CdL Architettura TECNOLOGIA … · freddo. Duttilità: è l'attitudine di un materiale a ... non...
22
1 CdL Architettura TECNOLOGIA DELL’ARCHITETTURA – A 2012_13 prof. S. Rinaldi Sistemi ed elementi costruttivi in acciaio
Transcript of CdL Architettura TECNOLOGIA … · freddo. Duttilità: è l'attitudine di un materiale a ... non...

1
CdL Architettura
TECNOLOGIA DELL’ARCHITETTURA – A 2012_13 prof. S. Rinaldi
Sistemi ed elementi costruttivi in acciaio
2
INDICE Caratteristiche dei materiali metallici Pag. 3
Processi produttivi “ 7
Semilavorati di impiego comune “ 11
L’acciaio nella storia delle costruzioni “ 12
Elementi costruttivi “ 16
Nodi e connessioni “ 18
Concezione strutturale “ 20
Bibliografia “ 23
3
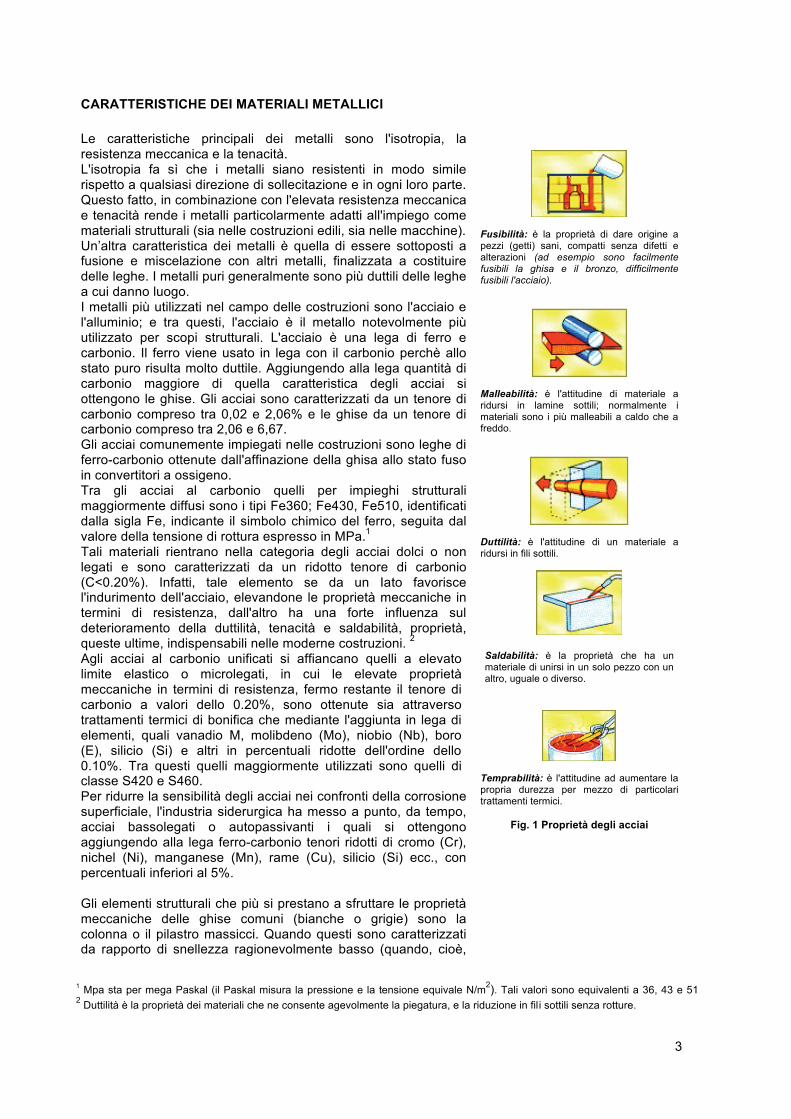
CARATTERISTICHE DEI MATERIALI METALLICI Le caratteristiche principali dei metalli sono l'isotropia, la resistenza meccanica e la tenacità. L'isotropia fa sì che i metalli siano resistenti in modo simile rispetto a qualsiasi direzione di sollecitazione e in ogni loro parte. Questo fatto, in combinazione con l'elevata resistenza meccanica e tenacità rende i metalli particolarmente adatti all'impiego come materiali strutturali (sia nelle costruzioni edili, sia nelle macchine). Un’altra caratteristica dei metalli è quella di essere sottoposti a fusione e miscelazione con altri metalli, finalizzata a costituire delle leghe. I metalli puri generalmente sono più duttili delle leghe a cui danno luogo. I metalli più utilizzati nel campo delle costruzioni sono l'acciaio e l'alluminio; e tra questi, l'acciaio è il metallo notevolmente più utilizzato per scopi strutturali. L'acciaio è una lega di ferro e carbonio. Il ferro viene usato in lega con il carbonio perchè allo stato puro risulta molto duttile. Aggiungendo alla lega quantità di carbonio maggiore di quella caratteristica degli acciai si ottengono le ghise. Gli acciai sono caratterizzati da un tenore di carbonio compreso tra 0,02 e 2,06% e le ghise da un tenore di carbonio compreso tra 2,06 e 6,67. Gli acciai comunemente impiegati nelle costruzioni sono leghe di ferro-carbonio ottenute dall'affinazione della ghisa allo stato fuso in convertitori a ossigeno. Tra gli acciai al carbonio quelli per impieghi strutturali maggiormente diffusi sono i tipi Fe360; Fe430, Fe510, identificati dalla sigla Fe, indicante il simbolo chimico del ferro, seguita dal valore della tensione di rottura espresso in MPa.1 Tali materiali rientrano nella categoria degli acciai dolci o non legati e sono caratterizzati da un ridotto tenore di carbonio (C<0.20%). Infatti, tale elemento se da un Iato favorisce l'indurimento dell'acciaio, elevandone le proprietà meccaniche in termini di resistenza, dall'altro ha una forte influenza sul deterioramento della duttilità, tenacità e saldabilità, proprietà, queste ultime, indispensabili nelle moderne costruzioni. 2 Agli acciai al carbonio unificati si affiancano quelli a elevato limite elastico o microlegati, in cui le elevate proprietà meccaniche in termini di resistenza, fermo restante il tenore di carbonio a valori dello 0.20%, sono ottenute sia attraverso trattamenti termici di bonifica che mediante l'aggiunta in lega di elementi, quali vanadio M, molibdeno (Mo), niobio (Nb), boro (E), silicio (Si) e altri in percentuali ridotte dell'ordine dello 0.10%. Tra questi quelli maggiormente utilizzati sono quelli di classe S420 e S460. Per ridurre la sensibilità degli acciai nei confronti della corrosione superficiale, l'industria siderurgica ha messo a punto, da tempo, acciai bassolegati o autopassivanti i quali si ottengono aggiungendo alla lega ferro-carbonio tenori ridotti di cromo (Cr), nichel (Ni), manganese (Mn), rame (Cu), silicio (Si) ecc., con percentuali inferiori al 5%.
Fusibilità: è la proprietà di dare origine a pezzi (getti) sani, compatti senza difetti e alterazioni (ad esempio sono facilmente fusibili la ghisa e il bronzo, difficilmente fusibili l'acciaio).
Malleabilità: è l'attitudine di materiale a ridursi in lamine sottili; normalmente i materiali sono i più malleabili a caldo che a freddo.
Duttilità: è l'attitudine di un materiale a ridursi in fili sottili.
Saldabilità: è la proprietà che ha un materiale di unirsi in un solo pezzo con un altro, uguale o diverso.
Temprabilità: è l'attitudine ad aumentare la propria durezza per mezzo di particolari trattamenti termici.
Fig. 1 Proprietà degli acciai
Gli elementi strutturali che più si prestano a sfruttare le proprietà meccaniche delle ghise comuni (bianche o grigie) sono la colonna o il pilastro massicci. Quando questi sono caratterizzati da rapporto di snellezza ragionevolmente basso (quando, cioè,
1 Mpa sta per mega Paskal (il Paskal misura la pressione e la tensione equivale N/m2). Tali valori sono equivalenti a 36, 43 e 51 2 Duttilità è la proprietà dei materiali che ne consente agevolmente la piegatura, e la riduzione in fili sottili senza rotture.

4
sono poco slanciati), sono infatti interessati da sforzi di flessione modesti e lavorano quindi più che altro a compressione semplice. Nel corso dell'ottocento nei paesi industrializzati (primo tra tutti l'Inghilterra) l'impiego più caratteristico della ghisa era in effetti diretto alla realizzazione di pesanti colonne in edifici industriali le cui pareti esterne erano in muratura massiccia. Tali elementi strutturali venivano prodotti mediante fusione e colatura in stampi e potevano perciò arricchirsi di modanature e ornamenti ricavati negli stampi stessi (soluzione che non rientra, come si vedrà, nelle consuetudini dei tipi di acciaio più utilizzati). Oggi il campo degli impieghi della ghisa si è per lo più ristretto a impieghi non strutturali: tubazioni, radiatori, caldaie, e nel settore delle costruzioni i prodotti in ghisa costituiscono complessivamente circa l’1% dei matriali ferrosi prodotti Nel campo delle costruzioni civili, l'acciaio, se paragonato agli altri materiali da costruzione, è caratterizzato da un elevato "rendimento meccanico" dato dal rapporto tra la resistenza unitaria e il peso specifico il che consente di realizzare strutture leggere e al tempo stesso capaci di offrire elevate prestazioni meccaniche. L'elevato rendimento meccanico, unito alla grande duttilità, ovvero alla capacità del materiale di subire sensibili deformazioni in campo plastico, rendono inoltre l'acciaio particolarmente idoneo a essere impiegato nelle applicazioni progettuali che richiedono una notevole capacità di "dissipazione energetica' da parte dell'organismo strutturale, quali appunto le costruzioni in zone sismiche. In aggiunta occorre considerare che la vasta gamma di acciai prodotti oggigiorno dall'industria siderurgica consente al progettista di disporre, nella fase della concezione progettuale, di un ulteriore grado di variabilità: la resistenza del materiale. Tale prerogativa, ossia la possibilità di utilizzare, nell'ambito di una stessa struttura, membrature formalmente identiche ma con caratteristiche meccaniche diverse, è nota convenzionalmente come "quarta dimensione" della costruzione metallica. Da un punto di vista poi dell'analisi strutturale, vale a dire la previsione e l'interpretazione della risposta meccanica di un sistema strutturale, non va infine dimenticata la naturale predisposizione delle costruzioni metalliche a essere modellate in modo semplice e affidabile, sia mediante le teorie strutturali classiche sia attraverso le più recenti tecniche di simulazione numerica. I vantaggi del costruire in acciaio non sono ovviamente solo di tipo strutturale ma riguardano anche la possibilità di realizzare strutture di elevato "pregio architettonico", in cui la regolarità delle forme non è più un elemento invariabile della geometria della costruzione. Altro vantaggio è la possibilità di permettere, in modo rapido ed economico, "trasformazioni e riparazioni" anche sostanziali di organismi strutturali esistenti, consentendo anche l'eventuale recupero delle membrature sostituite. Come pure vanno sottolineate le potenzialità dell'acciaio nel campo del recupero dell'edilizia esistente dove, grazie alle sue caratteristiche tecnologiche e meccaniche, consente soluzioni ottimali per ogni classe di intervento, dal semplice consolidamento degli elementi portanti agli interventi generalizzati di recupero, ristrutturazione e riqualificazione funzionale. Gli aspetti di carattere economico, infine, sono spesso condizionati positivarnente dalla possibilità di “industrializzare il processo produttivo" degli elementi costruttivi nonché dall’adozione di tecniche di montaggio in cantiere rapide ed efficienti, soprattutto se paragonate a quelle in uso per altri
Fig. 2 Colonna e capitello in ghisa nella biblioteca S. Genevieve di H. Labrouste
(Parigi 1860)

5
sistemi costruttivi. Naturalmente le costruzioni in acciaio, oltre che dai pregi, sono anche caratterizzate da alcune problematiche tipiche che, come i pregi, sono in gran parte legate alle proprietà del materiale base. Da un punto di vista strutturale, infatti, si riscontra generalmente l'impossibilità di sfruttare appieno l'elevato rendimento meccanico del materiale e ciò al fine di evitare la realizzazione di strutture eccessivamente snelle e come tali particolarmente sensibili nei riguardi dei "fenomeni d'instabilità" globali e locali. In aggiunta, l'elevato rapporto tra il modulo elastico e la resistenza specifica del materiale rendono spesso condizionanti ai fini del progetto i requisiti di funzionalità, intesi come limitazione delle deformazioni e/o vibrazioni in esercizio. Ulteriore inconveniente è che, a causa della notevole quantità di energia necessaria alla lavorazione e al trasporto dell'acciaio, l'energia incorporata in questo materiale è elevata, pari a circa 26,8 GJ/tonn. superiore a quella del cls, del laterizio e del legno. Grazie alla sua resistenza strutturale, l'acciaio può però essere impiegato in quantità relativamente piccole, e ciò consente di contenere la quantità complessiva di energia incorporata nei componenti in acciaio utilizzati nelle costruzioni, la quale in effetti, come si è detto, mediamente risulta inferiore a quella del cls e del laterizio. Un terzo inconveniente è rappresentato dal fatto che l'integrità delle strutture edilizie in acciaio è minacciata dalle alte temperature generate dagli incendi e a causa del fatto che esse provocano una consistente perdita di resistenza meccanica al materiale. Le misure dirette alla protezione delle strutture edilizie in acciaio dal calore in genere prevedono di evitare di lasciare "a vista " tali strutture".3 Le strategie per la protezione delle strutture in acciaio dal calore degli incendi prevedono in genere la protezione delle strutture stesse mediante rivestimento con altri materiali: solitamente calcestruzzi gettati in opera, intonaci, involucri formati da pannelli di gesso o cartongesso, pannelli di protezione contenenti vermiculite o fibre minerali, oppure muratura. Altro sistema di protezione è rappresentato dall’applicazione di strati protettivi. A tal fine possono essere applicati, mediante spruzzatura, leganti miscelati con materiali sciolti che, per la loro scarsa conduttività e la loro elevata temperatura di fusione, ne accrescono la resistenza al calore. La scarsa conduttività richiesta a tali materiali è appunto finalizzata a ostacolare la trasmissione del calore agli strati sottostanti. I materiali più utilizzati a questo scopo sono la vermiculite espansa, la perlite espansa, fibre minerali come lana di vetro o fiocchi di gesso. I leganti impiegati nelle malte e negli intonaci in oggetto possono essere a base cementizia o gessosa (ovviamente tra essi e gli inerti non deve esservi incompatibilità). Un'altra strategia che implica la spruzzatura è quella che prevede l’impiego di particolari vernici, dette intumescenti cm. Lo spessore di applicazione delle vernici intumescenti varia di solito da 0,5 a 1,5 cm Quando sottoposte a calore, esse carbonizzandosi si gonfiano, raggiungendo spessori di 5-10 cm e formando uno strato compatto in grado di proteggere il materiale di supporto dall 'azione del fuoco.
Fig. 3 Soluzione per la protezione di pilastri e travi in acciaio dal calore degli
incendi mediante rivestimento in pannelli di gesso.
Legenda: 1. Rivestimento a due strati di lastre di gesso; 2. Telaio in acciaio profilato a freddo di supporto al rivestimento; 3. Trave in acciaio e doppio T; 4. Soletta in c.a.; 5. Angolari in acciaio; 6. Montanti in acciaio profilato a freddo; 7. Pilastro a H.
Fig. 4 Protezione di un pilastro e di una trave in acciaio mediante intonacatura.
L'intonaco è applicato a una rete in acciaio, la quale è a sua volta fissata ai profilati mediante bande di fissaggio in
acciaio o una struttura in acciaio profilato a freddo.
Legenda: 1. Intonaco di gesso con inerti di vermiculite; 2. Guide angolari in acciaio piegato a freddo; 3. Rete elettrosaldata; 4. Bande di fissaggio.
3 Le strutture in acciaio a vista sono riservate alle situazioni nelle quali l’indebolimento strutturale derivante da un eventuale incendio non comporti la perdita di vite umane (come avviene principalmente nel caso di strutture di copertura, per esempio capriate o travi reticolari di grandi dimensioni collocate in edifici pubblici velocemente sfullabili e aperti verso l'esterno, come impianti sportivi o saloni di esposizione}.

6
La comparsa sul mercato delle vernici intumescenti ha permesso di esporre alla vista le strutture in acciaio, che prima di allora dovevano essere nascoste da rivestimenti resistenti al fuoco in pannelli o tavole o essere rivestite da spessori di materiale (malte o intonaci) più consistenti. La soluzione delle vernici intumescenti offre però una resistenza al fuoco minore di quella offerta dalle soluzioni viste in precedenza, corrispondente a circa 30-60 minuti mediamente. Un ultimo inconveniente connesso all'impiego dei materiali ferrosi consiste nel fatto che l'ssidazione del ferro, dell'acciaio e della ghisa awiene con modalità tali da rendere questi metalli vulnerabili alla corrosione degli agenti atmosferici. Le leghe del ferro (non tutte, peraltro) costituiscono l'unico gruppo tra metalli impiegati in edilizia a temere l'effetto dell'ossidazione. Non che gli altri metalli siano esenti da ossidazione: semplicemente, la patina ossidata in quei casi rimane compatta e protegge dall'ossidazione gli stati sottostanti di materiale. L'idrossido di ferro cioè la ruggine, è invece caratterizzato da scarsa resistenza meccanica e scarsa tenacità e tende quindi a sfaldarsi, lasciando gli strati sotto stanti di materiale alla merce dell'ulteriore avanzata della ruggine. Ne deriva che l'ossidazione compromette le prestazioni dei materiali ferrosi: ferro, acciaio e ghise. La pellicola di idrossido che si forma sui metalli non ferrosi può essere di vario colore. Quella che si forma sullo zinco è di colore bruno e quella che si forma sul rame è verde (dovuta al solfato di rame). Quella che si forma sui metalli ferrosi è bruno-rossastra Le strategie di protezione del ferro e delle leghe di ferro e carbonio contro la corrosione si basano su trattamenti superficiali mirati a renderli meno attaccabili dalla ruggine. In alternativa, è possibile impiegare leghe di per se stesse non danneggiabili dall'ossidazione, come gli acciai inossidabili. I trattamenti superficiali mirati a rendere meno attaccabili le superfici degli oggetti in materiali ferrosi prevedono spesso la ricopertura della lega con uno strato superficiale metallico che non possa essere danneggiato dall'ossidazione applicato per via elettrolitica o per via termica. Il trattamento elettrolitico per l'applicazione dello strato di rivestimento prevede che i due metalli vengano immersi in soluzione in presenza di corrente elettrica, così da creare una forte differenza di potenziale tra l'uno e l'altro. Come metallo di apporto viene utilizzato un metallo più elettronegativo dell 'acciaio. Il metallo di apporto costituisce infatti il polo negativo (anodo) e quello di base (appunto, l'acciaio) il polo positivo (catodo). L'applicazione di una corrente esterna rende molto più forte la migrazione di ioni che già avrebbbe naturalmente luogo dall'uno all'altro. I metalli impiegati come materiali di rivestimento sono abitualmente il cromo, il nickel, lo zinco, lo stagno e il rame. Nel caso in cui lo strato protettivo sia applicato per via termica, il metallo di base viene immerso nel metallo di apporto fuso. Il metallo di apporto di gran lunga più utilizzato a tale scopo è lo zinco. La zincatura per immersione si effettua immergendo l’elemento di acciaio da zincare nello zinco fuso alla temperatura di 450 °C.
Fig. 5 Inclusione di un pilastro e di una trave in acciaio in membrature strutturali
in c.a. o cls.
Anche in questo caso il legame tra lo strato di rivestimento in zinco e il supporto in acciaio è costituito da una sottile pellicola di lega di zinco e acciaio che viene a formarsi tra i due strati. La zincatura termica è più frequente della zincatura elettrolitica. La durata della zincatura di un componente in acciaio zincato è mediamente di 20-25 anni.

7
Oltre che ricoprendoli con altri tipi di metallo, gli elementi strutturali in acciaio possono venire protetti dalla corrosione verniciandoli, La maggior parte degli elementi strutturali in acciaio sono verniciati, Di solito le vernici utilizzate sono organiche di origine sintetica, come le pitture acriliche, poliuretaniche o epossidiche. La verniciatura dell'acciaio può essere effettuata sia su elementi in acciaio zincato o ricoperto con altra lega metallica di protezione, sia su elementi in acciaio non zincato ne protetto con alcuna lega metallica, In quest'ultimo caso, chiaramente la loro resistenza alla corrosione è minore. Grazie alle soddisfacenti prestazioni meccaniche di tali verniciature, le lamiere verniciate possono essere formate o lavorate (avvitate, aggraffate o talvolta saldate) anche successivamente alla preverniciatura.
PROCESSI PRODUTTIVI
Produzione della materia prima Nella moderna siderurgia i procedimenti più comunemente utilizzati per produrre acciaio possono essere ricondotti a due: acciaio ottenuto dal minerale oppure dalla fusione dei rottami di ferro. Nel primo caso lo stabilimento per la produzione è denominato a "ciclo integrale'': questo significa che è necessario disporre di tutti quegli impianti ed attrezzature che consentano la trasformazione chimico fisica del minerale (ossidi di ferro) in acciaio. Il minerale necessita di un'accurata preparazione e miscelazione con altre sostanze (in particolare calcare) per ottenere quell'arricchimento e quella composizione chimico-fisica necessari per la sua trasformazione. I metodi di trattamento sono molti e tutti volti a far sì che il minerale e gli altri componenti aggregati siano trasformati in "piccoli pezzetti'', denominati "pellets'', così da renderli atti alla preparazione della carica dell'altoforno. Quest'ultimo è un forno del tipo a "tino'', continuo, nel quale il minerale, sottoposto ad alta temperatura si trasforma in ghisa (ferro ad alto contenuto di carbonio). La temperatura alla quale inizia la riduzione del minerale è intorno agli 800 gradi centigradi ed è ottenuta mediante la combustione del carbone coke, caricato assieme al minerale.4 All'uscita dall'altoforno la ghisa viene colata direttamente in un contenitore mobile su rotaie, chiamato carro siluro, tramite il quale viene trasportata all'acciaieria per la trasformazione in acciaio. Il processo per la preparazione dell'acciaio consiste nella decarburazione della ghisa e nell'aggiunta di componenti che consentano di ottenere quel grado di durezza e resistenza desiderato. Per far ciò occorre nuovamente riscaldare la ghisa in appositi forni, denominati convertitori, nei quali la ghisa si affina e si trasforma in acciaio. Tutto quanto sopra descritto è parte integrante di uno stabilimento siderurgico a ciclo integrale. In Italia, gli stabilimenti di questo tipo sono perlopiù gli ex ITALSIDER (Taranto, Piombino, Genova e Trieste, per citare i
Fig. 6 Processi produttivi dell’acciaio
4 I processi e gli impianti utilizzati per la preparazione della carica dell'altoforno sono, sinteticamente, i seguenti: - produzione del carbon coke: si ottiene dalla combustione del carbon fossile nelle cokerie: sono batterie di forni contigui (in genere da 20 a 30), nei quali da una parte si immette il carbon fossile e, dall'altra dopo la combustione, si estrae il coke, che verrà successivamente inviato all'altoforno. - trasformazione del minerale in pellets: impianti di lavaggio, frantumazione, setacciatura, omogeneizzazione e pellettizzazione .

8
più importanti). Gli stabilimenti siderurgici che producono acciaio direttamente dai rottami non necessitano di impianti e macchinari finalizzati alla produzione della ghisa ed alla sua trasformazione in acciaio. Sono pertanto, a parità di prodotto, di dimensioni e valori minori, permettendo la realizzazione di stabilimenti anche di capacità modesta, le cosiddette mini-acciaierie, con accettabili rapporti tra investimento e capacità produttiva, senza rinunciare a volumi di produzione anche ragguardevoli. Oltre a ciò presentano altri vantaggi, che compensano l'elevato consumo di energia elettrica necessario per il loro funzionamento: maggior elasticità di impiego (si possono produrre anche acciai inox), rapidità di messa in marcia, maggior possibilità di controllare i processi di trasformazione chimica, indipendenza dell'installazione da porti o altre importanti stazioni di smistamento merci. L'acciaio, in questi impianti, è ottenuto dalla fusione dei rottami di ferro opportunamente preparati e selezionati per evitare inconvenienti durante la trasformazione (esplosioni, cattiva qualità). La fusione avviene nel forno elettrico che, di norma, è di due tipi: - forno ad arco - forno ad induzione. Nei forni ad arco, i più impiegati, il calore viene apportato dalla radiazione dell'arco che si forma tra gli elettrodi di grafite ed il bagno. La potenza in gioco può variare da 500 ad oltre 100.000 kVA. La capacità del forno è misurata dal diametro del bacino.I consumi sono dell'ordine di 500-700 kwh per tonnellata di prodotto. La temperatura dell'arco raggiunge i 3500 gradi centigradi. I forni ad induzione, sono basati sul principio del passaggio di un intenso flusso elettromagnetico (e quindi di calore), dove la carica metallica rappresenta il secondario di un trasformatore. In genere vengono impiegati quando si vuol procedere ad una rifusione.
Produzione dei semilavorati Una volta prodotto, all'acciaio si deve imprimere la forma finale desiderata. Questa parte del processo di fabbricazione dell'acciaio è comune alle due modalità di produzione sopra descritte. Due sono i modi di procedere, laminazione e colata continua. L'acciaio può essere colato "in fossa'' nelle lingottiere, nelle quali solidifica e viene successivamente laminato sino a diventare prodotto finito. Ottenuto il lingotto, si procede alla sua trasformazione nel prodotto desiderato nel laminatoio, che può essere a "caldo'' o a "freddo''. Con il processo di laminazione a caldo il lingotto viene prima riscaldato a temperature fino a 1200 C° e quindi portato alla forma finale da una serie di cilindri disposti in diverse posizioni, nelle cosiddette "gabbie'' di laminazione. I principali tipi di laminatoio consistono in due, tre, quattro cilindri sovrapposti, contenuti nelle gabbie. Il lingotto viene schiacciato tra i cilindri, passando sempre in una sola direzione, o mutando alternativamente la direzione al cambiare del senso di rotazione dei cilindri, sino ad ottenere lo spessore desiderato. I vari tipi di laminatoi, chiamati "treni'', che vengono usualmente impiegati per ottenere i diversi prodotti, sono: - laminatoi sbozzatori di prima laminazione (da lingotti), che producono: blumi (sezione quadra) bramme (sezione rettangolare)
Fig. 7 Progressive deformazioni del lingotto d’acciaio per produrre un
profilato a doppio T
LAMINAZIONE Il materiale è costretto a passare tra due cilindri rotanti in senso inverso l'uno rispetto all'altro e si trasforma in lamina; si sfrutta la proprietà tecnologia chiamata "malleabilità".
TRAFILATURA Consiste nel far passare una barra di data sezione in un foro di sezione più piccola. La barra è sottoposta allo sforzo di trazione, per cui si deforma e si allunga, sfruttando la duttilità.
ESTRUSIONE Consiste nel costringere il materiale a passare attraverso un'apertura detta "matrice" della forma voluta. Il materiale è sottoposto a uno sforzo di compressione e assume la forma e le dimensioni della matrice.
FUCINATURA I materiali a caldo vengono deformati per mezzo di urti o pressioni con martelli.

9
tubi; - laminatoi sbozzatori di seconda laminazione che producono: billette (sezione quadra) e lamierini - laminatoi finitori che producono:larghi piatti, lamiere, profilati, vergella e nastro. La laminazione a freddo ha lo scopo di ottenere, con una deformazione plastica, senza apporto di calore, una superficie del metallo più compatta e liscia, con marcate variazioni delle caratteristiche meccaniche del prodotto è usata per la produzione di lamiere (lastre) grecate (profilate) o la produzione di profilati a C, l, l, U e Q(omega) di sezione modesta, di basso peso e resistenza elevata in rapporto al peso. Lo spessore dei componenti laminati a freddo è solitamente inferiore ai 3 mm.la lunghezza massima delle lastre prodotte per laminazione non è dettata da limitazioni produttive, ma dipende dalla lunghezza massima dei pezzi agevolmente trasportabili, che si aggira attorno ai 13 m. La trafilatura è frequente nella produzione di tondini, cavi o fili ad alta resistenza. In questo caso, barre o fili metallici vengono tirati attraverso matrici (fori) sempre più strette. L'estrusione è utilizzata per ottenere elementi allungati di sezione trasversale anche complicata, purchè a sviluppo longitudinale rettilineo, in questo caso barre o fili metallici vengono spinti attraverso matrici (fori), anche in questo caso di dimensioni sempre più ridotte.Tale processo di lavorazione è utilizzato anche per la produzione di semilavorati in altri materiali come, ad esempio, i profilati per gli infissi in alluminio e in PVC. l'estrusione dell'acciaio è però un 'operazione difficile, decisamente più impegnativa della trafilatura.5 L'imbutitura è un tipo di lavorazione che prevede che una lastra metallica venga compressa tra una forma e una controforma al negativo. In campo edilizio, il prodotto più tipicamente ottenibile per imbutitura sono le lamiere (lastre) profilate, ossia ondulate o grecate. Fuori dal campo edilizio, i componenti delle carrozzerie impiegati dall'industria automobilistica sono prodotti per imbutitura. Un oggetto comune che potrebbe prestarsi bene a essere prodotto per imbutitura è una maschera. Oggetti che non possono essere prodotti per imbutitura sono quelli caratterizzati dalla presenza di sottosquadri. Una volta formati i semilavorati standard sono spesso necessarie ulteriori lavorazioni che, in relazione agli specifici utilizzi, sono effettuate prima della messa in opera. Tali lavorazioni sono prevelentemente caratterizzate da asportazione di materiale, le principali sono: la fresatura, la tornitura e la foratura. In definitiva, l’offerta che la produzione industriale del settore mette a disposizione dei progettisti è caratterizzata da: semilavorati da selezionare a catalogo di cui sono note le caratteristiche dimensionali e prestazionali, prodotti da acciaierie; sistemi costruttivi coordinati e integrati prodotti da aziende di carpenteria metallica che possono operare anche come imprese esecutrici con appalti “chiavi in mano”; sistemi di componenti preassemblati di produzione industriale. Allo scopo di sintetizzare le sequenze logico-operative relative alla produzione dell’acciaio per l’edilizia è utile il seguente schema.
STAMPAGGIO I materiali vengono deformati per mezzo di urti o pressioni con magli o presse che forzano il pezzo fra due stampi.
IMBUTITURA I materiali, in genere lamine, a freddo vengono deformati per mezzo di urti o pressioni con magli o presse che attivano un punzone contro una matrice
Fig. 8 Lavorazioni mediante deformazione plastica per la formatura
dei semilavorati
FRESATURA Il pezzo si muove di moto traslatorio (avanzamento) mentre l'utensile di moto rotatorio (taglio); tali movimenti si possono combinare in vario modo. Le fresatrici sono le macchine utensili più versatili, e possono lavorare con grande precisione superfici piane o sagomate, esterne o interne.
TORNITURA Il pezzo si muove di moto rotatorio, mentre l'utensile di moto traslatorio (avanzamento e taglio). L'utensile può essere fatto avanzare parallelamente o a varie angolazioni rispetto all'asse di rotazione, in modo da produrre superfici cilindriche o coniche.
FORATURA Il pezzo sta fermo mentre l'utensile (punta elicoidale) si muove contemporaneamente di moto rotatorio (movimento di taglio) e traslatorio (avanzamento); sono macchine molto versatili e possono avere le dimensioni e le forme più varie. Fig. 9 Lavorazioni dei semilavorati per
asportazione di materia
5 Esistono infatti consistenti limitazioni dimensionali nei pezzi in acciaio così ottenibili: la lorosezione deve essere almeno inscrivibile in un cerchio con raggio di 15 cm; ma questa dimensione massima è troppo esigua per molti usi strutturali.

10
SEMILAVORATI DI IMPIEGO COMUNE
Gli elementi in acciaio vengono prodotti industrialmente mediante un processo di laminazione a caldo o di sagomatura a freddo e sono così classificati: elementi laminati a caldo:
- profilati, lamiere; larghi piatti, barre; elementi sagomati a freddo:
- lamiere grecate, profili sottili.
Elementi laminati a caldo I profilati sono barre di acciaio aventi sezioni particolari a contorno aperto o cavo; le lamiere sono manufatti di spessore non superiore a 50 mm e di larghezza pari alla massima dimensione del laminatoio; i larghi piatti sono manufatti di spessore non superiore a 40 mm e larghezza compresa tra 200 e 1000 mm. I tipi di sezione e le dimensioni geometriche dei profilati sono unificate in ambito europeo; le loro caratteristiche sono riportate in un sagomario. I profili a doppio T sono utilizzati soprattutto come travi e colonne di strutture a telaio. Ne esistono due distinte tipologie: IPE ed HE. I profili IPE hanno una larghezza b dell’ala pari alla metà dell’altezza h. I profili HE hanno invece b=h; per essere più preciso, esiste una serie normale, HEB, nella quale è effettivamente b=h fino ad una altezza di 300 mm (per altezze maggiori b rimane costante-mente pari a 300 mm), una serie
Fig. 6 Profilati a doppio T
(sin. Alto NP; des. Alto IPE; sin. Basso T a spigoli arrotondati; T a spigoli vivi)
Fig. 7 Profilati a doppio T

11
leggera, HEA, ed una serie pesante, HEM, che hanno spessori maggiori e piccole differenze nell’altezza rispetto alla serie normale. A parità di area della sezione (e quindi di peso e costo) i profili IPE hanno momento d’inerzia e modulo di resistenza nettamente maggiore rispetto agli HE e sono quindi più convenienti in caso di aste soggette a flessione semplice; il momento d’inerzia è però molto basso e ciò li rende inadatti a sopportare momento flettente in due piani diversi ed anche molto sensibile all’instabilità in un piano. I momenti d’inerzia dei profili HE nelle due direzioni hanno una minore differenza e ciò rende questi profili più adatti ad essere usati come colonne (perché le colonne sono soggette a sforzo normale oltre che a momento flettente e questo inoltre agisce spesso in due direzioni).I profili a C e gli angolari sono usati soprattutto come aste di travature reticolari o aste di controventatura; vengono spesso accoppiati a due a due sia perché ciò conferisce simmetria alla sezione composta sia per comodità di realizzazione dei collegamenti. I larghi piatti e lamiere permettono di realizzare, per semplice saldatura o bullonatura, elementi strutturali fuori marca. In commercio sono disponibili:
a) una vasta gamma di profili saldati a doppio T realizzati con lamiere e larghi piatti dello spessore di 12-14-19-22-25-26 mm che raggiungono altezze di 1700 mm; b) alcuni tipi di profilati ibridi la cui sezione è realizzata accoppiando lamiere e larghi piatti di qualità diversa. L’uso contemporaneo di acciai di diversa resistenza permette di avere una “quarta dimensione” nelle co-struzioni in acciaio; c) alcuni tipi di profilati detti “Jumbo” realizzati con lamiere o larghi piatti di notevole spessore; d) una vasta gamma di profilati dalle forme più fantasiose.
profilario per ferri piatti e larghi piatti (la prima cifra è relativa alla larghezza la
seconda allo spessore)
Elementi sagomati a freddo Le lamiere grecate sono semilavorati ottenuti mediante piegatura a freddo di lamierini o lamiere sottili. Trovano vastissimo impiego come elementi orizzontali e verticali di chiusura. I profili sottili sono elementi strutturali con sezioni, in genere a contorno aperto, ottenute mediante piegatura a freddo di nastri di acciaio di spessore di circa 3-4 mm. Nell’ambito dei profili sottili si
(sin. Alto HE; des. Alto U normale; sin. Basso L a lati uguali; L a lati disuguali)
Fig. 8 Piatti
Fig. 9 Profilato a doppio T fuori standard
realizzato con larghi piatti
Fig. 10 Semilavorati formati a freddo (Tubi)
Fig. 11Semilavorati formati a freddo (lamiere grecate)
Fig. 12 Semilavorati formati a freddo (profilati)

12
possono ottenere le sezioni più varie che realizzano il massimo sfruttamento del materiale, anche “per forma” con conseguente ottimizzazione del peso strutturale. L’esiguo spessore di questi profili richiede una particolare attenzione del progettista ai pericoli connessi con fenomeni di corrosione e/o di instabilità locale.
L’ACCIAIO NELLA STORIA DELLE COSTRUZIONI
Dal punto di vista metallurgico il ferro si trova in natura combinato, quasi esclusivamente, con altri elementi; si hanno così gli ossidi, i solfuri, i carbonati di ferro, ecc.6 Solo nel periodo preistorico l'uomo utilizza il ferro naturale, detto meteorico, che presenta un grado di purezza variabile dal 98 al 100 %; quando l'uomo abbia scoperto il sistema di estrarre il ferro dai suoi minerali non è dato di saperlo, nè si conoscono i primi sistemi produttivi del materiale, tuttavia è probabile che gli albori dell'industria siderurgica si debbano ricercare intorno al XV secolo a.C., tra i popoli dell'Asia Minore; da questi si diffuse in tutto il bacino del Mediterraneo, determinando una lenta ma costante evoluzione della civiltà: ebbe inizio così il primo periodo storico dell'umanità. La civiltà del ferro si sviluppò nel periodo conclusivo della preistoria; il metallo veniva impiegato per la costruzione di armi o di strumenti di lavoro, prodotti in sostituzione dei primitivi elementi in bronzo. Non è da credere che la scoperta del metallo abbia ingenerato una violenta e repentina variazione nella civiltà di quei popoli che ne vennero a contatto: segnò piuttosto l'inizio di un lungo periodo nel quale, lentamente, la civiltà del ferro sostituì quella del bronzo. In questo periodo si iniziò una produzione di oggetti minuti; poi, intorno al I millennio a.C. si aprì il periodo storico che portò alla cosidetta civiltà classica. L'apparizione di questo metallo e la scoperta delle sue possibilità d'impiego non furono certo contemporanee in tutti i paesi, anzi dobbiamo dire che, non conosciamo la data di inizio di questo periodo, e non conosciamo nemmeno quale, o quali furono i paesi che per primi entrarono nell'età del ferro. Per quanto riguarda l'ltalia si ritiene che l'industria estrattiva del ferro fosse già conosciuta in Toscana, all'inizio del primo millennio, attraverso lo sfruttamento del minerale esistente nell'isola d'Elba; non si conosce esattamente nè il procedimento seguito, nè la consistenza dei quantitativi di materiale lavorato in un'unica fusione. Si ritiene tuttavia che il minerale, ridotto in pezzi, fosse posto in piccoli fornelli e fuso mediante l'impiego di legna di pino; sotto la spinta del calore l'ossigeno, contenuto nell'ossido, si combinava con il carbonio liberando il ferro che pertanto risultava composto di una massa spugnosa, ricca di scorie che venivano successivamente eliminate attraverso una
6 Elemento di transizione della tavola periodica di simbolo Fe e numero atomico 26. In virtù della sua duttilità, era utilizzato sia a scopo decorativo che nella produzione di armi e utensili già in età preistorica; il più antico reperto rinvenuto, un gruppo di grani di ferro ossidato [G] trovati in Egitto, risale infatti al 4000 a.C. Durante l'età del Ferro, nel I millennio a.C., le tecniche di lavorazione divennero sempre più raffinate e questo metallo sostituì quasi completamente il bronzo, una lega di rame e stagno, segnando l'inizio della moderna metallurgia. Esso è il costituente principale di alcuni meteoriti e del nucleo centrale della Terra. A causa della elevata reattività con l'ossigeno, si rinviene allo stato elementare o nativo in piccole quantità e in poche regioni, tra le quali la Groenlandia e l'Irlanda. Solo alcuni minerali del ferro costituiscono giacimenti sfruttabili industrialmente; ricordiamo: l'ematite, la magnetite, la siderite e la limonite e la pirite che è utilizzata prevalentemente nella produzione dell'acido solforico. Piccole quantità di composti di ferro sono presenti nelle acque, nelle piante e in quasi tutti gli alimenti; esso è inoltre un componente essenziale negli organismi animali, perché presente nella molecola dell'emoglobina. Le reazioni fisico-chimiche tra il ferro e il carbonio sono alla base del processo di formazione della ghisa e dell'acciaio.
13
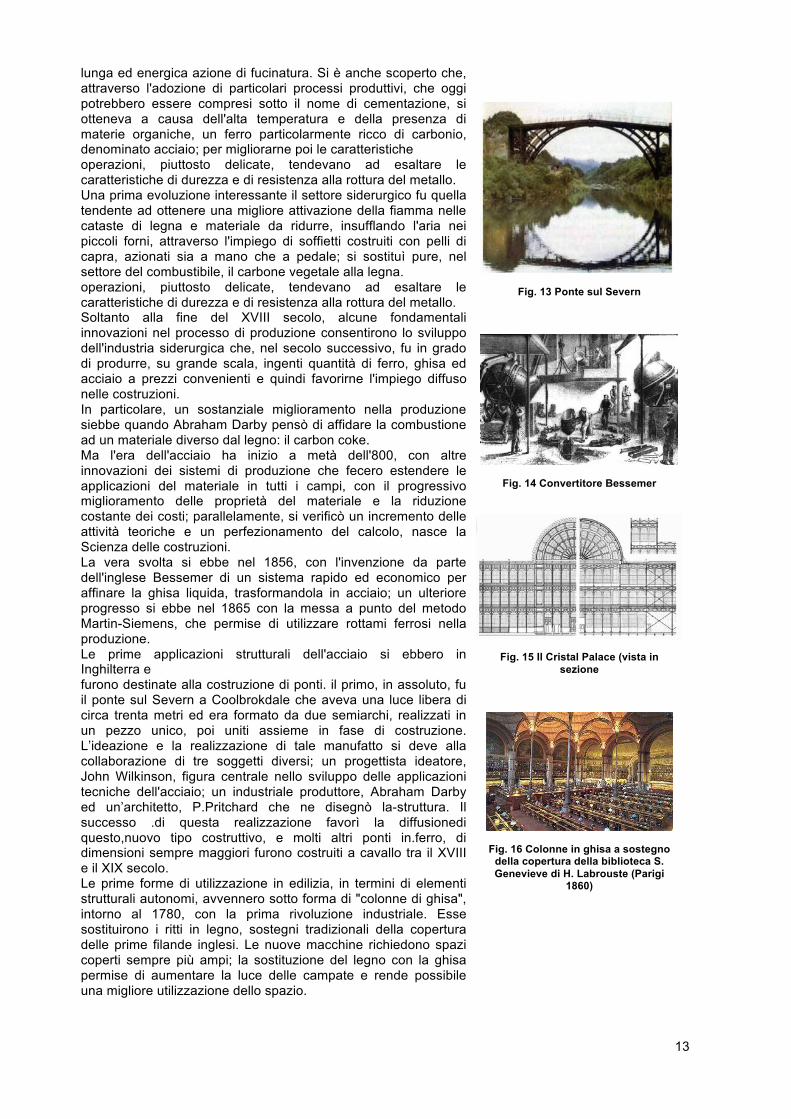
lunga ed energica azione di fucinatura. Si è anche scoperto che, attraverso l'adozione di particolari processi produttivi, che oggi potrebbero essere compresi sotto il nome di cementazione, si otteneva a causa dell'alta temperatura e della presenza di materie organiche, un ferro particolarmente ricco di carbonio, denominato acciaio; per migliorarne poi le caratteristiche operazioni, piuttosto delicate, tendevano ad esaltare le caratteristiche di durezza e di resistenza alla rottura del metallo. Una prima evoluzione interessante il settore siderurgico fu quella tendente ad ottenere una migliore attivazione della fiamma nelle cataste di legna e materiale da ridurre, insufflando l'aria nei piccoli forni, attraverso l'impiego di soffietti costruiti con pelli di capra, azionati sia a mano che a pedale; si sostituì pure, nel settore del combustibile, il carbone vegetale alla legna. operazioni, piuttosto delicate, tendevano ad esaltare le caratteristiche di durezza e di resistenza alla rottura del metallo. Soltanto alla fine del XVIII secolo, alcune fondamentali innovazioni nel processo di produzione consentirono lo sviluppo dell'industria siderurgica che, nel secolo successivo, fu in grado di produrre, su grande scala, ingenti quantità di ferro, ghisa ed acciaio a prezzi convenienti e quindi favorirne l'impiego diffuso nelle costruzioni. In particolare, un sostanziale miglioramento nella produzione siebbe quando Abraham Darby pensò di affidare la combustione ad un materiale diverso dal legno: il carbon coke. Ma l'era dell'acciaio ha inizio a metà dell'800, con altre innovazioni dei sistemi di produzione che fecero estendere le applicazioni del materiale in tutti i campi, con il progressivo miglioramento delle proprietà del materiale e la riduzione costante dei costi; parallelamente, si verificò un incremento delle attività teoriche e un perfezionamento del calcolo, nasce la Scienza delle costruzioni. La vera svolta si ebbe nel 1856, con l'invenzione da parte dell'inglese Bessemer di un sistema rapido ed economico per affinare la ghisa liquida, trasformandola in acciaio; un ulteriore progresso si ebbe nel 1865 con la messa a punto del metodo Martin-Siemens, che permise di utilizzare rottami ferrosi nella produzione. Le prime applicazioni strutturali dell'acciaio si ebbero in Inghilterra e furono destinate alla costruzione di ponti. il primo, in assoluto, fu il ponte sul Severn a Coolbrokdale che aveva una luce libera di circa trenta metri ed era formato da due semiarchi, realizzati in un pezzo unico, poi uniti assieme in fase di costruzione. L’ideazione e la realizzazione di tale manufatto si deve alla collaborazione di tre soggetti diversi; un progettista ideatore, John Wilkinson, figura centrale nello sviluppo delle applicazioni tecniche dell'acciaio; un industriale produttore, Abraham Darby ed un’architetto, P.Pritchard che ne disegnò la-struttura. Il successo .di questa realizzazione favorì la diffusionedi questo,nuovo tipo costruttivo, e molti altri ponti in.ferro, di dimensioni sempre maggiori furono costruiti a cavallo tra il XVIII e il XIX secolo. Le prime forme di utilizzazione in edilizia, in termini di elementi strutturali autonomi, avvennero sotto forma di "colonne di ghisa", intorno al 1780, con la prima rivoluzione industriale. Esse sostituirono i ritti in legno, sostegni tradizionali della copertura delle prime filande inglesi. Le nuove macchine richiedono spazi coperti sempre più ampi; la sostituzione del legno con la ghisa permise di aumentare la luce delle campate e rende possibile una migliore utilizzazione dello spazio.
Fig. 13 Ponte sul Severn
Fig. 14 Convertitore Bessemer
Fig. 15 Il Cristal Palace (vista in sezione
Fig. 16 Colonne in ghisa a sostegno della copertura della biblioteca S. Genevieve di H. Labrouste (Parigi
1860)
14
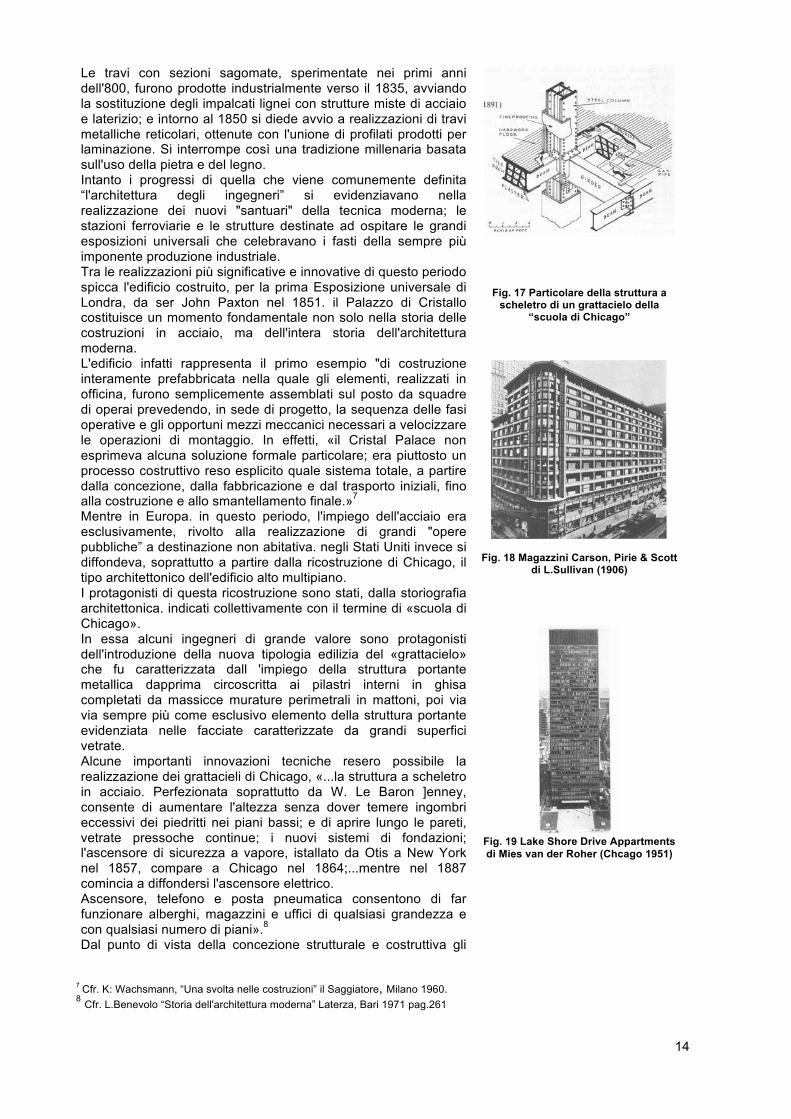
Le travi con sezioni sagomate, sperimentate nei primi anni dell'800, furono prodotte industrialmente verso il 1835, avviando la sostituzione degli impalcati lignei con strutture miste di acciaio e laterizio; e intorno al 1850 si diede avvio a realizzazioni di travi metalliche reticolari, ottenute con l'unione di profilati prodotti per laminazione. Si interrompe così una tradizione millenaria basata sull'uso della pietra e del legno. Intanto i progressi di quella che viene comunemente definita “l'architettura degli ingegneri” si evidenziavano nella realizzazione dei nuovi "santuari" della tecnica moderna; le stazioni ferroviarie e le strutture destinate ad ospitare le grandi esposizioni universali che celebravano i fasti della sempre più imponente produzione industriale. Tra le realizzazioni più significative e innovative di questo periodo spicca l'edificio costruito, per la prima Esposizione universale di Londra, da ser John Paxton nel 1851. il Palazzo di Cristallo costituisce un momento fondamentale non solo nella storia delle costruzioni in acciaio, ma dell'intera storia dell'architettura moderna. L'edificio infatti rappresenta il primo esempio "di costruzione interamente prefabbricata nella quale gli elementi, realizzati in officina, furono semplicemente assemblati sul posto da squadre di operai prevedendo, in sede di progetto, la sequenza delle fasi operative e gli opportuni mezzi meccanici necessari a velocizzare le operazioni di montaggio. In effetti, «il Cristal Palace non esprimeva alcuna soluzione formale particolare; era piuttosto un processo costruttivo reso esplicito quale sistema totale, a partire dalla concezione, dalla fabbricazione e dal trasporto iniziali, fino alla costruzione e allo smantellamento finale.»7 Mentre in Europa. in questo periodo, l'impiego dell'acciaio era esclusivamente, rivolto alla realizzazione di grandi "opere pubbliche” a destinazione non abitativa. negli Stati Uniti invece si diffondeva, soprattutto a partire dalla ricostruzione di Chicago, il tipo architettonico dell'edificio alto multipiano. I protagonisti di questa ricostruzione sono stati, dalla storiografia architettonica. indicati collettivamente con il termine di «scuola di Chicago». In essa alcuni ingegneri di grande valore sono protagonisti dell'introduzione della nuova tipologia edilizia del «grattacielo» che fu caratterizzata dall 'impiego della struttura portante metallica dapprima circoscritta ai pilastri interni in ghisa completati da massicce murature perimetrali in mattoni, poi via via sempre più come esclusivo elemento della struttura portante evidenziata nelle facciate caratterizzate da grandi superfici vetrate. Alcune importanti innovazioni tecniche resero possibile la realizzazione dei grattacieli di Chicago, «...la struttura a scheletro in acciaio. Perfezionata soprattutto da W. Le Baron ]enney, consente di aumentare l'altezza senza dover temere ingombri eccessivi dei piedritti nei piani bassi; e di aprire lungo le pareti, vetrate pressoche continue; i nuovi sistemi di fondazioni; l'ascensore di sicurezza a vapore, istallato da Otis a New York nel 1857, compare a Chicago nel 1864;...mentre nel 1887 comincia a diffondersi l'ascensore elettrico. Ascensore, telefono e posta pneumatica consentono di far funzionare alberghi, magazzini e uffici di qualsiasi grandezza e con qualsiasi numero di piani».8 Dal punto di vista della concezione strutturale e costruttiva gli
Fig. 17 Particolare della struttura a scheletro di un grattacielo della
“scuola di Chicago”
Fig. 18 Magazzini Carson, Pirie & Scott di L.Sullivan (1906)
Fig. 19 Lake Shore Drive Appartments di Mies van der Roher (Chcago 1951)
7 Cfr. K: Wachsmann, “Una svolta nelle costruzioni” il Saggiatore, Milano 1960. 8 Cfr. L.Benevolo “Storia dell'architettura moderna” Laterza, Bari 1971 pag.261

15
edifici di questo periodo sono caratterizzati da alcune sostanziali differenze; il primo Leiter Building (W. Le Baron Jenney 1879) è ancora una costruzione ibrida con travi in ferro fucinato poggianti su colonne in ghisa all'interno e pilastri in muratura lungo le facciate. Successivamente, con l'introduzione dell 'acciaio colato, le colonne in ghisa sono soppiantate da pilastri e travi in profilati normalizzati assemblati alle travi mediante chiodatura. La concezione strutturale "a scheletro" dei primi edifici, in cui le pareti murarle conferivano la necessaria rigidezza all'insieme, viene soppiantata dalla struttura "a gabbia" in cui l'ossatura portante è irrigidita da opportune controventature in acciaio, che divengono parte integrante della struttura dell’edificio. Grazie a questa nuova concezione si ottiene un sostanziale alleggerimento della struttura con conseguente maggiore utilizzabilità dello spazio interno e riduzione dei tempi di esecuzione, inoltre come è evidente nel Reliance Building (D.H. Burnham 1895) e nei magazzini Carson, Pirie & Scott (L.Sullivan 1906) l'ossatura portante interna è resa chiaramente visibile in facciata e completata da ampie partiture vetrate. Vengono così, all'inizio del nuovo secolo, messi a punto gli elementi essenziali che caratterizzeranno la costruzione metallica nei decenni successivi. La massima espressione architettonica dei presupposti introdotti dalla scuola di Chicago, si ritrovano nella produzione americana di L. Mies van der Rohe che, applicò al tema del «grattacielo» alcune sue precedenti sperimentazioni europee, infatti le case alte di Mies possono essere considerate come la sovrapposizione delle case di vetro a un piano progettate negli anni '30. In particolare, i punti caratterizzanti la sua concezione architettonica furono: la pianta, concepita su una maglia quadratata, la struttura metallica evidenziata in facciata, la superficie prevalentemente vetrata delle chiusure esterne. Un esempio significativo della poetica Miesiana è costituito dai due edifici dei Lake Shore Drive Appartments costruiti a Chicago nel 1951. Nel secondo dopoguerra si affermò in America ed in Europa l’idea di realizzare, a partire da componenti standard da montare in cantiere, veri e propri sistemi costruttivi smontabili e flessibili. In tal senso particolare rilevanza rivestono le ricerche e le sperimentazioni di alcune figure di geniali innovatori, quali: J. Prouvè, K. Wachsmann e B. Fuller.
Fig. 20 Lake Shore Drive Appartments
(Particolare della facciata)
Fig. 21 Particolare della facciata dell’edificio per abitazioni in Rue
Mozart a Parigi di J. Prouvè
ELEMENTI COSTRUTTIVI Pilastri Gli elementi portanti verticali sono di solito formati da profili chiusi tubolari quadrati, rettangolari o circolari o da profilati tipo HE che come i profilati chiusi a base quadrata presentano uguali valori di inerzia nelle due direzioni principali, e quindi minore sensibilità a fenomeni di instabilità per snellezza. I pilastri possono essere anche realizzati atttraverso l’unione di semilavorati connesi traloro a formare elementi composti; questa scelta può derivare da esigenze strutturali o architettoniche. Il collegamento dei pilastri alle fondazioni avviene tramite piastre bullonate a tirafondi preventivamente annegati nel getto di calcestruzzo della fondazione.9
Fig. 21 Profilati chiusi per la realizzazione di pilastri
9 Le fondazioni degli edifici con struttura in acciaio sono sempre realizzate in calcestruzzo armato.

16
Solai I solai composti in acciaio-calcestruzzo sono costituiti da una lamiera grecata di acciaio su cui viene eseguito un getto di calcestruzzo normale o alleggerito. La lamiera ha la funzione di cassero durante la costruzione e costituisce parte o tutta l’armatura longitudinale dopo l’indurimento del calcestruzzo. Poiché non è sufficiente la semplice adesione chimica fra la lamiera e il calcestruzzo, sono previste opportune lavorazioni superficiali o particolari sagome per garantire l’aderenza fra i due materiali. I solai misti in lamiera grecata e calcestruzzo hanno un ingombro modesto, ed una notevole leggerezza, se si rapporta il loro peso al carico che possono sostenere. Inoltre la posa di questi solai, una volta approntata l’orditura di sostegno, richiede solamente l’appoggio della lamiera sulla struttura, dopo di che il solaio svolge la sua funzione portante senza alcuna attesa, accelerando così i lavori e consentendo di procedere contemporaneamente su più piani. Inoltre, l’elasticità funzionale è la prerogativa più nota e riconosciuta dei solai metallici. Infatti su di essi sono consentiti interventi di ogni tipo, quali per esempio: tagli, aggiunte, saldature, modifiche, rinforzi e così via, che rendono elastiche e, entro certi limiti, modificabili le loro prestazioni, in modo da poter adattare ogni solaio alle esigenze che di volta in volta si presentano.
Tabella dei valori di carico massimo ammmissibile per lamiere grecate in funzione
di spessore e distanza tra gli appoggi
I solai metallici con calcestruzzo o senza possono presentare frecce superiori a quelle dei solai tradizionali in laterocemento. Per questo motivo è bene non posare pavimenti monolitici o realizzati con dimensioni troppo grandi, in quanto la flessibilità dei solai può determinare fessurazioni irregolari o sbriciolamento negli spigoli a contatto. È perciò consigliabile usare pavimenti flessibili o di piccole dimensioni; inoltre si dovranno adottare pavimenti leggeri in modo tale che il ridotto peso (e quindi costo); sia il più logico complemento dell’insieme solaio-struttura, che rappresenta nei solai metallici il miglior vantaggio Anche i tramezzi dovranno essere definiti con maggior accuratezza in quanto il loro posizionamento dovrà tener conto dell’entità delle frecce del solaio metallico; adozione di pareti divisorie prefabbricate e leggere acquista perciò notevole interesse. I muri di tamponamento esterno, se eseguiti con sistemi tradizionali, dovranno essere appoggiati su di un’idonea orditura. I passaggi e le aperture attraverso i solai devono essere possibilmente disposti in modo da non interessare le nervature, ma
Fig. 22 Profilati HE
Fig. 23 Pilastro realizzato con due profilati a doppio T e diagonali ad L
Fig. 24 Pilastro composto progettato da Mies per il padiglione di Barcellona
Fig. 25 Collegamento tra pilastro e fondazione
Fig. 26 Solaio in lamiera grecata

17
solo la parte tra una nervatura e l’altra. I tavelloni sono elementi forati, con spessore tra 5 e 8 centimetri, larghezza di circa 25 centimetri e lunghezza che varia dai 50 ai 200 e più centimetri; le tavelle hanno analoga configurazione ma sono di spessore minore (4-6 cm) e di lunghezza massima compresa tra i 40-50 centimetri. Mentre le tavelle trovano impiego nelle controsoffittature, nelle "fodere" di pareti verticali e in specifici interventi di isolamento termico (come coperture di pilastri e cordoli in c.a. per evitare i ponti termici), i tavelloni vengono impiegati sia per realizzare strutture orizzontali, appoggiati su appositi travetti o muricci, sia per strutture verticali di controfodera o tramezzature (sono correttamente impiegati, per quest'ultima destinazione, i tavelloni "gessati", ricoperti su una o su tutte due le facce maggiori di scagliola di gesso, che consente di ottenere una superficie piana senza necessità di ulteriore intonacatura), oltre ad avere un largo impiego nella relizzazione di arredi fissi interni quali pedane, mensole, muretti ecc. Dagli anni Ottanta in avanti si è riacceso in Italia l’interesse per i solai in acciaio, pertanto anche il solaio in acciaio e laterizio, nelle attuali riletture, dimostra consistenti vantaggi soprattutto quando sono richieste elevate prestazioni rispetto ai carichi (in connubio al sovrastante getto di calcestruzzo armato) e la necessità di controsoffittare gli intradossi per inserire gli impianti. L’interasse fra le travi in acciaio è attestato sul valore di 45÷50 cm utilizzando i tavelloni da 45x20 cm (con spessori da 5 a 8 cm); tuttavia inserendo un adeguato getto di calcestruzzo armato, con o senza connettori alle travi in acciaio, l’interasse può aumentare fino al limite massimo di 120 cm, utilizzabile per le coperture inclinate non praticabili. Maggiore è l’interasse tra le travi e minore risulta la rigidezza del solaio che, pur garantendo la resistenza ai carichi, presenterà una notevole flessibilità con alti valori della freccia in mezzeria. È necessario verificare se la profondità di appoggio delle travi nei piedritti di sostegno è adeguata soprattutto rispetto al materiale costituente i piedritti stessi. In generale per le murature è sempre auspicabile l’inserimento di un cordolo in calcestruzzo armato, oppure altro sistema di ripartizione, per esempio una trave in acciaio, tranne nei casi di muratura di consistente spessore (oltre le tre teste di mattone). Nei solai in acciaio e laterizio la sovrastante soletta in calcestruzzo armato è da considerarsi come sovraccarico, mentre, inserendo connettori, questi contrastano le forze di scorrimento tra la trave e la soletta, realizzando una sezione mista acciaio-calcestruzzo in cui il lembo superiore in calcestruzzo è soggetto a compressione e buona parte della sezione in acciaio è soggetta a trazione, mentre il laterizio interposto funge da cassaforma per il getto e da alleggerimento. Diverse sono le tipologie di connettori, ma i più diffusi sono quelli a piolo saldato alla trave, oppure quelli “infissi” meccanicamente nell’acciaio. In generale i connettori sono di altezza pari a circa 2/3 dello spessore del getto. Lo spessore minimo della soletta in calcestruzzo armato è di circa 5 cm, mentre lo spessore delle ali delle travi in acciaio, per l’utilizzo dei connettori, non deve essere inferiori ai 5 mm. Rispetto al sistema con la lamiera grecata, il solaio acciaio-laterizio dimostra un costo più contenuto e qualche vantaggio rispetto all’isolamento termico e acustico. Attualmente la ricerca, nel settore dei solai misti acciaio laterizio, è sorprendentemente aperta a nuove soluzioni; per esempio
Fig. 27 Dimensioni di un pannello in
lamiera grecata
Fig. 28 Solaio in acciaio e laterizio
Fig. 29 Diverse tipologie di solai in acciaio e laterizio
fig. 30 Tavellone (sigla T) si definisce tale quando h almeno 5,0 cm e L almeno
50 cm.
fig. 31 Profili di estremità
Fig. 32 Profili laterali

18
verso nuovi laterizi appositamente disegnati per solai con travi in acciaio a doppio T, con intradosso liscio o rigato che può essere lasciato a vista, sfruttando il connubio fra l’acciaio e il colore del laterizio, oppure tornando a produrre laterizi “curvi” da interporre fra le travi a doppio T, realizzando solai con pseudo-voltine.
NODI E CONNESIONI Una delle questioni che più influiscono sul comportamento delle costruzioni in acciaio è quella della connessione tra gli elementi della struttura; infatti essa costituisce un problema di duplice natura: costruttivo – esecutivo, progettuale – strutturale. Nel primo caso riguarda le condizioni di esecuzione e montaggio in cantiere, nel secondo la trasmissione delle sollecitazioni tra gli elementi della struttura portante. Dal punto di vista esecutivo i principali sistemi di connessione sono: la chiodatura, la bullonatura e la saldatura, che spesso sono impiegati in combinazione tra loro. Chiodatura e bullonatura sono sistemi di connessione che prevedono l’utilizzo di elementi mobili che fanno da connettore e che necessitano di forature preventive degli elementi da unire. La saldatura permette atraverso la fusione metallica di ottenere collegamenti monolitici. La chiodatura, prevalentemente usata in passato, si effettua realizzando i fori e poi modellando il chiodo in opera mediante battitura a caldo. La bullonatura è un sistema di connessione reversibile e particolarmente affidabile; i bulloni sono costituiti da vite e dado e come i chiodi sono soggetti a sforzi di taglio.10 La distanza tra i bulloni deve rispettare precise regole per evitare che i fori siano troppo ravvicinati, di solito gli interassi tra i fori sono non minori di 2,5 volte il loro diametro. Le saldature vengono realizzate sfruttando il principio dell’arco voltaico ed utilizzando generatori elettrici a basso voltaggio e materiale di apporto che fonde assieme ai lembi degli elementi da unire. Le saldature possono avvenire per sovrapposizione o di testa con l’aggiunta o meno di piastre. Per la corretta esecuzione di una saldatura occorre l’impiego di manodopera specializzata. Spessore e lunghezza delle saldature vengono calcolate in sede di progetto. Generalmente le connessioni effettuate in cantiere sono bullonate mentre le saldature si effettuano in officina. La trasmissione delle sollecitazioni tra pilastro e trave o tra trave principale e trave secondaria può avvenire mediante connessioni articolate o rigide. Le prime, realizzate mediante bullonatura, sono assimilate a vincoli di semincastro, le seconde si realizzano per saldatura con ripristino della sezione resistente. Nelle strutture a telaio pluripiano si mantiene di solito la continuità dei pilastri interrompendo le travi, ma poiché non è facile trasportare profilati di lunghezza superiore ai 10 metri, si devono operare giunzioni tra tratti di pilastri. Nelle strutture a telaio le travi principali sono quelle che trasferiscono i carichi ai pilastri le secondarie quelle, che di solito, portano i solai. Le strutture in acciaio degli edifici in genere sono costituite da telai multipli (ossia a più campate complanari) paralleli collegati tra loro da travi perpendicolari ai piani su cui essi giacciono. I telai in acciaio degli edifici di piccole dimensioni possono essere realizzati impiegando profilati a caldo o a freddo, mentre i telai in
Fig. 33 Connessioni chiodate: A) sovrapposta, B) di testa con piastra coprigiunto, C) angolare con piastra cantonale.
Fig. 34 Connessioni saldate tra pilastri e travi
Fig. 35 Connessioni bullonate tra pilastri e travi
Fig. 36 Connessione saldo-bullonata
10 Il diametro dei bulloni è riferito ai gambi e si misura dalla parte non filettata varia di solito tra i 12 e i 27 mm.

19
acciaio degli edifici di dimensioni medie o grandi sono sempre rea- lizzati impiegando profilati a caldo. I telai in acciaio si classificano in telai a trama larga e telai a trama stretta. I termini "largo" e "stretto riferiti alla distanza di interasse tra i pilastri. I telai più utilizzati come strutture portanti degli edifici sono di gran lunga quelli a trama larga con maglia strutturale rettangolare. La struttura in acciaio più tipica è quella a telaio costituita da pilastri continui e travi che si interrompono in corrispondenza dei pilastri, connesse ad essi con l'ausilio di angolari in acciaio bullonati o saldati ai pilastri stessi. Le travi perimetrali possono anche essere fatte correre esternamente ai pilastri, in modo tale da non doverle interrompere, e connesse a essi con squadrette o angolari. In questo caso esse sono di solito a doppio T o a C. Solitamente le ali dei pilastri sono parallele alla direzione delle travi principali. La distanza tra i pilastri è variabile tra i 3 e i 10 metri, i solai sono appoggiati su travi secondarie con interasse tra i 2 e i 5 metri.
CONCEZIONE STRUTTURALE Le strutture in acciaio sono realizzate mediante l’assemblaggio di elementi monodimensionali (profilati) o bidimensionali (lamiere) prodotti in stabilimenti siderurgici e preparati (taglio, foratura, saldatura) in officina. Le strutture in acciaio hanno quindi un grado di vincolo mutuo tra i vari elementi che tende ad essere il minimo possibile pertanto, lo studio dei collegamenti diventa una parte predominante del progetto delle strutture in acciaio, a cui si dedica più tempo e più cura che al progetto delle aste stesse e che spesso condiziona la scelta delle sezioni degli elementi strutturali. Ulteriore problema nel dimensionamento delle sezioni in acciaio riguarda la deformabilità. In numerosi casi la scelta della sezione è condizionata più dai limiti di deformabilità che dai limiti di resistenza. L’uso di sezioni molto piccole rende le aste compresse e le strutture dotate di elementi compressi particolarmente sensibili al problema dell’instabilità (dell’asta o dell’intera struttura). Nelle strutture in acciaio è quindi essenziale la verifica di stabilità delle aste compresse. Dimensionamento del pilastro Nelle costruzioni in acciaio si possono realizzare pilastri sottili grazie all’elevata resistenza del materiale, tuttavia poiché le strutture verticali compresse sono soggette a problemi di snellezza che determinano fenomeni di pressoflessione per carico di punta occorre verificare il rapporto tra la lunghezza del pilastro e la minore delle dimensioni della base oltre al tipo di collegamento alle estremità del pilastro. Ossia verificare la snellezza. La snellezza di un pilastro (λ) si determina applicando la formula: λ = L 0 / ρ min.11 che consente di determinare la effettiva lunghezza utile del pilastro al fine del suo dimensionamento e/o verifica. L 0 è = 0,5L; 0,7L ; 1L a seconda dei vincoli di estremità (doppio
Fig. 37 Connessione articolata realizzata con bullonatura
Fig. 38 Connessione rigida realizzata con saldatura e ripristino della sezione
resistente
Fig. 39 Connessioni tra pilastro e trave (sx. con pilastro continuo e trave interrotta, dx con trave continua e ripristino di sezione
in corrispondenza del pilastro)
Fig. 40 tipi di taglio alle ali delle travi principali per consentire connessioni in
continuità con travi secondarie
11 Si definisce lunghezza d’inflessione la lunghezza L0 = ρl da sostituire nel calcolo alla lunghezza L dell’asta quale risulta nello schema strutturale. Il coefficiente ρ deve essere valutato tenendo conto delle effettive condizioni di vincolo dell’asta nel piano di flessione considerato. (Decreto Ministero dei lavori pubblici 9 gennaio 1996 “Norme tecniche per il calcolo, l’esecuzione ed il collaudo delle strutture in cemento armato, normale e precompresso e per le strutture metalliche”).
20
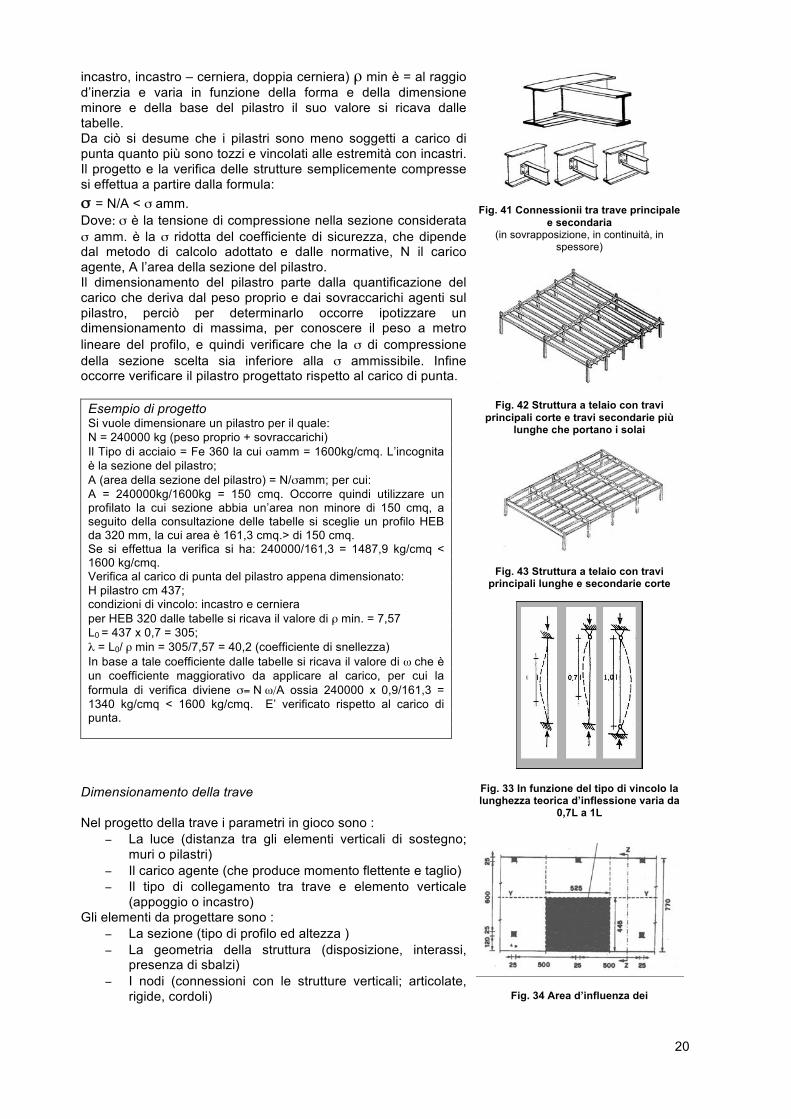
incastro, incastro – cerniera, doppia cerniera) ρ min è = al raggio d’inerzia e varia in funzione della forma e della dimensione minore e della base del pilastro il suo valore si ricava dalle tabelle. Da ciò si desume che i pilastri sono meno soggetti a carico di punta quanto più sono tozzi e vincolati alle estremità con incastri. Il progetto e la verifica delle strutture semplicemente compresse si effettua a partire dalla formula: σ = N/A < σ amm. Dove: σ è la tensione di compressione nella sezione considerata σ amm. è la σ ridotta del coefficiente di sicurezza, che dipende dal metodo di calcolo adottato e dalle normative, N il carico agente, A l’area della sezione del pilastro. Il dimensionamento del pilastro parte dalla quantificazione del carico che deriva dal peso proprio e dai sovraccarichi agenti sul pilastro, perciò per determinarlo occorre ipotizzare un dimensionamento di massima, per conoscere il peso a metro lineare del profilo, e quindi verificare che la σ di compressione della sezione scelta sia inferiore alla σ ammissibile. Infine occorre verificare il pilastro progettato rispetto al carico di punta.
Esempio di progetto Si vuole dimensionare un pilastro per il quale: N = 240000 kg (peso proprio + sovraccarichi) Il Tipo di acciaio = Fe 360 la cui σamm = 1600kg/cmq. L’incognita è la sezione del pilastro; A (area della sezione del pilastro) = N/σamm; per cui: A = 240000kg/1600kg = 150 cmq. Occorre quindi utilizzare un profilato la cui sezione abbia un’area non minore di 150 cmq, a seguito della consultazione delle tabelle si sceglie un profilo HEB da 320 mm, la cui area è 161,3 cmq.> di 150 cmq. Se si effettua la verifica si ha: 240000/161,3 = 1487,9 kg/cmq < 1600 kg/cmq. Verifica al carico di punta del pilastro appena dimensionato: H pilastro cm 437; condizioni di vincolo: incastro e cerniera per HEB 320 dalle tabelle si ricava il valore di ρ min. = 7,57 L0 = 437 x 0,7 = 305; λ = L0/ ρ min = 305/7,57 = 40,2 (coefficiente di snellezza) In base a tale coefficiente dalle tabelle si ricava il valore di ω che è un coefficiente maggiorativo da applicare al carico, per cui la formula di verifica diviene σ= N ω/A ossia 240000 x 0,9/161,3 = 1340 kg/cmq < 1600 kg/cmq. E’ verificato rispetto al carico di punta.
Dimensionamento della trave Nel progetto della trave i parametri in gioco sono :
− La luce (distanza tra gli elementi verticali di sostegno; muri o pilastri)
− Il carico agente (che produce momento flettente e taglio) − Il tipo di collegamento tra trave e elemento verticale
(appoggio o incastro) Gli elementi da progettare sono :
− La sezione (tipo di profilo ed altezza ) − La geometria della struttura (disposizione, interassi,
presenza di sbalzi) − I nodi (connessioni con le strutture verticali; articolate,
rigide, cordoli)
Fig. 41 Connessionii tra trave principale e secondaria
(in sovrapposizione, in continuità, in spessore)
Fig. 42 Struttura a telaio con travi principali corte e travi secondarie più
lunghe che portano i solai
Fig. 43 Struttura a telaio con travi principali lunghe e secondarie corte
Fig. 33 In funzione del tipo di vincolo la lunghezza teorica d’inflessione varia da
0,7L a 1L
Fig. 34 Area d’influenza dei

21
Le travi, che sono strutture inflesse, hanno una resistenza proporzionale al loro Modulo di resistenza che dipende dal momento d’inerzia rispetto all’asse verticale. (per questo motivo le travi più efficienti sono quelle in cui l’altezza è maggiore della base) Sia il momento flettente che la deformazione della trave (freccia) aumentano in funzione della luce, ma mentre il momento flettente aumenta in ragione del quadrato della luce; la freccia aumenta in ragione della quarta potenza. Infatti il valore del momento in una trave appoggiata uniformemente caricata è PL2/8; mentre il valore della freccia in mezzeria è: cPL4/EJ (c = costante dipendente dal tipo di vincolo della trave; E = modulo di elasticità dell’acciaio = 21000000kg/cm2; J = raggio d’inerzia dipendente dalla forma e dalle dimensioni della sezione). Ciò vuol dire che nelle travi in acciaio, caratterizzate da un elevato modulo di elasticità, occorre controllare le deformazioni che possono in alcuni casi essere incompatibili con le esigenze d’uso e con la conservazione degli elementi di completamento superiori (pavimenti, tramezzi ecc.) la normativa prevede valori max. della freccia in mezzeria da verificare in fase di progetto (non meno di 1/250 della Luce). La verifica a flessione di una trave si effettua a partire dalla formula di Navier: σ = M/W < σamm Dove M è il momento max. W è il modulo di resistenza che dipende dalla sezione scelta e si ricava dalle tabelle (aumenta con l’aumentare dell’altezza del profilo) 12 L’efficienza strutturale di una trave rispetto a, momento flettente e freccia massima, aumenta se a parità di carico e di vincolo si prevede una certa quantità di sbalzo che riduce la luce delle travi e determina momenti negativi nella zona dei pilastri che equilibrano quelli positivi nelle parti centrali. Analoga condizione si verifica nelle travi continue su più appoggi.
Esempi di progetto Dimensionamento della trave (VERIFICA) Dati di partenza: Luce trave m. 5,00 carico 4000 kg/m. Trattandosi di una verifica ipotizziamo in modo empirico una sezione IPE la cui altezza, data la rilevante entità del carico, è pari a 1/15 della luce; per cui L = 5000 mm /15 = 330 mm. Proviamo con un profilo IPE da 330 ricordando che per Fe 360 σamm = 1600 Kgcm2
Dalle tabelle ricaviamo W = 713 cm3 per cui: 1250000 / 713 = 1753 >1600. la sezione ipotizzata è insufficiente. Occorre cambiare profilo proviamo con un HEB 240 il cui W = 938 cm3 per cui: 1250000 / 938 = 1332<1600. La sezione ipotizzata è verificata. Dimensionamento della trave (PROGETTO) Nel caso di progetto, occorre trovare W = M/σ ; per cui: 1250000/1600 = 781,25 cm3; dalle tabelle risulta una IPE 360 che ha W = 903,6 cm3
Progetto del solaio (in fig. 37) Si definisce preliminarmente l’interasse delle travi e il tipo di profilato in base alla luce max. ipotizziamo una IPE 180 con interasse m. 0,70. 1. Analisi dei carichi: - si ricava dalle tabelle il peso delle travi che è espresso in kg/m si moltiplica per l’interasse e si trasforma in kg/m2 (per IPE 140 = 18,8 kg/ml ad i. = 0,70 = 1/0,70= 1,43; 18,8 x1,43 = 27 kg/m2)
sovraccarichi agenti su di un pilastro
M max = 4000 x 25/8 = 12500 kgm2
M max = 4000 x 36/8 = 18000 kgm2
M max = 5000 x 25/8 = 15625 kgm2
Fig. 35 In una trave l’aumento della luce è più significativo dell’aumento del
carico
Fig. 36 A parità di lunghezza è preferibile che una trave su due appoggi
abbia delle parti terminali a sbalzo
12 Per le travi appoggiate Mmax = ql2/8 per le travi incastrate Mmax = ql2/12.
m. 5,00
Q = 4000 kg/ml
m. 6,00
Q = 4000 kg/ml
m. 5,00
Q = 5000 kg/ml
m141111114
m12 2 2

22
- peso dei tavelloni (s =cm9) = 0,09x1x1x800kg/mc = 117 kg/m2 - calcestruzzo alleggerito di riempimento (s= cm 5) = 0,05x 1x1x1300kg/mc= 65Kg/ m2 - soletta in c.c.a. con rete elettrosaldata (s = 4cm) = 0,04x1x1x2500kg/mc= 100kg/m2 - Pavimento e massetto = 70kg/m2 per cui sommando si ricava il carico permanente = 362 Kg/ m2 Il Carico accidentale è variabile in funzione della destinazione d’uso (per civili abitazioni) 200 kg/m2.
Carico totale 562 kg/m2 2. Calcolo del Mmax Su ogni trave il carico è q = 562x0,7= 393kg/m. La luce viene determinata in base alla massima distanza tra gli appoggi x 1,05 = 3,87x1,05= 4,06 m M per un’ipotesi di trave semplicemente appoggiata = ql2/8 per cui 393x4,062/8= 810 kgm Ricordando che M/W < σamm avrò: 81000/146,3 (modulo di resistenza per la sezione ipotizzata) = 553<1600 è ampiamente verificata. Proviamo con una sezione minore IPE 140 (per comodità conserviamo invariato il carico permanente) 81000/108,7= 745<1600 è ancora verificata.
Verifichiamo la freccia La normativa prevede una freccia max pari a 1/250 della Luce, in questo caso pari a 406/250 = cm 1,62. Consideriamo la trave incastrata nel cordolo, ai fini della deformazione, la formula è = PL4/48EJ Per cui 393 x 4064/48 x 21000000 x 541,2 (raggio d’inerzia desunto dalle tabelle in relazione al tipo di profilo) = 26,291/5455296 = 4,81 cm deformazione eccessiva > 1/250 della luce Proviamo con una IPE 180 in cui J = 1317 26,291/13275360 = 1,9 cm > 1/250 della luce deformazione eccessiva. Dovremo utilizzare una IPE 200. Pertanto nonostante la sezione notevolmente inferiore resistesse bene al momento massimo occorre maggiorare l’altezza per contenere la deformazione in mezzeria.
Fig. 37
Bibliografia AA.VV., Architettura acciaio, Italsider, Genova 1978.
AA. VV., Manuale di progettazione edilizia, volume IV, Hoepli, Milano 1995.
Allen E., I fondamenti del costruire, Mc Graw – Hill Italia, Milano 1997.
Brunetti G., Architettura pratica, volume I, Sistemi editoriali, Napoli 2004.
Ching D. K. F., Costruire per illustrazioni, Calderoni, Bologna 1998.
Petrignani A., Tecnologie dell’architettura, De Agostini, Novara 1994 (u.e.)
Schulitz H. C., Sobek W., Habermann K.J. Atlante dell’acciaio, Utet, Torino 1999.
Torricelli M.C., Del Nord R., Felli P., Materiali e tecnologie dell’architettura, Laterza, Bari 2001.
Torroja E., La concezione strutturale, Utet, Torino 1966.