Progettazione di Active Directory Renato Francesco Giorgini [email protected].

20 INTERVISTA il GIORNALE della LOGISTICA
4 chiacchiere con Gianfranco Giorgini / Ducati
Gianfranco Giorgini, Direttore Operations della Ducati, azienda che vanta 50 annidi alta ingegneria, design e verifiche in gara. Per Giorgini le tre leve del cambiamentoin azienda sono state “l’outsourcing della logistica, l’esternalizzazione di lavorazionimeccaniche non core e l’integrazione tra i fornitori”
La Ducati non produce solo moto da Gran Premio, ma gioielli destinati ad un pubblico di appassionati: per garantire il top di qualità e prestazioni al cliente finale l’intera fabbrica si declina secondo rigorosi parametri che sono, in prima battuta, di logistica pura e applicata...
DANIELE SEMENZATO
Una logistica da campioni
N on capita spesso di venirsene via da unluogo, o di congedarsi da qualcuno,continuando per un bel po’ a chiedersi
che cosa ci abbia tanto colpito da mettere i no-stri pensieri in “vibrazione”. Il giorno che ho tra-scorso presso la fabbrica motociclistica Ducati diBorgo Panigale, a due passi da Bologna, hasortito proprio quest’effetto. Dico “fabbrica” an-che se so perfettamente che qui ci sono gli uffi-ci direzionali e commerciali, ossia che questo è“il quartier generale” dell’azienda, ma quello cheho visitato, accompagnato da Gianfranco Gior-gini, Direttore Operations Ducati, è indiscuti-bilmente, e prima di ogni altra cosa, il luogo do-ve uomini e donne con la tuta rossa, una granpassione per il proprio lavoro, come quella rac-contata nel year book 2004 dalla signora Lidia(vedi box 2), ed un unico ideale di perfezione,producono moto da sogno “buone al primo col-po” del tutto identiche ai purosangue meccani-ci che vincono la Superbike.
Dunque signor Giorgini, come è cominciatala sua avventura in questa azienda? La mia avventura in Ducati ha avuto inizio nel-la seconda metà del 1997, a circa un anno dal-l’acquisizione dell’azienda da parte di TPG(Texas Pacific Group, ndr), quando Federico Mi-noli, artefice del turnaround e attuale Presidente,mi propose la posizione di Direttore della Lo-gistica. Fino ad allora avevo lavorato per ben
riorganizzata, ma trasformata in un hub logi-stico e aperta ai nostri clienti per visite guida-te. Le risorse finanziarie erano limitate, e il tem-po di realizzazione era poco... Insomma, per chicome me ama le sfide e la gestione del cam-biamento, era una gara impossibile da rifiutaree fu così che saltai in sella a Ducati ...
Venticinque anni in Lombardini, tutti spe-si in produzione? Non solo. L’esperienza è stata “monoazien-dale”, ma molto eterogenea grazie alle diverseposizioni che ho ricoperto in ambito pro-duttivo, commerciale e tecnico. La curiositàe la predisposizione al cambiamento mi per-mettevano di indagare e conoscere il businessin ogni suo aspetto, e la visione di insieme chene ricavavo mi facilitava nell’identificare e pro-porre soluzioni organizzative, che mirando al-l’integrazione delle funzioni dipartimentalimiglioravano le nostre performance aziendali.
Potrebbe spiegarsi, per favore? A metà degli anni ’80, in Lombardini come nel-la maggioranza delle aziende, capitava spessodi vedere gli organigrammi aziendali struttu-rati con la funzione acquisti che riportava al di-rettore finanziario, la funzione di pianificazionemateriali che riportava al direttore di produ-zione e i magazzini prodotti finiti e la distru-buzione fisica che riportavano al direttorecommerciale.Questi tipi di organizzazione generavano un bas-so livello di servizio ai clienti, un alto costo lo-gistico e grandi obsolescenze. Le leve principalidella prestazione logistica erano disperse attraversotre o più differenti responsabilità. Fu davverouna grande opera di cambiamento organizza-tivo quella che operammo in Lombardinicreando la funzione logistica. Realizzammo in-fatti un sistema logistico integrato, accorpan-
do in un unico ente gli acquisti, la pianifica-zione della produzione, la distribuzione fisicae la gestione del portafoglio ordini attivo.
Torniamo in Ducati, cosa successe dal 1996in avanti?Nel settembre 1996, quando TPG entrò a farparte della compagine aziendale, Ducatiproduceva 25 moto al giorno (oggi siamo a185) con forti problemi legati all’irregolaritàdel flusso delle forniture e alla scarsa qualitàdei componenti acquistati. Bisognava ri-pensare il nostro modello di funzionamen-to e per farlo era indispensabile deverticalizzare,ovvero alleggerire l’azienda di tutte le attivitàche non erano core, togliere la buccia e lasciarela polpa, e la polpa nel nostro caso era faredelle gran moto!
Mi vuole parlare di outsourcing?Si. Solo una breve premessa: durante la fase delturnaround Ducati la produzione moto è au-mentata dalle 12.500 unità del 1996 alle41.000 unità del 2001. Abbiamo usato l’out-sourcing delle attività non core come levastrategica per non aumentare lo staff oltre le 1.000persone, che avevamo già raggiunto. Dapprima, abbiamo esternalizzato la logisticaoutbound (i magazzini prodotti finiti, ricam-bi, vestizione moto, e le relative spedizioni...),poi abbiamo continuato con la logistica inbound(ricevimento merci, movimentazione com-ponenti, trasporti...) e più recentemente alcuniservizi. A suo tempo fu una scelta strategica fondatasul presupposto che tutte le risorse disponibi-li dovevano essere concentrate esclusivamen-te nel risanamento finanziario, nel potenziamentocommerciale e del brand e nell’innovazione tec-nica delle nuove moto. Non fu facile e naturalmente la parte più de-
5 lustri alla Lombardini Motori di ReggioEmilia; l’esperienza era stata importante e ac-crescitiva, ma dopo tanto tempo sentivo l’esi-genza di rimettermi in gioco.Volevo una sfida stimolante e Minoli mi con-quistò presentandomi con entusiasmo l’a-zienda Ducati che ancora non esisteva e che aspi-rava a realizzare. Si trattava di ristrutturareDucati rafforzandone la produttività ed esal-tandone le caratteristiche distintive: in so-stanza, mantenendo al centro di ogni nostra at-tività la costruzione di motociclette sportive al-tamente performanti, avremmo dovuto tra-sformare Ducati da azienda metalmeccanica adazienda di entertainment, mediante lo svi-luppo di attività collaterali alla produzione dimoto. Per quanto riguardava il mio compito,la fabbrica avrebbe dovuto non solo essere
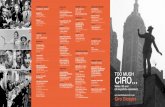
Una veduta aerea della sede centrale della Ducati a Borgo Panigale, nei pressi di Bologna
Numeri da Gran Premio74.500: i metri quadri coperti
di fabbrica e uffici
185: le moto prodotte al giorno
oltre 100: i modelli diversi in sei famiglie di prodotto
circa 700: i componenti di distinta base per modello

il GIORNALE della LOGISTICA INTERVISTA 21
licata riguardava l’approccio con la contro-parte sindacale per la condivisione delle poli-tiche del deployment, ma i risultati ottenuti cihanno ripagato dello sforzo.
Vale a dire?Abbiamo agito utilizzando tre leve di cam-biamento: 1) l’outsourcing della logistica outbound ad un
provider (Saima Avandero) incaricato ditutte le attività di stoccaggio e distribuzio-ne per moto e ricambi; della logistica inboundad un provider (Cablog) specialista nel set-tore (era già fornitore Aprilia, ndr); e l’out-sourcing dei servizi generali (magazziniutensili, ristorazione...).
2) l’esternalizzazione di lavorazioni meccanichenon core ( bilanceri, parte dei carter, teste,...)
3) l’ntegrazione fra i fornitori e l’aumento dellivello di aggregazione in moduli dei com-ponenti acquistati all’esterno, con l’eliminazionedel conto lavoro.
L’applicazione di questo modello di approv-vigionamento ha visto i migliori fornitori di-ventare “capi-commessa” responsabili dellaqualità, del servizio e del costo di un intero mo-dulo specifico, con la conseguente riduzionedel parco fornitori Ducati da 420 a 195 in me-no di due anni.
Ancora oggi più di qualche imprenditore te-me di perdere un importante feedback conla clientela affidando la distribuzione al-l’esterno, che ne pensa?Penso che occorra scegliere bene il partner e chein azienda si debba sempre avere una figura pro-fessionale altamente qualificata, che agisca co-stantemente da interfaccia con il provider lo-gistico. Una volta trovato il partner giusto e sta-bilite le regole del servizio, non si devono ave-re dubbi sulla validità strategica della scelta: per-sonalmente preferisco investire ogni euro di-sponibile in R&D e in investimenti tecnolo-gici, piuttosto che spenderlo per fare il tra-sportatore o il magazziniere.
Come mai avete due fornitori diversi per iflussi inbound e per la distribuzione?Questa è una storia interessante. A quel tem-po avevamo scarse competenze professionali sul-la logistica inbound al nostro interno e una so-cietà di consulenza logistica spagnola, che vo-leva entrare nel mercato italiano, si candidò co-me intermediaria nel processo di preparazio-ne del tender e di selezione del partner. Ac-
cettammo la candidatura e questa risultò unamossa vincente. La selezione non fu inquina-ta dall’appetibilità del nome Ducati, e l’agiretramite intermediario ci permise di evidenziarele vere credenziali professionali dei vari part-ner potenziali nonché la loro condivisione delnostro modello. Ci furono sottoposti tre can-didati finali e la nostra scelta cadde su Cablog,già operante nel settore con Aprilia. Quanto al fatto di non avere un operatorelogistico unico per la distribuzione e per l’in-bound, penso che un po’ di sana competi-zione, così come in una gara motociclistica, nonpossa che essere benefica.
L’integrazione informatica con loro è statadifficoltosa?No, in nessuno dei due casi. Al contrario, ab-biamo sicuramente beneficiato dell’elevato li-vello di conoscenza specifica che entrambi ave-vano rispetto al nostro: finalmente le giacenzefisiche concordavano con quelle contabili! Poi,le dirò, non mi sentirà mai riporre troppo en-tusiasmo nello strumento informatico qua-le fattore determinante per il miglioramen-to della prestazione logistica e dell’evolu-zione “lean”.
Anzi, la trasformazione lean prevede il piùdelle volte l’utilizzo di tecniche di comu-nicazione diretta (dal kanban al visual ma-nagement, ndr)Indubbiamente. A questo proposito, per mefu illuminante una visita agli stabilimenti Por-sche di Stoccarda. Era il 1998, poco dopo ilmio ingresso in Ducati, e quella era la primavolta in cui vedevo applicati i principi dellalean production. Fu l’inizio di una collaborazione con i colleghitedeschi che ispirò molti dei nostri cambia-menti in ambito produttivo e i cui esiti si pos-
sono osservare all’interno della nostra fabbrica.
A distanza di parecchi anni cosa ricordaancora come il fatto più sconvolgente del-la vostra iniziazione lean?In Porsche non c’erano scorte né in linea né inmagazzino, eppure ogni giorno uscivano de-cine e decine di quelle vetture da sogno! Noi in Ducati eravamo pieni di materiali dap-pertutto, eppure le moto spesso scendevano dal-la linea incomplete... C’era davvero di che ri-manere a bocca aperta!
Cosa avvenne dopo?Nel 2000 decidemmo di stipulare con Porscheun contratto di consulenza. Posso affermare che sia stato uno dei nostri mi-gliori investimenti negli ultimi anni, ma all’epocanon potevamo saperlo, e di certo per il nostro
Amministratore Delegato non fu una decisionefacile da prendere!
Una grande scuola invece che fare gli au-todidatti, è un consiglio che vuole dare a chiavesse questa tentazione?Ha mai guardato qualuno sciare o giocare a ten-nis? Chi ha ricevuto anche solo i fondamen-tali da un maestro, si distingue subito da chiha fatto tutto da solo...
Io di solito faccio l’esempio di quelli che suo-nano uno strumento andando ad orecchioe quelli che hanno studiato musica e lasanno leggere!Si, è la stessa cosa. E aggiungo che per noi i col-leghi dello staff Porsche non sono stati sempliciconsulenti ma veri e propri maestri, gente cheavrà passato sì e no qualche giorno in ufficio
Ducati improvement process: implementazionedella lean organization
L’evoluzione del Ducati improvement process
Il guanto di sfidaAntonio Calbi operatore TPM (Total Productive Main-tenance) racconta:“un giorno però qualcuno lanciò unguanto di sfida: un gruppo sparuto di persone vennecatapultato tra lo scetticismo di tutti in questo progettodi cambiamento (introdurre il TPM) con poche cono-scenze di base ma una grande volontà di apprende-re, di fare, di non arrendersi di fronte alle difficoltà (chesono state tante), trasformando ognuna di esse inuna opportunità di miglioramento”.

22 INTERVISTA il GIORNALE della LOGISTICA
a girar carte, perchè tutto il resto del tempo eracon noi in fabbrica, fianco a fianco con gli ope-rai, a controllare il funzionamento dei nostricantieri lean, e a sostenerci nel rivoluzionare ilnostro sistema di produzione!
Tutto inizia e finisce nel Gemba!Non c’è alternativa: o si conosce il proprio cam-po di azione o è tutto tempo perso. Quandosiamo scesi nel Gemba Ducati, abbiamo ini-ziato facendo segni col pennarello sugli albe-ri a gomito, per controllare se se era vero cheli producevamo in un giorno e mezzo come erastato scritto in anagrafica MRP... E abbiamoapplicato le “5S” cominciando a lucidare pa-vimenti.
Prima, il pavimento sporco e coperto di mac-chie era solo una superficie percorribile alla qua-le si incollavano le scarpe... adesso quello stes-so pavimento, di colore chiaro e regolarmen-te pulito e lucidato, è diventato un vero eproprio strumento di controllo: una macchianon è più solo una macchia ma il segnale del-la perdita d’olio di una macchina utensile, a cuil’operatore sa di dover rispondere con un in-tervento immediato.
Ma come si comincia a mettere le mani infabbrica, una cosa vale l’altra? La prima regola è fare la mappatura del flus-so di valore. Quando questa è stata realizzatacon precisione e si hanno una forte motivazioneal cambiamento e una buona capacità esecu-tiva, il risultato può essere raggiunto.
Mi vuole dire quali sono i vostri pilastri lean? Raffiguriamo il nostro modello con un tem-pio del Just In Time (JIT), sorretto da quat-tro colonne. La prima colonna è il One Pie-ce Flow. I clienti ordinano una moto alla vol-ta, di conseguenza il nostro sistema produt-tivo non si muove a lotti ma con la logica delflusso di un pezzo alla volta. La seconda co-lonna il “Pull”: dobbiamo produrre solo ciòche viene richiesto dal cliente e non per
stoccare i prodotti a magazzino. La terza co-lonna è lo “Zero Difetti”: con problemi di qua-lità i flussi tesi non funzionano. La quarta co-lonna è la “Cadenza”: non ci si deve muoverea strappi ma in modo cadenzato (concetto deltakt-time regolare) e perciò occorre saperbilanciare.Posso affermare che la conseguenzadi quanto appreso nell’applicazione dei prin-cipi JIT sta non solo nei miglioramenti pra-tici ottenuti, ma anche nel cambiamento diapproccio mentale da parte nostra: le stessepersone che anni fa non credevano possibi-le produrre gli alberi a camme in lotti infe-riori ai 1.500 pezzi, oggi si adoperano inogni modo per ridurre i lotti al di sotto dei20 pezzi che mettiamo in lavorazione at-tualmente.
Ci sono dunque cantieri di miglioramentosempre aperti in giro per la fabbrica.Si, sia in Ducati, sia presso i nostri fornitori,dai quali proviene il 90% del valore delle no-stre moto. Con loro condividiamo regolar-mente l’esperienza appresa con Porsche, con-ducendo workshop lean presso le loro sediproduttive, al fine di facilitare l’adozione del no-stro modello da parte loro e integrare al me-glio le nostre attività comuni. L’estensione aifornitori del modello lean è stata per noi un ve-ro e proprio progetto (progetto D.E.S.M.O.: Du-cati Evolution Supply Chain Management Op-timization, ndr), i cui risultati sono stati cosìdi prim’ordine da permetterci di pianificare unulteriore passo avanti: il coinvolgimento dei for-nitori anche nella fase di progettazione (co-de-sign, ndr).
Ci può fare un esempio di come funzionaesattamente questa collaborazione?Ogni anno organizziamo circa 10 workshopdella durata di un mese presso i nostri fornitori.Alcuni nostri responsabili tecnici o di funzionesi trasferiscono dal fornitore per condurre i“cantieri di lavoro lean” su progetti comunidi miglioramento (per esempio di riduzionedel costo dei componenti), con una traspa-rente logica win-win, in base alla quale ivantaggi derivanti dal miglioramento effet-tivo sono equamente ripartiti tra Ducati, ilfornitore ed il cliente.
Dunque il manager lean è allo stesso tem-po maestro e discepolo, formatore ed ap-prendista. È un circolo virtuoso che vede i
protagonisti contemporaneamente arteficie spettatori di un lean-network di conoscenzee di esperienze. Talvolta si ha l’impressione che “il pensie-ro lean” abbia per i propri adepti la forza tra-scinante di una fede che punta a converti-re alla propria dottrina quanti più seguacipossibile.. Più realisticamente penso che si sviluppi unospirito di appartenenza che, lungi dal voler es-sere elitario, cerca sempre il confronto e loscambio per migliorare e condividere i successidel metodo. È il principio della fabbrica aperta che ha fat-to di Ducati una meta frequente di visite di-dattiche e di seminari cui partecipano mana-ger di aziende interessati alla nostra esperien-za di cambiamento. Ricordo ancora quando, tempo fa, per vin-cere le ultime sacche di resistenza avverse al-l’applicazione delle 5S in reparto, organiz-zai un pullman di cinquanta persone, e suinvito dell’amico Ingegner Ferrari, uomodi solida formazione lean che provenivadalla scuola della multinazionale Valeo, fa-cemmo una visita in Brembo spa, che già al-lora era molto avanti in questo campo: ve-dere i reparti organizzati più come sale ope-ratorie che come officine meccaniche la-sciò tutti di sasso, e da quel giorno la stra-da era spianata anche per noi.
Ma non basta una gita, seppur così inte-ressante, per cambiare le cose, vero?Magari! Dopo ci vogliono persone che “faccianoaccadere le cose”: capi che sappiano traghettareil gruppo verso la destinazione. A volte costamolto e occorre essere pronti anche a prendereposizioni ferme, come la volta in cui dovetti ri-nunciare ad un mio responsabile della logisticae della programmazione...
Come avvenne?Questo manager aveva messo anima e corponella richiesta di approvazione, in tempi di ri-dotti investimenti, ad una grossa spesa (circa2 milioni di euro) per la modernizzazione e l’au-tomazione del magazzino. Io, che ero com-pletamente affascinato da quanto osservatoin Porsche - dove non c’erano magazzini -bloccai il progetto, con la proposta alternati-va di abbattere il magazzino. Coerentementeil manager diede le dimissioni, mentre poco tem-po dopo in Ducati avviammo il piano da mesostenuto. Era autunno, e prima di Natale i pri-mi 40 metri del vecchio magazzino di 120 me-tri per 12 di altezza, erano già stati smantella-ti; a Pasqua altri 40 metri erano spariti, dopodi che ci confrontammo per verificare se ave-vamo il coraggio di far saltare anche gli ultimi40 metri! Un grande riconoscimento va ad Ales-sandro Guella, un mio giovane e valido colla-boratore che riuscì a vincere le ultime per-plessità dei colleghi più conservatori: il 2 di no-vembre dell’anno seguente, il magazzino nonesisteva più!
Ma le moto le fate ancora?La percentuale delle moto incomplete (permancanza di componenti, ndr) è passata dal 20nel periodo in cui avevamo il magazzino, al 3,5%attuale e stiamo ancora migliorando. E comunquele scorte sono un sonnifero. Non danno alcunagaranzia di efficacia produttiva. Se la logica JITè applicata, i problemi devono essere affonta-ti e risolti velocemente, pena il fermo linea.
Dunque ingegner Guella, a lei la parolaGUELLA: dai soliti muletti che portavano i ma-teriali a bordo linea, senza nessuna sincroniacon la cadenza e la sequenza d’mpiego, siamopassati al fondamentale concetto del kit diassemblaggio, ovvero ogni singola moto entrain produzione portandosi dietro tutto il suo cor-redo di componenti sequenziati per il montaggio.
È un po’ come il carrello della sala opera-toria: strumenti, garze e tamponi e quant’al-tro necessario, tutti allineati e contati (in-
In alto particolare delle linee di produzione e a destra personale nelle corsie, linde e sgom-bre di materiali superflui
Il mondo Ducati
Mappare
il flusso
di valore

INTERVISTA 23il GIORNALE della LOGISTICA
dispensabile la conta finale dopo la suturaper essere sicuri di non aver lasciato nullanella pancia del paziente), pronti per esse-re usati dal chirurgo senza girare per tuttol’ospedale in cerca di quello che serve..GUELLA: diciamo così. Infatti questo meto-do dà delle garanzie anche in termini di ridu-zione degli errori e di controllo del processo.
Il kit dove viene “preparato”? Non mi dicache è un piccolo magazzino perchè altrimenticasca tutto il palco. GUELLA: è un mini magazzino chiamato“supermarket”, alimentato con la logica del kan-ban, e dimensionato in base al consumo, al leadtime ed ai pezzi presenti nel contenitore. La dif-ferenza nei confronti della scorta tradizionaleè che sugli scaffali del supermarket ci sono so-lo i pezzi indispensabili per preparare il kit sen-za interrompere il flusso di produzione: que-sto si svuota e si riempie continuamente secondoi parametri di consumo.
Funziona un po’ come i nostri polmoni, nes-suno direbbe che sono dei magazzini d’aria,ma senza quel “buffer” vitale tutta la re-spirazione sarebbe alquanto più affannosae problematica. Il kanban che, a sua volta,alimenta il supermarket da dove arriva?GUELLA: da un centro di lavorazione a mon-te oppure dal fornitore, entrambi attivati da “car-tellini elettronici” che hanno recentementesostituito i tradizionali cartoncini. Questa in-novazione tecnologica ci ha permesso di superareil limite territoriale della vicinanza del forni-tore, facciamo il kanban, per esempio, conun fornitore localizzato a Torino.
Il fornitore vede l’avanzamento della pro-duzione in internet? Il web-procurement perdialogare con i vostri fornitori lo utilizzate?GUELLA: pubblichiamo i nostri ordini difornitura in un portale con una serie di se-gnalazioni relative al loro processo di evasione.Inoltre, sullo stesso portale, ogni fornitore ve-de il suo livello di servizio.
Certo Giorgini, che per processi di cam-biamento così radicali occorre una leader-ship forte perchè, inevitabilmente, qual-cuno si perde per strada o non accetta la sfi-da: parlo di colleghi ma anche di fornitori:a proposito di fornitori, c’è incompatibilitàtra l’impostazione produttiva snella e l’ap-provvigionamento in aree lontane dei pae-si low-cost?Le difficoltà di integrare in un network difornitura “lean” aziende lontane migliaia di chi-lometri si intuiscono facilmente, e sono tali da
poter rendere le due istanze, quella del processolean e quella della convenienza all’acquistolow-cost, inconciliabili. È un argomento di gran-de attualità per noi, perchè proprio in questoperiodo stiamo elaborando la migliore strate-gia da seguire.
Sembrano lo Yin e lo Yang della filosofia orien-tale, se esistesse il Tao della lean productionforse si potrebbero conciliare due similiopposte esigenze!Il fatto è che diventa sempre più difficile com-petere sul terreno dei costi con i nostri com-petitor globalizzati: sono multinazionali con enor-mi capacità produttive dislocate proprio nei pae-si con manodopera a basso costo. Anche un me-dio produttore europeo come Triumph harealizzato un impianto in Asia, in Thailandiaper la precisione, dove produce il 45% delvalore della moto per poi assemblare il rima-nente in Inghilterra. La materia è incande-scente, e non si può restare alla finestra o farei puristi ad oltranza: lean production e outsourcingnei paesi low-cost dovranno essere integrati.
Per il sistema produttivo nazionale il giochettodella delocalizzazione rischia però di ac-celerare un processo di depauperizzazionedelle competenze tecniche e di processo.Fra qualche anno le mani d’oro degli artigia-ni o degli specializzati nei diversi settori industrialinon saranno più italiane ma probabilmente asia-tiche o indiane! È il vero pericolo che si correcon questa politica di delocalizzazione produttivae osservando la realtà attuale è evidente che con-tenere il fenomeno non sarà facile. Volendo peròessere ottimisti, penso che una corretta appli-cazione delle tecniche lean possa essere una va-lida risposta al recupero di competitività. Fa-cendo le mappature del flusso del valore, si sco-pre immancabilmente che il valore aggiunto èmediamente del 33%. Quindi esistono ampimargini di miglioramento.
Torniamo in Italia, per ora. Qualcuno ha det-to che la prima conseguenza della trasfor-mazione della catena di fornitura in logicasnella è che le aziende committenti diven-tano sempre più degli assemblatori di par-ti prodotte esternamente: pensa anche Leiche questo sia inevitabile?No, proprio no. Porsche e Ducati hanno adot-tato due politiche completamente diverse su que-sto argomento, grande integrazione produtti-va i tedeschi, e spinta all’esternalizzazione gliitaliani; e le motivazioni non sono tecniche ometodologiche, ma puramente finanziarie.Per quanto riguarda Ducati, il fondo americanoTPG (Texas Pacific Group, ndr), che fino a ie-
ri (*) controllava la compagnia, aveva esclusoqualsiasi investimento produttivo importante,obbligando giocoforza al ricorso a fornitori ester-ni. Abbiamo proceduto di conseguenza, ma man-tenendo al nostro interno alcune lavorazionimeccaniche strategiche del gruppo motore,come quella dell’albero a gomito e quella del-l’albero a camme.
Fin qui abbiamo parlato di quanto la me-todologia lean abbia cambiato il modo di pro-durre in fabbrica e di trattare con i fornitori,ma a monte di tutto il processo forse occorrevaprima chiedersi cosa vuole veramente ilcliente di Ducati: qualcuno lo ha chiesto aivostri clienti? L’amministratore delegato diuna azienda lean da me recentemente in-tervistato (Sandro Marcorin della BPT,nrd), mi ha detto che la prima cosa che hafatto quando ha preso in mano l’azienda èstata quella di fare la valigia e per un meseandar dietro ai suoi agenti per visitare iprincipali clienti. A dir la verità, in Ducati ci siamo prima but-tati a testa bassa per rendere più efficiente il pro-cesso produttivo in modo che le moto uscis-sero velocemente e buone al primo colpo, e l’o-biettivo è stato in gran parte raggiunto. Restano da compiere le ultime due fasi del no-stro piano strategico, che prevedono di aprirecantieri di miglioramento lean proprio nelle areedella progettazione e del sales management.
Di solito sono aree ben gelosamente pre-sidiate e custodite contro le intrusioni dichicchessia. Come pensate di cavarvela?
In effetti, scherzando con Federico Minoli (a.d.di Ducati, ndr) diciamo che l’area tecnica èuna fortezza inaccessibile, un po’ come FortKnox. Al di là delle battute, abbiamo già ini-ziato le grandi manovre puntando molto suuomini come Claudio Domenicali. Già Am-ministratore Delegato di Ducati Corse e at-tuale Direttore Prodotto di Ducati Motor Hol-ding, è un ottimo conoscitore del cliente, nerispetta le esigenze e ne sa cogliere le richie-ste di miglioramento.
Dunque Giorgini, prima di concluderequesta interessante galoppata nel mon-do del kaizen relizzato in Ducati, perchènon si sbottona un po’ con i lettori del Gior-nale della Logistica e ci dice in due paro-le quale pensa essere il suo pregio maggioree, viceversa, il suo peggior difetto?Il pregio è facile: è la capacità che mi rico-noscono tutti di saper liberare l’energia nel-le persone e di utilizzare al meglio gli strumentia disposizione; non è un caso che nei nostriworkshop usiamo lo slogan “no money, nopeople, no space”. Per quanto riguarda il difetto, penso talvol-ta di mancare della necessaria assiduità nel con-trollo delle attività assegnate ai miei colla-boratori. Sono certo che molti di loro le giurerebbe-ro il contrario, ma io penso di doverli mar-care ancora più stretti, per far sì che le coseaccadano con maggior rapidità.
Copyrights Il Giornale della Logistica - aprile 2006
Ducati: un marchio storico nel settore motociclistico
“Dobbiamo produrre solo ciò che viene richiesto dal cliente e non per stoccare i prodot-ti a magazzino… Le scorte sono un sonnifero. Non danno alcuna garanzia di efficacia pro-duttiva”
(*) la notizia del take-over da parte del fondo italiano Investinindustrial Holdings, che fa capo alla famiglia Bo-nomi, è su tutti i giornali finanziari nei giorni dell’intervista.