FESTO Milano , 30 novembre 2005 · MOVIMENTAZIONE D I P R O C E S SSO O R T E D I M O V IM E N T O...
56
EMERSON APPLIANCE MOTORS EMERSON APPLIANCE MOTORS - - EU EU COMPANY PRESENTATION COMPANY PRESENTATION FESTO Milano , 30 novembre 2005
Transcript of FESTO Milano , 30 novembre 2005 · MOVIMENTAZIONE D I P R O C E S SSO O R T E D I M O V IM E N T O...
EMERSON APPLIANCE MOTORS EMERSON APPLIANCE MOTORS -- EUEUCOMPANY PRESENTATION COMPANY PRESENTATION
FESTO
Milano , 30 novembre 2005
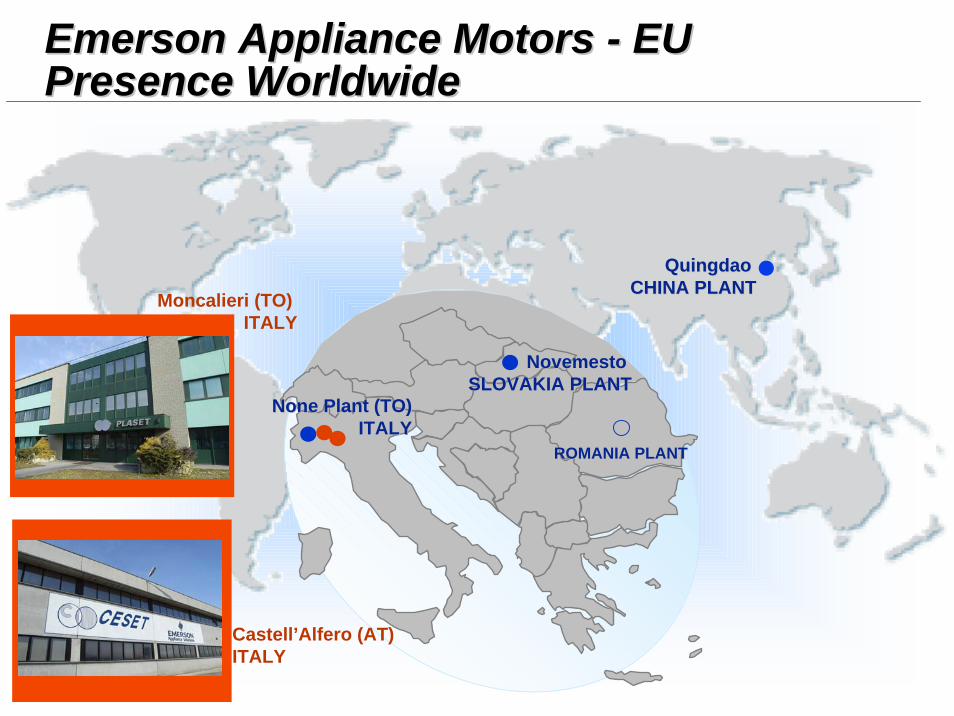
Emerson Appliance Motors Emerson Appliance Motors -- EU EU Presence WorldwidePresence Worldwide
None Plant (TO)None Plant (TO)ITALYITALY
ROMANIA PLANTROMANIA PLANT
Novemesto Novemesto SLOVAKIA PLANTSLOVAKIA PLANT
Quingdao Quingdao CHINA PLANTCHINA PLANT
Moncalieri (TO) ITALY
Castell’Alfero (AT) ITALY

3
Emerson Appliance Motors Emerson Appliance Motors –– EU EU HistoryHistory
DATE FACTS
1975 Plaset Plant Foundation
1977 Ceset Plant Foundation
1982 Ceset develops a new induction motor for Dishwasher . Plaset move to Moncalieri (TO)
1989 Ceset Acquisition by Emerson Electric
1993 Ceset Plant in Novemesto (Slovakia) Foundation
1994 ISO 9001 Certificaton of Castell'Alfero Plant and Plaset Plant
1998 ISO 9002 Certification of Novemesto Plant. Plaset Acquisition by Emerson Electric
2001 Ceset takes over Merloni Motor Division. Located in None TO, the Plant produces about 2 Million Motors for Merloni Elettrodomestici. Plaset moves some oven fan motor to Slovakia
2001 Controlled Induction Motors (CIM) lanched into the Market by Ceset Emerson Campus creation in Quingdao (China)
2002 Emerson China Motor Company (ECMC) Motor & Pump Production Start Up
2005 Ceset & Plaset merge into Emerson Appliance Motors Europe

4
Emerson Appliance Motors Emerson Appliance Motors –– EUEUWhat is driving the ChangeWhat is driving the Change
Providing a single face to Customer
Supplying System Solutions to OEM’s
Consolidating Resources to improve Market Focus
Improving Account Management & Communication

Dishwasher
Cooking
Refrigeration
Emerson Appliance Motors Emerson Appliance Motors -- EU EU Components For..Components For..
Laundry

6
Emerson Appliance Motors – EUWasher Components OverviewEmerson Appliance Motors Emerson Appliance Motors –– EUEUWasher Components OverviewWasher Components Overview
7
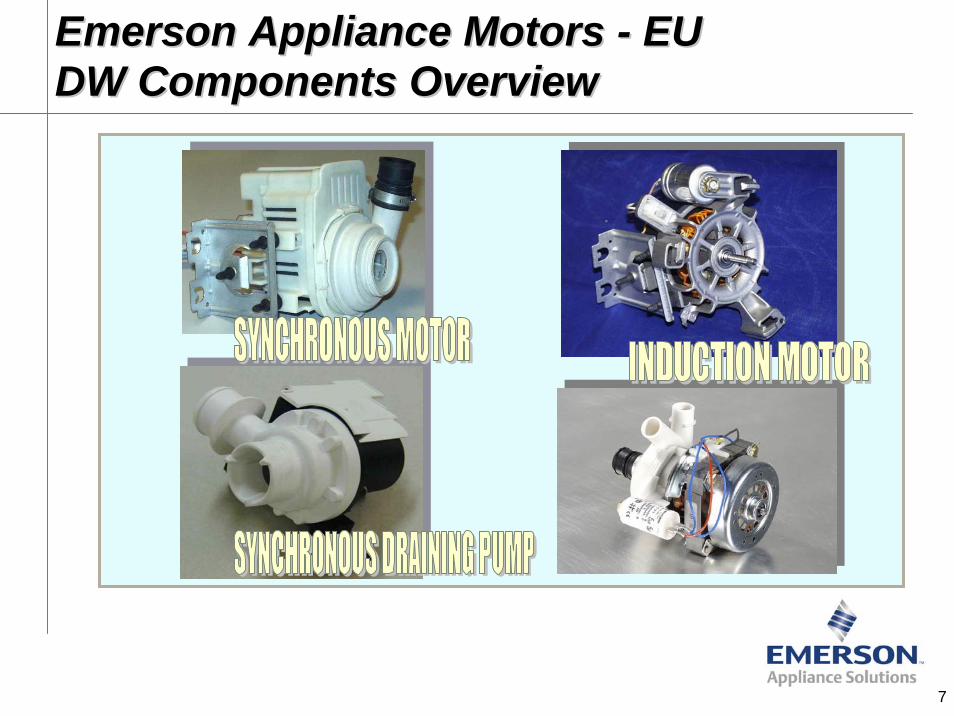
Emerson Appliance Motors - EU DW Components Overview Emerson Appliance Motors Emerson Appliance Motors -- EU EU DW Components Overview DW Components Overview
8
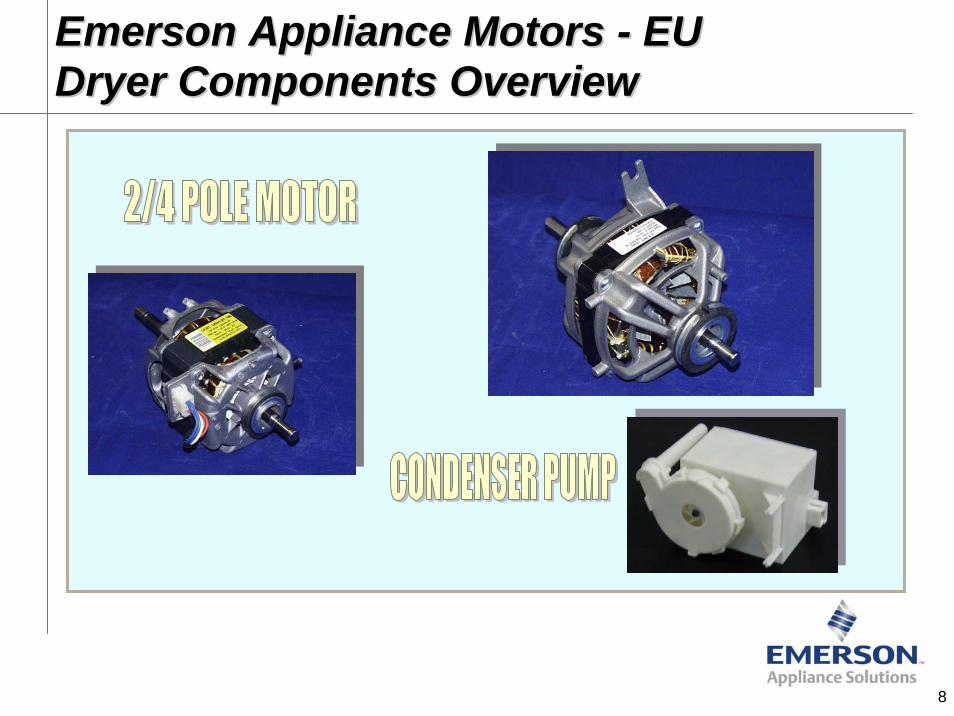
Emerson Appliance Motors - EU Dryer Components OverviewEmerson Appliance Motors Emerson Appliance Motors -- EU EU Dryer Components OverviewDryer Components Overview

9
Emerson Appliance Motors - EURange/Oven Components OverviewEmerson Appliance Motors Emerson Appliance Motors -- EUEURange/Oven Components OverviewRange/Oven Components Overview

10
Emerson Appliance Motors - EU History (Mill. Euro)Emerson Appliance Motors Emerson Appliance Motors -- EU EU History (Mill. Euro)History (Mill. Euro)
199,0228,6
262,0 273,4297,5 319,4
50,0
100,0
150,0
200,0
250,0
300,0
1999 2000 2001 2002 2003 2004
(Mill
ion
Euro
)
CAGR ’99-’04 9,9%
11
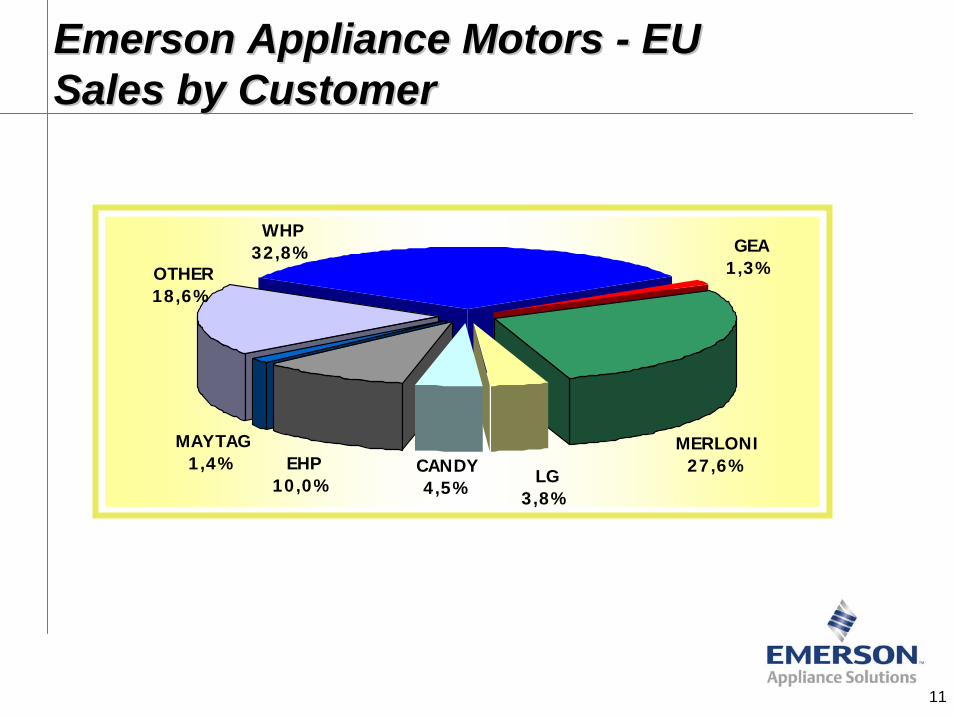
MAYTAG1,4%
OTHER18,6%
EHP10,0%
CANDY4,5%
MERLONI27,6%LG
3,8%
WHP32,8% GEA
1,3%
Emerson Appliance Motors Emerson Appliance Motors -- EU EU Sales by CustomerSales by Customer

12
Emerson Appliance Motors EU -FY ’04 EU WET Motors Mkt Positioning Emerson Appliance Motors EUEmerson Appliance Motors EU --FY ’04 EU WET Motors FY ’04 EU WET Motors MktMkt Positioning Positioning
OTHER81,2%
EMERSON EU
18,8%
1
OTHER71,7%
EMERSON EU
28,3%
1
OTHER90,6%
EMERSON EU
9,4%1

13
OTHER57,1%
EMERSON42,9%
Emerson Appliance Motors EU -FY ’04 Draining Pumps Mkt PositioningEmerson Appliance Motors EUEmerson Appliance Motors EU --FY ’04 Draining Pumps FY ’04 Draining Pumps MktMkt PositioningPositioning

14
Emerson Appliance Motors EU -FY ’04 Oven Fan Motors Mkt Positioning Emerson Appliance Motors EU Emerson Appliance Motors EU --FY ’04 Oven Fan Motors FY ’04 Oven Fan Motors MktMkt Positioning Positioning
EMERSON37,4%
OTHER62,6%
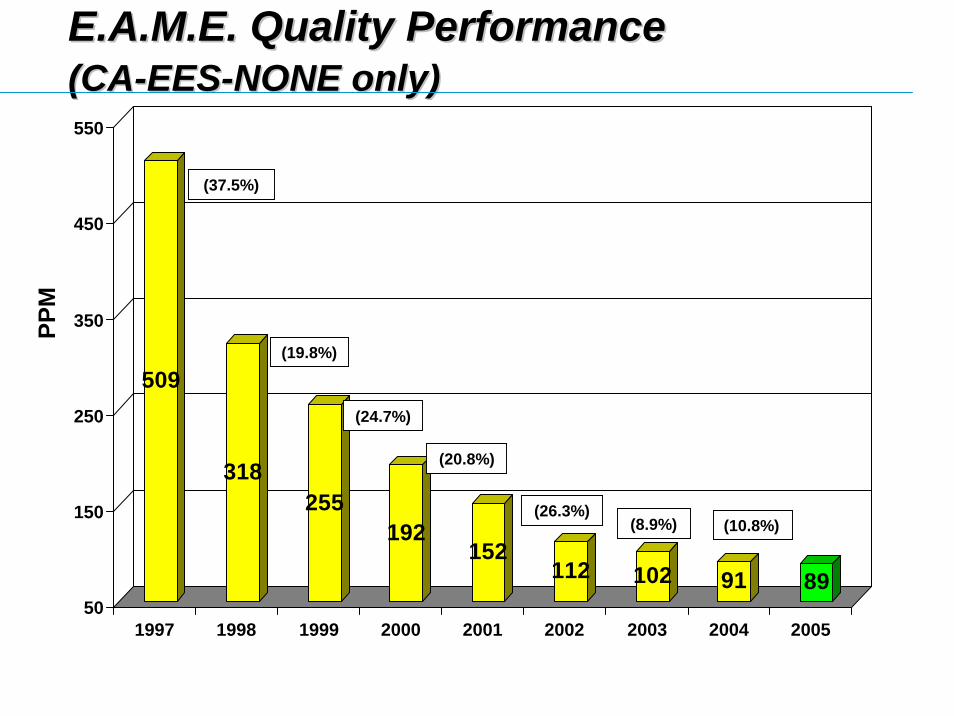
509
318255
192152
112 102 91 8950
150
250
350
450
550
PPM
1997 1998 1999 2000 2001 2002 2003 2004 2005
E.A.M.E. Quality Performance E.A.M.E. Quality Performance (CA(CA--EESEES--NONE only)NONE only)
(37.5%)
(19.8%)
(24.7%)
(20.8%)
(26.3%)(8.9%) (10.8%)

16
• Condurre un Miglioramento Drastico per il Successo del Cliente.
• Migliorare i Costi della Qualità verso Livelli di 1° Classe.
• Fornire il Valore Massimo per Tutte le Linee di Prodotti.
• Promuovere il Cambiamento di Cultura del Miglioramento Continuo.
• Conseguire in Tutte le Aree di Attività.
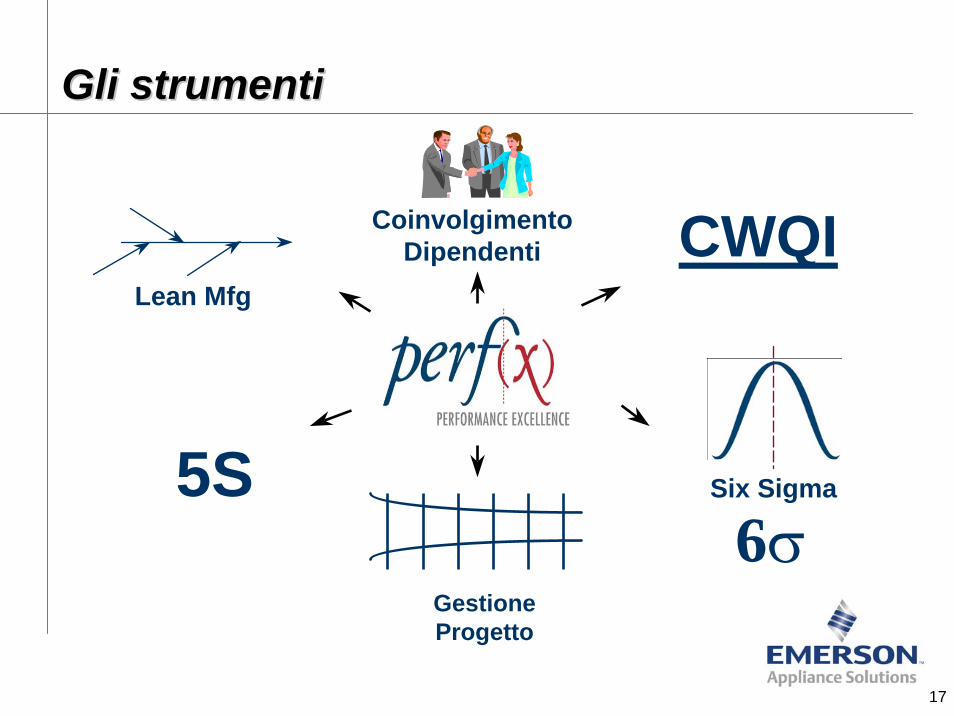
è una Serie di Strumenti che insieme portano al Totale Successo del Cliente
I nostri obiettivi II nostri obiettivi nostri obiettivi
17
Lean Mfg
Six Sigma
6σGestione Progetto
Coinvolgimento Dipendenti
5S
CWQI
Gli strumenti Gli strumenti Gli strumenti

18
• Riduzione del Tempo di Ciclo in tutte le operazioni• Direzione che si basa sul Sistema “Pull”• Aumento della Flessibilità dei Modelli• Riduzione delle Scorte di Non Lavorati in Processo edei Prodotti finiti
• Forza Lavoro Flessibile e Meglio Addestrata• Migliore Utilizzo dello Spazio di Produzione• Miglioramento dei Risultati PPM
Una serie di Strumenti per il Miglioramento del Processo che Eliminano Costi che non aggiungonoValore e che portano a:
Lean Manufacturing Lean Manufacturing Lean Manufacturing

19
Integrazione della supply chain Integrazione dellaIntegrazione della supply chain supply chain
ATTIVITA'CLIENTE
FORNITOREA
ATTIVITA'CLIENTE
FORNITOREB
ATTIVITA'CLIENTE
FORNITOREC
PROCESSO MIRATO VERSO IL CLIENTE
IInput
PProcesso OOutputCCliente
FFornitoreornitore
SODDISFAZIONECLIENTEFINALE
Saper incrociare la catena della domanda con la catena logistica rispettando i tempi

20
Lean Manufacturing : caccia agli sprechi Lean Manufacturing :Lean Manufacturing : caccia agli sprechi caccia agli sprechi Sincronizzazione
Magazzino - Produzione
TIPO DISPRECO
DI MOVIMENTAZIONE
DI PROCESSOSCORTE
DI MOVIMENTO
ATTESA
CO
RREZ
ION
E
SOVRA
PRODUZIONE
Qualità Forniture
SistemaPULL
One Piece Flow +
Rilavorazioni
Sistema PULL +One Piece Flow + Lay Out Magazzino
Lay OutProduzione +
Magazzino
Finestre diAccettazione

21
Modalità di intervento del progetto“Azienda snella” Modalità di interventoModalità di intervento deldel progettoprogetto““Azienda snellaAzienda snella” ”
AREA AZIENDALE LINEE GUIDA D’INTERVENTO APPROCCIO METODOLOGICO
• Commerciale eCustomer Service
• Migliorare il livello servizio (rapidità/puntualità)
• Aumentare il grado di certezza nel processo di pianificazione
• Creazione sistema di pianificazione commerciale
• Riduzione lead time cumulato aziendale
• Procurement • Integrare i fornitori e subfornitori nel processo produttivo
• Individuare e certificare fornitori “partner”
• Riduzione numero fornitori• Valutazione e selezione numero
fornitori• Sistema di certificazione
• Logistica • Sincronizzare il flusso dei materiali al mercato
• Aumentare il turnover delle scorte
• Gestione dei materiali secondo criteri differenziati
• Metodologia Inventory Reduction and Control
• Produzione • Aumentare la flessibilità del sistema produttivo
• Massimizzare l’efficienza e l’affidabilità degli impianti
• Metodologia Lead Time Reduction• Metodologia Rapid Tool Setting• Metodologia Total Productive
Maintenance
• Organizzazione aziendale di fabbrica
• Orientare il modello produttivo secondo una logica di prodotto
• Snellire l’organizzazione
• Realizzare il modello “Fabbrica Focalizzata”
• Riduzione del numero di livelli gerarchici

22
Value Stream Map: il punto di partenzaValue Stream Map:Value Stream Map: il punto di partenzail punto di partenzaP ro ces s :Dis hwas herDate :31/01/02
BK 9 (28)
1.8 days
5533 P z1.9 days
3674 pz 19.6 h
ASSY/TEST
2 ShiftsC/T 19.2 SEC
Mix 5/5 C = 17Batch s ize
42,0
108,5
18,6
0,
25
21.8
Uptime 71.9 %MTBF 36 o reMTTR 27 min
OVEN
MTTR 145 minFP Y 97.4 %
WINDING
3 ShiftsC/T 27.6 SECC/O 70.6 MINMix 5/5 C = 10
Batch s ize6656 pz 51.1 hUptime 80.6 %
Batch s ize3480 pz 26 hUptime 95.9 %
4019 pz 33.8 h
790 min. ava il
935 min. avail
MTBF 14 o re
Batch s ize12807 pz 69.4 hUptime 75.4 %
MTTR 76 min
2 ShiftsC/T 19.5 SEC
5330 P z
MTBF 280.5 o reMTTR 360 min
FP Y 100 % FP Y 78.9 %
Current State Map
Uptime 98 %
FINAL STATISTICAL TEST
3 ShiftsC/T 8 SEC
C/O 41 MINC/O 8.3 MIN
3 Shifts
ROTOR
2 ShiftsC/T 17.33 SECC/O 21.7 MINMix 5/5 C = 12
Batch s ize5166 pz 24.9 hUptime 83.7 %
1395 min. ava il 1395 min. ava il 1240 min. avail
Uptime 79.1 %MTBF 26 o re
MTTR 103 minFP Y 96.1 %
Mix 5/5 C = 10Batch s ize
HARNESSES/TEST
3 ShiftsC/T 30.2 SEC
Mix 5/5 C = 12
122845 P z42.2 days
39821 P z
930 min. ava il
C /T 23.5 SECC/O 5 MIN
MTBF 57 o reMTTR 47 min
FP Y 99.6 %
13.7 days
27,623,4
80,5
19,230,20,7 5,6
FP Y 99 %
6,923,5
14383 P z4.9 days
16227 P z5.6 days
4,9
C/O 133.8 MINMix 2/2 C = 5
ENDSHIELD
68253 P z23.4 days
2050 P z0.7 days
MTBF 29 o re
11,90%
1456 P z0.5 days
20207 P z6.9 days
1395 min. ava il
1,60%LOT = 5824
1 BOX = 112 P z
BK 15 (28)
BK 16 (28)25,60%38,20%
22,70%P NT (32)P NT1 (28)
Prod. Control
MRP
Forecast Forecast
Orders 1 / Week
Ordersdaily E.D.I.
sec.sec.sec.sec. sec.
Work orders1 / Week
Customer orders1 / Week
Shippin
days days days days days
Every2 days
CUSTOMERSUPPLIER
MANUFACTURING CICLE TIMEWORK CONTENT
THRUPUT TIME
VALUE ADDED RATIO
1
1 14 6
1
1
LINE RATE
TAKT TIME
23
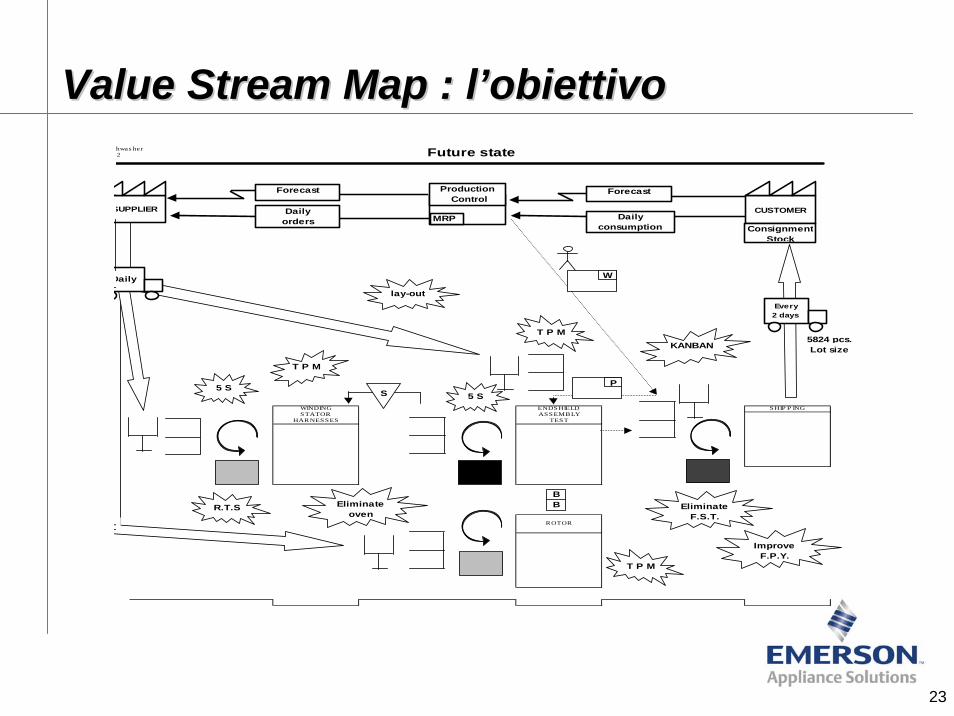
Value Stream Map : l’obiettivo Value Stream Map :Value Stream Map : l’obiettivo l’obiettivo hwas her
02
STATORHARNESSES
Future state
SHIP P INGASSEMBLY
TEST
ENDSHIELDWINDING
ROTOR
Production Control
MRP
Every2 days
CUSTOMERSUPPLIER
Forecast
Dailyconsumption Consignment
Stock
Dailyorders
Forecast
S
R.T.S
5 S
T P M
lay-out
5 S
T P M
Eliminateoven
T P M
EliminateF.S.T.
ImproveF.P.Y.
KANBAN
P
Daily
BB
5824 pcs.Lot size
W

24
Gli obiettivi di miglioramento Gli obiettivi di miglioramento Gli obiettivi di miglioramento
Forecasting Forecasting PlanningPlanning
Production PlanningProduction Planning
VendorVendor RatingRating
LeadLead Time Time ReductionReduction
CustomerCustomerSatisfactionSatisfaction
25
Gli obiettivi di miglioramento Gli obiettivi di miglioramento Gli obiettivi di miglioramento
Obiettivo:Migliorare il livello di servizio al cliente finale attraverso un miglior processo di forecasting
Azioni:Creazione di un sistema di pianificazione commerciale integrato e condiviso con gli orizzonti di pianificazione dei clienti
ProductionPlanning
Vendor Rating
Lead Time Reduction
Forecasting Forecasting PlanningPlanning
26
Gli obiettivi di miglioramento Gli obiettivi di miglioramento Gli obiettivi di miglioramento Obiettivi:
Migliorare l’affidabilità verso il cliente attraverso una produzione più stabile con una migliore visibilità sull’impegno di risorse interne ed esterne.
Azioni:
Ambiente SIGIP unicoPlant loadingLivellamento graficoPianificazione/programmazione MultistabilimentoPiattaforma EsteroWork flowPortale WEB
ProductionPlanning
Vendor Rating
Lead Time Reduction
Forecasting Forecasting PlanningPlanning

27
Ambiente SIGIP unico AmbienteAmbiente SIGIPSIGIP unico unico
Stabilimento(tab. STAB)
01Castell'alfero
Stabilimento(tab. STAB)
03None
Stabilimento(tab. STAB)
04Piattaforma Logistica
Divisione(Tab. DIVI)
CST1C.E.SET. SRL
Stabilimento(tab. STAB)
02Slovacchia
Divisione(Tab. DIVI)
EES1EMERSON ELECTRIC SLOVAKIA
Stabilimento(tab. STAB)
05PLASET
Divisione(Tab. DIVI)
PLA1PLASET
Azienda(tab. AZND)
01Capogruppo - EMERSON
Ambiente SIGIP Unico: Rel. 8.1
28
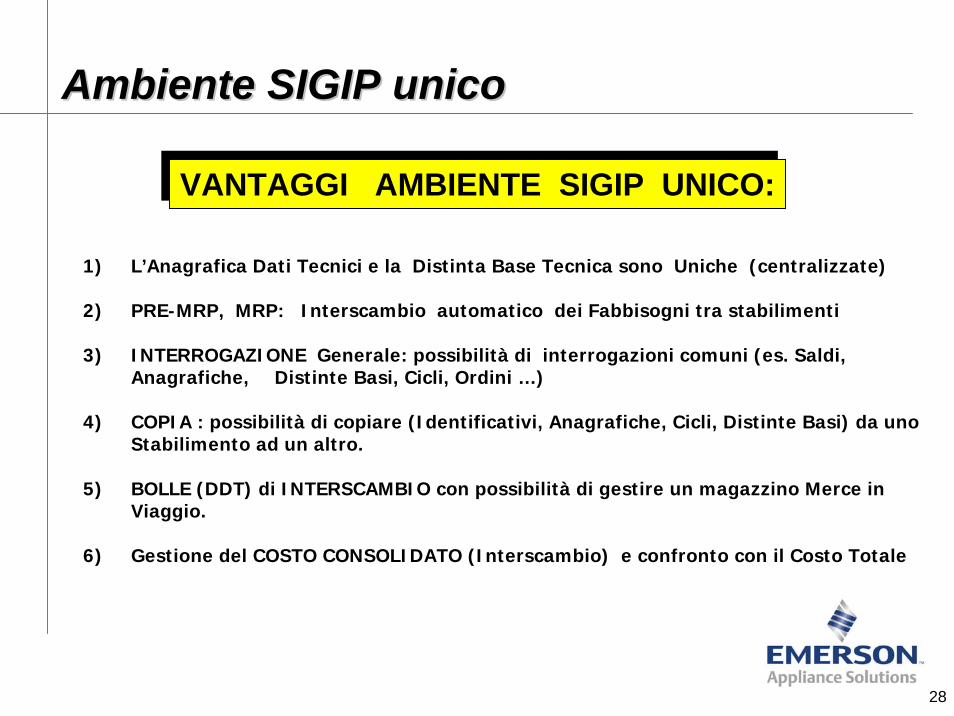
Ambiente SIGIP unico AmbienteAmbiente SIGIPSIGIP unico unico
1) L’Anagrafica Dati Tecnici e la Distinta Base Tecnica sono Uniche (centralizzate)
2) PRE-MRP, MRP: Interscambio automatico dei Fabbisogni tra stabilimenti
3) INTERROGAZIONE Generale: possibilità di interrogazioni comuni (es. Saldi, Anagrafiche, Distinte Basi, Cicli, Ordini …)
4) COPIA : possibilità di copiare (Identificativi, Anagrafiche, Cicli, Distinte Basi) da uno Stabilimento ad un altro.
5) BOLLE (DDT) di INTERSCAMBIO con possibilità di gestire un magazzino Merce in Viaggio.
6) Gestione del COSTO CONSOLIDATO (Interscambio) e confronto con il Costo Totale
VANTAGGI AMBIENTE SIGIP UNICO:VANTAGGI AMBIENTE SIGIP UNICO:

29
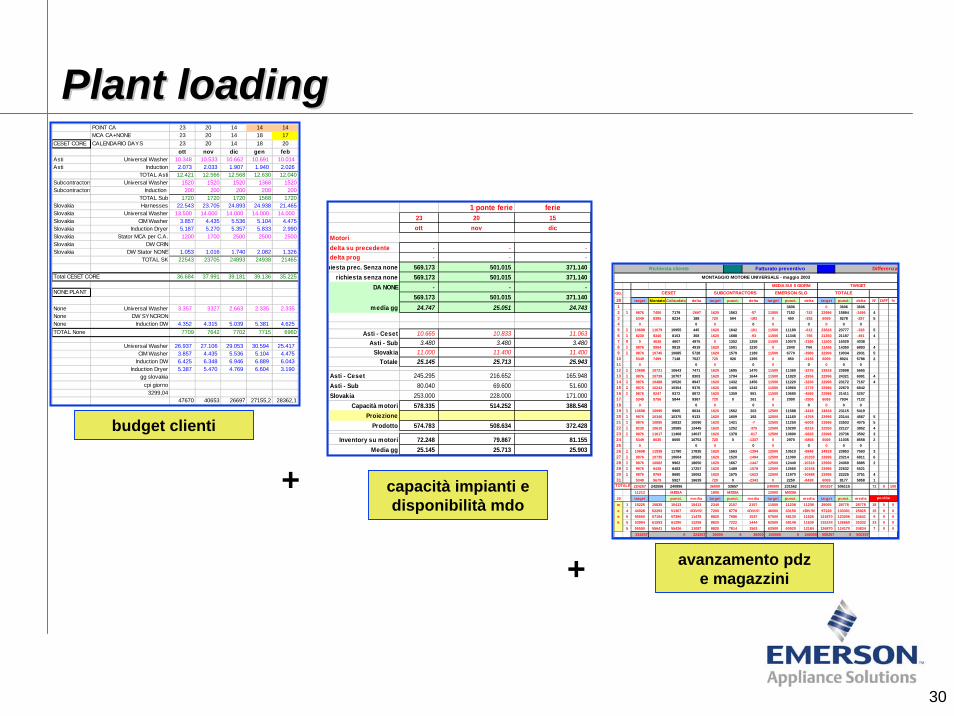
Plant loading Plant loading Plant loading Meeting tra:
• Commerciale
• Pianificazione
• Logistica
• Produzione
Definizione del PIANO PRINCIPALE DI PRODUZIONEutilizzando informazioni quali:
• previsioni di venditaaaa
•portafoglio ordini clientir
•fase-in/fase-out prodottir
•giacenze di magazzinoor
•capacità degli impiantioè
•disponibilità manodopera
ricalcolomensile
30
Plant loading Plant loading Plant loading POINT CA 23 20 14 14 14MCA CA+NONE 23 20 14 18 17
CESET CORE CALENDARIO DAYS 23 20 14 18 20ott nov dic gen feb
Asti Universal Washer 10.348 10.533 10.662 10.691 10.014 Asti Induction 2.073 2.033 1.907 1.940 2.026
TOTAL Asti 12.421 12.566 12.568 12.630 12.040Subcontractors Universal Washer 1520 1520 1520 1368 1520Subcontractors Induction 200 200 200 200 200
TOTAL Sub 1720 1720 1720 1568 1720Slovakia Harnesses 22.543 23.705 24.893 24.938 21.465Slovakia Universal Washer 13.500 14.000 14.000 14.000 14.000 Slovakia CIM Washer 3.857 4.435 5.536 5.104 4.475Slovakia Induction Dryer 5.187 5.270 5.357 5.833 2.990Slovakia Stator MCA per C.A. 1200 1700 2500 2500 2500Slovakia DW CRINSlovakia DW Stator NONE 1.053 1.016 1.740 2.082 1.326
TOTAL SK 22543 23705 24893 24938 21465
Total CESET CORE 36.684 37.991 39.181 39.136 35.225
NONE PLANT
None Universal Washer 3.357 3327 2.663 2.335 2.335 None DW SYNCRONNone Induction DW 4.352 4.315 5.039 5.381 4.625 TOTAL None 7709 7642 7702 7715 6960
Universal Washer 26.937 27.106 29.053 30.594 25.417 CIM Washer 3.857 4.435 5.536 5.104 4.475
Induction DW 6.425 6.348 6.946 6.889 6.043 Induction Dryer 5.387 5.470 4.769 6.604 3.190
gg slovakiacpi giorno
3299,0447670 40653 26697 27155,2 28362,1
17/11/05 1 ponte ferie ferie23 20 15ott nov dic
Motoridelta su precedente - - - delta prog - - -
hiesta prec. Senza none 569.173 501.015 371.140 richiesta senza none 569.173 501.015 371.140
DA NONE - - - 569.173 501.015 371.140
media gg 24.747 25.051 24.743
Asti - Ceset 10.665 10.833 11.063 Asti - Sub 3.480 3.480 3.480
Slovakia 11.000 11.400 11.400 Totale 25.145 25.713 25.943
Asti - Ceset 245.295 216.652 165.948 Asti - Sub 80.040 69.600 51.600 Slovakia 253.000 228.000 171.000
Capacità motori 578.335 514.252 388.548 Proiezione
Prodotto 574.783 508.634 372.428
Inventory su motori 72.248 79.867 81.155 Media gg 25.145 25.713 25.903
GG.
20 target Montato Collaudato delta target punct. delta target punct. delta target punct. delta N° DIFF %1 3606 0 3606 36062 1 9876 7450 7179 -2697 1620 1563 -57 11500 7152 -742 22996 15894 -3496 43 5349 8385 8234 188 720 594 -183 0 450 -292 6069 9278 -287 54 0 0 0 0 0 0 0 0 05 1 10698 11079 10955 445 1620 1642 -161 11500 11180 -612 23818 23777 -328 56 1 8230 8340 8153 368 1620 1688 -93 11500 11346 -766 21350 21187 -491 47 0 0 4636 4607 4975 0 1352 1259 11500 10070 -2196 11500 16029 40388 1 9876 9994 9819 4919 1620 1591 1230 0 2940 744 11496 14350 6893 49 1 9876 10745 10685 5728 1620 1579 1189 11500 6770 -3986 22996 19034 2931 510 5349 7499 7148 7527 720 926 1395 0 850 -3136 6069 8924 5786 211 0 0 0 0 0 0 0 0 012 1 10698 10721 10643 7471 1620 1695 1470 11500 11360 -3276 23818 23698 566513 1 9876 10739 10707 8303 1620 1794 1644 11500 11820 -2956 22996 24321 6991 414 1 9876 10488 10520 8947 1620 1432 1456 11500 11220 -3236 22996 23172 7167 415 1 9876 10243 10304 9376 1620 1406 1242 11500 10960 -3776 22996 22670 684216 1 9876 9247 9372 8872 1620 1359 981 11500 10680 -4596 22996 21411 525717 5349 5756 5844 9367 720 0 261 0 2090 -2506 6069 7934 712218 0 0 0 0 0 0 0 0 019 1 10698 10095 9965 8634 1620 1562 203 12500 11588 -3418 24818 23115 541920 1 9876 10346 10375 9133 1620 1609 192 12500 11160 -4758 23996 23144 4567 521 1 9876 10890 10832 10090 1620 1421 -7 12500 11250 -6008 23996 23503 4075 522 1 8230 10610 10585 12445 1620 1252 -375 12500 10290 -8218 22350 22127 3852 423 1 9876 11617 11468 14037 1620 1378 -617 12500 10890 -9828 23996 23736 3592 324 5349 8035 8065 16753 720 0 -1337 0 2970 -6858 6069 11035 8558 225 0 0 0 0 0 0 0 0 026 1 10698 11938 11780 17835 1620 1563 -1394 12500 10510 -8848 24818 23853 7593 327 1 9876 10735 10604 18563 1620 1520 -1494 12500 11090 -10258 23996 23214 6811 628 1 9876 10082 9962 18650 1620 1667 -1447 12500 12440 -10318 23996 24069 6885 229 1 9876 8438 8483 17257 1620 1489 -1578 12500 12660 -10158 23996 22632 552130 1 9876 8769 8680 16062 1620 1575 -1623 12500 11970 -10688 23996 22225 3751 431 5349 5679 5927 16639 720 0 -2343 0 2250 -8438 6069 8177 5858 1
224257 242556 240896 36000 33657 240000 231562 500257 506115 72 0 10011213 MEDIA 1800 MEDIA 12000 MEDIA
20 target punct. media target punct. media target punct. media target punct. mediaw 1 15225 15835 15413 15413 2340 2157 2157 11500 11208 11208 29065 28778 28778 18 0 0e 4 44028 52293 51367 #DIV/0! 7200 8778 #DIV/0! 46000 43156 #DIV/0! 97228 103301 25825 15 0 0e 5 55550 57194 57390 11478 8820 7686 1537 57500 58130 11626 121870 123206 24641 9 0 0k 5 53904 61593 61290 12258 8820 7222 1444 62500 58148 11630 125224 126660 25332 23 0 0
5 55550 55641 55436 11087 8820 7814 1563 62500 60920 12184 126870 124170 24834 7 0 0224257 0 224257 36000 0 36000 240000 0 240000 500257 0 500257
TOTALE
perdite
CESET EMERSON SLO TOTALESUBCONTRACTORSMEDIA SUI 5 GIORNI
MONTAGGIO MOTORE UNIVERSALE - maggio 2003
TARGET
Richiesta cliente Differenza Fatturato preventivo
budget clienti
capacità impianti e disponibilità mdo
avanzamento pdze magazzini
+
+
31
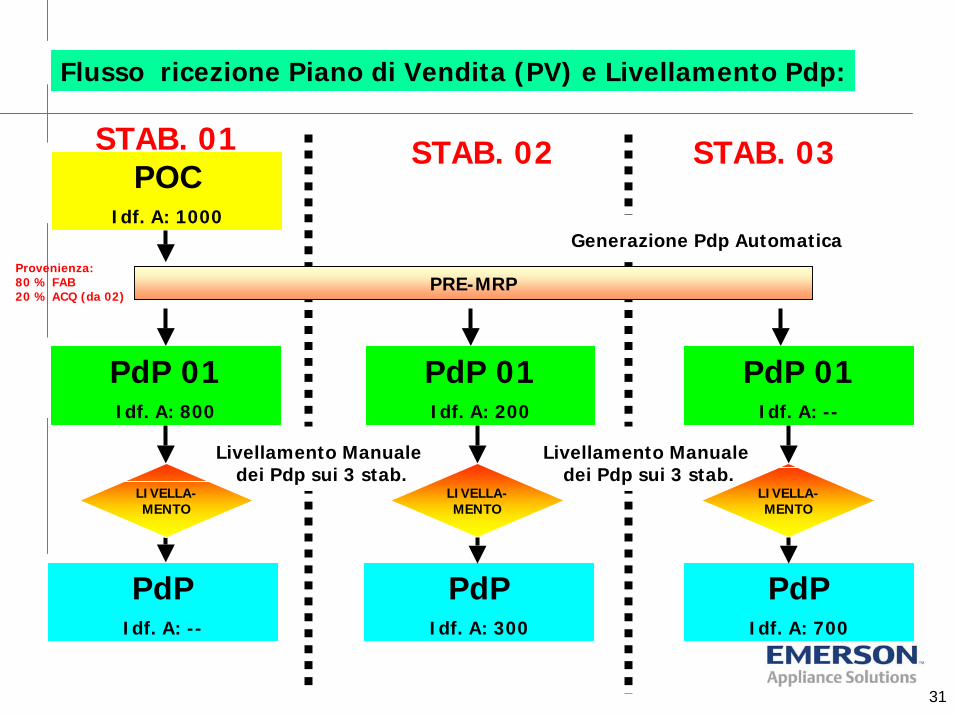
Livellamento Manuale dei Pdp sui 3 stab.
Livellamento Manuale dei Pdp sui 3 stab.
POCIdf. A: 1000
POCIdf. A: 1000
PdP 01Idf. A: 800PdP 01Idf. A: 800
PdPIdf. A: --PdP
Idf. A: --
STAB. 01 STAB. 02 STAB. 03
PdPIdf. A: 300
PdPIdf. A: 300
PdPIdf. A: 700
PdPIdf. A: 700
Flusso ricezione Piano di Vendita (PV) e Livellamento Pdp:Flusso ricezione Piano di Vendita (PV) e Livellamento Pdp:
Generazione Pdp AutomaticaGenerazione Pdp Automatica
PdP 01Idf. A: 200PdP 01Idf. A: 200
PdP 01Idf. A: --PdP 01
Idf. A: --
Livellamento Manuale dei Pdp sui 3 stab.
Livellamento Manuale dei Pdp sui 3 stab.
Provenienza:80 % FAB20 % ACQ (da 02)
LIVELLA-MENTO
LIVELLA-MENTO
LIVELLA-MENTO
PRE-MRP
32
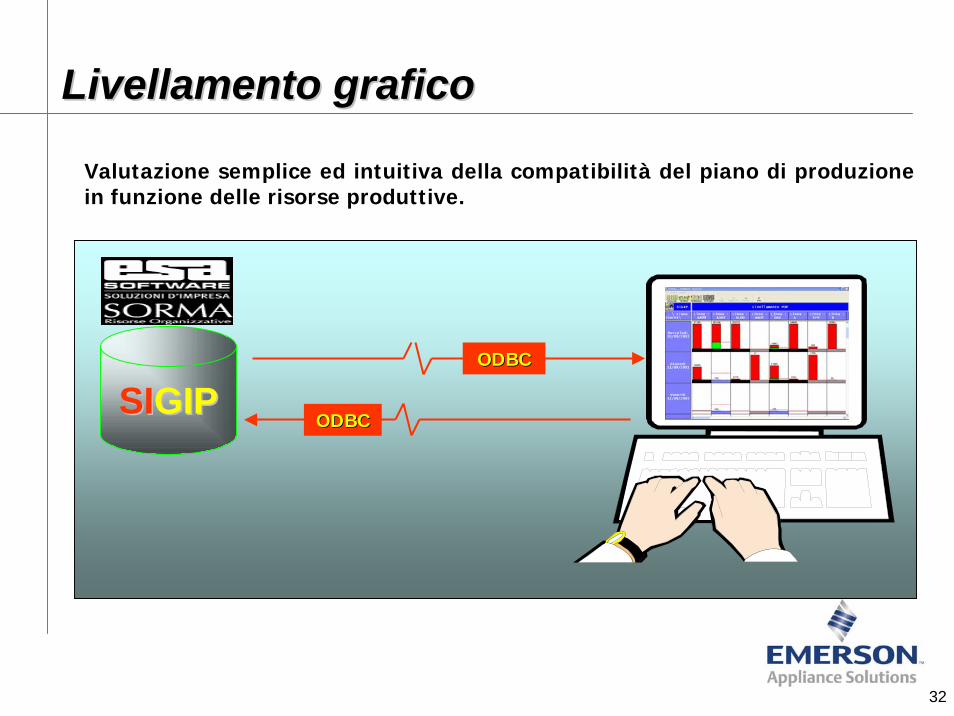
Livellamento grafico Livellamento grafico Livellamento grafico
SISIGIPGIPODBCODBC
ODBCODBC
Valutazione semplice ed intuitiva della compatibilità del piano di produzione in funzione delle risorse produttive.

33
Livellamento grafico PDP Livellamento graficoLivellamento grafico PDP PDP Vista giornalieraVistaVista giornalieragiornaliera
Vista settimanaleVistaVista settimanalesettimanale

34
Livellamento grafico Livellamento grafico Livellamento grafico Calendario
con indicazione
della capacità
residua del giorno
Qtà di Pdpmodificabili
Dettaglio dello stock e dei PV con indicazione della rottura di
stock (evidenziato
anche col tratteggio obliquo)
Vista dettaglioVistaVista dettagliodettaglio
35
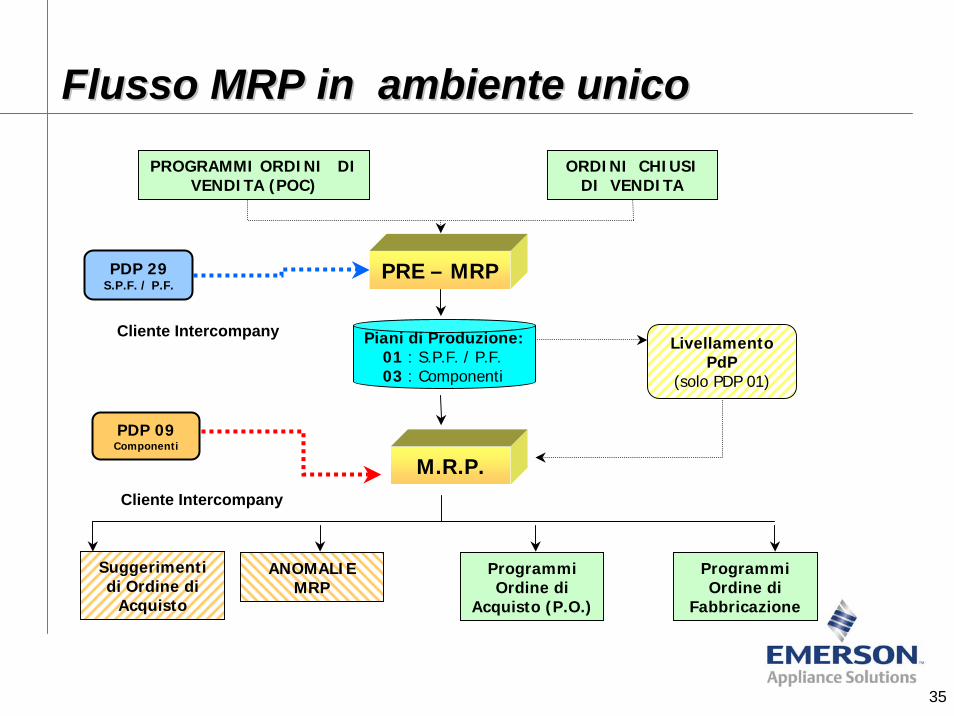
Flusso MRP in ambiente unico FlussoFlusso MRP inMRP in ambiente unico ambiente unico
Cliente Intercompany
Suggerimenti di Ordine di
Acquisto
ANOMALIEMRP
Programmi Ordine di
Acquisto (P.O.)
Programmi Ordine di
Fabbricazione
PDP 29S.P.F. / P.F.
Piani di Produzione:01 : S.P.F. / P.F.03 : Componenti
Cliente Intercompany
PDP 09Componenti
PROGRAMMI ORDINI DI VENDITA (POC)
PRE – MRP
ORDINI CHIUSI DI VENDITA
M.R.P.
Livellamento PdP
(solo PDP 01)
36
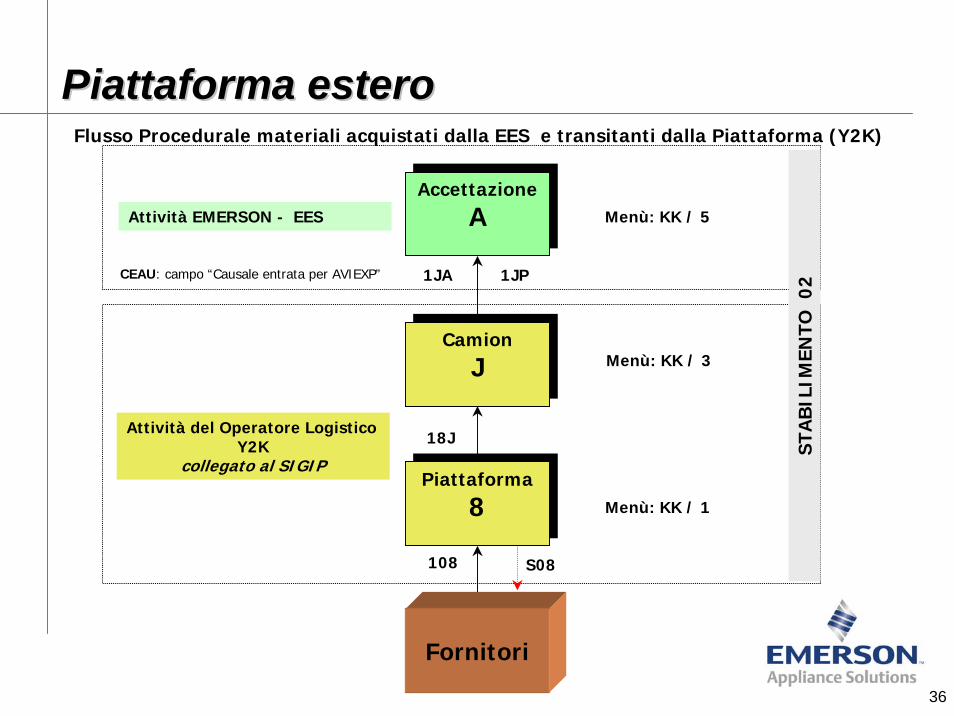
Piattaforma estero Piattaforma estero Piattaforma estero
Camion
JCamion
J
Accettazione
AAccettazione
A
108
18J
1JA 1JP
Attività del Operatore LogisticoY2K
collegato al SIGIP
Attività EMERSON - EES
Menù: KK / 1
Menù: KK / 3
Menù: KK / 5
Flusso Procedurale materiali acquistati dalla EES e transitanti dalla Piattaforma (Y2K)
S08
STA
BIL
IMEN
TO 0
2
Fornitori
Piattaforma
8Piattaforma
8
CEAU: campo “Causale entrata per AVIEXP”

37
Piattaforma estero Piattaforma estero Piattaforma estero
Scopi / Benefici dell’attivazione del magazzino Piattaforma Estero su SIGIP:
Permettere una corretta nettificazione dei fabbisogni in fase dielaborazione MRP
Avere una chiara visibilità dei saldi dei prodotti acquistati
Effettuare i Solleciti Materiali ( c/o Fornitori e/o Piattaforma) in modo accurato e mirato
Verificare la merce consegnata dai fornitori in quantità eccedente e/o senza quantità sui Programmi Ordini di Acquisto.
Effettuare Resi a Fornitori

38
Work flow Work flow Work flow
QUESTO FLUSSO PUÒ ESSERE RIPRODOTTO NEL SISTEMA IN MODO CHE:
Ciascun utente sia avvertito (quando si collega o quando lo richiede) delle azioni da eseguire di sua competenza
A ciascun utente siano attribuibili i campi obbligatori/facoltativi/vietati delle singole transazioni
UFF.TECNICO
LOGISTICA
IL SISTEMA STORICIZZA IL FLUSSO CONSUNTIVO (DATE DI ESECUZIONE DELLE ATTIVITÀ )
COMPLETAANAGR. DATI
TECNICI
ACQUISTI METODI
CREACICLO
QUALITÀ
CREADBP
ACQACQ
FABFAB
ACLACL
CREADATI PERQUALITÀ
LOGISTICA
CREADATI
GESTIONALI
CREA PARTI/FORN.
PREZZI
CREAANAGR.
DATI TECNICI

39
Work flow Work flow Work flow
Uff. TecnicoAnag. Dati TecniciPARTI00F -Stato= W- Idf/Descrizione-UMTE / UM Costi-Ente Resp.-- Peso (SPF)- Tipo Sost / Cod. Sost.- Nr Modifica (TDT)
Interfaccia CAD
Tempi & Metodi stb 01:Cicli
Regola:TIMA = 0Stato Tec = U
Logistica stb 01:Distinta Base Prod.
Acquisti stb 01:Parti / Fornitori
Acquisti stb 01:Parti / Fornitori
FAB
Qualità stb 01:Tipo CollaudoP/ Fornitori
ACL
Logistica stb 01:Anag. Dati Gestionali
ACQTIGE =1
Tempi & Metodi stb 02:Cicli
Logistica stb 02:Distinta Base Prod.
Acquisti stb 01:Parti / Fornitori
Acquisti stb 01:Parti / Fornitori
FAB
Qualità stb 01:Tipo CollaudoP/ Fornitori
ACL
Logistica stb 02:Anag. Dati Gestionali
ACQTIGE =1
Logistica It.:Anag. Dati Tecnici- CLAM - TIMA- TIPA- FAMI-Stab. Produtttivo- Stato T. = U
Regola:TIMA = 0Stato Tec = U
Regola:Nr Modifica
Acquisti It: ANA186Modifica CMAC
Regola:Cmac = 9999
Amministrazione stb 01:Anag. Dati Vari
Amministrazione stb 01:Anag. Dati Vari
40
Portale Si4 PortalePortale Si4 Si4

41
Portale FORNITORIIL Cliente Si4 può pubblicare su Internet la situazione ai Fornitori, per quanto
riguarda:
Programmi ordiniLista componenti in ritardoVariazione degli ordini chiusi dopo ultimo MRPChiamate Kan BanChiamate sincroneSaldi magazzino conto lavoroOsservazioni di collaudo fornitori
Portale CLIENTIInserimento / modifiche ordiniVisualizzazione stato avanzamento ordiniConsultazione listini
Portale Si4 PortalePortale Si4 Si4
42
Gli obiettivi di miglioramento Gli obiettivi di miglioramento Gli obiettivi di miglioramento
Obiettivo:Verificare le performance dei fornitori per quanto riguarda affidabilità e qualità.
Condurre periodici assessment per valutare i miglioramenti dei fornitori.
Azioni:Introduzione di griglie per assessment.
Introduzione della figura di “Supplier Development”.
Introduzione di uno strumento di vendor rating.
ProductionPlanning
Vendor Rating
Lead Time Reduction
Forecasting Forecasting PlanningPlanning
43
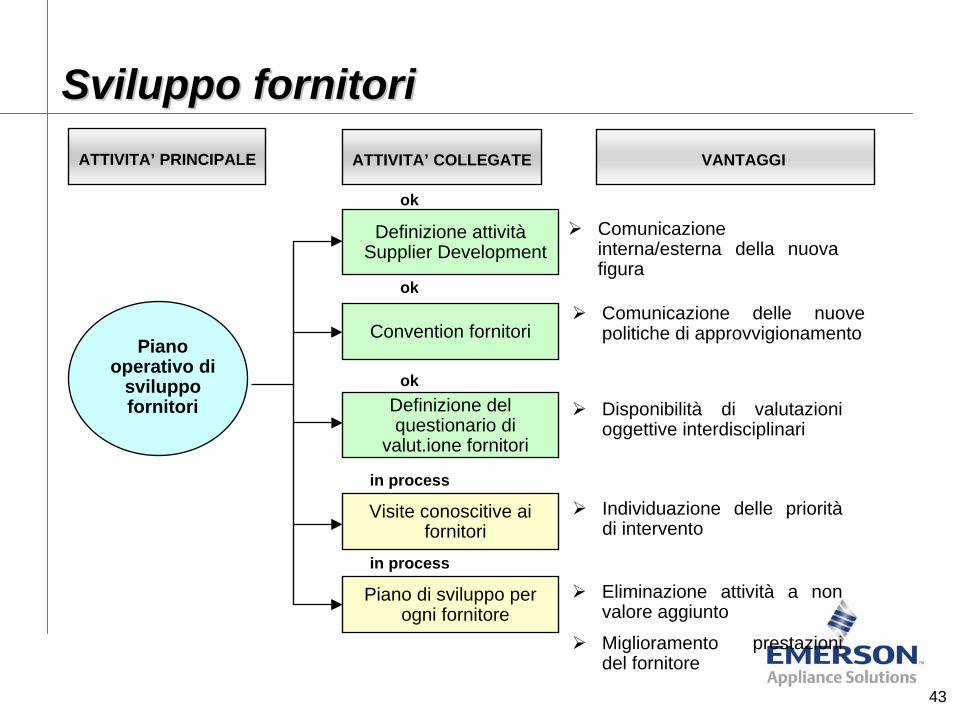
Sviluppo fornitori Sviluppo fornitori Sviluppo fornitori ATTIVITA’ PRINCIPALE ATTIVITA’ COLLEGATE VANTAGGI
Piano operativo di
sviluppo fornitori
Definizione attività Supplier Development
Convention fornitori
Definizione del questionario di
valut.ione fornitori
Comunicazione interna/esterna della nuova figura
Comunicazione delle nuove politiche di approvvigionamento
Disponibilità di valutazioni oggettive interdisciplinari
Individuazione delle priorità di intervento
Visite conoscitive ai fornitori
Piano di sviluppo per ogni fornitore
Eliminazione attività a non valore aggiunto
Miglioramento prestazioni del fornitore
in process
in process
ok
ok
ok

44
Gli obiettivi di miglioramento Gli obiettivi di miglioramento Gli obiettivi di miglioramento Obiettivi:Ridurre il tempo di risposta ai clienti.
Ridurre il rischio previsionale.
Azioni:Mappatura del processo produttivo per identificare il lead time più lungo.
Introduzione di strumenti per la gestione “pull” della produzione (kanban, free-pass , ... )
Aumento dell’affidabilità e flessibilità del sistema produttivo (TPM, RTS)
Linearizzazione flussi fisici e gestionali (Lay-out,radiofrequenza,...)
ProductionPlanning
Vendor Rating
Lead Time Reduction
Forecasting Forecasting PlanningPlanning

45
e-Kanban con fornitori e repartiee--KanbanKanban concon fornitorifornitori ee repartireparti
ForFor. A. A
Procedura: TDM = KAN BAN
Il sistema calcolo il “Nr di Cartellini” (TDM) assegnandoli (con la formula Q.tàFabbisogno / Q.tà Imballo) ai fornitori. A fronte delle Entrata di Acquisto di TDM vengono evasi (in ordine FIFO)Invio chiamata:
Portale WEBFAXE-MAIL
Magazzino WIPMagazzino WIP
Stab. 01Stab. 01
ForFor. B. B
ForFor. C. C
KanKanba
nba
nKanKan
banban
Kan
Kan
ban
ban
46
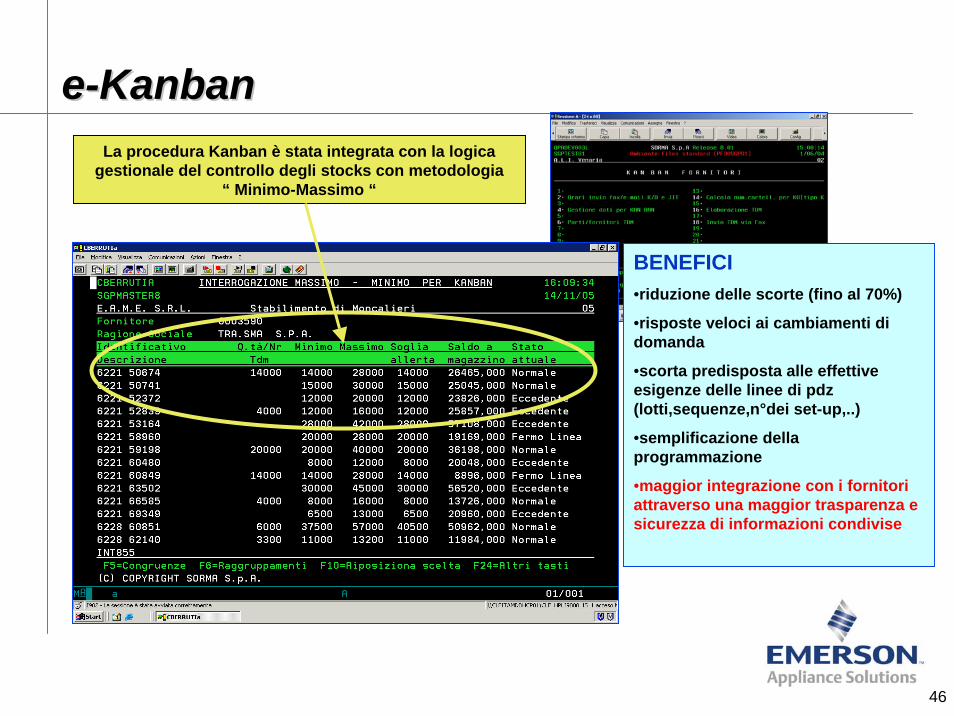
e-Kanban ee--Kanban Kanban La procedura Kanban è stata integrata con la logica
gestionale del controllo degli stocks con metodologia “ Minimo-Massimo “
BENEFICI•riduzione delle scorte (fino al 70%)
•risposte veloci ai cambiamenti di domanda
•scorta predisposta alle effettive esigenze delle linee di pdz(lotti,sequenze,n°dei set-up,..)
•semplificazione della programmazione
•maggior integrazione con i fornitori attraverso una maggior trasparenza e sicurezza di informazioni condivise

47
ONE POINT LESSON 009/IST
TAI 1Tema : Movimentazione materiali "magazzino G "
Argomento trattato:009/ IST Gestione a vista fustini filo rame ( 33300 - 33280 - 33315 )
Nei giorni dell'ordine bisogna ordinare le pedane mancanti x per tornare a questo numero (in questo caso 5) che può variare con il variare della produzione.
Scaffalatura dove l'incaricato due volte la settimana , il Martedì e il Venerdì , mediante gestione a vista "prende l'ordinativo" del numero di pedane da ordinare che verranno consegnate rispettivamente il Lunedì e Giovedì seguenti.
Il numero di pedane di massimo circolato è riportato sul cartello alla voce "Pedane max …. " per ogni codice di filo.
C.E.SET.s.r.l.Prod uzi
PEDANADA3
ROCCHETTI
Gestione a vistaCodice filo
2521 33300 Pedane Max 5
Gestione a vistaCodice filo
2521 33315 Pedane Max 5
Gestione a vistaCodice filo
2521 33280 Pedane Max 5
15
666
99 9121212
15 15
3 3
ITEM PART No. AVERAGE KANBAN DELTA %STOCK A.S.
FILO RAME 3 7520 KG 4320 KG -3200 KG -43%
ALBERI 1 17820 PZ 5250 PZ -12570 PZ -71%
CALOTTE PRESSOFUSE 1 9350 PZ 4200 PZ -5150 PZ -55%
CALOTTE PRESSOFUSE
ALBERI
FILO RAME
Kanban Kanban Kanban

48
Laboratorio
EES F.G.Suppliers
Shipments
Forklifts
VEHICULAR ROUTES
1 2
3 4
Accettaz.Qualità
IncomingInspection
ENTRY
New roof
Free
AREAS
Kanban
Rav + Wip
Ceset F.G.
EES F.G.
Prototypes
EXIT
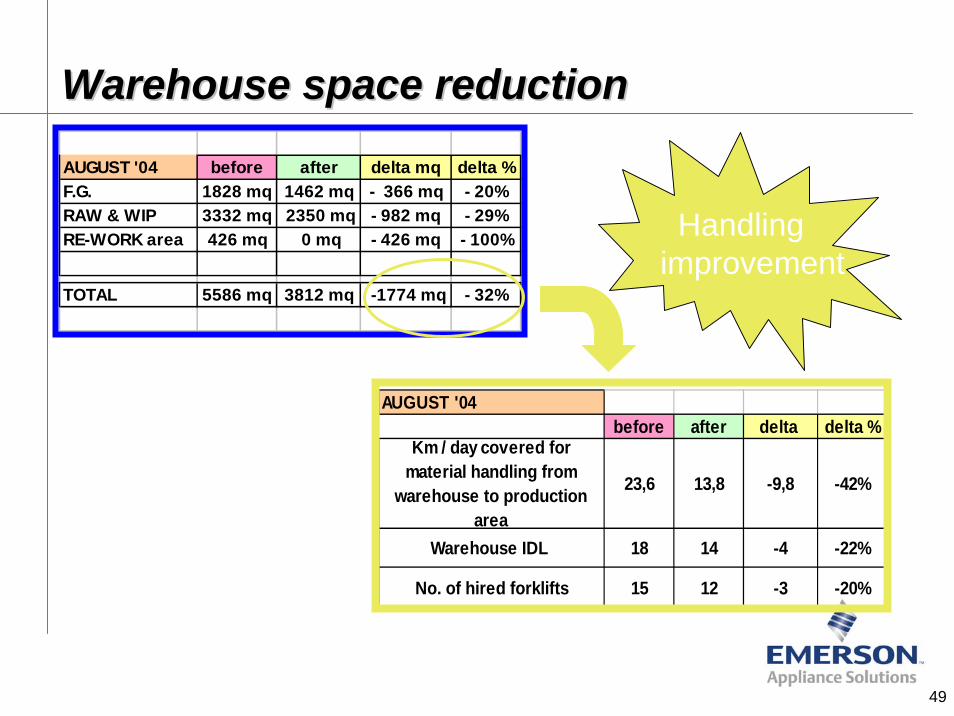
Situation on August ‘04
Plant lay-outPlant layPlant lay--outout
49
AUGUST '04 before after delta mq delta %F.G. 1828 mq 1462 mq - 366 mq - 20%RAW & WIP 3332 mq 2350 mq - 982 mq - 29%RE-WORK area 426 mq 0 mq - 426 mq - 100%
TOTAL 5586 mq 3812 mq -1774 mq - 32%
AUGUST '04before after delta delta %
Km / day covered for material handling from
warehouse to production area
23,6 13,8 -9,8 -42%
Warehouse IDL 18 14 -4 -22%
No. of hired forklifts 15 12 -3 -20%
Handlingimprovement
Warehouse space reductionWarehouse space reductionWarehouse space reduction
50
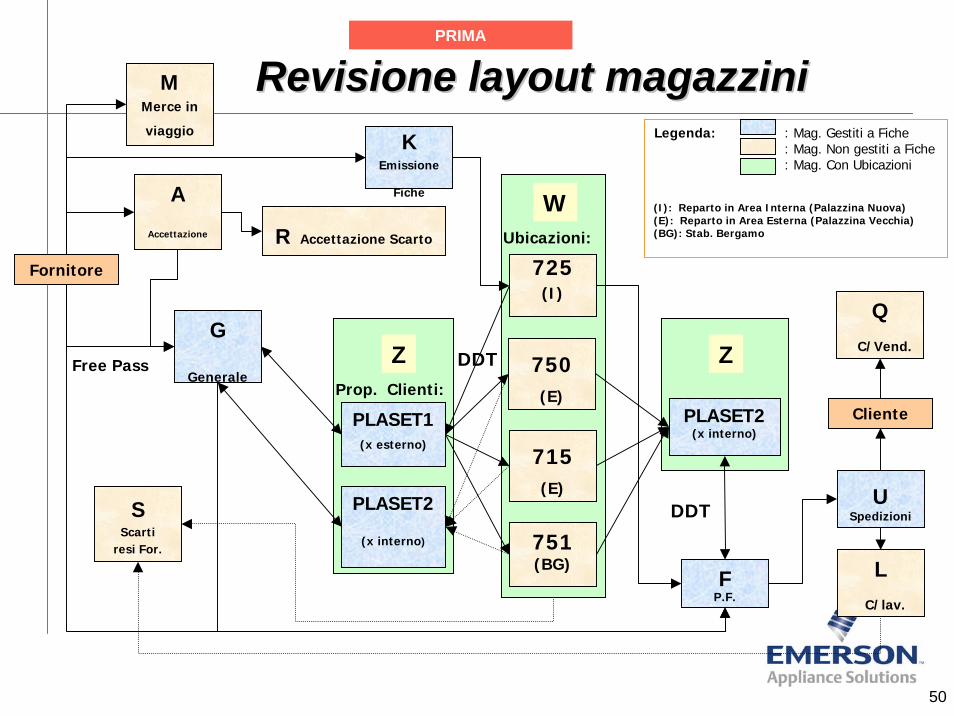
Revisione layout magazzini RevisioneRevisione layoutlayout magazzini magazzini
A
Accettazione
G
Generale
SScarti
resi For.
FP.F.
USpedizioni
LC/lav.
Legenda: : Mag. Gestiti a Fiche: Mag. Non gestiti a Fiche: Mag. Con Ubicazioni
R Accettazione Scarto
725(I)
750(E)
715(E)
751(BG)
W
PLASET1(x esterno)
PLASET2
(x interno)
Z
Ubicazioni:
Prop. Clienti:
DDT
DDT
KEmissione
Fiche
Fornitore
PLASET2(x interno)
Z
Cliente
Free Pass
MMerce in
viaggio
QC/Vend.
(I): Reparto in Area Interna (Palazzina Nuova)(E): Reparto in Area Esterna (Palazzina Vecchia)(BG): Stab. Bergamo
PRIMA

51
Revisione layout magazzini RevisioneRevisione layoutlayout magazzini magazzini
A
Accettazione
G
Generale
SScarti
resi For.
USpedizioni
LC/lav.
Legenda: : Mag. Gestiti a Fiche: Mag. Non gestiti a Fiche: Mag. Con Ubicazioni
RRipassatura
WUbicazioni:
DDT
Cliente
Free Pass
MMerce in
viaggio
QC/Vend.
MMerce in Partenza
Fornitore
DOPO
FP.F.
1200
1210
1220
1230
1240
1250
1400
1410
52
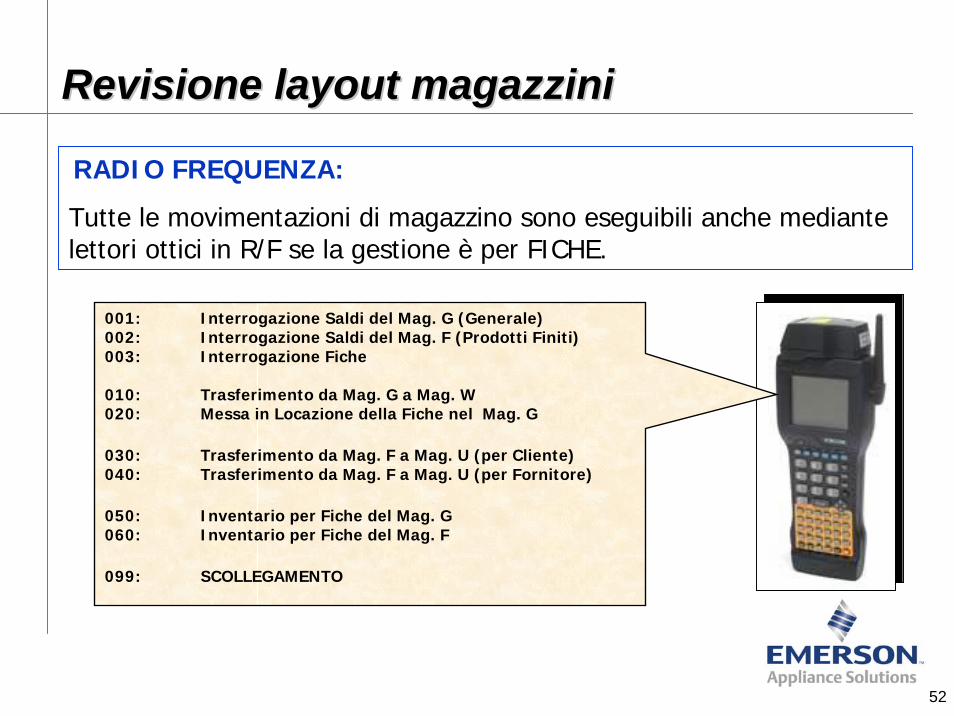
Revisione layout magazzini RevisioneRevisione layoutlayout magazzini magazzini
RADIO FREQUENZA:
Tutte le movimentazioni di magazzino sono eseguibili anche mediante lettori ottici in R/F se la gestione è per FICHE.
001: Interrogazione Saldi del Mag. G (Generale)002: Interrogazione Saldi del Mag. F (Prodotti Finiti)003: Interrogazione Fiche
010: Trasferimento da Mag. G a Mag. W020: Messa in Locazione della Fiche nel Mag. G
030: Trasferimento da Mag. F a Mag. U (per Cliente)040: Trasferimento da Mag. F a Mag. U (per Fornitore)
050: Inventario per Fiche del Mag. G060: Inventario per Fiche del Mag. F
099: SCOLLEGAMENTO

53
Macchina FornitoreTurno notte
L M M G V L M M G V L M M G V L M M G V M M G G V L M M G V L M M G V24 25 26 27 28 31 1 2 3 4 7 8 9 10 11 14 15 16 17 18 22 23 24 8 9 12 13 14 15 16 19 20 21 22 23
Tornio A6 / A7 / B8 Guitti 1/2Linea rettifiche Comau serviceCalottatrici Comau service 1/2Forno A6 / saldatr. Axis 1/2Presse sovrastamp. Comau service 1/2Equilibratrice GTBobinatrice Point RS 1/2
Collaudi AEA 1/2Sansomatic Sansomatic
Nuova tronca Guitti
MARZO MAGGIOD A B A D
APRILEC B C
L M M G V26 27 28 29 30
A
TEAMS
TAI 1 D / TAI 2 DTAI 4 ATAI 1 B / Calotte ATAI 2 CTAI 3 ATAI 2 BTAI 1 A
TAI 1 C / TAI 3 BCalotte B
TAI 4 B PERSONE COINVOLTE: 44
( manutentori, tecnologi, operatori)
ORE DI FORMAZIONE: 2848
FORNITORI COINVOLTI:
7
MACCHINE PILOTA : 34
Training per TPM : scheduling Training per TPM : scheduling Training per TPM : scheduling

54
C.E.SET.
Aggiornato al : 28/07/2004
item
data linea macchina difetto lamentato descrizione intervento eseguitofermo
interv. esecutore risolutivo
necess ita d i manut . mig lio rat iva
gmanut. p ro g rammata
1 20-mag A14 Pelizzari linea ferma senza allarmi sostituito cavo sensore SQ106 interrotto 40 45 DiGirolamo si si
2 01-apr A15 calottatrice trucioli su calotta f inita registrato e aggiunto soff i aria 30 90 Toniolo Leva si si
3 30-giu A13 passaggio pietra
manutenzione correttiva Bagna no si
4 25-mar A13 pressa chiodatura
pressa non f inisce il ciclo sostituito relè 15 40 Toniolo si si
5 16-dic A9 pressa chiodatura
stelo cilindro staffa allineamento motore storto
sostituito provvisoriamente con quello della A13
30 35 Zanchetta Cerrina
no si
6 12-mag A9 trasportatore Bosch
taslatori pallet non funzionano
sostituito 4 cinghie ascensori 30 150 D'Agostino Falcone Leva
si si
7 29-apr A8 collaudo AeAnastro trsportatore Pelizzari da sostituire sostituito nastro 0 180
Marangoni Leva si si
8 22-apr A8 collaudo AeA encoder bloccatosostituito boccola, cuscinetti e raddrizzato albero storto 120 120
Marangoni Paniati CErrina no si
9 19-mag A5 calottatriceforcella per battuta meccanica non funziona. riassestato forcella e tolto le bave. 40 40 Toniolo si si
10 19-giu A4 linea Pelizzari manipolatore di carico
manipolatore non carica bene le calotte
sostituito particolari pinza e corretto quote 135 135 Bagna D'Agostino
no si
11 15-giu A4 linea Pelizzari staz. cappucci
pinza presa cappucci non funziona
regolazioni varie 90 360 Bagna no si
p gintervento
INTERVENTI DI MANUTENZIONE ORDINARIA / STRAORDINARIA / MIGLIORATIVA
TPM Incontri settimanali
Manutenzione Data Base
C.E.SET. A R C H I V I O
data ora richiedente linea macchina difetto lamentato descrizione intervento eseguitom' fermo
m' interv. esecutore
riso lut ivo
necess ita d i manut . mig lio rat iva
genera manut . pro g rammata
15-mar 12,15 Dovano calottatrici aspiratore in emergenza pulito aspiratore 120 120Falcone Bagna Paniati si si Chiusa
03-dic 23,00 Di Mare A4 calottatrice pinza carico rottariparata. Va sostituita con una nuova 60 60
Pasq. Marang, Panaiti
Chiusa
17-feb 9,45 Di Mare A4 calottatrice non carica le calotte sostituito fotocellula 180 165Barbero Steffenino si s i
25 08-gen 0,30 Di Mare A4 calottatrice Sansomatic dà erroresostituito sensore cilindro alto e scheda controllo Sansomatic 270 180
Barbero Luongo Steffenino si Chiusa
INTERVENTI DI MANUTENZIONE ORDINARIA / STRAORDINARIA / MIGLIORATIVA
Tipologia di intervento
Manutenzione Programmata
2622 23 24 2518 19 20 2114 15 16 1710 11 12 136 7 8 92 3 4 5
ADDETTO 1N°
DURATADESCRIZIONE
CADENZA
Gennaio Febbraio Marzo Maggio GiugnoAprile
1 P ulizia ta mburi p ia nta ggio b ie tte 10 1 settim. AL 1 I2 P ulizia te s te s a lda nti 1/2/3 S a lda trice 20 1 settim. AL 1 I3 Contro llo pule gge s corrifilo 1°/2°/3° Bob . 10 1 settim. AL 1 I4 P ulizia /Ve rif. conta tti p lug Colla udo e le ttrico 5/20 1 settim. AL 1 I5 P ulizia e lucida tura ga na s cie 20 1 settim. CL 1 I6 P ulizia filtri qua d ro e le ttrico Co lla udo e le ttrico 5 4 settim. AL 1 I7 P ulizia e ingra s s a gg io pa rti s corre voli Co ll. El 10 4 settim. AL 1 I8 P ulizia filtro qua d ri e le ttric i 1/2/3 bobina trici 15 4 settim. AL 1 I9 P ulizia filtro qua d ro e le ttrico 1/2/3 S a lda trice 15 4 settim. AL 1 I
10 P ulizia e ingra s s a gg io a va nza me n indotto Cm 15 4 settim. AL 1 I
2622 23 24 2518 19 20 2114 15 16 1710 11 12 136 7 8 92 3 4 5
ADDETTO 1N°
DURATADESCRIZIONE
INTERVENTO (MIN) CADENZA
C.E.SET.s.r.l.
Produzione
A 7B Rotore MCA
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 22 31 2 31
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2
TPM TPM TPM
55
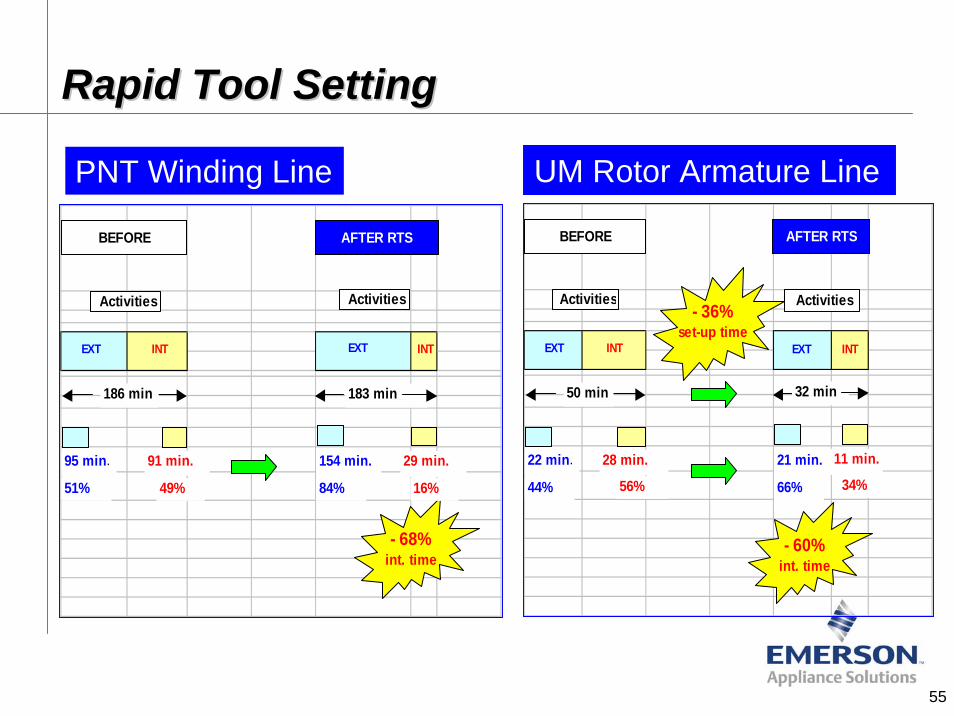
186 min
EXT INT
183 min
EXT INT
29 min.154 min. 91 min.95 min.
16%84%49%51%
Activities
BEFORE AFTER RTS
Activities
- 68%int. time
50 min
EXT INT
32 min
EXT INT
11 min.21 min. 28 min.22 min.
34%66%56%44%
Activities Activities
BEFORE AFTER RTS
- 36%set-up time
- 60%int. time
PNT Winding Line UM Rotor Armature Line
Rapid Tool SettingRapid Tool SettingRapid Tool Setting

56
Propos.Lead Time Manuf.cycle Time Productivity Quality N° of People
Proposed Base Proposed
Metrics
Base Proposed Base Proposed Base Proposed BaseWip
STORY BOARD
827,6 30,2 23,5 19,2
FP Y 99 % 108,5780 min. ava il
23,4 4,9 0,7 5,6 0,5 6,9
39821 P z MTBF 14 o re 5330 P z 42,013.7 days MTTR 76 m in 1.8 days
Ba tch s ize12807 pz 69.4 h 18,6Uptim e 75.4 %
C/T 19.5 SECC/O 133.8 MIN 0,0105%Mix 2/2 C = 5
2912 PzCALOTTA
19.06 sec.2 S hifts
1395 m in. ava il 1395 min. ava il 1240 min. ava il 925 min. ava il
0.5 days 6.9 daysFP Y 97.4 % FP Y 96.1 % FP Y 100 % FP Y 78.9 %
1456 P z 20207 P z23.4 days MTTR 145 min 4.9 days MTTR 103 m in 0.7 days MTTR 360 min 5.6 days MTTR 27 min
2050 P z MTBF 280.5 o re 16227 P z MTBF 36 o re68253 P z MTBF 29 o re 14383 P z MTBF 26 o reUptime 80.6 % Uptime 79.1 % Uptim e 95.9 % Uptime 71.9 %
6656 pz 51.1 h 4019 pz 33.8 h 3480 pz 26 h 3674 pz 19.6 hBa tch s ize Batch s ize Ba tch s ize Ba tch s ize
Uptime 98 %Mix 5/5 C = 10 Mix 5/5 C = 10 Mix 5/5 C = 12 Mix 5/5 C = 17 1395 min. ava ilC /O 70.6 MIN C/O 8.3 MIN C/O 5 MIN C/O 41 MIN
3 ShiftsC /T 27.6 S EC C/T 30.2 SEC C/T 23.5 SEC C/T 19.2 S EC C/T 8 SEC
3 Shifts 3 Shifts 3 S hifts 2 Shifts
COLL. STATISTICOBOBINATURA COLLEGAMENTO IMP REGNAZIONE MONTAGGIO
42.2 days MTTR 47 m inF P Y 99.6 %
920 min. ava il
5166 pz 24.9 hUptim e 83.7 %
122845 P z MTBF 57 o re
C/O 21.7 MINMix 5/5 C = 12 5533 P z
Ba tch s ize 1.9 days
ROTORE
2 S hiftsC /T 17.33 SEC
BK 9 (28) 1,60%LOT = 5824
1 BOX = 112 P z
P NT1 (28) 22,70%BK 15 (28) 11,90%
BK 16 (28) 38,20%P NT (32) 25,60%
Date originated31/01/02
Team
Current State Map
Champion Paolo Rosso
Mauro TrincheroUgo MazzocchiSalvatore Alongi
Part Shorage Space Inventory RAW F.G
57 days
Base
Proposed Base Propos.Base Proposed Base ProposedBase Proposed Base Proposed
14 05
46,59 56 d.l.
32 46
340 ppm
Base
42 days 6.11 min/pc
15 0 790 mq 11 69
Prod. Control
MRP
Forecast Forecast
Orders 1 / Week
Ordersdaily E.D.I.
sec.sec.sec.sec. sec.
sec.
Work orders1 / Week
Customer orders1 / Week
Shipping
days days days days days
days
Every2 days
CUSTOMERSUPPLIER
MANUFACTURING CICLE TIMEWORK CONTENT
daysTHRUPUT TIME
VALUE ADDED RATIO
1
1 14 6
1
1
LINE RATE
TAKT TIMEROTOR
SHIP P INGSTATOR ASSEMBLY
Future state
WINDING ENDSHIELD
HARNESSES TEST
1 stKaizen Proposal
2003 200420023 nd 2 nd 2 nd3 nd 3 nd1 st2 nd
Production Control
MRP
Every2 days
CUSTOMERSUPPLIER
Forecast
Dailyconsumption Consignment
Stock
Dailyorders
Forecast
S
R.T.S
5 S
T P M
lay-out
5 S
T P M
Eliminateoven
T P M
EliminateF.S.T.
ImproveF.P.Y.
KANBAN
P
Daily
BB
5824 pcs.Lot size
W
METRICS MCT TPT ITO Productivity
Base Achieved Base Achieved Base Achieved Base Achieveddays days days days min/pc min/pc42 14,6 18,6 8,6 10,09 13,8 6,1 4,9
Customer Quality Internal Quality FPY SpaceBase Achieved Base Achieved Base Achieved Base Achievedppm ppm ppm ppm340 180 8873 4365 78,6% 90,5% 900 mq 822 mq
Indicatori di performance Indicatori diIndicatori di performance performance