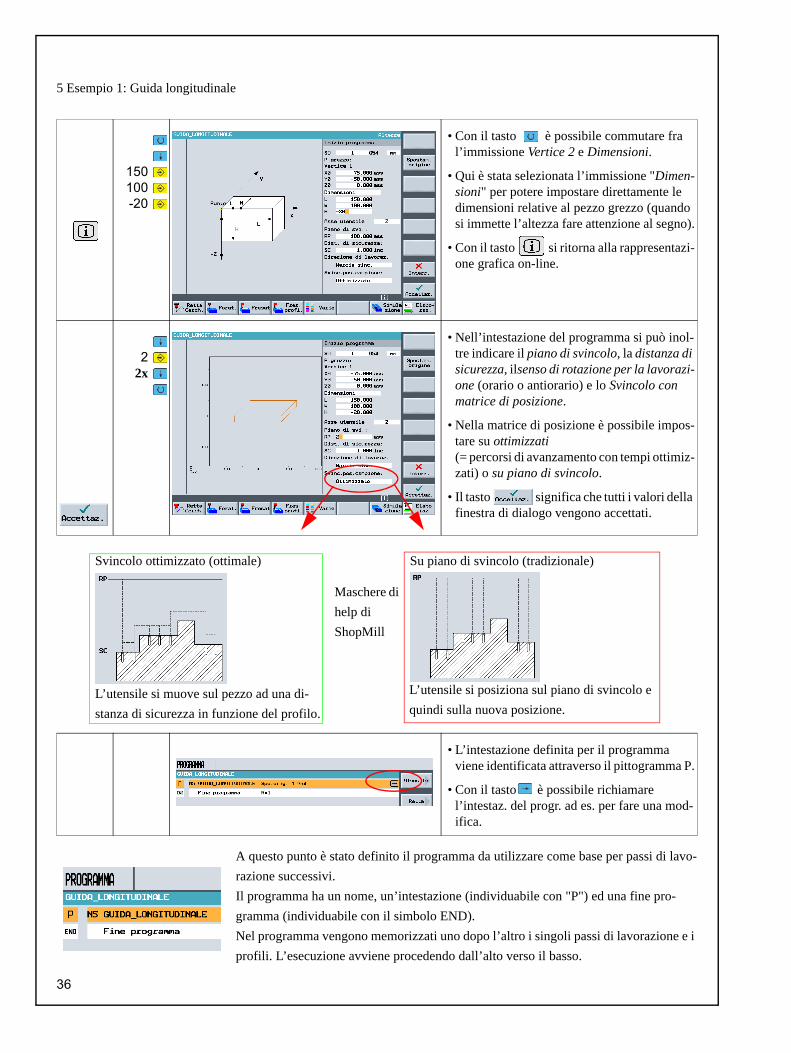
A questo punto è stato definito il programma da utilizzare come base per passi di lavo-razione successivi.Il programma ha un nome, un’intestazione (individuabile con "P") ed una fine pro-gramma (individuabile con il simbolo END).Nel programma vengono memorizzati uno dopo l’altro i singoli passi di lavorazione e i profili. L’esecuzione avviene procedendo dall’alto verso il basso.
150100-20
• Con il tasto è possibile commutare fra l’immissione Vertice 2 e Dimensioni.
• Qui è stata selezionata l’immissione "Dimen-sioni" per potere impostare direttamente le dimensioni relative al pezzo grezzo (quando si immette l’altezza fare attenzione al segno).
• Con il tasto si ritorna alla rappresentazi-one grafica on-line.
22x
• Nell’intestazione del programma si può inol-tre indicare il piano di svincolo, la distanza di sicurezza, ilsenso di rotazione per la lavorazi-one (orario o antiorario) e lo Svincolo con matrice di posizione.
• Nella matrice di posizione è possibile impos-tare su ottimizzati(= percorsi di avanzamento con tempi ottimiz-zati) o su piano di svincolo.
• Il tasto significa che tutti i valori della finestra di dialogo vengono accettati.
• L’intestazione definita per il programma viene identificata attraverso il pittogramma P.
• Con il tasto è possibile richiamare l’intestaz. del progr. ad es. per fare una mod-ifica.
Svincolo ottimizzato (ottimale)
L’utensile si posiziona sul piano di svincolo e quindi sulla nuova posizione.
L’utensile si muove sul pezzo ad una di-stanza di sicurezza in funzione del profilo.
Su piano di svincolo (tradizionale)
Maschere di help di ShopMill 5
36
Manuale d’istruzione per ShopMill
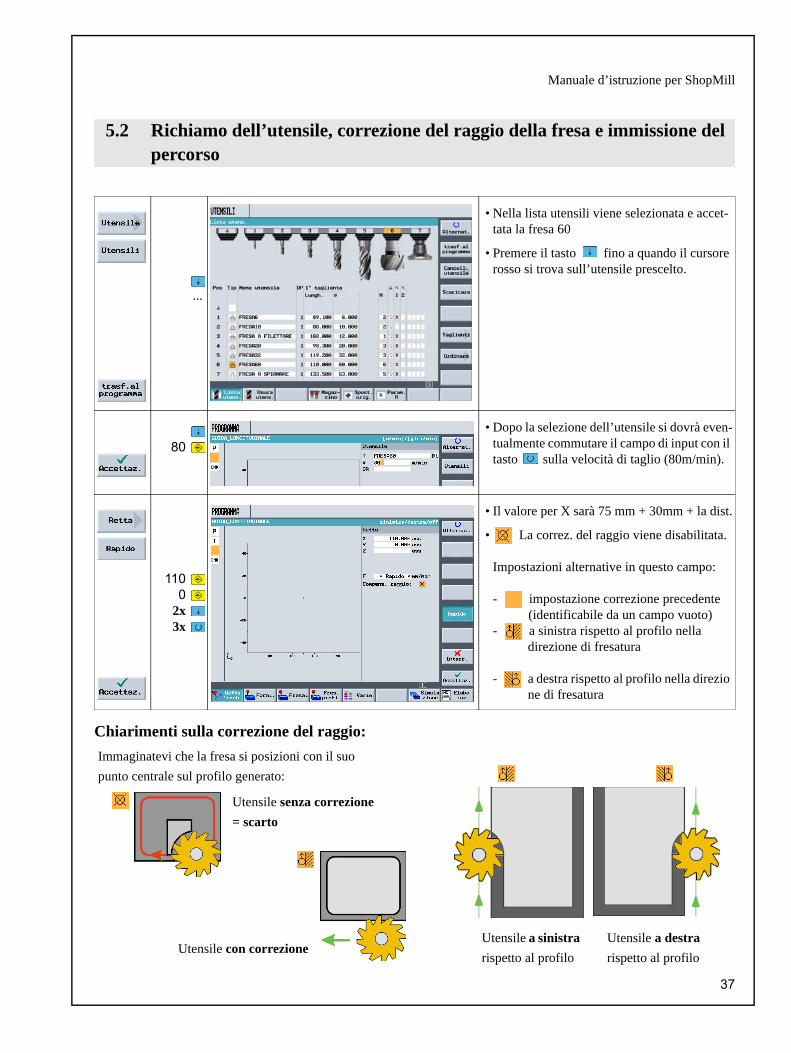
Chiarimenti sulla correzione del raggio:
• Nella lista utensili viene selezionata e accet-tata la fresa 60
• Premere il tasto fino a quando il cursore rosso si trova sull’utensile prescelto.
80• Dopo la selezione dell’utensile si dovrà even-
tualmente commutare il campo di input con il tasto sulla velocità di taglio (80m/min).
1100
2x3x
• Il valore per X sarà 75 mm + 30mm + la dist.
• La correz. del raggio viene disabilitata.
Impostazioni alternative in questo campo:
- impostazione correzione precedente(identificabile da un campo vuoto)
- a sinistra rispetto al profilo nella direzione di fresatura
- a destra rispetto al profilo nella direzio ne di fresatura
5.2 Richiamo dell’utensile, correzione del raggio della fresa e immissione del percorso
...5
Immaginatevi che la fresa si posizioni con il suo punto centrale sul profilo generato:
Utensile senza correzione= scarto
Utensile a sinistra rispetto al profilo
Utensile a destra rispetto al profilo
Utensile con correzione
37
5 Esempio 1: Guida longitudinale
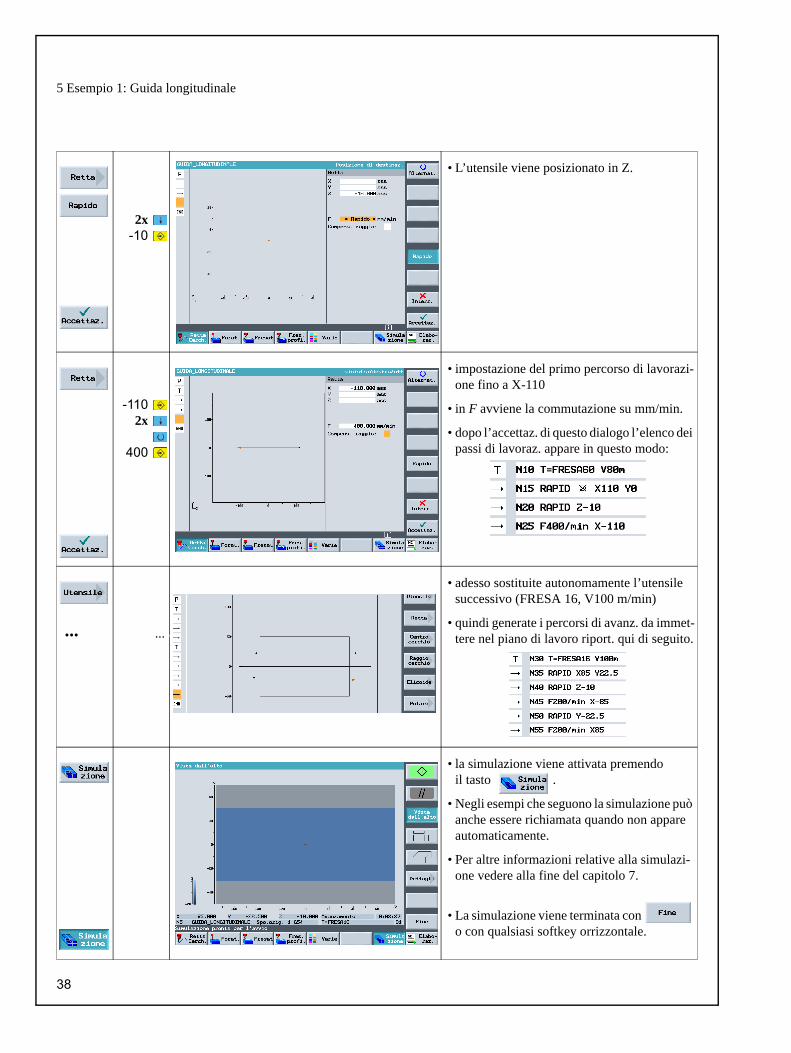
2x-10
• L’utensile viene posizionato in Z.
-1102x
400
• impostazione del primo percorso di lavorazi-one fino a X-110
• in F avviene la commutazione su mm/min.
• dopo l’accettaz. di questo dialogo l’elenco dei passi di lavoraz. appare in questo modo:
• adesso sostituite autonomamente l’utensile successivo (FRESA 16, V100 m/min)
• quindi generate i percorsi di avanz. da immet-tere nel piano di lavoro riport. qui di seguito.
• la simulazione viene attivata premendo il tasto .
• Negli esempi che seguono la simulazione può anche essere richiamata quando non appare automaticamente.
• Per altre informazioni relative alla simulazi-one vedere alla fine del capitolo 7.
• La simulazione viene terminata con o con qualsiasi softkey orrizzontale.
... ...5
38

Manuale d’istruzione per ShopMill
Attraverso le seguenti immissioni viene realizzata la centratura, la foratura passante e la filettatura dei 12 fori.
150500
11
• La centratura dei fori deve essererealizzata con l’utensile CENTRINO12(F150 mm/min e S 500 g/min).
• La centratura può essere impostata con riferi-mento al diametro o alla profondità. Dato che i fori hanno uno smusso di 0,5 mm si può immettere il diametro di 11 mm.
-10-50
050
0
• Con l’opzione Posizioni vengono immesse le posizioni dei due fori singoli e queste vengono concatenate con i dati di taglio precedenti.
• La profondità iniziale è pari a –10 mm.
5.3 Esecuzione di fori e ripetizioni della posizione
...5
39
5 Esempio 1: Guida longitudinale
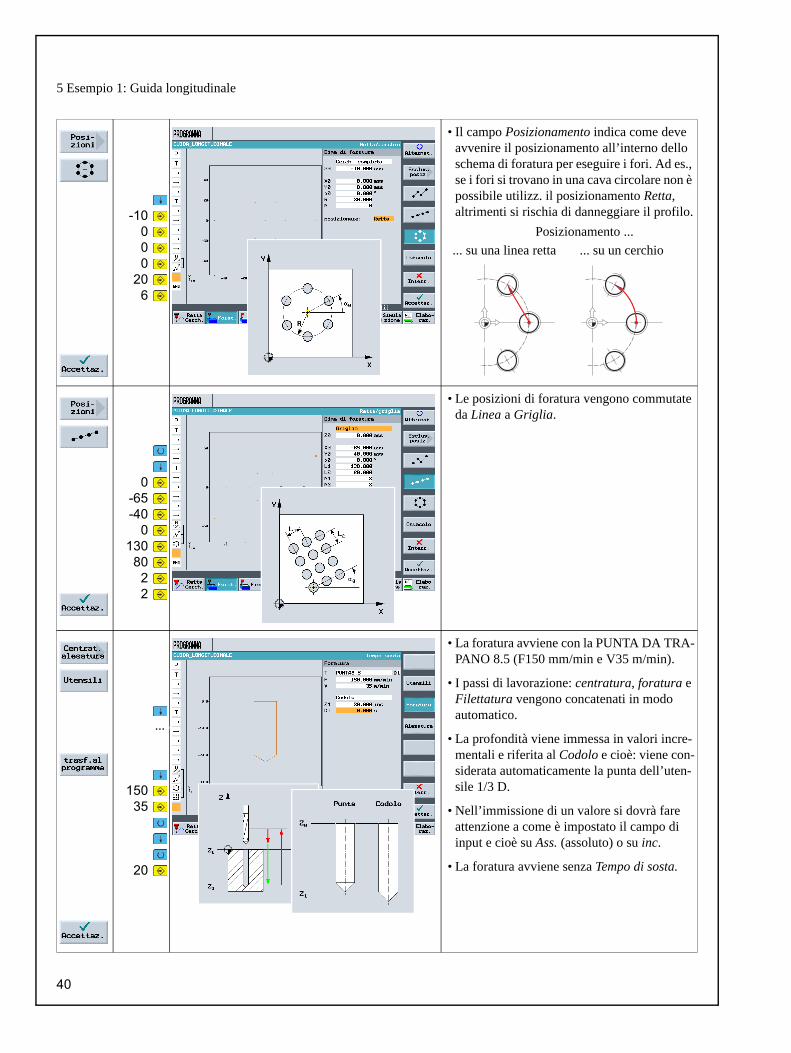
-10000
206
• Il campo Posizionamento indica come deve avvenire il posizionamento all’interno dello schema di foratura per eseguire i fori. Ad es., se i fori si trovano in una cava circolare non è possibile utilizz. il posizionamento Retta, altrimenti si rischia di danneggiare il profilo.
0-65-40
0130
8022
• Le posizioni di foratura vengono commutate da Linea a Griglia.
15035
20
• La foratura avviene con la PUNTA DA TRA-PANO 8.5 (F150 mm/min e V35 m/min).
• I passi di lavorazione: centratura, foratura e Filettatura vengono concatenati in modo automatico.
• La profondità viene immessa in valori incre-mentali e riferita al Codolo e cioè: viene con-siderata automaticamente la punta dell’uten-sile 1/3 D.
• Nell’immissione di un valore si dovrà fare attenzione a come è impostato il campo di input e cioè su Ass. (assoluto) o su inc.
• La foratura avviene senza Tempo di sosta.
... su una linea retta ... su un cerchioPosizionamento ...
...5
40

Manuale d’istruzione per ShopMill
...
1.56060
22
• Per la filettatura si utilizza il MASCHIO M10(P 1,5 mm/g e S 60 g/min).
• dopo il richiamo dell’utensile si dovrà immet-tere il la velocità di rotazione e la profondità di taglio (valori incrementali)
3
• Le posizioni di foratura quando vengono gen-erate vengono numerate. Il Nr. viene indicato subito dopo il Nr. di blocco della matrice di posiz. corrispondente (vedi N65-N75 nella fig. seg.). L’indicaz. di questa posiz., in questo caso Pos.: 3 griglia è sufficiente.
• Qui appare chiaro il concatenamento dei passi di lavorazione descritto in precedenza.
...
15035
-20
• I fori da 10 vengono realizzati con l’utensile PUNTA10. La velocità di avanzamento è diF 150 mm/min e la velocità di taglio diV 35 m/min.
• Nella foratura passante la profondità viene impostata con riferimento al codolo.
• Come ultima operazione ripetete le posizioni 001 e 002 per l’utensile PUNTA10.
• Come ultima operazione ripetete le posizioni 001 e 002 per l’utensile 10.
• Richiamate la funzione di simulazione per fare un controllo.
41
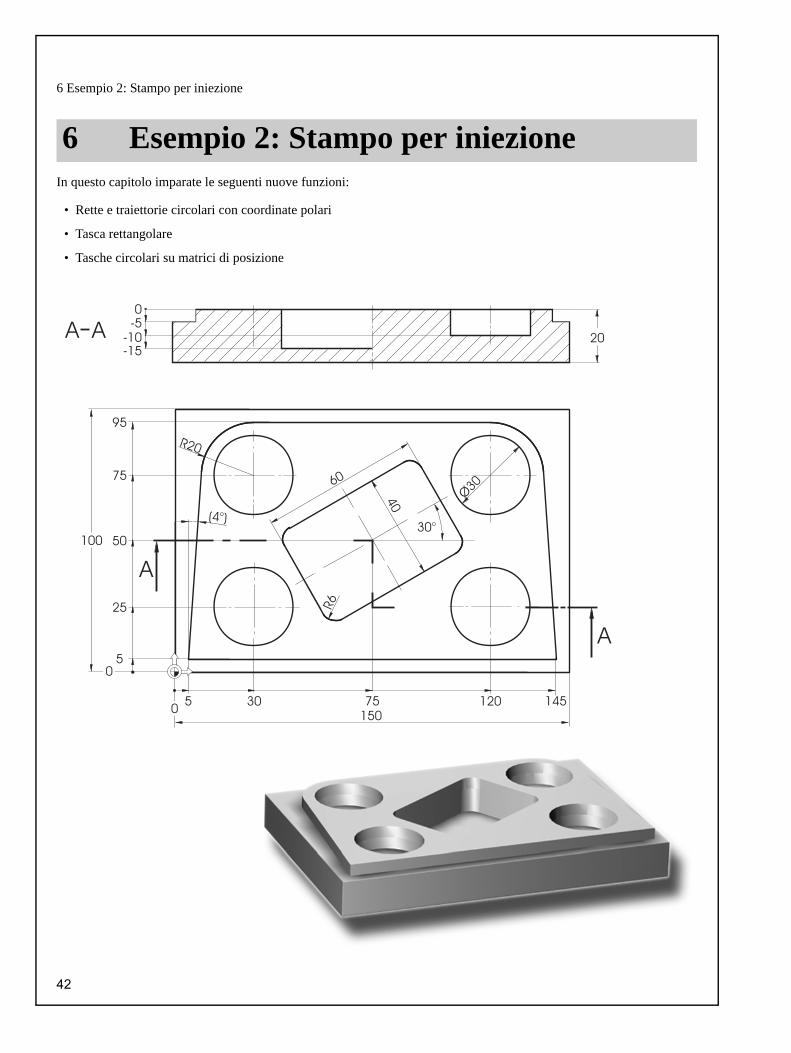
6 Esempio 2: Stampo per iniezione
In questo capitolo imparate le seguenti nuove funzioni: 5
• Rette e traiettorie circolari con coordinate polari
• Tasca rettangolare
• Tasche circolari su matrici di posizione
6 Esempio 2: Stampo per iniezione
42

Manuale d’istruzione per ShopMill
Generazione del piano di lavoro e avvicinamento al punto di partenza
Per prima cosa generate un piano di lavoro con il nome "Stampo per iniezione". Si devono immettere le dimensioni del pezzo da lavorare (per la procedura vedi Cap. "Guida longitudinale"). Fate attenzione alla nuova posizione del punto zero.
A questo punto si sceglie la fresa 20 (V 80 m/min) che viene posizionata in rapido sul punto X-12/Y-12/Z-5. Il punto di partenza del profilo X5 e Y5 viene raggiunto su una retta (F100 mm/min, correzione raggio fresa a sinistra).
Dopo l’immissione dei primi blocchi di avanzamento il piano di lavoro dovrebbe apparire in questo modo.
Il punto finale di un blocco di avanza-mento può essere descritto non soltanto attraverso le sue coordinate X e Y ma anche attraverso un punto di riferimento polare.
In questo caso non si conoscono le coordi-nate X e Y. Il punto tuttavia può essere definito anche in modo indiretto: il punto si trova a 20 mm dal centro della tasca cir-colare che qui identifica il polo. L’angolo polare di 176° deriva dal calcolo 180°-4° (vedi disegno).
6.1 Rette e traiettorie circolari con coordinate polari
43

6 Esempio 2: Stampo per iniezione
Dato che il polo è valido sia per la traiettoria circolare che per la retta è sufficiente che venga immesso una sola volta.
In questo caso l’angolo polare è di 90°.
Tasti Visualizzazione Chiarimenti
3075
• Immissione del polo
20176
• La lunghezza L indica la distanza del punto finale della retta dal polo.
• L’angolo polare indica quanto deve essere ruotata la lunghezza L attorno al polo per raggiungere il punto finale della retta.
• L’angolo polare può essere immesso in senso antiorario (176°) o anche in senso orario (-184°).
90
• Anche la definizione di una traiettoria circo-lare può essere espressa in coordinate polari.
Punto di
partenza
Punto finale
Polo
X30/Y75
L=20
90°
44

Manuale d’istruzione per ShopMill
120
• Dato che ovviamente il punto finale della retta è noto, qui si può utilizzare la funzione Retta.
12075
• Dato che il punto finale della successiva trai-ettoria circolare non è noto, qui si dovrà ricor-rere alle coordinate polari.
• Dal disegno si può ricavare il polo della trai-ettoria circolare.
4
• Anche l’angolo polare è noto, data lasimmetria.
1455
• Il punto finale della retta è noto e quindi può essere immesso direttamente.
45

6 Esempio 2: Stampo per iniezione
Per altre informazioni su queste modalità di visualizzare il pezzo vedere alla fine del Cap. 7.
-20
• Con l’ultima retta la fresatura del profilo è stata completata.
-12-122x3x
• Nell’ultimo tratto l’avanzamento avviene ris-pettando la distanza di sicurezza impostata, la correzione del raggio viene disabilitata.
La simulazione riportata qui di seguito, simula la sequenza di produzione per permettere un controllo prima che abbia inizio la produzione vera e propria del pezzo. 6
ShopMill permette anche altre funzioni e cioè consente di:
• tagliare il pezzo,
• ingrandirlo,
• visualizzarlo in 3 D dopo una rotazione e
• visualizzarlo su tre lati.
46
Manuale d’istruzione per ShopMill
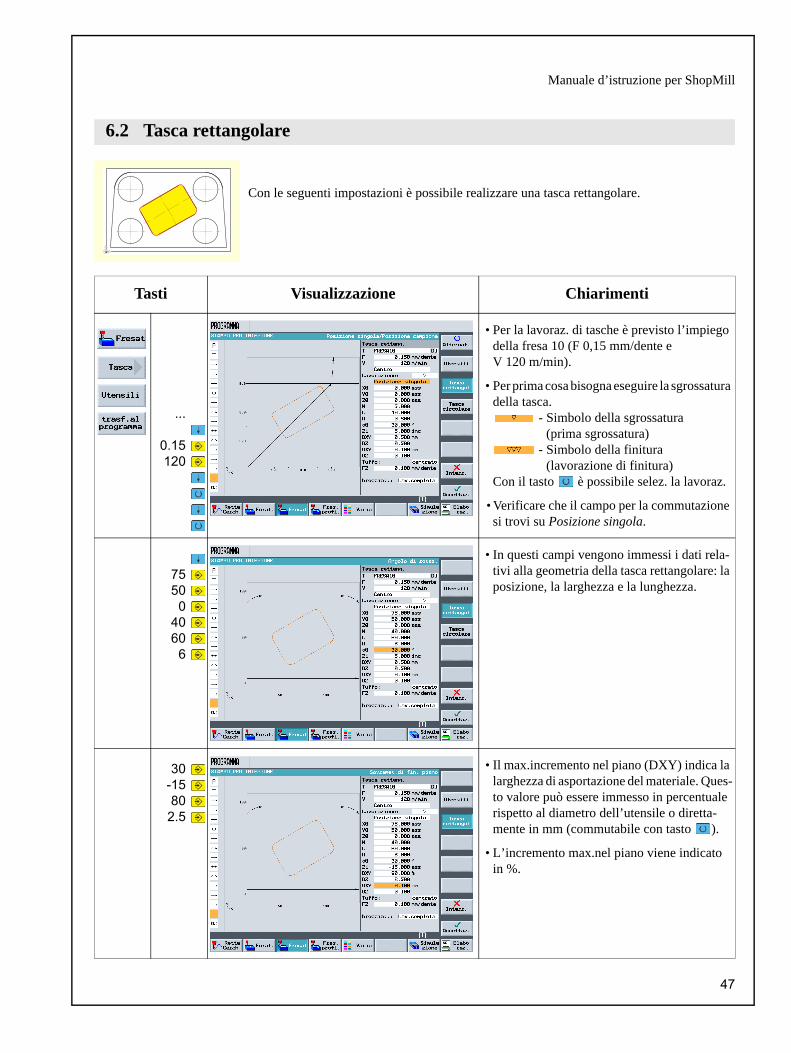
Con le seguenti impostazioni è possibile realizzare una tasca rettangolare.
Tasti Visualizzazione Chiarimenti
...
0.15120
• Per la lavoraz. di tasche è previsto l’impiego della fresa 10 (F 0,15 mm/dente e V 120 m/min).
• Per prima cosa bisogna eseguire la sgrossatura della tasca.
- Simbolo della sgrossatura (prima sgrossatura)
- Simbolo della finitura (lavorazione di finitura)
Con il tasto è possibile selez. la lavoraz.
• Verificare che il campo per la commutazione si trovi su Posizione singola.
7550
04060
6
• In questi campi vengono immessi i dati rela-tivi alla geometria della tasca rettangolare: la posizione, la larghezza e la lunghezza.
30-15802.5
• Il max.incremento nel piano (DXY) indica la larghezza di asportazione del materiale. Ques-to valore può essere immesso in percentuale rispetto al diametro dell’utensile o diretta-mente in mm (commutabile con tasto ).
• L’incremento max.nel piano viene indicato in %.
6.2 Tasca rettangolare
47

6 Esempio 2: Stampo per iniezione
0.30.3
22
• Viene selezionata l’immersione a tuffo elicoi-dale se la funzione non è già stata abilitata.
• Se è già stata eseguita una lavorazione prelim-inare della tasca, si può impostare il campo Svuotamento del materiale residuo tasca. Nei successivi campi di input viene indicata la grandezza della tasca prelavorata. In questo modo l'asportazione viene eseguita solo nei punti in cui è ancora presente del materiale, evitando i tagli a vuoto.
0.08150
• Il passo successivo di lavorazione è la finitu-ra. Per eseguire questa lavorazione l’avanza-mento viene diminuito a 0,08 mm/dente, la velocità di taglio viene aumentata fino a 150 m/min mentre avviene la commutazione da Sgrossatura a Finitura ( ).
• Con questa impostazione vengono finiti il bordo ed il fondo. In alternativa è possibile finire anche solo il bordo ( ) oppure smussare la tasca ( ).
DZ =profondità incremento max.
UZ =profondità sovrametallo
UXY =piano sovrametallo
Immersione a tuffo elicoidale(elica = movimento a spirale)
Immersione a tuffocon pendolamento
Immersione a tuffonel centro
EP = passo tuffoER = raggio tuffo
EW = angolo tuffo
48
Manuale d’istruzione per ShopMill
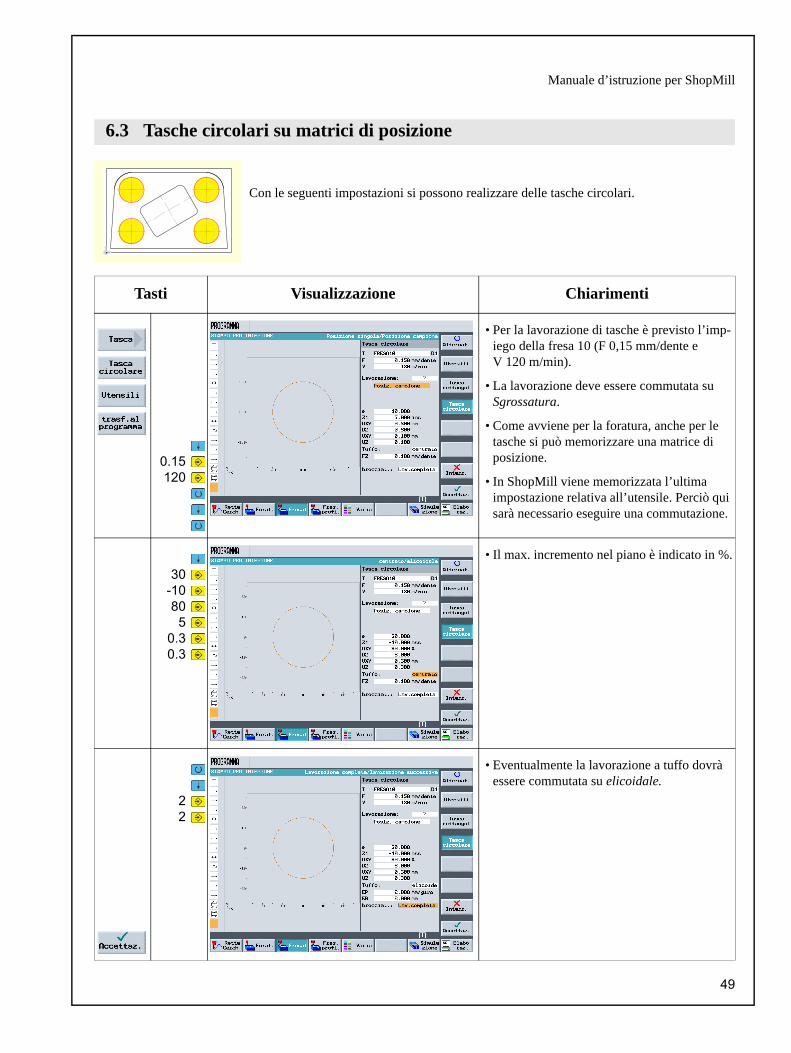
Con le seguenti impostazioni si possono realizzare delle tasche circolari.
Tasti Visualizzazione Chiarimenti
0.15120
• Per la lavorazione di tasche è previsto l’imp-iego della fresa 10 (F 0,15 mm/dente e V 120 m/min).
• La lavorazione deve essere commutata su Sgrossatura.
• Come avviene per la foratura, anche per le tasche si può memorizzare una matrice di posizione.
• In ShopMill viene memorizzata l’ultima impostazione relativa all’utensile. Perciò qui sarà necessario eseguire una commutazione.
30-1080
50.30.3
• Il max. incremento nel piano è indicato in %.
22
• Eventualmente la lavorazione a tuffo dovrà essere commutata su elicoidale.
6.3 Tasche circolari su matrici di posizione
49

6 Esempio 2: Stampo per iniezione
0.08150
• Per la finitura delle tasche si deve utilizzare la stessa fresa (F 0,08 mm/dente e V 150 m/min).
• La lavorazione viene impostata su Finitura.
2x3025
09050
22
• In questo punto vengono inseriti i valori per le posizioni delle tasche circolari.
• Il tipo di matrice di posizione viene commu-tato su Griglia.
• Nota: la descrizione delle matrici di posizione avviene nel menu Foratura con il menu sec-ondario Posizioni (indipendentemente dal tipo di lavorazione).
• Durante la simulazione è possibile richiamare il modello tridimensionale corrispondente allo stato di lavorazione con il softkey
.
• Prima di premere è necessario impostare la sequenza di taglio desiderata sui tre piani con i cursori.
• In caso di prosecuzione della simulazione e/o modifica della sequenza di taglio con il softkey viene visualizzato il nuovo modello tridimensionale.
...
...
50

Manuale d’istruzione per ShopMill
In questo capitolo potrete conoscere altre funzioni importanti ad esempio il calcolo del profilo:
• la fresatura continua di profili aperti
• lo svuotamento completo, con asportazione del materiale residuo e la finitura di profili di tasche
• la lavorazione su diversi piani
• il modo per tener conto degli ostacoli
7 Esempio 3: Placca modello
51
7 Esempio 3: Stampo
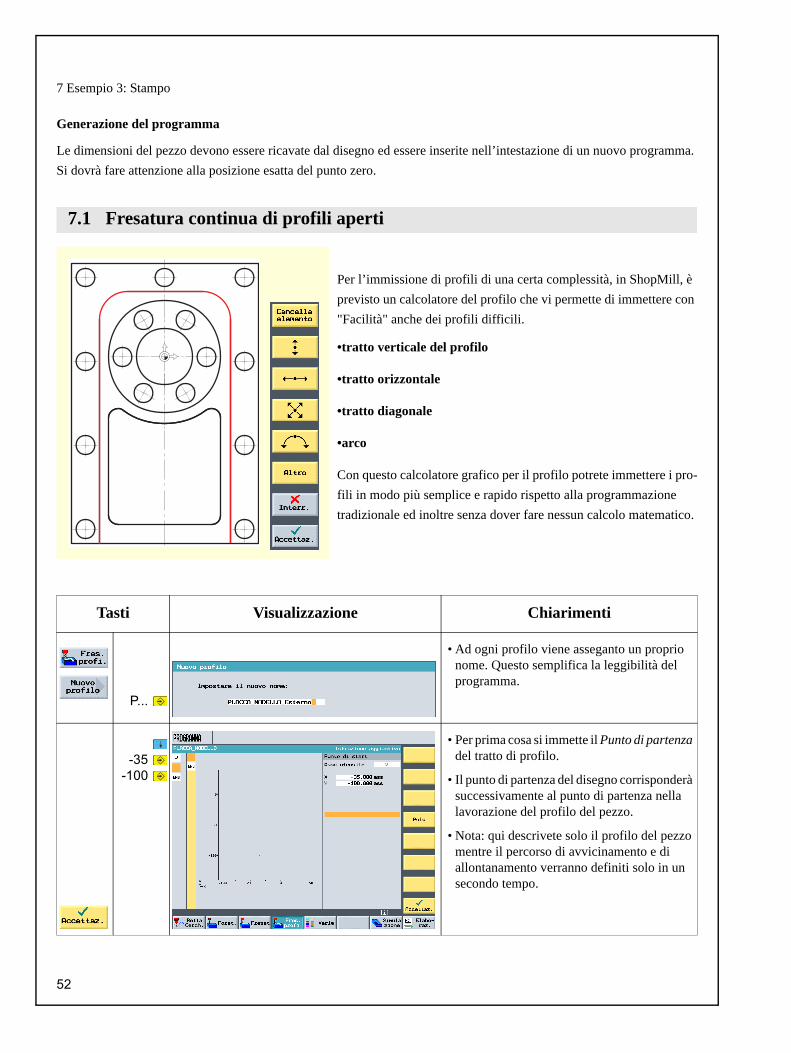
Generazione del programma
Le dimensioni del pezzo devono essere ricavate dal disegno ed essere inserite nell’intestazione di un nuovo programma. Si dovrà fare attenzione alla posizione esatta del punto zero.
7
Per l’immissione di profili di una certa complessità, in ShopMill, è previsto un calcolatore del profilo che vi permette di immettere con "Facilità" anche dei profili difficili.
•tratto verticale del profilo
•tratto orizzontale
•tratto diagonale
•arco
Con questo calcolatore grafico per il profilo potrete immettere i pro-fili in modo più semplice e rapido rispetto alla programmazione tradizionale ed inoltre senza dover fare nessun calcolo matematico.
Tasti Visualizzazione Chiarimenti
P...
• Ad ogni profilo viene asseganto un proprio nome. Questo semplifica la leggibilità del programma.
-35-100
• Per prima cosa si immette il Punto di partenza del tratto di profilo.
• Il punto di partenza del disegno corrisponderà successivamente al punto di partenza nella lavorazione del profilo del pezzo.
• Nota: qui descrivete solo il profilo del pezzo mentre il percorso di avvicinamento e di allontanamento verranno definiti solo in un secondo tempo.
7.1 Fresatura continua di profili aperti
52
Manuale d’istruzione per ShopMill
3515
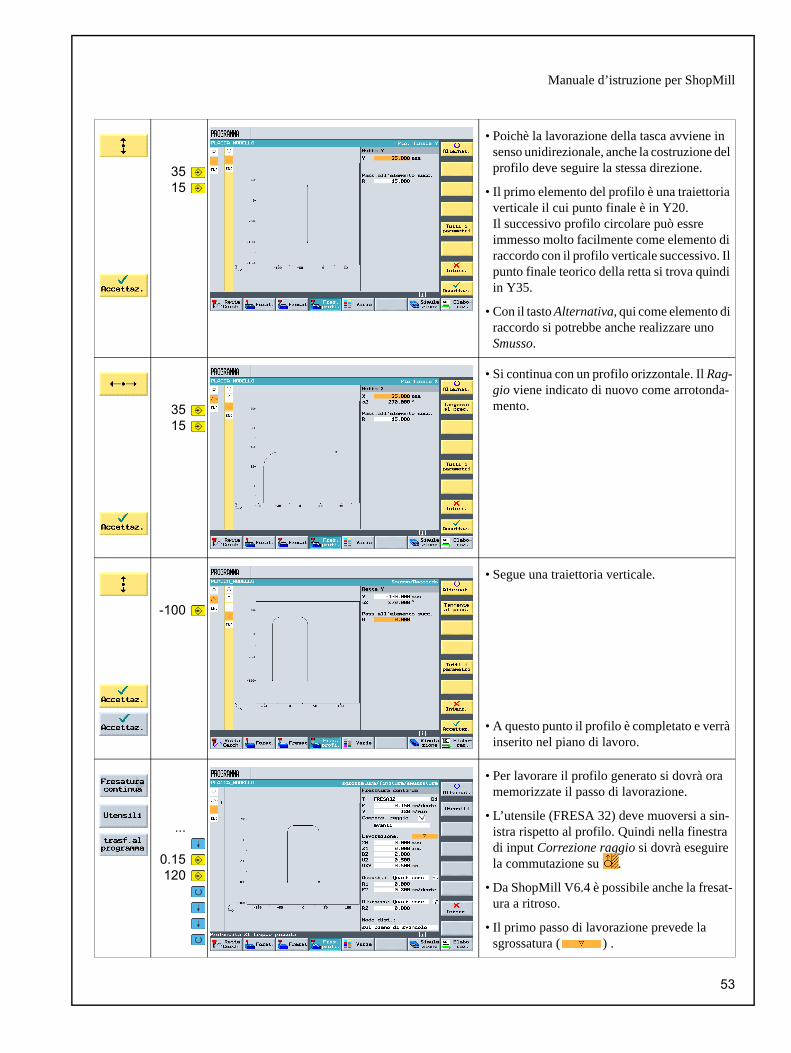
• Poichè la lavorazione della tasca avviene in senso unidirezionale, anche la costruzione del profilo deve seguire la stessa direzione.
• Il primo elemento del profilo è una traiettoria verticale il cui punto finale è in Y20.Il successivo profilo circolare può essre immesso molto facilmente come elemento di raccordo con il profilo verticale successivo. Il punto finale teorico della retta si trova quindi in Y35.
• Con il tasto Alternativa, qui come elemento di raccordo si potrebbe anche realizzare uno Smusso.
3515
• Si continua con un profilo orizzontale. Il Rag-gio viene indicato di nuovo come arrotonda-mento.
-100
• Segue una traiettoria verticale.
• A questo punto il profilo è completato e verrà inserito nel piano di lavoro.
...
0.15120
• Per lavorare il profilo generato si dovrà ora memorizzate il passo di lavorazione.
• L’utensile (FRESA 32) deve muoversi a sin-istra rispetto al profilo. Quindi nella finestra di input Correzione raggio si dovrà eseguire la commutazione su .
• Da ShopMill V6.4 è possibile anche la fresat-ura a ritroso.
• Il primo passo di lavorazione prevede la sgrossatura ( ) .
53

7 Esempio 3: Stampo
010
50.30.3
• Nei passi successivi vengono immesse la pro-fondità iniziale, la profondità di lavorazione, l’incremento di profondità e i sovrametalli.
• Nota: la profondità Z1 è stata commutata su ink. Questo ha il vantaggio di poter immettere sempre solo l’effettiva profondità della tasca senza segno preliminare. Di conseguenza viene semplificata l’immissione, soprattutto nel caso di tasche inscatolate.
3x
50.13x
5
• L’ accostamento può avvenire a scelta su un quarto di cerchio su un semicerchio o verti-cale o su una retta.
• In questo caso è opportuno accostarsi al pro-filo in modo tangenziale su una retta.
• Nella lunghezza L1 il raggio della fresa non deve essere considerato. Il raggio viene calco-lato automaticamente da ShopMill.
0.08150
• Il passo di lavorazione successivo prevede la finitura lungo il profilo sul quale è stata real-izzata una prima sgrossatura. L’avanzamento viene ridotto a 0.08 mm/dente, la velocità di taglio viene aumentata a V 150 m/min mentre la lavorazione viene commutata su Finitura ( ).
I due passi di lavorazione vengono concatenati nel piano di lavoro.
La simulazione e la successiva rappresentazione 3D mostrano la corretta realizzazione del pezzo. 7
54
Manuale d’istruzione per ShopMill
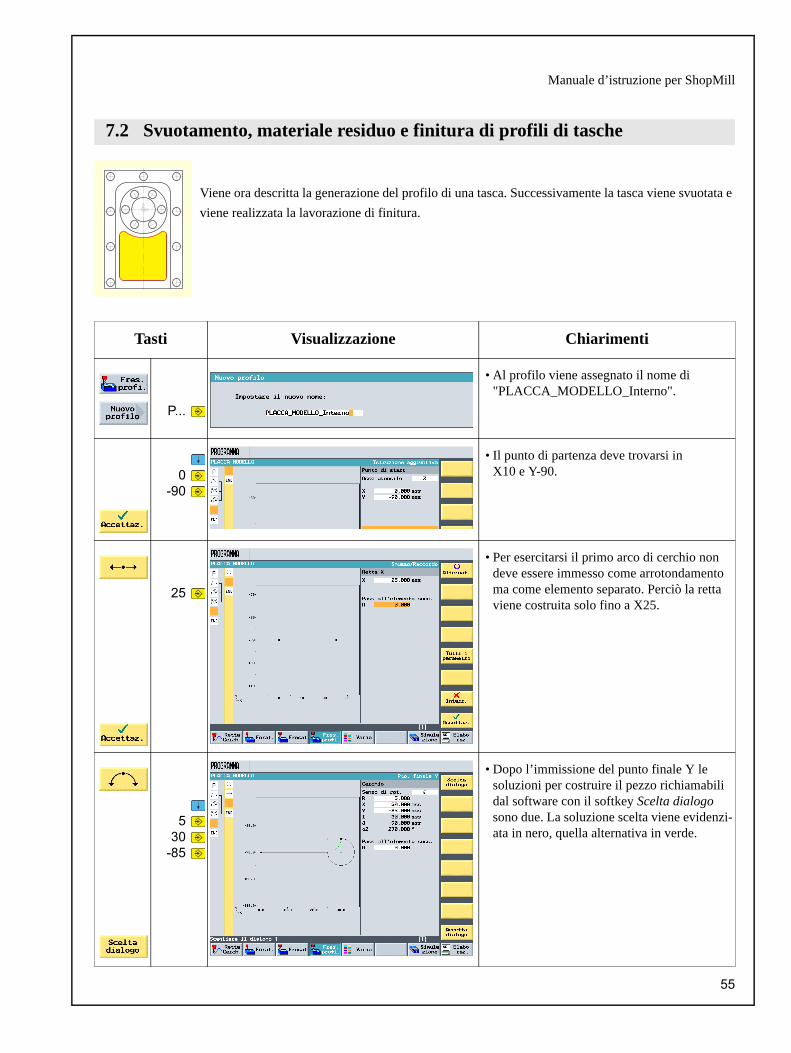
Viene ora descritta la generazione del profilo di una tasca. Successivamente la tasca viene svuotata e viene realizzata la lavorazione di finitura.
Tasti Visualizzazione Chiarimenti
P...
• Al profilo viene assegnato il nome di "PLACCA_MODELLO_Interno".
0-90
• Il punto di partenza deve trovarsi in X10 e Y-90.
25
• Per esercitarsi il primo arco di cerchio non deve essere immesso come arrotondamento ma come elemento separato. Perciò la retta viene costruita solo fino a X25.
530
-85
• Dopo l’immissione del punto finale Y le soluzioni per costruire il pezzo richiamabili dal software con il softkey Scelta dialogo sono due. La soluzione scelta viene evidenzi-ata in nero, quella alternativa in verde.
7.2 Svuotamento, materiale residuo e finitura di profili di tasche
55

7 Esempio 3: Stampo
• Con il Softkey Accetta dialogo fra le soluzioni possibili viene selezionato l’arco di cerchio prescelto.
• Il processore geometrico ha "identificato" automaticamente che l’arco programmato si collega tangenzialmente alla retta. Il Softkey relativo Tangente al Prec. Viene rappresenta-to in contrasto.
-205
• Il punto finale della retta è noto. Il raccordo a R36 viene arrotondato con R5.
36-30-20
5
• Segue un arco in senso orario.
56

Manuale d’istruzione per ShopMill
-905
• Il raggio R5 viene indicato come arrotonda-mento.
• Con il tasto Chiudere profilo viene realizzata direttamente la chiusura del profilo.
• In questo modo viene completata la descrizione del profilo e la tasca viene mem-orizzata nel piano di lavoro.
...
0.15120
• La direzione di lavorazione della tasca viene definita nell'intestazione del programma. In questo caso viene selezionata l'impostazione Movimento orario.
• Lo svuotamento della tasca deve avvenire con la Fresa 20 (F 0.15 mm/dente e V 120 m/min).
• Per prima cosa la tasca viene svuotata ( ).
01550
50.30.3
• La Profondità di lavorazione può essere immessa anche in valori incrementali ma con segno positivo.
• L’incremento massimo nel piano viene indi-cato in %.
• Il Punto di partenza (posizione per la lavo-razione a tuffo)nell’impostazione Auto verrà calcolata automaticamente da ShopMill.
57
7 Esempio 3: Stampo
22
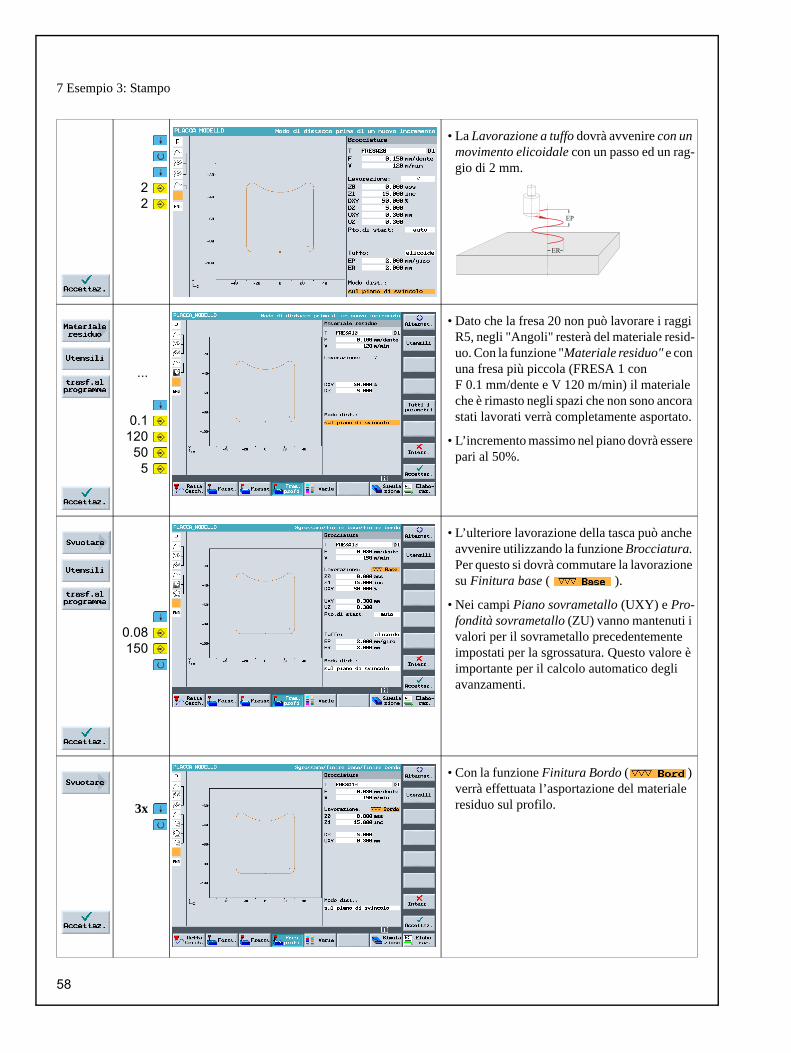
• La Lavorazione a tuffo dovrà avvenire con un movimento elicoidale con un passo ed un rag-gio di 2 mm.
...
0.1120
505
• Dato che la fresa 20 non può lavorare i raggi R5, negli "Angoli" resterà del materiale resid-uo. Con la funzione "Materiale residuo" e con una fresa più piccola (FRESA 1 conF 0.1 mm/dente e V 120 m/min) il materiale che è rimasto negli spazi che non sono ancora stati lavorati verrà completamente asportato.
• L’incremento massimo nel piano dovrà essere pari al 50%.
0.08150
• L’ulteriore lavorazione della tasca può anche avvenire utilizzando la funzione Brocciatura. Per questo si dovrà commutare la lavorazione su Finitura base ( ).
• Nei campi Piano sovrametallo (UXY) e Pro-fondità sovrametallo (ZU) vanno mantenuti i valori per il sovrametallo precedentemente impostati per la sgrossatura. Questo valore è importante per il calcolo automatico degli avanzamenti.
3x
• Con la funzione Finitura Bordo ( ) verrà effettuata l’asportazione del materiale residuo sul profilo.
58
Manuale d’istruzione per ShopMill
7.3 Lavorazione su diversi piani
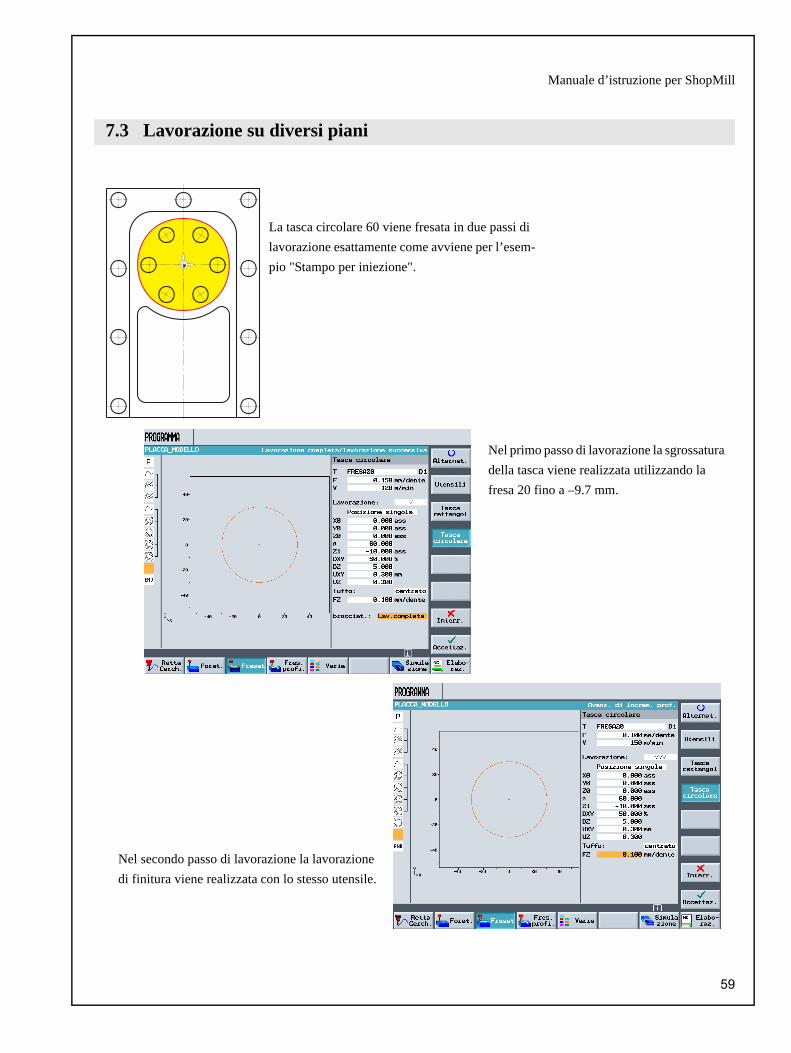
La tasca circolare 60 viene fresata in due passi di lavorazione esattamente come avviene per l’esem-pio "Stampo per iniezione".
Nel primo passo di lavorazione la sgrossatura della tasca viene realizzata utilizzando la fresa 20 fino a –9.7 mm.
Nel secondo passo di lavorazione la lavorazione di finitura viene realizzata con lo stesso utensile.
59

7 Esempio 3: Stampo
Successivamente la tasca circolare interna viene lavorata fino a una profondità di –20 mm.
A questo punto si dovrà fare attenzione al fatto che la profondità iniziale è a – 10 mm e non a 0 mm.
Tasti Visualizzazione Chiarimenti
0.15120
• Dopo l’immissione dei valori come indicato nella figura è possibile accettare la finestra di dialogo.
0.08150
• Nel secondo passo avviene la finitura della tasca.
• Vengono automaticamente memorizzate la posizione, la grandezza e i sovrametalli della lavorazione di sgrossatura descritta in prece-denza. Restano quindi da immettere solo i valori tecnologici.
• Il valore Z0 (=altezza pezzo) indica la profon-dità di lavorazione iniziale.
• Più il pezzo è complesso più è importante la rappresentazione 3D nella fase che precede la lavorazione del pezzo.
...7
60

Manuale d’istruzione per ShopMill
Come si era già verificato nel caso della "Guida longitudinale" anche per la realizzazione di questo pezzo si possono con-catenare vari matrici di fori. Tuttavia qui si dovrà fare attenzione a evitare uno o più "Ostacoli" – a seconda della sequenza di lavorazione. I movimenti fra un foro e l’altro avverranno tenendo conto della Distanza di sicurezza o del Piano di lavoro che avrete impostato.
Come prima cosa generate i passi di lavorazione Centratura e Foratura secondo le istruzioni contenute nel Cap. 5.
Dopo questi due passi di lavorazione, nella pagina successiva vedrete come immettere le relative posizioni di foratura.
7.4 Considerazione degli ostacoli
1. Passo di lavorazione Centratura
2. Passo di lavorazione Foratura
61
7 Esempio 3: Stampo
Tasti Visualizzazione Chiarimenti
-10-42.5-92.5
9045
4
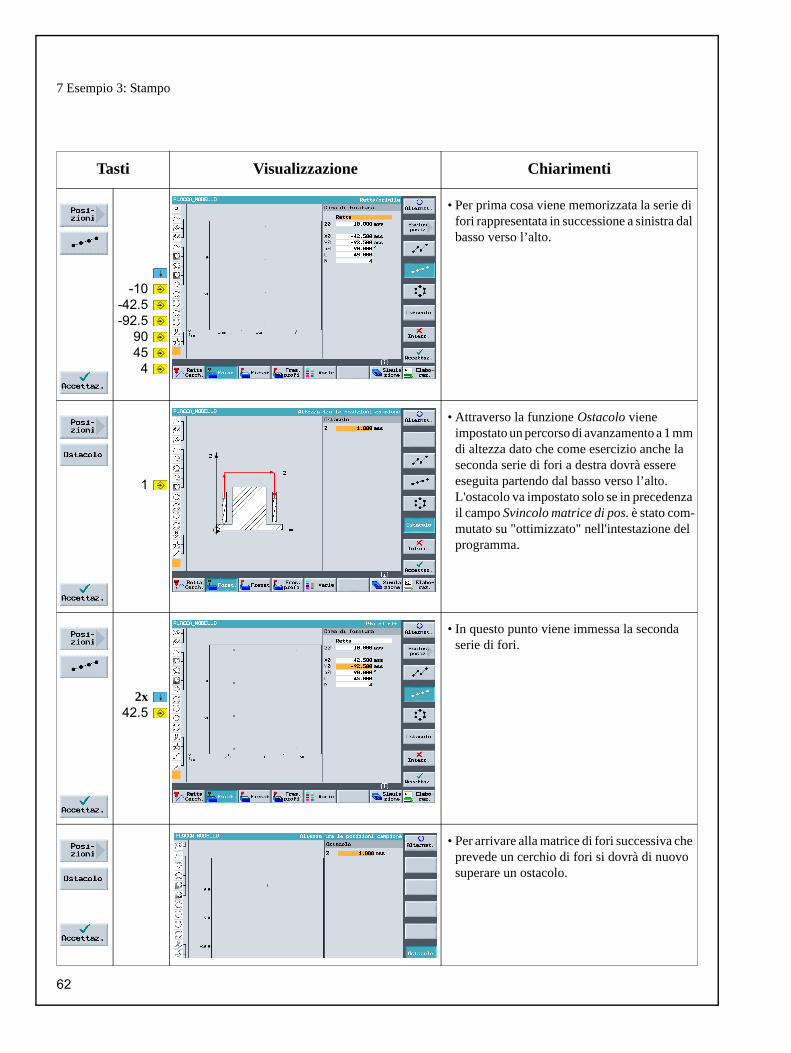
• Per prima cosa viene memorizzata la serie di fori rappresentata in successione a sinistra dal basso verso l’alto.
1
• Attraverso la funzione Ostacolo viene impostato un percorso di avanzamento a 1 mm di altezza dato che come esercizio anche la seconda serie di fori a destra dovrà essere eseguita partendo dal basso verso l’alto. L'ostacolo va impostato solo se in precedenza il campo Svincolo matrice di pos. è stato com-mutato su "ottimizzato" nell'intestazione del programma.
2x42.5
• In questo punto viene immessa la seconda serie di fori.
• Per arrivare alla matrice di fori successiva che prevede un cerchio di fori si dovrà di nuovo superare un ostacolo.
62

Manuale d’istruzione per ShopMill
Altre informazioni per la rappresentazione del pezzo:1. La simulazione può avvenire solo con Vista dall’alto o Vista sui tre lati. L’ultima impostazione resta attiva.2. Una rappresentazione statica può anche prevedere la Visualizzazione tridimensionale.
-103x
22.56
• I sei fori formano un cerchio completo.
• Per poter eseguire l’ultimo foro si dovrà di nuovo evitare un ostacolo.
-100
42.5
• Immissione dell’ultima posizione di foratura.
• Con il tasto Del, cancellare eventuali posizio-ni già impostate .
• Nota: questo esempio di programmazione dovrebbere rendervi familiare la funzione Ostacolo. Ovviamente esistono dei percorsi più eleganti per programmare le posizioni di foratura e cavarsela con un unico ostacolo.Sperimentate voi stessi altre strategie!
Dopo una simulazione, con i tasti
oè possibile passare alle corrispondenti rappre-sentazioni.
Se nella rappresentazione con Vista dall’alto o in quella su tre piani si preme il tasto
, appariranno questi Softkey per ingrandire gli ele-menti visualizzati.
Se nel Modello tridimension-ale si preme il tasto appariranno questi Softkey per selezionare diverse pros-pettive.
Con i tasti freccia è possibile preimpostare la sequenza di taglio e quindi eseguirla con il tasto .
63

8 Esempio 4: Leva
In questo capitolo imparerete altre funzioni importanti di ShopMill:
• la fresatura trasversale
• Creazione di bordi (tasche ausiliarie) per lo svuotamento intorno alle isole.
• la generazione di isole circolari con funzione Copia
• l’editor ampliato e la realizzazione delle isole
• la foratura profonda, la fresatura elicoidale, la alesatura e la fresatura per filettature
• Programmazione polare di profili (nuovo da versione 6.4)
8 Esempio 4: Leva
64
Manuale d’istruzione per ShopMill
Generazione del piano di lavoro
Le dimensioni del pezzo devono essere ricavate dal disegno ed essere inserite nell’intestazione del programma. Si dovrà controllare che il pezzo abbia uno spessore di 25 mm e che lo spigolo 1 in Z venga di conseguenza impostato su 5 mm.
Dopo aver immesso i dati la finestra di input dovrebbe apparire in questo modo.
Tasti Visualizzazione Chiarimenti
...
0.1120
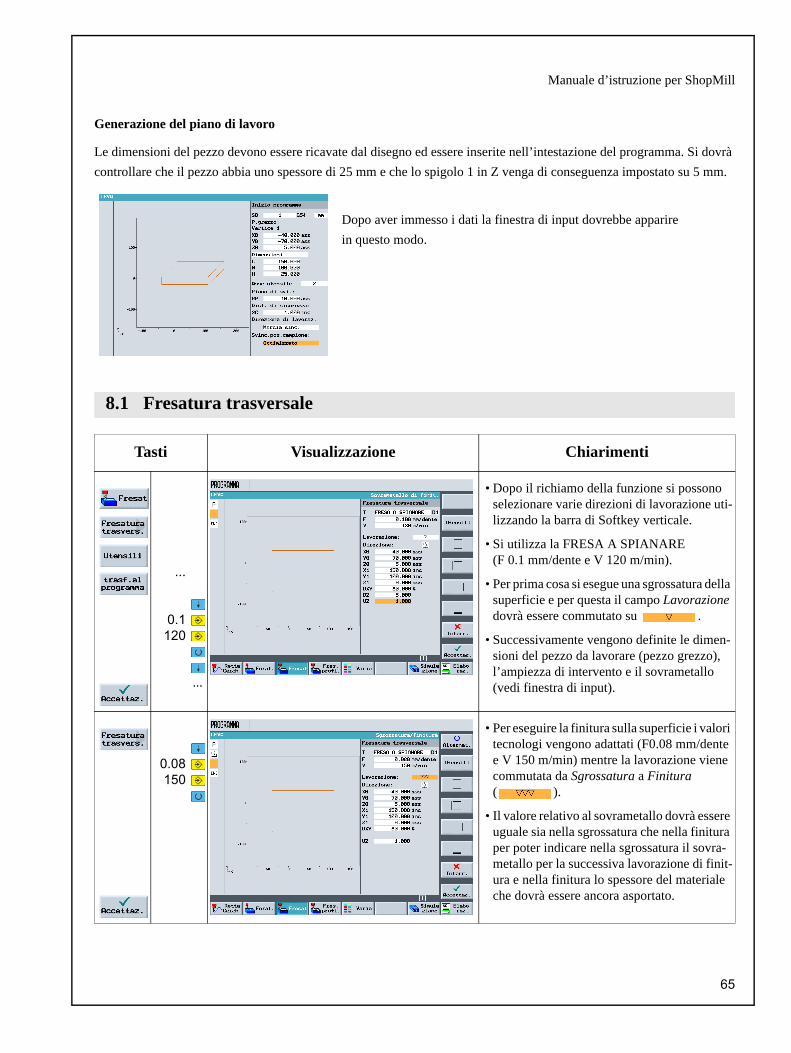
• Dopo il richiamo della funzione si possono selezionare varie direzioni di lavorazione uti-lizzando la barra di Softkey verticale.
• Si utilizza la FRESA A SPIANARE(F 0.1 mm/dente e V 120 m/min).
• Per prima cosa si esegue una sgrossatura della superficie e per questa il campo Lavorazione dovrà essere commutato su .
• Successivamente vengono definite le dimen-sioni del pezzo da lavorare (pezzo grezzo), l’ampiezza di intervento e il sovrametallo (vedi finestra di input).
0.08150
• Per eseguire la finitura sulla superficie i valori tecnologi vengono adattati (F0.08 mm/dente e V 150 m/min) mentre la lavorazione viene commutata da Sgrossatura a Finitura ( ).
• Il valore relativo al sovrametallo dovrà essere uguale sia nella sgrossatura che nella finitura per poter indicare nella sgrossatura il sovra-metallo per la successiva lavorazione di finit-ura e nella finitura lo spessore del materiale che dovrà essere ancora asportato.
8.1 Fresatura trasversale
...8
65
8 Esempio 4: Leva
Come avviene per le tasche, anche le isole vengono descritte con il calcolatore grafico del profilo. I profili diventano delle isole soltanto attraverso il concatenamento nel piano di lavoro: qui il primo profilo descritto è sempre quello di una tasca. Uno o anche più profili uno di seguito all’altro vengono interpretati come delle isole. Dato che nell’esempio "Leva" non c’è nessuna tasca, verrà generata intorno al profilo esterno dell’elemento una tasca fittizia. Questo campo servirà per delimitare esternamente con un riquadro l’area nella quale potranno avvenire i movimenti degli utensili.
Tasti Visualizzazione Chiarimenti
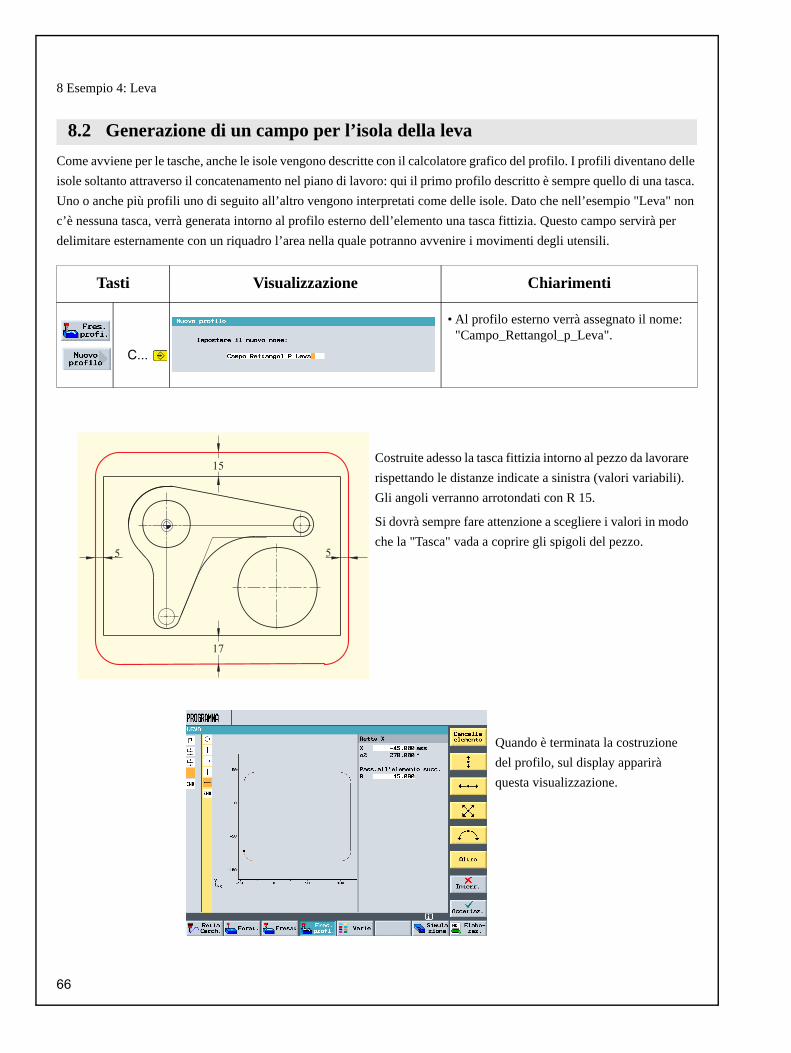
C...
• Al profilo esterno verrà assegnato il nome: "Campo_Rettangol_p_Leva".
8.2 Generazione di un campo per l’isola della leva
Costruite adesso la tasca fittizia intorno al pezzo da lavorare rispettando le distanze indicate a sinistra (valori variabili). Gli angoli verranno arrotondati con R 15.
Si dovrà sempre fare attenzione a scegliere i valori in modo che la "Tasca" vada a coprire gli spigoli del pezzo. 8
Quando è terminata la costruzione del profilo, sul display apparirà questa visualizzazione.
66

Manuale d’istruzione per ShopMill
Dopo che il profilo esterno rettangolare è stato immesso successivamente all’ultimo passo di lavorazione, si passa come illustrato di seguito alla generazione dell’isola. Per darvi la possibilità di esercitarvi nella generazione della geometria, spiegheremo anche questo esempio tasto per tasto.
Tasti Visualizzazione Chiarimenti
L...
• All’isola verrà assegnato il nome "LEVA_leva".
-24• Il punto iniziale del profilo deve trovarsi in
X-24 e Y0.
242x0
• Il primo arco viene descritto in senso orario, si conoscono il raggio ed il centro del cerchio.
• Segue una linea obliqua tangenziale all’elemento precedente.
8.3 Realizzazione della leva
67

8 Esempio 4: Leva
885-885
• Segue un arco di cerchio tangenziale.
• Si conoscono il raggio, il punto centrale del cerchio e il punto finale.
3040
• Segue un percorso orizzontale fino al punto finale X30.
• Il raccordo con l’elemento successivo deve avere un raggio di 40 mm.
• Segue un tratto obliquo.
• Attenzione: il raccordo tangenziale viene sempre riferito solo all’ elemento principale e perciò in questo caso la retta non si collega in modo tangenziale.
Elemento principale
Elemento principale
Arrotondamneto
non tangenziale
68

Manuale d’istruzione per ShopMill
82x
-58
0
-58
• Segue un arco di cerchio tangenziale il cui punto centrale e finale sono noti.
• Con la funzione Tutti i parametri potrete avere informazioni dettagliate sull’arco di cerchio. Questo ad esempio può servire per controllare i valori immessi (ad es.: l’arco di cerchio termina in verticale?).
-2718
• Segue un tratto verticale (automaticamente tangenziale) fino al punto finale Y-27.
• Il collegamento con la retta successiva deve essere arrotondato con R18.
• Segue un tratto obliquo.
24-24
00
• Il profilo si chiude con un arco di cerchio che si collega al punto iniziale.
69

8 Esempio 4: Leva
Qui di seguito viene descritta la sgrossatura del materiale che si trova "intorno alla leva" fino alla profondità –6 e quindi la finitura.
Tasti Visualizzazione Chiarimenti
...
0.15120
06
5060
...
• Viene eseguito lo svuotamento della tasca tenendo conto del profilo della leva. Per la sgrossatura viene utilizzato l’utensile FRESA 20 (F 0.15 mm/dente e V 120 m/min).
• L’incremento max. nel piano viene espresso in %.
0.08150
06
500
70-40
...
• Viene eseguita la finitura della base della tasca (F 0.08 mm/dente e V 150 m/min).
70
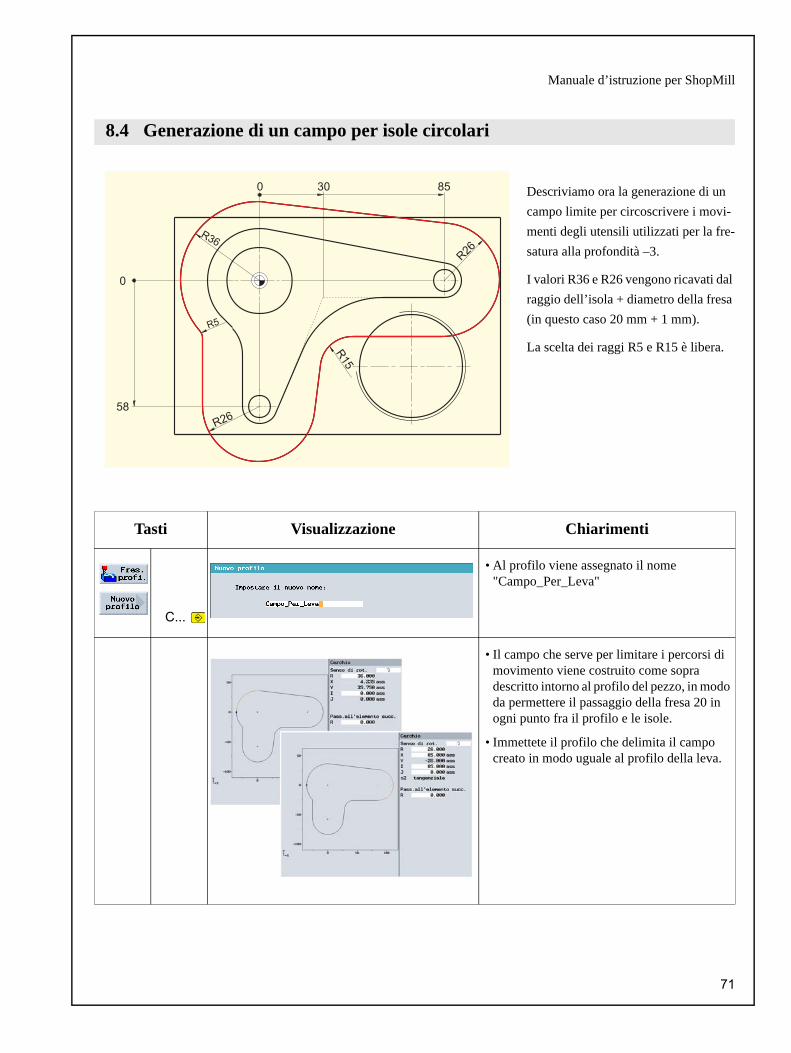
Manuale d’istruzione per ShopMill
Descriviamo ora la generazione di un campo limite per circoscrivere i movi-menti degli utensili utilizzati per la fre-satura alla profondità –3.
I valori R36 e R26 vengono ricavati dal raggio dell’isola + diametro della fresa (in questo caso 20 mm + 1 mm).
La scelta dei raggi R5 e R15 è libera.
Tasti Visualizzazione Chiarimenti
C...
• Al profilo viene assegnato il nome"Campo_Per_Leva"
• Il campo che serve per limitare i percorsi di movimento viene costruito come sopra descritto intorno al profilo del pezzo, in modo da permettere il passaggio della fresa 20 in ogni punto fra il profilo e le isole.
• Immettete il profilo che delimita il campo creato in modo uguale al profilo della leva.
8.4 Generazione di un campo per isole circolari
71
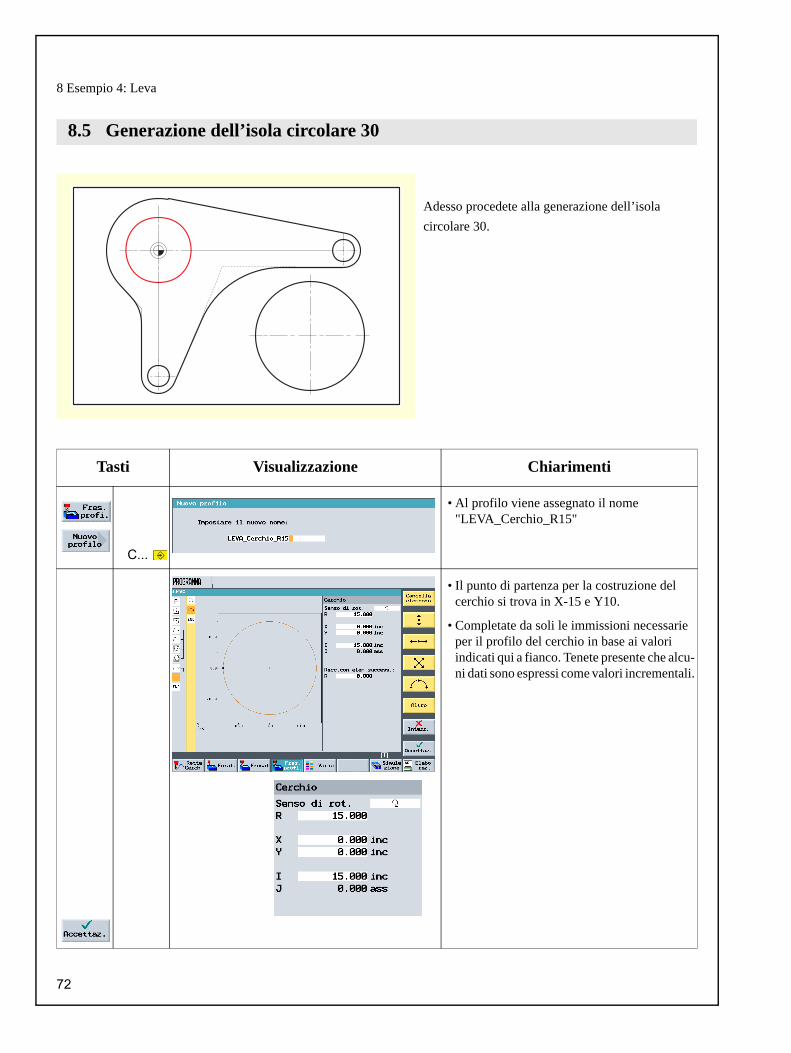
8 Esempio 4: Leva
Adesso procedete alla generazione dell’isolacircolare 30.
Tasti Visualizzazione Chiarimenti
C...
• Al profilo viene assegnato il nome"LEVA_Cerchio_R15"
• Il punto di partenza per la costruzione del cerchio si trova in X-15 e Y10.
• Completate da soli le immissioni necessarie per il profilo del cerchio in base ai valori indicati qui a fianco. Tenete presente che alcu-ni dati sono espressi come valori incrementali.
8.5 Generazione dell’isola circolare 30
72
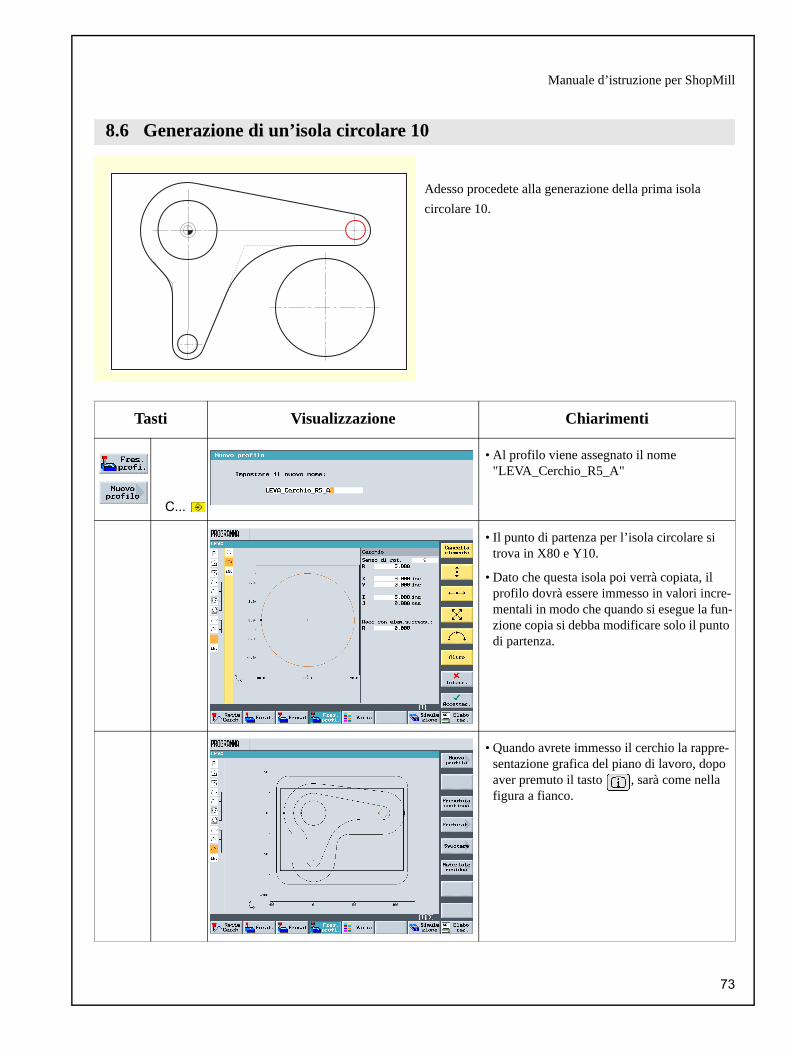
Manuale d’istruzione per ShopMill
Adesso procedete alla generazione della prima isola circolare 10.
Tasti Visualizzazione Chiarimenti
C...
• Al profilo viene assegnato il nome "LEVA_Cerchio_R5_A"
• Il punto di partenza per l’isola circolare si trova in X80 e Y10.
• Dato che questa isola poi verrà copiata, il profilo dovrà essere immesso in valori incre-mentali in modo che quando si esegue la fun-zione copia si debba modificare solo il punto di partenza.
• Quando avrete immesso il cerchio la rappre-sentazione grafica del piano di lavoro, dopo aver premuto il tasto , sarà come nella figura a fianco.
8.6 Generazione di un’isola circolare 10
73
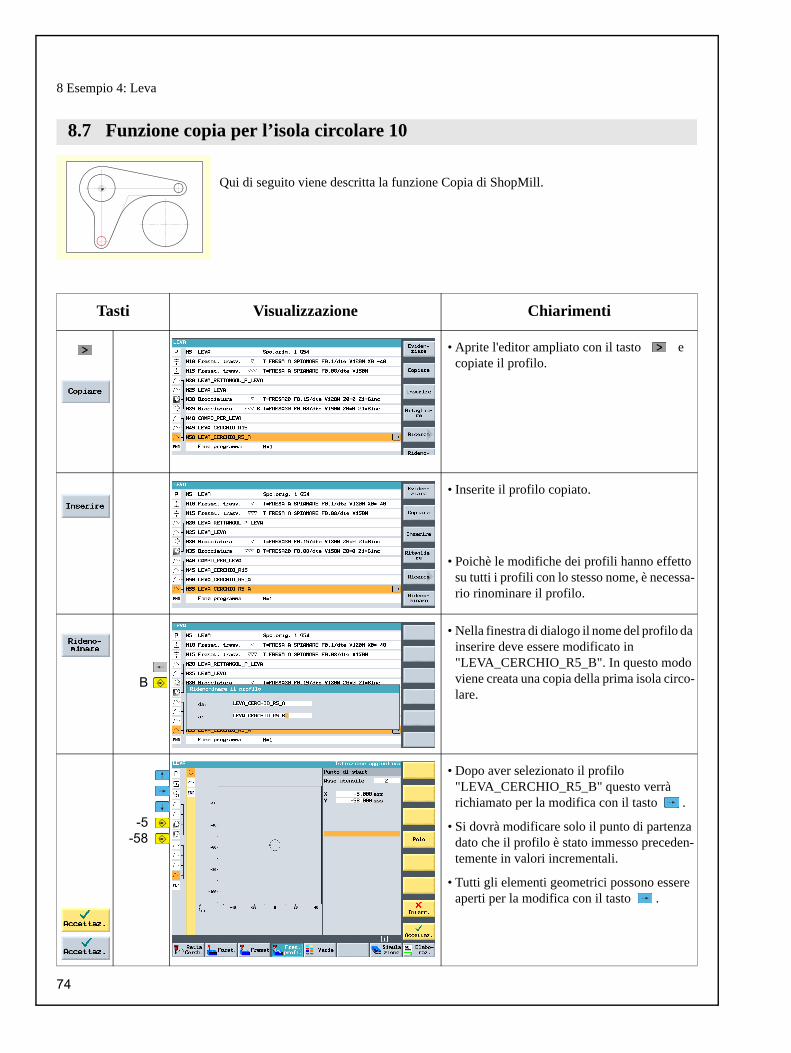
8 Esempio 4: Leva
Qui di seguito viene descritta la funzione Copia di ShopMill.
Tasti Visualizzazione Chiarimenti
• Aprite l'editor ampliato con il tasto e copiate il profilo.
• Inserite il profilo copiato.
• Poichè le modifiche dei profili hanno effetto su tutti i profili con lo stesso nome, è necessa-rio rinominare il profilo.
B
• Nella finestra di dialogo il nome del profilo da inserire deve essere modificato in "LEVA_CERCHIO_R5_B". In questo modo viene creata una copia della prima isola circo-lare.
-5-58
• Dopo aver selezionato il profilo "LEVA_CERCHIO_R5_B" questo verrà richiamato per la modifica con il tasto .
• Si dovrà modificare solo il punto di partenza dato che il profilo è stato immesso preceden-temente in valori incrementali.
• Tutti gli elementi geometrici possono essere aperti per la modifica con il tasto .
8.7 Funzione copia per l’isola circolare 10
74

Manuale d’istruzione per ShopMill
ShopMill offre una serie di funzioni speciali per poter utilizzare e gestire più volte alcuni elementi inseriti nel piano di lavoro. Queste funzioni speciali sono richiamabili con il tasto sul pannello operativo piatto.
Le funzioni disponibili sono:
Alcune delle funzioni descritte vengono utilizzate nell’esempio che segue per realizzare in modo ottimale le tre isole cir-colari.I vantaggi in questo caso sono dovuti alla possibilità di copiare dei passi di lavorazioni già esistenti.
La cornice evidenziata in rosso (vedi Cap. 8.4) serve per cir-coscrivere il campo di movimento.
Con la funzione Marcare si possono selezionare diversi passi di lavorazione per successive lavorazioni (ad. es. Copiare o Tagliare).
Con la funzione Copiare si possono copiare dei passi di lavorazione nella memoria tampone.
Con la funzione Inserire i passi di lavorazione vengono inseriti dalla memoria tampone nel piano di lavoro. L’inserimento avviene sempre dopo che il passo di lavorazione è stato evidenziato.
Con la funzione Tagliare i passi di lavorazione vengono copiati nella memoria tampone e contempo-ranemaente cancellati nel punto di origine. Il softkey serve anche per la "sola" cancellazione.
Con la funzione Ricerca è possibile cercare dei testi all’interno del programma.
Con la funzione Rinominare si possono modificare i nomi dei profili, delle directory o dei piani di lav-oro.
La funzione Nuova numerazione consente di rinumerare i passi di lavorazione.
Con la funzione Ritorno si può tornare al menu precedente.
8.8 Realizzazione delle isole circolari con l’aiuto dell’editor ampliato
75
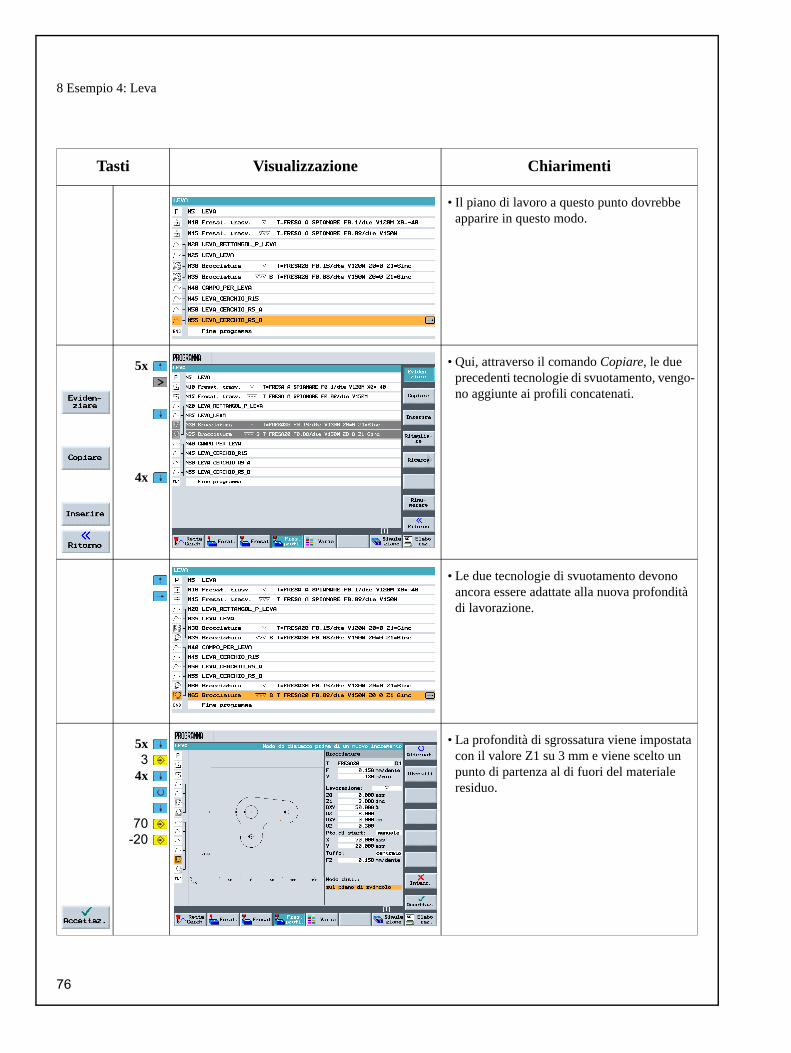
8 Esempio 4: Leva
Tasti Visualizzazione Chiarimenti
• Il piano di lavoro a questo punto dovrebbe apparire in questo modo.
5x
4x
• Qui, attraverso il comando Copiare, le due precedenti tecnologie di svuotamento, vengo-no aggiunte ai profili concatenati.
• Le due tecnologie di svuotamento devono ancora essere adattate alla nuova profondità di lavorazione.
5x3
4x
70-20
• La profondità di sgrossatura viene impostata con il valore Z1 su 3 mm e viene scelto un punto di partenza al di fuori del materiale residuo.
76

Manuale d’istruzione per ShopMill
... ed ecco il risultato:
5x3
5x-20
• Viene adattata anche la profondità di finitura.
• Qui vengono indicate le geometrie che appartengono alla tecnologia di finitura (grafica piano di lavoro).
• E come sempre con la simulazione è possibile fare un controllo.
77
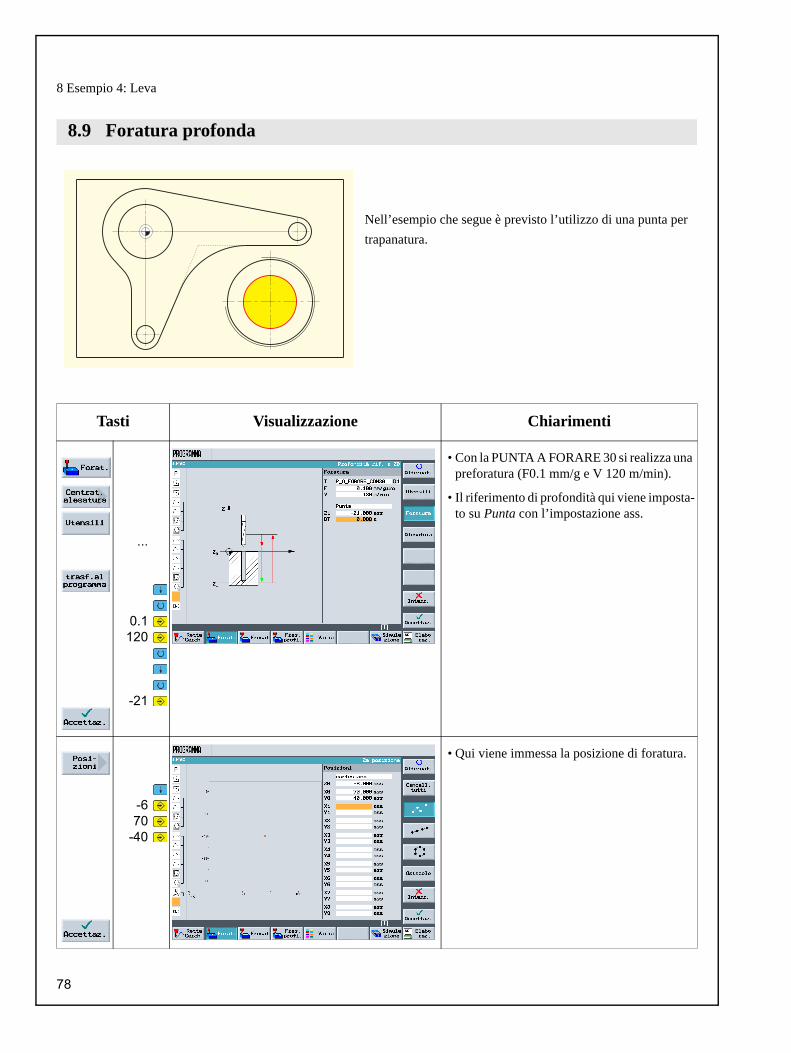
8 Esempio 4: Leva
Nell’esempio che segue è previsto l’utilizzo di una punta per trapanatura.
Tasti Visualizzazione Chiarimenti
...
0.1120
-21
• Con la PUNTA A FORARE 30 si realizza una preforatura (F0.1 mm/g e V 120 m/min).
• Il riferimento di profondità qui viene imposta-to su Punta con l’impostazione ass.
-670
-40
• Qui viene immessa la posizione di foratura.
8.9 Foratura profonda
78

Manuale d’istruzione per ShopMill
In questa lavoraz. utilizz. una fresa che esegue un movimento a elica, detto elicoi-dale, si esegue l’asportaz. del materiale residuo.
Tasti Visualizzazione Chiarimenti
• Il movimento ad elica viene utilizzato per asportare l’anello di materiale residuo che ancora rimane dopo la foratura. Si utilizza la FRESA 20 (V120 m/min).
• Invece dell'elica, il materiale residuo può essere lavorato anche con la funzione Tasca circolare.
82-40
-5
3x
• Dato che qui la fresatura viene eseguita senza correzione del raggio della fresa, l’utensile dovrà essere posizionato sul diametro del foro (in questo caso 45,84 mm) escludendo il sovrametallo.
70-40
3-230.1
• La fresatura elicoidale avviene con movimen-to unidirezionale.
• Il passo dell’elica è di 3 mm.
• Dato che il movimento dell’utensile avviene percorrendo una traiettoria obliqua, per aspor-tare tutto il materiale residuo si eseguono 6 rotazioni (questo anche se dopo 5 rotazioni si raggiunge già la profondità finale).
8.10 Fresatura elicoidale
...8
79
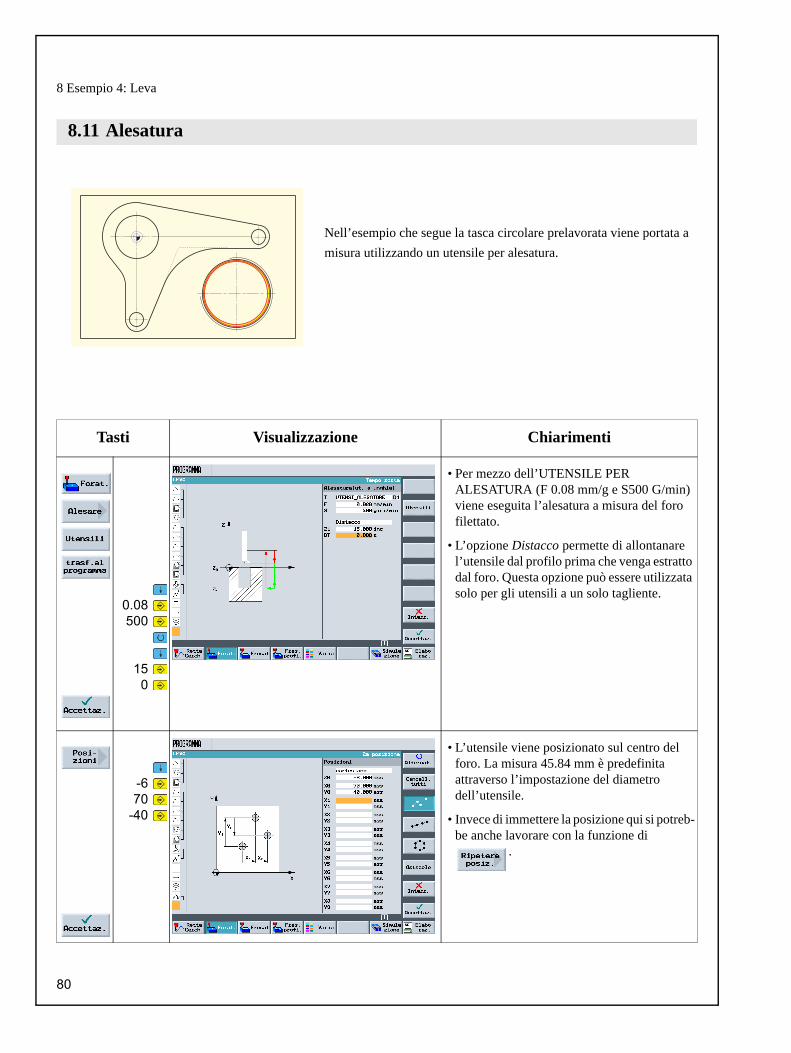
8 Esempio 4: Leva
Nell’esempio che segue la tasca circolare prelavorata viene portata a misura utilizzando un utensile per alesatura.
Tasti Visualizzazione Chiarimenti
0.08500
150
• Per mezzo dell’UTENSILE PER ALESATURA (F 0.08 mm/g e S500 G/min) viene eseguita l’alesatura a misura del foro filettato.
• L’opzione Distacco permette di allontanare l’utensile dal profilo prima che venga estratto dal foro. Questa opzione può essere utilizzata solo per gli utensili a un solo tagliente.
-670
-40
• L’utensile viene posizionato sul centro del foro. La misura 45.84 mm è predefinita attraverso l’impostazione del diametro dell’utensile.
• Invece di immettere la posizione qui si potreb-be anche lavorare con la funzione di
.
8.11 Alesatura
80

Manuale d’istruzione per ShopMill
Qui è descritta questa lavorazione eseguita con una fresa per filettature.
Tasti Visualizzazione Chiarimenti
0.08150
...
• La filettatura viene eseguita partendo dall’alto verso il basso. L’utensile utilizzato è una FRESA A FILETTATURE (F 0.08 mm/dente, V 150 m/min e un passo di 2 mm).
• Si deve eseguire una filettatura destrorsa su Z-23 assoluto. Attraverso un sovrametallo di 3 mm la lavorazione del filetto viene eseguita in modo perfetto fino allo spigolo inferiore del pezzo anche se l’ultimo dente è leggermente usurato.
• Quando si eseguono le immissioni sono molto utili le maschere di help.
-670
-40
• Qui viene definita la posizione per la filettat-ura.
8.12 Filettatura
81

8 Esempio 4: Leva
Spesso nei disegni dei pezzi gli elementi del profilo si riferiscono ad un punto polare. Non si conoscono quindi le coordinate cartesiane (X/Y), ma le coordinate polari, cioè la distanza (L) e l’angolo ( ) di questo polo.
Dalla versione di software V6.4 con ShopMill si possono programmare graficamente con facilità anche questi casi, senza l’ausilio del calcolatore del profilo oppure di costruzioni ausiliarie.
Lo si può capire da una piccola variazione della leva: il “braccio inferiore della leva”
non si trova più perpendicolare al punto zero in X0 ma ruotato di 10° in senso orario.
Tasti Visualizzazione Chiarimenti
3x
....
• Spostare il cursore innanzitutto su questo arco il cui centro deve essere nuovamente misurato.
• Innanzitutto il polo deve essere sistemato nel punto zero prima dell’arco.
• Posizionare quindi il cursore sull’elemento precedente all’arco ed inserire il polo in questa posizione.
8.13 Programmazione polare di profili
82
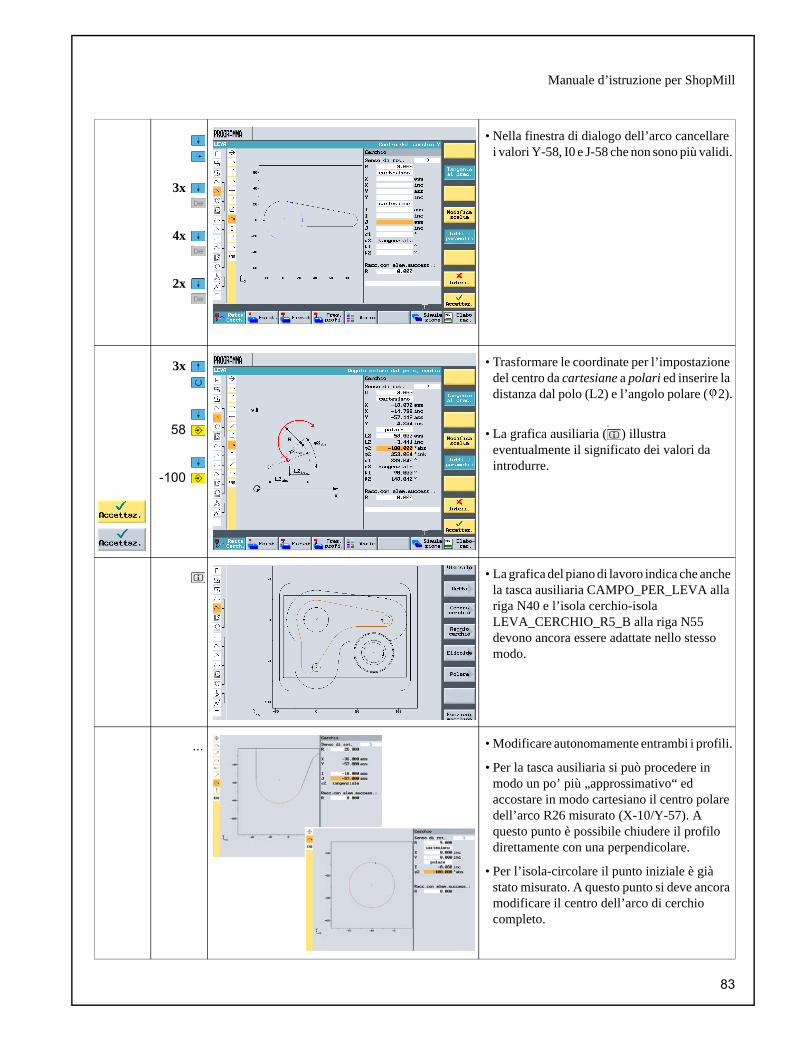
Manuale d’istruzione per ShopMill
3x
4x
2x
• Nella finestra di dialogo dell’arco cancellare i valori Y-58, I0 e J-58 che non sono più validi.
3x
58
-100
• Trasformare le coordinate per l’impostazione del centro da cartesiane a polari ed inserire la distanza dal polo (L2) e l’angolo polare ( 2).
• La grafica ausiliaria ( ) illustra eventualmente il significato dei valori da introdurre.
• La grafica del piano di lavoro indica che anche la tasca ausiliaria CAMPO_PER_LEVA alla riga N40 e l’isola cerchio-isola LEVA_CERCHIO_R5_B alla riga N55 devono ancora essere adattate nello stesso modo.
... • Modificare autonomamente entrambi i profili.
• Per la tasca ausiliaria si può procedere in modo un po’ più „approssimativo“ ed accostare in modo cartesiano il centro polare dell’arco R26 misurato (X-10/Y-57). A questo punto è possibile chiudere il profilo direttamente con una perpendicolare.
• Per l’isola-circolare il punto iniziale è già stato misurato. A questo punto si deve ancora modificare il centro dell’arco di cerchio completo.
83

8 Esempio 4: Leva
In questo capitolo vengono trattati i seguenti argomenti:
• generazione di un sottoprogramma
• specularità di passi di lavorazione
• rotazione di tasche
• arrotondamenti di qualsiasi profilo
• cava longitudinale o circolare
Osservazione: fino a questo momento abbiamo indicato tutti i tasti da utilizzare. Questo esempio invece considera solo i tasti per le direzioni. Dato che però sono molto importanti i valori nelle parti di dialogo, gli stessi vengono rappresentati ingranditi. La colonna di destra contiene invece un esempio del risultato finale in formato ridotto.
9 Esempio 5: Flangia
84

Manuale d’istruzione per ShopMill
Prendendo un pezzo "Flangia" come es., descriviamo ora come viene generato e come funziona un sottoprogramma. Qui di seguito viene illustrato il modo di lavorazione dei quattro angoli con l’aiuto di un sottoprogr. e con la funzione di Specularità.
Tasti Visualizzazione Chiarimenti
L...
• Al sottoprogramma, che altrimenti non ver-rebbe distinto formalmente da un programma principale, viene assegnato il nome "Lavo-razione angoli".
• Introdurre questi dati per l’intestazione del programma. Il punto zero e le dimensioni del pezzo grezzo vengono definite successivamente centralmente nel programma principale.
L...
•Al profilo viene assegnato il nome"LAVORAZIONE_AN_Piana".
5750
• Viene costruito ad esempio l’angolo a destra in alto.
• Viene immesso un punto di partenza adeguato.
9.1 Generazione di un sottoprogramma
...
85
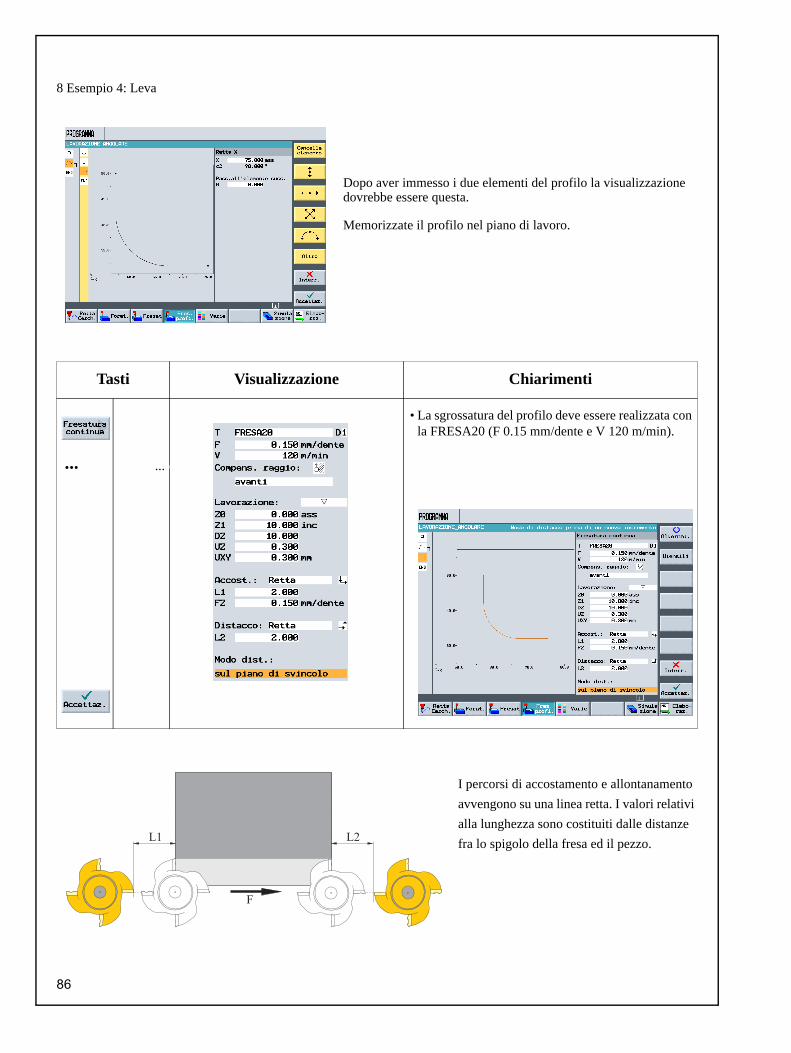
8 Esempio 4: Leva
Dopo aver immesso i due elementi del profilo la visualizzazione dovrebbe essere questa.
Memorizzate il profilo nel piano di lavoro.
I percorsi di accostamento e allontanamento avvengono su una linea retta. I valori relativi alla lunghezza sono costituiti dalle distanze fra lo spigolo della fresa ed il pezzo.
Tasti Visualizzazione Chiarimenti
• La sgrossatura del profilo deve essere realizzata con la FRESA20 (F 0.15 mm/dente e V 120 m/min).
... ...9
86

Manuale d’istruzione per ShopMill
Tasti Visualizzazione Chiarimenti
• La finitura del profilo deve essere eseguita con la stessa fresa (F 0.08 mm/dente e V 150 m/min).
Ä...
• Il passo successivo prevede l’arrotondamento dell’angolo del pezzo con R5. Al profilo viene assegnato il nome "LAVORAZIONE_AN_Curva".
7050
• Immissione del punto di partenza
87
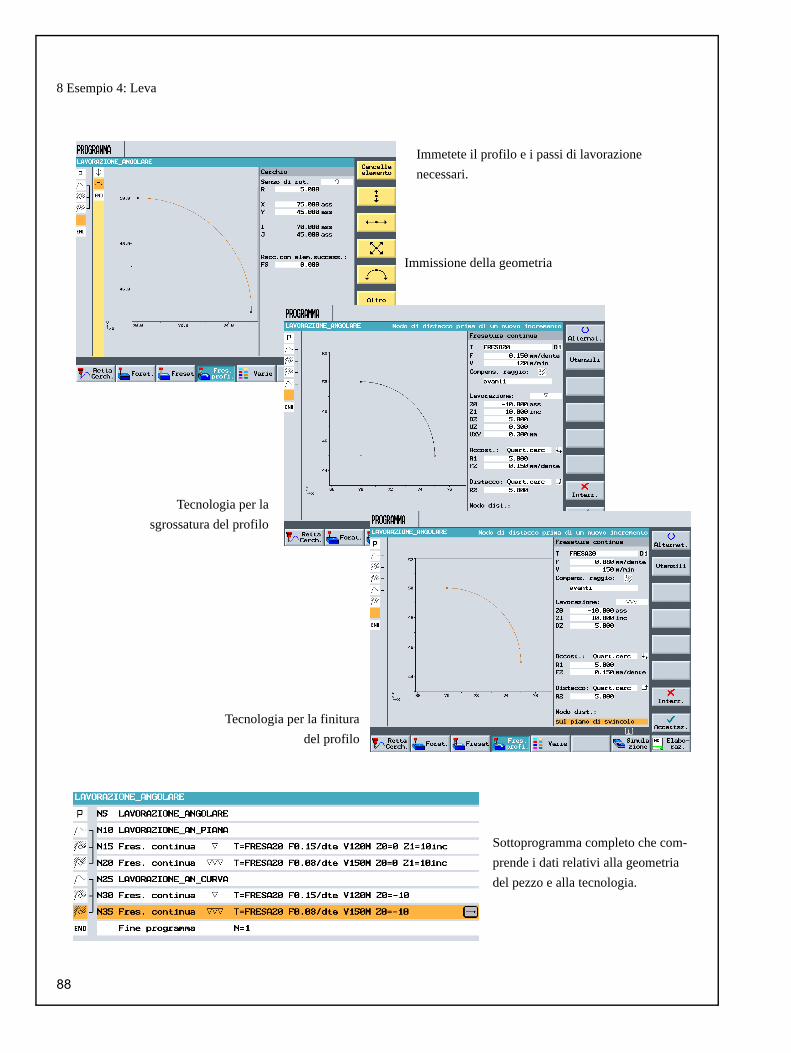
8 Esempio 4: Leva
Immetete il profilo e i passi di lavorazione necessari.
Sottoprogramma completo che com-prende i dati relativi alla geometria del pezzo e alla tecnologia.
Immissione della geometria
Tecnologia per lasgrossatura del profilo
Tecnologia per la finituradel profilo
88
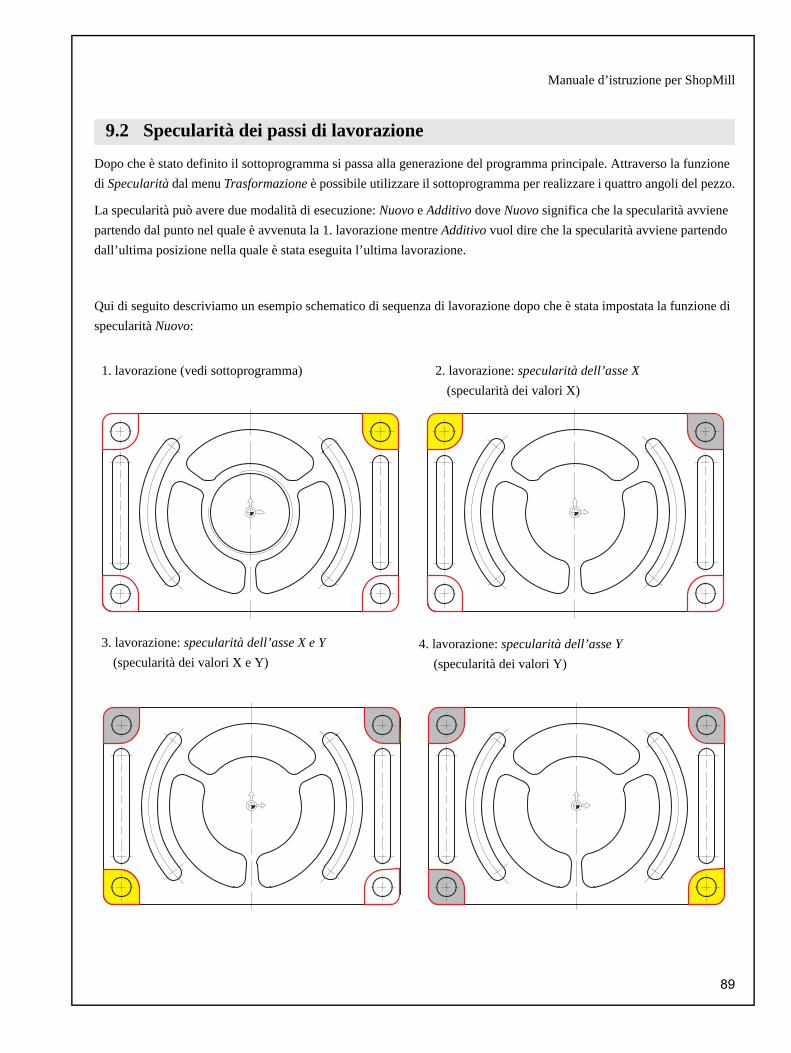
Manuale d’istruzione per ShopMill
Dopo che è stato definito il sottoprogramma si passa alla generazione del programma principale. Attraverso la funzione di Specularità dal menu Trasformazione è possibile utilizzare il sottoprogramma per realizzare i quattro angoli del pezzo.
La specularità può avere due modalità di esecuzione: Nuovo e Additivo dove Nuovo significa che la specularità avviene partendo dal punto nel quale è avvenuta la 1. lavorazione mentre Additivo vuol dire che la specularità avviene partendo dall’ultima posizione nella quale è stata eseguita l’ultima lavorazione.
Qui di seguito descriviamo un esempio schematico di sequenza di lavorazione dopo che è stata impostata la funzione di specularità Nuovo:
9.2 Specularità dei passi di lavorazione
1. lavorazione (vedi sottoprogramma) 2. lavorazione: specularità dell’asse X(specularità dei valori X)
3. lavorazione: specularità dell’asse X e Y (specularità dei valori X e Y)
4. lavorazione: specularità dell’asse Y(specularità dei valori Y)
89

8 Esempio 4: Leva
Tasti Visualizzazione Chiarimenti
F...
• Al programma principale viene assegnato il nome "Flangia". Il programma può essere generato in una directory qualsiasi.
• L’intestazione del programma viene immessa come nel sottoprogramma
L...
• Con il tasto Varie si arriva al richiamo del sottoprogramma.
• Se il sottoprogramma è stato creato nella stes-sa directory del programma principale, il campo di immissione "Percorso/pezzo" può restare vuoto.
• Nel secondo campo di immissione viene introdotto il nome del sottoprogramma. ("Lavorazione_angolare").
• Attraverso la funzione Transformazioni gli assi possono essere ruotati, spostati ecc.
• Preparazione della 2a lavorazione: specularità dei valori X
90

Manuale d’istruzione per ShopMill
Successivamente il sottoprogramma viene copiato dopo la fun-zione Specularità: viene eseguita la 2a lavorazione.
Le funzioni Specularità e Richiamo del sottoprogramma ven-gono quindi ripetute per gli altri due angoli.
Dopo la 4a lavorazione la funzione Specularità viene disabilitata nei tre assi (vedi riga N45).
Finestra di help per la funzione Specularità.
91

8 Esempio 4: Leva
Nei passi di lavorazione successivi avviene la generazione dei 4 fori agli angoli del pezzo. Dato che tra un foro e l’altro c’è un ostacolo questo dovrà essere immesso fra una posizione e l’altra.
9.3 Fori
Tecnologia per la Centratura 9
Tecnologia per la Foratura 9
Immettete le posizioni e gli ostacoli. 9
92

Manuale d’istruzione per ShopMill
Qui vengono programmati il profilo e la lavorazione della tasca evidenziata in giallo.
Ruotando il sistema di coordinate sarà possibile generare successivamente le altre due tasche.
Tasti Visualizzazione Chiarimenti
S...
• Al profilo viene assegnato il nome"Schema_Per_Flangia".
042 1
• Immissione del punto di partenza
• L’arco R42 viene descritto ad es. attraverso il raggio, il centro in X e l’angolo di uscita.
• La costruzione del profilo avviene in senso antiorario in modo che la finitura della tasca possa essere eseguita anche con movimento unidirezionale.
9.4 Rotazione di tasche
93
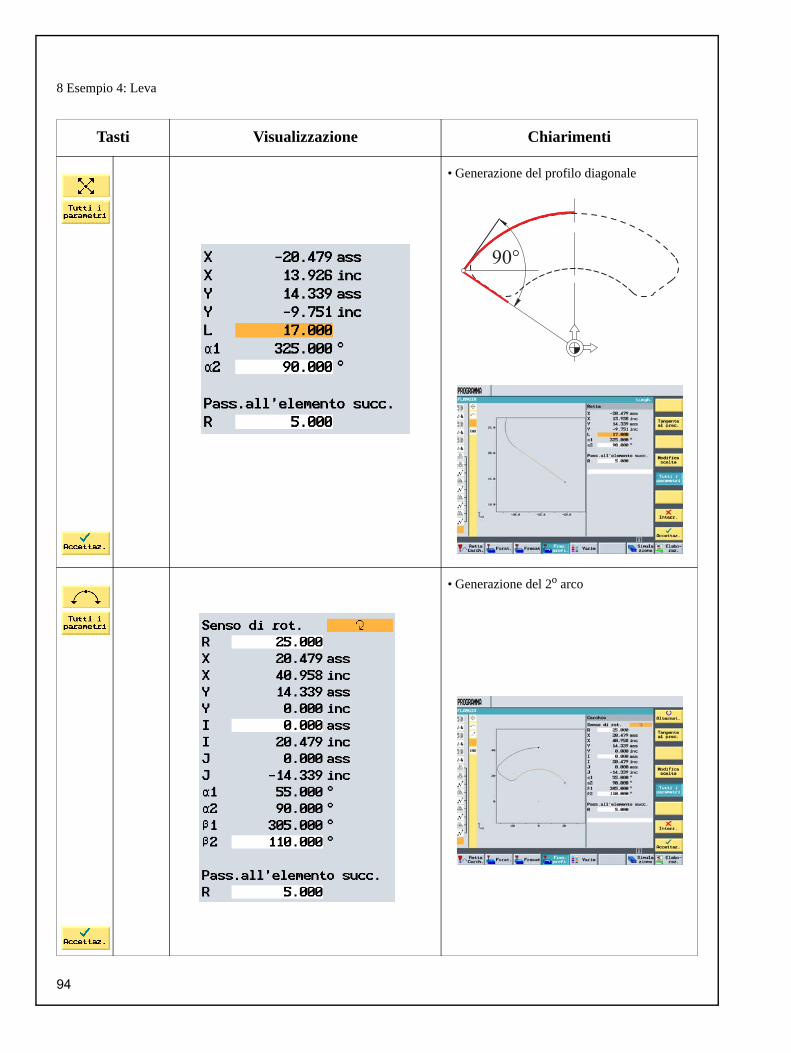
8 Esempio 4: Leva
Tasti Visualizzazione Chiarimenti
• Generazione del profilo diagonale
• Generazione del 2o arco
94

Manuale d’istruzione per ShopMill
• Generazione del 2o profilo diagonale
• Generazione dell’arco di chiusura.
• Memorizzate ora il profilo della tasca nel piano di lavoro.
95

8 Esempio 4: Leva
Adesso provate da soli i passi di lavorazione successivi:
3x
3x
• A questo punto la sequenza completa dei passi operativi necessari a descrivere la lavorazione della tasca viene evidenziata e copiata nella memoria tampone.
Sgrossatura della tasca 9
Finitura della base della tasca 9
Finitura del bordo della tasca 9
96

Manuale d’istruzione per ShopMill
3x120
• Il sistema di coordinate viene ruotato di 120° intorno all’asse Z.
• I passi operativi copiati vengono inseriti.
• Viene immessa una ulteriore rotazionedi 120°.
• I passi operativi memorizzati nella memoria tampone vengono inseriti.
97
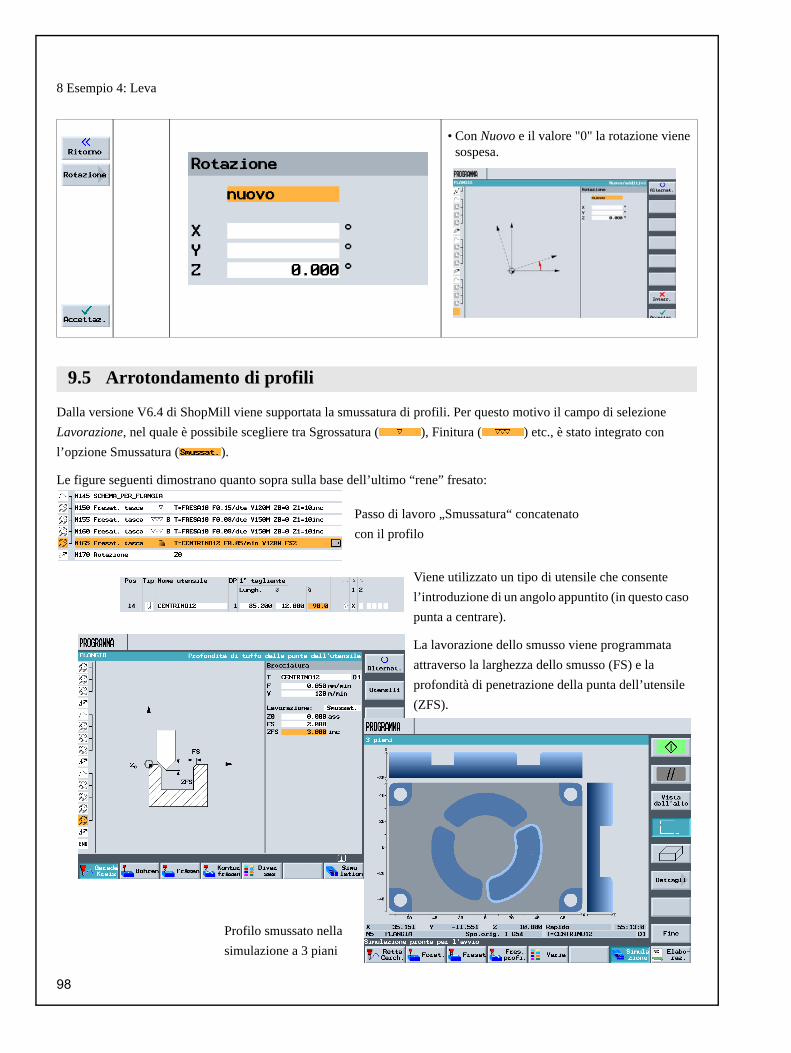
8 Esempio 4: Leva
Dalla versione V6.4 di ShopMill viene supportata la smussatura di profili. Per questo motivo il campo di selezione Lavorazione, nel quale è possibile scegliere tra Sgrossatura ( ), Finitura ( ) etc., è stato integrato con l’opzione Smussatura ( ).
Le figure seguenti dimostrano quanto sopra sulla base dell’ultimo “rene” fresato:
• Con Nuovo e il valore "0" la rotazione viene sospesa.
9.5 Arrotondamento di profili
Passo di lavoro „Smussatura“ concatenato con il profilo 9
Viene utilizzato un tipo di utensile che consente l’introduzione di un angolo appuntito (in questo caso punta a centrare). 9
La lavorazione dello smusso viene programmata attraverso la larghezza dello smusso (FS) e la profondità di penetrazione della punta dell’utensile (ZFS). 9
Profilo smussato nella simulazione a 3 piani 9
98

Manuale d’istruzione per ShopMill
Per finire descriviamo la programmazione delle cave. Queste verranno programmate nella giusta posizione attraverso la matrice di posizione e il posizionamento su Cerchio completo.
Tasti Visualizzazione Chiarimenti
• La sgrossatura delle cave longitudinali viene eseguita con l’utensile FRESA 6 (F 0.08 mm/dente e V 120 m/min).
• Per la finitura delle cave longitudinali viene utilizzato lo stesso utensile (F 0.05 mm/dente e V 150 m/min)
9.6 Cava longitudinale e cava circolare
99
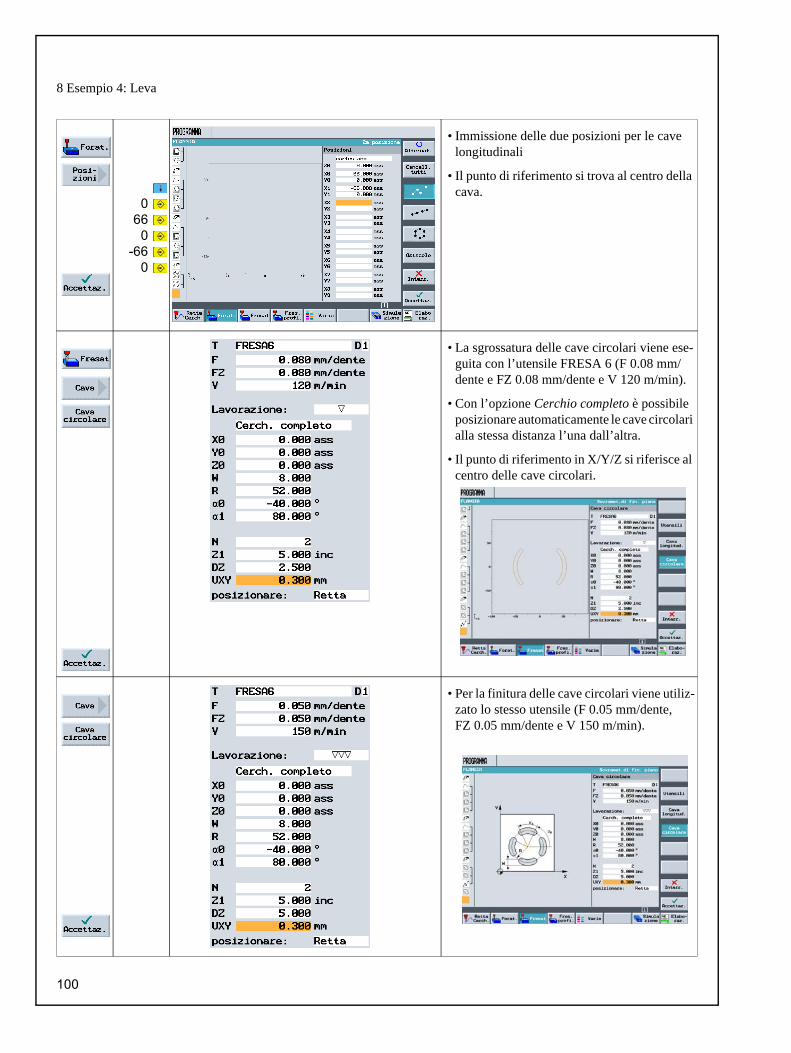
8 Esempio 4: Leva
066
0-66
0
• Immissione delle due posizioni per le cave longitudinali
• Il punto di riferimento si trova al centro della cava.
• La sgrossatura delle cave circolari viene ese-guita con l’utensile FRESA 6 (F 0.08 mm/dente e FZ 0.08 mm/dente e V 120 m/min).
• Con l’opzione Cerchio completo è possibile posizionare automaticamente le cave circolari alla stessa distanza l’una dall’altra.
• Il punto di riferimento in X/Y/Z si riferisce al centro delle cave circolari.
• Per la finitura delle cave circolari viene utiliz-zato lo stesso utensile (F 0.05 mm/dente, FZ 0.05 mm/dente e V 150 m/min).
100

Manuale d’istruzione per ShopMill
Riassumiamo i punti principali: piano di lavoro,grafica online e rappresentazione 3D
Parte di un piano di lavoro9
Rappresentazione3D 9
Grafica online corrispondente 9
101

10 E adesso la produzione
Dopo aver imparato con gli esempi precedenti a generare un piano di lavoro con l’interfaccia operativa ShopMill potete ora passare alla produzione vera e propria dei pezzi.
Dopo l’accensione del controllo, prima di passare all’elaborazione dei piani di lavoro o prima di partire in manuale si deve trovare il punto di riferimento della macchina. In questo modo ShopMill può identificare da dove inizia il conteggio per il sistema di misura del percorso nella macchina.
Dato che la definizione del punto di riferimento varia in base al tipo di macchina e al costruttore, possiamo dare solo delle indicazioni di massima:
10 E adesso la produzione
10.1 Ricerca del punto di riferimento
1. Posizionate l’utensile in un punto libero del campo di lavoro da dove può compiere movimenti in tutte le direzioni senza provo-care collisioni. Verificate poi che l’utensile non si trovi già dietro il punto di riferimento dell’asse interessato (dato che la ricerca del punto di riferimento per ogni asse avviene solo in una direzione non sarebbe infatti possibile raggiungere questo punto).
2. Quando eseguite la ricerca del punto di riferimento attenetevi esattamente alle indicazione date dal costruttore della macchina.10
102

Manuale d’istruzione per ShopMill
Per una produzione precisa ed anche per la vostra sicurezza è necessario che il pezzo sia opportunamente bloccato efissato.
Dato che ShopMill non può identificare dove si trova il pezzo all’interno dell’area di lavoro, dovrete definire il punto zero del pezzo.
Nel piano lo zero pezzo si definisce per lo più con un sistema di tastatura utilizzando
• un tastatore 3D oppure
• il tastatore per spigoli.
Nell’asse utensile lo zero pezzo viene definito per lo più
• tramite tastatura con tastatore 3D oppure
• con un utensile di misura.
10.2 Bloccaggio del pezzo
Allo scopo si utilizzano solitamente dei morsetti a vite sulla macchina …
… o delle staffe di bloccaggio. 10
10.3 Impostazione del punto zero pezzo
Simbolo per il punto zero W pezzo 10
Quando utilizzate i dispositivi e i cicli di misura dovrete rispettare le indicazioni date dal costruttore.10
103

10 E adesso la produzione
A questo punto la macchina è pronta, il pezzo è stato predisposto per la lavorazione ed è stata eseguita la misurazione degli utensili (vedi Cap. 4). Finalmente si può iniziare la produzione.
Tasti Visualizzazione Chiarimenti
• Selezionate la directory nella quale è memo-rizzato il piano di lavoro. Per gli esempi descritti in questo manuale il nome della directory è PEZZI.
• Il tasto Elaborazione permette di caricare il piano di lavoro nel modo operativo AUTO e di commutare su questo modo.
• Dato che il piano di lavoro non è stato ancora attivato in modo controll. portate il potenzi-ometro dell’avanz. sulla posizi. zero per poter avere "tutto sotto controllo" fin dall’inizio.
• Se, durante la produzione, volete anche vedere la simulazione, prima dell’inizio dovrà essere selezionata la funzione Dis.in cont.. Solo così verranno visualizzati tutti i movi-menti eseguiti e i relativi risultati.
• Con il tasto potete ora iniziare la produz-ione mentre con il potenziometro dell’avanza-mento potete controllare la velocità di movi-mento dell’utensile.
10.4 Elaborazione del piano di lavoro
104

Manuale d’istruzione per ShopMill
Con la stessa facilità e con la stessa rapidità con le quali avete realizzato questi pezzi con ShopMill ...
... da adesso in poi potreterealizzare anche i VOSTRIpezzi sempre con ShopMill.
105

11 Quanto siete esperti di ShopMill?
I 4 esercizi che seguono possono essere utilizzati per verificare a che punto siete con l’apprendimento di ShopMill. Per aiutarvi in questo test di livello vi proponiamo un esempio di piano di lavoro. I tempi di elaborazione indicati sono quelli stimati per svolgere questo piano di lavoro. Considerateli quindi come una valutazione di massima del livello acquisito.
Esercizio 1: Siete in grado di eseguire questo pezzo in 15 minuti?
La tasca rettangolare ruotata qui è stata costruita nel sistema di coordinate originale. Il punto di partenza si trova nel centro. Segue una linea retta ausiliaria a meno 15° che arriva fino al perimetro della tasca. Le coordinate di questo punto finale sono il punto di partenza per la costruzione vera e propria. La retta ausiliaria deve essere cancellata.Con ShopMill esistono anche altre strade per arrivare al risultato, ad es. con la funzione Rotazione o con il ciclo Perno rettangolare (vedi esercizio 3). Verificate quale è il modo più rapido per arrivare all’obiettivo e con quale procedura potete realizzare la produzione nei tempi più brevi.
11 Quanto siete esperti di ShopMill?
^(tuti) 11
106
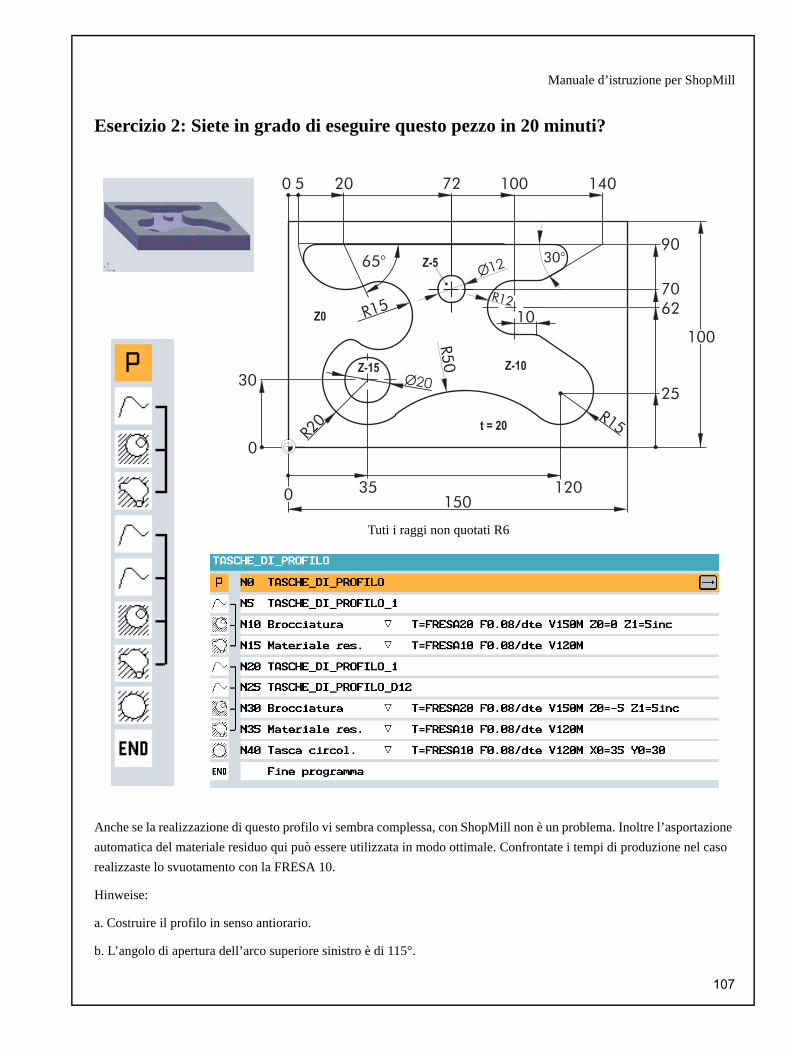
Manuale d’istruzione per ShopMill
Esercizio 2: Siete in grado di eseguire questo pezzo in 20 minuti?
Anche se la realizzazione di questo profilo vi sembra complessa, con ShopMill non è un problema. Inoltre l’asportazione automatica del materiale residuo qui può essere utilizzata in modo ottimale. Confrontate i tempi di produzione nel caso realizzaste lo svuotamento con la FRESA 10.
Hinweise:
a. Costruire il profilo in senso antiorario.
b. L’angolo di apertura dell’arco superiore sinistro è di 115°.
Tuti i raggi non quotati R6
107

11 Quanto siete esperti di ShopMill?
Esercizio 3: Siete in grado di eseguire questo pezzo in 30 minuti?
In questo piano di lavoro la lavorazione della superficie intorno all’isola prevede una prima fresatura con il ciclo Perno rettangolare dal menu Fresatura. Il rettangolo descritto in questo ciclo viene accostato con un movimento circolare, il profilo viene raggiunto nel punto descritto attraverso la lunghezza e l’angolo di rotazione. L’utensile percorre una volta l’intero perimetro del rettangolo, quindi il rettangolo viene abbandonato nel medesimo punto ancora con un movimento circolare. I raggi per l’accostamento e l’allontanamento dipendono dalla geometria del perno residuo.
108
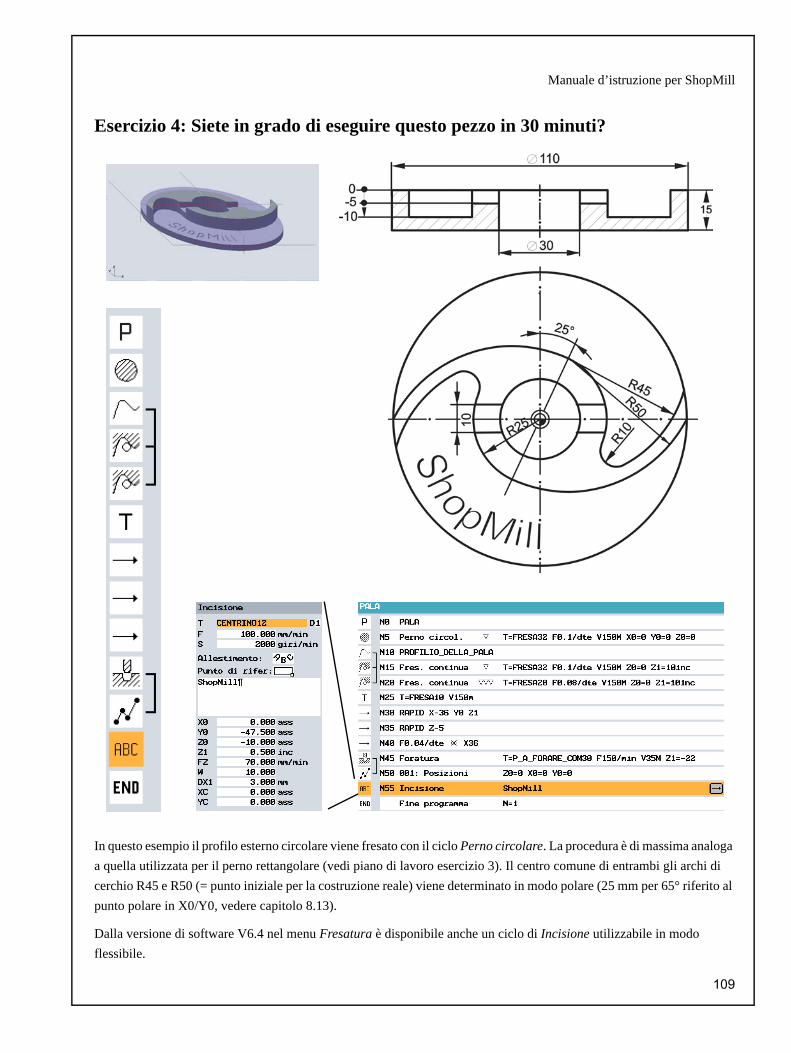
Manuale d’istruzione per ShopMill
Esercizio 4: Siete in grado di eseguire questo pezzo in 30 minuti?
In questo esempio il profilo esterno circolare viene fresato con il ciclo Perno circolare. La procedura è di massima analoga a quella utilizzata per il perno rettangolare (vedi piano di lavoro esercizio 3). Il centro comune di entrambi gli archi di cerchio R45 e R50 (= punto iniziale per la costruzione reale) viene determinato in modo polare (25 mm per 65° riferito al punto polare in X0/Y0, vedere capitolo 8.13).
Dalla versione di software V6.4 nel menu Fresatura è disponibile anche un ciclo di Incisione utilizzabile in modo flessibile.
109
Manuale d’istruzione per ShopMill
Indice analitico
AA destra rispetto al profilo ............................ 37A sinistra rispetto al profilo........................... 37Accetta dialogo ............................................ 56Acciaio per utensili HSS .............................. 24Accostamento e allontanamento ............ 54, 86Alesatura...................................................... 80Allarmi.......................................................... 17Allestimento della macchina ........................ 13Angolo.......................................................... 22Arrotondamento ........................................... 53Arrotondamento di profili.............................. 98Ass............................................................... 40Assi utensile................................................. 18Assoluto ....................................................... 23Avanzamento per dente............................ 6, 27BBloccaggio del pezzo................................. 103Brocciatura................................................... 58CCalcolatore del profilo ............................... 7, 52Campo di delimitazione .......................... 66, 71Cartesiano ................................................... 22Cava ............................................................ 99Cava circolare.............................................. 99Cava longitudinale ....................................... 99Centratura.................................................... 61Cherchio completo..................................... 100Chiudere profilo ........................................... 57Cicli .............................................................. 16CNC ISO...................................................... 16Commutazione............................................. 36Comportamento plastico.............................. 24Concatenamento ......................................... 15Coordinate polari ......................................... 82Copia di piani di lavoro ................................ 14Copia di profili .............................................. 74Copiare ........................................................ 75Correzione raggio ........................................ 53Correzione raggio fresa ............................... 37DDanni al profilo............................................. 40Dati geometrichi........................................... 18Dati tecnologici ............................................ 24
110
Dettagli ......................................................... 63Dimensioni ................................................... 36Directory....................................................... 35Direzione di tastatura ................................... 32Dis. in cont. ................................................ 104Distacco ....................................................... 80Distanza di sicurezza ................................... 36Diversi .......................................................... 90EEditor ampliato ............................................. 75Elaborazione del piano di lavoro ................ 104Elaborazione di un piano di lavoro ............. 104Elemento di raccordo ................................... 53Elemento principale...................................... 68Elicoidale...................................................... 79Emissione di file ........................................... 14Esecuzione di fori ......................................... 39Esercizi....................................................... 106FFilettatura ..................................................... 81Filetti............................................................. 41Finitura ......................................................... 88Finitura base ................................................ 58Foratura........................................................ 61Foratura profonda ........................................ 78Fresa a candela elicoidale ........................... 25Fresa a spianare .......................................... 25Fresa cilindrica frontale ................................ 25Fresa per asole ............................................ 25Fresatura...................................................... 52Fresatura continua ....................................... 15Fresatura trasversale ................................... 65Funzione calcolatrice tascabile .................... 11GGenerazione del piano di lavoro .................. 43Generazione sottoprogramma ..................... 85Gestione piani di lavoro................................ 14Gestione programmi..................................... 35Gestione utensili........................................... 28Gewindefräsen ............................................. 82Grafica piano di lavoro ................................. 77Griglia......................................................40, 50IImmersione a tuffo ....................................... 48

Manuale d’istruzione per ShopMill
Immersione a tuffo con pendolamento......... 48Immersione a tuffo elicoidale ....................... 48Immersione a tuffo nel centro....................... 48Immissione di file.......................................... 14Immissione di quote assolute....................... 21Immissione di quote incrementali................. 21Immissione percorso avanzamento ............. 37Impostazione del punto zero pezzo ........... 103Inc ................................................................ 40Incrementale ................................................ 23Incremento nel piano.................................... 47Indirizzo I...................................................... 23Indirizzo J ..................................................... 23Inserire ......................................................9, 75Inserti CBN................................................... 24Inserti in ceramica........................................ 24Intestazione del programma......................... 35LLarghezza di asportazione........................... 47Libro tabelle.................................................. 26Linea ............................................................ 40Lista magazzini ............................................ 29Lista usura utensili ....................................... 29Lista utensili ............................................17, 28MMagazin........................................................ 31Magazzino.................................................... 17Marcare ........................................................ 75Maschera di help.......................................... 19Materiale residuo................................8, 58, 107Materiale residuo tasca ................................ 48Matrici di posizione....................................6, 49Menu base ................................................... 12Messagi........................................................ 17Metalli duri.................................................... 24Misura utensili .............................................. 13Modo ............................................................ 13Modo manuale ............................................. 13Movimenti circolari ....................................... 23Movimenti lineari .......................................... 22Movimento antiorario.................................... 36Movimento orario ......................................... 36NNumero errore.............................................. 17Nuova numerazione..................................... 75
OOstacoli.........................................................61Ostacolo .......................................................63PPannello operativo piatto ..............................11Passo............................................................41Perno rettangolare......................................108Piani di lavoro ...............................................18Piano di lavoro grafico ....................................6Piano di svincolo....................................... 8, 36Piano sovrametallo .......................................48Polare ...........................................................22Posizionare...................................................40Posizioni .......................................................39Potenziometro ............................................104Presupposti necessari per utilizzare.............10Produzione .................................................102Profili aperti...................................................52Profili di tasche .............................................55Profilo ...........................................................15Profondità .....................................................41Profondità di lavorazione ..............................54Profondità di taglio........................................41Profondità incremento max...........................48Profondità iniziale .........................................54Profondità sovrametallo................................48Program manager.........................................14Programmi NC..............................................16Punta a forare...............................................25Punta da centri per NC .................................25Punta elicoidale ............................................25Punti nell’area di lavoro ................................20Punto di riferimento ......................................20Punto zero pezzo..........................................20RRaggio ..........................................................53Rappresentazione grafica del piano di lavoro ..73Refrigerante..................................................28Registrare graficamente .............................104Resistenza all’usura .....................................24Retta ausiliaria............................................106Ricerca .........................................................75Richiamo dialoghi .........................................36Richiamo utensile .........................................37
111
Manuale d’istruzione per ShopMill
Ridenominazione piani di lavoro.................. 14Ripetizioni della posizione ........................... 39Ritorno ......................................................... 75Rotazione..................................................... 93SScelta dialogo .............................................. 55Senso di rotazione ....................................... 28Sequenza di taglio ....................................... 63Settaggio zero pezzo ................................... 13Sgrossatura ................................................. 88Simbolo per finitura...................................... 47Simbolo per sgrossatura.............................. 47Simulazione ................................................. 38Sinumerik 810D ........................................... 16Smusso........................................................ 53Softkey......................................................... 12Sottoprogramma..................................... 85, 88Specularità................................................... 89Spostamenti origine ..................................... 17Spostare i piani di lavoro ............................. 14Svincolo ottimizzato .................................. 8, 36Svuotamento................................................ 48TTagliare..................................................... 9, 75Tangente al Prec. ........................................ 56Tasca ausiliaria............................................ 66Tasca rettangolare....................................... 47Tasche circolari............................................ 49Tastiera CNC............................................... 11Tasto Alternativa..................................... 11, 37Tasto di Input ............................................... 11Tasto Informazioni ....................................... 11Tasto Start ................................................. 104Tempi di produzione ...................................... 8Tempi di programmazione ............................. 6Tempi per piani di lavoro ........................... 106Tempo di apprendimento............................... 5Tipi di utensile.............................................. 30Tipo di lavorazione....................................... 36Transformazioni ........................................... 90Tutti i parametri............................................ 69UUnità operativa macchina ............................ 11Utensile per forare ....................................... 24
112
Utensili di diamante...................................... 24Utensili per fresatura .................................... 24Utensili per gli esempi .................................. 30VVantaggi di ShopMill ...................................... 5Velocità di avanzamento .............................. 27Velocità di rotazione..................................... 26Velocità di taglio ........................................6, 26Vertici ........................................................... 36Vista dall’alto ................................................ 63Visualizzazione tridimensionale ................... 63ZZero macchina ............................................. 20
Manuale d’istruzione per ShopMill
113
Ringraziamo le ditte:
AMF
DMG
Verlag Europa-Lehrmittel
Haimer
Iscar
Krupp-Widia
Neumo
Reckermann
Renishaw
Röhm
Sandvik
Seco
Per la concessione di materiale fotografico pubblicato alle pagine 17, 18, 24, 26, 27, 29, 33, 81, 102 e 103.
Fotografie e illustrazioni

www.siemens.com/sinutrain
Subject to change without prior notice6FC5095-0AA50-0CP2
© Siemens AG 2008
Siemens AGIndustry SectorDrive TechnologiesMotion ControlPostfach 318091050 ErlangenDEUTSCHLAND
Ulteriori informazioni
Informazioni dettagliate su JobShop si trovano sotto:www.siemens.com/jobshop
Documentazione tecnica approfondita disponibile sul nostro portale di Service&Support:www.siemens.com/automation/support
Per un colloquio personale trovate il partner di riferimentopiù vicino a voi sotto:www.siemens.com/automation/partner
Con il Mall potete ordinare direttamente in forma elettronica tramite Internet:www.siemens.com/automation/mall