A2.3 CAlColo dei giunti sAldAti - TIM e Telecom in un unico … · resistente la sezione di gola...
19
COLLEGAMENTI FISSI E SMONTABILI A2 1 Meccanica, Macchine ed Energia – articolazione Energia 3 – Giuseppe Anzalone, Paolo Bassignana, Giuseppe Brafa Musicoro • Copyright © Ulrico Hoepli Editore S.p.A. A2.3 CALCOLO DEI GIUNTI SALDATI Si definisce saldabilità la capacità di un materiale metallico a essere saldato e a comporre una struttura in grado di soddisfare esigenze di resistenza e rigidità. Un materiale è saldabile quando possiede temperatura di fusione e massa volumica superiori a quelle del suo ossido. Tipi di giunto La zona in cui avviene il collegamento di pezzi mediante saldatura è detta giunto saldato. In base alla posizione reciproca delle parti da saldare, nonché alla lo- ro forma e alla preparazione delle superfici fra le quali sarà formato il cordone di saldatura, si distinguono vari tipi di giunto (CNR-UNI 10011). — Giunti testa a testa: a seconda dello spessore dei pezzi da saldare, la forma della sezione del giunto può essere a V, a X, a U oppure a doppia U (4Fig. 2.16). — Giunti a T o a T a completa penetrazione, detto anche giunto a K (tipici delle saldature d’angolo): le parti da unire sono acco- state ad angolo, ossia ortogonalmente fra loro; con il giunto a K si ottiene un collegamento più robusto (4Fig. 2.17). POLIGLOTTA Saldabilità GB: Weldability F: Soudabilité D: Schweissbargkeit Fig. 2.17 Giunti d’angolo: a) schema di giunto a T; b) schema di giunto a K, detto anche “a T” a completa penetrazione; c) esempio di saldatura di due lamiere di diverso spessore; d) esempio di saldatura di rollbar alla traversa. Fig. 2.16 Giunti testa a testa: a) a V; b) a U; c) a X; d) a doppia U; e) esempio di saldatura a X di due lamiere di 0,8 mm di spessore.
Transcript of A2.3 CAlColo dei giunti sAldAti - TIM e Telecom in un unico … · resistente la sezione di gola...
COLLEGAMENTI FISSI E SMONTABILI A21
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
A2.3 CAlColo dei giunti sAldAti
Si definisce saldabilità la capacità di un materiale metallico a essere saldato e a comporre una struttura in grado di soddisfare esigenze di resistenza e rigidità.
Un materiale è saldabile quando possiede temperatura di fusione e mas sa volumica superiori a quelle del suo ossido.
tipi di giunto
La zona in cui avviene il collegamento di pezzi mediante saldatura è detta giunto saldato.
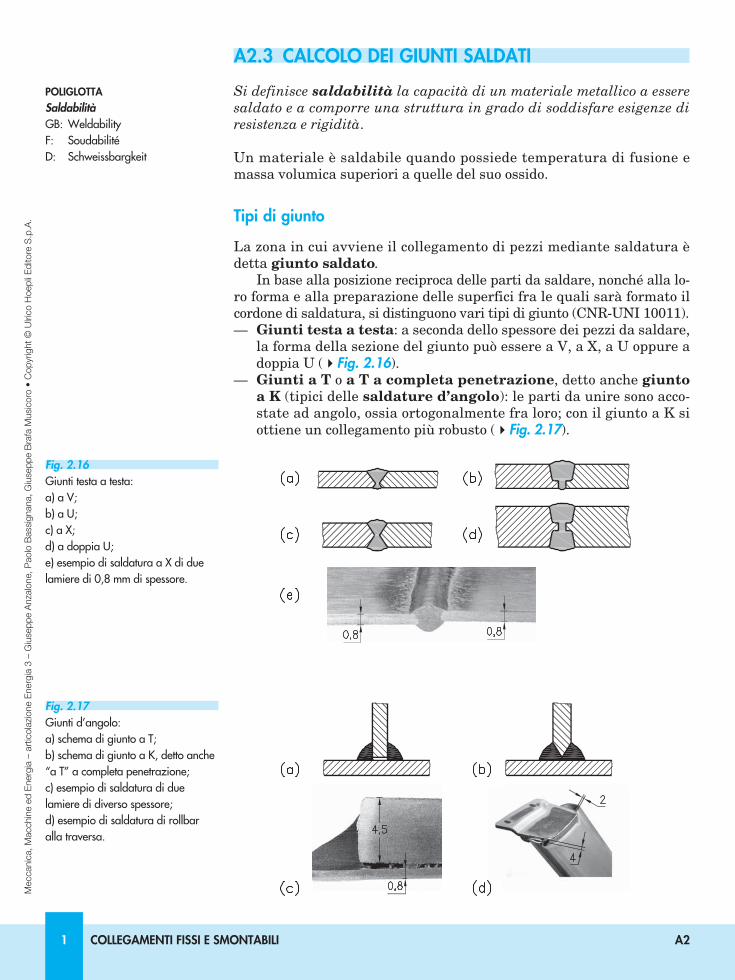
In base alla posizione reciproca delle parti da saldare, nonché alla lo-ro forma e alla preparazione delle superfici fra le quali sarà formato il cordone di saldatura, si distinguono vari tipi di giunto (CNR-UNI 10011).— Giunti testa a testa: a seconda dello spessore dei pezzi da saldare,
la forma della sezione del giunto può essere a V, a X, a U oppure a doppia U (4Fig. 2.16).
— Giunti a T o a T a completa penetrazione, detto anche giunto a K (tipici delle saldature d’angolo): le parti da unire sono acco-state ad angolo, ossia ortogonalmente fra loro; con il giunto a K si ottiene un collegamento più robusto (4Fig. 2.17).
pOLIGLOTTASaldabilitàGB: WeldabilityF: SoudabilitéD: Schweissbargkeit
Fig. 2.17 Giunti d’angolo:a) schema di giunto a T;b) schema di giunto a K, detto anche “a T” a completa penetrazione;c) esempio di saldatura di duelamiere di diverso spessore;d) esempio di saldatura di rollbar alla traversa.
Fig. 2.16 Giunti testa a testa:a) a V;b) a U;c) a X;d) a doppia U;e) esempio di saldatura a X di due lamiere di 0,8 mm di spessore.
COLLEGAMENTI FISSI E SMONTABILI A22
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
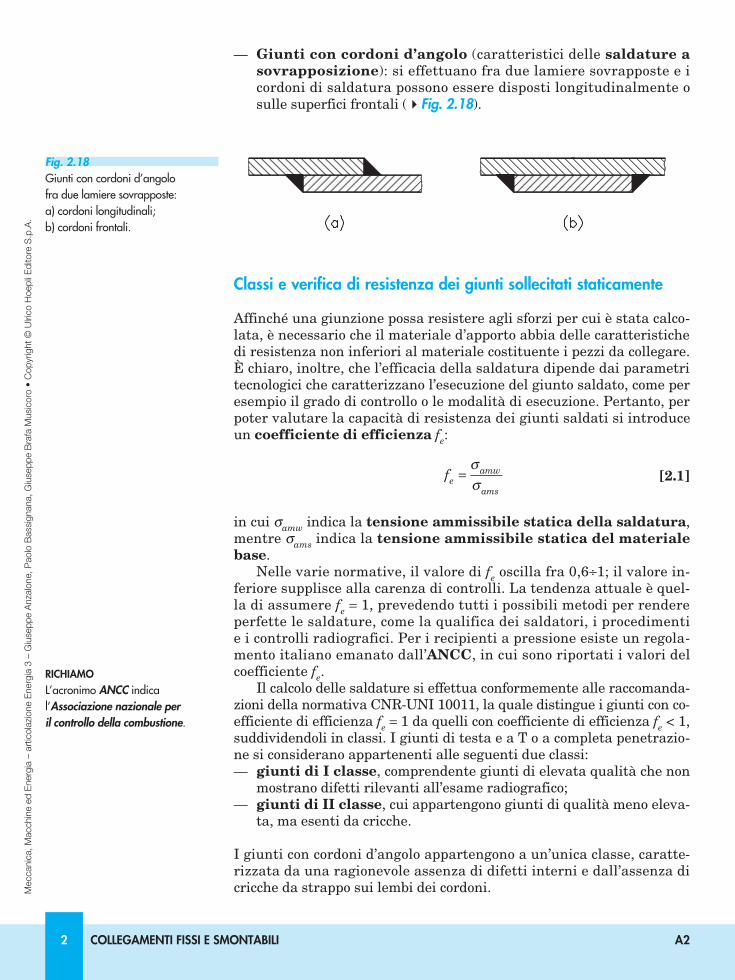
— Giunti con cordoni d’angolo (caratteristici delle saldature a sovrapposizione): si effettuano fra due lamiere sovrapposte e i cordoni di saldatura possono essere disposti longitudinalmente o sulle superfici frontali (4Fig. 2.18).
Fig. 2.18 Giunti con cordoni d’angolo fra due lamiere sovrapposte:a) cordoni longitudinali;b) cordoni frontali.
rIChIAMOL’acronimo ANCC indical’Associazione nazionale per il controllo della combustione.
Classi e verifica di resistenza dei giunti sollecitati staticamente
Affinché una giunzione possa resistere agli sforzi per cui è stata calco-lata, è necessario che il materiale d’apporto abbia delle caratteristiche di resistenza non inferiori al materiale costituente i pezzi da collegare. È chiaro, inoltre, che l’efficacia della saldatura dipende dai parametri tecnologici che caratterizzano l’esecuzione del giunto saldato, come per esempio il grado di controllo o le modalità di esecuzione. Pertanto, per poter valutare la capacità di resistenza dei giunti saldati si introduce un coefficiente di efficienza fe:
feamw
ams
=σσ [2.1]
in cui σamw indica la tensione ammissibile statica della saldatura, mentre σams indica la tensione ammissibile statica del materiale base.
Nelle varie normative, il valore di fe oscilla fra 0,6÷1; il valore in-feriore supplisce alla carenza di controlli. La tendenza attuale è quel-la di assumere fe = 1, prevedendo tutti i possibili metodi per rendere perfette le saldature, come la qualifica dei saldatori, i procedimenti e i controlli radiografici. Per i recipienti a pressione esiste un regola-mento italiano emanato dall’ANCC, in cui sono riportati i valori del coefficiente fe.
Il calcolo delle saldature si effettua conformemente alle raccomanda-zioni della normativa CNR-UNI 10011, la quale distingue i giunti con co-efficiente di efficienza fe = 1 da quelli con coefficiente di efficienza fe < 1, suddividendoli in classi. I giunti di testa e a T o a completa penetrazio-ne si considerano appartenenti alle seguenti due classi:— giunti di I classe, comprendente giunti di elevata qualità che non
mostrano difetti rilevanti all’esame radiografico;— giunti di II classe, cui appartengono giunti di qualità meno eleva-
ta, ma esenti da cricche.
I giunti con cordoni d’angolo appartengono a un’unica classe, caratte-rizzata da una ragionevole assenza di difetti interni e dall’assenza di cricche da strappo sui lembi dei cordoni.

COLLEGAMENTI FISSI E SMONTABILI A23
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
Giunti testa a testa e d’angolo (a T o a K)Per il calcolo delle tensioni σn, dovute alle forze di trazione e di com-pressione F che agiscono normalmente all’asse longitudinale della sal-datura, si considera, quale sezione resistente, la sezione longitudinale della saldatura stessa, le cui dimensioni sono:— la lunghezza l, uguale alla lunghezza intera della saldatura; — la larghezza a, uguale al minore dei due spessori collegati, nel caso
di giunti testa a testa (4Fig. 2.19a);— la lunghezza l, uguale alla lunghezza intera della saldatura, e la
larghezza a, uguale allo spessore dell’elemento a completa penetra-zione, nel caso di giunti d’angolo (4Fig. 2.19b).
Fig. 2.19 Schema di giunti sottoposti a una forza di trazione F:a) giunto testa a testa;b) giunto a T a completapenetrazione, o giunto a K.
Pertanto la tensione normale σn(4Fig. 2.20) vale:
σnFl a
= [2.2]
nel caso di giunti di I classe deve risultare pari a:
σn ≤ σams [2.3]
mentre nel caso di giunti di II classe dev’essere:
σn ≤ 0,85 σams[2.4]
in cui σams rappresenta la tensione ammissibile statica del materiale base. Nella tabella 2.2 sono riportati i valori di σams degli acciai da co-struzione, idonei per la saldatura. Quando i giunti sono soggetti a sollecitazioni di trazione o compressio-ne, parallele all’asse longitudinale della saldatura, si calcola la tensione σp (4Fig. 2.20) considerando come sezione resistente quella del pezzo saldato, ricavata perpendicolarmente all’asse longitudinale della salda-tura, ossia, la sezione del materiale base più il materiale d’apporto.Se i giunti testa a testa e d’angolo sono soggetti a sollecitazioni di taglio T (4Fig. 2.21), la sezione resistente è quella longitudinale della saldatu-ra, di larghezza a e lunghezza l.

COLLEGAMENTI FISSI E SMONTABILI A24
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
La conseguente tensione media, rappresentata nella figura 2.21, assu-me il seguente valore:
τ = Tl a
[2.5]
nel caso di giunti di I classe essa dev’essere pari a:
τ τσ
≤ =amsams
3 [2.6]
mentre nel caso di giunti di II classe vale:
τn ≤ 0,85 τams [2.7]
Carico σams Acciai di rottura [N/mm2] [N/mm2] Spessore ≤ 40 mm Spessore > 40 mm
S 235 (Fe 360) ≥ 360 160 140S 275 (Fe 430) ≥ 430 190 170 S 335 (Fe 510) ≥ 510 240 210
Tabella 2.2 Caratteristiche dei principali acciai da costruzione idonei per la saldatura (CNR-UNI 10011)
Fig. 2.20 Rappresentazione delle tensioni generate dalle sollecitazioni esterne agenti, rispettivamente:a) nelle saldature di testa;b) nelle saldature d’angolo.
Fig. 2.21 Schema di giunti sottoposti a una forza di taglio T:a) giunto testa a testa;b) giunto a T a completa penetrazione o giunto a K.

COLLEGAMENTI FISSI E SMONTABILI A25
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
Nel caso di sollecitazioni composte, per i giunti di I classe la tensione ideale vale:
σ σ σ σ σ τ σid n p n p ams= + − + ≤2 2 23 [2.8]
mentre per i giunti di II classe si ha:
σ σ σ σ σ τ σid n p n p ams= + − + ≤2 2 23 0 85, [2.9]
Giunti a cordoni d’angoloPer il calcolo delle tensioni generate dalle sollecitazioni di trazione o di compressione, normali all’asse della saldatura, o dalle sollecitazioni di taglio secondo il suddetto asse, dev’essere considerata come sezione resistente la sezione di gola del cordone di saldatura.
Ai fini del calcolo essa ha come lunghezza l l’intera lunghezza del cordone – purché questo non abbia estremità palesemente mancanti o difettose – e come larghezza a l’altezza del triangolo inscritto nella se-zione trasversale del cordone (4Fig. 2.22).
Nel caso di cordone piano o convesso, la larghezza a della sezione di gola può valere a = 0,707 s, in cui s indica lo spessore della lamiera contornata.
Eventuali tensioni di trazione o di compressione presenti nella sezione trasversale del cordone non devono essere prese in considerazione ai fini del dimensionamento del cordone stesso. Il calcolo convenzionale delle ten-sioni dev’essere eseguito ribaltando la sezione di gola su uno dei lati del cordone.
La tensione risultante dalle sollecitazioni esterne sulla sezione di gola dev’essere scomposta, secondo tre direzioni ortogonali, nelle com-ponenti di modulo τn, τt, σn (4Fig. 2.22), in cui:— τn indica la componente tangenziale della tensione che agisce per-
pendicolarmente all’asse del cordone, giacente sul piano che contie-ne un lato del cordone, ed è riferita all’area della sezione di gola ribaltata su quel piano;
Fig. 2.22 Cordone d’angolo:a) rappresentazione delle tensioni;b) sezioni trasversali di tre tipologie di cordoni.
COLLEGAMENTI FISSI E SMONTABILI A26
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
— τt indica la componente tangenziale della tensione che agisce paral-lelamente all’asse del cordone, giacente sul piano che contiene un lato del cordone, ed è riferita all’area della sezione di gola ribaltata su quel piano;
— σn indica la componente normale di trazione o di compressione del-la tensione che agisce perpendicolarmente al piano che contiene un lato del cordone, ed è riferita all’area della sezione di gola ribaltata su quel piano.
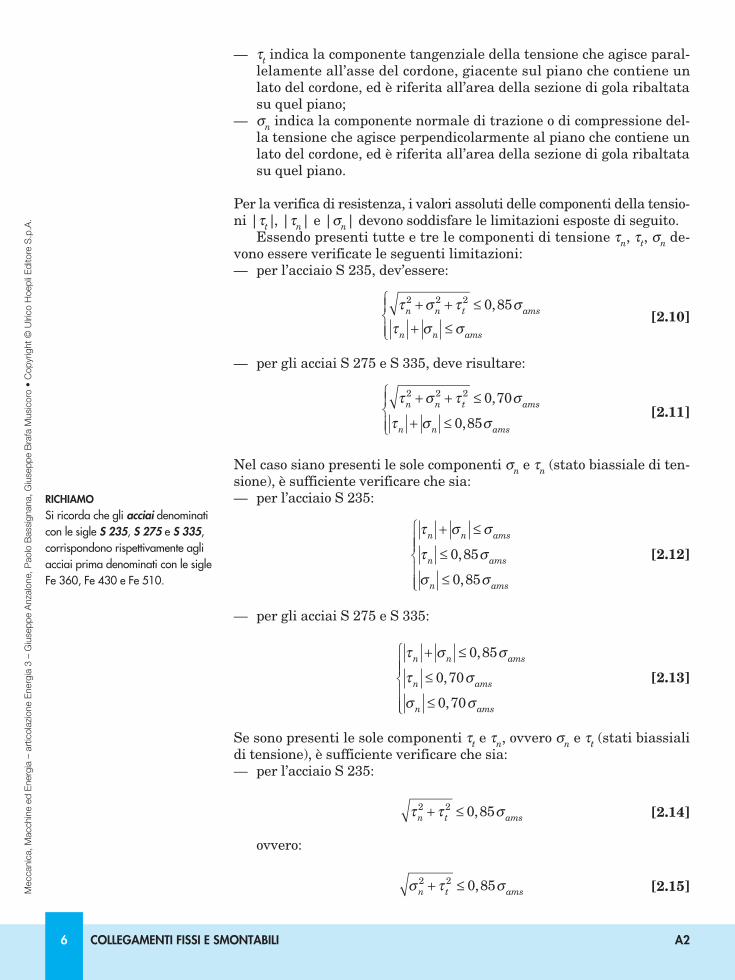
Per la verifica di resistenza, i valori assoluti delle componenti della tensio-ni |τt|, |τn| e |σn| devono soddisfare le limitazioni esposte di seguito.
Essendo presenti tutte e tre le componenti di tensione τn, τt, σn de-vono essere verificate le seguenti limitazioni:— per l’acciaio S 235, dev’essere:
τ σ τ σ
τ σ σn n t ams
n n ams
2 2 2 0 85+ + ≤
+ ≤
,
[2.10]
— per gli acciai S 275 e S 335, deve risultare:
τ σ τ σ
τ σ σn n t ams
n n ams
2 2 2 0 70
0 85
+ + ≤
+ ≤
,
,[2.11]
Nel caso siano presenti le sole componenti σn e τn (stato biassiale di ten-sione), è sufficiente verificare che sia:— per l’acciaio S 235:
[2.12]
τ σ σ
τ σ
σ σ
n n ams
n ams
n ams
+ ≤
≤
≤
0 85
0 85
,
,
— per gli acciai S 275 e S 335:
[2.13]
τ σ σ
τ σ
σ σ
n n ams
n ams
n ams
+ ≤
≤
≤
0 85
0 70
0 70
,
,
,
Se sono presenti le sole componenti τt e τn, ovvero σn e τt (stati biassiali di tensione), è sufficiente verificare che sia:— per l’acciaio S 235:
[2.14]τ τ σn t ams2 2 0 85+ ≤ ,
ovvero:
[2.15]σ τ σn t ams2 2 0 85+ ≤ ,
rIChIAMOSi ricorda che gli acciai denominati con le sigle S 235, S 275 e S 335, corrispondono rispettivamente agli acciai prima denominati con le sigle Fe 360, Fe 430 e Fe 510.

COLLEGAMENTI FISSI E SMONTABILI A27
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
— per gli acciai S 275 e S 335:
[2.16]τ τ σn t ams2 2 0 70+ ≤ ,
ovvero:
[2.17]σ τ σn t ams2 2 0 70+ ≤ ,
Nel caso sia presente uno stato monoassiale di tensione con una sola componente della tensione, sarà sufficiente verificare le seguenti con-dizioni:— per l’acciaio S 235:
[2.18]τ σn ams≤ 0 85,
ovvero:
[2.19]σ σn ams≤ 0 85,
oppure:
[2.20]τ σt ams≤ 0 85,
— per gli acciai S 275 e S 335:
[2.21]τ σn ams≤ 0 70,
ovvero:
[2.22]σ σn ams≤ 0 70,
oppure:
[2.23]τ σt ams≤ 0 70,
esempi di calcolo delle tensioni nei giunti d’angolo variamente collegati
Giunto con cordoni d’angolo laterali sollecitati a trazione (4Fig. 2.23)Dopo aver effettuato il ribaltamento, le due sezioni di ogni coppia di cordoni giacciono sullo stesso piano.
Poiché i cordoni di saldatura sono quattro, anche le sezioni di gola ribaltate sono quattro e sono soggette a una distribuzione uniforme di tensioni tangenziali, il cui valore è:
[2.24]τ tFl a
Fl a
=∑
=4
COLLEGAMENTI FISSI E SMONTABILI A28
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
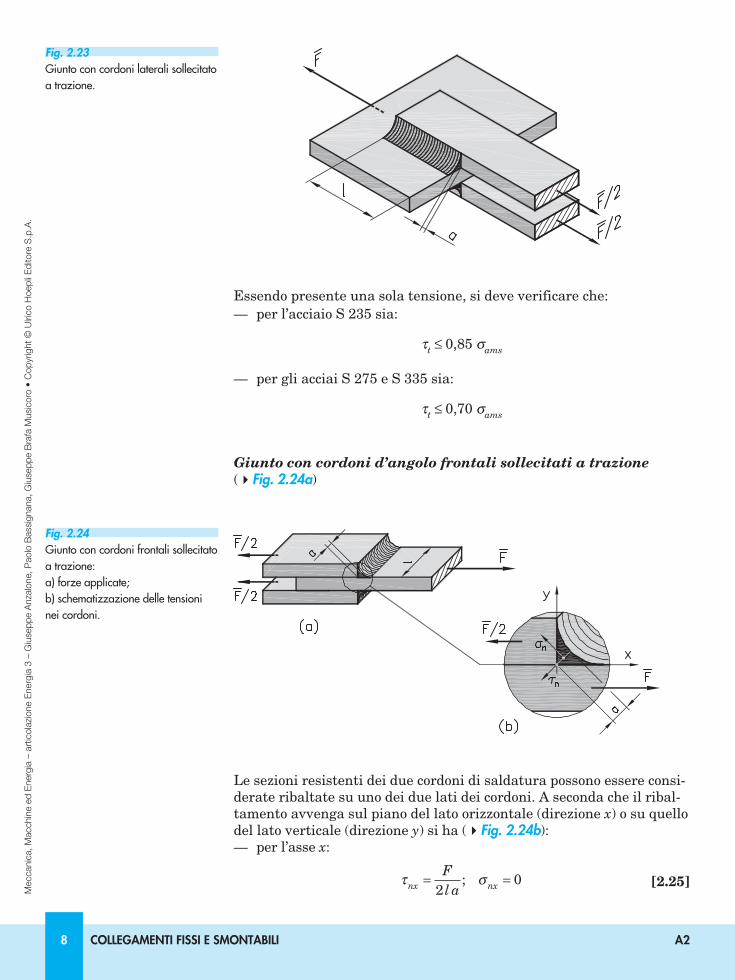
Essendo presente una sola tensione, si deve verificare che:— per l’acciaio S 235 sia:
τt ≤ 0,85 σams
— per gli acciai S 275 e S 335 sia:
τt ≤ 0,70 σams
Giunto con cordoni d’angolo frontali sollecitati a trazione (4Fig. 2.24a)
Fig. 2.23 Giunto con cordoni laterali sollecitato a trazione.
Fig. 2.24 Giunto con cordoni frontali sollecitato a trazione:a) forze applicate;b) schematizzazione delle tensioni nei cordoni.
Le sezioni resistenti dei due cordoni di saldatura possono essere consi-derate ribaltate su uno dei due lati dei cordoni. A seconda che il ribal-tamento avvenga sul piano del lato orizzontale (direzione x) o su quello del lato verticale (direzione y) si ha (4Fig. 2.24b):— per l’asse x:
[2.25]τ σnx nxFl a
= =2
0;

COLLEGAMENTI FISSI E SMONTABILI A29
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
— per l’asse y:
[2.26]σ τny nyFl a
= =2
0;
Essendo presente uno stato monoassiale di tensione, deve risultare:— per l’acciaio S 235:
τnx = σny ≤ 0,85 σams
— per gli acciai S 275 e S 335:
τnx = σny ≤ 0,70 σams
Giunto con cordoni d’angolo laterali e frontali sollecitati a trazione (4Fig. 2.25)
Fig. 2.25 Giunto con cordoni d’angolo frontali e laterali sollecitato a trazione.
Come sezione resistente della saldatura si assume la somma di tutte le sezioni resistenti dei cordoni di saldatura:
[2.27]A l aw i i= ∑
È buona norma che le altezze di gola dei vari cordoni siano tutte dello stesso ordine di grandezza (ai = a) e che:
l l ai∑ = ≤ 60
Si effettuano le seguenti verifiche:— per l’acciaio S 235:
FAw
ams≤ 0 85, σ
— per gli acciai S 275 e S 335:
FAw
ams≤ 0 70, σ
COLLEGAMENTI FISSI E SMONTABILI A210
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
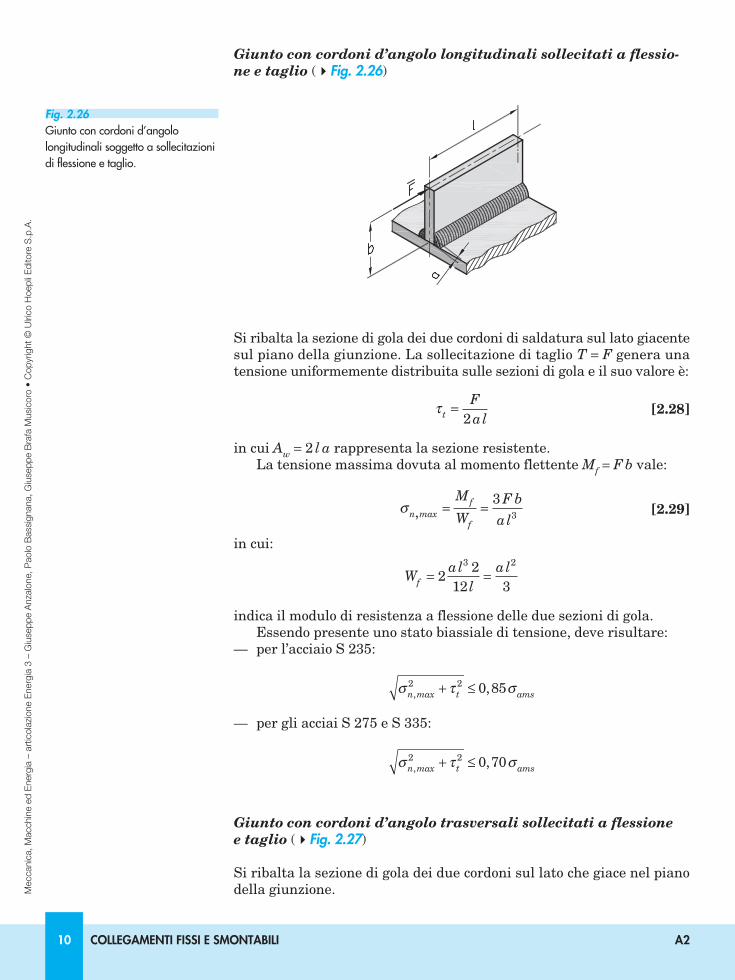
Giunto con cordoni d’angolo longitudinali sollecitati a flessio-ne e taglio (4Fig. 2.26)
Fig. 2.26 Giunto con cordoni d’angololongitudinali soggetto a sollecitazioni di flessione e taglio.
Si ribalta la sezione di gola dei due cordoni di saldatura sul lato giacente sul piano della giunzione. La sollecitazione di taglio T = F genera una tensione uniformemente distribuita sulle sezioni di gola e il suo valore è:
[2.28]τ tFal
=2
in cui Aw = 2 l a rappresenta la sezione resistente.La tensione massima dovuta al momento flettente Mf = F b vale:
[2.29]σnf
f
M
WF b
al,max = = 33
in cui:
Wal
lal
f = =22
12 3
3 2
indica il modulo di resistenza a flessione delle due sezioni di gola.Essendo presente uno stato biassiale di tensione, deve risultare:
— per l’acciaio S 235:
σ τ σn t ams, ,max2 2 0 85+ ≤
— per gli acciai S 275 e S 335:
σ τ σn t ams, ,max2 2 0 70+ ≤
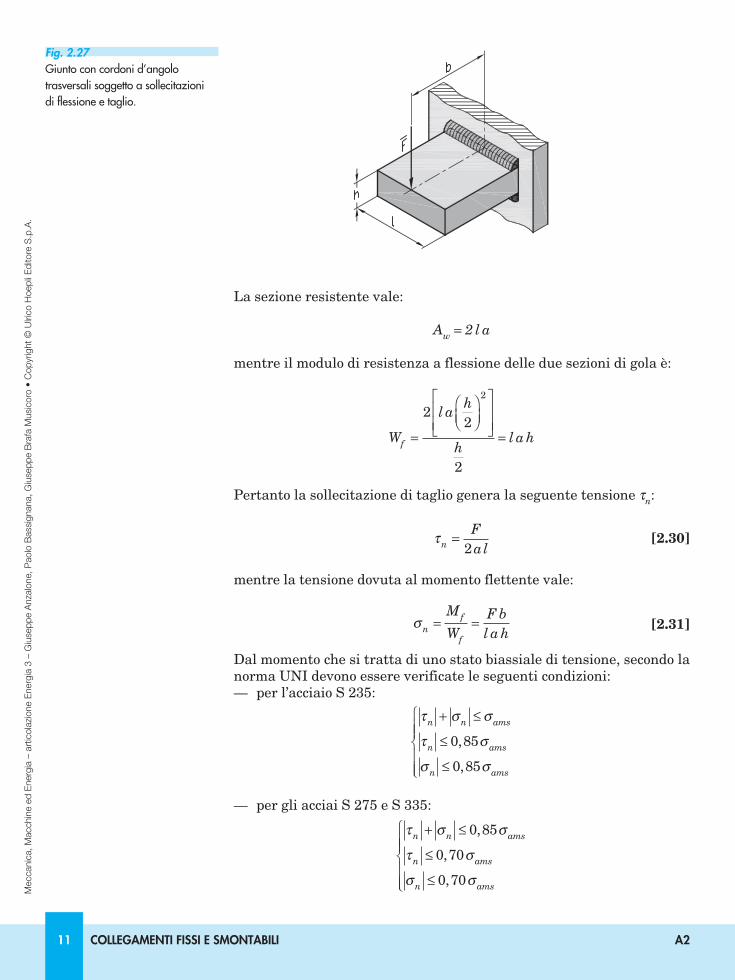
Giunto con cordoni d’angolo trasversali sollecitati a flessione e taglio (4Fig. 2.27)
Si ribalta la sezione di gola dei due cordoni sul lato che giace nel piano della giunzione.
COLLEGAMENTI FISSI E SMONTABILI A211
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
La sezione resistente vale:
Aw = 2 l a
mentre il modulo di resistenza a flessione delle due sezioni di gola è:
W
l ah
hl ahf =
=
22
2
2
Pertanto la sollecitazione di taglio genera la seguente tensione τn:
[2.30]τnFal
=2
mentre la tensione dovuta al momento flettente vale:
[2.31]σnf
f
M
WF bl ah
= =
Dal momento che si tratta di uno stato biassiale di tensione, secondo la norma UNI devono essere verificate le seguenti condizioni:— per l’acciaio S 235:
τ σ σ
τ σ
σ σ
n n ams
n ams
n ams
+ ≤
≤
≤
0 85
0 85
,
,
— per gli acciai S 275 e S 335:
τ σ σ
τ σ
σ σ
n n ams
n ams
n ams
+ ≤
≤
≤
0 85
0 70
0 70
,
,
,
Fig. 2.27 Giunto con cordoni d’angolotrasversali soggetto a sollecitazioni di flessione e taglio.
COLLEGAMENTI FISSI E SMONTABILI A212
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
Fenomeni di fatica
Nei giunti saldati la zona di passaggio dal sovrametallo al metallo base è molto delicata.
I “corrugamenti” superficiali dei cordoni, le porosità e le soffiature, le cricche, nonché la mancanza di penetrazione nei giunti di testa non ripresi hanno effetti particolarmente negativi.
Per aumentare la resistenza a fatica di una saldatura occorre eli-minare le rugosità e le irregolarità superficiali, mediante molatura e successiva lisciatura.
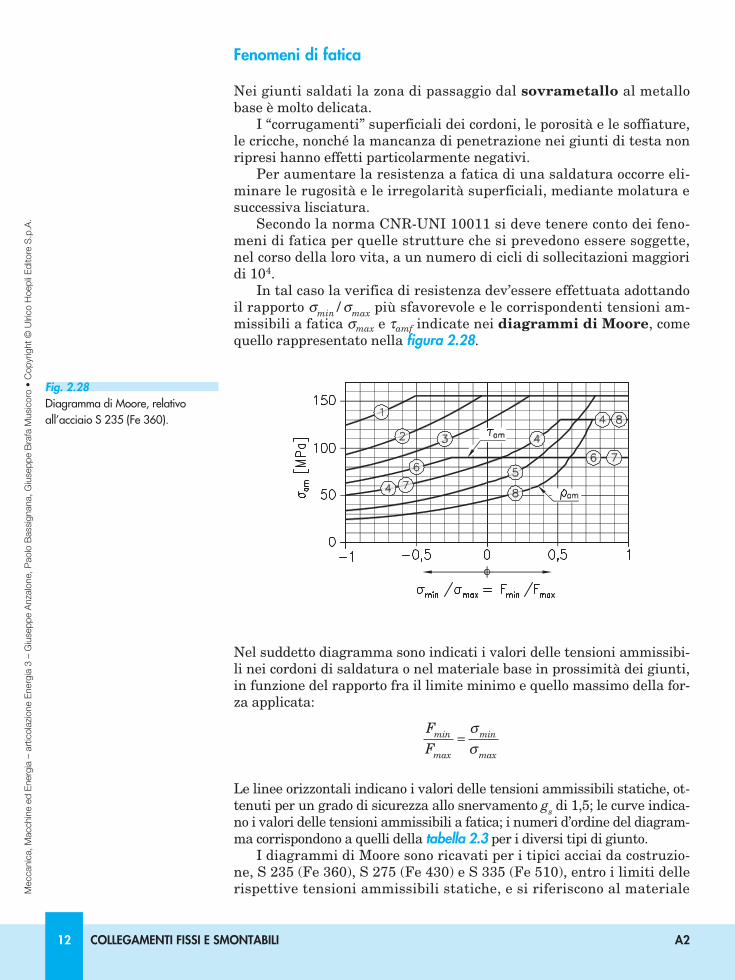
Secondo la norma CNR-UNI 10011 si deve tenere conto dei feno-meni di fatica per quelle strutture che si prevedono essere soggette, nel corso della loro vita, a un numero di cicli di sollecitazioni maggiori di 104.
In tal caso la verifica di resistenza dev’essere effettuata adottando il rapporto σmin/σmax più sfavorevole e le corrispondenti tensioni am-missibili a fatica σmax e τamf indicate nei diagrammi di Moore, come quello rappresentato nella figura 2.28.
Fig. 2.28 Diagramma di Moore, relativo all’acciaio S 235 (Fe 360).
Nel suddetto diagramma sono indicati i valori delle tensioni ammissibi-li nei cordoni di saldatura o nel materiale base in prossimità dei giunti, in funzione del rapporto fra il limite minimo e quello massimo della for-za applicata:
FF
min
max
min
max
=σσ
Le linee orizzontali indicano i valori delle tensioni ammissibili statiche, ot-tenuti per un grado di sicurezza allo snervamento gs di 1,5; le curve indica-no i valori delle tensioni ammissibili a fatica; i numeri d’ordine del diagram-ma corrispondono a quelli della tabella 2.3 per i diversi tipi di giunto.
I diagrammi di Moore sono ricavati per i tipici acciai da costruzio-ne, S 235 (Fe 360), S 275 (Fe 430) e S 335 (Fe 510), entro i limiti delle rispettive tensioni ammissibili statiche, e si riferiscono al materiale
COLLEGAMENTI FISSI E SMONTABILI A213
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
base, ai giunti e ai particolari strutturali di più frequente impiego, indicati nel prospetto della tabella 2.3.
I suddetti diagrammi sono utilizzati per eseguire la verifica di sol-lecitazioni semplici. Allo stato attuale delle conoscenze, per le solleci-tazioni composte mancano riferimenti sicuri per indicare formule di ca-rattere generale; alcuni casi particolari sono trattati nelle norme per gli apparecchi di sollevamento.
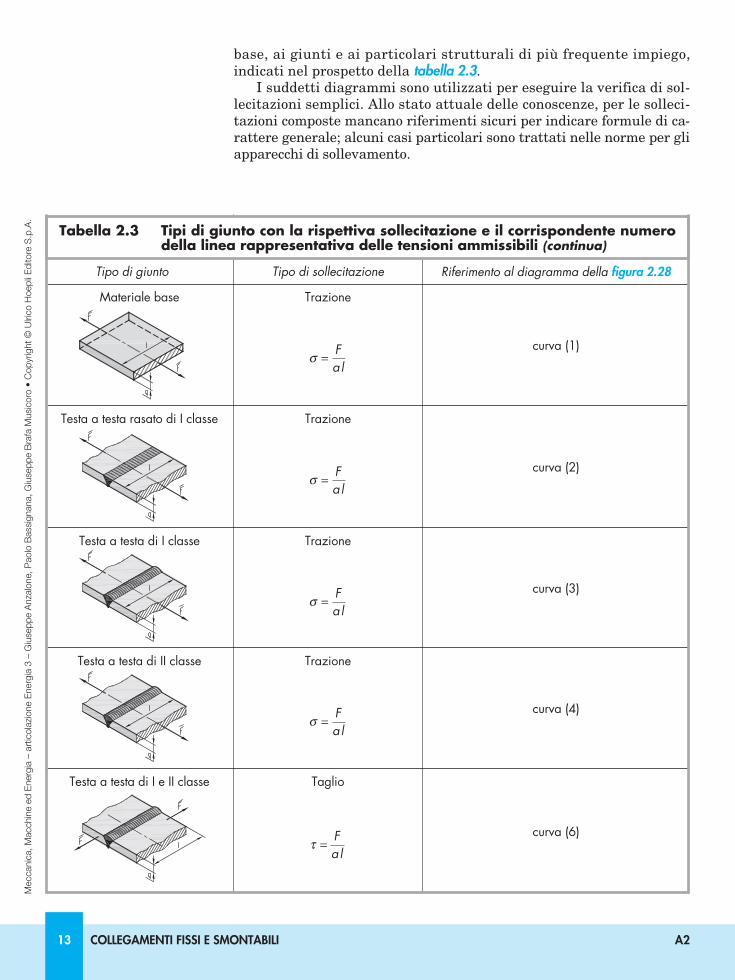
Tipo di giunto Tipo di sollecitazione Riferimento al diagramma della figura 2.28
Trazione
curva (1)
Trazione
curva (2)
Trazione
curva (3)
Trazione
curva (4)
Taglio
curva (6)
Tabella 2.3 Tipi di giunto con la rispettiva sollecitazione e il corrispondente numero della linea rappresentativa delle tensioni ammissibili (continua)
σ = Fal
σ = Fal
σ = Fal
σ = Fal
τ = Fal
Testa a testa rasato di I classe
Materiale base
Testa a testa di I classe
Testa a testa di II classe
Testa a testa di I e II classe
COLLEGAMENTI FISSI E SMONTABILI A214
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
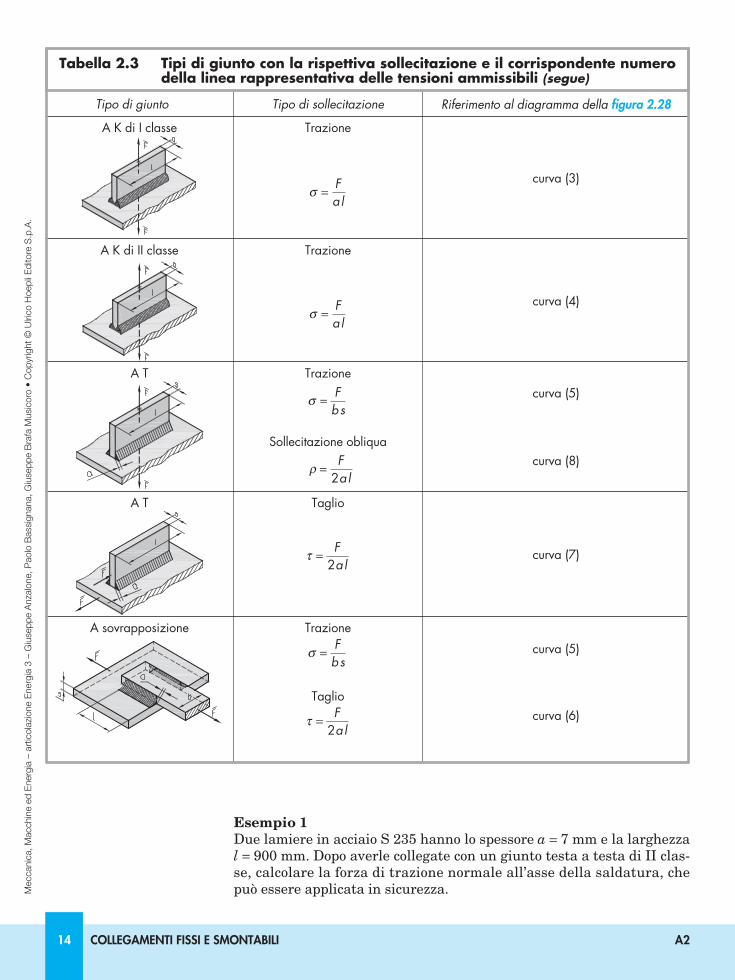
Esempio 1Due lamiere in acciaio S 235 hanno lo spessore a = 7 mm e la larghezza l = 900 mm. Dopo averle collegate con un giunto testa a testa di II clas-se, calcolare la forza di trazione normale all’asse della saldatura, che può essere applicata in sicurezza.
Tipo di giunto Tipo di sollecitazione Riferimento al diagramma della figura 2.28
TrazioneA K di I classe
A K di II classe
A T
A T
A sovrapposizione
curva (3)
Trazione
curva (4)
curva (5)
curva (8)
Trazione
Sollecitazione obliqua
Taglio
curva (7)
Trazione
curva (5)
curva (6)
Tabella 2.3 Tipi di giunto con la rispettiva sollecitazione e il corrispondente numero della linea rappresentativa delle tensioni ammissibili (segue)
σ = Fal
σ = Fal
τ = Fal2
σ = Fbs
ρ = Fal2
σ = Fbs
τ = Fal2
Taglio

COLLEGAMENTI FISSI E SMONTABILI A215
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
SoluzioneDalla tabella 2.2 si ricava il valore della tensione ammissibile statica per il materiale base:
σams = 160N
mm2
La tensione normale σn assume il seguente valore:
σnFl a
=
nel caso di giunti di II classe, deve risultare:
σ σn ams≤ =0 85 136,N
mm2
ossia:
Fl a
≤ 136N
mm2
da cui, sostituendo i dati, si ricava il valore della forza di trazione:
F = 900 × 7 × 136 = 856 800 N
Esempio 2Utilizzando il diagramma rappresentato nella figura 2.28 e il prospetto della tabella 2.3, calcolare la tensione ammissibile a fatica di un giunto testa a testa di I classe, in acciaio S 235, sottoposto a sollecitazione va-riabile compresa tra Fmin = 44 000 N e Fmax = 220 000 N.
SoluzioneDall’osservazione del prospetto della tabella 2.3 si determina la curva relativa al giunto del problema; essa corrisponde al riferimento (3).
Osservando la figura 2.28, in corrispondenza di:
FF
min
max
= =44 000220 000
0 2,
sull’asse delle ascisse del diagramma, e relativamente alla curva (3), si ricava il valore della tensione ammissibile a fatica, riportato sull’asse delle ordinate del diagramma:
σamf = 148N
mm2
COLLEGAMENTI FISSI E SMONTABILI A216
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
l’unità didAttiCA in breve A2
tipi di collegamenti
Per assemblare le diverse parti che formano oggetti di uso comune, orga-ni di macchine, strutture o attrezzature usate dall’industria, si utilizza-no diversi tipi di collegamento, che si possono classificare in:— collegamenti fissi, che non permettono la separazione dei singoli
componenti se non dopo la rottura fisica del collegamento stesso; si possono ottenere mediante saldature, chiodature, aggraffature o incollaggi;
— collegamenti smontabili o amovibili, che realizzano unioni fisse in esercizio, ma che consentono la separazione delle parti del com-plesso quando occorra; essi si possono realizzare mediante filetta-ture, linguette o chiavette, alberi scanalati, perni o spine.
La saldatura è un procedimento che consente di collegare due pezzi metallici mediante l’azione del calore, della pressione o di entrambi, re-alizzandone, talvolta, la continuità. Le saldature si classificano in:— saldature autogene, quando il metallo base dei lembi da unire
fonde e contribuisce alla formazione del giunto;— saldature eterogene, quando il metallo base non fonde e non con-
tribuisce alla formazione del giunto, che quindi è formato dal solo metallo d’apporto.
I procedimenti di saldatura più comunemente utilizzati, che sfruttano i suddetti metodi fondamentali, sono:— le saldature ossigas e ad arco;— la saldatura elettrica a resistenza; — la brasatura dolce e forte.
Altri procedimenti di saldatura speciali sono costituiti dalle saldature al plasma, a fascio elettronico e al laser.
La chiodatura viene impiegata per unire, in modo stabile e defini-tivo, elementi di carpenteria metallica e materiali diversi tra loro o non saldabili. L’operazione di chiodatura consiste nell’unire delle lamiere sovrapposte mediante una o più file di chiodi, i quali vengono inseriti in fori di precisione praticati nelle parti da unire e in seguito ribaditi, a freddo o a caldo.
L’aggraffatura, generalmente utilizzata per unire lamiere sottili di spessori non superiori a 0,7÷0,8 mm, consiste nel piegare i due lembi della lamiera in modo da ottenere un collegamento fisso.
L’incollaggio consiste nella giunzione delle parti con un collega-mento adesivo ottenuto mediante resine acriliche, viniliche, epossidi-che e fenoliche.
I collegamenti filettati possono essere utilizzati come organi di collegamento smontabili, per esempio viti e dadi, oppure come compo-nenti atti alla trasmissione del moto, per esempio la vite di chiusura di una morsa. Quando due organi coassiali sono montati uno dentro l’altro e devono trasmettere un momento torcente, il collegamento si può effet-tuare con chiavette o linguette.
COLLEGAMENTI FISSI E SMONTABILI A217
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
Per accoppiamento scanalato s’intende un tratto di albero, detto albe-ro scanalato, accoppiato con un mozzo, sui quali vengono ricavati dei risalti o delle cave in direzione assiale. Questo tipo di collegamento con-sente al mozzo di scorrere assialmente sull’albero, anche con gli elemen-ti in rotazione.
I perni e le spine sono elementi cilindrici o conici che servono per realizzare collegamenti smontabili.
Procedimenti di saldatura e calcolo dei giunti saldati
Nelle saldature per fusione a gas, dette ossigas, il calore necessario alla fusione del metallo di base e del metallo d’apporto è fornito dalla combustione di un gas con l’ossigeno puro, che funziona da comburente. La fonte di calore è quindi di natura termochimica e il gas più usato è l’acetilene.
La saldatura elettrica ad arco utilizza una sorgente di calore di natura termoelettrica. Il calore per la fusione nella zona di saldatura è ottenuto mediante l’arco elettrico o voltaico, che scocca fra i pezzi da saldare, e l’elettrodo.
Il circuito elettrico, costituito dal pezzo da saldare e l’elettrodo, riceve energia da una macchina elettrica, detta saldatrice.
La saldatura ad arco sommerso è un procedimento automatico in cui l’arco elettrico scocca fra un elettrodo fusibile non rivestito e il metallo base, sotto la protezione di un flusso granulare alimentato da una tramoggia.
Nella saldatura ad arco in atmosfera controllata, l’arco voltaico e il bagno fuso sono protetti dalle ossidazioni mediante un’atmosfera for-mata da gas inerti (elio o argon), o anidride carbonica CO2 (gas attivo). I procedimenti di saldatura che utilizzano gas inerti sono detti TIG e MIG, mentre il procedimento che impiega gas attivo è chiamato MAG.
Nel procedimento di saldatura TIG l’elettrodo è costituito da un’astina di tungsteno; il metallo d’apporto è fornito da una bacchetta separata, come nelle saldature ossigas.
La saldatura MIG è un procedimento semiautomatico nel quale il filo elettrodo, che costituisce il metallo d’apporto, avanza automatica-mente man mano che si consuma. Il procedimento di saldatura MAG è simile al metodo MIG, ma utilizza come gas protettivo l’anidride car-bonica.
La saldatura elettrica a resistenza è una tecnica che sfrutta il calore prodotto da una corrente ad alta intensità, la quale attraversa la zona da saldare sottoposta a pressione; essa avviene senza metallo d’apporto.
La brasatura è un procedimento di saldatura eterogenea nel quale l’unione di due parti metalliche è ottenuta esclusivamente per azione del metallo d’apporto, avente una temperatura di fusione notevolmente inferiore a quella del materiale da saldare.
La saldobrasatura è così chiamata perché il materiale d’apporto viene depositato per passate successive con la stessa tecnica impiegata nella saldatura ossiacetilenica.
In base alla posizione reciproca delle parti da saldare, alla loro forma

COLLEGAMENTI FISSI E SMONTABILI A218
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
e alla preparazione delle superfici tra le quali sarà formato il cordone di saldatura, si distinguono:— giunti testa a testa: a seconda dello spessore dei pezzi da saldare,
la forma della sezione del giunto può essere a V, a X, a U o a doppia U;
— giunti a T o a T a completa penetrazione, detto anche giunto a K, (caratteristici delle saldature d’angolo): le parti da unire sono accostate ad angolo, ossia ortogonalmente fra loro;
— giunti con cordoni d’angolo (caratteristici delle saldature a so-vrapposizione): si effettuano fra due lamiere sovrapposte e i cor-doni di saldatura possono essere disposti longitudinalmente o sulle superfici frontali.
Il calcolo delle saldature si effettua conformemente alle raccomandazio-ni della normativa CNR-UNI 10011, la quale distingue i giunti suddivi-dendoli in classi. I giunti di testa e d’angolo si considerano giunti di I classe e giunti di II classe; i giunti con cordoni d’angolo si considerano appartenenti a un’unica classe, caratterizzata da una ragionevole as-senza di difetti interni e da assenza di cricche da strappo sui lembi dei cordoni.
Collegamenti chiodati
La chiodatura è un processo che consente di unire elementi meccanici in modo stabile e definitivo, mediante chiodi. L’operazione di chiodatura consiste nel praticare, per trapanatura o per punzonatura, dei fori sulle lamiere da collegare in cui si inseriscono i chiodi, che in seguito vengono ribaditi.
Effettuata la scelta del diametro dei chiodi, secondo relazioni empi-riche indicate da diversi enti, si devono eseguire le seguenti verifiche di resistenza:— verifica di resistenza a taglio dei chiodi;— verifica di resistenza al rifollamento dei fori;— verifica di resistenza a trazione della sezione trasversale inde-
bolita dai fori.
Collegamenti filettati
Gli elementi filettati possono essere impiegati come organi di collega-mento, detti viti di collegamento, per realizzare l’unione di due parti mantenendo la possibilità di un facile smontaggio, oppure come organi per trasformare il moto, da rotatorio in traslatorio e viceversa, assumen-do il nome di viti di manovra o di lavoro.
A seconda delle caratteristiche di sollecitazione agenti nelle viti, in-dotte da forze esterne assiali o trasversali, si possono distinguere sollecitazioni prevalentemente assiali e sollecitazioni prevalentemente normali all’asse della vite.

COLLEGAMENTI FISSI E SMONTABILI A219
Mec
cani
ca, M
acch
ine
ed E
nerg
ia –
art
icol
azio
ne E
nerg
ia 3
– G
iuse
ppe
Anz
alon
e, P
aolo
Bas
sign
ana,
Giu
sepp
e B
rafa
Mus
icor
o •
Cop
yrig
ht ©
Ulri
co H
oepl
i Edi
tore
S.p
.A.
1.
2.
3.
4.
5.
6.
7.
8.
9.
ProbleMi di riePilogo A2Si deve eseguire il collegamento fra due lamiere mediante doppio copri-giunto con cordoni di saldatura laterali.Sapendo che i coprigiunti sono in acciaio S 235 e hanno uno spesso-re s = 12 mm, determinare la lunghezza dei cordoni di saldatura (lun-ghezza della sezione di gola), affinché il collegamento resista alla solle-citazione statica dovuta alla forza di trazione F = 40 000 daN.
Due lamiere in acciaio S 275 hanno lo spessore di 8 mm e la larghezza di 1000 mm. Collegandole con un giunto testa a testa di I classe, calco-lare la forza, normale all’asse della saldatura, che si può applicare in sicurezza.
Utilizzando il diagramma rappresentato nella figura 2.28 e il pro-spetto della tabella 2.3, calcolare la tensione ammissibile a fatica di un giunto testa a testa di I classe in acciaio S 235 con saldatura non rasata, sottoposto a una sollecitazione di trazione variabile tra 0 e un valore massimo. Sapendo inoltre che le lamiere hanno lo spessore a = 7 mm e la larghezza l = 850 mm, determinare il valore massimo della sollecitazione di trazione.
Dimensionare la chiodatura a sovrapposizione con una fila di chiodi, da ribadire a caldo, per unire due lamiere di sezione 140 × 10, in acciaio S 235, sottoposte alla forza di trazione F = 90 kN.
Dimensionare la chiodatura a sovrapposizione con due file di chiodi sfalsate, da ribadire a caldo, utilizzata per unire due lamiere di sezione 160 × 15, in acciaio S 275, sottoposte a una forza di trazione F = 245 kN.
Dimensionare la chiodatura a doppio coprigiunto con due file di chiodi sfalsate, da ribadire a caldo, utilizzata per unire due lamiere di sezione 160 × 15, in acciaio S 275. Il valore della forza di trazione è F = 245 kN.
In un giunto rigido a dischi per alberi aventi diametro D = 120 mm vengono impiegate viti M 30 × 2 di classe di resistenza 8.8, posti su una circonferenza di diametro D’ = 210 mm. Considerando le superfici a contatto dei dischi allo stato di sola sgrossatura, calcolare il numero di viti necessario a trasmettere una potenza P = 441 kW alla frequenza di rotazione n = 200 giri/min.
Dimensionare i quattro bulloni calibrati di classe 4.6 di un giunto rigido a flange, sapendo che la forza di taglio agente sui bulloni vale Ft = 920 daN.
Dimensionare le viti di classe 5.6 di un tenditore soggetto a una forza di trazione Fa = 1150 daN.