DEFINIZIONI - studiovergnani.it · temperatura al di sotto do Mf con una velocità superiore alla...
17
DEFINIZIONI Trattamenti termici: UNI 3354-70 Operazioni durante le quali un materiale è sottoposto ,allo stato solido, ad uno o più cicli termici. Per ciclo termico si intende la variazione, entro limiti determinati, della temperatura del materiale in funzione del tempo. Nel corso di tali operazioni, il mezzo in cui si trova il pezzo può, negli strati superficiali, modificare più o meno profondamente la composizione chimica del materiale stesso. Lo scopo del trattamento termico è di conferire al metallo proprietà particolari adatte alla sua messa in opera o alla sua utilizzazione. Il trattamento termico in linea generale: Provoca modificazioni strutturali della dimensione, della forma e della ripartizione dei costituenti senza modificarne la natura. Conferisce particolari proprietà agli strati superficiali del pezzo trattato. Modifica la ripartizione e l'intensità delle tensioni interne. Il trattamento termico può essere: Generale, quando applicato all'interno del pezzo. Locale o parziale, quando applicato soltanto ad una parte del pezzo, ma non al suo insieme. Alla base di tutti i trattamenti termici troviamo le trasformazioni strutturali del ferro e delle soluzioni solide ferro-carbonio. Ha conoscenza del diagramma Fe 3 C e dei punti critici degli acciai è basilare per una corretta esecuzione dei diversi cicli termici; tant'è che : valori di A1-A3 ed MS sono riportati nei cataloghi e nei cartellini di vendita dei vari acciai. fig.1 Diagramma-Fe3C
Transcript of DEFINIZIONI - studiovergnani.it · temperatura al di sotto do Mf con una velocità superiore alla...
DEFINIZIONI
Trattamenti termici: UNI 3354-70 Operazioni durante le quali un materiale è sottoposto ,allo stato solido, ad uno o più cicli termici.
Per ciclo termico si intende la variazione, entro limiti determinati, della temperatura del materiale in funzione del
tempo.
Nel corso di tali operazioni, il mezzo in cui si trova il pezzo può, negli strati superficiali, modificare più o meno
profondamente la composizione chimica del materiale stesso. Lo scopo del trattamento termico è di conferire al
metallo proprietà particolari adatte alla sua messa in opera o alla sua utilizzazione.
Il trattamento termico in linea generale:
Provoca modificazioni strutturali della dimensione, della forma e della ripartizione dei costituenti senza
modificarne la natura.
Conferisce particolari proprietà agli strati superficiali del pezzo trattato.
Modifica la ripartizione e l'intensità delle tensioni interne.
Il trattamento termico può essere:
Generale, quando applicato all'interno del pezzo.
Locale o parziale, quando applicato soltanto ad una parte del pezzo, ma non al suo insieme.
Alla base di tutti i trattamenti termici troviamo le trasformazioni strutturali del ferro e delle soluzioni
solide ferro-carbonio.
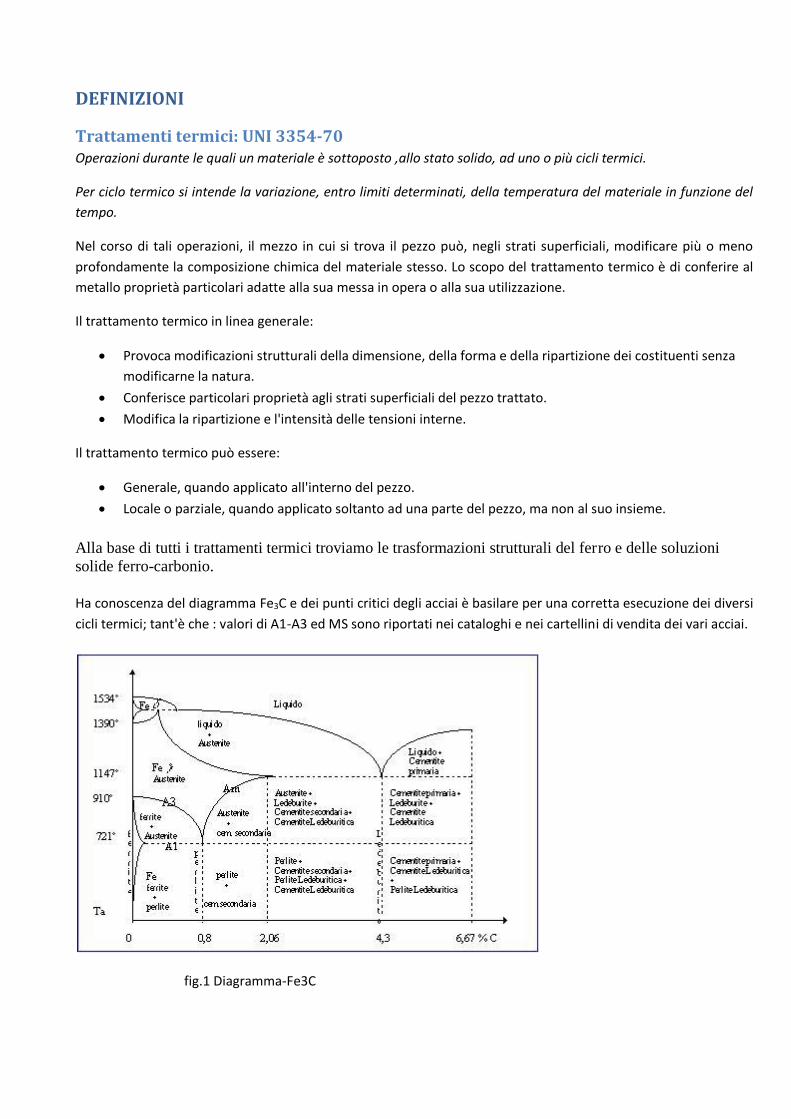
Ha conoscenza del diagramma Fe3C e dei punti critici degli acciai è basilare per una corretta esecuzione dei diversi
cicli termici; tant'è che : valori di A1-A3 ed MS sono riportati nei cataloghi e nei cartellini di vendita dei vari acciai.
fig.1 Diagramma-Fe3C
Punti critici: Si definiscono "punti critici" le temperature alle quali avvengono modificazioni strutturali, essi vengono
identificati con le sigle: A1, A2, A3 ed Am e "c" per il riscaldamento ed "r" per il raffreddamento.
In particolare si ha:
A1 : Rappresenta la temperatura di inizio e di fine trasformazione della perlite in austenite
A2 : Non è un punto critico, è la temperatura alla quale si ha la perdita di magnetismo
A3 : E' la temperatura di fine o di inizio trasformazione dell'Austenite in Ferrite per i soli acciai ipoeuttettoidici.
Am : Rappresenta la temperatura, negli acciai ipereutettoidici, di fine o di inizio trasformazione della cementite in
austenite.
Classificazione dei trattamenti termici: I trattamenti termici sono stati raggruppati in 4 categorie principali:
1. TEMPRA
2. TRATTAMENTI TERMICI DI DIFFUSIONE (CEMENTAZIONE)
3. RINVENIMENTO
4. RICOTTURA
TEMPRA
Generalità Prima di illustrare i veri procedimenti di tempra secondo le norme UNI mi sembra opportuno descrivere, anche se
brevemente, l'importanza della velocità di raffreddamento del carbonio e le strutture che si vengono a formare
con il trattamento termico di tempra.
L'importanza della velocità di diffusione del carbonio:
Come è noto il diagramma Fe3C (fig.1) è stato 'costruito' lasciando raffreddare la lega Ferro-Carbonio in un tempo
molto lungo in modo da rendere stabili le strutture che si vengono a trovare all'interno di esso; quindi lasciando
che il carbonio 'migri' per formare la cementite (Fe3C).
Ma se si raffredda in modo più veloce; il carbonio non avendo il tempo necessario di 'emigrare' dalla cella per
formare cementite, forma strutture che non compaiono sul diagramma Fe3C che dipendono dalla stessa velocità
di raffreddamento.
1. a velocità di raffreddamento molto basse cioè con raffreddamenti molto lenti, si svolgono
regolarmente ambedue i processi di diffusione e cioè la migrazione degli atomi di ferro per
assumere un nuova disposizione reticolare ( ), e migrazione degli atomi di carbonio per formare la cementite. Il prodotto della trasformazione è quindi perlite (ferrite+cementite) (vedi
fig.1). A velocità maggiore di raffreddamento la perlite diventa molto fine a assume il nome di
troostite (fig.2a ).
1. a velocità di raffreddamento intermedie: la diffusione del carbonio è ancora possibile e la
cementite si forma ancora. Risulta invece soppressa la diffusione degli atomi di ferro per formare
il nuovo reticolo avviene senza diffusione, ma per una specie di movimento a scatto: questo
movimento avviene per scambi atomici. La struttura che ne risulta si chiama bainite (fig.2b).
1. a velocità di raffreddamento molto elevate; le trasformazioni non sono più possibili; non solo
viene soppressa la diffusione per la trasformazione reticolare , ma anche il carbonio non si può più
diffondere per formare la cementite. Ne consegue che la trasformazione avviene , come nel caso della bainite con movimento a scatto: gli atomi di carbonio, che non possono migrare,
restano imprigionati nel reticolo del ferro allargandone il reticolo il quale viene distorto e
assume una forma tetragonale. Questa è la natura della martensite, la struttura che si forma
appunto con il processo di tempra (fig.2c).
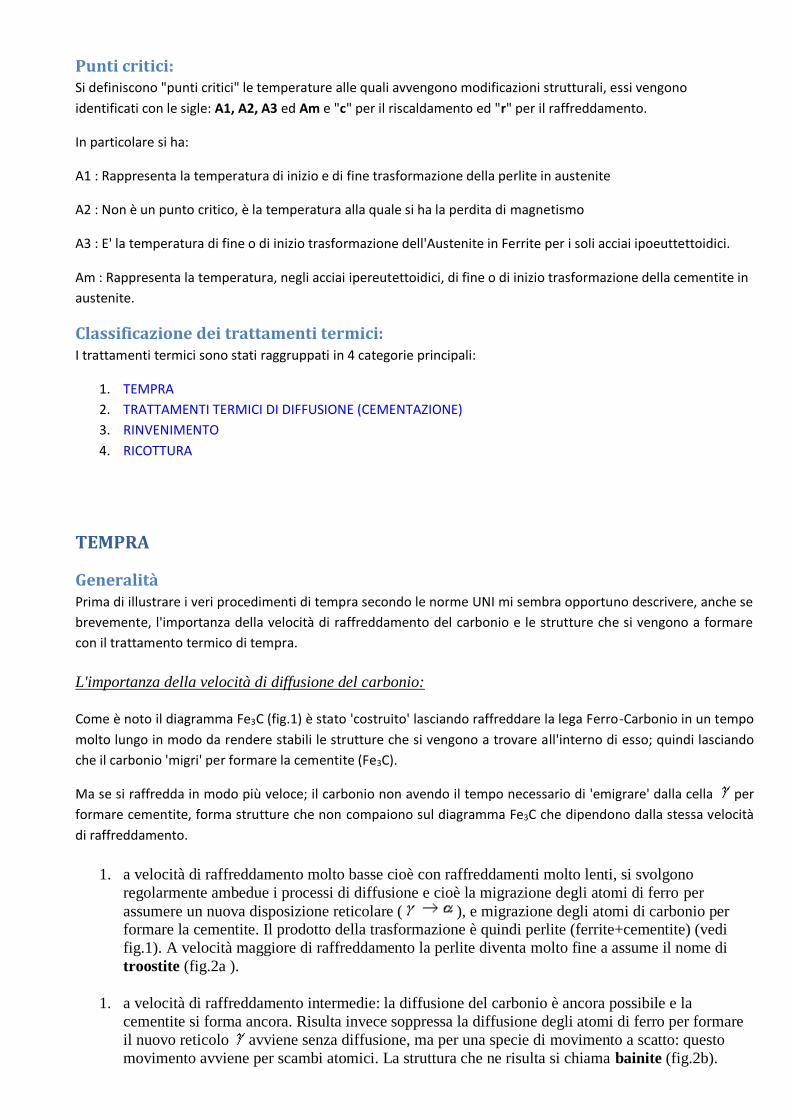
Quindi una velocità di raffreddamento elevata è fondamentale per ottenere la tempra e le sue strutture.
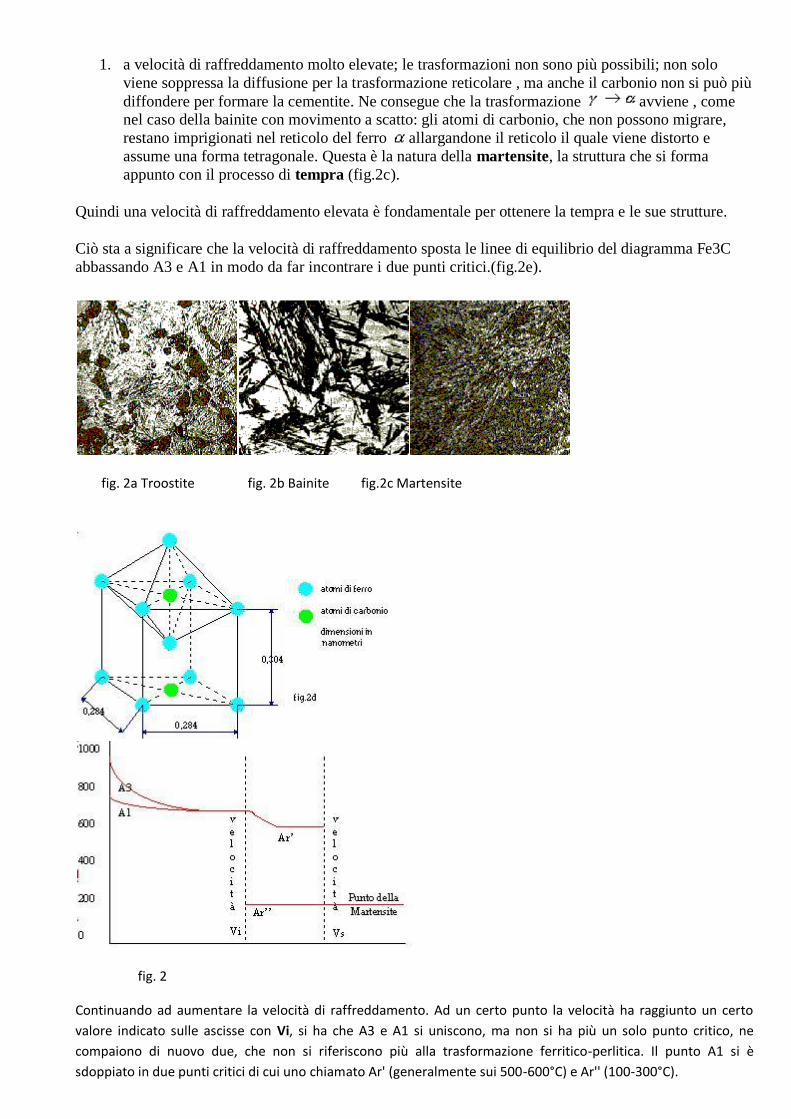
Ciò sta a significare che la velocità di raffreddamento sposta le linee di equilibrio del diagramma Fe3C
abbassando A3 e A1 in modo da far incontrare i due punti critici.(fig.2e).
fig. 2a Troostite fig. 2b Bainite fig.2c Martensite
fig. 2
Continuando ad aumentare la velocità di raffreddamento. Ad un certo punto la velocità ha raggiunto un certo
valore indicato sulle ascisse con Vi, si ha che A3 e A1 si uniscono, ma non si ha più un solo punto critico, ne
compaiono di nuovo due, che non si riferiscono più alla trasformazione ferritico-perlitica. Il punto A1 si è
sdoppiato in due punti critici di cui uno chiamato Ar' (generalmente sui 500-600°C) e Ar'' (100-300°C).
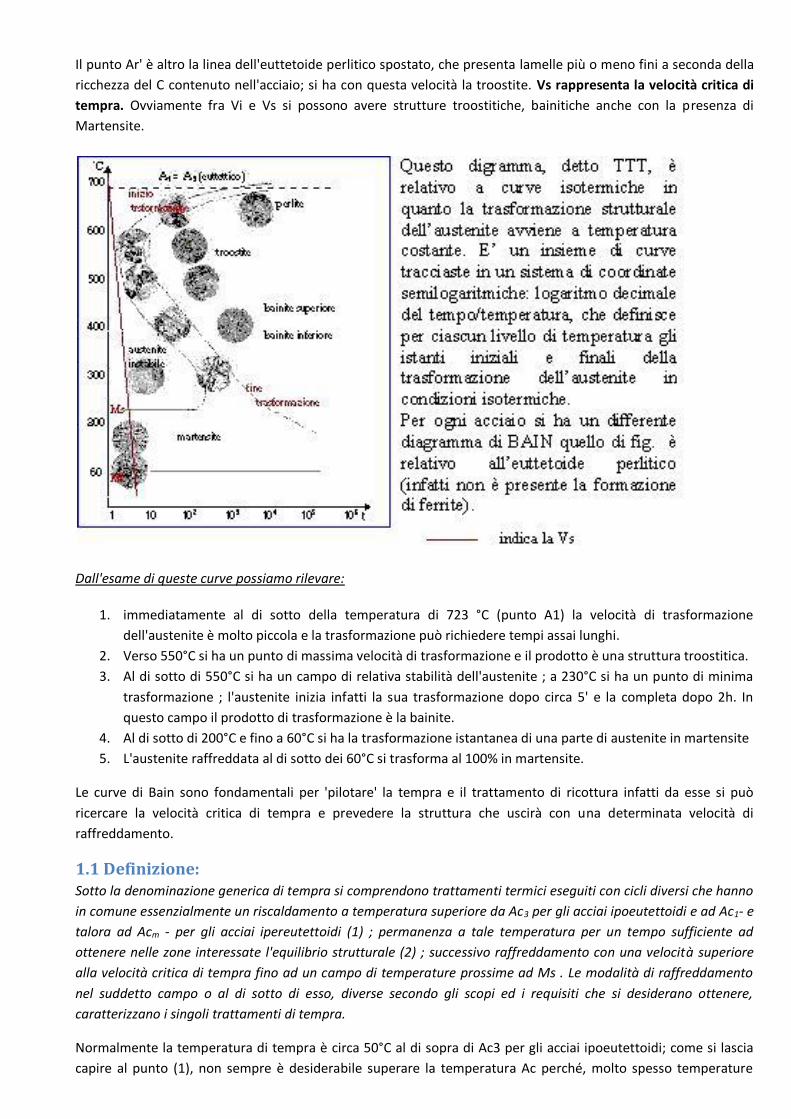
Il punto Ar' è altro la linea dell'euttetoide perlitico spostato, che presenta lamelle più o meno fini a seconda della
ricchezza del C contenuto nell'acciaio; si ha con questa velocità la troostite. Vs rappresenta la velocità critica di
tempra. Ovviamente fra Vi e Vs si possono avere strutture troostitiche, bainitiche anche con la presenza di
Martensite.
Dall'esame di queste curve possiamo rilevare:
1. immediatamente al di sotto della temperatura di 723 °C (punto A1) la velocità di trasformazione
dell'austenite è molto piccola e la trasformazione può richiedere tempi assai lunghi.
2. Verso 550°C si ha un punto di massima velocità di trasformazione e il prodotto è una struttura troostitica.
3. Al di sotto di 550°C si ha un campo di relativa stabilità dell'austenite ; a 230°C si ha un punto di minima
trasformazione ; l'austenite inizia infatti la sua trasformazione dopo circa 5' e la completa dopo 2h. In
questo campo il prodotto di trasformazione è la bainite.
4. Al di sotto di 200°C e fino a 60°C si ha la trasformazione istantanea di una parte di austenite in martensite
5. L'austenite raffreddata al di sotto dei 60°C si trasforma al 100% in martensite.
Le curve di Bain sono fondamentali per 'pilotare' la tempra e il trattamento di ricottura infatti da esse si può
ricercare la velocità critica di tempra e prevedere la struttura che uscirà con una determinata velocità di
raffreddamento.
1.1 Definizione: Sotto la denominazione generica di tempra si comprendono trattamenti termici eseguiti con cicli diversi che hanno
in comune essenzialmente un riscaldamento a temperatura superiore da Ac3 per gli acciai ipoeutettoidi e ad Ac1- e
talora ad Acm - per gli acciai ipereutettoidi (1) ; permanenza a tale temperatura per un tempo sufficiente ad
ottenere nelle zone interessate l'equilibrio strutturale (2) ; successivo raffreddamento con una velocità superiore
alla velocità critica di tempra fino ad un campo di temperature prossime ad Ms . Le modalità di raffreddamento
nel suddetto campo o al di sotto di esso, diverse secondo gli scopi ed i requisiti che si desiderano ottenere,
caratterizzano i singoli trattamenti di tempra.
Normalmente la temperatura di tempra è circa 50°C al di sopra di Ac3 per gli acciai ipoeutettoidi; come si lascia
capire al punto (1), non sempre è desiderabile superare la temperatura Ac perché, molto spesso temperature
troppo elevate comportano ad un notevole ingrossamento del grano austenitico con conseguente aumento della
temprabilità.
L'equilibrio strutturale di cui si parla al punto (2), trattandosi di acciai, consiste, ovviamente, nella soluzione solida
austenitica la quale potrà contenere carburi , più o meno finemente suddivisi. Il tempo sufficiente è
evidentemente funzione delle dimensioni del pezzo, della capacità termica del forno e del desiderato grado di
solubilizzazione dei carburi alla temperatura scelta.
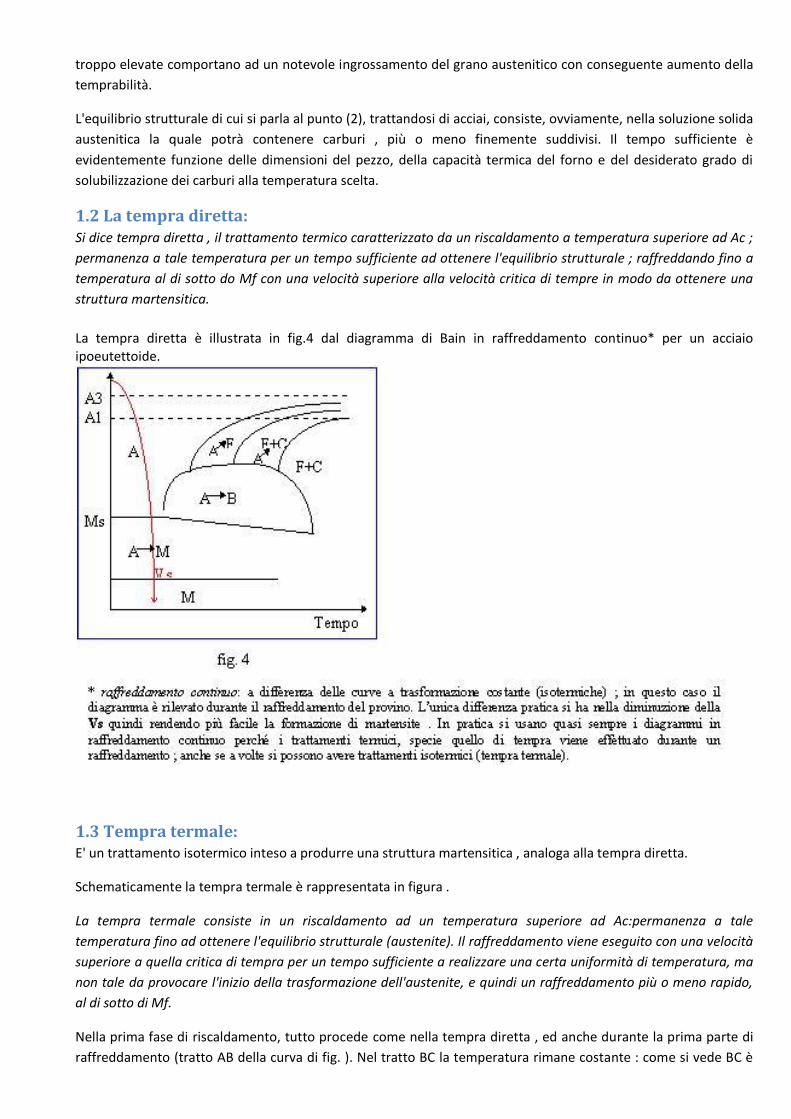
1.2 La tempra diretta: Si dice tempra diretta , il trattamento termico caratterizzato da un riscaldamento a temperatura superiore ad Ac ;
permanenza a tale temperatura per un tempo sufficiente ad ottenere l'equilibrio strutturale ; raffreddando fino a
temperatura al di sotto do Mf con una velocità superiore alla velocità critica di tempre in modo da ottenere una
struttura martensitica.
La tempra diretta è illustrata in fig.4 dal diagramma di Bain in raffreddamento continuo* per un acciaio ipoeutettoide.
1.3 Tempra termale: E' un trattamento isotermico inteso a produrre una struttura martensitica , analoga alla tempra diretta.
Schematicamente la tempra termale è rappresentata in figura .
La tempra termale consiste in un riscaldamento ad un temperatura superiore ad Ac:permanenza a tale
temperatura fino ad ottenere l'equilibrio strutturale (austenite). Il raffreddamento viene eseguito con una velocità
superiore a quella critica di tempra per un tempo sufficiente a realizzare una certa uniformità di temperatura, ma
non tale da provocare l'inizio della trasformazione dell'austenite, e quindi un raffreddamento più o meno rapido,
al di sotto di Mf.
Nella prima fase di riscaldamento, tutto procede come nella tempra diretta , ed anche durante la prima parte di
raffreddamento (tratto AB della curva di fig. ). Nel tratto BC la temperatura rimane costante : come si vede BC è
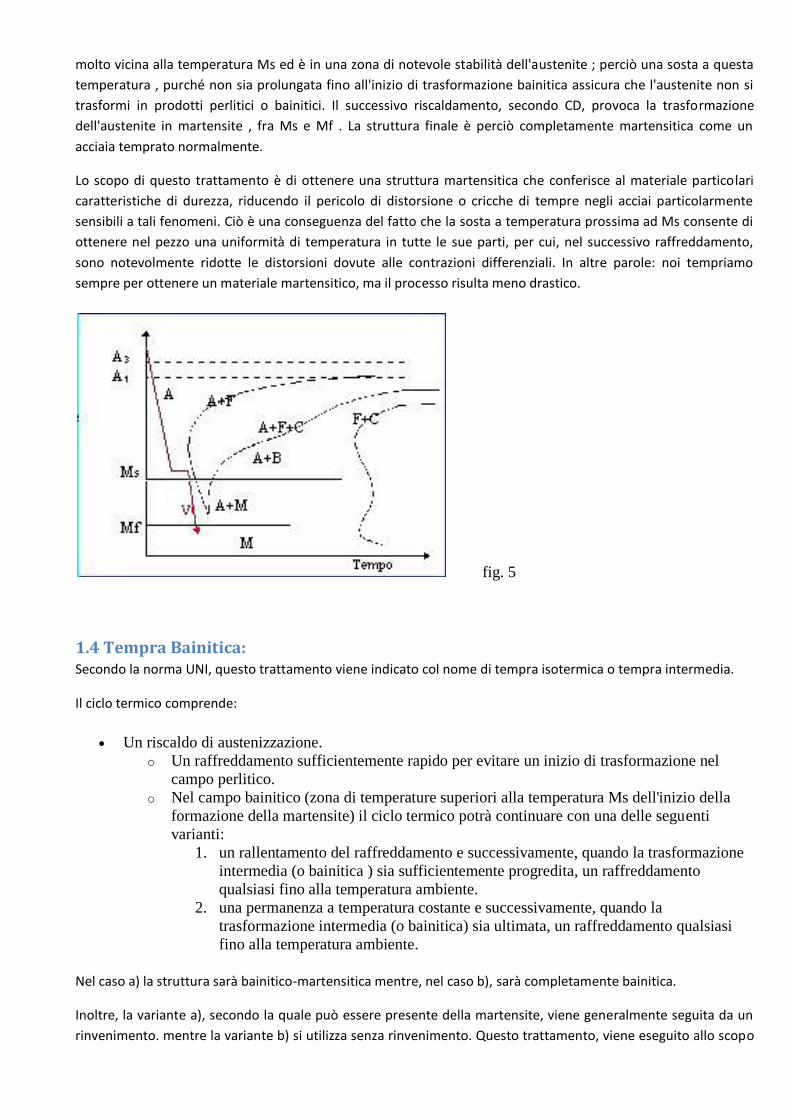
molto vicina alla temperatura Ms ed è in una zona di notevole stabilità dell'austenite ; perciò una sosta a questa
temperatura , purché non sia prolungata fino all'inizio di trasformazione bainitica assicura che l'austenite non si
trasformi in prodotti perlitici o bainitici. Il successivo riscaldamento, secondo CD, provoca la trasformazione
dell'austenite in martensite , fra Ms e Mf . La struttura finale è perciò completamente martensitica come un
acciaia temprato normalmente.
Lo scopo di questo trattamento è di ottenere una struttura martensitica che conferisce al materiale particolari
caratteristiche di durezza, riducendo il pericolo di distorsione o cricche di tempre negli acciai particolarmente
sensibili a tali fenomeni. Ciò è una conseguenza del fatto che la sosta a temperatura prossima ad Ms consente di
ottenere nel pezzo una uniformità di temperatura in tutte le sue parti, per cui, nel successivo raffreddamento,
sono notevolmente ridotte le distorsioni dovute alle contrazioni differenziali. In altre parole: noi tempriamo
sempre per ottenere un materiale martensitico, ma il processo risulta meno drastico.
fig. 5
1.4 Tempra Bainitica: Secondo la norma UNI, questo trattamento viene indicato col nome di tempra isotermica o tempra intermedia.
Il ciclo termico comprende:
Un riscaldo di austenizzazione.
o Un raffreddamento sufficientemente rapido per evitare un inizio di trasformazione nel
campo perlitico.
o Nel campo bainitico (zona di temperature superiori alla temperatura Ms dell'inizio della
formazione della martensite) il ciclo termico potrà continuare con una delle seguenti
varianti:
1. un rallentamento del raffreddamento e successivamente, quando la trasformazione
intermedia (o bainitica ) sia sufficientemente progredita, un raffreddamento
qualsiasi fino alla temperatura ambiente.
2. una permanenza a temperatura costante e successivamente, quando la
trasformazione intermedia (o bainitica) sia ultimata, un raffreddamento qualsiasi
fino alla temperatura ambiente.
Nel caso a) la struttura sarà bainitico-martensitica mentre, nel caso b), sarà completamente bainitica.
Inoltre, la variante a), secondo la quale può essere presente della martensite, viene generalmente seguita da un
rinvenimento. mentre la variante b) si utilizza senza rinvenimento. Questo trattamento, viene eseguito allo scopo
di ottenere una struttura costituita da una mescolanza di martensite e bainite che compete una durezza elevata ,
mentre è ridotto il pericolo di cricche connesso con la tempra diretta.
La tempra bainiti (b) è consigliabile nel caso di pezzi aventi disegni complessi, soggetti a cricche e a distorsioni; si
rinunzia con essa ad una parte della tenacità, assicurata dalla bonifica, ma in compenso si riduce il pericolo delle
distorsioni.
2.0 CARBOCEMENTAZIONE Il trattamento di carbocementazione consiste nel riscaldare e mantenere per un tempo sufficiente un acciaio a una
temperatura maggiore ad Ac3, ma generalmente maggiore, in un mezzo polverulento, pastoso, liquido o gassoso
di particolare composizione chimica dal quale possa prelevare carbonio.
2.1 Scopo: Ottenere un arricchimento superficiale di carbonio in modo da poter conseguire un'elevata durezza (60-62 HRC)
con il successivo trattamento di tempra, conservando al nucleo la resilienza originaria. Il trattamento è pertanto
destinato agli organi meccanici che debbono accoppiare alla durezza superficiale e resistenza all'usura, la
resistenza a fatica (l'aumento di volume dello strato cementato e temprato legato alla trasformazione
martensitica dell'acciaio arricchito di carbonio induce tensioni di compressione dello strato superficiale
incrementando notevolmente il limite a fatica).
2.2 I materiali da cementazione: I materiali da cementazione richiedono una composizione chimica e delle caratteristiche strutturali in grado di
favorire l'assorbimento di carbonio e la penetrazione di tempra.
La percentuale di carbonio inferiore allo 0,25% perché la tempra non provochi un'elevata durezza del nucleo.
Il silicio, essendo un elemento ferrizzante, deve essere presente in percentuale inferiori dello 0,35% Il manganese presente negli acciai nella percentuale minima dello 0,7%
2.3 La temperatura: Deve essere superiore al punto critico Ac3 di trasformazione allotropica del ferro in quanto solo nello stato
esiste una sufficiente solubilità del carbonio nel ferro, cosicché gli strati superficiali degli organi meccanici di
acciaio assorbono carbonio fino ad un massimo del 2,04% a 1147° il quale passa in soluzione nell'Austenite e si
diffonde lentamente verso l'interno. Le temperature più comunemente utilizzate sono pari ad Ac3+50, in generale
comprese fra gli 880° ed i 930°C.
Con temperature inferiori la solubilità del carbonio nel ferro diminuisce, per cui i tempi di trattamento si
allungano e i costi aumentano; con temperature superiori si ha invece un ingrossamento del grano austenitico.
2.4 L'ambiente: L'ambiente è il mezzo nel quale avviene la carbocementazione prende il nome di cemento la sostanza che fornisce
il carbonio allo stato nascente.
La carburazione avviene secondo la reazione:
Le sostanze carburanti possono essere polverulente, liquide o gassose; da essi derivano i rispettivi metodi di
diffusione

2.5 La cementazione in cassetta: I pezzi vengono messi in cassette metalliche pieni di polveri, costituite da carbone di legno di essenza forte con
una percentuale del 25% di carbonato di bario. Più la polvere è fine meno c'è il pericolo che il pezzo venga
decarburato in alcuni punti.
Il trattamento, a temperatura di regime dura molto tempo; in generale la velocità di diffusione è di 0,12-0,15
mm/ora.
I cementi solidi sono costituiti, come abbiamo detto, prevalentemente da carbone di legna e da altre sostanze
che hanno la funzione di 'accelerare' il processo; queste sostanze hanno la funzione di attivare lo svolgimento di
ossido di carbonio. Prendiamo, ad esempio, il carbonato di bario che, con il carbone di legna, è il costituente
principale delle miscele industriali; si dissocia secondo la reazione:
(1)
Il biossido di carbonio (anidride carbonica) reagisce col carbone di legna presente, secondo la:
(2)
fino a raggiungere l'equilibrio.
L'ossido di carbonio si decompone a contatto del ferro secondo le reazioni :
(3)
Il carbonio così formatosi reagisce col ferro formando cementite secondo la reazione:
mentre il biossido di carbonio rimasto reagisce con l'ossido di bario formatosi nella prima reazione, ripristinando il
carbonato di bario:
(4)
A Sua volta la cementite, data la temperatura a cui viene l'operazione (circa 900°), si scioglie nel ferro
formando la soluzione solida austenite.
In ultima analisi se osserviamo bene il meccanismo di queste reazioni, noi abbiamo 'gassificato' del carbone di
legna e lo abbiamo riprecipitato nel ferro allo stato solido; il carbonato di bario dissosidandosi (1) non fa che
fornire la necessaria quantità di anidride carbonica per la reazione (2).D'altra parte, l'anidride carbonica viene
ripristinata con la reazione (3) ed il carbonato di bario con la reazione (4) per cui, è accaduto che una certa
quantità del carbone di legna si è gassificato come ossido di carbonio, secondo la reazione (2), ed è riprecipitato
sul ferro allo stato solido secondo la reazione (3).
2.6 Il cemento liquido: E' costituito da miscele fuse di sali formati da sostanze carburanti (cianuro di sodio e cianuro di potassio) e da
sostanze attivanti (cloruro di sodio).
La reazione fondamentale è la seguente:
Il tempo è di circa 2 ore per 2mm di profondità
2.7 La carburazione gassosa: Le atmosfere per la carburazione gassosa sono di composizione e provenienze diverse: metano, gas illuminante,
miscele di monossido di carbonio, idrogeno, azoto, idrocarburi, ottenute con appositi generatori di atmosfere
controllate.
Le atmosfere controllate si sono affermate nell'industria per ragioni di efficacia dei risultati e contenimento dei
costi. L'azione fondamentale è svolta secondo la seguente reazione:
Il tempo di diffusione è circa 6 ore per 2mm di profondità; questo tipo di cementazione è la migliore dal punto di
vista della qualità.
2.8 Misura dello spessore d'indurimento superficiale Lo spessore d'indurimento ottenuto con la carbocementazione e con la successiva tempra si distingue in efficace e
totale.
Lo spessore efficace è rappresentato dalla distanza della superficie esterna dello strato indurito dal punto in cui la
durezza di questo assume il valore convenzionale di riferimento di 550HV 1/15.
Lo spessore totale è rappresentato dalla distanza della superficie esterna dello strato indurito dal punto di vista in
cui non si rileva più alcuna differenza fra le caratteristiche chimiche o fisiche del nucleo e quello dello strato
indurito.
Il rilievo degli spessori si può fare seguendo tre metodi di misura:
1. Mediante il rilievo della percentuale di carbonio ; 2. Mediante il rilievo delle strutture; 3. Mediante il rilievo delle durezze.
Metodo 1:
Si prelevano con tornitura i trucioli dai campioni ricotti con successive passate di profondità costante tra 0,1 e
0,4mm da usare per l'analisi chimica. La scelta della profondità di passata deve tenere conto che per la validità
della misura il diagramma p=f (C%) deve essere individuato da almeno 4 punti. I trucioli di ogni passata sono
analizzati per il rilievo della percentuale di carbonio.
Lo spessore totale è determinato dalla passata i cui trucioli hanno un contenuto di carbonio di 0,05% più elevato di
quello del nucleo.
Metodo 2:
Può essere realizzato seguendo i procedimenti:
1. Della frattura. La provetta viene fratturata per flessione, riscaldata a circa 300°C e quindi raffreddata in aria, in modo da ottenere una colorazione differenziale nella zona carbocementata (colore blu) e nella zona del nucleo (colore giallo chiaro).
2. Del'osservazione macroscopica. La provetta è sezionata normalmente allo stato carbocementato, lucidata, attaccata con acido nitrico diluito o colorata per riscaldamento a circa 300° e quindi osservata con lente a 20X per il rilievo dello spessore totale.
3. Dell'osservazione microscopica. La provetta, preparata come nel caso b, è osservata al microscopio con ingrandimento, di regola, pari a 100X. Se la provetta è stata temprata, lo spessore efficace è determinata misurando la distanza fra la superficie della provetta e la linea nella quale la struttura metallografica equivale alla durezza convenzionale. Lo spessore è la distanza fra la superficie del campione e la linea di demarcazione del nucleo; lo spessore efficace riferito a 550 HV 1/15) è la distanza fra la superficie e la linea a cui corrisponde, allo stato ricotto, il 50% di perlite ed il 50% di ferrite.
Metodo 3:
E' il metodo da preferire qualora si operi su campioni nelle condizioni di massimo indurimento (cioè su campioni
che non hanno subito una distensione a temperatura maggiore di 180°C). Si fonda sul rilievo di durezze a distanze
crescenti a partire dalla superficie esterna del campione.
Le durezze possono essere misurate:
a) sulla sezione trasversale normale o inclinata;
b) sulla superficie preparata a gradini.
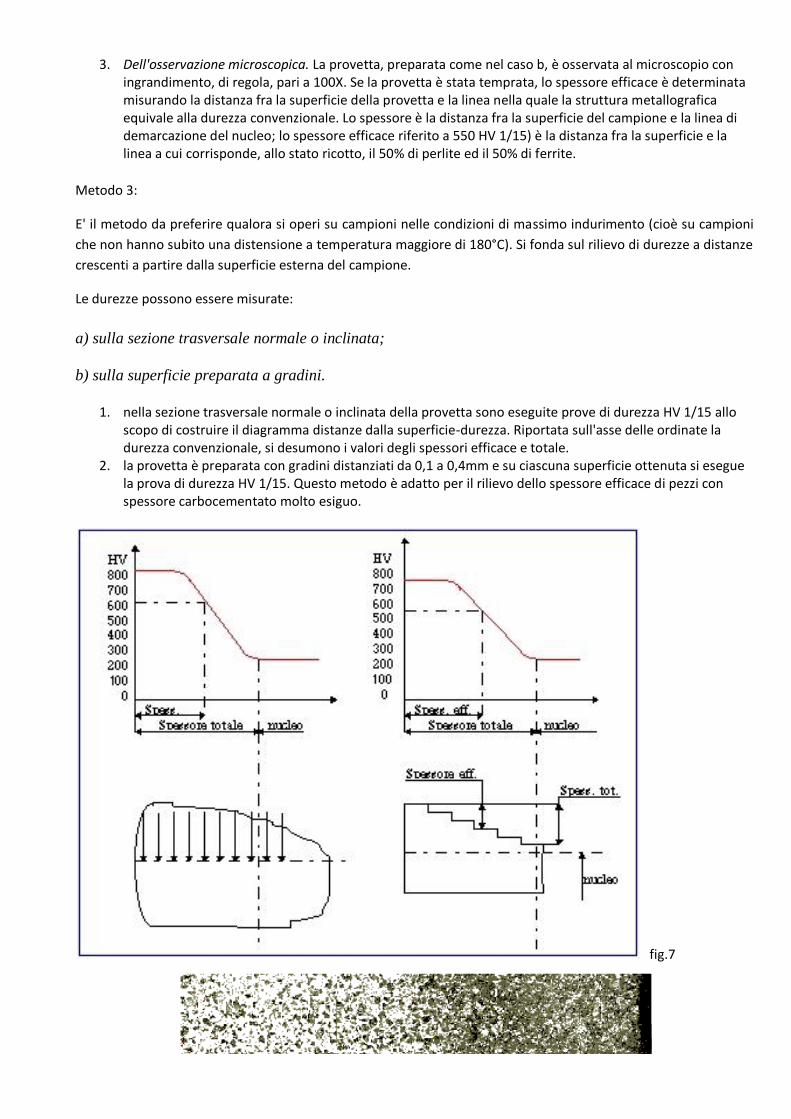
1. nella sezione trasversale normale o inclinata della provetta sono eseguite prove di durezza HV 1/15 allo scopo di costruire il diagramma distanze dalla superficie-durezza. Riportata sull'asse delle ordinate la durezza convenzionale, si desumono i valori degli spessori efficace e totale.
2. la provetta è preparata con gradini distanziati da 0,1 a 0,4mm e su ciascuna superficie ottenuta si esegue la prova di durezza HV 1/15. Questo metodo è adatto per il rilievo dello spessore efficace di pezzi con spessore carbocementato molto esiguo.
fig.7
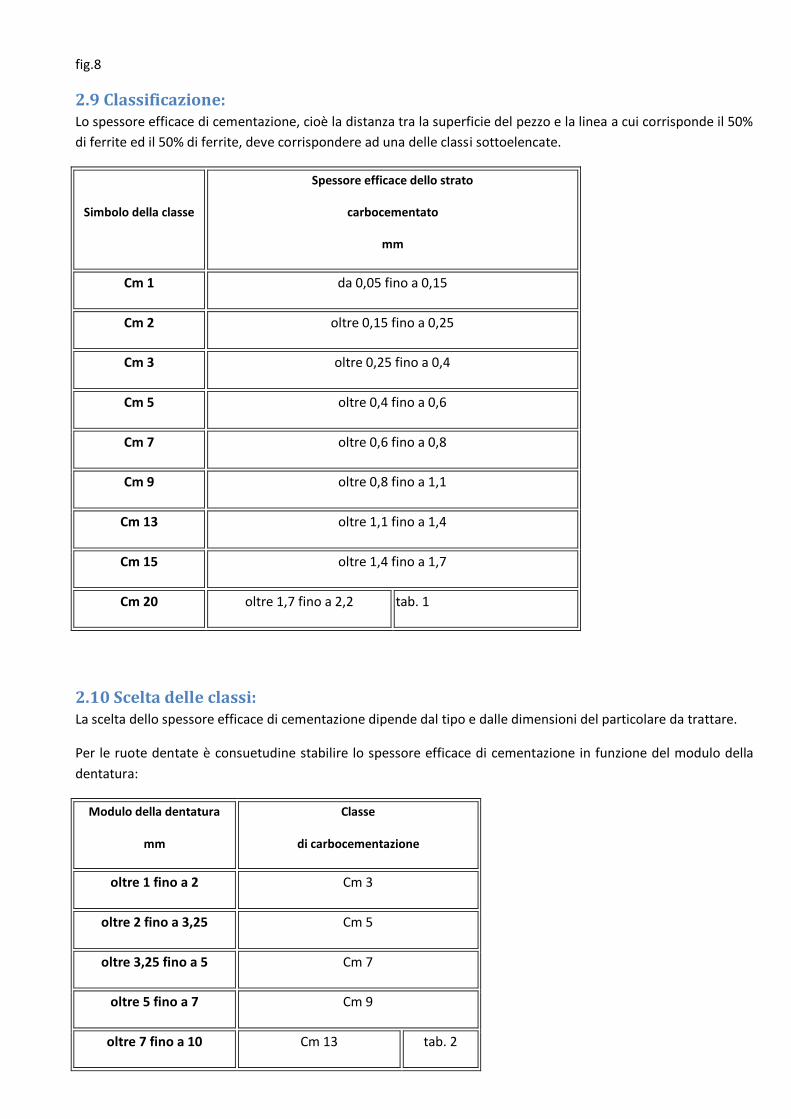
fig.8
2.9 Classificazione: Lo spessore efficace di cementazione, cioè la distanza tra la superficie del pezzo e la linea a cui corrisponde il 50%
di ferrite ed il 50% di ferrite, deve corrispondere ad una delle classi sottoelencate.
Simbolo della classe
Spessore efficace dello strato
carbocementato
mm
Cm 1 da 0,05 fino a 0,15
Cm 2 oltre 0,15 fino a 0,25
Cm 3 oltre 0,25 fino a 0,4
Cm 5 oltre 0,4 fino a 0,6
Cm 7 oltre 0,6 fino a 0,8
Cm 9 oltre 0,8 fino a 1,1
Cm 13 oltre 1,1 fino a 1,4
Cm 15 oltre 1,4 fino a 1,7
Cm 20 oltre 1,7 fino a 2,2 tab. 1
2.10 Scelta delle classi: La scelta dello spessore efficace di cementazione dipende dal tipo e dalle dimensioni del particolare da trattare.
Per le ruote dentate è consuetudine stabilire lo spessore efficace di cementazione in funzione del modulo della
dentatura:
Modulo della dentatura
mm
Classe
di carbocementazione
oltre 1 fino a 2 Cm 3
oltre 2 fino a 3,25 Cm 5
oltre 3,25 fino a 5 Cm 7
oltre 5 fino a 7 Cm 9
oltre 7 fino a 10 Cm 13 tab. 2
Non è facile stabilire la profondità di cementazione più idonea, per fare ciò dobbiamo ricordare che la funzione
della cementazione non è soltanto di aumentare la durezza e quindi la resistenza all'usura degli strati superficiali,
ma, specialmente nei pezzi sollecitati a flessione rotante, la cementazione conferisce una migliore resistenza a
fatica.
Perciò nel caso di pura sollecitazione ad usura , entra solo in considerazione la profondità di cementazione che
dovrà in certo modo essere proporzionale alla vita utile del pezzo.
Nel caso invece, assai frequente, che alle sollecitazioni di usura si accoppiano sollecitazioni a flessione rotante,
notevoli vantaggi si potranno ottenere con l'aumento della resistenza del cuore, che si può raggiungere con
opportuna aggiunta di elementi di alligazione o con l'aumento del tenore di carbonio.
2.11 Trattamenti Termici dopo la Cementazione Dopo il trattamento di cementazione vero e proprio i pezzi devono essere temprati allo scopo di conferire alla
superficie le necessarie doti di durezza e resistenza all'usura ed al cuore una soddisfacente tenacità e resistenza a
fatica..
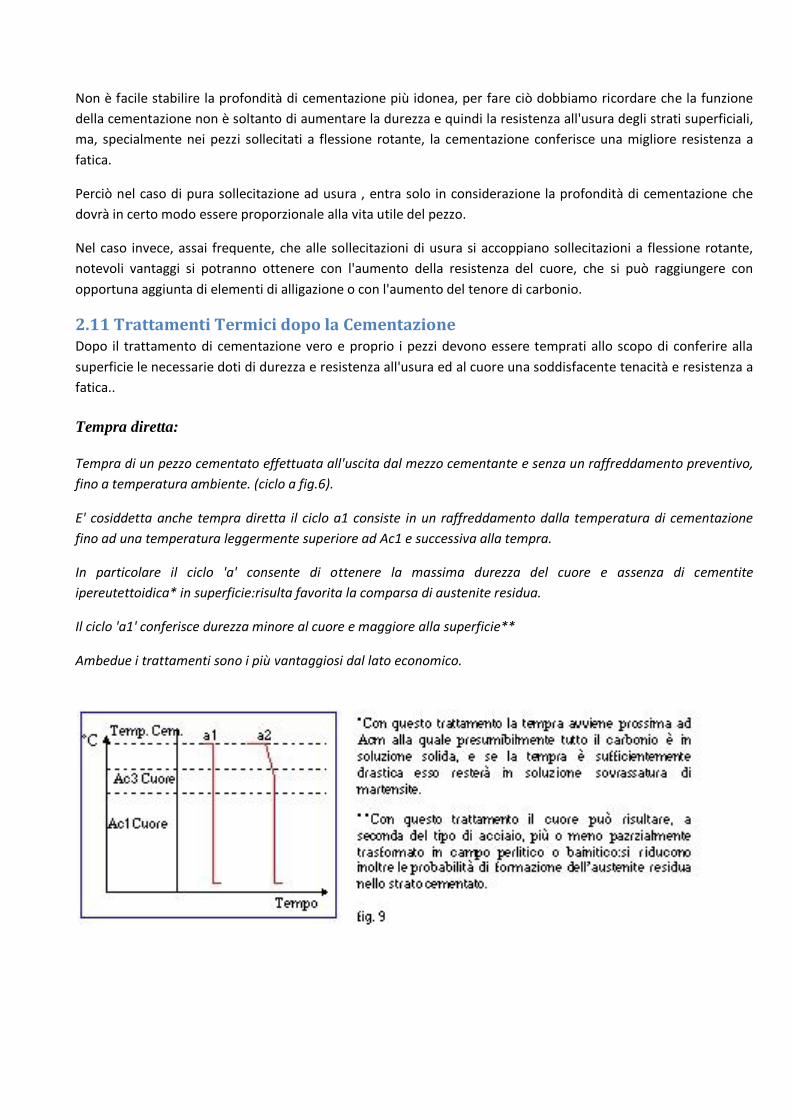
Tempra diretta:
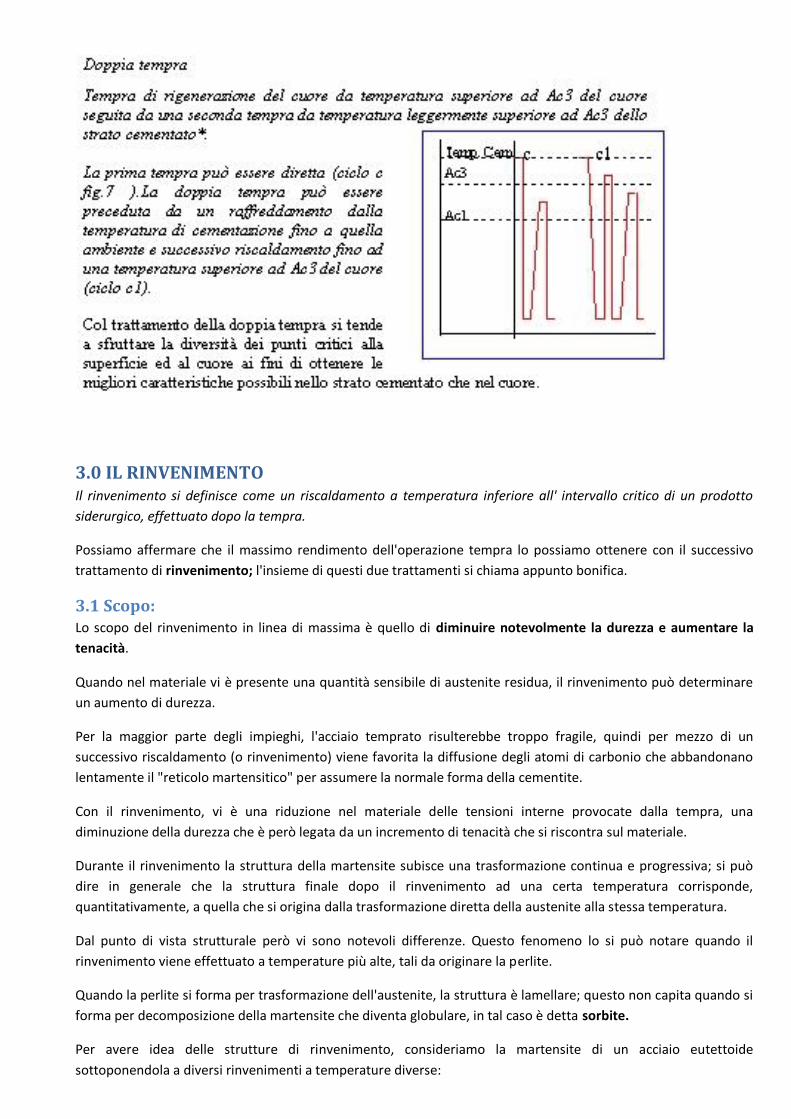
Tempra di un pezzo cementato effettuata all'uscita dal mezzo cementante e senza un raffreddamento preventivo,
fino a temperatura ambiente. (ciclo a fig.6).
E' cosiddetta anche tempra diretta il ciclo a1 consiste in un raffreddamento dalla temperatura di cementazione
fino ad una temperatura leggermente superiore ad Ac1 e successiva alla tempra.
In particolare il ciclo 'a' consente di ottenere la massima durezza del cuore e assenza di cementite
ipereutettoidica* in superficie:risulta favorita la comparsa di austenite residua.
Il ciclo 'a1' conferisce durezza minore al cuore e maggiore alla superficie**
Ambedue i trattamenti sono i più vantaggiosi dal lato economico.
3.0 IL RINVENIMENTO
Il rinvenimento si definisce come un riscaldamento a temperatura inferiore all' intervallo critico di un prodotto
siderurgico, effettuato dopo la tempra.
Possiamo affermare che il massimo rendimento dell'operazione tempra lo possiamo ottenere con il successivo
trattamento di rinvenimento; l'insieme di questi due trattamenti si chiama appunto bonifica.
3.1 Scopo: Lo scopo del rinvenimento in linea di massima è quello di diminuire notevolmente la durezza e aumentare la
tenacità.
Quando nel materiale vi è presente una quantità sensibile di austenite residua, il rinvenimento può determinare
un aumento di durezza.
Per la maggior parte degli impieghi, l'acciaio temprato risulterebbe troppo fragile, quindi per mezzo di un
successivo riscaldamento (o rinvenimento) viene favorita la diffusione degli atomi di carbonio che abbandonano
lentamente il "reticolo martensitico" per assumere la normale forma della cementite.
Con il rinvenimento, vi è una riduzione nel materiale delle tensioni interne provocate dalla tempra, una
diminuzione della durezza che è però legata da un incremento di tenacità che si riscontra sul materiale.
Durante il rinvenimento la struttura della martensite subisce una trasformazione continua e progressiva; si può
dire in generale che la struttura finale dopo il rinvenimento ad una certa temperatura corrisponde,
quantitativamente, a quella che si origina dalla trasformazione diretta della austenite alla stessa temperatura.
Dal punto di vista strutturale però vi sono notevoli differenze. Questo fenomeno lo si può notare quando il
rinvenimento viene effettuato a temperature più alte, tali da originare la perlite.
Quando la perlite si forma per trasformazione dell'austenite, la struttura è lamellare; questo non capita quando si
forma per decomposizione della martensite che diventa globulare, in tal caso è detta sorbite.
Per avere idea delle strutture di rinvenimento, consideriamo la martensite di un acciaio eutettoide
sottoponendola a diversi rinvenimenti a temperature diverse:

1. 150-230°C: la martensite tetragonale (HRC 65) si trasforma in martensite cubica, l'eventuale austenite
residua si decompone. A volte si può ottenere un leggero aumento di durezza dovuto all'austenite
decomposta, oppure alla cementite precipitata in forma finissima.
2. 230-400°C: si forma della cementite globulare finissima (HRC 62-50)
3. 400-650°C: si viene a formare della sorbite fine, uniforme, che assicura al materiale la massima tenacità
(HRC 45-20)
4. 650-723°C: Si può quasi definire una vera e propria ricottura, la cementite è globulare e molto visibile al
microscopio, la durezza è molto bassa e si presta alle lavorazioni alle macchine utensili.
3.2 La fragilità di rinvenimento: La fragilità di rinvenimento si manifesta in certi tipi di acciai con una degradazione della resilienza per effetto di
un raffreddamento lento da temperature di circa 600°C a temperature da 600-450°C; la causa è legata ad un
raffreddamento lento.
Gli acciai più suscettibili alla fragilità di rinvenimento sono quelli che contengono forti quantità di manganese,
fosforo e cromo, mentre gioca a nostro vantaggio il fatto che il molibdeno riduce il pericolo di fragilità di
rinvenimento.
Le aggiunte di molibdeno negli acciai da bonifica sono indispensabili quando si devono fabbricare enormi pezzi in
quanto nelle zone centrali è impossibile avere un raffreddamento veloce come quello che avviene nelle superfici
di contatto con il refrigerante, quindi si sarebbe venuta a formare una certa fragilità interna.
La presenza di molibdeno è consigliabile anche negli acciai da nitrurazione perché venendo sottoposti al
trattamento di nitrurazione a circa 500-520°C si potrebbe avere una certa fragilità.
3.3 la bonifica E' un trattamento termico applicato agli acciai da costruzione che consiste in una tempra martensitica seguita da
un opportuno rinvenimento.
Si utilizza per ottenere un compromesso tra tenacità e durezza.
La struttura dell'acciaio da costruzione bonificato dipende sia dalla finezza della sorbite e quindi dalla
temperatura di rinvenimento adottata, ma anche dalla struttura più o meno grossolana della martensite di
tempra quindi, è necessario adottare una temperatura di tempra più bassa possibile.
Inoltre è necessario che la tempra martensitica abbia raggiunto il cuore, cioè la temprabilità dell'acciaio prescelto
sia sufficiente per le dimensioni del pezzo da temprare, poiché se la struttura del cuore fosse per errore bainitica
o addirittura perlitica, il rinvenimento non potrebbe aver nessun effetto. In conclusione, la bonifica degli acciai è
un complesso di operazioni che richiedono una attenta valutazione di tutte le condizioni:
tipo di acciaio; composizione dell'acciaio; dimensioni del pezzo; natura del mezzo temprante;
temperatura e durata del rinvenimento; ecc....
Un errore di valutazione o di esecuzione può condurre a risultati scarsamente soddisfacenti.
3.4 Distensione Riscaldamento e permanenza adeguata a temperatura notevolmente inferiori ad Ac1 seguita da raffreddamento
generalmente lento.
La distensione di una acciaio cementato ha lo scopo di ridurre le tensioni interne senza degradare sensibilmente la
durezza.
In Generale il trattamento di distensione viene fatto a 150-180C° per gli acciai al carbonio o debolmente legati, ed
a 170-210°C per gli acciai da cementazione più ricchi in lega.
Ricordiamo tuttavia che, specie nei pezzi cementati sottoposti a sollecitazioni di flessione alternata, non è sempre
opportuna la eliminazione completa dello strato di compressione superficiale il quale può migliorare le
caratteristiche di resistenza a fatica del materiale
4.0 LA RICOTTURA:
Lo scopo della ricottura è ottenere un addolcimento del materiale, per renderlo più lavorabile all'utensile e per
consentire l'ulteriore deformazione plastica a freddo; ottenimento di determinate proprietà fisiche o meccaniche;
eliminazione più o meno completa degli effetti di tempra.
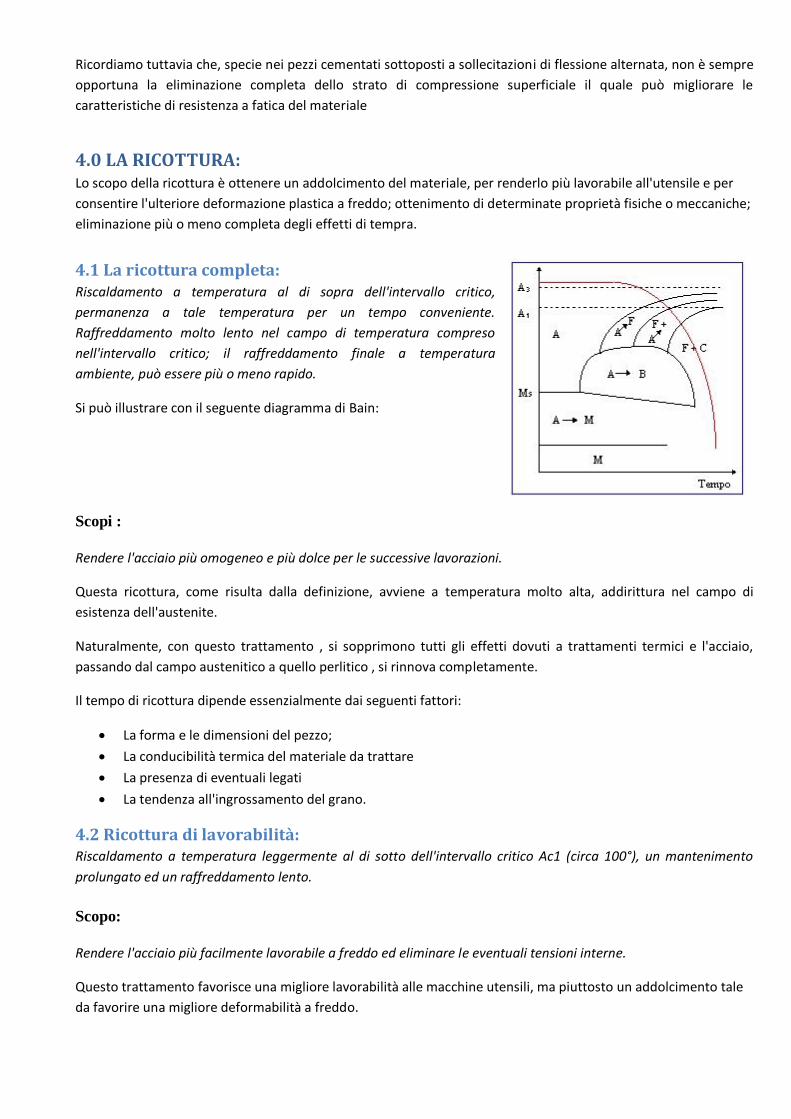
4.1 La ricottura completa: Riscaldamento a temperatura al di sopra dell'intervallo critico,
permanenza a tale temperatura per un tempo conveniente.
Raffreddamento molto lento nel campo di temperatura compreso
nell'intervallo critico; il raffreddamento finale a temperatura
ambiente, può essere più o meno rapido.
Si può illustrare con il seguente diagramma di Bain:
Scopi :
Rendere l'acciaio più omogeneo e più dolce per le successive lavorazioni.
Questa ricottura, come risulta dalla definizione, avviene a temperatura molto alta, addirittura nel campo di
esistenza dell'austenite.
Naturalmente, con questo trattamento , si sopprimono tutti gli effetti dovuti a trattamenti termici e l'acciaio,
passando dal campo austenitico a quello perlitico , si rinnova completamente.
Il tempo di ricottura dipende essenzialmente dai seguenti fattori:
La forma e le dimensioni del pezzo;
La conducibilità termica del materiale da trattare
La presenza di eventuali legati
La tendenza all'ingrossamento del grano.
4.2 Ricottura di lavorabilità: Riscaldamento a temperatura leggermente al di sotto dell'intervallo critico Ac1 (circa 100°), un mantenimento
prolungato ed un raffreddamento lento.
Scopo:
Rendere l'acciaio più facilmente lavorabile a freddo ed eliminare le eventuali tensioni interne.
Questo trattamento favorisce una migliore lavorabilità alle macchine utensili, ma piuttosto un addolcimento tale
da favorire una migliore deformabilità a freddo.
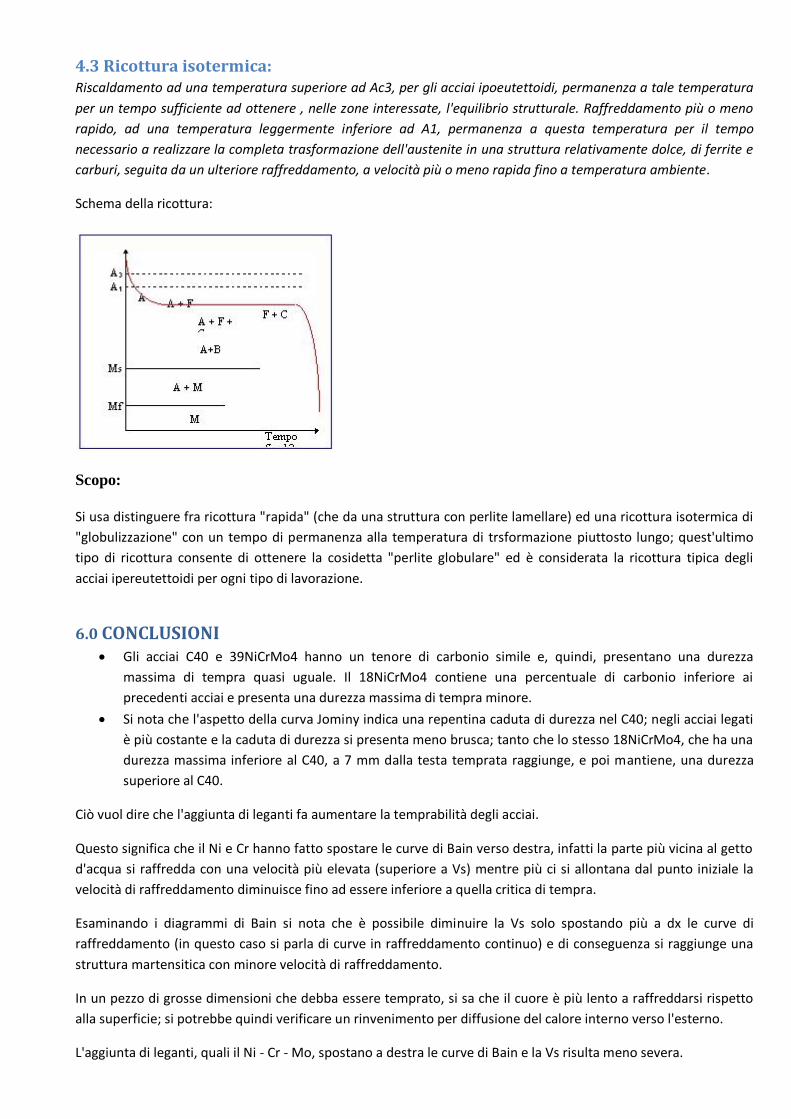
4.3 Ricottura isotermica: Riscaldamento ad una temperatura superiore ad Ac3, per gli acciai ipoeutettoidi, permanenza a tale temperatura
per un tempo sufficiente ad ottenere , nelle zone interessate, l'equilibrio strutturale. Raffreddamento più o meno
rapido, ad una temperatura leggermente inferiore ad A1, permanenza a questa temperatura per il tempo
necessario a realizzare la completa trasformazione dell'austenite in una struttura relativamente dolce, di ferrite e
carburi, seguita da un ulteriore raffreddamento, a velocità più o meno rapida fino a temperatura ambiente.
Schema della ricottura:
Scopo:
Si usa distinguere fra ricottura "rapida" (che da una struttura con perlite lamellare) ed una ricottura isotermica di
"globulizzazione" con un tempo di permanenza alla temperatura di trsformazione piuttosto lungo; quest'ultimo
tipo di ricottura consente di ottenere la cosidetta "perlite globulare" ed è considerata la ricottura tipica degli
acciai ipereutettoidi per ogni tipo di lavorazione.
6.0 CONCLUSIONI
Gli acciai C40 e 39NiCrMo4 hanno un tenore di carbonio simile e, quindi, presentano una durezza
massima di tempra quasi uguale. Il 18NiCrMo4 contiene una percentuale di carbonio inferiore ai
precedenti acciai e presenta una durezza massima di tempra minore.
Si nota che l'aspetto della curva Jominy indica una repentina caduta di durezza nel C40; negli acciai legati
è più costante e la caduta di durezza si presenta meno brusca; tanto che lo stesso 18NiCrMo4, che ha una
durezza massima inferiore al C40, a 7 mm dalla testa temprata raggiunge, e poi mantiene, una durezza
superiore al C40.
Ciò vuol dire che l'aggiunta di leganti fa aumentare la temprabilità degli acciai.
Questo significa che il Ni e Cr hanno fatto spostare le curve di Bain verso destra, infatti la parte più vicina al getto
d'acqua si raffredda con una velocità più elevata (superiore a Vs) mentre più ci si allontana dal punto iniziale la
velocità di raffreddamento diminuisce fino ad essere inferiore a quella critica di tempra.
Esaminando i diagrammi di Bain si nota che è possibile diminuire la Vs solo spostando più a dx le curve di
raffreddamento (in questo caso si parla di curve in raffreddamento continuo) e di conseguenza si raggiunge una
struttura martensitica con minore velocità di raffreddamento.
In un pezzo di grosse dimensioni che debba essere temprato, si sa che il cuore è più lento a raffreddarsi rispetto
alla superficie; si potrebbe quindi verificare un rinvenimento per diffusione del calore interno verso l'esterno.
L'aggiunta di leganti, quali il Ni - Cr - Mo, spostano a destra le curve di Bain e la Vs risulta meno severa.
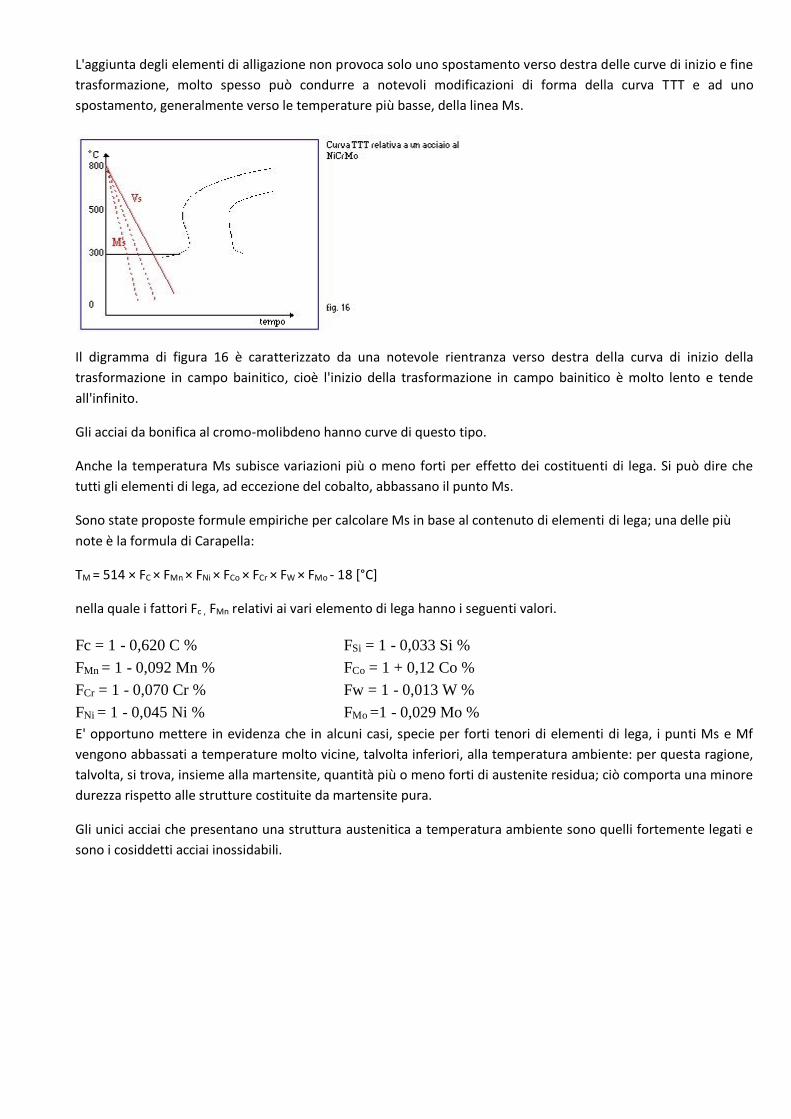
L'aggiunta degli elementi di alligazione non provoca solo uno spostamento verso destra delle curve di inizio e fine
trasformazione, molto spesso può condurre a notevoli modificazioni di forma della curva TTT e ad uno
spostamento, generalmente verso le temperature più basse, della linea Ms.
Il digramma di figura 16 è caratterizzato da una notevole rientranza verso destra della curva di inizio della
trasformazione in campo bainitico, cioè l'inizio della trasformazione in campo bainitico è molto lento e tende
all'infinito.
Gli acciai da bonifica al cromo-molibdeno hanno curve di questo tipo.
Anche la temperatura Ms subisce variazioni più o meno forti per effetto dei costituenti di lega. Si può dire che
tutti gli elementi di lega, ad eccezione del cobalto, abbassano il punto Ms.
Sono state proposte formule empiriche per calcolare Ms in base al contenuto di elementi di lega; una delle più
note è la formula di Carapella:
TM = 514 × FC × FMn × FNi × FCo × FCr × FW × FMo - 18 [°C]
nella quale i fattori Fc , FMn relativi ai vari elemento di lega hanno i seguenti valori.
Fc = 1 - 0,620 C % FSi = 1 - 0,033 Si %
FMn = 1 - 0,092 Mn % FCo = 1 + 0,12 Co %
FCr = 1 - 0,070 Cr % Fw = 1 - 0,013 W %
FNi = 1 - 0,045 Ni % FMo =1 - 0,029 Mo %
E' opportuno mettere in evidenza che in alcuni casi, specie per forti tenori di elementi di lega, i punti Ms e Mf
vengono abbassati a temperature molto vicine, talvolta inferiori, alla temperatura ambiente: per questa ragione,
talvolta, si trova, insieme alla martensite, quantità più o meno forti di austenite residua; ciò comporta una minore
durezza rispetto alle strutture costituite da martensite pura.
Gli unici acciai che presentano una struttura austenitica a temperatura ambiente sono quelli fortemente legati e
sono i cosiddetti acciai inossidabili.