Dispositivo para fresar en torno - UAO
218
DISPOSITIVO PARA FRESAR EN TORNO -GABRIEL RIZO RODRIGUEZ CORPORACION UNIVERSITARIA AUTO NOMA DE OCCIDENTE PROGRAMA DE INGENIERIA MECANICA CALI 1985
Transcript of Dispositivo para fresar en torno - UAO

DISPOSITIVO PARA FRESAR EN TORNO
-GABRIEL RIZO RODRIGUEZ ~
CORPORACION UNIVERSITARIA AUTO NOMA DE OCCIDENTE PROGRAMA DE INGENIERIA MECANICA
CALI 1985

DISPOSITIVO PARA FRESAR EN TORNO
GABRIEL RIZO RODRIGUEZ 1)
Trabajo de Grado presentado como requisito parcial para optar al título de Ingeniero Mecánico.
-Asesor: HERNAN LONDOÑO I.M., ~1.R.A.
: Ijri,,,;,;i(k,jI ¡;¡j-bw:T1a d:, :~'(~+:~:} G;~1~:': F.,.:'¡!;:~f:Jr. .1
--.. ~-.,¡;~~-._ ....... -;;;;;.;.;.;~.-:. ... ~
tORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE PROGRAMA INGENIERIA MECANICA
Cali, 1985

J~
(¿
Cali, Abril de 1985.
Nota de Aceptaci6n
Aprobado por el Comité de traba
jo de Grado en cumplimiento de
los requisitos exigidos por la
Corporaci6n Universitaria Aut6no
ma de Occidente para optar al tf
tulo de Ingeniero Mecánico.
Presidente del Jurado
Jurado.

DEDICATORIA
A mis hijos CARLOS ALBERTO, YURI ALEXIS, LARIZA, GINNA
MARIA, que darán un paso más hacia el punto OMEGA.
iv

AGRADECIMIENTOS
El autor expresa sus agradecimientos:
A HERNAN LONDORO, I.M" M.R.A., Profesor de DiseAo Mecini
co 1 Refrtgeraci6n y Aire Acondicionado Asesor del Tra
bajo,
A ADOLFO LEON GOMEZ, I.M., M.M.H., Profesor de Tecnologia
Mec~nica.
A GONZALO BURBANO NUÑEZ, Profesor de Mecánica Industrial
del Instituto Técnico Industrial Antonio José Camacho.
A la Corporaci6n Universitaria Aut6noma de Occidente.
AL INSTITUTO INDUSTRIAL "ANTONIO JOSE CAMACHO".
v

RESUMEN
INTRODUCCION
1. EL FRESADO
1.1. CLASES DE
1.1.1. Fresado 1:1.2. Fresado
1.2. VELOCIDAD
DE CORTE.
TABLA DE CONTENIDO
FRESADO
Cil índrico Frontal
DE CORTE, AVANCE PROFUNDIDAD
pág.
1
4
4
4
6
7
2. POTENCIA EN EL CORTADOR 9
2.1 POTENCIA UTIL DE UNA MAQUINA-HERRAMIENTA 9
2.2. POTENCIA ABSROBIDA POR UNA MAQUINA-
HERRAMIENTA.
2.3. RELACION ENTRE LA POTENCIA, MOMENTO DE
TORSrON y NUMERO DE REVOLUCIONES
2.4 PRESION TOTAL DE CORTE Y ESFUERZO TANGENCIAL
EN EL FRESADO
vi
9
10
11

pág.
2.5 CALCULO DE LA POTENCIA EN LA MAQUINA
DEL PROYECTO 15
2.6 POTENCIA EN EL EJE TORNILLO SrN~FIN 22
2.7 POTENCIA EN EL EJE MOTOR 22
2.8 POTENCIA MOTOR 23
3. CALCULO DE VELOCIDADES 24
3.1 CALCULO DE VELOCIDADES EN EL CORTADOR 24
3.2 CALCULO DE VELOCIDADES EN EL TORNILLO
SIN-FIN
3.3. CALCULO DE POLEAS CONDUCIDA Y CONDUC
TORA
3.4 DIMENSIONES DE POLEAS Y LONGITUD DE
CORREAS
3.5 CALCULO DE LA CORREA EN Y
4. CALCULO Y DISE~O DEL REDUCTOR TORNILLO
SIN-FIN 4.1 DISE~O DE LA RUEDA Y EL TORNILLO
SIN FIN
4.2 VERIFICACION DEL DISE~O CON BASE EN
LA RESISTENCIA Y EL DESGASTE
4.3 POTENCIA DE ENTRADA, RECOMENDACION DE LA
AGMA BASADA EN EL DESGASTE
4.4. BASADO EN LA CAPACIDAD DE DISIPAR
CALOR
vii
27
28
31
33
40
40
44
49
51

4.5 RENDIMIENTO DEL ENGRANAJE TORNILLO
SIN-FIN
4.6 DISIPACION DE CALOR
4.7 AREA MINIMA PARA DISIPAR CALOR
5. FUERZAS QUE ACTUAN EN EL ENGRANAJE,
POLEA CONDUCIDA Y CORTADOR
6. FUERZAS SOBRE LOS APOYOS DE LOS EJES DEL
TORNILLO SIN-FIN Y LA RUEDA
7. SELECCION DE RODAMIENTOS
7.1. EN EL EJE TORNILLO SIN-FIN
7.2 SELECCION DE RODAMIENTOS PARA EL EJE
DE LA RUEDA
7.3 DETERMINACION DE LAS TOLERANCIAS EN
LOS RODAMIENTOS
7.3.1 Tolerancias para el rodamiento del Eje tornillo Sin-fin, ajuste eje-roda miento.
7.3.2 Tolerancia para el alojamiento de ace
pág
51
52
52
54
60
66
66
72
78
78
ro, rodamiento radial, eje de la rueda 79
7.3.3 Tolerancia para el eje de la rueda 83
7.34 Tolerancia para el alojamiento de ace ro, rodamiento radial, eje de la rueda 87
viii

8. DISEAO DEL EJE DE LA RUEDA
8.1 FORMA DEL EJE
8.2 FUERZAS QUE ACTUAN EN EL EJE
8.3 DISEAO POR RESISTENCIA
8.4 DEFORMACION TORSIONAL DEL EJE
8.5 DEFORMACION TRANSVERSAL DEL EJE DE LA
RUEDA
9. CALCULO DEL EJE TORNILLO SIN-FIN
9.1 CALCULO DEL DIAMETRO POR RESISTENCIA
9.2 DEFORMACION TORSIONAL DEL EJE TORNILLO
SIN-FIN
9.3 DEFORMACION TRANSVERSAL DEL EJE TORNILLO
SIN ... ,FIN
10. LUBRICACION DE ENGRANAJES
10.1 VENTAJAS
10.1.1 Reduccf6n del desgaste
10.1.2 Reducci6n de pªrdidas de fuerza
10.2 TEORIA DE LA LUBRICACION
10.2.1 Perfiles de los dientes
10.2.2 Cargas que transmiten
10.2.3 Velocidad de funcfonamfento
10.3 NORMAS DE ESPECIFICACION DE AGMA PARA
ix
p~g.
90
90
90
90
92
93
99
99
102
103
109
109
109
110
111
114
115
116

LA LUBRICACION DE ENGRANAJES INDUSTRIALES
CERRADOS
10.3.1 Alcance
10.3.2 Limitaciones
10.3.3. Tipo de aceite
10.3.4. Viscosidad
10.3,5 Recomendaciones de Lubricaci6n
10.3.6 Borra
10.3.7 Cambio de aceite
11. CALCULO DE LAS CHAVETAS
11.1 Teorla y cálculo
11.2 CALCULO DE LA CHAVETA DEL EJE TORNILLO
SIN-FIN Y POLEA
11.3 CALCULO DE LA CHAVETA DEL EJE DE LA
RUEDA
12. CALCULO DE TORNILLOS
12.1 TORNILLOS DE SUJECION EN LA CAJA DEL
TORNILLO SIN-·FIN
12.2 TORNILLOS DE SUJECION EN LA CAJA DEL
EJE DE LA RUEDA
12.3 TORNILLO DE POTENCIA
12.3.1 Par de Torsi6n
12.3.2 Efecto de columna
x
Pág
118
118
118
119
121
122
122
125
126
126
127
130
133
133
134
136
136
137

13. CALCULOS EN EL TUBO COLUMNA
Pág.
139
13.1 SOLDADURA 139
13.2 DEFORMACrON TORSrONAL DE LA COLUMNA 142
14. MECANISMO DIVISOR 147
14.1 FUNCION 147
14.2 CLASES DE DIVISOR 147
14.3 CABEZAL DIVISOR UNIVERSAL 147
14.4 DISEAO DE LA RUEDA Y TORNILLO SIN-FIN 149
CONCLUSIONES 153
BIBLIOGRAFIA 155
ANEXOS
xi

LISTA DE TABLAS
TABLA 1. Esfuerzo unitario de desgarramiento
as
TABLA 2. Avance y velocidad de las fresas co
rrientes de acero rápido
pág.
19
10
TABLA 3. Coeficiente de diámetro pequeño Kd 35
TABLA 4. Coeficiente de arco de contacto K 36
TABLA 5. Factor de correcci6n de longitud KL 37
TABLA 6. Factor de forma de Lewis Y. 47
TABLA 7. Constante B de desgaste. 48
TABLA 8. Constante de Presi6n K. 50
TABLA 9. Seguridad de Carga C/P para diferen
xii

pág.
tes duraci,ones, e.xpresadas en horas de funcionamiento! 68
TABLA 10. Coeficiente X e Y
TABLA 11. Rodamiento de 2 hileras de bolas con
contacto angular; serie de diroensio
nes 32.
TABLA 12. Rodamientos rtgtdos de una hilera de
bolas, Serie de dimensiones 02.
TABLA 13. Rodamientos rigidos de una hilera de
bolas; serie de dimensiones la
TABLA 14. Ajuste para ejes macizos de acero,
rodamientos radiales con agujero ci
69
71
73
75
líndrico. 80
TABLA 15. Tolerancias de los ejes, según ISO 81
TABLA 16. Ajuste para alojamientos de acero
rodamientos radiales, alojamiento
enterizo.
xiii
85

TABLA 17. Toler~ncia de los ~lojamient05~
segan ISO.
TABLA 18. Escala de viscosidad para lubri
pág.
88
cantes AGMA. 120
TABLA 19. Recomendaciones sobre lubricaci6n
de trenes de engranajes.
TABLA 20. Engranajes de tornillo sin-fin ci
123
ltndrico y de doble curvatura 124
TABLA 21. Aleaciones fraguadas ALeAN, propie
dades mecánicas tipicas.
TABLA 22. Propiedades mecánicas de los torni
llos ALLEN.
TABLA 23. Mfnimo tamano del filete, Segan la
placa más gruesa de la junta.
TABLA 24. Número corriente de agujerost en las
129
135
144
circunferencias del plato divisor. 146
xiv

LISTA DE FIGURAS
pág
FIGURA 1. Eleroentos del corte tangencial 12
FIGURA 2. Secciones de correas, segan po tencta y velocid~d. 29
FIGURA 3. Dimensiones de las garruchas. 32
FIGURA 4. Dimensiones para el área de disipa cian de calor. 53
FIGURA 5. Fuerzas que actaan en el engranaje 54
FIGURA 6. Cargas horizontales en la rueda. 60
FIGURA 7~ Cargas verticales en la rueda! 61
FIGURA 8. Cargas horizontales en el tornillo sin fin. 62
xv

pág.
FIGURA 9. CQr9~S verticales enel tornillo Sin~f1n. 63
FIGURA la. Fuerzas que actúan en el eje torni 110 sin~fin 66
FIGURA 11. Fuerzas que actúan en la rueda 74
FIGURA 12. Diagrama para apriete de ejes huecos 84
FIGURA 13. Sumatoria de momentos flectores 96
FIGURA 14. Cálculo de la deformaci6n transver sal del eje de la rueda, plano hori zontal
FIGURA 15~ Cálculo de la defor.maci6n transver sal del eje de la rueda, plano verti cal.
FIGURA 16! Cálculo del flector máximo, eje del tornillo sin-fin~
FIGURA 17. Cálculo de la deformaci6n transversal
97
98
101
del tornillo sin~finJ plano vertical 105
FIGURA 18. Cálculo de la deformaci6n transversal del tornillo sin-fin, plano horizontal 107
xvi

peíg.
fIGURA 19! Anllisis de las fuerzas para la soldadur~ del tubo~cQlumria, 140
FIGURA 20, Momento de inercia para la soldadu ra considerada como una lfnea 145
FIGURA 21. Fórmulas patrón de diseño para los esfuerzos en la soldadura 146
FIGURA 22. Esquema del cabezal, divisor uni versal,
xvii
148

LISTA DE PLANOS
pág.
PLANO aa-A. Montaje de 1 reductor 157
PLANO al-A. Columna bas e 158
PLANO 02-A Caja tornillo sin fin 159
PLANO 03-A Rueda del Tornillo sinfin 160
PLANO 04-A. Tuerca 161
PLANO OS-A. Ej e de 1 a Rueda. 162
PLANO 06-A. Tornillo de Potencia 163
PLANO 07-A. Tapa de la Columna Base. 164
PLANO 08-A. Manija. 165
PLANO 09-A. Chaveta de Columna. 166
PLANO lO-A. Porta herramienta. 167
PLANO 11-A. Eje del tornillo sinfin. 168
PLANO 12-A Tapa Derecha 169
xviii

PLANO 13-A
PLANO 14-A
PLANO 15-A
PLANO 23-A
PLANO 24-A
PLANO OO-B
PLANO 01-8
PLANO 02-8
PLANO 03-8
PLANO 04-B
PLANO 05-B
PLANO 06-B
PLANO 07-B
PLANO 08-B
PLANO 09-B
PLANO 10-B
PLANO 11-B
PLANO 12-B
PLANO 13-8
PLANO 14-B
PLANO 15-8
Tapa Izquierda
Soporte del Motor
Poleas Motor y Conducida
Tapa Nonio
Tapa
Montaje del Divisor
Cuerpo del Divisor
Plato Divisor
Pata Izquierda de Tijera
Pata Derecha de Tijera
Biela del Eje Divisor
Eje del Tornillo Sin Fin
Eje del Divisor
Tambor
Tapa del Tambor
Bot6n Eje Divisor
Cono
Tapa
Tapa del cuerpo divisor
Rueda Tornillo Sin Fin
Cono Sujetador
xix
Pág.
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190

RESUMEN
El principal concepto aplicado en este trabajo fué el de
Potencia, iniciando la utilizaci6n de este concepto, pre
cisamente en el punto donde la máquina efectúa el trabajo:
en la fresa o cortador. Partiendo del cálculo del trabajo
para arrancar la viruta se obtuvo el valor de la potencia.
Este valor es llevado a la rueda del tornillo sin-fin, po
tencia de salida y luego al eje tornillo sin-fin a la ban
da trapezoidal y de aquí al motor, optando por seleccio
nar un motor de 0,5 HP Trifásico, fácil de obtener en el
comercio. Esto se realiz6 en el Cabezote o parte princi
pal de la máquina y que irá montado en el carro porta-útil
en el cabezal divisor universal, no se tom6 el concepto
de potencia puesto que aquí s610 se necesita movimiento, y
las fuerzas que intervienen son de poco o bajo valor, si
se tOvieron en cuenta en esta parte valores ya estableci
dos, tal como la relaci6n 1:40 en el tornillo sin-fin y
rueda y el número de agujeros en el plato divisor.
xx

Los materiales eropleados son lo~ )l)~s. cOJl)erciales de la re
9i6n: acero~ para ro&quinas~ hronce~ alurotnio p as' coroo las
partes normalizadas importadas o elaboradas en el pafs ca
mo: tornillos. rodamientos t bandas~ soldaduras, el motor y
aceites.
En la elaboraci6n de los planos se utilizaron las normas
ANSI, tanto en el sistema de proyecci6n -tercer cuadrante
como en los formatos A~ B, C, D, siendo el A el más utili
zado para las partes y el C y D para el montaje, y las me
didas por lo tanto en pulgadas en algunas excepciones en
mil ímetros:.
xxi

INTRODUCCION
El proyecto consiste en el cálculo, dise~o y construcci6n
de un dispositivo mecánico que permita adaptar al torno pa
ralelo para metales en fresadora.
Este dispositivo permitirá ampliar las posibilidades técno
l6gicas de un torno para las siguientes operaciones:
Tallado de engranajes cilíndricos rectos, mecanizado de
prismas exagonales, cuadrados, octogonales, caras planas
en ejes y cuñeros para chavetas planas cuadradas o rectan
gulares y woodruff.
En base a la teoría de la potencia necesaria para arrancar
la viruta, se analizará y calculará la potencia en el pun
to donde se efectúa el trabajo, en la fresa o cortador.
Teniendo en cuenta casos extremos de velocidad, profundi
dad y dureza de los metales a trabajar, se tomará el mayor
valor posible de potencia.
Tomando como punto de partida, el valor de la potencia en

el cortador~ s.e considerará en todos los elementos que
sirven pilril su transroi:sión. Priroero el reductor tornillo
sin fin, donde se considerarán los conceptos de fuerza, ve
locidad, fricci6n; se hará un análisis de resistencia de ma teriales en cuanto a flexión y torsión, además de la propor
ción de los elementos de acuerdo a normas t~cnicas, selec
ción de partes estandarizadas como rodamientos y sellos.
Seguidamente se disefiará y calculará el elemento flexible,
en este caso, transmisión por banda que servirá de fusible
mecánico, teniendo en cuenta en este punto la selección del
motor el~ctrico.
Por último se trazarán los planos de detalle y montaje fi
nal de cada una de las piezas componentes del mecanismo. Se
ha de tener en cuenta, que por falta de una tecnología pro
pia, y a pesar de lo establecido por Icontec, habrá una com
binación de medidas de los dos grandes sistemas de normali
zación: el ANSI y el ISO.
La fuente de información para el presente trabajo la consti
tuyen los libros de coman uso en el p.rograma de Ingeniería
Mecánica de la región y que son los que figuran en la bi
bliografTa, no descartando la existencia de nuevos concep
tos y teorías que por falta de información, el autor del
trabajo no halla podido obtener.
2

El mecanismo que se desarrolla en e~ta tesis es posible
1 O 9 r a r loe n d i fe re n t e s t aro a ñ o s y f o rJl) as ~ a s 1 m i s ro o de am
pliar las posibilidades tecno16gicas del presente.
Este mecanismo llenará un vacTo que existe en el pequeño
taller, aquel que 5610 tiene un torno~ un taladro, un esme
ril y a1gan banco de trabajo; y que a falta de capital pa
ra la adquisici6n de una fresadora, esta pequeña máquina
suplirá en parte la necesidad. Además con un aditamento
suplementario se pOdrán realizar trabajos de rectificado
de ejes.
3

l. EL FRESADO
El fresado se emplea para la obtención de superficies pla
nas y curvadas, de ranuras rectas, de ranuras espirales y
ranuras helicoidales, asi como de roscas. Lo mismo que en
el torneado, el movimiento principal o de corte es circu
lar. Mientras que en el torneado este movimiento princi
pal es ejecutado por la pieza,en el fresado es el útil o
herramienta quien lo ejecuta. Los movimien ms de avance
y de aproximación son realizados en el fresado generalmen
te por la pieza, pero pueden ser realizados por la fresa
como sucede, por ejemplo en el fresado copiador.
1.1 CLASES DE FRESADO
Se distinguen dos clases de fresado: el fresado cilíndri
co y el frontal.
1.1.1 Fresado Cilíndrico.
En el fresado cilíndrico, el eje de la fresa se mueve
transversalmente a la superficie que se trabaja de la pie-

za.
La fresa en forma de rodillo corta solamente con dientes
dispuestos en su periferia. Se distinguen aqui, el fre
sado a contradirección y el fresado paralelo. En ambos
procedimientos de trabajo se arrancan al material virutas
en forma de coma.
En el fresado en contra-dirección el sentido de giro de
la fresa y el del avance de la pieza son encontrados. La
fresa desliza primeramente sobre la pieza y solamente
después de esto penetra más y más en el material. Cuando
sale de la pieza el diente de la fresa la viruta ha lle
gado a adquirir su espesor máximo. El husillo porta-fre
sa, obligado hacia arriba por el esfuerzo de corte y la
mesa de trabajo empujada hacia abajo, flexan hacia atras
en ese momento dando lugar a marcas de vibraciones. Ade
más, los filos de los dientes se embotan antes a consecu
encia del resbalmiento inicial sobre la superficie traba
jada. En el fresado paralelo el diente de la fresa pene
tra inmediatamente en el material, pero la viruta se hace
cada vez más delgada. El husillo porta-fresa y la mesa
son oprimidos también en este procedimiento hacia arriba
y hacia abajo respectivamente. Ahora bien, la fuerza de
corte disminuye por causa de la viruta cada vez más del
gada y es casi nula en el instante en que el diente de la
5

fresa sale del material, con esto deja de producirse la
vibración de antes, obteniendose superficies mas lisas que
en el caso del fresado en contra dirección. La máquina
incluso en el caso de grandes arranques de viruta va más
tranquila como la fuerza de corte esta constantemente di
rigida sobre el soporte de la mesa no se producen marcas
de vibración.
El fresado paralelo no se puede, por regla general, rea1~
zar nada más que en máquinas especiales para ello.
En las máquinas normales de fresar unicamente se puede
fresar por el sistema de paralelo con pequeño espesor de
viruta y conducción fluida de la mesa.
1.1.2 Fresado Frontal
En el fresado frontal el eje de la fresa tiene posición
perpendicular a la superficie a trabajar de la pieza.
El fresado frontal es más económico que el cilíndrico por
que siempre hay varios dientes cortando, la fresa puede
refrigerarse mejor y la sección de viruta es casi constan
te.
6

1.2 VELOCIDAD DE CORTE, AVANCE, PROFUNDIDAD DE CORTE
La velocidad de corte en el fresado viene dada por la re
gular en m/min. Cuando se fresa con filos de metal duro
pueden obtenerse velocidades de corte de ocho a diez ve
ces mayores que con las fresas de acero rápido.
Con objeto de poder elegir siempre una velocidad de corte
apropiada al material de la pieza y al diámetro de la fre
sa, puede variarse el número de revoluciones del husillo
porta-fresa entre límites muy amplios.
El avance está relacionado con la velocidad de corte cuan
do viene dado en mm/min .. Frecuentemente también viene
dado en mm/diente de la fresa. Hay que elegir el avance
de tal modo que cada diente, según sea el material, arran
que en el desbaste de O.1a 0,3 mm. y en el acabado de
O, O 2 a 0,2 mm ..
La profundidad de corte depende, de 1 a capacidad de la má-
quina Ele la clase de trabajo y de la pos i bil; dad de suje-
cción de la pieza. Así, por ejemplo en el fresado con
fresa de disco se elige un gran espesor de viruta y un a-
vance pequeño, en el fresado chaveteros-caso de la máqui-
na del proyecto por el contrario, son más ventajosas las
7
"'.- .

profundidades de corte pequenas, con grandes avances.
8

2. POTENCIA EN EL CORTADOR
2.1 POTENCIA uTIL DE uNA MAQUINA HERRAMIENTA
Es la potencla te6rica necesaria para arrancar la viruta.
Sean:
NCv = Potencia útll en cv
as = Esfuerzo unitarlo de desgarramiento o fuerza espe
cífica de corte en Kg/mm 2
P = Fuerza total de corte en Kg.
q = ~ección de la viruta en mm 2 (Tabla 1)
v = Velocidad de corte en m/min.
Se tiene:
Ncv= P • v o Ncv= g . as . v
450u 45UO
2.2 POTENCIA ABSORBIDA POR UNA MAQUINA-HERRAMIENTA
Es la potencia efectiva necesaria para arrancar la viruta
9

teniendo en cuenta los rozamientos de los órganos en mo-
vimiento. Llamando con:
Ne Cv = Número de caballos efectivos
n = Rendimiento mecánico de la máquina
Ne cv = Ncy n
ó Ne cv - g. s. v 4500 . n
El rendimiento n =0,7-0,95 según el tipo y condiciones de
la máquina.
2.3 RELACION ENTRE LA POTENCIA, MOMENTO DE TORSION y
NUMERO DE REVOLUCIONES
Con:
R = Radio en metros, del elemento que gira
n = Número de revoluciones por minuto del elemento que
gira.
Ncv= Números de caballos teóricos.
MT = Momento de torsión en Kg.m
Se tiene que Ncv = P . v
4500
lu

Por otra parte
Por lo tanto: Ncv =
Con MT = P . R
Entonces
Ncv = MT .n 716.2
P • 2 .7T • R • n
4500
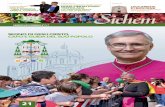
2.4 PRESION TOTAL DE CORTE Y ESFUERZO TANGENCIAL EN EL
FRESADO
La presíon total de corte es la que determina el esfuerzo
tangencial sobre el diente del cortador o fresa. En la
figura 1 se tiene, que el diente del cortador arranca un
viruta en forma de coma ABC. Para simplificar se consi
dera el trabajo de un solo diente. Y se tiene:
D = Diámetro del cortador, en mm.
R = Radio de la fresa, en mm.
z = Número de dientes de la fresa
n = Número de r.p.m. del cortador
b = Anchura de la zona a fresar, en mm.
v = Velocidad tangencial de la fresa, en m/min.
11

al = Avance en mm. por diente de la fresa
a2 = Espesor máximo de viruta arrancada por un diente,
en mm.
al = Avance de 1 a fresa, en mm/mino
p = Profundidad de corte que determina a2' en mm.
a = Angula en relación a p
as = Presión específica de corte, en Kg/mm 2
q = Superficie máxima en mm 2 de la viruta
Figura 1. Elementos del corte tangencial.
A los efectos demostrativos se puede suponer que tanto el
movimiento giratorio como el avance son asumidos por la
herramientoa; la acción de un diente genérico principia
en A Y termina en C, y al mismo tiempo el centro de la
fresa se desplaza de O a 0 1, por lo que resulta:
12

También resulta evidente que el avance de la fresa, en
milímetros por minuto, se expresa por:
al = al . z . n
Donde al . z es el avance en mm. por vuelta de la fresa.
De todo lo expuesto se puede deducir que la cantidad de
viruta arrancada ·depende solo del valor de la velocidad
de avance de la fresa y no de la velocidad de rotación;en
efecto, si la velocidad de rotación de la fresa es ele
vada y el avance cero no se obtiene ninguna producción de
viruta.
En el examen del espesor de la viruta se observa que, se
gún la dirección OB, el máximo está en B; mientras que en
A, según la dirección OA, es cero.
El espesor máximo arrancado por un diente viene expresado,
por tanto, con la ecuación
Mientras que el área de la sección máxima correspondiente
es definida por la ecuación
lJ

Por consiguiente, la presión máxima será:
Pmax. = a2 . b . as
La cual define el esfuerzo tangencial sobre el diente.
En la ecuación anterior se sustituyen los valores halla-
dos, o sea:
Pmax. = al . Sena. b • as
Pero se tiene que: al
. z
Sustituyendo se tiene:
Pmax. = al. S e na. b . as n • z
Es necesario transformar convenientemente la ecuación
para hacer figurar valores prácticos de la figura 1, se
tiene:
R Sena = V R2 - (R_p)2
donde:
Sen a = R
14

= 1 V R2 R2 p2 + 2R P . R
= 1 V 2 R P p2 R
= 1 R l/o p p2
= 1 V p(O-p) R
Por otra parte se tiene que:
v= TI. O • n en m/min. 1000
Sustituyendo los valores de a y de n en la ecuación que
expresa la fuerza tangencial Pmax. se obtiene:
P m a x. = ~a _1 --'.;"...-,;..*:....--_V:.....¡p--'(=O_-.J:,..p .1.-) ---.;;.---=.b--=-. _0 -=s:....-
=
1000 . V
TI • O
al. TI • O
• z
Vp ( 0- p)
R . 1000 . v .z • b • os
y finalmente, siendo O = 2
Pmax.
R
= -=2~._TI-=.~a_I~.-=b~._0~s __ ~V~p~(~0_-~PL-) 1000 . z • v
en Kg.
2.5 CALCULO OE LA POTENCIA EN LA MAQUINA OEL PROYECTO
15

Para calcular la potencia de la ~~qutn~ que se proyecta es
necesario asumir o suponer varios trabajos que realizQr'~
la máquina en mencí6n, y para ello se tendrfa en cuenta di
ferentes materiales, diámetros de materiales, diámetros de
fresas, velocidades de corte. De la serie de potencias re
sultante se tomarla la mayor como prototipo para los cál
culos generales de la máquina, con tres casos se obtiene
este valon
CASO 1
Tallar un pifi6n con material de aR = 70 - 80 Kg/mm 2 •
De tabla 2.
V = 911) / m in •
al = 22 mm/mino
De Tabla l.
as = 265 Kg. m1l)2 pa ra
b = 5 mm (se asume)
p = 3 mm (según Tabla
D = 90 mm (Se as ume)
R = 0,045 m
Z = 10 dientes.
q = 10 mm 2
2)
16

9 m/min. n = ------~--~------ = 31,83 R.P.M
2 . 3,1416 . 0,045m
Esfuerzo tangencial
Pmax = 2 . 3,1416 . 22 . 5 . 265
1000 . 10 . 9
Pmax = 32,87 Kg
Momento de torsión.
Mt = 32,87.45
1000
Mt = 1,479 Kg.m
Potencia absorbida
N (cv) = 14,79 . 31,83 716,2
N (cv) = 0,065
CASO II
Material: Aluminio
G R = 9 - 12 Kg/mm 2 (tabla 1)
17
3(90-3)

as = 47 Kg/mm 2
v = 60 m/min
al = 80 mm/min
b = 5 mm (se asume)
p = 4 mm (de tabla 2 )
D = 90 mm (se asume)
Z = 10 dientes
n = 60 m/min 212,2 R.P.M. 2 . 3,1416 . 0,045m
Esfuerzo tangencial
Pmax 2 . 3,1416 . 80 . 5 . 47 4{90 - 4) = 1000 . 10 .60
Pmax = 3,65 Kg
Momento de torsión
Mt = 3,65 . 90/2 1000
Mt = 0,164 Kg-m
N (cv)= Mt . n 716,2
N{cv) - 0,164 . 212,2 716,2
N{cv) = 0,048
CASO 1 JI
18

TABLA 1. Esfuerzo unitario de desgarramiento as.
Carga de Dureza = Kg/mm 2 as Material rotura a Brinell
tracción esfera e aR- Kg/ mm2 q = 1 q=10 q=50 10 carga
3.000 mm 2 mm 2 mm 2
Acero dulce 30-40 90-120 170 125 102 Acero de mediano cont. de C 40-50 120-140 210 155 127
o Acero de mediano -o cont. de C 50-60 140-170 250 188 151 ..... u o Acero Duro 60-70 170-195 300 232 181 u Q)
o::: 11 11 70-80 195-235 359 265 217
Acero al Cr-Ni 65-80 190-225 241 193 164
Acero fundido 45-55 135-160 176 124 98
Fundición 14-20 160-200 85 64 50
Latón en barras 30-35 80-110 70 49 38
Bronce 20-25 70-90 79 46 32
Aluminio fundido 9-12 65-70 54 47 43
Electrón 50-60 24 20 16
I Uni'leJ';idorl ~,utorp.mo d3 (l((l~t.:
! f\Pfl'.1 P :'; .
1~

TABLA 2. Avance y velocidad de las fresas corrientes de
acero rápido.
Velocidad de MATERIAL de corte en m/min
Desbaste Acabado
Latón y aluminio •..• 60-80 80-100 Bronce corriente .... 25-28 35-40
11 endurecido •... 20-25 30-35
Hierro con 0r=40-50 Kg/mm2 .•••.•..•••••• 16-20 25-30
Acero con o[t= 60 Kg/mm215-18 22-25
11 11 70 11 12-16 18-22
11 11 80 11 10-15 16-18
11 11 90 11 9-13 14-16
11 11 100 11 8-12 13-15
Fundición corriente .•• 12-15 18-20
11 endurecida .. 17-20 12-15
Avance Profundi-en mm /min dad de cor
te.
80-120 80
3-4 mm para 45
operaciones
60 de desbaste
40 0,5 mm para
30 operaciones
25 de acabado.
22
20
45
18
Los presentes valores pueden sufrir variaciones según las condicio-
nes de trabajo.
20

Tallar una barra cilíndrica de 3 11 hasta formar una barra
hexagonal, material hierro fundido.
aR = 14 -20 Kg/mm 2
Con q = 10 mm 2 (Tabla 1 )
as = 64 Kg/mm 2
v = 12 m/min
al = 45 mm/min
b = 38 mm
p = 5 mm
D = 75 mm (se asume)
Z = 12 dientes.
n = __ =1=2_m=/~m~1~'n~ __ __ = 51,61 R.P.M. 2 . 3,1416 . 0,037
Esfuerzo tangencial
Pmax = 2 . 3,1416 . 20 . 64 1000 . 12 . 12
Pmax = 30,36 Kg
Momento de torsión
Mt - 89,33 . 75/2 1000
Mt = 1,14 Kg.

Potencia absorbida
N (cv) Mt . n = 716,2
N (cv) 1,14 . 51,61 -716,2
N (cv) = 0,082
Resumen
CASO I = 0,065 N(cv)
CASO II = 0,048 N(cv)
CASO III = 0,082 N(cv)
Se adopta una potencia absorbida en el eje del cortador
de 0,1 N(cv) = 0,1 HP
<#
2.6 POTENCIA EN EL EJE TORNILLO SIN FIN
Asumiendo un rendimiento en el tornillo sin fin de n =0,6
la potencia en el eje del tornillo sin fin será de
Pot - 0,1 = 0,166HP 0,6
2.7 POTENCIA EN EL EJE MOTOR

Asumiendo un rendimiento de n = 0,9 en la banda en V se
tiene una potencia en el eje motor de
Pot = 0,166
0,8 = 0,18 HP
2.8 POTENCIA MOTOR
Asumiendo un rendimiento del motor de n=0,8 se tiene una
potencia en el motor de
Pot (Motor) = 0,23 HP
Se necesita un motor de 0,5 HP trifásico 220/440.
23

3. CALCULO DE VELOCIDADES
3.1 CALCULO DE VELOCIDADES EN EL CORTADOR
La velocidad del cortador es la velocidad de corte, y hay
que tener en cuenta:
Material a tallar
Material del cortador
Diámetro del cortador.
Con los primeros datos se han elaborado diferentes tablas,
con las cuales se obtiene la velocidad de corte tangencial
al cortador.
Teniendo en cuenta las consideraciones anteriores para el
caso, se tendrá en cuenta
Material a tallar
Aluminio
Bronce
Acero con crR = 40Kg!mm 2
24

Acero con (5 R = 80 Kg/mm 2
Fundición corriente.
Material del cortador
Acero rápido, que es el más comunmente usado.
Diámetro del cortador
Se adoptaran 3 diámetros 110 mm, 90 mm, y 75 mm.
Para establecer las R.P.M., en el cortador. Se utiliza
la ecuación
n = v • 1000
D . TI
Donde
n = Revoluciones por minuto
V = Velocidad tangencial del cortador (m/min)
D = Diámetro del cortador
TI = Constante (3.1416)
1000 = Constante de conversión, metros a milímetros.
De la tabla 2 se seleccionan 4 velocidades a saber: 10
m/min; 15 m/min; 20 m/min; 28 m/min.
En base a estas 4 velocidades, a un diámetro promedio de
cortador de 90 milímetros, y con la ecuación anterior se
25

tiene:
10 . 1000 nI = = 35,36 R.P.M. 90 . 3,1416
n2 - 15 . 1000 = 53,05 R.P.M. 90 . 3,1416
20 ! 1000 90 . 3,1416
= 70,73
_ 28 . 1000 n4 = 99.02 90 . 3,1416
R.P.M.
Las velocidades de las máquinas-herramientas se seleccio
nan o calculando en base a una progresión geométrica; y
de una velocidad a otra debe haber una razón, que irá mul
tiplicandose sucesivamente, dando las diferentes veloci-
dades necesarias en la máquina.
La razón es obtenida por la ecuación
n=l
=jT Donde
= razón
n = nQmero de velocidades del dispositivo (3)
b = mayor valor tomado (99.02)
2::>

a = menor valor tomado (35.36)
Entonces 2 .---=---=--~
99.02 = 35.36
= 1.6735
Por 10 tanto las velocidades serán:
Primer velocidad 35.36 35 R.P.M.
Segunda velocidad 35 . 1.6735 = 59.17 R.P.M. 60 R.P.M.
Tercera velocidad 59.17 . 1.6735 = 99.02 R.P.M. 100 R.P.M
Retomando la ecuación
v = TI. D. n
1000
y con un diámetro de cortador de 75 mm., se tiene:
= 3,1416 . 75 .35 VI = 8,25 m/min.
1000
v2
= 3,1416 . 75 . 60 = 14,14 m/min. 1000
v3
= 3,1416 . 75 . 100 = 23,56 m/min. 1000
Con un diámetro de cortador de 90 mm se tiene
26

v = 3,1416 . 90 . 35 = 4 1000
9,89 m/min.
V = 3,1416 • 90 • 60 5 = 16,96 m/min.
1000
V6 = 3,1416 . 90 . 100 = 28,27 m/min. 1000
Con un diámetro cortador de 110 mm. se tiene:
V7 = 3,1416 . 110 . 35 = 1000
V8 = 3,1416 . 110 . 60 = 1000
V9
= 3,1416 . 110 . 100 = 1000
12,10 m/min.
20,73 m/min .
34.55 m/min.
Como se ve en la anterior serie de velocidades se obten-
dran velocidades de corte que van desde 8,25 m/min hasta
34,55 m/min. que cubren las solicitudes de la tabla 2 pa-
ra materiales como bronce, acero, fundición.
3.2 CALCULO DE VELOCIDADES EN EL TORNILLO SIN FIN
El tornillo sin fin se asume con una relación de 1:18,quie
re decir que el tornillo tendrá una entrada o filete y la
z7

rueda 18 dientes.
Se escoge 18 dientes por razones de espacio, entre más
dientes se tomen en la rueda, tendrá más diámetro; tampo
co se escoge menos por cuestion de diseño, interferencia
entre dientes.
Con la relación 1:18 las velocidades angulares en el eje
del tornillo serán 18 veces mayor que en el eje de la rue
da por tanto tendremos:
RPM Eje de la rueda
35
60
105
RPM Eje del tornillo
650
1080
1890
3.3 CALCULOS DE POLEAS CONDUCIDA Y CONDUCTORA
Datos:
a- RPM del tornillo iguales en la polea conducida
630 RPM
1080 RPM
1890 RPM
b- RPM del motor 1695 (Velocidad normal del motor 1645
073-4 YB60

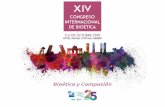
c- Se asume una banda en V tipo A con polea de 3 11 o aten-
diendo la figura 2.
Figura 2.
Con 0,25
nI rI
= Q.
!:
Consultar al fabricar.:e
-
.
1~~I __ ~~~~~~~~~U-~~~ __ ~L-~~W~
Potencia de proyecto = Potencia transmitida en c.v . • coefiden le de servicio
Secciones de correa según la potencia y la ve-
locidad.
1 ,2 = 0,30 HP Y 630 RPM
Ej e motor Ej e tornillo
n RPM n2 RPM
rI = Radio r2 = Radio
dI = Diámetro d2 = Diámetro
Ó nI =
d2 = n2 r 2 di n2
1. Relación:
2~

n = 1645
2. Relación:
n =
d =
d2 =
d2 =
d2 =
3. Relación:
nI =
d1 =
d = ? n2 = 1890 d2 = 3.0 Pulg.
n
d = 1890 . 3 1645
d = 3,446 Pulg.
1645
3,0 Pulg.
n2 . d2 n2
1645 . 3 1080
4,569 Pulg.
1645
3,0 Pulg.
30
n2
d2
= 1080
= ?
n2 = 630
d2 = ?
d2 n . d = n
d2 ;:: 1645 . 3
630

d2 = 7,833 Pulg.
Cuadro resumen:
RPM Motor RPM Conduc. DIAM Motriz DIAM Con-
duc.
1. Caso 1645 1890 3,446 Pulg. 3.0 Pulg.
2 . Caso 1645 1080 3,0 Pulg. 4,569 Pulg.
3. Caso 1645 630 3,0 Pulg. 7,833 Pulg.
3.4 DIMENSIONES DE POLEAS Y LONGITUD DE CORREAS
Se construiran 4 poleas con ranura en V. de diámetros pri-
mitivos:
3,000 Pulg.
3,446 Pulg.
4,569 Pu1g.
7,833 Pu1g.
El material de las poleas es aluminio y sus dimensiones
seran según la figura 3.
Longitud de la Correa
Según la ecuación:
L = 2C +
.:SI

Diámetro de p_ I Dimension .. estándar .. de 1 ... ranul'3l, C1Il
Angulo
Conea Mlnimo Interwb de l. r_endado ranura,
1fMIod.,. W D JC S
Pul ... CID Pul ... I CID
--1- --A 3.0 7.6 2.&.5.4 6.&.13.7 34 1.25 1.24 0.317 U9 Múdd.4 Mú de 13.7 38 1.28
B 5.4 13.7 4.&.7.0 11. 7·17.8 34 1.62 1.47 0.444 1.90 Múde7.0 Múdel7.8 38 1.65
e 9.0 22.9 7.0-7.99 J7 .8-20. 29 34 2.23 R.0-12.0 20.3-30.$ 36 2.25 1.98 0.508 2.54
Miade 12.0 Mú de 30.5 38 2.27
D 13.0 33.0 12.0-12.99 30.5-32.99 34 3.20 IJ.0-17.0 33.0-43.2 36 3.23 2.67 0.762 3.65
Más de 17.0 Mú de .3.2 38 3.26
B 21.0 53.3 IR.M4.0 45.7-61.0 36 3.88 3.30 1.02 4.44 Múde24.0 Múde61.0 38 3.92
Figura 3. Dimensiones de las Garruchas.
Donde:
D = Diámetro polea mayor
D = Diámetro polea menor
C = Distancia entre centros (9,018 Pulg. Aprox.)
L = Longitud de la correa.
Resultado:
Caso 1 L = 28,161 Pulg.
Caso 2 L = 29,987 Pulg.
3¿
If
-0.95
1.27
1.74
2.22
2.86

Caso 3 L = 35?691 pulg
Conviene obtener dos correas en y tipo A; una para l°caso
y Ref. A ... 33 y otra A ... 38 para el caso. Además los agujeros
de la base que que soportará el motor se tallarán alargados
para permitir los ajustes necesarios y el alargamiento de
la correa que genera el uso.
3.5. CALCULO DE LA CORREA EN V
Datos
Potencia a transmitir = 0,5 HP
Po 1 e a D1 = 3, ° 1I Pul g
Polea D2 = 3,446 pulg.
R.P.M. Polea Menor = 1,890
Distancia entre los centros 9,018 pulg.
Con la ecuación:
0,09 c [103
Pot Nominal = L Víi1 Kd • D1
Donde
01 Diámetro polea menor (pulg)
02 = Diámetro polea mayor (pulg)
Vm = Velocidad perifªrica de la correa (Pies/min)
a = Constante = 2,684 para correa Tipo A
33

_c = Constante = 5,326 para correa tipo A
e = Constante = 0,0136 para correa tipo A , Kd= 1,06 con °2/01 = 1,148 (Tabla 3)
Por tanto:
Vm = 3,146 .3 . 1890 12
Vm = 1484,4 Pies/mino
Aplicando ecuación
Poto Nom. = t ,684 ~o ,09
10 3
(1484,4
1484,4 2 J -i06
1484,4 10 3
Luego
5,326 1,06 . 3
- 1,31 HP
- 0,0136
Potencia Nom. ajustada = K . KL . Poto nominal
Donde
K = coeficiente de arco de contacto = 1,0 (Tabla 4)
Con 01 y para transmisión V-V C
J4

TABLA 3. Coeficientes de Diámetro pequeño Kd
1,000-1,019 1,00
1,020-1,032 1,01
1,033-1,055 1,02
1,056-1,081 1,03
1,082-1,109 1,04
1,110-1,142 1,05
1,143-1,178 1,06
1,179-1,222 1,07
1,223-1,274 1,08
1,275-1,340 1,09
1,341-1,429 1,10
1,430-1,562 1 ,11
1,563-1,814 1,12
1,815-2,948 1,13
2,949 Y más 1,14
30

TABLA 4. Coeficientes de Arco de Contacto, Ka
D2 - D1 Ka
C VV V-Plana
0,00 1,00 0,75
0,10 0,99 0,76
0,20 0,97 0,78 0,30 0,96 0,79
0,40 0,94 0,80
0,50 0,93 0,81
0,60 0,91 0.83
0,70 0,89 0,84
0,80 0,87 0,85
0,90 0,85 0,85
1,00 0,82 0,82
1,10 0,80 0,80
1,20 0,77 0,77
1,30 0,73 0,73
1,40 0,70 0,70
1,50 0,65 0,65
36

TABLA 5. Factores de corrección de Longitud KL
DESIGNACION
DE LA LONGITUD SECCION TRANSVERSAL DE LA CORREA
NORMALIZADA
cm pulg A B C D E
66,0 26 0,81
78,7 31 0,84
88,9 35 Ot87 0,81
96,5 38 0,88 0,83
106,6 42 0,90 0,85
116,8 46 0,92 0,87
129,5 51 0,94 0,89 0,80
139,7 55 0,96 0,90
152,4 60 0,98 0,92 0,82
172 ,7 68 1,00 0,95 0,85
190,5 75 1,02 0,97 0,87
203,2 80 1,04 205,7 81 0,98 0,89
215,9 85 1,05 0,99 0,90
228,6 90 1,06 1,00 0,91
243,8 96 1,08 0,92
246,3 97 1,02
266,7 105 1,10 1,04 0,94
284,5 112 1,11 1,05 0,95
304,8 120 1,13 1,07 0,97 0,86
325,1 128 1,14 1,08 0,98 0,87
365,8 144 1,11 1,00 0,90

TABLA 5. (Continuaci6n)
DES I GNAC ION
DE LA LONG ITUD SECCION TRANSVERSAL DE LA CORREA
NORMALIZADA
cm Pulg A B C D E
401,3 158 1,13 1,02 0,92 439,4 173 1,15 1,04 457,2 180 1,16 1,05 0,94 0.91
495,3 195 1,18 1,07 0,96 0,92 533,4 210 1,19 1,08 0,96 0,94
609,6 240 1,22 1,11 1,00 0,96
685,8 270 1,25 1,14 1,03 0,99
762,0 300 1,27 1,16 1,05 1,01
838,2 330 1,19 1,07 1,03 914,4 360 1,21 1,09 1,05 990,6 390 1.23 1.11 1.07
1066,8 420 1,24 1,12 1,09 1219,2 480 1,16 1,12
1371 ,6 540 1,18 1,14 1524,0 600 1.20 1.17 1676,4 660 1.23 1.19
3ts

KL = Factor de corrección de longitud interpolando = 0,82 (Tabla 5)
Por tanto
Poto Nom. ajustada = 1,0 . 0,82 . 1,31
= 1,07 HP
Número de correas = Potencia del proyecto Potencia nominal ajustada
=~ 1,07
= 0,46.
Se necesita una correa Tipo A.
1 Ufl,<'tr:i¡d~I;Au!~n'I-;i1a d~~t~ l f!pp'n P'lji:rt.'fl J
....... ~---"-J9

4. CALCULO Y DISEÑO DEL REDUCTOR
TORNILLO SIN FIN
4.1 DISEÑO DE LA RUEDA Y EL TORNILLO SIN FIN
Datos:
Velocidades en el cortador 35, 60, 105 RPM
Entradas o guías del tornillo 1
Número de dientes de la rueda 18
Relación de velocidades 1:18
Paso circunferencial asumido 0,375 Pulg.
Material a usar:
Tornillo = Acero SAE 9840
Rueda = Bronce Fosforado
Potencia de entrada 0,16 HP
Proporciones de los elementos
Diámetro primitivo (D)
D = Pc . n TI

Donde
Pc = Paso circunferencial (0,375 Pulg.)
N =Número de dientes de la rueda (18)
D = 0,375 . 18 3,1416
D = 2,148 Pulg.
Paso axial del tornillo sin fin.
El paso axial del tornillo sin fin es igual al paso cir-
cunferencial de la rueda.
Pa = 0,375 Pulg.
Cabeza (A)
A = 0,3183
A = 0,3183
Pe
0,375
A = 0,119 Pulg.
Altura total del diente (W)
W = 0,6866
W = 0,6866
Pe
0,375
W =0,257 Pulg.
Raiz (B)
41

B = W - A
B = 0,257 - 0,119
B = 0,138 Pulg.
Diámetro primitivo del tornillo (d)
Puede tener cualquier valor, y hay muchas formulas empí
ricas una de ellas es:
d = 2,35 Pc + 0,4
d = 2,35 0,375 +0,4
d = 1,281 Pulg.
Angulo de la hélice
A= Tan- 1 Pc TI • d
0,375 3,1416. 1,281
Diámetro exterior del tornillo (do)
do = d + 2 (A)
do = 1,281 + 2 (0,119)
do = 1,519 Pulg.
Largo del tornillo sin fin (L)
42

Se dan varias fórmulas empíricas, la AGMA recomienda.
L = Pc . 4,5 + N
50
L = 0,375 . 4,5 + ~ 50
L = 1,822 Pulg.
Diámetro de garganta de la rueda(Dt)
Dt = O + 2(A)
Dt = 2,148 + 2 (0,119)
Dt = 2,386 Pulg.
Diámetro total de la rueda (Do)
Do = O + (3 . 0,318 . Pc)
Do = 2,148 + (3 . 0,318 . 0,375)
Do = 2,505 Pulg.
Radio de la garganta de la rueda (U)
do U = - 2(A) 2
U = 1,519 - 2 (0,119) 2
U = 0,521 Pulg.
43

Paso normal (Pn)
Pn = Pc . Cos A
Pn = 0,375 . Cos (5,32°).
Pn = 0,373 Pulg.
Ancho de la rueda (F)
Para un filete
F = 2,38 Pc + 0,25
F = 2,38 . 0,375 + 0,25
F = 1,142 Pulg.
Distancia entre ejes (C)
1 C = (D+d) 2
C = 1 (2,148 + 1,281) 2
C = 1,714 Pulg.
Angula de presión
Para ángulos de hélices menores de 12° se recomienda án
gulo de presión 14,5° = ~n
4.2 VERIFICACION DEL DISEÑO CON BASE EN LA RESISTENCIA Y EL DESGASTE
44

Carga transmitida (Ft)
Ft
Vmg
Vmg
Vmg
Ft
= 33,000 . HP (Salida) Vmg
= TI • Dg • n
12
= 3,1416 . 2,148 . 35 12
= 19,68 Pies/min
= 33,000 . 0,1 19,68
Ft = 165 lb.
Carga dinámica (Fd)
Fd
Fd
Fd
=f"i200 + vmgl Ft [ 1200 J
= /1200 + 19 ,6~ 165 [1200 J
= 167,66 lb.
Carga permisible a la flexi6n (Fa)
Fa = So . b . Y . Pnc
45

Donde:
s = Esfuerzo permisible (8000 Psi); adopto 6400 Psi que
es el 80% de 8000 Psi
b = Ancho de la rueda (1,080 Pulg.)
y = Factor de forma Lewis (0,086) (Tabla 6)
Pnc= Paso normal circular (0,347 Pulg.)
Fa = 6400 1,142 . 0,086 • 0,373
Fa = 234,45 lb.
Carga permisible de desgaste (Fw)
Fw = Dg . b • B
Donde:
Dg = Diámetro primitivo del engranaje (2,148 Pulg.)
b = Longitud del diente del engranaje (1,142 Pulg.)
B = Constante que depende de la combinación de los ma-
teriales utilizados en el tornillo sin fin y en el
engranaje (Acero endurecido y Bronce fosforado tem
plado superficialmente) = 120 (Tabla 7)
Fw = 2,183 • 1,142 . 120
Fw = 299,15 1 b.
Para que el diseño sea satisfatorio debe cumplirse.
Fw > Fa > Fd
Por tanto
299,15 lb > 234,45 lb > 167,75 lb
Es satisfactorio el diseño
46

TABLA 6. Factor de LEWIS y.
Número de Forma evolvente o com- Forma evolven- Forma evol-dientes puesta a 14}0 y profun- te a 20° y vente IIstub ll
didad total profundidad a 20° total.
12 0,067 0,078 0,099
13 0,071 0,083 0,103
14 0,075 0,088 0,108
15 0,078 0,092 0,111
16 0,081 0,094 0,115
17 0,084 0,096 0,117
18 0,086 0,098 0,120
19 0,088 0,100 0,123
20 0,090 0,102 0,125
21 0,092 0,104 0,127
23 0,094 0,106 0,130
25 0,097 0,108 0,133
27 0,099 0,111 0,136
30 0,101 0,114 0,139
34 0,104 0,118 0,142
38 0,106 0,122 0,145
43 0,108 0,126 0,147
50 0.110 0,130 0,151
4/

TABLA b. (l,;ontinuación)
Número de dientes Forma evolvente o Forma evolvente Forma evol-
compuesta a 14tOy a 20° y profun- vente"stub"
y profundidad to- didad total a 20°
tal.
60 0,113 0,134 0,154
75 0,115 0,138 0,158
100 0,117 0,142 0,161
150 0,119 0,146 0,165
300 0,122 0,150 0,170
Cremallera 0,124 0,154 0,175
TABLA 7. Constante B de Desgaste.
Tornillo sin fin Engranaje B
Acero endurecido Hierro fundido 50
Acero, 250 BHN Bronce fosforado 60
Acero endurecido Bronce fosforado 80
Acero endurecido Bronce fosforado templado superficialmente 120
Acero endurecido Bronce antimonio 120
Hierro fundido Bronce fosforado 150
48

4.3 POTENCIA DE ENTRADA RECOMENDACION DE LA AGMA BASADA
EN EL DESGASTE
HP =
Donde:
n R· K • Q • m
HP = Potencia de entrada
n = R.P.M. tornillo sin fin (1890)
R = Razón de transmisión (18/1)
K = Constante de presión que depende de la distancia en
tre centros. (Tabla 8)
(interpolando en tabla 0,02)
Q = R / t R + 2 , 5)
m = Factor de velocidad que depende de la distancia en-
tre centros, de la razón de transmisión y de la ve-
locidad del tornillo sin fin.
m = 450 450 . Vw . 3Vw/R
Vw = Velocidad de la linea primitiva del tornillo sin fin, Pies/mino
Vw = TI • do . n ( R • P • M. )
12
Vw = 3,1416 . 1,281 . 1890 12
Vw = 633,83 Pies/mino
49
... 1 Oni,ter~í(~Q1~ ~llJ!t)n~::ra C"J
¡ 01'l~rn ~'~-':'~.'!"'(J

TABLA 8. Constante de presión K
Distancia entre K Distancia entre K
centros C (pul) centros C (pul)
1 0,0125 10 1,20
2 0,025 15 4,0
3 0,04 20 8,0
4 0,09 30 29,0
5 0,17 40 66,0
6 0,29 50 120,0
7 0,45 60 200,0
8 0,66 70 320,0
9 0,99 80 320,0
5u

m 450 = 450 + 633,83 + 3(633,83)/18
m = 0,378
Q = 0,878
HP = 1890 0,02 0,878 0,378 . . . 18
HP = 0,696
0,696 > 0,16 Satisfactorio
4.4 BASADO EN LA CAPACIDAD DE DISIPAR CALOR
Donde:
HP =
C =
R =
HP =
HP =
__ 9,5 C1 ,7 HP
R + 5
Potencia de entrada permisible
Distancia entre centros (Pulg)
Razón de transmisión
9,5 (1,714)1,7
18 + 5
1,032
1,032 > 0,16 Satisfactorio
4.5 RENDIMIENTO DEL ENGRANAJE TORNILLO SIN FIN
[ Cos :n - f tan,,] e = tan" ~ Cos <l>n tan + f
51

e = 0,093 r=0,96814 ~0,96814
- 0,031 0,093_1 . 0,091 + 0,031~
e = 0,80 80%
0,80 mayor que el asumido de 0,60.
4.6 DISIPACION DE CALOR
El calor Q que debe ser disipado en una caja de engranajes
es igual a la perdida debida al rozamiento, la cual se to
ma a su vez igual a la potencia de entrada multiplicada por
(l-e)
Q = (l-e) (HPi) (2544) BTU/HR
Q = (1-0,80) (0,166) (2544) BTU/HR
Q = 84,46 BTU/HR
4.7 AREA MINIMA PARA DISIPAR EL CALOR
El área mínima para la capacidad natural de disipación de
calor para servicio pesado según la AGMA.
Amin = 43,2 C1 ,7
Donde:
C = Distancia entre centros
43,2 Constante
02

Amin = área mínima necesaria
A
A
= 43,2 (1,610)1,7
= 97 Pulg~
Cálculo según dimensiones de diseño
Figura 4.
2~D 4 .
Dimensiones para el área de disipación de
calor.
A = 39,473 + 11,879 + 39,166 + 9,621
Area= 100,139 pulg 2 . (Aproximadamente)
97 pulg. 2 < 100 Pulg. 2

5. FUERZAS QUE ACTUAN EN EL ENGRANAJE,
POLEA CONDUCIDA Y CORTADOR
8v
s'
Oh
Figura 5. Fuerzas que actuan en el engranaje.
Fuerza en el cortador (Fc)

Fe = 33,000 . HP Vme
Vme = 1T • De . n 12
Donde:
HP = Potencia calculada o
Vme = Velocidad tangencial
asumida = (0,1 HP)
en el cortador (Pies/min)
De = Diámetro del cortador (Pulg.) = 2,875 Pulg.
n = R.P.M. - (35 R.P.M.)
12 = Constante de conversión pulgadas a pies
1T = Constante
Vme = 3,1416 • 3, 5 11
12
Fe = 33,000 . 0,1 32
. 35
Fe = 103,12 lb - 103 lb
Fuerza en la polea (Fp)
Fp
Vmp
= 33,000 . HP Vmp
= 1T • Dp • n
12
= 32 (Pies/min)
55

Donde:
HP = Potencia calculada o asumida (0,166 HP)
Vmp = Velocidad tangencial de 1 a polea (Pies/min)
Dp = Diámetro de la polea (3 Pulg.)
n = Revoluciones por minuto en el tornillo (630
12 = Constante de conversión pulgadas a pies
TI = Constante
3,1416 . 3 . 630 Vmp =
12
Vmp = 494.8 (Pies/min)
Fp = 11,07 1 b - 11 1 b
Fuerza en el tornillo sin fin
Ft = Produce empuje axial y flexión en el eje
Wt = Produce torsión y flexión en el eje
S = Produce flexión
Fuerza de la
Ft = Produce
\H = Produce
S = Produce
Cálculo
Ft =
rueda
torsión y flexión
empuje axial y flexión
flexión
Ft,
33,000 . HP Vmg
Wt, S
RPM)

Vmg = TI • Dg . n 12
/",/'
Donde: /
HP = Potencia calculada o asumida ~,1 HP salida)
Vmg = Velocidad tangencial de la rueda (Pies/min)
Dg = Diámetro primitivo de la rueda (2,148 Pulg.)
n = Revoluciones por minuto de la rueda (35 R.P.M.)
12 = Constante de conversión pulgada a pies
TI = Constante
Vmg = 3,1416 . 2,148 . 35 12
Vmg = 19,68 Pies/min
Ft = 33,000 . 0,1 19,68
Ft = 167,66 lb
Wt Ft liD S <pn Sen A + f Cos =
Cos <pn Cos A - f Sen
Donde:
Ft = Fuerza impulsada calculada
<pn = Angulo de presión (14,5°)
~J
( 1 b)
A = Angulo de 1 a hélice (5° 12 I )
f = Coeficiente de rozamiento
5/

Que se calcula con
f = 0,32 VrO,36
Vr = Velocidad de rozamiento
Vr = TI • Dw . nw 12 . CosA
Vr = 3,1416 . 1,220 . 1890 12 . 0,99588
Vr = 606,15 Pies/min
Por tanto
f = 0,32 (606,15)°,36
f = 0,031
Entonces
Wt = 167,66 Uas 14,5 0 . Sen
Cos 14,5 0 Cos
Wt = 20,68 1 b
S 167,66 [ Cas
Sen =
14,5° . Cos
S = 43,66 lb
58
5,2 0 + 0,031 Cos 5 ,2° ] 5,2 0 - 0,031 Sen 5,2°
14,5° O ,031 Sen 5 ,2° J 5,2 0
-

Resumen:
Ft = 167,66 lb.
Wt = 20,68 lb.
S = 43,66 lb.
~9
-
I Un i>ltrs iC011 'utonon11J dJ C(c¡¡J,ot, I

6. FUERZAS SOBRE LOS APOYOS DE LOS EJES
DEL TORNILLO SIN FIN Y LA RUEDA
167.66 Lb.
A 2.75" C 3.5" 1" O
I03Lb. Ch
Figura 6. Cargas horizontales en la rueda.
+ L:Fy = O
Ch + Dh + 103 167,66 = O
Ch + Dh - 64,66 = O
+fMC = O
103 (2,75) + 167,66 (3,5) - Dh (4,5) = O
Dh = 103 (2,75) +167,66 (3,5) 4,5
Oh

Oh = 193,34 lb
Ch = -193,34 + 64,66
Ch = -128,68 lb. (Aplicar en sentido contrario)
20. 68Lb. ------~ /074"
Dv
~~C _______ 3~.5 __ " ________ ~---/-n--~
Cv 4J.66Lb.
Figura 7. Cargas verticales en la rueda.
+ ¿Fy =0
Cv + 43,66 lb - Ov = ° +~c = °
-(20,68) 1,074 - (43,66) (3,5) + Ov (4,5) = °
Ov = 20,68 (1,074) + 43,66 (3,5) 4,5
Ov = 38,89 1 b.
Ov = 38,89 lb
61

Eh Bh
2.~" 1.937" E 8
11 Lb. 2Q68l-b.
Figura 8. Cargas horizontales en el tornillo sin fin.
+ EFy = O
11 - Eh + 20,68 - Bh = O
+~E = O
11 (2,625) - 20,68 (1,937) + Bh (3,875) = O
Bh = 20,68 (1,937) - 11 (2,625) 3,875
Bh = 2,88 lb.
Eh = 31,68 Bh
Eh = 31,68 2,88
Eh = 28,80 lb.
62

43. 66L b.
E l~7t." 1.~7" B
06/0"
Ev - ---.L Bv " /67.66 Lb.
Figura 9. Cargas verticales en el tornillo sin fin.
+ EFy = O
Ev - 43,66 + Bv = O
+ ~e = O
43,66 (1,937) - Bv (3,875) - 167,66 (0,640) = O
Bv = 43,66 (1,937) - 167,66 (0,640) 3,875
Bv = 49,51 lb.
Bv Ev = 43,66
Ev = 43,66 49,51
Ev = -5,85 lb. (Tomar en sentido contrario)
Resultantes de cargas horizontales y verticales del torni-
11 o.
03

Cv = Dv - 43,66
Cv = 38,89 - 43,66
Cv = -4,76 lb. (Tomar en sentido contrario)
Resultante de horizontal y vertical
CR = JCh 2 + CV2
CR = J(128.68)2 + (4.76)2
CR = 128,76 1 b •
DR = JOh2 + Dv 2
DR =J(193.34)2 + (38,89)2
DR = )38892,78
DR = 197,21 lb.

ER = JEh2 + Ev 2
ER = (28,80)2 + (5,85)2
ER = 29,38
SR = JSh2 + Sv 2
SR = )<2.88)2 + (49,51)2
SR = 49,59 lb.
65

7. SELECCION DE RODAMIENTOS
7.1 EN EL EJE DEL TORNILLO SIN FIN
/6T66Lb.= 76.2 Kg.
! ER=29.38Lb.=/335 Kg.
Figura 10. Fuerzas que actuan en este eje.
Los diámetros de los rodamientos donde se aloja el eje
vienen de 10, 12, 15, 17, 20, 25 .... mm.
Se asume inicialmente un diámetro de 17 mm igualo equi-
valente a 0,669 Pulg.
Por recomendación del técnico de S.K.F. se adopta un ro-
damiento de bolas con dos hileras con contacto angular de
la serie 32, rodamiento este, que soporta grandes cargas

axiales.
El aparato trabajará 8 horas diarias durante 104 semanas
(2 años) un total de 832 horas, en la tabla 9 con 1000
horas y a 2000 R.P.M.
Se obtiene C/P (Seguridad de carga) = 4,93 (Tabla 9). Pu-
esto que hay carga axial y radial se debe obtener un P
equivalente
P = X . Fr + Y . Fa
Donde:
P = Carga equivalente
X = Coeficiente radial del rodamiento
y = Coeficiente axial del rodamiento
Fr = Carga radial constante real
Fa = Carga axial constante real.
En la tabla 10 se obtienen los coeficientes X e Y para
rodamiento de dos hileras con contacto angular series 32
33 con
Fa = 76,20 = 3,38 Fr 22,54
y con:
e = 1
b7

TABLA 9. Seguridad de carga c/p para diferentes duraciones expresadas en horas de funcionamiento.
Duración I Revoluciones por minuto en horas
Lh 10 1 16 1 25 1 4° 1 63 1 100 1 125 1 160 1 200 I 25° 1 320 I 400 1 500 , 1 630
100 1.06 1,15 1,24 1.34 1.45 1.56 5°0 1.06 1,%4 1.45 1.56 1.68 1,82 1.96 2,12- 2,29 2.47 2.67
1000 1,15 1.34 1.56 1.82 1.96 2,12 2,29 2.47 2.67 2.88 3,11 3.36
125° 1,06 ],24 1.45 1,68 1,96 2,.%. 2.29 2,47 2.67 2.88 3. 11 3.36 3.63 1600 I,IS 1,3-4- 1,'56 I.b 2,1Z- 2,29 2.47 2,67 2,88 3. 11 3.36 3.6) 3.9 1
2000 1,06 J ,24 1.45 1,68 1,96 2,29 2,47 2,('7 2,88 3,11 3.36 3.63 3.91 4,23
25°0 J ,15 1,34 1.56 ,1.82 2,J2 2,47 2.67 2.88 3,11 3.36 3,63 3.91 4.2] 4,56 3200 1,24 1.45 1.68 1.96 2,29 2.67 2.88 3.11 3.36 3,63 3.91 4.23 4.56 4.93 4 000 1.34 1,56 1.82 2,12 2,47 2.88 3. 11 3.36 3.63 3.91 4.23 4.56 4.93 5.32
5°00 1,45 1,68 1.96 2.29 2,67 3,11 3.36 3.63 3.91 4.23 4.56 4.93 5.32 5.75 6300 1.56 1.82 2,12 2.47 2.88 3.36 3.63 3.91 4,23 4,56 4.93 5.32 5.75 6.20 8000 1.68 1.96 2,29 2.67 3.11 3.63 3.91 4.23 4,56 4.93 5.32 5.75 6.20 6.70
10000 1.82 2,1%. 2,47 2.88 3.36 3.91 4.23 4.56 4.93 ~ '\2 5.75 6.20 6.70 7. 23 12 500 1,96 2,209 2,67 3.11 3.63 4,23 4.56 4.93 5.32 ~ 7S 6.20 6.70 ¡,23 7.81 16000 2,12 2.47 2,88 3,36 3.91 4,56 4.93 5.32 5.75 6,20 6.70 7.2.3 7,81 S.43
20000 2,29 2,67 3.11 3,63 4.23 4.93 5.32 5.75 6.20 6.70 7.23 7,81 8.43 9. 11 25 000 2.47 2.88 3.36 3.91 4.56 5.32 5.75 6,20 6.70 7.23 7.81 8.43 9." 9.83 32000 2.67 3.11 3,63 4.23 4.93 5.75 6,20 6.70 7.23 7.81 8.43 9. 11 9.83 10.6
4°000 2,88 3.36 3.91 4.56 5.32 6.20 6,70 7.23 7.81 8.4J 9.1l 9,83 10.6 11.5 50000 3,11 3.63 4,23 4,93 5.75 6.70 7.23 7.81 8,-0 9." 9.83 10,6 [1.5 12,4 63 000 3.36 3,91 4.56 5.32 6,20 7.23 7.81 8.43 9,11 9.8) 1,0.6 11,5 J2,. 13.4
80000 3,63 4.23 4.93 5,75 6.70 7,81 8.43 9,11 9,83 10.6 11.5 12.4 13.4 14.5 100000 3.91 4,56 5,32 6.20 7,23 8.43 9,JI 9,83 '10.6 11.5 12.4 '3,4 14.5 15.6 200000 4.93 5.75 6.70 7.81- 9,11 10,6 J J.5 12.4 13.4 ,14.5 15.6 16.8 18.2 19.6
Duración I Revoluciones por minuto en horas
Lh 800 1 10001 125 0 I 1600 1 2000 1 2500 1 3200 14' 00 1 5 0 00 1 6300 I 8000 110000112500116000 I
100 1.68 1,82 1.96 2,12 2,29 2,47 2.67 2.88 3,11 3.36 3.63 3.91 4,23 4.56
5°0 2,88 3,11 3.36 3.63 3.91 4.23 4.56 4.93 5.32 5.75 6.20 6.70 7.23 7.81 1000 3,63 3.91 4,23 4.56 4,93 5.32 5.75 6,20 6.70 7.23 7.81 8.43 9,11 9.83
125° 3.91 4.23 4.56 4.93 5.32 5,75 6.20 6.70 7.23 7.81 8.43 9,11 9.83 10.6 1600 4.23 4.56 4,93 5,32 5,75 6,20 6,70 7.23 7.81 8.43 9,11 9,83 10,6 11.5 2000 4,56 4.93 5.32 5,75 6.20 6,70 7,23 7.81 8,43 9,11 9,83 10.6 11,5 12.4
25 00 4.93 5.32 5.75 6,20 6.70 7.2 3 7.81 8.43 9,11 9,8) 10.6 11,5 12.4- 13.4 3200 5.32 5.75 6.20 6.70 7,23 7.81 8.43 9,11 9,83 10.6 11,5 12.4- 13.4 14.5 4 000 5,75 6.20 6.70 7.23 7.81 8.43 9. 11 9.83 10,6 11.5 12.4 13.4 14.5 15.6
5000 ,~20 6.70 7.2 3 7.81 8.43 9,11 9,83 10,6 1l.5 12,4 13.4 14.5 15.6 16.8 63 00 '6,70 7.23 7.81 8.43 9.11 9.83 10.6 11,5 12,4 13.4 14,5 15.6 16.8 18.2 8000 7,23 7.81 8,43 9,Il 9.83 10.6 11.5 12.4- 13,4 14.5 15.6 16.8 IS,2 19.6
10000 7.8, 8,43 9. tI 9,83 10,6 11.5 .I2.4- 13.4- 14,5 15.6 16.8 18.2 19,6 21,2
12500 8,43 9,11 9.83 10,6 11.5 12.4 13.4 1.4,5 15.6 16.8 18.2 19.6 21,2- 22.9 16000 9,11 9,83 10.6 11.5 12.4 13.4- 14.5 15.6 16,8 18,2 19,6 21,2 22,9 24.7
20000 9.83 10.6 1I.S 12.4 13.4- 14,5 15.6 16.8 IS.2 19.6 - 2: ,2- 22,9 24.7 26.7 25 000 10.6 11.5 12.4- 13.4- l~h5 15,~ 16.8 18.2 19.6 21.:l. 22 19 24.7 26.7 28.8
3 2000 11.5 12.4 13.4 14.5 15,6 16.8 lS,~ 19.6 21,2 22,9 24.7 26.7 28.8 JI.l
4 0000 12,4- 13.4 14,5 15,6 16.8 IS.2 19,6 21,Z 22,9 24.7 26.7 28,8 31.1
50000 -13,4 14.5 15.6 16,8 18,2 19.6 21,2 22.9 24,7 26.7 28,8 JI,' 63 000 14,5 15.6 16,8 18.2 19,6 21,% 22.9 24.7 26.7 28.8 3 1.'
80000 15.6 16,8 18.2 19.6 21,2 22,9 24.7 26,7 28.8 3 1•1
I 100000 16,8 18.2 19.6 21,2 22.9 24,7 26,7 28,8 31,1 200000 .2] ,2 22.9 24.7 26.7 i 28,8 3 1,'
6~

TABLA 10. Coeficientes x e y
Rodamientos' de una hilera de bolas
Fa 1) -->tI
Tipos de rodamientos Fr ti
Xl Y ~
<-J Fa Rodamientos C= 0,04 0,35 2 0.3%
rígidos de bolas, o
series EL, R, = 0,08 0,35 1,8 0,36
60, 62, 63, 64 = 0.'2 0.34 1,6 0 •• 1
= 0,25 0,33 1,4 0,48
= o,. 0,3 1 I,~ 0,57
Rodamientos de bolas con contacto / 0,%7/ 0,761 0,96 angular, series 72, 73
F 1) Para Fa < ti, se tiene P = Fr
r
Rodamientos de dos hileras de b"las
Fa Fa F<e -->e
Tipos de rodamientos r Fr e
X I y X I y
135, x:z6 1,8 2,8 0,34 127, 108 I 1,8 0,65 2,8 0,34
12 9 1',8 2,8 0,34
1200- 1203 2 3,1 0,)1
04- oS 2,3 3,6 0,27 06- °7 2,7 4,' 0,23 08- °9 1 2,9 0,65 4,5 0,21
10- IZ 3,4 S,, O,'Q
13- Z2 3,6 5,6 0,17
24- 3 0 3,3 S 0,2
Z200- 2204 J ,3 2 0,5 °S- 07 1,7 2,6 0,37
Rodamien- 08- 09 Z 0,65 3,1 0,3 1
1 tos de bolas 10- 13 2,3 3,5 0,,8
a rótula 14- ZO 2,4 3,8 0,26 21- 3 0 2,3 3,5 0,28
13°0- 13°3 1,8 2,8 0,34 04- °5 2,2 3,4 0.29 06- 09 1 2,5 0,65 3,9 0,25 10- Z4 2,8 4.3 0,23 26- z8 Z,6 4 o,z.
23°1 1 1',6 0,6) 23°2-23°4 1 1,'
0,65 1,9 0,52
°5- 10 I,S 2,l 0,43 11- 22 1,6 2,5 0,)9
104°5 -1°4°7 1
2,5. 0,65 3,9 0,25
08- IS z,8 ·bJ 0,2J
Rodamientos de bolas conl contncto angular, series 3Z, 33
1 1, 0,61 0,42 1 1,16 1 1
I Unilersi'(f¡1 · .. ~fO;1Gn'Q 03 ('(üi~nt~:
I ra(>~r. p, ']: ,;., ~
69

3,38 > e
Entonces
x = 0,42 é y = 1,16
En el punto Br
P = 0,42 . 22,54 + 1,16 . 76,20
P = 97,85 Kg.
La capacidad de base dinámica C se obtiene con
e = 4,93 P
C = 4,93 97,85
C = 482,44 Kg.
En la tabla 11 para un rodamiento 3203 se tiene capaci
dad de base dinámica de 1160 Kg., que se puede conside
rar satisfactorio.
Datos del rodamiento
Diámetro eje = 17mm.
Diámetro exterior = 40 mm.
Ancho = 17,5 mm.
Radio = 1 mm.
Velocidad máxima permitida 10,000 R.P.M.
Caracter1sticas:
10

TABLA 11
angular,
Roda-miento núm.
3200 01 02
3203 04 05
3206 07 08
3209 10 11
3211 13 14 IS
3ZZ6 17 z8
3:/19 :/0
Rodamiento de 2 hileras de bolas con contacto
serie de dimensiones 32
Serie de dimp.nsiones 32
Serie 32
B
D d
Milimetros
I
Capacidad de base en k~ Velocidad máxima
I I I I permitida r estática dinámica
eS D B ~ C. C r.p.m.
10 30 14 1 455 735 13000 la 3a IS.9 1 560 830 13000 IS 3S 15.9 1 560 830 10000
17~ 40---' -17.s 1 81S 1160 10000 ao 47 20,6 1.5 1100 1600 10000 :&S 5a 20,6 I.S 1370 1730 8000
30 62 :&3.' I.S ao40 2500 8000 35 72 27 z a800 3400 6000 40 80 3°,2 a 3aso 3900 6000
45 8S 30,a 2 37So 4150 5000 50 90 3°,2 a 4300 4750 5000 55 100 33.3 2.S 4900 5300 SOOO
60 110 36.S a.s 6300 6550 4000 65 IZO 38•1 a.s 6950 6950 4000 7° 125 39.7 a.s 7100 6950 4000
75 130 41.3 a.s 8000 7650 3000
80 14° 44,. 3 9650 9300 3000 85 150 49.- 3 10600 10000 3000
90 160 52.4 J 12700 11800 2500
95 170 SS.6 J.S 15000 13700 asoo 100 180 60.] 3.s 16000 14600 2500
71

Este rodamiento tiene dispuestos sus caminos de rodadura
de manera que las líneas de presión formadas por las dos
hileras de bolas se dirigen a dos puntos del eje relati
vamente distantes entre sr. Este rodamiento es apropia
do, por su diseño, para órganos giratorios que requieren
dos apoyos pero en los que únicamente se dispone de es
pacio para un rodamiento.
En el punto E~ del eje de tornillo sin fin, se puede usar
Un \'odamiento 6203 con los siguientes datos: (Tabla 12)
Diámetro del eje = 17 mm.
Diámetro exterior= 40 mm.
Ancho rodamiento = 12 mm.
Radio 1 mm.
Capacidad de base dinámica = 750 Kg.
Características:
Este tipo de rodamiento tiene gran capacidad de carga,
incluso en sentido axial, por consiguiente este rodamien
to es muy adecuado para resistir cargas en todas direc
ciones. Su diseño le permite soportar un empuje axial
considerable, aun funcionando a muy altas velocidades.
7.2 SELECCION DE RODAMIENTOS PARA EL EJE DE LA RUEDA
72

TABLA 12. Rodamientos rígidos de una hilera de bolas, Serie de dimensiones 02.
Serie de dimensiones 02
Serie 62 Serie 62 Z Serie 62-2Z (con placa de protección) (con dos placas de protección)
D d
MI1I1I1etros Capacidad.de base en kll Velocidad Rodamiento máxima
núm.
I
"
, r estática I dlnámi~a permitida
d D B ::::: C. C r.p.m.
6200 6"00 Z 6200-ZZ 10 lO 9 I 196 400 20000 01 or Z or-2Z 11 11 10 I loo 540· 20000 02 o"Z oz-"Z 15 15 rr 1 155 610 16000
6203 6203 Z 620]_ZZ 750 16000 17 40 _'"z._ I 440 04 04 Z °4-ZZ ·20 -47
~
14 655 1000 16000 I.S OS 05Z °5-2Z 25 52 15 I.S 710 1100 11000
6206 6206 Z 6206-zZ 30 62 16 I.S 1000 1530 13000 07 07 Z °7-2Z 15 72 17 2 1170 2000 10000 08 08Z OB-2Z 40 80 18 2 1600 2280 10000
6209 6209 Z 6"o9-2Z 45 85 19 2 1810 2550 8000 10 roZ ro-zZ SO 90 20 2 2120 2750 8000 11 rrZ SS 1<» 21 2.S 2600 3400 8000
6212 6"lZ Z 60 110 2% %.S 1200 40SO 6000 II 65 120 23 2.S 3550 4400 6000 14 70 125 24 2.S 3900 4800 5000
6215 75 130 25 2.S 4250 5200 5000 16 80 140 26 3 4550 5700 5000 17 85 ISO 28 3 5500 6550 4000
6218 90 160 30 3 6300 7500 4000 19 95 170 32 3.S 7200 8500 4000 20 100 180 34 3.S 8150 9650 3000
6221 1°5 190 36 3.S 9300 10400 3000 22 110 200 38 3.5 10400 11200 1000 24 IZO 215 40 3.5 10400 11400 3000
6226 110 210 40 4 11600 12200 2500 28 140 250 42 4 12900 12900 '500 30 ISO 270 45 4 14300 13700 '500
6232 160 290 48 4 15600 14300 '000 34 170 310 52 5 19000 16600 2000 36 180 320 S2 S 20400 17600 1600
6238 190 )40 55 5 24000 20000 1600
4° 200 360 58 5 26500 21200 1600
I
I ¡ I
i ¡ I I
I
I I I I
: ¡
I
------_.- --- ."---
/3

___ -2-Q68Lb.= 9.4 Kg.
1 DR=/9'.2/Lb.
1 e,,= /28. 76Lb.
=89.64Kg. =58.52 Kg.
Figura 11. Cargas que actuan en la rueda.
En el punto DR Se asume un rodamiento 6008 con d = 40 mm. (Tabla 13)
Rodamiento rfgido de una hilera de bolas
para:
Fa Fr
En tabla 10
= 9,4 89,64
0,104
e = 0,32 (El menor de la tabla)
Fa Fr
< e
Para casos donde e > Fa se toma P = Fr =89.64 Kg. Fr
74

TABLA 13. Rodamientos rigidos de una hilera de bolas, serie de dimensiones la.
Rodamiento núm..
6000 01 02
6003 04 OS
600b 07 08
6009 10 11
6012 13 14
6015 16 17
6018 19 20
6021 22 2.
6026 28 30
6032 34 36
6038 40
d
10 IZ IS
17 zo 25
30
35 40
45 So SS
60 65 70
75 80 85
90 95
100
105 110
IZO
130 140 ISO
160 170 180
190 200
Serie de dimensiones 10
M1l1metros
DI' B
35 42
47
SS 62
8 8 9
10 J2
J2
13 14
Serie 60
B
0,5 0,5 0,5
0,5 1
I
__ 68 15 --
1,5 1,5
- J,S
75 80 90
95 100 110
115
12S 130
140 14S 'SO
160 '70 ,80
ZOO
210 225
240 260 280
290
3 10
16 16 18
18 18 20
20 22 22
24 24 24
26 z8 28
75
1,5 1,5 2
2
2
2
2
2
Z
2.5 2,5 2.5
3 3 3
3 3 3.5
3,5 3.5 3,5
3,5 3.5
d
Capacidad de base en kll
estática Co
190 220
25S
285 450 520
710 880 980
1270 1370 1800
1930 2120
2550
2800 3350 3600
4 1 50
4500 4500
5400 6100 6550
8300 9000
10400
11800 14300 16600
18000 20000
dinámica C
4'
465 735 780
J040 1250 1320
1630 1700 2200
2280 2400 3000
3100 3750 3900
4550 4750 4750
5700 6400 6700
8:100 8ó50 9800
11200 13200 15000
15300 17000
Velocidad m¡\xlma
permitida r.p.m.
20000
20000
20000
20000
16000 16000
13000 13000 10000
10000
8000 8000
8000 8000 6000
6000
6000 SOOO
SOOO SOOO 4000
4000
4000
3000
3000
3000
2500
2500 2500 2000
2000
2000

En la tabla 9 con 1000 horas de trabajo y 125 R.P.M. (El
máximo es de 105 R.P.M.) se tiene la seguridad de carga
C = 1,96 P
C = 1,96 . 89,64
C = 175,69 Kg.
El rodamiento asumido tiene capacidad de carga dinámica
de 1320 Kg. mayor que 175,69, se puede considerar satis-
factorio.
Datos del rodamiento 6008
Diámetro del eje = 40 mm.
Diámetro exterior= 68 mm.
Ancho del rodamiento = 15 mm.
Radio = 1,5 mm.
Capacidad de carga dinámica 1320 Kg.
Velocidad máxima permitida = 10,000 R.P.M.
Características:
Son similares a las del rodamiento 6203 que soporta car-
ga en todas las direcciones.
En el punto CR
Se asume un rodamiento 6206 con d = 30 mm. (Tabla 12).
/6

Rodamiento rígido de una hilera de bolas
Para
Fa
Fr = 9,4 = 0,16
58,49
e = 0,32 ( de la tabla 10)
Para Fa
Fr < e P= Fr
En la tabla 9 con 1000 horas de trabajo y 125 R.P.M. se
tiene la seguridad de carga
e P
= 1,96
Por tanto
e = 1,96
e = 1,96
P
58,49
e = 114,64 Kg.
El rodamiento asumido tiene capacidad de carga dinámica
1530 Kg. mayor de 114,64 que se puede considerar satis
factorio.
Datos del rodamiento 6206
Diámetro de eje = 30 mm.
Diámetro exterior = 62 mm.
7/

Ancho del rodamiento = 16 mm.
Radio = 1,5 mm.
Capacidad de carga dinámica 1530 Kb.
Velocidad máxima permitida 13,000 R.P.M.
Características:
Son similares a las del rodamiento 6203 que resiste car
gas en todas las direcciones, e incluso cargas axiales a
grandes velocidades.
7.3 DETERMINACION DE LAS TOLERANCIAS EN LOS RODAMIENTOS
Las tolerancias para el agujero y para el diámetro exte
rior de los rodamientos métricos estan normalizados in
ternacionalmente. Se obtiene el ajuste deseado seleccio
nando tolerancias adecuadas para el eje y para el aloja
miento, dentro del sistema internacional de tolerancias
ISO.
7.3.1 Tolerancias para el Rodamiento del eje del Torni
llo sin fin. Ajuste Eje-Rodamiento
Rodamientos de contacto angular doble hilera de bolas Ref.
3203; carga rotativa aro interior.
Di~metro del eje 17 mm.
78

Diámetro exterior 40 mm.
Condiciones de la aplicación (TABLA 14)
P = 97,85 Kg.
C = 482,44 Kg.
0.07 . 482,44 = 33,77 Kg
Por tanto
P >0.07 . C
97,85 Kg > 33,77 Kg.
o sea que se toma cargas normales o elevadas donde
P > 0.07 • C
Hay varias opciones en los ejemplos; se toma la de ap1i-
caciones generales, 10 cual da para rodamientos de bolas
con diámetro del eje < 18 mm., una tolerancia j5.
Los limites de esta tolerancia (TABLA 15) para un eje
entre 10 y 18 mm son:
Superior + 5 micras; Inferior - 3 micras.
7.3.2 Tolerancia para el alojamiento de Acero, Rodamien
tos Radiales-Alojamientos enterizos.
Las condiciones de aplicación (TABLA 16) según el caso:
------~------ . -- - - -
/9 I lJniversido11 ,"!i!on:Jr:a ri' ("r.4"t,,:
... --- -- .. _~-- - --_.-. -----

TABLA 14. Ajuste para ejes macizos de acero, Rodamientos radiales con agujero cilíndrico.
Condiciones Ejemplos Olémetro del eje en mm Tole-de la aplicación Roda- Roda- Rod.- rancla
mientas mientos mientas de bol.s') de rodillos de rodillos
cillndricos') a rótul. o cónicos
Carga lila sobre el aro Interior
El aro interior debe Ruedas sobre g63) poder desplazarse fAcilmente ejes fijos sobre el eje (ruedas locas)
No es necesario que Poleas tensoras. h6 el aro interIor pueda poleas oara cable desplazarse fácilmente sobre el eje
C.rliJa rotativa SOb;8 al aro Interior O dirección Indetermlnlllda d. la carga
Cargas ligeras O Transportadores. (t8) a 100 ~ 40 j6 v.ri.bles (P ;;¡ 0.07 C) rodamientos poco (100) • 140 (40) a 100 k6
cargados en reductores
Cargas normales Aplicaciones en ~ 18 j5 Y elevadas (P > 0.07 C) general, (18) a 100 ~ 40 ;;; 40 kS (k6)')
motores eléctricos. (100) • 140 (40) a 100 (40) a 65 ,"5 (m6)·) turbinas. bombas. (140) a 200 (100) a 140 (65) a 100 m6 motores de (200) " 280 (140) a 200 (100) a 140 n6 combustión interna, (200).400 (140) a 280 p6 engranajes. (280) a SeD r6 má.quinas para >500 r7 trabajar la madera
Cargas muy elevadas Cajas de grasa para (50) a 140 (50) a 100 n65) cargas de choque en material ferroviario (140) a 200 (100) a 140 p65) condiciones de pesado. motores > 200 > 140 r65 ) trabalo diflctles de tracción. trenes IP>0.15C) ~~·laminación
Es np.c'?~afla gran Máqumas- :ií 18 h5") exactitud de rotación herramienta (18) a 100 ~ 40 156) con cargas ligeras (100) a 200 (40) a 140 k5 ~ (P ~ 0.07 C) (140) a 200 m5)
Cargas puramente axiales
Aplicaciones de ~ 250 :ií 250 ~ 250 j6 toda clase > 250 > 250 > 2sn js6
8u

TABLA 15. Tolerancia de los ejes, según ISO
DI6metro Tolerancia Tolerancia eje agujero diámetro
rodamiento eje Nominal más hasta d m• k5 k5 m5 m5 t:::. p5 de ¡nel. máx mln supo inl. supo inl. supo inl. supo inl. sup inf. supo inf
mm ~m ~m
3 6 O -8 ~5 +1 6 10 O -8 -'-7 + 1 10 18 O -8 ~9 +1 +12 +1 +15 +7 .. 18 +7 -'-23 +12 +29 +18
18 JO O -10 +11 +2 +15 +2 +17 +8 +21 +8 +28 +15 +35 +22 JO 50 O -12 +13 +2 +18 +2 +20 +9 .. 25 .. 9 -'-33 +17 -'-42 +25 50 80 O -15 +15 +2 +21 +2 +24 +11 +30 +11 .. 39 +20 +51 +32
80 120 O -20 .. 18 +3 +25 +3 +28 +13 +35 +13 +45 +23 +59 +37 120 180 O -25 +-21 +3 +28 +3 +33 +15 +40 +15 +'52 +27 +58 +43 180 250 O -30 ;.24 +4 +33 +4 +37 +17 .. 46 +17 ;.60 +31 +79 +50
250 315 O -35 +27 +4 +36 +4 +43 +20 +52 +20 +66 +34 +88 +56 315 400 O -40 1-29 +4 +40 +4 +46 +21 +57 +21 +73 +37 +98 +62 400 500 O -45 +32 +5 +45 +5 +50 +23 +63 +23 +80 +40 +108 +68
500 630 O -50 -'-44 O +70 +26 +88 +44 +122 +78 630 800 O -75 -'-50 O -'-80 +30 + 100 +50 +138+88 800 1000 O -100 -'-56 O -'-90 +34 +112 +56 +156 +100
1000 1250 O -125 +66 O -'-106 -'-40 +132+66 +186 +120
Diámetro Tole'ancla Tolerancia Diámetro Tolerancia Tolerancia eje agujero dl6m.tro eje agujero diámetro
rodamiento eje rodamiento e¡e Nominal Nominal más hasta dm • r6 r7 más hasta dm • r6 r7 de Inel. máx min supo inf supo inl. de incl. max mln supo inf. supo inf
mm ~m !Im mm ~m ~m
120 140 O -25 +88 +63 + 103 ,-63 710 800 O -75 +235 +185 +265 +185 14a 60 O -25 +90 +65 +105 ... 65 800 900 O -100 +266 -'-210 +300 +210 1~" 80 O -25 +93 +58 +108 +68 900 1 000 O -100 +276 +220 +310 +220
180 200 O -30 +106 +77 +123 +77 10001120 O -125 +316 +250 +355 + 250 200 225 O -30 + 109 +80 +126+80 1120 1 250 O -125 +326 +260 +365 "2f;Q 225 250 O -30 +113 +84 +130 +84
, 250 280 O -35 + t26 +94 + 146 +94 280 315 O -35 + 130 +98 + 150 +98 315 355 O -40 +144+108 +165+108
355 400 O -40 +150 +114 +171 +114 400 450 O -45 +166 +125 +189 +126 450 500 O -45 +172 +132 +195 +132
500 560 O -50 -'-194 +150 +220 + 150 560 630 O -50 +199 +155 <-225 + 155 630 710 O -75 ¡.225 + 175 1-255 <-175
81

IABLA 1~. (Lontinuación).
Dltmetro e,e
Nominal
Tale,ancle Tale,ancle agu,e,o dl.mel,o rodemlento e,e
més hasta dml 16 de ¡"el máx mln
mm
3 8 10 ,. 30 50
10 120 180
2SO 315 400
8 10 11
30 50 80
120 180 250
315 400 500
O O O
O O O
O O O
O (1
O
-'0 -'2 _1~
-20 -25 -JO
-35 -JO -15
supo inl
-10 -18 -13 -22 -'6 -27
-20 -33 -25 --'1 -30--'9
-36-58 -<l3~ -50 -~9
g6 sup inl
--' -12 -5 -14 -6 -17
-7 -20 -9 -25 -10 -29
-'2 -34 -14 -39 -15 -<14
-17 -<19 -'8 -54 -20 -60
500 830 O -50 -~6 -'20 -22-66 830 800 O -'5 -24 -74 100 1000 O -'00 -26 -62
1000 1250 O -125
D16metro e,e
Tole,encla Tole,enele egu'e,o dltmet,o rodamiento eje
Nom,nal me "asta O.." de ¡"el mar. ""ti'"
mm
3 • 6 10 10 11
,. 30 30 50 50 80
ea 120 120 110 110 250
2SO 315 315 400 400 500
500 630 100
130 800 1000
u,.,
O O O
O O O
O O O
O O Q
O
1000 1250 O
-20 -25 --JO
-35 -40
"8 suo ,nf
o O O
O O O
O O O
O O e
O 1)
o
-'8 -22 -27
-33 -39 -46
-28 -94
h7 sup Inl
O O O
O O O
o O O
o o o
-12 -15 -18
-21 -25 -30
-35 -<la -46
-52 -57 -63
-70 -60 -90
g5 hll hl0 supo inl
117 h9 IT5 sup inl sup in1
-<1 -9 O -5 -11 O -6 -14 O
-, -16 --9 -20 -'0 -23
-12 -27 _14 -32 -15 -35
-17 -4() -18 -43 --20 -47
O O O
O O 1)
o O O
O O O
-iS O -90 O -110 O
-130 O -'60 O -'90 O
-220 O -250 O -290 O
-320 O -360 O -400 O
--140 O -500 O -560 O
-<18 -58 -70
12 15 18
-64 21 -100 25 -120 30
-140 35 -160 40 -185 46
-210 52 -230 57 -2<;0 63
-280 70 -320 80 -360 %
supo inl
o O O
O O O
O O O
O O O
O O O
-30 -36 ---43
-130 -140 -'55
-1~5 -200 -2JO
5 6 8
9 ,. '3
'5 18 20
23 25
O -660 O --'20 105 O -260
O O O
O O O
O O O
O o o
O O o
h5 sup ,o,
-6 O -5 -9 O -6
-" O -6
-'3 o -9 -'6 O -" -'9 O -13
-22 O -15 -25 O -18 -29 O -20
-32 O -23 -36 O -25 -10 O -2-
-LI -50 -~
~2
,5 sup inf
"'3 -2 -4 -2 -5 -3
-s -<1 -6 -5 -6 _7
"'8 -9 .. ¡ -11
-i -'3
j6 sup iol-
-6 -2 ~7 -2 "'8 -3
"9 -4 ... " -5 .12 _7
-13 -9 ... 1& -11 +16 -'3
-'6 -'6 -'8 -'8 -20 -20
Is6 SUD Inf
-4 -4 -45 -15 -s 5 -55
-65 -65 .8 -6 ." 5 -95
." -11 -'25-125 .. 145-1.1 5
·'6 -'6 -'8 -'8 .. ~ -20
- 22 -22 ~ 25 -:~ .. 2~ -2!'
... 33 -3J

Dirección indeterminada de la carga, cargas normales o
elevadas (P> 0,07 . C)
La tolerancia es K7.
Los límites para esta tolerancia (TABLA 17) con diámetro
de alojamiento de 40 mm., son:
Superior + 7 micras; Inferior 18 micras.
7.3.3 Tolerancia para el eje de la Rueda
Si se han de montar rodamientos con ajuste de apriete so-
bre un eje hueco, es necesario generalmente un apriete
mayor que el usado para un eje macizo, con objeto de lo
grar la misma presión entre el aro y el asiento. Para
decidir el ajuste que se ha de usar son importantes las
siguientes relaciones de los diámetros
Ci = di
d
Ce = __ d __ _ k(D-d)+d
Donde:
y Ce =_d_ de
Ci = relación de diámetros del eje hueco
Ce = relación de diámetros del aro interiorode1 roda-
8,j

d = di =
de =
D =
k =
miento.
Diámetro exterior del eje hueco en mm.
Diámetro interior del ej e hueco, en mm.
Diámetro exterior del aro interior en mm.
Diámetro exterior del rodamiento, en mm.
Un factor que depende del tipo de rodamiento
para el caso.
AH 1-; • I I
2.0
1.8
1.
1.4
1.2
-H-
o 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 -c¡
Figura 12. Diagrama para apriete de ejes huecos.
0,3
El ajuste sobre ejes huecos practicamente no viene afec
tado cuando el; < 0,5
entonces
di = .? 3 ,82 + _?~? 2
84

¡
TABLA 16.
Condicione, d. la opllac·6n
Ajustes para alojamientos de acero, Rodamientos radiales, Alojamientos enterizos.
EJemplos Tole- Desplazamiento ,ancl. d.l.ro exterior
Carga rotativa lobr. el aro exterior
Cargas pesadas sobre Cubos de rueda con P7 no es posible rodamientos en alojamientos rodamientos de rodillo!, de paredes delgadas, cargas cabezas da biela de choque elevadas (P > 0,15 C)
Cargas normales Cubos d. rueda con N7 no es posible o elevadas (P > 0,07 C) rodamientos de bolas, cabezas
. de biela, ruedas da traslación en las grúas
Cargas ligeras o variables Rodillos transportadores, M7 no es posible (P :¡; 0,07 C) poleas para cable,
poleas tensoras
Dirección Indete,mlnada d. la carga
Cargas de choque alevadas Motores eléctricos de tracción M7 no es posible
Cargas normales Motores eléctricos. bombas. K7 no es posible o elevadas (P > 0,07 C) rodamientos de soporte para en general No es necesario que pueda cigüeñales desplazarse el aro exterior
Giro ... cto o .lIenclolo
Rodamientos de rodillos para K6') no es posible husillos de máquinas- en general herramienta
Rodamientos de bolas para husillos de rectificadoras.
J62) es posible
motores eléctricos pequ8r'o~
Motores eléctricos pequeños H6 es posible fácilmente
l:S5

= 22'. 01
Esto es el promedio de diámetro del agujero que es un co-
no Morse N° 3, (Figura 13) .
d = 40 mm.
Ci = 22.01 40.0
Ci = 0,55
En este caso se toma que esta más o menos en el límite de
la condición
Ci < 0.5
Por tanto se concidera como eje macizo, de 40 mm de diá
metro.
Donde
C = 175,69 Kg
P = 89,64 Kg
Condiciones de aplicación (TABLA 14)
Carga rotativa sobre el aro interior
Cargas normales y elevadas (P> 0,07 . C)
0,07 . C = 0,07 . 175,69 = 12,29

89,64 > 12,29
En aplicaciones en general para un eje entre 18 y 100 mm.
de diámetro y rodamiento de bolas la tolerancia es k5.
Los límites de esta tolerancia para un eje entre 30 y 50
mm de diámetro (TABLA 15) son:
Superior + 13 micras; inferior + 2 micras
7.3.4 Tolerancia para el alojamiento de acero, rodamien
to radial el eje de la rueda.
Condiciones de aplicación: (TABLA 16)
Dirección indeterminada de la carga
cargas normales o elevadas (P> 0,07 . C)
La tolerancia es K7
Los límites para diámetro de agujero del alojamiento entre
50 mm. y 80 mm., es: Superior + 9 micras; inferior- 21
micras (TABLA 17).
87

TJ\.BLA 17. Tolerancia de los alojamientos según ISO
Dlémetro Tolerancia Tolerancia agujero dlémetro agujero alojamiento ex1erlor alojamiento Nominal ' rodamiento más hasta Omo JS7 J6 JS6 K6 K7 M6 de inel. máx mín supo in', supo "int. sup ¡o, supo inf supo inf sup inl
mm 11m 11m
10 18 O -jj +9 -9 .. 6 -5 +5.5 -5.5 +2 -9 ·6 -12 -4 -15 18 30 O -9 + 10.5 -10.5 .8 -5 +6.5 ~.5 +2 -11 .6 -15 -4 -17 30 50 O -11 +12.5 -12.5 +10 -6 +8 -jj +3 -13 .7 -18 -4 -20
50 80 O -13 +15 -15 +13 ~ +9.5 -9.5 •• 4 -15 +9 -21 -5 -24 80 120 O -15 + 17.5 -17.5 +16 -6 +11 -11 +4 -18 + 10 -25 ~ -28 120 150 O -18 +20 -20 +18 -7 -4-12.5 -12.5 +4 -21 1-12 -28 -jj -33
150 180 O -25 +20 JO +18 -7 +12.5 -12.5 +4 -21 + 12 -28 -jj -33 180 250 O -30 +23 ,3 .22 -7 + 14.5 -14.5 +5 -24 ¡'I3 -33 -jj -37 250 315 : O -35 +26 :5 +25 -7 +16 -16 +5 -27 +16 -36 -9 -41
315 400 I O -40 +28,5 -:;>8,5 +29 -7 +18 -18 +7 -29 +17 -40 -lO -46 400 500 O -45 +31,5 -31,S +33 -7 +20 -20 +8 -32 +18 --45 -lO -SO 500 630 O -50 +35 -35 +22 -22 O -44 O -70 -26 -70
630 800 O -75 +40 -40 +25 -25 O -50 O -jj0 -30 -jj0 800 1000 O -100 +45 -45 +28 -28 O -56 O -90 -34 -90 1000 1250 O -125 +52 -52 +33 -33 O -66 O -lOS -40 -lOO
1250 1600 O -160 +62 -62 +39 -39 O -78 O -125 -48 -12~
O!f.-,'!trQ Tolerancia Tolerancia agujero diámetro agujero alolamlento exterior alojamiento NomInal rodamlen10 rr.ás hasta Om. M7 N6 N7 P7 A6 A7 de ¡nel. máx min supo inl. supo inf. supo inl. supo Inl. supo ínl. supo inf .
mm ~m 11m
10 18 O -8 O -18 -9 -20 -5 -23 -11 -29 -20 -31 -16 -34 18 30 O -9 O -21 -11 -24 -7 -28 -14 -35 -24 -37 -20 -41 30 5'1 O -11 O -25 -12 -28 -jj -33 -17 -42 -29 -45 -25 -5~
50 65 O -13 O -30 -14 -33 -9 --39 -21 -51 -35 -54 -30 -6G 65 80 O -13 O -30 -14 -33 -9 -39 -21 -51 -32 - .. (,2 80 120 O -15 O -35 -16 -38 -10 --45 -24 -59
120 150 O -18 O -40 -20 -45 -12 -52 -28 ~8 150 180' O -25 O -40 -20 -45 -12 -52 -28 -68 180 250 O -30 O -46 -22 -51 -14 ~ -33 -79
250 315 O -35 O -52 -25 -57 -14 -66 -36 -66 315 400· O -40 O -57 -26 -62 -16 -73 -41 -98 400 500 O --.S O -63 -27 -67 -17 -jjQ -45 -108
500 630 O -50 -44 -jj8 -44 -114 -78 -148 630 800 O -75 -50 -lOO -50 -130 -jj8 -168 800 1000 O -lOO -56 -112 -56 -146 -100 -190
1000 1250 O -125 --'i6 -132 -{)í; _17' -120 -225 1250 1600 O --160 -78 -156 -;8 -203 -140 -265
~8

TAIjLA 17. tContinuación).
Diámetro Tolerancia Toleranda " agujero diámetro agujero alojamiento exterior alojamiento Nominal rodamiento más hasta Dm. F8 F7 F6 G7 G6 Hll de ¡nel. máx mln supo inl. supo inl. supo inl. supo inr. supo inl. ~up. inl.
mm ~m ~m
10 18 O -8 +43 +16 +34 +i6 +27 +16 +-24 +6 +17 +6 +: 10 O 18 JO O -9 +53 +20 +-41 +20 +33 +20 +28 +-7 +20 +7 +130 O JO 50 O -11 +-64 +25 +50 +25 +41 +25 +34 +9 +25 +9 +160 O
50 80 O -13 +76 +30 +60 +30 +49 +30 +40 +10 +29 +10 +190 O 80 120 O -15 +90 +36 +71 +36 +58 +36 +47 +12 +34 +12 +220 O 120 150 O -18 +106 +43 +83 +43 +68 +43 +54 +14 +39 +14 +250 O
150 180 O -25 +106 +43 +83 +43 +68 +43 +54 +14 +39 +14 +250 O 180 250 O -30 +122 +50 +96 +5d +79 +50 +61 +15 +44 +15 +290 O 250 315 O -35 +137 +56 +108 +56 +88 +56 +69 +17 +49 +17 +320 O
315 400 O -40 +151 +62 +119 +62 +98 +62 +75 +18 +54 +18 +360 O 400 500 O -45 + 165 +68 +131 +68 +108 +68 +83 +20 +60 +20 +400 O 500 630 O -50 +-186 +76 +146 +76 +120 +76 +92 +22 +66 +22 +440 O
630 800 O -75 +104 +24 +74 +24 +500 O 800 1000 O -100 +116 +26 +82 +26 +560 O 1000 1250 O -125 +133 +28 +94 +28 +660 O
1250 1600 O -160 +.155 +30 +108 +30 +780
Diámetro Tolerancia Tolerancia agulerC" dlAm~tro agujero alolamlento exterior alojamiento Nominal rodamiento más hasta Dm. Hl0 H9 H8 H7 H6 J7 de inel máx mín supo inl. sup in' sup inf. supo inl. supo inf. supo in'.
mm ~m 11m
10 18 O -8 +- 70 O +43 O +27 O +18 O +11 O +10 -8 18 JO O -9 +-84 O +-52 O +-33 O +21 O +13 O +12 -9 30 50 O -11 +-100 O +62 O +39 O +25 O +16 O +14 -11
50 80 O -13 - +120 O +74 O +46 O +30 O +19 O +18 -12 80 120 O -15 +140 O +87 O +54 O +35 O +22 O +22 -13 120 150 O _18 +160 O +100. O +63 O +40 O +25 O +26 -14
150 180 O -25 +160 O +100 O +63 O +40 O +25 O +26 -14 180 250 O -30 +185 O +115 O +72 O +46 O +29 O +30 -16 250 315 O -35 +210 O +130 O +81 O +52 O +32 O +36 -16
315 400 O -40 +230 O +140 O +89 O +57 O +36 O +39 -18 400 500 O -45 +-250 O + 155 O +97 O +63 O +40 O +43 -20 500 630 O -50 +280 O +175 O +110 O +70 O +44 O
630 800 O -75 +320 O +200 O 1-125 O +80 O +50 O 800 1000 O -100 +-360 O +230 O + 140 O .90 O +-56 O 1000 1250 O -125 +-420 O + 260 (J -'-165 O +-105 J +-66 O
1 250 1600 ·0 -160 +- 500 O +-310 8 +-195 O .. 12S O ~78 O
Uni,-er..idil'Í t,1I~Cnr;n1n d~ í;rci6tWe: i
8~ I

8. DrSE~O DEL EJE DE LA RUEDA
8.1 FORMA DEL EJE
El eje de la rueda estA formado por dos partes, el porta
h e r r aro i. e n t a s y e 1 e j e pr o p i am e n t e d i c h o q u e s o por tal a r u e
da de tornillo sin fin, estas partes est§n unidas por un
cono Morse N°3, y ajustadas por una rosca ordinaria de 5/8
de diámetro. para el cAlculo se asume como si fuera un so
10 eje solidario.
8.2. FUERZAS QUE ACTUAN EN EL EJE
Las fuerzas que actuan sobre este eje son las de la Figu
ra 6 para cargas en un plano horizontal y las de la figu
ra 7 en un plano vertical.
8.3. DISEÑO POR RESISTENCIA
Para el diseño se aplica la ecuación:
90

d = [e 32N ,} S . 't
donde;
N = Factor de seguridad 2
M = Momento flector
MT= Momento torsor
Sy= Límite de elasticidad t acero
El momento torsor se calcula:
MT =
donde:
HP x 63025 Tl
HP = potencia a transmitir eO.l)
63025 = Constante de conversión
n= Revoluciones por minuto (35)
Por tanto:
MT - 0,1 x 63025 35
MT = 180 Lb-pulg.
9840
El momento flector de la figura 13
es igual 283,25 Lb-pulg, el mayor.
Por tanto:
75 Ks i
d =~ 3 ,lU6 ~ 7~ x 10' ) 1 (283 ,2.52 t 180 l' d = 0,450 pulg.
0,450 pulg 1 0,937 pulg. Oisefio satisfactorio.
91

8.4 DEFORMACION TORSI9NA~ DEL EJE
Se hasa en el ángulo de giro permisible.
La cantidad de giro permistble depende de la aplicación
particular y varía desde 0,08 grados por pie para ejes de
máquinas-herramtentas, hasta un grado por pie para ejes de
transmisión, el ángulo se calcula con la ecuación:
8 =
donde:
584 .MT. L g • d4
8 = Angula de giro, en grados
L = Longitud del eje, en pulgadas (6.750 pulg)
MT= Momento de torsión (180 lb/pg
g = Módulo de elasticidad en torsión, en Psi
(11,S x 10 6 para aceros)
d = Diámetro del eje en pulgadas (0,937 pulg)
584= Constante de conversión, radianes a grados centígra
dos.
Por tanto:.
8=
=
=
Deformación por
584 .180. 6.7SQ 11,5 x 10 6 x (0,937~
0,08°
0° 4' 48,16"
pie - O~08 12
92

;: Q.~006° por pi,e
0,006°-< 0,08°
Diseno satisfactorio
8.5 DEFORMACION TRANSVERSAL DEL EJE DE LA RUEDA
Existen varios m@todos para hallar las deformaciones de
las vigas, pero el procedimiento más práctico para los e
jes es el m@todo gráfico mostrado en la Figura 14. Para
cargas en plano horizontal, las escalas aplicadas son:
Para el diagrama de carg~s. (a) Escala Horizontal.
1 11 = 2" Pulg /Pulg
S = 2
Para el diagrama de momento (b) escala vertical
1 11 = 283,25 lb-pulg/pulg
Par a e 1 d i a g ram a d e M E-¡ (c) la escala vertical
1 = 0,000243 = q
Para el diagrama de pendiente ( d ) escala igual
1" S . q . H =y
1" = 2 x 0,000243 x 1 =y
= 0,000486
Para el diagrama de deformación ( e) escala igual:
93

1'1 = s~ 'Y • H'
= 2 x 0~000486 x 1
- 0,000972
C&lculo de deformact6n Ymax = 0,281 x 0,000972
= 0,000273 pg.
En el plano vertical de cargas segfin figura 15 se tiene:
Para el dtagrama de cargas (a) la escala horizontal
1 11 = 2" Por tanto S = 2"
Para el diagrama de momentos (h] la escala vertical
1 11 = 38,78 lb/pg.
Para el diagrama de --~I (e) Escala vertical
1" = 0,0000136 pg-l = q
Para el diagrama de pendiente (d) la escala vertical:
1 11 = S X q x H = Y
= 2 x 0,0000136 x 1
= 0,0000272
Para el diagrama de deformaci6n (e) la escala igual
1"=5 x y x H'
=2 x 0,0000272 x 1
= 0,0000544
94

Cálculo de geformqc;ón
Ym6x 0,375 x 0,0000544
= 0.0000204 puTg.
Deformación resultante ={(2.73 x 10- 4 )2(2,04 x lOs}'+:
= 2,73 x 10~1t
= 0,000273
Deformación por pie
'0,0000273 = 2,28 x 10- s 12
Para ejes de máquinas.
95

1
.103 1 b 128 .. 68 lb 16 7, 66 1 b 1 9 3 31t 1 b
... ~ 1-
- -
~
? 7 <;" 3.5 o" 1"
03 111 11 1 1 1 1 J "
TT
28 3, 2 s Th/pg 193, 7lbl
~ 1111 I I I I I I r T ~ i .. 20,68Th
1,0 71t IJ 1t .. 76 It 3,6 6
! -38,8
1t.76J,b
j tI,Cf7] o-pg.
283,25 Ib-P9 ,197.231 -f1
~ 111 I I I I I I I I I ~
FIGURA 13. SLmIatoria de Marentos Flectores.
96
Ca. rgas en plano rizontal ho
Di 193 ..
agrama de cortantes horizontal.
31t
pg Di ho
agrama de flectores rizontal
38,89 Cargas en plano vertical
~lb
Dia ver
grama de flectores tical
Sum atoria de fl ectores

, J. o 3lb .~..¡.-, ~ ,r- ~---+--------~
J. 6 7. 6 616.:1 9 3 .3 4 tb.
-H-r---I-- +--"H--!--+-- -----II---+--+-- - "l.:! n E(q)
~ J~~~ __ -+ _______ ~~4---~~
2,50" 2.875 .62 ":,"l"
{p}
~ - I I 1--.. Ce) - - -I I I I I I I I I I
I I I I I I I I (d)
~ I I T ~ I I -r ..... -I I I
I I I I I
I I Iv l
! I I ¡/ I {e}
~ I/' I ~ ..--~ , Q, 28.1 "
FLGUM 14. cálculo de la defonnaeioo transversal del eje de la rueda plano horizontal
97

4.6Ib·l. G92"", 20 .• G8Ih. lb
,....-_ ...... ,..-!-_+-__ ;r_-_--=-~- :3. G GIb. :3~.
I I
1. '1. 81. (a)
3. 5 O"
2,875"
(b)
(e)
Cd}
(e)
1IGURA 15. Cálculo de la defonnaeión +-..+:,,.,.""
plano vertical.
98

9~ CALCULO DEL EJE TORNILLO SIN-FIN
9.1 CALCULO DEL DIAMETRO POR RESISTENCIA
Los esfuerzos en la superficie de un eje macizo de secci6n
circular, sometido a cargas combinadas de flexi6n y tor
si.6n son:
(Flexi:ón)
TXY= (torsión)
donde
qx = esfuerzo fl ex i. ona 1
TXY= esfuerzo torsional
d = di. ámet ro de 1 ej e
M = Momento fl ex i onante en 1 a secci6n crítica.
MT= Momento torsionante en 1 a secci6n crítica.
Mediante el ctrculo de Mohr se halla que el esfuerzo cor
tante máximo es Tmáx =V( (r~ •
99

sustituyendo x y xy de las pri~er~, ecuaciones y toman
do que, pa,ra la teorÍ'~ del es,fue,rzo cortanteJlláxtmo la fa
11a estáticqse expresa por Ssy ¡:; Sy/2~ Empleando además~
un factor de seguridad N, se tiene:
_ k32 N d - ('iTSyl
donde
N = 2
M = 96~13 LB~pulg. (Figura 14)
Sy= 75 Ksi Acero 9840
El momento torsor es igual:
MT =
donde:
HPx 63025 n
HP = Potencia a transmitir (0,16)
63025 = Constante de conversión
n= Revoluciones por minuto (630)
MT = 16,6 Lb-pulg.
Entonces:
d = l ( ñx ~~'; 10' 1 ( 96,13' + 16,6' )~ ) ~
d = 0,298 pulgadas.
100

1;I.A 28.8 Q)..b 2.88 lb
.J.9 3 7 !~
0.68
43.66 lb 5.85lb
0.7.3 lb/ 9.51 lb
lCALES
- .85 CORI'ANI'E VERI'ICAL
Ma1EN':ros FLEX:TORES 95.97 lb-pg
SUMA DE M:MEN'IDS
;FIGURA .16. Cálculo del flector náxi.np, eje del tornillo s~·fin.
101

Se habfa tomado 0,669 pulgadas de d18metro por tanto:
0,669 >0,298
Disefio satisfactorio.
9.2 DEFORMACION TORSIONAL DEL EJE TORNILLO SIN FIN
S e b a s a e n el á n 9 u 1 o d e g i ro p e rm i s i b 1 e • L a can t ida d d e
giro permis1ble depende de la aplicaci6n particular, y va
rfa desde 0,08 grados por pie para ejes de máquinas-herra
mientas, ~asta un grado por pie para eje de transmisi6n;
ese ángulo se calcula con la ecuacf6n:
donde
=
L =
MT=
G =
·584 .• MT • L e - -G • d'+
Angula de giro, en grados
Longitud del eje, en pulgadas
Momento de torsi6n, lb-pulgada
M6dulo de elasticidad en torsi6n en Psi
(11,5 X 10 6 para aceros)
d = Diámetro del eje, en pulgadas
584= Constante de conversi6n, radianes a grados centigra
dos.
Por tanto:
e = 584 .16,6 .5 = 0,021 11,5 • 10 6 • (0,669)'+
102

DeformaciQn PQr pie = 0,021 12'
0,001 grados por pie <0,08 grados por pie
Dise~o satisfactorio.
9.3 DEFORMACrON TRANSVERSAL DEL EJE TORNILLO SIN FIN
Existen varios mªtodos para hallar las deformaciones de las
vigas, en este caso de un eje.
El procedimiento matemático fundamental es establecer una
ecuaci6n para la carga
Carga dl+ Y El dx
Por integraciones sucesivas se podrá obtener la flecha,
formada por el eje.
Cuando el eje conserva el diámetro constante a todo 10
largo, el coeficiente El es una constante y no hay prob1e
ma, pero la mayorfa de los ejes se presentan escalonados,
con diferentes di§metros, 10 que cambiarfa el momento de
inercia (r) que harta por lo tanto complicada la soluci6n
del problema.
103

Un~ ~oluci6n práctica y que d~ un~ ~proxtmact6n bastante
aceptable, es l~ integraci~n grlfic~ que es la que se emplea , , ,
aquf (Figura 151, y se tiene que en el plano vertical:
Para el diagrama de cargas Cal la escala horizontal
1" t:: 2 " por tanto, S = 2
Para el diagrama de momentos C~) escala vertical
1" = 100 lb ~ pulg
Para el diagrama de ~r (c} Escala vertical
1 11 = 0, 00 173 3 " = q
Para el diagrama de pendiente (d) escala igual:
1 l' = S. q • H = r
= 2. 0.001733 1
= 0,00.3466
= 0,003466
Para el diagrama de deforroaci6n (e) escala igual
1 11 = S. r. H'
= 2. 0, 00.3 466 • 1
= 0,00.6932
Calculo de deformación
10.4

5.B5]b '+ 9.,,51 lb
(a)
0.866" D.La 0 .• 669 'a
J.~9. 3 7 "
95.97 lp
(b)
(c)
1-
(d)
1
(e)
FIGURA 17. Cálculo de la defonnaci6n transversal del tomillo sin-fin
plano vertical.
105

y m~x = 0~327 • 0~006932
= 0~002 pulg
En el plano horizontal la figura 16 se tiene:
Para el diagrama de cargas Ca] la escala horizontal
1" = 2" por tanto S = 2
Para el diagrama de momentos (b) escala vertical
1" = 100 lb .. pulg
M Para el diagrama de El (el Escala vertical
1!! = O, 00118 = q
Para el diagrama de pendiente (d) la escala igual
1 1' = S
;::; 2
q • H = r
0,00118 • 1
;:; 0,00236
= 0,00236
Para el diagrama de deformación Ce) escala igual
1" ~ S r . H'
= 2 0,00236 • 1
= 0,00472
= 0,00472
106

..1.1l.b 2880J.,b 2 _68lb 68
-~ I - - -I t-W
G.6 6 9 "Dia 0886" Do ~a
(il)
~'Dl.a 2.6.25" :]..9 3.7" 1.937"
2 8.8 7lb Pe 21+ ,6 .7 J,l;>ps ;-:;: -, ,-;;'
r--.
""5. 6 0Jbpg-(h)
H ;::::;.1 "
/ ~'" 3 A1 ./
A ' /:
'" /1 ~ ./ I
u ./ I ............
(e) .
, 3 l 5 ~ ~ '5
1 I / ~5
I (d)
1 V 4
I ¡,. 1/
lya J/2 I -H;::::; 1 "
1 I I I I I I lA '~ I
0750 vI? ¡..., ~
(e)
FIGURA 18. Cálculo de la defonnaei6n transve:rsal del tornillo sin-Fin
Plano horizontal.
107

Cálculo de deforro~ción
y máx = 0,750 • 0,00472
= 0,003
Deformación resultante = j(0,002.1 2 + (Q,003}2
= 0,003 pulg.
Deformación por pie =0,003
12
= 0,00025 pulg/pie
Para ejes de maquinaria es admisible 0,002 pulg/pie
0,00025 pulg/pie 0,002 pulg/pie
diseno satisfactorio.
\
108

10. LUBRICACION DE ENGRANAJES
10.1 VENTAJAS
La lubricación correcta de los engranajes produce efectos
beneficiosos que pueden agruparse en el siguiente órden:
- Reducci6n del desgaste (Menor costo de mantenimiento).
- Reducci6n de p~rdidas de fuerza (Mayor aprovechamiento
de fuerza motriz).
10.1.1 Reducción del Desgaste
El objeto principal de la 1ubricaci.ón es el de separar dos
superficies que est~n en contacto y que se muevan a ve10ci
dades diferentes, mediante una pe1fcu1a lubricante, que re
duce extraordinariamente el desgaste que se produce en las
mismas por fricci6n. En el caso de los engranajes, cuando
el desgaste es excesivo los dientes pierden la forma origt
nal de sus perfiles, se aumenta la acción de deslizamiento
109

que es ~ su yez causa de un ~~~Qr de~g~ste. Los efectos
son~ ?ues~ acumulativos y de no mediar una lubricaci6n ca
rrecta los engranajes no tardan en quedar inhabilitad~$.
10.1.2 Reducci6n De P@rdidas De Fuerza
El rendimiento de un engranaje se mide por medio de la re
laci6n que existe entre la potencia entregada por el eje
motriz y la potencia que es capaz de dar al eje accionado.
Por consiguiente, cuanto menor sea la potencia perdida en
la transmisi6n, (debida a calentamiento, batido del aceite
lubricante, fricci6n entre los diente, etc.) tanto mayor
será el rendimiento del engranaje.
Un aceite elegido correctamente en lo que se refiere a ca
lidad y viscosidad es beneficioso para obtener un mayor rendimiento de un engranaje, lo que se traduce directamen
te en un mayor aprovechamiento de la fuerza motriz.
Algunas veces se trata de solucionar el problema de ruido
y Yibraci6n en los engranajes aplicando un lubricante más
pesado. Esta soluci6n al problema es incorrecta, ya que
si bien al principio se obtiene un funcionamiento silen
cioso, @sto conduce a una p~rdida innecesaria de poten
cia. Es muy comOn que esta deficiencia se produzca en los
engranajes debido a fallas de carácter mecánico, lo que
110

implica que se debe busc~r una ~oluc16n a este problema.
10.2 lEORIA DE LA LUBRICACION
Entre las superficies en contacto de los dientes de un en
granaje existen tres tipos de movimiento: Rodamiento, des
1izamiento, o una combinación de ameos.
A pesar de que los perfiles de los dientes se proyectan pa
ra obtener una m8xima aproximación al movimiento de roda
miento para obtener un mayor rendimiento, la mayor parte
del movimiento es de tipo deslizante. Bas8ndose sobre este
Gltimo, se puede desarrollar una teorfa de la lubricación
por cu~a de aceite entre los dientes ya que el deslizamien
to favorece la formación de dicha cuña.
Estos dos factores deben ser necesariamente balanceados en
el dise~o de los perfiles, para lograr junto con un buen
rendimiento una m8xima resistencia al desgaste.
Para una mejor comprensión de la manera en que se realiza
la lubricación de los dientes de un engranaje, se estudia
r8 10 que ocurre con dos ruedas de fricción que ruedan y
se deslizan una sobre la otra.
Si dos ruedas de fricción acopladas tuvieran el mismo di8
111

metro y SU$ ejes yelocidades tgu~les~ o st sus dtimetros
fueran diferentes pero awbas'ruedas tuyi,eran lan:Ji,sma velo
cidad tangencial, no existtrfa entre ellas desltzamiento
alguno.
Si se lubrica el punto donde las ruedas entran en contacto
el aceite debido a su adhesividad formará una película fina
sobre la superficie de las ruedas. pelfcula que en raz6n
de su viscocidad tiende a separar las ruedas.
El rodamiento es nulo al comenzar el engrane, y aumenta
gradualmente hasta llegar a un máximo a la altura del cír
culo primitivo para disminuir luego hasta desaparecer cuan
do el engrane termina. El ejemplo considerado ocurre cuan
do el punto de engrane lleva al círculo primitivo. Este
es el lugar donde comúnmente tienen lugar algunas fallas,
dado que la lubricaci6n es limitada; en ese lugar la direc
ci6n del movimiento se invierte, lo que hace más difícil
aún la permanencia de la fina película de aceite.
Si se supone ahora que una de las ruedas gira a diferente
velocidad que la otra, el suministro de lubricante será
el mismo que en el caso anterior. Entre ruedas existirá
una combi'naci6n de rodamiento y deslizamiento, éste último
irá aumentando a medida que sea mayor la diferencia de ve
locidades de las ruedas. El lubricante suministrado no s6
112

1 Q se adheri.rá en forJJJ~ de fi,nq pel ícu1 a a 1 as caras de
las ruedas~ sino que será introducido en forma de cuna (se
mejante a la que se forma en los cojinetes p1anosl~ con la
velocidad de la rueda más veloz. En este caso, aOn con un
suministro menor de lubricante, las cantidades del mismo
que serán forzadas al pasar por el huelgo entre las dos su
perficies en contacto, serán mayores. De esto se concluye
que en tales condiciones, la 1ubricaci6n será más segura y
efectiva.
Lo que se ha visto para dos ruedas de fricci6n puede ap1i
carse perfectamente a 10 que ocurre entre dos dientes du
rante el período de engrane. DeBido a las diferentes cur
vaturas de las partes de los dientes que entran en contac
to, el movimiento es una combinaci6n de rodamiento y des1i
zamiento. El rodami ento es nulo al comenzar el engrane y
máximo a la altura del círculo primitivo; el deslizamiento
es máximo al comienzo para disminuir y al llegar al circu
lo primitivo el punto de contacto desaparece.
De igual manera la lubricaci6n es de máxima eficiencia al
comenzar el engrane, para quedar gradualmente reducida a
condiciones limitadas al llegar al círculo primitivo.
La formaci6n de una buena película lubricante depende de
varios factores, entre los que podemos considerar los si
113

· guientes~
- Perfiles de los dientes
- Carga que transmiten
- Velocidad a que funcionan.
10.2.1. Perfiles de Los Dientes.
Algunos dientes tienen sus perfiles más planos que otros
es decir, con una curvatura menor. En éstos la formaci6n
de la cuña de aceite es favorecida.
Mientras más plano sea el perfil de los dientes de un en
granaje, éstos soportarán mayores cargas, debido a que
quedan distribufdas sobre una superficie más extensa, es
decir, la presi6n (fuerza/área) sobre los dientes disminu
ye.
La peltcu1a de aceite que se interpone entre las superfi
cies en contacto soporta cargas más leves, con 10 que se
disminuyen las posibilidades de que ésta se rompa.
De los rozamientos anteriores, se puede conclufr que los
dientes deberán perfilarse lo más planos posible para que
el engranaje soporte mayores cargas. Sin embargo, estas
afirmaciones están limitadas por las dificultades que re
presentarfa una lubricaci6n eficaz, de manera especial a
114

la entrada y salida del ergranaje~
Te6ricamente el contacto de los dientes, se realiza a 10
largo de una lfnea transvers~l. En la práctica y debido a
la propia defo~aci6n elástica del metal, esta lfnea se con
vierte en un área de ancho variable.
En los engranajes rectos, helicoidales y c6nicos el desli
zamiento se produce en direcci6n radial alejándose de los
ejes, lo cual favorece la formaci6n de la cuña lubricante.
En los engranajes espirales y de tornillo sin ffn, se suma
a este tipo de deslizamiento otro de tipo lateral produci
do por el movimiento de rotaci6n del eje motor. La combi
naci6n de estos dos movimientos dá como resultado una lf
nea de contacto oblicua y un gran deslizamiento.
10.2.2. Cargas Que Transmiten.
Las cargas que transmiten los engranajes tienen relaci6n
directa con la formaci6n de una buena pelfcula lubricante,
ya que aquellas tienden a desalojarla de las superficies
en contacto. Cuanto mayor sea la carga, mayor será esa
tendencia, resultando por 10 tanto, que la viscosidad y la
resistencia de la pelfcula del aceite son dos factores que
determinan la carga que se puede transmitir.
115

Es importante no exponer~e a PQstbles roturas de la pelfcu
la mediante el usO de aceites de ~iscosidad excesiYa~ ya
que ello implicar§ una pªrdida innecesaria de fuerza.
Las variaciones en la carga producen cambios de temperatu
ra que deben ser soportados por el lubricante.
Es por 10 tanto indispensable que para la lubricaci6n de
engranajes que transmiten cargas variables~ se usen acei
tes de alto lndice de viscosidad, para asegurar viscosida
des lo más uniformes posible bajo todas las condiciones de
funcionamiento. Los aceites que no poseen estas caracte
rfsticas, se adelgazan al aumentar la carga y se espesan
cuando disminuye, 10 cual es adverso al buªn funcionamien
to del engranaje.
10.2.3 Velocidad De Funcionamiento
La velocidad es otro factor que se debe considerar en la
lubricación de los engranajes. Determinan la duración
del contacto entre los dientes, que a bajas velocidades
resulta apreciable, presentándose así la oportunidad para
la separaci6n de la pe1fcula lubricante y el consiguiente
desgaste.
Las velocidades altas tienen como mayor inconveniente el
aumento de la fuerza centrífuga que arroja al aceite de
116

los dientes exponiéndolos q un directo cont~cto metálico.
La fuerza centrffuga, aumenta en funci6n del cuadrado de
la; velocidad tangencial, as' que para pequefios aumentos
de la velocidad, se tienen variaciones apreciables de la
fuerza centrffuga.
En engranajes de alta velocidad es imperativo que el 1ubri
cante que se use posea una adhesividad grande.
En los engranajes de tornillo sin fin la importancia de la
fuerza centrffuga es secundaria, dado que los diámetros de
los engranajes son pequefios; a esto se suma que la acci6n
de la alta velocidad facilita la formaci6n de la cufia neu
tralizando el pequefio efecto de la fuerza centrifuga.
para asegurar un funcionamiento normal y econ6mico. El
aceite debe poseer buenas caracterfsticas demulsificantes
y ser resistente a la oxidaci6n.
A caus~ de que las temperaturas de funcionamiento son gene
ralmente más altas que en los sistemas de circu1aci6n, las
viscosidades de los aceites que se usen en sistemas de in
mersión son por lo tanto mayores.
117

10..3 NORMAS PE ~SPECIFICACIONPE AGMA PARA LA LUBRICACION
DE ENGRANAJES INDUSTRIALES CERRADOS.
10.3.1 Alcance
Estas normas incluyen el tipo y grado de aceite que debe
usarse en trenes de engranajes industriales cerrados y que
sean de uno de los siguientes tipos:
Helicoidal C6nico Espiral
Doble-Helicoidal
C6nico Recto
10.3.2 Limitaciones
Gusano o Tornillo sinfin
Cilíndrico.
Estas especificaciones deben aplicarse únicamente cuando
los engranajes son diseftados y aplicados de acuerdo con
las normas AGMA. La escala de temperatura ambiente varía
1 5 o F a 1 2 5 o Y s e 1 e d e fin e e om o 1 a t em p e r a t u r a del a i r e e n
la vecindad inmediata del engranaje que operan a temperatu
ras que escapan de estos límites o aquellos que operan en
atro6sferas extramadamente húmedas, o químicas o cargadas
de po1yo deher§n ser referidos a los fabricantes de los en
granajes o a los proveedores del lubricante para obtener
la recomendaci6n correcta.
Las recomendaciones que se dan a continuaci6n son aplica
118

bles ~ trene& de engrana,je5 cerr~do~ en loS cuales el eje
de alta veloci,da,d gi,ra a )lJenos de 3.600 rpro Ó 4.000 rpm y
para trenes de engranajes de alta velocidad que operan en
cima de estos limites. Estas recomendaciones se d~n en la
Tabla 19.
L a s re c oro e n d a c ion e s, tal c om o s o n i n d i cad a s, s e a p 1 i can ú
nfcamente a engranajes cortados despuªs de ser endurecidos
al calor.
La Tabla 18 incluye a continuact6n, las especificaciones
de los lubricantes que recomienda la Amªrican Gear Manufac
turing Association (AGMA) para engranajes industriales ca
nacidos.
Los engranajes endurecidos despufis de ser cortados, que
no reciban un subsiguiente tratamiento de acabado, requie
ren un lubricante AGMA de la escala inmediata superior;
por ejemplo: Si se recomienda un lubricante AGMA número 4
se debe utilizar un número cinco.
10.3;3. Tipos De Aceite
Los lubricantes para uso en trenes de engranajes deben
ser aceites derivados del petr61eo, de alta calidad y,
biªn refinad6s. No deben ser corrosivos a los engranajes,
119 : Un;'lersidtd 'utonomo fe o((ihllt. i

TABIA 18. Escala de Viscosidad para Lubricantes AGm
NÚlrero de ~ Viscosidad en SSU
la Tabla PRODucro PUNTO DE FLUIDEZ
AG1A a 1000]' a 210 0P 0p
1 18-240 TERESSO 47 lO
2 280=360 TERESSO 52 10
f-o.-' 3 490-700 TERESSO 65 15 N o
4 700-1000 TERESSO 85 15
5 80-105 TERESSO 100 15
6 105-125 TERESSO 120 15
7-c* 125-150 CYLESSO T-140 20
8-c* 150~190 CANTCNA LK150 20
8-Ac* 190-250 CYLESSO T-190 30
*Estos aceites contienen del 3 al 10% de un aceite animal.

ni a lQ~ cojtnete~~ e~ decir deben ~er qu1roicaroente neu
tros~ est~r ltbre~ de ~ater1&~ abrasivas y tener buenas
propiedades demulsificantes. Como están someti,dos a altas
temperaturas de operación deBen tener además buena resis
tencia a la oxidaci6n.
Los lubri,cantes del tipo mineral puro se usan para todos
los tipos de engranaje menos en los de gusano. Puede ser
necesario usar aceites con aditi~os especiales en aplica
ciones donde las cargas~ las velocidades o las temperatu
ras son anormales. Para los engranajes de gusano es con
veniente agregar de tres a diez por ciento de aceite ani
malo algan aceite o grasa animal similar.
10.3,4 Viscosidad
Todos los aceites recomendados para los grados AGMA Uno
~asta AGMA seis, deberán tener un 1ndice de viscosidad rnf
nimo de 30 para usos ordinarios. Cuando las temperaturas
de operaci6n para una determinada aplicaci6n varfan más
de 80°F se desea un indice de viscosidad m1nimo de 60.
Los aceites recomendados para los grados AGMA siete, ocho
y 8A, deben tener un 'ndice de viscosidad m1nimo de 90
En la Tabla 19 se muestra la escala de viscosidad para ca
121

da uno de 10$ lubricantes AGMA, Lo~ Acettes especificados por números
para los diversos tipos de engranajes y temperaturas aJl)bi,en
tes deben caer dentro de esta escala,
10.3.5 Recomendaciones de Lubricación
La Tabla 19 indica el grado de aceite a usarse en trenes
de engranajes de todos los tipos excepto aquellos del tipo
del tornillo sinffn. Este tipo de engranaje está descrito
en la Tabla 20.
Cuando se opera a temperaturas ambientes que varfan de 15°
Fa 6QoF el lubricante seleccionado deberá tener un punto
de fluidéz menor que la lTIfnima temperatura estimada.
LO$ lubricantes de la Tabla 18 pueden usarse en engranajes
no metálicos si 10 permiten la aplicaci6n y las propieda
des físicas. Si no es posible usar un lubricante, los en
granajes deberán cargarse suavemente. ,
10.3.6 Borra
Es necesario que el aceite esté limpio y libre de borra
en todo momento para asegurar una larga vida al tren de en
granaje.
122

TABLA J.9. :Recarendaciones Sol:>re Lubrica.ci6n de Trenes de Engranaje$~
TIPO DE UNIDAD TAMAf'b DE IA UNID.Z\D TEMPEAATURA AMBIENl'E J /
~5/a 60 QF 50 a 125°F Engranaje principal - Centros de Baja Velocidad. Use N° AFMA USE N° AGMA
Ejes paralelos (simple reducci6n) Hasta 8" 2 3
Más de 8" hasta 20" 2 4
~ de 20" 3 4
1-' rv w
Ejes paralelos (doble reducci6n) Hasta 8" 2 3
Más de 8" hasta 20" 3 4
Más de 20" 3 4
Unidades de engranajes planetarios:
Di&netro exterior de la Envuelta hasta 16" 2. 3
~iámetro exterior de la Envuelta nÉS de .16" 3 4

TABLA 20. Engranajes de Tornillo Sinfín Cil~o y de Doble Curvatllxa
VEUX::IDAD TEMPEAATUAA VELOCIDAD TEl1PERA'IURA DISTANCIA ENTRE CENTROS GUSANO 1\MBIENI'E GUSANO MAS AMBIENI'E
Hasta (rpm) 15-60oP 5~125°P de (:rpn) 15-60 OP 50-125°P
HASTA 6" inclusive Tornillo cilíndro 700 7-C 8-C 700 7-C 8-C
(!bid) doble curvatura 700 8-C aA-C 700 8-C 8-C Más de 6" hasta 12" (Ibid.) cilíndro 450 7-C 8-C 450 7-C 7-C
¡..... (Ibid .) Doble curvatura 450 8-C aA-C 450 8-C 8-C I\J Más de 12" hasta 18" ~
(Ibid.) cilíndro 300 7-C 8-C 300 7-C 7-C
(Ibid.) doble curvatura 300 8-C 8A-C 300 a-C S-C Más de 18" hasta 24" (Ibid.) cilmdro 250 7-C 8-C 250 7-C 7-C
(Ibid.) doble curvatura 250 8-C 8A-C 250 8-C 8-C Más de 24" (Ibid.) cilíndrico 200 7-C S-C 200 7-C 7-C
(Ibid.) doble curvatura 200 S-C aA-C 200 a-C 8-C

La borra en lo~ trene~ de engrana~e ~uede ser ocasionada
por part1culas metálicas eroston~das de los engranajes,
por polvo y tierra y por la presencia de humedad o gases
qulmicds. Por lo tanto se debe tomar toda precauci6n para
evitar que partículas de agua o extrañas entren en las ca
jas de los engranajes.
10.3.7 Cambio de Aceite.
El aceite en una nueva unidad debe ser drenado después de
cada dos semanas de operación y la caja se debe lavar con
un aceite delgado. El aceite original se puede utilizar
después de haber sido filtrado; de lo contrario se deberá
usar aceite nuevo. Después de esto se recomienda cambiar
el aceite cada 2500 horas de trabajo o cada seis meses
cualquiera que se presente primero y siempre que la unidad
opere en condiciones favorables. Cuando las condiciones
de trabajo son severaS,tal como rápidos aumentos y caídas
de temperatura en la caja de engranaje con la consiguiente
formación de condensaciones de agua en las paredes interio
res de la caja y la formación posterior de borra, o cuando
la operación es en atmósferas h6medas o polvorientas, o en
la presencia de gases químicos, será necesario cambiar el
aceite a intérvalos de uno a tres meses.
125

11. CALCULO DE LAS CHAVETAS
11.1 TEORIA y CALCULO
La práctica u$ual consiste en elegir una chaveta cuyo tama
ño sea un cuarto del diámetro del eje. Entonces se ajusta
la longitud de la pieza, segfin la longitud del cubo de la
pieza montada y la resistencia requerida. A veces es nece
sario utilizar dos chavetas para obtener la resistencia
que se desea.
Para determinar la resistencia de la cuña, se considera
que las fuerzas se distribuyen de manera uniforme a todo
lo largo de la pieza. Esta hipótesis no se verifica, pues
to que la rigidez torsional del eje, generalmente será me
nor que la del cubo, produciendo fuerzas de gran magnitud
en un extremo de la cuña y fuerzas pequeñas en el otro.
Un análisis sencillo de esfuerzos simplifica la situación
de resistencia, que suele expresarse en función del momen
to de torsión que ha de transmitirse a través de la chave
126

ta¡ p~ra el esfuerzo de cizal1adura se tiene;
MT qS • bl • O 2
Para el Esfuerzo de Compresi6n se tiene:
MT = gc . t .. L.D 4
Los Esfuerzos a§ Y oC de cizalladura y compresi6n se calcu
lan con: =0,05 . y aS N (Esfuerzo cortante máximo)
qC = .-.-.L.. N
Donde
MT = Momento de torsi6n aplicado
b = Anchur~ de la Chaveta
t = Altura de 1 a Chaveta
D = Diámetro del eje
L = Longitud de 1 a chaveta
aS = Esfuerzo de cálculo o cizalladura
ac = Esfuerzo de cálculo a compresi6n
N = Coeficiente de cálculo
11.2. CALCULO DE LA CHAVETA DEL EJE TORNILLO SIN FIN Y
POLEA
127

DATOS~
Diámetro del eje 0,669 pulg.
Potencia a transmitir 0,166 HP
Revoluciones por minuto 630 RPM
Coeficiente de cálculo 2,25
ay acero 1020 = 50 Ksi
aY aluminio 5052 - ° = 14 Ksi (Tabla 21)
aY acero 9840 = 131 Ksi
Se toma el aY de menor valor, el del aluminio 14 Ksi Y los
esfuerzos so/}:
erC = 14 -2.25
aC = 6,22 Ksi
as = 0,5 x 14 2,25
s = 3,11 Ksi
Par transmitido
MT = 63025 . . HP n
63025 . ° ~166 MT = 630
MT = 16,6 lb-pulg Ó 0,016 Kips - pulg
Se ensaya una chaveta de b = 3 16 Y t = 1/8
128

~ \.O
c: "" ~.
¡;¡ o.;
I:.¡> ii ;I·~ !:,.---
'" '::;.
'" ~ ~ ~ 3 .~ a
:; ~ ,-;, ,.,
t ~
TABLA. 21. Aleaciones Fraguadas AI.CAN. Propi~es .MecMica.s 'l'!LpiCal?
AAEACION ALCAN Y
TEMPLE
5056-0
5052-0
6063-0
6063-T4
6063-T6
6063-F
6063-T1
6063-T5
5282-0
5282-1111
5154-0
5154-1111
RESISTENCIA A IA
RUPIURA Kg,mm2
29,5
20,4
10,5
16,2
23,2
12,7
14,8
21,8
26,7
30,9
22,5
24,6
LJMI'IE
EIASTICO Kgjmn2
14,1
10,2
3,5
9,8
20,4
7,7
7,7
19,0
10,0
21,1
10,5
13,4
.AIARGAMIEN NUMERO DE
TO % en 50 nm
35
23
40
30
18
22
24
14
23
16
29
25
DUREZA
Brinell
45
26
50
78
48
73
70
RESISTENCIA
AL CORrE
Kgjmn2
19,7
1.2,7
7,7
14,1
.16,2
15,8
LIMI'IE DE
AGUANI'E
Kg/mn2
14,1
12,0
8,4
9,5
13,4

Su longitud de acuerdo a 10$ datas anteriores y sometida a
cizalladura seria:
L 2 MT . = as . b, D
L = 2 . ° ~ 0166 3~11 . 0,187 . 0~66g
L = 0,085 pulg
La longitud de acuerdo a los datos anteriores y sometida a
compresi6n serta:
L = 4 MT ac . t . D
L = 4 . 0,0166 6,22 . 0,125 . 0,669
L = 0,127 pulg
Las longitudes de 0,085 pulg. y 0,127 pulg. son muy peque
ñas y no prácticas, por tanto se adopta una chaveta de u
na pulgada de longitud.
11.3. CALCULO DE LA CHAVETA Y ELEJE DE LA RUEDA
DATOS:
Diámetro del eje = 1,574 pulg.
Potencia a transmitir = 0,1 HP
130

Reyol uci,ones por minuto = 35 R~P,N~
Coeficiente, de cálculo ' . 2.25
ay de acero 9840 131 Ks i
c¡y de acero 1020 50 Ksi
CJY de bronce fosforoso = 18 Ksi
Se toma el menor aY, en este caso el aY del bronce = 18 Ksi
y los esfuerzos son:
etc = 18 - 2,25
(J'c 8 Ksi
= °2 5x 18 c¡S -- 2,25
aS = 4 Ksi
Par transmitido
MT = 63025 . HP n.
MT = 63025 °2 1 630
MT = 18,0 lb-pu1g Ó Q,018 Kips-pu1g.
Se ensaya una chaveta de b t ¡:; 1/8
Su longitud de acuerdo a los datos anteriores Y sometida
a cizalladura serfa:
131

L ::; -2MT os • b • b
20018 L - ~ ~ ~,
4 • 0~187 • 1,574
L = 0,030 pulg
La longitud de acuerdo a los datos anteriores y sometida
la chaveta a compresión serTa:
L = 4 MT QC • t . D
L 4 .0 2°18 ..., 8. 0~125 1 ,574 .
L = 0,045 pulg.
Es una medida muy pequena y no práctica luego se adopta
una chaveta de longitud de una pulgada.
132

12. CALCULO DE TORNILLOS
12.1. TORNILLOS DE SUJECION EN LA CAJA DEL TORNILLO SINFIN
La transmisi6n de potencia genera una fuerza axial en el
tornillo sin fin que tratar1a de sacarlo de su sitio, afec
tando de paso el rodamiento, esta fuerza es de 167,66 lb
distribu1da en cuatro tornillos que sujetan la tapa. Una
forma sencilla de obtener los tornillos necesarios es em
pleando la ecuaci6n:
Fe ~ a~ . As 3/2 (lb)
El problema se plantea de manera que se halle el &rea As
que soporta la fuerza Fe, por tanto:
As =
donde
2 6 ,fe T
aY
As = Area para esfuerzo del tornillo (pulg 2)
133

Fe = Fuerz~ que actfla sobre el tornillo (lb)
ay ~ Esfuerzo de Tracci6n (155~OQO psi TABLA 22)
6 = Constante.
Por tanto:
Esfuerzo de tracci6n admisible
O'adm = 0,4 Y
aadm = 0,4 155.000
= 62.000 psi
Entonces
2
As = 6 • (41,91)3 0,4 . 155000
As = 0,025 pulg 2
Diámetro del tornillo 114 pulg.
Deben emplearse cuatro tornillos de 1/4 de diámetro rosca
ordinaria, cabeza cilíndrica tipo ALLEN de 1/2 pulg de
longitud.
12.2 TORNILLOS DE SUJECION EN LA CAJA DEL EJE DE LA RUEDA
En la caja del eje de la rueda se genera una fuerza de
134

i-> W (JI
T A B LA 22. Propiedades Mecánicas De Los 'l'o,rnj:llQS ALLEN
RESISTENCIA A LA LlMlTE ELASTlCO AI.ARGAMrENTO REDUCCION
DIAMEI'RO RUPTURA P. S. I. .P.S.I. EN 2" % DE.AREA %
N°O - N°10 175.000 158.000 12% 35%
1/4" - 7/16" 170.000 155.000 12% 35%
1/2 - 1" 165.000 -150.000 12% 35%
Más de 1" 160.000 -145.000 14% 38%
DUREZA
RHN C
39 .... 43
38 - 42
37 - 41
36 - 40

20,68 lb que es mucho menor que l~ fuerza aplicada en el
tornillo sin fin por lo tanto ~e puede usar el mismo tipo
de tornillo detallado para la caja del tornillo sin fin.
12.3 TORNILLO DE POTENCIA
12.3.1 Par De Torsión
El mecanismo que regula la profundidad de corte de la fre
sa es un tornillo de rosca cuadrada. En los tornillos de
potencia se hace indispensable dos cálculos básicos: El
par necesario para girar el tornillo y elevar la carga, y
el efecto de columna que le proporciona la carga.
Para el par necesario se emplea la ecuación:
MT = w .• Dm 2 L Tan
Donde:
MT = Par torsor
W = Peso a elevar (Aprox. 45 1 b)
Dm = Diámetro medio de 1 tornillo
S = Angulo de rozamiento o fricción
A = Angulo de avance.
Se asume un tornillo de 3/4 de diámetro, 6 kilos por pulga
136

da, construtdo de acero 1020.
Por tanto:
1 Paso = --6-- = 0,166 pg.
Oro = 0,750 - 0,166 2 = 0,667 pg.
f = Coeficiente de fricci6n 0,15 que di un ángulo
Angula de avance A= tan -1 { Paso Oro .7f
A= 4,51°
tan ( f.5+ A) = tan (8,53° +
= 0,23160
Entonces:
MT = 45 . 0,667 ; 023160 2
MT = 3,47 lb-pulg.
}
4,51°)
o sea que, con una fuerza aplicada de 1,73 lb con una pa
lanca de dos pulgadas se eleva la carga.
12.3.2. Efecto de columna.
La fuerza generada en la fresadora de sentido vertical, se
137

translada al eje del torni11o~ COI!lO un momento más una
fuerza, esta fuerza es la que trata de pandear el tornillo,
además de la acción delmOTl)ento~
La fuerza vertical del cortador se puede obtener por expe
riroentación, luego aquf cabe deducir la máxima fuerza que
se puede aplicar, y esto se obtiene con la ecuación de J.
B. Johnson.
F c = ay' A [1 .. , 'di el ~ f[<} 2 J 47T;¿ E
Donde~
Fc = Fuerza crítica
ay = 51.000 Psi (acero 1020)
Longitud efectiva . , L
4 pulg) Le = (2=
K = radio de giro (D/4 = 0,146)
A = Arca de 1 a columna (Núcleo del tornillo A=0,267 Pg2)
E = Módulo de elasticidad 30 x 10 6 Ps 1.
Por tanto~ Fc ~ 13177 lb.
Esta sería la fuerza que al ser aplicada produciría pandeo
en el tornillo y en este caso ese valor está muy lejos de
producirse.
138

13. CALCULOS EN EL TUBO COLUMNA
13.1 SOLDADURA
Un enfoque práctico del problema es considerar a cada sol
dadura de filete como una lfn~a.
Los esfuerzos que se prese~an para analizar son:
Esfuerzos de cizal1adura producido por la fuerza de 120 Lb
Y por el momento de 960 Lb-pu1g. segQn Figura 17.
Esfuerzo por flexi6n producido por la fuerza de 120 Lb en
el extremo del tubo de acero.
Por tanto~
Momento de Flexi6n ~ 120 x 10 = 1200 Lb-pulg
M6dulo de la secci6n de soldadura considerada camo una lf
nea (Figura 18] como flext6n.
zw= 4
139
I IJfl!~~ido-:' ~utonG:T!Ii d~ Occo.nt" I
00:-0':"0 R hifni~~() ¡

8 "
12 Q lb
y 20lb
960 lb/plg
1 Q "
FIGURA 19. AM.lisis de las fuerzas para la soldadura del Tubo-Columna.
4u = 3.1416 x ( 311 )2
z w = 7.06 pulg 2
Fuerza por pulgada de soldadura en los puntos A y B
fB =
fB = 1200 7,06
fB = 169,76 lb/pulg.
Fuerza por pulgada de corte producido por la fuerza 120 lb
140

12Q 3,1416 x 3
fs 1 = 12,}3 lb/pulg
M6dulo de secci6n de soldadura considerada como una lfnea
a torst6n (Figura 18)
Jw =
JW =
JW =
. ·3~·1416·. 33
4
21,20 pu 192
Fuerza por pulgada producida por el momento de 960 Lb-pulg
f s2 =
f s2 =
f R =
f R =
TC J (Figura 19)
960. 1,5 21,20
67,92 1 b/pul g
lc169,76)2+ (12,73
187,94 lb/pulg
+ 67,92)2
Dimensi6n de la soldadura fw = f rea 1 f admisible
Cuando una soldadura está sometida a carga variable, la
141

resistencia a la fatiga para 2,000,000 de ciclo&, se calcu
la por: , 5090 . "
f adro, ::: 1 .. 1/2K
K ::: + 1 carga constante,
Por tanto
f adro. ::: 5090 0,15
::: 10180 lb/pulg
10180 ::: 8780 utilizar 8,750
Entonces f '187,94 =: 8750
::: 0,021 pulg
Pero según Tabla 23 con el espesor de la placa más gruesa
hasta 1/2" aplicar soldadura de 3/16 pulg.
13,2 DEFORMACION TORSIONAL DE LA COLUMNA
Se asume que el tubo de columna no tuviera ranuras, el án
gula torsional se calcula con:
Donde:
, . '584.MT .L ' 8 ::: G • (D04 .. TI. 4}
1.
8 = Angula de giro en grados
142

L :; Lon~itud del tubo, pulgadas, ,
MT= Momento de torst6n~ lb-pulg ;: 960 1 b. pul ~
G = M6dul0 de rigidez 11,5 x 10 6 para el acero
Do= Diámetro exterior del el emento hueco, pulg.
D. 1 = Diámetro i'nterior del e1emento hueco, pulg.
Por tanto ... .584,.·,960~.IO .
= 0,011 C>
DeforllJa,ci,6n por pie
0011 12
~ 0,0009 gradOS por pie.
143

TABI.I\ 23, ~niroc> tanJaño del J;Aete ~egún l~ placq.. gruesa de la JllAtp,~
ESPESOR DEL M2\TERIAL DE IA PARI'E
~ms GRUESA DEIAJUNTA PUlG.
Hasta .1/4, inclusive
de 1/4 a .1/2
de .1/2 a 3/4
de 3/4 a .1.1/2
- .1 -.1 de. 1- a2 T 2
de 2-¡ a 6
~'de6
144
M¡NJM) TAMAOO DEL FnETE DE
1/8
3/16
.1/4
5/16
3/8
1/2
5/8

FIGURA 20. ,r.1Qijento de ~cip: ~p. l¡;l, ;'$cQlda,dura cx;>n~j.d~~ caro una
línea . -Bosquejo de la junta soldada
J.'lexión 'l'orsié)n
b =- anchura d " altura alrededor del eje X-X
E~]----x Z i~
'w d;'
= ~ -w 6 12
r-'"1 d'J d(3b? + d':!)
x1---tJ Zw =- "3 'w ~
6
1- • .....J1 Zw bd
~+ 3bJ':! x------x ~ =- 'w " _---1 6
y
t-- '--1 4bJ·~d2 d2(4bd + d) T+~ , z (b+d)4_6l?é'
Ir -1--.1 ., • . _b __ =- ---- =- 6(2b+d) 'w " -12(¡'-+di--¿ • I ) 2 (b • • ) W f¡
d'>;- .. ·_.c- Pane "'UJX'IWf Purt~ inferIOr :! ~b • 01) -.' E , .-. d2 (2b t ~')3 ll(btdf
h+'] Zw =- bd + 'w =-6
- -(2b+d) 12
~..,¡l.. . j- b-..
.--"----------2bd + d2 i'(2b + d) I ~2._2:!i' é(/,+d)2
I t-f-t-:-T ZW 'U) • ,.-- • - - - -, A , =- =- -3(b+d) =- - (b + 2d)
[" j
3 12 1'.IrLr ~up('fior Parte inferior --
+~lJ Zw bd + d2 . (b+d)3
=- "3 'w - -6-
~J --Ll[ AT--- j Zw 2bd + d'l i 2(2b t d) 'w =-
(b t 2d)3 d~(¡' + dt ¿'
=- ~-" -3(b+J) --12- - (l) ';-2íI) ~,. ¡-;>J
Pant &upt'fior Pan" Inh.:rwf --¡-'-j
xl[] Zw 4bJ + d'i 4bd'l + d3
'w d3(4btd) 1.1
=- =- 6b + 3d " -6(b + J) + --\' • -_.!~---
3 d } ~Ib •• l P~rtt 6upl'nor Purtc inlt'riOr
r- .-1 d2
I '-f-J Zw bd + b3
t 3bd2 + d3 ,.
'3 'w =- '---6---
I-b..,
. '-j[J ZW 2bil + d'J
'w 2b3
.. 6b¿'J + ,f3 = '3 -- --
6
'-0-, rrJl I
z~ ntll ,.
T 'w " 4"
.. --'~ rTd2
J D --x Zw ::
2 + no2
.-
145

:,r
J.
, "
'. T ,r,
. ~ ..
~' --~"~r;:p-Ij k1 L
~.)"
ry\ .-
A 'J--l--}- '--="t ", ... ~~ :Jk -' . ,. '--=;,-' '. "=-l 1-">-=:-'
-f-' , -' 4]('\T
,'~ e'- ~~:"~~,>:;;J.:;,:':: , -' Fórmulas de
diseño patrones
,.---
t.rn(~dón o ¡comprc~ ifÍ n
(le corte vertical
f!('xión
torsilín
I Esfu('rzo
pgj
~Hldadllrl'c; primarías
tra!'mitr :.odl1 la car¡:a
I p s = -
A
------
V s = A
Al s = 1
-.- ---
L~ 7e --J
Sold!lrluras s"cundarias
Considera ndo la I
soldadura como una lín('a
Fuerza lh 1>\11
p f -- --
Ll.lI
JI f -- --
Ll.l!
I I
i I
I I
! ~
I !
M r ~ i 1 7,J I
t
í Te
--__ o , ., JI
UN' lAS dos sec('iones _. bajo e~flH'rzo
de corte horizontal
¡ ! de corte
el
I torslOnal horizontal
VA" s -- Ti--
Te s -
J
I VA)' r ~ In
---r -
Tet J
,-----~------------~--------------~---
~46

14. MECANISMO DIVISOR
14.1 FUNCrON
La funci6n del mecanismo divisor es~ hacer posible un giro,
exacto de fracciones de vuelta en la pieza a trabajar.
14.2 CLASES DE DIVISOR
Eh el fresado en general se conocen dos clases de mecanis
mo divisor:
Aparatos divisores sencillos
Aparatos o cabezales universales.
Para el caso del mecanismo de fresar en torno es necesa
rio un cabezal universal.
14.3 CABEZAL DIVISOR UNIVERSAL
Combinado con el dispositivo para fresar en torno y en ge
neral con la máquina fresadora universal, el cabezal divi
147

FlGUM 22. Esquema del cabezal divisor Universal.
sor universal es de muy variadas aplicaciones.
La pieza se coloca entre puntas. La manivela divisona mue
ve el husillo divisor (Figura 22) no de modo directo, sino
a través de un mecanismo de rueda y tornillo sinfin, por
lo regular con una relaci6n 1:40. Para realizar la divi
si6n se utiliza un disco divisor con un cierto nOmero de
agujeros (Tabla 24) dispuestos de modo regular sobre diver
sas circunferencias (circunferencias de agujeros) en los
cuales puede encastrarse la manivela divisora.
TABLA 24. NOmeros corrientes de agujeros en las circunfe rencias del plato divisor
DISCO
DISCO
DISCO
1
2
3
15
21
37
16
23
17
27
.39 ... 41.
148
18
29
43
19
31
47
20
33
49

14.4 DISEAO DE RUEDA YTORNIL~O SIN FIN
Datos~
do ::; Diámetro primitivo del tornillo (asumido) 3/4 pulg
D = Di. ámetro de la rueda (as umi do} 2.5 pulg.
N = Número de dientes de 1 a rueda 40.
n = Número de entradas en el tornillo l.
R = Razón de engranaje 40/1
Pn = Paso normal (asumido) 20.
Material: Acero 1045 para el tornillo y Bronce fosforado
para la rueda.
Potencia: No se considera potencia, puesto que sólo hay
transmisión de movimiento.
Proporciones de los elementos:
Paso circunferencial. Pc =
Pc =
Pc =
7T D N
3,1416 . 2,5 40
0,196 pulg.
Ajustar a 7/32 para posibilidad de tallado en torno del
tornillo Pc: 0,218 que hará cambiar el diámetro primitivo
:' Uni>ler'5icQ11 ~~I\'I,~OfT\~ dJ [;[(j~llrll 14'9 ()~O~(l p,.f¡il.)~r;)

Por tanto:,
D pe' • N
D = 0,2184Q 3,1416
D = 2,785 pulg.
P a s o Ax i a 1 del T o r n i 1 1 o
Es el mismo valor del paso circunferencial de la rueda.
Pa = 0,218 pulg
Cabeza (A)
A = 0,3183
A = 0,3183
A = 0,069 pulg
Pe
0,218
Altura total del diente (W)
W = 0,6866 Pe
W = 0,6866 0,218
W = 0,149 pulg
Angulo de la hélice
-1 0,218 ) A= Tan ( 3,1416. 75
150

A = 5 o 17 11
Diámetro exterior del tornillo (do)
do = d + 2(A)
do = 0,750 + 2(0,069)
do = 0,888 pulg.
Largo del tornillo sin fin.
Hay varias f6rmulas empfrieas, la AGMA recomienda
L Pe (4,5 + N 50
L 0,218 (4,5 + 40 = 50
L = 1,155 pulg
Diámetro de garganta de la rueda (Dt)
Dt = D + 2 (A)
Dt = 2,785 + 2 (0,069)
Dt = 2,923 pulg
Diámetro total de la rueda (Do)
Do = D + (3 3183 Pe)
Do = 2,785 + (3 . 3183. 0,218)
Do = 2,997 pulg.
1 51

Radi.o de 1 a garganta de 1 a
U do 2 (A) = 2-'- .,..
U= 888 2 (0,069) 2 ..
U = 0,306 pulg.
Paso Normal
Pn = Pc eos A
Pn = 0,218 . eos (5,28°)
Pn = 0,217 pulg.
Ancho de la rueda (F)
Para un filete
F = 2,38 . Pc + 0,25
F = 2,38 (0,218) + 0,25
F = 0,768 pulg
Distancia entre ejes (e)
e = 1/2 (D + d)
e = 1/2 (2,785 + 0,750)
e + 1,767 pulg.
Angula de presi6n
ruedR (U)
Para ángulos de hªlice menores de 12° se recomienda ángulo
de presi6n en = 14,5°

CONCLUSIONES
El presente modelo de mecanismo para fresar en torno, se
ha conocido a travfis de revistas y catálogos extranjeros,
del cual existen muchos modelos y tamaRos. Se escogi6 fiste
por su versatilidad y capacidad.
En este trabajo hubo un tropiezo principal: El uso combi
nado de sistemas de medidas, los milímetros y las pulgadas -":: -.,.
en fracttiones "¿omo en mi1fisimas y se hizo así' tratando de
conservar la autenticidad de las fuentes: Tablas y normas
en milí'metros o en pulgadas, y la comercialidad de a1gu
nos elementos, un ejemplo de esto son los rodamientos Euro
peos con la marca S.K.F. son más conocidos que los rodamien
tos Norteamericanos.
En la construcci6n de las piezas hubo un considerable retra
zo por tres factores principales: La disponibilidad de las
máquinas para el trabajo. La adquisici6n de materiales por
parte de la instituci6n. La marcada supervisi6n y chequeo
15 3

dado a que los alumnos que colaboraron en l~ construcci6n
de las piezas, estan en proceso de aprendizaje!
La experiencia de pasar de los problemas ideales en clase
a problemas reales en cuanto a cálculo y dise~o y luego o
tra experiencia la de construir lo dise~ado, calculado y re
presentado en un plano a un modelo real, donde hay que to
mar decisiones sobre la marcha, acci6n esta muy coman en el
desempe~o de la labor del Ingeniero Mecánico de nuestro me
dio.
154

SIBLIQGRAFIA
ALUMINIO ALCAN DE COLOMBIA. Manual del Aluminio. Mfixico,
La ilustraci6n, Pág. 186.
ERIK, Oberg y JONES F.D •• l1achinery's Handbook 18 ed., New
York, Industrial Press, 2293 p.
FAIRES, Virgil M. Diseño de Elementos de Máquinas. 4ed.,
Buenos Aires, Pomaire 802 p.
HALL, Allen S.HOLOWENKO, Alfred R. HERNEN G. Laughlin.
Diseño de Máquinas, Mfixico, Mc Graw-Hill.
MILLAND, P. Vademecum del Proyectista y constructor de he
rramientas. Barcelona, Gustavo Gilli, 1961, 231 p.
PEZZANO, Pascual y KLEIN Alberto. Elementos de Máquinas
111. Engranajes y Poleas. 8ed., Buenos Aires, el Ate
neo, 1977, 287 p.
155

ROSSI, Mario. Máquinas Herramientas Modernas Barcelona,
Cient1fico Médicq, Tomo 2
SHIGLEY, Joseph Edward. El Proyecto en Ingenierfa Mecáni
ca, Méxi.co, Mc Graw-Hill, 1977,658 p.
SKF. Catálogo, sp-3000
SIDELPA. Catálogo
SIMENS. Catálogo 79/80.
15 6

PUl.NO OO-A,
MONTAJE DEL REDUCTOR,
157

1...' -0------4.191 ---
Dibujó G. Rizo
----1 Revi6ó ! G. ,!!zo Aprobó Ing. Londolfo
Fecha Abril-83
E!ctJla: 1=2
4 Aguj. Broca j
1 i I
l\I - 1 , I
1 I I I I I I ,
~~~ __ ~~ __ HL~~
!S
Piva: Columno B(J'.
Proyecto:
Mecanismo para fresar en torno
Ol-A

PLANO 02-A
CAJA TORNILLO SIN FIN
159

-1 i r
~ L 6-1/2
5-1/2
3.000
4.000
•
• B
I • I , I I I
I I I I - I
L___ - __ I ---------r-----.1-- --~-- I --rl---- ---L, I -=JI I 1 I A
2-1/4 R. \ - 11 ----ll- I I J ~~I I 1
--T-"~ ': 71IT I I ,-=-_~ I I ,
11 --t+- I I =-4 1 I l' I I I
__ .!...JI I l. - ---------L __ _ IL-_ ---T-I I . I I ~------I I I I i
1-1/2R
B" '
1- 7.187
1- 3.309 -1
1 ---=:1
I I 1
i 62-K6
I I I 1
I ---~ ---,
1 l
40mm.K6
" 35mm., I 68-K6
2-9/16]6 3.815~
1- 4.558
0.5001 5.187
SECCION A - A

•
'772 ~
• l· 2.399 -----<
1/2R
2-3/40
I
..§.t~ 8 8
1714
2.000
4Aguj.I/2-13UNC-2B SECCION B - B
DIBUJO: Javier Obregón PIEZA: Caja Reductor. Tornillo Sinfín
REVISO: Gabriel Rizo PROYECTO:
40 - K6 ~ :gp!3 APROBO: Ing. Londoño' Meconismo poro fresar en torno
68 - K6 + .004 FECHA: 16 - 11 - 84 UNIVERSIDAD AUTONOMA DE 02- A - .01&
62 - K6 +.004 ESCALA: Natural OCCIDENTE Coli - .Ol!\

,--
,¡
Ni D/ENrES .. -D/AM. PRIM/nvO
CA BE Z A
PROF. 7'0 TAL _ .... N.f FILETES
PASO AXIAL >
ANG. PRES/ON
AVANCE ANG. AV¡'~lVCE
- ----------- .. _----
~ ~ () ... 'C) .....
~
--J---~----t"""" i
18
2./48" 0.//9" 0.257 M
I
0.375"
/4.5·
DERECHO
5°/9'
• 't -'" .....:
r·187
t
__ o
~.062 ( \:_. ~.
, ..
MATERIAL: BRONCE r?SFORADO
TAMANO: 2-//2a 1-.::'/4
rRAT.rl:.~RM/CO: IJ.:rAh.ADO
30mm~
'18WO BENITEZ.Lg, .. ,,!:.'EZA: Rueda rorlillo sinfin
REVISO RIZO G. ;:'/iOYECTO: -, .
APROaO INGJ.f)NDONO /.'accnismo paro fresor en torno , ,~ .. '-..-.~ ...
JFEC:1iti 1)al-B3',>/íljVER,.....'{)~/) AUTONOMA DEI 04-A
:,E8(' ~.( ,~~." .I:.! (- r"' r I f'"' I:'N TE ,.1 '" ' " "_ -- --~-~--_._ .. _._~------- ~ __ .• --...... ...... ~....-.,..,..;''''''"'"::lt---...... "'''" .• ¡,.,.,.,rr!lv'h: .... ·-a-· ..... ~. "'."*_ ..... " ....... _,_,,~"-' ,.;;.;;..;.;;...;....;;..------'--_ .....

,--------------------------------,_.,,------------------..,
" . ",
QJQdrada DETAllE.' MATERIAL: BRONC,:-
SECCION: 3.//2 (4
DUREZA: 56HRc
3 _1
DIBUJO I BENITEZ. O I PIEZA: Tuerca
REVISO RIZO·G PROYECTO:
Chaflan §.~450 32
APROBO IAG,LlJNDOi.V MECANISMO DE FRESAR EN TCifM
FECHA DIC. '83 UNIVERSIDAD AUTONOMA I03-A
ESCAl.A: 1: I DE oeCIDEN TE ~----~--_.~--------------,

-Q.
~ q)
""
(D CI) ...., C) 't
NOTA: Redondeos 16 R.
¡ ¡
I !
I ~ ~~OO ~ I
I 3 ..¡ 376
Dibujo: D~'gado. R.
. 005 Reviso: Rizo. G . J5 .004 Aprobo:/ng. Londoño -.()O8 F~chfJ : CfJli V 26 83 JS6 I ,(+OS' Escola ~ Nofural
- I ~. CUNEROM'J(76
~ g
ROSCAf -/~UNC
VV'V
PIEZA: Ej' d, /tI rueda Proyecto: Mtlctln;smo poro IrestI' .n fD,no
.t,.
I I I
f
I I ! ¡ I l
I ¡ , í f 1 ¡ ¡
UNIVERSIDAD AUTONOMA DE I 0&- A,o 1 OCCIDENT€.

~
""
12 ¡
101. -1 r-eT.R1Jl 4 I ~ ~ ~
---------- -------, ------------------= ..... ~ -·ll--it::======-~I~- .375Jf
--------------- r---- - - ----- - ----1-- 3/8 -IS-UNe I ¡ - 6 Cuadrada
MATERIAL: Acero 1020 TAMAfaO: I"Qf" 13" TRAT. TERM.: DUREZA:
DIBUJO Obreoón J.
REVISO G. Rizo
APROSO lino. Londofto
FECHA I 1- XII-83
ESCALA: Natural
I!' 15 .562 -0.0006 -0.0013
PIEZ~: Tornillo de potencia
PROYECTO
- -13-UNC 2
/~
Mecanismo para fresar en torno
UNIVERSIDAD AUTONOMA 08-A
de OCCIDENTE. COll.

1/8 R
&
~~ ",
I - ¡.. .j 4
5 ~ .... 1 -
16
rt, ~1~ 11 II II I '1,'11 '1 II 1, I
~ 16
SECCION A-A
'8 ~ o en N
'''A 1R62 +.001 Dlam. .'-1 _ .000
• --, '-f---
"'" 3 . "---- ! -20 - UNC - "4 prof. /~
MATERIAL: Acero 1020
TAMANO: 3 1/2 flf le 1" ~ TRAT. TERM.: Norrnaftzddo
DIBUJO: Obregón Javier I PIEZA: Topo del tubo columna
REVISO: Rizo Gabrl" I PROYECTO: Mecanismo para fresar_
APROBO: Ino. Londofto
FECHA: 9 - Xl - 83
E:SCALA: Natural'
torno.
UNIVERSIDAD AUTONOMA DE
OCCIDENTECatl.
'07- A

..... ~ c.n
Detalle . . Material : AcertJ 1020 Secc;on : 1 J O Can!: 1
Dureza: 52 HR e
-: p
I 1·
~ , '4 1'6~ Es' :? .~ I ~
11 /6
3 pE,f 4
I~ I ,. I~ :1
2
4 __ 1
--.1
DIBUJO Camayo PllJztl : Manljt1
REVISO Rizo Proy,cfo
FECHA, V: 25 .. 83 Mflca"ls!nopt1rf} ". •• tlr en torno
UNIVERSIDAD AUTONOMA DE
ESCALA:, 1: I OCCIDENTE CcJ/i
;"
08-A
. " ,
I
I j I I , 1 i ¡ ¡ I ¡ ¡ I ¡
I , í ! I I
,1 ! ¡ 1 1
i f I
!
1

..... 011 0\
""I~ ~
LI-L=-t 11071
: ll-I ,-,.../«' =1(0
f--'-
",
-'---,.-
"'10) ",
~--l-
l
DIBUJO Medita "osé
REVISO Rizo G.
APROBO
FECHA ,'x 1-24- 83
ESCALA: 1: 1
PIEZA
(
Mota 4redond,ol
DETALLE:
a ,16 r
MATERIAL: Acero 1020 SECCION : t l It CANT: 2
DUREZA: 56 H Rc
eHAVETA
PROYECTO: MECANISMO PARA
FRESAR EN TORNO
,;~
UNlVERS lOAD 'AUTONotAA DE I09-A
OCCIDENTE Can

....... en
'"
A--
/
1/2 - 13- UNe
1.0001 1.000 1 V.~-róJ ., O.31S ~5/32 1/2 -13-UNC
íC:MMSEM"S / ,-0.710 .,
~ '& o -IN o - q
~
:::::;:::;;::;= \ \ ..... -r \ 1--- '&. ----- -I-t'
-----i-
""'"
.7
MaterIal: Acero 1020
Tamarto: 211
9J x 1. 1/2
Trafdmlenfo Térm.:
, 1-----
... ----- • ,
O.~~ ~ 1-
~ 0.773 flJ 3.3~1 • -O.7So--
7.132
I I ._+_. I ;"
I \l\1'V
8 visto desde A
DIBUJO J.Obreodn PIEZA: Portaherramientas
REVISO G. RIzo Proyecto:
F!CHA 21- X- 83 Meeantlmó para fretClt' .n torno
APROeO In9. Londofto INSTITUTO TECNICO INDUST. 10- A
ESCALA: NATURAL Antonio Jo,' Camacho ... '
~

Cuñero 1/16 3/16
'.
DATOS DE CORTE
N DE GUIAS 1 1
I PASO 0.349" 1
ANGULO DE PRES 14.~· I ANGlJLO DE AVAN. 5° 12' I
,
AVANCE DERECHA
PROF. TOTAL 0239"
CABEZA 0./11 "
----7.000
,L 4
R.o.060
OB92 -1- ¡o696l05 -t--+,...-----
~ !l
11---+-----4- I ---t- --\o-·H--~
~
17mm. )5 -,--
t::::f: t r-. -17mm. )5 r
1.~/9 OlA.
Maferlol: Acero 9840
Tamaño: I 1/2 Dia. ., 1/8
Trafam. Termico: Templado vvv
0866 O/A.
,I~.
0.005 '7mm. j5 0.003
DI8UJO G. Rizo PIEZA: Eje tornillo 'In "n REVISO Ing. Londal'lo Proyecto:
FECHA M'oat7;fIIffl'J poro. frtl,or.n ,omo UNIVERSIDAD AUTONOMA DE 11- A
.'
f:.SCALA I NATURAL OCCIDENTE Call
-,
I

" //fA,.,}. Broce ii
! L872 •. 1" I I.~3lJ
~~/ .J
Dibujó : .. '~ __ If/~o I PIEZA: Topo d.r.eho
Rllvl.Ó .. 8. Rizo PROYECTO:
Ap,ob'¡~/"O. Londofto M~CfI"'.mo.fIO'G 'r •• or .n torno Fecha: Nov 12-8. I UNIVERSIDAD AUTONOAfA DE
EfH!tl/a: No t. OCCIDENTE
!':'.
· "-A

+001 ,,{ .670_000 '"
~-1~r ---.--
~.57~OOO I -I.~ 2.162g
J_0020
I.r50'
4 Agul de A 0' para
tornillo de maquina de _' g igualmente espaciados 4
DIBUJO: J. GIRON PIEZA: Tapo
REVISO: G. Rizo PROYECTO:
210
t
APR 080 ]ng. Londofio ,.,
Mecanismo paro fre§Ot en torno
FECHA: I VI 83
ESCALA: Natural
UNIVERSIDAD AUTONOMA DE
OCClDENTE Cali
:1
13-A·

r-- 2- 3/4--;r-1/32
-<er=::- --~t' I
-4--- --+-----I I I J 7/16
3.543 6-1/2
S OLD.EI.ECTRI CA
4 AGUJEROS BROCA 17/32
DIBUJO I BENITEZ.D I PIEZA: Sop()rt. para motor.
~EV'SO I RIZO.G J PROYECTO:
ING.LDNDONll MECANISMO PARA FRESAR EN TORNO.
i ¡
",

POLEA 1 POLEA 2
H 3.000 3.446
/ 3.250 3.696
A CHAVETERO 1 x .1.. 16 /6
.250
l
+--~-t--+ 1_ I • 8 a () aY) :t
Lu ......
_.-POLEA 3 POLEA 4, l. 250 ---.J Secciolt A-8
4569 7.8¿J3
4.8/9 8.083
DIBUJO I D.SEN/TEZ I PIEZA: POLEA
REVISO I RIZO G. I PROYECTO: APROBO /NG.lf)Af)()NO MECANISMO bE FRESAR EN TORNO
FECHA o/C. '8:1 UNIVERSIDAD AUTONOMA
ESCALA: /:/ DE OCCIDENTE
1"
111- A 1

.L-20-UNC 2
o ~
F' I I I I I I I I I I I I I I I I I I I I I I I I 1 J 8 mm -' L aDrox. 4 mm. [ 4 mm.
DIBUJO
REVISO
APROaO
FECHA
P. ARCE.
G. RIZO
'ng. Londotlo
I X'- '0-83
ESC.~LA : NATURAL
?ro'tGt' 40 divisiones / igualmente espaciados cada
div;sion eCJUivale a O.r mm .
SEcC'ON A-A
MATERIAL ACERO 1020 J,. TAMAfJO 2 •• ,
"
TRATAM'ENTO TERM'CO SIN
PIEZA: TAPA NON'O
PROYECTO , MECANISMOS PARA
FRESAR EN TORNO
lJt.IfVER SIOAD AUTONOMA DE I 23-A
OCCIOENn: eoll.

.375 -5.!5 m m I 1- """'
I
1++1 I--_~
_11437r . 1 8 ~I I
68 mm.eJ !53mm~
41mmRl 3.S7!5,
3.276 JI Ref.
" 4 A Quj. igualmente espaciados Broca 12
Dibujó: J. Girón PIEZA: Tapa
Ese. ~': I Revisó: G. Rizo Proyecto:
Aprobó: In9, londoi\o ~eanismo Dara frlttlr tn torno Fetha; 26-V- 8~ 25-A " UNIVERSIDAD AUTONOMA DE
""f E-s-c-a-Ia-:-N-a-t-ur-c-,-_.-_-_~ ...... J OCCIDENTE Cali '" So' o'

PLANO 00-8
MONTAJE DEL DIVISOR
175

® ~ (1) n,
C") r) r) r) - -<:) <:) <= <=
C) ~ I I t:J ttJ
~
--@

...
".-. , .
21 Resorte Alambre acerado I
20 Tornillo 1/4 - 20 UNC (Allen) Cabeza cilíndrica 4
19 Tornillo para máquina. 1/4 - 20 UNC Avellan 3/4 11
18 Tornillo para máquina Ne 8 x 1/4 I
17 Tuerca he xagonal 3/8 - 16 UNC 1
16 Arandela . ~/8 Diám. I
15 Cono Acero 104~ I
e 14 Rueda tornillo sinfín Bronce fo.forado I
13 Tapa Acero 1020 I
12 Tapa 11 11 I
11 Cono 11 11 I
10 Botón eje divisor 11 11 I a T___ .... _1 6 __ "'_. 11 .. I
v ~~ 8 Tambor I 11 11
7 Eje del divisor I 11 11 - es Eje del tornillo sinfin 11 11
e Biela del eje divisor 11 11 I
'4 Pata derecha de tijera Bronce 3
B Pata izquierda de tijera 11 3 ,
2 Plato divisor Acero 1045 3
I Cuerpo del divisor 11 1020 I
Del. Nombre Material Cant ..
B
DIBUJO: I ~avier Obregón PIEZA: Cabezal divisor
REVISO: I Gabriel Rizo PROYECTO:
APROBO: Ilng. Londoño Mecanismo para fresar en torn .. ,
FECHA: I 25 - IV - 84 UNIVERSIDAD AUTONOMA DE 00-8 ESCALA: Natural OCCIDENTE Cali

ELANO 01-8
CUERPO DEL DIVISOR
176

...
, Lr-i I I I I I I
,
+ QOOO7 0.590_0.0000
1.000 DIA.
VISTA PARCIAL POR "A"
'1 3-1/16D. l630D.
, A"'~
L/oOO9J SECCION e-c
A~
3-1/16 D.
t 3245 3.937 ,-
C
B __ --I~------ i.-----
/ ~ -
¿Agujo 1/40 20U:C-28 Pasante Espaciados igualmente
l'
i

~
, J---
.~--=--L_ ~
l_ 1';3\1
I
~
1 1-1/2
~
.t.
SECCION B-B
B
1.767
4-9//6
1 1.968
__ 1------+--.,
-=-~ , .~_ l.
I I I I I I I I!
. ~j-i
1 1
__ 9)--J
===
~ 0..312
1.12~
12AQUj.I/4-20UNC-28 Prof. 3/8
4 Agu). para pasador oónioo N! 1
Material,' Aoero 1020 Tamaño: 1-1/2" 4 "4-7/8 Tratam. Termioo: Sin Trat.
\J\1
Dibujo': I G. Rizo I Pieza~ Cuerpo del divIsor
I Revisd: I I Proyeot~: Mecanismo para fresar en torno
I ' I UNIVERSIDAD. AUTONOMA DE I 01-8
EsotllQ: . Natural OCCIDENTE
. \
'.
; I
t'

N! DE AGUJEROS IGUALMENTE ESF"l(:.
IC/RCI.JIv. D/SCO I DISC02 DISC03 [)fAM·
A /5 21 37 2"h :8 /6 23 39 21/8
C /7 27 4/ 3'4
D 18 29 43 3 541 E
F
G
/9 31 47 4" -20 33 49 4~
5' I
MATERIAL: ACERO I04r TAMAÑO: 5B
\ \ \ .. , .. '\,." ..... -
TRATAMIENTO. TERMICO: TE/~PLADO.
DIBUJO SEN/TEZ. O REVISO R/ZO. G
APROaO /NGlONDORo
FECHA DIC.'S3
¡E'SCALA: rl ft
·AGUJERO.BROCA k,ESPAClADO---1 ~ IGUALMENTE SEGUN CUAlRO. 116
Y"'"//// I , ~
·3 AGUJEROS-BROCAltlAVELLA/I, IGUALMENTE ESPA"CIAOOS
PIEZA: PIafo divisor.
PROYECTO
MEC:ANISMO DE FRESAR EN TORNO
UNIVERSIDAD AuTONOMA 02-8
DE OCCIDENTE

......
....... ro
MATERIAL: IIRONCE
TAMÁÑO: 2 lit 3111 § .. 16
T. TERMICO;
I 1
DISUJO F'
BENITEZ.D REvISO RIZO.G
APROBO INGLONOONO
FECHA Ole. '83 r----I ES'C.4LA 1: I
~
l' -.,.
1C)r."
..~
U lL 16
/,!
PIEZA Pat. Izqtll.,dtl di Tig"fI PROYECTO:
. "ftlctlni.",o ~. '1"'.'" fIit Torno UNIVERSIDAD AUTONONA 03-9
~ DE OCCIDENTE -----
-,

.....
......,
'" ::,'~ . .;.t ¿: i~
'--::J :.:.. ," "O _
;3 ~~~ <-, :>
~::. "";
c~ ;::: t7;' C:
:....... .. '" .... o .~
f? C' ...... g ;; ;.;..o;;
1.760~·
MA TER/AL: BRONCE
TAMARO; 2 1.)(3 ~ J( .! 4 8 /6
T. TERM/CO:
JR
DIBUJO REVISO
APROBO
FECHA
ESCALA:
tnrCb
I /!I, -8 ;!-
SEN/TEZ.!) PIEZA: Ptlf(l dt".chtl ti.' Tlg~ra
RIZO.G PROYECTO
INlLCJNIX)fKJ MECAN/SMO Dt /f'RDAR ~ rORNt. . Ole. '83 ~ UNIVERSIDAD AUTONOMA ~04 .. B
1:/ -~
DE OCCIDENTE " I --

----- 4.000
-1-1/2
ª~--Q ----dJ )
MATERI.AL: }te_ro tOllO
TAMAÑO: 1/4" I Ir 4-1/8
TRATAM. TERMICO : SIN
OihuJo: B. Rizo
RevIsó'
ESC.~LA: Nofurtll
.,
O.R40 ---
,1'2-~OUNF -I!S
/~
PIEZA: Si.'a eje del dlv/.or.
Proyecto: M.con I~",o por. ""tIr.n torno
tJNIVERSIDA D AUTONONA DE 05-9
OCCIDENTE . ~~~ ............ _ ......... .

1-- - 5.195 r-t
CHAFLAN!6X45° L.. .888 d
DATOS DE CORTE
N~ GU / A S I
PASO 0.2/8"
ANG. DE PRESa 14.5- 1
ANG.DE AVANCE 5.28-1
A VA N CE DEREC.
PROF. ro rA L 0./49'1
CABEZA 0.069' ~ -
, - l378 -1 '.561
. 59 di,
-.250-U
.77.",
.3/8 , .... , .417 t- .. ,
MA T.ERI AL t' ACERO 9840
TAMANO: I~)( 5~
TRA T. TERM/CO: TEMPLADd.'
O/8UJO SEN/TEZ PIEzA: EJE TORNILLO S/NFIN.
REVISO RIZO G. PROYEC ro: APR080
/IVG..-. .. _._ .... . i./..U'Il.JUfY(. M~ct/n;$mtJ ptWtI ,,.st/, .n fD'nD .
FECHA D/C-'83 UNIVERSIDAD AIJTONOMA DE 06-e
ESCALA: 1:/ OCClD.ENTE

.... __ MM __________________________________________________ .. ~ ________ .. -~~~___ ___~I lB
2.$/2 -t
0./215 O/A. ESF. --1 .
-< ,-
r··~5 l ~FT--_·__I_j
f-o./S1
~~"-/. 114-2SUNI"- 2A -------10249DIA. 12,49<!DIA.
/:~
. MATERIAL: ACmJ 1020
TA,I,JAf7o : 1/2 DIA . • '·Ile
TRATAM. TéRMICO:
. . .. '" DibuJó: I G. Rizo I f!'IEZA: Eje dlvl.or
~tfNlsÓ: I I Prt;yecto: M,cf1nl.mo ptlrfl 'r •• ,. .n torno I I i UNIVERSIDAD AUTONOMA DEI 07-8
ESCALA: NaturfJl OCC1DENTE 'y<4

().312 --- ~/8·18UNF·2B
t
MATERIAL: Ac.ro 1020
TAMAIIO : 7/8· ti .,-//2
TRATAMIENTO TERMICO: SIN -
Dibujó: G. Rizo PIEZA: Tambor
RsvlflÓ: Proy,cto:
l4fCt.Jn¡.-o ptJftJ 'r.... M tomo
UNIVERSIDA D AUTONOMA DE ESCALA: NtJffJI'tf' OCCIDENTE
4 ¡ "
;.
;
i . 08-8 !
, I

MOLETEAR ESTA SUPERFICIE
ItIÁtERIAL: Ac.ro lO2,(J
TAMARo: 7/8 _ .. 1/2
TRATA"'. TERMICO: SIN
DibujÓ : ti. Rizo
Rwt.,,· :
ESCALA: NtlhI,..,¡
PIEZA: Ttlpo ., folllbor
Proy.cto ~"t1,,'.mo flGrtI 'fWHr.., tomo
,',
UNIVERSIDAD AUTONOMA DE OCCIDENTE
--
I~
-,
09-8
¡

1FT
I -"o
o.e.~ OlA. --_.
t 1/4-28 UNF-2 B
·,,-~O-,~.~tEADO ---
MATERIAL: Acero I~O
TAMAÑO: 7/8 DIA.~ S/.
TRATAM. TERMICO:
DlbfJjo~ I G. Rizo
Rew«Í! t- 1
PIEZA: 80 Ión eje dlvlto,.
Prcy.Cfo:
M.can/UIO DIJNI fr •• tI,. en tomo
l.,
UNIVERSIDAD AUTONOMA D€ I 10 .. 8 . ..... ----'-------41 OCCIDENTE ESCALA: Natural

._--~----~
1 --- - 4;'6
I r~~ ) /.23/ Ola. CONO MO~~E '!·4 i2D1o. 3 Dio. 21.0;0. ,~ Dio. -1--- - --------- -.i
4 I I L Id:/ ---~r " !5 -'----------122:) '''--- 3Aguj. Broca'6 Igualmen. espacmdo.
~_._-MATERIAL: .,..CERO 1020
TAMANO: .JDio. x 4-7/8 TRAT. TER. ,"ICO: ACABADO: .:>ULlDO
41
DibuJÓ G. Rizo
Rev/.d G. Rizo
PIEZA: Cono
PROYECTO:
,,~,
Aprolul Ing. '-""dolfo M .eonl'MO d. ',...ar (1ft torno 1--- .>.0-"' ••
UN/VERDAD 11-8 '. AUTONOMA DE OCC/OENTI t:'flf!!81~ ! I : I
~ I
,l
J

Q998@
B
~
4 A gujeros,Broca j
0.590 1-00007 -00000
Secc;()n A-8
MA TER I A L.' ACERO /020
TAMAÑO: 1-3/4)( 1-5/8
TRA r TERM/CO.· Sin r,af(Jm.
DIBUJO BENITEZ.D P!EZA:TAPA.
REVISO RIZO. G PROYECTO:
APROBO ING.WNDOÑO MECANISMO DE FRESAR EN TORNO
FECHA UNIVERSIDAD AUTONOMA DE
ESCALA: 1:1 o CC/lJEN rE. __ o .. ~-,- - .- - ~ ---~._- - -'---~~-
"
12-9

r -----.---------_______ -..,
r----i
4.M2
1.----- ------------- 3.937 I I l
........ ,~
-~-_.- -
\ , \\
'\~-~
I NOTAS:
- Mof.rle' ~ Ac4Pf'(; 1020
- P",'orIJr con pIeza 01'-8
- Esp.sM L
" ,. 43~J!,
2Aguj.RlffItI :250
f,
--------
• -_._._~~-~-~ ~
" " Agul ... lIroCtl Si
DibuJó: G. RIzo P IEZA: TtlPfI del cu.rpo dltlsor -HevI6o': G. RIZo f' //OYECTO:
Aprobó: In,. LOfltlolfo ¡f'¡' fU:dnl.mo /HJffI Ir.... ~n lorno
,'ff'echil : Ha v 12 - 84-.i ' .-
E.tHlllJ ~ Ni".
VI VERSIDAD AUrONOMA DE OCCIDENTE I 13-8
~-------

NI DE DIENTES 40 DIAMETRO PRIMITIV. 2.87~
CABEZA 0.069
PROFUNDIDAD TOTA 0.149
NI DE FILETES 1
PASO AXIAL 0.2'8 ANGULO DE PRESo '4.~o
AVANCE A LA DERECH.
ANGULO DE AVANC. ~o 17'
1.~62
1_ I.2~O -t
T II~
.. "-m t\Í
"'9 rt) (\J (7)
N
-:g. Q) (\J ID
Chovet.} x.l '6 32
/'r:
MATERIAL: BRONCE FOSFORADO TAMAÑO: 31 fJ JC 2
TRATAMIENTO TERMICO:
.306 R
.E!.~UJO PATRICIA AR • PIEZA: RlIEDA TORNIllO SIN FIN. REVISO GABRIEL RIZO, PROYECTO: MECANJSMOS PARA
APRoao ;"9. LONDOÑO;.,- FRESAR EN TORNO.
FECHA "f -24 -e:-j UNIVERSrDAD AUTONOMA DE 14-8
tSCALA . NATURAL •...... _. occroENTE - edil. ,. . ,

DETALLE: MATERIAL: ACERO 1045 SECCION: 1 DlAM.X 2M CANT. 1
DUREZA.' H.lle 54-56
.9461) ,7498
CONO MORSEN J
I~ ..\
t\; ~ Q;) Q;)
-1.' -J I -8
!."l
DIBUJO BENITEZ.D PIEZA: CONO
REVISO RIZO.G PROYECrO: ADROBO IINGJ1)NDOIVO MECANISMO DE FRéSAR EN TORNO.
FECHA Ole. '83 UNIVERSIDAD AIJTONOMA 15 B
ESCALA: 1:1 DE OCCIDENTE L ___ . _ .. --'-- -----'--~._"-~~-