
29 TECNOLOGIE DEI POLIMERI TERMOPLASTICI · delle condizioni di trasformazione vanno considerate...
15
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633. G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano CAPITOLO 29 29 TECNOLOGIE DEI POLIMERI TERMOPLASTICI Sinossi polimeri hanno delle proprietà termiche e reologiche sostanzialmente differenti da quelle di altri materiali come metalli e ceramici. Per questo le tecnologie impiegate per la loro lavorazione sono in genere specifiche per questi materiali. Tra le caratteristiche più rilevanti ai fini della definizione delle condizioni di trasformazione vanno considerate la possibilità di degradazione termica, la viscosità molto elevata, il comportamento non-newtoniano, la bassa conducibilità termica. In particolare, il comportamento reologico si differenzia sostanzialmente da quello dei comuni materiali cristallini, in quanto i fusi polimerici presentano viscosità che sono generalmente di diversi ordini di grandezza superiori a quelli dei metalli. Inoltre, i polimeri fusi hanno comportamento non-newtoniano, con viscosità fortemente dipendente dalla temperatura e che si riduce all'aumentare del gradiente di deformazione. Questo significa che lo stesso materiale può presentare caratteristiche profondamente diverse in diverse condizioni operative di temperatura e/o velocità di lavorazione. In questo capitolo vengono presentate le principali tecnologie di lavorazione dei materiali polimerici termoplastici. Va peraltro considerato che nella pratica, data la grandissima varietà di materiali polimerici disponibili e di requisiti strutturali, funzionali, estetici richiesti, esistono numerose varianti e lavorazioni specifiche. Inoltre, per ottenere lo stesso oggetto, a volte possono essere impiegate diverse tecniche alternative, anche se considerazioni di prestazioni, numerosità produttiva, costi restringono solitamente la scelta ad un’unica o a poche possibilità. 29.1 Le operazioni unitarie a trasformazione delle materie plastiche passa attraverso operazioni tecnologiche che possono essere suddivise e classificate in operazioni elementari secondo la loro funzione. La produzione di un manufatto, a partire dalla materia prima fino al prodotto finito, richiede solitamente più operazioni unitarie che vengono compiute in sequenza oppure contemporaneamente all'interno della stessa macchina di lavorazione; le principali di queste operazioni sono comuni a molte tecnologie. La Tabella 29.1 riassume le principali operazioni unitarie che un materiale polimerico può incontrare durante la sua vita produttiva. Così, ad esempio, il trasporto del solido (granuli o polveri), la sua fusione, la pressurizzazione e il trasporto del fuso, sono operazioni quasi sempre presenti in tutte le sequenze di lavorazione, spesso all'interno della stessa macchina. Miscelazione e degasaggio, per l'eliminazione di umidità e sostanze volatili, possono in alcuni casi essere non necessari oppure possono essere svolti in operazioni separate. L'analisi e la progettazione delle macchine di trasformazione richiedono quindi l'impiego di strumenti di I L
Transcript of 29 TECNOLOGIE DEI POLIMERI TERMOPLASTICI · delle condizioni di trasformazione vanno considerate...

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
CAPITOLO
29
29 TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Sinossi
polimeri hanno delle proprietà termiche e
reologiche sostanzialmente differenti da quelle di
altri materiali come metalli e ceramici. Per questo le
tecnologie impiegate per la loro lavorazione sono in
genere specifiche per questi materiali. Tra le
caratteristiche più rilevanti ai fini della definizione
delle condizioni di trasformazione vanno considerate
la possibilità di degradazione termica, la viscosità
molto elevata, il comportamento non-newtoniano, la
bassa conducibilità termica. In particolare, il
comportamento reologico si differenzia
sostanzialmente da quello dei comuni materiali
cristallini, in quanto i fusi polimerici presentano
viscosità che sono generalmente di diversi ordini di
grandezza superiori a quelli dei metalli. Inoltre, i
polimeri fusi hanno comportamento non-newtoniano,
con viscosità fortemente dipendente dalla temperatura
e che si riduce all'aumentare del gradiente di
deformazione. Questo significa che lo stesso materiale
può presentare caratteristiche profondamente diverse
in diverse condizioni operative di temperatura e/o
velocità di lavorazione.
In questo capitolo vengono presentate le principali
tecnologie di lavorazione dei materiali polimerici
termoplastici. Va peraltro considerato che nella
pratica, data la grandissima varietà di materiali
polimerici disponibili e di requisiti strutturali,
funzionali, estetici richiesti, esistono numerose varianti
e lavorazioni specifiche. Inoltre, per ottenere lo stesso
oggetto, a volte possono essere impiegate diverse tecniche
alternative, anche se considerazioni di prestazioni,
numerosità produttiva, costi restringono solitamente la
scelta ad un’unica o a poche possibilità.
29.1 Le operazioni unitarie
a trasformazione delle materie plastiche passa
attraverso operazioni tecnologiche che possono
essere suddivise e classificate in operazioni elementari
secondo la loro funzione. La produzione di un manufatto,
a partire dalla materia prima fino al prodotto finito,
richiede solitamente più operazioni unitarie che vengono
compiute in sequenza oppure contemporaneamente
all'interno della stessa macchina di lavorazione; le
principali di queste operazioni sono comuni a molte
tecnologie. La Tabella 29.1 riassume le principali
operazioni unitarie che un materiale polimerico può
incontrare durante la sua vita produttiva. Così, ad
esempio, il trasporto del solido (granuli o polveri), la sua
fusione, la pressurizzazione e il trasporto del fuso, sono
operazioni quasi sempre presenti in tutte le sequenze di
lavorazione, spesso all'interno della stessa macchina.
Miscelazione e degasaggio, per l'eliminazione di umidità e
sostanze volatili, possono in alcuni casi essere non
necessari oppure possono essere svolti in operazioni
separate.
L'analisi e la progettazione delle macchine di
trasformazione richiedono quindi l'impiego di strumenti di
I
L
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 2 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
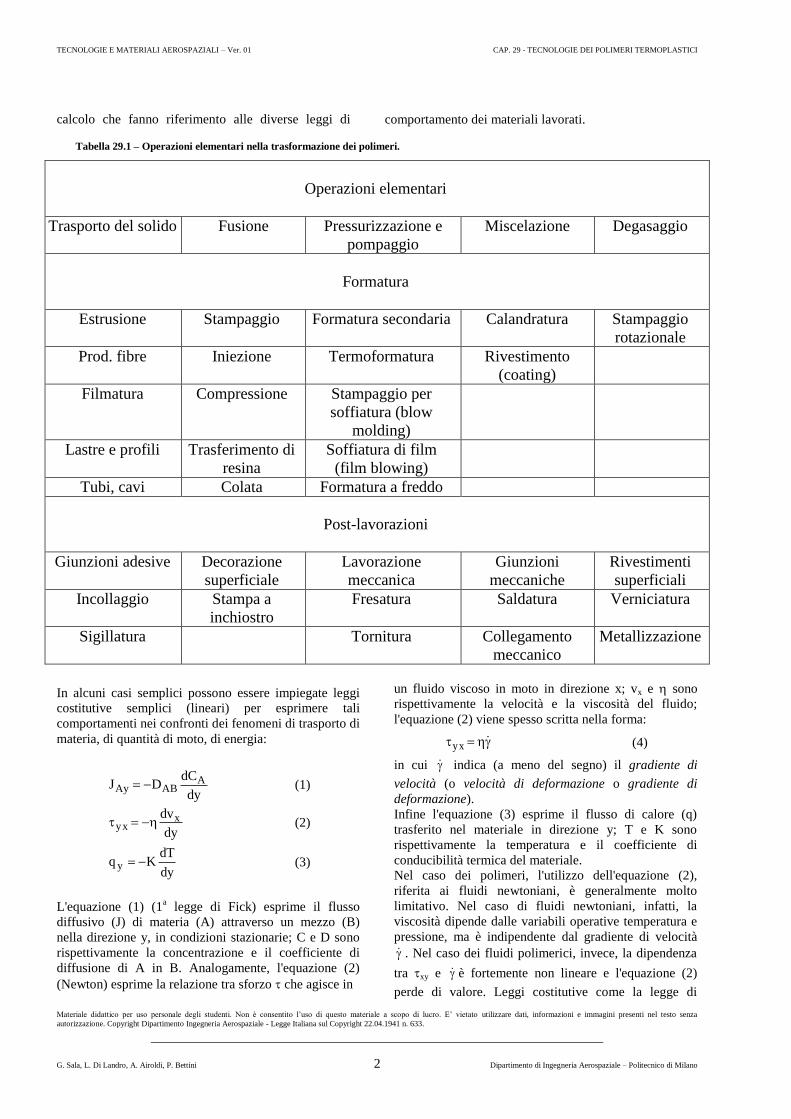
calcolo che fanno riferimento alle diverse leggi di comportamento dei materiali lavorati.
Tabella 29.1 – Operazioni elementari nella trasformazione dei polimeri.
Operazioni elementari
Trasporto del solido Fusione Pressurizzazione e
pompaggio
Miscelazione Degasaggio
Formatura
Estrusione Stampaggio Formatura secondaria Calandratura Stampaggio
rotazionale
Prod. fibre Iniezione Termoformatura Rivestimento
(coating)
Filmatura Compressione Stampaggio per
soffiatura (blow
molding)
Lastre e profili Trasferimento di
resina
Soffiatura di film
(film blowing)
Tubi, cavi Colata Formatura a freddo
Post-lavorazioni
Giunzioni adesive Decorazione
superficiale
Lavorazione
meccanica
Giunzioni
meccaniche
Rivestimenti
superficiali
Incollaggio Stampa a
inchiostro
Fresatura Saldatura Verniciatura
Sigillatura Tornitura Collegamento
meccanico
Metallizzazione
In alcuni casi semplici possono essere impiegate leggi
costitutive semplici (lineari) per esprimere tali
comportamenti nei confronti dei fenomeni di trasporto di
materia, di quantità di moto, di energia:
dy
dCDJ A
ABAy (1)
dy
dvxyx (2)
dy
dTKq y (3)
L'equazione (1) (1a legge di Fick) esprime il flusso
diffusivo (J) di materia (A) attraverso un mezzo (B)
nella direzione y, in condizioni stazionarie; C e D sono
rispettivamente la concentrazione e il coefficiente di
diffusione di A in B. Analogamente, l'equazione (2)
(Newton) esprime la relazione tra sforzo che agisce in
un fluido viscoso in moto in direzione x; vx e sono
rispettivamente la velocità e la viscosità del fluido;
l'equazione (2) viene spesso scritta nella forma:
yx (4)
in cui indica (a meno del segno) il gradiente di
velocità (o velocità di deformazione o gradiente di
deformazione).
Infine l'equazione (3) esprime il flusso di calore (q)
trasferito nel materiale in direzione y; T e K sono
rispettivamente la temperatura e il coefficiente di
conducibilità termica del materiale.
Nel caso dei polimeri, l'utilizzo dell'equazione (2),
riferita ai fluidi newtoniani, è generalmente molto
limitativo. Nel caso di fluidi newtoniani, infatti, la
viscosità dipende dalle variabili operative temperatura e
pressione, ma è indipendente dal gradiente di velocità
. Nel caso dei fluidi polimerici, invece, la dipendenza
tra xy e è fortemente non lineare e l'equazione (2)
perde di valore. Leggi costitutive come la legge di
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 3 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
potenza ( = K n-1, già introdotta al Capitolo 21) o
modelli più complessi diventano necessari per
descrivere il comportamento reologico del materiale su
un ampio range di velocità di deformazione.
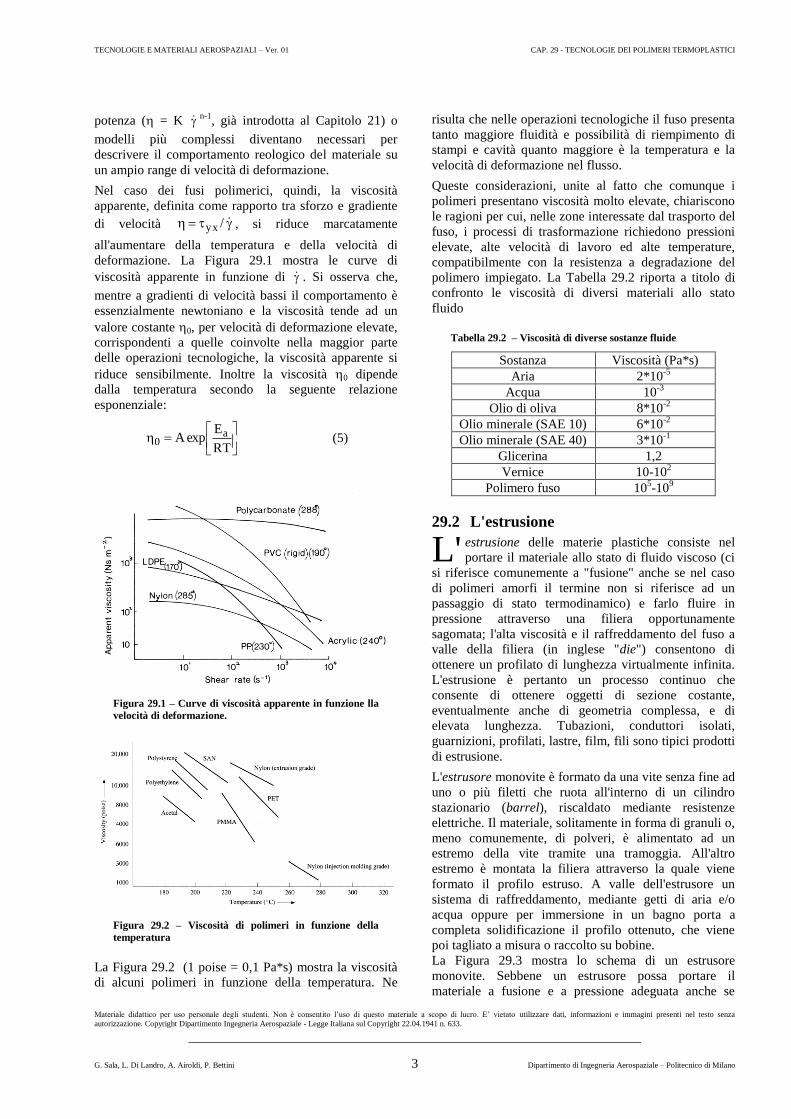
Nel caso dei fusi polimerici, quindi, la viscosità
apparente, definita come rapporto tra sforzo e gradiente
di velocità /yx , si riduce marcatamente
all'aumentare della temperatura e della velocità di
deformazione. La Figura 29.1 mostra le curve di
viscosità apparente in funzione di . Si osserva che,
mentre a gradienti di velocità bassi il comportamento è
essenzialmente newtoniano e la viscosità tende ad un
valore costante 0, per velocità di deformazione elevate,
corrispondenti a quelle coinvolte nella maggior parte
delle operazioni tecnologiche, la viscosità apparente si
riduce sensibilmente. Inoltre la viscosità 0 dipende
dalla temperatura secondo la seguente relazione
esponenziale:
RT
EexpA a
0 (5)
Figura 29.1 – Curve di viscosità apparente in funzione lla
velocità di deformazione.
Figura 29.2 – Viscosità di polimeri in funzione della
temperatura
La Figura 29.2 (1 poise = 0,1 Pa*s) mostra la viscosità
di alcuni polimeri in funzione della temperatura. Ne
risulta che nelle operazioni tecnologiche il fuso presenta
tanto maggiore fluidità e possibilità di riempimento di
stampi e cavità quanto maggiore è la temperatura e la
velocità di deformazione nel flusso.
Queste considerazioni, unite al fatto che comunque i
polimeri presentano viscosità molto elevate, chiariscono
le ragioni per cui, nelle zone interessate dal trasporto del
fuso, i processi di trasformazione richiedono pressioni
elevate, alte velocità di lavoro ed alte temperature,
compatibilmente con la resistenza a degradazione del
polimero impiegato. La Tabella 29.2 riporta a titolo di
confronto le viscosità di diversi materiali allo stato
fluido
Tabella 29.2 – Viscosità di diverse sostanze fluide
Sostanza Viscosità (Pa*s)
Aria 2*10-5
Acqua 10-3
Olio di oliva 8*10-2
Olio minerale (SAE 10) 6*10-2
Olio minerale (SAE 40) 3*10-1
Glicerina 1,2
Vernice 10-102
Polimero fuso 105-10
9
29.2 L'estrusione
estrusione delle materie plastiche consiste nel
portare il materiale allo stato di fluido viscoso (ci
si riferisce comunemente a "fusione" anche se nel caso
di polimeri amorfi il termine non si riferisce ad un
passaggio di stato termodinamico) e farlo fluire in
pressione attraverso una filiera opportunamente
sagomata; l'alta viscosità e il raffreddamento del fuso a
valle della filiera (in inglese "die") consentono di
ottenere un profilato di lunghezza virtualmente infinita.
L'estrusione è pertanto un processo continuo che
consente di ottenere oggetti di sezione costante,
eventualmente anche di geometria complessa, e di
elevata lunghezza. Tubazioni, conduttori isolati,
guarnizioni, profilati, lastre, film, fili sono tipici prodotti
di estrusione.
L'estrusore monovite è formato da una vite senza fine ad
uno o più filetti che ruota all'interno di un cilindro
stazionario (barrel), riscaldato mediante resistenze
elettriche. Il materiale, solitamente in forma di granuli o,
meno comunemente, di polveri, è alimentato ad un
estremo della vite tramite una tramoggia. All'altro
estremo è montata la filiera attraverso la quale viene
formato il profilo estruso. A valle dell'estrusore un
sistema di raffreddamento, mediante getti di aria e/o
acqua oppure per immersione in un bagno porta a
completa solidificazione il profilo ottenuto, che viene
poi tagliato a misura o raccolto su bobine.
La Figura 29.3 mostra lo schema di un estrusore
monovite. Sebbene un estrusore possa portare il
materiale a fusione e a pressione adeguata anche se
L'

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 4 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
dotato di una vite a sezione costante, il nocciolo della
vite è solitamente a sezione crescente; questo consente
di modulare la pressione del fuso lungo la vite per
migliorare l’efficienza di fusione e di pressurizzazione
del materiale riducendo la lunghezza della vite e il
tempo di residenza del materiale. Nelle viti più semplici
si trovano tre zone: la zona di alimentazione del granulo
(zona di trasporto del solido), a nocciolo costante; la
zona di fusione (zona di compressione), con sezione del
canale di passaggio del polimero che si riduce
progressivamente; la zona di dosaggio (zona di trasporto
del fluido), a sezione costante.
Figura 29.3 – Schema di un estrusore monovite.
Il granulo che entra dalla tramoggia viene trasportato
dalla vite e, per effetto di attrito con la parete del
cilindro e scambio termico con lo stesso cilindro caldo,
viene riscaldato e portato a fusione. La fusione inizia in
corrispondenza dell’aumento di sezione del nocciolo
della vite. Il passaggio allo stato fuso, infatti, riduce il
volume apparente dei granuli espellendo l’aria
inglobata; i granuli vengono premuti sulla parete del
cilindro aumentando l’efficienza del contatto con la
superficie riscaldata. Inoltre, il moto del materiale in
fase di fusione introduce una forte dissipazione viscosa
che dà il maggiore contributo al riscaldamento del
polimero. Il riscaldamento avviene, infatti, solo in parte
per contatto con la parete del cilindro; il maggior
contributo al riscaldamento è dato dalla dissipazione
dell’energia meccanica introdotta dalla rotazione della
vite, che a volte è da sola sufficiente per garantire la
temperatura di funzionamento delle macchina.
In questa zona avviene anche un rapido incremento della
pressione, che può raggiungere in testa all’estrusore
valori di diverse centinaia di bar prima di entrare in
filiera.
Per polimeri che vanno a rammollimento gradualmente,
come i polimeri amorfi, la zona di compressione occupa
la quasi totalità della vite; materiali che vanno a fusione
rapidamente richiedono viti con zona di compressione
più ridotta. La Figura 29.4 mostra alcuni schemi di viti
per diversi materiali.
La fusione si completa al termine della zona a nocciolo
variabile. L’ultima zona a sezione di nocciolo costante
ha lo scopo di omogeneizzare il materiale e la sua
temperatura portando a fusione eventuali residui infusi.
Figura 29.4 – Geometrie di vite differenti per diverse
tipologie di materiali.
In testa all’estrusore, prima dell’entrata in filiera, il
polimero fuso attraversa un pacco filtri supportato dal
breaker: i filtri hanno la funzione di bloccare eventuali
impurità, fermare eventuali infusi, introdurre una perdita
di carico per regolare la pressione di funzionamento
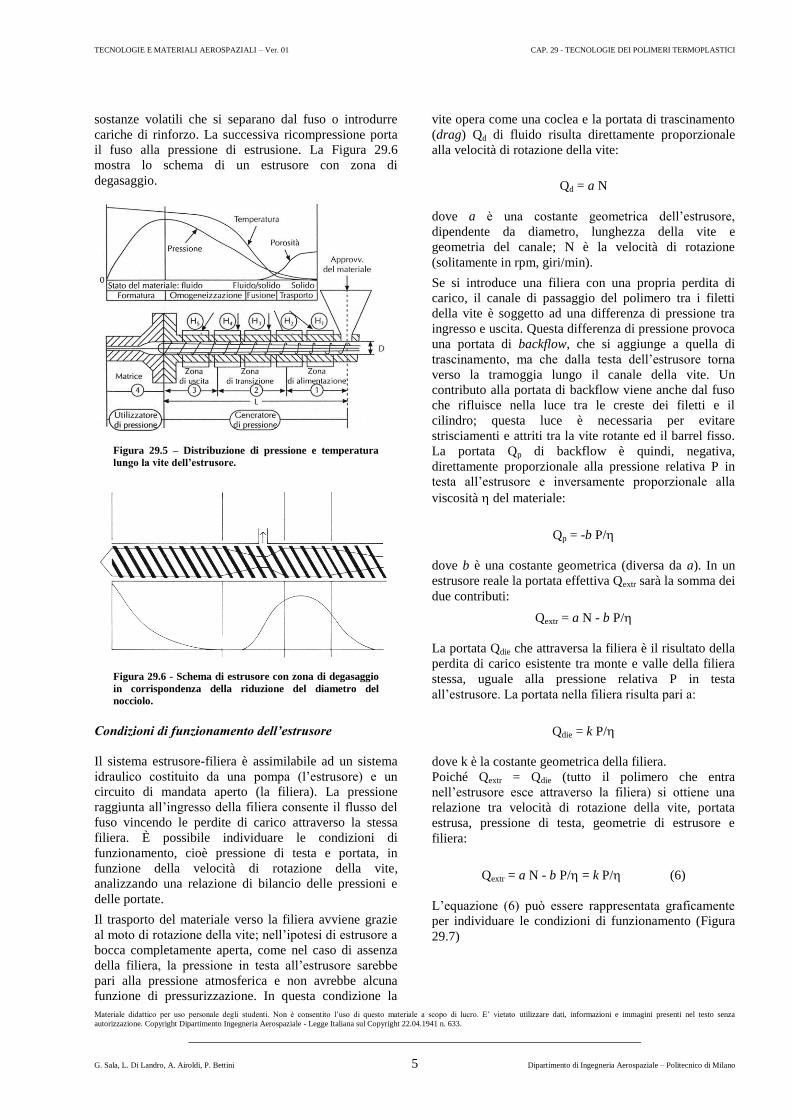
dell’estrusore. La Figura 29.5 mostra l’andamento della
pressione e della temperatura lungo l’estrusore.
Molti polimeri richiedono degasaggio per eliminare
umidità, residui di solventi o prodotti di degradazione,
oppure devono essere caricati con rinforzi mentre sono
allo stato fuso per evitare frantumazione delle fibre e/o
usura dei componenti. È possibile effettuare queste
operazioni direttamente in estrusore utilizzando una vite
a sezione variabile, con zona di decompressione
intermedia. Dopo una prima zona di fusione, la sezione
del nocciolo si riduce provocando una depressione
locale; in questa zona è possibile estrarre eventuali
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 5 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
sostanze volatili che si separano dal fuso o introdurre
cariche di rinforzo. La successiva ricompressione porta
il fuso alla pressione di estrusione. La Figura 29.6
mostra lo schema di un estrusore con zona di
degasaggio.
Figura 29.5 – Distribuzione di pressione e temperatura
lungo la vite dell’estrusore.
Figura 29.6 - Schema di estrusore con zona di degasaggio
in corrispondenza della riduzione del diametro del
nocciolo.
Condizioni di funzionamento dell’estrusore
Il sistema estrusore-filiera è assimilabile ad un sistema
idraulico costituito da una pompa (l’estrusore) e un
circuito di mandata aperto (la filiera). La pressione
raggiunta all’ingresso della filiera consente il flusso del
fuso vincendo le perdite di carico attraverso la stessa
filiera. È possibile individuare le condizioni di
funzionamento, cioè pressione di testa e portata, in
funzione della velocità di rotazione della vite,
analizzando una relazione di bilancio delle pressioni e
delle portate.
Il trasporto del materiale verso la filiera avviene grazie
al moto di rotazione della vite; nell’ipotesi di estrusore a
bocca completamente aperta, come nel caso di assenza
della filiera, la pressione in testa all’estrusore sarebbe
pari alla pressione atmosferica e non avrebbe alcuna
funzione di pressurizzazione. In questa condizione la
vite opera come una coclea e la portata di trascinamento
(drag) Qd di fluido risulta direttamente proporzionale
alla velocità di rotazione della vite:
Qd = a N
dove a è una costante geometrica dell’estrusore,
dipendente da diametro, lunghezza della vite e
geometria del canale; N è la velocità di rotazione
(solitamente in rpm, giri/min).
Se si introduce una filiera con una propria perdita di
carico, il canale di passaggio del polimero tra i filetti
della vite è soggetto ad una differenza di pressione tra
ingresso e uscita. Questa differenza di pressione provoca
una portata di backflow, che si aggiunge a quella di
trascinamento, ma che dalla testa dell’estrusore torna
verso la tramoggia lungo il canale della vite. Un
contributo alla portata di backflow viene anche dal fuso
che rifluisce nella luce tra le creste dei filetti e il
cilindro; questa luce è necessaria per evitare
strisciamenti e attriti tra la vite rotante ed il barrel fisso.
La portata Qp di backflow è quindi, negativa,
direttamente proporzionale alla pressione relativa P in
testa all’estrusore e inversamente proporzionale alla
viscosità del materiale:
Qp = -b P/
dove b è una costante geometrica (diversa da a). In un
estrusore reale la portata effettiva Qextr sarà la somma dei
due contributi:
Qextr = a N - b P/
La portata Qdie che attraversa la filiera è il risultato della
perdita di carico esistente tra monte e valle della filiera
stessa, uguale alla pressione relativa P in testa
all’estrusore. La portata nella filiera risulta pari a:
Qdie = k P/
dove k è la costante geometrica della filiera.
Poiché Qextr = Qdie (tutto il polimero che entra
nell’estrusore esce attraverso la filiera) si ottiene una
relazione tra velocità di rotazione della vite, portata
estrusa, pressione di testa, geometrie di estrusore e
filiera:
Qextr = a N - b P/= k P/ (6)
L’equazione (6) può essere rappresentata graficamente
per individuare le condizioni di funzionamento (Figura
29.7)

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 6 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.7 – Condizioni di funzionamento di un sistema
estrusore-filiera
Si nota che, per un determinato estrusore, e definita la
geometria della filiera, che dipenderà dal manufatto da
ottenere, le condizioni di pressione e portata sono dettate
dal numero di giri della vite. L’aumento della velocità di
rotazione consente di aumentare la produttività del
processo, incrementando la portata, ma riduce il tempo
di residenza del materiale in macchina con possibili
perdite di qualità a causa di incompleta fusione.
L’inserimento di filtri con opportuna perdita di carico
prima dell’entrata in filiera consente di operare con
pressione di testa superiore a cui corrisponde maggiore
backflow, dissipazione meccanica ed efficienza di
fusione. La Figura 29.8 mostra la zona del pacco filtri in
testa all’estrusore.
Figura 29.8 – Dettaglio della zona di testa all’estrusore
con il pacco filtri
Passaggio in filiera e caratteristiche dell’estruso
La filiera impone la forma finale alla sezione del
manufatto estruso. La geometria della filiera deve
rispondere ad alcuni requisiti, che tengano conto delle
specifiche caratteristiche dei polimeri.
Figura 29.9 – Schema generale di una linea di estrusione. Si notino il sistema di raffreddamento e quello di traino.
Un fenomeno comune che si osserva nell’uscita di un
polimero da una filiera o da un condotto in generale è il
rigonfiamento del fuso (die swelling). L’estruso risulta
avere una sezione di area superiore a quella della
sezione di passaggio.Ad esempio, il passaggio attraverso
un foro circolare produce un estruso di diametro
superiore a quello del foro. Il rigonfiamento è il risultato
delle caratteristiche viscoelastiche del polimero e del suo
orientamento nel passaggio in filiera. Nella pratica
questo fenomeno impone alcune difficoltà tecnologiche.
La progettazione della filiera deve tenere in
considerazione il swelling prevedendo una sezione di
passaggio ridotta. Tuttavia poiché il rigonfiamento
dipende dal tipo di polimero e dalle variabili operative
(temperatura, velocità, pressione, lunghezza filiera) è
necessario introdurre un sistema di traino dell’estruso a
valle del processo che metta in tensione il fuso,
controllandone la sezione finale, prima del
raffreddamento. La Figura 29.9 mostra lo schema
generale di una linea di estrusione con il relativo sistema

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 7 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
di raffreddamento e traino. A causa del rigonfiamento,
quando il profilo estruso deve avere sezioni di geometria
anche solo leggermente complesse, il disegno della
filiera può diventare problematico. La Figura 29.10
mostra la forma di due filiere e i corrispondenti profili
ottenuti.
Figura 29.10 – Dettaglio della forma di due filiere per
compensare gli effetti di rigonfiamento. Di fianco sono
indicati i due profili ottenuti.
Anche la lunghezza della filiera influenza le
caratteristiche dell’estruso e del processo: una lunghezza
elevata riduce il rigonfiamento, impone linee di flusso
parallele e riduce effetti di “memoria” del fuso ma
introduce elevate perdite di carico, maggiori
orientamenti nel fuso e richiede elevate pressioni
operative.
Il passaggio in filiera e lo stiro indotto dal sistema di
traino provocano l’orientamento delle molecole del fuso
che viene almeno parzialmente conservato nella
solidificazione, durante il passaggio nella zona di
raffreddamento. Il manufatto ottenuto, quindi, risulta
orientato e con caratteristiche meccaniche anisotrope:
resistenza e deformabilità risultano normalmente
superiori nella direzione di estrusione. La perdita di
orientamento nel tempo, soprattutto a seguito di
esposizione a temperature prossime a Tg, può indurre
variazioni nelle dimensioni e nelle proprietà del
manufatto.
L’estrusione è alla base della produzione di tubi, lastre e
film, fibre, conduttori rivestiti. Le Figura 29.11Figura
29.14 mostrano gli schemi delle teste di estrusione di
questi manufatti. Le diverse produzioni si differenziano
sostanzialmente per la tipologia di filiere impiegate, che
si adattano e sfruttano le particolari caratteristiche dei
polimeri per ottimizzare i requisiti specifici dei prodotti
da ottenere. Nel caso di fibre e film in particolare, i
fenomeni dell’orientamento e della cristallizzazione
sotto stiro vengono sfruttati per ottenere prodotti ad alta
resistenza. Ad esempio fibre di polipropilene o PET
raggiungono resistenze di 400-600 MPa, un ordine di
grandezza superiore alla resistenza del polimero base.
Un esempio particolarmente significativo è quello del
polietilene: mentre il polietilene ad alta densità (HDPE)
possiede resistenza di circa 30 MPa, polietilene ad ultra
alto peso molecolare (UHMWPE) altamente orientato
presenta resistenza di 2400 MPa.
Figura 29.11 – Testa di estrusione per produzione di tubi.
Figura 29.12 – Testa di estrusione per produzione di film
stirato.
Figura 29.13 – Linea di estrusione e spinneretta per
produzione di fibre.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 8 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.14 – Testa di estrusione per rivestimento cavi.
29.3 La produzione di film soffiato (blown
film)
orientamento del polimero in due direzioni
(biassiale) consente di ottenere film con ottime
caratteristiche di resistenza nel piano. Tale stato di
orientamento viene ottenuto nella produzione di film
soffiato. In questo processo, un estrusore e dotato di una
filiera anulare rivolta verso l’alto. La filiera produce un
tubolare che viene stirato nella direzione di uscita in
modo continuo e all’interno del quale è stata insufflata
aria che ne provoca l’espansione in forma di bolla.
L’aria nella bolla è contenuta da una coppia di rulli
pinzatori a chiusura del tubolare. La Figura 29.15
mostra un impianto di produzione di film; la
circonferenza della bolla può raggiungere alcuni metri e
l’altezza della bolla è comunemente di alcune decine di
metri.
Il tubolare di polimero fuso in uscita dalla filiera viene
quindi stirato biassialmente e raffreddato mediante getti
di aria fresca all’esterno della bolla. Il polimero
cristallizza e solidifica all’ingresso del guidabolla, in
corrispondenza della freeze line. Oltre la freeze line le
dimensioni del film (diametro, spessore) sono costanti. Il
film tubolare viene chiuso dai rulli pinzatori,
eventualmente tagliato sui lati, e raccolto in bobine.
Alimentando la filiera con più estusori
contemporaneamente possono essere prodotti film
multistrato con caratteristiche funzionali diverse (alta
resistenza, bassa permeabilità ai gas, colore, ecc.)
Il rapporto tra diametro della bolla e diametro del
tubolare in uscita dalla filiera definisce il BUR (blow up
ratio) che è controllato dalla quantità di aria insufflata e
determina lo stiro trasversale del film. Il rapporto tra
velocità di traino e velocità media del polimero nella
filiera definisce il TUR (take up ratio) e determina lo
stiro longitudinale del film. Lo spessore s del film finale
è:
s = t / (BUR*TUR)
dove t e lo spessore del tubolare in uscita dalla filiera.
Valori di BUR*TUR pari a 20-40 consentono di ottenere
film di spessori dell’ordine della decina di micron.
Il film soffiato trova larghissimi impieghi nella
produzione di imballaggi, sacchi, sacchetti (shopper),
film per agricoltura. In campo aerospaziale film
polimerici sono impiegati per strutture gonfiabili, sonde
meteo e per telecomunicazioni, materiale di consumo
per la produzione di compositi (vacuum bag).
Figura 29.15 – Impianto di produzione di film soffiato.
29.4 Lo stampaggio ad iniezione
o stampaggio ad iniezione è la principale tecnica
per ottenere componenti di dimensioni finite in
materia plastica. Il principio alla base del processo è di
iniettare il polimero fuso all’interno di uno stampo
chiuso, raffreddato, in cui avviene la solidificazione.
L’impianto è costituito da tre unità principali: il sistema
di iniezione, il sistema di chiusura, lo stampo.
Il sistema di iniezione è costituito da una tramoggia, un
cilindro (barrel) riscaldato contenente la vite di
iniezione, l’ugello di collegamento con lo stampo,
l’unità di movimentazione della vite. La Figura 29.16
mostra lo schema di una pressa ad iniezione. La pressa
ad iniezione è costruttivamente simile ad un estrusore,
ma il suo funzionamento è sostanzialmente diverso. Nel
sistema di iniezione, la vite, che ancora ha solitamente
nocciolo a sezione variabile, viene posta sia in rotazione
(come in estrusore) che in traslazione con un movimento
ciclico. Durante il movimento traslatorio, la vite assume
la funzione di un pistone (vite punzonante).
L'
L

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 9 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
A contatto con l’ugello è posto lo stampo, costituito da
due o più semistampi e raffreddato mediante un circuito
ad acqua. Lo stampo viene movimentato mediante
l’unità di chiusura (clamping unit) che ha lo scopo di
aprire e chiudere i semistampi, esercitando la necessaria
forza di chiusura.
Figura 29.16 – Schema di una pressa ad iniezione.
Figura 29.17a-d – Ciclo di stampaggio.
Il ciclo di stampaggio prevede l’ingresso del granulo di
polimero dalla tramoggia alla vite rotante; il polimero
viene trasportato verso la testa della pressa, riscaldato e
portato a fusione, in modo simile a quanto avviene in
estrusore. In questa fase (plastificazione) l’ugello è
chiuso da una valvola e il fuso si accumula in testa alla
vite che nel frattempo trasla all’indietro, lasciando
spazio al polimero (Figura 29.17a). Quando il fuso ha
raggiunto la quantità necessaria per riempire lo stampo,
viene aperto l’ugello, la vite arresta la sua rotazione e
viene spinta in avanti per iniettare il polimero nello
stampo ad alta pressione (iniezione) (Figura 29.17b).
Una valvola di non-ritorno in testa alla vite evita il
ritorno del fuso verso la tramoggia (Figura 29.18).
L’unità di chiusura garantisce la forza necessaria ad
evitare l’apertura dello stampo per effetto della spinta
del polimero. La pressione di iniezione, comunemente di
diverse centinaia di bar, può superare in alcune
produzioni 2000 bar. Una volta riempito lo stampo,
inizia la fase di raffreddamento e solidificazione del
polimero. Poiché durante il raffreddamento del fuso il
volume di questo si riduce, la pressione viene mantenuta
(mantenimento) fino ad inizio solidificazione. Al
termine del mantenimento la vite ricomincia un nuovo
ciclo di plastificazione (Figura 29.17c). Nel frattempo
continua il raffreddamento dello stampo fino alla
temperatura di estrazione; a questo punto viene aperto lo
stampo ed estratto il pezzo. La successiva chiusura dello
stampo completa il ciclo (Figura 29.17d).

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 10 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.18 – Valvola di non-ritorno in testa alla vite
La Figura 29.19 mostra il ciclo di stampaggio. Si
osserva che, mentre le fasi di iniezione, apertura e
chiusura stampo sono rapide e richiedono solitamente
solo pochi secondi, la fase di raffreddamento governa la
durata dell’intero ciclo e, in funzione delle dimensioni
del pezzo, può richiedere parecchi minuti.
Figura 29.19 – Ciclo di stampaggio ad iniezione.
Lo stampo è costituito da una parte fissa, a contatto con
l’ugello e una o più parti mobili, movimentati dal
sistema di chiusura. Il fuso raggiunge le impronte nello
stampo tramite canali e punti di iniezione (gate). Le
Figura 29.20 e Figura 29.21 mostrano due possibili
configurazioni di stampi. Il raffreddamento dello stampo
è garantito da un circuito di canali di raffreddamento
presenti nello stampo stesso. L’estrazione del pezzo
avviene all’apertura dello stampo mediante spine di
estrazione.
Figura 29.20 – Configurazione di stampo con materozza
solidale al pezzo.
Figura 29.21 – Configurazione di stampo con materozza
staccabile automaticamente

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 11 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Il sistema di chiusura consente il movimento dei
semistampi ed esercita la forza di chiusura necessaria
per contrastare la pressione di iniezione. Nota la
pressione P massima raggiunta dal fuso nello stampo, la
forza minima di chiusura F vale:
F=Ap*P
dove Ap è l’area dell’impronta proiettata sul piano
perpendicolare alla direzione di chiusura stampo. Forze
di chiusura di parecchie centinaia o migliaia di
tonnellate sono piuttosto comuni. Il sistema di chiusura è
costituito solitamente da una ginocchiera che consente di
movimentare la piastra mobile, su cui è montato un
semistampo, e di scaricare la forza di chiusura su quattro
colonne di acciaio (Figura 29.22).
Figura 29.22 – Sistema di chiusura a ginicchiera.
Problematiche di stampaggio
Il corretto settaggio dei parametri di processo permette
di eliminare o minimizzare i problemi e i difetti di
stampaggio. Tra i principali problemi che possono
nascere si possono citare i seguenti:
- linee di giunzione
- risucchi e vuoti
- tensioni residue e deformazioni
- orientamenti e variazioni di cristallinità
- surriscaldamenti e bruciature
Le linee di giunzione si formano a seguito dell’incontro
di flussi di fuso provenienti da diverse direzioni, ad
esempio in stampi complessi o con più punti di iniezione
(Figura 29.23). Le linee di giunzione costituiscono dei
punti di debolezza e possibile rottura a causa della scarsa
interdiffusione delle molecole; quando non possono
essere eliminate, possono venire localizzate in zone non
critiche mediante opportuna progettazione e
posizionamento del/i gate.
Figura 29.23 – Esempio di formazione di linee di
giunzione.
A causa del ritiro termico, il polimero si riduce di
volume durante il raffreddamento assumendo
dimensioni inferiori a quelle della cavità dello stampo.
La fase di mantenimento consente di ridurre tale ritiro,
ma parti di grossa sezione sono normalmente da evitare
in quanto richiedono lunghi tempi di raffreddamento e
possono dare origine a risucchi (avvallamenti
superficiali) e vuoti all’interno del componente.
Inoltre, a causa della disuniforme distribuzione di
temperatura nel raffreddamento, il ritiro introduce
tensioni residue che risultano particolarmente critiche
nelle zone con variazioni di spessore e con angoli
pronunciati. Le tensioni residue danno origine a
deformazioni e possibili rotture, particolarmente in
componenti caricati con fibre e/o sollecitati
meccanicamente. La Errore. L'origine riferimento
non è stata trovata. mostra come questi problemi
possano spesso essere limitati con un’opportuna
progettazione.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 12 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.24 – Accorgimenti progettuali per la riduzione
degli effetti delle tensioni residue da raffreddamento.
Il fuso che entra nello stampo si raffredda rapidamente
nel contatto mantenendo lo stato di orientamento
derivante dal flusso; nei materiali cristallini il rapido
raffreddamento induce una ridotta cristallizzazione. Il
polimero che riempie lo stampo successivamente si
raffredda più lentamente e questo consente il
rilassamento degli orientamenti e una più lenta
cristallizzazione; ne risultano disomogeneità di
caratteristiche attraverso lo spessore che possono essere
ridotte solo a fronte di una minore velocità del processo.
Le bruciature derivano da surriscaldamento del polimero
durante l’iniezione e possono avere diverse origini. Il
passaggio di polimero ad alta velocità attraverso sezioni
ridotte (ugello, gate) determina elevata dissipazione
viscosa e possibili bruciature nelle zone corrispondenti.
Il rapido riempimento dello stampo comporta
pressurizzazione dell’aria contenuta nelle cavità; se
quest’aria non trova adeguata via di espulsione
attraverso le superfici di contatto dei semistampi o gli
spazi di tolleranza degli estrattori, si comprime
surriscaldandosi (effetto diesel). Per evitare questi
problemi è necessario prevedere negli stampi adeguate
sezioni di passaggio per il polimero e canali di fuga per
l’aria.
Data la complessità del processo di riempimento delle
cavità e dei fenomeni correlati, la progettazione degli
stampi e la conduzione delle operazioni di produzione
sono spesso affidate o coadiuvate da metodi di calcolo e
simulazione numerica che, sulla base delle
caratteristiche dei polimeri impiegati e delle geometrie
da ottenere, sono in grado di ottimizzare i parametri di
processo, il posizionamento dei canali e dei punti di
iniezione oltre che di prevedere l’andamento dei flussi
nelle cavità, le distribuzioni di temperatura e i tempi di
raffreddamento. La Figura 29.25 mostra un esempio di
simulazione di distribuzione di temperature a fine
riempimento per un componente complesso.
Figura 29.25 – Esempio di simulazione dello stampaggio
di un componente complesso: distribuzione delle
temperature a fine riempimento.
Coiniezione e stampaggio assistito da gas
Esistono diverse varianti della tecnica di iniezione che
consentono di produrre oggetti con struttura complessa,
non ottenibile mediante semplice iniezione.
Nella coiniezione, lo stampo viene alimentato da due o
più presse che iniettano materiali diversi secondo una
sequenza temporale stabilita. L’opportuna sequenza di
alimentazione permette di distribuire i materiali a diversi
livelli di spessore secondo la loro funzione. In questo
modo è possibile, ad esempio, ottenere un manufatto con
il cuore in materiale rigido e resistente ma con uno strato
superficiale morbido ed esteticamente gradevole (si
pensi ad esempio all’impugnatura di un oggetto o al
volante di un veicolo), oppure, al contrario, un guscio
rigido ed un cuore riempitivo leggero, oppure, ancora,
un guscio in materiale di alta qualità ed un cuore in
materiale meno pregiato, eventualmente di riciclo. La
Figura 29.26 mostra la sequenza di una coiniezione.
Nella prima fase è iniettato il materiale dello strato
esterno che riempie parzialmente lo stampo;
successivamente, mediante valvola sull’ugello, è
iniettato il materiale del cuore fino a quasi completo
riempimento della cavità; infine è iniettato nuovamente
il materiale di superficie che va a ripulire i canali dal
materiale precedente.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 13 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.26 – Sequenza di stampaggio nella coiniezione.
Lo stampaggio assistito da gas (o da liquido) consente di
ottenere oggetti di grosso spessore, alleggeriti dalla
presenza di cavità interna. La produzione di oggetti di
grosso spessore mediante semplice iniezione risulta
problematica e spesso impossibile a causa dei forti
tensionamenti interni e lunghi tempi di raffreddamento.
Nella iniezione assistita da gas il materiale viene
iniettato a riempire parzialmente lo stampo; la
successiva iniezione di gas ad alta pressione
(solitamente azoto) distribuisce il polimero sulle pareti
della cavità, portando ad un risparmio di materiale,
all’alleggerimento del manufatto, ad una riduzione dei
tempi di raffreddamento e delle tensioni residue. La
Figura 29.27 mostra la sequenza di stampaggio assistito
da gas. Lo stampaggio ad iniezione è utilizzato
largamente in ogni campo produttivo. In ambito
aerospaziale, come negli altri ambiti, sono innumerevoli
i componenti in materiale plastico prodotti per iniezione.
Ingranaggi, supporti, elementi di fissaggio, leve e tasti di
comando, coperture di strumentazione, raccordi
idraulici, strutture di sedili e portabagagli, rotori e statori
di pompe e ventole, sono solo un ridottissimo esempio
di componenti ottenuti per stampaggio ad iniezione.
Figura 29.27 – Sequenza di riempimento nell’iniezione
assistita da gas.
29.5 Lo stampaggio per soffiatura (blow
molding)
o stampaggio per soffiatura viene impiegato nella
produzione di oggetti cavi, solitamente di piccolo
spessore, quali bottiglie, serbatoi, contenitori, giocattoli,
piccole imbarcazioni, ecc. La soffiatura è una tecnica
secondaria in quanto opera su un manufatto preformato
ottenuto per estrusione (extrusion blow molding) o per
stampaggio ad iniezione (injection blow molding).
Consiste nell’insufflare aria in bassa pressione
all’interno di una preforma cava, mantenuta a
temperatura sufficientemente elevata; questa,
espandendosi in uno stampo femmina raffreddato,
assume la forma della cavità dello stampo stesso.
Estrusione e soffiaggio
Nel caso dell’estrusione e soffiaggio la preforma, detta
parison, è costituita da uno spezzone di tubo prodotto in
continuo mediante una testa di estrusione a T. La Figura
29.28 mostra lo schema di produzione per estrusione e
soffiaggio. Il tubo di materiale fuso viene estruso in
verticale all’interno dello stampo aperto; quando parison
raggiunge una lunghezza sufficiente, lo stampo viene
chiuso, tagliando lo spezzone di tubo in corso di
estrusione. Lo stampo viene spostato dalla posizione
iniziale e aria in bassa pressione viene insufflata nel
parison allo stato di fuso viscoso. Il contatto del
polimero con le pareti fredde dello stampo ne provoca la
solidificazione nella forma finale.
Le problematiche principali del blow molding derivano
dalla necessità e difficoltà di controllo degli spessori
globali e locali nel manufatto, anche a causa del
particolare comportamento reologico dei polimeri fusi.
L

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 14 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 29.28 – Schema di produzione per estrusione e
soffiaggio.
Figura 29.29 – Teste di estrusione a mandrino conico;
consentono di controllare lo spessore del parison e gli
effetti di rigonfiamento e sagging.
Nel caso dell’extrusion blow molding il controllo degli
spessori deve tenere in considerazione due fenomeni
principali: a) il rigonfiamento del fuso all’uscita della
testa di estrusione che determina uno spessore del
parison superiore alla luce di passaggio del polimero
nella filiera; b) il sagging, ovvero il fatto che il polimero
fuso, all’uscita dalla filiera si trova soggetto alla forza di
gravità che provoca l’allungamento del parison e il suo
assottigliamento in modo non uniforme. Per potere
compensare tali effetti e controllare punto per punto lo
spessore del parison, vengono solitamente impiegate
teste di estrusione a mandrino conico (Figura 29.29). La
regolazione della posizione assiale del mandrino
consente di variare lo spessore del parison in uscita e di
conseguenza la distribuzione degli spessori locali nel
manufatto finale. La programmazione dello spessore del
parison regolabile consente di mettere a punto in modo
agevole le distribuzioni degli spessori in fase di sviluppo
dell’oggetto e, inoltre, di implementare produzioni di
oggetti di uguale forma, ma con spessori diversi,
utilizzando la stessa filiera e lo stesso stampo.
Iniezione e soffiaggio
Nel caso dell’iniezione e soffiaggio il processo avviene
in due tempi distinti; a volte anche in due distinti
impianti produttivi. Nella prima fase viene prodotta la
preforma, costituita da un oggetto cavo con unica
apertura, mediante stampaggio ad iniezione. La forma e
la distribuzione degli spessori sono stabiliti dalla
geometria dello stampo impiegato. In una seconda fase,
la preforma viene riscaldata fino ad uno stato di
plasticità prefissato, solitamente a temperatura superiore
alla Tg o prossima alla temperatura di fusione nel caso
di polimeri semicristallini; viene quindi inserita e
insufflata con aria in un secondo stampo femmina,
raffreddato, in cui assume la forma finale (Figura 29.30).
Figura 29.30 – Sequenza di soffiatura della preforma in
injection blow molding
I prodotti di soffiaggio sono caratterizzati da forti
orientamenti biassiali che da un lato incrementano la
resistenza meccanica, soprattutto a pressione interna, ma
dall’altro introducono una scarsa stabilità dimensionale
a caldo. Un confronto tra le due tecniche di soffiatura
mostra che l’estrusione è favorita nella produzione di
componenti di dimensioni più elevate, fino ad alcuni
metri di dimensioni lineari, in serie più limitate, che
consentono maggiori tolleranze nelle dimensioni e nella
qualità superficiale. L’iniezione-soffiaggio, che richiede
una pressa ad iniezione e due stampi, quindi maggiori
investimenti, si presta alla produzione di oggetti di
minori dimensioni e serie più numerose, con tolleranze
dimensionali più stringenti. Gli oggetti ottenuti per
injection blow molding presentano orientamenti
solitamente più marcati e controllabili e si prestano al
contenimento di fluidi in pressione; l’applicazione più
comune di questa tecnica è quella delle bottiglie per
acqua, bibite e liquidi alimentari. Serbatoi per fluidi
speciali e scatole di contenimento ottenuti per soffiaggio

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 29 - TECNOLOGIE DEI POLIMERI TERMOPLASTICI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 15 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
trovano applicazioni anche in campo automobilistico ed
aeronautico.
29.6 Lo stampaggio rotazionale
o stampaggio rotazionale o Rotomolding è
impiegato nella produzione di manufatti cavi di
medie e grandi dimensioni, quali serbatoi e vasche,
elementi strutturali, imbarcazioni, grandi contenitori. Il
processo avviene in diverse fasi che comprendono:
alimentazione del materiale predosato, solitamente in
polvere o sospensione liquida, in uno stampo femmina;
messa in rotazione dello stampo secondo due o più assi e
contemporaneo riscaldamento che porta a fusione il
polimero; successivo raffreddamento con solidificazione
del polimero sulla parete interna dello stampo;
estrazione del manufatto (Figura 29.31).
Figura 29.31 – Fasi operative del rotomolding
L’impianto principale è costituito dal sistema che mette
in rotazione lo/gli stampi. La rotazione su più assi, con
velocità diverse, permette l’omogenea distribuzione
della polvere di polimero sulla superficie riscaldata dello
stampo. La fusione della polvere e la compattazione del
fuso avvengono a seguito di conduzione termica e
attraverso un processo di sinterizzazione ed espulsione
dell’aria tra i grani. Il raffreddamento avviene
ugualmente per conduzione del calore verso lo stampo.
Il processo è quindi piuttosto lento e con bassa
produttività; per elementi di grosse dimensioni e
spessori, tempi di produzione dell’ordine delle ore/pezzo
sono comuni. Peraltro, gli stampi sono leggeri ed
economici in quanto non devono sostenere carichi
elevati; sono solitamente costituiti da lamiera in acciaio
o alluminio.
La tecnica si differenzia sostanzialmente dalle altre
tecnologie dei polimeri per il fatto che la formatura
avviene quasi senza flusso di materiale fuso e
conseguente orientamento; inoltre, componenti
aggiuntivi come inserti, bocchelli, raccordi, possono
essere integrati in fase di formatura senza la necessità di
saldature successive. Gli oggetti prodotti risultano perciò
praticamente privi di tensionamenti interni. Questo
conferisce ai componenti buona stabilità dimensionale e
resistenza agli agenti aggressivi. Serbatoi per
combustibili, acidi e basi forti, detergenti e tensioattivi
sono comunemente prodotti per stampaggio rotazionale.
Bibliografia [1] Askeland, D.R.,
“The Science and Engineering of Materials” 3a ed.
Chapman and Hall, 1996
[2] Brent Strong, A.,
“Plastics - Materials and Processing”
Prentice-Hall, 1996
[3] Morton-Jones, D.H.,
“Polymer Processing”,
Chapman and Hall, 1993
[4] Saechtling, H.,
“Manuale delle materie plastiche”
Tecniche Nuove, 2009
L
















![7HFQLFKHGLSURYDXWLOL]]DWH - die.ing.unibo.it · tecniche di prova. In particolare sono state utilizzate le seguenti tecniche: •Misure di conducibilità •Misure di rigidità dielettrica](https://static.fdocumenti.com/doc/165x107/5c68b52f09d3f27c028be4d3/7hfqlfkhglsurydxwloldwh-dieinguniboit-tecniche-di-prova-in-particolare.jpg)