EVALUACIÓN DE LA PURIFICACIÓN DE METIL ÉSTERES PARA LA ...
109
1 EV ALUACIÓN DE LA PURIFICACIÓN DE M ETIL ÉSTERES PARA LA PRODUCCIÓN DE BIODI ESEL EM PLEANDO UN ADSORBENTE SINTÉTICO DE SILICATO DE M AGNESIO CARLOS ANDRÉS TORRES LIMA UNIVERSIDA D DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAM ENTO DE INGENIERÍA QUÍMICA BOG OT Á D.C 2007
Transcript of EVALUACIÓN DE LA PURIFICACIÓN DE METIL ÉSTERES PARA LA ...

1
EVALUACIÓN DE LA PURIFICACIÓN DE METIL ÉSTERES PARA LA
PRODUCCIÓN DE BIODI ESEL EMPLEANDO UN ADSORBENTE
SINTÉTICO DE SILICATO DE MAGNESIO
CARLOS ANDRÉS TORRES LIMA
UNIVERSIDA D DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA BOGOTÁ D.C
2007

2
EVALUACIÓN DE LA PURIFICACIÓN DE METIL ÉSTERES PARA LA
PRODUCCIÓN DE BIODI ESEL EMPLEANDO UN ADSORBENTE
SINTÉTICO DE SILICATO DE MAGNESIO
CARLOS ANDRÉS TORRES LIMA
Proyecto de Gr ado
Asesor
MIGUEL ÁNGEL MOLANO NIAMPIRA
Jurados
GABRIEL DE JESUS CAMARGO VARGAS
JOAQUÍN ENRIQUE TIRANO VANEGAS
UNIVERSIDA D DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ D.C 2007

3
A mi Padre, por enseñarme siempre a ser un líder,
a no rendirme nunca ante la adversidad, a ser
lógico, racional, y pos itivo en la vida.
A mi Madre, por su gran apoyo, confianza,
dedicac ión, amor incondicional, y por
enseñarme los valores de la vida.
A mi Hermano, por compartir grandes
momentos, quererme y apoyarme
a pesar de cualquier cosa.
A Marcela, que me ha dado todo su amor,
apoyo y confianza. Grac ias por es tar
siempre en los mo mentos dif íciles.
A mi Familia y Amigos, por estar siempre,
aconsejarme y apoyarme en la vida.

4
AGRADECIMIENTOS
Quiero expresar mi más profundo agradec imiento a Miguel Ángel Molano por
su gran conocimiento, confianza, pacienc ia, tiempo, experiencia, y amistad,
para que el presente proyecto tuviera los mejores resultados.
A Gabriel Camargo por su aporte al proyecto, conocimiento y calidad humana,
lo cual influyó bastante a mi formación a lo largo de la carrera.
A Joaquín Tirano por su aporte al proyecto, conocimiento y disponibilidad en
todo momento.
A José María Robles por su gran colaborac ión, asesoría y disponibilidad en el
laborator io, apor tando de esta manera a una parte importante del proyecto.
A Rigoberto Gómez, Luis Fernando y al personal de Química, por su
dedicac ión y disponibilidad.
A todos los profesores del departamento por sus grandes conoc imientos,
pac ienc ia y sabidur ía, que colaboraron a formar la persona y el Ingeniero que
soy hoy en día.
A mis compañeros de carrera y a todas las demás personas que de una u otra
forma estuvieron presentes en el proyecto.
5
TABLA DE CONTENIDO
INTRODUCCIÓN ..........................................................................................................14
1. OBJETIVOS PROPUESTOS .................................................................................16
1.1 Objetivo General ................................................................................................16
1.2 Objetivos Específicos ........................................................................................16
2. MARCO TEÓRICO ..................................................................................................17
2.1 Aceite de Palma .................................................................................................17
2.1.1 Estructura y Compos ición del Aceite de Palma .....................................19
2.1.2 Aceite de Palma Crudo ..............................................................................22
2.1.3 Aceite de Palma Refinado.........................................................................23
2.2 Transester ificación del Aceite de Palma ........................................................24
2.2.1 Factores que Afectan la Transesterificación ..........................................26
2.2.2 Catálisis Bás ica...........................................................................................30
2.2.3 Materias Primas ..........................................................................................31
2.2.3.1 Metanol .................................................................................................31
2.2.3.2 Hidróxido de Sodio ..............................................................................32
2.2.4 Productos .....................................................................................................33
2.2.4.1 Metil Ésteres (ME)...............................................................................33 2.2.4.2 Glicer ina ................................................................................................34
2.3 Purificación de los Metil És teres (ME) ............................................................35
2.3.1 Método del Lavado con Agua ...................................................................35
2.3.2 Método del Adsorbente..............................................................................37
2.3.2.1 Adsorc ión ..............................................................................................39
2.3.3 Materias Primas ..........................................................................................41
2.3.3.1 Adsorbente Sintético de Silicato de Magnes io...............................41
2.3.3.1.1 Caracter izac ión del Adsorbente.................................................41
6
2.3.3.1.1.1 DSC.........................................................................................41
2.3.3.1.1.2 TGA.........................................................................................41
2.3.3.1.1.3 Área Superficial.....................................................................42 2.3.3.1.1.4 Difracc ión de Rayos X .........................................................42
2.3.3.2 Agua ......................................................................................................42
2.3.4 Productos .....................................................................................................43
2.3.4.1 Biodiesel ...............................................................................................43
2.3.4.2 Agua Contaminada .............................................................................44
2.3.4.3 Torta (Biomasa) ...................................................................................44
3. METODOLOGÍA.......................................................................................................45
3.1 Protocolo Experimental para la Producción de Metil Ésteres (ME) ...........45
3.2 Influenc ia del Tipo de Aceite ............................................................................49
3.3 Protocolo Experimental para la Pur ificación con Agua................................50
3.4 Caracterización del Adsorbente.......................................................................53
3.5 Diseño Exper imental para la Purificac ión con el Adsorbente.....................54
3.6 Análisis Económico............................................................................................58
4. RESULTADOS OBTENIDOS.................................................................................59
4.1 Producc ión de Metil Ésteres (ME)...................................................................59
4.2 Influenc ia del Tipo de Aceite ............................................................................61
4.3 Purificación con Agua........................................................................................64
4.4 Caracterización del Adsorbente.......................................................................66 4.5 Purificación con el Adsorbente ........................................................................66
4.6 Análisis Económico............................................................................................70
4.6.1 Producción de Metil Ésteres (ME) ...........................................................70
4.6.2 Purificación de Metil Ésteres (ME)...........................................................71
4.6.2.1 Purificac ión con Agua .........................................................................72
4.6.2.1 Purificac ión con el Adsorbente..........................................................72
5. ANÁLISIS DE RESULTADOS................................................................................74

7
5.1 Producc ión de Metil Ésteres (ME)...................................................................74
5.2 Influenc ia del Tipo de Aceite ............................................................................75
5.3 Purificación con Agua........................................................................................76 5.4 Purificación con el Adsorbente ........................................................................77
5.4.1 Análisis Factorial (ANOVA) .......................................................................79
5.4.1.1 ANOVA (RBD) .....................................................................................80
5.4.1.2 ANOVA (ACP)......................................................................................83
5.5 Análisis Económico............................................................................................85
5.5.1 Producción de Metil Ésteres (ME) ...........................................................85
5.5.2 Purificación de Metil Ésteres (ME)...........................................................86
5.5.2.1 Purificac ión con Agua .........................................................................86
5.5.2.2 Purificac ión con el Adsorbente..........................................................87
6. CONCLUSIONES.....................................................................................................89
7. BIBLIOGRAFÍA.........................................................................................................90
ANEXO A. Hoja de Seguridad del Metanol ..............................................................93
ANEXO B. Hoja de Seguridad del Hidróxido de Sodio (NaOH)............................97
ANEXO C. Cálculos de Mater ia Pr ima ....................................................................101
ANEXO D. Convers ión Esperada de la Reacción de Transester ificación ........102
ANEXO E. Resultados de la Cromatograf ía de Gases ........................................103

8
ÍNDICE DE TABLAS
Tabla 1. Exportac ión Mundial de Aceite de Palma ................¡Error! Marcador no
definido.7
Tabla 2. Producción Mundial de Aceite de Palma..................¡Error! Marcador no definido.
Tabla 3. Porcentaje de Ácidos grasos en el Aceite de Palma ...¡Error! Marcador no definido. Tabla 4. Constantes de Antoine del Metanol ...........................................................26
Tabla 5. Propiedades del Metanol .............................................................................31
Tabla 6. Propiedades del Hidróxido de Sodio..........................................................32
Tabla 7. Propiedades del Glicerol ..............................................................................34
Tabla 8. Propiedades del Biodiesel y el Diesel........................................................42
Tabla 9. Var iable de Respuesta para la Producc ión de ME..................................44
Tabla 10. Reactivos y Cantidades para la Producción de ME por Corrida.........44
Tabla 11. Factores fijos para la Producc ión de ME ................................................45
Tabla 12. Mater iales para la Producc ión de ME......................................................45
Tabla 13. Nú mero de Corr idas para la Producción de ME...¡Error! Marcador no definido.
Tabla 14. Var iable de Respuesta para la Purificación de ME con Agua.............50
Tabla 15. Nú mero de Corr idas para la Purificación de ME con Agua .................50 Tabla 16. Reactivos y Cantidades para la Purificación de ME con Agua por
Corr ida ............................................................................................................................50
Tabla 17. Factores fijos para la Purificac ión de ME con Agua..............................50
Tabla 18. Mater iales para la Purificac ión de ME con Agua ...................................51
Tabla 19. Var iable de Respuesta para la Purificación de ME con Adsorbente..54
Tabla 20. Factores fijos para la Purificac ión de ME con el Adsorbente ..............54
Tabla 21. Mater iales para la Purificac ión de ME con el Adsorbente....................55

9
Tabla 22. Cantidad de Materia Prima para la Producc ión de ME con RBD
......................................................................................¡Error! Marcador no definido.
Tabla 23. Cantidad de Materia Prima para la Producc ión de ME con ACP......................................................................................¡Error! Marcador no definido.
Tabla 24. Cantidad de ME, Glicer ina y Metanol Recuperado con RBD......¡Error!
Marcador no definido.
Tabla 25. Cantidad de ME, Glicer ina y Metanol Recuperado con ACP......¡Error! Marcador no definido.
Tabla 26. Densidad de los ME y Glicerina Producida con RBD ¡Error! Marcador no definido. Tabla 27. Densidad de los ME y Glicerina Producida con ACP ¡Error! Marcador
no definido.
Tabla 28. Conversión y Área de los ME con RBD ..................................................62
Tabla 29. Conversión y Área de los ME con ACP...................................................62
Tabla 30. Cantidad de Materia Prima para la Purificac ión de ME de RBD con
Agua................................................................................................................................63
Tabla 31. Cantidad de Materia Prima para la Purificac ión de ME de ACP con
Agua................................................................................................................................63
Tabla 32. Masa, Volumen y Dens idad del Biodiesel de RBD Pur ificado con
Agua................................................................................................................................63
Tabla 33. Masa, Volumen y Dens idad del Biodiesel de ACP Pur ificado con
Agua................................................................................................................................63
Tabla 34. Conversión y Área del Biodiesel de RBD Purificado con Agua ..........64 Tabla 35. Conversión y Área del Biodiesel de ACP Pur ificado con Agua...........64
Tabla 36. Cantidad de Materia Prima para la Purificac ión de ME de RBD con
Adsorbente..................................................................¡Error! Marcador no definido.
Tabla 37. Cantidad de Materia Prima para la Purificac ión de ME de ACP con
Adsorbente..................................................................¡Error! Marcador no definido.
Tabla 38. Masa, Volumen y Dens idad del Biodiesel de RBD Pur ificado con
Adsorbente..................................................................¡Error! Marcador no definido.

10
Tabla 39. Masa, Volumen y Dens idad del Biodiesel de ACP Pur ificado con
Adsorbente..................................................................¡Error! Marcador no definido.
Tabla 40. Conversión y Área del Biodiesel de RBD Purificado con Adsorbente......................................................................................¡Error! Marcador no definido.
Tabla 41. Conversión y Área del Biodiesel de ACP Pur ificado con Adsorbente
......................................................................................¡Error! Marcador no definido.
Tabla 42. Precio Comercial del Aceite de Palma ....................................................70
Tabla 43. Costo de Producción de ME de RBD ......................................................70
Tabla 44. Costo de Producción de ME de ACP.......................................................70
Tabla 45. Precio Comercial de los Agentes de Limpieza.......................................70
Tabla 46. Costo de Pur ificación de Biodiesel de RBD con Agua .........................71
Tabla 47. Costo de Pur ificación de Biodiesel de ACP con Agua..........................71
Tabla 48. Costo de Pur ificación de Biodiesel de RBD con Adsorbente ..............71
Tabla 49. Costo de Pur ificación de Biodiesel de ACP con Adsorbente ..............73
Tabla 50. Conversión y Área Promedio de los ME con RBD y ACP....................74
Tabla 51. Conversión y Área Promedio del Biodiesel de RBD y ACP Pur ificado
con Agua ........................................................................................................................75
Tabla 52. Conversión y Área Promedio del Biodiesel de RBD y ACP Pur ificado
con Adsorbente..........................................................¡Error! Marcador no definido.
Tabla 53. Conversión Promedio del Biodiesel de RBD y ACP Pur ificado por
ambos Métodos..........................................................¡Error! Marcador no definido.
Tabla 54. Área Promedio del Biodiesel de RBD y ACP Pur ificado por ambos
Métodos.......................................................................¡Error! Marcador no definido. Tabla 55. Anális is de Varianza para el Biodiesel de RBD....¡Error! Marcador no
definido.
Tabla 56. Anális is de Varianza para el Biodiesel de ACP.....................................82
Tabla 57. Costo Promedio de Producc ión de ME...................................................85
Tabla 58. Costo Promedio de Pur ificación de Biodiesel con Agua ......................85
Tabla 59. Costo Promedio de Pur ificación de Biodiesel con Adsorbente ...¡Error! Marcador no definido.
11
ÍNDICE DE FIGURAS
Figura 1. Molécula de Tr iglicér ido ..............................................................................20
Figura 2. Clasificación de los Ácidos Grasos según el Grado de Saturación ....20
Figura 3. Proceso Industrial del Aceite de Palma ...................................................22
Figura 4. Transester ificación del Aceite de Palma.................¡Error! Marcador no
definido. Figura 5. Etapas de la Transester ificación empleando Catális is Bás ica.............30
Figura 6. Método de Pur ificación de Lavado con Agua..........................................36
Figura 7. Método de Pur ificación del Adsorbente ...................................................38
Figura 8. Diseño Experimental para la Purificación de ME con el Adsorbente..54

12
ÍNDICE DE GRÁFICAS
Gráfica 1. Probabilidad Normal de los Residuales para el Biodiesel de RBD....79
Gráfica 2. Residuales vs Valores A justados para el Biodiesel de RBD ..............80
Gráfica 3. Residuales vs Nú mero de Corr ida para el Biodiesel de RBD.............80
Gráfica 4. Interacción de los Factores para el Biodiesel de RBD.........................81 Gráfica 5. Probabilidad Normal de los Residuales para el Biodiesel de ACP....82
Gráfica 6. Residuales vs Valores A justados para el Biodiesel de ACP...............83
Gráfica 7. Residuales vs Nú mero de Corr ida para el Biodiesel de ACP.............83
Gráfica 8. Interacción de los Factores para el Biodiesel de ACP.........................84

13
ÍNDICE DE ILUSTRACIONES
Ilustración 1. Montaje Experimental para la Producción de ME...........................46
Ilustración 2. Montaje Experimental para la Evaporación del Metanol ................46
Ilustración 3. Montaje Experimental para la Pur ificación de ME con Agua.........51
Ilustración 4. Adsorbente Sintético de Silicato de Magnesio.................................53 Ilustración 5. Montaje Experimental para la Filtración al Vacío ............................55
Ilustración 6. Corrida # 1 (ME de RBD y Glicer ina) .................................................59
Ilustración 7. Corrida # 4 (ME de ACP y Glicerina) .................................................59
Ilustración 8. Corrida # 2 (ME de RBD y Glicer ina) .................................................60
Ilustración 9. Corrida # 6 (ME de ACP y Glicerina) .................................................60
Ilustración 10. Muestras para la Cromatograf ía de Gases ....................................61
Ilustración 11. Corr ida # 1 (ME de RBD y Agua Contaminada) ............................64
Ilustración 12. Corr ida # 3 (ME de ACP y Agua Contaminada) ............................65

14
Ilustración 13. Corr ida # 1 (ME de RBD y Torta de Biomasa)...............................69
Ilustración 14. Corr ida # 19 (ME de ACP y Torta de Biomasa).............................69
INTRODUCCIÓN
Durante las últimas tres décadas, la producción y comercialización del aceite
de palma ha tenido una fuerte expans ión a nivel mundial, lo cual ha venido
captando el interés y la atención de las industr ias de grasas y aceites en todo el
planeta. En este contex to, Colombia ocupa el quinto puesto a nivel mundial en
producción y exportac ión, incentivando de esta forma al sector agrario y otorgando cada vez más nuevos empleos en algunas zonas del terr itor io
nac ional [1].
Así mismo, Colombia ocupa el pr imer puesto de producc ión de aceite de palma
en Latinoamérica, aportando de esta manera al crecimiento del país, medido a
par tir del PIB en los últimos cinco años [1]. Lo anterior, repercute no solo en un
inmenso capital para el país, sino que también proporciona una gran ventaja
frente a los demás países latinoamericanos en mater ia de exportación agr ícola.

15
Por otra parte, la inminente escasez de petróleo en el planeta ha obligado a las
grandes potencias mundiales a buscar nuevas alternativas en combustibles alternos y biocombustibles, con el fin de reducir la cr isis petrolera. Por es ta
razón, el Biodiesel de aceite de palma podr ía ser una solución inminente al
problema, debido a sus propiedades similares a las del Diesel tradicional, y sus
múltiples ventajas en cuanto a reducción de contaminantes a la atmósfera,
fortalec imiento del sector agrícola y generac ión de nuevos empleos.
Finalmente, de llegar a considerar al Biodiesel como combustible alterno, es
importante explorar su producción y purificac ión a fin de reduc ir los cos tos
globales del proceso, y poder cumplir con las normativ idades establecidas de la
ASTM y la EN. En este contex to, surge una nueva alternativa de pur ificación a
par tir de un adsorbente s intético de silicato de magnesio, el cual elimina los
costos adicionales de secado que conlleva el método tradic ional de lavado con
agua. Así mismo, esta alternativa innovadora ahorra una suma considerable de
tiempo y genera un valor agregado al proceso, debido a la producción de una
torta de biomasa adicional al Biodiesel, en comparación al efluente
contaminado que se obtiene cuando se emplea la alternativa tradic ional.

16
1. OBJ ETIVOS PROPUESTOS
1.1 Objetivo Ge neral
Evaluar la implementac ión de un adsorbente sintético de silicato de magnesio,
en el proceso de pur ificación de Biodiesel.
1.2 Objetivos Específicos
• Establecer un protocolo exper imental para la producc ión de metil ésteres.
• Determinar la influencia del tipo de aceite en la producción de metil ésteres.
• Definir y utilizar un protocolo exper imental para pur ificar metil ésteres por
medio de un lavado con agua.

17
• Caracterizar el adsorbente de s ilicato de magnesio.
• Desarrollar y aplicar un diseño exper imental para pur ificar metil és teres con
el adsorbente sintético.
• Espec ificar las mejores condic iones de pur ificación.
• Realizar un análisis económico para la producc ión y la pur ificac ión de metil
ésteres .
2. MARCO TEÓRICO
2.1 Aceite de Palma
El aceite de palma (AP) es un producto de or igen vegetal que se obtiene del
mesocarpio de la fruta de la palmera africana “Elaeis Guineensis”. En su estado
natural sin procesar y a temperatura ambiente, presenta un color ligeramente
rojo, y tiene una consis tencia semisólida blanda. Así mismo, es muy estable a
la oxidación y sus propiedades fís icas y químicas dependen en gran medida del
contenido de triglicéridos y algunas trazas de mater iales impuros.
Durante las últimas tres décadas, la producción y comercialización del AP ha
tenido una fuer te expans ión a nivel mundial, lo cual ha venido captando el
interés y la atenc ión de las industr ias de grasas y aceites en todo el planeta. En
este contexto, Colombia ocupa el quinto puesto a nivel mundial de producción y

18
exportación, incentivando de esta manera el sector agrario y otorgando cada
vez más nuevos empleos en algunas zonas del terr itor io nac ional [1].
. Tabla 1. Expor taci ón Mundi al de Aceite de Pal ma [1]

19
Tabla 2. Producci ón Mundi al de Aceite de Pal ma [1]
Así mismo, Colombia ocupa el pr imer puesto de producc ión de AP en
Latinoamérica, apor tando de esta forma significativamente al crecimiento del
país, medido a par tir del PIB en los últimos cinco años [1]. Lo anterior,
repercute no solo en un inmenso capital para el país, sino que también
proporciona una gran ventaja frente a los demás países latinoamer icanos en
materia de exportac ión agr ícola.
2.1.1 Estructura y Com posición del Aceite de Palm a
Al igual que todos los aceites y grasas, el AP está compuesto en su mayor ía
por mater ial glicérido y algunas trazas de mater ial no glicérido en pequeñas
cantidades. Ahora bien, la composic ión química de ambos materiales es la que
define las propiedades f ísicas y químicas del aceite, determinando así la
versatilidad para los diferentes procesos y aplicaciones del mercado.
Los tr iglicéridos (TG) son los componentes que constituyen la mayor parte del
material glicér ido del aceite, con unas cantidades menores de monoglicéridos
(MG) y diglicéridos (DG). Así mismo, grandes cadenas de ácidos grasos están
presentes en los TG, las cuales var ían significativamente en la longitud de la
cadena (entre 12 y 20 carbones) y en la estructura (presencia de dobles
enlaces) [2]. En este contexto, la pos ición de los ácidos grasos atados a la
molécula de glicerol, llevan a la formación de un gran número de TG diferentes.
Por esta razón, la importancia en la var iac ión y distr ibuc ión de es tas cadenas
de ác idos grasos, repercute en la definic ión de las propiedades químicas y
físicas del AP en general [3].

20
De igual forma, ex isten nueve clases diferentes de ácidos grasos (Tabla 3),
cada uno con una cadena diferente debido a la var iación en el número de
carbones en ella. Ahora bien, debido a la estructura de la molécula de glicerol,
has ta tres de las diferentes alternativas de ácidos grasos pueden ser adheridas
a ella. En es te orden de ideas, exis te un gran número de pos ibilidades para
formar los TG, teniendo en cuenta la longitud y estruc tura de la cadena,
proporcionándole as í al aceite variac iones en sus propiedades más importantes
tal como se menc ionó anter iormente [3].
Tabla 3. Porcentaje de Ácidos grasos en el Aceite de Palma [3]
Por otro lado, es importante mencionar el grado de saturación de los ácidos
grasos que componen las cadenas del aceite. Alrededor del 50% se
encuentran saturados, mientras que el porcentaje restante son insaturados
(40% monoinsaturados y 10% poliinsaturados), otorgándole as í una gran
estabilidad oxidativa al AP, debido al índice de yodo de 53 que le confieren. De
la misma manera, los puntos de ebullición de los TG dependen enteramente de
la estructura y compos ición de los ác idos grasos presentes , y también afectan
de manera significativa el nivel de cr istalizac ión del aceite [4, 5].
En cuanto al material no glicérido del aceite, es tá compuesto por carotenos, tocoferoles, tocotrienoles, esteroles, fosfátidos, y alcoholes alifáticos . Aunque
su porcentaje en el aceite es menor al 1%, estos componentes menores juegan
un papel muy importante en la es tabilidad y el poster ior proceso de refinación,
al igual que el alto valor nutricional que le confieren al producto final [5].

21
Finalmente, para lograr una mejor comprens ión y visión de la estructura y
composición de los aceites, las s iguientes dos figuras presentan la estructura
típica de una molécula de TG y la clas ificación de los ácidos grasos según el
grado de saturac ión.
Figura 1. Molécula de Triglicérido
Figura 2. Clasificaci ón de los Ácidos grasos según el Grado de Saturaci ón [6]
En cuanto a los ácidos grasos saturados, la cadena carbonada original es tá
completamente saturada con hidrógeno, razón por la cual no existe la
pos ibilidad de la adición externa del mismo elemento. Algunos de los ejemplos
más típicos, son el ácido láurico, palmítico y esteárico.

22
Para el caso de los ácidos grasos insaturados, éstos se caracter izan por
presentar dobles enlaces en su estruc tura, lo cual los hace susceptibles a la
recepc ión de moléculas de hidrógeno. Así mismo, este grupo de ác idos grasos
se divide en dos categorías, los monoinsaturados y los poliinsaturados. Para el
primer caso, el ejemplo más conoc ido es el ácido oléico, el cual reduce los
niveles de colesterol. En segunda instanc ia, los poliinsaturados se pueden
clas ificar en dos tipos dependiendo de la ubicac ión del pr imer doble enlace, los
omega-6 y los omega-3 respectivamente, en donde su pr incipal precursor es el
ácido linoléico.
2.1.2 Aceite de Palma Crudo
El aceite crudo de palma (ACP) es el producto que se obtiene de la fruta del
mesocarpio de la palma africana, el cual presenta un color rojo carac terístico y
una consis tencia semisólida blanda a temperatura ambiente. Este aceite es r ico
en carotenos, princ ipalmente en las formas α y β con un contenido entre 500 y
700 ppm, los cuales son los responsables de su color como tal. As í mismo, la
presencia de este tipo de carotenos ofrece una protecc ión a la oxidación del
aceite, debido a un mecanismo en el cual se oxidan primero que los TG [5].
Al igual que los carotenos, los tocoferoles y los tocotrienoles están presentes
en el ACP con un contenido entre 600 y 1000 ppm. Este tipo de compuestos
son antiox idantes naturales, que también colaboran con la protección a la
oxidación del aceite en cuestión. Más aún, la combinación de este tipo de
compuestos con los carotenos y el porcentaje de ácidos grasos (50%), le
confieren al aceite crudo una gran estabilidad ox idativa frente a otros aceites
vegetales [5].
Finalmente, en cuanto al proceso industr ial del ACP, este se extrae de la
porc ión pulposa de la fruta a partir de varias operac iones. En primer lugar, se
utiliza un proceso de es ter ilización a vapor con el fin de aflojar la fruta de los
diferentes rac imos de la palma. A continuación, la fruta se transpor ta a unos

23
digestores , en donde se conv ierte en pulpa por acción del calentamiento de la
misma. En esta etapa, se obtiene una porción de aceite libre, la cual es
drenada para combinar la luego con lo que se extrae de la pulpa. Continuando
con el proceso, se expr ime la pulpa y luego se centrifuga para as í extraer el
aceite como tal. Por último, el producto líquido combinado (el aceite libre y el
extracto de la pulpa) se ve sometido a una fase de filtración y clarificac ión, para
as í poder obtener un ACP pur ificado final.
2.1.3 Aceite de Palma Refinado
Como se mencionó anteriormente, el aceite ACP contiene pequeñas trazas de
impurezas y compuestos indeseables en cantidades pequeñas, entre las cuales
se destacan las fibras del mesocarpio, jabones, ácidos grasos libres,
fosfolípidos, productos de ox idac ión y trazas de metales. Por esta razón, el
ACP se ve sometido a un proceso de refinamiento, blanqueo y desodor izado,
con el fin de obtener un producto de alta calidad para las diversas aplicaciones
del mercado (Figura 3) .
Figura 3. Proceso Industrial del Aceite de Palma
Este proceso industrial parte de un pretratamiento en donde se hace un desgomado del ACP, mediante el uso de ácido fosfór ico concentrado. Los

24
niveles del ác ido deben estar entre 80 y 85 %, y deben manejarse
temperaturas alrededor de los 100 °C, con un tiempo de residencia cercano a
los 30 minutos. Básicamente, el propósito de agregar el ác ido recae en la
prec ipitac ión de los fosfátidos [5].
Después del pretratamiento, el aceite se somete a una etapa de blanqueo, en
la cual se le agrega arena blanqueadora a condiciones de vació de 20 mm Hg,
a una temperatura de 110 °C durante 45 minutos. En fase del proceso, se
absorben las impurezas indeseables , los jabones, las trazas de metales , par te
de los carotenos y pigmentos, los fosfolípidos restantes , el exceso de ác ido
fosfórico del desgomado, y se reducen los productos de oxidación del aceite. El
producto de la etapa de blanqueo, es un aceite claro de color ligeramente
naranja, debido a que todavía hay carotenos presentes [5].
Por último, el aceite pretratado y blanqueado se airea y posteriormente se
calienta a temperaturas super iores a los 250 °C en un intercambiador de calor,
con el fin de llevarlo a una temperatura óptima para el desodor izado.
Nuevamente, es ta fase se realiza a condiciones de vac ío de 2 mm Hg. Ahora
bien, bajo es tas condiciones de temperatura y presión, los ácidos grasos libres
se destilan junto con las sus tanc ias odor íf eras más volátiles y demás
impurezas, y al mismo tiempo los carotenos restantes desaparecen por el
efecto de la elevada temperatura. Finalmente, se obtiene entonces el aceite
completamente refinado (RBD), libre de impurezas y con un color caracter ístico
similar a los aceites de cocina tradicionales. Sin embargo, cabe mencionar que
a temperatura ambiente el producto tiene consistencia semisólida y un olor
agradable. Por esta razón, para algunas aplicac iones industriales y
comerc iales, el aceite RBD debe ser precalentado previo a su uso como tal [5].
2.2 Tr ansesterificación del Aceite de Palma
La reacc ión de transesterificación consiste básicamente en un número
consecutivo de tres reacciones reversibles, en donde se produce una molécula

25
de ésteres metílicos de ác idos grasos (FAME) en cada una de ellas.
Inicialmente, el aceite esta compuesto por TG que serán convertidos en DG
mediante una transester ificac ión parc ial, posteriormente en MG y finalmente en
FAME y glicerol (Figura 4) . Sin embargo, aunque la reacción es reversible, se
pres iona el equilibr io hacia los productos (FAME y glicerol) al controlar el radio
molar entre el alcohol y el aceite como tal [2, 3, 4, 7].
Figura 4. Transesterificaci ón del Aceite de Palma [3]

26
2.2.1 Factores que Afectan la Transesterificación
Es importante mencionar una ser ie de factores que afec tan en gran medida la
reacción de transester ificación, como lo son el radio molar alcohol / aceite, la
temperatura, el nivel de agitación, el tiempo, el tipo de catalizador y alcohol, y
por último, la preparac ión y las condiciones en que se adicionan los reac tivos.
Ahora bien, para lograr un mejor entendimiento de este tipo de factores, se
analiza cada uno de ellos detalladamente y se resaltan las mejores condiciones
para llevar a cabo la reacción.
• Relación molar alcohol / aceite
De acuerdo a la es tequiometr ía de la reacción en la figura 4, la relac ión molar
entre el alcohol y el aceite es de 3:1, para as í formar tres moles de metil
ésteres (ME) y un mol de glicerol [4]. Sin embargo, en la práctica se utiliza una
relación mayor con el fin de pres ionar el equilibr io hac ia la formación de los
productos, y así evitar reacciones secundar ias indeseables. En este contexto,
la literatura sugiere una relac ión óptima de 6:1 [2, 4, 8, 9], aunque algunos
trabajos importantes han incorporado relac iones mayores de hasta 10:1 [10].
Por último, es importante mencionar que las relac iones molares anteriormente
descr itas, corresponden a una catális is homogénea. Por otra parte, para el
caso de catálisis heterogénea, estas relac iones aumentan significativamente
(30:1) y se debe agregar bastante alcohol en exceso [11].
• Temperatura
La temperatura a la que se debe llevar a cabo la reacc ión de transester ificac ión
tiene límites debido a los reactivos de la misma. Diferentes artículos y repor tes
de varios autores, sugieren elevadas temperaturas para obtener un mayor
rendimiento y una mejor conversión, siempre y cuando no se supere la
temperatura de ebullición del alcohol. En este contexto, es importante tener en
cuenta este tipo de propiedad para el alcohol que se va a utilizar a lo largo del

27
proyecto (metanol), y por eso se debe analizar la temperatura máxima a la que
se puede operar . Para ello, es necesario referirse a la ecuac ión de Antoine,
teniendo en cuenta las constantes del metanol y la pres ión del lugar de trabajo
(Laborator io de Ingenier ía Química del CITEC).
Tabla 4. Constantes de Antoine del Metanol [12]
CTBAP+
−=10log
En la ecuación anter ior , las unidades de la pres ión y temperatura corresponden
a mm Hg y °C respectivamente. Despejando, se obtiene una temperatura de
vapor del metanol de 57,13°C, razón por la cual la literatura recomienda
trabajar alrededor de los 50 °C para ev itar la evaporac ión del alcohol por un
aumento espontáneo de la misma [2, 4, 8, 9].
• Nivel de agitación
Para aumentar el rendimiento de la reacción de transester ificac ión, el nivel de agitac ión debe ser relativamente alto. De esta manera, se asegura una
reacción homogénea en todo mo mento, y con ello se ev itan los problemas de
transferencia de masa que son causados por velocidades de agitac ión
menores. En este contexto, s i se utiliza un nivel de agitación bajo, se tiene un
lapso de tiempo en el inicio de la reacción en el cual la transferencia de masa
controla la reacc ión. Lo anter ior, se debe pr incipalmente a la pobre difusión que
tienen el alcohol y el aceite, y por ello se le conoce a es ta etapa como una
reacción inic ial de dos fases. Sin embargo, a medida que se van formando los
ME, estos ac túan como solventes mutuos para los reac tantes, causando una
reacción de una sola fase. Por esta razón, la reacc ión pasa a ser controlada
por la c inética misma, y ya no se presentan los problemas de transferenc ia de

28
masa. Ahora bien, s i se quiere ev itar estos inconvenientes desde el inicio de la
reacción, basta con aplicar una veloc idad de agitación alta, para con ello
asegurar la homogeneidad y tener siempre una reacc ión de una sola fase [2].
• Tiempo
El tiempo de reacc ión es de suma importanc ia para obtener una mayor
conversión de los ME. Dependiendo del tipo de aceite, catalizador, alcohol y
demás factores que influyen sobre la reacc ión, el tiempo var ía
significativamente. Algunos autores sugieren tiempos de alrededor de 60
minutos para relaciones molares de 6:1 cuando se trabaja con catálisis bás ica
(NaOH) [2, 4]. Sin embargo, otros recomiendan que se incremente has ta los 90
minutos [13].
• Tipo de catalizador
El tipo de catalizador es otro factor influyente en la reacción de
transester ificación, y puede ser alcalino, ácido o una enzima. La diferenc ia
entre estos tres tipos de catalizador, radica en una mayor conversión de los
ME. En este contex to, los catalizadores bás icos han demostrado un mayor
rendimiento y ac túan mucho más rápido que las otras dos alternativas. Sin
embargo, si el aceite contiene una cantidad alta de ác idos grasos libres, se
recomienda utilizar los de tipo ác ido. Ahora bien, entre los catalizadores
alcalinos más comúnmente usados en la práctica, se encuentran el hidróx ido
de sodio (NaOH) y el hidróxido de potasio (KOH). Para el caso de los
catalizadores ác idos , se destacan el ác ido sulfúrico y el ác ido fosfór ico, y en
cuanto a las enz imas sobresalen las lipasas [2, 4, 7, 8].
• Tipo de alcohol
Para llevar a cabo la reacción de transester ificación, se puede implementar una
serie de diferentes alcoholes, en donde la diferencia radica pr incipalmente en la

29
conversión y en el costo de los mismos. En este orden de ideas, los dos
alcoholes más utilizados en la práctica son el metanol y el etanol, ambos con
resultados bastante favorables para la producc ión de los ME. Sin embargo, el
metanol presenta una ventaja significativa, ya que su precio en el mercado es
menor que el del etanol mismo. Por esta razón, es más beneficioso utilizar es te
alcohol además de sus buenos resultados y gran disponibilidad [2, 4, 7, 13].
• Preparación de los reactivos
Uno de los factores más influyentes en la reacc ión, es la manera en que se
encuentran, se preparan y se adic ionan los reactivos . En pr imer lugar, el aceite
debe estar libre de humedad en lo pos ible, y debe ser precalentado para su
uso. Lo anterior es de suma importanc ia, ya que de agregarse el aceite en
estado semisólido como se encuentran a condiciones normales el ACP y el
RBD, favorece la producción de emuls iones y problemas de agitación por su
estado fís ico. De igual forma, de contener un porcentaje significativo de agua,
aumenta la pos ibilidad de producir jabones y otros productos indeseables,
además de dificultar el posterior proceso de separac ión de fases de los
productos finales de la reacción (ME y glicerol) . En otras palabras, la presenc ia
de agua en la reacción de transester ificación induce un proceso de
saponificación de las grasas de los aceites , por efecto de la reacc ión entre los
iones OH- del catalizador alcalino con las moléculas de agua [4, 7, 14].
Por otra parte, la literatura recomienda la adición del catalizador en estado
pulverizado, ya que de agregarlo en su estado natural como el caso del NaOH
en escamas, impos ibilita el proceso de separación de fases de los productos.
Inc lus ive, se sugiere además que se prepare previamente un alcóx ido, por
ejemplo el metóx ido de sodio para el caso del metanol con el NaOH, ya que de
esta manera se obtiene un mejor rendimiento del producto final de interés . Por
esta razón, es importante preparar el alcóxido diluyendo perfec tamente el
catalizador con el alcohol, para así también evitar los problemas de formac ión
de jabones y emuls iones. Ahora bien, es necesar io mencionar que la

30
preparación del alcóxido se debe manejar cuidadosamente, ya que la reacc ión
es exotérmica y de esta manera se puede perder una cantidad de alcohol
significativa por el aumento de la temperatura [4, 7, 14].
2.2.2 Catálisis Básica
Como se mencionó anter iormente, los ME se pueden obtener por medio de la
reacción de transesterificac ión empleando catális is homogénea o heterogénea,
utilizando catalizadores ác idos o básicos. Sin embargo, los mejores resultados
en cuanto a rendimiento y conversión se obtienen a través de la catálisis
homogénea con un catalizador alcalino como el hidróxido de sodio, cuando se
combina inic ialmente con el metanol para formar el metóxido de sodio [2, 4, 7,
8, 9, 10]. As í mismo, además de ser la catális is básica un proceso mucho más
eficiente que la ácida, es mucho menos corrosiva, lo cual la hace más aplicable
para los diferentes usos industriales.
En este contexto, el mecanismo de la reacc ión está propuesto en tres etapas,
en donde pr imero se presenta un ataque al átomo de carbón del grupo
carbonilo de la molécula del TG por el anión del alcohol, para as í formar un
intermediario tetraédrico. En el segundo paso, este intermediar io reacciona con
el metanol para regenerar el anión del alcohol o el ión metóx ido. Por último, un
re-arreglo del intermediario resulta en la formación de un és ter de ácido graso y
un DG. Ahora bien, los tres pasos se repiten con el DG y MG hasta formar
“idealmente” ME y glicerol [4]. A continuac ión, se presenta el esquema general
de la reacción de transesterificac ión empleando catálisis básica y preparando
prev iamente el metóxido de sodio.

31
Figura 5. Etapas de la Transesterificación empleando Catálisis Básica [4]
Por otra parte, es importante mencionar que en la formación del metóx ido de
sodio se generan moléculas de agua momentáneamente, las cuales pueden
afectar la reacción y promover reacciones de saponificación. Lo anterior,
produce una reducc ión en el rendimiento de los ME, en la medida en que el
agua los hidroliza y se va formando el jabón. Por esta razón, la separación final
de los productos de interés se dificulta, ya que los jabones promueven la
formación de emulsiones. Finalmente, cuando se utiliza un exceso del
catalizador bás ico se aconseja adic ionar ácido fosfórico, con el fin de
neutralizar la reacción y de esta manera produc ir fosfato de sodio que se puede
utilizar como fertilizante [4, 7, 14].
2.2.3 Materias Prim as
2.2.3.1 Metanol El metanol o alcohol metílico es un líquido incoloro, inflamable, tóxico, de
escasa viscos idad, olor y sabor frutal penetrante, misc ible en agua y con la

32
mayoría de los solventes orgánicos, y muy volátil a condiciones ambientales.
Se utiliza comúnmente como anticongelante, disolvente o combustible, y se
emplea como materia pr ima para la fabricación del formaldehído, tintas,
adhesivos y resinas. Sus propiedades f ísicas y químicas son similares a las del
agua, ya que ambos compuestos pueden formar un puente de hidrógeno
debido al grupo hidroxilo que presentan.
De igual forma, su alto poder calorífico y bajo costo frente a otros alcoholes, lo
hace una excelente alternativa para ser empleado como combustible, o como
materia pr ima para la fabricación de Biodiesel a partir de aceites y grasas
vegetales . Sin embargo, debido a que es un compuesto inflamable de pr imera
categor ía, es necesario mantener siempre todas las precauc iones de seguridad
(Anexo A). Por último, se describen a continuación las propiedades más
importantes de es te alcohol.
Tabla 5. Propiedades del Metanol [12]
2.2.3.2 Hidróxido de Sodio
El hidróx ido de sodio o soda cáustica es un sólido blanco cristalino sin olor
característico, el cual absorbe con fac ilidad la humedad del aire. Se emplea
comúnmente como catalizador o base química para la fabricación de
detergentes, jabones, tejidos, papel, tinturas, y explosivos. De igual forma, se
usa en el procesamiento de tex tiles de algodón, lavander ía, revestimiento de
óxidos, blanqueado, galvanoplastia y extracc ión electrolítica. As í mismo, se
encuentra en el mercado en es tado sólido en escamas o en solución del 50 %.

33
Cuando se trabaja con este compuesto químico, se debe seguir con precauc ión
sus indicaciones descr itas en la hoja de seguridad, ya que es una sus tanc ia
tóx ica y muy corros iva (Anexo B) . Por último, el hidróx ido de sodio es el
catalizador más empleado en la fabricac ión de Biodiesel, ya que ha
demostrado excelentes resultados frente a las demás alternativas posibles
como el hidróxido de potasio, ácido sulfúrico y ác ido fosfórico [2, 4, 7, 8].
Finalmente, en la siguiente tabla se describen las propiedades más importantes
de este compuesto.
Tabla 6. Propiedades del Hidr óxido de Sodio [12]
2.2.4 Productos
Los productos de la transesterificac ión son los ME y glicerol, los cuales se
obtienen por separac ión de fases una vez finalizada la reacción.
Posteriormente, se pur ificarán los ME por dos tratamientos diferentes ( lavado con agua y utilizando el adsorbente sintético), para as í obtener Biodiesel
susceptible a evaluación.
2.2.4.1 Metil Ésteres (ME)
El producto pr incipal de la reacción de transesterificac ión son los ME de ácidos
grasos o FAME, que se conocen comúnmente como Biodiesel. Sin embargo, para poder emplearse como combustible, el Biodiesel debe cumplir con las
normatividades establecidas, y para ello se requiere un proceso de purificación.
La ASTM (American Society for Testing and Mater ial), define al Biodiesel como
ésteres monoalquílicos de ác idos grasos de cadena larga, derivados de lípidos

34
renovables tales como aceites vegetales, que se emplea en los motores de
ignición de compresión (motores diesel) o en calderas de calefacción.
De igual forma, los ME son además un valioso intermediar io para la
preparación de alcoholes grasos, los cuales son mater ias primas para la
fabricación de detergentes aniónicos, emuls ionantes , y plastificantes. Así
mismo, por medio de los ME se obtienen los ésteres de ác idos grasos que no
son posibles de producir por ester ificación direc ta, lo cual los hace un producto
importante para otros derivados oleoquímicos [15].
2.2.4.2 Glicerina
La glicerina o glicerol es el otro producto de la reacc ión de transester ificac ión
del AP, aunque también se puede obtener como un producto intermedio de la
fermentac ión alcohólica. Sus princ ipales aplicac iones se encuentran en la
fabricación de cosméticos, lubricantes y medicamentos. Sin embargo, también
se le ha venido dando otros usos como anticongelante (reduce el punto de
fusión del agua), fluido calefactor en baños térmicos para temperaturas
elevadas, lubricante para maquinarias, y mater ia prima para la elaborac ión de
resinas alquílicas [16].
A temperatura y condiciones normales el glicerol es un sólido inoloro de color
cafesoso, pero después de los 25 °C pasa a es tado líquido. Por es ta razón, es
importante realizar la decantación de los productos de la reacción de
transester ificación a temperaturas super iores, para de esta manera no tener
problemas en la separac ión de las f ases. A continuac ión, se presentan
tabuladas las propiedades f ísicas y químicas más relevantes del glicerol.

35
Tabla 7. Propiedades del Glicerol [12]
2.3 Purif icación de los Metil Ésteres (ME)
Los ME son el producto de interés de la reacc ión de transester ificación del AP,
pero deben ser pur ificados para as í poder obtener un Biodiesel susceptible a
evaluac ión. En este contexto, el proceso de purificac ión tradic ional plantea un
lavado con agua, en donde se remueven las impurezas de los ME.
Posteriormente, se obtiene el Biodiesel final por separación de fases mediante
una simple decantac ión.
Por otra parte, se quiere implementar un nuevo proceso de pur ificac ión
empleando un adsorbente sintético de s ilicato de magnes io, en el cual se
remueven las impurezas de los ME por acc ión del adsorbente. De igual forma,
se obtiene un Biodiesel final filtrando las impurezas que quedan adher idas al
adsorbente en forma de tor ta. Ahora bien, para lograr un mejor entendimiento de ambas alternativas de purificac ión, se describe detalladamente ambos
procesos y se hace una descr ipción del adsorbente que se va a emplear.
2.3.1 Método del Lavado con Agua
El método tradicional de purificación de los ME se basa en lavados con agua,
en donde se remueven las impurezas generadas en la reacción de transester ificación ( jabones), aquellas que presentan los reactivos que se van a
utilizar, el alcohol y el catalizador en exceso que no reacc ionó, y la glicer ina
que pueda estar presente. Sin embargo, en una reacc ión de Biodiesel completa
el lavado con agua es innecesario, ya que la glicerina, el catalizador y el

36
alcohol en exceso, se remueven en la decantación de las fases y en la
evaporac ión del alcohol.
De todas formas, de llegar a contener los ME trazas de alcohol que no
reaccionó, puede presentar una ventaja para la producción de Biodiesel. Lo
anterior, se debe a que el alcohol que pueda estar presente, actúa como un
aditivo en el combustible, otorgándole de esta manera una mayor energía y
poder calor ífico al mismo. En contraste, s i se quiere cumplir con las
reglamentaciones de la ASTM y la EN para el Biodiesel como combustible, la
cantidad de alcohol debe ser menor al 0,2 %, y por ello se justificar ía el lavado
con agua [17]. Así mismo, el catalizador y el alcohol que no reaccionan pueden
presentar fallas en los motores en los que se use el Biodiesel, y por ello
también se recomienda el lavado con agua [18].
En cuanto al proceso, en primera medida la literatura recomienda pur ificar los
ME con una cantidad de agua igual al volumen de los mismos. En es te
contex to, si se quiere purificar 100 ml de ellos, se debe utilizar exactamente
100 ml de agua. Ahora bien, el proceso se debe llevar a cabo durante unos 20
minutos a una temperatura de 50 °C a presión atmosférica, en un reactor de
tipo tanque agitado ya sea batch o continuo. Así mismo, la agitac ión debe ser
constante y relativamente alta, con el fin de ev itar problemas de transferenc ia
de masa y asegurar la homogeneidad de la reacción en todo mo mento. Por
último, es importante mencionar que el agua se debe agregar paulatinamente,
ya que de agregarse todo su contenido en un solo instante, puede generar
emuls iones y problemas en la separación de las fases [13, 17, 18].
Una vez finalizada la reacción se obtienen dos fases perfectamente
identificables , en donde la super ior corresponde a los ME purificados
(Biodiesel), mientras que la infer ior la constituyen el agua empleada y las
impurezas remov idas. Lo anterior, se debe a que el agua es mucho más
pesada que el combustible, y por eso se dis tinguen dos fases debido a la
diferencia de densidades. Finalmente, para obtener el Biodiesel completamente

37
pur ificado, se separan ambas fases por medio de decantac ión (este proceso
puede tardar algunos días), y poster iormente se debe secar el producto para
eliminar cualquier residuo de agua. Se puede repetir el proceso cuantas veces
sea necesario, de acuerdo a las reglamentaciones y condiciones que se
quieran obtener en el producto final. A continuación se describe el proceso en
la s iguiente figura, con el fin de lograr un mejor entendimiento y visión del
mismo.
Figura 6. Método de Purificaci ón de Lavado con Agua
2.3.2 Método del Adsorbente
Como se menc ionó anteriormente, después de la reacc ión de
transester ificación los ME contienen impurezas tales como jabones, trazas de
metal, alcohol y catalizador que no reaccionó, ácidos grasos libres, y glicerina.
En es te contexto, al igual que el lavado con agua, la alternativa del método de
pur ificación empleando el adsorbente s intético de silicato de magnesio,
remueve las impurezas presentes en los ME. Ahora bien, la ventaja de utilizar
este producto innovador radica en la eliminación de costos adicionales al
proceso y problemas de contaminación ambiental.
Por una par te, al implementar el adsorbente se eliminar ía la etapa de secado
requerida en el método tradic ional con agua, lo cual incurre en una reducc ión

38
de los costos globales del proceso. Por otro lado, las impurezas remov idas por
acción del producto quedan adheridas en forma de torta, y poster iormente se
filtra el Biodiesel purificado para obtener un producto de calidad. Lo anter ior
repercute en cuanto al impacto ambiental, ya que de es ta forma se elimina el
efluente contaminado que se genera al purificar con agua. Además, la tor ta se
puede utilizar como biomasa, fertilizante o suplemento alimenticio animal, lo
cual produce un valor agregado al proceso [19]. Por último, al emplear el
adsorbente se ahorrar ía una cantidad de tiempo significativa, ya que no se
requiere de varios días para obtener el Biodiesel final.
En cuanto al procedimiento que se debe manejar al implementar el adsorbente,
es bastante senc illo y fácil de aplicar. En un pr incipio, se adiciona una cantidad
estipulada del producto en un reac tor de tipo tanque agitado ya sea batch o
continuo, junto con los ME que se quieran purificar. La cantidad osc ila
alrededor del 2 % del peso de los ME, y se debe manejar una temperatura
cercana a los 70 °C por 20 minutos [19]. La agitac ión del rector debe ser alta al
igual que para el método del lavado con agua, con el fin de evitar problemas de
transferencia de masa y asegurar la homogeneidad de la reacc ión en todo
mo mento. Ahora bien, una vez finalizada la reacción, por diferenc ia de
densidades la tor ta que contiene las impurezas permanece en la par te infer ior
del reactor, mientras que el Biodiesel purificado se localiza en la parte superior.
Finalmente, se retira y se filtra el Biodiesel obtenido, con el fin de eliminar
cualquier residuo del adsorbente o la torta de impurezas. A continuación, se
descr ibe el proceso que plantea este tratamiento, con el fin de tener una vis ión
global y un mejor entendimiento del mismo.

39
Figura 7. Método de Purificación del Adsorbente
Como se puede apreciar, el proceso parece tener ventajas s ignificativas en
cuanto a costos, tiempo y aspectos ambientales, si se compara frente al
tratamiento tradicional de lavado con agua. Inclusive, los creadores del
producto, Dallas Group of Amer ica Inc., aseguran con resultados asombrosos
que el producto funciona y además pur ifica el Biodiesel de acuerdo a los
estándares internacionales de la ASTM y la EN [19]. Sin embargo, es prec iso
analizar el rendimiento y la pureza del Biodiesel final por ambos métodos, ya
que el producto sólo ha sido probado con aceite de soya y no con AP que es la
materia pr ima del presente proyecto.
2.3.2.1 Adsorción
La adsorc ión es un fenómeno fis icoquímico de gran importancia a nivel
industr ial y de laboratorio, que cons iste en la retención o adherenc ia de uno o
más componentes presentes en una corriente líquida o gaseosa, en la
superficie de un cuerpo sólido. En este contexto, el material o las sustanc ias
que están siendo adsorbidas rec iben el nombre de adsorbato, mientras que el
sólido como tal rec ibe el nombre de adsorbente. Así mismo, es importante
diferenciar entre la adsorción y la absorc ión, ya que esta última implica la
acumulac ión de la sustancia absorbida en todo el volumen del absorbente, y no
solamente en la superfic ie del mismo [11, 20, 21].

40
Ahora bien, la retención de los componentes se propic ia por las fuerzas de
atracción existentes en la superficie del cuerpo sólido, las cuales se or iginan
por la falta de compensac ión de atracciones o enlaces de los átomos
superficiales. De igual forma, estas fuerzas de atracc ión se deben a la cantidad
de sitios activos presentes en la superficie del sólido, los cuales atraen con
facilidad a los compuestos que se quieren adsorber dependiendo de su afinidad
química [11, 20, 21]. Para el caso concreto del adsorbente que se quiere
estudiar en el proyecto, el silicato de magnesio tiene una fuerte afinidad por los
compuestos polares , razón por la cual adsorbe con facilidad sustanc ias como la
glicerina, agua, alcohol, trazas de metales, MG, DG, ácidos grasos libres , y
jabones [19].
Ex isten dos tipos bás icos de adsorción, la fisisorc ión y la quimisorción. La
diferencia princ ipal entre ellas, radica en el tipo de interacciones entre el
adsorbente y el adsorbato. Para el caso de la pr imera, las interacciones
predominantes son de tipo Van der Waals o elec tros táticas, las cuales ocurren
entre la par tícula gaseosa y los átomos superfic iales del sólido. As í mismo,
éstas se presentan por la atracción entre dipolos permanentes o inducidos, s in
alterar de alguna manera los orbitales atómicos o moleculares de las espec ies
involucradas. Por último, las interacciones dependen enteramente de las
fuerzas atractivas y repuls ivas, las cuales son originadas por la diferencia de
carga entre el adsorbato y el adsorbente como tal [11, 20, 21].
Por otra par te, para el caso de la adsorción química las interacc iones se
semejan más a enlaces químicos . Ahora bien, la formac ión de enlaces durante
la quimisorción proporc iona una mayor selectividad al proceso, ya que depende
enteramente de la naturaleza de las sustancias involucradas. As í mismo, la
interacción química entre el adsorbente y el adsorbato produce generalmente
cambios en la estructura de los compuestos que intervienen en el proceso, lo
cual puede llegar a modificar su reac tiv idad y la capac idad catalítica del
adsorbente [11, 20, 21].
41
2.3.3 Materias Prim as
2.3.3.1 Adsorbente Sintético de Silicato de Magnesio
El adsorbente sintético de s ilicato de magnesio es una creac ión de la compañía
Dallas Group of America Inc., y se encuentra en el mercado bajo el nombre de
Magnesol ®. El producto tiene diversas aplicac iones, en las que se destaca su
capac idad para remover las impurezas de los ME para obtener un Biodiesel de
alta calidad. En cuanto a su apariencia, el adsorbente es un polvo blanco muy
fino s imilar a la tiza rayada. Ahora bien, para conocer más acerca de es te
producto, se pretende realizar una caracter izac ión completa a partir de análisis
químicos como área superficial, DSC, TGA, y difracción de rayos X.
2.3.3.1.1 Car acterización del Adsorbente
Como se menc ionó previamente, se escogieron los s iguientes análisis para
caracterizar el adsorbente sintético. A continuación se describe brevemente en
que consis te cada uno de ellos.
2.3.3.1.1.1 DSC
La calorimetr ía diferencial de barr ido (DSC), es un método termoanalítico en el
cual se mide la diferencia de calor entre una muestra y una referenc ia en
función de la temperatura. Para poder efec tuar este anális is, la muestra y la
referencia deben ser mantenidas aproximadamente a la misma temperatura.
2.3.3.1.1.2 TGA
El análisis termogravimétr ico (TGA) es una técnica que mide la cantidad y la
razón de cambio de masa en un compuesto en función de la temperatura o del
tiempo, en condiciones de trabajo controladas. Princ ipalmente, las mediciones
se utilizan para poder determinar la compos ic ión de materiales y también para

42
predecir su estabilidad térmica a temperaturas elevadas (1000°C). Es ta técnica
puede llegar a caracterizar mater iales que experimentan pérdida o gananc ia de
peso, debido a su descompos ición, oxidación, o deshidratac ión.
2.3.3.1.1.3 Área Superficial
El análisis de área superfic ial consiste principalmente en la determinación del
área superfic ial de un material, por medio de la implementac ión de las
isotermas de adsorción (BET). En es te tipo de análisis también se suele
determinar la poros idad total y la distribución de tamaño de poro, con el fin de
caracterizar el mater ial.
2.3.3.1.1.4 Difracción de Rayos X
La difracción de rayos X es el método más destacado de tipo no destructivo
para poder analizar materiales como metales , polvos, cr istales, etc . Su
aplicac ión fundamental radica en la identificac ión cualitativa de la composic ión
de las fases cris talinas de una muestra. El análisis se basa en las interferenc ias
ópticas que son producidas por una radiac ión monocromática, al atravesar una
rendija de ancho medible y comparable a la longitud de onda de la radiación.
Finalmente, por medio de la difracción de rayos X se puede determinar una
variedad de caracter ísticas macroscópicas y microscópicas de los mater iales,
al igual que la estructura de diferentes compuestos .
2.3.3.2 Agua
El agua requerida para llevar a cabo la purificación de los ME es s implemente
agua de la llave, aunque algunos autores aconsejan trabajar con agua
destilada [13, 18].

43
2.3.4 Productos
Después de pur ificar los ME por ambos tratamientos , se obtiene finalmente el
Biodiesel susceptible a evaluación. Así mismo, los productos secundarios son
el efluente de agua contaminada para el caso del método tradicional de lavado,
y la torta con valores agregados de biomasa cuando se implementa el
adsorbente.
2.3.4.1 Biodiesel
Después de la etapa de purificación se obtiene un Biodiesel de alta calidad, el
cual se define de acuerdo a la ASTM como ésteres monoalquílicos de ácidos
grasos de cadena larga, der ivados de lípidos renovables tales como aceites
vegetales , que se emplea en los motores de ignic ión de compres ión (motores
diesel) o en calderas de calefacción. Ahora bien, el color caracter ístico del
Biodiesel depende enteramente del tipo de aceite que se utiliza para producirlo.
En este contexto, presenta un color amarillo cuando se emplea el RBD,
mientras que cuando se utiliza el ACP exhibe un color naranja rojizo.
Por último, se muestra a continuac ión una tabla de comparación entre las
propiedades f ísicas y químicas del Biodiesel que se obtiene por medio de la
reacción de transesterificac ión del AP, y el Diesel tradicional que se obtiene de
los der ivados del petróleo.
Tabla 8. Propiedades del Biodiesel y el Diesel [22]

44
2.3.4.2 Agua Contaminada
El método de lavado con agua purifica los ME para obtener el Biodiesel final,
pero genera un efluente contaminado que se compone del agua utilizada junto
con todas las impurezas que absorbe. En es te contexto, es indispensable tratar
el efluente para cumplir con las normas ambientales, aunque incurra en gastos
adic ionales. La apar iencia de este fluido es de color opaco y no transparente
como el agua, ya que contiene bastantes impurezas.
2.3.4.3 Torta (Biom asa)
En contraste al tratamiento tradicional, al implementar el adsorbente se obtiene
una torta que contiene todas las impurezas adsorbidas, la cual tiene
aplicac iones como fertilizante, suplemento alimentic io animal y biomasa [19].
Lo anterior, se traduce en un valor agregado al proceso global de producc ión
de Biodiesel, y por ello se desea implementar el producto. Por último, la
apariencia de esta tor ta depende del tipo de aceite que se utilice, en donde
presenta un color naranja oscuro o amarillo pálido, cuando se emplea ACP o
RBD respectivamente.
45
3. METODOLOGÍA
La metodología propuesta, se basa en los diferentes pasos y actividades que
se deben llevar a cabo para poder cumplir con los objetivos específ icos , y de
esta manera poder alcanzar el objetivo general.
3.1 Protocolo Experim ental para la Producción de Metil Ésteres (ME)
• Espec ificar la var iable de respuesta
• Selecc ionar el tipo de aceite, alcohol y catalizador
• Determinar la cantidad de los mismos
• Fijar tiempo, presión, veloc idad de agitac ión y temperatura de reacc ión
• Establecer el montaje experimental
Basado en exper imentaciones previas y una completa explorac ión de artículos
y reportes descr ita en el marco teór ico sobre la reacc ión de transesterificación,
se determinaron las siguientes condic iones y factores de trabajo para la
producción de ME empleando ACP y RBD.
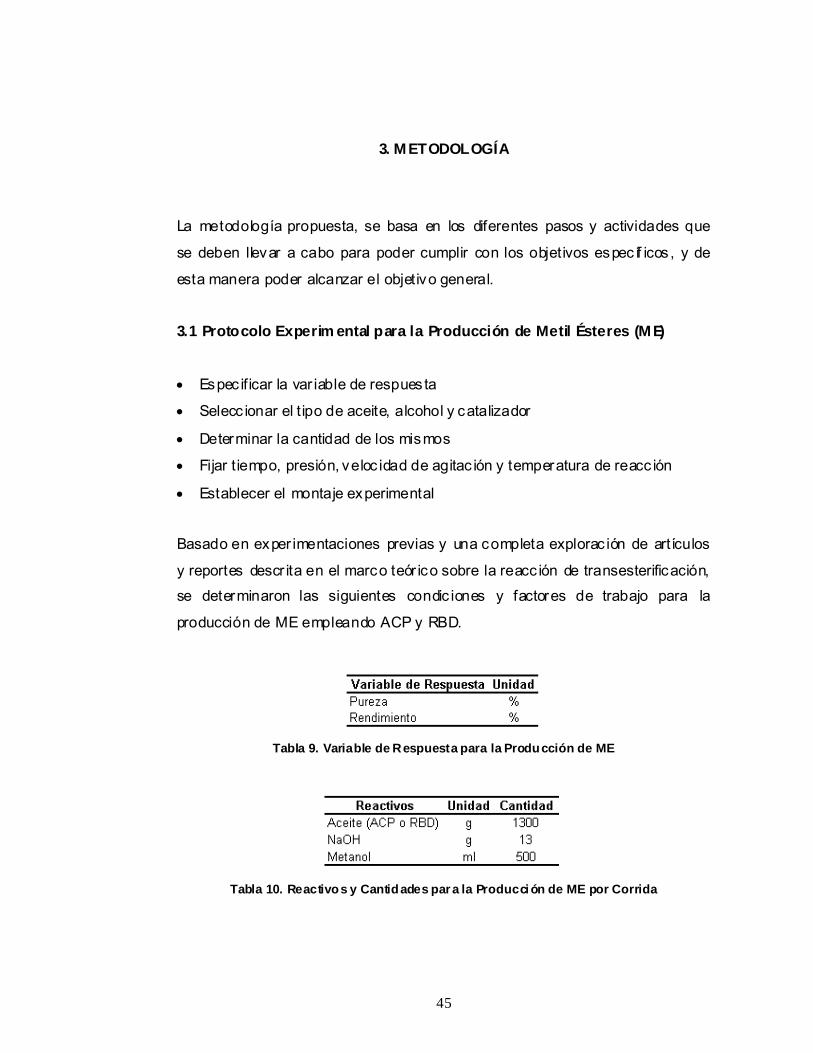
Tabla 9. Variable de Respuesta para la Producción de ME
Tabla 10. Reactivos y Cantidades par a la Producci ón de ME por Corrida
46
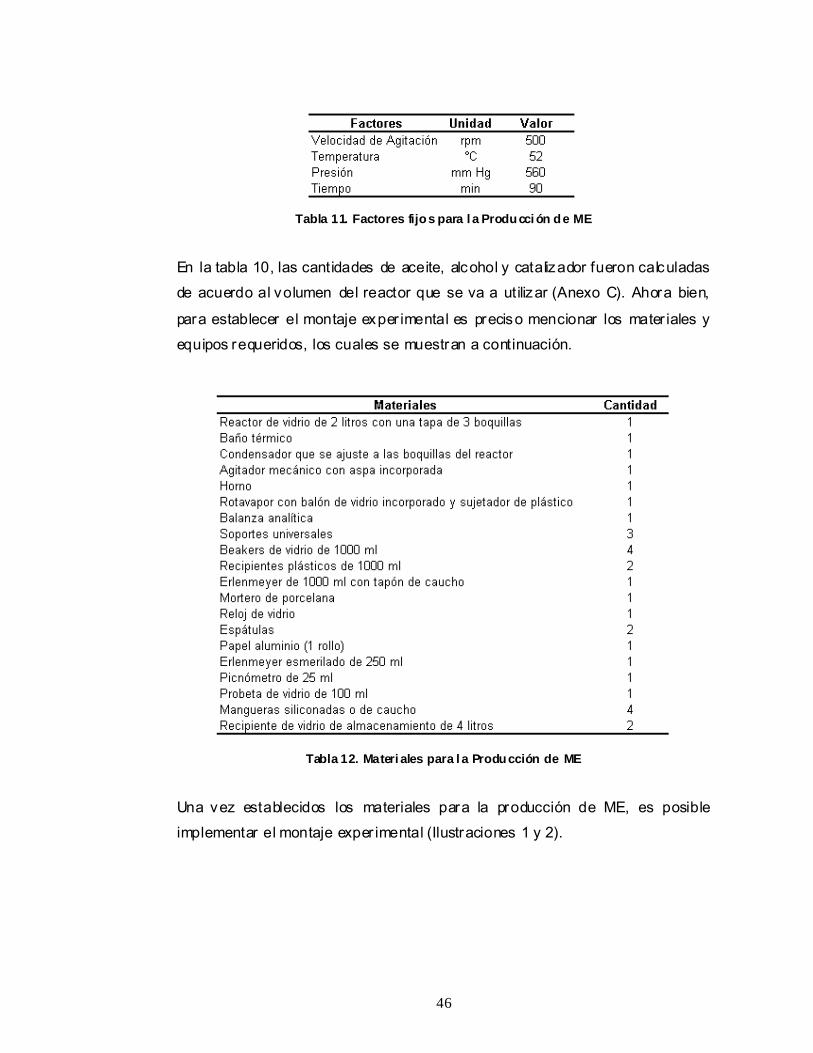
Tabla 11. Factores fijos para l a Producci ón de ME
En la tabla 10, las cantidades de aceite, alcohol y catalizador fueron calculadas
de acuerdo al volumen del reactor que se va a utilizar (Anexo C). Ahora bien,
para establecer el montaje exper imental es preciso mencionar los mater iales y
equipos requeridos, los cuales se muestran a continuación.
Tabla 12. Materi ales para l a Producción de ME
Una vez establecidos los materiales para la producción de ME, es posible
implementar el montaje exper imental (Ilustraciones 1 y 2).

47
Ilustración 1. Montaje Experimental para la Producción de ME
Ilustración 2. Montaje Experimental para la Evaporación del Metanol

48
Finalmente, el protocolo exper imental para la producc ión de los ME se descr ibe
detalladamente de la siguiente manera.
- Fijar el reactor a los soportes universales en una cámara de extracción.
- Ubicar el aspa del agitador mecánico a la boquilla central del reactor.
- Situar el condensador en una de las boquillas laterales del reactor.
- Conectar una manguera a la llave de agua y a la entrada del condensador.
- Acoplar una segunda manguera a la salida del condensador y al desagüe.
- Acondic ionar las mangueras del baño térmico a la chaqueta del reac tor.
- Encender el baño térmico y ajustarlo a 52 °C.
- Esperar unos minutos a que el reactor alcance la temperatura ajustada.
- Calentar 1300 g de ACP o RBD en el horno a 50 °C durante una hora.
- Pesar 13 g de NaOH y triturar los en un mortero hasta pulver izarlos.
- Medir aproximadamente 500 ml de metanol en una probeta.
- Mezc lar el NaOH pulverizado con el metanol en un er lenmeyer con tapón.
- Agitar la mezcla (metóxido) has ta asegurar la homogeneidad de la misma.
- En el paso anterior, liberar gradualmente la pres ión (reacción exotérmica).
- Abrir la válvula de agua para circular el agua en el condensador.
- Añadir el aceite precalentado y el metóxido al reactor por la tercera boquilla.
- Sellar la tercera boquilla con un tapón y la central con papel aluminio.
- Encender el agitador mecánico y ajustarlo a 500 rpm.
- Dejar proceder la reacción durante 90 minutos.
- Una vez finalizada la reacción, cerrar la válvula de agua y apagar el baño y el
agitador.
- Esperar aproximadamente 20 minutos a que se decanten los productos.
- Identificar dos fases, una super ior (ME) y una inferior (glicer ina) .
- Retirar la fase de glicerina por la parte infer ior del reactor y registrar su peso.
- Recolectar la fase de ME y cuantificar su peso.
- Encender el rotavapor y ajustar lo a 60 °C (ver ificar que contenga sufic iente
agua).
- Abrir la válvula de refrigeración acoplada al rotavapor .

49
- Agregar aproximadamente 200 ml de ME en un erlenmeyer esmer ilado de
250 ml.
- Conectar el er lenmeyer con los ME al tubo del rotavapor para retirarl el
metanol.
- Asegurar el erlenmeyer al tubo con un sujetador plástico.
- Sumergir el er lenmeyer parc ialmente con ayuda del brazo mecánico
acoplado.
- Encender el sis tema rotator io y ajustar lo en máx imo.
- Proceder durante 30 minutos para evaporar todo el metanol.
- Una vez finalizado, subir el erlenmeyer con ayuda del brazo acoplado.
- Esperar a que se enfr íe el er lenmeyer para ev itar accidentes.
- Retirar el sujetador de plástico y el erlenmeyer con los ME.
- Almacenar los ME y repetir el proceso hasta completar todo el volumen
producido.
- Una vez realizado, regis trar el metanol recuperado en el balón acoplado al
rotavapor.
- Cuantificar el nuevo peso de los ME.
- Medir la densidad de los ME con ayuda de un picnómetro.
- Si se ev idencia presencia sólida en los ME, filtrar o colar el producto.
3.2 Influencia del Tipo de Aceite
• Selecc ionar dos tipos de aceite
• Preparar el montaje experimental
• Produc ir los ME a partir de los diferentes tipos de aceite
• Analizar los ME por medio de cromatografía de gases
Para determinar la influencia del tipo de aceite, es necesario seleccionar
inic ialmente los tipos de aceite que se van a trabajar, los cuales son el ACP y el
RBD. Ahora bien, se debe seguir cuidadosamente el protocolo experimental
planteado para la producción de ME, para pos ter iormente evaluar los
resultados por medio de cromatografía de gases.
50
En este punto, es importante menc ionar la cantidad de ME que se van a
producir, para de esta manera determinar el número de corr idas que se deben
realizar . En este orden de ideas, como se quiere purificar poster iormente los
ME por ambos métodos (lavado con agua y adsorbente), la cantidad debe es tar
estipulada de acuerdo al volumen que se quiere purificar.
Ahora bien, de acuerdo al protocolo exper imental para la pur ificac ión con agua
y el diseño exper imental para la purificación con el adsorbente (literales 4.3 y
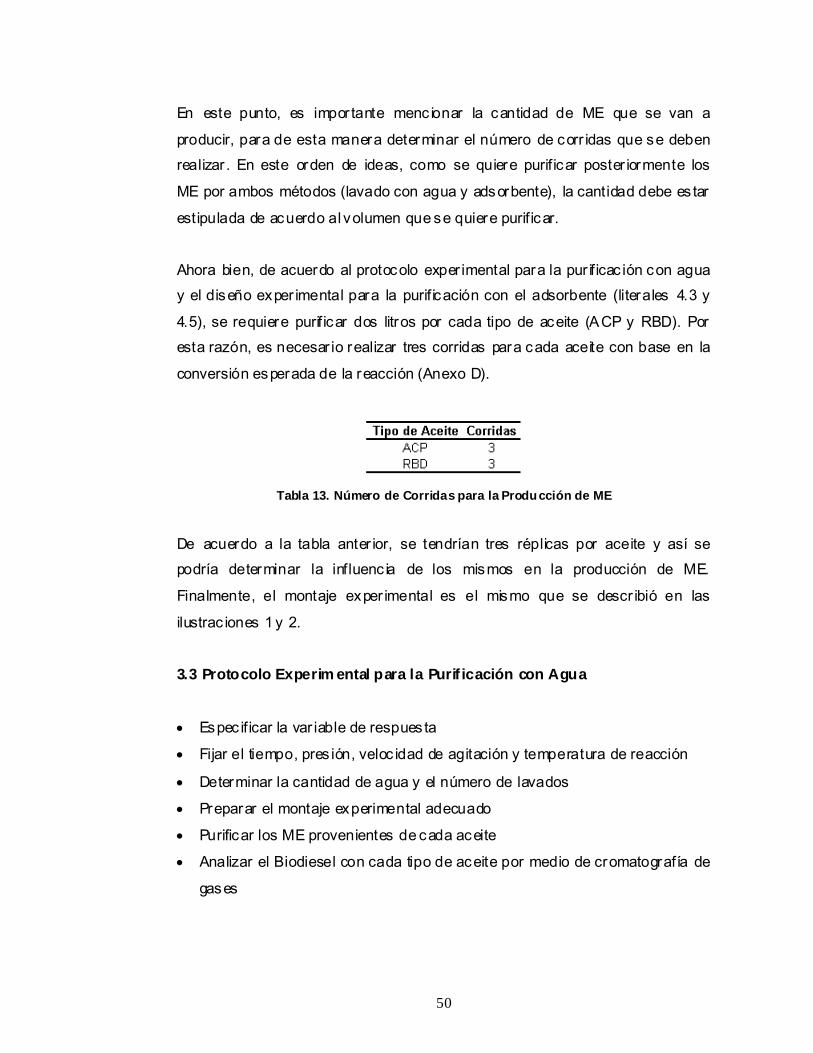
4.5), se requiere purificar dos litros por cada tipo de aceite (ACP y RBD). Por
esta razón, es necesar io realizar tres corridas para cada aceite con base en la
conversión esperada de la reacción (Anexo D).
Tabla 13. Número de Corridas para la Producción de ME
De acuerdo a la tabla anter ior, se tendrían tres réplicas por aceite y así se
podría determinar la influenc ia de los mismos en la producción de ME.
Finalmente, el montaje exper imental es el mismo que se descr ibió en las
ilustrac iones 1 y 2.
3.3 Protocolo Experim ental para la Purif icación con Agua
• Espec ificar la var iable de respuesta
• Fijar el tiempo, pres ión, veloc idad de agitación y temperatura de reacción
• Determinar la cantidad de agua y el número de lavados
• Preparar el montaje experimental adecuado
• Purificar los ME provenientes de cada aceite
• Analizar el Biodiesel con cada tipo de aceite por medio de cromatografía de
gases
51
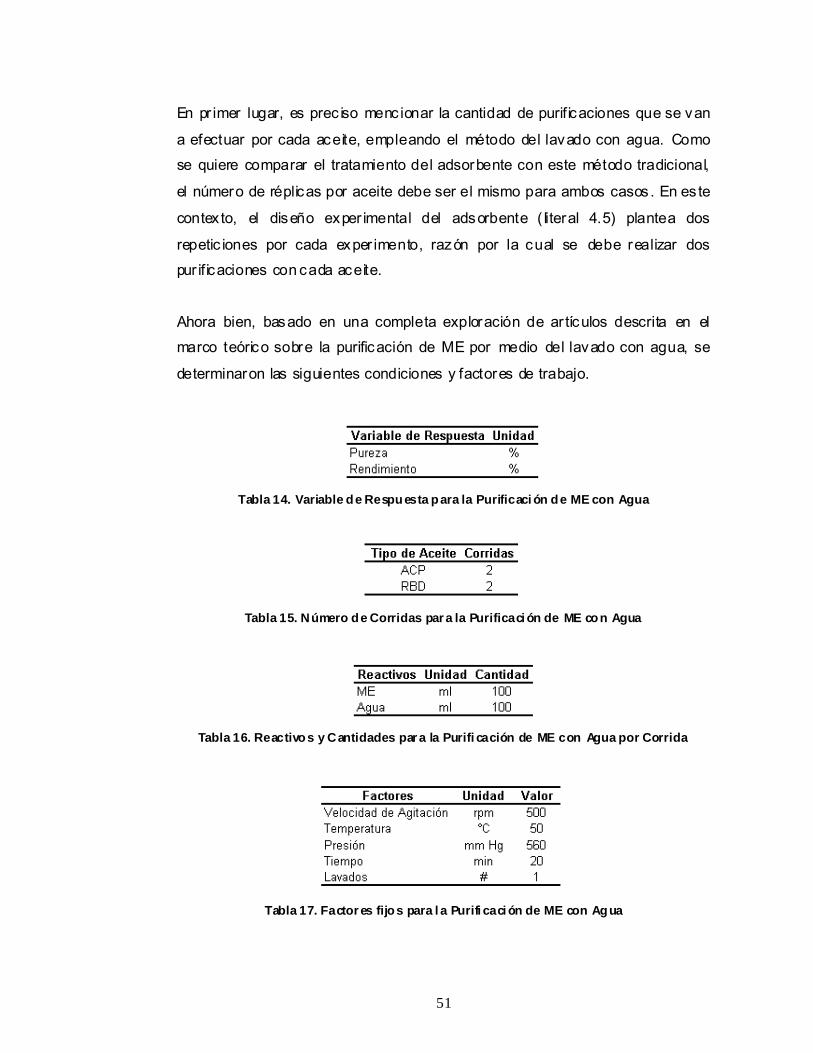
En pr imer lugar, es prec iso menc ionar la cantidad de purificaciones que se van
a efectuar por cada aceite, empleando el método del lavado con agua. Como
se quiere comparar el tratamiento del adsorbente con este método tradicional,
el número de réplicas por aceite debe ser el mismo para ambos casos. En es te
contex to, el diseño exper imental del adsorbente ( literal 4.5) plantea dos
repetic iones por cada exper imento, razón por la cual se debe realizar dos
pur ificaciones con cada aceite.
Ahora bien, basado en una completa exploración de ar tículos descrita en el
marco teórico sobre la purificación de ME por medio del lavado con agua, se
determinaron las siguientes condiciones y factores de trabajo.
Tabla 14. Variable de Respuesta para la Purificaci ón de ME con Agua
Tabla 15. Número de Corridas par a la Purificaci ón de ME con Agua
Tabla 16. Reactivos y Cantidades par a la Purifi cación de ME con Agua por Corrida
Tabla 17. Factor es fijos para l a Purifi caci ón de ME con Agua

52
Ahora bien, para establecer el montaje exper imental es preciso mencionar los
materiales y equipos requer idos, los cuales se muestran a continuac ión.
Tabla 18. Materiales para l a Purificación de ME con Agua
Ahora bien, una vez establec idos los mater iales para la pur ificación de ME, es
pos ible implementar el montaje exper imental ( Ilustrac ión 3).
Ilustración 3. Montaje Experimental par a la Purifi caci ón de ME con Agua
Finalmente, el protocolo experimental para la pur ificación de los ME con agua
se describe detalladamente de la siguiente manera.

53
- Fijar los dos reactores a los soportes universales .
- Ubicar las aspas de los agitadores mecánicos a las boquillas centrales de los
reac tores.
- Conectar una manguera en la chaqueta de ambos reactores .
- Acondicionar las mangueras del baño térmico a las chaquetas de los
reac tores.
- Encender el baño térmico y ajustarlo a 50 °C.
- Esperar unos minutos a que los reactores alcancen la temperatura ajustada.
- Tomar 100 ml de ME (proveniente de ACP o RBD) y agregarlos a un reactor.
- Repetir el paso anterior y agregar los 100 ml de ME al otro reac tor.
- Añadir 100 ml de agua en cada reactor.
- Sellar las boquillas con tapones de v idr io y la central con papel aluminio.
- Encender los agitadores mecánicos y ajustar los a 500 rpm.
- Dejar proceder la reacción durante 20 minutos.
- Una vez finalizada la reacción, apagar el baño y los agitadores.
- Retirar los productos y llevar los a los decantadores.
- Dejar decantar por unos días.
- Identificar dos fases, una super ior (Biodiesel) y una infer ior (agua con
impurezas) .
- Retirar la fase de agua e impurezas de ambos decantadores.
- Recolectar el Biodiesel de cada decantador y cuantificar sus respectivos
pesos.
- Medir la densidad de cada Biodiesel.
3.4 Car acterización del Adsorbente
• Adquirir el adsorbente sintético
• Realizar un anális is DSC
• Ef ectuar un análisis termograv imétrico (TGA)
• Determinar el área superficial
• Ejecutar un anális is de rayos X
54
En pr imera instancia, se adquir ió el adsorbente s intético producido por la
compañía Dallas Group of America Inc (Ilustración 4). Ahora bien, se deben
realizar las pruebas de caracterización descr itas anteriormente, las cuales
serán efec tuadas por el Depar tamento de Química de la Universidad. Para ello,
se proporcionó una cantidad de dos gramos de adsorbente aproximadamente.
Ilustración 4. Adsorbente Sin tético de Silicato de Magnesio
3.5 Diseño Experim ental para la Purif icación con el Adsorbente
• Espec ificar la var iable de respuesta
• Fijar el tiempo, pres ión y veloc idad de agitación de la reacción
• Variar la temperatura de la reacción y cantidad de adsorbente
• Preparar el montaje experimental
• Purificar los ME provenientes de cada aceite
• Analizar el Biodiesel con cada tipo de aceite por medio de cromatografía de gases
El diseño exper imental para la pur ificación de los ME con el método del
adsorbente, se descr ibe a continuación.

55
Tabla 19. Variable de Respuesta para la Purificaci ón de ME con el Adsorbente
Tabla 20. Factor es fijos para l a Purificaci ón de ME con el Adsorbente
Diseño Experimental del Adsorbente
20
35
50
65
80
0,5 1,5 2,5 3,5 4,5
Cantidad de Adsorbente (%)
Tem
pera
tura
(°C)
Figura 8. Diseño Experi mental para la Purificación de ME con el Adsorbente
Como se puede apreciar, se tienen como factores fijos la presión, velocidad de
agitac ión, cantidad de ME a pur ificar , y tiempo de reacción. Por otro lado, se
var ía la temperatura y la cantidad del adsorbente, con un total de c inco niveles
para cada uno. Sin embargo, es prec iso resaltar que por la cantidad de
exper imentos que se deben llevar a cabo, solo se realizan nueve de ellos cada
uno con su respectiva réplica. De igual forma, es necesario menc ionar que la
cantidad de adsorbente descr ita en la figura 8, corresponde al porcentaje en
peso de los ME que se quieran purificar .

56
Ahora bien, para establecer el montaje exper imental es preciso mencionar los
materiales y equipos requer idos, los cuales se muestran a continuac ión.
Tabla 21. Materiales para l a Purificación de ME con el Adsorbente
Una vez establecidos los mater iales para la pur ificación de ME, es posible
implementar el montaje exper imental, el cual es el mismo que se descr ibió para
el tratamiento con agua ( Ilustrac ión 3). Ahora bien, la diferenc ia radica en el
método de obtención del Biodiesel, ya que se emplea la decantación para el
caso de la purificac ión con agua, mientras que se utiliza la filtrac ión al vac ío
para el adsorbente ( Ilustrac ión 5).
Ilustración 5. Montaje Experimental par a la Filtraci ón al Vacío

57
Finalmente, el protocolo experimental es similar al que se emplea para la
pur ificación con agua, en donde se manejan dos reactores de 250 ml
simultáneamente. A continuación se describe detalladamente el protocolo.
- Fijar los dos reactores a los soportes universales .
- Ubicar las aspas de los agitadores mecánicos a las boquillas centrales de los
reac tores.
- Conectar una manguera en la chaqueta de ambos reactores .
- Acondicionar las mangueras del baño térmico a las chaquetas de los
reac tores.
- Encender el baño térmico y ajustarlo a la temperatura deseada.
- Esperar unos minutos a que los reactores alcancen la temperatura ajustada.
- Tomar 100 ml de ME (proveniente de ACP o RBD) y agregarlos a un reactor.
- Repetir el paso anterior y agregar los 100 ml de ME al otro reac tor.
- Pesar en un reloj de v idr io la cantidad de adsorbente deseada.
- Repetir el paso anterior en el otro reloj de v idrio.
- Añadir la cantidad de adsorbente deseada en cada reactor.
- Sellar las boquillas con tapones de v idr io y la central con papel aluminio.
- Encender los agitadores mecánicos y ajustar los a 500 rpm.
- Dejar proceder la reacción durante 20 minutos.
- Una vez finalizada la reacción, apagar el baño y los agitadores.
- Identificar dos fases, una super ior (Biodiesel) y una inferior (torta con
impurezas) .
- Retirar los productos de cada reactor y verter los en los beakers de 500 ml.
- Acoplar a la bomba de vació el er lenmeyer de 500 ml con el embudo
Buschner.
- Encender la bomba y esperar a que se genere vació por unos minutos.
- Ubicar el papel de filtro en el embudo.
- Verter el contenido del beaker (productos) paulatinamente en el embudo.
- Una vez filtrado todo el Biodiesel, apagar la bomba de vac ío.
- Retirar y desechar el papel de filtro.
- Recolectar el Biodiesel del erlenmeyer acoplado y cuantificar su peso.

58
- Medir la densidad del Biodiesel.
- Repetir el proceso de filtración para el segundo beaker con su contenido.
- Cuantificar el peso y dens idad del Biodiesel del segundo beaker.
3.6 Análisis Económico
• Establecer los costos de las materias pr imas
• Determinar los costos de producción y purificac ión de los ME
• Analizar los resultados obtenidos de producción y pur ificación de los ME
Para efec tuar el anális is económico de la producción y la purificación de los
ME, es prec iso determinar los prec ios de las diferentes materias pr imas, al
igual que los costos energéticos del proceso. Una vez establecidos, se debe
analizar los resultados de pureza y rendimiento obtenidos por la cromatograf ía
de gases, para así establecer la alternativa más económica en cuanto al tipo de
aceite empleado para la producción, y la mejor alternativa de pur ificación.

59
4. RESULTADOS OBT ENIDOS
4.1 Producción de Metil Ésteres (ME) De acuerdo a la cantidad de ME que se quieren pur ificar , se deben producir
aproximadamente dos litros por cada tipo de aceite, para lo cual se realizan
tres corridas para cada uno de ellos. A continuación, se muestran tabulados los
resultados de cantidad de mater ia prima utilizada por corr ida, ME y glicer ina
producida, metanol recuperado, y las densidades de los productos.
Tabla 22. Cantidad de Materi a Pri ma para la Producción de ME con RBD
Tabla 23. Cantidad de Materi a Pri ma para la Producción de ME con ACP
Tabla 24. Cantidad de ME, Glicerina y Metanol Recuperado con RBD
Tabla 25. Cantidad de ME, Glicerina y Metanol Recuperado con ACP
Tabla 26. Densidad de los ME y Glicerina Producida con RBD

60
Tabla 27. Densidad de los ME y Glicerina Producida con ACP
Como se puede apreciar en las tablas 24 y 25, en todas las corridas realizadas
hubo presenc ia sólida en los ME producidos, razón por la cual fue necesar io
filtrar para obtener un producto de alta calidad. A continuación, se muestran
algunas imágenes de las diferentes corr idas realizadas, en donde se
evidenc ian perfectamente las dos fases caracterís ticas de la reacción de
transester ificación (ME y glicer ina) .
Ilustración 6. Corrida # 1 (ME de RBD y Glicerina)
Ilustración 7. Corrida # 4 (ME de ACP y Glicerina)

61
Ilustración 8. Corrida # 2 (ME de RBD y Glicerina)
Ilustración 9. Corrida # 6 (ME de ACP y Glicerina)
4.2 Influencia del Tipo de Aceite Una vez produc idos los ME con los dos tipos de aceite selecc ionados (RBD y
ACP), se procede a determinar el rendimiento y la pureza de los mismos para
determinar la influencia del aceite en la reacción. Ahora bien, para realizar los
cálculos se debe emplear la técnica de cromatograf ía de gases, con el fin de
determinar la concentrac ión de Biodiesel en cada una de las muestras
obtenidas.
Para ello, es necesario preparar inic ialmente una soluc ión de patrón interno a
base de ácido palmítico y acetona que estará presente en todas las muestras

62
sujetas al análisis cromatográfico. El patrón interno cons iste de 75 mg del ác ido
disueltos en 10 ml de acetona, para obtener una concentrac ión final de 7.5
mg/ml de solución. Por otra parte, se debe contar con un patrón adicional de
FAME, para así poder obtener un punto de comparación de concentraciones
entre las diferentes muestras [23].
Ahora bien, se procede a preparar cada muestra a analizar en viales de 1.5 ml,
en los cuales se adiciona 0.6 ml de solución de patrón interno, 4.6 µl de ME o
Biodiesel según sea el caso, y por último se completa con acetona hasta
obtener 1.5 ml de volumen final. Adic ionalmente, se debe preparar una muestra
del patrón FAME que contenga 0.6 ml de patrón interno, 4.6 µl de FAME y
completar con acetona hasta 1.5 ml en el v ial, y una muestra de patrón interno
que cons ista de 0.6 ml de patrón interno y 0.9 ml de acetona [23]. Finalmente,
una vez preparadas las muestras, el patrón de FAME y el patrón interno
(Ilustración 10), se procede a realizar la cromatografía de gases.
Ilustración 10. Muestras par a la Cromatografía de Gases
Desafortunadamente, los resultados arrojados por cromatografía efectuados
por el Depar tamento de Química de la Univers idad fueron inadecuados. Lo
anterior, debido a que se realizaron con un patrón diferente al FAME que fue
con el cual se prepararon las muestras, y por ello fue imposible efectuar los
cálculos de rendimiento y pureza. No obstante, para solucionar es te

63
inconveniente, se decidió preparar nuevamente todas las muestras y repetir el
anális is cromatográfico.
Pese a repetir el anális is, los resultados arrojados presentaron incons istencia,
ya que las áreas de los picos de cada unos de los diferentes metiles presentes
en las muestras resultaron mucho mayores que las del patrón FAME. Lo
anterior es incoherente, pues el área mayor debe ser la del FAME, que es el
punto de comparación y aquel que posee un grado de pureza del 99.99 %.
Sin embargo, si bien es impos ible determinar el rendimiento y la pureza con los
resultados obtenidos, los valores de las áreas arrojados por el análisis
cromatográfico son considerablemente acertados y consistentes entre s í. Por
esta razón, no se obtendrá un valor de pureza y rendimiento, pero si se podrá
conocer cual de todas las muestras es más concentrada o más pura, en
términos de las áreas.
Adic ionalmente, se calculará la conversión de aceite a ME y Biodiesel, con el
fin de tener otro parámetro de comparac ión y así poder determinar la influenc ia
del aceite en la etapa de producc ión. A continuación, se presentan tabulados
los resultados de conversión y área total cromatográfica de los metiles
presentes en cada muestra.
Tabla 28. Conver sión y Área de los ME con RBD
Tabla 29. Conver sión y Área de los ME con ACP

64
En las tablas anter iores, los cálculos de conversión para cada corrida se
determinaron a partir de la masa de ME filtrada sobre el total de aceite
empleado respectivamente. As í mismo, los resultados de las áreas
cromatográficas se obtuvieron a par tir del anális is de cromatografía de gases
realizado (Anexo E) .
4.3 Purif icación con Agua
De acuerdo a la metodología planteada, se deben purificar con agua dos
corridas por cada tipo de aceite, para así obtener dos réplicas y poder
compararlas con el tratamiento del adsorbente. A continuación, se muestran
tabulados los resultados de cantidad de materia prima utilizada por corrida,
masa, volumen y dens idad de los ME pur ificados.
Tabla 30. Cantidad de Materi a Pri ma para la Purificaci ón de ME de RBD con Agua
Tabla 31. Cantidad de Materi a Pri ma para la Purificaci ón de ME de ACP con Agua
Tabla 32. Masa, Volumen y Densidad del Biodiesel de RBD Purificado con Agua
Tabla 33. Masa, Volumen y Densidad del Biodiesel de ACP Purificado con Agua
Ahora bien, se determina la convers ión y las áreas de los ME purificados con
agua, de igual forma que se realizó para la producción de los mismos.

65
Tabla 34. Conver sión y Área del Biodiesel de RBD Purificado con Agua
Tabla 35. Conver sión y Área del Biodiesel de ACP Purifi cado con Agua
Finalmente, se muestran algunas imágenes de las diferentes corridas
realizadas, en donde se evidencian perfectamente las dos fases carac ter ísticas
de la reacción de pur ificac ión (ME y Agua Contaminada).
Ilustración 11. Corrida # 1 (ME de RBD y Agua Contaminada)

66
Ilustración 12. Corrida # 3 (ME de ACP y Agua Contaminada)
4.4 Car acterización del Adsorbente
De acuerdo a la metodología planteada, se debía caracterizar el adsorbente
sintético por medio de un anális is termogravimétr ico, área superficial, DSC y
difracc ión de rayos X. Sin embargo, los resultados no fueron entregados por el
Departamento de Química de la Univers idad y por ello no se obtuvieron datos
de caracterización del adsorbente.
4.5 Purif icación con el Adsorbente
De acuerdo al diseño exper imental planteado (Figura 8), se deben pur ificar con el adsorbente 18 corridas por cada tipo de aceite, para as í obtener dos réplicas
(nueve experimentos) y poder comparar las con el tratamiento del lavado con
agua. A continuación, se muestran tabulados los resultados de cantidad de
materia pr ima utilizada por corr ida, masa, volumen y densidad de los ME
pur ificados.

67
Tabla 36. Cantidad de Materi a Pri ma para la Purificación de ME de RBD con Adsorbente
Tabla 37. Cantidad de Materi a Pri ma para la Purificación de ME de ACP con Adsorbente

68
Tabla 38. Masa, Volumen y Densidad del Biodiesel de RBD Purifi cado con Adsorbente
Tabla 39. Masa, Volumen y Densidad del Biodiesel de ACP Purificado con Adsorbente
Ahora bien, se determina la convers ión y las áreas de los ME purificados con el
adsorbente, de igual forma que se realizó para el lavado con agua.

69
Tabla 40. Conver sión y Área del Biodi esel de RBD Purificado con Adsorbente
Tabla 41. Conver sión y Área del Biodi esel de ACP Purificado con Adsorbente
Finalmente, se muestran algunas imágenes de las diferentes corridas
realizadas, en donde se ev idencian las dos fases características de la reacc ión de pur ificación (ME y Torta de Biomasa).

70
Ilustración 13. Corrida # 1 (ME de RBD y Torta de Biomasa)
Ilustración 14. Corrida # 19 (ME de ACP y Torta de Biomasa)
4.6 Análisis Económico
4.6.1 Producción de Metil Ésteres (ME)
Para poder efectuar el análisis económico de la etapa de producción, es
prec iso conocer los precios de los dos tipos de aceite seleccionados en el
mercado. En este contexto, la tabla a continuación resume el prec io por kilogramo del ACP y el RBD.

71
Tabla 42. Pr ecio Comerci al del Aceite de Palma [24]
Ahora bien, una vez determinados los prec ios es posible calcular el costo de
producción de los ME con cada tipo de aceite, con el fin de evaluar la
alternativa más económica de obtención.
Tabla 43. Costo de Producci ón de ME de RBD
Tabla 44. Costo de Producci ón de ME de ACP
4.6.2 Purif icación de Metil Ésteres (ME)
De igual manera, para poder realizar el análisis económico de la etapa de
pur ificación es prec iso establecer los precios de los agentes de limpieza, en
este caso el adsorbente sintético de silicato de magnesio y el agua.
Tabla 45. Pr ecio Comerci al de los Agentes de Limpi eza [25, 26]
Ahora bien, una vez determinados los prec ios es posible calcular el costo de
pur ificación de los ME con cada tipo de aceite y con cada alternativa, con el fin
de evaluar las condiciones óptimas de purificac ión.

72
4.6.2.1 Purif icación con Agua
Una vez determinado el prec io del agua que es el agente de limpieza en es te
caso, es posible calcular el costo de purificar el Biodiesel por esta alternativa,
para los dos tipos de aceite selecc ionados.
Tabla 46. Costo de Purificaci ón de Biodiesel de RBD con Agua
Tabla 47. Costo de Purificaci ón de Biodiesel de ACP con Agua
4.6.2.1 Purif icación con el Adsorbente Al igual que para el tratamiento de lavado con agua, se determina el costo de
pur ificar Biodiesel a par tir del adsorbente, para los dos aceites en cuestión.
Tabla 48. Costo de Purificación de Biodiesel de RBD con Adsorbente

73
Tabla 49. Costo de Purificación de Biodiesel de ACP con Adsorbente

74
5. ANÁLISIS DE RESULTADOS
5.1 Producción de Metil Ésteres (ME)
En cuanto a la producción de ME, los resultados mostraron una obtenc ión
satisfactoria con los dos tipos de aceite seleccionados, evidenciando siempre
las dos fases caracter ísticas de la reacción de transester ificación (ME y
glicerina), tal como se puede apreciar en las ilustraciones 6, 7, 8, y 9. Así
mismo, se obtuvo una mayor producc ión de ME con el RBD para todas las
corridas realizadas, y una obtenc ión superior de glicer ina para el ACP.
Sin embargo, con ambos tipos de aceite se identificó una presenc ia sólida en
los ME producidos, razón por la cual fue necesar io filtrar para obtener un
producto de alta calidad. Una vez filtrado el producto, los resultados se tornaron
favorables para el ACP en cuanto a mayor obtenc ión, tal como se puede
apreciar en las tablas 24 y 25.
Ahora bien, es importante analizar la presencia sólida en los ME producidos, ya
que en pr imera instanc ia se obtuvo una cantidad mucho mayor con el RBD. En
este orden de ideas, s i bien se evidenc ian las dos fases caracter ísticas (ME y
glicerina) para ambos tipos de aceite, es importante menc ionar que las fases
contienen otros componentes como aceite que no reacc ionó, metanol y exceso de catalizador. Por esta razón, aunque la producción es mayor para el caso del
RBD, al evaporar el alcohol del producto en el rotavapor, los ME se solidifican y
por ello se pierde una cantidad cons iderable de masa. As í mismo, el catalizador
en exceso y el aceite que no reaccionó forman emulsiones y jabones que
hacen que se solidifique el producto, y de esta manera también se pierde una
cantidad de masa s ignificativa.

75
Por otro lado, las dens idades de los ME produc idos para las diferentes corridas
realizadas con ambos tipos de aceite, presentaron un valor de 0.86 g/ml en
promedio (Tablas 26 y 27). Lo anterior, concuerda con la densidad típica del
producto de acuerdo a la literatura, demostrado una vez más una producc ión
satisfactoria de los ME. De igual forma, las densidades para el caso de la
glicerina, se centraron en un valor promedio de 1 g/ml y 0.92 g/ml para el RBD
y el ACP respectivamente (Tablas 26 y 27). La diferencia en este caso, se debe
a una mayor cantidad de metanol presente en la fase de glicer ina para el
primer aceite.
Finalmente, de acuerdo a los resultados obtenidos se obtiene una mayor
producción de ME cuando se emplea el ACP una vez filtrado el producto,
aunque también es necesario analizar la pureza y conversión de los mismos,
ya que pueden llegar a cambiar los resultados en términos de un producto de
mejor calidad.
5.2 Influencia del Tipo de Aceite
Como se mencionó anteriormente, si bien los resultados de producción de ME
favorecen al ACP, es necesar io analizar la pureza y conversión de los mismos.
En este orden de ideas, los resultados obtenidos en las tablas 28 y 29
muestran una mayor convers ión y área cromatográfica para el caso del ACP
frente al RBD, lo cual indica un producto de mejor calidad para este tipo de
aceite. A continuac ión, se promedia la conversión y el área (pureza) de los dos
aceites que validan lo descr ito anter iormente.
Tabla 50. Conver sión y Área Promedio de los ME con RBD y ACP
De acuerdo a los resultados obtenidos, es pos ible entonces afirmar que no es
necesario emplear un aceite de mejor calidad y pureza para produc ir los ME, y

76
de esta manera se podría emplear el aceite más barato (ACP). Así mismo, si
bien se esperar ían resultados favorables para el aceite más purificado (RBD),
la influenc ia en el grado de pureza del mismo no tiene inc idencia alguna.
5.3 Purif icación con Agua
Una vez produc idos los ME con los dos tipos de aceite selecc ionados, se
procede a analizar los resultados de la pur ificación con el método tradic ional de
lavado con agua. En este contexto, se produjo Biodiesel con ambos aceites
identificando siempre las dos fases caracter ísticas de la purificación con agua
(Biodiesel y Agua Contaminada), tal como se aprecia en las ilustraciones 11 y
12. As í mismo, las dens idades medidas promediaron el valor esperado de 0.86
g/ml (Tablas 32 y 33), indicando una producción satisfactoria.
Ahora bien, los resultados favorecieron nuevamente al ACP en términos de una
mayor producción, convers ión y pureza del Biodiesel obtenido (Tablas 32, 33,
34, y 35) . De igual forma, el Biodiesel de ACP presentó en promedio una
conversión más alta frente al RBD, y exhibió más del doble de la pureza del
mismo, indicando que es la mejor alternativa cuando se pur ifica con agua
(Tabla 51).
Tabla 51. Conver sión y Área Promedio del Biodiesel de RBD y ACP Purificado con Agua
Por otra parte, se podr ía cuestionar en es te mo mento si se justificó la
pur ificación de los ME por el método del lavado con agua, en términos de un
producto más puro. En este contexto, se esperar ía que el Biodiesel purificado
exhibiera un grado de pureza super ior al de los ME iniciales. Ahora bien, de
acuerdo a los resultados obtenidos en las tablas 50 y 51, el área
cromatográfica es mayor para el Biodiesel produc ido con ambos tipos de aceite
una vez purificados, en comparac ión a los ME inic iales. Lo anterior concuerda
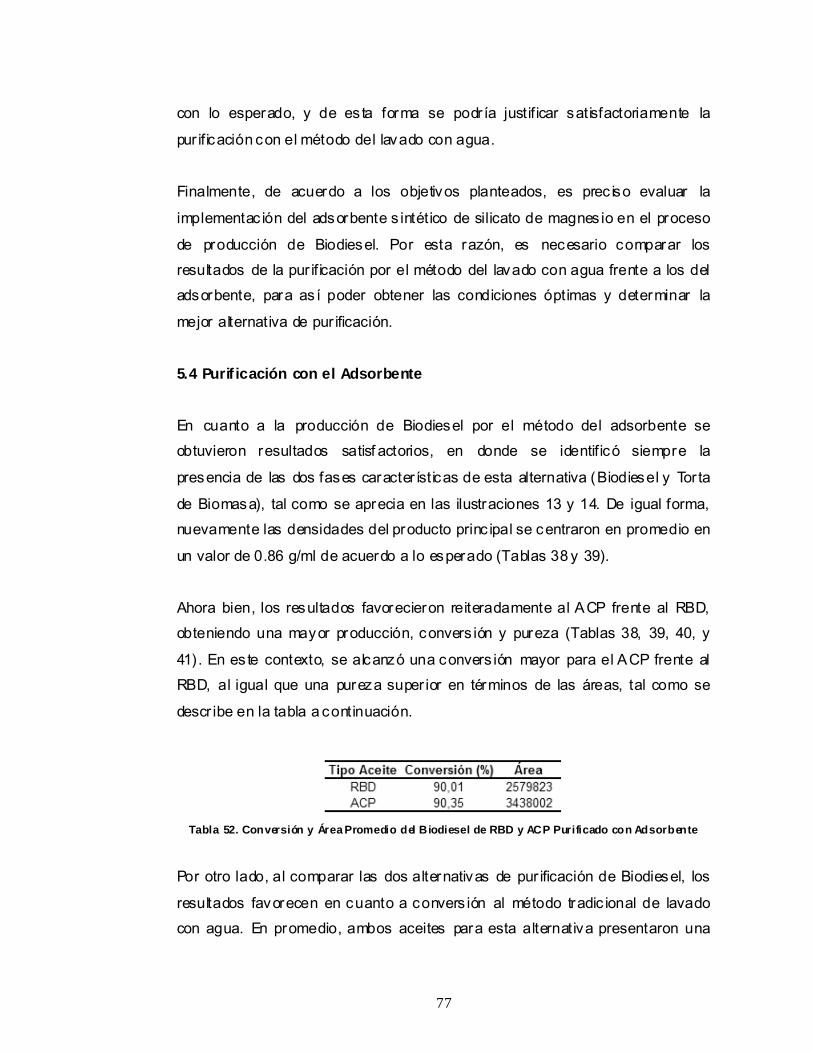
77
con lo esperado, y de es ta forma se podr ía justificar satisfactoriamente la
pur ificación con el método del lavado con agua.
Finalmente, de acuerdo a los objetivos planteados, es prec iso evaluar la
implementac ión del adsorbente s intético de silicato de magnes io en el proceso
de producción de Biodiesel. Por esta razón, es necesario comparar los
resultados de la pur ificación por el método del lavado con agua frente a los del
adsorbente, para as í poder obtener las condiciones óptimas y determinar la
mejor alternativa de pur ificación.
5.4 Purif icación con el Adsorbente
En cuanto a la producción de Biodiesel por el método del adsorbente se
obtuvieron resultados satisf actorios, en donde se identificó siempre la
presencia de las dos fases caracter ísticas de esta alternativa (Biodiesel y Tor ta
de Biomasa), tal como se aprecia en las ilustraciones 13 y 14. De igual forma,
nuevamente las densidades del producto princ ipal se centraron en promedio en
un valor de 0.86 g/ml de acuerdo a lo esperado (Tablas 38 y 39).
Ahora bien, los resultados favorecieron reiteradamente al ACP frente al RBD,
obteniendo una mayor producción, convers ión y pureza (Tablas 38, 39, 40, y
41) . En es te contexto, se alcanzó una convers ión mayor para el ACP frente al
RBD, al igual que una pureza super ior en términos de las áreas, tal como se
descr ibe en la tabla a continuación.
Tabla 52. Conversión y Área Promedio del Biodiesel de RBD y ACP Purificado con Adsorbente
Por otro lado, al comparar las dos alternativas de pur ificación de Biodiesel, los
resultados favorecen en cuanto a convers ión al método tradic ional de lavado
con agua. En promedio, ambos aceites para esta alternativa presentaron una
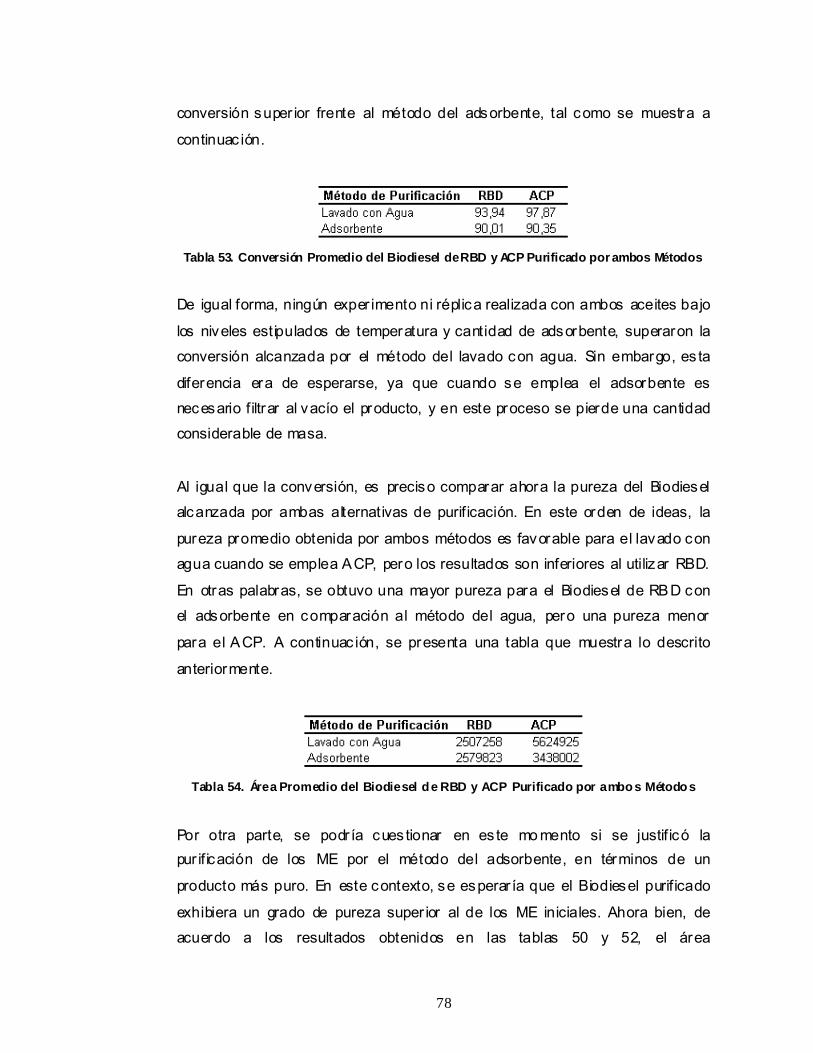
78
conversión super ior frente al método del adsorbente, tal como se muestra a
continuac ión.
Tabla 53. Conversión Promedio del Biodiesel de RBD y ACP Purificado por ambos Métodos
De igual forma, ningún exper imento ni réplica realizada con ambos aceites bajo
los niveles estipulados de temperatura y cantidad de adsorbente, superaron la
conversión alcanzada por el método del lavado con agua. Sin embargo, es ta
diferencia era de esperarse, ya que cuando se emplea el adsorbente es
necesario filtrar al vacío el producto, y en este proceso se pierde una cantidad
considerable de masa.
Al igual que la conversión, es preciso comparar ahora la pureza del Biodiesel
alcanzada por ambas alternativas de purificación. En este orden de ideas, la
pureza promedio obtenida por ambos métodos es favorable para el lavado con
agua cuando se emplea ACP, pero los resultados son inferiores al utilizar RBD.
En otras palabras, se obtuvo una mayor pureza para el Biodiesel de RBD con
el adsorbente en comparación al método del agua, pero una pureza menor
para el ACP. A continuac ión, se presenta una tabla que muestra lo descrito
anteriormente.
Tabla 54. Área Promedio del Biodiesel de RBD y ACP Purificado por ambos Métodos
Por otra parte, se podr ía cuestionar en es te mo mento si se justificó la pur ificación de los ME por el método del adsorbente, en términos de un
producto más puro. En este contexto, se esperar ía que el Biodiesel purificado
exhibiera un grado de pureza super ior al de los ME iniciales. Ahora bien, de
acuerdo a los resultados obtenidos en las tablas 50 y 52, el área

79
cromatográfica es mayor para el Biodiesel produc ido con ambos tipos de aceite
una vez purificados, en comparac ión a los ME inic iales. Lo anterior concuerda
con lo esperado, y de es ta forma se podr ía justificar satisfactoriamente la
pur ificación con el método del adsorbente.
Por último, es importante analizar la interacc ión entre los dos factores del
diseño exper imental de la purificación del adsorbente (temperatura y cantidad
de adsorbente), con el fin de determinar su influencia sobre la var iable de
respuesta. Lo anter ior es de suma importancia para el análisis económico, ya
que de no llegar a influir los factores sobre la variable de respuesta, se podr ían
escoger las condiciones óptimas de pur ificación más económicas. A
continuac ión, se realiza un anális is de var ianza (ANOVA), con el fin de
examinar lo descrito anter iormente.
5.4.1 Análisis Factorial (ANOVA)
De acuerdo al diseño experimental planteado para la purificac ión del
adsorbente, se tienen dos factores numéricos (temperatura y cantidad de
adsorbente), cada uno con cinco niveles y sus respectivas réplicas. Sin
embargo, es prec iso mencionar que no se estudiarán todos los niveles
estipulados debido a la cantidad de datos que conllevaría, tal como se describió
en la figura 8.
En es te orden de ideas, se tienen nueve exper imentos por cada tipo de aceite
cada uno con su respectiva réplica, lo que dar ía un total de 18 exper imentos
por aceite. As í mismo, la variable de respuesta se define como la pureza en
términos de las áreas cromatográficas. A continuación, se muestran los
resultados obtenidos del anális is factorial para el RBD y el ACP, para lo cual se
utilizó la herramienta computac ional Des ign Expert ®.

80
5.4.1.1 ANOVA (RBD)
Tabla 55. Análisis de Vari anza para el Biodiesel de RBD
Ahora bien, las gráficas que se muestran a continuación fac ilitan la
corroborac ión de los supuestos del análisis de var ianza.
Gráfica 1. Probabilidad Nor mal de los Residuales para el Biodiesel de RBD

81
Gráfica 2. Residual es vs Valores Ajustados para el Biodiesel de RBD
Gráfica 3. Residual es vs Número de Corrida para el Biodiesel de RBD

82
Gráfica 4. Interacción de los Factores para el Biodiesel de RBD
Partiendo de los resultados del análisis de varianza de la tabla 55, se puede
afirmar que cualquier valor de “Prob > F” menor a 0.05 para los dos factores A
y B y su interacc ión mutua AB, indica que hay una influencia directa sobre la
variable de respuesta seleccionada. En este orden de ideas, se puede afirmar
que el fac tor A (tempertura) influye directamente en los resultados, mientras
que el factor B (cantidad de adsorbente) y la interacción de ambos AB no tiene
inc idencia alguna.
Ahora bien, para el caso en particular del RBD, se podría afirmar entonces que
la temperatura influye directamente en los resultados de pureza, mientras que
la cantidad de adsorbente no tiene incidencia alguna. Por esta razón, ser ía
per tinente trabajar bajo las condic iones de temperatura a las cuales se obtiene
la mayor pureza, ya que es el factor que influye directamente en los resultados.
De igual forma, debido a que la cantidad de adsorbente y la interacción de es te
con la temperatura no tienen incidencia alguna con la var iable de respuesta, se
deber ía trabajar con la menor cantidad de adsorbente estipulada, con el fin de
minimizar los costos del proceso.

83
5.4.1.2 ANOVA (ACP)
Tabla 56. Análisis de Vari anza para el Biodiesel de ACP
Ahora bien, las gráficas que se muestran a continuación fac ilitan la
corroborac ión de los supuestos del análisis de var ianza.
Gráfica 5. Probabilidad Nor mal de los Residuales para el Biodiesel de ACP

84
Gráfica 6. Residual es vs Valores Ajustados para el Biodiesel de ACP
Gráfica 7. Residual es vs Número de Corrida para el Biodiesel de ACP
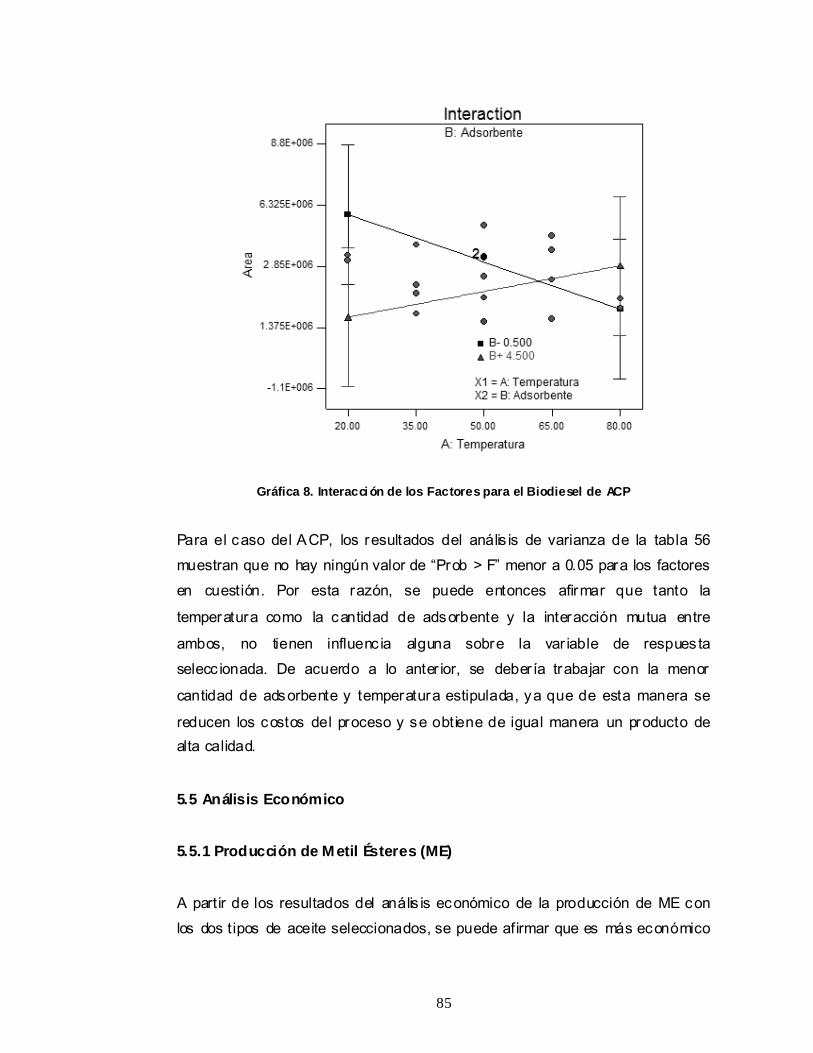
85
Gráfica 8. Interacci ón de los Factores para el Biodiesel de ACP
Para el caso del ACP, los resultados del anális is de varianza de la tabla 56
muestran que no hay ningún valor de “Prob > F” menor a 0.05 para los factores
en cuestión. Por esta razón, se puede entonces afirmar que tanto la
temperatura como la cantidad de adsorbente y la interacción mutua entre
ambos, no tienen influenc ia alguna sobre la var iable de respuesta
selecc ionada. De acuerdo a lo anter ior, se deber ía trabajar con la menor
cantidad de adsorbente y temperatura estipulada, ya que de esta manera se
reducen los costos del proceso y se obtiene de igual manera un producto de alta calidad.
5.5 Análisis Económico
5.5.1 Producción de Metil Ésteres (ME)
A partir de los resultados del anális is económico de la producción de ME con
los dos tipos de aceite seleccionados, se puede afirmar que es más económico

86
producir ME con el ACP en comparación al RBD (Tablas 43 y 44) . Lo anter ior
era de esperarse, ya que con el ACP se obtuvo una mayor conversión, y
además es mucho más económico en el mercado. A continuación, se presenta
una tabla del costo promedio de producción para cada aceite, a partir de las
diferentes corridas realizadas.
Tabla 57. Costo Promedio de Producci ón de ME
Como se puede apreciar, no sólo es más económico produc ir ME con ACP,
sino que también se obtiene una mayor conversión y pureza, tal como se
analizó previamente (Tabla 50). Por esta razón, se afirma que el ACP es la
mejor alternativa para la producc ión de ME en cuanto a costo, conversión y
grado de pureza.
5.5.2 Purif icación de Metil Ésteres (ME)
5.5.2.1 Purif icación con Agua
De acuerdo a los resultados del análisis económico de la pur ificación con agua,
el ACP nuevamente es la alternativa más económica frente al RBD (Tablas 46
y 47). Para corroborar lo anter ior, la tabla a continuación resume el cos to promedio de pur ificar Biodiesel por es ta alternativa, para ambos tipos de aceite
en cuestión.
Tabla 58. Costo Promedio de Purificaci ón de Biodiesel con Agua
Ahora bien, una vez obtenidos los resultados del costo de pur ificar mediante el
lavado con agua, es preciso comparar los frente a la alternativa del adsorbente.

87
5.5.2.2 Purif icación con el Adsorbente
En pr imer lugar, es preciso comparar los resultados de la pur ificación del
adsorbente para los dos aceites seleccionados. En este contex to, se obtuvieron
resultados s imilares para ambos aceites, tal como se puede aprec iar en las
tablas 48 y 49. Ahora bien, si se promedia el costo de purificar Biodiesel
mediante esta alternativa para los dos tipos de aceite, el resultado favorece al
ACP aunque la diferencia es muy pequeña.
Tabla 59. Costo Promedio de Purificaci ón de Biodiesel con Adsorbente
De acuerdo a lo anterior, se puede afirmar entonces que no sólo es más
económico trabajar con el ACP cuando se purifica con el adsorbente, sino que
también se obtiene una mayor conversión y pureza en comparación al RBD, tal
como se analizó prev iamente (Tabla 52).
Por otro lado, es preciso comparar ahora los resultados del costo de
pur ificación de las dos alternativas planteadas. En es te orden de ideas, el
método del lavado con agua parece ser la alternativa más económica en
comparación a la del adsorbente, tal como se puede apreciar en las tablas 58 y
59. Sin embargo, s i se tienen en cuenta los costos adic ionales de secado que requiere el lavado con agua, los resultados favorecer ían al método del
adsorbente [19].
Así mismo, es necesar io considerar que a través del lavado con agua se
genera un efluente contaminado, lo cual incurre en gastos adic ionales para
tratar el agua. Adicionalmente, por medio del método del adsorbente se ahorra
una suma de tiempo considerable, y además se puede obtener un valor agregado al proceso, ya que se produce la torta o biomasa que se puede
comerc ializar en el mercado [19]. Por estas razones tanto económicas como

88
ambientales, es importante considerar la alternativa del adsorbente con el fin
de disminuir los gastos del proceso global y cumplir con las normatividades
ambientales.

89
6. CONCLUSIONES
• En cuanto a la etapa de producc ión de ME, se obtiene una mayor
conversión y pureza cuando se emplea ACP en comparac ión al RBD,
además de ser la alternativa más económica. Por esta razón, la influenc ia
del tipo de aceite es determinante para la producc ión de los ME.
• Para el caso de la pur ificación de Biodiesel por medio de las dos
alternativas planteadas, el ACP exhibió una mayor conversión y pureza,
demostrando una vez más su superioridad y economía sobre el RBD.
• Al comparar los dos métodos de pur ificación, los ME provenientes del ACP
exhibieron una mayor pureza al tratar los con el método del lavado con
agua, mientras que los ME del RBD resultaron más puros al emplear la
alternativa del adsorbente.
• Los resultados del análisis de varianza (ANOVA), determinaron que la
temperatura y la cantidad de adsorbente no tienen influenc ia sobre la
variable de respuesta (pureza), para el caso del Biodiesel de ACP. Por otro
lado, la temperatura influye notoriamente para el caso del Biodiesel de RBD.
Por esta razón, se debe trabajar con la menor cantidad de adsorbente y
temperatura pos ible para el ACP, con el fin de disminuir los costos del
proceso, y a la temperatura a la cual se obtenga la mayor pureza para el
caso del RBD.
• Si bien la alternativa del lavado con agua resulta ser la más económica para
la pur ificación de Biodiesel, al considerar los costos adicionales de secado y
tratamiento del efluente contaminado, el método del adsorbente se ve
favorec ido, debido a que no requiere de es tos tratamientos, ahorra una
suma de tiempo considerable, y además genera un valor agregado al
proceso con la producc ión de la torta de biomasa.

90
7. BIBLIOGRAFÍA
[1] http://www .dane.gov.co. Recuperado el 15 de Octubre de 2006.
[2] LEEVIJIT, T., WISUTMETHANGOON, W., PRATEEPCHAIKUL, G.,
TONGURAI, C., & ALLEN, M. (2004). A Second Order Kinetics of Palm Oil
Transesterification. The Joint International Conference on “Sustainable
Energy and Env ironment (SEE)”. Hua Hin, Thailand.
[3] ALLEN, M. & PRATEEPCHAIKUL, G. (2000). The Modelling of the
Biodiesel Reacti on. Pr ince of Songkla University. Hadyai, Thailand.
[4] FANGRUI, M. & MILFORD, A. (1999) . Biodiesel producti on: a review.
University of Nebraska. Nebraska, USA.
[5] BAILEY, A. E. (2005). Bailey s Industri al Oil and Fat Products. 6a
Edic ión. John Wiley & Sons. Hoboken, N. J.
[6] http://www .cenipalma.org. Recuperado el 10 de Noviembre de 2006.
[7] SCHUHARDT, U., SERCHEL I, R. & VARGAS, R. M. (1998).
Transesterification of Vegetable Oils: a review. J. Braz. Chem. Soc. Vol. 9
No. 1. pp 199-210.
[8] LEEVIJIT, T., WISUTMETHANGOON, W., PRATEEPCHAIKUL, G.,
TONGURAI, C., & ALLEN, M. (2006). Design and Test of a Continuous
Reactor for Palm Oil Transesterification. Songklanakar in J. Sci. Technol.
Vol. 28 No. 4. pp 791-802.
[9] DARNOKO, D., CHERYAN, M. (2000). Kinetics of Palm Oil Transesterification in a Batch Reactor. Paper No. 19574 in JAOCS 77. pp
1263-1267.
[10] CHENG, S. F., CHOO, Y. M., MA, A. N., & CHUAH, C. H. (2004).
Kinetics Study on Transesterification of Palm Oil. Journal of Oil Palm
Research. Vol. 16 No. 2. pp 19-29.
[11] BARRERA DÍAZ, D. A. (2006). Evaluación de las propiedades de
superficie del óxido de zinc y su acti vidad catalática en la transesterificación

91
de aceite de palma con metanol. Tesis ( Ingeniero Químico) . Departamento
de Ingeniería Química. Univers idad de los Andes.
[12] PERRY, R. H., GREEN, D. W. & MALONEY, J. O. (2001). Manual del
Ingeniero Químico. 7a Edición. McGraw Hill. Madr id, Santafé de Bogotá.
[13] MARTÍNEZ ÁLVAREZ, D. M. (2005). Evaluación de la
transesterificación en fase homogénea de aceite de palma con metanol
empleando catalizadores ácidos y básicos. Tesis (Ingeniero Químico).
Departamento de Ingenier ía Química. Universidad de los Andes.
[14] RECINOS, G., RODRÍGUEZ, A., HERNÁNDEZ, C., & YEOMANS, J.
(2003). Metodología para l a Fabricación de Biodiesel a partir del Aceite de
Palma Africana y Aceite de Soya usado. Universidad EARTH. Las Mercedes
de Guácimo, Limón, Costa Rica.
[15] LAROSA, R. J. (2001). Proceso para la Producción de Biodiesel (metil
éster o ésteres metílicos de ácidos grasos).
[16] http://es.w ikipedia.org/w iki/Glicerol. Recuperado el 18 de Noviembre de
2006.
[17]_http://216.239.51.104/search?q=cache:xEtzDNf NSmQJ:journeytoforev
er.org/biodiesel_make.html+How +to+make+Biodiesel&hl=es&gl=co&ct=clnk
&cd=1. Recuperado el 16 de Nov iembre de 2006.
[18] RYAN, D. (2004). Biodiesel: a primer. National Sustainable Agriculture
Information Serv ice.
[19] http://www.dallasgrp.com. Recuperado el 21 de Nov iembre de 2006.
[20] TUBERT, I. & TALANQUER, V. (1997). Para Saber, Experimentar y
Simular sobre Adsorción. UNAM. Méx ico, D.F.
[21] DROGUETT, S. (1983). Elementos de Catálisis Heterogénea.
Secretaría General de la Organizac ión de los Estados Americanos.
Washington, D.C.
[22] LOTERO, E., LIU, Y. & LÓPEZ, D. (2005). Síntesis of Biodiesel via Acid
Catálisis. Engineer ing Chem. Res 5353-5363.
[23] GUASGÜITA SÁNCHEZ, J. T. (2006) Evaluación y caracterización del
Biodiesel. Tes is ( Ingeniero Químico). Depar tamento de Ingenier ía Química.
Universidad de los Andes.
92
[24] SALLAGO, G. Gerente Propietar io de SAIN LTDA. Cotizac ión
proporcionada por SIGRA (Cobralever).
[25] http://www.proexport.com. Recuperado el 2 de Diciembre de 2006.
[26]_http://www.b100supply.com/index.cf m?fuseaction=category.display&ca
tegory_id=43. Recuperado el 5 de Diciembre de 2006.
[27] VAN GERPEN, J. (2004). Biodiesel Production and Fuel Quality.
University of Idaho. Moscow .
[28] CHOO, Y. M., MA, A. N., CHEAH, K. Y., RUSNANI, A. M., CHUNG, A.
Y. K., NANG, H. L. L., CHENG, S. F., LIANG, Y. C., WEI, P. C., HAN, N. M.,
& YUSOF, B. (2004) . Palm Diesel: Green and Renewable Fuel from Palm
oil. Malaysian Palm Oil Board. Kuala Lumpur, Malaysia.
[29] YANG, R. T. (2003). Adsorbents : Fundamentals and Applications.
Wiley- Intersc ience. Hoboken, N. J.
[30] KNOTHE, G., VAN GERPEN, J. & KRAHL, J. (2005). The Biodiesel
Handbook. Champaign, III. AOCS Press.
[31] ERHAN, S. Z. (2005) . Industrial Uses of Vegetable Oils. Champaign, III.
AOCS Press.
[32] http://www.fquim.unam.mx/s itio/uploads/pdfs/hoja2.pdf. Recuperado el
2 de Octubre de 2006.
[33] http://www.fquim.unam.mx/s itio/uploads/pdfs/hoja9.pdf. Recuperado el
2 de Octubre de 2006.

93
ANEXO A. Hoja de Seguridad del Metanol
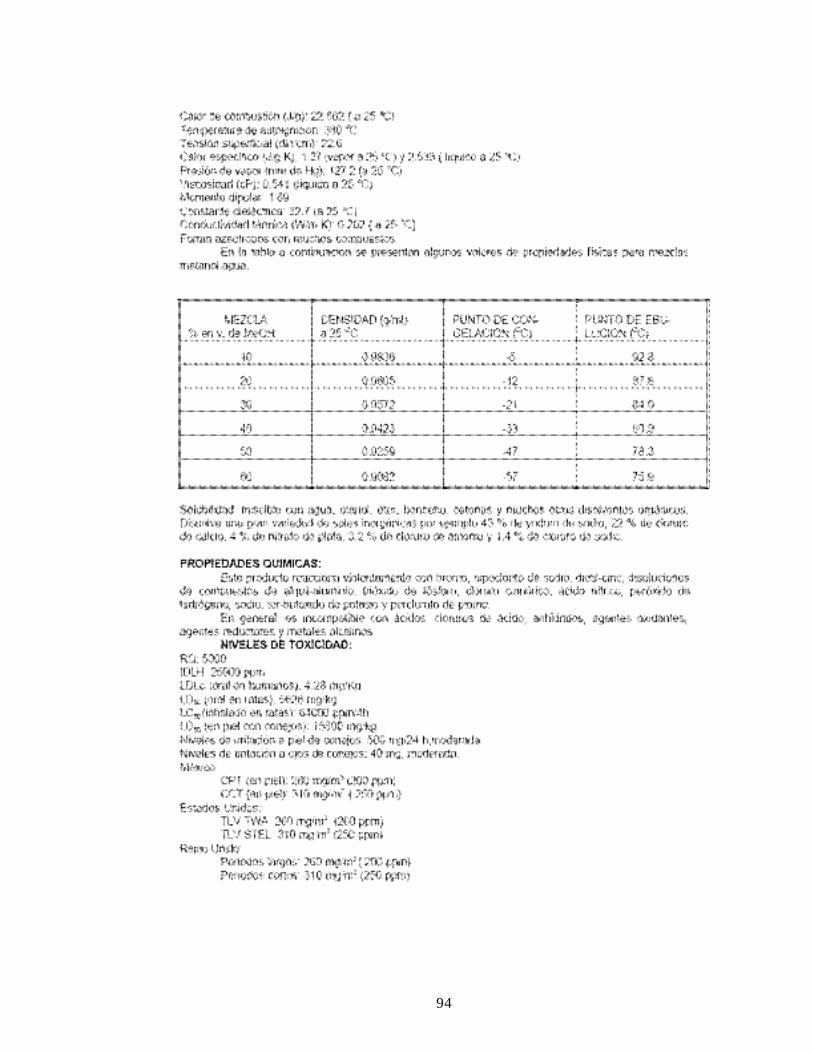
94

95

96

97
ANEXO B. Hoja de Seguridad del Hidróxido de Sodio (NaOH)

98

99

100

101
ANEXO C. Cálculos de Materia Prima
Para poder calcular las cantidades de mater ia prima a utilizar (aceite, alcohol y
catalizador), es necesar io estipular pr imero el volumen del reactor que se va a
emplear. En este contexto, el reactor de vidrio tiene un volumen de dos litros,
razón por la cual no se debe sobrepasar este volumen para evitar pérdidas.
• Como el reac tor es de dos litros:
Volumen (Reactor) ≥ Volumen (AP) + Volumen (Metanol) + Volumen (NaOH)
PM (AP) = 847.9 g/mol Densidad (AP) = 940 g/Lt
PM (Metanol) = 32 g/mol Densidad (Metanol) = 790 g/Lt
PM (NaOH) = 40 g/mol Denisdad (NaOH) = 2130 g/Lt
Relación Metanol/Aceite = 8:1
Catalizador (NaOH) = 1% (AP en peso)
)(38.1)(940
)()(1300 APLtAPg
APLtAPg =×
)(53.1)(9.847
)()(1300 APmolAPg
APmolAPg =×
)(24.12)(1)(8)(53.1 Metmol
APmolMetmolAPmol =×
)(68.391)(1)(32)(24.12 Metg
MetmolMetgMetmol =×
)(495.0)(790
)()(68.391 MetLtMetg
MetLtMetg =×
)(006.0)(2130
)()(100)(1)(1300 NaOHLt
NaOHgNaOHLt
APgNaOHgAPg =××
De acuerdo a las cantidades calculadas se tiene entonces un volumen total de
1.88 Lt, el cual no supera los dos litros del reactor.

102
ANEXO D. Conversión Esperada de la Reacción de Transesterificación
Para tener un estimativo de cuanto se puede llegar a producir con la cantidad
de materia pr ima estipulada, se realizan los cálculos de conversión esperada,
antes y después del lavado con agua.
Conversión Esperada (antes del lavado)
1000
1200
1400
1600
1800
1000 1100 1200 1300 1400 1500 1600Ace ite de Palma Híbrido (gr)
Met
il És
tere
s (m
l) 90%92%94%96%98%
Tabla D 1. Conversión Esperada (antes del lavado)
Conversión Esperada (después del lavado)
700
850
1000
1150
1300
1000 1100 1200 1300 1400 1500 1600Aceite de Palma Híbrido (gr)
Bio
dies
el (m
l) 90%92%94%96%98%
Tabla D 2. Conversi ón Esperada (después del lavado)

103
ANEXO E. Resultados de la Crom atografía de Gases
Tabla E 1. Cromatografí a Patrón FAME 1 Tabla E 2. Cromatografí a Patr ón FAME 2
Tabla E 3. Cromatografí a Patr ón Interno 1 Tabla E 4. Cromatografía Patr ón Interno 2

104
Tabla E 5. Cromatografí a Muestr a 1 Tabla E 6. Cromatografí a Muestra 2
Tabla E 7. Cromatografía Muestra 3 Tabla E 8. Cromatografí a Muestra 4
Tabla E 9. Cromatografí a Muestr a 5 Tabla E 10. Cromatogr afía Muestra 6
Tabl a E 11. Cromatografía Muestra 7 Tabla E 12. Cromatogr afía Muestra 8

105
Tabla E 13. Cromatogr afía Muestr a 9 Tabla E 14. Cromatografí a Muestra 10
Tabla E 15. Cromatografí a Muestr a 11 Tabla E 16. Cromatografía Muestra 12
Tabla E 17. Cromatografía Muestra 13 Tabla E 18. Cromatografía Muestra 14
Tabla E 19. Cromatogr afía Muestra 15 Tabla E 20. Cromatografía Muestra 16
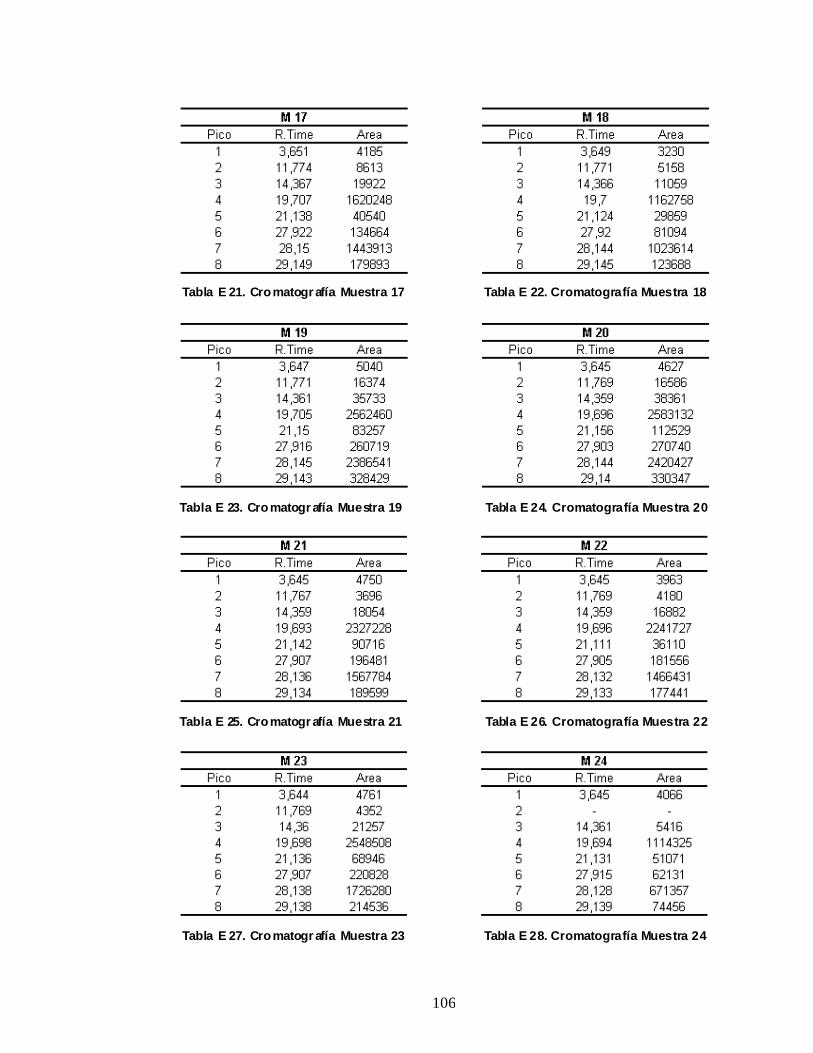
106
Tabla E 21. Cromatogr afía Muestra 17 Tabla E 22. Cromatografía Muestra 18
Tabla E 23. Cromatogr afía Muestra 19 Tabla E 24. Cromatografía Muestra 20
Tabla E 25. Cromatogr afía Muestra 21 Tabla E 26. Cromatografía Muestra 22
Tabla E 27. Cromatogr afía Muestra 23 Tabla E 28. Cromatografía Muestra 24

107
Tabla E 29. Cromatogr afía Muestra 25 Tabla E 30. Cromatografía Muestra 26
Tabla E 31. Cromatogr afía Muestra 27 Tabla E 32. Cromatografía Muestra 28
Tabla E 33. Cromatogr afía Muestra 29 Tabla E 34. Cromatografía Muestra 30
Tabla E 35. Cromatogr afía Muestra 31 Tabla E 36. Cromatografía Muestra 32

108
Tabla E 37. Cromatogr afía Muestra 33 Tabla E 38. Cromatografía Muestra 34
Tabla E 39. Cromatogr afía Muestra 35 Tabla E 40. Cromatografí a Muestra 36
Tabla E 41. Cromatogr afía Muestra 37 Tabla E 42. Cromatografía Muestra 38
Tabla E 43. Cromatogr afía Muestra 39 Tabla E 44. Cromatografía Muestra 40

109
Tabla E 45. Cromatogr afía Muestra 41 Tabla E 46. Cromatografía Muestra 42
Tabla E 47. Cromatogr afía Muestra 43 Tabla E 48. Cromatografía Muestra 44
Tabla E 49. Cromatogr afía Muestra 45 Tabla E 50. Cromatografía Muestra 46