Corso Ex Proof 2005
44
Forlì 7 dicembre 2005 – Pag. 1 Rudi Vittori I MODI DI PROTEZIONE NEGLI IMPIANTI ANTIDEFLAGRANTI Forlì – 7 dicembre 2005
-
Upload
rudi-vittori -
Category
Documents
-
view
215 -
download
0
Transcript of Corso Ex Proof 2005

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 1/43
Forlì 7 dicembre 2005 – Pag. 1
Rudi Vittori
I MODI DI PROTEZIONE NEGLI IMPIANTI ANTIDEFLAGRANTI
Forlì – 7 dicembre 2005

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 2/43
Forlì 7 dicembre 2005 – Pag. 2
INDICE:
PARTE PRIMA
1. INTRODUZIONE
1.1 La combustione1.2 Minima energia di innesco1.3 Limiti di esplosività1.4 Sorgenti di innesco1.5 Archi e scintille1.6 Elevata temperatura superficiale
2. I MODI DI PROTEZIONE
2.1 Contenimento2.2 Prevenzione2.3 Segregazione
3. SCELTA DEI MODI DI PROTEZIONE
3.1 Ex “d” - A prova di esplosione3.2 Ex “e” - A sicurezza aumentata3.3 Ex “i” - A sicurezza intrinseca3.4 Ex “p” - A sovrapressione interna3.5 Ex “m” - Per incapsulamento3.6 Ex “o” Immersione in olio3.7 Ex “q” Sotto sabbia
3.8 Ex “n” Semplificato3.9 Ex “s” Speciale
4. CONCLUSIONI
4.1 Bibliografia
PARTE SECONDA
1. LE DIRETTIVE ATEX 94/9/CE E ATEX 99/92/CE
2. LEGGI E NORME TECNICHE
2.1 La storia
3. ENTI NORMATORI
3.1 IEC - International Electrotechnical Commission3.2 CENELEC - European Commitee for Electrotechnical Standardization3.3 CEI - Comitato Elettrotecnico Italiano
4. LEGGI E DIRETTIVE PER APPARECCHIATURE ED IMPIANTI DI SICUREZZA
5. ENTI DI CERTIFICAZIONE
6. MARCATURE

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 3/43
Forlì 7 dicembre 2005 – Pag. 3
7. LA DIRETTIVA ATEX 94/9/CE
7.1 Requisiti essenziali di sicurezza7.2 Classificazione delle apparecchiature7.3 Valutazione della conformità7.4 Marcatura
8. LA DIRETTIVA ATEX 99/92/CE
9. CONCLUSIONI
9.1 Bibliografia
PARTE TERZA
1. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI ATMOSFERAESPLOSIVA
2. IDENTIFICAZIONE DELLE ZONE DI PERICOLO
3. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI GAS VAPORI ENEBBIE
4. LA GUIDA CEI 31/35
4.1 Procedimento per la classificazione dei luoghi pericolosi4.2 Componenti dell’impianto non considerate sorgenti di emissione
4.3 Emissioni strutturali4.4 Emissioni dovute a guasti
5. COMPETENZE E RESPONSABILITA’
6. BIBLIOGRAFIA
PARTE QUARTA
1. IMPIANTI ELETTRICI IN LUOGHI PERICOLOSI PER LA PRESENZA DI POLVERICOMBUSTIBILI
1.1 Meccanismi di esplosione delle polveri1.2 Perché e come si determina un’esplosione1.3 Formazione delle nubi1.4 Energia d’innesco
2. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI POLVERI
3. IMPIANTI IN LUOGHI PERICOLOSI PER LA PRESENZA DI POLVERI COMBUSTIBILI
3.1 Cavi
4. CONCLUSIONI
4.1 Bibliografia

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 4/43
Forlì 7 dicembre 2005 – Pag. 4
PARTE QUINTA
1. DIFFERENZE TRA MODO IL DI PROTEZIONE EEx “d” E IL MODO DI PROTEZIONE EEx “e”
1.1 Modo di protezione EEx d - a prova di esplosione1.2 Modo di protezione EEx e - a sicurezza aumentata1.3 Analisi di pregi e difetti dei due modi di protezione1.4 Credenze da sfatare nel modo di protezione Ex "d"
2. IL MODO DI PROTEZIONE Ex "n"
2.1 Caratteristiche principali2.2 Caratteristiche costruttive
3. CERTIFICAZIONE E MARCATURA
4. CONCLUSIONI
4.1 Bibliografia

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 5/43
Forlì 7 dicembre 2005 – Pag. 5
PARTE PRIMA
1. INTRODUZIONEConsiderando gli impianti che, per esigenze di processo utilizzino sostanze che possano creare unaatmosfera pericolosa, tale da causare una esplosione o un incendio, come ad esempio una raffineria, oun impianto chimico o, più semplicemente una cabina di verniciatura, è necessario operare delle scelteper individuare le migliori apparecchiature elettriche da utilizzare per scongiurare il pericolo diun’esplosione.Una volta individuate, all’interno di un impianto, le varie zone di pericolo, stabilito quali gas, vapori o altrimateriali siano presenti, per quanto tempo nel corso dell’anno, e quali siano le loro caratteristiche, saràfondamentale operare la scelta sulle apparecchiature elettriche che possono essere installate in quellazona.Prima di addentrarci, però, nello studio dei modi utilizzati dai costruttori, per progettare e costruire,apparecchiature elettriche che risultino sicure nelle zone con pericolo di esplosione, per la presenza di
atmosfera potenzialmente esplosiva, è necessario comprendere come possa avvenire una esplosione,quali siano le cause di innesco ecc.Soltanto in questo modo sarà comprensibile come i costruttori agiscano per garantire la sicurezza deipropri prodotti.
1.1. La combustione
Almeno sotto il profilo teorico, creare un’esplosione o un incendio non è una cosa molto semplice.La combustione è un processo di trasformazione rapida di energia chimica in energia termica.Chimicamente i fenomeni di ossidazione, di combustione e di esplosione sono reazioni esotermiche,sono tra loro differenti soltanto per la velocità di reazione.Affinché la reazione avvenga è necessaria la presenza contemporanea di tre componenti fondamentali:− il combustibile - sotto forma di gas, vapori, polveri
− il comburente - ossigeno presente nell’aria− l’energia di accensione - di tipo elettrico o termicoL’insieme di questi tre componenti è quello che viene chiamato Triangolo del fuoco o, più correttamente initaliano Triangolo della Combustione (fig.1).
Figura 1 – Triangolo del fuoco
Una volta che la reazione è stata innescata, il risultato può essere una combustione lenta, una fiammaveloce o un’esplosione, a seconda di come viene liberata l’energia esotermica.
1.2. Minima energia di innesco
La presenza delle tre componenti del triangolo della combustione non è comunque ancora sufficiente per causare un incendio o un’esplosione.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 6/43
Forlì 7 dicembre 2005 – Pag. 6
Infatti devono essere rispettate determinate caratteristiche affinché si verifichi un tale evento.Innanzi tutto la miscela costituita dal combustibile e dal comburente deve avere un rapporto di miscelache deve essere compreso tra limiti ben determinati. Il rapporto di miscela è la quantità di comburente,espressa in massa o in volume, associata all’unità di massa o di volume del combustibile.
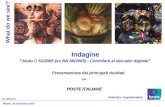
In secondo luogo l’energia di accensione, misurata in Joule, deve superare un determinato valore disoglia che è diverso per ogni sostanza.In pratica l’energia di accensione altro non è se non una scintilla causata da qualche fenomeno elettrico,come quelle che avvengono, ad esempio, all’apertura dei contatti di un interruttore.Per ogni sostanza infiammabile è possibile tracciare un grafico, come quello illustrata in figura 2, cheindica la caratteristica di innesco, dalla quale si determina la minima energia di innesco, chiamata M.I.E.(Minimum Ignition Energy), al di sotto della quale è impossibile l’innesco della miscela.
Figura 2 – Curve di innesco
1.3. Limiti di esplosività
Analizzando il grafico di figura 2 si nota che esistono due limiti di concentrazione della miscela oltre i qualinon è possibile avvenga l’esplosione:
1. All’abbassarsi della concentrazione di combustibile nella miscela la quantità di energia richiestaper l’innesco va mano a mano aumentando, fino al punto in cui l’innesco non può avvenire per mancanza di combustibile. Tale punto viene detto limite inferiore di esplosività, L.E.L. (Lower Explosive Limit)
2. All’aumentare della concentrazione di combustibile l’energia richiesta per l’innesco aumenta inmodo analogo a quanto avvenuto al punto precedente, fino al punto in cui l’innesco non puòavvenire per mancanza di comburente. Tale punto viene detto limite superiore di esplosività,
U.E.L. (Upper Explosive Limit).Esistono altre due caratteristiche delle sostanze infiammabili che sono importantissime per determinare illoro grado di pericolosità e per classificarle. I due parametri sono il Flashpoint o Temperatura di infiammabilità e la Temperatura di accensione, ma la loro trattazione va al di là degli scopi di questoarticolo. Per chi volesse approfondire l’argomento consiglio la lettura dei testi riportati in bibliografia.
1.4. Sorgenti di innesco
Le caratteristiche delle miscele infiammabili o esplosive, mostrate nei paragrafi precedenti ci fannocomprendere che comunque non è sufficiente la presenza di sostanze infiammabili per causare unaesplosione o un incendio, infatti il triangolo del fuoco richiede che ci sia anche la presenza di unasorgente di innesco per provocare una esplosione.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 7/43
Forlì 7 dicembre 2005 – Pag. 7
Andiamo ora a considerare quali sono le sorgenti di innesco possibili a causare un simile evento, e saràanche su queste che bisognerà agire successivamente per evitare che esse siano presenti nelle aree dipericolo così da evitare gli incidenti.
1.5. Archi e scintille
La sorgente di innesco più comune è costituita dagli archi e dalle scintille provocate normalmente daaperture o chiusure di contatti, ad esempio, di interruttori, teleruttori ecc.Le scintille possono comunque essere provocate talvolta anche da morsetti allentati o da elettricità staticaaccumulata su parti in plastica, come custodie di apparecchiature.L’energia necessaria ad innescare una miscela esplosiva è veramente bassa. Si pensi che per innescareuna miscela aria idrogeno sono sufficienti 20 microjouls, che sono l’energia di una scintilla prodotta dauna corrente di 20 mA con una tensione di 10 V per la durata di 0,1 millisecondi. Come sappiamo lamaggior parte delle apparecchiature elettriche supera questi valori nel corso dell’utilizzo normale.L’obiettivo da raggiungere è quello di evitare la possibilità di produrre archi o scintille che possanoinnescare la combustione o, ove questo non fosse possibile, di fare in modo che queste non vengano acontatto con la miscela esplosiva. Vedremo comunque in dettaglio nei capitoli successivi i vari sistemi diprotezione da utilizzare.
1.6. Elevata temperatura superficiale
La seconda sorgente di innesco di una miscela esplosiva è l’innalzamento non controllato dellatemperatura superficiale di una qualunque apparecchiatura.Si pensi ad una lampada accesa, se la temperatura esterna del vetro si innalza al punto da esseresuperiore alla Temperatura di accensione della miscela, si verificheranno le condizioni del triangolo delfuoco e la miscela verrà innescata.
2. I MODI DI PROTEZIONE
Come si può intuire da quanto visto qui sopra, quindi, per ridurre il pericolo di esplosione é sufficienteeliminare uno o più componenti del triangolo della combustione.Pertanto nella progettazione delle apparecchiature bisognerà evitare che i tre fattori che compongono iltriangolo della combustione non siano mai presenti contemporaneamente.Fondamentalmente i criteri su cui si basano i diversi modi di protezione sono i seguenti:
− contenimento;− segregazione;− prevenzione.
2.1. Contenimento
Il contenimento dell’esplosione è la sola metodologia che permette all’esplosione di avvenire, questatuttavia deve rimanere confinata in un luogo ben definito e non deve propagarsi all’atmosfera circostante.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 8/43
Forlì 7 dicembre 2005 – Pag. 8
In pratica la possibile esplosione viene contenuta all’interno di apposite custodie che sono dette appuntoa prova di esplosione.Questo metodo è il più antico, ma è tuttora uno dei più validi e sicuri per la maggior parte delleapplicazioni.
2.2. Prevenzione
Caratteristica fondamentale di questa tecnica è quella di aumentare l’affidabilità dei componenti elettriciche nel modo normale di utilizzo non possono scintillare né raggiungere temperature superficiali tali dainnescare la miscela esplosiva.Questa tecnica si applica principalmente a due metodi di protezione, quello a Sicurezza Aumentata equello a Sicurezza Intrinseca.La fondamentale differenza tra questi due metodi è che il primo si applica a tutte le apparecchiature dibassa tensione, mentre il secondo può essere utilizzato soltanto in impianti di strumentazione, dove letensioni e le correnti in gioco sono estremamente basse.
2.3. Segregazione
Con questa tecnica si tende a separare o isolare fisicamente parti elettriche in tensione o le superficicalde dalla miscela esplosiva, in modo da non permettere mai il contatto con la fonte di innesco.
Questa metodologia viene applicata da vari modi di protezione quali la Pressurizzazione, l’incapsulamen-to in resina, l’immersione in olio o in sabbia di quarzo.
3. SCELTA DEI MODI DI PROTEZIONE
All’interno delle tre tecniche fondamentali, appena citate, vi sono più modi di protezione che applicano inmaniera diversa la filosofia di base del metodo. Non tutti i sistemi sono universalmente applicabili, anzi,come vedremo, ognuno di essi è specifico per alcune applicazioni e assolutamente improponibile per altre. Nel tempo sono stati fatti dei tentativi e delle forzature per adottare tecniche non specifiche adeterminate applicazioni e i risultati sono stati a dir poco disastrosi e spesso hanno causato danniimportanti.É fondamentale quindi analizzare quali sono i limiti di applicabilità di ogni metodo e valutare
coscientemente che cosa sia meglio utilizzare ogni volta che si presenta una nuova e diversa necessità.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 9/43
Forlì 7 dicembre 2005 – Pag. 9
La scelta di un modo di protezione specifico per una determinata costruzione elettrica dipende da diversifattori, innanzitutto dalla zona ove questa apparecchiatura verrà installata, ma anche da altrecaratteristiche, quali:− le dimensioni fisiche del materiale elettrico da proteggere;− la facilità di manutenzione ordinaria e straordinaria;− l’affidabilità del sistema e la sua flessibilità;− i costi di realizzazione e di manutenzione.Qui di seguito diamo le caratteristiche fondamentali dei vari modi di protezione che sono stati finoranormalizzati e per i quali esistono chiare normative comunitarie.
3.1. Ex “d” - A prova di esplosione
Principio baseIn questo metodo di protezione è consentito che l’atmosfera esplosiva venga a contatto con i circuiti elet-trici in tensione. Questi dovranno però essere racchiusi all’interno di una custodia appositamenteprogettata per resistere alla pressione sviluppata a causa di una eventuale esplosione all’interno della
stessa e per impedire il propagarsi della fiamma all’esterno della custodia e di innescare l’atmosferaesplosiva esterna ad essa.La filosofia del metodo è basata sulla considerazione che non è possibile impedire ad un gas dipropagarsi ovunque. Pertanto sarebbe impensabile la costruzione di una apparecchiatura elettricacontenuta in un custodia, stagna al punto da impedire l’ingresso del gas.Si costruiscono pertanto custodie che permettono sì che il gas entri all’interno, ma in caso di contatto traquesto e la sorgente di innesco (arco o scintilla) l’esplosione che ne consegue sia contenuta all’interno e igas combusti, escano attraverso appositi giunti, creati tra le varie parti della custodia, progettati in modotale che la fiamma, uscendo si raffreddi e all’esterno arrivi soltanto il prodotto della combustione, ormairaffreddato ed incapace di innescare l’atmosfera circostante.
Applicazioni Si può applicare a tutte le apparecchiature principali di bassa tensione, quali armature illuminanti, quadri
elettrici, interruttori, unità di comando, controllo e segnalazione, trasformatori, motori di bassa e mediatensione, e in genere a tutte le apparecchiature che in condizioni di esercizio ordinario possono dareluogo a scintille o sovratemperature
Caratteristiche principali La caratteristica principale è la robustezza della costruzione che garantisce l’affidabilità nel tempo.
Norme di riferimento:
- IEC 60079 –1 (Internazionale)- EN 50018 (Europea)- CEI 31-1 (Italiana)
3.2. Ex "e" - A sicurezza aumentata
Principio baseIn questo metodo di protezione vengono applicate determinate misure che devono impedire, con unelevato coefficiente di sicurezza, la formazione di archi o scintille, o la possibilità di temperature tali dainnescare la miscela esplosiva.
Applicazioni In pratica il principio è applicabile soltanto ad apparecchiatura non scintillante, come custodie, morsettiecc. In effetti l’evoluzione di questo modo di protezione ha fatto sì che, combinandolo con altri modi diprotezione, si potessero costruire apparecchiature anche molto complesse, sfruttando la semplicitàcostruttiva dell’Ex “e”, integrandola con componenti protetti singolarmente con altri modi di protezione.Si può applicare ad alcune apparecchiature di bassa tensione, custodie con morsettiere, bobine,elettromagneti, alcuni tipi di motori, corpi illuminanti, riscaldatori elettrici a resistenza, strumenti di misura abobina mobile.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 10/43
Forlì 7 dicembre 2005 – Pag. 10
Come già detto, viene quasi sempre utilizzata in combinazione con altri modi di protezione, come l’Ex "d",l’Ex "q" o l’Ex "m".
Caratteristiche principali
La caratteristica principale di queste apparecchiature sono i requisiti costruttivi che le rendono nonscintillanti anche in determinate condizioni di funzionamento anomalo.
Norme di riferimento:
- IEC 60079-7 (Internazionale)- EN 50019 (Europea)- CEI 31-7 (Italiana)
3.3. Ex "i" - A sicurezza intrinseca
Principio base
In questo metodo costruttivo l’apparecchiatura elettrica è costituita da circuiti che sono consideratiintrinsecamente sicuri, incapaci cioè di causare un’esplosione nell’atmosfera circostante.Si considera intrinsecamente sicuro un circuito quando in qualsiasi condizione di operatività e di guastonon può produrre alcuna scintilla o alcuna sovratemperatura tali da innescare l’atmosfera esplosiva.
Applicazioni Si applica nella maggior parte dei casi alla strumentazione di misura e controllo e alla regolazione deiprocessi di produzione negli impianti a rischio di esplosione.
Caratteristiche principali L'applicazione del metodo costruttivo a sicurezza intrinseca Ex "i" è ovviamente limitata ai circuiti di bassapotenza, non è pensabile di avviare un motore o illuminare un impianto utilizzando apparecchiature asicurezza intrinseca.
Per le applicazioni sue proprie è la scelta migliore per l’alto grado di sicurezza e la notevole economicitàsia di installazione che di manutenzione.
Norme di riferimento:- IEC 60079-11 (Internazionale)- EN 50020 (Europea)- CEI 31-9 (Italiana)
3.4. Ex "p" - A sovrapressione interna
Principio baseIn questo modo di protezione l’ingresso della atmosfera esplosiva all’interno delle custodie che
racchiudono i circuiti in tensione è impedita mantenendo all’interno della custodia una pressionesuperiore di quella esterna, insufflandovi un gas inerte o aria.La sovrapressione può essere mantenuta anche senza un flusso continuo del gas insufflato.
Applicazioni Quadri elettrici di ogni dimensione, soprattutto di strumentazione e controllo, con grosse apparecchiaturecome sistemi computerizzati per monitoraggio industriale. Grossi motori. Trasformatori MT/BT.
Caratteristiche principali La principale caratteristica di questo sistema è, in pratica, la mancanza di un limite dimensionale dicostruzione, o di grandezze elettriche delle apparecchiature in esso contenute.Si possono costruire con questo sistema sale di controllo complete.Richiede sofisticati sistemi di controllo e di allarme, e non è economico per le installazioni più comuni.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 11/43
Forlì 7 dicembre 2005 – Pag. 11
Norme di riferimento:
- IEC 60079-2 (Internazionale)- EN 50016 (Europea)- CEI 31-2 (Italiana)
3.5. Ex "m" - Per incapsulamento
Principio base
In questo modo di protezione i componenti che possono produrre scintille o sovratemperature vengonoricoperti da una resina che resiste alle condizioni ambientali nelle quali il componente opererà.In tal modo l’apparecchiatura sarà fisicamente separata dall’atmosfera esplosiva.
Applicazioni Questo sistema è adatto chiaramente soltanto per apparecchiature di piccole dimensioni, comecondensatori, reattori, trasformatori, sensori, e dispositivi elettronici in genere.
Caratteristiche principali
L’incapsulamento offre buone caratteristiche di protezione sia di isolamento elettrico sia meccaniche.Purtroppo non è possibile alcun intervento manutentivo o di riparazione e quindi un qualsiasi piccologuasto obbliga alla sostituzione dell’apparecchiatura. Pertanto il sistema diventa economico soltanto per alcune applicazioni.
Norme di riferimento:
- IEC 60079-18 (Internazionale)- EN 50028 (Europea)- CEI 31-13 (Italiana)
3.6. Ex "o - Immersione in olio "
Principio baseIn questo modo di protezione, l’apparecchiatura elettrica è completamente immersa in olio in modo taleche l’atmosfera esplosiva, che si trova sopra al livello dell’olio, non possa essere in alcun modoinnescata.
Applicazioni
Questo sistema si applica soprattutto a trasformatori o ad apparecchi che siano dotati di organi inmovimento.
Caratteristiche principali Presenta difficoltà di manutenzione e necessita di sistemi che garantiscano il costante livello dell’olio.Attualmente non è più molto usato.
Norme di riferimento:- IEC 60079-6 (Internazionale)- EN 50015 (Europea)- CEI 31-5 (Italiana)
3.7. Ex "q" Sotto sabbia
Principio baseIn questo sistema di protezione, analogamente a quanto avviene per l’incapsulamento in resina, lacustodia che contiene l’apparecchiatura elettrica viene riempita di un materiale, solitamente polvere diquarzo, che impedisce nelle condizioni normali di esercizio che un eventuale scintilla o unasovratemperatura venga trasmessa all’esterno della custodia e possa innescare l’atmosfera circostante.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 12/43
Forlì 7 dicembre 2005 – Pag. 12
Applicazioni Si applica a piccoli componenti, soprattutto a condensatori, trasformatori o dispositivi elettronici.
Caratteristiche principali
Fino ad oggi non ha avuto un grosso sviluppo se non per applicazioni particolari, ha comunque l’indubbiovantaggio, rispetto all’incapsulamento in resina, di poter permettere la manutenzione dell’apparecchia-tura, mediante lo svuotamento e il successivo ripristino del materiale di riempimento.
Norme di riferimento:- IEC 60079-5 (Internazionale)- EN 50017 (Europea)- CEI 31-6 (Italiana)
3.8. Ex "n" Semplificato
Principio base
Questo metodo di protezione si fonda sull’applicazione in forma semplificata dei principi base di altri modidi protezione quali d, e, i, p. La sua applicazione alle costruzioni elettriche le rende incapaci durante ilfunzionamento ordinario di provocare l’innesco dell’atmosfera esplosiva.
Applicazioni Apparecchiature illuminanti, quadri elettrici, unità di comando, controllo e segnalazione e diverse altreapparecchiature per impianti elettrici di BT.
Caratteristiche principali
In Zona 2 è una alternativa ai modi di protezione utilizzati in Zona 1. Non ha finora ottenuto un grossosuccesso perché pur essendo meno sicuro dei sistemi Ex "d", Ex "e" che dovrebbe sostituire, il suo costonon è generalmente inferiore a questi.
Norme di riferimento:- IEC 60079-15 (Internazionale)- EN 50021 (Europea)- CEI 31-11 (Italiana)
3.9. Ex "s" - Speciale
Principio base
Questo non è propriamente un metodo di protezione. Protezione Speciale significa che apparecchiatureche non corrispondono ad alcun modo di protezione normalizzato, ma per le quali il costruttore dimostraal laboratorio di prova e certificazione la loro sicurezza, possono comunque essere immesse sul mercato.
Applicazioni
Si parla di qualsiasi tipo di apparecchiatura, per qualsiasi applicazione.
Caratteristiche principali L’apparecchiatura è utilizzabile soltanto negli stati che hanno emesso il certificato.
4. CONCLUSIONI
A chiusura di questa veloce panoramica, possiamo concludere che un modo di protezione universale eperfetto non esiste. Ogni metodo è stato concepito per particolari applicazioni impiantistiche e nel tempoè stato adattato anche ad altre applicazioni. Ciò che è importante sapere è che qualunque metodo èvalido se viene applicato seguendo i criteri propri di costruzione e, soprattutto, viene mantenuto nellostato originale di sicurezza da una accurata manutenzione. Nessun sistema è infallibile, ma se le
apparecchiature vengono mantenute nelle condizioni in cui si trovavano nel momento in cui sono state

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 13/43
Forlì 7 dicembre 2005 – Pag. 13
installate, potremmo affermare che siamo già sulla buona strada per garantire la sicurezza di quantioperano sugli impianti.
4.1. Bibliografia
R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. UtetNorma Europea EN 50014 – Regole generaliNorma Europea EN 50018 – Modo di protezione Ex “d”Norma Europea EN 50019 – Modo di protezione Ex “e”Norma Europea EN 50020 – Modo di protezione Ex “i”Norma Europea EN 50021 – Modo di protezione Ex “n”Norma Europea EN 50015 – Modo di protezione Ex “o”Norma Europea EN 50016 – Modo di protezione Ex “p”Norma Europea EN 50017 – Modo di protezione Ex “q”Norma Europea EN 50028 – Modo di protezione Ex “m”

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 14/43
Forlì 7 dicembre 2005 – Pag. 14
PARTE SECONDA
1. LE DIRETTIVE ATEX 94/9/CE E ATEX 99/92/CE
Per chi si occupa, in veste di progettista, installatore o manutentore, di impianti elettrici in luoghi conpericolo di esplosione, è di particolare importanza approfondire la conoscenza delle direttive ATEX94/9/CE e ATEX 99/92/CE, dette anche "direttive nuovo approccio" che sono entrate in vigore il primoluglio del 2003.La Direttiva ATEX 94/9/CE si applica agli apparecchi e ai sistemi di protezione destinati ad essereutilizzati in atmosfera potenzialmente esplosiva, includendo sia i materiali per uso in superficie sia per quelli in miniera.La Direttiva ATEX 99/92/CE prescrive i requisiti minimi di protezione in materia di sicurezza e salute deilavoratori esposti ai rischi di atmosfere esplosive.L’applicazione di queste direttive ha avuto un impatto molto pesante sia nella progettazione, sia nellainstallazione, e soprattutto nella manutenzione degli impianti, in quanto, possono essere utilizzatesoltanto apparecchiature conformi alla nuova direttiva e certificate secondo i nuovi schemi. Leapparecchiature precedenti già installate potranno continuare ad essere utilizzate, ma in caso di guasti omodifiche d’impianto, dovranno essere sostituite da apparecchiature conformi alla nuova direttiva.Prima di trattare, però, diffusamente delle nuove direttive e delle implicazioni pratiche, è interessantecapire come si sia evoluta nel tempo la normativa che regola le applicazioni nei luoghi con pericolo diesplosione.
2. LEGGI E NORME TECNICHE
Prima di tutto è importante comprendere quale sia la differenza tra norme giuridiche e norme tecniche,poiché in ogni ambito tecnico ed in particolare nei settori in cui la sicurezza è una componentefondamentale, è necessario il rispetto di tutte le norme di pertinenza di quel settore, e la loro conoscenzadiviene presupposto fondamentale per approcciare correttamente le problematiche degli impianti elettricidi sicurezza.Le Norme giuridiche sono quelle dalle quali nascono le regole di comportamento dei soggetti che si trovanonell'ambito di sovranità di uno Stato.In Italia, le principali fonti dell'ordinamento giuridico sono le leggi emanate dal Parlamento, i Decreti leggeemanati dal Governo e i Decreti del Presidente della Repubblica.I provvedimenti legislativi dettano le linee generali, demandando poi ai regolamenti di attuazione e allenorme tecniche l'indicazione delle prescrizioni specifiche.Le Norme tecniche, invece, sono l'insieme delle prescrizioni per progettare, costruire e controllare tutte leapparecchiature e gli impianti affinché sia garantita l'efficienza e la sicurezza di funzionamento.Le norme tecniche sono emanate da organismi sia nazionali, sia sovranazionali e sono scritte in modoparticolareggiato, e possono assumere rilevanza giuridica quando la stessa è loro attribuita da unprovvedimento legislativo.
2.1. La storiaCompreso che cosa siano le norme, sia giuridiche che tecniche, può essere interessante, allora,ripercorrere la lunga strada che, attraverso le leggi e gli ordinamenti ha portato alla situazione attuale eha fondato le basi per le regole future.La storia delle norme è un po' simile in tutti i settori. Le normative tecniche, al contrario di quello che avvieneoggi, sono nate con lo scopo di proteggere i vari mercati interni ai singoli stati, in modo tale da non permetterea costruttori stranieri di essere in grado di far concorrenza a produttori locali.Con la progressiva apertura delle frontiere e la libera circolazione delle merci, le normative sono invecedivenute punto di riferimento per armonizzare i vari prodotti e renderli utilizzabili in ogni nazione.Nel settore Elettrotecnico ed Elettronico in Italia, l'ente normativo è il CEI, che ha iniziato ad emettere leprime norme per le costruzioni elettriche antideflagranti quasi cinquanta anni fa.Prima di allora sia gli impianti che le apparecchiature elettriche venivano progettati e costruiti in modo
empirico, basandosi su specifiche di aziende straniere o su dati ricavati da normative di altri Paesi.Per avere un quadro di quelli che sono stati i primi passi nella nostra nazione in questo settore possiamo

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 15/43
Forlì 7 dicembre 2005 – Pag. 15
elencare quelle che sono state le prime leggi, norme e direttive:D.P.R. 547 "Norme per la prevenzione degli infortuni sul lavoro" del 27/04/1955.Norma CEI 2-2 "Macchine elettriche rotanti antideflagranti" - fascicolo n. 88, (1955);Norma CEI 23-4 "Custodie antideflagranti di apparecchi elettrici" - fascicolo n. 92, (1956);
Norma CEI 31-1 "Custodie di sicurezza a prova di esplosione" - fascicolo n. 259, (1969);Norma CEI 64-2 "Impianti elettrici nei luoghi con pericolo di esplosione o di incendio" - fascicolo n. 319,(1973);Nel maggio del 1969 il Consiglio della Comunità Europea varò un programma per l'eliminazione dellebarriere tecnologiche in modo da favorire la libera circolazione delle merci in ambito comunitario.A quel punto si sentì la necessità di armonizzare le normative dei vari stati membri in una normativacomune che fosse accettata da tutti i paesi della CEE.Per quanto riguarda le apparecchiature elettriche antideflagranti il CENELEC (Comitato Europeo per laStandardizzazione Elettrica) preparò gli standard europei EN, dal 50014 al 50020, che sono stati accettatida tutti i paesi membri della CEE.In aggiunta agli stati membri della CEE, anche l'Austria, la Finlandia, la Norvegia, la Grecia, il Portogallo,la Svezia, e la Svizzera hanno accettato le nuove normative armonizzate e oggi partecipano con propritecnici al continuo lavoro di aggiornamento e revisione, costantemente portato avanti dal CENELEC.Oggi alcuni dei paesi sopracitati sono entrati nella Comunità Europea e altri paesi, dell'ex bloccoorientale, dopo la caduta del muro di Berlino, si stanno avvicinando tecnologicamente all'Europa e stannofacendo proprie le normative EN.
3. ENTI NORMATORI
Ma parlando di enti normatori, vediamo di fare un po’ di luce e comprendere chi siano e che cosa facciano.Fondamenalmente, in questo moment, l'attività di normazione è esplicata su tre livelli, in relazione all'areageografica: internazionale; regionale e nazionale.
SETTORE
Elettrotecnico ed elettronico Telecomunicazioni Altri settori
Internazionale IEC ITU ISO
Europa CENELEC ETSI CEN
Italia CEI CONCIT UNI
Tabella 1 - Enti normatori
Per il settore elettrico, ambito di nostro interesse, abbiamo tre diversi Enti.
• IEC - International Electrotechnical Commission• CENELEC - European Commitee for Electrotechnical Standardization• CEI - Comitato Elettrotecnico Italiano
3.1. IEC - International Electrotechnical CommissionQuesto ente è stato fondato a Londra nel 1907 e oggi ha la propria sede a Ginevra.Raggruppa i comitati elettrotecnici nazionali delle principali nazioni industrializzate e rappresenta oltrel'80% della popolazione mondiale e il 95% dell'energia elettrica prodotta e consumata.Emette Norme tecniche e Raccomandazioni alle quali i paesi aderenti possono attenersi, ma senza alcunvincolo e alcun obbligo.Si auspica, e cn il tempo ciò avverrà sicramente, che in futuro tali norme costituiranno la base di tutte lenorme e regolamenti a livello nazionale.
3.2. CENELEC - European Commitee for Electrotechnical Standardization

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 16/43
Forlì 7 dicembre 2005 – Pag. 16
Questo ente è stato costituito dalla Comunità Economica Europea con lo scopo di eliminare le barrieretecniche agli scambi commerciali in ambito europeo.Al contrario delle norme emanate dal IEC, quelle emanate dal CENELEC sono regole tecniche che hannocarattere vincolante per i paesi che vi aderiscono.
Il CENELEC produce due tipi di documenti, gli HD (Harmonized document) e le EN (European Norm).Gli HD sono documenti di armonizzazione i cui contenuti tecnici tendono ad uniformare le varie norme giàpresenti nei vari paesi.Le EN, Norme Europee sono Norme ufficiali il cui testo deve essere tradotto integralmente e adottatoquale norma nazionale da tutti i Paesi della Comunità entro un periodo prestabilito.
3.3. CEI - Comitato Elettrotecnico Italiano
É stato fondato nel 1909 dall'Associazione Elettrotecnica Italiana ed è stato riconosciuto nel 1967 comeassociazione privata dotata di personalità giuridica, mediante il D.P.R. n. 822 del 11/07/67.Scopo del CEI è quello di "stabilire i requisiti che devono avere i materiali, le macchine, leapparecchiature e gli impianti elettrici perché essi rispondano alle norme della buona elettrotecnica, e icriteri con i quali detti requisiti debbano essere controllati".Il CEI è suddiviso in Comitati e Sottocomitati Tecnici ed emette norme tecniche e tabelle dimensionali per tutto il settore elettrico, in base ad una convenzione sancita con il CNR.Rappresenta l'Italia nelle sedi europee (CENELEC) ed internazionali (IEC) per la stesura earmonizzazione delle norme.É affiancato nel lavoro dall'UNEL (Unificazione Elettrotecnica ed Elettronica) con il quale provvede allastesura delle tabelle CEI-UNEL.Collabora con l'UNI (Ente Italiano di Unificazione) per la stesura di tabelle e norme di reciproco interesse.
4. LEGGI E DIRETTIVE PER APPARECCHIATURE ED IMPIANTI DI SICUREZZA
Come abbiamo visto sopra, la norma tecnica definisce il metodo per assicurare la sicurezza dei materialie le modalità di costruzione o di installazione e di manutenzione. Tali norme, però non hanno alcun valoregiuridico se non vengono recepite da una direttiva o da una legge dello Stato.
DirettivaComunitaria
ContenutoLegge di
recepimento76/117/CEEdel 18/12/1975
É una direttiva quadro che:- permette la libera circolazione dei materiali antideflagranti che abbiano ottenuto uncertificato di conformità- definisce i compiti degli organismi autorizzati a rilasciare i certificati di conformità- definisce la procedura per il rilascio dei certificati di conformità- stabilisce l'uso del marchio distintivo comunitario- dà disposizioni agli Stati membri per la sorveglianza sulla fabbricazione
D.P.R. n. 727del 21/12/82
79/196/CEEdel 6/2/79
La direttiva definisce:I tipi di materiale Ex per i quali si applica la precedente direttiva 76/117/CE- le Norme CENELEC di riferimento armonizzate- il simbolo da utilizzare come marchio comunitario
D.P.R. n. 675del 21/7/82
84/47/CEEdel 16/1/84
La direttiva:- adegua al progresso tecnico la precedente Direttiva 79/196/CE- introduce nelle norme di riferimento le varianti elaborate del CENELEC- definisce in modo più preciso la configurazione del Marchio Comunitario- pone il termine di validità delle vecchie Norme al 1/1/2005
D.M. del 5/10/84
88/571/CEEdel 10/11/88
Introduce nelle norme armonizzate le varianti della generazione C
90/487/CEEdel 17/09/90
Introduce altri modi di protezione:- materiali con incapsulamento "m"- sistemi a sicurezza intrinseca- pistole manuali per la verniciatura elettrostatica
94/26/CEdel 15/06/94
Introduce nelle norme armonizzate le varianti della generazione D

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 17/43
Forlì 7 dicembre 2005 – Pag. 17
ATEX 94/9/CEdel 23/3/94
La nuova direttiva:- disciplina la commercializzazione e la messa in servizio dei prodotti Ex- introduce l'apposizione della marcatura CE in aggiunta al marchio comunitario Ex- fissa al 30/6/2003 il termine entro il quale i prodotti immessi sul mercato devono essereconformi alle direttive comunitarie
Tabella 2 – Direttive comunitarie
In Italia la Costituzione, con gli articoli 32 e 41, sancisce il diritto alla salute dei cittadini e si fa carico ditutelarla.Il primo decreto, e a tutt'oggi il più noto, che si occupa della tutela della salute dei lavoratori è il D.P.R. n.547 del 27 aprile del 1955, "Norme per la prevenzione degli incidenti sul lavoro".Il decreto è diviso in dodici parti che sono chiamate titoli e in particolare, al titolo VII, "impianti, macchineed apparecchi elettrici", richiama in modo specifico la prevenzione degli infortuni causati da motivielettrici.Il titolo VII è formato da undici capitoli, per complessivi 84 articoli, che stabiliscono i criteri fondamentali disicurezza delle apparecchiature, macchine ed impianti elettrici. In particolare il capitolo 10 tratta di"installazioni elettriche in luoghi dove esistono pericoli di esplosione o di incendio".Oltre al D.P.R. 547/55 e al D.Lgs. 626/94, universalmente noto come Legge 626, è di fondamentaleimportanza la Legge n. 186 del 1 marzo 1968, che si compone dei seguenti due articoli:Art. 1 - Tutti i materiali, le apparecchiature, i macchinari, le installazioni e gli impianti elettrici ed elettronicidevono essere costruiti a regola d'arte.Art. 2 - I materiali, le apparecchiature, i macchinari, le installazioni e gli impianti elettrici ed elettronicirealizzati secondo le Norme del Comitato Elettrotecnico Italiano (CEI) si considerano costruiti a regolad'arte.Grazie a questa legge, quindi, chiunque operi in Italia nel settore elettrico ha come punto di riferimento lenorme emesse dal CEI, che gli garantiscono di operare nel perfetto rispetto della legge.Oltre alle leggi nazionali, esistono, da circa vent’anni, delle direttive comunitarie europee che sono staterecepite mediante decreti del Presidente della Repubblica che riguardano i materiali destinato ad essereutilizzato in luoghi con pericolo di esplosione o di incendio.
5. ENTI DI CERTIFICAZIONE
Come abbiamo visto, pertanto, le apparecchiature che possono essere utilizzate in luoghi con pericolo diesplosione, sottostanno alle normative europee EN, recepite in Italia come norme CEI, richiamate nelledirettive europee che sono divenute leggi dello stato.Non è però sufficiente una dichiarazione del produttore per garantire la conformità delle apparecchiatureprodotte alle norme in vigore, ma tale conformità deve essere certificata.La certificazione rilasciata da un ente terzo, organismo riconosciuto, esterno alla azienda costruttrice,attesta che il componente o l'apparecchiatura ha superato le prove di tipo previste dalle norme applicabilia quel prodotto.Tutte le prove devono essere effettuate da un laboratorio accreditato, ossia da un laboratorio che a sua
volta ha superato le procedure necessarie per stabilirne la competenza e l'affidabilità.In Italia il laboratorio incaricato all'esame dei materiali elettrici antideflagranti è il CESI (CentroElettrotecnico Sperimentale Italiano) che è stato designato mediante il D.M. 01/03/83.Dopo il superamento delle prove di tipo, il laboratorio emette un certificato che attesta che il prototipo dicostruzione elettrica presentato, è conforme alle norme.Il certificato riporta anche le prove di routine alle quali il prodotto deve essere sottoposto prima di esseremesso in commercio, i limiti di utilizzo e gli eventuali scostamenti dalla norma.Il certificato autorizza il produttore ad apporre al prodotto il marchio distintivo comunitario e definisce,come vedremo meglio nel prossimo paragrafo, quali dati deve riportare la marcatura.
Figura 1 – Marchio distntivo comunitario
εεεεx

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 18/43
Forlì 7 dicembre 2005 – Pag. 18
6. MARCATUREPer poter apporre il Marchio distintivo comunitario il produttore deve, non soltanto possedere il certificatoche attesta le prove superate dal prototipo, ma deve ottemperare alle disposizioni necessarie al fine di
garantire che il materiale venduto corrisponda a quanto richiesto dalle norme e a quanto riportato sulcertificato.Pertanto, con l'apposizione del marchio sul prodotto, il costruttore attesta, sta, sotto la sua completaresponsabilità, che il materiale è conforme al prototipo che ha ottenuto il certificato e che è statosottoposto, a cura dello stesso costruttore, a tutte le prove individuali previste dalle norme e che sonoriportate sul certificato. Le prove da effettuare in produzione vengono decise dal laboratorio in base al tipodi materiale e al modo nel quale esso viene prodotto.La Norma Europea EN 50014, Regole generali, prescrive che le costruzioni elettriche devono portare sullaparte principale della costruzione, in un punto visibile e in modo leggibile e duraturo, determinateindicazioni.La marcatura può essere fatta direttamente sul prodotto o su di una targhetta che però dovrà essereposta sul prodotto in modo inamovibile.La marcatura, in ogni caso, ove non diversamente indicato nel certificato, dovrà riportare:• Nome del produttore o il marchio di fabbrica;• Codice del prodotto, dato dal costruttore, che lo possa identificare in modo univoco;• Marchio comunitario costituito da una Epsilon ed una x racchiuse in un esagono• La sigla EEx seguita da:• Il modo o i modi di protezione utilizzati - per esempio: d;• Il Gruppo al quale la costruzione appartiene (I per le miniere - II per industrie di superficie);• Il Gruppo dei gas al quale la costruzione appartiene (per esempio: IIA -IIB - IIC);• La Classe di temperatura (per esempio: T6);• Il numero di fabbricazione, ove richiesto dal certificato;• Il nome del laboratorio che ha rilasciato il certificato seguito dal numero del certificato;• Gli eventuali simboli aggiuntivi al numero di certificato (la X indica condizioni speciali di utilizzo; la U
indica che si tratta di un componente utilizzabile solo assieme ad una costruzione elettrica);• Dati di targa previsti dalle norme specifiche delle costruzioni elettriche, quali tensione, corrente ecc.
7. LA DIRETTIVA ATEX 94/9/CE
Dopo aver visto le varie direttive comunitarie che fino ad oggi hanno regolamentato la costruzione el'utilizzo delle apparecchiature elettriche antideflagranti, è importante, ora, approfondire la conoscenzadella direttiva ATEX 94/9/CE che, come abbiamo visto all’inizio dell’articolo, diverrà obbligatoria a partiredal primo luglio del 2003.Fino a tale data rimarranno in vigore le direttive precedenti e i costruttori avranno a disposizione unperiodo transitorio nel quale potranno decidere quale regime adottare.La nuova Direttiva si applica agli apparecchi e ai sistemi di protezione destinati ad essere utilizzati inatmosfera potenzialmente esplosiva, includendo sia i materiali per uso in superficie sia per quelli per miniera.Oltre a questi la Direttiva include anche i dispositivi di sicurezza, di controllo e di regolazione che nonoperano direttamente in atmosfera esplosiva, ma che sono necessari al funzionamento sicuro degliapparecchi con i quali sono connessi.La grande differenza tra questa Direttiva "nuovo approccio" e le precedenti è che vengono consideratitutti i rischi di esplosione di ogni natura che possono costituire sorgente di innesco (per esempio urtimeccanici, onde elettromagnetiche, sovrariscaldamento, radiazioni ottiche) e si applica a tutti i prodotti,anche non elettrici, che sono utilizzati in atmosfera potenzialmente esplosiva.La Direttiva segue le linee guida del "nuovo approccio" del Consiglio Europeo, che prevedono l'emissionedi direttive con contenuti a carattere generale.La Direttiva contiene gli ESR, Essential Safety Requirements, requisiti essenziali di sicurezza, ai qualidevono conformarsi le apparecchiature costruite per essere utilizzate in atmosfera potenzialmenteesplosiva.Il costruttore, pertanto, nel progettare e produrre le apparecchiature, dovrà far riferimento agli ESR

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 19/43
Forlì 7 dicembre 2005 – Pag. 19
contenuti nell'Allegato II della Direttiva.Le norme armonizzate continuano a mantenere la loro validità, in quanto costituiscono "presunzione diconformità", ma non sono più l'unico criterio di riferimento.La Direttiva, infatti, non cita più le norme espressamente, come aveva fatto in passato. Questo alla fine
potrà rivelarsi un vantaggio, poiché permetterà ai costruttori di applicare le norme non appena emesse enon sarà più necessario attendere il lungo iter burocratico per il loro recepimento, prima nelle Direttiveeuropee e poi nella legislazione nazionale.
7.1. Requisiti essenziali di sicurezza
I requisiti essenziali di sicurezza, che sono riportati nell'Allegato II della Direttiva, rappresentano il criteriopredominante per la verifica della sicurezza.Se una norma armonizzata esistente comprende già uno o più requisiti essenziali, alloral'apparecchiatura costruita in conformità a tale norma è presunta conforme agli ESR.In definitiva gli ESR sono destinati soprattutto a quei campi in cui al momento attuale non esistono ancoradelle norme armonizzate e per i quali essi forniscono almeno un criterio generale per la valutazione dellasicurezza.Nel settore elettrico, dove esistono da moltissimi anni delle norme tecniche complete l'applicazione degliESR è un esercizio puramente teorico.
7.2. Classificazione delle apparecchiature
Come detto più sopra, la Direttiva ATEX comprende sia i materiali di superficie che quelli di miniera, pur mantenendo la suddivisione in Gruppo I e Gruppo II.Nella tabella 4 è riportata la classificazione delle apparecchiature in gruppi/categorie.
Gruppo CategoriaPresenza diatmosferaesplosiva
Sostanza Livello diprotezione
Zona
M1 PresenteGrisou – Polveri
combustibiliMolto alto
I Miniere
M2Probabilepresenza
Grisou – Polvericombustibili
Alto
1Sempre, spesso oper lunghi periodi
Gas o Polveri Molto alto Zona 0 – Zona 20
2Probabilepresenza
Gas o Polveri Alto Zona 1 – Zona 21II Superficie
3Scarse probabilitàe per breve tempo
Gas o Polveri Normale Zona 2 – Zona 22
Tabella 4 - Classificazione delle apparecchiature in gruppi/categorie
7.3. Valutazione della conformità
La Direttiva prevede diverse procedure di valutazione della conformità, a seconda del tipo di prodotto edella categoria di appartenenza.
Per quanto riguarda le apparecchiature elettriche di categoria 1 e 2 devono essere sottoposte allacertificazione del prototipo da parte di un Organismo Notificato, tale verifica altro non è che la prova dilaboratorio accreditato che è già in uso nella prassi attuale.Il tipo di prova verrà chiamata "Esame CE di Tipo".A questa prova si aggiunge però la sorveglianza sulla produzione che può essere realizzata in due modi
a scelta del costruttore:• controllo del sistema di qualità del fabbricante da parte dell'Organismo Notificato;

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 20/43
Forlì 7 dicembre 2005 – Pag. 20
• verifica sui prodotti da parte dell'Organismo Notificato.
Per le apparecchiature elettriche di categoria 3 il costruttore è tenuto ad effettuare un controllo difabbricazione interno e a redigere una dichiarazione di conformità e una documentazione tecnica chedimostri la conformità dell'apparecchiatura ai requisiti della Direttiva.Si può notare come la Direttiva spinga i costruttori ad adottare sistemi di qualità secondo le norme dellaserie ISO 9000.Questo è un passo veramente interessante, in quanto, la certificazione del prototipo, finora in uso, non erasufficiente a garantire la conformità del prodotto finale alle normative per le quali era stato certificato. Moltospesso in produzione erano attuate modifiche costruttive, dettate soprattutto da motivazioni economiche, chenon garantivano più che l'apparecchiatura prodotta fosse completamente conforme a quella che era statacertificata. Questo fenomeno aveva portato negli anni ad una grossa disparità di qualità tra i diversiconcorrenti e apparecchiature non perfettamente conformi alle norme erano state messe normalmente incommercio.La sorveglianza eviterà completamente il ripetersi di questo pericoloso fenomeno e garantirà a tutti icostruttori di potersi battere ad armi pari con la propria concorrenza.
7.4. Marcatura
Le apparecchiature conformi alla nuova direttiva dovranno essere contraddistinte anche dal marchio CE.Questo significa che dovranno soddisfare anche i requisiti di tutte le altre Direttive ad esse applicabili.Ciò è quanto già avviene per la conformità alla Direttiva EMC e alla Direttiva Macchine.
La marcatura εεεεx all’interno dell’esagono viene mantenuta seguita dal simbolo del gruppo diappartenenza e della categoria.Per il Gruppo II si dovrà aggiungere la lettera "G" per le atmosfere esplosive dovute alla presenza di gas,vapori o nebbie, la lettera "D" per quelle dovute alla presenza di polveri.
Requisiti della Direttiva 94/9/CECor.tem, Milano (nome e indirizzo del costruttore)
GUAT 26 - 2004 (tipo, numero di serie e anno di costruzione)
CE (marcatura CE, allegato X)
Ex "2G" (Gruppo II - gas, apparecchiatura di categoria 2)
4581 (numero di identificazione dell'O.N. responsabile della sorveglianza)
Requisiti della Norma EN 50014
F (simbolo/nome del costruttore)
EEx d IIC T6 (modo di protezione - Gruppo del gas - Classe di temperatura)ISSEP 86.103.28U (numero di certificato)
8. LA DIRETTIVA ATEX 99/92/CE
La direttiva 99/92/CE affronta gli obblighi degli utilizzatori riguardo la prevenzione delle esplosioni e lerelative protezioni. L’utente deve adottare opportune misure tecniche od organizzative, valutare i rischi diesplosione, suddividere in zone gli ambienti in cui possono crearsi atmosfere esplosive e segnalare lezone definite.Il datore di lavoro deve:
• Valutare i rischi di esplosione

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 21/43
Forlì 7 dicembre 2005 – Pag. 21
• Adottare misure tecniche e/o organizzative per o Prevenire la formazione di atmosfera esplosivao Evitare l’ignizione di atmosfera esplosivao Attenuare i danni di una esplosione per garantire la sicurezza dei lavoratori
• Riesaminare le misure tecniche adottate
Deve essere elaborato un “Documento sulla protezione contro le esplosioni” nel quale individuare le areea rischio, valutare i rischi e definire le misure adottate e da adottare. Tale documento deve essere tenutoin costante aggiornamento.Nell’Allegato I della direttiva si definiscono le zone pericolose, così come sono definite nelle relativenormative di classificazione delle aree.
Atmosfera esplosiva Gas Vapori Nebbie Polveri
Presente durante le normali attività Zona 0 Zona 20
Probabile presenza durante le
normali attività Zona 1 Zona 21
Non è probabile la presenza durantele normali attività
Zona 2 Zona 22
Per la classificazione delle aree si può fare riferimento alle norme europee:
• EN 60079-10 per le atmosfere esplosive per la presenza di gas• EN 50281-3 per atmosfere esplosive per la presenza di polveri
Attenzione che nella direttiva si afferma che “si può” non che “si deve” fare riferimento alle norme, equesto significa che il tecnico può utilizzare altri metodi di valutazione. Allo stato attuale dell’applicazionedella direttiva preoccupa l’utilizzo del termine “sicurezza equivalente” molto spesso utilizzato per affermare che le parti di impianto installate molti anni fa, pur non presentando le garanzie di sicurezzache si hanno con i nuovi prodotti, vengono comunque considerate sicure, basandosi sul concetto che “senon è saltato in aria niente finora…”
Termini per l’adeguamentoSecondo la direttiva i luoghi di lavoro:• già utilizzati prima del 30 giugno 2003 devono entro 3 anni da tale data soddisfare le prescrizioni
minime della direttiva• utilizzati per la prima volta dopo il 30 giugno 2003 devono, da tale data, soddisfare le prescrizioni
minime della direttiva• modifiche, trasformazioni o ampliamenti dopo il 30 giugno 2003 devono soddisfare le prescrizioni
minime della direttiva
9. CONCLUSIONI
Le due Direttive hanno portato notevoli problemi all'inizio.Vi sono state molte incomprensioni tra costruttori ed utilizzatori.Parecchio caos è stato causato anche dalle marcature dei prodotti, in quanto molte apparecchiature, conpiccole varianti, sono normalmente installabili in tutte le aree e sono utilizzabili sia per i gas che per lepolveri, e si sono dovuti trovare dei sistemi economicamente accettabili per la marcatura dei prodotti diserie che, necessariamente, non può essere marcato appena al momento del suo utilizzo, ma almomento della sua effettiva fabbricazione.L'applicazione della Direttiva sui prodotti, però, ha portato e porterà molti vantaggi, sia agli utilizzatori, masoprattutto ai costruttori più seri.La sorveglianza sui prodotti, soprattutto, costringerà tutti i costruttori ad adottare le stesse misure di
controllo e l'utilizzo degli stessi materiali, con conseguente livellamento dei costi di produzione ed unaconcorrenza che si giocherà su basi serie ed accettabili.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 22/43
Forlì 7 dicembre 2005 – Pag. 22
Gli utilizzatori avranno dalla loro la certezza che i prodotti acquistati saranno ad un livello di sicurezzacertamente accettabile.Per quanto riguarda la Direttiva 99/92/CE crediamo che porterà dei sicuri benefici in termini di sicurezzaper tutti quei lavoratori che operano negli impianti a rischio, a patto che la direttiva sia rispettata
realmente e non aggirata con argomenti sofistici.
9.1 Bibliografia R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. Utet

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 23/43
Forlì 7 dicembre 2005 – Pag. 23
PARTE TERZA
1. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI ATMOSFERAESPLOSIVA
In ogni luogo ove avviene una lavorazione che comporti un innalzamento della temperatura di sostanzeinfiammabili, come ad esempio gli idrocarburi, e ne provochi la loro evaporazione, può causare sia per motivi di normale operatività, sia in caso di guasto o di incidente, una fuoriuscita dei gas o dei vapori chea contatto con fiamme libere o con scintille provocate da fenomeni elettrici possono esplodere.Quando si parla di questi fenomeni, si prende quasi sempre ad esempio una raffineria perché è forse illuogo più facilmente comprensibile ove possa avvenire un’esplosione, ma le medesime condizioni lepossiamo trovare in altri impianti chimici, o anche in luoghi molto più semplici e apparentemente innocui,quali posso essere, ad esempio, una cabina di verniciatura o un locale ricarica batterie dei carrellisollevatori.Pertanto è importante, all’interno di qualsiasi impianto o stabilimento, ove per la natura delle lavorazioni cipossa essere, anche per periodi limitati di tempo, la presenza di gas o polveri infiammabili, in percentualitali da poter provocare un’esplosione, determinare le aree di pericolo e progettare degli impianti elettriciadeguati ad eliminare le possibili cause di una deflagrazione.
Immagine di una raffineria
2. IDENTIFICAZIONE DELLE ZONE DI PERICOLO
L’ identificazione in un impianto chimico o petrolchimico delle zone di pericolo, viene fatta da personalealtamente qualificato. Di solito responsabili di processo, che stabiliscono ove nell'impianto vi sia lapresenza continua o saltuaria di una atmosfera esplosiva.I centri di pericolo più frequenti sono quelli ove esiste la possibilità di fuoriuscita di gas infiammabili, chepossono avvenire durante il funzionamento ordinario o a causa di qualche guasto.Il tipo di presenza di materiale infiammabile in una data zona ne determina la sua classificazione.In sostanza sono due le cose che vanno stabilite, la prima è quali materiali sono presenti in unadeterminata area dell’impianto, la seconda per quanto tempo e in che volumi possono essere presenti nelcorso del tempo.A seconda dei vari paesi nel mondo esistono diverse classificazioni delle aree di pericolo.Noi prenderemo in considerazione la classificazione in uso in Europa.Alla fine degli anni novanta, è stata introdotta la norma EN 60079-10, che comprende la classificazionedelle aree nelle quali il pericolo di esplosione è rappresentato dalla presenza di gas, vapori o nebbie, manon prende in considerazione né le polveri né gli esplosivi.Recentemente è stata emessa la norma europea EN 50281-3 (CEI 31-52) che prende in considerazionela classificazione delle aree in ambienti a rischio per la presenza di polveri combustibili.Per quanto riguarda il presente articolo, prenderemo quindi in considerazione soltanto la classificazione
europea per quanto riguarda i gas secondo la EN 60079-10.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 24/43
Forlì 7 dicembre 2005 – Pag. 24
3. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI GAS VAPORI E NEBBIE
In Europa viene seguita la norma EN 60079-10. Tale norma, recepita in Italia come CEI EN 60079-10
(CEI 31-30) Fascicolo 2895, ha creato negli ultimi anni una notevole confusione, in quanto il concetto didefinizione delle zone di pericolo è sostanzialmente diversa da chi precedentemente usava la normaitaliana CEI 64-2.
Questa vecchia norma prevedeva la divisione delle zone di pericolo per la presenza di gas in due Classi(Classe 1 e Classe 3) sulla base dei quantitativi di sostanze presenti nell’area. Questa differenziazionenon esiste più nella EN 60079-10.
Inoltre la CEI 64-2 prevedeva quattro zone per i luoghi di Classe 1 (Z0,Z1,Z2,ZR) e due zone per i luoghidi Classe 3 (Z1, Z2), a seconda della distanza del centro di pericolo (CP).
La EN 60079-10 si applica, in pratica, a tutti quei luoghi che venivano definiti dalla CEI 64-2, di Classe 1 odi Classe 3, in cui sono presenti sostanze che sotto forma di vapore o di gas possono determinare conl’aria miscele esplosive.Principalmente si tratta di impianti chimici o petrolchimici, depositi di gas, stazioni di decompressione delmetano, cabine di verniciatura, depositi di carburante, e tutti quegli ambienti, che sono la maggior partedegli ambienti a rischio di esplosione, ove vi sia la presenza di sostanze che possono creare misceleesplosive, sia sotto forma di gas che di vapori o nebbie.La Norma CEI 64-2 definiva dei limiti e pur nella sua complessità concettuale, non richiedeva calcolianalitici, ma dava indicazioni convenzionali su come determinare un centro di pericolo o una zona. Tantoper capirci una flangia era considerata un centro di secondo grado e un luogo aperto veniva consideratoa ventilazione naturale.La Norma CEI EN 60079-10, al contrario si basa su valutazioni analitiche che considerano alcuni principicome la reale ventilazione dell’ambiente, le concentrazioni delle miscele potenzialmente esplosive, itempi di permanenza delle miscele calcolate in rapporto al LEL e alla ventilazione del luogo considerato.Alla fine di questa analisi ogni luogo pericoloso deve essere classificato in una delle seguenti tre zone inbase alla frequenza di formazione e alla permanenza di una atmosfera esplosiva:
ZONA 0E’ un’ area nella quale una miscela di gas potenzialmente esplosiva è presente incontinuazione o comunque per lunghi periodi di tempo
ZONA 1E’ un’ area nella quale una miscela di gas potenzialmente esplosiva può esserepresente durante il normale funzionamento dell’ impianto
ZONA 2E’ un’ area nella quale una miscela di gas potenzialmente esplosiva non ènormalmente presente, e nel caso lo sia lo è solo per brevi periodi di tempo
Ogni altra zona dell’ impianto è considerata AREA SICURA.
I valori probabilistici in base ai quali definire le varie zone risultano essere i seguenti:
ZONAProbabilità di presenza diatmosfera esplosiva in un anno
Ore di presenza in un anno
ZONA 0 P> 10 –2 Circa 100 h
ZONA 1 10-2 > P > 10-4 Da 1 h a 100 h
ZONA 2 10-4 > P > 10-6 Da 0,01 h a 1 h

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 25/43
Forlì 7 dicembre 2005 – Pag. 25
La figura ci mostra schematicamente un esempio di un impianto chimico con l’identificazione delle zonedi pericolo.
4. LA GUIDA CEI 31-35
Per cercare di chiarire le differenze tra il metodo di determinazione delle zone pericolose come venivaconcepito dalla vecchia CEI 64-2 e come lo si deve fare oggi, sulla base della 60079-10, è nata in Italia
nel 1999, a cura del SC 31J del CEI una guida, denominata CEI 31-35 che si prefigge di chiarire in modopratico l’applicazione della EN 60079-10.
4.1. Procedimento per la classificazione dei luoghi pericolosi
La Guida prende in considerazione diversi parametri per stabilire se effettivamente esiste il pericolo diesplosione per la presenza di gas, vapori o nebbie.Innanzitutto è necessario definire la quantità di sostanze pericolose in volumi sufficienti, e l’esistenza diuna sorgente di emissione.Successivamente è sufficiente seguire il procedimento proposto dalla guida per la classificazione deiluoghi pericolosi:1. Individuare le sostanze presenti e i loro dati significativi. Per fare ciò la guida dispone dell’Appendice
GA nella quale è presente una tabella in cui sono indicate le sostanze infiammabili o combustibili e le lorocaratteristiche significative, le formule relative al limite inferiore di esplodibilità della miscela (LEL), dellamassa volumica dei gas e la formula per convertire il LEL% vol. in LEL in kg/m3.2. Individuare le sorgenti di emissione, verificando prima di tutto la possibilità di eliminarle o ridurle il piùpossibile.3. Per ciascuna sorgente è necessario determinare il grado di emissione (continuo, primo, secondo).4. Per i luoghi si devono definire i valori di riferimento della temperatura ambiente e le caratteristichedella ventilazione che può essere alta, media o bassa.Nell’appendice GB della guida vi sono indicazioni per valutare il grado di ventilazione e definirel’estensione delle zone. Questa appendice fornisce inoltre le formule che permettono di calcolare leportate di emissione, quelle di evaporazione da pozze, la distanza pericolosa dz e i dati relativi allaventilazioneL’appendice GC, invece, contiene una serie di dati statistici relativi alla pressione atmosferica, alla massavolumica, alla temperatura media stagionale e al vento per diverse località italiane.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 26/43
Forlì 7 dicembre 2005 – Pag. 26
5. Infine è necessario stabilire il tipo di zona utilizzando la tabella b1 della EN 60079-10 e calcolare ladistanza che determina l’estensione della zona pericolosa:
VentilazioneGrado
Alto Medio Basso
Disponibilità
Gradodellaemissione
Buona Adeguata Scarsa Buona Adeguata ScarsaBuonaAdeguatao Scarsa
ContinuoZona nonpericolosa
Zona 2 Zona 1 Zona 0Zona 0 +Zona 2
Zona 0 +Zona 1
Zona 0
PrimoZona nonpericolosa Zona 2 Zona 2 Zona 1
Zona 1 +Zona 2
Zona 1 +Zona 2
Zona 1 oZona 0
SecondoZona nonpericolosa
Zona 2 Zona 2 Zona 2 Zona 2 Zona 2Zona 1 oZona 0
L’estensione della zona pericolosa dipende inoltre dalla modalità di emissione, in particolare da:• Stato di emissione (gas o vapore in singola fase, liquido o gas liquefatto, etc.)• Velocità di emissioneI gas e i vapori tendono a diffondersi nell’aria e ad occupare l’intero spazio a disposizione. Pertanto i gassi disperdono nell’aria sia in base al loro peso, sia in base alla ventilazione.Nella figura vediamo alcuni esempi di sorgenti di emissione di primo grado.
4.2. Componenti dell’impianto non considerate sorgenti di emissione
Secondo la guida, in un impianto non vengono considerate sorgenti di emissione tutte quelle parti chepossono emettere sostanze pericolose soltanto in conseguenza ad eventi catastrofici, non prevedibili infase di progetto.Non vengono considerate sorgenti di emissione:• Contenitori e Tubazioni saldate• I collegamenti dei Contenitori o delle Tubazioni ottenuta mediante dispositivi di giunzione a tenuta.• Contenitori di sostanze con coperchi chiusi in modo tale da non generare emissioni e che soddisfinodeterminate condizioni di sicurezza.• Doppie tenute applicate agli alberi rotanti provviste di dispositivi atti ad escludere perdite significativeanche in caso di funzionamento anomalo.
4.3. Emissioni strutturali
Le emissioni strutturali si possono verificare nel corso di funzionamento normale dell’impianto, dai punti di

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 27/43
Forlì 7 dicembre 2005 – Pag. 27
discontinuità dei componenti del sistema di contenimento delle sostanze pericolose.Tali parti possono essere:• Flange di raccordo delle tubazioni• Giunzioni tra parti di apparecchi e componenti di macchine• Sfiati di valvole di sicurezzaIl calcolo di questo tipo di emissione è molto difficile, in quanto le perdite possono essere consideratetrascurabili nel caso di componenti nuovi o che hanno subito interventi recenti di manutenzione, mapossono diventare significativi nel tempo a causa delle condizioni di utilizzo e delle influenze ambientaliesterne.Nelle tabelle dell’appendice GB sono indicati i dati statistici delle emissioni strutturali e delle perdite nellevalvole di sicurezza.Le formule contenute nella stessa appendice della guida permettono di calcolare il volume della sostanzapresente, del tempo di persistenza e dell’estensione della zona pericolosa, relativa a ciascuna emissione,permettendo in tal modo la classificazione delle singole zone.
4.4 Emissioni dovute a guasti
Le sorgenti di emissioni dovute a guasti sono:• Flange• Valvole• Pompe centrifughe• Compressori centrifughi e alternativi• Connessioni di piccole dimensioniNell’appendice GB nella guida sono indicate le sezioni dei fori che si possono verificare nelle sorgenti diemissione indicate. Queste costituiscono le classiche sorgenti di emissione di secondo grado. Lavalutazione delle dimensioni dei fori che possono determinarsi in caso di guasto è molto difficile, edipendono sia dai materiali utilizzati per le guarnizioni, sia dalla accuratezza a dalla periodicità degliinterventi di manutenzione.
5. COMPETENZE E RESPONSABILITÀ
Al di là della breve e, necessariamente non esaustiva trattazione dell’argomento, la domanda che ogniprogettista o installatore si pone è sempre la stessa. Di chi è la responsabilità della classificazione diun’area di pericolo?A rigor di logica dovrebbero essere i processisti, che conoscendo i vari passaggi dell’impianto dovrebberodefinire le zone, e poi gli elettrici, dovrebbero progettare l’impianto più idoneo a quelle aree.Purtroppo, da sempre, ci stiamo portando avanti un fardello non nostro. Dato che i luoghi con pericolo diesplosione rientrano tra gli ambienti soggetti a normativa CEI, per cui il progetto, le sue modifiche e gliampliamenti devono essere redatti da un professionista iscritto ad un albo professionale.La classificazione delle aree, però, non fa parte del progetto elettrico e può essere eseguita da chiunque,purchè competente.
Di fatto, la classificazione viene richiesta in ambito di progetto al progettista elettrica che, molto spessonon ha le conoscenze specifiche per poterlo fare. D’altra parte, le norme e le leggi in materia non sonoper niente chiare, in quanto, allo stato attuale, non esiste una specifica abilitazione ed uno specifico alboche raggruppi i professionisti esperti in materia.Pertanto, ad oggi, è importante che ogni serio progettista elettrico conosca le regole, difficili, manecessarie, per portare a termine una classificazione delle aree corretta, che permetta di progettare unimpianto elettrico che dia le massime garanzie di sicurezza.
6. BIBLIOGRAFIA
R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. UtetNorma Europea EN 60079-10
Guida CEI 31-35

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 28/43
Forlì 7 dicembre 2005 – Pag. 28
PARTE QUARTA
1. IMPIANTI ELETTRICI IN LUOGHI PERICOLOSI PER LA PRESENZA DI POLVERI COMBUSTIBILI
Da più di 200 anni, si segnalano esplosioni in ambienti ove si lavorano o si conservano polveri di variotipo. Un'esplosione di polveri di farina verificatasi in un deposito a Torino il 14 dicembre del 1785,sarebbe il primo scoppio di polveri riconosciuto e segnalato. In quel periodo i mulini a vento, che venivanoutilizzati per la macinazione dei cereali furono lentamente sostituiti con mulini a vapore molto piùefficienti. Da quell’epoca molte altre esplosione sono state segnalate. Un caso si produsse in Germania il7 novembre del 1887, nei Nuovi Mulini della Weser di Hameln, che causarono la morte di una trentina dipersone e ne ferirono un gran numero.Più recente è la disgrazia accaduta a Metz, in Francia, il 18 ottobre del 1982 (vedi foto sotto) conl’esplosione dei silos di stoccaggio di orzo e malto, e quella di Boiry Ste-Rictrude, sempre in Francia, nel1982, nella quale si verificò l’esplosione dei silos di stoccaggio dello zucchero cristallizzato.
L’esplosione del silos di Metz
Gli scoppi di polveri industriali che causano danni estesi restano fortunatamente dei fenomenieccezionali, ma esplosioni meno devastanti sono purtroppo molto frequenti (vedi Tabella 1). Secondoalcune statistiche francesi e tedesche, in quei paesi si produrrebbe in media un'esplosione di polveri algiorno.
Esplosione di silos a Westwood nel 1977

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 29/43
Forlì 7 dicembre 2005 – Pag. 29
La crescente industrializzazione e l’automazione giocano un ruolo molto importante in questo fenomeno,soprattutto la presenza di impianti elettrici per l’alimentazione di macchinari destinati alle lavorazioni, altrasporto e al sollevamento delle polveri a piccola granulometria.
Trasportatori (Elevatori) 26,7%
Silos 22,9%
Frantoi 18,1%
Spolveratura 9,5%
Essiccatoi 7,6%
Stacciatura 2,8%
Camera dei forni 1,9%
Altri 10,5%Tabella 1 – Percentuale di esplosioni per tipi di impianti (settore dell'industria agro-alimentare e dei mangimi per il bestiame)
1.1. Meccanismi di esplosione delle polveriMolto tempo è stato necessario per ammettere la possibilità che le polveri potessero causare esplosionianche in assenza di gas.Si deve a Faraday la prima intuizione, il quale, nel 1845, inviò una comunicazione alla Royal Society,nella quale si dimostrava che le polveri di carbone possono provocare esplosioni anche in assenza digrisou.Per le polveri agro-alimentari ci è voluto molto più tempo per capire che anche queste, da sole, inparticolari condizioni, erano capaci di provocare esplosioni.
1.2. Perché e come si determina un'esplosionePerché sia possibile un'esplosione devono verificarsi tre condizioni:• la presenza di un prodotto combustibile, a base di polveri, in condizioni sufficientemente frammentate
(almeno una parte delle particelle di dimensioni inferiori a 0,3mm)• la presenza di comburente, praticamente sempre l'ossigeno presente nell'aria• la presenza di una fonte di innescoQuesto famoso "triangolo di fuoco" evidenzia che l'esplosione non è che un caso particolare dellacombustione: è una combustione di una rapidità estrema.Tuttavia, perché questa combustione possa essere qualificata come esplosione, sono necessarie trecondizioni complementari:- la presenza di polveri in sospensione;- un campo definito di concentrazione: campo di esplosività;- un confinamento sufficiente, in caso contrario si ottiene un fenomeno di fiamma (combustione rapidacon fiamma, ma senza effetto di pressione rilevante).Per scatenare l'esplosione, la fonte d'accensione deve elevare, almeno localmente, la temperatura dellanube di polvere affinché la reazione di ossidazione responsabile della combustione si produca ad una
velocità sufficiente. La reazione può prodursi in fase eterogenea o omogenea.La fonte di innesco, limitandosi ai fenomeni elettrici, può essere una scintilla o un arco, elettricità statica ouna superficie riscaldata.Come per i gas, anche per le polveri si può definire una concentrazione minima al di sotto della qualel'esplosione non può avvenire, ma mentre nel caso dei gas, questa grandezza può essere misurata conuna certa precisione, è invece difficile realizzare sperimentalmente sospensioni omogenee di polveri,soprattutto se grossolane. Inoltre, i valori trovati dipendono dall'energia della fonte d'innesco e del volumedell’ambiente nel quale avviene la misura. È necessario considerare con prudenza le cifre diconcentrazioni esplosive minime talvolta proposte. Si può dire che le concentrazioni esplosive minimedelle polveri inferiori a 100 micron si situano correntemente nella gamma tra 20 e 100g/m3. Ciòcorrisponde a nubi di polveri relativamente dense.Per quanto concerne la concentrazione esplosiva massima delle polveri, essa è ancora più incerta,probabilmente dell'ordine di parecchi kg/m3.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 30/43
Forlì 7 dicembre 2005 – Pag. 30
Tuttavia, a causa del rischio di sollevamento di polveri tramite il soffio di un'esplosione primaria, sidovrebbe valutare, in primo luogo, l'importanza dei depositi di polveri negli impianti.Osservando il fenomeno esplosivo in ambiente chiuso, si osserva la comparsa di una superpressionedovuta al fatto che i gas di combustione creano un spostamento d'aria che potrà sollevare le polveri
presenti nel deposito. La fiamma che si estende all'indietro incendierà le polveri sollevate e questofenomeno potrà riprodursi progressivamente fintanto che saranno presenti le polveri.Questo fenomeno è tanto più devastante se avviene in una condotta, nella quale l'espansione dei gaspuò portare a velocità di propagazione della fiamma molto elevate, dell'ordine di 1500 m/s, e asuperpressioni di parecchie decine di bar.La presenza di ostacoli modificherà sensibilmente la propagazione dell'esplosione.
1.3. Formazione delle nubiLa nube di polveri può formarsi nel corso del processo di trattamento del prodotto, ma può prodursi anchedurante lo svuotamento dei silos, il trasporto pneumatico o la vibrazione dei filtri. Inoltre, come abbiamogià detto, può formarsi con l'avvio dell'esplosione stessa.
1.4. Energia d’innescoL'energia d’innesco deve essere sufficientemente elevata per poter scatenare l'esplosione. Questaenergia può scaturire dall'azione di una scintilla o dalla temperatura superficiale elevata di unaapparecchiatura.L'attitudine all'esplosività delle polveri dipende dalla loro natura, dalla concentrazione e dall'omogeneitàdella nube.Per quantificare l'esplodibilità mediante scintille, si utilizza l'apparecchio Hartmann, con il quale sidetermina il valore più basso di energia della scintilla capace di provocare l'incendio della nube di polveri.Con questo apparecchio si sono ottenuti valori che vanno da qualche millijoule a parecchi joule. Ma, direcente, si è dimostrato sperimentalmente che possono svilupparsi incendi di nubi di polveri per valori dienergia dell'ordine del millijoule, dunque assai vicini a quelli dei gas.
2. CLASSIFICAZIONE DELLE AREE PERICOLOSE PER LA PRESENZA DI POLVERI
Il pericolo esplosione, quindi, non riguarda solamente i luoghi ove siano presenti gas vapori o nebbieinfiammabili, per i quali normalmente vengono utilizzati impianti elettrici che seguono normative europeegià in vigore da diversi anni, ma anche gli impianti che nel corso del processo lavorino polveri chepossano creare una atmosfera pericolosa, tale da causare una esplosione o un incendio.Come abbiamo visto, il pericolo è molto meno intuitivo, in quanto si tratta di sostanze che normalmentenon vengono considerate pericolose, ma che in determinate condizioni, possono provocare reazionidevastanti.
Recentemente il Comitato Europeo per la normazione elettrica (CENELEC) ha rilasciato delle normativeper la classificazione delle aree pericolose per la presenza di polveri, e per la progettazione erealizzazione di impianti elettrici in tali aree.
La prima Norma europea pubblicata è stata la EN 50281-1-2, del settembre del 1999, che ha sostituito lavecchia CEI 64-2.A tale norma è seguita la EN 50281-3, appena pubblicata, che riguarda la classificazione delle areepericolose per la presenza di polveri combustibili.
Secondo tali norme, le polveri pericolose si dividono in:• Polveri infiammabili non conduttrici ( Es. Grano)• Polveri infiammabili conduttrici ( Es. Magnesio )
Per individuare le caratteristiche che devono possedere gli impianti elettrici nei luoghi pericolosi per presenza di polveri combustibili è fondamentale individuare alcuni parametri, quali:1. La granulometria2. La conducibilità elettrica
3. La temperatura di accensione4. I limiti di infiammabilità

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 31/43
Forlì 7 dicembre 2005 – Pag. 31
E’ sulla base di questi quattro parametri che sarà possibile configurare il grado di protezione richiestodalle custodie e la massima temperatura superficiale ammessa.La norma EN 50281-3 distingue, come abbiamo visto più sopra, le polveri infiammabili in• Conduttrici, con resistività uguale o inferiore a 103 Ω x m• Non conduttrici, con resistività superiore a tale valore
Le caratteristiche della combustione delle polveri sono simili a quelle delle miscele aria-gas e i limiti diesplosività sono stabiliti allo stesso modo. La sostanziale differenza sta nel fatto che la forma, ledimensioni del granulo, il rapporto superficie/massa delle particelle influenzano notevolmente la capacitàdi combustione.In ogni caso l’energia di innesco per la combustione delle polveri infiammabili è molto più elevata che nonquella sufficiente per i gas.
Anche in questo caso la Norma EN 50281-3 così come la EN 60079-10 per i gas, si basa su valutazionianalitiche che tengono in considerazione alcuni principi come la quantità di polvere presentenell’ambiente, lo spessore degli strati di polvere, i tempi di permanenza delle miscele nel corso dell’anno.
Alla fine di questa analisi ogni luogo pericoloso deve essere classificato in una delle seguenti tre zone inbase alla frequenza di formazione e alla permanenza di una atmosfera esplosiva:
ZONA 20Un luogo in cui un’atmosfera esplosiva sotto forma di una nube di polvere combustibilenell’aria è presente permanentemente o per lunghi periodi o frequentemente
ZONA 21Un luogo in cui un’atmosfera esplosiva sotto forma di una nube di polvere combustibilenell’aria ha la probabilità di essere presente in maniera occasionale durante ilfunzionamento normale
ZONA 22
Un luogo in cui un’atmosfera esplosiva sotto forma di una nube di polvere combustibile
nell’aria non ha la probabilità di essere presente durante il funzionamento normale mache, se ciò si verifica, persiste soltanto per un breve periodo di tempo
In ordine pratico possiamo considerare:
Zona 20: Le condizioni richieste si presentano in contenitori, silos, tubi e recipienti.
Zona 21: Questa zona può comprendere luoghi nelle immediate vicinanze di punti di svuotamento e diriempimento e luoghi in cui si formano strati di polvere che hanno probabilità di originare durante ilfunzionamento normale una concentrazione esplosiva di miscele di polvere combustibile e aria.
Zona 22: Questa zona può includere luoghi in prossimità di apparecchiature, sistemi di protezione ecomponenti contenenti polvere da cui la polvere può fuoriuscire da perdite e formare depositi (ad
esempio stanze di macinatura in cui la polvere esce dai mulini e poi si deposita).
3. IMPIANTI IN LUOGHI PERICOLOSI PER LA PRESENZA DI POLVERI COMBUSTIBILI
Oltre alle prescrizioni della EN 60079-14, per le installazioni in presenza di polveri combustibili, ènecessario seguire delle ulteriori prescrizioni, dettate dalla norma europea EN 50281-1-2.La caratteristica principale degli impianti destinati ad ambienti pericolosi per la presenza di polvericombustibili, è quella di impedire il contatto delle sostanze pericolose con i componenti elettrici chepossono scintillare o che sono in grado, in condizioni normali di utilizzo, di raggiungere temperature talida innescarle.Tale obiettivo si raggiunge mediante l’uso di custodie che abbiano un particolare grado di protezione, a
seconda dei casi, di IP6X o IP5X.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 32/43
Forlì 7 dicembre 2005 – Pag. 32
Questo tipo di impianto elettrico è adatto quindi per:
• Zona 20• Zona 21
• Zona 22
nelle quali il pericolo è rappresentato da polveri infiammabili, ma non può essere utilizzato in zone conpresenza di gas e vapori.Le costruzioni elettriche che possono essere utilizzate in tali ambienti, sono le stesse utilizzabili per gliimpianti ove vi sia la presenza di gas, vapori e nebbie; sono ammesse pertanto tutte le apparecchiaturecostruite seguendo uno dei modi di protezione normalizzati, a patto che le apparecchiature siano stateanche testate e certificate per la protezione all’ingresso della polvere, secondo quanto previsto dallaDirettiva ATEX 94/9/CE per le polveri.Oltre alla certificazione di tipo per le costruzioni per gas, vapori e nebbie, quindi, le costruzioni elettriche
dovranno essere marcate con il contrassegno specifico del tipo di protezione.In pratica a seconda delle zone di impiego, avremo la seguente situazione:
Zona 20 Zona 21 Zona 22
Protezione IP6X IP6X IP5X
Contrassegno (ATEX 94/9/CE) II 1 D II 2 D II 3 D
Le costruzioni elettriche devono essere protette contro le influenze esterne (per esempio, sollecitazionimeccaniche, termiche, aggressioni chimiche) alle quali potrebbero essere esposte. Tali misure non
devono però, in nessun caso, interferire con il grado di protezione della custodia e con la sua normaledissipazione del calore.
3.1. CaviI cavi di alimentazione, oltre che essere direttamente interrati, possono essere posti in tubazioni, o conaltri sistemi che garantiscano in ogni caso il grado minimo di protezione previsto.
Per garantire una idonea protezione meccanica, fino ai 2,5 metri di altezza e nelle zone in cui sonopossibili danneggiamenti, i tubi devono essere metallici conformi alla Norma UNI 8863, ed essere protetti

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 33/43
Forlì 7 dicembre 2005 – Pag. 33
contro la corrosione tramite zincatura o con rivestimenti non propaganti la fiamma.Nelle parti di impianto non soggette a pericoli di danneggiamento meccanico, i tubi possono esseremetallici, conformi alle Norme EN 50086-1 (Classificazione CEI 23-39) e EN 50086-2-1 (ClassificazioneCEI 23-54) oppure è sufficiente che i tubi siano in materiale non combustibile.
I cavi soggetti a movimenti nell’uso, devono essere racchiusi in tubi flessibili di caratteristiche equivalenti
a quelle dei tubi rigidi.
Possono essere utilizzati cavi intrinsecamente sicuri contro i danni meccanici e impermeabili alla polvere,come:
• cavi ad isolamento termoplastico o elastomerico, schermati o con armatura, con guaina in PVC, PCPo guaina similare;
• cavi racchiusi in una guaina in alluminio senza saldatura, con o senza armatura;
• cavi ad isolamento minerale, usati però a potenza ridotta, per limitare la temperatura superficiale;
I cavi devono essere posizionati in modo da evitare effetti di attrito ed accumulo di cariche elettrostatiche,dovute al passaggio di polvere.
Quando i cavi sono disposti in canaline, condotti o cunicoli, si deve evitare il passaggio o il deposito dipolvere combustibile in tali luoghi.È necessario inoltre considerare la possibilità di accumulo di polvere sul cavo e, quindi, una diminuzionedella dispersione di calore, ed usare pertanto cavi con portata maggiore, per ridurre il rischio di incendiocausato da sovratemperature.
4. CONCLUSIONI
Come abbiamo visto, negli impianti in cui si lavorano polveri ed in particolare in quelli dell’industriaagroalimentare, i pericoli derivanti dalle nuvole o dagli accumuli di polveri sono molto alti e gli effettipossono essere esplosioni devastanti, come già è avvenuto nel passato e continua a ritmo incalzanteanche al giorno d’oggi. L’applicazioni delle nuove normative, pertanto, deve essere vista come un passoavanti nella strada verso la sicurezza di tutti quanti operano nell’industria e vissuta in modo positivo siadai progettisti che dagli installatori che tali norme dovranno seguire per rendere maggiormente sicuri gliimpianti.
4.1. Bibliografia
R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. Utet
Gino Ronchail (INERIS) – Studio del fenomeno dell’esplosione di polveri nell’industria agroalimentareNorma Europea EN 50281-1-1Norma Europea EN 50281-1-2Norma Europea EN 50281-2-1Norma Europea EN 50281-2-2Norma Europea EN 50281-3

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 34/43
Forlì 7 dicembre 2005 – Pag. 34
PARTE QUINTA
1. DIFFERENZE TRA MODO IL DI PROTEZIONE EEx “d” E IL MODO DI PROTEZIONE EEx “e”
Una volta individuate all'interno di un impianto le varie zone di pericolo è fondamentale operare la sceltasulle apparecchiature elettriche che possono essere installate in quella zona per scongiurare il pericolo diesplosione causato da scintille accidentali, archi o da sovratemperature superficiali.Fondamentalmente i criteri su cui si basano i diversi modi di protezione sono i seguenti:
a. La possibile esplosione viene contenuta all'interno di apposite custodie a prova di esplosione(es. modo di protezione Ex d)
b. Viene aumentata l'affidabilità dei componenti elettrici in modo che non scintillino in condizioninormali di utilizzo, e viene quindi ridotto a livelli molto bassi il rischio che l'apparecchiatura possacausare un'esplosione (es. modo di protezione Ex e)
c. Viene impedito il contatto tra il componente elettrico che può essere causa di innesco el'atmosfera esplosiva (es. sistema Ex m)
d. L'energia messa in gioco anche in caso di guasto dell'apparecchio è così bassa da evitarequalsiasi innesco dell'atmosfera esplosiva (es. modo di protezione Ex i)
Tralasciando volutamente i sistemi del tipo "c" e "d" che sono applicabili, il primo alla componentistica, edil secondo soltanto alla strumentazione ed al controllo di processo, ove possano venire applicatesoluzioni tecnologiche elettroniche, e dove ovviamente le tensioni e correnti in gioco sono bassissime,concentriamoci invece sui modi "a" e "b" che sono quelli maggiormente applicati negli impianti disicurezza.Di questi due sistemi, il primo è utilizzato soprattutto in aree di influenza statunitense, e nel bacinomediterraneo, ed il secondo è usato in aree di influenza germanica, ed in modo particolare nel norddell'Europa.Qui di seguito approfondiremo i concetti generali e cercheremo di fare un paragone dei due sistemi, eun'analisi sui pregi e i difetti di entrambi, considerando anche il fattore costo.
1.1. Modo di protezione EEx d - a prova di esplosione
Il modo di protezione EEx d, a prova di esplosione, che risponde alla norma europea EN 50018 (CEI 31-1), si basa sul concetto di contenimento dell’esplosione.In questo modo di protezione le apparecchiature elettriche vengono racchiuse in particolari custodie,studiate appositamente, in grado di contenere una eventuale esplosione interna, e di impedire la suatrasmissione all'atmosfera esterna alla custodia.Si sa che, mentre è possibile, attraverso sistemi che impiegano guarnizioni, impedire l’ingresso di polveri
o di liquidi all’interno di una apparecchiatura elettrica, è praticamente impossibile impedire ad un gas o adun vapore di propagarsi dappertutto e di infiltrarsi anche in sottilissimi pertugi. Pertanto la filosofia diquesto modo di protezione è quella di creare custodie sufficientemente robuste, adatte a sopportare lapressione sviluppatasi all'interno delle stesse (fino ad alcune decine di bar) e di impedire che eventualiprodotti ancora incombusti escano dalla custodia e vadano ad innescare il gas presente all'esterno,causando in tal modo una deflagrazione.Al contrario i gas combusti, prodotti dall'esplosione interna alla custodia, vengono laminati e raffreddatipassando attraverso degli appositi giunti creati tra varie parti della custodia (Es: Corpo e coperchio) edescono raffreddati ed incapaci di provocare l'innesco del gas all'esterno.Questa tecnica è tradizionalmente la più usata negli USA, Canada, Italia e in generale in tutto il bacinodel Mediterraneo e nei paesi di influenza tecnologica americana.Inoltre, nonostante una accresciuta concorrenza da parte di altri sistemi di protezione, questo sistemamantiene una indiscussa validità per la maggior parte di applicazioni possibili in zona pericolosa.
Il notevole vantaggio, che si traduce alla fine anche in un risparmio in termini di costo, sia iniziale che,soprattutto, di manutenzione, sta nel fatto che all'interno di queste custodie, viene installato materiale

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 35/43
Forlì 7 dicembre 2005 – Pag. 35
elettrico standard, reperibile in commercio, in quanto qualunque apparecchiatura può essere utilizzatasemplicemente inserendola in una custodia della dimensione adatta.
Custodia EEx d - Sezione di un giunto di laminazione
Con questo sistema si sono create tutta una serie di prodotti, che vanno dai quadri elettrici di comando,alle armature illuminanti, alle prese e spine, e ogni tipo di apparecchio presente in commercio può trovarela sua degna sistemazione in una custodia che può essere costruita appositamente, o più semplicementeadattata al caso specifico.Ogni componente è prodotto autonomamente e la sua sicurezza non dipende dal comportamento di altricomponenti.La solidità meccanica di questo tipo di costruzioni dà notevoli garanzie che il livello di sicurezza simantenga inalterato nel tempo, e la manutenzione ordinaria si risolve nella sostituzione delleapparecchiature elettriche all'interno delle custodie.Un punto a sfavore di queste apparecchiature è dato dal tipo di impianto tradizionalmente eseguito intubo con la necessità di inserire giunti di bloccaggio resinati per impedire il propagarsi dell'esplosioneattraverso le tubature.
Impianto in tubo

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 36/43
Forlì 7 dicembre 2005 – Pag. 36
A tale tipo di impianto, comunque, oggi si comincia a preferire il normale impianto in cavo con entratadiretta nelle custodie attraverso pressacavi antideflagranti idonei allo scopo.
Pressacavo EEx d - barriera
Questo tipo di impianto è certamente il più sicuro ed il più economico in assoluto sia in fase di costruzioneche, soprattutto, di manutenzione ordinaria.
1.2. Modo di protezione EEx e - Sicurezza aumentata
Il modo di protezione “a sicurezza aumentata”, denominato EEx e, che risponde alla normativa europeaEN 50019 (CEI 31-7), si basa sul concetto di prevenzione.Si cerca di applicare alle costruzioni elettriche misure tali da evitare, con un coefficiente di sicurezzaelevato, la possibilità di produrre archi o scintille, e di raggiungere superficialmente temperature tali dainnescare una esplosione.Questo modo di protezione, sviluppato in Germania e riconosciuto in Europa, non è invece adottato inUSA e Canada.La sicurezza aumentata è indicata per la protezione di terminali, custodie di infilaggio e giunzione,armature illuminanti, motori elettrici non scintillanti, e molto spesso viene utilizzata in combinazione conaltri tipi di protezione.
Affinchè la protezione "e" sia davvero efficace è richiesto un altissimo livello sia nella tecnologiacostruttiva, sia nella installazione che nella manutenzione degli impianti.Le prescrizioni costruttive, richieste dalla normativa, per ottenere un elevato coefficiente di sicurezza siain servizio normale sia in caso di eventuali sovraccarichi ammessi, sono molto restrittive, e riguardano: leconnessioni, i cablaggi, i componenti, le distanze sia in aria che superficiali, gli isolanti, la resistenzameccanica ad urti e vibrazioni, il grado di protezione delle custodie (IP).Il sistema pone dei grossi limiti ove sia richiesto l'uso di componenti come interruttori, deviatori, relè, etc.perché, al contrario della protezione "d", ove il materiale utilizzato è standard di commercio, nel casodella sicurezza aumentata è necessario utilizzare componentistica appositamente studiata, solitamentecon protezioni di tipo "d" o "m" o "q", in quanto non è la custodia a garantire la protezione antideflagrante,ma il singolo componente.E questo diventa un grosso handicap in caso di manutenzione ordinaria, sia per la difficile reperibilità deicomponenti, sia per l'alto costo degli stessi.Inoltre, poiché la sicurezza si fonda in questo caso sulla eliminazione delle cause di guasto a seguito delsovradimensionamento degli isolamenti, si pone il problema di quale sia il livello di sicurezza residuodopo anni di esercizio, e di conseguenza il sistema richiede una accurata e continua manutenzione esorveglianza.
1.3. Analisi di pregi e difetti dei due modi di protezione
Entrambi i modi di protezione sono utilizzabili proficuamente per la maggior parte delle applicazioni diimpiantistica elettrica industriale.Molto spesso si tende a preferire un modo di protezione rispetto ad un altro semplicemente per sentitodire o per convinzioni personali che si basano su esperienze negative fatte in passato.Come in tutte le cose, la perfezione non esiste e le varie apparecchiature devono essere scelte sullabase delle reali applicazioni all’interno di un impianto.Molto spesso il modo di protezione EEx e viene scelto perché la costruzione, nel 90% dei casi, utilizza

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 37/43
Forlì 7 dicembre 2005 – Pag. 37
resine plastiche, come poliesteri o policarbonati, preferiti dai tecnici per la loro resistenza naturale allacorrosione marina e agli acidi forti, e dagli installatori per il loro basso peso e relativa facilità diinstallazione.I materiali EEx d, solitamente costruiti in lega di alluminio, sono impiegati in luoghi ove, oltre alla
protezione antideflagrante, viene richiesta una buona protezione meccanica delle apparecchiature e deicavi.Tenteremo con questa tabella di sintetizzare, sulla base di quanto visto sopra, quali siano i pregi e i difettidi un modo rispetto all’altro, fermo restando che, come dicevamo, un modo di protezione universalmenteperfetto non esiste.
EEx d EEx e
PREGIAlto grado di sicurezzaBasso costo dei componenti
Reperibilità dei ricambiBasso costo di mantenimentoLunga durata
Facilità di installazioneEstetica gradevole
DIFETTIEstetica non gradevoleImpianti in tubo complessi
Costo elevato dei componentiReperibilità dei ricambiElevato livello tecnologico del produttore
1.4. Credenze da sfatare nel modo di protezione Ex "d"
Molto spesso si sentono delle affermazioni errate sul modo di protezione EEx "d", derivanti da vecchieconvinzioni ed approcci errati al sistema.Qui di seguito tentiamo di dare una risposta ai quesiti che più frequentemente vengono posti daiprogettisti e dagli installatori.
a. L'impianto Ex "d" necessita di tubi e giunti di bloccaggio e di personale specializzato per ilmontaggio.
In passato si è sempre identificato il modo di protezione EEx d con il sistema di impianto in tubo. Inquesto tipo di impianto i conduttori corrono all’interno di particolari tubi di protezione metallici e l’ingressonelle custodie a prova di esplosione avviene attraverso particolari raccordi, detti giunti di bloccaggio che,una volta terminato il cablaggio, vanno sigillati con delle resine apposite che non permettono, in caso diesplosione, che questa si propaghi al sistema di tubi di cui è composto l’impianto.La ragione di questa credenza è in parte da ricondurre alla vecchia norma impiantistica italiana, la CEI
64-2, che schematizzava le tipologie di impianto in categorie rigide e predefinite. L’impianto in tubo, dettoAD-PE, veniva sempre affiancato al modo di protezione EEx d, così come l’impianto in cavo, a sicurezzafunzionale, AD-FE, veniva sempre affiancato al modo di protezione EEx e.Questo non è assolutamente corretto, in quanto è possibile entrare nelle custodie a prova di esplosioneattraverso pressacavi antideflagranti studiati sia per cavi armati che per cavi privi di armatura.Questo sistema d’impianto, detto “ad entrata diretta”, è sempre stato utilizzato nei paesi di influenzatecnologica britannica, in quanto gli inglesi hanno da sempre usato i pressacavi.In questo caso l'impianto è del tutto simile ad un qualsiasi altro impianto elettrico di tipo industriale, e puòessere effettuato da personale non altamente specializzato.
b. Le custodie Ex "d" sono costruite in alluminio e vanno incontro a corrosione
Questo non è del tutto errato, la maggior parte delle custodie viene effettivamente prodotta utilizzando la
lega di alluminio, ma attualmente le leghe che si utilizzano sono leghe Alluminio Silicio, al 9% o al 13%, econtengono una percentuale in rame inferiore allo 0.05%.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 38/43
Forlì 7 dicembre 2005 – Pag. 38
È il contenuto di rame, infatti, che innesca la corrosione in presenza di elettroliti, ma se il suo contenuto ècontrollato nella lega, come oggi avviene da parte dei costruttori più qualificati, non si va incontro alfenomeno di corrosione, e non è neppure necessario alcun trattamento superficiale.Nel passato, e alcuni produttori non troppo qualificati lo fanno ancora oggi, venivano utilizzate leghe di
alluminio con un contenuto in rame fino allo 0.3%, fino a sei volte superiore a quello usato oggi daiproduttori più seri.Inoltre la resistenza e la resilienza di questo materiale alle basse temperature garantisce un'affidabilitàdecisamente superiore a quella delle resine sintetiche usate normalmente nei sistemi di protezione asicurezza aumentata Ex "e".
c. La manutenzione delle apparecchiature Ex "d" va fatta togliendo tensione.
Questo è vero, in quanto l’apertura delle custodie in presenza di tensione, pregiudica la protezioneantideflagrante in quanto, con eventuale presenza di gas, una qualunque causa di innesco, come unarco, una scintilla, o la sovratemperatura di un componente interno, può facilmente causare unadeflagrazione, con conseguenze facilmente prevedibili.In ogni caso è comunque buona norma togliere tensione prima di operare all'interno di quadri oapparecchiature elettriche, e questo indipendentemente dalla presenza o meno di atmosfera esplosiva.In modo particolare la disputa sull’operare o meno in presenza di tensione, si è manifestata alcuni anni fae riguardava la possibilità di cambiare i tubi fluorescenti all’interno delle armature illuminanti. Praticaquesta che viene fatta normalmente dai manutentori senza togliere tensione.Tale pratica è possibile nelle armature illuminanti di tipo EEx e, in quanto, solitamente, è previsto uninterruttore di sicurezza che toglie tensione al momento dell’apertura della calotta plastica. Al contrariouna armatura di tipo EEx d, necessita dell’apertura dei contatti prima di poter essere aperta.Da prove effettuate, però, risulta che l’energia presente nei circuiti una volta tolta tensione è per almenoancora 10 minuti sufficiente ad innescare un’esplosione, se in presenza di gas con energie di innescomolto basse (come ad esempio l’idrogeno). È buona norma, pertanto, attendere almeno un quarto d’oratra l’interruzione della tensione e le operazioni di manutenzione sulle apparecchiature interne.
d. La rimozione dei coperchi non è semplice, dovendo rimuovere anche 30/40 bulloni.
Questa è un'altra credenza che deriva dalla esperienza di utilizzatori che hanno avuto a che fare conl'EEx "d" nel passato.Oggi i coperchi delle custodie sono quasi sempre avvitati e anche in caso di coperchi flangiati fissati per mezzo di viti, queste sono in numero molto limitato rispetto a quanto avveniva nel passato.Grazie ai miglioramenti tecnologici la resistenza meccanica è di molto superiore che nel passato,permettendo la costruzione di custodie con spessori più sottili, utilizzando tecnologie metallurgiche qualila pressofusione o la bassa pressione, le quali permettono di ottenere getti in alluminio molto più leggeriche in passato, con caratteristiche meccaniche decisamente più elevate.Questo fatto va a favore anche della leggerezza delle custodie che, rispetto al passato risultano esseremolto più maneggevoli per l’installazione.È chiaro che l’utilizzo di resine plastiche, da questo punto di vista, rende preferibile l’uso di custodie a
sicurezza aumentata, che risultano in ogni caso essere più leggere e, quindi, utilizzabili in quegli ambientinei quali la resistenza meccanica non è un requisito primario.
e. In ambienti particolarmente umidi la condensa dell'aria può creare problemi all'internodella custodia.
Con l'applicazione di apposite valvole di drenaggio, studiate appositamente per l'utilizzo in atmosferapericolosa, il problema della condensa interna è pari a quello di una qualsiasi altra apparecchiatura oquadro elettrico.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 39/43
Forlì 7 dicembre 2005 – Pag. 39
2. IL MODO DI PROTEZIONE Ex "n"
Una possibile alternativa per le installazioni in Zona 2
Il rischio di presenza di atmosfera esplosiva nella Zona 2 di un impianto è sempre stato consideratoestremamente basso. Si calcola infatti che la probabilità di presenza di atmosfera esplosiva, in terminitemporali, sia compresa tra complessivi 30" e un'ora nell'arco di un anno.La Zona 2, peraltro, rappresenta di fatto l'80% delle zone pericolose di un impianto e quindi i modi diprotezione delle apparecchiature elettriche installabili in tali aree rivestono una grande importanza per ilprogettista, in quanto l’utilizzo di apparecchiature sovradimensionate potrebbero comportare enormisprechi in termini economici e nessun vantaggio in termini di sicurezza.
Secondo i dettami della direttiva ATEX 94/9/CE le apparecchiature utilizzabili nelle varie zone di unimpianto di superficie sono divise in diverse categorie come si vede nella segente tabella:
Gruppo CategoriaPresenza di atmosfera
esplosiva Sostanza Livello di protezione Zona
1GSempre, spesso o per lunghi
periodiGas, vapori, nebbie Molto alto Zona 0
2G Probabile presenza Gas, vapori, nebbie Alto Zona 1
3GScarse probabilità e per breve
tempoGas, vapori, nebbie Normale Zona 2
1DSempre, spesso o per lunghi
periodiPolveri Molto alto Zona 20
2D Probabile presenza Polveri Alto Zona 21
II
Superficie
3DScarse probabilità e per breve
tempoPolveri Normale Zona 22
In termini pratici, seguendo la Direttiva Atex, potremmo considerare l’utilizzo dei vari modi di protezionenel modo seguente:
Modo di protezione Definizione Zona 0 Zona 1 Zona 2
Ex ia Sicurezza intrinseca “ia”
Ex ma Incapsulamento “ma”
Ex “d” A prova di esplosione X
Ex “e” A sicurezza aumentata X
Ex “ib” Sicurezza intrinseca “ib” X
Ex “m Incapsulamento X
Ex “o” Immersione in olio X
Ex “q” Sotto sabbia X
Ex “p” A sovrapressione interna X
Ex “n” Modo di protezione “n” X X
adatto sovrabbondanteX proibito

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 40/43
Forlì 7 dicembre 2005 – Pag. 40
Come si evince dalla tabella, il modo di protezione “n” è considerato il miglior compromesso tra costi esicurezza. Ma che cosa è il Modo di protezione “n”, oggi ancora quasi sconosciuto in Italia ?
Il modo di protezione “n” è stato sviluppato moltissimi anni fa in Gran Bretagna, per poter essere
utilizzato, con un sufficiente margine di sicurezza, in Zona 2, riducendo notevolmente i costi di acquistodelle apparecchiature con modi di protezione tradizionali, come l’Ex “d” o l’Ex “e”.
Già nel 1972, in Gran Bretagna, esistevano due norme che si riferivano a questo modo di protezioneapplicato rispettivamente alle apparecchiature elettriche e alle macchine rotanti:• BS 4683 Part 3, Specification for electrical apparatus for explosive atmospheres. Type of protection
"N". (oggi sostituita dalla BS 6941-1988);• BS 5000 Part 16, Specification for rotating electrical machines of particular types or for particular
applications. Type N electrical motors.Attualmente questa tecnica di protezione è molto usata anche in Svizzera e negli Stati Uniti e in Canadadove viene denominata "non incendive".In Italia è applicata molto raramente per non dire che è praticamente sconosciuta, pur esistendo unanorma, la CEI 31-11 del 1985, che la regolamenta.Recentemente è stata pubblicata la Norma europea EN 50021 che standardizza questo modo diprotezione a livello comunitario. E questo fatto è molto importante se si considera, come detto più sopra,che il campo applicativo di questo modo di protezione è rappresentato dalla Zona 2, che rappresental’80% delle zone pericolese.
2.1. Caratteristiche principali
Il modo di protezione Ex "n" si basa sul concetto di prevenzione, impedendo, attraverso determinatiaccorgimenti tecnici, che le costruzioni elettriche durante il loro servizio normale, provochino l'innescodell'atmosfera esplosiva circostante.Il principio che sta alla base del modo di protezione Ex "n" è quello di non considerare guasti o situazionianomale, inerenti la protezione contro le esplosioni, utilizzando criteri costruttivi tali da impedire che tali
apparecchiature li possano provocare durante il servizio normale.Questo principio è coerente con il criterio di rischio globale, che considera cioè il pericolo di esplosionecome la somma del rischio di presenza dell'atmosfera esplosiva e d'innesco da parte di un fenomenoelettrico o termico.É necessario, per sposare questa tesi, considerare il fatto che stiamo parlando di apparecchiaturepreviste per la categoria 3G, cioè installabili solamente in Zona 2, nella quale la presenza di gas è moltolimitata e quindi il "rischio globale" risulta essere estremamente basso.In realtà il modo di protezione Ex "n" è un insieme di modi di protezione semplificati, che nella praticaquotidiana consente di realizzare qualsiasi tipo di costruzione elettrica, senza praticamente limitidimensionali e di grandezza elettrica.Qui di seguito riportiamo alcuni esempi di apparecchiature che possono venir realizzate con questo mododi protezione:− cassette di giunzione con morsetti
− unità di protezione a fusibili− apparecchi illuminanti− quadri elettrici e strumentali− sistemi di misurazione e monitoraggio− unità di comando, controllo e segnalazione− motori elettriciCon questo modo di protezione si possono realizzare indistintamente contatti di prossimità di pochi mm 3 di volume, costruiti utilizzando ampolle reed contenute in piccole custodie a chiusura ermetica o motorielettrici di potenze molto elevate.
2.2. Caratteristiche costruttive
Come detto nel paragrafo precedente il modo di protezione "n" è un insieme di modi di protezione
semplificati che prevede l’applicazione di tutte le varie tecniche note per la prevenzione delle esplosioni,

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 41/43
Forlì 7 dicembre 2005 – Pag. 41
ossia il contenimento, la segregazione e la prevenzione, ma realizzate in modo semplificato.Nell’Ex “n” possiamo trovare raggruppate tutte le caratteristiche dei modi di protezione usati per leapparecchiature impiegate in Zona 1, ma le caratteristiche costruttive sono modulate per un utilizzo chenon prevede la protezione in caso di guasti.
La nuova normativa europea suddivide le apparecchiature Ex “n” in due categorie principali:• Apparecchiature non scintillanti• Apparecchiature scintillanti
Apparecchiature non scintillanti Apparecchiature scintillanti
EEx nA Apparecchiature con contatti protetti EEx nCRespirazione limitata EEx nRLimitazione di energia EEx nLPressurizzazione semplificata EEx nP
- apparecchiature non scintillanti (eex na)Le apparecchiature che nel corso del funzionamento normale non producono scintille, archi e nongenerano elevate temperature superficiali, tali da innescare una esplosione, sono considerate “NonScintillanti”.In questa categoria si possono inserire le armature illuminanti, le custodie di derivazione, i motori elettriciasincroni a gabbia di scoiattolo.Le apparecchiature non scintillanti sono contraddistinte dal codice EEx nA.
- apparecchiature scintillanti Le apparecchiature che nel corso del funzionamento ordinario possono invece produrre scintille, archi opresentare pericolose temperature superficiali, sono considerate “Apparecchiature Scintillanti”.
Queste, secondo la nuova norma EN 50021, si dividono a loro volta in quattro categorie:• EEx nR – Custodie a respirazione limitata• EEx nL – Apparecchiature a limitazione di energia• EEx nP – Apparecchiature a pressurizzazione semplificata• EEx nC – Costruzioni elettriche scintillanti con contatti adeguatamente protetti
EEx nR - Custodie a respirazione limitataSono delle custodie costruite in modo tale da impedire o limitare l'ingresso dell'atmosferaesplosiva così da poter garantire che la concentrazione di gas all'interno delle custodie nonraggiunga mai il limite di infiammabilità.
EEx nL - Apparecchiature a limitazione di energia
Questo è un modo di protezione analogo all'Ex "i" nel quale il circuito elettrico deve possedereuna energia talmente bassa da non essere in grado, in condizioni normali, di produrre scintille,archi o sovratemperature tali da innescare l'atmosfera circostante.
EEX NP – apparecchiature a pressurizzazione semplificataIn queste apparecchiature, durante il servizio ordinario, viene assicurata una sovrapressioneinterna con un gas di protezione, normalmente aria filtrata e sicura, che impedisce all’atmosferapericolosa di penetrare nella custodia. Il principio è quello del modo di protezione EEx “p”.
EEX NC – costruzioni elettriche scintillanti con contatti protettiQueste apparecchiature presentano un metodo di costruzione che garantisce che non siverifichi l’esplosione anche se avviene un contatto tra l’atmosfera e la fonte di innesco, o chegarantisce l’impossibilità di contatto tra atmosfera pericolosa e fattore innescante.

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 42/43
Forlì 7 dicembre 2005 – Pag. 42
Questo modo di protezione si divide in:• Dispositivi di interruzione a cella chiusa• Componenti non innescanti• Dispositivi a chiusura ermetica• Dispositivi a tenuta• Dispositivi incapsulati
Dispositivi di interruzione a cella chiusaQuesti sono dei dispositivi che hanno un modo di protezione analogo al modo di protezione Ex"d". In sostanza sono delle apparecchiature di interruzione che contengono contatti che apronoe chiudono un circuito elettrico e che quindi possono scintillare in condizioni normali (pulsanti,interruttori, deviatori, commutatori ecc.).Tali dispositivi sono costruiti in modo tale da essere in grado di sopportare una esplosioneinterna senza trasmettere la fiamma all'atmosfera circostante. Il volume interno libero, però, alcontrario che nelle apparecchiature Ex "d", non può essere superiore ai 20 cm3 e la tensione ela corrente massima devono essere rispettivamente 690 V e 16 A.
Componenti non innescantiCome per i dispositivi di interruzione a cella chiusa, anche in questo caso, i contatti di aperturae di chiusura di un circuito possono innescare l'atmosfera esplosiva, ma i meccanismi dicontatto devono essere progettati e costruiti in modo da prevenire l'accensione del gas.Questi particolari componenti non possono avere un volume interno libero superiore a 20 cm3 evalori di tensione e di corrente maggiori rispettivamente di 254 V e 16 A.
Dispositivi a chiusura ermeticaSono dei dispositivi progettati e costruiti per impedire che l'atmosfera esterna, potenzialmenteesplosiva, entri al loro interno, dove sono contenute apparecchiature in grado di innescarla.Tali dispositivi sono solitamente realizzati da custodie metalliche opportunamente saldate.La normativa EN 50021 ammette sia la saldatura a stagno, la brasatura, la saldatura elettrica,o fusione di vetro su metallo.
Dispositivi a tenutaQuesti dispositivi, costruiti a tenuta, con volume interno libero non superiore a 100 cm 3,possono contenere apparecchiature scintillanti, ma non devono poter essere aperti durante ilservizio normale.
Dispositivi incapsulatiQuesti dispositivi, con volume interno libero non superiore a 100 cm 3, che possono contenereapparecchiature scintillanti, devono essere racchiusi completamente in un composto diincapsulamento.
3. CERTIFICAZIONE E MARCATURA
Trattandosi di apparecchiature di categoria 3G, secondo la classificazione della direttiva ATEX 94/9/CE,per le costruzioni elettriche con modo di protezione “n” non è richiesta l’approvazione da parte di unorganismo di certificazione.Per tale categoria, infatti, le procedure di valutazione della conformità sono semplificate.Il costruttore è tenuto a predisporre, oltre alla dichiarazione di conformità alla direttiva, unadocumentazione tecnica che contenga gli elementi essenziali del progetto, gli esiti delle verifiche e delleprove necessarie per dimostrare il rispetto delle norme tecniche di riferimento.Non è necessario, pertanto l’esame CE di tipo da parte di un ente notificato.La marcatura dovrà pertanto riportare:• Il nome o il marchio del costruttore
• L’identificazione ATEX del tipo• Il simbolo EEx n seguito da:

5/12/2018 Corso Ex Proof 2005 - slidepdf.com
http://slidepdf.com/reader/full/corso-ex-proof-2005 43/43
Forlì 7 dicembre 2005 – Pag. 43
o A – per apparecchiature non scintillantio R – per custodie a respirazione limitatao L – per apparecchiature a limitazione di energiao P – per apparecchiature a pressurizzazione semplificatao C – per le apparecchiature scintillanti con contatti protetti
• Il simbolo del gruppo II per le apparecchiature non scintillanti• Il simbolo del gruppo di gas IIA o IIB o IIC (per le apparecchiature scintillanti con simbolo C o L)• La classe di temperatura T• L’eventuale numero di certificato ed in questo caso anche il nome o il marchio dell’ente che lo ha
rilasciato• Il simbolo X se vi sono condizioni particolari di utilizzo
4. CONCLUSIONI
Come detto all’inizio, un modo di protezione universale e perfetto non esiste e anche in questa velocerassegna, non siamo in grado di affermare se sia migliore il modo di protezione EEx d o il modo diprotezione EEx e.Ogni apparecchiatura è concepita e progettata per particolari applicazioni impiantistiche e ciò che èimportante considerare è che qualunque metodo è valido se viene applicato seguendo i criteri tenuti inconsiderazione in fase di progettazione.La pericolosità non è dovuta alle apparecchiature che, nel momento della loro costruzione, sonosenz'altro idonee all'uso per le quali sono state prodotte, e presentano un elevato coefficiente disicurezza, ma piuttosto al loro utilizzo e alla loro corretta manutenzione. Per evitare gli incidenti èpertanto necessario attenersi alle regole di corretto uso e manutenzione degli impianti, e soprattuttoscegliere le apparecchiature ed i tipi di impianto più adatti in funzione del luogo e delle caratteristicheambientali, dando priorità alla sicurezza delle apparecchiature.Inoltre, in chiusura, va fatta un’importante considerazione economica. Un buon progettista deve tenere inconsiderazione non soltanto il costo iniziale di una apparecchiatura, ma considerare anche il suo costo intermini manutentivi e di sorveglianza nel corso del tempo, se vuole aggiungere valore alla propria opera,in un’ottica di miglior servizio al proprio cliente.
Il modo di protezione “n”, pur se praticamente sconosciuto come applicazioni, in Italia, da moltissimi anniviene utilizzato in altri paesi europei.Utilizzando questi modi semplificati di protezione le aziende produttrici di apparecchiature elettricheantideflagranti, potranno immettere sul mercato moltissimi nuovi prodotti, soprattutto per quanto riguardale apparecchiature non scintillanti, come ad esempio le armature illuminanti, o i motori elettrici.Per ciò che riguarda, invece, le apparecchiature scintillanti, i vari modi di protezione previsti dalla normaEN 50021 non credo porteranno dei grandi vantaggi rispetto ai modi di protezione tradizionale, in quantoimplicano soluzioni progettuali abbastanza complicate, per apparecchiature che, pur essendogeneralmente meno sicure, presenteranno costi vicini alle apparecchiature concepite per la Zona 1.Da quanto sinteticamente espresso nei paragrafi precedenti si può concludere che in pratica la
costruzione Ex "n" è una costruzione industriale con requisiti un po' superiori idonea a garantire lasicurezza in un ambiente potenzialmente esplosivo che, come lo è la Zona 2, presenta dei rischi moltolimitati, sarà il tempo che ci dirà se gli utilizzatori sceglieranno questo nuovo metodo di protezione o sepreferiranno rivolgersi a soluzioni già ampiamente sperimentate e disponibili in commercio.
4.1 Bibliografia
R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. UtetNorma Europea EN 50014 – Regole generaliNorma Europea EN 50021 – Modo di protezione Ex “n”R. Vittori – Protezione elettrica antideflagrante – II^ Edizione marzo 2000 – Ed. UtetNorma Europea EN 50014 – Regole generali
Norma Europea EN 50018 – Modo di protezione Ex “d”Norma Europea EN 50019 – Modo di protezione Ex “e”