CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI … · Il controllo in tempo reale della mappa termica...
8
CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI STAMPI NELLA PRESSOCOLATA
Transcript of CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI … · Il controllo in tempo reale della mappa termica...

CONTROLLO DI TEMPERATURA SUPERFICIALE DEGLI STAMPI NELLA PRESSOCOLATA

2 TTV
La misura della temperatura in real time, senza interruzioni di processo, previene i problemi tipici della pressocolata. Uno stampo con temperatura troppo alta o troppo bassa ha un impatto negativo sulla qualità del pezzo, sulla vita utile dello stampo, sul tempo ciclo oltre che sui consumi di energia (per aria di soffiaggio) e di lubrodistaccanti, e sui costi di manutenzione dovuti a una termoregolazione non ottimizzata.
Ottimizzazione del processo di pressocolata. Le immagini termografiche scattate ad ogni ciclo di stampaggio, in maniera automatica prima e dopo la fase di lubrifica, forniscono informazioni sullo stato dello stampo per condurre una rapida analisi delle condizioni di processo.
Ottimizza i getti monitorando…
TTV, Total Thermal Vision, è l’innovativa e provata tecnologia di visione per monitorare in tempo reale la mappa termica della superficie dello stampo nella pressocolata di leghe leggere. TTV è per questo la soluzione ottimale per incrementare sia la qualità dei getti sia l’OEE, l’indice di efficienza totale dell’impianto, in processi ad alta produttività.
Con TTV vogliamo quindi supportare i Nostri Clienti nel raggiungere il più alto livello di qualità nella pressocolata per rispondere alle richieste più esigenti, fornendo la soluzione ideale nel monitoraggio di processo e nell’ottimizzazione del ciclo di lubrifica.
La distribuzione della temperatura superficiale dello stampo è l’aspetto cruciale per mantenere il processo efficiente e con elevati livelli qualitativi. Ritiri da solidificazione, porosità, cricche, blister: molti dei difetti nei getti derivano infatti da temperature fuori controllo o dalla distribuzione non ottimizzata.

TTV 3
Porosità
…la corretta mappa termica dello stampo
RitiriSoffiature
Cricche, rugosità e macchie superficiali, parti flesse, ossidate o incomplete sono difetti correlati con la temperatura superficiale dello stampo, la fase di lubrifica e le caratteristiche del lubrodistaccante.
Influenza della temperatura nella pressocolata
Temperatura superficialeprima della lubrifica
Temperatura superficialedopo lubrifica
Difettiinterni
Difettisuperficiali
Difetti digeometria
• Macro ritiri, porosità interdendritica, porosità planare
• Porosità da aria intrappolata, da umidità residua, da lubrificante
• Giunzioni, sfogliature, gocce fredde
• Cricche, cricche a caldo
• Ricali
• Giunzioni a vortice, sfogliature, gocce fredde
• D e p o s i t i s u p e r f i c i a l i , contaminazioni, inclusioni
• Cricche, cricche a caldo
• Metallizzazione, fatica termica, segni di espulsione
• Getti incompleti
• Bave
• Getti deformati
4 TTV
La migliore tecnologia infrarosso…
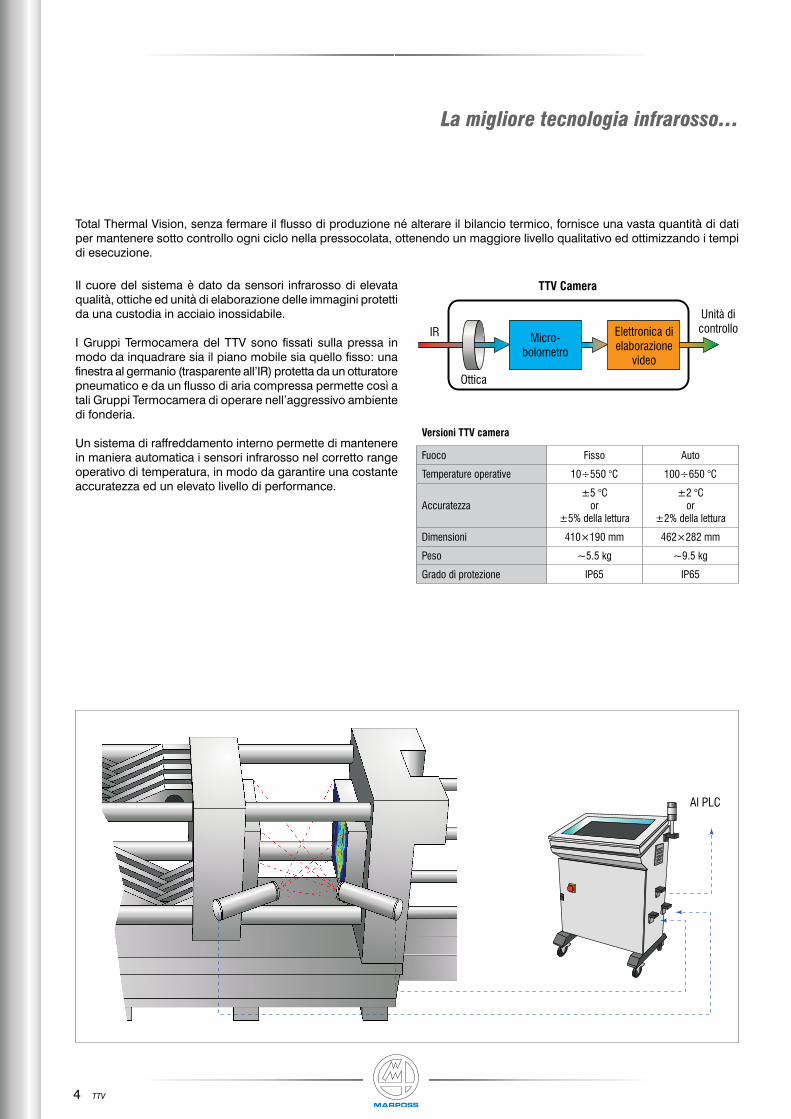
Total Thermal Vision, senza fermare il flusso di produzione né alterare il bilancio termico, fornisce una vasta quantità di dati per mantenere sotto controllo ogni ciclo nella pressocolata, ottenendo un maggiore livello qualitativo ed ottimizzando i tempi di esecuzione.
Il cuore del sistema è dato da sensori infrarosso di elevata qualità, ottiche ed unità di elaborazione delle immagini protetti da una custodia in acciaio inossidabile.
I Gruppi Termocamera del TTV sono fissati sulla pressa in modo da inquadrare sia il piano mobile sia quello fisso: una finestra al germanio (trasparente all’IR) protetta da un otturatore pneumatico e da un flusso di aria compressa permette così a tali Gruppi Termocamera di operare nell’aggressivo ambiente di fonderia.
Un sistema di raffreddamento interno permette di mantenere in maniera automatica i sensori infrarosso nel corretto range operativo di temperatura, in modo da garantire una costante accuratezza ed un elevato livello di performance.
IR
Ottica
Micro-bolometro
Elettronica di elaborazione
video
Unità di controllo
TTV Camera
Versioni TTV camera
Fuoco Fisso Auto
Temperature operative 10÷550 °C 100÷650 °C
Accuratezza±5 °C
or±5% della lettura
±2 °Cor
±2% della lettura
Dimensioni 410×190 mm 462×282 mm
Peso ~5.5 kg ~9.5 kg
Grado di protezione IP65 IP65
Al PLC
TTV 5
…per la pressocolata di qualità
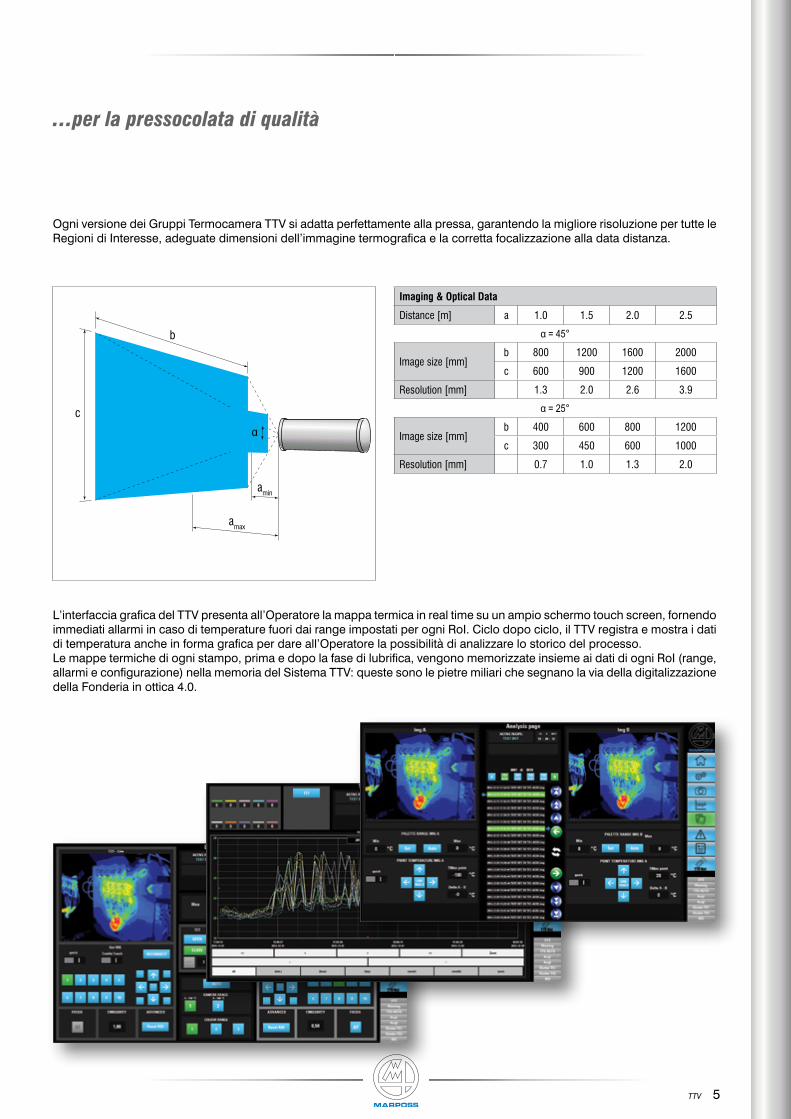
Ogni versione dei Gruppi Termocamera TTV si adatta perfettamente alla pressa, garantendo la migliore risoluzione per tutte le Regioni di Interesse, adeguate dimensioni dell’immagine termografica e la corretta focalizzazione alla data distanza.
L’interfaccia grafica del TTV presenta all’Operatore la mappa termica in real time su un ampio schermo touch screen, fornendo immediati allarmi in caso di temperature fuori dai range impostati per ogni RoI. Ciclo dopo ciclo, il TTV registra e mostra i dati di temperatura anche in forma grafica per dare all’Operatore la possibilità di analizzare lo storico del processo.Le mappe termiche di ogni stampo, prima e dopo la fase di lubrifica, vengono memorizzate insieme ai dati di ogni RoI (range, allarmi e configurazione) nella memoria del Sistema TTV: queste sono le pietre miliari che segnano la via della digitalizzazione della Fonderia in ottica 4.0.
Imaging & Optical Data
Distance [m] a 1.0 1.5 2.0 2.5
α = 45°
Image size [mm]b 800 1200 1600 2000
c 600 900 1200 1600
Resolution [mm] 1.3 2.0 2.6 3.9
α = 25°
Image size [mm]b 400 600 800 1200
c 300 450 600 1000
Resolution [mm] 0.7 1.0 1.3 2.0
amax
b
c
α
amin

6 TTV
Competenza – esperienza – tecnologia…
Quante tonnellate di lega di alluminio vengono sprecate dalle fonderie nelle fasi di warm up? I Clienti che utilizzano Total Thermal Vision per ottimizzare la fase di avvio, riportano un aumento della vita utile dello stampo, una riduzione di circa il 70% degli scarti ed una diminuzione del tempo impiegato: in un anno si ottiene così un considerevole risparmio attraverso migliaia di getti conformi e l’aumento dell’efficienza della pressa.
Il controllo in tempo reale della mappa termica superficiale degli stampi ed il grafico dell’evoluzione della temperatura per ogni RoI consente l’immediata identificazione delle maggiori possibili cause di difetti. Metallizzazione, contaminazione, ritiri, segni da espulsione, sfogliatura sono solo alcuni dei difetti dovuti ad una errata distribuzione superficiale della temperatura.
Potendo controllare la differenza di temperatura tra prima e dopo lubrifica, il Clienti di TTV possono ridurre di secondi il tempo di lubrifica e soffiaggio, l’unica fase che può essere ottimizzata in questo processo.
La mappa termografica delle superfici degli stampi rende infatti possibile l’ottimizzazione della fase dedicata ai lubrodistaccanti e una più profonda conoscenza del processo, portando molteplici miglioramenti all’utilizzatore oltre che un incremento dell’indice di efficienza totale dell’impianto.
Lubrifica e Soffiatura
Estrazione
Apertura stampo
Solidificazione
Iniezione
Versamento
Chiusura stampo
TTV
EfficienzaBenefits
Benefits• Miglioramento dei costi di produzione• Incremento della vita utile dello stampo• Ottimizzazione tempo ciclo• Incremento efficienza di macchina• Migliore analisi dei modi di guasto• Diminuzione dei fermi macchina non previsti• Migliore qualifica del processo e della storia dei pezzi
SAVING
38%
8%
10%14%
10%
8%
12%
Scarti da avvio e ri-avvio produzioni
Accumuli sullo stampoe macchie sui pezzi
Metallizzazionee segni di estrazione
Finitura superficialee compattazione
Difetti da riempimento
Altri

TTV 7
…innovazione – partnership - presenza globale
Marposs, leader mondiale nel settore dei sistemi di misura e controllo operanti nelle linee di produzione meccanica, ha acquisito TTV Srl, inventore dell’innovativa tecnologia di visione infrarossa applicata alla pressocolata, da Motultech Baraldi, azienda specializzata nella ricerca e nella produzione di un’ampia gamma di lubrodistaccanti per pressocolata.
Innovazione e tecnologia, principi che caratterizzano i prodotti di Marposs, daranno nuovi impulsi allo sviluppo e alla diffusione del controllo tramite visione dell’infrarosso nei processi di pressocolata del futuro.
Due specialisti del settore offrono ora, su scala mondiale, soluzioni adeguate ai targets più esigenti, assicurando allo stesso tempo ed ovunque un servizio completo di assistenza pre e post-vendita che associa l’esatta misura della temperatura superficiale, alla miglior pratica di impiego di lubrificanti, sugli stampi di pressocolata.
Presente in 21 Paesi con 80 sedi, MARPOSS è in grado di fornire una globale, rapida e qualificata assistenza al Cliente.
Marposs headquarter - Bologna (Italy)

www.marposs.com
For a full list of address locations, please consult the Marposs official website D6C09900I0 - Edition 11/2017 - Specifications are subject to modifications
© Copyright 2017 MARPOSS S.p.A. (Italy) - All rights reserved.
MARPOSS, and Marposs product names/signs mentioned or shown herein are registered trademarks or trademarks of Marposs in the United States and other countries. The rights, if any, of third parties on trademarks or registered trademarks mentioned in this publication are acknowledged to the respective owners.
Marposs has an integrated system for Company quality, environmental and safety management, with ISO 9001, ISO 14001 and OHSAS 18001 certification. Marposs has further been qualified EAQF 94 and has obtained the Q1-Award.