Atlante fotografico dei giunti saldati in acciaio …...e seminari, pubblica guide sia in forma...
25
Atlante fotografico dei giunti saldati in acciaio inossidabile Serie Materiali ed applicazioni, Volume 14
Transcript of Atlante fotografico dei giunti saldati in acciaio …...e seminari, pubblica guide sia in forma...

Atlante fotografico dei giunti saldati in acciaio inossidabile
Serie Materiali ed applicazioni, Volume 14Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69 • E-mail [email protected] • www.euro-inox.org
ISBN 978-2-87997-389-0

A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
Euro Inox
euro inox è l’associazione europea per lo sviluppo del
mercato dell’acciaio inossidabile.
i soci di euro inox comprendono:
• Produttori europei di acciaio inossidabile
• Associazioni nazionali per lo sviluppo dell’acciaio
inossidabile
• Associazioni per lo sviluppo dell’industria degli
elementi di lega
gli obiettivi primari di euro inox sono: creare una
sensibilità nei confronti delle proprietà uniche degli
acciai inossidabili e promuoverne l’impiego sia per
le applicazioni correnti che in nuovi mercati. Per rag-
giungere tali obiettivi, euro inox organizza convegni
e seminari, pubblica guide sia in forma cartacea che
elettronica per rendere più familiari questi materiali
ad architetti, progettisti, tecnici, costruttori ed uti-
lizzatori finali. euro inox sostiene inoltre la ricerca
tecnica e commerciale.
isbn 978-2-87997-389-0
Versione in lingua inglese 978-2-87997-332-6
Versione in lingua tedesca 978-2-87997-386-9
Membri regolari
Acciai Speciali Terni www.acciaiterni.it
Acerinoxwww.acerinox.com
Aperamwww.aperam.com
Outokumpu www.outokumpu.com
Membri associati
Acroniwww.acroni.si
British Stainless Steel Association (BSSA)www.bssa.org.uk
Cedinoxwww.cedinox.es
Centro Inoxwww.centroinox.it
ConstruirAcierwww.construiracier.fr
Industeelwww.industeel.info
Informationsstelle Edelstahl Rostfreiwww.edelstahl-rostfrei.de
International Chromium Development Association (ICDA)www.icdacr.com
International Molybdenum Association (IMOA)www.imoa.info
Nickel Institute www.nickelinstitute.org
Paslanmaz Çelik Derneği (PASDER)www.turkpasder.com
Polska Unia Dystrybutorów Stali (PUDS)www.puds.pl
Stowarzyszenie Stal Nierdzewnawww.stalenierdzewne.pl
SWISS INOXwww.swissinox.ch

A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
Atlante fotografico dei giunti saldati in acciaio
inossidabile
Prima edizione 2011
(serie Materiali ed applicazioni, Volume 14)
© euro inox 2013
Editore
euro inox
diamant building, bd. A. reyers 80
1030 bruxelles, belgi0
telefono: +32 2 706 82 67
fax: +32 2 706 82 69
e-mail: [email protected]
sito internet: www.euro-inox.org
Autore
björn Holmberg, Avesta research center, Avesta (s)
Ringraziamenti
euro inox desidera ringraziare bssA per i suggerimen-
ti forniti durante la preparazione del documento.
Fotografie
outokumpu, Avesta (s)
Esclusione di responsabilità
euro inox ha messo in atto ogni sforzo per garantire
che le informazioni presentate in questo documento
siano tecnicamente corrette. tuttavia, si informa il
lettore che il materiale contenuto è presente per scopi
informativi di carattere generale. euro inox ed i suoi
membri declinano qualsiasi responsabilità per perdi-
te, danni o lesioni derivanti dall‘uso delle informazio-
ni contenute in questa pubblicazione.
Indice
introduzione 2
come e quando utilizzare questo atlante fotografico 2
scelta del processo di saldatura 3
Produttività 4
differenti tipologie di giunto saldato. come
migliorare il risultato 4
livelli di qualità ottenibili 5
trattamento dopo saldatura 6
importanza delle variazioni di profilo 6
Addestramento dei saldatori 7
costi di saldatura - produttività 7
riferimenti bibliografici 7
Copyright
Questo documento è soggetto a copyright. euro inox
detiene i diritti di traduzione in ogni lingua, ristampa,
ri-utilizzo delle illustrazioni, di esposizione verbale
e diffusione con mezzi di telecomunicazione. e’ vie-
tata la riproduzione anche parziale della presente
pubblicazione, il suo salvataggio in spazi di memoria
o trasmissione in ogni forma attraverso qualunque
mezzo, elettronico, meccanico, la fotocopiatura, la
registrazione o altro, senza l’autorizzazione scrit-
ta preventiva del proprietario del copyright, euro
inox. eventuali violazioni possono essere perseguite
legalmente, compreso il risarcimento dei danni ed il
rimborso delle spese legali, in accordo alla legge sul
copyright del lussemburgo ed ai regolamenti in vigore
nell’unione europea.
1

A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
la saldatura è una tecnologia di fabbricazione
particolarmente diffusa per gli acciai inossida-
bili. la maggior parte degli acciai inossidabili
ha un’ottima saldabilità. se eseguiti corret-
tamente, i giunti saldati possono presentare
una resistenza meccanica, una resistenza alla
corrosione ed un’estetica analoghe al mate-
riale base.
tuttavia, giunti saldati eseguiti in modo non
corretto possono comportare conseguenze
indesiderate:
• la resistenza alla corrosione del prodotto può
risultare compromessa in prossimità del giun-
to saldato e causare problemi in esercizio.
• Possono verificarsi problemi strutturali.
• Per applicazioni decorative, può divenire
impossibile molare e lucidare i giunti sino
ad ottenere il previsto grado di finitura.
lo scopo di questo atlante fotografico è for-
nire criteri di accettabilità per l’esame visivo
in base a diverse procedure di saldatura,
gradi di finitura superficiale e geometrie di
giunzione. esso può essere di supporto a
utilizzatori, architetti, progettisti, ispettori ed
ingegneri nella scelta di procedure di saldatu-
ra adatte per le proprie applicazioni. l’atlante
fotografico può essere impiegato anche come
documento di riferimento per specifiche con-
trattuali, in modo da evitare incomprensioni e
contenziosi in sede di ispezione finale.
nel caso di applicazioni architettoniche, è
necessaria molta cura per garantire ai giunti
un aspetto adeguato nelle aree in cui sono
visibili. nel caso di fabbricazione di prodotti
non a vista, la qualità dei giunti saldati non
richiede altrettanta attenzione. Queste aree
possono essere esposte ad agenti inquinanti,
tipicamente cloruri e solfuri di gas di scarico,
atmosfere costiere o aerosol di sale utilizzato
per lo sghiacciamento. tuttavia, a differenza
di quanto accade per applicazioni estetiche,
essi non possono essere ispezionati e puliti,
e specialmente se risultano riparati e non
bagnati dalla pioggia, possono subire l’accu-
mulo di depositi corrosivi. una buona qualità
è quindi importante tanto per giunti saldati
inaccessibili come anche per quelli visibili.
Questo documento fa riferimento soprattutto
all’aspetto delle passate superficiali. in molte
applicazioni, l’aspetto del rovescio risulta cri-
tico, se a contatto con liquidi o mezzi gassosi.
tuttavia, questo aspetto esula dagli scopi del
presente atlante fotografico.
la brochure non prende in considerazione le
singole tipologie di imperfezioni. Allo scopo,
si può utilizzare la norma iso 58171. il lettore
deve anche ricordare che l’esame visivo non è
sostitutivo di quello microscopico.
Introduzione
Come e quando utilizzare questo atlante fotografico
1 iso 5817:2003 – Welding – fusion-welded joints in steel, nickel, titanium and other alloys (beam welding excluded) – Quality levels for imperfections
2

A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
sono illustrate di seguito sette diverse pro-
cedure di saldatura con tre livelli di quali-
tà. in ogni caso, sono utilizzati di volta in
volta i parametri di saldatura più tipici. Per
ogni prova sono elencati i parametri usati.
Possono essere impiegate altre combinazioni
di parametri in grado di produrre giunti del
medesimo aspetto.
i processi di saldatura presentati di seguito
sono:
• gas tungsten Arc Welding (gtAW) o
tungsten inert gas Arc Welding (tig), qui
indicati con la sigla gtAW.
• gas Metal Arc Welding (gMAW) o Metal-Arc
inert gas Welding (Mig), Metal-Arc Active
gas Welding (MAg), qui indicati con la sigla
gMAW. in questo documento sono impie-
gati sia in modalità spray-arc che short-arc.
• shielded Metal Arc Welding (sMAW) o
Manual Metal Arc (MMA), qui indicati con
la sigla sMAW.
• flux-cored Arc Wire Welding (fcAW), qui
indicati con la sigla fcAW.
utilizzando il processo gtAW o gMAW, il
bagno di fusione è isolato dall’atmosfera
circostante da gas protettivo (Ar oppure Ar +
o2/co2).
impiegando il processo gMAW, la modalità
di trasferimento ha un ruolo importante per
l’aspetto finale. nelle prove sostenute per il
presente documento, sono state impiegate le
sole modalità short-arc e spray-arc.
l’aspetto del sovrametallo è fortemente cor-
relato con la procedura di saldatura. e’ opi-
nione condivisa che un processo automatico
produca una superficie più regolare rispetto
ad un processo manuale. gtAW, laser e pla-
sma generano di norma una maglia molto più
regolare rispetto ai processi sMAW e gMAW
short-arc. la posizione più favorevole per
ottenere una superficie regolare e liscia è
quella leggermente inclinata.
se si impiega il processo sMAW o fcAW il
bagno di fusione è protetto dalla scoria.
Scelta del processo di saldatura
3
le fotografie mostrano una panoramica della
saldatura
• allo stato come saldato;
• allo stato come saldato, con pulitura dopo
saldatura;
• vista da vicino, in superficie (per meglio evi-
denziare la maglia ed i fenomeni superficiali);
• vista in sezione trasversale (in modo da
mostrare la geometria ed il sovrametallo).

i fenomeni più comuni visibili sulla superficie
dei giunti, oltre alle imperfezioni convenzio-
nali, sono:
• differenze nella regolarità della maglia;
• scoria superficiale aderente alla passata;
• concavità / convessità del giunto;
• spruzzi.
Alcuni dei suddetti sono conseguenze del
processo di saldatura impiegato. A sua volta,
anche la manualità del saldatore può eserci-
tare un’influenza.
nella saldatura in posizione frontale o pia-
no-frontale, il fattore più importante per otte-
nere un giunto con una superficie liscia ed
un’irregolarità di maglia ridotta o assente è
usare un processo di saldatura adatto. esempi
di tali processi sono il gtAW, il laser o il
fcAW. lo sMAW con rivestimenti rutil-acidi e
il gMAW spray-arc determinano superfici con
increspature fini, per quanto non altrettanto
regolari, alla vista, rispetto ad esempio al
gtAW. nella saldatura in verticale ascendente
con sMAW, il saldatore spesso impiega tec-
niche oscillate, malgrado ciò determini una
superficie piuttosto irregolare ed ondulata.
le moderne saldatrici gMAW ad arco pulsato
consentono di ottenere delle superfici molto
più regolari rispetto alle più vecchie saldatrici
in spray-arc.
nei processi di saldatura che prevedono la
formazione di scoria (sMAW, fcAW), la scoria è
in genere facile da rimuovere. tuttavia, usando
processi con gas protettivo, alcuni elementi di
lega del filo possono reagire con componenti
attivi del gas producendo scoria che può resta-
re intrappolata sulla superficie della passata. i
gas che reagiscono con tali elementi includono
l’ossigeno e l’anidride carbonica. utilizzando
fili a basso contenuto di silicio e riducendo
il tenore di ossigeno ed anidride carbonica
nel gas protettivo si può ridurre la quantità di
scoria. le particelle di scoria intrappolate sulla
passata possono essere normalmente rimosse
mediante molatura.
Differenti tipologie di giunti saldati. Come migliorare il risultato
4
A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
Quando un saldatore sceglie una tecnica
esecutiva, l’aspetto del giunto non è l’unico
aspetto significativo. un altro fattore impor-
tante è la produttività del processo selezio-
nato. Ad esempio, gMAW e fcAW hanno una
produttività maggiore (in kg/h) rispetto al
gtAW, vedere figura 1. laser e plasma sono
in genere processi automatici, non adatti per
la saldatura in opera. se lo spessore di tubi o
lamiere risulta inferiore ad 1 mm, il processo
più impiegato è il gtAW. in pratica, la salda-
tura manuale è molto difficile da eseguire
senza sfondamenti. se il materiale base è
molto sottile, i giunti a sovrapposizione pos-
sono essere una valida alternativa a quelli
testa a testa.
Produttività

i processi di saldatura impiegati per que-
sto atlante sono stati applicati con tecnica
manuale, in diverse posizioni. l’acciaio è il
grado 1.4301. lo spessore del materiale base
varia da 2 a 6 mm.
i giunti saldati sono suddivisi in tre diverse
classi in funzione dell’aspetto, a seconda del
processo di saldatura, della posizione e del
tipo di giunto. Per ogni combinazione o meto-
do di saldatura, posizione o tipo di unione, i
giunti sono stati divisi in tre diverse classi. i tre
livelli di qualità considerati di seguito sono:
• Elevato
il giunto saldato risulta tecnicamente
accettabile anche per le condizioni di ser-
vizio più severe, avendo una superficie
liscia, con increspature molto fini o assenti
ed un sovrametallo estremamente ridotto.
• Medio
il giunto saldato risulta accettabile nella
maggior parte delle condizioni di servizio,
ma può richiedere una finitura meccanica
per acquisire una superficie più regolare.
Livelli di qualità ottenibili
5
A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
il profilo geometrico del sovrametallo può
influenzare alcune proprietà del giunto. un
cordone convesso con un angolo di raccordo
severo può peggiorare il comportamento a
fatica e talvolta la stessa resistenza alla cor-
rosione. i processi gMAW short-arc e sMAW,
con elettrodi basici, producono spesso pas-
sate convesse. Allo stesso modo, anche l’uso
di correnti troppo basse (sMAW), di tensioni
troppo ridotte (gMAW spray-arc) o di ecces-
sivi stick-out (fcAW) può causare lo stesso
problema.
Per ottenere un aspetto ottimale con processi
con protezione gassosa, è importante impie-
gare una portata adeguata. di seguit0 sono
elencate alcune portate caratteristiche:
• gtAW 4–8 l/min,
• gMAW 12–16 l/min,
• fcAW 20–25 l/min.
un profilo di saldatura concavo è in molti casi
la forma desiderata. tuttavia, vi è il rischio
che la sezione resistente del giunto risulti
troppo esigua e la penetrazione inadeguata.
situazioni in cui il profilo del giunto può assu-
mere una simile configurazione si possono
avere quando il saldatore impiega una velo-
cità di saldatura eccessiva, ad esempio con
i processi sMAW o gtAW, in particolare nella
posizione verticale discendente.
gli spruzzi sono in molti casi inaccettabili, se
presenti in quantità elevate. essi sono spes-
so dovuti a parametri di saldatura inadeguati,
gas protettivo non ottimizzato oppure arco /
stick-out eccessivi.

6
A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
un giunto saldato privo di imperfezioni pre-
senta in molti casi una certa variazione di
forma nel passaggio dalla zona fusa al mate-
riale base, nella zona di transizione. tali
variazioni di profilo possono influenzarne le
proprietà.
Importanza delle variazioni di profilo
in numerose applicazioni è essenziale pulire
il giunto e rimuovere ogni colorazione, scoria
o altre imperfezioni per ripristinarne la resi-
stenza alla corrosione. Per questa ragione,
parti della saldatura sono state spazzolate e
decapate. spruzzi, porosità superficiali, cric-
che ed interstizi devono a loro volta essere
evitati dal punto di vista della resistenza alla
corrosione. in molti casi, essi devono essere
rimossi meccanicamente.
Trattamento dopo saldatura
• Può risultare accettabile
il giunto saldato può risultare accettabile
in condizioni di servizio non critiche, spe-
cialmente se non a vista e non esposto ad
agenti corrosivi. esso può richiedere una
finitura meccanica per acquisire una super-
ficie più regolare.
i giunti saldati che non soddisfano i requisiti
minimi non sono inclusi. l’idea è stata quel-
la di illustrare un eccellente giunto saldato
che in molti casi richiedesse solamente una
leggera lucidatura o decapaggio per esse-
re accettato dall’utilizzatore finale. il livello
“può risultare accettabile” può essere adot-
tato quando l’aspetto non sia di vitale impor-
tanza, se comunque soddisfa i requisiti mini-
mi di resistenza alla corrosione e le previste
proprietà meccaniche.

nella scelta di uno specifico processo di sal-
datura e livello visivo, l’addestramento e la
qualificazione dei saldatori risultano critici. se
è richiesto il livello “elevato”, devono essere
in molti casi, il costo è un criterio essenziale
per la scelta di un processo di saldatura e la
definizione del desiderato aspetto superficia-
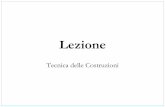
le. Per illustrare questo aspetto, la figura 1
può essere presa a riferimento. i livelli di qua-
lità sono confrontabili solo nell’ambito di uno
specifico processo di saldatura. Ad esempio,
Questo documento è complementare alle seguenti pubblicazioni di euro inox e sono suggerite
ulteriori letture:
1. the Welding of stainless steels (Materials and Applications series, Volume 3),
http://www.euro-inox.org/pdf/map/brochureWeldability_en.pdf
2. Pickling and Passivating stainless steel (Materials and Applications series, Volume 4),
http://www.euro-inox.org/pdf/map/Passivating_Pickling_en.pdf
3. la finitura meccanica di superfici decorative in acciaio inossidabile (Materiali e Applicazioni,
Volume 6), http://www.euro-inox.org/pdf/map/Mechanicalfinishing_it.pdf
4. linee guida per la fabbricazione mediante saldatura degli acciai inossidabili (serie mate-
riali ed applicazioni, Volume 9), http://www.euro-inox.org/fla_122_en.html
impiegati saldatori di ottime capacità. se è pre-
visto un trattamento dopo saldatura (molatura e
successivo decapaggio), i costi possono risulta-
re anche superiori al triplo di quelli di saldatura.
in figura 1 un livello “elevato” relativo al
processo gMAW spray-arc non risulta altret-
tanto soddisfacente come un livello “medio”
ottenuto con fcAW. in questo contesto, la
produttività è espressa in kg/h di consuma-
bile saldato.
Addestramento dei saldatori
Costi di saldatura - produttività
Riferimenti bibliografici
7
A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e

l’atlante fotografico include sette cartelle asportabili. fare riferimento al codice colore:
1 saldatura gtAW a cordoni d’angolo in posizione piano-frontale (Pb)
2 saldatura gMAW a cordoni d’angolo in posizione piano-frontale – modalità short-arc (Pb)
6 saldatura sMAW a cordoni d’angolo in posizione verticale ascendente (Pf)
3 saldatura gMAW a cordoni d’angolo in posizione piano-frontale – modalità spray-arc (Pb)
4 saldatura fcAW a cordoni d’angolo in posizione piano-frontale (Pb)
5 saldatura sMAW a cordoni d’angolo in posizione piano-frontale (Pb)
7 saldatura sMAW a cordoni d’angolo in posizione verticale ascendente (Pf)
8
A t l A n t e f o t o g r A f i c o d e i g i u n t i s A l d A t i i n A c c i A i o i n o s s i d A b i l e
ProduttiVità(kg/h)
Figura 1: livello di produttività del processo di saldatura selezionato
AsPetto
gMAWspray-arc a cordoni d’angolo
(può risultare accettabile)
gMAWspray-arca cordoni d’angolo
(medio)
gMAWspray-arca cordoni
angolo(elevato)
fcAWA cordoni d’angolo
(può risultare accettabile)
fcAWA cordoni d’angolo
(medio)
fcAWA cordoni d’angolo(elevato)
sMAWA cordoni d’angolo
(può risultare accettabile)
sMAWA cordoni d’angolo
(medio)
sMAWA cordoni d’angolo(elevato)
gMAWshort-arca cordoni d’angolo
(può risultare accettabile)
gMAWshort-arca cordoni d’angolo
(medio)
gMAWshort-arca cordoni d’angolo(elevato)
sMAWVerticale
ascendente a cordoni d’angolo
(può risultare accettabile)
sMAWVerticale
ascendente a cordoni d’angolo
(medio)
sMAWVerticale
ascendente a cordoni d’angolo(elevato)
gtAW/tigA cordoni d’angolo
(medio)
gtAW/tigA cordoni d’angolo
(può risultare accettabile)
gtAW/tigtubo testa a
testa(può risultare accettabile)
gtAW/tigtubo testa a
testa(medio)
gtAW/tigtubo testa a
testa(elevato)
gtAW/tigA cordoni d’angolo(elevato)

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
Atlante fotografico dei giunti saldati in acciaio inossidabile
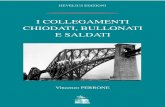
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
Gas Tungsten Arc Welding (GTAW) o Tungsten Inert Gas Welding (TIG), qui indicati con la sigla GTAW.
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

S A L d A T u r A G T A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) S A L d A T u r A G T A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) S A L d A T u r A G T A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B )
Consumabile: 2,4 mm, filo 19.9L Si I: 90–110 A v: 6–9 cm/min
Gas: Ar puro U: 10–12 V
osservazioni: Stato come saldato. Increspature molto fini, cordone regolare, ossidi superficiali molto sottili.
Consumabile: 2,4 mm, filo 19.9L Si I: 90–110 A v: 3–10 cm/min
Gas: Ar puro U: 10–12 V
osservazioni: Stato come saldato. Maglia con increspature grossolane, ossido superficiale sottile.
Consumabile: 2,4 mm, filo 19.9L Si I: 90–110 A v: 3–10 cm/min
Gas: Ar puro U: 10–12 V
osservazioni: Stato come saldato. Maglia con increspature molto grossolane, ossido superficia-
le sottile.
Vista da vicino della superficie della saldatura. Saldatura pulita (decapata). Maglia pulita ma con increspature
grossolane.
Vista da vicino della superficie della saldatura.La sezione evidenzia un sovrametallo concavo, che
fornisce le migliori proprietà meccaniche e resistenza
alla corrosione.
Vista da vicino della superficie della saldatura. La sezione evi-
denzia una saldatura concava.
La sezione evidenzia una penetrazione piut-
tosto scarsa e di forma asimmetrica.
Saldatura pulita
(decapata). Leggero
sovrametallo senza
imperfezioni/scoria/
spruzzi.
osservazioni: Stato
come saldato. Maglia
con increspature grosso-
lane, ossido superficiale
sottile.
Saldatura pulita (deca-
pata). Maglia pulita ma
irregolare e con incre-
spature grossolane.
Elevato Medio Può risultare accettabile

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
Gas Metal Arc Welding (GMAW), Metal-Arc Inert Gas Welding (MIG) o Metal-Arc Active Gas Welding (MAG), qui indicati entrambi con la sigla GMAW.
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

Consumabile: 1,0 mm, filo 19.9L Si I: 140–170 A v: 25–30 cm/min
Gas: 98 % Ar + 2 % o2 U: 14–19 V
osservazioni: Stato come saldato. Maglia fine, il cordone presenta ossidi superficiali e si notano spruzzi sul
materiale base.
Consumabile: 1,0 mm, filo 19.9L Si I: 140–170 A v: 25–30 cm/min
Gas: 98 % Ar + 2 % o2 U: 19–21 V
osservazioni: Stato come saldato. Maglia con increspature grossolane, cordone irregolare, con numerosi ossidi superficiali e
spruzzi sul materiale base dovuti all’elevata tensione d’arco.
Consumabile: 1,0 mm, filo 19.9L Si I: 120–140 A v: 12–16 cm/min
Gas: 98 % Ar + 2 % o2 U: 19–21 V
osservazioni: Stato come saldato. Maglia con increspature grossolane, cordone irregolare con
ossidi superficiali e con numerosi ossidi superficiali e spruzzi sul materiale.
Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura con scoria
superficiale.
La sezione evidenzia un sovrametallo leggermente convesso. Questa geometria può peggiorare
il comportamento a fatica. Vicino alla superficie della saldatura si osserva una leggera porosità.
E’ un aspetto tipico di questo processo.
Questa sezione evidenzia un sovrametallo piuttosto
convesso.
La sezione evidenzia una saldatura convessa. E’ un aspetto tipico
di questo processo.
Saldatura pulita
(decapata). Il deca-
paggio non può
rimuovere questo tipo
di scoria intrappolata
sulla superficie.
Saldatura pulita (deca-
pata). Il decapaggio non
può rimuovere questo
tipo di scoria superficiale.
Giunto pulito (decapato).
Il decapaggio non può
rimuovere questo tipo di
scoria superficiale.
S A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o – F r o n T A L E ( P B ) – M o d A L I T à S h o r T - A r C S A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o – F r o n T A L E ( P B ) – M o d A L I T à S h o r T - A r CS A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o – F r o n T A L E ( P B ) – M o d A L I T à S h o r T - A r C
Elevato Medio Può risultare accettabile

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
Gas Metal Arc Welding (GMAW), Metal-Arc Inert Gas Welding (MIG) o Metal-Arc Active Gas Welding (MAG), qui indicati entrambi con la sigla GMAW.
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

Consumabile: 1,0 mm, filo 19.9L Si I: 180–200 A v: 25–30 cm/min
Gas: 98 % Ar + 2 % o2 U: 25–29 V
osservazioni: Stato come saldato. Il cordone presenta ossidi superficiali e scoria.
Consumabile: 1,0 mm, filo 19.9L Si I: 160–180 A v: 25–30 cm/min
Gas: 98 % Ar + 2 % o2 U: 23–25 V
osservazioni: Stato come saldato. Il cordone è irregolare, con ossidi superficiali e scoria sul materiale base. Impiegando una ten-
sione elevata e stick-out minori è possibile ridurre la quantità di spruzzi.
Consumabile: 1,0 mm, filo 19.9L Si I: 180–200 A v: 25–30 cm/min
Gas: 98 % Ar + 2 % o2 U: 20–23 V
osservazioni: Stato come saldato. Il cordone è irregolare, con ossidi superficiali e numerosi
spruzzi (dovuti alla bassa tensione) sul materiale base ed in parte sulla zona fusa.
Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura.La sezione mostra un sovrametallo leggermente con-
cavo con un angolo di raccordo dolce. E’ visibile qui il
tipico profilo di penetrazione a dito.
La sezione evidenzia un sovrametallo piuttosto asimmetrico e
convesso. Si osserva la tipica porosità alla radice.
La sezione mostra un sovrametallo convesso.
L’impiego di una tensione elevata potrebbe
avere ridotto la convessità del profilo. Sulla
superficie si osserva una piccola quantità di
spruzzi. E’ un aspetto tipico di questo processo.
Saldatura pulita
(decapata). Il deca-
paggio non può
rimuovere questo tipo
di scoria intrappolata
sulla superficie.
Saldatura pulita (deca-
pata). Il decapaggio non
può rimuovere questo
tipo di scoria superficiale.
Saldatura pulita (deca-
pata). Il decapaggio non
può rimuovere scoria e
spruzzi.
S A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) – M o d A L I T à S P r A y - A r C S A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) – M o d A L I T à S P r A y - A r CS A L d A T u r A G M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) – M o d A L I T à S P r A y - A r C
Elevato Medio Può risultare accettabile

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

Consumabile: 1,2 mm, filo 19.9 I: 190–210 A v: 30–40 cm/min
Gas: 80 % Ar + 20 % Co2 U: 26–30 V
osservazioni: Stato come saldato. Superficie liscia, con increspature fini.
Consumabile: 1,2 mm, filo 19.9 I: 190–210 A v: 35–40 cm/min
Gas: 80 % Ar + 20 % Co2 U: 26–30 V
osservazioni: Stato come saldato. Increspature lievi, fini, con cordone leggermente irregolare.
Consumabile: 1,2 mm, filo 19.9 I: 190–210 A v: 35–40 cm/min
Gas: 80 % Ar + 20 % Co2 U: 26–30 Vosservazioni: Stato come saldato. Cordone irregolare, con spruzzi sul materiale base. La causa del cordone irregolare e degli spruzzi può essere l’eccessivo stick-out o un’eccessiva angolazio-ne della torcia.
Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura.La sezione evidenzia un sovrametallo accettabile,
concavo/piatto.
La sezione evidenzia un sovrametallo piuttosto convesso/piatto. La sezione evidenzia un sovrametallo relati-
vamente convesso, asimmetrico.
Saldatura pulita
(decapata), con alcuni
spruzzi sul materiale
base.
Saldatura pulita (deca-
pata), con alcuni spruzzi
sul materiale base.
Saldatura pulita
(decapata).
S A L d A T u r A F C A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) S A L d A T u r A F C A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B )S A L d A T u r A F C A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B )
Elevato Medio Può risultare accettabile

diamant Building • Bd. Aug. reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
Shielded Metal Arc Welding (SMAW) o Manual Metal Arc (MMA), indicati entrambi con la sigla SMAW.
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

Consumabile: 3,25 mm, 19.9L con rivestimento rutil-acido. I: 95–115 A v: 23–28 cm/min
U: 24–30 V
osservazioni: Stato come saldato. Increspature tipiche dello SMAW. Il cordone è regolare, con tracce di ossidi
superficiali.
Consumabile: 3,25 mm, 19.9L con rivestimento rutil-acido. I: 95–115 A v: 21–26 cm/min
U: 24–30 V
osservazioni: Stato come saldato. Increspature grossolane, alcuni spruzzi sul materiale base.
Consumabile: 3,25 mm, 19.9L con rivestimento rutil-acido. I: 80–100 A v: 21–28 cm/min
U: 24–30 V
osservazioni: Stato come saldato. Increspature grossolane, cordone irregolare con ossidi
superficiali. Si notano un colpo d’arco sul materiale base e spruzzi.
Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura. Vista da vicino della superficie della saldatura.La sezione evidenzia un sovrametallo leggero e conca-
vo. La causa può essere l’eccessiva velocità.
La sezione evidenzia un sovrametallo convesso/piano. La sezione evidenzia un sovrametallo legger-
mente convesso, con penetrazione ridotta. La
causa può essere un’eccessiva velocità all’ini-
zio della saldatura.
Saldatura pulita
(decapata).
Saldatura pulita
(decapata).
Saldatura pulita
(decapata).
S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B ) S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B )S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E P I A n o - F r o n T A L E ( P B )
Elevato Medio Può risultare accettabile

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
Shielded Metal Arc Welding (SMAW) o Manual Metal Arc (MMA), indicati entrambi con la sigla SMAW.
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)

S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E V E r T I C A L E A S C E n d E n T E ( P F ) S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E V E r T I C A L E A S C E n d E n T E ( P F ) S A L d A T u r A S M A W A C o r d o n I d ’ A n G o L o I n P o S I z I o n E V E r T I C A L E A S C E n d E n T E ( P F )
La sezione evidenzia
un rinforzo piuttosto
convesso.
La sezione mostra un
sovrametallo piatto.
La penetrazione è
incompleta a causa
dell’eccessiva velocità di
saldatura.
La sezione evidenzia un
sovrametallo relativa-
mente convesso.
Consumabile: 2,5 mm,
19.9L con rivestimento
rutil-acido.
I: 60–70 A
U: 21–27 V
osservazioni:
Stato come saldato,
le increspature gros-
solane sono tipiche
di questa posizione e
processo di saldatura.
La foto di sinistra
mostra ossidi super-
ficiali.
Superficie decapata
(a destra)
Consumabile: 2,5 mm,
19.9L con rivestimento
rutil-acido.
I: 60–70 A
U: 21–27 V
osservazioni:
Stato come saldato,
increspature caratteri-
stiche. La causa di tali
increspature è un’ecce-
siva velocità di oscilla-
zione.
Saldatura pulita –
decapata (a destra)
Consumabile: 2,5 mm,
19.9L con rivestimento
rutil-acido.
I: 60–70 A
U: 21–27 V
osservazioni:
Stato come saldato,
increspature molto
grossolane. Il cordone è
irregolare, con numerosi
spruzzi sul materiale
base. La causa degli
spruzzi potrebbe essere
l’eccessiva lunghezza
d’arco.
Saldatura pulita –
decapata (a destra)
Elevato Medio Può risultare accettabile

Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69E-mail [email protected] • www.euro-inox.org
7 Saldatura GTAW testa a testa su tubo (PA asse rotante)
Gas Tungsten Arc Welding (GTAW) o Tungsten Inert Gas Welding (TIG), entrambi indicati qui con la sigla GTAW.
Atlante fotografico dei giunti saldati in acciaio inossidabile
Elevato: Il giunto saldato risulta tecnicamente accettabile anche per le condizioni di servizio più severe, avendo una superficie liscia, con increspature molto fini o assenti ed un sovra-metallo estremamente ridotto.
Medio: Il giunto saldato risulta accettabile nella maggior parte delle condizioni di servi-zio, ma può richiedere una finitura meccanica per acquisire una superficie più regolare.
Può risultare accettabile: Il giunto saldato può essere accettabile in condizioni di servizio non critiche, specialmente se non a vista e non esposto ad agenti corrosivi. Esso può richie-dere una finitura meccanica per acquisire una superficie più regolare.
Nota:Il presente documento è una linea guida generale per un primo esame visivo e non può essere sostitutivo delle prove distruttive o non distruttive. Possono essere richiesti trattamen-ti dopo saldatura di tipo chimico o meccanico per ottenere una superficie metallica pulita, che è un normale pre-requisito per un acciaio inossidabile normalmente passivato. La pagina di questa sezione è parte della pubblicazione “Atlante fotografico dei giunti saldati in acciaio inossidabile” e dovrebbe essere contestualiz-zata con i contenuti della sezione introduttiva del documento, compresa l’esclusione di responsabilità.
1 Saldatura GTAW a cordoni d’angolo in posizione piano-frontale (PB)
2 Saldatura GMAW a cordoni d’angolo in posizione piano–frontale (PB) – Modalità short-arc
6 Saldatura SMAW a cordoni d’angolo in posizione verticale ascendente (PF)
3 Saldatura GMAW a cordoni d’angolo in posizione piano-frontale (PB) – Modalità spray-arc
4 Saldatura FCAW a cordoni d’angolo in posizione piano-frontale (PB)
5 Saldatura SMAW a cordoni d’angolo in posizione piano-frontale (PB)

S A L d A T u r A G T A W T E S T A A T E S T A S u T u B o ( P A A S S E r o T A n T E ) S A L d A T u r A G T A W T E S T A A T E S T A S u T u B o ( P A A S S E r o T A n T E )S A L d A T u r A G T A W T E S T A A T E S T A S u T u B o ( P A A S S E r o T A n T E )
Consumabile: 1,6 mm, filo 19.9L Si I: 45–55 A v: 4–6 cm/min
Gas: Ar puro U: 10–13 V
osservazioni: Stato come saldato, superficie molto liscia, increspature fini con ossidi superficiali sottili.
Consumabile: 1,6 mm, filo 19.9L Si I: 45–55 A v: 4–6 cm/min
Gas: Ar puro U: 10–13 V
osservazioni: Stato come saldato, cordone piuttosto irregolare dovuto a variazioni della velocità di saldatura.
Consumabile: 1,6 mm, filo 19.9L Si I: 40–50 A v: 4–6 cm/min
Gas: Ar puro U: 10–13 V
osservazioni: Stato come saldato, cordone irregolare dovuto ad insufficiente intensità di corrente.
Vista da vicino della superficie della saldatura. Si noti
la scoria nella parte superiore.
Vista da vicino della superficie della saldatura. Si possono
notare piccole inclusioni di scoria.
Vista da vicino della superficie della saldatu-
ra. Si possono notare inclusioni di scoria.
La sezione evidenzia una saldatura con un profilo
corretto.
La sezione evidenzia una penetrazione larga dovuta ad un
elevato gap tra i tubi.
La sezione mostra una saldatura realizzata
senza gas di protezione al rovescio. La pene-
trazione al rovescio è eccessiva ed il rovescio
presenta un aspetto irregolare e spugnoso.
La penetrazione larga è dovuta all’elevato gap.
Saldatura pulita
(decapata)
Saldatura pulita
(decapata)
Saldatura pulita
(decapata)
Elevato Medio Può risultare accettabile

Atlante fotografico dei giunti saldati in acciaio inossidabile
Serie Materiali ed applicazioni, Volume 14Diamant Building • Bd. Aug. Reyers 80 • 1030 Bruxelles • Belgio • Tel. +32 2 706 82-67 • Fax -69 • E-mail [email protected] • www.euro-inox.org
ISBN 978-2-87997-389-0