










ASSOFOND FEDERAZIONE NAZIONALE FONDERIE [ di Metalli ... 2.pdf · • Vasche di miscelazione della...
92
ASSOFOND FEDERAZIONE NAZIONALE FONDERIE Poste Italiane S.p.A. - Anno XL-Pubblicazione bimestrale - Spedizione in A.P. - 70% - Filiale di Milano N.1 2016 Poste Italiane S.p.A. - Anno XL-Pubblicazione bimestrale - Spedizione in A.P. - 70% - Filiale di Milano La rivista delle Fonderie di Metalli Ferrosi e Non Ferrosi La rivista delle Fonderie di Metalli Ferrosi e Non Ferrosi [ [
Transcript of ASSOFOND FEDERAZIONE NAZIONALE FONDERIE [ di Metalli ... 2.pdf · • Vasche di miscelazione della...

ASSOFONDFEDERAZIONENAZIONALE FONDERIE
Poste Italiane S.p.A. - Anno XL-Pubblicazione bimestrale - Spedizione in A.P. - 70% - Filiale di Milano
N.1 2016
Poste Italiane S.p.A. - Anno XL-Pubblicazione bimestrale - Spedizione in A.P. - 70% - Filiale di Milano
La rivista delle Fonderiedi Metalli Ferrosi e Non Ferrosi
La rivista delle Fonderiedi Metalli Ferrosi e Non Ferrosi
[[


L’ottimizzazione del processo produttivo dei getti di ghisa è un aspetto fondamentale per ogni fonderia.
Dal punto di vista metallurgico la creazionein forno di un adeguato numero di nucleistabili nel metallo pone le basi per ottenerebuoni risultati nei successivi trattamenti.Nella produzione di ghisa sferoidale è essenziale la selezione della giusta lega nodularizzante al fine di massimizzare sia l’efficacia che la resa dell’aggiunta magnesio così come, in generale per tutte le ghise,
la scelta dell’inoculante è il fattore più importante per ottimizzare la struttura dei getti ed ottenere le proprietà meccaniche desiderate.
In questo contesto Elkem può fornire allefonderie di Ghisa una vasta gamma di:
PrecondizionantiNodularizzanti formulati su misuraInoculanti specialiLeghe di carica, Ferrosilicio, Ricarburantied altri materialiSistemi di controllo per processi difonderia
Dotata di impianti produttivi in diversicontinenti, Elkem è il vostro Partner, in grado di garantire localmente un rapido supporto commerciale ed un accurato servizio di assistenza tecnica.
www.elkem.com/foundry
ELKEM – THE GLOBAL SUPPLIER
industria fusoria
industria fusoria
ASSOFONDFEDERAZIONE NAZIONALE FONDERIE
N. 1 2016
INDICE
Pubblicazione bimestrale tecnico-economico ufficialeper gli atti dell’Associa zione Nazionale delle Fonderie
Autorizzazione Tribunale di Milano n. 307 del 19.4.1990
Direttore ResponsabileSilvano Squaratti
Direzione e redazioneFederazione Nazionale Fonderie20090 Trezzano S/Naviglio (MI), Via Copernico 54 Tel. 02/48400967 - Telefax 02/48401282www.assofond.it - [email protected]
Gestione editoriale e pubblicitàS.A.S. - Società Assofond Servizi s.r.l.20090 Trezzano S/Naviglio (MI), Via Copernico 54 Tel. 02/48400967 - Telefax 02/48401282
Amministrazione e abbonamentiS.A.S. - Società Assofond Servizi s.r.l.20090 Trezzano S/Naviglio (MI), Via Copernico 54 Tel. 02/48400967 - Telefax 02/48401282
Abbonamenti per l’Italia, anno 2016 105,00 euro
Abbonamento per l’estero, anno 2016 180,00 euro
Una copia 12,91 euro, estero 20,66 euro
Numeri arretrati il doppio
Spedizioni in A.P. - 70% - Filiale di Milano
Progetto GraficoDraghi Luciano20154 Milano - Via Messina 47Tel. 02/3313321-33604352e-mail: [email protected]
StampaNastro & Nastro s.r.l.21010 Germignaga (Va) - Via Stehli, 15Tel. 0332/531463 - www.nastroenastro.it
È vietata la riproduzione degli articoli e illustrazioni diIndustria Fusoria senza autorizzazione e senza citarela fonte. La collaborazione alla Rivista è subordinatainsindacabilmente al giudizio della Redazione. Le idee espresse dagli Autori non impegnano ne laRivista ne Assofond e la responsabilità di quantoviene pubblicato rimane agli Autori stessi. La pubblicità che appare non supera il 50% dellasuperficie totale del periodico.
ASSOFOND
in igne vita
iiInserzionisti.......................................................................................................................................... 88
Lari
vist
ade
lleFo
nderie di Metalli Ferrosi eNon
Ferrosi
SOMMARIO
TECNICO
Realizzare acciai leggeri resistenti all’usura attraverso la Nitrurazione ............................ 58
Produzione digitale di motte e anime mediante la stampa tridimensionale .................... 66
Filtri ceramici a schiuma tubolare ad alte prestazioni per l’industria siderurgica............ 72
Industria Fusoria 1/2016 7
AMBIENTE E SICUREZZALinee guida per i rischi di esposizione a fibre artificiali vetrose ............................................ 50
Formaldeide: come aggiornare la valutazione del rischio? .................................................... 54
ECONOMICO
Report congiunturale: quarto trimestre 2015 comparto ferrosi e non ferrosi ..................10
49° Census: Crescita modesta nel mercato mondiale di getti .............................................. 18
Previsioni 2016: crescita moderata nel breve termine ............................................................ 26
Responsabilità amministrativa delle società - Linee guida Assofond per la realizzazione di un modello organizzativo e gestionale conforme al D.Lgs 231/01 nel Settore della Fonderia .................................................................................. 34
Il business ci aspetta là fuori, come arrivarci?............................................................................ 42
Corso per operatore tecnico addetto alla fonderia di ghisa .................................................. 46
La tecnologia EXACTCAST ancora più efficiente...................................................................... 84
In breve
Impianti, macchine e attrezzature per fonderie e animisterie
Primafond srlViale del Lavoro, n.36/38 - 36016 Thiene (Vi) ItalyTel. +39.0445.361.759 - Fax [email protected] - www.primafond.it
Programma di produzione• Impianti di preparazione e distribuzione sabbia per ogni processo
di produzione anime.• Macchine per formatura anime in cold box e shell moulding in vari
tipi e dimensioni.• Macchine speciali a richiesta.• Gasatori automatici per ogni processo.• Mescolatori ad elica radente.• Frantumatori per recupero sabbia. • Propulsori pneumatici.• Depuratori a scrubber per l’abbattimento delle emissioni da qualsiasi
processo di formatura anime.• Vasche di miscelazione della vernice per anime.• Impianti di asciugatura delle anime verniciate.• Forni di riscaldamento per sterratura anime da fusioni di alluminio.• Smaterozzatori a cuneo per la rottura delle colate di fusioni di
ghisa sferoidale e acciaio al manganese. • Cabine aspiranti insonorizzate per sbavatura.• Manipolatori - Posizionatori per sbavatura getti.• Revisioni, modifiche, fornitura di macchine e impianti usati. • Progettazione e consulenza.• Manutenzione e assistenza.
Facciamo squadra oggi, faremo più Qualità domani!
Join with us today, for a higher Quality tomorrow!

TESI , al vostro servizioTESI , al vostro servizioSORELMETAL®
FERROLEGHE E INOCULANTIFILO ANIMATOGRAFITI SPECIALICARBURO DI CALCIOFILTRI CERAMICI
SORELMETAL®
FERROLEGHE E INOCULANTIFILO ANIMATOGRAFITI SPECIALICARBURO DI CALCIOFILTRI CERAMICI
MANICHE ESOTERMICHEPROGRAMMI DI SIMULAZIONE
MINERALI DI ZIRCONIO E TITANIOELETTRODI DI GRAFITE
POLVERI METALLICHE
MANICHE ESOTERMICHEPROGRAMMI DI SIMULAZIONE
MINERALI DI ZIRCONIO E TITANIOELETTRODI DI GRAFITE
POLVERI METALLICHE
PRODOTTI E IDEETESI SpA - Via Manzoni, 20 - 20900 MonzaTel. +39 039 237501 - Fax +39 039 [email protected] - www.tesi-spa.it

Industria Fusoria 1/201610
M. Brancia
ECONOMICO
EC
ON
OM
ICO
ECONOMICOECO
NO
MIC
OGhisaL’estenuante attesadi segnali positivicontinua, ma beneil fatturato
I dati sulla produzione indica-no che il 2015 non ha chiusobene: il -0,8% su base annua èda considerarsi provvisorio,ma sicuramente un primo indi-catore di come sia andato l’an-no appena concluso. L’Istat, sudati corretti di calendario, vaoltre il -4,5%.
Dopo un terzo trimestre chesembrava rimettere le cose sulsentiero giusto (indice = 101,base 2014) il quarto è ricadutoal di sotto del valore di pareg-gio (97).
In termini congiunturali gli ulti-mi mesi del 2015 hanno persoil -3,5% rispetto al terzo trime-stre e, soprattutto, si è persoterreno anche sui valori ten-denziali sul quarto trimestredel 2014 (-7,1%).
La visibilità degli ordini rimaneinchiodata al di sotto dei 2mesi e l’utilizzo di capacitàproduttiva rimane ad un livelloinsoddisfacente ed in mediapari al 71,2%. L’indicatore relativo è tuttavia
in recupero rispetto ai trime-stri precedenti.
Con la produzione se ne vagradualmente anche la fiduciadegli imprenditori: l’indice ge-nerale continua a scendere e siattesta a 41,2 punti perché an-che chi era più ottimista ha
Report congiunturale: quarto trimestre 2015 comparto ferrosi e non ferrosi
Report congiunturale: quarto trimestre 2015 comparto ferrosi e non ferrosi

cambiato opinione sull’anda-mento dei prossimi sei mesi.
Rispetto alla curva generaledell’indice di produzione delsettore, la ghisa si pone sullascia della media dei tre com-parti: il calo finale dei non fer-rosi ha contribuito a peggiora-re il trend di tutto il settore ri-spetto ai valori medi del 2014,facendo passare la curva dal va-lore di 106 a 97.
Il dato che in realtà dovrebbeincoraggiare è il trend del fattu-rato e soprattutto di quello de-stinato all’estero.
La curva di entrambi è in co-stante crescita: il fatturato ge-nerale sale di un punto, a 102,rispetto al trimestre medio del2014, mentre il fatturato esteroraggiunge addirittura quota112.
Su base annua la crescita del fat-turato è pari al +3,1%, mentre ladomanda estera cresce del+5,0%. La performance positivaè confermata dalla variazione
Industria Fusoria 1/2016 11
ECONOMICO

del +1,1% (generale) e del+7,5% (estero) rispetto al terzoprecedente ed anche dalle varia-zioni tendenziali, pari al +2,3%(generale) e al +4,6% (estero).
Il settore trainante è semprel’automotive, che rappresentafino al 46% del totale, ed è incontinua evoluzione.
In aumento anche i livelli dellameccanica (25% sul fatturatototale) che rimangono tuttaviaal di sotto dei livelli del 2014(93 punti) e di quelli dei primidue trimestri del 2015.
Continua la difficoltà delle pro-duzioni per i veicoli industriali,ovvero il comparto agricolo,che vede il proprio trend incontinua discesa e fermo a 90punti, il punto più basso.
Una nota particolare va al mer-cato dell’edilizia che, pur rap-presentando il 3%, sta risalendola china, dopo molto tempo, eper il secondo trimestre con-secutivo si pone su livelli supe-riori al 2014, con il picco delterzo trimestre a 144.
I prezzi di vendita risultano co-stanti per il 62,5% dei fonditoridi ghisa, ma è in aumento lapercentuale di chi li dichiara inaumento (29,2%).
Diminuisce in maniera significa-tiva la distanza fra la media deigiorni che un cliente estero ciimpiega a pagare e quella di uncliente nazionale: la dinamica èla risultante fra un peggiora-mento nei pagamenti esteri,che salgono a 62 giorni, ed unmiglioramento di quelli nazio-nali che scendono a 93.
Industria Fusoria 1/201612
ECONOMICO

Acciaio - Nessuna luce all’orizzonte, 2015 da dimenticare…
Il comparto dell’acciaio registra irisultati peggiori del settore. An-che la rilevazione dell’ultimo tri-mestre del 2015 conferma livelliinsoddisfacenti ed in peggiora-mento rispetto ai trimestri pre-cedenti. I valori sono da ritener-si comunque provvisori, ma l’in-dagine congiunturale Assofondvede un livello della produzionesu base annua in flessione del -6,2%; l’Istat, su dati comparabili,registra addirittura un -11,8%.
Rispetto al valore trimestralemedio del 2014, l’indice desta-gionalizzato scende al punto diminimo degli ultimi quattro tri-mestri (75): per tutto il 2015non si è mai raggiunta la paritàcon l’anno precedente, nean-che nel trimestre migliore, ilterzo, con il valore di 98.
In termini congiunturali ciò hasignificato perdere il -23,1%della produzione rispetto alterzo trimestre: un tonfo pen-sante rispetto al trend dei tri-mestri precedenti che risulta-vano in territorio positivo.
Anche le variazioni tendenzialisubiscono una perdita significati-va e indicano un calo nella produ-zione del -10,3% rispetto al quar-to trimestre del 2014. Il trendtraccia una linea in continua di-scesa lungo tutto l’anno 2015.
L’utilizzo della capacità produt-tiva segna anch’essa un signifi-cativo calo in media (semplice)e passa dal 75% del terzo tri-mestre al 73% del quarto.
In lieve aumento, invece, la visi-bilità degli ordini: nella prece-dente rilevazione erano 2 i me-si di visibilità, mentre nel quar-to trimestre sale a 2,6.
Industria Fusoria 1/2016 13
ECONOMICO

Neanche sul fronte del fatturatoarrivano valori confortanti: l’in-dice destagionalizzato scende a80 punti, dopo un terzo trime-stre in recupero rispetto al 2014e a 134 punti. Nessuna spinta,anzi in ulteriore calo, dalla curvadel fatturato estero che risultapiù bassa di quella del fatturatogenerale: il valore finale è di 75.
Ad inizio anno il fatturato regi-strava livelli più sostenuti rispet-to alla produzione, ma sul finaletali valori hanno seguito lo stes-so trend negativo dove la partedi fatturato estero soffre mag-giormente: nell’ultimo trimestre2015 la perdita complessiva èdel -40,6%, mentre quella dellaquota estera è del -43%.
I valori tendenziali hanno evi-denziato una crescita della quo-ta estera fino al terzo trimestreper poi registrare fino a -27,2%il calo rispetto al quarto trime-stre del 2014. La domanda inter-na accusa analoghe flessioni, masi ferma a -19%.
Fra i mercati di sbocco più im-portanti c’è l’industria estrattiva(36% del fatturato totale) e l’e-dilizia (33%): la prima accusa unaflessione minore nell’ultimo tri-mestre e si pone a 96 punti sul-la curva dell’indice destagiona-
Industria Fusoria 1/201614
ECONOMICO

lizzato rispetto alla media trime-strale del 2014, mentre l’ediliziacala addirittura di 25 punti escende a 83.
In lieve flessione i giorni neces-sari per incassare i crediti daiclienti nazionali: da una media di85 si passa ad 83. In lieve aumen-to, invece, la media dei giorni suiclienti esteri (46): in questo casoil trend è continuamente cre-scente da due trimestri e rag-giunge il punto di massimo degliultimi quattro mesi.
Comparto Non FerrosiCalo sul finale, ma irisultati sono positivi
I risultati del comparto nonferrosi sono molto confortanti,anche se nell’ultimo trimestrec’è stata una flessione a livellocongiunturale. La variazionedella produzione su base an-nua, pur non essendo un valoredefinitivo per l’anno 2015, rag-giunge il +7,9%: l’Istat, su daticomparabili, è più cauta e se-gnala un +3,5%.
L’indice destagionalizzato scen-de di 6 punti e si attesta a 107rispetto alla media trimestraledel 2014. A livello congiuntura-le ha significato una perdita del-5,6% rispetto al terzo trime-stre 2015, mentre sullo stessotrimestre, il quarto, del 2014 siregistra una crescita del +8,0%.
L’indice rimane al di sopra del-la media del settore che si fer-ma a 97: a mantenere i livelli piùalti rispetto all’anno preceden-te è l’alluminio la cui curva èanch’essa in flessione rispettoal terzo trimestre, ma perdemeno sui valori congiunturali esi ferma a 108 punti; diversa-mente lo zinco scende al disotto della media del settore econtinua un trend in forte di-scesa e toccando il minimo del2015 a 91 punti.
Nello specifico, sui valori con-giunturali, si rileva un forte in-cremento sugli altri metalli nonferrosi (+23% rispetto al terzo
trimestre). L’alluminio perde 5punti percentuali, mentre lo
zinco arriva ad una flessionedel -10%.
Industria Fusoria 1/2016 15
ECONOMICO

Le variazioni tendenziali sonopiù confortanti ed anche lo zin-co mantiene la barra dritta ri-spetto al quarto trimestre del
2014 azzerando la variazione,dopo, tuttavia, continue perdi-te nei trimestri precedenti.L’alluminio conferma un anno
positivo con il +8,0% di incre-mento tendenziale, dopo al-trettanti incrementi consegui-ti sia nel secondo che nel ter-zo trimestre.
La fiducia degli imprenditori ècomunque in calo, per la secon-da volta consecutiva, ma il caloregistrato sul finale è più ac-centuato rispetto ai periodiprecedenti e fa scendere l’indi-catore a 53,1 punti.
La visibilità degli ordini, in me-dia, è leggermente in aumentorispetto alla rilevazione del ter-zo trimestre e passa da 2,6 me-si a 2,7.
Non così l’utilizzo della capa-cità produttiva che scende aduna media (semplice) di 75,8%.
La crescita del fatturato, su ba-se annua, è inferiore rispettoalla produzione e pari al +6,4%;maggiori soddisfazioni arrivanodalla domanda estera per laquale l’incremento si attesta a+8,5%.L’indice destagionalizzato vedeun andamento parallelo fra il ri-sultato generale e il fatturatodestinato all’estero: anche ilquarto trimestre 2015, se purin calo sul trimestre preceden-te, è sopra la media trimestraledel 2014 con un indice pari a109, il fatturato complessivo, eun indice pari a 115, il fatturatoestero.
Sulle variazioni congiunturali lacomponente che perde di più èil fatturato estero con un -9,5%, dopo il picco massimodel terzo trimestre rispetto alsecondo. A livello generale laperdita si ferma a -8,3%.
Industria Fusoria 1/201616
ECONOMICO

In territorio positivo rimango-no i valori tendenziali: in cresci-ta al +10% la domanda esterarispetto al quarto trimestre2014 ed anche rispetto al trenddel trimestre precedente(+9%); la domanda interna cre-
sce solo del +5% rispetto al2014, dopo il +8% del terzo tri-mestre.
Il settore prevalente che trai-na i ricavi è, di tanto, l’indu-stria dei mezzi di trasporto
con una quota dell’82%. Nel-l’ultimo trimestre il trend ri-sulta in calo, compensato dalrecupero di tutti gli altri set-tori. La meccanica rappresen-ta il secondo mercato disbocco per le fonderie nonferrose (10% sul totale).
In entrambi i casi gli indicato-ri segnalano livelli di fatturatosopra le medie trimestrali del2014: nel caso dei mezzi ditrasporto l’indice scende a109, mentre per la meccanicasale a 107.
In evidenza, la crescita deltrend del fatturato per il mer-cato dell’ingegneria elettrica ilcui indice sale di 16 punti, a122.
Per le aziende che hanno rispo-sto, i prezzi di vendita finali, alnetto degli sconti, rimangonostabili: il 77,3% ha risposto intal senso. In aumento chi diceche i prezzi sono in aumento: inquesta rilevazione la percen-tuale arriva al 22,7%.
Migliorano i giorni necessari al-l’incasso dai clienti, sia sul fronteestero, che passa da una media di98 ad una di 94, sia sul fronte deiclienti nazionali che passano da68 a 60. Questi ultimi, oltre chea registrare un miglioramentopiù significativo, si avvicinano alpunto di minimo degli ultimiquattro trimestri (57).
Industria Fusoria 1/2016 17
ECONOMICO

Industria Fusoria 1/201618
ECONOMICO
EC
ON
OM
ICO+ ECONOMICO
ECON
OM
ICO
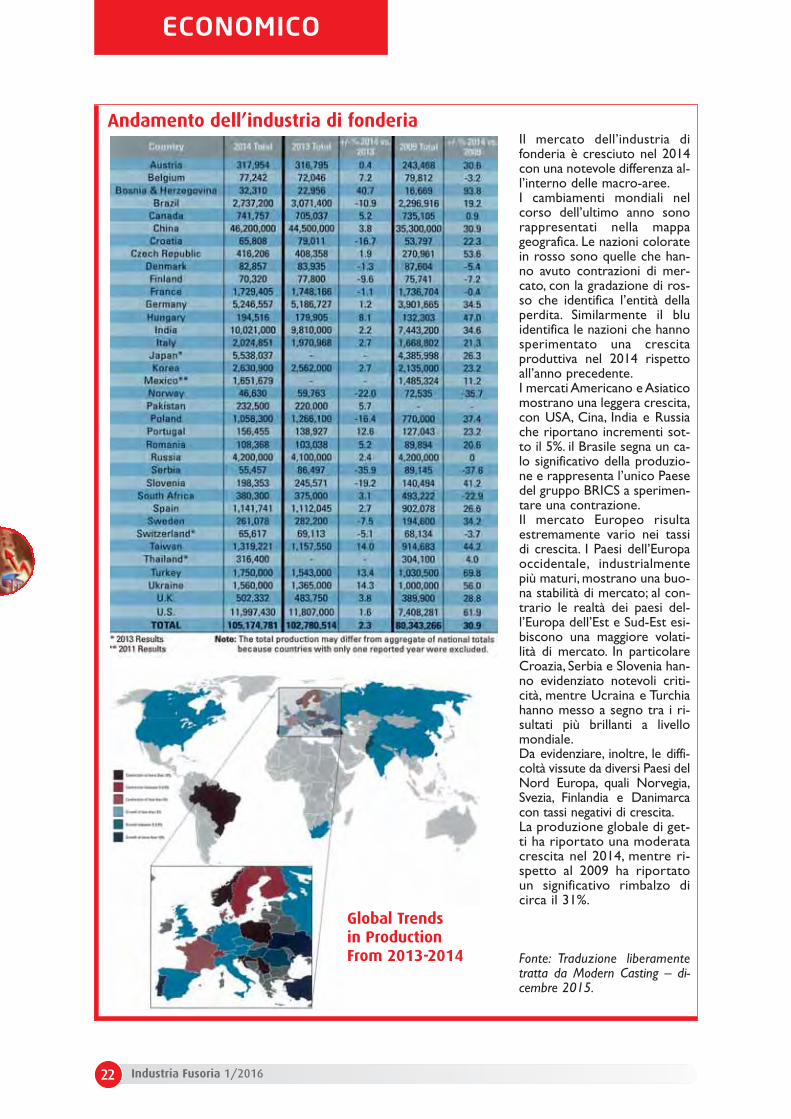
Il 49° Census della produzio-ne mondiale di Fonderia pub-blicato su Modern Casting digennaio 2016 riporta i risulta-ti relativi all’indagine sullaproduzione mondiale di gettinel 2014 presentando un vo-lume complessivo superioreai 105 milioni di tonnellateovvero un incremento del2.3% rispetto all’anno prece-dente (+ 2.4 milioni di tonnel-late rispetto al 2013). Questoandamento di crescita haperò un lieve decremento ri-spetto alla performance del2013 (3,7%).
All’indagine del 49° Censushanno partecipato 37 Paesi.Delle 34 nazioni che hannofornito i dati nel corso delbiennio precedente, 23 hanno
riportato un’espansione dellaproduzione, mentre 14 invecehanno registrato una contra-zione.
I Paesi con un’industria di fon-deria ancora non pienamentematura, caratterizzati altresìda livelli produttivi modesti,hanno avuto le più alte flut-tuazioni come ad esempio laBosnia-Erzegovina riportanteil maggior incremento (40.7%)e la Serbia con il maggior calo(35.9%). La Cina, ovvero il lea-der mondiale sulla produzio-ne, ha potenziato il propriomercato di +1.7 milioni ditonnellate, con una crescitadel 3.8%. Gli Stati Uniti (1.6%)e l’India (2.2%), i due maggioriproduttori dopo la Cina, ri-portano anch’essi una crescitamodesta.
Tre Paesi di media entità intermini di volumi prodotti –Ucraina (+14.3%), Turchia
(+13.4%) e Taiwan (+14%)-hanno sperimentato, nel 2014,un robusto incremento, men-tre la maggioranza dei princi-pali produttori ha conseguitomiglioramenti più modesti. Il Brasile, il settimo produtto-re mondiale, al contrario, nel2014 ha avuto una diminuzio-ne della produzione totale digetti pari al 10.9% annullandocosì il guadagno conquistatonel 2013 del 7.4%.
La produzione dei rimanentiPaesi appartenenti al rankingdei top 10 rimane invariata:con il Giappone (5.54 milionidi tonnellate), la Germania(5.25 milioni di tonnellate) ela Russia (4.2 milioni di ton-nellate).
Dietro al Brasile, la Corea(2.63 milioni di tonnellate), l’I-talia (2.02 milioni di tonnella-te) e la Francia. (1.73 milionidi tonnellate).
49° Census: Crescita modesta nel mercato mondiale di getti49° Census: Crescita modesta nel mercato mondiale di getti
Nel 2014 la produzione mondiale di getti continua ilproprio trend di crescita, registrando un incrementodi 2.4 milioni di tonnellate, ovvero del 2.3%, se con-frontata con il totale dell’anno precedente.

Industria Fusoria 1/2016 19
ECONOMICO

Industria Fusoria 1/201620
ECONOMICO
Impianti produttivi per nazione ed andamenti
L’indagine condotta nel corso degli ultimi 10 an-ni rileva come il numero totale degli impianti a li-vello totale sia cresciuto del 30.3% (quasi+13.000 impianti).Il contributo maggiore al trend è riconducibile al-la crescita esponenziale della Cina passata da12.000 nel 2004 a 30.000 nel 2013. I recenti con-solidamenti del mercato ed il rallentamento dellacrescita del mercato cinese hanno portato ad uncalo con stabilizzazione intorno a 26.000 siti pro-duttivi.Il mercato Nord Americano ha continuato la sualieve decrescita, con gli Stati Uniti che perdono2.000 siti produttivi per la prima volta nella sto-
ria del censimento. Altri Paesi dell’Europa occi-dentale con una forte tradizione legata all’indu-stria di Fonderia, riportando un generale ridi-mensionamento del numero dei siti produttivi.Focalizzandoci sull’evoluzione degli impianti pro-duttivi nell’ultimo quinquennio è utile evidenzia-re come il tessuto produttivo, nonostante la re-cessione di portata internazionale avviatasi nel2009, abbia mantenuto un profilo sostanzialmen-te stabile.Il ridimensionamento dei siti produttivi accom-pagnato da una crescita di produzione per im-pianto testimonia un miglioramento notevoledella produttività aziendale.

Industria Fusoria 1/2016 21
ECONOMICO
Valore della produzione (valori in migliaia di $)Il valore della produzionemondiale di getti, rilevato dalCensus, è di 198.6 miliardi di$, un aumento di circa 1 mi-liardo di $ rispetto all’annoprecedente. Escludendo i va-lori dell’India (18 miliardi di $)i risultati del 2014 appaionosignificativamente in contra-zione rispetto all’anno pre-cedente. Alla base di tale evidenzasussistono criticità legate alfenomeno recessivo nonchéla contrazione sperimentatadalla Cina (-6.7 miliardi di $),dal Brasile con una caduta di3.2 miliardi di $ nel 2014;dalla Germania, Francia Spa-gna così come dalla maggio-ranza degli Stati europei. Gli Stati Uniti in contrappo-sizione vedono un guadagnogenerale, pari a 486 milionidi $ rispetto al 2013.
Produzione media per impianto
La crescita della produttività (produzione media per impianto) co-stituisce un indicatore positivo di performance dell’industria mon-diale di getti.La capacità produttiva installata è in surplus rispetto al livello delladomanda mondiale esprimendo così un mancato pieno sfruttamen-to degli impianti installati.
La Germania rimane di granlunga la nazione con una mi-gliore produttività in terminidi tonnellate per impianto(8.818 tonnellate); seguono gliStati Uniti con 6.059 tonnella-te per impianto. La Cina hasperimentato la maggiore cre-scita di produzione per im-pianto nel 2014, grazie princi-palmente alla riduzione degliimpianti del 15%. I produttoricinesi producono una mediadi 1.777 tonnellate per im-pianto, con una crescita pari a294 tonnellate rispetto al2013. Nella classifica dei top10, Cina ed Italia con una con-siderevole differenza della nu-merosità dei siti produttivi,evidenziano la più bassa pro-duttività per impianto. Il Brasile a causa del suo calodi produzione del 10.7% spe-rimenta il maggior calo di pro-duttività media (229 tonnella-te per sito). Quest’ultimo as-sieme agli Stati Uniti sono gliunici Paesi dei top 10 a riscon-trare una calo della produtti-vità per impianto.
Top-
10 C
astin
g Co
untri
es
Thousands of Metric Tons
Industria Fusoria 1/201622
ECONOMICO
Il mercato dell’industria difonderia è cresciuto nel 2014con una notevole differenza al-l’interno delle macro-aree. I cambiamenti mondiali nelcorso dell’ultimo anno sonorappresentati nella mappageografica. Le nazioni coloratein rosso sono quelle che han-no avuto contrazioni di mer-cato, con la gradazione di ros-so che identifica l’entità dellaperdita. Similarmente il bluidentifica le nazioni che hannosperimentato una crescitaproduttiva nel 2014 rispettoall’anno precedente. I mercati Americano e Asiaticomostrano una leggera crescita,con USA, Cina, India e Russiache riportano incrementi sot-to il 5%. il Brasile segna un ca-lo significativo della produzio-ne e rappresenta l’unico Paesedel gruppo BRICS a sperimen-tare una contrazione. Il mercato Europeo risultaestremamente vario nei tassidi crescita. I Paesi dell’Europaoccidentale, industrialmentepiù maturi, mostrano una buo-na stabilità di mercato; al con-trario le realtà dei paesi del-l’Europa dell’Est e Sud-Est esi-biscono una maggiore volati-lità di mercato. In particolareCroazia, Serbia e Slovenia han-no evidenziato notevoli criti-cità, mentre Ucraina e Turchiahanno messo a segno tra i ri-sultati più brillanti a livellomondiale. Da evidenziare, inoltre, le diffi-coltà vissute da diversi Paesi delNord Europa, quali Norvegia,Svezia, Finlandia e Danimarcacon tassi negativi di crescita.La produzione globale di get-ti ha riportato una moderatacrescita nel 2014, mentre ri-spetto al 2009 ha riportatoun significativo rimbalzo dicirca il 31%.
Fonte: Traduzione liberamentetratta da Modern Casting – di-cembre 2015.
Andamento dell’industria di fonderia
Global Trendsin ProductionFrom 2013-2014
Euromac srl ��36035 Marano Vic. (VI) Italy ��Via dell’Industria, 62 ��Tel +39 0445 637629 ��Fax +39 0445 639057 ��[email protected] ��www.euromac-srl.it
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
DENTRO di NOI:la POTENZA!
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
���������������� ����
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
��������������� ������������� ������������� ��������������
���������� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
��������������������������� �
������!!���������"��������������#$������ ��������
%��������&'�(��)����*&��������������������
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
��
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
�+�(+, -# .�.#-/0
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
3�lrscamoruE
��������������������� ������������� �
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
��
nI’lledaiV�ylatI)IV((V.ciVonaraM53063
������������������&������������������
� � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
F�926736544093+leTTe�26,airtsudn � � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
-camorroue@ofni�750936544093+xaax � � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �
ti.lrs-camorue.ww.wwww�ti.lrs � � � � � �
� �
� � � � ��� � � � � � �
� � � �� � � � � � �
� � � � �� � �
� � � � � � ��� �

800.500.200 - www.ubibanca.com
Con le imprese che guardano lontano.
Per il business delle aziende italiane all’estero c’è UBI World.
Con UBI World accompagniamo la vostra impresa in ogni fase del suo processo di internazionalizzazione: consulenza specialistica, servizi dedicati e un’assistenza costante.
Inoltre, grazie a una rete qualificata di uffici di rappresentanza, filiali e banche corrispondenti, vi offriamo un punto di riferimento in tutti i Paesi dove ci sono opportunità di business.Per essere sempre accanto a chi sa guardare lontano.
Con le imprese
Con le impreseche guardano lontano.
Con le impreseche guardano lontano.
che guardano lontano.
che guardano lontano.
che guardano lontano.
Per il business delle aziende italiane all’estero c’èUBI World.
Con UBI World accompagniamo la vostra impresa inogni fase del suo processo di internazionalizzazione:
Per il business delle aziende italiane all’estero c’è
Con UBI World accompagniamo la vostra impresa inogni fase del suo processo di internazionalizzazione:
Per il business delle aziende italiane all’estero c’è
Con UBI World accompagniamo la vostra impresa inogni fase del suo processo di internazionalizzazione:
ogni fase del suo processo di internazionalizzazione:consulenza specialistica, servizi dedicatie un’assistenza costante.
Inoltre, grazie a una rete qualificata di uffici dirappresentanza, filiali e banche corrispondenti,vi offriamo un punto di riferimento in tuttii Paesi dove ci sono opportunità di business.
ogni fase del suo processo di internazionalizzazione:consulenza specialistica, servizi dedicatie un’assistenza costante.
Inoltre, grazie a una rete qualificata di uffici dirappresentanza, filiali e banche corrispondenti,vi offriamo un punto di riferimento in tuttii Paesi dove ci sono opportunità di business.
ogni fase del suo processo di internazionalizzazione:consulenza specialistica, servizi dedicati
Inoltre, grazie a una rete qualificata di uffici dirappresentanza, filiali e banche corrispondenti,vi offriamo un punto di riferimento in tuttii Paesi dove ci sono opportunità di business.
800.500.200 - www.ubibanca.com
800.500.200 - www.ubibanca.com
Per essere sempre accanto a chi sa guardare lontano.
i Paesi dove ci sono opportunità di business.Per essere sempre accanto a chi sa guardare lontano.
Per essere sempre accanto a chi sa guardare lontano.
pubblicitario. Messaggio sul sito della banca o su ubibanca.com.
e economiche condizioni le Per pubblicitario. sul sito della banca o su ubibanca.com.
informativi fogli ai rinvia si contrattuali
precontrattuale documentazione alla e/o informativi
filiale,in disponibili precontrattuale

per acciaierie, fonderie di acciaio e di ghisa,di alluminio e di altri metalli non ferrosi.
20135 MILANO - VIALE SABOTINO, 19/2 - TEL. + 39 - 02.80.95.11 - FAX +39 - 02.89.00.714
metallileghe - madrileghe
ferrolegheghise in paniricarburanti
rete informaticaassistenza tecnica
coperture su metalli e valuteservizi finanziari e commerciali
logistica - stoccaggio
PRODOTTI E SERVIZIPRODOTTI E SERVIZI
PRODOTTIPRODOTTI SERVIZISERVIZI
AZIENDA CERTIFICATA UNI EN ISO 9001:2000

Industria Fusoria 1/201626
ECONOMICO
EC
ON
OM
ICO
ECONOMICOECO
NO
MIC
OCome consuetudine L’Ameri-can Foundry Society ha replica-to, anche per quest’anno, l’ana-lisi previsionale sull’industria diFonderia americana. Stando alleindicazioni emerse, le venditedi getti in America raggiunge-ranno circa 30,6 Miliardi di dol-lari nel 2018 confermando lalieve ripresa dell’industria dopola drammatica parentesi reces-siva iniziata nel 2008 ed esauri-tasi nella prima parte del 2010.
Nel 2009 l’industria di Fonde-ria americana ha sperimentatoil tracollo delle proprie venditeprecipitate a 21,6 miliardi didollari. Nel 2010 è iniziata la ripresacon un primo rimbalzo del 18%rispetto al precedente anno edun livello pari a 25,46 miliardidi dollari. Il rilancio del settoreè proseguito nel 2012, quandole vendite hanno raggiunto31,19 miliardi di dollari.
L’analisi di AFS prospetta unacrescita, che interessa quasitutte le tipologie di getti, stima-ta tra l’1% e il 4% sino al 2018;le attese sono per un tasso dicrescita annuo sopra al 4% sinoal 2024.
L’industria di Fonderia in Ame-
rica è costituita da 1.961 im-prese (2.380 nel 2005). Il signi-ficativo ridimensionamento deltessuto produttivo è attribuibi-le a diverse motivazioni tra lequali figurano principalmente: larecessione, lo sviluppo tecno-logico del comparto, la concor-renza internazionale e le piùstringenti normative.
La capacità produttiva annuadel comparto è valutata 15,3milioni di tonnellate, mentre losfruttamento degli impianti èstato stimato in circa il 73% peril 2015.
In termini di volumi, gli USA siposizionano al secondo postonella classifica dei maggiori pro-duttori mondiali di getti, dopola Cina e prima dell’India.Stando agli esiti del “49 Censusof World Casting Production”pubblicati sulla rivista ModernCasting di dicembre 2015, laCina è rimasta il leader mon-diale, con un volume comples-sivo di getti di 46,2 milioni ditonnellate, seguono gli Statiuniti con 10,47 milioni di ton-nellate, mentre l’India si è con-fermata terzo produttore con10,02 milioni di tonnellate. Al4° posto si posiziona il Giappo-ne (5,54 milioni di tonnellate);
al 5° Germania (5,25 milioni ditonnellate); al 6° Russia (4,2 mi-lioni di tonnellate); al 7° Brasile(2,74 milioni di tonnellate); al8° Corea (2,63 milioni di ton-nellate); al 9° Italia (2,02 milionidi tonnellate); al 10° Francia(1,73milioni di tonnellate).
Di seguito riportiamo le tabel-le tratte dall’articolo originale“Small Gains in Short-Term”pubblicato sul numero di gen-naio 2016 di Modern Castingdel cui testo è stata presentatauna sintesi in precedenza. Letabelle che proponiamo costi-tuiscono le proiezioni fino al2024 delle spedizioni america-ne di getti suddivise per tipolo-gia di metallo e mercato di de-stinazione. AFS (America Foundry So-ciety), autore dell’articolo,informa che i dati riportati nel-le tavole in questione sono sta-ti elaborati mediante l’utilizzodi modelli econometrici previ-sionali e sono da considerarsiesclusivamente come valori sti-mati, pertanto AFS non può es-sere ritenuta responsabile circala loro accuratezza.
Fonte: Traduzione liberamentetratta da Modern Casting – Gen-naio 2016.
Previsioni 2016: crescita moderata nel breve termineDopo un 2015 che ha visto la produzione di getti in calo, si prospettano lievi incrementi fino al 2018
Previsioni 2016: crescita moderata nel breve termineDopo un 2015 che ha visto la produzione di getti in calo, si prospettano lievi incrementi fino al 2018

Industria Fusoria 1/2016 27
ECONOMICO
MERCATO GETTI DI GHISA GRIGIAUtility Construction
NAICS (North American Industry
Classification System) 2371
Crescita annua a breve termine ‘15-’18 12,1%
Crescita annua a lungo termine ‘15-’24 4,4%
Highway, Street and Bridge Construction
NAICS 2373
Crescita annua a breve termine ‘15-’18 -3%
Crescita annua a lungo termine ‘15-’24 -0,8%
Metal Valve - NAICS 33291
Crescita annua a breve termine ‘15-’18 -02%
Crescita annua a lungo termine ‘15-’24 0,2%
Machine Tool Manufacturing
NAIC 333515
Crescita annua a breve termine ‘15-’18 2,5%
Crescita annua a lungo termine ‘15-’24 1,2%
Agricultural Implement Manufacturing
NAICS 33311
Crescita annua a breve termine ‘15-’18 3,2%
Crescita annua a lungo termine ‘15-’24 1,4%
Construction Machinery - NAICS 333120
Crescita annua a breve termine ‘15-’18 8,5%
Crescita annua a lungo termine ‘15-’24 3,3%
Other Industrial Machinery - NAICS 333249
Crescita annua a breve termine ‘15-’18 0%
Crescita annua a lungo termine ‘15-’24 0,2%
Speed Changer, Industrial High-Speed Drive and
Gear - NAICS 333612
Crescita annua a breve termine ‘15-’18 6,2%
Crescita annua a lungo termine ‘15-’24 2,3%
Other Engine Equipment - NAICS 333618
Crescita annua a breve termine ‘15-’18 5%
Crescita annua a lungo termine ‘15-’24 2,1%
Pump and Pumping Equipment
NAICS 33391
Crescita annua a breve termine ‘15-’18 13,9%
Crescita annua a lungo termine ‘15-’24 5%
Automobile and Light Duty Motor Vehicle
NAICS 33611
Crescita annua a breve termine ‘15-’18 -2,1%
Crescita annua a lungo termine ‘15-’24 -0,5%
TOTALE
Crescita annua a breve termine ‘15-’18 2,7%
Crescita annua a lungo termine ‘15-’24 1,2%
Previsioni vendite per il 2016 4.220.480.000 $
MERCATO GETTI DI GHISA DUTTILEPipe, Fittings, Ingot Molds
NAICS 331511
Crescita annua a breve termine ‘15-’18 -2,1%
Crescita annua a lungo termine ‘15-’24 0,3%
Metal Valve - NAICS 33291
Crescita annua a breve termine ‘15-’18 3,9%
Crescita annua a lungo termine ‘15-’24 2,5%
Agricultural Implement Manufacturing
NAICS 33311
Crescita annua a breve termine ‘15-’18 7,7%
Crescita annua a lungo termine ‘15-’24 3,9%
Construction Machinery
NAICS 333120
Crescita annua a breve termine ‘15-’18 13,6%
Crescita annua a lungo termine ‘15-’24 6,2%
Oil and Gas Field Machinery
NAICS 333132
Crescita annua a breve termine ‘15-’18 30,1%
Crescita annua a lungo termine ‘15-’24 12,4%
Pump and compressor Manufacturing
NAICS 33391
Crescita annua a breve termine ‘15-’18 19,7%
Crescita annua a lungo termine ‘15-’24 8,3%
Other Engine Equipment - NAICS 333618
Crescita annua a breve termine ‘15-’18 9,7%
Crescita annua a lungo termine ‘15-’24 4,7%
Automobile and Light Duty Motor Vehicle
NAICS 33611
Crescita annua a breve termine ‘15-’18 1,7%
Crescita annua a lungo termine ‘15-’24 1,7%
Heavy Duty Truck
NAICS 33612
Crescita annua a breve termine ‘15-’18 -1%
Crescita annua a lungo termine ‘15-’24 0,6%
TOTALE
Crescita annua a breve termine ‘15-’18 2,1%
Crescita annua a lungo termine ‘15-’24 1,9%
Previsioni vendite per il 2016 4.958.980.000 $

Industria Fusoria 1/201628
ECONOMICO
MERCATO GETTI DI ACCIAIO(non include le Fonderie di precisione)
Metal Valve - NAICS 33291Crescita annua a breve termine ‘15-’18 -2,9%Crescita annua a lungo termine ‘15-’24 -0,7%
Construction Machinery Equipment NAICS 333120Crescita annua a breve termine ‘15-’18 6,3%Crescita annua a lungo termine ‘15-’24 2,7%
Mining Machinery and Equipment NAICS 333131Crescita annua a breve termine ‘15-’18 12,1%Crescita annua a lungo termine ‘15-’24 5%
Oil and Gas Fiel Equipment - NAICS 333132Crescita annua a breve termine ‘15-’18 18,6%Crescita annua a lungo termine ‘15-’24 7%
Industrial and Commercial Fan and Blower NAICS 333412Crescita annua a breve termine ‘15-’18 -3,5%Crescita annua a lungo termine ‘15-’24 -0,9%
Engine, Turbine and Power TransmissionEquipment - NAICS 3336Crescita annua a breve termine ‘15-’18 2,1%Crescita annua a lungo termine ‘15-’24 1%
Industrial Process Furnace and Oven NAICS 333994Crescita annua a breve termine ‘15-’18 7,6%Crescita annua a lungo termine ‘15-’24 2,9%
Railroad Rolling Stock NAICS 3365Crescita annua a breve termine ‘15-’18 -2,6%Crescita annua a lungo termine ‘15-’24 -0,6%
TOTALECrescita annua a breve termine ‘15-’18 1,5%Crescita annua a lungo termine ‘15-’24 0,9%
Previsioni vendite per il 2016 3.334.810.000 $
MERCATO GETTI DI PRECISIONE
Sporting and Athletic Goods ManufactruingNAICS 339920 Crescita annua a breve termine ‘15-’18 3,6%Crescita annua a lungo termine ‘15-’24 2%
Industrial Valve - NAICS 332911Crescita annua a breve termine ‘15-’18 3,6%Crescita annua a lungo termine ‘15-’24 2%
Small Arm Manufacturing - NAICS 332994Crescita annua a breve termine ‘15-’18 1,9%Crescita annua a lungo termine ‘15-’24 1,4%
Engine, Turbine and Power TransmissionEquipment - NAICS 3336Crescita annua a breve termine ‘15-’18 3,2%Crescita annua a lungo termine ‘15-’24 1,8%
Transportation Equipment ManufacturingNAICS 336Crescita annua a breve termine ‘15-’18 2,2%Crescita annua a lungo termine ‘15-’24 1,5%
Hand and Engine,Tool ManufacturingNAICS 33216Crescita annua a breve termine ‘15-’18 -1,3%Crescita annua a lungo termine ‘15-’24 0,2%
TOTALECrescita annua a breve termine ‘15-’18 2,1%Crescita annua a lungo termine ‘15-’24 1,4%
Previsioni vendite per il 2016 3.814.640.000 $

Industria Fusoria 1/2016 29
ECONOMICO
MERCATO GETTI DI ALLUMINIOHAVC and Commercial RefrigerationEquipment - NAICS 33341Crescita annua a breve termine ‘15-’18 2,5%Crescita annua a lungo termine ‘15-’24 3%
Engine,Turbine and Power TransimissionEquipment - NAICS 3336Crescita annua a breve termine ‘15-’18 8,2%Crescita annua a lungo termine ‘15-’24 5,2%
Navigational, Measuring and ControlInstruments - NAICS 3345 Crescita annua a breve termine ‘15-’18 3,6%Crescita annua a lungo termine ‘15-’24 3,1%
Household Appliance - NAICS 3352Crescita annua a breve termine ‘15-’18 6,2%Crescita annua a lungo termine ‘15-’24 4,3%
Transportation Equipment - NAICS 336Crescita annua a breve termine ‘15-’18 1,2%Crescita annua a lungo termine ‘15-’24 0,9%
Motor Vehicles - NAICS 3361Crescita annua a breve termine ‘15-’18 0,4%Crescita annua a lungo termine ‘15-’24 2,1%
Aerospace Products and PartNAICS 3364Crescita annua a breve termine ‘15-’18 1,6%Crescita annua a lungo termine ‘15-’24 2,1%
TOTALECrescita annua a breve termine ‘15-’18 2,7%Crescita annua a lungo termine ‘15-’24 2,7%
Previsioni vendite per il 2016 8.484.090.000 $
MERCATO GETTI DI ZINCO E DI LEGHE A BASE PIOMBOElectrical Equipment ManufacturingNAICS 33531Crescita annua a breve termine ‘15-’18 2,8%Crescita annua a lungo termine ‘15-’24 1,5%
Noncurrent-Carrying Wiring DeviceNAICS 335932Crescita annua a breve termine ‘15-’18 4,8%Crescita annua a lungo termine ‘15-’24 2,3%
Transportation Equipment - NAICS 336 Crescita annua a breve termine ‘15-’18 -2,4%Crescita annua a lungo termine ‘15-’24 -0,4%
TOTALECrescita annua a breve termine ‘15-’18 2%Crescita annua a lungo termine ‘15-’24 1,2%
Previsioni vendite per il 2016 802.420.000 $
MERCATO GETTI DI LEGHE A BASE RAMEHardware - NAICS 332510Crescita annua a breve termine ‘15-’18 -0,6%Crescita annua a lungo termine ‘15-’24 1,1%
Industrial ValveNAICS 332911Crescita annua a breve termine ‘15-’18 1,9%Crescita annua a lungo termine ‘15-’24 2,1%
Plumbing Fixture Fitting and Trim NAICS 3329113Crescita annua a breve termine ‘15-’18 -1%Crescita annua a lungo termine ‘15-’24 1%
Speed Changer, Industrial High-Speed Driveand Gear - NAICS 333612Crescita annua a breve termine ‘15-’18 7,7%Crescita annua a lungo termine ‘15-’24 4,3%
Pump and Pump Compressor - NAICS 33391Crescita annua a breve termine ‘15-’18 15,7%Crescita annua a lungo termine ‘15-’24 7,4%
TOTALECrescita annua a breve termine ‘15-’18 2,5%Crescita annua a lungo termine ‘15-’24 2,3%
Previsioni vendite per il 2016 1.276.330.000 $
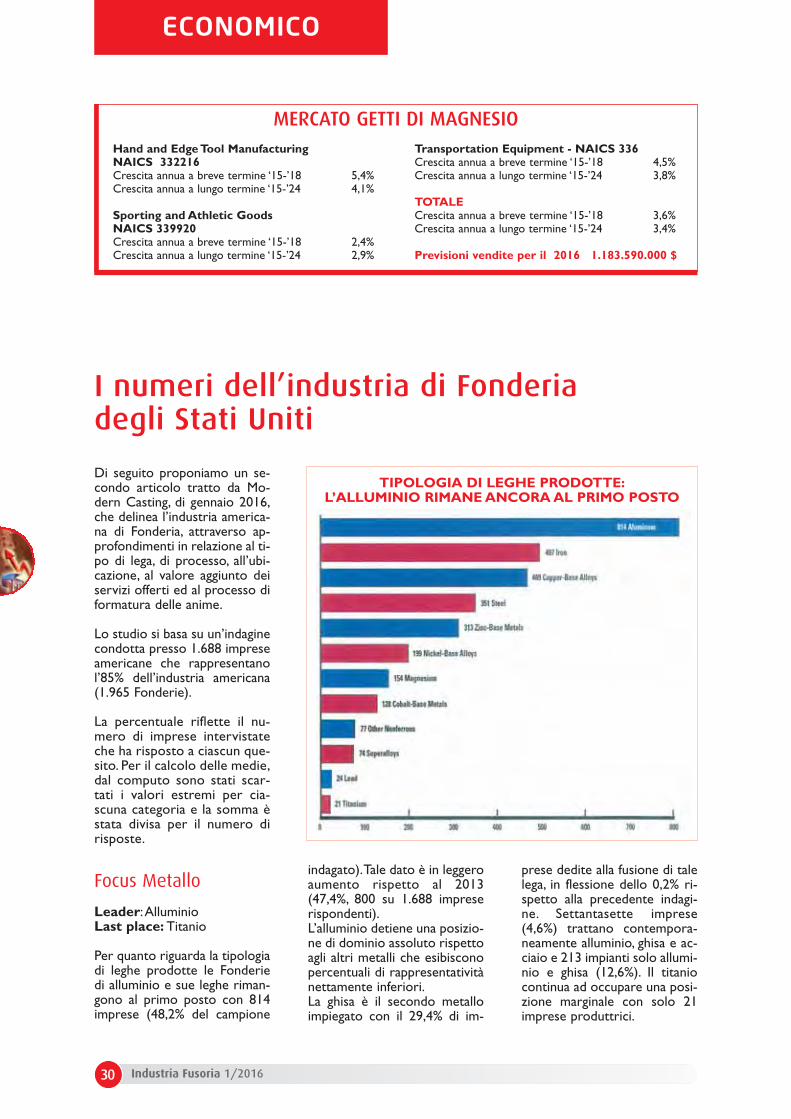
Di seguito proponiamo un se-condo articolo tratto da Mo-dern Casting, di gennaio 2016,che delinea l’industria america-na di Fonderia, attraverso ap-profondimenti in relazione al ti-po di lega, di processo, all’ubi-cazione, al valore aggiunto deiservizi offerti ed al processo diformatura delle anime.
Lo studio si basa su un’indaginecondotta presso 1.688 impreseamericane che rappresentanol’85% dell’industria americana(1.965 Fonderie).
La percentuale riflette il nu-mero di imprese intervistateche ha risposto a ciascun que-sito. Per il calcolo delle medie,dal computo sono stati scar-tati i valori estremi per cia-scuna categoria e la somma èstata divisa per il numero dirisposte.
Focus Metallo
Leader: AlluminioLast place: Titanio
Per quanto riguarda la tipologiadi leghe prodotte le Fonderiedi alluminio e sue leghe riman-gono al primo posto con 814imprese (48,2% del campione
indagato). Tale dato è in leggeroaumento rispetto al 2013(47,4%, 800 su 1.688 impreserispondenti). L’alluminio detiene una posizio-ne di dominio assoluto rispettoagli altri metalli che esibisconopercentuali di rappresentativitànettamente inferiori.La ghisa è il secondo metalloimpiegato con il 29,4% di im-
prese dedite alla fusione di talelega, in flessione dello 0,2% ri-spetto alla precedente indagi-ne. Settantasette imprese(4,6%) trattano contempora-neamente alluminio, ghisa e ac-ciaio e 213 impianti solo allumi-nio e ghisa (12,6%). Il titaniocontinua ad occupare una posi-zione marginale con solo 21imprese produttrici.
Industria Fusoria 1/201630
ECONOMICO
MERCATO GETTI DI MAGNESIOHand and Edge Tool ManufacturingNAICS 332216Crescita annua a breve termine ‘15-’18 5,4%Crescita annua a lungo termine ‘15-’24 4,1%
Sporting and Athletic GoodsNAICS 339920 Crescita annua a breve termine ‘15-’18 2,4%Crescita annua a lungo termine ‘15-’24 2,9%
Transportation Equipment - NAICS 336Crescita annua a breve termine ‘15-’18 4,5%Crescita annua a lungo termine ‘15-’24 3,8%
TOTALECrescita annua a breve termine ‘15-’18 3,6%Crescita annua a lungo termine ‘15-’24 3,4%
Previsioni vendite per il 2016 1.183.590.000 $
I numeri dell’industria di Fonderiadegli Stati Uniti
TIPOLOGIA DI LEGHE PRODOTTE: L’ALLUMINIO RIMANE ANCORA AL PRIMO POSTO

FocusProcesso Produttivo
Leader: Formatura in sabbia averde con linea orizzontaleLast place: V-process (Vacu-um –Process)
Il processo di formatura in sab-bia verde, quello maggiormenteimpiegato nell’industria di fon-deria americana, è utilizzato dal37,7% delle imprese (637 su1.688, con una leggera flessionerispetto al 2013.
Il processo alternativo ovveroquello a verde con formaturaverticale, viene impiegato dal12,3% delle imprese. Il proces-so nobake detiene il secondoposto con 595 imprese, pari al35,3%.Infine, molte imprese in-tervistate impiegano una com-binazione di più processi: 124imprese realizzano getti conformatura in sabbia verde informa permanente (7,3%) e417 imprese impiegano sabbiaverde e nobake (24,7%). Setteimprese intervistate adoperano
il processo Vacuum, un metodoche impiega il vuoto per realiz-
zare la forma in sabbia senzautilizzo di leganti.
Industria Fusoria 1/2016 31
ECONOMICO
PROCESSO PRODUTTIVO: LA FORMATURA IN SABBIA A VERDE ED IL PROCESSO
NO BAKE SONO I PIÙ IMPIEGATI
Focus ubicazioneFonderie USA per Stato
Leader: OhioLast place: Hawaii e NorthDakota
L’Ohio spicca per una maggioreconcentrazione di Fonderie ri-spetto agli altri Stati USA (160imprese pari al 9.5% del totale).La Pennsylvania ha incrementatoil proprio numero di Fonderie didue unità raggiungendo un tota-le di 136 imprese; la California,invece, ha diminuito di 3 unitàscendendo a 130 imprese totalinel 2014. Wisconsin si posizionaal quarto posto con 124 azien-de, mentre Michigan e Illinoiscontano, entrambi, 115 impianti. Hawaii e North Dakota, cosìcome District of Columbia han-no partecipato all’indagine conuna sola Fonderia. Gli altri Stati
con meno di 10 imprese sonoLouisiana, Maryland, Maine, Mis-sissippi, Nebraska, New Mexico,Nevada, South Dakota, Ver-
mont, West Virginia e Wyoming.Infine, nello Stato Delaware edin Alaska l’industria di Fonderiaè totalmente assente.
NUMERO FONDERIE USA: I PRIMI OTTO STATI A MAGGIOR CONCENTRAZIONE

Focus sui servizi cheincrementano il valoreaggiunto del getto
Leader: lavorazioni meccani-cheLast Place: verniciatura
Il 70,3% delle imprese che han-no aderito all’indagine (1.186su 1.688) offrono almeno unservizio a valore aggiunto. La la-vorazione meccanica è quellomaggiormente diffuso con 893imprese (52,9% del totale dellerisposte) che offrono servizi difinitura e 883 di sgrossatura(52.3%). Il trattamento termi-co, la realizzazione dei modelli,la progettazione e l’ingegneriz-zazione insieme totalizzano piùdi 700 imprese. La maggiorparte delle imprese offronouna molteplicità di servizi a va-lore aggiunto; il 67,8% (1.144su 1.688) è in grado di suppor-tare il cliente con almeno dueservizi; il 60% delle Fonderieintervistate somministranotutti e 10 i servizi menzionati.
La prototipizzazione e la ver-niciatura rappresentano i ser-vizi meno diffusi e vengonopraticati rispettivamente da
314 e 246 Fonderie, benchéentrambi abbiano registratoun incremento di oltre il 10%rispetto al 2013.
Industria Fusoria 1/201632
ECONOMICO
SERVIZI CHE INCREMENTANO IL VALORE AGGIUNTODEL GETTO: IL PRIMATO VA ALLA LAVORAZIONE
MECCANICA
Focus Metodi per laformatura delle anime
Leader: ShellLast Place: Cast-in Inserts
Poco più della metà delle Fon-derie intervistate (889) ha il re-parto interno per la formaturadelle anime. I metodi Shell eAir-set/nobake si collocano aiprimi posti della classifica, conrispettivamente 601 e 565 im-prese. I processi di formaturameno impiegati sono quelli cheproducono le anime in cerami-ca (99 aziende) o utilizzano in-serti (28 aziende). Circa il 73% delle imprese uti-lizzano più di un metodo traquelli sopraccitati per la forma-tura delle anime, mentre solo241 impianti si avvalgono di unsolo procedimento. La combi-nazione di shell e air-set/no-
bake rappresenta la più diffusa,con 426 imprese, mentre 316adoperano la combinazioneshell/green sand.
Fonte: Traduzione liberamentetratta da Modern Casting – Gen-naio 2016.
FORMATURA DELLE ANIME: I METODI SHELLE AIR-SET/NOBAKE SI COLLOCANO AI PRIMI POSTI

Industria Fusoria 1/201634
G. Corelli
ECONOMICO
EC
ON
OM
ICO
ECONOMICOECO
NO
MIC
O
Il Decreto Legislativo 8 giugno2001, n. 231, recante “Disciplinadella responsabilità amministrati-va delle persone giuridiche, dellesocietà e delle associazioni ancheprive di personalità giuridica, anorma dell’art. 11 della legge 29settembre 2000, n. 300” ha in-trodotto per la prima volta nelnostro ordinamento la respon-sabilità in sede penale degli en-ti per gli illeciti conseguenti al-la commissione di un reato.
La responsabilità degli enti vie-ne definita “amministrativa” dalDecreto, anche se, la dottrina èconcorde nel sostenere che sitratta di una responsabilità dicarattere sostanzialmente pe-nale, che si aggiunge alla re-sponsabilità penale dei soggettiche hanno materialmente rea-lizzato il fatto illecito.
La previsione di una respon-sabilità in capo agli enti, fa ca-dere uno dei principi cardinedel nostro ordinamento, risa-lente al diritto romano secon-do il quale “societas delinquerenon potest”; in base a tale prin-cipio si escludeva che le per-sone giuridiche potessero es-sere soggetti attivi di un illeci-to penale.
Tale responsabilità, che si aggiun-ge a quella della persona fisicache ha realizzato materialmenteil fatto illecito, si configura ovesussista un “vantaggio dell’orga-nizzazione”, o anche solamentenel caso in cui il reato sia com-messo “nell’interesse dell’orga-nizzazione”, senza che ne sia an-cora derivato necessariamenteun vantaggio concreto.
Si tratta di un sistema di re-
sponsabilità autonomo, caratte-rizzato da presupposti e conse-guenze distinti da quelli previstiper la responsabilità penale incapo alla persona fisica. In particolare, l’ente può essereritenuto responsabile se, primadella commissione del reato daparte di un soggetto posto inposizione apicale o, anche, dasoggetti sottoposti all’altrui di-rezione ad essi funzionalmentecollegati, inclusi i soggetti non
Responsabilità amministrativadelle societàLinee guida Assofond per la realizzazione di unmodello organizzativo e gestionale conformeal D.Lgs 231/01 nel Settore della Fonderia
Responsabilità amministrativadelle societàLinee guida Assofond per la realizzazione di unmodello organizzativo e gestionale conformeal D.Lgs 231/01 nel Settore della Fonderia

necessariamente in organi-gramma, come ad esempioconsulenti o procacciatori, nonabbia efficacemente attuatomodelli di organizzazionee gestione idonei a evitareche si possano verificare i reatiindicati nella norma.
La responsabilità non sussiste,per espressa previsione del-l’art. 5, comma 2, del d.lgs.231/2001, se le persone indica-te hanno agito “nell’interesseesclusivo proprio o di terzi”.
Quanto alle conseguenze, l’ac-certamento dell’illecito previ-sto dal decreto 231/01 esponel’ente all’applicazione di gravisanzioni, che ne colpiscono ilpatrimonio, l’immagine e lastessa attività.
Nata per “contrastare” i reaticontro la pubblica amministra-zione (corruzione, concussione,truffa ai danni dello Stato, etc.),tipicamente di natura dolosa, ilcampo di applicazione della nor-ma è stato successivamenteesteso ad altri reati, ed in parti-colare a reati di natura colposaquali omicidio colposo e lesionigravi e gravissime commesse inviolazione delle norme an-tinfortunistiche e sulla tute-la dell’igiene e della salutesul lavoro, ed ai reati commes-si in violazione della normati-va ambientale.
La “criticità” delle citate nor-mative per il Settore della Fon-deria, anche per le imprese dipiccola e media dimensione, hareso sempre più necessarial’attuazione di modelli organiz-zativi che potessero configu-rarsi idonei ad “esimere” leFonderia dalla responsabilitàdefinite dalla 231/01, a frontedella commissione dei citatireati da parte di soggetti ai ver-tici dell’organizzazione azienda-le, od ad essi riconducibili.Le sanzioni previste dal decre-to 231/01, come accennato, so-no di estrema gravità in quantocolpiscono sia il patrimoniodell’ente che la sua libertà diazione: si tratta di pesanti san-zioni pecuniarie (nei casi dei
reati in campo di salute e sicu-rezza sul lavoro oscillano fra i200.000 euro e 1.500.000 eu-ro), da un lato, e interdittivedall’altro, che possono arrivarefino al commissariamento del-l’attività; il Decreto prevede,inoltre, le sanzioni accessoriedella confisca e della pubblica-zione della sentenza.
I modelli organizzativie gestionali richiestidalla 231/01
La norma ha previsto la possi-bilità per l’ente di sottrarsi to-talmente o parzialmente all’ap-plicazione delle sanzioni, pur-ché siano state rispettate de-terminate condizioni. L’art. 6 del D.lgs. 231/01, infatti,contempla una forma di “esclu-sione” da responsabilità del-l’ente se si dimostra, in occa-sione di un procedimento pe-nale per uno dei reati conside-rati (reati ”presupposto” di re-sponsabilità), che l’organo diri-gente dell’ente abbia adottatoed efficacemente attuato mo-delli di organizzazione e di ge-stione idonei a prevenire lacommissione degli illeciti pena-li considerati, oltre ad avere ef-fettuato una costante attività divigilanza sul funzionamento esull’osservanza del modellostesso, attraverso un organi-smo dotato di “autonomi pote-ri di iniziativa e controllo”.
Industria Fusoria 1/2016 35
ECONOMICO

Il Modello Organizzativo exD.Lgs. 231/2001 deve esserecostituito da un insieme di nor-me che oltre a chiarire i conte-nuti della legge, indirizzino leattività aziendali in linea con ta-li norme per prevenire la com-missione delle tipologie di reati“presupposto” contemplati dalDecreto Legislativo. Deve inol-tre fornire indicazioni sulle mo-dalità con cui vigilare sul fun-zionamento e sull’osservanzadelle norme di legge e del Mo-dello Organizzativo stesso.
In particolare il modello deve ri-spondere alle seguenti esigenze:• individuare le attività nel cui
ambito possono essere com-messi i reati;
• prevedere specifici “protocol-li” che definiscano le corrette
modalità operative e decisio-nali dell’ente, in relazione aireati da prevenire;
• individuare modalità gestio-nali delle risorse finanziarie
atte ad impedire la commis-sione dei reati;
• prevedere idonei “canaliinformativi” verso l’organi-smo deputato alla vigilanzasul modello e sul suo funzio-namento;
• introdurre un “sistema disci-plinare” idoneo a sanzionareil mancato rispetto di quantodefinito nel modello.
Per agevolare il “percorso” ne-cessario alla realizzazione edall’implementazione di un Mo-dello Organizzativo e Gestio-nale (MOG) efficace, AS-SOFOND ha ritenuto di svilup-pare una Linea Guida di Setto-re per offrire alle imprese cheabbiano scelto di adottare unmodello di organizzazione egestione una serie di indicazio-ni e misure, specificatamente“pensate” in relazione alle atti-vità di Fonderia, ritenute inastratto idonee a risponderealle esigenze delineate dal de-creto 231/01, comunque “adat-tabili” alla specificità della sin-gola impresa.
Natura e funzione delle Linee Guida
L’art. 6, comma 3, del Decretoprevede espressamente la pos-sibilità che i modelli di organiz-zazione, gestione e controllosiano “adottati, garantendo leesigenze di cui al comma 2, sul-la base di codici di comporta-mento redatti dalle associazio-
Industria Fusoria 1/201636
ECONOMICO

ni rappresentative degli enti,comunicati al Ministero dellaGiustizia che, di concerto con iMinisteri competenti, può for-mulare, entro trenta giorni, os-servazioni sulla idoneità deimodelli a prevenire i reati”.
Le Linee Guida delle associazio-ni di categoria hanno la funzionedi fornire agli associati, impegna-ti nella definizione del propriosistema di controlli interni, unutile supporto per la redazionedel proprio modello di organiz-zazione, gestione e controllo.
Va sottolineato, infatti, che leLinee Guida costituiscono unostrumento di ausilio nella “co-struzione” di un proprio Mo-dello fornendo alle singoleaziende princìpi generali edoperativi che comunque, devo-no essere applicati alla specificarealtà aziendale, al fine di crea-re un sistema di procedureoperative e di verifica, concre-tamente idonee ad impedire lacommissione degli illeciti previ-sti dal D.Lgs. 231/01, persona-lizzate in funzione dello specifi-co assetto organizzativo e ge-stionale della società.
La valutazione della efficace at-tuazione del modello da partedell’azienda sottoposta a giudi-zio, spetterà al giudice di meri-to; tale valutazione è fonda-mentale affinché sia riconosciu-ta l’efficacia esimente del Mo-dello che deve essere concre-tamente applicato all’internodella realtà aziendale oltre checostantemente aggiornato.
La semplice astratta risponden-za del sistema di controlli inter-ni alle previsioni delle LineeGuida dell’associazione di cate-goria – necessariamente gene-rali perché dirette a tutti gli as-sociati – non potrebbe infatti ri-sultare sufficiente ad esimerel’ente da responsabilità ammini-strativa, al ricorrere delle condi-zioni previste dal D.Lgs. 231/01.
Tuttavia, l’associazione di cate-goria ha una conoscenza speci-fica del settore in cui operano ipropri associati e dunque appa-
re il soggetto più qualificatoper guidare le aziende nell’indi-viduazione dei principali reaticonsiderati a rischio, nella pre-disposizione di un sistema diprincìpi di condotta volto a ri-durre il rischio di commissionedei reati nonché di un sistemadisciplinare per sanzionare leeventuali violazioni del ModelloOrganizzativo.
Le Linee Guida Assofond di Settore
Le Linee Guida predisposte daAssofond, specificatamentestudiate per le imprese cheoperano nel Settore della Fon-deria, sono state redatte te-nendo in considerazione le Li-nee Guida emanate da Confin-dustria – aggiornate a marzo2014 – applicabili a tutte leaziende manifatturiere e diservizi; sono state pensate esviluppate in relazione allarealtà delle Fonderie italiane,alla loro “struttura” societaria,tipica delle piccole e medie im-prese caratterizzate da unastruttura organizzativa in cui viè un coinvolgimento direttodella proprietà.La Linea Guida Assofond è fi-nalizzata ad orientare le impre-se nella realizzazione di unadeguato Modello organizzati-vo e Gestionale, applicabile alla
specificità delle Imprese delSettore fonderia.Il documento, predisposto conil supporto di specifiche pro-fessionalità esterne, è stato svi-luppato con il contributo del-l’Associazione – in particolaredel Servizio Ambiente, Salute eSicurezza -, analizzando le spe-cificità delle Imprese del Setto-re e fornendo una “chiave dilettura” adeguata a guidarenella corretta valutazione dei“rischi” di commissione dei va-ri reati presupposto, nello svol-gimento delle attività tipica-mente connesse con i processitecnici e gestionali attuati infonderia.
Il percorsodella Linea Guida
Successivamente alla definizio-ne delle Linee Guida ed allo lo-ro “verifica in campo” utilizzan-dole nella realizzazione di unMOG presso una Fonderia as-sociata, Assofond ha provvedu-to a comunicarle al Ministerodella Giustizia per verificare“l’idoneità dei modelli a preve-nire i reati”, come espressa-mente previsto dall’art. 6, com-ma 3, del Decreto.
Il Ministero della Giustizia, indata 29 ottobre 2015 ha comu-nicato che: “il Codice di compor-
Industria Fusoria 1/2016 37
ECONOMICO
tamento in riferimento (ndr: LineeGuida Assofond, edizione ottobre2015) è stato giudicato adeguatoe idoneo al raggiungimento delloscopo fissato all’art. 6 comma 3D.Lvo 231/2001”.
L’auspicio dell’Associazione èche la Linea Guida Assofondpossa essere di utilità per leFonderie nella costruzione delproprio Modello organizzativoe gestionale che non costitui-sca una mera “apparenza” diorganizzazione, ma uno stru-mento vivo all’interno dell’or-ganizzazione affinché possarappresentare un reale stru-mento di prevenzione dei reatie, ove malauguratamente se nepresentasse la necessità, costi-tuisca un efficace strumentoesimente dalla responsabilitàdell’Impresa.
Il Modello organizzativo
Va innanzi tutto precisato chel’adozione di Modelli di orga-nizzazione gestione e controllonon è un obbligo definito dal-la normativa, ma è una sceltadell’Impresa; una opportunitàper l’organizzazione che, tut-tavia, si è resa sempre più “ne-cessaria” a seguito delle nu-merose pronunzie giurispru-denziali e grazie alle normati-ve che a livello locale, impon-
gono tale requisito quale con-dizione per la partecipazionedell’impresa a gare di appaltoe, in generale, per intrattene-re rapporti di carattere giuri-dico-economico con la pub-blica Amministrazione.
Il Modello organizzativo rap-presenta, in estrema sintesi,un insieme di principi, Regolee Schemi Organizzativi fun-zionali alla realizzazione e dili-gente gestione di un sistemadi “controllo e monitoraggio”delle varie attività aziendali, alfine di prevenire la commis-sione dei reati individuati dal-la norma, i cosiddetti “reatipresupposto”.
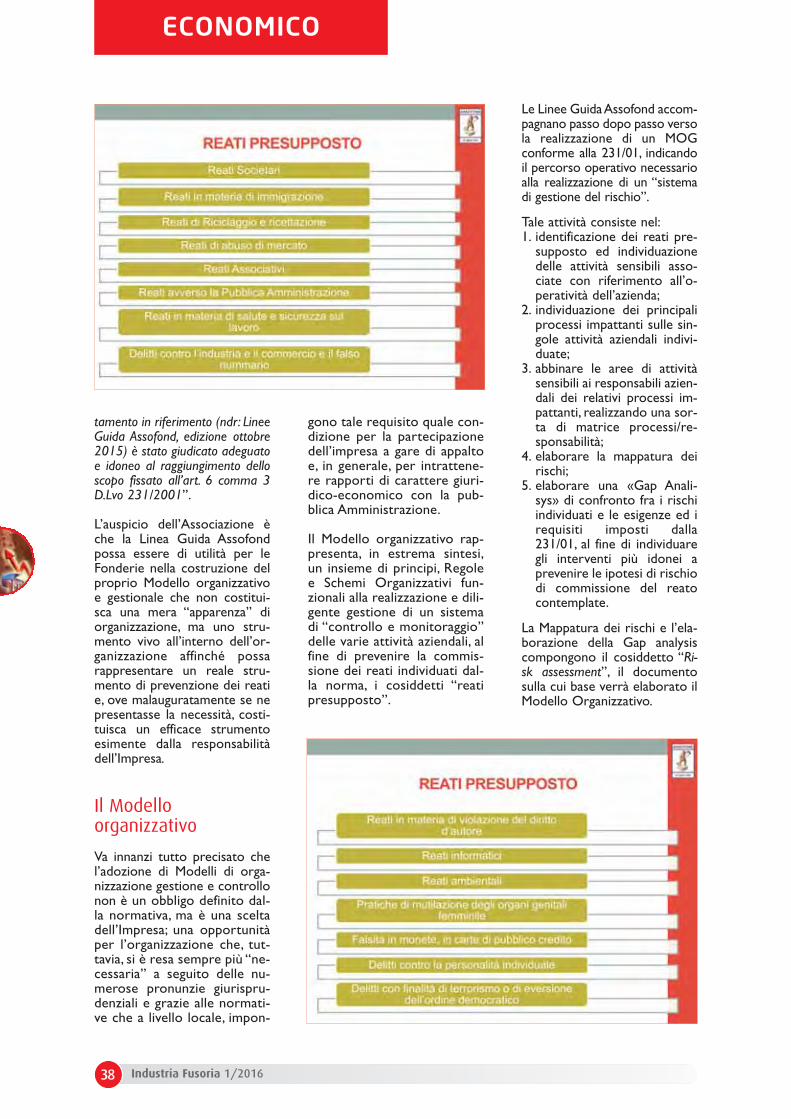
Le Linee Guida Assofond accom-pagnano passo dopo passo versola realizzazione di un MOGconforme alla 231/01, indicandoil percorso operativo necessarioalla realizzazione di un “sistemadi gestione del rischio”.
Tale attività consiste nel:1. identificazione dei reati pre-
supposto ed individuazionedelle attività sensibili asso-ciate con riferimento all’o-peratività dell’azienda;
2. individuazione dei principaliprocessi impattanti sulle sin-gole attività aziendali indivi-duate;
3. abbinare le aree di attivitàsensibili ai responsabili azien-dali dei relativi processi im-pattanti, realizzando una sor-ta di matrice processi/re-sponsabilità;
4. elaborare la mappatura deirischi;
5. elaborare una «Gap Anali-sys» di confronto fra i rischiindividuati e le esigenze ed irequisiti imposti dalla231/01, al fine di individuaregli interventi più idonei aprevenire le ipotesi di rischiodi commissione del reatocontemplate.
La Mappatura dei rischi e l’ela-borazione della Gap analysiscompongono il cosiddetto “Ri-sk assessment”, il documentosulla cui base verrà elaborato ilModello Organizzativo.
Industria Fusoria 1/201638
ECONOMICO

Il processo di valutazione del rischio
Nella linea guida viene approfon-dita l’attività di “valutazione delrischio”, basilare per la costru-zione ed implementazione di unadeguato strumento finalizzatoad evitare il coinvolgimento del-l’impresa nel caso di commissio-ne dei reati presupposto, in par-ticolare su temi particolarmente“sensibili” per le imprese di Fon-deria, quali la normativa sulla sa-lute e sicurezza sul lavoro ed incampo ambientale, ancora di re-cente oggetto di interventi nor-mativi che hanno ulteriormenteampliato le ipotesi di reato, oltreche per i restanti reati “presup-posto” inseriti nel campo di ap-plicazione della 231/01. La individuazione e adeguata va-lutazione del rischio per l’impre-sa, esaustiva rispetto al contestoin cui opera l’Impresa è alla basedel successo nella definizione diqualsiasi sistema organizzativo,nei vari ambiti di operatività, nonsoltanto rispetto alla commissio-ne dei reati rilevanti ai sensi delD.Lgs 231/01, ma anche rispettoalle problematiche ambientali
(SGA ISO 14.001), di Salute e si-curezza nei luoghi di lavoro(SGS&S OHSAS 18.001).Successivamente alla definizionedel “Risk assessment”, il percorsodella Linea Guida, individua i suc-cessivi passaggi che vengono illu-strati nel dettaglio, e precisa-mente: • la predisposizione del sistema
di controlli preventivi; • la previsione dell’ Organismo
di Vigilanza Interno;• la previsione dell’esercizio di
auditing sistematico e periodi-co a carico dell’OdV;
• la definizione di un appropriatosistema disciplinare e sanziona-torio;
• la predisposizione del CodiceEtico.
Utilità delleLinee Guida Assofond
Lasciando alla lettura del docu-mento, disponibile nel sito del-l’Associazione all’indirizzo http://www.assofond.ittutti i necessari approfondimen-ti, è doveroso sottolineare la fi-nalità che ha spinto Assofond
ad affrontare un tema cosicomplesso per il quale sonostate messe in campo specifi-che professionalità e compe-tenze, oltre che risorse econo-miche.
L’Associazione è a disposizionedelle Fonderie per affiancarlenel processo di realizzazione,implementazione e gestionedel Modello, mettendo a dispo-sizione, se richiesto, le propriecompetenze oltre che quelletecniche specifiche dello Stafflegale che ha predisposto la Li-nea Guida.
L’auspicio dell’Associazione èche la Linea Guida Assofondpossa essere di utilità per le Fon-derie nella costruzione del pro-prio Modello organizzativo e ge-stionale che non costituisca unamera “apparenza” di organizza-zione, ma uno strumento vivo al-l’interno dell’organizzazione af-finché possa rappresentare unreale strumento di prevenzionedei reati e, ove malauguratamen-te se ne presentasse la necessità,costituisca un efficace strumentoesimente dalla responsabilitàdell’Impresa.
Industria Fusoria 1/2016 39
ECONOMICO
SOMMARIO1 IL D.LGS. 231/01 IN GENERALE 91.1 Normativa e reati previsti dal D.Lgs. 231/01 91.2 Soggetti 91.2.1 Concorso di persone nel reato 121.3 La responsabilità da reato nei Gruppi di Imprese 121.4 Sanzioni 141.5 Finalità del Modello 151.6 Natura e funzione delle Linee Guida 172 MODELLI DI ORGANIZZAZIONE, GESTIONE E CONTROLLO PER LE FONDERIE 182.1 Approccio metodologico: passi operativi per la realizzazione di un sistema
di gestione del rischio 182.2 Analisi dell’Organizzazione interna e individuazione delle attività a rischio. 202.3 Individuazione dei “processi sensibili” 203 REATI RILEVANTI PER IL SETTORE E PROTOCOLLI DI CONDOTTA 233.1 Reati Contro La Pubblica Amministrazione 233.2 Reati Societari 303.3 Reati di riciclaggio, ricettazione e impiego di beni, denaro o altra utilità di
provenienza illecita, nonché autoriciclaggio 373.4 Reati informatici 403.5 Reati commessi in violazione delle norme in materia di diritto d’autore 443.6 Reati in tema di reati di falso nummario e in tema di industria e commercio 463.7 Reati associativi 503.8 Reati di omicidio colposo e lesioni colpose gravi e gravissime, commessi in
violazione delle norme sulla tutela della salute dei lavoratori (art. 25‐septies,d.lgs. n. 231/2001) 54
3.9 Reati ambientali (art. 25‐undecies, d.lgs. n. 231/2001) 573.9.1 Reati previsti dal codice penale 583.9.2 Reati previsti dal codice dell’ambiente 603.9.3 Reati previsti da altre normative 633.10 Reato in materia di immigrazione e condizione dello straniero 653.11 Pratiche di mutilazione degli organi genitali femminili 673.12 Falsità in monete, in carte di pubblico credito, in valori di bollo e in strumenti
o segni di riconoscimento 67
3.13 Delitti contro la personalità individuale 703.14 Abusi di mercato 733.15 Delitti con finalità di terrorismo o di eversione dell’ordine democratico 744 SISTEMA DISCIPLINARE DEL MODELLO ORGANIZZATIVO 775 IMPLEMENTAZIONE DEL MODELLO 785.1 Adozione del Modello Organizzativo 785.2 Divulgazione e informazione nel Modello Organizzativo 795.3 Attuazione e aggiornamento del Modello Organizzativo 796 IL CODICE ETICO 806.1 Natura e contenuti minimi 806.2 Destinatari 816.3 Sistema disciplinare 816.4 Adozione e aggiornamento 817 L’ORGANISMO DI VIGILANZA (OdV) 827.1 Composizione e nomina 827.2 Requisiti 827.3 Funzioni e poteri 837.4 Flussi informativi 847.5 Decadenza e revoca 85
Aggiungete Valore con Foseco + Collaborazione
+ Tecnologia globale - a livello locale
+ Soluzioni creative, innovative
+ Assistenza di esperti
++ Leadership nella competenza
+39 02 9498191
www.foseco.it
Il nostro impegno è quello di realizzare il potere della collaborazione. Solo lavorando a stretto contatto con voi, siamo in grado di capire le vostre esigenze quotidiane, generando subito nuovo valore, e nel contempo mirare allo sviluppo futuro.
forti e produttive a lungo termine. E, di conseguenza, le soluzioni che offriamo portano
Quindi, sfruttate appieno il vostro potenziale: Aggiungete Valore con Foseco.

Industria Fusoria 1/201642
A. Donato
ECONOMICO
EC
ON
OM
ICO
ECONOMICOECO
NO
MIC
O
Con questo articolo affrontia-mo i passaggi chiave di un pro-getto d’internazionalizzazione,dalla valutazione dei requisitiesistenti con un Audit azienda-le finalizzato alla verifica deipresupposti di partenza, delleeventuali carenze e delle areedi implementazione, per indivi-duare i criteri organizzativi op-portuni ed i punti qualificanti diun piano strategico.
Nel numero scorso di industriafusoria affermavamo che espor-tare prodotti all’estero nonequivale certamente ad aver ef-fettivamente avviato un realeprocesso d’internazionalizzazio-ne della propria azienda. Non èsufficiente aver acquisito unbuon distributore oppure unbravo venditore in un altro Pae-se, di solito dopo aver parteci-pato a qualche impegnativa eonerosa fiera estera, per garan-tire alla propria impresa una co-stante e remunerativa crescitapercentuale della quota Exportsul fatturato complessivo.
Va detto subito senza mezzitermini che il semplice approc-cio classico della partecipazio-
ne alle Fiere per trovare clienticui spedire dall’Italia, da temponon è più uno strumento effi-cace e funzionale. Il non volersiesporre in prima persona e de-mandare ad altri il compito edil rischio di promuovere il pro-prio prodotto sul mercato lo-cale sono fondati sul tipicoprovincialismo imprenditorialeitaliano, uniti ad una buona do-se di insicurezza sulle potenzia-lità della propria propostacommerciale e ad una tradizio-nale reticenza dell’imprendito-ria familiare ad investire in svi-luppo (un soldo non speso è unsoldo guadagnato).
Per internazionalizzare il pro-prio Business è indispensabileprima di tutto conoscere ecomprendere il mercato diquel Paese, in altri termini stu-diarne le caratteristiche socialie demografiche, i trend di svi-luppo, il sistema economico enormativo, le aspettative e gliscenari competitivi allo scopodi adeguare la propria strategiacommerciale ad un sistema ead una domanda per definizio-ne molto diversi dal mercatodomestico.
Significa in definitiva saper ge-stire direttamente il pro-prio mercato, l’offerta, il mar-chio, le politiche commerciali,i canali distributivi, la comuni-cazione senza schermi, filtri edeleghe obbligate. Tutto que-sto evidentemente non si ot-tiene tramite importatori, di-stributori, agenti ed altri me-diatori magari gestiti in remo-to da un ufficio commercialeinterno non adeguatamentestrutturato.
È piuttosto frequente incon-trare aziende esportatrici chepur disponendo di un alto po-tenziale lamentano risultatiinsoddisfacenti e molteplicidifficoltà nella loro esperienzadi mercati esteri. I motivi dichiarati sono quasisempre gli stessi: partner nonadeguati o fedeli, pesanti im-pegni contrattuali, accordicommerciali penalizzanti,complessità ambientali, logi-che e mentalità differenti, co-sti eccessivi, basse marginalità,contestazioni di prodotto,complicazioni con consegne/spedizioni, problematiche dipost-vendita.
Il business ci aspetta là fuori,come arrivarci?Il business ci aspetta là fuori,come arrivarci?
PARTE 2
Ci troviamo continuamente di fronte ad una serie di grandi opportunità brillante-mente travestite da problemi insolubili.
(J. W. Gardner )

Per chi già si cimenta sui mer-cati internazionali, diventaquindi fondamentale condur-re un’analisi periodica per da-re risposte alle seguenti do-mande: • Mi sono avvalso dei giusti
partner nelle varie aree diattività per raggiungere i ri-sultati attesi?
• Quanto ha inciso la carenzadi progettualità, pianificazio-ne ed organizzazione sul ri-sultato complessivo?
• Che impatto ha determina-to sulle marginalità l’incre-mento dei ricavi da Export?
• Quanto si riescono a con-trollare le politiche com-merciali e lo sviluppo delmercato dalla sede italianae/o con viaggi periodici?
• Quanti costi occulti o im-previsti rendono l’operazio-ne poco conveniente o abasso ritorno?
È legittimo il sospetto che gliscarsi ritorni siano quasi sem-pre la conseguenza di erroridi valutazione e pianificazionedelle attività - incluso il ricor-
so a risorse limitate o inade-guate - come pure siano effet-to delle scelte strategiche,commerciali, distributive e lo-gistiche, di solito causate daincompleta conoscenza dellecaratteristiche del mercato.
Ricapitoliamo quindi i passag-gi fondamentali nell’imposta-zione di un generico progettod’internazionalizzazione, cherichiede necessariamente il ri-corso a professionalità ecompetenze esterne specifi-che per il mercato d’interes-se:1. Effettuare una revisione
critica della propria gam-ma di prodotti/servizi;
2. Condurre un Audit pro-duttivo e qualitativo;
3. Verificare l’adeguatezzadella struttura organizzati-va e della capacità finanzia-ria appropriata per soste-nere il progetto d’interna-zionalizzazione;
4. Eseguire una ricerca eduna analisi di mercato ap-profondita ed estesa;
5. Identificare l’offerta com-
merciale più adeguata e ac-cattivante per il nuovomercato;
6. Allocare un adeguato bud-get da investire sulle atti-vità e sulle azioni pianifica-te;
7. Svolgere un’approfonditaanalisi normativa, commer-ciale e fiscale;
8. Pianificare attentamente ilprogetto ed individuare gliobiettivi
9. Organizzare e motivare lastruttura aziendale per so-stenere il progetto.
In aggiunta, occorre evitare ac-curatamente di compiere alcu-ni errori di valutazione, e di as-sumere comportamenti ed at-teggiamenti inopportuni chepurtroppo caratterizzano mol-ti imprenditori italiani e chetanto hanno contribuito ad ap-pannare l’immagine delle no-stre aziende all’estero, affinchéil progetto d’internazionalizza-zione abbia successo:• Sono prodotti «Made in
Italy»: è vero che è un plusmolto riconosciuto ed ap-
Industria Fusoria 1/2016 43
ECONOMICO

prezzato - a cui è general-mente riconosciuto un va-lore che giustifica un prezzomediamente più remunera-tivo - ma ciò non implicache il prodotto “si venda dasolo”. In un mercato globa-le ultra competitivo e constandard qualitativi livellatiquesto fattore è necessarioma non sufficiente, cioè so-lo la buona base di parten-za, non la soluzione.
• “ci provo……”: dato che iconsulenti costano troppoe fanno troppo domande, evisto che quasi sempre unamico o collega ci segnalaun conoscente od un buoncontatto nel Paese, ci si illu-de che un tentativo “light”sia sufficiente. Per cui si in-viano campioni o un piccolostock e si attende di vederecome va.
• “Mordi & Fuggi”: le classi-che vendite spot. Mandarequalche bancale senza alcu-na analisi di posizionamentosul mercato ed attendere glieventi, sperando di poterfare un’altra spedizione pri-ma o poi.
• Non dare l’idea di volersi ef-fettivamente impegnare: so-prattutto nei Paesi caratte-rizzati da una cultura spicca-tamente capitalistica, la se-rietà dell’impegno è valutatain rapporto alla effettiva as-sunzione di rischio economi-co. Anche quando non sonorichieste grandi cifre, l’italia-no si è distinto sino ad oraper quello che cerca di farel’affare gratis a spese altrui.
• Atteggiarsi a colui che pen-sa di essere più furbo degli
altri: classico atteggiamentobasato sul pregiudizio chegli altri siano più ingenui esprovveduti. Ovviamentenon è proprio così, ed è su-perfluo ricordare quanto uncomportamento sleale edopportunistico, anche seformalmente lecito, possacausare il blocco della rela-zione e la chiusura di futureopportunità.
• Fornire informazioni parzia-li o falsate per aggirare odaggiustare le regole: altra at-titudine nostrana foriera difuture complicazioni fino alpunto di dover abbandona-re il mercato per non incor-rere in problemi.
• Disdegnare il sistema delPaese ospite: atteggiamentomutuato da quello verso ilgoverno italiano, pur nonessendo assolutamente lostesso caso, che porta asottostimare o sopravvalu-tare gli effetti di scelte fattesenza osservare le regole.
• Non assoggettarsi alle for-malità, anche quando ragio-nevoli e poco onerose: l’im-prenditore italiano è spessoabituato a cercare scorcia-toie e a “tagliare le code”pensando di avvalersi di en-trature, scambio di favori econoscenze. Si cerca quindidi applicare lo stesso sche-ma all’estero, senza verifica-re se sia replicabile in quelPaese, anche quando l’impe-gno e gli oneri richiesti so-no limitati.
Per internazionalizzare consuccesso la propria impresaquindi sono determinanti in-
nanzitutto rigore, serietà ecorrettezza, meglio se asso-ciati ad un approccio umilema determinato. Ma il vero fattore di successorisiede nella qualità delle figu-re professionali cui è deman-data l’elaborazione del Busi-ness Plan e l’esecuzione delpiano stesso.
Pertanto il ricorso a speciali-sti esterni per (ri-)lanciare unprogetto d’internazionalizza-zione risponde concretamen-te agli obiettivi dell’iniziativaestera, e consente di supera-re gli inevitabili limiti e caren-ze della gestione del progettocondotta autonomamente.
I benefici per l’impresa diquesta impostazione sonomolteplici, poiché fornisce lasoluzione ideale a diverse esi-genze:• Migliorare la progettualità.• Implementare l’organizza-
zione.• Elaborare procedure mira-
te.• Ottimizzare l’utilizzo delle
Risorse.• Garantire l’esecuzione del
Piano.
Ma allo stesso tempo è indub-bio che la visione, la convin-zione, la determinazione, lamotivazione dell’imprendito-re siano gli ingredienti indi-spensabili e fondamentali perla riuscita di ogni progetto.
Andrea Donato - Export ProjectManager Jerva Casting Corporation.
Industria Fusoria 1/201644
ECONOMICO
La sola battaglia che non puoi vincere è quella che non vuoi combattere. (Sergio Bambarén)

Industria Fusoria 1/201646
P. Ponzini
ECONOMICO
EC
ON
OM
ICO
ECONOMICOECO
NO
MIC
O
Si è concluso venerdì 22 gen-naio il corso per operatoretecnico addetto alla fonderia dighisa svoltosi a Vicenza, pressol’hotel Tiepolo, da novembre2015 a gennaio 2016.
Il corso, durante il quale sonostati trattati temi di metallur-gia, trattamenti termici e ani-me, è stato giudicato positiva-mente, come espresso dai que-stionari anonimi raccolti al ter-mine. E’ bene rammentare cheuno degli obbiettivi del corso èstato di arricchire la culturatecnica dell’allievo. Gli addettiai forni fusori, ad esempio, han-no assistito a lezioni sulla for-matura in resina, così come gliaddetti alla formatura hannopartecipato a lezioni dedicateai mezzi fusori; il Tecnico di fon-deria deve, infatti, conosceretutta la tecnologia, non soloquella che svolge nella Fonderiain cui opera.
SA&S s.r.l. (Servizi Ambienti e Si-curezza), Società convenzionataAssofond, che ha organizzato ilcorso, è certa che l’investimen-to in formazione operato dallaFonderia consentirà alla stessadi meglio interpretare le esigen-ze dei committenti che a loroapprezzeranno l’iniziativa.
Per avere indicazioni sui temisviluppati, possono essere ri-prese o commentate alcune sli-des, come ad esempio quelle
che mostrano possibili difettidei getti di ghisa ed elencano leprincipali cause che li avrebbe-ro generati (Fig. 1).Per ciascun difetto il docenteha illustrato i metodi per iden-tificarli e le accortezze per evi-tarli.
Un altro esempio ha riguardatola progettazione del sistema dicolata con il riepilogo delle re-gole pratiche da seguire perpermettere alla lega liquida diriempire tutta la forma, anchele parti più sottili:• La forma deve essere riempi-
ta rapidamente.• Occorre evitare forti velocità
e turbolenze della correntefluida.
• Occorre evitare che la scoriapenetri all’interno.
• Occorre distribuire la venafluida in modo contempora-neo nelle varie parti del getto.
• Occorre favorire la solidifica-zione direzionale.
Un altro tema affrontato ha ri-
guardato l’analisi delle fasi delprogetto di produzione di ungetto ed ha trattato: dimensio-namento del sistema di colata,leggi fisiche che governano ilriempimento, dimensionamen-to dei canali di colata, sistemipressurizzati e non , filtri, posi-zionatori, disegni ed esempi deicanali di colata, l’analisi di siste-mi di colata, l’utilizzo di softwa-re di simulazione,i sistemi di fil-trazione per grandi getti di ac-ciaio e ghisa, la colata verticale,gli impianti disamatic.
Di interesse anche le prime le-zioni che, oltre sui temi orga-nizzativi della Fonderia di ghisa,si sono soffermate sulle fontienergetiche, sulle materie pri-me di carica, sulle ferroleghe,sull’ottimizzazione tecnica edeconomica delle cariche, suitrattamenti, trasporti e colatadel metallo liquido, sui sistemidi colata, sui refrattari per fornifusori di attesa e di colata, sullesiviere per il trasposto del me-tallo liquido.
Corso per operatore tecnicoaddetto alla fonderia di ghisaCorso per operatore tecnicoaddetto alla fonderia di ghisa
Fig. 1 - Difetti nei getti di ghisa. A. Inclusioni: di scoria, superficiali, sulla parte alta del getto. Associata a CO, alto contenuto diossido nel liquido, scarsa dissoluzione dell’inoculante, scarsa scorifica. B. Cavità di ritiro.
A B

In sintesi, sono sati approfon-diti vari aspetti della tecnolo-gia di fonderia per la produzio-ne di getti di ghisa. Particolareattenzione è stata posta ai te-mi energetici, al recupero eriutilizzo.
In tema di razionalizzazione deiprocessi fusori, si sono ap-profonditi gli aspetti relativi allacomposizione della carica deiforni e all’utilizzo di materieprime “alternative” ai tradizio-nali componenti (ghise in paini,rottami di acciaio e/o ghisa)quali ad esempio le trornituredi ghise da lavorazione dei get-ti. Attraverso semplici opera-zioni di “bricchettatura” è pos-
sibile utilizzare le torniture dighisa anche quali materiali dicarico dei forni cubilotto e deiforni rotativi, oltre ai forni elet-trici, con notevole riduzionedel costo della carica metallica.La bricchettatura delle tornitu-
re consente inoltre di eliminare(o ridurre fortemente) l’even-tuale presenza di residui di oli,con ulteriori vantaggi “ambien-tali” in fase di rifusione. L’impie-go di bricchetti di tornituremetalliche (anche non ferrose)è molto diffuso nelle fonderiedi molti Paesi europei.
Al termine delle lezioni è statorilasciato attestato di parteci-
pazione, con allegato data dellelezioni e temi svolti in ciascuna,agli allievi che hanno partecipa-to ad almeno quattro lezioni.Considerato che le assenze so-no state minime,tutti hanno ot-tenuto l’attestato.
Industria Fusoria 1/2016 47
ECONOMICO
Bricchetti di torniture.
Allievi.
Lezione 1Diagramma di flusso produttivo. Formatura a ver-de: componenti e proprietà. Molazzatura e relativeattrezzature. Pulitura e finitura dei getti. Controllisui materiali di formatura, formatura chimica, altrimetodi di formatura.Lezione 2Modelli ed attrezzature per formatura: principi co-struttivi, materiali, casse d’anima,staffe. Concettodi modulo. Ruolo della simulazione. Lezione 3Riempimento delle forme. Filtrazione del metalloliquido. Tempi di colata. Progettazione sistemi dicolata.Lezione 4Caratteristiche, principi di funzionamento, con-duzione dei mezzi fusori, materie prime di cari-
ca. Ottimizzazione economica e tecnica dellecariche. Materiali refrattari per forni fusori e diattesa. Siviere per il trasporto della ghisa liqui-da e per colata manuale ed automatica del me-tallo. Forni di colata. Controlli sui materiali diformatura. Formatura chimica. Altri metodi diformatura.Lezione 5Diagramma Fe - C, analisi termica, solidificazione,controlli del metallo, lettura micrografie, difetti deigetti.Lezione 6Prove elementari di tempra, rinvenimento, ricottu-ra. Nuove strutture delle ghise. Metodi di indagineper la rilevazione dei difetti, controlli non distrut-tivi e distruttivi. Sabbie, per la fabbricazione delleanime: processi e controlli.
CORSO PER OPERATORE TECNICOADDETTO ALLA FONDERIA DI GHISAVicenza, novembre 2015-gennaio 2016
TEMI TRATTATI

SIDERMETAL S.p.A. - Via Europa, 50 - 25040 Camignone di Passirano (BS)Tel. 030 654579 - Fax 030 654194 - E-mail: [email protected] - www.sidermetal.it

Insieme a voi determinati nella crescita e nell’innovazioneal servizio della qualità che richiedete
F.LLI MAZZON S.p.A.Via Vicenza, 72 - 36015 Schio (VI) ITALY - Ph. +39.0.445.678000 - Fax +39.0.445.678001 - [email protected] - www.mazzon.eu
Contatto diretto: [email protected]

Industria Fusoria 1/201650
AMBIENTEE SICUREZZA
AM
BIE
NTE
ESICUREZZA AMBIENTE ESICU
REZZALa Conferenza Stato-Regioniha sancito l’intesa sulle lineeguida inerenti i rischi di esposi-zioni alle Fibre Artificiali Vetro-se e le misure di prevenzione.Gli effetti sulla salute, la gestio-ne dei rifiuti e le indicazionioperative nell’utilizzo di FAV.
Con l’acronimo FAV (FibreArtificiali Vetrose) si intendeun vasto sottogruppo di fibreinorganiche che, con la messaal bando dell’amianto, hannoassunto una grande rilevanzacommerciale – nei settori del-l’edilizia, del tessile e dei pro-dotti plastici - in relazione al-le loro caratteristiche di isola-mento termico e acustico.
Proprio per le ottime caratte-ristiche di isolamento delleFAV - utili per assicurare im-portanti risparmi energetici illivello di diffusione e utilizzodi queste fibre in questi anni èmolto aumentato. Alcune sti-me, sul numero di lavoratoriaddetti alla produzione di FAVnei paesi europei, parlano or-mai di diverse decine di mi-gliaia di unità. E altrettantonumerosi sarebbero gli utiliz-zatori diretti, ad esempio del-l’industria delle costruzioni edegli impianti.
Tali materiali, come noto, trova-no ampia diffusione anche nelSettore della Fonderia, sotto va-rie forme e applicazioni.
È dunque più che mai neces-sario approfondire le cono-scenze scientifiche relative airischi legati alla esposizione afibre artificiali vetrose e indi-viduare le necessarie “misuredi prevenzione da adottare ele corrette modalità di impie-go, uso e manutenzione da ri-spettare”.
In considerazione di questiproblemi la Conferenza Per-manente per i rapporti tra loStato, le Regioni e le provinceautonome di Trento e Bolza-no nella seduta del 25 marzo2015 ha sancito l’intesa traGoverno, Regioni e ProvinceAutonome inerente le lineeguida “Le Fibre Artificiali Ve-trose (FAV): Linee guida perl’applicazione della normativainerente ai rischi di esposizio-ni e le misure di prevenzioneper la tutela della salute”.
Linee guida per i rischi di esposizionea fibre artificiali vetroseLinee guida per i rischi di esposizionea fibre artificiali vetrose

51
AMBIENTE E SICUREZZA
Industria Fusoria 1/2016
Il documento ricorda che l’e-voluzione normativa e il pro-gresso delle conoscenzescientifiche “hanno reso or-mai datate e non più attuali lelinee guida per il corretto im-piego delle fibre di vetro iso-lanti, emanate con la Circola-re del Ministero della Sanità n.23 del 25 novembre 1991”. Eun apposito tavolo di lavoroha elaborato le linee guidaproprio per consentire unacorretta valutazione e consa-pevolezza dei rischi da partedi tutti i soggetti interessati,compresi gli utilizzatori finali,sia negli ambienti di lavoroche di vita. E per favorire, co-me abbiamo già detto, “l’ado-zione di misure di prevenzio-ne adeguate, in linea con la vi-gente normativa, avendo co-me destinatari particolari, manon esclusivi, sia i datori di la-voro e sia anche gli organi divigilanza”.
Le linee guida si soffermanoampiamente sugli effetti sullasalute, specialmente in rela-zione alla capacità delle FibreArtificiali Vetrose di “penetra-re nell’organismo attraversole vie respiratorie”. Tale capa-cità è propria delle “fibre cosìdette respirabili, termine concui si identificano le fibre che,contenute in sospensione nel-l’aria, sono in grado di pene-trare profondamente all’inter-no delle vie respiratorie e, inragione delle loro dimensioni(diametro e lunghezza), di rag-giungere anche le diramazioniterminali più distali”.
Il documento si sofferma inparticolare su alcuni argo-menti relativi agli effetti sullasalute:• effetti infiammatori sulle
strutture polmonari;• effetti irritativi;• cancerogenicità;• valutazione IARC per gli ef-
fetti cancerogeni;• effetti delle Fibre Cerami-
che Refrattarie (FCR) sullestrutture polmonari;
• effetti irritativi delle FCR;• cancerogenicità delle FCR.
E riguardo ai luoghi di lavorosi indica che l’esposizione alleFAV negli ambienti di lavoroavviene in relazione alle fasi difabbricazione, lavorazione, in-stallazione, rimozione, bonifi-ca e smaltimento di manufatticontenenti FAV.
Le “situazioni nelle quali sipuò venire a contatto con leFAV in ambiente di lavoropossono essere le seguenti:• durante la fase di produzio-
ne sia della fibra che delprodotto;
• durante l’immagazzinamen-to, sia in stabilimento chepresso rivenditori e in can-tiere;
• durante il trasporto delprodotto;
• durante le fasi di lavorazionisuccessive alla produzione;
• durante le fasi di rifinituradel prodotto;
• durante la rimozione, la bo-nifica e lo smaltimento deimanufatti in posa”.
E i settori maggiormente inte-ressati all’esposizione a FAVsono “l’edilizia (isolamentotermoacustico), l’industria(isolamento impianti di pro-cesso, settore del caldo e delfreddo), i trasporti (isolamen-to termoacustico)”.
Ci si sofferma poi sull’utilizzodi FCR (Fibre Ceramiche Re-frattarie) nei settori della la-vorazione della ceramica (for-ni), nel trattamento primariodei metalli, in fonderia, nell’in-dustria petrolchimica e altriprocessi chimici. In questo ca-so c’è una “possibile esposi-zione lavorativa a materialeclassificato come canceroge-no di categoria 1 B”.
In conformità a quanto previ-sto dal D.lgs. 81/2008 “l’espo-sizione a lane minerali artifi-ciali ricade nell’ambito delcampo di applicazione del ca-
po I ‘Protezione da agenti chi-mici’, mentre la esposizione afibre ceramiche refrattarie, inquanto classificate canceroge-ne di categoria 1 B, ricade nelcampo di applicazione del ca-po II ‘Protezione da agenticancerogeni e mutageni’”.
Dunque nel caso di esposizio-ne a lane minerali artificialiclassificate come canceroge-no di categoria 2, “il datore dilavoro sarà tenuto ad effet-tuare la valutazione dei rischiai sensi dell’articolo 223 delD.lgs. 81/08 e in esito allastessa dovrà adottare le pre-viste misure generali dell’arti-colo 224 per la prevenzionedei rischi; mentre nel caso diesposizione a fibre ceramicherefrattarie il datore di lavoroè tenuto ad effettuare la valu-tazione del rischio ai sensidell’articolo 236 e in esito al-la stessa a prendere in consi-derazione in primo luogo lapossibilità della riduzione osostituzione del materiale, setecnicamente possibile, in se-condo luogo la possibilità del-l’utilizzo in un sistema chiusoe solo in ultima analisi la ridu-zione al minimo possibile dellivello di esposizione (Art.235)”.
In ogni caso si sottolinea cheil D.Lgs. 81/2008 prevede l’ob-bligo della valutazione dei ri-schi in tutte le situazioni in cuisi utilizzano materiali che pre-sentano rischi per la salute:“categoria nella quale rientra-no, sia pure con diversa misu-ra di pericolosità rispetto alladiversa composizione e carat-teristiche tutte le FAV”.

Refrattario e servizio nel sistema
EKW Italia S.r.l.via del Lavoro 21, 20863 Concorezzo (MB) ItalyTel. + 39 039 628031Fax. + 39 039 6280322
È scaduto il periodo transitorio per aggiornarela valutazione del rischio cancerogenoda formaldeide. Quali sono gli adempimentiin carico agli utilizzatori di prodotti classificati Cancerogeno 1A/1B
Industria Fusoria 1/201654
AMBIENTEE SICUREZZA
AM
BIE
NTE
ESICUREZZA AMBIENTE ESICU
REZZA
Il 1° gennaio 2016 è termina-to il periodo transitorio, ini-ziato nel giugno 2014, perpermettere alle aziende diprovvedere all’adempimentodi quanto previsto dal Capo IIdel Titolo IX del Testo Unico:Protezione da Agenti Cance-rogeni e Mutageni.
La prima scadenza del 1 apri-le 2015, prevista dal “Regola-mento (UE) N. 605/2014 del-la Commissione del 5 giugno2014” è stata, successivamen-te, posticipata al 1 gennaio2016 dal Regolamento (Ue)2015/491 Della Commissionedel 23 marzo 2015.
Il rinvio si è reso necessarioin quanto “A causa di alcuniritardi nel processo di ado-zione di detto regolamento, ilperiodo transitorio fino al-l’applicazione del regolamen-to (UE) n. 605/2014 è statogiudicato significativamentepiù breve rispetto a quelli ap-plicati per i precedenti adat-tamenti al progresso tecnicoe scientifico. Dieci mesi sono apparsi insuf-ficienti a consentire agli ope-ratori economici di adattarsialle nuove regole, alcune del-le quali riguardano sostanzechimiche ampiamente utiliz-zate. Si è dunque ritenuto op-portuno posticipare la data diapplicazione per concedereun periodo transitorio in li-
nea con la prassi dei prece-denti adattamenti al progres-so tecnico del regolamento(CE) n. 1272/2008.Scaduto il termine del 01Gennaio 2016, quello che pri-ma quindi era, probabilmente,un rischio chimico basso perla sicurezza ed irrilevante perla salute ora assume una rile-vanza normativa differente epotrebbe, anche se non ne-cessariamente, configurare unrischio cancerogeno con tuttigli obblighi ad esso correlati.
L’azione cancerogena dellaformaldeide era nota ancheprima ma ora diviene un ob-bligo operare secondo quan-to stabilito dal Testo Unico.L’azione cancerogena dellaformaldeide era già stata uffi-cializzata con la classificazio-ne nel 2006 da parte dellaIARC come Classe 1: cance-rogeno per l’uomo. Gli organibersaglio individuati sono ilrinofaringe e le cellule delsangue (leucemia). Ma le azio-ni sono probabilmente piùampie.
Formaldeide: come aggiornarela valutazione del rischio?Formaldeide: come aggiornarela valutazione del rischio?
È scaduto il periodo transitorio per aggiornarela valutazione del rischio cancerogenoda formaldeide. Quali sono gli adempimentiin carico agli utilizzatori di prodotti classificati Cancerogeno 1A/1B
55
AMBIENTE E SICUREZZA
Industria Fusoria 1/2016
Quali sono gli adempimenti in carico agli utilizzatori diprodotti classificatiCancerogeno 1A/1B
Gli adempimenti in capo aisoggetti utilizzatori di pro-dotti classificati come cance-rogeni di categoria 1A (notocancerogeno per l’uomo) ed1B (sospetto cancerogenoper l’uomo) sono:
1. valutare la possibilità dellasostituzione del prodottoclassificato come cancero-geno (1A oppure 1B) conun prodotto alternativonon classificato cancero-geno (art. 235 del D.Lgs81/08).
2. solamente nel caso in cuila sostituzione non fossetecnicamente possibile edallo scopo di identificare lecorrette modalità gestio-nali:
a) valutare tutti gli impattisugli aspetti di igiene e si-curezza, applicando i prin-
cipi di prevenzione conte-nuti nel Titolo IX - Capo IIdel D.Lgs 81/08 – Prote-zione da agenti canceroge-ni e mutageni (aggiorna-mento del Documento diValutazione dei Rischi, mi-sure tecniche, misure ope-rative e gestionali per la ri-duzione della esposizionedei lavoratori, informazio-ne e formazione, accerta-menti sanitari, registri diesposizione …)
b) valutare tutti gli impattisull’ambiente (limitazioniall’impiego di agenti peri-colosi contenute nelle au-torizzazioni, emissioni,classificazione dei rifiutiecc …).
Nella valutazione della entitàdel rischio cancerogeno, èfondamentale la partecipazio-ne del medico competenteche, qualora fosse confermatal’impossibilità della sostitu-zione della sostanza, dovràattivare la sorveglianza sani-taria preventiva e periodicadegli esposti, curare il regi-stro degli esposti istituito daldatore di lavoro, sollecitare il
datore di lavoro ad inviarecopia del registro all’ASL e al-l’INAIL ogni 3 anni, inviare lacartella sanitaria e di rischiodel lavoratore esposto allacessazione del rapporto di la-voro unitamente alla suascheda del registro degliesposti (l’INAIL conserverà lacartella per almeno 40 anni),richiedere all’INAIL la cartel-la sanitaria e di rischio in as-sunzione di un esposto a can-cerogeni (qualora il lavorato-re non sia in possesso dellacopia che obbligatoriamentedeve essergli consegnata dalmedico competente dell’a-zienda in cui cessa il rapportodi lavoro), collaborare al-l’informazione ed alla forma-zione specifica sul tema dell’esposizione a cancerogeni,informare il lavoratore chedovrà sottoporsi ad accerta-menti periodici anche al ter-mine dell’esposizione/cessa-zione del rapporto di lavoro,collaborare alla scelta deiD.P.I. adeguati.

Mem
ber
of H
A-G
roup
L’impiego del nuovo sistema Cold-Box vi aiuterà ad aumentare l’effi cienza produttiva della vostra azienda in modo economico ed ecologico.
www.satef-ha.itwww.huettenes-albertus.com

Gli acciai austenitici contenentiAlluminio e Manganese sonostati analizzati in modo intensi-vo negli ultimi anni per le loroapplicazioni potenziali in ambi-to militare e nell’industria deitrasporti. Questi acciai hannouna combinazione eccezionaletra elevata resistenza e tenacitàcon una elevata resistenza all’u-sura. Aggiungere Alluminio inquantità variabile da 6 al 8.8%in peso riduce la densità dal 10al 15% in confronto con acciaial cromo e molibdeno bonifica-ti e temprati, ma ne diminuisceanche la capacità di incrudi-mento e la resistenza all’usuraabrasiva. La resistenza all’usurapuò essere incrementata trami-te un trattamento di induri-mento superficiale in atmosferadi Idrogeno (nitrurazione), cheproduce uno strato superficialemolto duro di nitruro di Allu-minio, AlN.
Nello studio attuale l’effettodel contenuto di Alluminio e Si-licio sulle cinetiche del proces-so di nitrurazione è stato stu-diato in applicazione con un ac-ciaio Fe-30%Mn-(6-9%) Al-(1-1.6%)Si-0.9%C con un interval-lo di temperatura da 1652-2012 F (900-1100°C). (Nota: diseguito tutti i valori percentualisono intesi in peso). I risultatimostrano che può essere pro-dotto uno strato superficiale diNitruro di Alluminio con unospessore fino a 550 μm, in rela-zione a tempo e temperaturadi trattamento. Aumentando ilcontenuto di silicio dal 1.1% al1.6% non ha effetto statistica-mente rilevabile sulla diffusionedi azoto nell’intervallo di tem-peratura da 1652 a 2012°F (900-1100°C). Invece aumentando ilcontenuto di Alluminio dal 6all’8.8% diminuisce la profon-
dità dello strato superficiale diAlN ed aumenta l’energia di at-tivazione calcolata per la diffu-sione dell’azoto nell’austeniteda 64 a 79 kJ/mol. Queste ener-gie di attivazione calcolate pos-sono essere confrontate con ilvalore di 168 kJ/mol per la dif-fusione dell’azoto nell’austenitepura nello stesso intervallo ditemperature. Il livello calcolatorilevato più basso di quanto at-teso nello studio corrente èprobabilmente dovuto allo svi-luppo di tracciati ad elevata dif-fusività all’interfaccia tra il ni-truro di Alluminio e la matriceaustenitica.
Gli acciai a bassa densità ad ele-vato contenuto di Alluminio eManganese sono consideratiutilizzabili in componenti chenecessitano di elevata tenacitàe resistenza all’usura, o comepiastre per rivestimenti balistici.
M. Favini
L. Bartlett – S. Serino
Industria Fusoria 1/201658
TECNICO
TE
CN
ICO
TECNICO
TECN
ICO
Realizzare acciai leggeri resistentiall’usura attraverso la NitrurazioneUn metodo di trattamento termico a basso costopuò migliorare la resistenza ad usura di acciai austenitici con Alluminio e Manganese
Realizzare acciai leggeri resistentiall’usura attraverso la NitrurazioneUn metodo di trattamento termico a basso costopuò migliorare la resistenza ad usura di acciai austenitici con Alluminio e Manganese
Lega C Si Mo P S Mn Ni Al Cu
Acciaio A 0,90 1,07 30,42 0,001 0,006 0,54 - 8,83 0,006
Acciaio B 0,89 1,56 29,97 0,002 0,007 0,53 - 8,81 0,006
Acciaio C 0,94 1,57 30,22 0,001 0,012 0,61 0,011 5,98 0,010
Tab. 1 - Composizione chimica delle leghe in percentuale in peso.

Questi acciai possono essereconsiderati alternative a bassa
densità per l’industria minera-ria o per componenti di lavo-razione del terreno. Ad esem-pio utilizzare una lega Fe-30Mn-9Al0.9C con una den-sità più bassa del 15% sostitui-to direttamente al SAE8620per le patte in acciaio di uncarro armato Bradley FightingVehicle (BFV), si potrebbe ot-tenere una riduzione di pesodi 800 libbre (360 kg). Però le proprietà meccanichedi un getto in lega Fe-Mn-Al-Cvariano con la composizione, ilgrado di invecchiamento e lapulizia dell’acciaio. L’indurimen-to per precipitazione (Invec-chiamento) incrementa forte-mente la resistenza in getti diacciaio ma riduce significativa-mente la tenacità e la resisten-za all’usura abrasiva.
Le modificazioni superficialispesso vengono utilizzate permigliorare notevolmente laresistenza ad usura, alla fatica,la resistenza alla corrosionesia di acciaio ferritici che au-stenitici. Uno dei trattamentisuperficiali più efficaci è ilprocesso di nitrurazione, che
produce un duro strato bian-co, che consiste in α-Fe
2(C,N)
e/o γ-Fe4N. La Nitrurazione
spesso è utilizzata per miglio-rare fortemente la resistenzaad usura e ed a corrosione siain acciai Ferritici che Austeni-tici. Il tradizionale bagno di sa-li utilizzato nel processo di ni-trurazione causa il rilascio difumi tossici e inquinanti perl’ambiente. La nitrurazione alPlasma, oltre ad essere più pu-lito ha un costo di produzionepiù elevato e necessita dimacchinari più costosi.
La nitrurazione di un acciaiocon alto contenuto di Allumi-nio e Manganese in azoto gas-soso può essere un metododai costi contenuti per pro-durre uno strato duro e resi-stente all’usura di Nitruro diAlluminio. Gli acciai con altocontenuto di manganese sonomolto fragili nella condizione“as- cast”, ed è pratica comu-ne eseguire un trattamento disolubilizzazione a questi acciaicon temperature fino a2012°F (1100°F). Questotrattamento di solubilizzazio-
Industria Fusoria 1/2016 59
TECNICO
Fig. 2 - Micrografia ottica dell’acciaio Bdopo trattamento di solubilizzazione mo-stra una struttura dendritica di Austenite..
Fig. 3 - Micrografia ottica dell’acciaio Cdopo trattamento di solubilizzazione di-mile a quella degli acciai A e B, completa-mente austenitica.
Fig. 1 - La micrografia ottica dell’acciaio Adopo trattamento di solubilizzazione mo-stra una struttura austenitica quasi al100%. I campioni sono stati attaccati conNital 10% seguito da reagente di Klemm.
Lega Fase Trattamento Si Mn O N Al Mo
Acciaio A AlN 6 ore 1000°C - - <4 31 64 -
Acciaio A Matrix 6 ore 1000°C 2,0 54 - - 0,3 -
Acciaio C AlN 8 ore 1100°C - - <4 34 63 -
Acciaio C Matrix 8 ore 1100°C 1,3 53 - - 0,3 0,51
Acciaio A Strato di ossido 8 ore 900°C 2,4 36 31 5,8 14
Acciaio B Strato di ossido 8 ore 900°C 5.4 30 36 - 23
Acciaio C Strato di ossido 8 ore 1100°C - 17 40 - 33
Tab. 2 - Analisi chimica EDS dei microcostituenti in percentuale in peso
Lega di Acciaio Temp. °C
900 7,93E-13 1,49E-11
Acciaio A 1000 2,00E-12 3,6 E-11
1100 2,56E-12 4,79 E-11 79
900 6,75E-13 1,27 E-11
Acciaio B 1000 1,30E-12 2,43 E-11
1100 2,16E-12 4,04 E-11 78
900 2,56E-12 3,32 E-11
Acciaio C 1000 3,29E-12 4,26 E-11
1100 6,77E-12 8,77 E-11 64Tab. 3 - Valori calcolati di Velocità di raffreddamento, Coefficienti di diffusione e energie diattivazione.

ne può essere eseguito in unaatmosfera di azoto per pro-durre uno strato resistenteall’usura ad un piccolo costoaggiuntivo. Nel caso dell’ac-ciaio con elevato alluminio emanganese Si forma AlN inve-ce del Fe
4N. La durezza del ni-
truro è noto aumenti con ilcontenuto di Azoto, e la du-rezza del nitruro di Alluminioè stata misurata come 25.6GPa, che è molto maggiore diquella del Fe3N (11.2-12.4GPa).
Nello studio presente sonostati determinati gli effetti diAlluminio e Silicio sulle cineti-che di formazione di uno stra-
to di Nitruro di Alluminio inun acciaio Fe-30Mn.
Analisi dei risultati
Nello studio campioni di ac-ciaio sono stati trattati conuna tempra di soluzione a1922°F (1050°C) per due oree poi temprati rapidamente inacqua ghiacciata. La superficieè stata poi lucidata con una fi-nitura di 0.3μm e lavata conetanolo subito prima del pro-cesso di nitrurazione. La Ni-trurazione è stata eseguita inun intervallo di temperaturecompreso tra 1652 e 2012 °F(900-1100°C) in una atmosfe-
ra di Azoto puro al 99.9%, Ilforno di trattamento è statospurgato per 20 minuti pereliminare l’ossigeno residuoprima di caricare i campioni.La sezione dei campioni sonostate caratterizzate con l’uti-lizzo di un microscopio otti-co. Un Microscopio elettroni-co a scansione con una sondaad energia dispersiva a raggi Xè stato utilizzato per caratte-rizzare la morfologia e lacomposizione chimica deglistrati di reazione.
Il risultato delle analisi chimi-che mostra che la composi-zione dell’acciaio varia princi-palmente con il contenuto diAlluminio e di Silicio. La mi-crostruttura dei rispettivi ac-ciai dopo il trattamento di so-lubilizzazione per due ore a1922 °F (1050°C) e primadella nitrurazione sono mo-strate nelle figure 1-3. Le mi-crostrutture sono simili e tut-ti gli acciai sono quasi al 100%austenitici con solo pochi edisolate zone di Ferrite prima-ria rilevata nell’acciaio C. Laspaziatura dei rami secondaridelle dendriti (SDAS), è anchesimile tra i vari acciai e misu-rata intorno a 50 e 75 μm. Ilprocesso di Nitrurazione èstato eseguito fino ad 8 ore a1652, 1832 e 2012 °F(900,1000 e 1100 °C) per trediversi acciai con diversi con-tenuti di Al e Si. Le Figure 4a-d mostrano le micrografiedelle sezioni degli strati nitru-rati dell’acciaio B (8.8% Al e1.6%Si) ed acciaio C (6%Al e1.6%Si) dopo nitrurazione perun tempo da 2 a 6 ore a1652°F (900°C). Dopo dueore a 1652°F (900°C) L’ac-ciaio C mostra lo sviluppodoppio di uno strato di Nitru-ro di Alluminio rispetto all’ac-ciaio B. Lo spessore dellostrato di nitruro di Alluminioaumenta con il tempo in en-trambi i tipi di Acciaio conte-nente Alluminio, e dopo 6 orea 1652°F (900°C) lo spessoremedio dello strato di nitrurodi Alluminio è stato misuratocon una media da 170 a 230μm per gli acciai B e C. Au-
Industria Fusoria 1/201660
TECNICO
Fig. 4 - Micrografie ottiche dei campioni nitrurati dell’acciaio B con 8.8 %Al (immagini a, c,ed e) e dell’acciaio C con 6% Al (immagini b, d ed f) mostrano una struttura aciculare dellostrato di nitruro di Alluminio. (a e b) dopo 2 ore di trattamento a 900°C la lega al 6% di Al-luminio mostra una profondità effettiva di formazione di AlN quasi doppia rispetto al cam-pione con 8.8% (a). (c e d) a 900°C lo spessore dello strato è maggiore di 100μm dopo seiore di trattamento per entrambi i contenuti di Alluminio dei due acciai. (e ed f) Per gli acciaitrattati 6 ore aumentare la temperatura a 1000°C aumenta le cinetiche del processo di ni-trurazione e lo spessore dello strato di AlN supera i 300μm.

mentare la temperatura diprocesso a 1832°F (1000°C)aumenta le cinetica del pro-cesso di nitrurazione, e dopo6 ore la media dello strato diNitruro di Alluminio è aumen-tata a 200 μm nell’acciaio B e370 nell’acciaio C, come ri-portato nelle figure 4e e 4f.quindi per un contenuto di si-licio costante di 1.6% aumen-tare il contenuto di Alluminioda 6% a 8.8% porta ad un de-cremento dello spessore del-lo strato di Nitruro per tuttele temperature e tempi ditrattamento. Invece per uncontenuto costante di Allumi-nio dell’8.8% aumentare il Sili-cio dall’1.1 al’1.6% mostra so-lo una leggera diminuzionedello spessore dello strato dinitrurato. La morfologia dellostrato di Nitruro di Alluminioappare simile tra i diversi ac-ciai e sembra di precipitare ecrescere in forma di piani lun-go la direzione critallografica<111> attraverso l’austenite.Le immagini agli elettroni se-
condari del rivestimento inNitruro di Alluminio nell’ac-ciaio A (8.8% Al e 1.1% Si) eAcciaio B (8.8%Al e 1.6%Si)dopo una nitrurazione a1652°F (900°C) sono mostra-te rispettivamente in Fig. 5a e5b e Fig. 5c e 5d. La misuradello spessore effettivo e lamorfologia a piani paralleli de-gli strati sono simili nei dueacciai a diverso contenuto diSi (Fig. 5).
Le micrografie agli elettronisecondari dell’acciaio B e Csono mostrati in Fig. 6 dopoun trattamento di nitrurazio-ne di 6 ore a 2012 °F(1100°C). Nell’acciaio B lostrato nitrurato consiste inuno strato ad elevata densitàdi piani più sottili e più lunghicon una spaziatura media infe-riore ai 5μm (dipendente dalladirezione di lucidatura) comemostrato in Fig. 6a e 6b. Nel-l’acciaio C la densità dellostrato di nitruro risulta esseremaggiore di 10μm, come mo-
Industria Fusoria 1/2016 61
TECNICO
Fig. 5 - Qui sono mostrate immagini agli elettroni secondari del rivestimento contenenteAlN di un acciaio A (8.8% Al e 1.1% Si) (a e b) e Acciaio B (8.8%Al e 1.6%Si) (c e d) dopo8 ore di nitrurazione a 900°C. Lo spessore dello strato e la struttura simile a piani sonio si-mili nei due acciai con diverso contenuto di Silicio, e lo strato di AlN sembra precipitare ecrescere in precise direzioni metallografiche dell’austenite (immagini b e d ). Uno strato diossido composto principalmente da MnAlO4 e Al2O3 si è sviluppato sula superficie dell’ac-ciaio con 8.8% si Alluminio con uno spessore medio di 10-15μm dopo 8 ore a 900°C.
Fig. 6- Vengono mostrate le micrografie agli elettroni secondari dell’acciaio B (immagini a eb) e dell’acciaio C (immagini c e d). Nell’acciaio B lo strato di AlN consiste di un compostoad elevata densità di formazioni piane tipicamente più fini che crescono con un impacchet-tamento parallelo specifico per una direzione cristallografica attraverso l’austenite. Nell’ac-ciaio C la densità dello strato di AlN è molto inferiore. Però lo spessore delle formazionipiane è maggiore e lo spessore totale dello strato nitrurato è di circa 200 μm maggiore ri-spetto all’acciaio B.

strato in Fig. 6c e 6d. Comun-que nell’acciaio C lo spessoredello strato e la profondità ef-fettiva di indurimento sonoalmeno 200μm maggiori chenell’acciaio B dopo un tratta-mento di 8 ore a 2012 °F(1100°C).
Una costruzione meno lamel-lare del nitruro è visibile nel-l’acciaio C in Fig. 6d. La com-posizione media del nitruro diAlluminio precipitato risultaessere invariata con tempera-ture di trattamento e compo-sizione degli acciai. Il rapportostechiomentrico di Alluminiosull’azoto è rimasto vicino ad1 individualmente per tutte lelastre campione. La matrice austenitica dalpunto di vista chimico nel ca-so degli acciai A e C dopotrattamento a 1832°f(1000°C) e 2012°F (1100°C)è risultata quasi totalmenteimpoverita di Alluminio ed ar-ricchita di Manganese e Silicio,e questo contribuisce ad au-mentare la resistenza all’ abra-sione. Per gli acciai trattati piùdi 6 ore un strato approssima-tivamente spesso 10-20 μm diossidi complessi appare ed èrilevabile sulla superficie ester-na dello strato nitrurato, comevisibile in Fig. 5d.
La presenza di uno strato os-sidato indica che non tutto
l’ossigeno presente nell’atmo-sfera di trattamento è statoeliminato. Comunque questostrato di ossido non si svilup-pa fino al raggiungimento dilunghi tempi di esposizione ela diffusione dell’azoto è sem-pre favorita grazie alla mag-gior solubilità e diffusione in-terstiziale dell’azoto rispettoall’ossigeno.
La Fig. 7 mostra lo spessoredello strato di Nitruro comeuna funzione di tempo e tem-peratura. In funzione di tempoe temperatura può essereraggiunto uno spessore del lostrato tra 200 e 550 μm. Ac-ciai A e B con 8.8% di Al e Sidall’1.1 al 1.6% mostranospessori del rivestimento si-mili per ogni tempo e tempe-ratura.
Nonostante il silicio notoria-mente diminuisca la solubilitàdell’azoto nell’acciaio, nellostudio attuale l’aumentare laconcentrazione di Si da 1.1 a1.6% ha avuto un effetto limi-tato sullo spessore dello stra-to di Nitruro di Alluminio osulla densità apparente deipiani di precipitazione. InveceAumentare il contenuto di Al-luminio dal 6% allo 8.8% pro-duce un reticolo più denso distrati più fini ma decrescedrasticamente lo spessore dipenetrazione. Produce anche
una riduzione del 50% delladiffusività dell’azoto e aumen-ta l’energia di attivazione da64 a 78 kJ/mol nel campo ditemperatura tra 1652 e2015°F (900-1100°C).
Il risultato dello studio attualemostra che acciai ad elevatocontenuto di Mn e Al possonovenir nitrurati in atmosfera diAzoto per produrre uno stra-to duro e resistente all’usuradi AlN con spessori fino a550μm. Aumentare il conte-nuto di Silicio dall’1.1 all’1.6%in un acciaio Fe-30Mn-8.8Al0.9C non ha effetto sta-tisticamente rilevabile sulladiffusione dell’Azoto nel cam-po di temperature compresotra 900 e 1100°C. Comunqueaumentare il contenuto di Al-luminio in acciaio ad elevatocontenuto di Mn aumental’attività dell’azoto e ne riducela solubilità e la diffusività.
Questo articolo è tratto da: “Nitrurazione di Acciai a bas-sa densità con elevato Manga-nese e Alluminio” (15-036),presentato originalmente al119th Metalcasting Congress.
Tratto da Modern Castinggiugno 2015.Traduzione: Francesco Calosso.
Industria Fusoria 1/201662
TECNICO
Ad integrazione e modifica del bando, di cui èstata data notizia a pag. 62 di industria fusoriaN. 3 2015, si comunica che:• saranno ammesse a giudizio tutte le tesi aventi
ad oggetto quanto al punto (1) del bando svol-te da laureati che abbiano conseguito la LaureaMagistrale/Specialistica e la Laurea Triennale;
• la data ultima di candidatura al bando è proro-gata al 30/6/2016.
Tutte le informazioni specifiche per candidarsie copia del bando per la borsa di studio posso-no essere reperite contattando la Segreteria diDirezione di Ghial S.p.A.- [email protected] op-pure la Prof.ssa Annalisa Pola presso il Diparti-mento di Ingegneria Meccanica e Industrialedell’Università degli Studi di Brescia, all’email:[email protected]
BORSA DI STUDIO “CARLA COMINASSI”

sibelco.eu/metallurgy
multiple minerals from a single source
See us at
METEC 2015 16-20 June
Hall 3 Stand C55
om afr
a singl
csoure
ce
needs against a rou selec’ll help yeW
m under the most demanding corffoperspecializing in silica and olivine
efrsands and re offo wt SibelcA
ia including chemical eritange of crneeds against a ro meet yt toduct pright the rou selec
onditionsm under the most demanding coduc-based prspecializing in silica and olivine
tion furor inducy linings ffoortacefrange of moulding er a wide roffffe
ia including chemical our o meet y
. onditionst ts thaoduc
, esnaction furange of moulding
METECee us aS
METECtee us a
ind out morF
omposition, gcneeds against a r
.eu/metalluroelcsibt e aind out mor
ibution.e and distrain sizromposition, gia including chemical eritange of crneeds against a r
gy.eu/metallur
ia including chemical
tand C55Hall 3 S16-20 June2015
METEC
tand C5516-20 June2015
METEC

La tecnologia ExOneTechnology
Introduzione
La ExOne ha sviluppato unalinea di macchine per la stam-pa 3D in sabbia per la produ-zione di motte e anime in sab-bia senza la necessità di pro-durre un modello o una seriedi modelli.
Sfruttando i principi tecnicipropri della tecnologia distampa 3D, le motte e le ani-me in sabbia complessi vengo-no stampati in 3D all’internodel jobbox da1800x1000x700 mm con sab-bia da fonderia tradizionale,un agente legante e un attiva-tore. Un sistema integrato digestione del materiale tra-sporta, per mezzo di un siste-ma di trasporto materiali mo-torizzato, il job box dalla sta-zione di stampa 3D alla sta-zione di scarico, dove le mot-te e le anime vengono rimos-si. La semplicità del design diquesto sistema lascia spazio aconfigurazioni alternative econsente di riconfigurare l’im-pianto in base alle variazionidei requisiti di produzione.
Panoramica della tecnologia di stampatridimensionale (3DP)
Mediante un processo genera-tivo, l’impianto 3DP realizza, inautomatico e direttamente daidati di progettazione compute-rizzata (CAD), motte e animein sabbia per metallo fuso.
Vengono utilizzati i materiali dafonderia tradizionali, consen-tendo un’integrazione semplicedel nuovo impianto nelle pro-
cedure di produzione e di fon-deria già esistenti. La combina-zione dell’ampio volume di co-struzione con l’elevato ritmo dicostruzione rendono la produ-zione senza modelli adatta perprototipi e produzioni su scalaridotta. Le motte e le animevengono realizzati a strati.
Ogni strato si compone di ma-teriali di fonderia e viene appli-cato in sequenza:1. Sabbia da fonderia, mescolatacon un attivatore prima dell’ap-plicazione. Un sistema chiama-
M. Favini
Industria Fusoria 1/201666
TECNICO
TE
CN
ICO
TECNICO
TECN
ICO
Produzione digitaledi motte e anime mediantela stampa tridimensionale
Produzione digitaledi motte e anime mediantela stampa tridimensionale
I pezzi fusi in metallo vengono utilizzati per realizzare prodotti di con-sumo e industriali, e si stanno affermando sempre di più nell’utilizzo perapplicazioni economiche in programmi di sviluppo di nuovi prodotti. L’at-tuale tecnica di produzione di tutti i pezzi fusi prevede l’utilizzo di un“modello”, una fase cruciale nonché parte integrante del processo di co-lata. Il “modello”, solitamente l’elemento che richiede più tempo, com-porta costi notevoli, viene prodotto da un gruppo sempre più ridotto dipersonale qualificato e impone una mancanza di flessibilità nei confrontidei programmi di sviluppo dei nuovi prodotti. La tecnologia di stampa tri-dimensionale continua a sviluppare materiali, processi e attrezzaturesempre nuovi per i mercati emergenti, e a creare nuove applicazioni perridurre tempi e costi rispetto alle tecniche di produzione tradizionali. Lastampa tridimensionale della sabbia è un approccio alla produzione dimotte e anime in sabbia che non prevede la necessità di produrre unmodello o una serie di modelli. Poiché il processo non richiede un mo-dello per produrre lo stampo, i pezzi di ricambi che non dispongono diattrezzi, le applicazioni con volume di produzione limitata e i prodotti dinicchia sono candidati perfetti quando entra in gioco la necessità di ri-durre il tempo di risposta, i costi di allestimento per la produzione di pic-coli lotti e i costi delle attrezzature.

to “Recoater” applica la misceladi sabbia sulla piattaforma deljobbox, strato dopo strato.2. Il legante, “spruzzato” in ma-niera selettiva sulla miscela disabbia. Questo avviene in ma-niera analoga rispetto a unastampante a getto d’inchiostro:la testina eroga l’agente legantesulla miscela di sabbia attivata,seguendo le istruzioni del com-puter per ogni strato. L’agentelegante e l’attivatore innescanouna reazione chimica e si solidi-ficano per formare lo stampo ol’anima 3D.
In Fig. 1 è raffigurato il sistemaS-Max & S-Print, con sistema ditrasporto della sabbia e stazio-ne di scarico.
Viene inoltre mostrato un pro-dotto in fase di stampa nellastazione di stampa (Fig. 2).
Modifica fondamentaledel processo di acquisizione dei pezzi fusi
La seguente rappresentazionegrafica (Fig. 3) fornisce un con-fronto a dimostrazione dellaflessibilità intrinseca del pro-cesso.Il lato sinistro del processorappresenta il processo tradi-zionale di colata in sabbia, cheprevede la creazione di un mo-dello per produrre le motte insabbia.
Il lato destro rappresenta ilprocesso 3DP. Non è necessa-ria la creazione di un modelloper produrre le motte, poiché
questi non vengono estratti daun modello ma prodotti (stam-pati in 3D) direttamente dal fileCAD. In questo modo vengonoeliminate numerose fasi di pro-cesso (Fig. 3).
La sabbia non legata viene ri-mossa mediante un sistema diaspirazione industriale e lasabbia residua viene spolvera-ta dalle anime finite. Inoltre, ladimensione dei componenti
non è limitata a quella dell’al-loggiamento. Dato che gli og-getti stampati vengono creatiin un ambiente CAD, è possi-bile incastrare più componen-ti per consentire la combina-zione di motte di grandi di-mensioni. Nei pezzi stampatipossono essere creati tutti idispositivi di bullonatura esollevamento.
Industria Fusoria 1/2016 67
TECNICO
Fig. 1 - A. Sistema S-Max con job box per prodotti stampabili da 1800x1000x700 mm.B. Sistema S-Print con job box per prodotti stampabili da 800x500x400 mm.
Fig. 2
Fig. 3 - Eliminazione fasi di processo.

Le Figg. 4, 5, 6 e 7 mostrano va-rie motte ed anime in sabbiastampati nel job box duranteun ciclo di produzione. Questodimostra la flessibilità del pro-cesso, in grado di realizzare di-versi tipi di anime e motte insabbia senza modelli, diretta-mente dai file CAD.
Applicazionied esempi
Questo processo ha consentitodi realizzare con successo nu-merosi pezzi fusi. In Fig. 8 vengo-no mostrati alcuni esempi.
Panoramica del flussodi informazioni
È necessario un file CAD in 3Ddel componente. Partendo daquesto file viene realizzato unfile CAD in 3D dello stampocompleto, il quale viene poi tra-sformato in vari file in formato.STL. Viene quindi verificata l’in-tegrità (bordi e superfici) di talifile .STL, i quali vengono suc-cessivamente utilizzati per for-nire le informazioni necessarieal software. I file .STL, che rap-presentano i componenti all’in-terno dello stampo completo,possono essere ruotati, sposta-
ti e traslati facilmente grazie alsoftware XPrep. XPrep conver-te quindi il file CAD in 3D(.STL) in un file .CLI, conver-tendo così i componenti 3Ddello stampo completo in unasequenza di tranci. Il file CLIviene caricato nella stazione dilavorazione S-Max mediante
una connessione di rete stan-dard. Il menu intuitivo sul di-splay semplifica le operazioni diconfigurazione, gestione e mo-nitoraggio dei lavori. In via fa-coltativa, è possibile memoriz-zare nel computer locale unacopia di ogni lavoro per con-sentire la ripetizione dei lavori.
Industria Fusoria 1/201668
TECNICO
A B
Fig. 7 - A. Stampo senza anima superiore. B. Anima superiore capovolta.
Fig. 5
Fig. 8 - Esempi di pezzi fusi realizzati con il processo 3DP ExOne.
Fig. 4
Fig. 6

Configurazioni ecaratteristichedel sistema
L’impianto ExOne è progetta-to e costruito per produrremotte e anime in sabbia. Ladotazione del sistema non èstata modificata partendo daun impianto di prototipazionerapida; è stata progettata ecostruita per l’utilizzo nel re-parto di produzione. Segueuna descrizione di alcune del-le caratteristiche principalidel sistema:Il sistema è modulare: un’in-terfaccia meccanica standardcon interconnessioni elettri-che tradizionali dotata di tra-sportatori convenzionali.• Il sistema è riconfigurabile: la
configurazione dell’impiantoè facilmente modificabile perottenere un sistema di pro-duzione indipendente, constazioni di lavoro, a celle o in-tegrato.
• Il sistema è flessibile: un im-pianto di trasporto materialiintegrato dotato di sistemadi accodamento consenteuna produzione asincrona.
• Il sistema è scalabile: il siste-ma può aumentare le pro-prie dimensioni/la propriaproduttività semplicementeaggiungendo, per mezzo ditrasportatori, ulteriori sta-zioni di lavorazione e di sca-rico alla piattaforma rotanteprogrammabile.
• Il sistema è concepito per ri-durre al minimo gli interven-ti manuali: progettato perfunzionare 24 ore su 24, 7giorni su 7, riduce ai minimitermini l’intervento dell’o-peratore.
• Il sistema è personalizzabile:grazie a un design basato sulconcetto “plug and play”, èpossibile creare decine diconfigurazioni avvalendosidella dotazione di serie, per-ciò è possibile implementarerequisiti particolari (ingom-bro, struttura dell’edificioecc.) senza il dispendio ditempo e di denaro che nor-malmente comportano le“configurazioni speciali”.
Vantaggi
A seguire un riepilogo dei van-taggi del processo 3DP ExOne:
ELIMINAZIONE DELLA NECESSITÀDI UTILIZZARE I MODELLI PERLA CREAZIONE DI MOTTE E ANIME• Questo consente di
ridurre/eliminare l’elevatocosto della manodopera e glierrori umani connessi allaproduzione di modelli. Vistala penuria di esperti produt-tori di modelli, il processodeterminerà un aumento del-la produttività con un calodella necessità di altra mano-dopera specializzata.
• I clienti possono beneficiaredi una notevole riduzione deitempi (dalla progettazione al-la colata) anche del 50%,mentre la produzione di pro-totipi può essere raddoppiatariducendo gli ingombri ri-spetto a un impianto supple-mentare tradizionale.
• Per i requisiti derivanti dauna produzione di volumielevati, è possibile generaremotte per matchplate. Vistoche i dati relativi agli attrezzisono in formato digitale, imatchplate in alluminio pos-sono essere scartati al termi-ne della produzione, elimi-nando quindi la necessità diimmagazzinare modelli. Inol-tre, qualora vengano appor-tate modifiche al progetto fraun ciclo di produzione e l’al-tro, è possibile intervenirecon facilità sul file digitale perprodurre le ultime revisioni.
• I tempi di fabbricazione delledue metà dello stampo pos-sono essere ulteriormenteridotti diminuendo la massadei componenti per la fusio-ne (es. le anime) con l’intro-duzione di design cavi.
• Lo sviluppo delle nuove ani-me possono essere incorpo-rati in maniera modulare ne-gli attrezzi per motte esisten-ti (matchplate).Normalmente, questo portaa ridurre del 50% il temponecessario per produrremotte e anime rivisti per lacolata in sabbia.Inoltre, in questo modo si ri-
ducono i tempi e i costi per ilcliente finale così come i co-sti della produzione dellemotte/delle anime, con unpotenziale incremento deimargini di profitto.
• La capacità di produrre com-ponenti migliori e in menotempo grazie alla compren-sione precoce delle dinami-che della colata nell’ambitodel ciclo di progettazioneconsente di apportare modi-fiche prima di affidarsi agli at-trezzi per la produzione.
PRODUZIONE DIGITALE DIRETTADI MOTTE E ANIME• La produzione delle motte e
delle anime in sabbia avvienedirettamente dai file CAD.
• È possibile effettuare itera-zioni di progettazione multi-ple nell’arco di pochi giorniper individuare il design otti-male dello stampo/dell’ani-ma.
• Comprensione dei parametridi restringimento, porosità esolidificazione prima dell’ac-quisto di attrezzi di produ-zione costosi e ammortizza-bili solo nel lungo periodo.
• Mai prima d’ora è stato pos-sibile produrre anime elabo-rate, a pareti sottili, delicate oa trama.
• Piccole modifiche di progettiall’interno del file CAD per ilcomponente e lo stampopossono creare una famigliadi componenti.
• Una personalizzazione mas-siccia, ad es. codici di serializ-zazione o di tracciabilità uni-ci, può essere facilmente ag-giunta nel software.
UN NUOVO LIVELLODI COMPETITIVITÀ• Condizioni di concorrenza
“ineguali”: l’equazione dellacompetitività cambia dallamanodopera diretta alla pro-duzione snella.
• È ora possibile una produzio-ne distribuita e flessibile.
• Arriva la produzione elettro-nica.
• Cambiano le basi per arrivareal successo economico: nonpiù tempo e materiali, bensìvalore.
Industria Fusoria 1/2016 69
TECNICO

SINTOKOGIO GROUP
V-PROCESS: FORMATURA SOTTOVUOTO
Caratteristica del processo: la chiusura tra due fogli di “plastica” della sabbia quarzosa asciutta e senza leganti mediante una depressione di 0.3 - 0.6 bar.
Getti prodotti con – “formatura sottovuoto”– si contraddistinguono essenzialmente
eccellente precisione dimensionale. In alcune determinate condizioni si può rinunciare allo sformo sul modello (di solito necessario).
è possibile ridurre o eliminare la meccanica per asportazione di truciolo.
PROCESSO DI FORMATURA PER GETTI DI ALTA QUALITÀ
Ulteriori vantaggi: riduzione/eliminazione del
deterioramento dei modelli ottenimento di spessori minimi sui getti riduzione/eliminazione della bava
al piano di unione riduzione delle spese di sbavatura processo eco-sostenibile ed economico
riscaldamento a superficie
modello
modello
-PROCESS: VFORMA
-PROCESS: SOTURAAAAT
O OVUOT SOTT
O
Caratteristica del processo: la chiusura tra due fogli di “plastica”
Caratteristica del processo: la chiusura tra due fogli di “plastica”
la chiusura tra due fogli di “plastica” della sabbia quarzosa asciutta e senza leganti mediante una depressione
.di 0.3 - 0.6 bar
Getti prodotti con– “formatura sottovuoto”–si contraddistinguono essenzialmente
eccellente precisione dimensionale.In alcune determinate condizioni sipuò rinunciare allo sformo sul modello(di solito necessario).
la chiusura tra due fogli di “plastica” della sabbia quarzosa asciutta e senza leganti mediante una depressione
– “formatura sottovuoto”–si contraddistinguono essenzialmente
eccellente precisione dimensionale.In alcune determinate condizioni sipuò rinunciare allo sformo sul modello(di solito necessario).
(di solito necessario).
è possibile ridurre o eliminare la meccanicaper asportazione di truciolo.
(di solito necessario).
è possibile ridurre o eliminare la meccanicaper asportazione di truciolo.
Ulteriori vantaggi:riduzione/eliminazione del deterioramento dei modelliottenimento di spessori minimi sui getti
Ulteriori vantaggi:riduzione/eliminazione del deterioramento dei modelliottenimento di spessori minimi sui getti
riduzione/eliminazione della bava al piano di unioneriduzione delle spese di sbavaturaprocesso eco-sostenibile ed economico
riduzione/eliminazione della bava al piano di unioneriduzione delle spese di sbavaturaprocesso eco-sostenibile ed economico
AGNER SINHEINRICH WWAOKOGIO GROUPSINT
. 101 · 57334 Bad Laasphe, GermaniaBahnhofstrel. +49 2752 / 907 0 · Fax +49TTe
.wagner-sinto.dewww
O Maschinenfabrik GmbH AGNER SINT
. 101 · 57334 Bad Laasphe, Germaniael. +49 2752 / 907 0 · Fax +49 2752 / 907 280
Contatto commerciale per l´ Italia:OKOGIO GROUPSINT
Ing. Frank Hö[email protected].: +49 2752 / 907 230 T · Fax: +49 2752 / 907 49230
.sinto.comwww
Contatto commerciale per l´ Italia:
[email protected]: +49 2752 / 907 49230
IntroduzioneA causa della crescente esigen-za di qualità nei getti attuali, so-prattutto in quelli di sezionegrande e pesante, una filtrazio-ne efficace e soprattutto sicuradurante la fase di colata è dive-
nuta essenziale. Tuttavia, l’uso difiltri tradizionali per formestandard rotonde o quadrateporta a restrizioni ed a rischiper la sicurezza, sotto forma dirottura del filtro. Per prevenireefficacemente questa situazio-ne, la geometria del filtro è sta-
ta modificata con successo uti-lizzando filtri a schiuma cerami-ca di forma tubolare.
I primi tentativi, compiuti conuna famosa fonderia tedescaper realizzare pale eoliche, han-no mostrato vantaggi significa-tivi rispetto ai filtri a forma dipiastra. Il rischio di rotture delfiltro è stato ridotto significati-vamente, mentre allo stessotempo è stata semplificata lamanipolazione, ed è aumentatal’area efficace di filtrazione. Inpiù, le estremità dei filtri tubo-lari sono chiuse utilizzando lostesso materiale, in modo che ilrischio di una rottura dell’e-stremità superiore e inferiore edi inclusione di materiale del fil-tro all’interno dello stampo siaeliminato. Contemporanea-mente, grazie al design, è statocreato un filtro estremamentecompatto e strutturalmenteforte. I test hanno mostratoche la struttura del filtro du-rante il carico di svariate ton-nellate di metallo liquido nonpresentava alcuna torsione,deformazione o criccatura.
I filtri ceramici a schiuma tubo-lare sono perfettamente adat-tabili per il filtraggio sicuro digrandi quantità di metallo liqui-do, e hanno un design estrema-mente compatto. I vantaggi diquest’ultimo comprendono
M. Favini
M.U. Voigt – L.R. Horwath
Industria Fusoria 1/201672
TECNICO
TE
CN
ICO
TECNICO
TECN
ICO
Filtri ceramici a schiuma tubolaread alte prestazioniper l’industria siderurgica
L’uso di filtri ceramici a schiuma fabbricati con zirconia ad alta pu-rezza costituisce lo stato dell’arte nell’industria siderurgica. Questiossidi ad alte prestazioni consentono la filtrazione di vari tipi digetti di acciaio e ferro. In tutto il mondo, migliaia e migliaia di gettidi acciaio e ferro passano attraverso questi filtri ogni mese.
Una maggiore efficienza dei produttori grazie alla riduzione o all’e-liminazione degli scarti ri-lavorati, assieme ad un utilizzo ottimaledei sistemi di alimentazione esistenti sono i principali beneficidell’utilizzo dei filtri.
Questo articolo illustra come siano utilizzati attualmente i filtri inproduzione per ottenere un miglioramento significativo in produt-tività e costi. Viene data una descrizione del materiale di cui è com-posto il filtro, della sua struttura unica, e del suo funzionamento.Questo articolo si focalizza in particolare sulla filtrazione di grandigetti di ferro e acciaio, dove la filtrazione è una fase critica, ma an-che più difficile. I metodi attuali di utilizzo dei filtri a schiuma cera-mica con i getti di grandi dimensioni hanno dei limiti, e possonocausare più problemi di quelli che risolvono. Una parte molto im-portante di ciascuna fase della filtrazione è la sicurezza che deveessere garantita, in modo che l’operatore possa essere sicuro chenon si verifichino effetti collaterali come cricche e rotture. Per pre-venire efficacemente questi fenomeni, è stata modificata con suc-cesso la geometria del filtro, utilizzando filtri a schiuma ceramica diforma tubolare. L’uso di questa geometria, completamente nuovarispetto alle forme convenzionali dei filtri a schiuma ceramica, vie-ne descritta in seguito assieme ad alcuni casi esemplificativi.
Filtri ceramici a schiuma tubolaread alte prestazioniper l’industria siderurgica

una zona filtrante fino a tre vol-te più grande di quella di un fil-tro piatto convenzionale a pa-rità di dimensioni, una geome-tria auto-portante, un rischiominimo di rottura del filtro, unastruttura compatta e l’installa-zione facile e veloce.
In più, è stato sviluppato un al-loggiamento universale perquesto tipo di filtro, che puòessere usato sia per la ghisache per l’acciaio. La geometriadel filtro tubolare è stata sfrut-tata progettando un alloggia-mento molto piccolo e com-patto. Questo concetto includel’uso di un solo filtro tubolareper ogni alloggiamento, ridu-cendo la complessità e il nume-ro di componenti necessari peruna filtrazione efficace, miglio-rando contemporaneamente lasicurezza e la stabilità del siste-ma. In base al design miglioredel filtro e dell’alloggiamento, ilrischio di rottura del filtro stes-so è praticamente eliminato.Con questo sistema completoil fonditore dispone di un equi-paggiamento sicuro, facile dausare ed efficace per la filtra-zione di grandi quantità di me-tallo liquido.
Filtrazione dei metalli fusi
La filtrazione di diversi metallifusi e delle loro leghe è lo statodell’arte attuale, ed è una prati-ca quotidiana in fonderia |1|.Dall’inizio dell’utilizzo dei filtridurante l’ultimo secolo ad oggisi sono visti numerosi migliora-menti. Innanzitutto, l’uso dei fil-tri per metalli basso-fondenticome l’alluminio ha mostratoche la rimozione delle inclusio-ni non metalliche porta ad unmiglioramento del getto dalpunto di vista delle proprietà fi-siche. Sono stati preparati ulte-riori sviluppi dei filtri e testaticon una grande varietà di ossidimetallici. Da qui ci si può ad-dentrare nelle aree in cui i filtrinon potevano essere usati acausa dell’alta temperatura edel tempo di carico. Alla fine, i
primi getti di ferro e acciaio so-no stati prodotti utilizzando fil-tri. Sono stati sviluppati tipi di-versi e forme diverse di filtri,per esempio semplici setacci ofiltri dritti a canale (Fig. 1). Tut-tavia, in varie indagini e articoliè stato determinato che lastruttura del filtro ceramico aschiuma era la struttura più ef-ficiente per un filtro |2|. Lastruttura a reticolo di questotipo di filtro ceramico contieneuna rete continua di cavità, co-stituite da molti pori disposti adodecaedro (Fig. 2).
Il metallo fuso scorre attraver-so queste vie tortuose e con-torte. La capacità di crearequesta struttura ceramica daossidi ad alte prestazioni haconsentito l’ottimizzazione diquesti materiali per l’uso conleghe d’acciaio a temperaturefino a 1700°C. Il materiale ce-ramico principale utilizzato perfiltrare ad alta temperatura leleghe di ferro e acciaio è zirco-nia parzialmente stabilizzata(PSZ/Mg), che utilizza ossido dimagnesio per stabilizzarsi |4|.Questo materiale mostraun’eccellente resistenza alloshock termico grazie alla distri-buzione continua di micro-cric-che, che si formano grazie allacomposizione unica e al pro-cesso di fabbricazione. In più,questo materiale ha un’ottimaresistenza chimica, meccanica etermica.
I materiali ceramici usati sonoin grado di sopportare lo shocktermico da temperatura am-biente a 1700°C senza scorri-mento viscoso o fusione. Essisono chimicamente inerti, equindi, adatti a fronteggiare gli
effetti corrosivi delle leghe edelle scorie con cui vengono acontatto.
Metodi attuali per la filtrazione di grandi getti
Nell’applicazione dei filtri per igrandi getti, è necessario for-nire di conseguenza vaste areefiltranti per una filtrazione effi-cace ed efficiente. Poiché è ti-pico specificare le prestazionidel filtro in Kg per unità diarea, o per unità di area e tem-po, è necessario usare un’areafltrante adeguatamente dimen-sionata. Questo, se il peso delgetto da filtrare è dell’ordinedi molte tonnellate, può esse-re un problema per l’utilizza-tore finale e per il fabbricantedi filtri a sua volta.
Per esempio, se un getto delpeso lordo di 12 tonnellate de-ve essere colato con l’aiuto difiltri a schiuma ceramica, c’è bi-sogno di un’area filtrante effica-ce di almeno 3000-3334 cm2.Questo valore viene determi-nato dalla capacità filtrante me-dia |5,6| riportata nelle tabellefornite dai vari produttori di fil-tri a schiuma ceramica.
Se si paragona questa area fil-trante richiesta con quella di untipico filtro standard, sarebberonecessarie 14 sezioni di filtro150x150 mm. Tuttavia, questo èsolo un valore teorico, in prati-ca questo valore tende ad esse-re più alto.
Sfortunatamente, di solito nonè possibile ridurre la quantità di
Industria Fusoria 1/2016 73
TECNICO
Fig. 1 - Filtri pressati ed estrusi. Fig. 2 - Tipica cellula dodecaedrica di un filtro.

filtri in modo che corrispondaal numero ideale determinatodai tecnici, e ottimale per il nu-mero di canali di alimentazionedel getto. Il caso ideale consi-sterebbe nel collocare un filtro(o un sistema di filtrazione) adogni canale di alimentazione, edovrebbe essere posizionato ilpiù vicino possibile all’ingressodello stampo per sfruttare ap-pieno gli effetti di un filtro aschiuma ceramica. La fabbrica-zione dei filtri adatti alla sezio-ne richiesta in un pezzo unico ètecnicamente impegnativa, poi-ché porta rischi aggiuntivi enon conviene economicamen-te. Per questa ed altre ragioni,sono stati escogitati vari modiper utilizzare i filtri anche sugetti di grandi dimensioni. Alcu-ni di questi metodi sono elen-cati di seguito:
USO DI MOLTI FILTRI
CONSECUTIVI
Questo metodo di filtrazione èrelativamente comune, special-mente nelle fonderie di ferro. Ifiltri standard vengono montatifianco a fianco in una “bancata”di filtri, per soddisfare la capa-cità richiesta.Un’installazione tipica di moltifiltri in fila è illustrata in Fig. 3. Sipuò notare come questa instal-lazione in fila non abbia bisognodi supporti aggiuntivi nellegiunzioni.
USO DI FILTRI DI GRANDIDIMENSIONINaturalmente anche i filtri digrandi dimensioni sono adattialla filtrazione di grandi quan-tità di metallo. In più, le di-mensioni possono arrivare fi-no a 300 mm di diametro con
relativa facilità. Si può osser-vare un esempio di questo fil-tro in Fig. 4.
USO DI PORTA FILTRI SPECIALIL’uso di porta filtri di chamotteo altri materiali refrattari (Fig.5) è anch’esso una possibilitàper filtrare grandi quantità dimetallo liquido. Attualmentevengono utilizzati nell’industriasiderurgica porta filtri per filtridi diametro fino a 250 mm.Uno dei vantaggi dei porta filtriconsiste nel fatto che questielementi possono essere facil-mente connessi per l’utilizzocon sistemi di alimentazionestandardizzati (holoware).
USO DI UN CAROSELLO DI FILTRIL’uso di oggetti speciali appositiper applicazioni come i getti digrandi dimensioni, il “carosellodi filtri” |7| per la prima volta hapresentato la possibilità dicombinare il vantaggio del por-ta filtri col vantaggio di unagrande area filtrante (Fig. 6).Questo ha portato ad una cre-scita combinata nella capacitàfiltrante in un singolo compo-nente. Come il porta filtro, ilcarosello di filtri può essere
usato direttamente con i siste-mi standardizzati di alimenta-zione, poiché ha le canalizzazio-ni appropriate. Un altro vantag-gio è la disponibilità di questicaroselli in varie dimensioni, ilche fornisce all’industria side-rurgica varie scelte per un mi-gliore adattamento ad un gettoin particolare e alla quantità dimetallo liquido da gettare.
Limitazioni e probleminoti nei metodi attualidi filtrazione
Naturalmente, tutti i sistemisummenzionati sono limitatinella loro applicazione, e seb-bene essi forniscano i vantaggigià citati, essi possono portareanche enormi svantaggi a chi liutilizza. Ciascuna di queste ap-plicazioni ha i suoi rischi, chepossono portare in breve ad ungetto non pulito o di scarto.
Gli svantaggi di ciascun sistemaattualmente usato sono elenca-ti, di seguito, in dettaglio.
USO DI MOLTI FILTRI CONSECUTIVIQuesta applicazione è relativa-mente comune, specialmentenelle fonderie di ferro. I filtristandard vengono montati fian-co a fianco in una “bancata” difiltri, per ottenere l’intera capa-cità richiesta.Con questo metodo, l’utentepuò montare i filtri in fila perrisparmiare spazio, e può utiliz-zare anche filtri standard. Taleconfigurazione sarebbe vantag-giosa, se non fosse per pochidettagli importanti che la ren-dono svantaggiosa:• Il filtro può essere posiziona-
to solo lontano dall’alimen-tazione dello stampo, il che
Industria Fusoria 1/201674
TECNICO
Fig. 3 - Uso di molti filtri consecutivi.
Fig. 4 - Un grande filtro.
Fig. 5 - Un tipico alloggiamento per filtri.
Fig. 6 - Caroselli di filtri.

significa annullare il vantag-gio di una minore turbolenzaa valle del filtro stesso.
• Nella maggior parte dei casii filtri possono essere collo-cati solo presso la giunzionedello stampo.
• Assenza totale di supportiper i filtri nei punti di giun-zione tra l’uno e l’altro.
• La distribuzione del metalloè inadeguata.
• La grande maggioranza delmetallo liquido viene filtratasolo da pochi filtri, mentre glialtri contribuiscono alla fil-trazione in modo trascurabi-le.
• Alcuni filtri possono esseresovraccarichi.
• Rischio concreto di rotturadel filtro.
Il rischio di rottura del filtro acausa del differente carico suisingoli filtri non deve esseresottostimato. Questo rischio èaccentuato dall’assenza di sup-porto ai filtri nei loro punti digiunzione. In più, quando simontano i filtri in sequenza,pezzetti di filtro o inclusioni dimateriale ceramico possonostaccarsi dalla superficie duran-te il contatto, e passare di con-seguenza nello stampo.
La diversa distribuzione delmetallo usando questo metododi installazione dei filtri può es-sere notata in Figg. 7-9. Questaè una parte di una simulazionesvolta con un comune softwaredi simulazione per getti, chemostra la cattiva distribuzionedel metallo quando si utilizzanofiltri montati uno in fila all’altro.
USO DI FILTRIDI GRANDI DIMENSIONIL’uso di pochi, grandi filtri sa-rebbe un caso ideale, perché ri-chiede solo pochi filtri perfet-tamente fatti su misura rispettoagli attacchi di colata richiesti.In più, questi filtri possono es-sere collocati relativamente vi-cino al getto ed agli attacchi.Produrre i filtri a schiuma cera-mica di qualsiasi forma e di-mensione, oltre ad una deter-minata taglia, è antieconomicoo impossibile, allo stato attuale
delle capacità di fabbricazione.Tuttavia, è possibile produrrefiltri a schiuma ceramica fino aduna dimensione massima di 300mm (per il settore della fusionedel ferro e dell’acciaio (Fig. 10),utilizzato in una materozza ca-povolta) o di 500 mm (per ilsettore dei metalli non ferrosi(Fig. 11).
Naturalmente, si dovrebbe no-tare che lo spessore del filtrodeve essere aumentato di paripasso con la dimensione del fil-tro stesso. Questo risulta inuno spessore del filtro tale percui l’innesco richiesto dal filtroraggiunge livelli tali che il caloretrasmesso dal metallo liquidorisulta insufficiente a contattocol filtro. Questo porta ad unbrusco raffreddamento del fil-tro, e al bloccaggio dello stesso.
Filtri grandi compatibili sonoancora molto economici, se lafonderia può usare un metodo
di colata diretta. A causa dell’e-liminazione di gran parte degliattacchi di colata, i getti posso-no essere prodotti molto eco-nomicamente. Sfortunatamen-te, le esigenze economiche del-le fonderie le forzano a colarepiù metallo possibile attraversoun filtro. Questo è spesso piùdi quanto il filtro possa trattareefficacemente in base ai suoi li-miti di capacità, e questa situa-zione porta immediatamentealla rottura del filtro (Fig. 12).
Gli svantaggi di questa applica-zione di filtri sono, approssima-tivamente:• Il filtro può essere montato
principalmente in posti par-ticolari, e utilizzando deter-minati supporti speciali (al-l’interno del bacino di cola-ta).
• Si usa principalmente in ap-plicazioni a colata diretta.
• Un innesco insufficiente por-ta al blocco dei filtri.
Industria Fusoria 1/2016 75
TECNICO
Fig. 7 - Inizio del riempimento della ban-cata di filtri
Fig. 8 - Riempimento in corso: alcuni canalisono inutilizzati, altri sono sovraccarichi.
Fig. 9 - Riempimento in corso: il riempi-mento è più avanzato, ma la situazione èla stessa della Fig. 8.
Fig. 10 - Materozza a collo in giù con filtrogrande.
Fig. 11 - Filtri grandi per applicazioni nonferrose.
Fig. 12 - Pezzi di filtro inclusi in un getto eriportati alla luce dopo lavorazione dimacchina.

• I filtri sono spesso sovraccari-cati dagli utenti, creando un al-to rischio di rottura del filtro.
USO DI PORTA FILTRI SPECIALIL’uso di speciali portafiltri fattidi materiale refrattario sembraessere di primo acchito unbuon metodo, ma osservandoattentamente, questa alternati-va è soggetta a maggiori difettiquando viene usata per la pro-duzione di grandi getti. Quandosi utilizza un porta filtro, è ri-chiesta anche una grande se-zione trasversale per avere unafiltrazione efficace. Come dettosopra, una quantità appropriatadi metallo da filtrare efficace-mente, basata solo sulla super-ficie filtrante, presenta proble-mi. Il filtro può essere fabbrica-to solo fino ad una certa di-mensione, e può perciò forniresolo una parte dell’area di fil-trazione efficace di cui si abbi-sogna. È quindi necessario an-che qui utilizzare porta filtromultipli (almeno tanti quanti neservono a ciascun filtro).Un tipico porta filtro è mostratoin Fig. 5. Se questo sistema fun-ziona, esso può filtrare solo unacerta quantità di metallo, fino adesaurimento capacità. Questa si-tuazione può essere compensatasolo utilizzando più porta filtroper questo tipo di getto. Ma que-sto sicuramente risulterà inun’applicazione equivalente all’u-so di molti filtri in fila! Questocaso (e i suoi svantaggi) sonostati discussi nei paragrafi prece-denti di questo articolo.In più, ci può essere una situazio-
ne di carico eccessivo, che risul-terebbe nella piegatura, e infinenella rottura, del filtro (Fig. 13).La Fig. 13 illustra anche come ilfiltro era vicino a rompersi o, inaltre parole, come era stato for-tunato l’operatore!
In sintesi, si possono elencare iseguenti svantaggi:• Il filtro va montato entro
speciali fermi di materiale re-frattario.
• La capacità massima è limita-ta dalle dimensioni standarddei filtri.
• Il fabbisogno di molti portafiltri per getti di grandi di-mensioni.
• La distribuzione del metalloè inadeguata (vedi molti fil-tri consecutivi).
• Spesso i filtri vengono mon-tati lontani dall’attacco di co-lata.
• Un innesco insufficiente por-ta al bloccaggio del filtro.
• Alto rischio di rottura del fil-tro.
USO DI UN CAROSELLO DI FILTRICon la comparsa dei carosellidi filtri sul mercato, per la pri-ma volta è stato possibile filtra-re grandi quantità di metallo li-quido. Progettati per attacchi dicolata preformati (holoware) dimateriale refrattario, è statopossibile filtrare molte tonnel-late di materiale con un singolosistema. Per contro, il carosellodi filtri presenta, una strutturarelativamente pesante e labo-riosa. Sebbene fosse possibileusare filtri di grandezza stan-
dard, la struttura del sistemacomplessivo era molto compli-cata (Fig. 14). Questa situazioneera accentuata dalle dimensionie dal peso del carosello stesso,il che ha portato ad avere unamanipolazione lunga e a voltecomplicata durante la fase dimontaggio nello stampo.
Un altro svantaggio è costituitodal peso del carosello. Adatto agrandi quantità di metallo (dalle4 alle 8 tonnellate di metallo li-quido), può essere installato so-lo da molte persone o da unagru (vedi esempio in Fig. 14: l’as-semblaggio e l’installazione delsistema ha richiesto un’ora emezza in più e ha richiesto l’im-piego di 2 o 3 operai).
In più, sono state utilizzategrandi quantità di metallo liqui-do per riempire questo siste-ma, che richiede una grande ca-pacità di fusione e crea più re-flussi.
Un punto molto critico emer-so è l’incidenza delle fratturenei punti angolari in questo si-stema. La rottura degli angoli ècausata principalmente dalla lo-ro struttura, debole quando so-no soggetti a pressioni brevima intense, come quelle che siverificano durante il flusso im-provviso di metallo fuso duran-te la colata (Fig. 15).
Industria Fusoria 1/201676
TECNICO
Fig. 13 - Sezione di portafiltro dopo la colata: il filtro è seriamente piegato.
Filtro fortementecurvato, al limitedella rottura
Filtro (forma normale)
Fig. 14 - Installazione di quattro pesanticaroselli di filtri.
Fig. 15 - Pezzo d’angolo mancante (sezio-ne di un carosello di filtri).
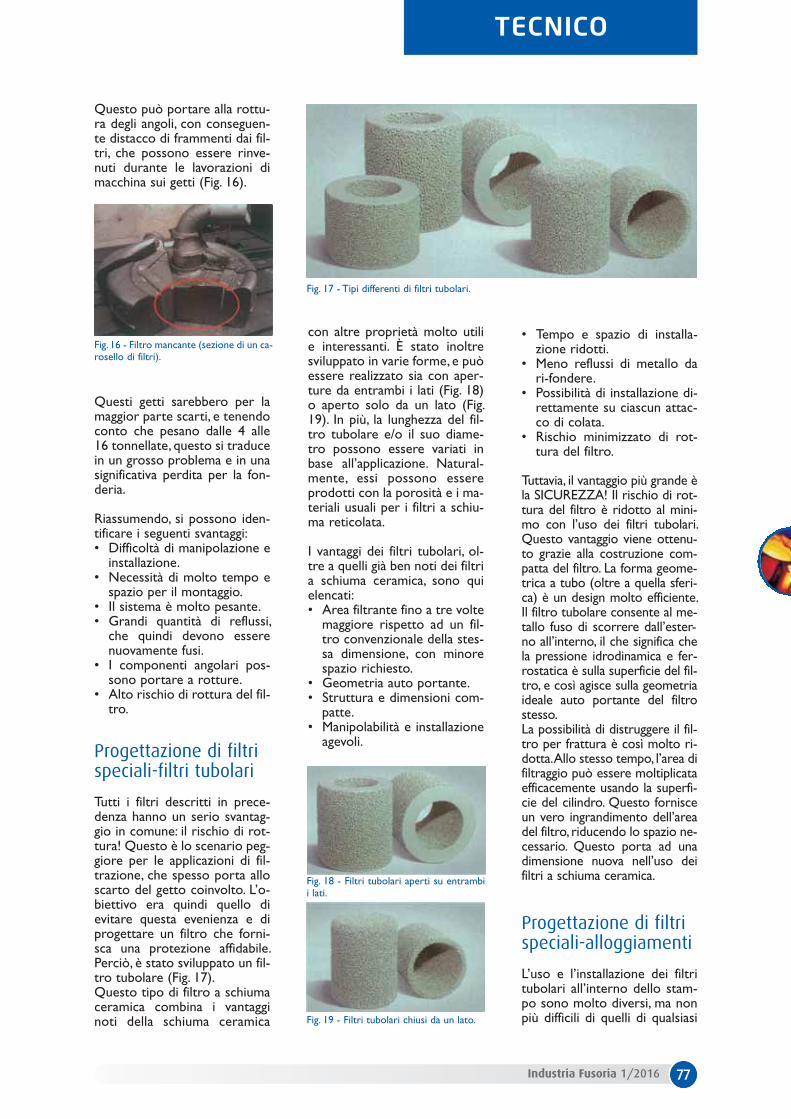
Questo può portare alla rottu-ra degli angoli, con conseguen-te distacco di frammenti dai fil-tri, che possono essere rinve-nuti durante le lavorazioni dimacchina sui getti (Fig. 16).
Questi getti sarebbero per lamaggior parte scarti, e tenendoconto che pesano dalle 4 alle16 tonnellate, questo si traducein un grosso problema e in unasignificativa perdita per la fon-deria.
Riassumendo, si possono iden-tificare i seguenti svantaggi:• Difficoltà di manipolazione e
installazione.• Necessità di molto tempo e
spazio per il montaggio.• Il sistema è molto pesante.• Grandi quantità di reflussi,
che quindi devono esserenuovamente fusi.
• I componenti angolari pos-sono portare a rotture.
• Alto rischio di rottura del fil-tro.
Progettazione di filtrispeciali-filtri tubolari
Tutti i filtri descritti in prece-denza hanno un serio svantag-gio in comune: il rischio di rot-tura! Questo è lo scenario peg-giore per le applicazioni di fil-trazione, che spesso porta alloscarto del getto coinvolto. L’o-biettivo era quindi quello dievitare questa evenienza e diprogettare un filtro che forni-sca una protezione affidabile.Perciò, è stato sviluppato un fil-tro tubolare (Fig. 17).Questo tipo di filtro a schiumaceramica combina i vantagginoti della schiuma ceramica
con altre proprietà molto utilie interessanti. È stato inoltresviluppato in varie forme, e puòessere realizzato sia con aper-ture da entrambi i lati (Fig. 18)o aperto solo da un lato (Fig.19). In più, la lunghezza del fil-tro tubolare e/o il suo diame-tro possono essere variati inbase all’applicazione. Natural-mente, essi possono essereprodotti con la porosità e i ma-teriali usuali per i filtri a schiu-ma reticolata.
I vantaggi dei filtri tubolari, ol-tre a quelli già ben noti dei filtria schiuma ceramica, sono quielencati:• Area filtrante fino a tre volte
maggiore rispetto ad un fil-tro convenzionale della stes-sa dimensione, con minorespazio richiesto.
• Geometria auto portante.• Struttura e dimensioni com-
patte.• Manipolabilità e installazione
agevoli.
• Tempo e spazio di installa-zione ridotti.
• Meno reflussi di metallo dari-fondere.
• Possibilità di installazione di-rettamente su ciascun attac-co di colata.
• Rischio minimizzato di rot-tura del filtro.
Tuttavia, il vantaggio più grande èla SICUREZZA! Il rischio di rot-tura del filtro è ridotto al mini-mo con l’uso dei filtri tubolari.Questo vantaggio viene ottenu-to grazie alla costruzione com-patta del filtro. La forma geome-trica a tubo (oltre a quella sferi-ca) è un design molto efficiente.Il filtro tubolare consente al me-tallo fuso di scorrere dall’ester-no all’interno, il che significa chela pressione idrodinamica e fer-rostatica è sulla superficie del fil-tro, e così agisce sulla geometriaideale auto portante del filtrostesso.La possibilità di distruggere il fil-tro per frattura è così molto ri-dotta. Allo stesso tempo, l’area difiltraggio può essere moltiplicataefficacemente usando la superfi-cie del cilindro. Questo fornisceun vero ingrandimento dell’areadel filtro, riducendo lo spazio ne-cessario. Questo porta ad unadimensione nuova nell’uso deifiltri a schiuma ceramica.
Progettazione di filtrispeciali-alloggiamenti
L’uso e l’installazione dei filtritubolari all’interno dello stam-po sono molto diversi, ma nonpiù difficili di quelli di qualsiasi
Industria Fusoria 1/2016 77
TECNICO
Fig. 16 - Filtro mancante (sezione di un ca-rosello di filtri).
Fig. 17 - Tipi differenti di filtri tubolari.
Fig. 19 - Filtri tubolari chiusi da un lato.
Fig. 18 - Filtri tubolari aperti su entrambii lati.

filtro standard. Difatti, l’installa-zione di questo tipo di filtro èsemplificata perché i filtri tubo-lari sono progettati per un’in-stallazione facile dentro lostampo, vicino alla cavità dellostampo stesso! Essi possonoessere montati direttamentepresso l’attacco di colata più vi-cino (che sarebbe la soluzionemigliore, in Fig. 20), o si può uti-lizzare un’impronta adatta |8|.
Se il canale e il sistema di ali-mentazione sono fatti di re-frattario holloware sarebbepiù utile avere un alloggiamen-to fatto su misura. Questa sa-rebbe la soluzione ideale, per-ché significherebbe aver mon-tato un sistema più specializ-zato e adatto. Quindi, il passosuccessivo più logico era losviluppo di alloggiamenti adat-ti e altamente resistenti perquesti filtri.
A causa di questo bisogno, ètato sviluppato un alloggia-mento che offre un sistemaunico e affidabile di filtrazioneper grandi getti di ferro e ac-ciaio (Fig. 21).
Questo sistema sicuro di filtriè adatto alla produzione digrandi getti di ferro e acciaio,e può essere utilizzato ancheper applicazioni su materialinon ferrosi. Il sistema combi-na i vantaggi dei filtri tubolaria schiuma ceramica per grandigetti con le proprietà superio-ri di un sistema di colata a cir-
cuito chiuso, consentendoquindi la filtrazione di moltetonnellate di metallo contem-poraneamente.
Il concetto prevede l’uso disolo un filtro tubolare perogni alloggiamento, riducendocosì la complessità e il nume-ro di componenti necessariper una filtrazione efficace,migliorando contemporanea-mente la sicurezza e la stabi-lità del sistema (Fig. 22).
Grazie al design superiore delfiltro tubolare e dell’alloggia-mento, il rischio di rottura delfiltro è praticamente elimina-to. Il flusso addizionale tan-genziale del metallo attraver-so l’alloggiamento fornisceun’efficienza di filtrazione mi-gliorata, poiché la superficiedel filtro è meno esposta adimpurità grossolane.
Combinandolo con filtri tubo-lari a schiuma ceramica, il si-stema può essere facilmenteassemblato senza adesivi addi-zionali o altri metodi costosiin termini di tempo. Se vengo-no usati molti alloggiamentiper ogni pezzo da fusione, lacapacità del sistema aumenta,e grandi quantità di metallofuso possono essere filtrate insicurezza. Attraverso dueuscite, che possono esserechiuse in caso di necessità,non è più necessario avereuna versione destra o sinistra.Questo ha il beneficio aggiun-tivo di un processo miglioratoe semplificato, che evita frain-tendimenti non necessari.
Un singolo alloggiamentoconsiste in:• Una parte superiore (gu-
scio).• Una parte inferiore (gu-
scio).• Un arresto.
L’alloggiamento è fatto di ma-teriale refrattario pre riscal-dato.Il matallo da filtrare entranell’alloggiamento e passa nelfiltro per andare verso le usci-te (Fig. 23).
Industria Fusoria 1/201678
TECNICO
Fig. 20 - Installazione di un filtro tubolare con alloggiamento vicino all’ingresso dello stampo.
Fig. 21- Sistema di alloggiamento per filtritubolari.
Bacino ecanaledi colata
Materozza
Getto
Filtro tubolare conalloggiamento
Fig. 22 - Sistema di alloggiamento per filtritubolari con filtro all’interno.
Arresto
Filtro
Alloggiamento(parte superiore)
Alloggiamento(parte inferiore)
Fig. 23 - Sistema di alloggiamento: schemadi funzionamento.
Uscita
Entrata

I vantaggi di usare questo si-stema sono:• Struttura e dimensioni
compatte.• Installazione veloce e gran-
de maneggevolezza.• Versatilità (non ci sono par-
ti destre o sinistre).• Alloggiamento fatto con
materiale refrattario alta-mente stabile.
• Poco spazio e tempo ne-cessari per l’installazione.
• Peso basso in rapporto aivecchi sistemi a carosello.
• Meno reflussi da rifondere.• Possibilità di installare di-
rettamente presso ogni at-tacco di colata.
Simulazione
In aggiunta ai vantaggi sopraelencati nell’uso dei filtri tu-bolari, e nell’uso di alloggia-menti specificamente proget-tati, questi sistemi possonoessere integrati in un appositosoftware di simulazione (Fig.24). A questo scopo, i dati 3Ddell’alloggiamento e del filtrotubolare sono stati processatiper l’utilizzo con questosoftware.
Utilizzando questi dati, si pos-sono creare rapidamente e fa-cilmente simulazioni di fusio-ne con l’uso del filtro (Fig. 25).
Studiodi casi pratici
Il primo utilizzo del filtro tu-bolare per la colata in fonde-ria risale al 2012. Al tempo, fu-rono svolti e valutati i primitest, e furono eseguiti ulterio-ri miglioramenti sui filtri. Ametà del 2012, si iniziò ad uti-lizzare questi filtri su scala in-dustriale.
Da allora, più di mille tonnel-late di getti al mese sono sta-te prodotte usando questi fil-tri, con un peso del singologetto variabile dalle 2 alle 25tonnellate. Di seguito vengo-no riportati due casi attualiche saranno brevementeesposti.
CASO PRATICO 1Il primo caso include l’uso difiltri tubolari in una grandefonderia di ferro. Questa fon-deria produce grandi getti daferro duttile, in dimensioni epesi differenti, specialmenteper le centrali eoliche. Persoddisfare le alte richieste perquesti getti, sono stati usatianche filtri a schiuma cerami-ca. Lo scopo di questi filtri èmigliorare la purezza del ba-gno fuso attraverso l’intrap-polamento delle inclusioninon metalliche, e di ridurre alminimo le potenziali turbo-lenze all’interno del canale dicolata e del sistema di alimen-tazione.
Nella fabbricazione di grandigetti è necessario installaregrandi canali di colata, e inmolti casi vengono usati canalimultipli. Questo può favorirel’insorgenza di turbolenze, edi conseguenza si ha il rischiodi riossidazione all’interno delmetallo fuso.
L’installazione originale è sta-ta eseguita utilizzando filtri a
schiuma ceramica disponibiliin commercio della dimensio-ne usuale per grandi compo-nenti: di conseguenza sonostati usati filtri quadrati o ret-tangolari. In ciascun getto, so-no stati usati diversi filtri, a se-conda della quantità necessa-ria di metallo liquido. I com-ponenti sono stati fusi in EN-GJS-400, un tipico ferro dutti-le utilizzato per questo tipo dicomponenti.
In origine, i filtri piatti sonostati installati nello stampocon speciali porta filtri fatticon comune materiale refrat-tario. Utilizzando questo si-stema, la fonderia ha speri-mentato interruzioni di pro-duzione inaspettate, a causa dirotture nei filtri che hannoportato ad avere getti di bassaqualità ed un’alta percentualedi scarti.
A questo punto, c’era il biso-gno di implementare una so-luzione migliorata, più robustae sicura per la filtrazione. Èstato l’inizio dell’utilizzo deifiltri tubolari. Cominciandocon alcuni filtri campione, lafonderia inizialmente ha testa-to la prima generazione di fil-tri tubolari. Al tempo, i filtrierano prodotti col metodotradizionale.
I primi campioni sono statiprovati con grande successo,ma c’era ancora spazio permiglioramenti. Per questomotivo, il passo successivo èstato l’introduzione del rive-stimento (Fig. 26) alle estre-mità dei filtri tubolari. Quan-do sono stati installati i primifiltri tubolari, una piccolaquantità di “dita” di ceramica
Industria Fusoria 1/2016 79
TECNICO
Fig. 25 - Esempio di simulazione di un getto.
Fig. 26 - Trattamento di edge coating alleestremità.
Edge coating (FEC)
Fig. 24 - Sistema di alloggiamento con fil-tro per implementazione nel software disimulazione.

si è staccata dai reticolati delfiltro che si sono rotti. Que-sto succedeva più spesso alleestremità del filtro, perché inquel punto il filtro toccaval’alloggiamento in materialeceramico, portando alla di-spersione (con una manipola-zione più brusca) di alcuneparticelle del filtro.
Per evitare questo problema,le intere estremità del filtrotubolare hanno ricevuto unrivestimento aggiuntivo. Que-sto accorgimento ha evitatocon successo la dispersione di“dita” durante l’installazione,e ha reso più sicura la mani-polazione. Questo succede soprattuttonell’ambiente “alla buona”della fonderia, ed è stato rite-nuto un accorgimento utile esicuro.
Dopo l’introduzione dell’edgecoating e dopo che la fonderiaha completato una lunga fasedi prova, è stato evidente co-me la fonderia abbia ottenutorisultati fantastici con questotipo di filtro. Non si è rottonemmeno un filtro, e non cisono stati problemi di bloccoo rottura. La fonderia ha an-che notato di poter ridurrecon successo il numero di ca-nali di colata necessari, otte-nendo così altri vantaggi.Questo miglioramento nellaproduzione è critico special-mente quando si produconogetti di peso anche superiorea 20 tonnellate.
Al giorno d’oggi questa fonde-ria utilizza filtri tubolari in ta-glie e lunghezze differenti, aseconda delle dimensioni delgetto e del peso corrispetti-vo. Questo peso approssima-tivo è tipicamente intorno alle16 tonnellate per ogni getto,ma può variare. La perfor-mance dei filtri tubolari è sta-ta eccellente e costante. Conl’utilizzo dei filtri tubolari lafonderia ha potuto aumentarela sua produzione e, soprat-tutto, ha ridotto a zero le rot-ture dei filtri. Questo tipo difiltro è stato in uso giornalie-
ro nella fonderia in questioneper più di un anno.
CASO PRATICO 2Il secondo caso riguarda l’uti-lizzo dei filtri tubolari accop-piati con l’alloggiamentoExactfill in una fonderia di ac-ciaio.
Durante la produzione di unparticolare getto, la fonderiaha riscontrato molti difettisulla sua superficie (Fig. 27).Alcuni di essi sono stati iden-tificati come difetti sub-super-ficiali, causati principalmenteda inclusioni non metalliche, eprobabilmente da eccessivaturbolenza.
Questi difetti hanno portatoad un incremento delle ri-la-vorazioni per rendere vendi-bili i getti. Poiché si tratta digetti d’acciaio, questa opera-zione ha richiesto uno sforzosupplementare. Sono stati ne-cessari molti passaggi, come lamolatura, la saldatura, e inmolti casi trattamenti termicisupplementari. Per ridurre leinclusioni non metalliche inquesto caso è stato racco-mandato l’utilizzo dei filtri.
I dati del getto da consideraresono:• Peso del getto (circa 2 ton-
nellate).• Acciaio NiCrMo, basso le-
gato.• Temperatura di colata
1580°C.• Necessità di poter installa-
re rapidamente e facilmen-te il filtro.
• Poco spazio per l’installa-zione.
• Non incremento del tempodi colata.
• Nessun cambiamento nellaprogettazione degli ingressiallo stampo esistenti.
• Sistema di ingresso in hol-loware refrattario.
Tutto ciò ha portato all’utiliz-zo dei filtri tubolari, incluso ilnuovo sistema di alloggiamen-to (Fig. 28). In questa situazio-ne, questo sistema ha potutomostrare perfettamente tuttii suoi vantaggi. Questo mate-riale da filtro molto ben stu-diato (zirconia) ha proprietàche possono far fronte allatemperatura ed alla pressionepresente nel sistema di entra-ta con eccellenti risultati. Inpiù, i filtri tubolari e il sistemadi alloggiamento, fabbricaticon materiale refrattario alta-mente resistente, sono i piùadatti per questo tipo di ap-plicazione. Oltretutto, vistoche la fonderia utilizza un si-stema di canali di colata diholloware refrattario stan-dard, l’alloggiamento si puòutilizzare facilmente grazie al-la sua entrata/uscita conven-zionale per connessioni conrefrattario holoware stan-dard. In questo modo l’imple-mentazione è stata facile e ve-loce.Durante la colata la fonderianon ha avuto alcun incremen-to significativo del tempo dicolata, come richiesto in par-tenza. Il riempimento dellostampo è avvenuto in un lassodi tempo simile a quando ilgetto era colato senza alcunfiltro!.
Industria Fusoria 1/201680
TECNICO
Fig. 27 - Difetti superficiali su di un getto.
Fig. 28 - Esempio di alloggiamento con fil-tro per implementazione nel software disimulazione.
Colando un acciaio basso le-gato, il filtro tubolare ha ridot-to significativamente le inclu-sioni non metalliche, il che haportato ad un aumento dellaproduzione e a una diminu-zione delle ri-lavorazioni. Unultimo beneficio goduto dallafonderia è la facilità di imple-mentazione e la risultante altaefficienza del filtro tubolare edel sistema di alloggiamento.
Conclusioni
Un nuovo sistema ottimizzatoper filtrare grandi quantitàmetallo è stato recentementevalidato presso numerosefonderie all’avanguardia. Que-sto nuovo sistema forniscemolti vantaggi rispetto agli at-tuali mezzi di filtrazione tra-mite filtri piatti standard, chepossono anche rompersi acausa di resistenza insufficien-
te e/o installazione errata perl’applicazione. L’uso del filtrotubolare rappresenta un signi-ficativo aumento della sicu-rezza per il fonditore che in-veste grandi quantità di tem-po e denaro per colare grandigetti di ferro e acciaio. Que-sto nuovo sistema fornisceagli specialisti della fonderiauno strumento semplice maefficace. Gli svantaggi prece-denti, dovuti all’uso di filtristandard, possono essere eli-minati facilmente, e l’installa-zione del filtro può esseremolto semplificata per ogniapplicazione. Per la prima vol-ta, le fonderie possono imple-mentare facilmente i filtri aschiuma ceramica per guada-gnare tutti i benefici della fil-trazione del metallo liquido,ma senza rischiare rotture deifiltri. Questo obiettivo puòessere raggiunto principal-mente grazie ad un particola-re cambiamento nella geome-
tria del filtro, unitamente adun design nuovo e più com-patto per l’alloggiamento delfiltro stesso.
Ringraziamenti
Gli autori desiderano ringraziaretutti coloro che hanno contribui-to alla stesura del presente arti-colo, così come per il loro aiutoalla realizzazione dei vari test.Un ringraziamento particolareva anche alla Bischoff Luedin-ghausen, così come ai lavoratoridel dipartimento di simulazionedella ASK Chemicals di Hilden,Germania.
M.U. Voigt, ASK Chemicals Fee-ding Systems GmbH, Germany.L.R. Horwath, ASK Chemicals USLP, USA.
Tratto da Foundry Trade Journal– settembre 2015.Traduzione: Francesco Calosso.
Industria Fusoria 1/2016 81
TECNICO
|1| Sievers U.S., Voigt U., “Hohe Ansprüche meistern;Artikel Zeitschrift, Gießerei-Erfahrungsaus-tausch 3/2008; S8-11.
|2| Gießerei-Jahrbuch 2003; Gießerei-VerlagGmbH Düsseldorf: Formstaffe und Formver-fahren;S189-194.
|3| His C., Matthews A., Braun J., Effiziente Filtrationmittelgroßer Schlacken-und Sandeinschlüsse;Hamilton Porcelains Ltd, Brandfort, Kan;Gießerei 85 (1998) Nr1.
|4| Morris J., LeTartre P., Oswald S., Taguchi analysisof quality improvement by filtration; Veröf-fentlichung AFS 1991.
|5| Produktdatenblatt Stelex ZR-Filter; Foseco FS
Limited Tamworth, Staffordshire; Oct. 2004.|6| Produktdatenblatt UdicellTM PSZ-Filter; ASK
Chemicals FS GmbH, Bendorf 2011.|7| Sievers U.S., Udicell-Filter: Erfahrungen mit den
neuen Anwendungstechniken, insbesondere bei derFiltration von schweren Stahlgussstücken; technis-cher Fachartikel, 60. WFC Den Haag; Nieder-lande 1993.
|8| Gießerei-Jahrbuch 2005; Gießerei-VerlagGmbH Düsseldorf: Grundlagen der Gießereitech-nik; S224-233.
|9| Produktdatenblatt Udicell Tubular PSZ-Filter andExactfill housing system; ASK Chemicals GmbH,2013.
BIBLIOGRAFIA

Soluzioni per i Clienti focalizzati sulla redditività a lungo termine.
Le nostre soluzioni offrono un vero e proprio valore aggiunto. Un esperto ASK Chemicals è a disposizione per voi:
Telefono: +49 211 71103-0 E-mail: [email protected] www.ask-chemicals.com

Industria Fusoria 1/201684
IN BREVEINB
REVE
IN BREVEIN
BR
EV
EASK Chemicals nel corso degliultimi anni ha migliorato in mo-do significativo la propria tecno-logia delle maniche EXACTCA-ST. Recenti sviluppi, quali le mi-ni-maniche EXACTCAST OPTI-MA, assicurano alle fonderieimportanti benefici. L’integrazione dei dati relativialla manica, nella nuova versio-ne MAGMA5 5.3, consente aitecnici fonditori di utilizzare iparametri completi delle mani-che EXACTCAST durante la si-mulazione del sistema di ali-mentazione della fusione.
Le maniche e le mini-manichesono caratterizzate da pro-prietà termodinamiche speci-fiche: entrambe sono esoter-miche e isolanti, presentanodiversi volumi di alimentazio-ne e specifici moduli esoter-mici. Una conoscenza precisadi queste informazioni è im-portante per una correttaprogettazione di un sistema dialimentazione.
Con l’ultima versione diMAGMA 5.3, i tecnici fondito-ri hanno accesso a questo ge-
nere di informazioni e posso-no applicare le mini-manicheEXACTCAST in modo anco-ra più efficiente (Fig.1).
L’utilizzo della simulazione,ottimizza l’efficienza dei pro-cessi fusori e rileva dove puòesistere un potenziale difettoriducendo in modo sensibilele prove di fonderia e la pos-sibilità di eventuali errori nelsistema di alimentazione.
Maggioreproduttivitàdella linea di formatura
Le maniche EXACTCASTOPTIMA, rappresentano unaulteriore soluzione sviluppatacon successo da ASK Chemi-cals per aumentare l’efficienzadel sistema di alimentazione.Queste mini-maniche, dotatedi una parte metallica non fis-sa nella sezione inferiore (col-lo dell’attacco di colata) e daun tappo di plastica forato co-me chiusura superiore, sonoposizionate in fase di forma-tura su un perno rigido od amolla progettato per ottene-re un punto di smaterozzatu-ra preciso e ben definito, ridu-
La tecnologia EXACTCASTancora più efficienteLa tecnologia EXACTCASTancora più efficiente
Maggiore produttività, minori difetti di fusione con ASK Chemicals e Magma 5.3Maggiore produttività, minori difetti di fusione con ASK Chemicals e Magma 5.3
Fig. 1 - I dati delle maniche e mini-maniche EXACTCAST sono attualmente disponibili nel-l’ultima versione MAGMA5 Release 5.3.

cendo notevolmente i costi dimanutenzione e sbavatura(Fig. 2).
Un’ulteriore vantaggio è rap-presentato dallo scorrimento,privo di attrito, del collettometallico all’interno della ma-nica, durante la compressionenella fase di formatura, e daltappo di plastica della manicaintegrato dell’EXACTCASTOPTIMA. Entrambi evitanoinclusioni di particelle esoter-
miche nella forma del gettodurante la compattazione. Leapplicazioni di maniche conperni rigidi, normalmente ten-dono a distruggere la manicadurante la compattazione,con conseguente possibile ca-duta di alcune particelle rila-sciate dalla manica stessa nel-la forma del getto, che primadella colata dovrà essere ripu-lita soffiando con aria com-pressa. La stessa cosa può ac-cadere anche usando dei per-
ni a molla ad elevate pressionidi compattazione. Le manicheEXACTCAST OPTIMA, sonoinvece dotate di una copertu-ra di plastica che previene lacontaminazione da particelleesotermiche delle forme delgetto ed i relativi sistemi dicolata, riducendo drastica-mente i difetti dovuti da inclu-sione di manica.
Le soluzioni tecniche dellemini maniche ASK Chemicalssono caratterizzate da un’altaefficienza di alimentazione, ga-rantendo così una perfetta in-tegrità dei getti e riducendo lapresenza di inclusioni prove-nienti dalla manica stessa. La libreria ASK Exactcast con-tenuta nell’ultima versioneMAGMA 5.3, permette di pro-gettare e modellare corretta-mente il sistema di alimenta-zione e di colata. La tecnologia EXACTCAST diASK Chemicals abbinata all’ulti-ma versione MAGMA 5.3, rap-presenta una combinazione po-tente ed efficace per l’ottimiz-zazione della resa in fonderia.
Le minimaniche e le manichedi precisione in Coldbox eInorganiche, verranno com-mercializzate solo ed esclusi-vamente dalla società:ASK CHEMICALS ITALIA srldi Milano Tel. [email protected].
Industria Fusoria 1/2016 85
IN BREVE
Fig. 2 - EXACTCAST OPTIMA è dotata di un collo metallico mobile che garantisce un pun-to di smaterozzatura preciso e ben definito, riducendo notevolmente i costi di sbavatura.
ASK Chemicals è uno dei maggiori fornitorimondiali di prodotti chimici e additivi per la fon-deria. La gamma completa di prodotti e servizispazia da leganti, rivestimenti, alimentatori, filtrie distaccanti, fino a comprendere prodotti perla metallurgia tra cui inoculanti, trattamenti conMg, fili inoculanti e leghe madri per fusioni inferro. Completano il portafoglio, la produzionedi anime e lo sviluppo di prototipi, nonché unavasta gamma di servizi di simulazione.ASK Chemicals è presente in 25 paesi con 30stabilimenti, 20 dei quali gestiscono la propria
produzione. Dispone di una forza lavoro, pari acirca 1.400 dipendenti in tutto il mondo.
Grazie a centri di ricerca e sviluppo in Europa,America e Asia, ASK Chemicals si considera laforza trainante che spinge le innovazioni speci-fiche del settore e si impegna a offrire ai clien-ti un elevato livello di qualità. Per questo giocano un ruolo decisivo caratteri-stiche quali flessibilità, rapidità, qualità e soste-nibilità, nonché la convenienza dei prodotti edei servizi.
A proposito di ASK Chemicals
INSERZIONISTI
AAbrasystem. . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
All Metal Services . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
ASK Chemical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
CCarbones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Cavenaghi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
Crossmedia . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo II/15
CSMT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo V/15
EEca Consult . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Ecotre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo I/15
Ekw Italia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Elkem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 - 57
Emerson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo I/15
Energy Team. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Copertina IV
Enginsoft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
Ervin Armasteel. . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
Euromac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
ExOne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
FFae. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo II/13
Farmetal SA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Copertina II
Faro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Fomet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/13
Fontanot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
Foseco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
GGerli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
Gerli Metalli. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Guerra Autotrasporti . . . . . . . . . . . . . . . . . . Fascicolo VI/15
HHeinrich Wagner Sinto . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
IIcm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
Imf . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Copertina I
Imic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
Italiana Coke . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
JJerva Casting Corporation . . . . . . . . . . . . . . . . . . . . . . . . . 45
MMazzon F.lli. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Metal Trading . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo 1V/13
Montalbetti . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/I3
NNitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Nuova APS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
OOmnysist. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo II/14
PPangborn Europe . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
Primafond . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Protec-Fond. . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo V/15
RRC Informatica . . . . . . . . . . . . . . . . . . . . . . . . . . Copertina III
SSafond . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
Satef . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Savelli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo V/15
Sibelco Europe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Sidermetal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Sogemi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Speroni Remo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86-87
TTesi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Tiesse Robot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
UUniversal Sun . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/14
Ubi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
VVincon Guido . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo III/15
ZZappettini . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Zetamet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fascicolo VI/15
Industria Fusoria 1/201688
INS
ER
ZIO
NISTI INSERZION
IST
I

LA PRIMA SOLUZIONESPECIFICA PER LAGESTIONE DELLA FONDERIA
SOCIO AMAFONDMEMBER OF AMAFOND
• Modelli, Stampi ed Attrezzature
• Preventivi ed Offerte
• Acquisti e Fabbisogni
• Magazzino e Conto Lavoro
• Programmazione della Produzione
• Tracciabilità della Produzione
•
• Vendite, Spedizioni e Logistica
• Manutenzione impianti ed attrezzature
• Controllo di Gestione e Business Intelligence
• Contabilità Generale ed Analitica
• Analisi dei Costi
• Statistiche e Report
• Gestione Personale
• Rilevamento Barcode ed Integrazioni PLC
• Gestione Documentale
FOND/WEB® è una soluzione informatica integrata, completa ed altamente
personalizzabile per tutte le Fonderie con tecnologia a gravità in sabbia, pressocolata,
in conchiglia, a cera persa, con impianto automatico o formatura manuale, per fusioni
in ghisa, acciaio, alluminio, bronzo ed altre leghe. Realizzato da RC Informatica, attiva
da oltre 30 anni nel settore, FOND/WEB® unisce innovative funzionalità ad
FOND/WEB® si compone dei seguenti moduli: thom
asca
sade
i.com
i see dnopmoi c s®EBW/DNFO
ottel sei nnn0 ae 3rtla od
orb,oinimulal,oiaicca,asihgni
o, casrea pr, a ceailighcnon ci
e Fe lttur tee plibazzilanosrep
izuloa sn è u®EBW/DNFO
etreffd Oi evinteverP•
zzerttd Ai epmat, SilledoM•
: iludoi mnteugei s
onnce isin u®BEW/DNO, Fero
adtoazzliaRe.ehgeletraldeonzo
utamroo o fcitamotuo antaipmn i
à itivara a gigoloncen toe cirednoe F
o, catargenta icitamrofne inoi
sei Go dllorntoC•
me inoiznetunaM•ertuaz
dà atilanoiznue fvivato
avitta,acitamrofnICRa
i noisur fe, pelaunaa mru
, atalocosser, paibban sà i
e ntematld aa etelpmo
cenigellents Isenisue e Bnoit
erutazzerttd ai entaipm
citsigo L einoziidep S,teidneVVe•
•
niozudor Palle dàtilibaiccraT•
udor Palle deniozammragorP•
orovao Lntoo e CnizzagaM•
inogsibab F eitsiqucA•
mucoe DnoitseG•
ao BntemvaeliR•
nosre PenoitseG•
pe R eehctistiaSt•
itsoi Cei dsilanA•
neà GtilibantoC•
ac
e
eniozu
elantem
CLi Pnoizargentd Ie edocr
elan
trop
acitiland Ae elare
ictarmoffonicr.ww.ww603.5540.99.3+.elTTe8 - 4, 4laodnema AiV.a scitamroffoC InR
io dttodorn p’ uE
ti.aicti.acitamronffoicr@onffo i -056
ylat) IARgo (2 Lu2088 - 4eusoe Hrawtfo. Sl.rr.
AFONDMMEMBER OF AAFONDMSOCIO A
In un contesto in cui l’ottimizzazione di tutti centri di costo è necessaria per mantenere competitività soprattutto rispetto a competitors esteri, diventa cruciale e strategico estendere tale attività anche alle utilities energetiche.
GESTIONE ENERGETICA
Riduzione dei consumi per unità di prodotto
PROGRAMMARE FARE VERIFICARE
AGIRE
• Variabili controllabili internamente• Ampi margini di intervento• Consolidamento dei savings
Riduci gli sprechie aumenta la tua competitività
MONITORAGGIO CONTINUO
GESTIONE ENERGETICA
Riduzione dei consumi per unità di prodotto
GESTIONE ENERGETICA
Riduzione dei consumi per unità di prodotto
GESTIONE ENERGETICA
Riduzione dei consumi per unità di prodotto
• Consolidamento dei savings• Ampi margini di intervento• Variabili controllabili internamente
• Consolidamento dei savings• Ampi margini di intervento• Variabili controllabili internamente
• Consolidamento dei savings• Ampi margini di intervento• Variabili controllabili internamente
MONITORAGGIO CONTINUO
MONITORAGGIO CONTINUO
MONITORAGGIO CONTINUO
PROGRAMMARE
PROGRAMMARE FARE
FARE VERIFICARE
VERIFICARE
AGIRE