Ad-w2 ita
8
Fondamenti di collaudo TÜVIS: Fondamenti di collaudo TÜVIS: Fondamenti di collaudo TÜVIS: Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2 Sostituisce la pagina Sostituisce la pagina Sostituisce la pagina Sostituisce la pagina 1 Edizione Edizione Edizione Edizione 05.94 Pagina Pagina Pagina Pagina 1 Edizione Edizione Edizione Edizione 05.96 TÜVIS Acciai austenitici Acciai austenitici Acciai austenitici Acciai austenitici AD AD AD AD- -Merkblatt W 2 Merkblatt W 2 Merkblatt W 2 Merkblatt W 2 Edizione Aprile 1996 Edizione Aprile 1996 Edizione Aprile 1996 Edizione Aprile 1996 Sostituisce l’edizione Gennaio 1994 Questi fondamenti di collaudo del TÜVIS sono uno strumento di l avoro per i collaudatori. Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori. Questi fondamenti di collaudo del TÜVIS sono uno strumento di l avoro per i collaudatori. Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori. La scheda contiene le norme corrispondenti. La scheda contiene le norme corrispondenti. La scheda contiene le norme corrispondenti. La scheda contiene le norme corrispondenti. Sono completate da Sono completate da Sono completate da Sono completate da interpretazioni e spiegazioni, elaborati da associazioni di esperti. interpretazioni e spiegazioni, elaborati da associazioni di esperti. interpretazioni e spiegazioni, elaborati da associazioni di esperti. interpretazioni e spiegazioni, elaborati da associazioni di esperti. Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati. Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati. Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati. Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati. Contenuto Contenuto Contenuto Contenuto 1 Ambito di applicazione 2 Materiali 3 Requisiti dei materiali 4 Collaudi 5 Marcatura 6 Certificazione 7 Parametri per il calcolo 1 1 Ambito di applicazione Ambito di applicazione Ambito di applicazione Ambito di applicazione 1.1 1.1 1.1 1.1 Questo AD-Merkblatt vale per lamiere e nastri laminati a freddo e a caldo, tubi saldati e non, barre fucinate, laminate e trafilate e fucinati così come viti e dadi (giunti meccanici) in acciai auste- nitici e austenitico-ferritici per la costruzione di recipienti a pressione, che sono messi in esercizio a temperature condizionate dalle intemperie così come a temperature del mezzo di rivestimento fino a -10°C e fino alle temperature massime indicate nel paragrafo 2. Gli acciai sono in linea di princi- pio adatti anche all’impiego a temperature inferiori a -10°C; in tal caso questo AD-Merkblatt deve essere applicato insieme all’AD-Merkblatt W 10. 1.2 1.2 1.2 1.2 Per particolari destinati alla costruzione di reci- pienti a pressione, che devono essere sottoposti ad un collaudo della costruzione da parte di un col- laudatore ufficiale (recipienti dei gruppi di prova III, IV, VI e VII) valgono le disposizioni indicate nei paragrafi da 2 a 7. 1.3 1.3 1.3 1.3 Per particolari destinati alla costruzione di reci- pienti a pressione, per il quale il produttore deve certificarne la realizzazione a regola d’arte (reci- pienti dei gruppi di prova I, nella misura in cui vengano utilizzati per gas, vapori o liquidi infiam- mabili, corrosivi o velenosi, così come quelli del gruppo II), non sono necessarie altre disposizioni oltre quelle riportate nell’AD-Merkblatt W 0. 2 2 2 2 Materiali Materiali Materiali Materiali Per la costruzione di recipienti a pressione si pos- sono utilizzare: 2.1 2.1 2.1 2.1 Gli acciai austenitici indicati nella tabella 1 e l’acciaio ferritico-austenitico 1.4462 fino alle tem- perature limite e ai limiti di misura fissati per essi in relazione alla resistenza alla corrosione intercri- stallina. Se nelle norme e schede materiali riportati al par. 3.1 non vengono fissati altri limitazioni, i limiti di misura valgono anche per la resistenza alla corrosione intercristallina. 2.2 2.2 2.2 2.2 Gli acciai austenitici, indicati nella tabella 1, della DIN 17440, DIN 17441, DIN 17457, DIN 17458 e della SEW 400 fino a 550°C, esclusi gli acciai con i numeri di materiale 1.4439, 1.4539 e 1.4577 solo fino a 400°C. Ciò vale, tuttavia, solo nel caso in cui non ci si aspetti alcuna corrosione intercristalli- na. 2.3 2.3 2.3 2.3 Gli acciai austenitici, indicati nella tabella 1, della DIN 17440, DIN 17441, DIN 17457, DIN 17458 e della SEW 400 oltre i 550°C, esclusi gli acciai con i numeri di materiale 1.4439, 1.4462, 1.4539 e 1.4577, tenendo eventualmente conto dei valori di resistenza alle alte temperature su lungo periodo, sempre che non possa subentrare alcuna corrosio- ne intercristallina e sia presente la loro verifica di idoneità per la temperatura d’impiego prevista. 2.4 2.4 2.4 2.4 Gli acciai con i numeri di materiale 1.4439 e 1.4577 tra i 400 e 500°C, sempre che non possa
-
Upload
anna-lancerotto -
Category
Documents
-
view
64 -
download
2
Transcript of Ad-w2 ita

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 1/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 1 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 1 EdizioneEdizioneEdizioneEdizione 05.96
TÜVIS Acciai austeniticiAcciai austeniticiAcciai austeniticiAcciai austeniticiADADADAD----Merkblatt W 2Merkblatt W 2Merkblatt W 2Merkblatt W 2Edizione Aprile 1996Edizione Aprile 1996Edizione Aprile 1996Edizione Aprile 1996Sostituisce l’edizione Gennaio 1994
Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori.Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori.Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori.Questi fondamenti di collaudo del TÜVIS sono uno strumento di lavoro per i collaudatori.La scheda contiene le norme corrispondenti.La scheda contiene le norme corrispondenti.La scheda contiene le norme corrispondenti.La scheda contiene le norme corrispondenti.
Sono completate daSono completate daSono completate daSono completate da interpretazioni e spiegazioni, elaborati da associazioni di esperti.interpretazioni e spiegazioni, elaborati da associazioni di esperti.interpretazioni e spiegazioni, elaborati da associazioni di esperti.interpretazioni e spiegazioni, elaborati da associazioni di esperti.Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati.Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati.Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati.Si deve tenere conto del diverso grado di obbligatorietà dei testi riportati.
ContenutoContenutoContenutoContenuto
1 Ambito di applicazione2 Materiali3 Requisiti dei materiali4 Collaudi
5 Marcatura6 Certificazione7 Parametri per il calcolo
1111 Ambito di applicazioneAmbito di applicazioneAmbito di applicazioneAmbito di applicazione
1.11.11.11.1 Questo AD-Merkblatt vale per lamiere e nastrilaminati a freddo e a caldo, tubi saldati e non,
barre fucinate, laminate e trafilate e fucinati cosìcome viti e dadi (giunti meccanici) in acciai auste-nitici e austenitico-ferritici per la costruzione direcipienti a pressione, che sono messi in esercizio atemperature condizionate dalle intemperie cosìcome a temperature del mezzo di rivestimento finoa -10°C e fino alle temperature massime indicatenel paragrafo 2. Gli acciai sono in linea di princi-pio adatti anche all’impiego a temperature inferioria -10°C; in tal caso questo AD-Merkblatt deveessere applicato insieme all’AD-Merkblatt W 10.
1.21.21.21.2 Per particolari destinati alla costruzione di reci-pienti a pressione, che devono essere sottoposti adun collaudo della costruzione da parte di un col-laudatore ufficiale (recipienti dei gruppi di provaIII, IV, VI e VII) valgono le disposizioni indicate neiparagrafi da 2 a 7.
1.31.31.31.3 Per particolari destinati alla costruzione di reci-pienti a pressione, per il quale il produttore devecertificarne la realizzazione a regola d’arte (reci-pienti dei gruppi di prova I, nella misura in cuivengano utilizzati per gas, vapori o liquidi infiam-mabili, corrosivi o velenosi, così come quelli del
gruppo II), non sono necessarie altre disposizionioltre quelle riportate nell’AD-Merkblatt W 0.
2222 MaterialiMaterialiMaterialiMateriali
Per la costruzione di recipienti a pressione si pos-sono utilizzare:
2.12.12.12.1 Gli acciai austenitici indicati nella tabella 1 el’acciaio ferritico-austenitico 1.4462 fino alle tem-perature limite e ai limiti di misura fissati per essi inrelazione alla resistenza alla corrosione intercri-stallina. Se nelle norme e schede materiali riportatial par. 3.1 non vengono fissati altri limitazioni, ilimiti di misura valgono anche per la resistenza allacorrosione intercristallina.
2.22.22.22.2 Gli acciai austenitici, indicati nella tabella 1, dellaDIN 17440, DIN 17441, DIN 17457, DIN 17458 edella SEW 400 fino a 550°C, esclusi gli acciai coni numeri di materiale 1.4439, 1.4539 e 1.4577 solofino a 400°C. Ciò vale, tuttavia, solo nel caso incui non ci si aspetti alcuna corrosione intercristalli-na.
2.32.32.32.3 Gli acciai austenitici, indicati nella tabella 1, dellaDIN 17440, DIN 17441, DIN 17457, DIN 17458 edella SEW 400 oltre i 550°C, esclusi gli acciai coni numeri di materiale 1.4439, 1.4462, 1.4539 e1.4577, tenendo eventualmente conto dei valori diresistenza alle alte temperature su lungo periodo,sempre che non possa subentrare alcuna corrosio-
ne intercristallina e sia presente la loro verifica diidoneità per la temperatura d’impiego prevista.
2.42.42.42.4 Gli acciai con i numeri di materiale 1.4439 e1.4577 tra i 400 e 500°C, sempre che non possa
5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 2/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 2 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 2 EdizioneEdizioneEdizioneEdizione 05.96
subentrare alcuna corrosione intercristallina e siapresente la loro verifica di idoneità per la tempe-ratura d’impiego prevista.
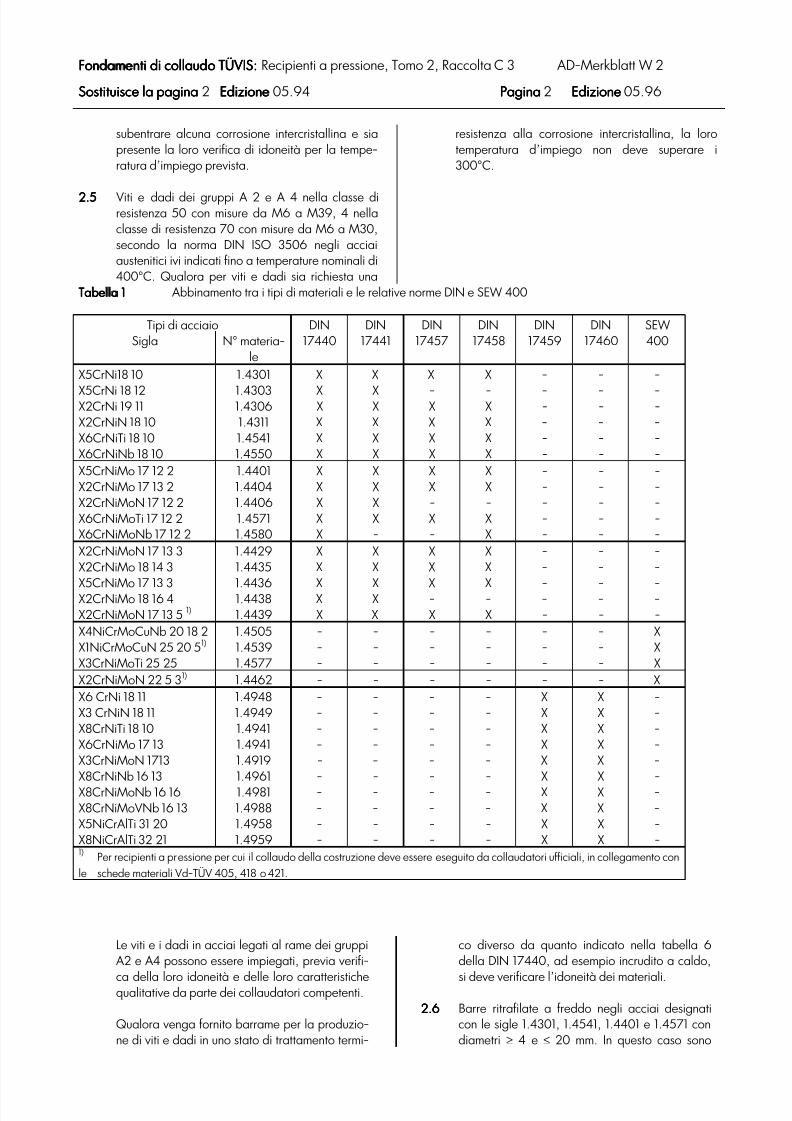
2.52.52.52.5 Viti e dadi dei gruppi A 2 e A 4 nella classe diresistenza 50 con misure da M6 a M39, 4 nellaclasse di resistenza 70 con misure da M6 a M30,secondo la norma DIN ISO 3506 negli acciaiaustenitici ivi indicati fino a temperature nominali di400°C. Qualora per viti e dadi sia richiesta una
resistenza alla corrosione intercristallina, la lorotemperatura d’impiego non deve superare i300°C.
Tabella 1Tabella 1Tabella 1Tabella 1 Abbinamento tra i tipi di materiali e le relative norme DIN e SEW 400
Tipi di acciaio DIN DIN DIN DIN DIN DIN SEWSigla N° materia-
le17440 17441 17457 17458 17459 17460 400
X5CrNi18 10 1.4301 X X X X - - -
X5CrNi 18 12 1.4303 X X - - - - -X2CrNi 19 11 1.4306 X X X X - - -X2CrNiN 18 10 1.4311 X X X X - - -X6CrNiTi 18 10 1.4541 X X X X - - -X6CrNiNb 18 10 1.4550 X X X X - - -X5CrNiMo 17 12 2 1.4401 X X X X - - -X2CrNiMo 17 13 2 1.4404 X X X X - - -X2CrNiMoN 17 12 2 1.4406 X X - - - - -X6CrNiMoTi 17 12 2 1.4571 X X X X - - -X6CrNiMoNb 17 12 2 1.4580 X - - X - - -X2CrNiMoN 17 13 3 1.4429 X X X X - - -X2CrNiMo 18 14 3 1.4435 X X X X - - -
X5CrNiMo 17 13 3 1.4436 X X X X - - -X2CrNiMo 18 16 4 1.4438 X X - - - - -X2CrNiMoN 17 13 5 1) 1.4439 X X X X - - -X4NiCrMoCuNb 20 18 2 1.4505 - - - - - - XX1NiCrMoCuN 25 20 51) 1.4539 - - - - - - XX3CrNiMoTi 25 25 1.4577 - - - - - - XX2CrNiMoN 22 5 31) 1.4462 - - - - - - XX6 CrNi 18 11 1.4948 - - - - X X -X3 CrNiN 18 11 1.4949 - - - - X X -X8CrNiTi 18 10 1.4941 - - - - X X -X6CrNiMo 17 13 1.4941 - - - - X X -X3CrNiMoN 1713 1.4919 - - - - X X -
X8CrNiNb 16 13 1.4961 - - - - X X -X8CrNiMoNb 16 16 1.4981 - - - - X X -X8CrNiMoVNb 16 13 1.4988 - - - - X X -X5NiCrAlTi 31 20 1.4958 - - - - X X -X8NiCrAlTi 32 21 1.4959 - - - - X X -1) Per recipienti a pressione per cui il collaudo della costruzione deve essere eseguito da collaudatori ufficiali, in collegamento conle schede materiali Vd-TÜV 405, 418 o 421.
Le viti e i dadi in acciai legati al rame dei gruppiA2 e A4 possono essere impiegati, previa verifi-
ca della loro idoneità e delle loro caratteristichequalitative da parte dei collaudatori competenti.
Qualora venga fornito barrame per la produzio-ne di viti e dadi in uno stato di trattamento termi-
co diverso da quanto indicato nella tabella 6della DIN 17440, ad esempio incrudito a caldo,
si deve verificare l’idoneità dei materiali.
2.62.62.62.6 Barre ritrafilate a freddo negli acciai designaticon le sigle 1.4301, 1.4541, 1.4401 e 1.4571 condiametri ≥ 4 e ≤ 20 mm. In questo caso sono

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 3/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 3 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 3 EdizioneEdizioneEdizioneEdizione 05.96
ammissibili, in deroga alla DIN 17440, una resi-stenza a trazione massima di 850 N/mm² e unallungamento A ≥ 20%.
2.72.72.72.7 Gli acciai austenitici riportati nella tabella 1 inuno stato di fornitura diverso da temprato, adesempio incrudito a caldo, o in caso di supera-mento dei limiti di misura secondo le norme indi-cate nella tabella 1 e la SEW 400, se esiste laloro verifica d’idoneità.
2.82.82.82.8 Acciai austenitici secondo altre specifiche seesiste la loro verifica di idoneità. 1)
3333 Requisiti dei materialiRequisiti dei materialiRequisiti dei materialiRequisiti dei materiali
3.13.13.13.1 Per la composizione chimica, lo stato di tratta-mento termico, le caratteristiche meccaniche etecnologiche in relazione ai limiti di misura, laqualità della superficie e la corrispondenza dei
prodotti alle misure previste 2) secondo i para-grafi 2.1 ÷2.5 valgono:
DIN 17440DIN 17440DIN 17440DIN 17440 Acciai inossidabili; Condizioni tecnichedi fornitura per lamiere, nastri laminatia caldo, vergelle, fili trafilati, barrame,fucinati e semilavorati.
DIN 17441DIN 17441DIN 17441DIN 17441 Acciai inossidabili; Condizioni tecnichedi fornitura per nastri laminati a freddoe nastri da taglio, così come lamieredaquesti ricavate.
DIN 17457DIN 17457DIN 17457DIN 17457 Tubi circolari saldati in acciai austeniticiinossidabili per impieghi particolari;Condizioni tecniche di fornitura.
DIN 17458DIN 17458DIN 17458DIN 17458 Tubi circolari senza saldatura in acciaiaustenitici inossidabili per impieghiparticolari; Condizioni tecniche di for-nitura.
DIN 17459DIN 17459DIN 17459DIN 17459 Tubi circolari senza saldatura in acciaiaustenitici resistenti ad altissime tempe-rature; Condizioni tecniche di fornitura.
DIN 17460DIN 17460DIN 17460DIN 17460 Acciai austenitici resistenti ad altissimetemperature; Condizioni tecniche difornitura per lamiere, nastri laminati a
1) Qualora la verifica d’idoneità abbia portato ad una scheda
materiale Vd-TÜV, consultare l’elenco delle schede materialeVd-TÜV (reperibile presso Verlag TÜV Rheinland, Postfach903060, 51123 Köln)
2) La scelta della norma e della classe di tolleranza, così comedella qualità della superficie compete al cliente.
caldo e a freddo, barre e fucinati.
SEW 400SEW 400SEW 400SEW 400 Acciai inossidabili fucinati e laminati
DIN ISO 3506DIN ISO 3506DIN ISO 3506DIN ISO 3506 Giunti in acciai inossidabili; Condizioni
tecniche di fornitura
3.23.23.23.2 Nel caso di recipienti a pressione per cui vieneeseguito il collaudo della costruzione da parte dicollaudatori ufficiali, i requisiti dei materiali indi-cati nei par. 2.3, 2.4, 2.7 e 2.8 sono regolatidalla verifica d’idoneità.
3.33.33.33.3 Per tubi saldati 3) deve essere presente un esamedella procedura basato sulla procedura di pro-duzione che contenga anche tipi ed entità delleprove non distruttive.
Per tubi saldati che non corrispondono alla DIN17457, l’entità del collaudo della zona del cor-done di saldatura deve essere stabilita in mododa permettere lo sfruttamento totale della tensio-ne nominale. Inoltre si devono regolamentarenecessità e tipo di trattamento termico.
4444 COLLAUDICOLLAUDICOLLAUDICOLLAUDI
Sui singoli prodotti, se non diversamente specifi-cato qui di seguito, devono essere eseguite leprove secondo le DIN 17440, 17441, 17457,17458. 17459 o 17460. Gli acciai secondo laSEW 400 vengono collaudati, a seconda dellaforma, secondo le suddette norme DIN. Per ac-ciai secondo altre specifiche valgono le disposi-zioni della verifica d’idoneità.Per acciai austenitici appartenenti al gruppodegli inossidabili, la prova di resistenza allacorrosione intercristallina avviene secondo la DIN50914 per colata e lotto di trattamento termico.Si può rinunciare a questa prova, previo accordocon l’utilizzatore.
4.14.14.14.1 Lamiere e nastriLamiere e nastriLamiere e nastriLamiere e nastri
4.1.14.1.14.1.14.1.1 Analisi di colata
4.1.24.1.24.1.24.1.2 Prova di trazione
In deroga alla tabella 9 della DIN 17440, perlamiere negli acciai con sigla 1.4541 e 1.4571 conspessori ≤ 30 mm invece che ≤ 20 mm (secondoDIN 17440) è sufficiente il collaudo per lotti iviindicato. Le lamiere negli acciai con sigla 1.4505e 1.4577 si devono collaudare per fogli di lamie-ra.
3) Per tubi saldati si intendono i tubi prodotti tramite saldaturameccanizzata in produzione continua da nastri o in serie (comelunghezze singole) da strisce. Tubi o mozzi prodotti singolar-mente non corrispondono a questa definizione. Per loro valgonogli AD-Merkblatt della serie HP.

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 4/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 4 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 4 EdizioneEdizioneEdizioneEdizione 05.96
Per i nastri il collaudo avviene all’inizio e alla finedi ogni rullo, purché sia stata verificatal’omogeneità delle caratteristiche lungo tutta lalunghezza del nastro.
4.1.34.1.34.1.34.1.3 Prova di resilienza
La prova di resilienza deve essere effettuatanella stessa entità della prova di trazione.Per lamiere negli acciai con sigla 1.4505 e1.4577 la prova di resilienza deve essere effet-tuata per spessori ≥ 10 mm, nel caso di altri ac-ciai secondo la tabella 1 per spessori > 20 mm.
4.1.44.1.44.1.44.1.4 Controllo dimensionale ed esame visivo di en-trambe le superfici
4.1.54.1.54.1.54.1.5 Resistenza alla corrosione intercristallina
4.1.64.1.64.1.64.1.6 Verifica della corretta identificazione del mate-riale ( positive material identification N.d.T.)
4.24.24.24.2 TubiTubiTubiTubi
4.2.14.2.14.2.14.2.1 Tubi saldatiLe seguenti prove avvengono secondo la DIN17457, classe di prova 2:
• analisi di colata• prova di trazione• prova di resilienza• prove tecnologiche• controllo dimensionale ed esame visivo delle superfi-
ci• verifica della corretta identificazione del materiale• verifica dell’ermeticità• verifica della resistenza alla corrosione intercristalli-
na• collaudo non distruttivo del giunto saldato e inoltre
per tubi con spessore della parete > 40 mm delleestremità.
4.2.4.2.4.2.4.2.2222
Tubi senza saldaturaLe seguenti prove avvengono secondo la DIN17458, classe di prova 2:
• analisi di colata• prova di trazione• prova di resilienza• prove tecnologiche• controllo dimensionale ed esame visivo delle superfi-
ci• verifica della corretta identificazione del materiale• verifica dell’ermeticità•
verifica della resistenza alla corrosione intercristalli-na• collaudi non distruttivi della parete del tubo e delle
estremità per spessori della parete > 40 mm.
Per tubi con diametro esterno ≤ 42,4 mm e spes-
sore nominale della parete ≤ 3,6 mm e per tubida montaggio 4) è sufficiente la classe di prova 1.Il collaudo dei tubi negli acciai in accordo allaSEW avviene in modo analogo; tuttavia in caso
di tubi negli acciai con sigla 1.4505 e 1.4577 sideve eseguire la prova di resilienza in presenzadi spessore della parete ≥ 10 mm.Per tubi con diametro esterno ≤ 101,6 mm e spes-sore della parete ≤ 5,6 mm il controllo ultrasono-ro avviene in accordo alla SEP 1915 almeno sul10% dei tubi. Qualora sui tubi così controllativengano riscontrati difetti di tipo tale da ritenernepossibile la presenza anche sui tubi non control-lati, tutti i tubi devono essere controllati ultrasoni-camente su tutta la lunghezza.Se, secondo le condizioni tecniche di fornitura
riportate in questo AD-Merkblatt, i tubi devonoessere sottoposti a controllo ultrasonoro, taleesame deve essere eseguito su tutta la lunghez-za5) .Qualora, per motivi di costruzione, rimanganoestremità di tubo non controllate, se ne deveverificare la sanità in altro modo, ad esempiotramite un controllo non distruttivo integrativo o ilcontrollo di provini ad anello. E’ ammissibile iltaglio delle estremità non collaudate.
4.34.34.34.3 Barre e fucinatiBarre e fucinatiBarre e fucinatiBarre e fucinati
4.3.14.3.14.3.14.3.1 Analisi di colata4.3.4.3.4.3.4.3.2222
Prova di trazioneProva da effettuarsi in accordo alla DIN 17440,tabella 9, colonna “barre e fucinati per impieghispeciali”.
4.3.4.3.4.3.4.3.3333
Prova di resilienzaLa prova di resilienza deve essere effettuatanella stessa entità della prova di trazione. Prelie-vo prove ed esecuzione dell’esame secondo DIN17440, par. 7.3.2.2, 7.3.2.3 e 7.4.3. Per barree fucinati negli acciai con sigla 1.4505 e 1.4577
la prova di resilienza deve essere effettuata perspessori ≥ 15 mm, nel caso di altri acciai dellaDIN 17440secondo la tabella 1 per spessori > 60 mm.
4.3.4.3.4.3.4.3.4444
Controllo dimensionale ed esame visivo dellesuperfici
4.3.4.3.4.3.4.3.5555
Resistenza alla corrosione intercristallina
4444.3..3..3..3.6666
Verifica della corretta identificazione del mate-
riale
4.3.4.3.4.3.4.3. Collaudi non distruttivi
4) Nell’ordine deve essere indicato che si tratta di tubi da montaggio.5) Questo requisito si considera soddisfatto se i tubi vengonocontrollati giunto contro giunto.

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 5/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 5 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 5 EdizioneEdizioneEdizioneEdizione 05.96
7777 Su barre e fucinati con diametri o spessori >160mm si deve eseguire un controllo ultrasonoro6) .
Tabella 4Tabella 4Tabella 4Tabella 4 Entità delle prove per le prove meccaniche
per esami in accordo alla DIN ISO 3269
N° dei pezziN° dei pezziN° dei pezziN° dei pezzi N° dei lotti di prova per leN° dei lotti di prova per leN° dei lotti di prova per leN° dei lotti di prova per leprove meccanicheprove meccanicheprove meccanicheprove meccaniche
≤ 200 1> 200 ÷ ≤ 400 2> 400 ÷ ≤ 800 3> 800 ÷ ≤ 1200 4> 1200 ÷ ≤ 1600 5> 1600 ÷ ≤ 3000 6> 3000 ÷ ≤ 3500 7> 3500 DIN ISO 3269
Se si può dimostrare che le viti di una fornitura provengono daun’unica colata con medesimo trattamento termico, è sufficientecollaudare 4 lotti di prova indipendentemente dal numero deipezzi.
4.44.44.44.4 Viti e dadiViti e dadiViti e dadiViti e dadi
4.4.14.4.14.4.14.4.1 Viti e dati secondo il par. 2.5 devono esserecollaudati in accordo alla DIN ISO 3506 e DINISO 3269 tenendo conto della tabella 4. Per leprove non distruttive relativamente ai difetti su-perficiali e per il controllo dimensionale l’entità
6) Una possibilità di prova consiste nell’utilizzo della SEP 1921.
dei campioni casuali è di 20. Tutti i provini devo-no soddisfare i requisiti (numero di accettazioneAc = 0)
4.4.4.4.4.4.4.4.2222
Viti e dadi in altri acciai o con caratteristiche ditenacità divergenti da quanto indicato nellatabella 1 devono essere collaudati secondo laverifica d’idoneità.
4.4.4.4.4.4.4.4.3333
Per viti e dadi ricavati mediante lavorazionemeccanica valgono le disposizioni del par. 4.3.
4.54.54.54.5 Tubi con o senza saldatura con diametroTubi con o senza saldatura con diametroTubi con o senza saldatura con diametroTubi con o senza saldatura con diametro ≤≤≤≤ 600600600600mm utilizzati come mantelli di recipienti a premm utilizzati come mantelli di recipienti a premm utilizzati come mantelli di recipienti a premm utilizzati come mantelli di recipienti a pres-s-s-s-sionesionesionesioneIl collaudo avviene in accordo alla DIN 17457 o
DIN 17458, con la classe di qualità 2. Per tubisecondo DIN 17458 e DIN 17459 si deve esegui-re un controllo non distruttivo della parete deltubo in presenza di pressioni d’esercizio > 80bar. Per tubi con pressioni d’esercizio ≤ 80 bar econ diametro esterno ≤ 101,6 e spessori dellaparete ≤ 5,6 mm il controllo ultrasonoro avvienesecondo la SEP 1915 almeno sul 10% dei tubi.Qualora sui tubi così controllati vengano riscon-trati difetti di tipo tale da ritenerne possibile lapresenza anche sui tubi non controllati, tutti i tubidevono essere controllati ultrasonicamente sututta la lunghezza.
Tabella 2Tabella 2Tabella 2Tabella 2 Certificazione per lamiere e nastri negli acciai riportati nella tabella 1
Tipi di acciaio Tipo di certificazionesecondo DIN EN 10204 (DIN 50049) per
Sigla N° materiale Spessorimm
Spessorimm
X5CrNi18 10 1.4301 ≤ 20 > 20X5CrNi 18 12 1.4303 ≤ 20 > 20X2CrNi 19 11 1.4306 ≤ 20 > 20
X2CrNiN 18 10 1.4311≤
20 > 20X6CrNiTi 18 10 1.4541 ≤ 30 > 30X6CrNiNb 18 10 1.4550 ≤ 20 > 20X5CrNiMo 17 12 2 1.4401 ≤ 20 > 20X2CrNiMo 17 13 2 1.4404 ≤ 20 > 20X2CrNiMoN 17 12 2 1.4406 ≤ 20 > 20X6CrNiMoTi 17 12 2 1.4571 ≤ 30 > 30X6CrNiMoNb 17 12 2 1.4580 ≤ 20 > 20X2CrNiMoN 17 13 3 1.4429 ≤ 20 > 20X2CrNiMo 18 14 3 1.4435 ≤ 20 > 20X5CrNiMo 17 13 3 1.4436 ≤ 20 > 20 3.1.AX2CrNiMo 18 16 4 1.4438 ≤ 20 3.1.B > 20 oX2CrNiMoN 17 13 5 1) 1.4439 ≤ 10 > 10 3.1.CX4NiCrMoCuNb 20 18 2 1.4505 ≤ 20 > 20X1NiCrMoCuN 25 20 51) 1.4539 ≤ 10 > 10X3CrNiMoTi 25 25 1.4577 ≤ 10 > 10X2CrNiMoN 22 5 31) 1.4462 n.a. ≤ 20X6 CrNi 18 11 1.4948
5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 6/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 6 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 6 EdizioneEdizioneEdizioneEdizione 05.96
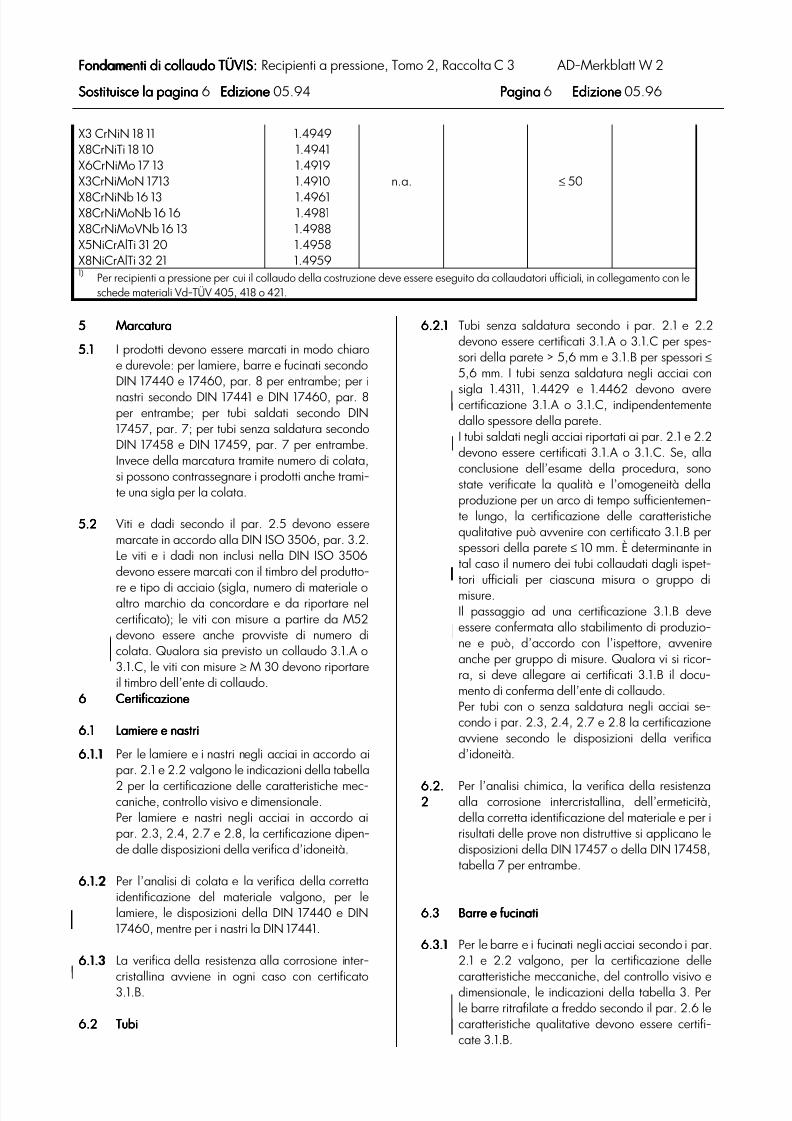
X3 CrNiN 18 11 1.4949X8CrNiTi 18 10 1.4941X6CrNiMo 17 13 1.4919X3CrNiMoN 1713 1.4910 n.a. ≤ 50
X8CrNiNb 16 13 1.4961X8CrNiMoNb 16 16 1.4981X8CrNiMoVNb 16 13 1.4988X5NiCrAlTi 31 20 1.4958X8NiCrAlTi 32 21 1.49591) Per recipienti a pressione per cui il collaudo della costruzione deve essere eseguito da collaudatori ufficiali, in collegamento con le
schede materiali Vd-TÜV 405, 418 o 421.
5555 MarcaturaMarcaturaMarcaturaMarcatura
5.15.15.15.1 I prodotti devono essere marcati in modo chiaroe durevole: per lamiere, barre e fucinati secondoDIN 17440 e 17460, par. 8 per entrambe; per inastri secondo DIN 17441 e DIN 17460, par. 8per entrambe; per tubi saldati secondo DIN17457, par. 7; per tubi senza saldatura secondoDIN 17458 e DIN 17459, par. 7 per entrambe.Invece della marcatura tramite numero di colata,si possono contrassegnare i prodotti anche trami-te una sigla per la colata.
5.25.25.25.2 Viti e dadi secondo il par. 2.5 devono esseremarcate in accordo alla DIN ISO 3506, par. 3.2.Le viti e i dadi non inclusi nella DIN ISO 3506devono essere marcati con il timbro del produtto-
re e tipo di acciaio (sigla, numero di materiale oaltro marchio da concordare e da riportare nelcertificato); le viti con misure a partire da M52devono essere anche provviste di numero dicolata. Qualora sia previsto un collaudo 3.1.A o3.1.C, le viti con misure ≥ M 30 devono riportareil timbro dell’ente di collaudo.
6666 CertificazioneCertificazioneCertificazioneCertificazione
6.16.16.16.1 Lamiere e nastriLamiere e nastriLamiere e nastriLamiere e nastri
6.1.16.1.16.1.16.1.1 Per le lamiere e i nastri negli acciai in accordo aipar. 2.1 e 2.2 valgono le indicazioni della tabella
2 per la certificazione delle caratteristiche mec-caniche, controllo visivo e dimensionale.Per lamiere e nastri negli acciai in accordo aipar. 2.3, 2.4, 2.7 e 2.8, la certificazione dipen-de dalle disposizioni della verifica d’idoneità.
6.1.26.1.26.1.26.1.2 Per l’analisi di colata e la verifica della correttaidentificazione del materiale valgono, per lelamiere, le disposizioni della DIN 17440 e DIN17460, mentre per i nastri la DIN 17441.
6.1.36.1.36.1.36.1.3 La verifica della resistenza alla corrosione inter-
cristallina avviene in ogni caso con certificato3.1.B.
6.26.26.26.2 TubiTubiTubiTubi
6.2.16.2.16.2.16.2.1 Tubi senza saldatura secondo i par. 2.1 e 2.2devono essere certificati 3.1.A o 3.1.C per spes-sori della parete > 5,6 mm e 3.1.B per spessori ≤ 5,6 mm. I tubi senza saldatura negli acciai con
sigla 1.4311, 1.4429 e 1.4462 devono averecertificazione 3.1.A o 3.1.C, indipendentementedallo spessore della parete.I tubi saldati negli acciai riportati ai par. 2.1 e 2.2devono essere certificati 3.1.A o 3.1.C. Se, allaconclusione dell’esame della procedura, sonostate verificate la qualità e l’omogeneità dellaproduzione per un arco di tempo sufficientemen-te lungo, la certificazione delle caratteristichequalitative può avvenire con certificato 3.1.B perspessori della parete ≤ 10 mm. È determinante intal caso il numero dei tubi collaudati dagli ispet-tori ufficiali per ciascuna misura o gruppo dimisure.Il passaggio ad una certificazione 3.1.B deveessere confermata allo stabilimento di produzio-ne e può, d’accordo con l’ispettore, avvenireanche per gruppo di misure. Qualora vi si ricor-ra, si deve allegare ai certificati 3.1.B il docu-mento di conferma dell’ente di collaudo.Per tubi con o senza saldatura negli acciai se-condo i par. 2.3, 2.4, 2.7 e 2.8 la certificazioneavviene secondo le disposizioni della verificad’idoneità.
6.2.6.2.6.2.6.2.2222
Per l’analisi chimica, la verifica della resistenzaalla corrosione intercristallina, dell’ermeticità,della corretta identificazione del materiale e per irisultati delle prove non distruttive si applicano ledisposizioni della DIN 17457 o della DIN 17458,tabella 7 per entrambe.
6.36.36.36.3 Barre e fucinatiBarre e fucinatiBarre e fucinatiBarre e fucinati
6.3.16.3.16.3.16.3.1 Per le barre e i fucinati negli acciai secondo i par.2.1 e 2.2 valgono, per la certificazione delle
caratteristiche meccaniche, del controllo visivo edimensionale, le indicazioni della tabella 3. Perle barre ritrafilate a freddo secondo il par. 2.6 lecaratteristiche qualitative devono essere certifi-cate 3.1.B.

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 7/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 7 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 7 EdizioneEdizioneEdizioneEdizione 05.96
6.3.6.3.6.3.6.3.2222
Le barre e i fucinati negli acciai indicati al par.2.1 e 2.2 che vengono impiegati come corpi cavinon saldati nel senso dell’ambito di applicazione
dell’AD-Merkblatt W12 con una pressioned’esercizio ≤ 80 bar, devono essere certificati3.1.B, purché, per gli acciai secondo la SEW400, non sia altrimenti specificato nella verificad’idoneità. Gli acciai con le sigle 1.4311 e 1.4406devono essere certificati 3.1A o 3.1.C7) . Per pres-sioni d’esercizio > 80 bar le caratteristiche quali-tative devono essere certificate 3.1.A o 3.1.B.
6.3.6.3.6.3.6.3.3333
Per barre e fucinati negli acciai indicati ai par.2.3, 2.4, 2.7 e 2.8, la certificazione avvienesecondo le disposizioni della verifica d’idoneità.
6.3.6.3.6.3.6.3.4444
Per l’analisi di colata e la verifica della correttaidentificazione del materiale valgono le disposi-zioni della DIN 17440 e 17460.
6.3.6.3.6.3.6.3.5555
La verifica della corrosione intercristallina avvie-ne comunque con certificato 3.1.B.
6.3.6.3.6.3.6.3.6666
Le prove non distruttive devono essere certificate3.1.B.
6.46.46.46.4 Viti e dadiViti e dadiViti e dadiViti e dadi
6.4.16.4.16.4.16.4.1 Per viti e dadi secondo il par. 2.5 è necessarioun certificato 3.1.B. Invece del certificato 3.1.Bpuò subentrare la marcatura con classe di resi-stenza e marchio del produttore, se il produttoreha costantemente eseguito le prove necessarieper l’emissione di un certificato 3.1.B e tiene irisultati a disposizione per un’eventuale presa invisione dell’ispettore. La sostituzione della certifi-cazione con la marcatura e il rispetto dei pre-supposti devono essere oggetto di un accordotra le parti.
6.4.6.4.6.4.6.4.2222 Viti e dadi secondo la tabella 1, non inclusi nellaDIN ISO 3506, e le viti negli altri acciai austeniti- 7) In seguito alla conferma del mantenimento delle caratteristichequalitative indicate nella DIN 17440 per questi acciai, avvienel’equiparazione con gli altri acciai austenitici.
ci devono essere certificati 3.1.A o 3.1.C. Per leviti prodotte mediante lavorazione meccanica,valgono per le barre le disposizioni dei par. 6.3.1e 6.3.3, purché le viti secondo la DIN ISO 3506,
classe di resistenza 50, non vengano collaudatecome viti finite.
6.4.6.4.6.4.6.4.3333
I dadi o le barre per i dadi devono essere certifi-cati 3.1.B.
7777 Parametri per il calcoloParametri per il calcoloParametri per il calcoloParametri per il calcolo
7.17.17.17.1 Come parametro per il calcolo si applicano, pergli acciai della tabella 1, i limiti di elasticità 0,1%indicati nelle DIN 17440, DIN 174418) , DIN17457, DIN 17458, 17459, 17460 o SEW 400per i rispettivi materiali, nell’ambito di limiti di
misura ivi contenuti.Per gli acciai indicati nella tabella 1 è ammissibi-le, in singoli casi, l’utilizzo del limite di elasticità0,1%9) come parametro per il calcolo anche oltregli spessori e i diametri indicati nelle rispettivenorme, purché l’allungamento dopo rottura e ivalori di resilienza siano uguali o maggiori divalori minimi indicati nelle rispettive norme. Qua-lora questa condizione non sia soddisfatta, comeparametro per il calcolo si applica il limite dielasticità allo 0,2%.Per gli acciai austenitici secondo altre specifiche
si devono stabilire i parametri di tenacità per ilcalcolo nelle verifiche d’idoneità.
7.27.27.27.2 Per le viti secondo il par. 2.5 valgono i rispettiviparametri di resistenza della DIN ISO 3506 odella tabella 5. Per il limite di elasticità allo 0,2%valgono i parametri della tabella 6.
8) Valgono le indicazioni per la direzione longitudinale.9) Il valore minimo da rispettare deve essere concordato con ilproduttore del materiale.
7.37.37.37.3 I parametri di resistenza indicati nelle norme DIN,nella SEW 400 o nelle verifiche di idoneità per latemperatura di 20°C valgono fino a 50°C, quelliper 100°C fino a 120°C.Negli altri ambiti si deve procedere conun’interpolazione lineare tra i valori indicati (es.Per 80°C tra 20 e 100°C e per 180°C tra 100 e
200°C), tenendo presente che non è permessoarrotondare.
Per i materiali riportati al par. 2.4 la regoladell’interpolazione vale solo per una distanzasufficientemente ridotta 10) dei punti di riferimento.
7.47.47.47.4 Nell’ambito dei valori su lungo periodo, la tem-peratura viene arrotondata a 5, 10, 15°C ecc. Iparametri di resistenza devono essere arroton-dati verso il basso all’unità.
10) Di regola si intende una distanza di temperatura di 50 Knell’ambito dello snervamento e di 10 K nell’ambito delcarico unitario di rottura per scorrimento.

5/13/2018 Ad-w2 ita - slidepdf.com
http://slidepdf.com/reader/full/ad-w2-ita 8/8
Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS:Fondamenti di collaudo TÜVIS: Recipienti a pressione, Tomo 2, Raccolta C 3 AD-Merkblatt W 2
Sostituisce la paginaSostituisce la paginaSostituisce la paginaSostituisce la pagina 8 EdizioneEdizioneEdizioneEdizione 05.94 PaginaPaginaPaginaPagina 8 EdizioneEdizioneEdizioneEdizione 05.96
Tabella 3Tabella 3Tabella 3Tabella 3 Certificazione per barre e fucinati negli acciai riportati nella tabella 1
Tipi di acciaio Tipo di certificazionesecondo DIN EN 10204 (DIN 50049) per
Sigla N° materiale Spessorimm
Spessorimm
X5CrNi18 10 1.4301 ≤ 250 > 250X5CrNi 18 12 1.4303 ≤ 160 > 160 PS 1) X2CrNi 19 11 1.4306 ≤ 250 > 250X2CrNiN 18 10 1.4311 ≤ 250 > 250X6CrNiTi 18 10 1.4541 ≤ 250 > 250÷≤ 450 3.1A oX6CrNiNb 18 10 1.4550 ≤ 250 > 250÷≤ 450 3.1.CX5CrNiMo 17 12 2 1.4401 ≤ 250 > 250X2CrNiMo 17 13 2 1.4404 ≤ 250 > 250 PS 1)
X2CrNiMoN 17 12 2 1.4406 ≤ 160 > 160X6CrNiMoTi 17 12 2 1.4571 ≤ 250 > 250÷≤ 450 3.1A o 3.1.CX6CrNiMoNb 17 12 2 1.4580 ≤ 250 > 250 PS 1) X2CrNiMoN 17 13 3 1.4429 ≤ 250 > 250÷≤ 400 3.1A o 3.1.CX2CrNiMo 18 14 3 1.4435 ≤ 250 > 250X5CrNiMo 17 13 3 1.4436 ≤ 160 > 160 PS 1) X2CrNiMo 18 16 4 1.4438 ≤ 160 3.1.B > 160X2NiCrMoN 17 13 5 2) 1.4439 ≤ 160 > 160 3.1A o 3.1.CX4NiCrMoCuNb 20 18 2 1.4505 ≤ 160 > 160 PS 1) X1NiCrMoCuN 25 20 52) 1.4539 ≤ 60 > 60 3.1A o 3.1.CX3CrNiMoTi 25 25 1.4577 ≤ 160 > 160 PS 1) X2CrNiMoN 22 5 32) 1.4462 n.a. ≤ 250X6 CrNi 18 11 1.4948X3 CrNiN 18 11 1.4949X8CrNiTi 18 10 1.4941X6CrNiMo 17 13 1.4919 3.1AX3CrNiMoN 1713 1.4910 n.a. ≤ 50 oX8CrNiNb 16 13 1.4961 3.1.CX8CrNiMoNb 16 16 1.4981X8CrNiMoVNb 16 13 1.4988X5NiCrAlTi 31 20 1.4958X8NiCrAlTi 32 21 1.49591) PS= perizia singola secondo AD-Merkblatt W 0
2) Per recipienti a pressione per cui il collaudo della costruzione deve essere eseguito da collaudatori ufficiali, in collegamento con le
schede materiali Vd-TÜV 405, 418 o 421.
Rif. LA8/12













![[E-Book ITA] Logica Ad a - McGraw-Hill (Asperti, Ciabattoni](https://static.fdocumenti.com/doc/165x107/55cfe9ea5503467d968bce2a/e-book-ita-logica-ad-a-mcgraw-hill-asperti-ciabattoni.jpg)

![[AD&D - Ita] - Guida - Dragonlance](https://static.fdocumenti.com/doc/165x107/55cf8e7a550346703b92860d/add-ita-guida-dragonlance.jpg)