3.2 Ciclo dello zolfo - Treccani, il portale del sapere sempre più elevato, hanno fatto del...
24
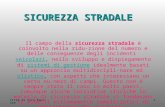
3.2.1 Introduzione La rimozione dei componenti solforati dalle correnti liquide e gassose rappresenta una necessità in molti set- tori dell’industria degli idrocarburi. L’introduzione di norme più severe sui carburanti e la crescente attenzio- ne per i problemi ambientali, insieme alla necessità di processare gas naturale e greggi con un contenuto di zolfo sempre più elevato, hanno fatto del recupero dello zolfo una delle questioni centrali nel campo della ridu- zione delle emissioni. L’espressione ciclo dello zolfo (fig. 1) designa nume- rosi processi ampiamente utilizzati nell’industria della raffinazione, con finalità che vanno dalla trasformazio- ne e/o la cattura dei composti dello zolfo contenuti nelle frazioni petrolifere alla loro rimozione, in genere sotto forma di zolfo elementare. La finalità ultima del ciclo dello zolfo è l’elimina- zione dei composti dello zolfo dalle varie frazioni petro- lifere (Heinrich e Kasztelan, 2001). Questo scopo viene raggiunto mediante: a) isolamento e concentrazione dei composti dello zolfo indesiderati; b) trasformazione delle diverse specie di zolfo, per lo più in solfuro di idrogeno (H 2 S), nelle unità di idrodesolforazione (HDS, Hydro- DeSulphurization; le unità HDS che fanno parte di un tipico ciclo di raffineria sono illustrate nel cap. 3.1) e in quelle di hydrocracking o di cracking catalitico; c) cat- tura e arricchimento di H 2 S mediante assorbimento con solventi (per esempio, nelle unità di trattamento con ammina); d) conversione di H 2 S in zolfo elementare nel- l’unità di recupero dello zolfo (SRU, Sulphur Recovery Unit), utilizzando il processo Claus e/o altri processi (v. parr. 3.2.3 e 3.2.4). Lo zolfo elementare è lo stato finale del processo di recupero delle diverse specie di zolfo. In passato, lo zolfo elementare recuperato possedeva un notevole valore com- merciale ed era venduto sul mercato. Tuttavia, a causa del continuo aumento della quantità di zolfo recuperato dall’industria di estrazione degli idrocarburi, l’offerta ha superato di molto la domanda e i prezzi sono crollati a livelli tali da rendere troppo costoso il trasporto di que- sto prodotto. Si prevede che il mercato dello zolfo con- tinuerà a soffrire a lungo di questa situazione di sovrap- produzione cronica. Nel 2000, la produzione mondiale di zolfo è stata di circa 60 milioni di tonnellate metri- che. Si assume in genere che il processo Claus sia all’o- rigine dell’85% dello zolfo prodotto; il 90% dello zolfo prodotto è utilizzato per la fabbricazione di acido solfo- rico (H 2 SO 4 ), mentre il 60% è impiegato a sua volta per produrre fertilizzanti. Di seguito viene fornito un quadro generale delle potenzialità dei vari processi di recupero dello zolfo, tenendo conto della natura della corrente. Rispetto al trattamento del gas, i processi di raffinazione del petro- lio sono una fonte di gas a basso contenuto di biossido di carbonio (CO 2 ); tuttavia, se nello schema della raffi- 137 VOLUME II / RAFFINAZIONE E PETROLCHIMICA 3.2 Ciclo dello zolfo gas di raffineria gas depurato/ fuel gas inceneritore inceneritore gas acido SWS gas, NH 3 zolfo recupero dello zolfo fino al 99,9 fig. 1. Tipico ciclo dello zolfo nell’industria della raffinazione.
Transcript of 3.2 Ciclo dello zolfo - Treccani, il portale del sapere sempre più elevato, hanno fatto del...

3.2.1 Introduzione
La rimozione dei componenti solforati dalle correntiliquide e gassose rappresenta una necessità in molti set-tori dell’industria degli idrocarburi. L’introduzione dinorme più severe sui carburanti e la crescente attenzio-ne per i problemi ambientali, insieme alla necessità diprocessare gas naturale e greggi con un contenuto dizolfo sempre più elevato, hanno fatto del recupero dellozolfo una delle questioni centrali nel campo della ridu-zione delle emissioni.
L’espressione ciclo dello zolfo (fig. 1) designa nume-rosi processi ampiamente utilizzati nell’industria dellaraffinazione, con finalità che vanno dalla trasformazio-ne e/o la cattura dei composti dello zolfo contenuti nellefrazioni petrolifere alla loro rimozione, in genere sottoforma di zolfo elementare.
La finalità ultima del ciclo dello zolfo è l’elimina-zione dei composti dello zolfo dalle varie frazioni petro-lifere (Heinrich e Kasztelan, 2001). Questo scopo vieneraggiunto mediante: a) isolamento e concentrazione deicomposti dello zolfo indesiderati; b) trasformazione dellediverse specie di zolfo, per lo più in solfuro di idrogeno(H2S), nelle unità di idrodesolforazione (HDS, Hydro-DeSulphurization; le unità HDS che fanno parte di untipico ciclo di raffineria sono illustrate nel cap. 3.1) e inquelle di hydrocracking o di cracking catalitico; c) cat-tura e arricchimento di H2S mediante assorbimento consolventi (per esempio, nelle unità di trattamento conammina); d) conversione di H2S in zolfo elementare nel-l’unità di recupero dello zolfo (SRU, Sulphur RecoveryUnit), utilizzando il processo Claus e/o altri processi (v.parr. 3.2.3 e 3.2.4).
Lo zolfo elementare è lo stato finale del processo direcupero delle diverse specie di zolfo. In passato, lo zolfoelementare recuperato possedeva un notevole valore com-merciale ed era venduto sul mercato. Tuttavia, a causadel continuo aumento della quantità di zolfo recuperato
dall’industria di estrazione degli idrocarburi, l’offerta hasuperato di molto la domanda e i prezzi sono crollati alivelli tali da rendere troppo costoso il trasporto di que-sto prodotto. Si prevede che il mercato dello zolfo con-tinuerà a soffrire a lungo di questa situazione di sovrap-produzione cronica. Nel 2000, la produzione mondialedi zolfo è stata di circa 60 milioni di tonnellate metri-che. Si assume in genere che il processo Claus sia all’o-rigine dell’85% dello zolfo prodotto; il 90% dello zolfoprodotto è utilizzato per la fabbricazione di acido solfo-rico (H2SO4), mentre il 60% è impiegato a sua volta perprodurre fertilizzanti.
Di seguito viene fornito un quadro generale dellepotenzialità dei vari processi di recupero dello zolfo,tenendo conto della natura della corrente. Rispetto altrattamento del gas, i processi di raffinazione del petro-lio sono una fonte di gas a basso contenuto di biossidodi carbonio (CO2); tuttavia, se nello schema della raffi-
137VOLUME II / RAFFINAZIONE E PETROLCHIMICA
3.2
Ciclo dello zolfo
gas di raffineria
gas depurato/fuel gas
inceneritore
inceneritore
gas acidoSWS gas, NH3
zolfo
recupero dello zolfofino al 99,9�
fig. 1. Tipico ciclo dello zolfo nell’industriadella raffinazione.

neria è presente un’unità di cracking catalitico, il gas puòcontenere anche altri contaminanti, come solfuro di car-bonile (COS), zolfo organico, cianuri, ammoniaca e acidiorganici.
3.2.2 Processi di recupero di H2S
Nella scelta di un processo di trattamento del gas occor-re tenere conto di molteplici fattori: temperatura e pres-sione operative, qualità e quantità del gas ad alto conte-nuto di zolfo da sottoporre a trattamento, specifiche peril gas prodotto e/o requisiti sia del gas acido sia del gasprodotto relativi alle lavorazioni successive. Sulla deci-sione finale pesano anche altri fattori, come l’investi-mento di capitale, i costi operativi, le condizioni clima-tiche e la fattibilità. I requisiti del gas acido dipendonodal suo trattamento finale. Un’ampia gamma di proces-si utilizzati per il recupero dello zolfo elementare da H2Sè descritta nel par. 3.2.3.
Il recupero di H2S dalle correnti di gas acido è affi-dato alle unità di addolcimento delle raffinerie. Una tipi-ca raffineria è dotata di diverse colonne di assorbimen-to e di una colonna di rigenerazione comune, dal momen-to che H2S è prodotto da diverse unità. I prodotti cherichiedono un processo di addolcimento sono numerosie diversi: gas combustibile, gas di petrolio liquefatti(GPL), prodotto e/o gas combustibile e gas di riciclo dal-l’unità di hydrotreating, prodotto e/o gas combustibile egas di riciclo dall’unità di hydrocracking, gas di crackinge restanti gas, generalmente combinati. Il solvente è quin-di rigenerato in un’unica unità di stripping e il gas acido,prodotto a bassa pressione, è inviato all’unità Claus, o aun’unità equivalente, per la trasformazione di H2S inzolfo. I solventi più comunemente impiegati nell’indu-stria sono di tre tipi: chimici, fisici e ibridi. La tecnolo-gia dell’addolcimento chimico è in uso da oltre 70 anni;tra i molti solventi utilizzabili per la rimozione di H2S eCO2 dalle correnti di gas di raffineria e gas naturale, ipiù diffusi sono le alcanolammine.
Il metodo tradizionale di addolcimento prevedevala rimozione simultanea di CO2 e H2S. Purtroppo peròla rimozione di CO2 causa diversi problemi, quali la
necessità di fornire una quantità maggiore di energiaall’unità di rigenerazione dell’ammina o unità di strip-ping e di aumentare la velocità di circolazione dell’am-mina. Da una parte, un’alta concentrazione di CO2 dilui-sce il gas da sottoporre a trattamento nell’unità Claus,dato che il recupero ottimale dello zolfo si ottiene conuna corrente di alimentazione concentrata di H2S, chedi norma è superiore al 50%. Dall’altra, quanto più CO2è separato, tanto più H2S può essere convertito in zolfoelementare nell’unità Claus e, di conseguenza, tantominore sarà la quantità di biossido di zolfo (SO2) chedovrà essere rimossa per mezzo di un assorbitore del gasdi coda. Inoltre, se è presente un circuito per recupera-re H2S dall’unità di trattamento del gas di coda (TGT,Tail Gas Treating) e inviarlo all’unità Claus, diventanecessario ridurre al minimo la presenza di CO2 per assi-curare i rendimenti dell’unità di trattamento con ammi-na e dell’unità Claus. Questo circuito utilizza di solitoun’atmosfera riducente per convertire tutte le specie dizolfo rimanenti in H2S; il gas acido risultante è sottopo-sto a lavaggio con ammina e la corrente di H2S è rici-clata all’unità Claus. Tali considerazioni dimostrano chia-ramente l’interesse che riveste la tecnologia di assorbi-mento selettivo o schema di arricchimento del gas acido(AGE, Acid Gas Enrichment), che impiega due unità ditrattamento con ammine (fig. 2), una delle quali, seletti-va per il solfuro di idrogeno, ha il compito di fornire unacarica ad alta concentrazione di H2S all’unità Claus.
Schemi di processi con amminaUna delle configurazioni più comuni di un’unità di
trattamento con ammina è composta da un’unica colon-na di assorbimento, un’unica colonna di rigenerazionee tutte le relative apparecchiature, quali pompe, scam-biatori di calore e filtri. La fig. 3 illustra un tipico impian-to di trattamento del gas con impiego di alcanolammi-ne. Dopo il passaggio attraverso un separatore all’in-gresso e/o un separatore liquido-gas per rimuovere dalgas eventuali componenti solide o liquide, il gas acidoè immesso sul fondo della colonna di assorbimento. Ingenere, la struttura interna di questo contenitore è for-mata da piatti (o a volte da materiale di riempimento),che mettono il gas a contatto in controcorrente con il
138 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
gas acido gas acido
H2S all’unità Claus�TGT
H2S, CO2
gas dolce
gas dolce
CO2camino /inceneritore
H2Sall’unitàClaus�TGT
H2S, CO2inceneritore
fig. 2. Schemidi arricchimentodel gas acido.

solvente. Il gas acido è assorbito nel solvente e reagi-sce con l’ammina. La colonna di assorbimento può averediversi punti di ingresso per l’alimentazione di ammi-na, a seconda delle applicazioni. La soluzione di ammi-na ricca in zolfo lascia la colonna di assorbimento epassa nel recipiente di flash, dove la pressione dellasoluzione è ridotta in modo da consentire la vaporiz-zazione istantanea degli idrocarburi solubili e la rimo-zione degli idrocarburi condensati. Uscendo dal reci-piente di flash, l’ammina ‘ricca’ attraversa uno scam-biatore di calore dove il liquido è preriscaldato perscambio termico con la soluzione di ammina ‘povera’e raggiunge la sommità della colonna di rigenerazio-ne. Il calore fornito dal ribollitore è necessario per por-tare l’ammina ricca alla temperatura di ebollizione,rompere il legame chimico tra gas acido e ammina einfine produrre una corrente sufficiente a ridurre lapressione parziale e a consentire lo stripping del gasacido dal solvente. Il gas acido di stripping, la cui pres-sione dipende dai requisiti SRU, è inviato in genereall’unità Claus per il recupero dello zolfo. L’amminacalda e povera viene fatta ricircolare dal ribollitore allacolonna di assorbimento, dopo essere passata attraver-so lo scambiatore ammina povera/ammina ricca, doveserve a preriscaldare il solvente ricco, e il refrigerato-re del solvente povero. Una parte della soluzione vienefiltrata per ridurre al minimo la quantità di prodotti didegradazione potenzialmente corrosivi e la quantità diagenti antischiuma, migliorando il controllo della colon-na di assorbimento.
Considerazioni di altro tipo possono consigliare l’a-dozione di schemi più complessi, che comprendono varistadi di rigenerazione flash (soprattutto nel caso di sol-venti ibridi e fisici), molte colonne di assorbimento inserie, molte colonne di assorbimento in parallelo e delleconfigurazioni a flusso separato. Un esempio di confi-gurazione a flusso separato è illustrato nella fig. 4, doveun flusso di ammina semipovera effettua il grosso del-l’addolcimento, mentre una corrente più ridotta di ammi-na povera è impiegata per raggiungere le specifiche peril gas depurato.
Esistono molti processi di trattamento, ma nessunodi essi offre una soluzione ideale per tutte le applicazio-ni. La scelta iniziale deve essere basata sulle specificheper l’alimentazione, così come sui parametri di alimen-tazione, come la composizione, la pressione, la tempe-ratura e la natura delle impurezze. Occorre adottare poiun approccio più dettagliato, che prenda in considera-zione la percentuale di gas acido nell’alimentazione. Peresempio, la concentrazione di CO2 potrebbe imporre unarimozione selettiva di solfuro di idrogeno per ridurre gliinterventi di rigenerazione dell’unità di trattamento conammina. Infine, la scelta di un particolare processo dipen-de da fattori economici, di affidabilità e di versatilità delprogetto, nel rispetto dei vincoli ambientali esistenti. Ilrisultato di tutto ciò è che il trattamento del gas in raffi-neria sta diventando un processo sempre più complesso.In effetti, la maggiore difficoltà è rappresentata propriodalla scelta tra i diversi solventi e le varie configurazionidi processo disponibili. Si dovrebbero pertanto perfezio-
139VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
gas nontrattato
colonna diassorbimento
colonna distripping
gas trattato gas combustibile
amminapovera
gas acidofig. 3. Diagramma di flussosemplificatodell’unità di processocon ammina.

nare più fasi di trattamento del gas a monte e a valle, maciò comporta la necessità di ulteriori attrezzature.
Basi per la scelta del solventeLa composizione del gas di alimentazione dovrebbe
essere valutata prima del suo ingresso nella sezione diassorbimento dell’unità di trattamento con solvente. Ilgas contaminato danneggia il solvente e può causare cor-rosione, formazione di schiuma, occlusioni, nonché pro-dotti non rispondenti alle specifiche standard. I conta-minanti presi in considerazione comprendono particel-le solide o polveri, zolfo elementare, COS, mercaptani(RSH), bisolfuro di carbonio (CS2), Benzene-Toluene-Xileni (BTX), idrocarburi pesanti e mercurio.
Sia l’ampio numero di processi disponibili, sia laquantità di variabili implicate rendono impossibile unadeterminazione assoluta della soluzione (Lallemand etal., 2004). La fattibilità del recupero dello zolfo e larichiesta del mercato comportano limitazioni nella scel-ta del processo di addolcimento.
La qualità dello zolfo prodotto da un’unità Clausrisente in modo sensibile della presenza di idrocarburipesanti nel gas acido. Se il solvente assorbe grandi quan-tità di idrocarburi pesanti, può essere necessario il trat-tamento ulteriore del gas acido in uscita dall’unità o l’in-stallazione nell’unità Claus di un bruciatore a elevataefficienza in grado di distruggere tali componenti. I
solventi chimici e fisici sono utilizzati in una grandevarietà di condizioni operative, che vanno da una pres-sione media alla pressione atmosferica per il trattamen-to del gas residuo di raffineria e del gas di coda delleunità Claus. I solventi selettivi per il solfuro di idroge-no sono impiegati nei processi di raffineria con elevatocontenuto di CO2, nel trattamento del gas di coda e nellecorrenti di GPL. L’assorbimento di H2S e la maggioreselettività rispetto al biossido di carbonio possono esse-re controllati mediante la cinetica e il tempo di contattoe sono maggiori quando si opera a basse temperature. Diconseguenza, è consigliabile diminuire la temperaturadell’ammina povera e far funzionare l’assorbitore a bassatemperatura.
Panoramica dei solventiI solventi, sia generici sia specifici, si dividono in
genere in tre categorie: chimici, fisici e ibridi (formatida una miscela dei primi due). La rimozione dei gas acidiper mezzo di un solvente chimico si effettua attraversouna reazione chimica. I solventi fisici rimuovono i gasacidi per assorbimento, mentre quelli ibridi impieganouna combinazione di assorbimento e reazione chimica.
Solventi chimiciI processi con ammina utilizzano un solvente acquo-
so contenente un reagente chimico: una alcanolammina;
140 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
gas nontrattato
colonna diassorbimento
colonna distripping
gas trattato
gascombustibile
amminapovera
gas acido
amminasemipovera
fig. 4.Configurazione aflusso separatodell’unità di processocon ammina.

il solfuro di idrogeno e il biossido di carbonio si pos-sono infatti considerare gas acidi, in quanto si disso-ciano per formare acidi deboli in soluzioni acquose.Le alcanolammine sono debolmente basiche e reagi-scono con i gas acidi nella colonna di assorbimentoper formare sali acido-basici. Questi complessi solu-bili vengono quindi immessi nella colonna di rigene-razione a temperatura elevata e a bassa pressione. Laridotta pressione all’interno del rigeneratore permet-te il rilascio del gas acido e la rigenerazione del sol-vente, che può essere così riutilizzato. Le alcanolam-mine presentano due importanti proprietà chimiche.Il gruppo amminico è responsabile della debole reat-tività della base, consentendo la rigenerazione termi-ca del sale; inoltre, il gruppo OH indebolisce la basi-cità, aumenta la solubilità in acqua e abbassa la pres-sione di vapore rispetto all’ammina di partenza. Isolventi chimici sono particolarmente indicati per itrattamenti a bassa pressione operativa, grazie all’e-levata capacità di rimozione e alla scarsa sensibilitàalla pressione parziale in confronto ai solventi fisici(fig. 5). Come regola generale, la concentrazione dellasoluzione di ammina e il suo carico (rapporto tra ilnumero di moli di gas acido e quello delle moli diammina) sono limitati da problemi di equilibrio e dicorrosione. Ciò nonostante, le ammine sono caratte-rizzate da un calore di assorbimento relativamente altoe pertanto la loro rigenerazione richiede una quantitàdi calore non indifferente.
Le alcanolammine sono classificate in base al gradodi sostituzione degli atomi di idrogeno sull’azoto cen-trale (tab. 1). Nelle ammine terziarie la sostituzione ècompleta, mentre nelle ammine primarie e seconda-rie è limitata, rispettivamente, a uno e due atomi diidrogeno. Queste differenze nella struttura molecola-re influiscono evidentemente sulle rispettive capacitàdi rimozione del gas acido. Inoltre, i solventi moder-ni contengono ammine impedite e formulate, cheinfluenzano alcune proprietà dell’ammina per appli-cazioni specifiche. Se si considerano le ammine gene-
riche (tab. 2), si può notare una differenza sensibiledi concentrazione della soluzione, dovuta alle pro-prietà chimico-fisiche e del potenziale corrosivo dellasoluzione.
La reazione tra i gas acidi e l’alcanolammina è eso-termica e libera una considerevole quantità di calore.H2S e CO2 danno luogo a reazioni di tipo differente. Nellareazione seguente, dove R1, R2 e R3 indicano le parti idro-carburiche o alcanoliche della molecola, H2S reagisceimmediatamente con l’alcanolammina:
[1] R1R2R3N�H2S����R1R2R3NH�HS�
La reazione tra l’alcanolammina e il biossido di car-bonio è più complessa, in quanto può richiedere l’inter-vento di due meccanismi di reazione. Il CO2 discioltonella soluzione acquosa è idrolizzato ad acido carboni-co, che si dissocia lentamente in bicarbonato. Il bicar-bonato forma quindi un sale con l’ammina attraverso unareazione acido-base. Le diverse reazioni possono esse-re riassunte nel seguente modo:
[2] CO2�H2O����H2CO3 (acido carbonico)
[3] H2CO3����H��HCO3
� (bicarbonato)
[4] H��R1R2R3N����R1R2R3NH�
[5] reazione globale: CO2�H2O�R1R2R3N��
��R1R2R3NH�HCO3�
La dissociazione dell’acido carbonico in bicarbona-to è cineticamente lenta e rallenta lo svolgimento dellareazione nel suo complesso.
Se l’ammina è di tipo primario o secondario (cioè seconserva almeno un idrogeno mobile), il CO2 reagiscedirettamente con l’ammina attraverso la formazione inter-media di un carbammato, che reagisce a sua volta con
141VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
pressione parziale del gas acido
solvente fisico 50 °C
solvente chimico 50 °C
solvente chimico 80 °C
solvente fisico 80 °C
rapp
orto
in v
olum
ega
s ac
ido/
solv
ente
fig. 5. Recupero del gas acido: confronto tra solventi chimici e solventi fisici.
Ammine primarie
Monoetanolammina (MEA)
HOCH2CH2�NH2
Diglicolammina (agente DGA)
HOCH2CH2OCH2CH2�NH2
Ammine secondarie
Dietanolammina (DEA)
HOCH2CH2�NH�CH2CH2OH
Diisopropanolammina(DIPA)
CH3CHOHCH2�NH�CH2CHOHCH3
Ammine terziarie
Metildietanolammina (MDEA)
HOCH2CH2�N(CH3)�CH2CH2OH
Trietanolammina(TEA)
N�(CH2CH2OH)3
tab. 1. Classificazione delle alcanolammine

una seconda molecola di alcanolammina per formare unsale amminico o zwitterion.
[6] CO2�R1R2NH����R1R2N
�HCOO�
[7] R1R2N�HCOO��R1R2NH��
��R1R2NCOO���R1R2NH2
�
[8] reazione globale: CO2�2R1R2NH��
��R1R2NH2�R1R2NCOO�
La cinetica di questa reazione è più rapida di quel-la della dissociazione dell’acido carbonico, anche seun po’ più lenta dell’assorbimento di solfuro di idro-geno. Questa reazione richiede due molecole di alca-nolammine, limitando il carico massimo di CO2 a 0,5;di conseguenza, l’idrolisi del carbammato a bicarbo-nato può dar luogo a un carico più elevato. A diffe-renza delle comuni ammine, le ammine impedite sonobasate su un impedimento sterico fornito da una cate-na idrocarbonica-carbossilica ‘voluminosa’ adiacenteall’atomo amminico. Di conseguenza, la reazione diCO2 con questo gruppo amminico diventa impossibi-le e la selettività per il solfuro di idrogeno notevol-mente accresciuta.
Solventi fisiciI solventi fisici sono basati su un solvente non acquo-
so e sull’assorbimento fisico. Sono caratterizzati dabassa volatilità, viscosità bassa o moderata, elevatopunto di ebollizione e ottima stabilità termica e chimi-ca. La solubilità di H2S, CO2, RSH, CS2 e SO2 è piùalta nei solventi fisici rispetto a idrogeno, metano, ossi-geno e azoto. Tuttavia, anche gli idrocarburi pesantisono solubili nei solventi fisici. Di conseguenza, loschema di flusso tiene conto di questa particolarità, pre-disponendo diverse fasi di vaporizzazione istantaneaper diminuire la pressione, a cui fanno seguito uno strip-ping con gas inerte e/o un processo di rigenerazione abasso assorbimento energetico. Questo metodo è ingenere più complesso di quello dell’ammina basica, maè vantaggioso dal punto di vista economico per il limi-tato consumo di energia. Tutto ciò è valido per un recu-
pero selettivo di H2S quando la pressione parziale delgas acido è maggiore di 4 bar e in presenza di un bassocontenuto di idrocarburi, in particolare di BTX, nel-l’alimentazione.
Solventi ibridiI solventi ibridi, o solventi misti, sono stati creati
per sommare gli effetti dei solventi chimici e di quellifisici, utilizzando una miscela di ammina (40-60% inpeso), solvente fisico (10-40% in peso) e acqua (20-30% in peso). Il processo unisce i vantaggi di entram-bi i solventi, in quanto utilizza il solvente fisico per larimozione della maggior parte del gas acido, mentre ilsolvente chimico serve per raggiungere le specificherelative al gas. Uno dei principali svantaggi del pro-cesso ibrido resta l’assorbimento degli idrocarburi pesan-ti. Le applicazioni di questi solventi comprendono larimozione di H2S, di CO2 e delle tracce di zolfo. L’as-sorbimento di energia e la velocità di circolazione sonorelativamente bassi (Lecomte et al., 2003). In pratica,gli schemi di processo combinano flash e rigenerazio-ni termiche.
Un altro tipo di solvente misto è il carbonato dipotassio caldo attivato (per esempio con DEA), utiliz-zato per il recupero di H2S e CO2. Grazie all’alta tem-peratura del solvente, che impedisce qualsiasi cristal-lizzazione e diminuisce la viscosità, la rigenerazionenon richiede grandi quantità di energia e viene effet-tuata mediante flash a bassa pressione. Per questo tipodi tecnologia, la struttura interna più indicata non sonoi piatti ma il materiale di riempimento, che permette diottimizzare il processo. I costi di questo processo sonodeterminati in primo luogo dall’utilizzazione com-plessiva del calore nella raffineria.
Principali solventi e loro applicazioniUn approccio per la scelta iniziale del solvente e del
processo dovrebbe tener conto di diversi fattori: gas pove-ro o ricco, flusso grande o piccolo, quantità di zolfo, trac-ce di composti solforati, contaminanti, pressione e fatto-ri locali.
142 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
tab. 2. Alcanolammine e loro applicazioni
Ammine Soluzione(% in peso) Applicazioni Commenti
MEA 15-20 CO2 Bassa pressione
DEA 25-40 Raffinazione Molto utilizzata
MDEA 25-50 Raffinazione e TGT Assorbimento selettivo
MDEA formulata 40-50 H2S/CO2 Spiazza le ammine di altro tipo, basso assorbimento di aromatici
DGA 50-60 Raffinazione Assorbe tutti i composti dello zolfo e gli aromatici
DIPA 25-55 Raffinazione Assorbe gli IC pesanti e parzialmente COS

Solventi a base di ammineComprendono sia le ammine generiche sia quelle ste-
ricamente impedite. Tutti questi solventi sono ampia-mente utilizzati, ma DEA e MDEA trovano probabil-mente maggiore applicazione nella raffinazione e nel-l’industria dell’addolcimento del gas naturale in generale.Fino a oggi, i processi a base di ammine hanno domina-to l’industria dell’addolcimento del gas:• MEA è utilizzata per i trattamenti a bassa pressione
e per la rimozione completa del gas acido. È un’am-mina primaria dotata di elevata reattività, che pre-senta costi contenuti, buona stabilità termica e rimo-zione parziale di COS e CS2. I suoi aspetti negativisono la bassa tensione di vapore del solvente, la natu-ra altamente corrosiva, l’elevato assorbimento di ener-gia per la rigenerazione e la rimozione non selettivadel gas acido;
• DEA è un’ammina secondaria e uno dei solventi piùutilizzati per i gas contenenti H2S, CO2, COS e CS2,a causa di un bilancio complessivo favorevole tra reat-tività e corrosione. È meno reattiva, ha una pressio-ne di vapore inferiore e un minore potenziale corro-sivo rispetto a MEA, e presenta l’ulteriore vantaggiodi un minor costo del solvente. DEA è non selettivae richiede velocità di circolazione più alte nell’unitàdi addolcimento;
• DIPA è utilizzata soprattutto nelle raffinerie europee,a concentrazioni del 40-50% in peso. L’inibizionesterica causa una moderata selettività per H2S rispet-to a CO2 e ciò può rappresentare uno svantaggio peril trattamento del gas residuo delle unità Claus. Rea-lizza una rimozione parziale di COS, anche se si osser-va una certa solubilità degli idrocarburi. I suoi costisono paragonabili a quelli di una MDEA generica;
• DGA, come DGA agent, permette un’elevata con-centrazione del solvente. Questa ammina primariafortemente reattiva rimuove COS, CS2 e (parzial-mente) i mercaptani. È dotata di un’eccellente stabi-lità termica e richiede velocità di circolazione mode-rate. Tuttavia, la DGA assorbe gli aromatici ed è piùcostosa di MEA e DEA, fattore non trascurabile nellaprogettazione di un impianto di recupero dello zolfo;
• MDEA, una delle ammine più recenti, sta scalzandole altre alcanolammine. Nelle soluzioni ad alta con-centrazione, questa ammina terziaria è selettiva peril solfuro di idrogeno. Presenta bassa pressione divapore, elevata resistenza alla degradazione, bassacorrosività e basso assorbimento di energia per larigenerazione. Tuttavia, non è molto reattiva e il suocosto è superiore a quello delle ammine precedenti.Inoltre, la rimozione di COS e CS2 è lenta. MDEAformulate o attivate con ammine primarie o secon-darie permettono l’assorbimento di CO2 e stanno gra-dualmente sostituendo le ammine primarie e secon-darie negli impianti di raffinazione. Tra i vantaggi di
MDEA c’è un minore assorbimento di BTX, in con-fronto a DEA e MEA;
• le ammine impedite rappresentano un’interessantealternativa per l’arricchimento del gas acido a bassapressione. Uno svantaggio di questa tecnologia è ilcosto del solvente di queste ammine industrialmen-te protette (proprietary amines), in confronto ai tra-dizionali metodi di arricchimento del gas acidomediante MDEA selettiva.
Applicazioni dei solventi fisiciI solventi fisici sono utilizzati in diversi schemi di
processo:• gli eteri dimetilici del polietilenglicole (DMPEG)
sono messi a contatto con gas ad alto contenuto dizolfo deidratato, da cui assorbono i costituenti delgas acido. È possibile realizzare una certa selettivitàper H2S nella colonna di assorbimento, con un costoenergetico nettamente inferiore rispetto al processocon ammina, dato che la rigenerazione avviene prin-cipalmente mediante flash e turbine di recupero dipotenza. L’assorbimento indesiderato di idrocarburi,soprattutto aromatici e olefine, è una costante dei sol-venti fisici;
• i processi a base di metanolo utilizzano una miscelarefrigerata (�20 °C o temperature inferiori) di meta-nolo e acqua. Una piccola quantità di metanolo èiniettata nel gas ad alto contenuto di zolfo per pre-venire la formazione di idrati. Data l’elevata solubi-lità del metanolo per gli idrocarburi, nel processoIfpexol si presta una particolare attenzione al lororecupero in un serbatoio a tre fasi;
• l’N-metil-2-pirrolidone (NMP) presenta una certaselettività per H2S rispetto a CO2. Per quanto riguar-da l’assorbimento indesiderato di idrocarburi, valequanto già detto per il metanolo;
• il processo con morfolina utilizza una miscela con-tenente n-formil morfolina e n-acetil morfolina. Que-sto nuovo processo è particolarmente indicato per larimozione completa o per la rimozione dello zolfo intracce.
Applicazioni dei solventi ibridiLa combinazione di solventi chimici e solventi fisi-
ci si traduce in una vasta gamma di possibili applicazioniin termini di pressione e di contenuto di gas acido:• la miscela di solfolano (tetrametilensulfone), DIPA
e acqua e la miscela di solfolano, MDEA e acquapermettono di raggiungere un alto livello di rimo-zione, non solo di H2S e CO2, ma anche di compo-sti solforati in tracce quali RSH, COS, CS2. Gli svan-taggi di questo processo sono rappresentati da un ele-vato assorbimento indesiderato di idrocarburi e inalcuni casi da un flusso elevato di solvente per rag-giungere le specifiche per il gas depurato;
143VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO

• la miscela di metanolo, ammina e acqua consente unrecupero elevato di gas acido, compresi i compostisolforati in tracce, come i mercaptani.
Progettazione e simulazione del processoIl comportamento del solvente dipende dalle condi-
zioni operative e richiede un costante monitoraggio. Laprogettazione di processo è basata sull’equilibrio tra ilgas disciolto e il solvente. Il carico varia con la concen-trazione in specie attive del solvente per una data pres-sione parziale di H2S. Per raggiungere una specifica peril gas trattato all’uscita dell’unità, è necessario che il sol-vente in ingresso nella colonna di assorbimento presen-ti una concentrazione di H2S minore di quella del sol-vente in equilibrio con il gas esausto in uscita dalla stes-sa colonna. Inoltre, è noto che H2S reagisce conl’alcanolammina in soluzione acquosa più rapidamentedi CO2, consentendo un assorbimento selettivo con un’a-deguata progettazione del processo. Per tenere conto dellaselettività, deve essere preso in considerazione il rendi-mento della struttura interna dell’assorbitore. Tale ren-dimento è una funzione delle costanti di velocità cineti-ca per le reazioni tra ciascun gas acido e l’ammina, delleproprietà chimico-fisiche del solvente, della pressione,della temperatura e delle variabili della struttura inter-na. Se questa è del tipo a piatti, le variabili comprendo-no il diametro, la lunghezza e l’altezza dello stramazzoe il numero di piatti. L’assorbimento e il desorbimentodi H2S (e CO2) producono un effetto termico sulle solu-zioni amminiche, a causa delle reazioni chimiche che liaccompagnano, e dipendono dal tipo, dalla concentra-zione e dal carico dell’ammina. Questo effetto provocal’evaporazione e la condensazione dell’acqua nelle colon-ne di assorbimento e di rigenerazione; la previsione delprofilo della temperatura dovrà pertanto tener conto delcontenuto di acqua del gas di alimentazione.
I software di simulazione commerciali fanno uso ingenere di modelli termodinamici, come quello svilup-pato nel 1976 da R.L. Kent e B. Einsenberg, che posso-no essere calibrati utilizzando set di dati riservati (pro-prietary data).
Problemi operativiI problemi operativi che si incontrano in queste unità
sono legati in genere alla progettazione; l’assenza diinconvenienti durante le operazioni è il risultato del con-trollo dell’unità e, in particolare, del controllo della solu-zione. Le parti dell’unità che devono essere sottopostea un’accurata verifica sono elencate di seguito.
Pulizia all’ingresso. Il tipo e la progettazione deiseparatori all’ingresso devono essere oggetto di un’at-tenta valutazione, poiché da essi dipende in gran parteil corretto funzionamento dell’unità di trattamento consolventi. Questi possono andare dagli slug catchers, cherimuovono l’acqua condensata e gli idrocarburi, ai filtri
a flusso invertito o agli apparati per la coalescenza, quan-do è attesa la presenza di aerosol di dimensioni inferio-ri al micron.
Colonna di assorbimento. Il diametro è determinatodalla portata del gas di alimentazione; la velocità di cir-colazione della soluzione è determinata dal tipo, dallaconcentrazione e dal carico di equilibrio dell’ammina.La struttura interna più comune è quella a piatti, ma inalcuni casi si preferisce impiegare materiale di riempi-mento random o strutturato.
Recipiente di flash e scambiatore solvente ricco/sol-vente povero. Un basso livello di pressione al recipientedi flash (3-6 bar) facilita la rimozione degli idrocarburi,riducendo il potenziale schiumogeno dell’ammina. Occor-re evitare la corrosione dello scambiatore di calore cau-sata dai gas acidi di flash all’uscita della linea dell’am-mina ricca. In caso di bassa concentrazione di solventee di elevato carico di ammina è consigliabile valutarel’adozione di impianti in acciaio inossidabile.
Colonna di rigenerazione. Ha lo scopo di effettuarelo stripping del gas acido dall’ammina ricca utilizzandoil vapore generato dal ribollitore. Il ribollitore è riscal-dato con vapore od olio bollente; per evitare fenomenidi degradazione del solvente e di corrosione è consi-gliabile utilizzare vapore saturo a 3,5 bar. Il rapporto diriflusso varia da 1 a 3 ed è legato alla specifica per il sol-vente povero.
Filtro. È necessario mantenere pulito il solventemediante appositi dispositivi di filtrazione meccanica (5o 10 mm) e filtri al carbone. La rimozione del FeS e deimateriali FeS-idrocarburici evita problemi. A questoscopo è consigliabile sottoporre a filtrazione una cor-rente secondaria pari al 10-20% della corrente totale incircolazione. Il mezzo filtrante deve essere sostituitoquando il solvente comincia a cambiare colore e occor-re impedire la formazione di sali termicamente stabili.L’impiego di filtri a carbone attivo può ridurre il ricor-so alle sostanze antischiuma.
Sistema di controllo della soluzione amminica. Il con-trollo della soluzione è di importanza fondamentale perl’affidabilità delle operazioni e la prevenzione dei pro-blemi. È necessario verificare il comportamento del-l’ammina servendosi di adeguate tecniche di analisi. L’o-peratore dovrebbe disporre delle procedure, dell’attrez-zatura, nonché naturalmente delle competenze necessarieper effettuare i test stabiliti dal fornitore del processo odell’ammina. I fenomeni di produzione di schiuma, cor-rosione, degradazione del solvente e la conseguente per-dita di capacità dell’impianto possono essere la conse-guenza di errori nei saggi analitici o nella valutazionedella programmazione dei tempi. L’analisi generale com-prende i test dell’ammina (titolazione di alcalinità, spet-tro cromatografico), del carico del gas acido, del conte-nuto d’acqua, del contenuto di solidi e di ceneri, del con-tenuto di sali termicamente stabili e l’analisi anionica
144 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE

(cromatografia ionica). Inoltre, per garantire un miglio-re controllo dell’unità è consigliabile effettuare un testspecifico della capacità schiumogena.
Variabili del processoIn assenza di errori di progettazione dell’unità, sono
riportate di seguito le principali variabili del processocon solvente.
Qualità della carica. L’unità è progettata in genereper una specifica alimentazione o per una data gammadi concentrazione di H2S. Poiché la qualità del gas depu-rato dipende dalle caratteristiche della carica, alla finenon si sono potute raggiungere le specifiche per alcunecorrenti di alimentazione neppure aumentando la porta-ta o utilizzando un solvente più rigenerato.
Pressioni delle colonne di assorbimento e di rigene-razione. La pressione della colonna di assorbimentodipende in genere da quella del gas in uscita dall’unitàdi raffinazione a monte. La pressione della colonna dirigenerazione può variare in seguito a un adeguamentodella unità zolfo (SRU), come quando, per esempio, èrichiesto un recupero più elevato dello zolfo.
Temperatura della colonna di assorbimento. La tem-peratura del solvente deve essere più alta di quella delgas di alimentazione (in genere di 5-8 °C), per preveni-re la condensazione e la formazione di schiuma.
Velocità spaziale. L’assorbimento è influenzato dallaidrodinamica. Diventa particolarmente importante con-trollare la velocità spaziale quando, in una rimozioneselettiva, l’assorbimento di H2S in condizioni vicine all’e-quilibrio si confronta con la lenta cinetica dell’assorbi-mento di CO2.
Una volta stabiliti con certezza tutti questi parame-tri, un cambiamento delle condizioni operative può cau-sare uno dei seguenti problemi.
Perdite di ammine. Possono avere una causa fisico-meccanica o chimica. Un’eccessiva perdita di soluzioneè riconducibile in genere alla formazione di schiumanella soluzione.
Formazione di schiuma. La formazione di schiumasi verifica solo nei casi in cui nelle correnti siano pre-senti contaminanti esterni alle unità. I contaminanti piùcomuni sono inibitori della corrosione, additivi, liquidio solidi penetrati nell’unità e prodotti di degradazionedisciolti (FeS). La loro presenza comporta rendimentominore, impossibilità di raggiungere le specifiche e per-dite di solvente. Per abbassare la tensione superficialedei liquidi e ridurre così la formazione di schiuma è pos-sibile ricorrere a specifici additivi a base di silicone.L’uso di agenti antischiumogeni dovrebbe essere tutta-via considerato una misura di emergenza.
Corrosione. Nelle unità di processo con ammina variservata un’attenzione molto particolare alla corrosio-ne. L’ammina e i prodotti di degradazione possono cor-rodere gravemente i macchinari. L’esperienza sul campo
ha consentito di individuare tre cause principali dellacorrosione: eccessive velocità di flusso, prodotti di degra-dazione corrosivi causati da infiltrazioni d’aria e infinetemperature del ribollitore troppo elevate. Tutti questiproblemi possono essere eliminati attraverso una pro-gettazione adeguata e l’adozione di corrette pratiche ope-rative (Bonis et al., 2004) nelle unità che lavorano conconcentrazioni di ammina molto elevate (oltre il 40% inpeso per la DEA). Poiché i prodotti di degradazione del-l’ammina sono da ritenere uno dei fattori principali dellacorrosione, è lecito attendersi che la MDEA risulti moltomeno corrosiva della DEA, grazie a una superiore sta-bilità combinata con una minore concentrazione di pro-dotti di degradazione.
Influenza della composizione del gas di alimentazio-ne sull’efficienza dell’unità di recupero dello zolfo. Lacomposizione del gas acido in uscita dall’unità di rimo-zione del gas acido influisce sull’efficienza dell’unità direcupero dello zolfo (SRU). Se il contenuto di H2S è basso,è consigliabile ricorrere a un arricchimento del gas acido.In sostanza, i criteri da cui dipende il rendimento dell’u-nità di recupero dello zolfo e che ne devono guidare laprogettazione sono i contenuti di H2S, idrocarburi e ammo-niaca. Si potrebbe allora riconvertire un tradizionaleimpianto per il recupero dello zolfo in unità di arricchi-mento dell’ossigeno, così da processare maggiori quan-tità di gas ad alto contenuto di zolfo e distruggere le impu-rezze residue. Tuttavia, quando il solvente è stato cam-biato, sia per processare una maggiore quantità di gasacido, sia per ragioni economiche, di solito è necessarioapportare modifiche agli impianti delle unità di recupe-ro dello zolfo a valle per espanderne la capacità.
3.2.3 Processo Claus
Lo scopo del processo Claus è il recupero dello zolfoelementare (Sx, con x compreso tra 2 e 8 a seconda dellatemperatura) dalle correnti di gas contenente solfuro diidrogeno (H2S), prodotte dallo stripping dei solventi diaddolcimento dei gas (v. par. 3.2.2). Il processo Clausproduce zolfo elementare attraverso l’ossidazione par-ziale di H2S:
[9] H2S�1/2O2��1/8S8�H2O�calore (209 kJ)
I gas in uscita dall’impianto Claus sono inviati a uninceneritore o a un’unità di trattamento del gas di coda(TGT; v. par. 3.2.4), a seconda delle norme sul controllodell’inquinamento atmosferico in vigore nel paese in cuisorge l’impianto. Il gas effluente finale, che non ha valo-re commerciale, è incenerito in un bruciatore termico ocatalitico per convertire tutti i composti solforati in bios-sido di zolfo (SO2). Lo zolfo elementare prodotto dalleunità SRU, Claus o Claus più TGT è di ottima qualità edè impiegato come materia prima nell’industria chimica.
145VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO

Le proprietà dello zolfo elementare sono ampiamentedescritte in letteratura (Meyer, 1976; Shuai e Meisen,1995).
Nel processo Claus originario, la reazione [9] era por-tata a termine in un unico passaggio sul catalizzatore.Poiché il calore della reazione si dissipava unicamenteper radiazione, era molto difficile ottenere alte percen-tuali di recupero dello zolfo. Nel 1940 fu introdotta nelprocesso Claus una modifica molto importante, che con-sentiva di recuperare energia, aumentava la capacità delprocesso ed eliminava il problema di mantenere, nel reat-tore catalitico, una temperatura sufficientemente bassada permettere un’elevata percentuale di recupero dellozolfo. In questo processo Claus modificato (fig. 6), lareazione [9] avviene in due stadi.
Nel primo stadio (o zona termica), un terzo di H2S èossidato a SO2 con aria o aria arricchita con ossigeno,ad alta temperatura (in genere 925-1.200 °C):
[10] H2S�3/2O2�� SO2�H2O�calore (518 kJ)
Questa reazione è fortemente esotermica e non halimitazioni termodinamiche. L’H2S incombusto nel gasacido reagisce con SO2 (ottenuto con la reazione [10],per realizzare il rapporto stechiometrico H2O/SO2 di 2:1),formando vapori di zolfo elementare:
[11] 2H2S�SO2����3/2S2�2H2O
Questa reazione è endotermica e ha limitazioni ter-modinamiche. Circa il 60-70% della conversione di H2Sin zolfo elementare avviene nello stadio termico. La zonatermica ha anche l’importante funzione di distruggereeventuali impurezze presenti nella corrente di alimenta-zione del gas acido, quali ammoniaca (NH3), idrocar-buri, ecc. Durante lo stadio termico possono verificarsi
reazioni collaterali in presenza di CO2 o di idrocarburi,che danno luogo alla formazione di COS e CS2.
Nel secondo stadio (o zona catalitica), il processo diconversione di H2S a zolfo elementare prosegue in unaserie di reattori catalitici (da 1 a 3) mediante la reazio-ne del SO2 generato e del H2S non convertito su letti fissidi catalizzatore Claus a temperature molto più basse (190-360 °C):
[12] 2H2S�SO2����3/8S8�2H2O�calore (108 kJ)
La reazione [12] è nota come reazione di Claus. L’im-piego di catalizzatori appropriati e il controllo della tem-peratura consente di ottimizzare la resa della reazione diClaus nonché di eliminare COS e CS2 prodotti nello sta-dio termico. Una caldaia di recupero del calore (WHB,Waste Heat Boiler) raffredda i gas, portandoli dall’altatemperatura del forno a quella, molto meno elevata, delreattore (convertitore) catalitico, con produzione di vapo-re ad alta pressione (v. ancora fig. 6). Per condensare eseparare lo zolfo elementare, si utilizzano appositi con-densatori posti dopo la zona termica e dopo ciascun reat-tore catalitico. Il calore rilasciato dalla reazione di Clausè recuperato come vapore a bassa pressione in ogni con-densatore. La percentuale di recupero dello zolfo puòessere aumentata attraverso la rimozione del prodotto,l’abbassamento della temperatura del convertitore cata-litico e l’uso di un numero maggiore di convertitori. Intab. 3 sono riportate le tipiche percentuali di recuperodello zolfo del processo Claus modificato a seconda delnumero di reattori catalitici installati.
Gli impianti di recupero dello zolfo utilizzano attual-mente il processo Claus modificato, anche se si ricor-re ancora al processo Claus originario per trattare gasa concentrazioni di H2S molto basse (in questo caso si
146 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
vaporea bassapressione
vapore ad altao media pressionearia
bruciatore
forno a muffola
caldaia di recuperodel calore
S S S
vaporea bassapressione
vaporea bassapressione
tà TGTamenteneritore
terzo stadio catalitico (opzionale)
stadio cataliticostadio termico
0-150 °C
H2S
risc
alda
tore
inte
rmed
io
reattorecatalitico
risc
alda
tore
inte
rmed
io
risc
alda
tor
inte
rmed
io
reattorecatalitic
fig. 6. Schema di un tipico processo Claus (versione diretta).

parla però di processo di ossidazione diretta). Sonodisponibili diverse configurazioni per il processo Clausmodificato; la scelta tra le varie configurazioni dipen-de principalmente dalla concentrazione di H2S nel gasdi alimentazione dell’unità.
Chimica e termodinamica del processo ClausIn linea di principio, la prestazione ideale si ottiene
quando tutti i requisiti stechiometrici delle reazioni fon-damentali del processo siano soddisfatti nelle condizio-ni termodinamiche più favorevoli e sia raggiunto l’e-quilibrio in tutti i punti del processo. Se l’esistenza dicondizioni termodinamiche favorevoli è il presuppostodella prestazione ideale, la capacità raggiungibile nella
pratica è dettata dalle limitazioni cinetiche imposte dallecondizioni operative e dall’attrezzatura di impianto.
TermodinamicaPer comprendere più a fondo la struttura di base di
un tipico impianto Claus modificato può essere oppor-tuno osservare le curve di equilibrio termodinamico cal-colate per la reazione del solfuro di idrogeno puro (H2S)con l’aria (fig. 7):
[13] H2S�1/2O2����1/xSx�H2O
I calcoli sono basati sul principio di minimizzazio-ne dell’energia libera di Gibbs. Tutte e tre le curve sonostate calcolate senza rimozione di zolfo dal sistema. Ladifferenza tra la curva superiore e quella inferiore (v.ancora fig. 7) risulta dalle specie di vapori di zolfo presein considerazione e dalle differenze nei dati termodina-mici. La forma delle curve (v. ancora fig. 7) è una con-seguenza diretta della dipendenza della composizionedei vapori di zolfo dalla temperatura, illustrata in fig. 8.A bassa temperatura dominano le specie a elevato pesomolecolare e viceversa. Così, per un dato numero di atomidi zolfo, se la temperatura è più bassa si forma una mino-re quantità di moli di zolfo sotto forma di vapore, con
147VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
tab. 3. Recupero totale dello zolfo del processo Claus modificato a seconda del numero
di reattori catalitici utilizzati
Numero di reattoricatalitici
Recupero totale dellozolfo in un impiantoClaus modificato (%)
1 75-90
2 94-96
3 95-98
S8
S2
S2, S8
S2, S6, S8
Sx (S1, S2, S3, S4, S5, S6, S7, S8)
0
100
90
80
70
60
50
45500 1.000 1.500 2.000 2.500
conv
ersi
one
(%)
temperatura (°F)
fig. 7. Conversione all’equilibrio di H2Sa zolfo elementare (Paskall, 1979): effetto del restringimento delle speciedi vapori di zolfo (H2S puro con aria,1,0 atm, senza rimozione dello zolfo).
3.2 Ballaguet fig 08
0
100
90
80
70
60
50
sotto 540 °F, vapore saturosopra 540 °F, vapore insaturo40
30
20
10
0500 1.000 1.500 2.000 2.500
com
posi
zion
e (%
mol
are)
temperatura (°F)
S4
S5
S6
S2
S3
S7
S8
fig. 8. Composizione all’equilibrio di vapore di zolfo prodotto dalla reazione di H2S con una quantitàstechiometrica di aria a una pressione totale del sistema di 1,0 atm (Paskall, 1979).

una conseguente diminuzione della pressione parzialedel vapore di zolfo; ciò tende a spostare l’equilibrio dellareazione [13] verso destra, aumentando la conversione.Ad alta temperatura si verifica l’opposto. Lo stesso feno-meno causa l’aumento della conversione a temperaturepiù basse e la sua diminuzione a temperature più alte,per l’aumento della pressione totale del sistema. Il gradoteorico di conversione è elevato a bassa temperatura,scende rapidamente toccando il minimo intorno ai 560°C (1.040 °F) e quindi aumenta più lentamente a tem-perature più alte. Nella zona termica, è impossibile rag-giungere percentuali di recupero dello zolfo superiori al70%. Inoltre, occorre prestare attenzione ad abbassarerapidamente la temperatura di reazione (quenching), perimpedire il verificarsi della reazione inversa. Per con-vertire in zolfo quantità maggiori di gas, la termodina-mica suggerisce una conversione a temperatura più bassanella zona catalitica. Prima di essere immesso nel con-vertitore catalitico, lo zolfo elementare deve essere con-densato dalla corrente gassosa per prevenirne la con-densazione sul letto catalitico e aumentare le rese ter-modinamiche. Per ragioni termodinamiche, l’unitàcatalitica dovrebbe operare alla temperatura più bassapossibile sopra il punto di rugiada dello zolfo, a condi-zione che la velocità di reazione sia sufficientementerapida. In pratica, per massimizzare il recupero dellozolfo si utilizzano due o più convertitori catalitici conrimozione dello zolfo tra l’uno e l’altro e a temperaturadecrescente nei convertitori successivi.
Chimica dello stadio termicoI processi di combustione che si verificano in un forno
di reazione di Claus sono piuttosto complessi (Connock,1999b). La presenza di CO2 e di piccole quantità di idro-carburi nel gas acido di alimentazione deve essere valuta-ta con attenzione, se si vuole che i gas in uscita dalla cal-daia di recupero di calore rispettino il rapporto voluto di
2:1 tra H2S/SO2. Particolarmente importante è la presen-za di CO2, coinvolto in una varietà di processi che porta-no alla formazione di CO e di COS e modificano la quan-tità di idrogeno contenuto nel gas prodotto alla fine delprocesso di conversione. La fig. 9 fornisce un quadro sem-plificato della chimica di un forno Claus, presentando quel-le che sono considerate le reazioni più importanti che avven-gono nel forno in assenza di contaminanti idrocarburicima in presenza di CO2. I processi chimici che si svolgononel forno di reazione di Claus possono essere distinti indue categorie: reazioni di combustione, che si verificanonella zona ricca di ossigeno; reazioni che avvengono nellazona priva di ossigeno (anossica), innescate dall’alta tem-peratura prodotta dalle reazioni di combustione.
Il trasporto di idrocarburi insieme al gas acido nelforno di reazione di Claus complica ulteriormente il qua-dro delle reazioni. Le impurezze di idrocarburi possonoandare dagli alcani complessi ai BTX. Benché conside-razioni di tipo termodinamico suggeriscano una com-pleta combustione a CO2 e H2O di questi idrocarburi, lavelocità con cui ciò si verifica è piuttosto problematica,dato che in genere il legame C�H è più forte di quelloS�H. Di conseguenza, il destino degli idrocarburi nelforno di reazione è determinato almeno in parte da fat-tori cinetici, a causa della competizione con H2S per l’u-tilizzo di una riserva limitata di ossigeno. Nel caso dicombustione incompleta degli idrocarburi, è probabileche questi ultimi formino CO, C, COS e CS2 attraversoreazioni con l’ambiente ricco di zolfo:
[14] CH4�� C�2H2
[15] C�H2O�� CO�H2
[16] CO�H2O�� CO2�H2
[17] CH4�2S2�� CS2�2H2S
[18] C�S2�� CS2
148 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
SO2, H2S,S2, CO2,
N2, CO, H2,COS, CS2
SO2, H2S, CO2, N2,[CO, H2, COS, CS2]
H2S O2
SO2
N2CO2
caldaia di recupero del calore(rimozione calore,
aggiustamento degli equilibri)
bruciatore
1.200 °C 1.000 °C 600 °C
forno di reazione
zona riccadi O2
zonaanossica
zona anossica
prodotti minori
vapore ad altatemperatura
acqua
H2S/CO2 [HC]
SO2, 2H2S,H2O, [S2]
[H2, CO,COS, CS2]
fig. 9. Visione d’insieme del forno di reazione di Claus e della caldaia di recupero di calore (Connock, 1999b).

La formazione di COS e CS2 riduce il recupero dellozolfo, a meno che la loro conversione in H2S non sia por-tata a termine per idrolisi alle temperature relativamenteelevate incontrate nel primo convertitore catalitico. È statodimostrato che la progettazione e le modalità operativedel forno possono avere una notevole influenza sul livel-lo di conversione a COS e CS2 degli idrocarburi.
Un ulteriore problema è rappresentato dalla distru-zione dell’ammoniaca (NH3) durante il trattamento delgas residuo proveniente dall’unità di stripping dell’ac-qua acida (SWS, Sour Water Stripper).
Chimica degli stadi cataliticiIl recupero dello zolfo negli stadi catalitici è gover-
nato da due reazioni catalitiche fondamentali: la reazio-ne di Claus [12] e l’idrolisi di COS e CS2 (rispettiva-mente in base alle reazioni [19] e [20]).
[19] COS�H2O����CO2�H2S
[20] CS2�2H2O����CO2�2H2S
In termini di contributo al recupero dello zolfo, lareazione di Claus è di gran lunga la più importante. Tut-tavia, il rendimento dell’idrolisi di COS e CS2 assumesempre più importanza e diventa addirittura determinantequando gli obiettivi di recupero richiesti superano il97,5%. La scelta appropriata del catalizzatore è un ele-mento essenziale di qualsiasi progetto che si propongadi raggiungere il massimo rendimento di recupero dellozolfo attraverso l’ottimizzazione di un impianto Clausmodificato. Attualmente è disponibile sul mercato unavasta gamma di catalizzatori industriali (tab. 4), che pos-sono essere distinti in cinque tipi fondamentali (Sulphur[…] 1995; Chasing […] 1997).
Catalizzatori ad allumina attivata. Presentano ingenere un’elevata attività verso la reazione di Claus nelprimo reattore e una discreta attività verso l’idrolisi diCOS nel primo reattore e verso la reazione di Claus nelsecondo reattore, ma non sono sufficientemente attiviverso l’idrolisi di CS2. Le allumine attivate sono fabbri-cate per granulazione di idrossidi di allumina essiccatimediante flash (allumina idrata da cui è stata estrattal’acqua con un procedimento termico per produrre unatransizione di fase). I catalizzatori a base di alluminasono soggetti a diversi meccanismi di disattivazione:• la combinazione di temperatura e contenuto d’acqua
riduce la superficie attiva del catalizzatore in seguitoal verificarsi di processi di invecchiamento termico eidrotermico. Si tratta di un processo irreversibile, anchese è possibile rallentarlo migliorando la progettazione,il funzionamento e la manutenzione dell’impianto;
• la formazione di incrostazioni per condensazionedello zolfo o deposizione di carbone o di sali di ammo-nio diminuisce l’attività del catalizzatore occluden-done i pori. È possibile eliminare i depositi di zolfo
rigenerando termicamente il catalizzatore senza effet-ti negativi. La disattivazione causata dal carbone edai sali di ammonio è praticamente irreversibile. Ilmodo migliore per evitarla consiste nel ridurre laquantità di contaminanti (BTX, idrocarburi a eleva-to peso molecolare, composti dell’ammoniaca e ammi-ne) nel gas di alimentazione;
• tutti i catalizzatori per il recupero dello zolfo a base diallumina tendono alla solfatazione a contatto con zolfoe/o SO2 e ossigeno in tracce. Le fasi in cui è più pro-babile che si verifichi la solfatazione del catalizzato-re sono l’avviamento, l’arresto o i periodi di malfun-zionamento dell’impianto, quando viene turbato l’e-quilibrio gas/ossigeno. La solfatazione è in partetermicamente reversibile con un rapporto H2S/SO2superiore a 2:1. Tuttavia, il recupero dell’attività è tem-poraneo e interventi di rigenerazione troppo frequen-ti finiscono per danneggiare in modo irreversibile ilcatalizzatore, abbreviandone la vita operativa. È quin-di preferibile prevenirla mediante un adeguato con-trollo dell’ossigeno. Tuttavia, uno studio (Clark et al.,2002) ha dimostrato che la formazione di solfato sul-l’allumina è direttamente legata alle proprietà ossidantidel solido e alla chimica della conversione H2S/SO2su questo materiale. In effetti, benché la formazionedel solfato dipenda dall’ingresso di ossigeno nel con-vertitore, essa si verificherebbe comunque sul cataliz-zatore Claus in conseguenza della chimica della con-versione H2S/SO2, anche in assenza di ossigeno.Catalizzatori a base di biossido di titanio. Noti anche
come catalizzatori a base di TiO2, possiedono una mag-giore attività per l’idrolisi del solfuro di carbonio nelprimo reattore rispetto all’allumina attivata e verso lareazione di Claus in tutti gli stadi. È possibile ottenereuna buona conversione del solfuro di carbonio anche allecondizioni del secondo convertitore. La reazione di Clausè condotta virtualmente all’equilibrio termodinamico. Icatalizzatori a base di TiO2 sono molto meno espostiall’invecchiamento di quelli a base di allumina e sonovirtualmente immuni dai processi di solfatazione. Anchesul TiO2 si osserva la formazione di solfato, che però nonsembra influire sulla conversione di CS2 a temperaturesuperiori a 320 °C. Inoltre, questi catalizzatori godonodi una vita operativa virtualmente illimitata alle norma-li condizioni di funzionamento.
Catalizzatori ad allumina attivata e con promotori. Ipiù comuni promotori dell’allumina sono gli ossidi delleterre alcaline (ossidi di calcio o di magnesio), il TiO2 e ilmonossido di sodio (Na2O). I catalizzatori promossi conterre alcaline sono stati progettati per migliorare la resi-stenza alla solfatazione dei catalizzatori Claus a base diallumina attivata. I catalizzatori promossi con TiO2 pre-sentano invece una maggiore attività rispetto ai consueticatalizzatori ad allumina attivata, sia verso la reazione diClaus, sia verso l’idrolisi del solfuro di carbonio.
149VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO

Catalizzatori di protezione. Costituiti da allumina epromotori a base di ferro e nichel, sono utilizzati per for-mare uno strato protettivo sui consueti catalizzatori adallumina attivata nei reattori Claus, per difenderli dallasolfatazione riducendo il contenuto di ossigeno nella cor-rente di gas. L’impiego dei catalizzatori di protezionenegli impianti Claus si è rivelato particolarmente utilenegli impianti con preriscaldamento diretto. Sono dota-ti inoltre di una buona attività per la reazione di Claus eper le reazioni di idrolisi. In effetti, un letto di cataliz-zatore ad allumina attivata ricoperto da uno strato di cata-lizzatore di protezione si presenta spesso più reattivoverso tutte le reazioni di un unico strato di allumina attiva-ta. L’uso di questi catalizzatori che eliminano l’ossigeno
dal reattore Claus garantisce anche una migliore prote-zione per le unità a valle di trattamento dei gas di codasotto il punto di rugiada. Anche nel caso di correnti con-tenenti BTX è possibile fare uso di un catalizzatore pro-tettivo, di solito un catalizzatore a idrogenazione selet-tiva, per prevenire la formazione di depositi carboniosiimpedendo il cracking e la polimerizzazione dei BTX.
La produttività dell’unità Claus può essere miglio-rata facendo in modo che il materiale di supporto delletto di catalizzatore, impiegato sulla sommità e sul fondodei reattori Claus, agisca anch’esso da catalizzatore. Que-ste allumine di supporto attivo si usano al posto dellebiglie di materiale inerte, migliorando l’attività com-plessiva nel reattore. Tali prodotti sono molto utili quando
150 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
tab. 4. Catalizzatori SRU commerciali della Axens (ex Procatalyse) e della Almatis (ex Alcoa), i maggiori produttori mondiali
Nome Azienda Tipo Attività
DR Axens Allumina attivata Supporto attivo e reazione di Claus
SRU ABS
Almatis/Engelhard
Allumina attivata Supporto attivo e reazione di Claus
CRCR 3S
AxensAllumina attivata macroporosaAllumina attivata ultramacroporosa
Reazione di Claus per processo Claus e per processo TGT sottoil punto di rugiada (Sulfreen, CBA e MCRC)
DD-431S-400S-100
Almatis/Engelhard
Allumina attivata con distribuzionedei pori rettificata
Reazione di Claus per processo Claus e per processo TGT sottoil punto di rugiada (Sulfreen, CBA e MCRC)
AA 2-5 Axens Allumina attivata microporosa Reazione di Claus per TGT sotto il punto di rugiada (Sulfreen)
AM Axens Allumina attivata e promossa Rimozione di ossigeno e reazioni di Claus
AM S 31 Axens Allumina attivata e promossa Rimozione di ossigeno, reazioni di Claus e CS2
S-100 SRAlmatis/Engelhard
Allumina attivata e promossa Rimozione di ossigeno
CSM 31 Axens Promotore brevettatoCatalizzatore di idrogenazione selettiva utilizzato come stratoprotettivo con correnti contenenti aromatici
DD-831Almatis/Engelhard
Allumina attivata e promossaReazione di Claus e resistenza alla disattivazione da solfatazione
DD-931Almatis/Engelhard
Allumina attivata e promossa TiO2
Reazione di Claus, COS, CS2
CRS 31 Axens TiO2 Reazione di Claus, COS, CS2, HCN*
TG 103 Axens CoMo / allumina Reazioni di idrogenazione per TGT tipo SCOT
TG 107TG 136
Axens CoMo / alluminaReazioni di idrogenazione a bassa temperaturaper TGT tipo SCOT
TGS 294TG 732
Axens Brevettato / alluminaCatalizzatore di assorbimento per l’ossidazione diretta di H2Sa S per TGT sotto il punto di rugiada (Doxosulfreen)
* anche per gli impianti di cogenerazione IGCC

la severità delle condizioni operative impone l’adozio-ne di un materiale estremamente resistente.
Processi Claus nell’industria e loro evoluzioneIl processo Claus è la tecnologia elettiva per il trat-
tamento di gas contenenti alte concentrazioni di H2S e/ograndi quantità di zolfo. Se però il contenuto di H2S èinferiore al 30% e/o la quantità di zolfo non supera le10-20 tonnellate al giorno (t S/d), spesso può risultarepiù conveniente utilizzare processi di altro tipo.
Gas acidi ricchi (H2 S�50%)Nella maggior parte delle raffinerie, il contenuto di
H2S del gas acido di alimentazione dell’unità Claus siaggira intorno all’80%. In questi casi, il gas acido è sot-toposto al più semplice processo Claus di tipo diretto, incui tutto il gas acido è trattato nel forno di reazione. Inbase alla reazione di Claus, l’aria richiesta dalla com-bustione è un terzo di quella necessaria per la combu-stione completa di H2S. Di conseguenza, nei processi ditipo diretto il forno dell’unità Claus opera a un livellomolto lontano dalla combustione completa. Si stima gene-ralmente che una temperatura minima di 925 °C sia suf-ficiente a sostenere una fiamma stabile. In molti casi ènecessaria tuttavia una temperatura della fiamma più altaper distruggere eventuali contaminanti.
Gas acidi medi (10%�H2 S�50%)Con una bassa concentrazione di H2S, non è possi-
bile ottenere una fiamma stabile ed è preferibile rinun-ciare al processo di tipo diretto. Occorre pertanto sce-gliere tra una delle seguenti possibilità.
Bypass del gas acido. Deviando in parte il flusso delgas di alimentazione, il forno opera quasi in condizionidi combustione completa, considerando la stessa quan-tità d’aria di quella che entra nell’unità Claus in un pro-cesso di tipo diretto. Si produce così un aumento dellatemperatura della fiamma. Questo tipo di processo è notocome processo a flusso separato (split-flow). Il limitesuperiore per la deviazione del gas acido è pari a 2/3 del-l’alimentazione, poiché il forno deve funzionare in con-dizioni riducenti. Tuttavia, in questo modo una parte deicontaminanti eventualmente presenti nella carica nonviene eliminata ma passa direttamente nella zona cata-litica dell’unità, dove può causare anomalie di funzio-namento e/o instabilità dell’impianto di recupero, datoche questi contaminanti sono tra i principali responsa-bili della disattivazione e dell’occlusione dei converti-tori catalitici. Ciò nonostante, questa soluzione, quandoè praticabile, rappresenta il modo più semplice ed eco-nomico di trattare le cariche di gas acidi medi.
Preriscaldamento della carica. Uno dei mezzi utiliz-zati per mantenere o aumentare la temperatura della fiam-ma è il preriscaldamento dell’aria di combustione e delgas acido. Quest’ultima operazione è più difficile da
effettuare quando il gas acido è recuperato dal rigenera-tore di ammina a bassa pressione. Occorre inoltre con-trollare attentamente l’insorgere di fenomeni di corrosio-ne, poiché potrebbero verificarsi processi di cracking ter-mico dei componenti del gas acido. Nel caso di unriammodernamento di un’unità di tipo diretto già esistente,occorre prestare particolare attenzione alla progettazionedel bruciatore per evitare i fenomeni di corrosione e con-sentire l’impiego di gas ad alta temperatura.
Arricchimento dell’ossigeno. Innalza la temperaturadella fiamma, limitando l’effetto di diluizione dell’azo-to dell’aria, e consente di ridurre le dimensioni dell’im-pianto e i costi di investimento, dato che il flusso totaleprocessato nell’impianto è minore (Lee e Moore, 1997).Tuttavia, l’applicazione di questa tecnologia richiede unafonte di ossigeno abbondante ed economica. Per ilmomento, vengono effettuati solo arricchimenti di bassolivello (cioè non superiori al 28%), che non richiedonogrossi cambiamenti all’unità Claus e consentono diaumentarne la capacità anche del 25%.
Aggiunta di gas combustibile. Per ottenere una tem-peratura della fiamma più alta è possibile aggiungere gascombustibile, anche se questa procedura può produrrealcuni inconvenienti. Per prima cosa, comporta un aumen-to delle dimensioni dell’impianto e un abbassamento delrendimento di recupero dello zolfo; inoltre, potrebbe pro-vocare una disattivazione del catalizzatore o una occlu-sione del convertitore. Di conseguenza occorre valutareattentamente i pro e i contro della tecnologia di aggiun-ta di gas combustibile all’unità di recupero dello zolfo.
Gas acido povero (5%�H2 S�30%)Per questo tipo di gas, il processo Claus è poco com-
petitivo, a causa della difficoltà di ottenere una fiammastabile senza eccessivi costi operativi; di conseguenza,è consigliabile orientarsi verso altre tecnologie. Uno deimetodi più comuni consiste nel sostituire la zona termi-ca del processo Claus modificato con una zona cataliti-ca. Sul catalizzatore, l’aria ossida H2S a SO2, che reagi-sce con altro H2S formando zolfo elementare.
Gas acidi poverissimi (H2 S�5%)Per il trattamento di questi gas sono disponibili nume-
rose tecnologie, a seconda del contenuto di H2S e dellaquantità di zolfo che si deve recuperare. Uno dei meto-di possibili è quello dell’ossidazione diretta. In questocaso, quanto più è elevato il contenuto di H2S, tanto mino-re è la selettività della reazione, anche se il limite supe-riore è intorno a 1,5% H2S. Altri processi, inclusi i pro-cessi redox (ossidazione umida, v. par. 3.2.4) o quelli nonrigenerativi, raggiungono un rendimento molto alto, diquasi il 100%. Alcuni dei processi redox, come lo Stret-ford, impiegano un complesso di vanadio, mentre altrisono a base di chelati di ferro, come i processi Lo-Cat,Sulferox o Sulfint HP. Il costo delle sostanze chimiche
151VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO

impiegate in questi processi ne limita l’applicazione agliimpianti che producono basse quantità di zolfo (circa 10t S/d). Quando la quantità di zolfo da rimuovere è moltobassa (circa 0,1 t S/d) è possibile ricorrere a uno sca-venger, una sostanza liquida o solida in grado di reagi-re selettivamente con H2S. Il trattamento caustico conspugna di ferro e quello denominato Sulfatreat fannoparte di questi processi che possono essere basati sul-l’uso di sostanze non rigenerabili, come carbonio attivo,ossido di ferro, soluzione caustica, o su sostanze rige-nerabili (per esempio, triazina). Nella valutazione eco-nomica globale del processo occorre tenere accurata-mente conto dei costi di smaltimento dei reagenti usati.
Variabili operative del processo ClausIl rendimento di recupero dello zolfo di un’unità Claus
modificata dipende in larga parte dalla progettazione, dallamanutenzione e dal funzionamento dell’unità stessa.
La variabile di controllo più importante nelle opera-zioni degli impianti Claus è il rapporto H2S/SO2 nei gasalimentati ai convertitori catalitici. Il raggiungimento delmassimo livello di conversione richiede che questo rap-porto si mantenga costantemente alla proporzione ste-chiometrica di 2 moli di H2S per 1 di SO2. Una devia-zione sensibile dalla proporzione stechiometrica porta auna drastica riduzione del rendimento di conversione.Sono stati sviluppati a questo scopo molti metodi, sem-pre più largamente utilizzati, basati sul controllo del flus-so d’aria per mezzo dell’analisi continua del rapportoH2S/SO2 nel gas di coda dell’impianto. Sono disponibi-li sul mercato vari strumenti di analisi basati sulla gascro-matografia e sulla spettroscopia UV.
Inoltre, è molto importante controllare che i diversiconvertitori catalitici operino alla giusta temperatura(Bohme e Sames, 1999). Per esempio, è possibile evita-re la condensazione di zolfo elementare sui convertitoricatalitici mantenendo la temperatura al di sopra del puntodi rugiada dello zolfo della miscela di gas.
Quando il gas di alimentazione contiene dei contami-nanti, diviene spesso necessario innalzare la temperaturadella fiamma per distruggerli. Ammoniaca, idrocarburipesanti, BTX, mercaptani e cianuri sono alcuni dei con-taminanti che si incontrano con maggiore frequenza.
Per quanto riguarda l’ammoniaca, di solito è conte-nuta nel gas residuo dell’unità SWS. L’unità Claus è con-siderata il luogo più indicato dove distruggere questo gasresiduo, che contiene anche H2S, a causa dell’alta tem-peratura del suo forno. NH3 deve essere distrutta nelforno di reazione, altrimenti si può formare triossido dizolfo (SO3) attraverso le seguenti reazioni:
[21] 2NH3�5/2O2�� 2NO�3H2O
[22] 2NO�O2�� 2NO2
[NO2][23] SO2����SO3
La presenza di SO3 causa gravi problemi a valle, qualicorrosione degli impianti, disattivazione del catalizza-tore e formazione di sali. Per distruggere efficacementel’ammoniaca si può scegliere tra due metodi che utiliz-zano la stessa reazione:
[24] 2NH3�3/2O2�� N2�3H2O
Il primo metodo comporta la presenza di un forno direazione a flusso separato (spit-flow); il secondo richie-de un forno di reazione con bruciatore ad alta intensità.È indispensabile ottenere una distruzione quasi completadell’ammoniaca, dato che perfino concentrazioni di NH3di appena 500-1.000 ppm in volume (ppmv) possonocausare seri problemi.
La presenza di BTX e idrocarburi pesanti nel gasacido si spiega con il fatto che le unità di processo consolventi possono coassorbire questi composti insieme aH2S. È necessario analizzare la corrente di alimenta-zione e assumere le opportune misure per impedire l’in-gresso nella zona catalitica dell’unità Claus a questi con-taminanti, che potrebbero causare disattivazione delcatalizzatore, occlusioni e produzione di zolfo non rispon-dente alle specifiche di commercializzazione (per esem-pio, zolfo verde invece di zolfo giallo brillante). Quan-do gas acidi ad alto contenuto di H2S vengono sottopo-sti a processo, la temperatura nel forno di reazione è ingenere sufficientemente alta da assicurare la completacombustione di tutti gli idrocarburi a CO2 e acqua, senzaalcuna deposizione di materiale carbonioso. Tuttavia,alla bassa temperatura di combustione degli impianti ditipo diretto, durante il trattamento di gas con un conte-nuto di H2S inferiore al 40-50% circa, il cracking e laparziale combustione degli idrocarburi producono mate-riali carboniosi complessi che passano nei reattori cata-litici, deteriorando gradualmente la prestazione catali-tica. Inoltre, negli impianti a flusso separato gli idro-carburi possono essere alimentati direttamente al primoconvertitore catalitico, senza alcuna combustione. Anchequesti idrocarburi possono essere fonte di deteriora-mento del catalizzatore.
Le stesse considerazioni generali possono essere appli-cate alla contaminazione dell’unità Claus da parte di mer-captani e cianuri. Per quanto riguarda gli altri processi,come i processi redox o scavenger, occorre valutare accu-ratamente i problemi connessi alla formazione di odorichimici e allo smaltimento delle sostanze utilizzate.
3.2.4 Trattamento del gas di coda
Malgrado i continui miglioramenti apportati al proces-so Claus modificato a partire dal 1940, il recupero dellozolfo non supera il 98% con una configurazione a trestadi. I nuovi regolamenti ambientali prescrivono tassidi recupero compresi tra 98,5 e 99,95%. La normativa
152 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE

varia da paese a paese e può cambiare perfino da unaregione all’altra all’interno di uno stesso paese:• in Canada, gli impianti con una capacità di 50 t S/d
devono rispettare un tasso di recupero dello zolfo del98,5%, che aumenta al 99% per gli impianti con unacapacità di 2.000 t S/d;
• in Europa si applica in molti casi il cosiddetto ‘con-cetto di bolla’ (1998) per le emissioni di SO2, in baseal quale tutte le fonti di emissione di SO2 in una dataraffineria possono essere raggruppate ed è stabilitoil limite di 1.700 mg/Nm3 per lo SO2 totale nei gasdi combustione. Questo limite di emissione sarà ulte-riormente ridotto nei prossimi decenni. In Germaniasono in vigore norme particolarmente severe (TA-Luft), che prescrivono un recupero dello zolfo del
99,8% per gli impianti con una capacità compresatra 20 e 50 t S/d e del 99,5% per quelli con capacitàsuperiore a 50 t S/d;
• in Giappone è richiesto un recupero del 99,8% e aTaiwan del 99,95%;
• negli Stati Uniti le normative variano da uno Statoall’altro. Per esempio, nelle raffinerie del Texas, negliimpianti di nuova costruzione il recupero deve esse-re compreso tra 96 e 99,8%, a seconda della capacitàdi produzione di zolfo. Attualmente sembra prevale-re però la tendenza a imporre uno standard di rendi-mento di recupero del 99,9% per gli impianti con unacapacità produttiva di almeno 20 t S/d.È sorta così l’esigenza di integrare il processo
Claus modificato con altri processi, chiamati in gene-
153VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
tab. 5. Principali processi di trattamento del gas di coda (TGT, Tail Gas Treatment)
Categoria Nome del processo Recupero dello zolfo (%) Brevetto
Umidi sotto il punto di rugiada
Clauspol IIClauspol Booster 99,9�
99,0-99,899,9�
Prosernat, FranciaProsernat, Francia
Secchi sotto il punto di rugiada
SulfreenHydrosulfreenDoxosulfreenCBAMCRCClinsulf-SDP
99,0-99,599,7
99,8-99,999,3-99,4
99,099,4
Total, Francia / Lurgi, Italia / Prosernat, FranciaTotal, Francia / Lurgi, Italia / Prosernat, FranciaTotal, Francia / Lurgi, Italia / Prosernat, FranciaBP Amoco, USADelta Hudson Engineering, CanadaLinde, Germania
Riduzione a H2S� trattamento di H2S
� ossidazione diretta
�processo sotto il punto di rugiada � ossidazione umida
SCOTSuper SCOTLS-SCOTSultimateBSR/MDEASulftenResulfResulf-10RARFlexorb SE PlusHCRBSR/SelectoxMODOPBSR/Hi-ActivityUltra
BSR/StretfordBSR/Unisulf
99,999,95�99,95�99,95�99,9�99,9�99,999,95�99,9�99,9�99,95�99,5
99,3-99,599,599,7
99,999,9
Shell Global Solutions, OlandaShell Global Solutions, OlandaShell Global Solutions, OlandaProsernat, FranciaParsons Energy & Chemicals Group, USAFB&D Tech, USA / Union Carbide, USATPA, USATPA, USATechnip KTI, ItaliaExxon Mobil, USASiirtec Nigi, ItaliaParsons Energy & Chemicals Group, USAExxon Mobil, USAParsons Energy & Chemicals Group, USABP Amoco, USA
Parsons Energy & Chemicals Group, USAParsons Energy & Chemicals Group, USA
Ossidazione a secco a S
Superclaus 99,0-99,5 Jacobs Engineering, Olanda
Ossidazione umida a S
Sulfint/Sulfint HPLO-CAT/LO-CAT IISulferox Crystasulf Thiopaq
99,99�99,99�99,99�99,99�99,99�
Prosernat, Francia / Le Gaz Intégral (LGI), FranciaGasTechnology Products-Merichem, USAShell Global Solutions, Olanda / LGI, FranciaCrystaTech, USAPaques, Olanda / Shell Global Solutions, Olanda
Ossidazione a SO2 �trattamento di SO2
Wellman LordClintoxElsorb/Labsorb
99,9�99,9�99,9�
Kvaerner Process Technology, Regno UnitoLinde, GermaniaBelco Technologies, USA

re processi di pulizia del gas di coda (TGC, Tail GasCleanup) o di trattamento del gas di coda (TGT, Tail GasTreating), progettati per rimuovere i composti solforatiresidui dal gas di coda. I processi TGT, che hanno assun-to notevole importanza commerciale (Connock, 1998,2003; Keeping […] 1994), possono essere distinti in seicategorie (tab. 5); di seguito sono descritti i principali.
Processi umidi sotto il punto di rugiada: ClauspolIl processo Clauspol è stato uno dei primi processi
TGT entrati in commercio. Dal 1971, anno in cui è sta-to brevettato, sono sorte nel mondo più di 40 unitàClauspol, con capacità comprese tra 25 e 700 t S/d (trenosingolo). Il processo Clauspol (fig. 10) è basato sulla con-tinuazione della reazione di Claus [12] tra H2S e SO2 resi-dui presenti nel gas di coda dell’unità Claus, in un sol-vente organico liquido non volatile contenente un cataliz-zatore industrialmente protetto (Barrère-Tricca et al., 2000).La reazione si effettua a una temperatura leggermentesuperiore al punto di fusione dello zolfo (120-130 °C). Lozolfo prodotto (giallo brillante, puro al 99,9%) è scarsa-mente miscibile con il solvente e, grazie alla sua densitàpiù alta, può essere recuperato come fase liquida sepa-rata dal fondo del reattore, spostando l’equilibrio dellareazione di Claus in modo estremamente favorevole. L’u-nità Clauspol consente di rimuovere efficacemente dalgas di coda anche altri componenti solforati (per esem-pio, zolfo liquido di trascinamento, vapori di zolfo, COSe CS2, che subiscono un’idrolisi parziale). Il processobase Clauspol II permette di arrivare a percentuali direcupero del 99,8%, a condizione che COS e CS2 sianostati idrolizzati al disotto di 300 ppmv di zolfo o menonegli stadi catalici dell’impianto Claus, utilizzando uncatalizzatore a base di TiO2. Il processo Clauspol è moltosemplice e costante, non richiede idrogeno né l’uso disoffianti e non presenta riciclo di H2S all’unità Claus.Le spese di investimento e i costi operativi contenutifanno del processo Clauspol II la tecnologia TGT più abuon mercato tra quelle che permettono un recupero dellozolfo compreso tra 99,4 e 99,8%. In condizioni norma-li è possibile evitare la corrosione dell’acciaio al carbo-nio applicando alcune semplici regole riguardanti la pro-gettazione, la costruzione e il funzionamento dell’unitàClauspol (Barrère-Tricca et al., 2000).
Di seguito sono esposti gli sviluppi principali piùrecenti del processo Clauspol:• il processo Clauspol II mette in circolazione un sol-
vente saturo di zolfo contenente piccole quantità dizolfo liquido. La pressione di vapore dello zolfo liqui-do, benché bassa, contribuisce alle perdite di zolfonell’effluente da 350 ppmv. Grazie al suo circuito didesaturazione, il processo Clauspol Booster 99,9�elimina lo zolfo in fase liquida dal solvente e mettein circolazione un solvente insaturo, consentendo per-centuali di recupero di oltre il 99,9%;
• per prevenire l’accumulo di sali solidi sul materialedi riempimento del reattore, è stato recentementeintrodotto un dissalatore.Il circuito di desaturazione e il dissalatore trattano solo
una frazione del solvente del circuito di ricircolazione.Sono piccoli, semplici, facili da installare sulle unità esi-stenti e da far funzionare. Possono essere spenti senza arre-stare la sezione di base dell’unità Clauspol II.
Processi a secco sotto il punto di rugiada: SulfreenIl processo Sulfreen (Willing e Linder, 1994) è stato
sviluppato all’inizio degli anni Settanta. Attualmente sene contano in funzione nel mondo oltre 50 unità, con unacapacità compresa tra 10 e 2.200 t S/d (treno singolo).Il processo Sulfreen (fig. 11) è basato sulla continuazio-ne della reazione di Claus [12], tra H2S e SO2 residuicontenuti nel gas di coda dell’unità Claus, su un lettocatalico a secco a bassa temperatura (120-150 °C). Ilcatalizzatore utilizzato è allumina attivata. Il processoSulfreen produce zolfo giallo brillante puro al 99,9%.La reazione di Claus è prolungata e il recupero dellozolfo incrementato. Ciò è reso possibile dal fatto che, inprimo luogo, l’equilibrio è termodinamicamente favori-to alle basse temperature e, in secondo luogo, lo zolfo èadsorbito sul catalizzatore. Il processo Sulfreen è com-posto fondamentalmente da due (a volte tre, nel caso digrandi capacità) reattori Sulfreen in serie con i reattoriClaus. Mano a mano che lo zolfo si accumula sul cata-lizzatore, la sua attività diminuisce e occorre procederealla rigenerazione termica a 250-300 °C dei letti catali-tici. Nella fase di rigenerazione, lo zolfo è desorbito e ilcatalizzatore riportato alla piena attività per mezzo delgas TGT preriscaldato. Al termine della rigenerazione,
154 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
recipientedi contattogas/liquido
controllo dellatemperaturadel solvente
reintegro delcatalizzatore
gas di codadal processo
Claus
gas all’inceneritore
120-130 °C
zolfo liquido
fig. 10. Schema del processo Clauspol II.

il letto catalitico è raffreddato alla temperatura operati-va e lo zolfo contenuto nella corrente calda di rigenera-zione viene fatto condensare. Le percentuali tipiche direcupero sono comprese tra 98,5 e 99,5%, a seconda dellecaratteristiche dell’unità Claus. COS e CS2 non sonoidrolizzati. Sono disponibili due versioni perfezionatedel processo Sulfreen, che consentono di raggiungererese di zolfo più elevate.
Il processo Hydrosulfreen si basa sul trattamento pre-liminare del gas di coda dell’unità Claus mediante idro-lisi di COS e CS2 a H2S e ossidazione diretta di H2S inzolfo elementare. Per ottenere tali reazioni, il gas di codaè messo in contatto con un catalizzatore a base di TiO2a circa 300 °C. Dopo questo pretrattamento, il gas dicoda è inviato a un reattore Sulfreen di base. Un impian-to Claus dotato di due stadi catalitici e di un’unità Hydro-sulfreen può raggiungere un rendimento di recupero tota-le dello zolfo di oltre il 99,5%.
Il processo Doxosulfreen è basato su un trattamentosupplementare effettuato dopo un’unità Sulfreen o Hydro-sulfreen. Le operazioni delle unità a monte sono con-dotte in modo da ottenere un leggero eccesso di H2S, alloscopo di raggiungere una conversione quasi totale di SO2sul reattore Sulfreen. Di conseguenza, l’H2S residuo all’u-scita del reattore Sulfreen è ossidato con aria a bassa tem-peratura (100-130 °C) per ottenere zolfo elementare. Siareattore Sulfreen sia quello di ossidazione sono rigene-rati attraverso un circuito di rigenerazione comune. Ilcatalizzatore di ossidazione è a base di rame e di allu-mina speciale ottimizzata. Il processo Doxosulfreen per-mette di raggiungere un livello di recupero totale dellozolfo del 99,9%.
Riduzione a H2S con trattamento di H2SEsiste un’intera famiglia di processi TGT basati sulla
riduzione dei composti solforati a H2S e sul successivo
trattamento di H2S e riciclaggio della corrente di H2Sall’unità Claus. Il primo a essere sviluppato e tuttorail più diffuso di questi processi è lo SCOT, con oltre200 unità costruite in tutto il mondo dal 1973 e capacitàche possono raggiungere le 2.500 t S/d per singolo treno.Gli altri processi TGT appartenenti a questa famiglia(Sultimate, BSR/Amine, Resulf, RAR, ARCO, HCR,ecc.) sono progettati e realizzati più o meno sulla basedello stesso concetto del processo SCOT (van den Brande Roos, 2002). Il gas di coda dell’unità Claus è riscal-dato a circa 300 °C utilizzando uno scambiatore di calo-re o un bruciatore in linea (fig. 12). Il gas riscaldato èmescolato con un gas riducente contenente idrogeno efatto fluire sopra un letto fisso di catalizzatoreCoMo/allumina o NiMo/allumina, dove tutti i compo-nenti solforati vengono convertiti in H2S. Si verificanodue tipi di reazioni: idrolisi e idrogenazione. Il gas dicoda lascia il reattore di idrogenazione a una tempera-tura di circa 320-340 °C e viene raffreddato in due fasisuccessive. I gas caldi subiscono un primo raffredda-mento a circa 160-200 °C attraversando i tubi di unoscambiatore di calore a fascio tubiero e mantello o unacaldaia di recupero di calore. Il gas è poi raffreddato ulte-riormente a 40 °C per contatto diretto con l’acqua cir-colante in una torre di raffreddamento rapido. Nel corsodel raffreddamento del gas, la maggior parte del vaporeacqueo contenuto nel gas si condensa mescolandosi conl’acqua circolante. Dato che l’acqua circola in un siste-ma a circuito chiuso, è necessario rimuovere dal siste-ma l’acqua condensata per mantenere un livello costan-te di acqua nella torre. L’acqua in uscita dal sistema con-tiene pochi ppm di H2S e viene in genere riciclata all’unitàSWS per il recupero di H2S. Una volta raffreddato, il gaslascia la sommità della torre di raffreddamento rapido eviene inviato alla colonna di assorbimento, dove è sotto-posto a lavaggio in controcorrente con un solvente pove-
155VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
250-300 °C 120-150 °C
all’inceneritore
reattori Sulfreen
soffiante zolfo
condensatore
forno diriscaldamento
gas di codadal processo
Claus
gascombustibile
aria
fig. 11. Schema del processo Sulfreen.Fase di rigenerazione: S è rimosso per vaporizzazione nel gas di coda caldo.Fase di reazione:H2S e SO2 reagiscono sul catalizzatore di allumina Sulfreen,lo zolfo prodotto è adsorbito.

ro di H2S. Si possono utilizzare vari tipi di solvente, mai più diffusi sono le ammine selettive (per esempio,MDEA). La scelta del solvente dipende dalla composi-zione del gas di coda (v. par. 3.2.2). Il solvente che flui-sce verso il basso entra in contatto con il gas che fluisceverso l’alto e assorbe quasi tutto il contenuto di H2S eparte di CO2 eventualmente presente. Il gas residuo del-l’unità di assorbimento contiene in genere 150 ppmv, omeno, di H2S e può essere inviato all’inceneritore Claus.Il solvente ricco in uscita dalla colonna di assorbimen-to viene pompato attraverso un rigeneratore di solventepovero/solvente ricco, dove H2S (ed eventualmente CO2)sono rimossi per mezzo di uno stripping con vapore. Ilgas acido dal rigeneratore è riciclato allo stadio termicodell’unità Claus, mentre il solvente povero è trasferitonuovamente alla colonna di assorbimento.
Le innovazioni introdotte negli ultimi anni avevanolo scopo di diminuire il contenuto di zolfo totale delleemissioni a meno di 50 ppmv (equivalente a un recupe-ro dello zolfo totale del 99,95%) e di ridurre significa-tivamente le spese di investimento e i costi operativi.
Per ridurre le spese in conto capitale, si può utiliz-zare per l’unità TGT la stessa sezione di rigenerazionedell’ammina che serve già l’unità di desolforazione del-l’ammina. Per ridurre i costi di esercizio, è anche possi-bile utilizzare il solvente in cascata, dall’unità TGT allealtre unità di addolcimento. I moderni catalizzatori con-sentono di effettuare le operazioni di idrogenazione a
temperature più basse (220 °C o meno, a seconda dellacomposizione del gas in ingresso), riducendo notevol-mente il consumo di energia ed evitando l’uso dei bru-ciatori in linea e i loro inconvenienti (deposito di fulig-gine in alcuni casi).
Il contenuto totale di zolfo delle emissioni viene abbas-sato in modo significativo grazie ai seguenti fattori:• l’assorbimento è migliorato impiegando una tempe-
ratura più bassa del solvente povero, in quanto la solu-bilità di H2S nei solventi amminici diminuisce conla temperatura;
• lo stripping viene migliorato con l’adozione di unarigenerazione a due stadi, in cui una parte del flussodi solvente amminico è maggiormente desorbito. Ilsolvente superpovero è convogliato al piatto più altodella colonna di assorbimento, mentre quello semi-povero è inviato nell’assorbitore a metà altezza;
• l’aggiunta di un additivo non costoso (cioè acidoforte) all’ammina ne migliora la rigenerazione, pro-ducendo o una maggiore povertà del solvente, e quin-di una percentuale più bassa di H2S nel gas residuo,o un solvente altrettanto povero con l’uso di una mino-re quantità di vapore.
Ossidazione umida: processi redoxI processi redox permettono l’ossidazione diretta di
H2S in zolfo elementare a temperatura ambiente, con unlivello di selettività e di conversione vicino al 100%. I
156 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
vaporea bassa
pressione
riscaldatore
torre diraffreddamento
rapido
unità ditrattamentofinaledell’ammina
unità dirigenerazionedell’amminaacque di rifiuto
al trattamento(SNS)
all’inceneritore
refrigeratore
reattoredi riduzione
aria
gasnaturale
gasriducente
gas di codadall’unità
Claus
allo stadio termico dell’unità Clausfig. 12. Schemadel processo Sultimate.

processi redox sono in genere altamente flessibili e ven-gono utilizzati su un’ampia gamma di gas contenentiH2S, come il gas dalle unità di arricchimento del gasacido e dalla unità Claus, a condizione che il gas sia pre-valentemente H2S (Nagl, 2001). I limiti principali degliattuali processi redox sono i costi chimici relativamen-te elevati, la qualità dello zolfo prodotto, che in generenon è altrettanto puro di quello ottenuto dal processoClaus, e, per alcune particolari applicazioni, le difficoltànel trattamento diretto di gas ad alta pressione.
Nei processi redox, il gas contenente H2S è sotto-posto a lavaggio con una soluzione contenente un cata-lizzatore redox. In un primo momento, la soluzioneacquosa assorbe H2S, che reagisce subito dopo con laforma ossidata del catalizzatore causando la formazio-ne di zolfo elementare, mentre il catalizzatore è con-vertito nella sua forma ridotta. Nella seconda fase, laforma ridotta del catalizzatore è posta a contatto conl’aria e ossidata prima di essere riutilizzata. I cataliz-zatori redox sono formati in genere da cationi metalli-ci polivalenti chelati con leganti organici. I sali di vana-dio utilizzati un tempo nel processo Stretford sono statisostituiti ormai in tutti i principali processi redox dacomplessi di ferro a base di acido etilendiammintetra-cetico (EDTA), di acido idroxietil-etilendiammintria-cetico (HEDTA) o di acido nitrilotriacetico (NTA)(McManus, 1998; Heguy e Nagl, 2003).
Le principali reazioni chimiche sono:
[25] H2S�2Fe3��� S�2Fe2��2H�
[26] 2Fe2��2H��1/2O2�� 2Fe3��H2O
[27] reazione globale: H2S�1/2O2�� S�H2O
Di solito i due diversi stadi del processo, che sonol’ossidazione di H2S [25] e l’ossidazione di Fe2� [26],sono eseguiti in recipienti separati, tra i quali viene fattacircolare la soluzione redox. L’assorbimento si effettuaalla pressione del gas che deve essere trattato e la rige-nerazione (o l’ossidazione) della soluzione è condottaa pressione atmosferica. Lo zolfo elementare si formaquasi immediatamente nel recipiente di assorbimentonon appena il gas acido entra in contatto con la solu-zione ossidata. Si procede poi a separare lo zolfo soli-do dalla soluzione (per flottazione, filtrazione, centri-fugazione, ecc.), in genere a pressione inferiore a quel-la atmosferica. Lo zolfo recuperato è contaminato dalcatalizzatore ferroso e da prodotti di degradazione for-mati da sali organici e inorganici. Per ottenere un ele-mento altrettanto puro di quello del processo Claus,occorre trattare questo zolfo sottoponendolo a lavag-gio con acqua e/o a fusione (smelting). I leganti orga-nici usati nella soluzione catalitica subiscono una lieveossidazione durante il processo. Un reintegro continuodi catalizzatore previene una diminuzione di rendimentodovuta alla degradazione e alla perdita di catalizzato-
re nello zolfo prodotto. I costi chimici del processo rag-giungono in genere diverse centinaia di dollari per ton-nellata di zolfo prodotto e costituiscono la componen-te più importante dei costi dell’intero processo di trat-tamento. Dato che il catalizzatore a base di ferro e isuoi prodotti di degradazione non sono tossici e/o sonocomunque facilmente biodegradabili, lo zolfo ‘redox’può essere facilmente smaltito in una discarica o ven-duto come fertilizzante per usi agricoli.
Come esposto in precedenza, il metodo più comuneper la desolforizzazione del gas ad alta pressione restaquello dell’estrazione di H2S per mezzo di un’unità ammi-nica, seguita dal trattamento in un’unità Claus o in un’u-nità redox a bassa pressione; la depressurizzazione diquesta miscela, che precede nel processo redox lo sta-dio dell’ossidazione all’aria atmosferica, può causareseri problemi di formazione di schiuma e di occlusione.Nonostante queste difficoltà, tuttavia, il trattamento diret-to dei gas ad alta pressione con i processi redox conser-va un notevole interesse, in quanto consente di rispar-miare fino al 50% dei costi di investimento, in confron-to ai metodi tradizionali (Le Strat et al., 2001). Nelprocesso Sulfint HP, le particelle di zolfo vengono quin-di rimosse dalla soluzione prima della sua depressuriz-zazione, grazie a una filtrazione ad alta pressione con-tinua. Il gas disciolto è più diluito nelle soluzioni acquo-se rispetto ai solventi organici ed è facilmente separabilein una camera di flash; inoltre, la tendenza alla forma-zione di schiuma è enormemente ridotta, dato che dopoil filtro non sono più presenti particelle di zolfo.
Altri processi, come il Crystasulf, sono basati su unsolvente organico che facilita la formazione di cristallidi zolfo di maggiori dimensioni, in cambio del coassor-bimento del solvente.
Ossidazione a secco: SuperclausIl processo Superclaus (Lagas et al., 1989) è stato
introdotto per la prima volta a livello industriale nel 1988come ulteriore sviluppo del processo Claus. Nel mondoè stata concessa la licenza a oltre 70 unità di questotipo, da 3 a 1.000 t S/d. L’unità Superclaus è formatada una zona termica, seguita da tre stadi catalitici conrimozione dello zolfo per condensazione dopo ogni sta-dio catalitico. Due reattori contengono un normale cata-lizzatore Claus, mentre il terzo è riempito con un cata-lizzatore a ossidazione selettiva brevettato chiamatocatalizzatore Superclaus (Fe2O3 su un supporto di sili-cio nei reattori dell’ultima generazione). La zona ter-mica opera in condizioni di difetto di ossigeno, cosic-ché nel forno il rapporto H2S/SO2 è molto superiore altradizionale rapporto 2:1. Di conseguenza, il gas in usci-ta dal secondo reattore catalitico contiene una notevo-le eccedenza di H2S rispetto a SO2. Nell’ultimo reat-tore catalitico (cioè il reattore Superclaus), il cataliz-zatore ossida H2S in zolfo elementare (reazione [13])
157VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO

con un rendimento superiore all’85%. La temperaturadel reattore Superclaus deve essere compresa tra 200 e300 °C, in modo da evitare la condensazione dei vapo-ri di zolfo e l’ossidazione della fase gassosa. Non pos-sono verificarsi reazioni di Claus inverse tra zolfo eacqua con formazione di H2S e SO2. Inoltre, COS e CS2non vengono idrolizzati. Le unità Superclaus-99 per-mettono di arrivare a un rendimento di recupero totaledello zolfo del 99%.
Per superare il 99% è necessario un terzo reattoreClaus e/o una fase di idrogenazione/idrolisi, che prece-da la fase di ossidazione selettiva. Per esempio, nel pro-cesso Superclaus-99,5 è inclusa per l’appunto una fasedi idrogenazione/idrolisi. Dal momento che il catalizza-tore a ossidazione selettiva non è sensibile all’acqua, nonè necessario condensare l’acqua a valle del reattore diidrogenazione. In questo caso, si ottiene un recuperodello zolfo del 99-99,5% (per le cariche ricche di H2S).
Ossidazione a SO2 con trattamento di SO2Il principio su cui si fondano i processi di questo tipo
è l’incenerimento o l’ossidazione catalitica delle correntidi gas di coda dell’unità Claus, per convertire tutte lespecie di zolfo in SO2, seguite dal trattamento di SO2 edal riciclo della corrente di SO2 all’unità Claus. In que-sto modo è possibile aumentare la capacità totale del pro-cesso Claus. I processi di questo tipo possono raggiun-gere livelli altissimi di recupero dello zolfo, superiori al99,9%. La differenza principale tra i processi consistenei diversi mezzi di trattamento utilizzati per rimuovereSO2 (tab. 6). Tra i sistemi di recupero di SO2 dai gas dicoda degli inceneritori delle unità Claus, quelli consoli-dati sono il processo Wellman Lord (Keeping […] 1994)e il processo Clintox. Negli ultimi anni si è verificato unforte interesse a sviluppare molti nuovi processi di questotipo (Connock, 1999a; SO2 removal […] 2004): Cansolv,ClausMaster, Labsorb (basato su Elsorb), Clausorb eTurbotak.
3.2.5 Problemi di sicurezzae salvaguardia ambientale
Lo zolfo liquido prodotto con il processo Claus modifi-cato contiene 150-400 ppm in peso di solfuro di idroge-no residuo sotto forma sia di solfuro di idrogeno disciol-to (H2S), sia di polisolfuri di idrogeno (H2Sx) in equili-brio con zolfo. L’equilibrio H2S/H2Sx dipende dallatemperatura: a 130 °C, H2S/H2Sx�10, e a 150 °C,H2S/H2Sx�1.
La decomposizione di H2Sx a zolfo elementare è unareazione molto lenta:
[28] H2Sx(liquido)����H2S (disciolto)�(x�1)S (liquido)
H2S disciolto nella fase liquida passa nella fase gas-sosa per desorbimento fisico:
[29] H2S (disciolto)����H2S (gas)
Il contenuto di H2S nell’atmosfera diventa progres-sivamente pericoloso sopra le 50 ppmv e può essere per-fino letale a 600 ppmv. Il limite inferiore di esplosionee di infiammabilità di H2S è circa il 3,5% in volume a150 °C in aria. Nelle fasi di movimentazione, stoccag-gio e trasporto, quando lo zolfo viene agitato e raffred-dato, si produce un rilascio di H2S dallo zolfo. La con-centrazione di H2S nell’atmosfera circostante può rag-giungere livelli tossici e superare i limiti di infiammabilitàe di esplosione. Di conseguenza, l’industria deve pro-durre zolfo elementare solido o liquido con un valoremassimo di 10 ppm in peso di solfuro di idrogeno(H2S�H2Sx). Le principali ragioni che suggerisconol’opportunità di degassare lo zolfo liquido sono: a) mag-giore sicurezza di stoccaggio e trasporto dello zolfoliquido; b) condizioni di lavoro più sicure per il perso-nale addetto alla movimentazione dello zolfo liquido;c) minore corrosione dei serbatoi di stoccaggio, dei tubidi trasporto, delle navi e delle autocisterne; d) minoriemissioni di solfuro di idrogeno nell’atmosfera; e) mag-
158 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE
tab. 6. Processi di trattamento di SO2
Nome del processo Mezzo di trattamento Brevetto
Wellmann Lord Soluzione di solfuro di sodio Kvaerner Process Technology
Clintox Assorbente fisico (basato sull’etere glicolico) Linde
Labsorb/ElsorbSoluzione acquosa inorganica a base di soda caustica e acido solforico(tamponata con fosfato di sodio)
Belco Technologies
Cansolv Solvente diamminico acquoso brevettato Cansolv Technologies
ClausMaster Dibutil-butilfosfonato Monsanto Enviro-Chem Systems
TurbotakAssorbente a base di ammine Turbosox (brevetto Dow Chemical)
Turbosonic Technologies
ClausorbCarbonio attivato Centaur, un catalizzatorebrevettato dalla Calgon Carbon
Parsons Energy & Chemicals Group

giore compattezza dello zolfo grazie alla formazionedella forma polimerica di zolfo Sx; lo zolfo solido pro-dotto da zolfo liquido non degassato è più friabile.
Lo scopo dei processi di degassificazione dello zolfoliquido è quello di favorire il rilascio del gas H2S disciol-to e accelerare la decomposizione degli H2Sx a H2S. Ilrilascio di H2S disciolto si ottiene agitando lo zolfo liqui-do. La decomposizione degli H2Sx a H2S può essere acce-lerata per mezzo di un catalizzatore, riducendo il con-sumo energetico e le dimensioni degli impianti. Il gas diH2S rilasciato deve essere rimosso dallo spazio gassososovrastante lo zolfo mediante un flusso di gas di sposta-mento (aria, gas di coda dell’unità Claus o gas inerte).Il migliore gas di spostamento sembra essere l’aria. Infat-ti, il gas di coda contiene residui di H2S, che diminui-scono la velocità di degassificazione in quanto H2S nellozolfo liquido tende a essere in equilibrio con H2S nellafase gassosa. L’aria contribuisce a degassare promuo-vendo l’ossidazione diretta di H2S a zolfo elementare,attraverso l’ossigeno. L’impiego di aria come gas di spo-stamento previene anche l’accumulazione di solfuro diferro piroforico (FeS), che si forma sulla superficie del-l’acciaio al carbonio per reazione con H2S. Tale accu-mulazione si verifica in genere quando si sceglie un gasinerte come gas di spostamento. Il desorbimento fisicodi H2S disciolto sposta verso destra l’equilibrio delle rea-zioni [28] e [29]. La quantità di gas di spostamentodovrebbe essere calcolata in modo tale che la concen-trazione di H2S sia massima a 1,5% in volume.
Sono stati sviluppati numerosi processi di degassifi-cazione dello zolfo. Il primo ad avere una larga diffu-sione è stato il processo Aquisulf (Nougayrede e Voirin,1989), con oltre 45 unità realizzate, con capacità com-prese tra 15 e 1.200 t S/d (treno singolo). Questo pro-cesso è basato su due principi: degassificazione mecca-nica, mediante agitazione e polverizzazione, per favori-
re il contatto gas-liquido; degassificazione chimica,mediante iniezione di catalizzatore per accelerare ladecomposizione degli H2Sx.
Il processo Aquisulf è disponibile in una versionediscontinua e in una continua. Nella versione continua(fig. 13), il serbatoio dello zolfo liquido è diviso in dueo più compartimenti. Lo zolfo nel primo compartimen-to viene aspirato con una pompa, mescolato con il cata-lizzatore e spruzzato di nuovo nel compartimento. Lozolfo liquido si riversa attraverso una paratia nel secon-do compartimento, dove viene di nuovo aspirato e spruz-zato all’interno del serbatoio, in modo da agitarlo il piùpossibile. In principio si usava come catalizzatore NH3,ma l’insorgere di problemi legati alla formazione di salidi ammonio ha portato allo sviluppo di un catalizzatoreliquido Aquisulf brevettato, più efficace di NH3 neldecomporre gli H2Sx, che non dà luogo alla formazionedi sali solidi. Sono disponibili altri processi di degassi-ficazione, come D’GAASS (Fenderson e Allison, 2000),HySpec e MAG.
Bibliografia citata
Barrère-Tricca C. et al. (2000) Thirty years of operatingexperience with the Clauspol process, in: Sulphur 2000.Proceedings of the international conference, San Francisco(CA), 29 October-1 November.
Bohme G., Sames A. (1999) The seven deadly sins of sulphurrecovery, in: Sulphur 99. Proceedings of the internationalconference, Calgary (Alberta), 17-20 October.
Bonis M. et al. (2004) A critical look at amines. A practicalreview of corrosion experience over four decades, in:Proceedings of the Gas processors association annualconvention, New Orleans (LA), 14-17 March.
Brand K. van den, Roos I. (2002) Shell’s new low-costSCOT process, in: Sulphur 2002. Proceedings of theinternational conference, Wien, 27-30 October.
159VOLUME II / RAFFINAZIONE E PETROLCHIMICA
CICLO DELLO ZOLFO
eiettore
1° compartimento 2° compartimento
vapore a bassapressione
controllodel livello
all’inceneritore
iniezione di catalizzatore
zolfo degassatoallo stoccaggio
zolfo dall’impiantoClaus
�unità TGTgas di spostamento
(gas inerte o di coda)
fig. 13. SchemaAquisulf continuo.

Chasing the elusive last 1 or 2 %. (Claus sulphur recoveryprocess used in petroleum refineries) (Special reports:sulphur recovery in refineries) (1997), «Sulphur»,September-October, 41-47.
Clark P.D. et al. (2002) How do Claus catalysts really work?,in: Proceedings of the 52nd Laurance Reid Gas conditioningconference, Norman (OK), 24-27 February, 153-176.
Connock L. (1998) Approaching the limit: 99.9+ % sulphurrecovery, «Sulphur», July-August, 34-55.
Connock L. (1999a) New SO2 scrubbing technologies abound.(Special reports: refinery sulphur), «Sulphur», July-August,53-56.
Connock L. (1999b) Understanding your Claus reactionfurnace, «Sulphur», January-February, 34-42.
Connock L. (2003) Enhanced sulphur recovery, «Sulphur»,May-June, 29-39.
Fenderson S., Allison T. (2000) Sulphur degassing retrofitmade easy with the D´GAASS process, in: Sulphur 2000.Proceedings of the international conference, San Francisco(CA), 29 October-1 November, 247-261.
Heguy D.L., Nagl G.J. (2003) Consider optimized iron-redoxprocesses to remove sulphur, «Hydrocarbon Processing», 82,53-57.
Heinrich G., Kasztelan S. (2001) Hydrotreating, in: LeprinceP. (edited by) Conversion processes, Paris, Technip, 533-573.
Keeping abreast of the regulations. (Sulphur emissionsrestrictions) (Improved claus sulphur recovery) (1994),«Sulphur», March-April, 35-59.
Kent R.L., Einsenberg B. (1976) Better data for aminetreating, «Hydrocarbon Processing», 55, 87-90.
Lagas J.A. et al. (1989) Claus process gets extra boost,«Hydrocarbon Processing», April, 40-42.
Lallemand F. et al. (2004) A new look at amines. Extendingthe gas industry ‘workhorse’to new limits, in: Proceedingsof the Gas processors association annual convention, NewOrleans (LA), 14-17 March.
Lecomte F. et al. (2003) Hybrisol, a new gas treatment processfor sour natural gases, in: Proceedings of the Laurance
Reid Gas conditioning conference, Norman (OK), 25-27February, 281-310.
Lee C.H., Moore A. (1997) Oxygen enhanced Clausoperation. A case study, «Petroleum Technology Quarterly»,July, 73-75.
Le Strat P.Y. et al. (2001) New redox process successful inhigh pressure gas stream, «Oil & Gas Journal», November,26, 46-53.
McManus D. (1998) Hydrogen sulphide removal from gasstreams using homogeneous chelated iron oxidationcatalysts, in: Proceedings of the Gas processors associationEuropean chapter meeting, London, 18 February.
Meyer B. (1976) Elemental sulfur, «Chemical Reviews», 76,367-388.
Nagl G. (2001) Liquid redox enhances Claus process,«Sulphur», May-June, 1-6.
Nougayrede J., Voirin R. (1989) Liquid catalyst efficientlyremoves H2S from liquid sulfur, «Oil & Gas Journal», July,65-69.
Paskall H.G. (1979) Capability of the modified-Claus process,Calgary (Alberta), Western Research & Development, 19-45.
Shuai X., Meisen A. (1995) New correlations predictphysical properties of elemental sulfur, «Oil & Gas Journal»,93, 50-55.
SO2 removal. Regenerable SO2 capture makes headway (2004)«Sulphur», July-August, 37-44.
Sulphur recovery catalysts. A broad selection (1995), «Sulphur»,January-February, 40-50.
Willing W., Linder T. (1994) Lurgi’s TGT processes andnew operational results from sulfreen plants, in: Sulphur1994. Proceedings of the international conference, Tampa(FL), 6-9 November.
Jean-Pierre Ballaguet Cécile Barrère-Tricca
Institut Français du PétroleVernaison, Francia
160 ENCICLOPEDIA DEGLI IDROCARBURI
PROCESSI CON VALENZA AMBIENTALE