
Aspetti critici del decapaggio nella preparazione delle parti metalliche prima dell’ispezione con...
11
Aspetti critici del decapaggio nella preparazione delle parti metalliche prima dell’ispezione con penetranti D.Campoli, Finmeccanica – Leonardo Helicopter Division – Sito di Frosinone M. Capriolo – AERONDI – Sito di Rivalta (TO) G. Cavaccini, - DARES - Diagnostica Avanzata - Ricerca e Sviluppo F. Radaelli – Chemetall Italia – Giussano (MB) A. Domenella – Fucine Umbre - Terni Introduzione I controlli non distruttivi, per definizione, sono realizzati mediante metodologie in grado di rivelare e caratterizzare anomalie rispetto ai requisiti di progetto senza alterare l’oggetto della prova. Il decapaggio, come metodo a sé stante e, soprattutto, preparazione ai penetranti (PT), rimuovendo di fatto uno strato di materiale, costituisce un processo ai limiti di tale definizione. In tale ottica, da molti anni si dibatte, all’interno del settore aeronautico, su una definizione comune delle metodologie da applicare per la preparazione superficiale di parti soggette al controllo con liquidi penetranti fluorescenti, dopo lavorazioni meccaniche e/o cosmetiche ed in generale dopo processi che possono disturbare meccanicamente la superficie, in particolare generando aree cosiddette ‘smeared’. La traduzione in italiano di metallo ‘smeared’, non è standardizzata, per cui, nel seguito, sarà usata la locuzione di ‘superficie disturbata meccanicamente’ o semplicemente ‘superficie disturbata’, intendendo, con essa, una superficie su cui azioni di contatto meccanico abrasivo o di sfregamento (lavorazione di macchina, levigatura, lappatura, raschiatura, pallinatura, sabbiatura, sbavatura, pulizia a vapore ad alta pressione, ecc.) hanno causato la spalmatura degli strati metallici superficiali o, comunque, ossidi, sporco, macchie, strie e reazioni chimiche di tali strati. Ora, usualmente, i cambiamenti metallurgici delle superfici disturbate non impattano eccessivamente sull’applicazione delle correnti indotte. Naturalmente, con qualche precauzione. Nel caso di metalli non ferromagnetici, infatti, gli accumuli e/o le depressioni di metallo causati dal disturbo possono rendere difficoltosa la compensazione del lift-off e causare indicazioni irrilevanti. Per i metalli ferromagnetici, d’altra parte, la penetrazione delle correnti parassite è minore, per cui ogni irregolarità della superficie aumenta la difficoltà di ispezione. In ogni caso, per i metodi elettromagnetici, le superfici disturbate possono generare solo la necessità di affinamento delle tecniche ispettive e di precauzioni interpretative. È ovvio, invece, che per le tecniche PT, che pretendono che la superficie delle discontinuità sia assolutamente libera da ogni ostacolo alla penetrazione del liquido, le superfici disturbate presentino un problema di tutto rilievo che può arrivare fino all’invalidazione dell’ispezione. Il problema più serio, in effetti, è che non si ha modo di predefinire, su una superficie disturbata, quale sia la probabilità che una discontinuità sia rimasta aperta in superficie, ovvero, non si può prestabilire la sensibilità del processo PT. È per tale motivo che, sostanzialmente tutte le specifiche dei produttori aeronautici, richiedono, pressoché inderogabilmente, di rimuovere, prima dei PT, le superfici disturbate. La rilevanza di tale aspetto è segnalata anche da una specifica check-list NADCAP (AC7108). È stato verificato [1] che la POD (Probability of Detection) di una cricca su una piastra macchinata di alluminio rivelata con PT fluorescenti, è del 90% ad approssimativamente 10 mm, mentre, dopo decapaggio, si realizza poco sopra 1.5 mm. Ulteriori considerazioni sul tema saranno esposte nel seguito. Anche per tale rimozione, una codifica italiana standard dei termini anglosassoni più utilizzati non è consolidata. Nel seguito, sarà utilizzato sempre il termine ‘ decapaggio’, sebbene sia opportuno [2] identificare almeno i tre processi principali coinvolti dal termine: ‘Pickling’, anche traducibile con ‘disossidazione’, comunemente utilizzato per descrivere processi che rimuovono gli ossidi da superfici ossidate o corrose. ‘Etching’, più largamente diffuso nella terminologia dei PT, spesso sinonimo di fresatura chimica (nei processi di fabbricazione) e di attacco chimico, e comunque più vicino al termine ‘decapaggio’, utilizzato per processi che rimuovono il metallo base in modo controllato. ‘Descaling’, traducibile anche come ‘decalcificazione’ o ‘disincrostazione’, di solito utilizzato per processi che rimuovono ossidi, incrostazioni e discolorazioni causate da trattamento termico o saldatura. Problematiche Aspetti generali Va sottolineato che un po’ tutti i metalli sono inclini ad essere disturbati meccanicamente. Ovviamente, lo sono i materiali più teneri, come le leghe di alluminio, ma anche altri materiali, come il titanio, l'acciaio e le leghe base nichel quali gli Inconel.
-
Upload
massimo-capriolo -
Category
Technology
-
view
259 -
download
2
Transcript of Aspetti critici del decapaggio nella preparazione delle parti metalliche prima dell’ispezione con...

Aspetti critici del decapaggio nella preparazione delle parti metalliche prima dell’ispezione con penetranti
D.Campoli, Finmeccanica – Leonardo Helicopter Division – Sito di Frosinone
M. Capriolo – AERONDI – Sito di Rivalta (TO)
G. Cavaccini, - DARES - Diagnostica Avanzata - Ricerca e Sviluppo
F. Radaelli – Chemetall Italia – Giussano (MB)
A. Domenella – Fucine Umbre - Terni
Introduzione I controlli non distruttivi, per definizione, sono realizzati mediante metodologie in grado di rivelare e caratterizzare anomalie rispetto ai requisiti di progetto senza alterare l’oggetto della prova. Il decapaggio, come metodo a sé stante e, soprattutto, preparazione ai penetranti (PT), rimuovendo di fatto uno strato di materiale, costituisce un processo ai limiti di tale definizione. In tale ottica, da molti anni si dibatte, all’interno del settore aeronautico, su una definizione comune delle metodologie da applicare per la preparazione superficiale di parti soggette al controllo con liquidi penetranti fluorescenti, dopo lavorazioni meccaniche e/o cosmetiche ed in generale dopo processi che possono disturbare meccanicamente la superficie, in particolare generando aree cosiddette ‘smeared’. La traduzione in italiano di metallo ‘smeared’, non è standardizzata, per cui, nel seguito, sarà usata la locuzione di ‘superficie disturbata meccanicamente’ o semplicemente ‘superficie disturbata’, intendendo, con essa, una superficie su cui azioni di contatto meccanico abrasivo o di sfregamento (lavorazione di macchina, levigatura, lappatura, raschiatura, pallinatura, sabbiatura, sbavatura, pulizia a vapore ad alta pressione, ecc.) hanno causato la spalmatura degli strati metallici superficiali o, comunque, ossidi, sporco, macchie, strie e reazioni chimiche di tali strati. Ora, usualmente, i cambiamenti metallurgici delle superfici disturbate non impattano eccessivamente sull’applicazione delle correnti indotte. Naturalmente, con qualche precauzione. Nel caso di metalli non ferromagnetici, infatti, gli accumuli e/o le depressioni di metallo causati dal disturbo possono rendere difficoltosa la compensazione del lift-off e causare indicazioni irrilevanti. Per i metalli ferromagnetici, d’altra parte, la penetrazione delle correnti parassite è minore, per cui ogni irregolarità della superficie aumenta la difficoltà di ispezione. In ogni caso, per i metodi elettromagnetici, le superfici disturbate possono generare solo la necessità di affinamento delle tecniche ispettive e di precauzioni interpretative. È ovvio, invece, che per le tecniche PT, che pretendono che la superficie delle discontinuità sia assolutamente libera da ogni ostacolo alla penetrazione del liquido, le superfici disturbate presentino un problema di tutto rilievo che può arrivare fino all’invalidazione dell’ispezione. Il problema più serio, in effetti, è che non si ha modo di predefinire, su una superficie disturbata, quale sia la probabilità che una discontinuità sia rimasta aperta in superficie, ovvero, non si può prestabilire la sensibilità del processo PT. È per tale motivo che, sostanzialmente tutte le specifiche dei produttori aeronautici, richiedono, pressoché inderogabilmente, di rimuovere, prima dei PT, le superfici disturbate. La rilevanza di tale aspetto è segnalata anche da una specifica check-list NADCAP (AC7108). È stato verificato[1] che la POD (Probability of Detection) di una cricca su una piastra macchinata di alluminio rivelata con PT fluorescenti, è del 90% ad approssimativamente 10 mm, mentre, dopo decapaggio, si realizza poco sopra 1.5 mm. Ulteriori considerazioni sul tema saranno esposte nel seguito. Anche per tale rimozione, una codifica italiana standard dei termini anglosassoni più utilizzati non è consolidata. Nel seguito, sarà utilizzato sempre il termine ‘decapaggio’, sebbene sia opportuno[2] identificare almeno i tre processi principali coinvolti dal termine:
‘Pickling’, anche traducibile con ‘disossidazione’, comunemente utilizzato per descrivere processi che rimuovono gli ossidi da superfici ossidate o corrose.
‘Etching’, più largamente diffuso nella terminologia dei PT, spesso sinonimo di fresatura chimica (nei processi di fabbricazione) e di attacco chimico, e comunque più vicino al termine ‘decapaggio’, utilizzato per processi che rimuovono il metallo base in modo controllato.
‘Descaling’, traducibile anche come ‘decalcificazione’ o ‘disincrostazione’, di solito utilizzato per processi che rimuovono ossidi, incrostazioni e discolorazioni causate da trattamento termico o saldatura.
Problematiche Aspetti generali Va sottolineato che un po’ tutti i metalli sono inclini ad essere disturbati meccanicamente. Ovviamente, lo sono i materiali più teneri, come le leghe di alluminio, ma anche altri materiali, come il titanio, l'acciaio e le leghe base nichel quali gli Inconel.
A tal proposito, studi in tal senso sono stati eseguiti da McFaul[3], Cook et al.[4], McMaster et al.[5], Onovalov e I. Germanovich[6], N. P. Whitehorn[7] e D. A. Conrad e G. R. Caudill[8] sulle leghe di alluminio (in particolare 2024, 2014, 7075); McMaster et al.[5], J. K. Malpani e J. S. Cargill[9] e J. S. Cargill e K. D. Smith[10] su Ti-6Al-4V, Ti-6Al-2Sn-4Zr—6Mo, ANSI 1018, Acciaio 4340, 300M, Inconel 718. Tra l’altro, alcuni di questi studi, come quelli in [9] e [10], riportano anche che la sabbiatura in umido leggera (689 kPa, 406-457 mm, 30 s) non induce disturbo meccanico, ma anzi favorisce l’evidenziazione di cricche sul titanio e sull’Inconel 718. In ogni caso, si potrebbe pensare che, visto il problema, sarebbe meglio procedere sempre, indiscriminatamente ed a prescindere da valutazioni sull’entità del disturbo superficiale producibile con una data operazione, ad una fase di decapaggio prima di un processo PT. Tuttavia, non è così semplice, per una serie di motivi, tra l’altro concatenati, e tutti di grande importanza, tra cui[11],[12]: 1. Innanzitutto, le sostanze decapanti, se il processo non è strettamente regolato e monitorato, in particolare in termini
di attacco uniforme della superficie e inerzia sulle caratteristiche microstrutturali, possono avere effetti negativi sulle proprietà meccaniche e metallurgiche della parte.
2. La presenza di residui di sostanze decapanti, in particolare acide, sulla superficie, se non accuratamente rimossi, può avere effetti dannosi sulle prestazioni del penetrante.
3. Strettamente collegato ai punti precedenti, una buona prassi dovrebbe affrontare il problema di quanto materiale bisogna rimuovere in termini di minimo materiale necessario, in modo da garantire l’apertura in superficie delle possibili discontinuità, riducendo al minimo possibile l’entità dell’attacco chimico.
4. Su alcune parti, vi possono essere aree (in particolare in corrispondenze di fori) che non possono essere decapate, per motivi o di preservazione di caratteristiche strutturali o per problemi di tolleranze dimensionali (le cosiddette aree a tolleranza ristretta).
5. Naturalmente, ogni fase introduce nuovi costi e tempi di processo e, se non strettamente motivata, influisce negativamente sull’efficienza e sulla redditività produttiva.
Pitting e corrosione intergranulare In particolare, per il punto 1, va segnalato il problema della corrosione da pitting (detta anche corrosione alveolare o vaiolatura). Il decapaggio, potendo attaccare preferenzialmente i bordi dei grani (in particolare per le leghe di alluminio),
può generare, infatti, corrosioni localizzate, espresse normalmente da piccole cavità (di qualche m), in cui il rapporto profondità/larghezza è generalmente superiore a 3. Tale fenomeno è definibile come un processo autocatalitico, in cui, cioè, la velocità della reazione chimica in corso dipende dal materiale stesso, che funge da catalizzatore: in altri termini, una volta che è partito, il pitting è alimentato dal metallo stesso e continua ad accelerare col trascorrere del tempo. Vediamo come questo accade in casi tipici. Come sarà illustrato meglio successivamente, la soluzione decapante può produrre localmente (in un cosiddetto sito anodico, che costituisce anche il sito del pit), sulla superficie di un metallo M, una reazione di ossidazione, per cui parte di M si trasforma in ioni positivi M+, rilasciando elettroni; tali elettroni, nei siti
catodici, alimentano una reazione di riduzione O2 + 2H2O + 4e 4OH-; gli ioni M+, continuamente formati dall’ossidazione, attraggono ioni negativi N- presenti in soluzione, formando composti del tipo MN; tali composti, a loro volta, reagiscono con
l’acqua (MN + H2O MOH + HN), formano acidi del tipo HN, che dissolvono ulteriormente M. Per quanto riguarda l’alluminio, va detto che tale metallo, sebbene non sia classificabile come nobile, presenta normalmente uno strato superficiale di pochi nm di ossido di alluminio Al2O3 (allumina) che lo proteggono e lo rendono praticamente inerte verso molte sostanze. Il decapante dell’alluminio, quindi, deve prima rimuovere lo strato protettivo di ossido, prima di rimuove lo spessore di lega voluto. Normalmente[13], ciò richiede soluzioni con pH al di fuori del range 4.5-8.5, range in cui, appunto, è stabile. Essendo un processo autocatalitico, ovviamente il tipo di lega è influente ai fini della possibilità di pitting. Ad esempio, è accertato che il 7075, che contiene magnesio e zinco, è più suscettibile al pitting rispetto al 2024, che ha nel rame l’elemento primario allegante[14]. Nel 7075, in particolare, il Cu2FeAl7 ed il MgZn2 agiscono, rispettivamente, come catodo e sito anodico della matrice di alluminio. Va sottolineato, comunque, che i fenomeni di pitting, in generale, non riguardano solo le leghe di alluminio (in particolare, sono frequenti negli acciai inossidabili), che possono essere indotti non solo da azioni decapanti e che, nel caso del decapaggio, richiedono, in genere, o un decapaggio errato o che le superfici siano state precedentemente sottoposte a processi mal eseguiti che lasciano la superficie contaminata (residui di fresatura, grassi non eliminati, ecc.) o a cattiva conservazione (ad esempio[15], è stato osservato che in alcune operazioni di finitura, l’uso di refrigeranti non ben mantenuti, peraltro dal caratteristico odore di uova marce, presentano piccole quantità di solfuro di idrogeno rilasciato come sottoprodotto dall’azione enzimatica di alcuni batteri).

Il pitting è di particolare rilevanza, perché può generare tutta una serie di problemi, dalla stress corrosion a cricche a fatica, anche multiple e riduzioni della vita a fatica (vedi, ad es. [16] per il 2024-T3) fino a failure anche catastrofiche (vedi ad es. [17] per gli acciai inossidabili).
Figura 1 – Evidenza fotografica del fenomeno della corrosione intergranulare (IGC) su un acciaio inox austenitico.
Naturalmente, tuttavia, è impossibile eseguire un attacco chimico senza generare pitting in modo assoluto. Da un punto di vista pratico, sono generalmente ammessi pitting di pochi micron. Ad esempio, la BSS 7039 (specifica Boeing) accetta pitting
fino a 25 m, quando valutato in accordo con BSS 7219. La stessa specifica accetta anche un attacco intergranulare (indicato
spesso come IGA e noto anche come corrosione intergranulare IGC) fino a 5 m. La IGC[18] è un fenomeno di corrosione localizzato lungo i bordi di grano, o immediatamente adiacente ad essi, mentre la maggior parte dei grani rimangono sostanzialmente inalterati. L’influenza ed i meccanismi del decapaggio sono simili, e collegati, a quelli del pitting. In particolare, questa forma di corrosione, in particolare per gli acciai, è solitamente associata ad effetti di segregazione (le impurità tendono ad essere arricchite ai bordi dei grani) o a specifiche fasi precipitate sui bordi di grano, che possono produrre zone di ridotta resistenza alla corrosione. Anche in tal caso, oltre agli acciai inossidabili, le leghe di alluminio possono essere particolarmente soggette a tali fenomeni. La loro sensibilità alla IGA è dovuta o ad una fase anodica presente lungo i bordi di grano o a zone impoverite di rame adiacenti ai bordi di grano (ovviamente in leghe contenenti rame). Leghe ad alta resistenza che sono state estruse o comunque lavorate pesantemente sono particolarmente soggette a questa forma di corrosione[18], che prende anche il nome, in tal caso, di esfoliazione: i prodotti di corrosione esercitano una pressione lungo la microstruttura di grani allungati e appiattiti, allungandoli o sfogliandoli, e facendo in modo che i difetti ai bordi dei grani progrediscano, in condizioni avverse, lungo tutta un'intera sezione. In ogni caso, le proprietà meccaniche di una struttura, in presenza di IGA, sono seriamente compromesse. In tale ottica, il limite ammesso, prima citato, dalla BSS 7039 va inteso, in realtà, più come un limite di misurabilità con un dato metodo che un reale limite di accettazione: in altri termini, la IGA non dovrebbe essere, in termini teorici, mai ammessa.
Influenza negativa del decapaggio sull’ispezione La presenza di residui di soluzioni decapanti può essere sicuramente ridotta con procedure ottimali di neutralizzazione e lavaggio. Tuttavia, in caso di presenza di discontinuità aperte in superficie e non coperte dalle operazioni di disturbo meccanico, o coperte con uno strato di materiale inferiore a quello che sarà rimosso, il decapante potrebbe non essere sufficientemente rimosso dall’azione della pulizia (l’acqua può non entrare nelle discontinuità) e può produrre due fenomeni negativi: incremento delle dimensioni delle discontinuità e intrappolamento della soluzione decapante all’interno delle discontinuità stesse. Per quanto riguarda il primo fenomeno, non si può far altro che utilizzare, come già accennato, una prassi cautelativa che riduca al minimo necessario l’attività di attacco. Per il secondo fenomeno, in realtà, non esistono ancora studi sufficienti e recenti. Lo stesso sito www.nde-ed.org non fa che citare, sull’argomento, l’articolo già qui citato di Kleint[12], nel quale sono riportati gli effetti negativi degli attacchi acidi (mentre non rileva effetti avversi dovuti all’uso dell’idrossido di sodio) e la considerazione generale che i prodotti caustici possono ridurre la brillantezza dei penetranti.
Materiale da rimuovere Come anticipato, una volta che si è stabilito che deve essere eseguito un decapaggio, il primo problema che si presenta è determinare quanto materiale bisogna rimuovere. Una buona rassegna di tali dati può essere trovata nello già citato studio dell’Office of Aviation Research di Washington[11], che, in sostanza, indica la necessità di rimuovere: per le leghe leggere, un
minimo di 5 m e 7.5 m per, rispettivamente, sabbiatura a umido e processi quali fresatura, raschiatura, granigliatura a
secco e sbavatura; 3 m per titanio e Inconel sottoposto a sabbiatura in umido pesante; spessori maggiori negli altri casi.
Ovviamente, nel caso concreto, sono le specifiche dei costruttori che regolano come e quanto rimuovere. In particolare, esse normalmente fissano i limiti minimi di spessore da rimuovere (talvolta anche i massimi).
Innanzitutto, in pratica per tutti i costruttori, il decapaggio è richiesto, per la rimozione di polveri di ossidi e prodotti di corrosione; metallo superficialmente disturbato ottenuto mediante lavorazione di macchina o qualsiasi metodo abrasivo, sabbiatura a secco o in umido, pulizia con sfere di vetro, sbavatura pesante (ad esempio, sbavatura a nastro) e processi equivalenti. È estremamente difficile sintetizzare la varietà di requisiti esistenti. Nel seguito è comunque riportato un tentativo di sintesi, con qualche inevitabile approssimazione.
Non è in genere trattato il decapaggio per superfici trattate con pallinatura e pallinatura a vetro, per le quali l’ispezione ai penetranti non è considerata utile.
In caso di lavorazioni di macchina, rettifica, formatura al tornio, rotoburattatura, finitura a vibrazione, lucidatura, lappatura, spazzolatura, ricalcatura, carteggiatura e processi equivalenti, viene in genere richiesta la rimozione di
almeno 5 m di materiale per superficie (raramente viene indicato un massimo; un esempio è Goodrich, che pone il
massimo a 10 m.
Nel caso in cui le parti sono sottoposte a sabbiatura, pulizia con sfere di vetro, sbavatura pesante (ad esempio,
sbavatura a nastro) e processi equivalenti, è, invece richiesta la rimozione di uno spessore maggiore (circa 10 m per
metalli pesanti come gli acciai e 40-50 m per le altre leghe leghe non ferromagnetiche, per il quale, peraltro, l’attacco chimico (in genere limitato alla rimozione di pochi mm) dovrebbe essere preceduto da rimozione meccanica.
Il decapaggio non è richiesto per ispezioni finalizzate esclusivamente alla rivelazione di discontinuità prodotte da processi di formatura, raddrizzatura e analoghi.
Come già accennato, parti che presentano superfici, fori, filettature a tolleranze ristrette devono essere mascherate
dall’azione del decapaggio. Per tolleranza ristretta, in genere si intende una tolleranza totale di circa 50 m, con
qualche anche significativa variazione (ad esempio, in alcuni casi, <40 m).
In genere, il decapaggio è vietato o non richiesto per: fori trapanati, alesati, levigati o fresati aventi una tolleranza di approssimativamente 0.1 mm o meno (per i quali, spesso, non è richiesta nemmeno l’ispezione, contrariamente ai fori eseguiti con processi quali punzonatura, taglio a getto d'acqua, taglio laser, elettroerosione); parti placcate o saldate; lamierati; bordi quando è eseguita una sbavatura con supporti con grana grossolana (es: grana da 60 a 80 mesh).
Il decapaggio Vediamo, ora, come agisce il decapaggio.
La chimica di base Come è noto, l’acqua, anche nella sua forma più pura, ha una, seppur bassissima, attività elettrica (e quindi una conducibilità), attribuita al fenomeno dell’auto-ionizzazione. In tale fenomeno, che è un esempio di auto-protolisi, due molecole di acqua reagiscono e producono uno ione positivo H3O+ (catione idrossonio) ed uno ione coniugato negativo OH-
(anione idrossido): H2O + H2O H3O+ + OH- (vedere Figura 2) .
A temperatura ambiente (intorno ai 25 °C), la concentrazione molare di ognuno di tali ioni è di circa 10-7 mol/l, per cui, indicando con [H3O+] la concentrazione molare dell’ossonio, il potenziale idrogenionico di Sørensen (pH = -log10[H3O+]) è pari a 7 (definizione di neutralità chimica; negli acidi il pH<7, mentre negli alcali o basi, pH>7). Convenzionalmente, il pH va da 0 (massima acidità) a 14 (massima basicità). Tuttavia, per soluzioni fortemente acide o basiche, sono possibili anche valori al di fuori di questo intervallo: ad esempio, l’acido cloridrico HCl al 20% in acqua ha un pH=-1, mentre l'idrossido di potassio KOH (detto anche potassa caustica o liscivia) al 50% ha un pH=14.5. In soluzioni non acquose, il pH può assumere valori anche molto al di fuori del range 0-14: ad esempio, la miscela di triossido di zolfo (H2SO4) in acido solforico (SO3), nota come oleum, ha un pH=-13.

Figura 2 – Reazione di due molecole di H2O per dare luogo al catione idrossonio.
L’attività di ionizzazione dell’acqua può essere aumentata da alcuni fattori. Per esempio, aumentando la temperatura (e quindi l’attività molecolare ed atomica), la concentrazione degli ioni aumenta anche di un ordine di grandezza (a 100 °C diventa di circa 10-6 mol/l). Un altro importante fattore, fondamentale per il decapaggio, è la presenza in acqua di sostanze acide o alcaline. Per quanto riguarda gli acidi, essi possono essere definiti come sostanze che rilasciano idrogenioni (cioè protoni o ioni idrogeno H+, che derivano dall’atomo di idrogeno per perdita del suo unico elettrone; ad esempio, per l’acido cloridrico, si
ha HCl H+ + Cl-) o elettrofili (secondo la definizione di Lewis), favorendo, dissociandosi in acqua, la formazione di cationi
(ad esempio, HCl + H2O H3O+ + Cl). Essi, quindi, fanno diminuire il pH della soluzione e, a contatto con altre sostanze, tendono ad ossidarle, cioè ad attrarre elettroni o ioni negativi da queste. Tanto maggiore è l’attività di dissociazione, tanto maggiore sarà la diminuzione del pH e l’ossidazione. Gli acidi forti, come quello cloridrico (o come l’acido solforico H2SO4 e l’acido nitrico HNO3) si dissociano completamente, cioè tutto l’acido si ionizza liberando protoni (in genere, ciò viene rappresentato da un’equazione con una sola freccia). Gli acidi deboli, invece, si ionizzano solo parzialmente e la reazione è in equilibrio con la reazione inversa, nella quale la base coniugata (negativa) si lega allo ione idrogeno (positivo) per
riformare l’acido originario. La reazione viene indicata con una doppia freccia (in generale, HA H+ + A-), e l’equilibrio è tanto più spostato verso la forma indissociata quanto più l’acido è debole. L’attività dissociativa è misurata dalla costante dissociativa acida Ka, definita come il rapporto all’equilibrio tra il prodotto delle moli degli elementi dissociati rispetto alle
moli della sostanza originaria, usualmente espressa col pKa = -log10Ka. Ad esempio[19], per l’acido fosforico H3PO4 (H3PO4 H+ + H2PO4
-), si ha Ka = 0.0071 e pKa = 2.1. Per un acido forte, si ha un valore Ka molto maggiore di 1 (pKa negativo), mentre
per gli acidi deboli si arriva fino ad Ka 10-13 (pKa 13), mentre per l’acqua, con riferimento al suo prodotto ionico, pKacqua = 14. Alcune sostanze acide comunemente usate come decapanti sono l’acido cloridrico (HCl) e l’acido nitrico (HNO3) + acido fluoridrico (HF) o prodotti contenenti quantitativi di tali composti. Passando alle basi, esse possono essere definite come accettori di protoni o nucleofili (specie chimica che partecipa ad una reazione donando un doppietto elettronico), favorendo, così, i processi di riduzione (consistenti, appunto, nell'acquisizione di elettroni da parte di una specie chimica). Esse accrescono la concentrazione degli ioni negativi OH- nelle soluzioni acquose, favorendo la ricombinazione degli H3O+, e facendo aumentare, di conseguenza, il pH. Anche per le basi si può definire, analogamente a Ka, una costante di dissociazione basica Kb, con relativo pKb. In Figura 3 è riportata schematicamente la reazione tra un acido e una base forte. Una sostanza alcalina molto comunemente usata come decapante è l’idrossido di sodio (NaOH), noto commercialmente come soda caustica. È una base minerale forte (pKb = 0.2), solida a temperatura ambiente, spesso venduta in pasticche biancastre, con una forte propensione ad assorbire acqua e a disciogliersi in essa formando soluzioni (più di 1kg/l a temperatura ambiente). La sua dissoluzione è fortemente esotermica (cioè sviluppa calore, fino a far infiammare i vapori di solvente in soluzioni organiche con basso flash-point).
Figura 3 – Evidenza grafica della scala di valori con i confini, legati alla relazione fra pH e pOH.
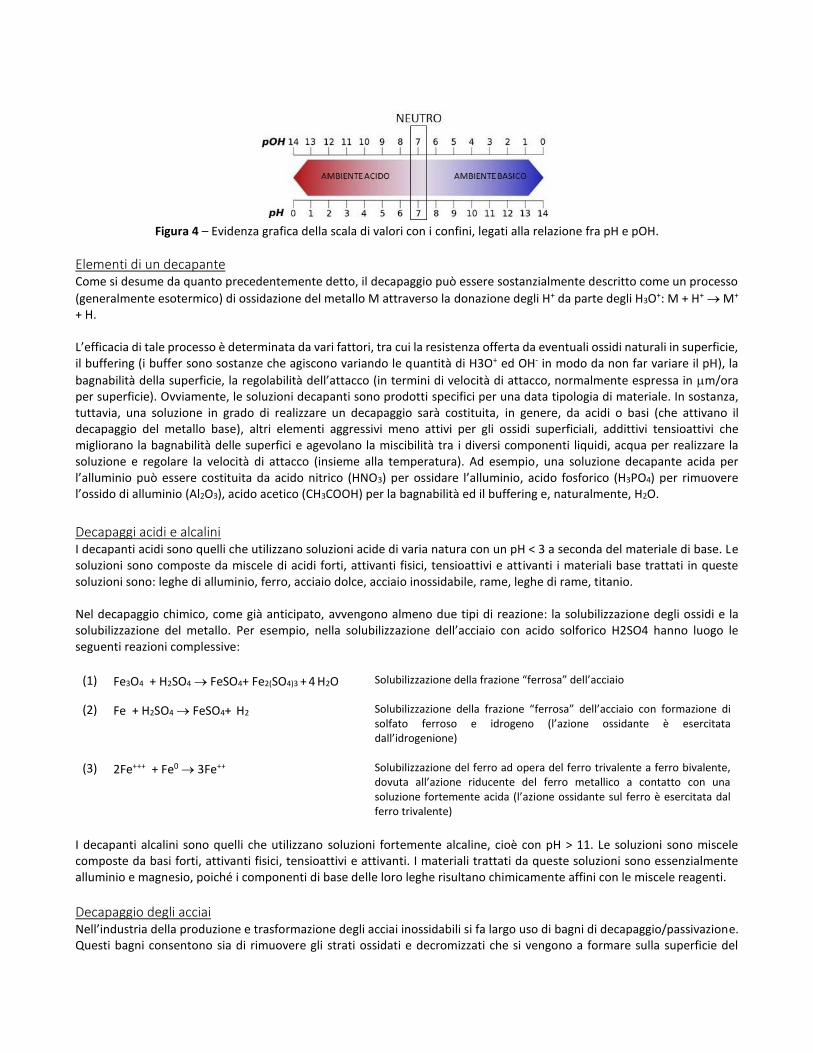
Figura 4 – Evidenza grafica della scala di valori con i confini, legati alla relazione fra pH e pOH.
Elementi di un decapante Come si desume da quanto precedentemente detto, il decapaggio può essere sostanzialmente descritto come un processo
(generalmente esotermico) di ossidazione del metallo M attraverso la donazione degli H+ da parte degli H3O+: M + H+ M+ + H. L’efficacia di tale processo è determinata da vari fattori, tra cui la resistenza offerta da eventuali ossidi naturali in superficie, il buffering (i buffer sono sostanze che agiscono variando le quantità di H3O+ ed OH- in modo da non far variare il pH), la
bagnabilità della superficie, la regolabilità dell’attacco (in termini di velocità di attacco, normalmente espressa in m/ora per superficie). Ovviamente, le soluzioni decapanti sono prodotti specifici per una data tipologia di materiale. In sostanza, tuttavia, una soluzione in grado di realizzare un decapaggio sarà costituita, in genere, da acidi o basi (che attivano il decapaggio del metallo base), altri elementi aggressivi meno attivi per gli ossidi superficiali, addittivi tensioattivi che migliorano la bagnabilità delle superfici e agevolano la miscibilità tra i diversi componenti liquidi, acqua per realizzare la soluzione e regolare la velocità di attacco (insieme alla temperatura). Ad esempio, una soluzione decapante acida per l’alluminio può essere costituita da acido nitrico (HNO3) per ossidare l’alluminio, acido fosforico (H3PO4) per rimuovere l’ossido di alluminio (Al2O3), acido acetico (CH3COOH) per la bagnabilità ed il buffering e, naturalmente, H2O.
Decapaggi acidi e alcalini I decapanti acidi sono quelli che utilizzano soluzioni acide di varia natura con un pH < 3 a seconda del materiale di base. Le soluzioni sono composte da miscele di acidi forti, attivanti fisici, tensioattivi e attivanti i materiali base trattati in queste soluzioni sono: leghe di alluminio, ferro, acciaio dolce, acciaio inossidabile, rame, leghe di rame, titanio. Nel decapaggio chimico, come già anticipato, avvengono almeno due tipi di reazione: la solubilizzazione degli ossidi e la solubilizzazione del metallo. Per esempio, nella solubilizzazione dell’acciaio con acido solforico H2SO4 hanno luogo le seguenti reazioni complessive:
(1) Fe3O4 + H2SO4 FeSO4+ Fe2(SO4)3 + 4 H2O Solubilizzazione della frazione “ferrosa” dell’acciaio
(2) Fe + H2SO4 FeSO4+ H2 Solubilizzazione della frazione “ferrosa” dell’acciaio con formazione di solfato ferroso e idrogeno (l’azione ossidante è esercitata dall’idrogenione)
(3) 2Fe+++ + Fe0 3Fe++ Solubilizzazione del ferro ad opera del ferro trivalente a ferro bivalente, dovuta all’azione riducente del ferro metallico a contatto con una soluzione fortemente acida (l’azione ossidante sul ferro è esercitata dal ferro trivalente)
I decapanti alcalini sono quelli che utilizzano soluzioni fortemente alcaline, cioè con pH > 11. Le soluzioni sono miscele composte da basi forti, attivanti fisici, tensioattivi e attivanti. I materiali trattati da queste soluzioni sono essenzialmente alluminio e magnesio, poiché i componenti di base delle loro leghe risultano chimicamente affini con le miscele reagenti.
Decapaggio degli acciai Nell’industria della produzione e trasformazione degli acciai inossidabili si fa largo uso di bagni di decapaggio/passivazione. Questi bagni consentono sia di rimuovere gli strati ossidati e decromizzati che si vengono a formare sulla superficie del
materiale in seguito a trasformazioni a caldo dello stesso, sia di formare uno strato di ossido di cromo omogeneo e protettivo. La pratica industriale prevede tradizionalmente l’utilizzo di miscele acquose di acido nitrico e acido fluoridrico. La scelta di questa miscela è dettata dalla necessità di disporre di un acido minerale forte in grado di attaccare il materiale, di un ossidante in grado di mantenere il potenziale della soluzione all’interno del range di passività dell’acciaio inox e di un complessante per il ferro disciolto. La miscela nitrico/fluoridrica risponde a questa esigenza, dal momento che l’acido nitrico è un acido minerale forte e ossidante e l’acido fluoridrico è un buon complessante per il ferro. La miscela di decapaggio a base di acido fluoridrico e ferro trivalente spesso utilizza congiuntamente degli acidi minerali forti, principalmente il solforico, che consentono di disporre di una concentrazione di H+ più elevata, di aumentare il potenziale redox della soluzione e di aumentare la solubilità del ferro, riducendo il pericolo di cristallizzazioni e/o formazioni di fanghi. Il ferro trivalente esplica la sua azione decapante solubilizzando il ferro metallico e portandolo a ferro bivalente. Sono spesso utilizzate (anche per acciai PH e altri tipi di acciaio) anche soluzioni a base di cloruro ferrico e acido cloridrico.
Decapaggio del titanio Comunemente, le soluzioni usate per decapare il titanio e le sue leghe sono a base di acidi nitrico e fluoridrico. Una tipica soluzione di decapaggio è costituita da Acido nitrico (HNO3) al 35% + Acido fluoridrico (HF) al 3% + Acqua al 62%. I difetti ed i problemi principali che derivano dall’impiego di tali soluzioni sono essenzialmente:
Problemi ambientali e di sicurezza L’attacco ossidante sul metallo provoca la formazione di ossidi di azoto che si liberano nell’atmosfera. Questi gas
sono fortemente inquinanti ed aggressivi verso le strutture metalliche, sono estremamente dannosi per la salute e contribuiscono al fenomeno delle piogge acide.
I processi di depurazione tradizionali delle acque di lavaggio e dei bagni esausti non consentono l’eliminazione dei nitrati dalla soluzione.
La presenza di acido fluoridrico aggrava la pericolosità della soluzione nei confronti dell’operatore.
Problemi metallurgici L’elevata resistenza degli ossidi di titanio ha promosso l’impiego di soluzioni di decapaggio molto aggressive.
Queste agiscono in modo deciso anche sul metallo base e sono pertanto causa dell’insorgenza dei seguenti problemi: corrosione generalizzata della superficie, corrosione localizzata del cordone di saldatura, consumo di metallo.
L’attacco del metallo base comporta inoltre la produzione di idrogeno nascente che, data la sua affinità con il titanio, viene assorbito nella matrice del metallo causandone infragilimento.
Decapaggio dell'alluminio Dato che le leghe leggere sono costituite da materiali anfoteri (che si comportano cioè sia da acido che da base), le loro superfici possono essere decapate sia con soluzioni fortemente alcaline sia con soluzioni di natura acida.
Decapaggio alcalino
Il decapaggio alcalino è associato ad un pH molto elevato e può presentare vari aspetti problematici, sebbene possa offrire, come discusso in precedenza, vari vantaggi rispetto al decapaggio acido. I cicli caustici più tradizionali, e comuni, impiegano idrossido di sodio (NaOH al 20% ca.). Naturalmente, vengono attaccati prima gli ossidi di alluminio. Vengono prodotti sia idrogeno gassoso (responsabile del gorgogliamento della soluzione), sia acido solfidrico (dal caratteristico odore solforoso). Durante la catena di processi innescati, tra l’altro, si forma anche alluminato di sodio (NaAlO2) che ritrasferisce alcalinità alla soluzione. L’intero processo può essere schematizzato come segue:
2Al2O3 + 2NaOH + Na2S 4NaAlO2 + H2S(g)
Al + Al2O3 + NaOH + Na2S + 11H2O 3Na[Al(OH)4] + Al(OH)3 + H2S(g) + 3H2(g)
6Al + 2NaOH + Na2S + 9H2O Al2O3 + 4NaAlO2 + H2S(g) + 9H2(g)
8NaAlO2 + 16H2O 8NaOH + 4Al2O3•3H2O(s) Bisogna, comunque, tener conto anche delle reazioni con gli alleganti. Per esempio, nelle leghe della serie 2000 l’allegante principale è il rame, i cui solfuri, prodotti durante la catena di reazioni del decapaggio, contribuiscono al caratteristico smut nerastro sulla superficie:
Al2Cu 2Al + Cu
2Cu + OH- + S-2 + H2O Cu2S + 2OH- + H2(g) L’azione di desmutting/neutralizzazione è svolta in fasi successive, mediante un risciacquo intermedio, una fase di desmut in HNO3 ed un risciacquo finale. Oltre alla gamma standard tradizionale, trovano comunque oggi impiego dei nuovi formulati che riducono le emissioni di idrogeno grazie alla presenza di agenti ossidanti. Tali agenti ossidanti vengono poi ripristinati con l’aggiunta di acqua ossigenata stabilizzata.
Decapaggio acido
Le soluzioni acide più comuni sono basate su acido nitrico (HNO3), talvolta con supplementi di acido fluoridrico (HF). La catena di reazioni relativa all’acido nitrico è la seguente:
Al2O3 + 6HNO3 2Al(NO3)3 + 3H2O
Al(OH)3 + 3HNO3 Al(NO3)3 + 3H2O
2Al + 3HNO3 + 3H2O Al(NO3)3 + Al(OH)3 + 3H2(g) Come si vede, gli ossidi di alluminio sono convertiti in nitrati, i quali, reagendo successivamente nella soluzione, producono idrogeno gassoso. La catena relativa all’acido fluoridrico è, invece:
2Al +6HF 2AlF3 + 3H2(g)
8Al + 6HNO3 +24HF 8AlF3 + 3N2O(g) + 15H2O
2Al +2HNO3 + 2H2O 2Al(OH)3 + 2NO(g)
2Al(OH)3 + AlF3 3AlOF(s) + 3H2O Al +3HF + HNO3 ⇒ AlF3 + (NH4)(NO3)
Vengono quindi prodotti fluoruro di alluminio solubile, idrogeno gassoso e idrossido di alluminio, parte del quale, reagendo ulteriormente, produce solidi anionici. Il fluoruro di idrogeno viene sostanzialmente tutto trasformato in nitrato di ammonio. Reazioni simili avvengono, nella serie 2000, col rame, producendo nitrato di rame e gas (acido solfidrico e diossido di azoto). In misura minore rispetto all’attacco alcalino, viene prodotto smut (fluoruro di rame), a spese, però, dell’acido fluoridrico
(Cu + 2HF CuF2 + H2(g)), che tende, quindi, a consumarsi (la sua concentrazione deve essere perciò regolata in modo abbastanza continuo). Un ultimo importante aspetto da evidenziare è la tendenza del fluoruro di alluminio AlF3 (prodotto nelle reazioni iniziali) a trasformarsi in esa fluoruro (Al2F6) che può passivare la superficie, riducendo la rimozione dello smut (e quindi predisponendo ad una cattiva adesione delle vernici successivamente da applicare). Durante il processo di ispezione, è possibile che tale effetto sia notato, ma, in molti casi, se il desmutting è andato comunque avanti, senza tuttavia essere completato, è praticamente impossibile rilevare il fenomeno, poiché non si ha discolorazione superficiale e il fenomeno non produce water break.

Influenza del decapaggio sulla sensibilità di ispezione Di seguito alcuni esempi che illustrano quanto significativamente il decapaggio aumenti la sensibilità del processo di ispezione con liquidi penetranti fluorescenti. Una semplice sabbiatura può agire da processo interferente e mascherare o attenuare fortemente le indicazioni presenti, rendendo il prodotto impiegato inefficace. Nelle Figure 5 , 6 e 7[20], si evidenzia una tipica situazione, simulata impiegando un provino con indicazioni artificiali.
Figura 5 – Evidenza al controllo PT.
Provino di lega di Al con tipiche cricche di tempra.
Figura 6 - Evidenza al controllo PT. Superficie di Figura 5 dopo sabbiatura
con corindone 240 mesh.
Figura 7 - Evidenza al controllo PT. Superficie del provino di Figura 6
dopo rimozione di 7-8 µm. Sono chiaramente visibili gli effetti deleteri del processo interferente e della superficie alterata del metallo, rispetto alla rilevabilità dei difetti presenti. La sabbiatura effettuata con corindone da 240 mesh (45 micron c.a. di dimensione della graniglia) è in grado di “abbattere” drasticamente l’intensità e la visibilità delle indicazioni fluorescenti; un adeguato processo di rimozione delle superfici disturbate è in grado di garantire le condizioni ottimali per l’ispezione con liquidi penetranti fluorescenti (ripristinando la sensibilità pre-disturbo). Nelle Figure 8-10 è mostrato un caso simile di ispezione di un particolare in lega di alluminio pre- e post-decapaggio (utilizzato per rimuovere gli effetti di lavorazione con Scotch-Brite). Anche qui, l’evidenza del miglioramento della capacità ispettiva è piuttosto netto.
Figura 8 – Particolare in lega di alluminio.
Figura 9 – PT prima del decapaggio. Dettaglio. Superficie lavorata con
Scotch Brite.
Figura 10 – PT dopo decapaggio. Stesso dettaglio che in Figura 9.
Rimozione di 5 µm con decapante a base di acido nitrico e acido
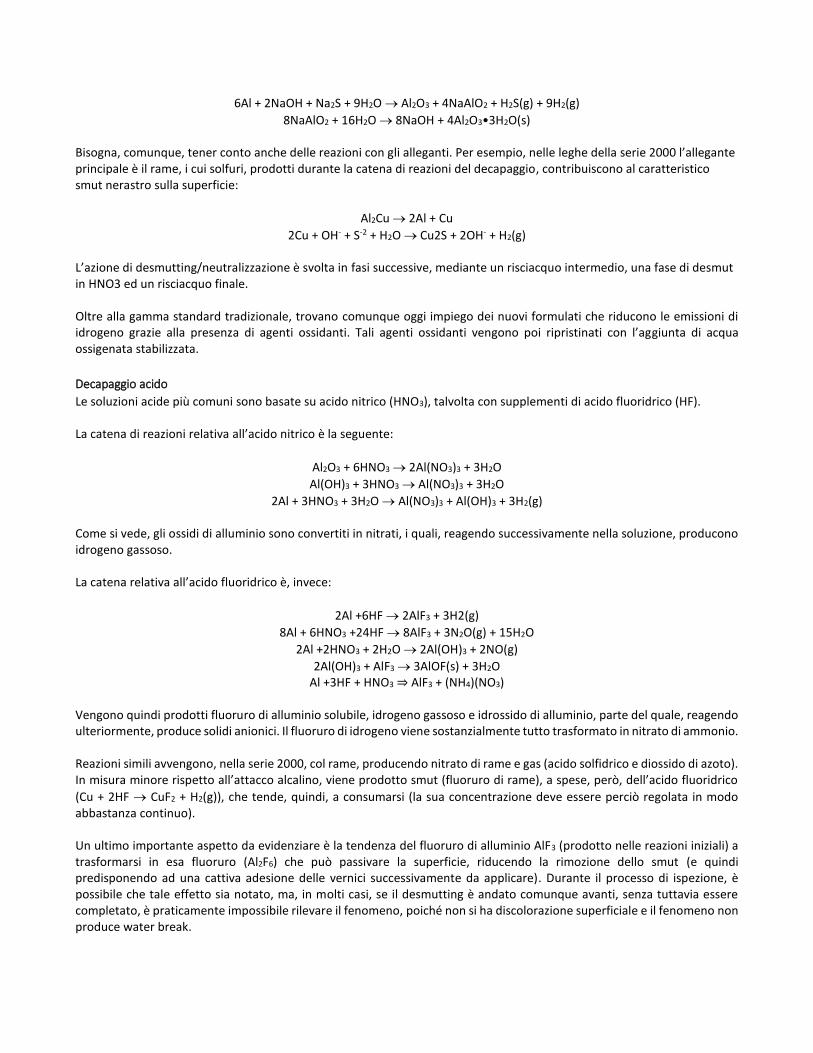
fluoridrico. LeFigure 11-13 mostrano un caso equivalente per il titanio, con un’ancora evidente (cruciale) azione del decapaggio.
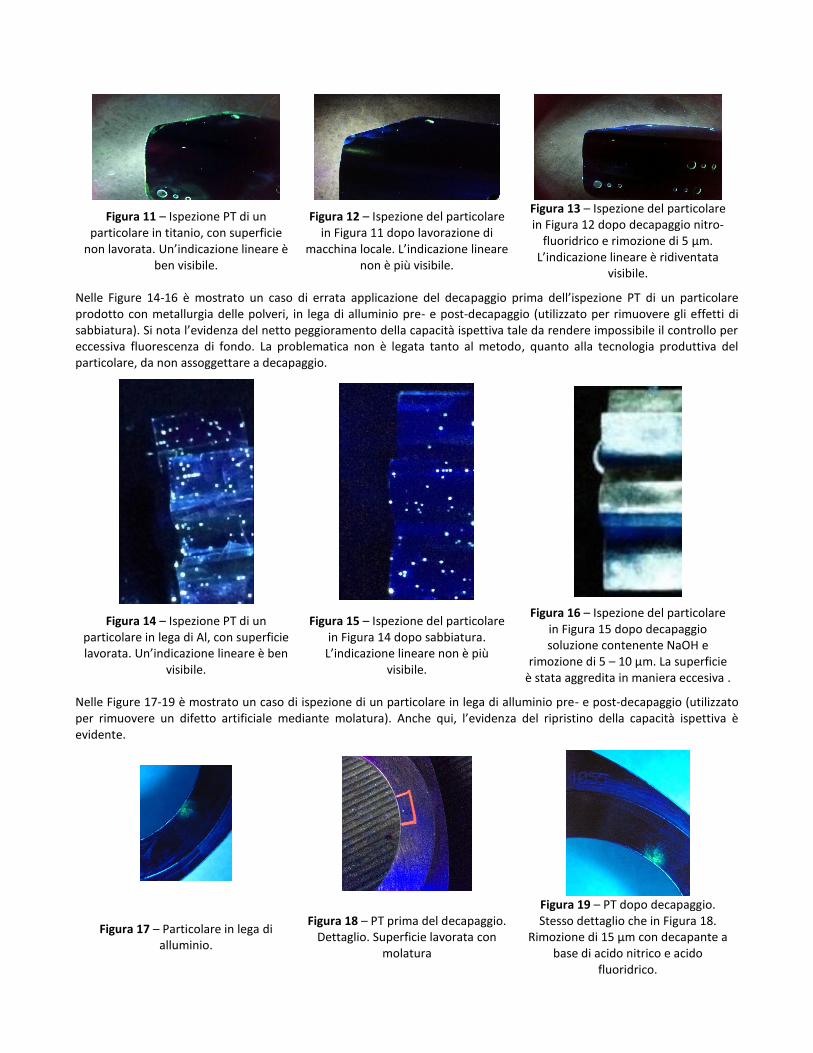
Figura 11 – Ispezione PT di un particolare in titanio, con superficie
non lavorata. Un’indicazione lineare è ben visibile.
Figura 12 – Ispezione del particolare in Figura 11 dopo lavorazione di
macchina locale. L’indicazione lineare non è più visibile.
Figura 13 – Ispezione del particolare in Figura 12 dopo decapaggio nitro-
fluoridrico e rimozione di 5 µm. L’indicazione lineare è ridiventata
visibile.
Nelle Figure 14-16 è mostrato un caso di errata applicazione del decapaggio prima dell’ispezione PT di un particolare prodotto con metallurgia delle polveri, in lega di alluminio pre- e post-decapaggio (utilizzato per rimuovere gli effetti di sabbiatura). Si nota l’evidenza del netto peggioramento della capacità ispettiva tale da rendere impossibile il controllo per eccessiva fluorescenza di fondo. La problematica non è legata tanto al metodo, quanto alla tecnologia produttiva del particolare, da non assoggettare a decapaggio.
Figura 14 – Ispezione PT di un particolare in lega di Al, con superficie lavorata. Un’indicazione lineare è ben
visibile.
Figura 15 – Ispezione del particolare in Figura 14 dopo sabbiatura.
L’indicazione lineare non è più visibile.
Figura 16 – Ispezione del particolare in Figura 15 dopo decapaggio soluzione contenente NaOH e
rimozione di 5 – 10 µm. La superficie è stata aggredita in maniera eccesiva .
Nelle Figure 17-19 è mostrato un caso di ispezione di un particolare in lega di alluminio pre- e post-decapaggio (utilizzato per rimuovere un difetto artificiale mediante molatura). Anche qui, l’evidenza del ripristino della capacità ispettiva è evidente.
Figura 17 – Particolare in lega di alluminio.
Figura 18 – PT prima del decapaggio. Dettaglio. Superficie lavorata con
molatura
Figura 19 – PT dopo decapaggio. Stesso dettaglio che in Figura 18.
Rimozione di 15 µm con decapante a base di acido nitrico e acido
fluoridrico.
Bibliografia [1] W. D. Rummel, Probability of Detection as a Quantitative Measure of Nondestructive Testing End-To-End Process
Capabilities, Mat. Eval., Jan 1998. [2] Process Specification for Pickling, Etching, and Descaling of Metals, Engineering Directorate, Structural Engineering
Division, NASA, Lyndon B. Johnson Space Center, Houston, Texas, Feb 2007 [3] H. McFaul, Effects of Finishing Processes on Detectability of Surface Flaws by Penetrant Process”, Mat. Eval., V. 23, N.
12, Dec 65 [4] J. F. Cook et al., Quantitative Evaluation of the Effect of Mechanical Processing of the Effectiveness of Penetrant
Inspection, Mat. Eval., V. 23, N. 7, Jul 1974 [5] R. McMaster et al., Nondestructive Testing Handbook, V. 2 [6] E. Onovalov, I. Germanovich, Ultrasonic Capillarity Effect, Dokl. Akad. Nauk, Beloruss, V. 6, N. 8, 1962 [7] N. P. Whitehorn, The Effect of Lignocellulose Abrasive Blasting on Subsequent Dye Penetrant Inspection, British Journ
of NDT, Jan 1985 [8] D. A. Conrad, G. R. Caudill, Determination of Effects of Plastic Medium Blast on Surface-Crack Detection by Fluorescent
Penetrant Inspection in Wrought Aluminum Alloys, Mat. Eval., V. 48, N. 8, Aug 1990 [9] J. K. Malpani, J. S. Cargill, Methods Improvement of the Fluorescent Penetrant Inspection Process, Air Force Technical
Rep. N. AFWAL-TR-80-4161, Oct 1980 [10] J. S. Cargill, K. D. Smith, Improved Penetrant Process Criteria Evaluation, US Air Frce Rep. N. AFWAL-TR-81-4124, Oct
1981 [11] DOT/FAA/AR-01/95, Study of the Factors Affecting the Sensitivity of Liquid Penetrant Inspections: Review of Literature
Published from 1970 to 1998, Office of Aviation Research Washington, D.C. 20591, Jan 2002 [12] Kleint, R.E., Deception by Penetrants, Materials Evaluation, Vol. 45, No. 7, July 1987, pp. 845-847, 850 [13] W. J. Fullen, Boeing Research and Technology & J. Deheck, Boeing, Seattle, Washington, USA, Aluminum Surface
Finishing Corrosion Causes and Troubleshooting, NASF SUR/FIN 2014 in Cleveland, Ohio, Jun 2014 [14] W.B. Engel, Proc. Conf. Nat’l. Assoc. Corros. Eng., 1970 [15] S.G. Choudhary, Hydrocarbon Processing, 77 (5), 1998 [16] P. N. Clark and D. W. Hoeppner, Journal of the Mechanical Behavior of Materials, Vol. 13, Is. 2, Apr 2002 [17] http://corrosion.ksc.nasa.gov/pittcor.htm [18] https://www.nace.org/Corrosion-Central/Corrosion-101/Intergranular-Corrosion/ [19] www.microchemicals.com [20] https://www.nde-ed.org/EducationResources/CommunityCollege/PenetrantTest/MethodsTech/materialsmear.htm
Ringraziamenti Un particolare ringraziamento va agli ispettori Carlo Musella di DEMA e Salvatore Daniso di TESI, nonché al Livello 3 Alfonso Insogna di MOREGGIA per la cortese disponibilità e per l’attività pratica svolta sui propri impianti.


















