1. Introduzione - Laboratorio Video di Daniele Migliorini, … · 2007-09-26 · E’ stato anche...
69
Transcript of 1. Introduzione - Laboratorio Video di Daniele Migliorini, … · 2007-09-26 · E’ stato anche...


1. Introduzione
La presente tesi è stata dedicata allo studio della corrosione e della protezione dalla corrosione di leghe di magnesio per applicazioni automobilistiche. In particolare, il presente studio si è focalizzato sulla possibilità di utilizzare una nuova generazione di solventi, detti “solventi ionici” per deporre alluminio metallico per via galvanica sulla superficie del magnesio.
-
to e che pertanto possono portare a una più rapida deteriorazione del substrato che si intendeva proteggere.
Per questa ragione, il presente lavoro ha considerato la possibilità di utilizzare
e i
nica di metalli fortemente elettropositivi come l’alluminio.
L’uso del magnesio e di altre leghe leggere come materiale da costruzione si è diffuso soprattutto nel settore dei trasporti dove la riduzione dei pesi e quindi dei consumi, dettati da esigenze economiche e di mercato, ha fornito più che in ogni altro settore stimoli allo sviluppo e alla ricerca di leghe leggere negli ultimi50 anni.
Benché negli ultimi decenni siano state concepite e impiegate leghe di magnesiocon elevate prestazioni meccaniche, il problema corrosione rimane un fattore importante, da tenere sotto attenta osservazione. La ricopertura della superficiedei metalli con strati resistenti alla corrosione è una delle soluzioni a cui si ricor-re contro i fenomeni di corrosione. In questo campo, il magnesio pone partico-lari problemi a causa della sua alta elettropositività. Ricoprendo la superficie di una lega di magnesio con un metallo più elettronegativo si rischia di causare la formazione di coppie elettrochimiche che favoriscono la corrosione del substra-
alluminio per la protezione, un metallo il cui potenziale di ossido-riduzione non è molto diverso da quello del magnesio e che pertanto si può assumere non cau-sare questi fenomeni. Come è noto, d’altra parte, l’alluminio non si può deporrper via elettrochimica da soluzioni acquose a causa della reazione competitiva dsviluppo di idrogeno sul catodo. Per questa ragione il sistema esaminato si può considerare anche come un sistema-test per lo studio di una nuova classe inno-vativa di solventi, i solventi ionici, adatti fra le altre cose alla deposizione galva-
1

I liquidi ionici sono sostanze ioniche dove lo ione positivo è un catione organi-co (p.es. un imidazolio o un ammonio quaternario) mentre l’anione può essere una specie cloroalluminata. Le dimensioni relativamente elevate di questi ioni,
I risultati principali di questa tesi hanno evidenziato alcuni dei fattori che causa-no la corrosione in atmosfera umida della lega di magnesio AZ91, com
come pure l’asimmetria del catione rendono di solito liquidi a temperatura am-biente questi elettroliti e adatti per la deposizione galvanica.
e la composizione e la microstruttura. E’ stato anche possibile usare liquidi ionici
l-
basati su cloroalluminati per la elettrodeposizione di strati di alluminio sulla su-perficie che sono stati ottenuti come strati compatti. Al momento attuale, i risul-tati di una serie di test di corrosione su questi strati indicano che la resistenza ala corrosione del sistema non è soddisfacente. Tuttavia questi strati sono il pri-mo tentativo realizzato sulla possibilità di utilizzare l’elettrodeposizione dell’alluminio per la protezione del magnesio dalla corrosione. Ulteriori studi sono in corso per ottimizzare le caratteristiche degli strati e per studiare la pos-sibilità di introdurre ulteriori elementi negli strati protettivi.
2

2. Leghe di Magnesio
2. 1 Generalità del magnesio e sue leghe
2. 1.1 Cenni storici sull’impiego del magnesio
L’impiego del magnesio in campo ingegneristico è piuttosto recente e si può di-re che sia iniziato alla fine del XIX secolo quando fu messo a punto il processodi ottenimento del metallo per via elettrolitica. Negli anni intorno al 1900 la produzione mondiale di magnesio fu di 10 tonnellate annue, salì a 1200 negli anni ’30 per crescere fino a 235.000 tonnellate negli anni della seconda guerra mondiale; il magnesio era impiegato per la costruzione di materiale bellico. Il dopo-guerra ha registrato un repentino calo nell’uso del materiale (25.000 t/anno) a cui ha fatto seguito una lenta e non sempre costante ripresa nella produzione e nell’utilizzo[1]. Nei primi anni ’80 sono state sviluppate nuove leghedi magnesio ad alta purezza con buone caratteristiche meccaniche e di resisteza a corrosione.
-
n-
L’uso del magnesio e di altre leghe leggere come materiale da costruzione si è diffuso soprattutto nel settore dei trasporti dove la riduzione dei pesi e quindi dei consumi, dettati da esigenze economiche e di mercato, ha fornito più che in
Figura 1 - Produzione mondiale di alcuni materiali da costruzione. Fonte [2]
-
3

ogni altro settore stimoli allo sviluppo e alla ricerca di leghe leggere negli ultimi50 anni. Quando si parla di leghe leggere si fa riferimento generalmente a leghe i cui componenti base sono alluminio, magnesio, titanio e berillio. Tuttavia le lghe di berillio a causa della sua tossicità hanno impieghi limitati a specifici cam-pi.
e-
-
in
po ingegneristico il magnesio puro è raramente impiegato come mate-riale da costruzione. È impiegato invece in lega con altri metalli (alleganti) allo scopo di migliorarne le caratteristiche meccaniche, di resistenza a corrosione e
. 1.2 Abbondanza e reperimento del magnesio
ettivamente il 1°, il 3° e il 4° posto in abbondanza fra i materiali da costruzione. Si tratta di un dato interes-
-
degli oceani sono la maggior fonte di risorsa per l’estrazione del ma-gnesio; contengono lo 0,125% in peso del metallo subito dopo cloro e sodio.
È quello automobilistico il mercato che più si sta interessando all’uso del ma-gnesio. Telai per sedili, plance, traverse sottoplancia, scatole cambio e di tra-smissione, cerchi ruota, sedi bloccasterzo e ossature portiere vengono progetta-te in lega di magnesio[1]. Storicamente il “Maggiolino Wolkswagen” ha rappresentato la più significativa applicazione del magnesio nell’industria automobili-stica. Furono usate leghe di magnesio per un peso complessivo di 17 Kg per la realizzazione del basamento e della scatola di trasmissione. Un risparmio di 50Kg rispetto all’uso di acciaio. E la “Porsche 911” del 1970 i cui componenti getti di magnesio avevano un peso complessivo di 53 Kg [1].
Altro uso importante che viene fatto del metallo è nell’industria siderurgica co-me elemento allegante nelle leghe di alluminio, come desolforante per la produ-zione di acciaio e come sferodizzante nell’ottenimento di ghisa sferoidale [1].
Nel cam
di processabilità senza rinunciare all’enorme vantaggio della leggerezza.
2
L’alluminio, il magnesio e il titanio occupano risp
sante circa il reperimento dei componenti base per la produzione di leghe leggere.
Le acque
4

Elemento % in peso
Ossigeno 45,2
Silicio 27,2
Alluminio
sio
se
magnesite (MgCO3) contenente circa il 28% in peso di magnesio
% di magnesio
e leghe in magnesio sono denominate con una sigla di due lettere maiuscole e
magnesio abbondano nella composizione nominale della lega. I numeri nello
- Abbondanza degli elementi nella errestre Fonte: [2]
8,0
Ferro 5,8
Calcio 5,06
Magne 2,77
Sodio 2,32
Potassio 1,68
Titanio 0,86
Idrogeno 0,14
Mangane 0,10
Fosforo 0,10
Tabella 1 crosta t
Altre fonti per il reperimento sono minerali [1]:
dolomite (MgCO3 • CaCO3) contenente circa il 13
carnallite (MgCl2 • KCl • 6H2O) con circa il 9% di magnesio
2. 1.3 Nomenclatura delle leghe di magnesio
Ldue numeri. Le lettere si riferiscono ai due elementi chimici alleganti che dopo il
stesso ordine indicano le percentuali in peso (approssimate) degli alleganti. Le lettere usate per caratterizzare gli elementi sono:
5

Simbolo ElementoA AlluminioB BismutoC RameD CadmioE Terre F FerroG MagnesioH TorioK ZirconioL LitioM Mangane-N NichelP PiomboQ ArgentoR CromoS SilicioT StagnoW
Tabella 2 - Codici di lettere utilizzate per identifi-care gli elementi alleganti. Questo codice è adotta-to da “the American Society for Testing Mate-rials”. Fonte [2]
La sigla AZ91 rappresenta una lega di magnesio in cui sono presenti nominal-mente circa il 9% in peso di alluminio e circa l’1% in peso di zinco. L’AZ91 ontiene poi un tenore nominale di manganese che va dallo 0,3 allo 0,5% in pe-
so. Un quinto simbolo nella sigla, una lettera alfabetica dopo i due numeri è le-
eriori
IttrioY Antimo-Z Zinco
c
gato alla purezza della lega. Per esempio passando dalla lega AZ91C alla AZ91D alla AZ91E vengono impiegati materiali base (magnesio ed elementi al-leganti) via via più puri ed è ridotto il contenuto di impurezze. La lega AZ91E a parità di altre condizioni (tipo di fusione, velocità di raffreddamento, condizioni di esposizione agli agenti chimici) ha parametri di corrosione 100 volte infalla AZ91C e comparabili con alcune leghe di alluminio[2] e ulteriori migliora-menti si possono ottenere con trattamenti di invecchiamento utili soprattutto per leghe colate in lingotto.
6

2. 1.4 Caratteristiche meccaniche
2. 1.4.1 Confronto tenacità con altri materiali
Il magnesio e le sue leghe hanno densità di circa 1,7 Kg/dm3 pari a circa un
a circa due terzi di quella dell’alluminio
o di 10 Kg ha grosso modo le stesse prestazioni meccaniche di una trave di eguale larghezza e lunghezza, pe-
--
-
o,
o
E • h = E • h
Mg Ac
da cui ricaviamo uno spessore per la barra di magnesio superiore di 1,74 volte
quarto di quella dell’acciaio (≈7,9) e
(≈2,7) e sue leghe. Una trave di acciaio dal pes
sante 7 Kg in titanio, 4,9 Kg in alluminio o sue leghe e 3,8 Kg in lega di magnesio. Peserebbe solo 2,2 Kg se costruita in berillio. Quella in magnesio ha rapporto “prestazioni meccaniche/peso” superiore rispetto a quella in acciaio e in al-luminio e sue leghe. Questa caratteristica rende le leghe in magnesio interessanticome materiali da costruzione per quanto riguarda l’alleggerimento di una struttura. Tuttavia se compariamo il magnesio con altri metalli, per esempio l’acciaii rapporti prestazione/volume della barra stanno in ordine inverso rispetto a quelli prestazione/peso. A parità di caratteristiche meccaniche la trave in ma-gnesio benché più leggera ha uno spessore e un volume superiore di circa 1,7 volte rispetto a quella in acciaio. La tenacità meccanica si quantifica nel prodott
E • I dove E è modulo di elasticità di Young e I il momento di inerzia misuratorispetto all’asse neutro. Il momento di inerzia a parità di larghezza e lunghezza della trave è proporzionale allo spessore al cubo. Allora se vogliamo che le due
barre abbiano la stessa tenacità dovranno essere uguali i prodotti E • I:
Ac Ac3
Mg Mg3
dove Mg sta per magnesio e Ac per acciaio. I moduli elastici sono tabulati:
40 • h 3 = 210 • h 3
[1].
7

2. 1
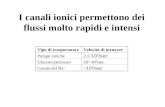
La prova di trazione è una delle prove che si possono eseguire su un materiale ua proprietà meccaniche. Le prove eseguite prima e
dopo l’esposizione del materiale ad atmosfere corrosive permette di valutare
.4.2 Prova di trazione
ndo si vogliano studiare leq
quanto la corrosione abbia inciso sulla perdita in caratteristiche meccaniche.
Sull’ascissa è riportato l’allungamento (ε) relativo alla lunghezza iniziale che cor-risponde alla distanza minima fra le estremità delle morse che serrano il provino
a trazione. In ordinata è riportato il carico (σ) applicato, per unità di area, relati-2). A
--
Figura 2 – Comparazione dei pesi (e-spressi in unità arbitrarie) di alcuni metalli o leghe da costruzione a parità di caratteristiche meccaniche. Per
mpio travi di uguale lunghezza e inio
resistono grosso modo quanto quelle in
Figura 3 - A parità di tenacità meccanica una trave di magnesio pesa meno ma ha un ingombro superiore
Figura 4 - Diagramma “sigma-epsilon” della prova a trazione di una lega di magnesio AZ91 pressofusa
vo alla sezione iniziale ed espresso in MPa (1 atm=101.325 Pa, 1Pa=1N/m
eselarghezza di 2 unità di peso in allum
titanio che ne pesano 3. Fonte [2]
frattura avvenuta la morfologia della sezione in corrispondenza della rottura appare di aspetto tipico di una frattura fragile e senza restrizione di sezione. Que
8

sto è imputabile alla geometria -esagonale- che gli atomi di magnesio occupano nel reticolo cristallino. La struttura geometrica del reticolo cristallino di leghmagnesio, aventi quindi quest’elemento come metallo base e una modesta fra-zione di elementi alleganti anche se di differente struttura geometrica cristallinè ancora esagonale.
e di
a,
a b
2. 1.4.3 Scorrimento sotto carico (creep)
Le leghe di magnesio subiscono creep, scorrimento sotto carico, a temperature superiori ai 110°C circa rendendole inutilizzabili per impieghi ad alte temperatu-re. Il comportamento è attribuito allo scorrimento dei grani che avviene lungo i
Figura 5 - a) Morfologia della sezione in corrispondenza della rottura di un provino a trazione in lega di magnesio AZ91D presso fusa e b) suo profilo. La frattura è del tipo fragile ed è av-venuta senza restrizione di sezione.
Figura 6 - Prove a trazione di alcuni materiali metallici da costruzione. Fonte [9]
bordi grano. L’aggiunta dell’1% di calcio migliora la resistenza a creep delle le-ghe in magnesio; tuttavia le rende inclini a fratturarsi durante la solidificazione (hot cracking). Lo scorrimento sotto carico è ridotto con l’aggiunta di silicio e abbassando nella lega il contenuto di alluminio; il silicio forma col magnesio del-
9

le particelle fini e dure di composizione Mg2Si che si localizzano ai bordi grano bloccando lo scorrimento fra i grani. Altre particolari leghe di magnesio a basso contenuto in alluminio di denominazione AS41 (Mg - 4,5%Al - 1%Si - 0,3Mn) eAS21 (Mg - 2,2%Al - 1%Si - 0,3Mn) hanno resistenza a creep superiore alla più diffusa AZ91. Queste leghe sono di più difficile gettatura per la non elevata flui-dità. Buona resistenza a creep nella lega AE42 (Mg - 4%Al - 2%RE - 0,3Mn) che contiene terre rare (RE) nella percentuale 55%Ce, 20%La, 15%Nd, 5%fra gli elementi alleganti; fini precipitati si localizzano ai bordi dei grani e ne so-no stati osservati di composizione Mg
Pr
12Ce [2].
In altre leghe l’aggiunta simultanea di Th-Zn e Th-Mn fornisce al magnesio proprietà meccaniche superiori di resistenza a creep ad alte temperature. Queste leghe vengono prodotte per pressofusione poiché la precipitazione di composti del tipo Al2RE rende il fuso lento nel raffreddamento.
2. 2.1 Elementi alleganti in leghe di magnesio
minio, zinco, manganese e alcune terre rare.
2. 2.1.1 Alluminio
In tenori dal 3 al 10% l’alluminio è il principale elemento di lega e gioca un im-
magnesio [2]
Figura 7 - Prove di Creep di alcune leghe di
2. 2 Composizione chimica e microstruttura di leghe di magnesio
I principali elementi alleganti nelle leghe di magnesio sono allu
portante ruolo nella nucleazione dei grani durante la solidificazione del fuso dando luogo ad una struttura fine nella grana della lega che in generale è un in-
10

dice di buone caratteristiche meccaniche e di resistenza a corrosione. La presen-
ga in fase liquida [1].
za dell’elemento migliora la colabilità e riduce la velocità di ossidazione della le-
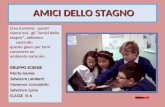
Allo stato liquido l’alluminio e il magnesio sono completamente miscibili in tut-te le proporzioni. Allo stato solido il magnesio discioglie un tenore massimo dialluminio del 12% alla temperatura eutettica di 437°C come indicato nel dia-gramma di fase Mg-Al raffigurato in figura 8. La solubilità dell’alluminio decre-sce seguendo il profilo della linea solvus fino al 2% a temperatura ambiente.
Per composizioni in alluminio superiori o per temperature inferiori a quelle lun-go il profilo della linea solvus si ha la precipitazione di una seconda fase deno-
minata β di natura intermetallica più ricca in alluminio e di composizione ste-
chiometrica Mg17Al12 più dura e più fragile della α. La presenza di alluminio come elemento allegante rende la lega tenace
al 10% infragiliscono i getti per l’elevatlega.
Figura 8 - Diagramma di fase Mg-Al a eutettico. α e β sono due fasi solide, la prima ricca in magnesio, la seconda più ricca in alluminio. L è la fase liquida
meccanicamente; contenuti supe-
presenza di frazione di fase β nella riori a
11

% alluminio 2,0 4,8 5,3 5,8 6,4 6,9 7,5 8,0
UTS (MPa) 217 229 249 253 250 248 258 245
2. 2.1.2 Zinco
L’aggiunta fino al 3% di zinco a leghe magnesio-alluminio migliora la resistenza al salin fe i ce isu ller à a ese
siolle leghe Mg-Al, nonché resistenza a creep intorno ai 200°C grazie alla forma-
cipitato di composizione Mg2Zn3. Un’eccesso del metallo con-
fluidità allo stato fuso e in resistenza a corrosione superano la diffusa AZ91. Ma anche leghe di composizione Mg - 12%Zn - 4%Al in cui il basso contenuto di
n-
a cor-sione formando con l’alluminio e col ferro un composto ternario intermetalli-
co Al-Fe-Mn elettrochimicamente inerte nei confronti delle fasi della lega. Il fer-ro come impurezza è sempre presente soprattutto in leghe pressofuse che sono
, in le-
Tabella 3 - Carico di rottura (UTS) di una serie di leghe di magnesio in cui a parità di altre condizioni varia il contenuto di alluminio. Fonte [1]
la corrosione a con rendo n una rta m ra to abilit lla pr nza di impurezze quali rame, ferro, nichel [3] di per sé dannose ai fini della corro-
ne. Lo zinco come metallo allegante realizza migliori proprietà meccaniche azione di un preduce ad una lega che rischia di fratturarsi durante la solidificazione (hot cracking) [2]. Recentemente sono state sviluppate leghe di magnesio a contenu-to di zinco relativamente alto, per esempio AZ88 (Mg - 8%Al - 8% Zn), che in
alluminio migliora eventuali trattamenti di placcatura.
2. 2.1.3 Manganese
Il manganese ha bassa solubilità nel magnesio allo stato liquido ed è praticamete insolubile nel magnesio solido. È aggiunto a leghe Mg-Al o Mg-Al-Zn in quantità non superiore allo 0,5%. Entro certi limiti rende inattive le impurezze dannose per la corrosione, in particolare il ferro. Aumenta la resistenza allro
presso-colate in stampi di acciaio. Se il contenuto di manganese è bassoghe Mg-Al, il ferro può formare al bordo grano il composto Al3Fe che è catodi-camente attivo nei confronti della matrice di magnesio[2]. [Dubé] ha individuato
12

un valore critico massimo del rapporto in peso fra le quantità di ferro e manga-nese per assicurare la protezione dalla corrosione a causa del contenuto di ferro nelle leghe di magnesio: se il rapporto è inferiore a 0,032 l’azione benefica del manganese diventa efficace su quella potenzialmente dannosa del ferro. Il man-ganese può bloccare anche l’attività delle altre impurezze importanti (Ni, Cu) che formerebbero con la matrice o con altri elementi alleganti composti inter-metallici pericolosi ai fini della corrosione [2].
In leghe Mg-Mn il manganese è presente in concentrazioni fino all’1,5% per mi-gliorare la saldabilità e la formatura a caldo.
2. 2.1.4 Terre rare
Elementi di terre rare, zirconio in particolare, aumentano in una certa misura la tollerabilità della lega a contenere impurezze potenzialmente dannose per la cor-
di leghe di magnesio ad alta resistenza a creep.
2. 2.1.5 Requisiti metalli alleganti
ici degli atomi degli lementi. Si ha compatibilità se il diametro dell’atomo dell’elemento allegante è
rosione. Gli elementi hanno caratteristiche di agenti affinanti e nucleanti soprat-tutto per leghe fuse in lingotto [1]. Importante ruolo hanno per la realizzazione
La struttura cristallina del reticolo del magnesio è esagonale, con un diametro atomico di 3,2 Å che si adatta all’inclusione nel reticolo di diversi tipi di atomi [2]. Al fine di realizzare una lega di magnesio gli elementi alleganti devono avere come requisiti quelli di essere solubili nella concentrazione stabilita nel magne-sio liquido. Un ruolo importante è giocato dai diametri atomesimile a quello dell’atomo di magnesio.
13

Non tutte le combinazioni di elementi alleganti sono tollerate al fine della realiz-zazione di una lega. Anche se allo stato liquido i componenti sono miscibili la
fra u-co della figura 11 si fa rife-
rimento a due metalli alleganti, alluminio e zinco, che sono i più importanti in
Figura 9 - La regione ombreggiata indica i diametri atomici degli elementi che si possono adattare a diventare elementi alleganti nelle leghe di magnesio. Il diametro atomico del ma-gnesio è 3,2 Å. Fonte [1]
Figura 10 - A seconda della natura chimica degli elementi e del diametro atomico questi possono avere più o meno solubilità nel magnesio. Fonte [1]
lega s ttolida potrebbe essere fragile o si potrebbero incontrare problemi dinte la solidificazione (hot cracking). Nel grafira dura
ordine di abbondanza nelle leghe di magnesio più diffuse; si individuano quattro
14

campi di composizione che corrispondono a caratteristiche diverse del getto ot-tenuto.
2. 2.2 Struttura delle leghe di magnesio
.1 Colata della lega
primi forni usati per fondere il magnesio erano alimentati con combustibile fossile o a gas. Durante la combustione liberano idrogeno e vapor d’acqua rite-
a. Oggi vengono usati forni elettrici che più pulito. Il rivestimento refrattario del forno è in al-
di lega fusa crea in superficie. Lo strato protettivo può danneggiarsi e se
nel preservare la qualità della sottostante lega liquida. Occorre abilità ed espe-rienza nel colare getti in quanto scarsa attenzione alla integrità del film protetti-vo si traducono in inclusioni di ossidi nei getti e bolle di aria che ne aumentano
Figura 11 - Non tutte le combinazioni di elementi alleganti (qui alluminio e zinco) possono essere impiegate per la realizza-zione di una lega di magnesio. Alcune conducono a materiali infragiliti. Fonte [2]
2. 2.2
I
nuti dannosi per la qualità finale della leggarantiscono un ambiente lumina [1]. Nessuna parte del forno deve contenere nichel perché è una delle impurezze più temute dalle leghe di magnesio; e diffonde piuttosto bene.
Allo stato liquido le leghe di magnesio presentano alta reattività all’ossigeno ed ènecessario che l’atmosfera in cui avviene la fusione non sia ossidante. Può esse-re costituita da aria arricchita in SF6 fino all’1,5% e in CO2 al 30% circa[1]. La miscela dei gas limita inoltre la vaporizzazione del film di ossido naturale che il bagno interrotto occorre un certo tempo prima che si riformi. Ha grande importanza
la porosità o che creano addirittura cavità interne. L’operazione di colata è rite-nuta da diversi autori la fase più delicata nel processo di produzione della lega.
15

Le leghe di magnesio si prestano molto bene alla tecnologia di fonderia per la loro generale buona fusibilità e fluidità allo stato liquido. Principalmente due
sono le modalità con cui il materiale viene gettato nello stampo: fusione in lingot-
to e pressofusione. Diverse dal punto di vista meccanico, micro-strutturale e di re-sistenza a corrosione sono le caratteristiche dei getti ottenuti.
• Fusione in lingotto
sabbia. I bassi gradienti termici in fase di solidificazione portano a una grana microstrutturale del getto piuttosto grossa che in caratteristiche finali significa
Si realizza colando la lega fusa in uno stampo costruito in sabbia. La solidifica-zione avviene in maniera piuttosto lenta per la scarsa conducibilità termica della
carse proprietà meccaniche e di resistenza a corrosione. È un metodo di fusio- ione di un numero limitato di pezzi e dalle forme
geometriche piuttosto semplici. La lega può essere migliorata dal punto di vista
anadio, dotati di alta conducibilità termica e limitata ilatazione termica. Si ha un raffreddamento del materiale molto rapido, dai
100° ai 1000°/sec, che porta a una grana fine della lega realizzando elevate pro-enza alla corrosione umida. La pressofu-
,
sne usato per la produz
delle caratteristiche meccaniche e di resistenza a corrosione se sottoposta a trattamenti termici quali tempra di soluzione ed eventuale successivo invecchia-mento artificiale.
• Pressofusione
Il fuso viene iniettato ad alta pressione, fino a 1500 atmosfere, a forte velocità, riempiendo lo stampo -refrigerato- in tempi brevissimi, dell’ordine di alcune de-cine di millisecondi. Lo stampo è costruito con acciai speciali H12-H13 legati con cromo, molibdeno e vd
prietà meccaniche e alti valori di resistsione rispetto ad altre tecniche quali la fusione in lingotto, la fusione a bassa pressione, la fusione tixotropica, lo squeeze casting presenta altri vantaggi: par-ticolare finezza della grana strutturale, superfici molto lisce, elevata produttività
16

elevata precisione dimensionale ottenibile nei getti di complessità geometrica enei piccoli spessori. I modesti angoli di spoglia, fino a 0,5°(contro i 4-5° dell’alluminio), e la precisione dei getti rendono superflue gran parte delle lavo-razioni meccaniche [1]. L’elevato costo per la realizzazione dello stampo fa dellapressofusione una tecnica che può risultare economicamente conveniente soloper produzioni di getti su grande serie.
2. 2.2.2 Porosità dei getti
La lega può mostrare porosità in superficie. L’entità del fenomeno può dipendere dal metodo di fusione impiegato e dai relativi gradienti termici, dalla compo-sizione della lega, dalla forma del getto e dalla modalità operativa con cui il ma-teriale viene gettato. Una più rapida velocità di solidificazione crea una lega me-
-
no porosa in superficie. Alta porosità dei getti si traduce in maggior superficie ficace che può essere esposta alla corrosione. I pori superficiali rappresentano
zioni con agenti chimici esterni e quindi sono un fat-
subito elevati gradienti termici in fase di solidificazione [4].
n fenomeno che l’altro. Un raffreddamento rapido favorisce di più la nu-leazione, ovvero la nascita di numerosi germi precursori dei grani e il solido si
forma con struttura fine. Un raffreddamento più lento favorisce di più la cresci-
efpotenziali siti attivi per reatore non trascurabile ai fini della corrosione. La superficie di un getto origina-riamente a contatto con lo stampo è meno porosa di una superficie ricavata da un taglio lungo una sezione interna; questo è tanto più vero quanto il fuso ha
2. 2.2.3 Solidificazione
Abbiamo visto due fra i più usati metodi di gettatura per la produzione di getti. Sulle caratteristiche della lega finale le due tecniche danno risultati piuttosto dif-ferenti principalmente per la diversa velocità di raffreddamento. Durante la so-
lidificazione avviene competizione fra due fenomeni distinti: nucleazione e crescitadei grani. A seconda delle condizioni in fase di solidificazione si può favorire più uc
17

ta dei germi e dei grani formati; in queste condizioni si ha struttura più grossa.
un
ing durante la solidifi-cazione perché man mano che il liquido solidifica dando origine al grano, la
cchisce in metalli alleganti ed eventuali purezze. Il primo solido tende a formarsi più arricchito nel componente prin-
nel liquido una maggiore frazione di elementi alleganti. Il coring durante la solidificazione di una lega porta ad una struttura che presenta segre-
-
In ogni caso la solidificazione prosegue con la crescita dei nuclei formati che
consumano il liquido rimanente. La solidificazione dà luogo a precipitazione di fasi primarie e secondarie che, strutturandosi in seno alla lega, ne determinano
la morfologia della microstruttura.
2. 2.2.4 Coring
C'è differenza fra la solidificazione di un metallo puro e di una lega. Quandometallo puro solidifica la temperatura del liquido rimane costante fino a che tut-to il liquido non si è trasformato in solido. Nel caso di una lega non troviamo una temperatura di solidificazione ben definita ma un intervallo di temperatura entro cui solido e liquido coesistono. In una lega si ha cor
composizione del fuso rimanente si arriimcipale lasciando
gazione ovvero non uniformità nella composizione dei grani e che è più sogget-ta ad attacco elettrochimico per la presenza di più componenti che possono darluogo a locali celle galvaniche. Il coring può essere evitato con un lento raffreddamento.
2. 2.2.5 Fasi secondarie
Nel processo di solidificazione gli elementi di lega a causa del coring vengono “respinti” dal fronte di solidificazione formando fasi secondarie ricche di ele-menti di lega attorno ai grani primari. Il rapido raffreddamento da una matrice sovrassatura, che si verifica per esempio nella tecnica di colata per pressofusio-
18

ne, è agli effetti pratici molto simile a una tempra che intrappola in fasi secondarie elementi di lega.
-
. 2.2.6 Microstruttura
il comportamento delle leghe di magnesio alle atmo-
della lega, dalla modalità di colata e da eventuali trattamenti termici. Entrambe le caratteristiche, finali e di preparazione sono a loro volta correlate con la mi-
istiche finali che le condizioni di preparazione della lega.
2
Le proprietà meccaniche esfere umide sono in un qualche modo determinate dalla composizione nominale
crostruttura, come se in essa vi fossero per così dire codificate. In altre parole le proprietà microstrutturali (distribuzione, estensione e morfologia delle fasi) rappresentano l’identità della lega e ne costituiscono l’impronta digitale. Dall’analisi morfologica microstrutturale, entro certi limiti, possono essere e-strapolate sia le caratterPer mettere in luce la struttura metallografica è necessario fare un attacco chi-mico specifico sulla superficie ben lucidata.
Nelle micrografie ottiche di leghe fuse in lingotto si riconoscono 3 fasi: fase α
che appare in chiaro; la fase eutettica e la β appaiono scure. La fase β è una fase intermetallica di composizione stechiometrica Mg17Al12.
a b
Figura 12 - a) Micrografia ottica di una lega di magnesio AZ91D colata n l[5] b) Microstruttura ottica di una lega di magnesio AZ91D pressofusa. Font
i ingotto. Fonte e [4]
19

2. 2.2.7 Segregazione grani
Analisi EDS su sezioni di lega AZ91 presso-fusa hanno rivelato quantità di al-
luminio comprese fra qualche unità percentuale nel centro del grano α fino a circa il 10% in prossimità del bordo grano [5]. Una struttura segregata è stata
osservata anche nel grano β con contenuti di alluminio e zinco che possono
ire rispettivamente dal 30 - 35% e d 2% nel centro della fase β per scendere a valori più bassi avvicinandosi al bordo grano e ancora più bassi at-
traversando la fase α.
part al 1 -
2. 2.2.8 Bordi grano
I bordi dei grani hanno confini casuali che non seguono nessuna direzione preferenziale perché il delinearsi della morfologia di questi è dettato dall’incrocio digrani adiacenti che cres
Figura 13 - Il profilo di concentrazione per alluminio e zinco lungo le linee sulla micro-struttura di una lega AZ91 pressofusa mo-stra segregazione dei grani α e β. Fonte [5]
-
cono durante la solidificazione fino a scontrarsi. I bordi grano rappresentano zone di disordine nella microstruttura dove spesso vi si trovano impurezze. Infatti a causa del coring durante la solidificazione le impu-rezze tendono a rimanere nel liquido e a solidificare per ultime.
2. 2.2.9 Sezioni getto
La rapida solidificazione a cui è soggetta una lega liquida durante la fase di getta-
ressofusione dà luogo a un materiale con grani α piccoli e
s-ito un
tura nella tecnica di p
con la fase β più dispersa e più continua nella struttura: due condizioni che posono realizzare bassi valori di corrosione. Le sezioni esterne hanno subgradiente termico in fase di solidificazione più alto di quello delle regioni inter-
20

ne; benché più contaminate dal ferro dello stampo, essendone state a diretto contatto, resistono meglio alla corrosione avendo la grana della struttura molto
fine e alta frazione di fasi secondarie (β) e eutettiche. Questo sta ad indicare l’importanza che le caratteristiche micro-strutturali e di distribuzione delle fasi
che i valori limite del contenuto di impurezze non sono assoluti e particolari ossono tollerare, ai fini della resistenza a corrosione, più
e -
rivestono ai fini della resistenza a corrosione. Ci viene nuovamente confermato
condizioni favorevoli palti contenuti di impurezze.
È molto favorevole avere la superficie esterna di un getto pressofuso che anchper ragioni di più bassa porosità, resiste alla corrosione più di una sezione interna ricavata da un taglio nel getto. Quasi mai infatti un getto ottenuto per presso-fusione viene lavorato o “finito” meccanicamente ma impiegato così come è stato colato. Si perderebbero le proprietà superiori di cui le superfici esterne go-dono[4].
a b
c
Figura 14 - Microstruttuprofondità differenti. L’
ra di 3 sezioni di una medesima lega di magnesio AZ91D ricavate su alto gradiente termico subito dalla superficie esterna ha generato una mi-
crostruttura di grana fine e ricca di fasi secondarie ed eutettiche. Le micrografie sono state acqui-site con microscopio ottico dopo attacco metallografico. a) superficie esterna; b) sezione inter-media; c) sezione interna. Fonte [4]
21

2. 2.2.10 Precipitazione di fasi fuori dall’equilibrio
Molti materiali d’interesse commerciale devono le loro caratteristiche a fasi e strutture che scaturiscono da trasformazioni in condizioni di non equilibrio; fasi e strutture che se ottenute in condizioni di equilibrio apparirebbero diverse o
arirebbero affatto. Le pro della materia in queste pa olari con-dizioni possono essere superiori; in genere sono le caratteristiche meccaniche che ne beneficiano maggiormente. Spesso una trasformazione di fase di non-equilibrio, come un brusco raffreddamento durante la solidificazione, dà luogo a
fasi e strutture nuove perché non viene dato tempo e possibilità alla materia di re al fine di riassestarsi in truttura di equilibrio; i gra enti di con-
centrazione rimangono e una siffatta struttura è detta segregata. Al rapido raf-freddamento che di per sé limita il naturale assestamento degli atomi dei com-ponenti della lega si aggiunge la scarsa diffusione dell’alluminio nel magnesio
Raffreddando velocemente una lega liquida di composizione C0 del diagramma di fase di figura 15, la curva solidus di non equilibrio inizia a separarsi da quella
i
-a
non app prietà rtic
diffonde una s di
[6].
di equilibrio nel punto in cui si forma la prima traccia di fase solida α; un istanteprima infatti la lega si trovava allo stato liquido e la diffusione non era impedita.
Continuando rapidamente ad abbassare la temperatura, la composizione di α va arricchendosi nel componente B, come indicato dal profilo della linea solidus ma lo fa in maniera meno rapida che in condizioni di lento raffreddamento; la diffusione degli atomi del componente B nella matrice di A è infatti impedita e
punti sulla linea solidus di non equilibrio hanno una composizione nel compo-nente B minore. Più rapido è il raffreddamento, più impedita è la diffusione degli atomi e più discostato è il profilo della linea solidus di non equilibrio. Nelllega troveremo alte frazioni di fasi e strutture di “non equilibrio”. La lega apparesegregata.
22

La lega (liquida) di composizione nominale C0 rappresentata nel diagramma a eutettico della figura 16 che solidifica in condizioni quasi-statiche, di equilibrinon subirà alcuna trasformazione invariante (diagramma a linea continua). Una
trasformazione eutettica L → α + β per raffreddamento in condizioni quasi-
statiche, avviene alla temperatura eutettica Te e solo per composizioni nel com-
ponente B superiori ad αe, ovvero solo per c
Figura 15 - Il brusco raffreddamento limita fortemente la diffusione degli atomi dei com-ponenti. La linea solidus di non equilibrio si discosta da quella di equilibrio. La lega avrà struttura segregata.
o,
omposizioni nominali della lega tali
che ad una temperatura appena superiore alla temperatura Te c’è presenza di fa-se liquida. La trasformazione eutettica trasforma infatti il liquido rimasto alla
temperatura Te in α e β eutettiche, appunto. Ma nel raffreddamento rapido della stessa lega condotto quindi in condizioni di non-equilibrio, precipitano fasi eue-tettiche. Il limite minimo che conduce a trasformazioni invarianti si è spostato
infatti da αe per raffreddamento in cond il raf-amento -brusco- è condotto in co ll’equilibrio. L’eutettico
-
izioni di equilibrio ad αe’ quando dizioni fuori dafredd n
è una mistura di fasi α e β solide che si formano nell’ultimo stadio di solidifica-
zione, alla temperatura eutettica Te. La frazione di fase eutettica dipende dalla composizione nominale della lega e si può stimare dal diagramma di fase in vir
tù della regola della leva applicata fra i punti αe o (αe’) e Le della figura 16.
Figura 16 - La lega di composizione C0 solo se raffreddata bruscamente presenta fasi eu-tettiche nella struttura.
23

Leghe di magnesio-alluminio con contenuto nominale in alluminio inferiore a12% (linea Ce nel diagramma di equilibrio Mg-Al di figura 8) ottenute per raf-freddamento lento non contengono fasi eutettiche. [Atrens] sostiene che in le-ghe pressofuse di Mg-Al segregano grani di eutettico Mg - Mg
l
e nella struttura ha l’aspetto di “isole” immerse fra i grani α. Se il titolo nomina-le di alluminio nella lega è più alto, la fase eutettica cresce in abbondanza nella struttura e può costituire un reticolo continuo nella matrice; una condizione che rafforza l’intera struttura meccanica della lega [1]. Tuttavia leghe commerciali di magnesio non contengono nominalmente più del 10% in peso di alluminio. Su-perando quel valore si otterrebbe u
17Al12 nella matri-ce già per frazioni nominali di alluminio appena del 2% in peso, un valore ben inferiore al limite del 12% in condizioni di lento raffreddamento. Le regioni eu-tettiche costituiscono fasi di alta durezza. Per basso contenuto nominale di al-luminio nella lega, la frazione di eutettico, in virtù della regola della leva, è bassa
na lega infragilita.
24

2. 3 Corrosione
2. 3.1 Teoria generale sulla corrosione dei metalli
Daremo una definizione di cella elettrochimica e di cella galvanica.
• Cella elettrochimica
La cella elettrochimica è l'accoppiamento in un unico sistema di due semcelle. La semi-cella è costituita da un elettrodo immerso in un liquido eltrolita; l’elettrolita deve contenere quindi ioni capaci di interagire chimi-camente con l'elettrodo in esso immerso. L'elettrodo deve essere un con-duttore, non necessariamente metallico. Per formare la cella elettrochimi-ca gli elettroliti delle due semi-celle devono essere accoppiati elettricamen-te mediante un ponte salino capace di scambiare solo ioni; i due elettroliti saranno allo stesso potenziale elettrico. Oppure può trattarsi di un unico elettrolita nel quale sono immersi entrambi gli elettrodi. Formata la cella, una nuova distribuzione delle cariche elettriche all’interfase elettro-do - elettrolita si viene a creare istantaneamente non appena gli elettrodi erano stati immersi nell’elettrolita. A meno di non avere due semi-celle i-dentiche o per una qualunque altra combinazione fortuita, la nuova distri-buzione delle cariche in seno agli elettrodi e all'elettrolita è tale che uno dei due elettrodi si trova a potenziale più basso dell'elettrolita in cui è im-merso e quello dell'altra semi-cella a potenziale più alto. Se ne conclude
ne nessuna reazione. La differenza di potenziale che si rende disponibile agli elettrodi è capace di compiere lavoro elettrico.
i-et-
che gli elettrodi risultano essere caricati a due potenziali diversi. La cella elettrolitica così come definita si trova in equilibrio statico e non vi avvie-
• Cella galvanica
iene collegata una resistenza elettrica ai capi degli elettro-di si instaura il passaggio di corrente nel circuito e la cella elettrochimica è
fun-
Quando infatti v
generatore di energia elettrica; la cella ospita un processo galvanico e
25

ziona da sorgente di forza elettromotrice. Il flusso di elettroni si muoveràpartendo dall'elettrodo a potenziale basso, più ricco in elettroni, contrassegnato col segno negativo, verso quello a potenziale alto, meno ricco in elettroni, contraddistinto come polo positivo. Sull'elettrodo a potenziale basso la semi-reazione nella semi-cella è tale che gli elettroni lasciano la specie B (figura 17) per accumulasi appunto sull'elettrodo. Si tratta di una
reazione di ossidazione B → B
-
-
e-
+ + e-. L'elettrodo dove avviene la reazionedi ossidazione è denominato anodo. Sull'altra semi-cella avviene la reazione opposta; l'elettrodo si carica positivamente. Nelle condizioni in cui si trova immerso nell'elettrolita, l'elettrodo si priva di elettroni che vengono accettati dalla specie cationica A seguendo la reazione di riduzione A+ +
→ A
e metallica è un fenomeno elettroc mico che si può verificare o-
a
“chiudono” attraverso il metallo stesso su cui le regioni anodiche e catodiche si sono formate e che corrono entro un sottile strato della superficie esterna. Al trasporto di elettroni concorre quindi la matrice metallica e al trasporto di ioni
Figura 17 - Cella galvanica. I processi elettrodici che avvengono nelle due
La corrosion hi
semicelle caricano a potenziali elettrici differenti gli elettrodi. Fonte [8]
quando la superficie del metallo si trova in contatto con un elettrolita. Minuscle celle galvaniche distribuite sulla superficie della lega prendono origine da zoneadiacenti della superficie. Le micro-celle galvaniche prendono origine con la formazione di due micro-elementi galvanici: un anodo e un catodo, entrambi contatto con un elettrolita. La regione catodica e la regione anodica hanno po-tenziali elettrochimici differenti a causa della diversa composizione chimica. Le forze elettromotrici che si generano sono la causa di correnti elettriche che si
26

per compensare il bilancio di masse e di cariche, l’elettrolita. Senza elettrolita la corrosione non avviene. Queste correnti galvaniche sono le dirette responsabili della corrosione dei metalli. Normalmente l’elettrolita è acqua o umidità con-densata sulla superficie del metallo e nella quale sono eventualmente disciolte impurezze varie.
2. 3.2 Ruolo delle impurezze nelle leghe di magnesio
e impurezze metalliche contenute nelle leghe provengono da contaminazioni usione costruito in acciaio
-
Lda parte di elementi presenti nello stampo per pressofo si trovano come contaminanti nei componenti metallici (magnesio ed elementi alleganti) impiegati per la preparazione delle leghe. Ferro, nichel e rame vannotenuti sotto attenta osservazione. Creano composti intermetallici con gli ele-menti della matrice, precipitano al bordo grano e fungono da microscopiche celle galvaniche catodicamente attive nei confronti della matrice (anodica) di magnesio e possono provocare corrosione accelerata dell’intera lega. Per esempio il nichel forma un composto intermetallico di composizione Mg2Ni. Co-munque dai grafici sottostanti si deduce che se il titolo delle impurezze è basso si possono raggiungere buoni livelli di resistenza a corrosione.
Figura 18 - Effetto del ferro, nichel e rame sulla velocità di corrosione di una lega AZ91 sottoposta al test ASTM B 117 in nebbia salina. Per confronto è riportata la velocità di corrosione dell’acciaio e di una lega di alluminio pressofusa. Fonte [3]
27

Figura 19 - Velocità di corrosione in unità arbitrarie di le-ghe binarie di magnesio sottoposte a immersione in cloru-ro di sodio al 3%. Per le leghe di magnesio le impurezze più pericolose da controllare sono il ferro, il nichel e il ra-me. Il contenuto di cobalto nelle leghe di magnesio è nor-malmente al di sotto della soglia limite di attenzione. Fonte
Figura 20 - Influenza del contenuto di ferro sulla corrosione del magnesio puro per immersione in soluzione di NaCl al 3%. Fonte [2]
Si deduce che per scopi applicativi le tolleranze massime per contenuto in ferro nichel e rame nella lega AZ91 sono le seguenti:
ferro nichel rame
concentrazione in ppm 64 50 400
Tabella 4 - Limiti della presenza delle impurezze in una lega di magnesio AZ91. Fonte [3]
Il contenuto di impurezze è un parametro che non va interpretato come valore quantitativo da rispettare con rigore assoluto. Altre fonti potrebbero infatti ri-portare limiti leggermente diversi. Potremo dare un’interpretazione statistica al dato: più il contenuto delle impurezze presenti nella lega è alto e più che, a pari-tà di altre condizioni, la lega ha minori probabilità di tollerare agenti chimici.Mentre i limiti di tolleranza per nichel e rame sono praticamente indipendenti
dalla composizione della lega, la tolleranza al ferro cresce con la quantità di manganese presente[3].
28

2. 3.3 Comportamento delle leghe di magnesio ad agenti chimici
contatto con acqua il magnesio e sue leghe si ricopre dell’ossido:
2 2
2 2 2 (1)
eazione (1) può
2 2
Mg(OH)2
standard del magnesio metallico è -2,4 V rispetto o; in soluzione acquosa è -1,5 V per la formazio-
ne di idrossido di magnesio Mg(OH) poco solubile [5]. Il magnesio si dissolve in soluzioni acquose a pH inferiori a 11. A pH superiori è stabile (11 è il pH di
ti e
comunque pochi siti di fase β, quelli probabilmente che hanno più alta porosità e rugosità, si libera idrogeno [4]; è la regione catodica dove avviene reazione di
o aggressivi, o per meglio dire, la reazione ha una velo-
A
Mg + H O → MgO + H
e dell’idrossido di magnesio quando si è in eccesso di acqua:
Mg + 2H O → Mg(OH) + H
L’idrogeno si libera come bollicine dalla superficie esterna. La ressere scissa in tre semireazioni:
Mg → Mg2+ + 2e-
2H O + 2e- → H + 2(OH)-
Mg2+ + 2(OH)- →
Il potenziale elettrochimico all’elettrodo normale a idrogen
2
una soluzione satura di Mg(OH)2). Il magnesio e sue leghe sono assolutamente protette e sicure in ambienti alcalini [5]. Il potenziale chimico REDOX della le-ga nella sua interezza dipende dai potenziali delle singole fasi o componenti che la costituiscono e dalle frazioni con cui sono presenti.
Quando la superficie di una lega è bagnata da un elettrolita, la fase α funziona da elemento anodico dove avviene la reazione di ossidazione. E da localizza
riduzione.
Non tutti gli elettroliti provocano corrosione quando bagnano una lega di ma-gnesio. Alcuni sono poc
29

cità bassa, altri la provocano in maniera più vigorosa. In questo contesto il ca-tione e l’anione dell’elettrolita hanno ruoli e meccanismi di azione diversi.
2. 3.3.1 Ruolo dell’anione
nno poca aggressività nei confronti delle leghe di ai l-
ru-
rapidamente in
Quando la lega di magnesio è a contatto con una soluzione acquosa contenente n catione metallico si creano all’interfase metallo-soluzione microscopiche celle
il catione metallico. Se il catione metallico è più no-bile del magnesio (il che è vero per la quasi totalità dei metalli) sarà favorita la
Soluzioni saline di cromati, fluoruri, fosfati, silicati, vanadati, nitrati [3] di metalli alcalini o alcalino-terrosi hamagnesio. Per il loro carattere chimico pressoché inerte le soluzioni ricavate dprimi quattro degli anioni sopra elencati sono usate nel trattamento anodico dela superficie in virtù della capacità che hanno questi sali di formare un film pro-tettivo [3]. Per esempio a contatto con fluoruri la superficie si ricopre di fluoro di magnesio MgF2 che funziona da passivante. In acqua questo sale infatti è
insolubile e ha Kps = 7,4 • 10-11.
Invece cloruri, bromuri, ioduri, solfati sono anioni aggressivi e provocano cor-rosione accelerata [3]. La lega in tali soluzioni viene corrosaquanto il magnesio forma con i suddetti anioni sali solubili in acqua che vengo-no quindi allontanati dalla superficie di contatto lega-soluzione. Il continuo al-lontanamento del magnesio sposta l’equilibrio verso la dissoluzione della lega.
2. 3.3.2 Ruolo del catione
ugalvaniche fra il magnesio e
reazione di riduzione del metallo sulla superficie della lega e conseguente disso-luzione. A seconda del potenziale di riduzione del catione metallico si può avere una più o meno alta velocità di corrosione.
30

2. 3.3.3 Ruolo dell’acidità
A pH acidi la lega è chimicamente instabile e subisce rapida corrosione. Per e-empio una diminuzione di pH da 7 a 2 fa aumentare di 10 volte la velocità di
corrosione [5]. Pertanto le leghe di magnesio sono da ritenersi inadatte per ap-
s
plicazioni in atmosfere acide. La causa va cercata nella dissoluzione del Mg(OH)2 superficiale che viene portato in soluzione e allontanato continua-mente dall’equilibrio. Buona invece la resistenza a corrosione in ambienti basici.
2. 3.4 Effetto barriera cinetica alla corrosione
La fase β potrebbe giocare a seconda della morfologia e della distribuzione nella struttura un doppio ruolo circa il co ione della lega.
a fase può fungere da elemento catodico -una sorta di acceleratore galvanico della corrosione- e da elemento bloccante che agisce come barriera cinetica alla
β secondaria assume la te
Figura 21 - Comportamento chimico di le-ghe della lega AZ91D in tre differenti con-dizioni di acidità. Fonte [5]
micro mportamento a corrosL
dissoluzione. Normalmente in leghe pressofuse la fase morfologia di una rete continua senza interruzioni nella struttura ed è finemen
distribuita nella matrice α, ricca in magnesio, meno nobile della β. In queste
condizioni, in presenza di un elettrolita, la corrosione della matrice α esposta
può divenire rapida per la creazione di coppie galvaniche fra porzioni di fase α
e di fase β adiacenti, di differenti composizioni chimiche. Dopo che la fase α
esposta si è totalmente dissolta, sulla superficie della lega è rimasta la sola fase βche come natura intrinseca resiste con una certa tenacia agli agenti chimici e-sterni ma soprattutto non esercita coppia galvanica. Raggiunto questo stadio, la
31

corrosione rallenta notevolmente; la fase β in superficie funge da barriera cinetca bloccante [4].
i-
a b
o un’altra teoria circa canismo di azione della barriera cinetica alla or i della cor-
rosione -ossidi misti di magnesio e alluminio- che si localizzano all’interfase α-β e isolano elettricamente le due fasi. È proprio questo film che agisce come bar-
-
ta.
i-
trice α e insieme a questa espulsi fra i prodotti della corrosio-
-
cie in una lega di ma-gnesio in cui la fase β è di grana fine e distribuita uniformemente nella matrice α (ge-neralmente questo accade in una lega pressofusa). a) prima della corrosione; b) ad uno stadio “controllato” della corrosione. La fase β diviene causa dell’azione cinetica bloc-cante della corrosione Fonte [4]
Second il mec
Figura 22 - Rappresentazione schematica del profilo della superfi
c rosione i processi galvanici possono venire ostacolati dai prodott
riera cinetica alla dissoluzione anodica della fase α e quindi dell’intera lega. Viene meno la coppia elettrochimica fra due regioni di composizione diversa e quindi di potenziale elettrochimico diverso; la lega può risultare protet
Nella lega colata in lingotto i grani di fase β non sono molto ampi e potrebbero
non strutturarsi in una rete continua nella matrice α. In presenza di un elettrolta che bagni la superficie la corrosione potrà avanzare fino in profondità senza
incontrare la barriera cinetica “β bloccante”. Grani β potranno infatti venire di-
sancorati dalla ma
ne (modello in figura 23). Non solo, ma la fase β può funzionare da catodo gal
vanico nei confronti della α accelerando i processi corrosivi. L’esposizione dellasuperficie ad ambienti umidi può portare alla completa dissoluzione della lega. È quello che normalmente accade nelle leghe colate in lingotto che non hanno subito trattamenti termici.
32

Riportiamo gli andamenti nel tempo delle cinetiche di corrosione per una lega olata in lingotto e una pressofusa. c
Figura 23 - Stessa rappresentazione schematica come illustrata in figura 22 per una lega in cui la fase β non è conti-nua nella struttura. Questo accade gene-
.
a b Fig 24 - Andamento delle cinetiche di corrosione di leghe AZ91D a) fusa in lingotto e b) presso fusa. Fonte [5]
ralmente in una lega colata in lingotto
33

3. Generalità sui liquidi ionici e deposizione galvanica
da solventi ionici
3. 1 Liquidi Ionici
I liquidi ionici sono definiti come sali ionici il cui punto di fusione è inferiore ai 100°C [10]. In tale definizione rientrano anche i sali fusi a temperatura ambien-te, tra cui i cloroalluminati impiegati nel presente lavoro. Una delle principali cratteristiche di questi composti è la buona conducibilità elettrica, compresa fra
0,001 e 0,01 Ω
a-
d -
reattività con acqua. I liquidi ionici acidi devono quindi essere maneggiati neces-sariamente in ambiente anidro (Dry Box, sistemi di Schlenck).
nici della seconda generazione; si ottengono per reazione di scambio tra un alogenuro di un opportuno catione organico ed un sale di un metallo al-
-
-1cm-1 [10], che li rende una valida alternativa ai classici sali fusi ealle soluzioni acquose per la galvanica. Rispetto alle soluzioni acquose presentano il vantaggio di una finestra elettrochimiche molto ampia (dai 4 ai 7 V controgli 1,23 dell’acqua) che consente la deposizione di metalli la cui riduzione richie-de condizioni irrealizzabili in soluzione acquosa a causa dello svolgimento di i-drogeno.
I liquidi ionici sono classificati come segue:
1) liquidi ionici della prima generazione; si ottengono per reazione acido-base nel senso di Lewis di un opportuno cloruro di un catione organico e di un alo-genuro di uno ione metallico acido. Tali sali a seconda dei rapporti molari tra catione organico e ione metallico possono risultare acidi, neutri o basici. In gal-vanica sono impiegate esclusivamente miscele acide, più ricche in metallo. Il li-quido ionico basico non è impiegabile per la deposizione di alluminio a causa della riduzione della finestra elettrochimica del sale. Il principale svantaggio dei liquidi ionici ottenuti per reazione acido-base è l’elevata igroscopicità unita alla
2) liquidi io
calino (KBF4, KPF6, ecc.). I liquidi ionici di questa generazione pur manifestan-do un certo grado di igroscopicità, dipendente dalla natura di catione ed anione, presentano il grande vantaggio di essere stabili all’atmosfera ed è quindi suffi
34

ciente un trattamento in vuoto anidro per rimuovere l’acqua assorbita. Tuttavia ad oggi non sono noti metodi di deposizione dell’alluminio a partire da questa classe di liquidi ionici.
3. 2 Caratteristiche dei cloroalluminati e loro preparazione
sizione su ma-
nto 1)
-2
n liquido ionico cloroal-+ +
Nel presente lavoro abbiamo eseguito degli esperimenti di depognesio metallico e sulla sua lega AZ91D a partire da cloruro di tri-metil-fenil-ammonio (TMPAC) e tricloruro di alluminio in rapporto molare 1:2.
Tale composizione è stata selezionata in ragione di quanto esposto al pudel paragrafo 3.1 e perché corrisponde al minimo della temperatura di fusione del sale e della viscosità, oltre che ad una concentrazione alta di alluminio nel li-quido. Queste condizioni permettono nel loro insieme di operare alle massime velocità di deposizione compatibilmente all’ambiente scelto. Dati di letteratura riportano per la deposizione di alluminio da questi sistemi velocità di deposizione molto elevate, anche pari a 30 A/dm .
Alcuni dei cationi impiegabili per la realizzazione di uluminato sono l’N-butil-piridinio (BP ) e l’N,N-etil-metil-imidazolio (EMIm ), oltre al TMPA+ già menzionato e da noi usato.
N+
NN +
a b c
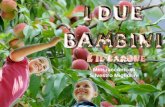
i seguito si riporta il grafico (figura 26) delle temperature di fusione per due sistemi, che mostra chiaramente l’andamento della temperatura di fusione in rapporto alla concentrazione delle specie.
u a 2 ni organ ci im e uidi io roallu ti”: a) N-b nio (BP+
met -e azolio (EMIm+) ; c) tri-metil-feni-am o (TMPA+) r 5 - Catio i i liq nici “clo i util-piridi
il til-imid moniFig piegabili n m na ); b) N,N-
D
35

Figura 26 - Punti di fusione per due sistemi di liquidi ionici cloroallumi-nati formati dai cationi BP+ e EMI+. Fonte [11]
La necessità dell’ambiente acido per ottenere la deposizione dell’alluminio può essere spiegata analizzando il diagramma di distribuzione delle specie di seguito riportato:
Figura 27 - Distribuzione delle specie in un liquido ionico a base di cloroal-luminati. Fonte [11]
Come si evince dal diagramma, in ambiente basico (mol% AlCl3 < 50) la speciepredominante è il complesso AlCl
o-
3. 3 Generalità elettrochimiche e di elettrodeposzione
Il processo elettrochimico relativo alla deposizione dell’alluminio può essere riassunto dalle seguenti semi-reazioni che hanno luogo rispettivamente all’anodo ed al catodo:
4-, mentre in ambiente fortemente acido (al di
sopra di circa 60 mol% AlCl3) la specie presente in concentrazione maggiore è ilcomplesso bimetallico Al2Cl7-, in cui i due atomi di alluminio sono legati da un cloro a ponte e che risulta molto più facilmente riducibile del complesso monnucleare. In misura minore sono presenti anche specie neutre mononucleari e dinucleari, ininfluenti nel processo elettrochimico.
36

4Al2Cl7- + 3e- ↔ Al + 7AlCl4-
Al + 7AlCl4 2 7
consigliata dal momento che permette di evitare l’impoverimento della concen-
ostrato che il processo di elettrodeposizione
-ccolo in termini energetici. I ca-
cloroalluminate.
2. tenenti aluminio:
2 7-
In questo step si rende disponibile lo ione alluminio isolato. In fase di depo- ibuto abbastanza energetico
3. ede la riduzione del catione alluminio con deposi-l catodo della specie metallica elementare:
Il potenziale necessario per ottenere la reazione di deposizione da liquidi ionici
- ↔ 4Al Cl - + 3e-
Ciò ovviamente impiegando un controelettrodo di alluminio metallico, scelta
trazione di alluminio nel liquido ionico.
Scendendo in dettaglio, è stato dimdi alluminio da liquidi ionici può essere scisso in tre step distinti:
1. Rottura della seppur debole coordinazione tra specie cloroalluminata e catione organico. È un contributo abbastanza pitioni organici impiegabili contengono infatti atomi di azoto imidazolici, piri-dinici, ammonici o anelli aromatici al fine di stabilire interazioni con le specie
Rottura dei legami di coordinazione di tutte le specie (cloroalluminate) con-
AlCl4- → Al3+ + 4Cl-
Al Cl - → 2Al3+ + 7Cl
...........
sizione questo è un contr
Processo elettrodico che vzione su
Al3+ + 3e- → Al
cloroalluminati è dunque il frutto dei tre contributi.
37

4. Parte sperimentale
magnesio
Riportiamo alcuni metodi di valutazione della corrosione dei campioni di lega che sono stati esposti ad ambienti chimicamente aggressivi. I provini sono inse-riti entro una camera a nebbia salina che genera all’interno un’atmosfera corro-siva. Alla scadenza dei tempi di permanenza dei campioni in camera si valutano:
• lo stato superficiale
• la perdita in caratteristiche meccaniche
Le due metodologie di indagine saranno applicate ad alcuni tipi di leghe di ma-gnesio. Delle leghe esaminate sono stati determinati altri due parametri: l’analisi morfologica della microstruttura e il contenuto in manganese, rame, ferro e ni-chel. Il manganese è un elemento di lega con ruolo importante circa la resisten-za a corrosione; gli altri tre elementi costituiscono le impurezze più temute dalle leghe di magnesio. Questo per poter comprendere più a fondo la corrosione delle leghe di magnesio e avere più ampio riscontro fra gli osservabili chimico-fisici e i dati di letteratura.
4. 2 Camera a nebbia salina
Descriviamo l’apparato che crea un’atmosfera corrosiva atta a testare i campioni di lega dal punto di vista della corrosione. È una macchina dotata di una camera entro cui vengono inseriti i campioni da testare a corrosione. Viene generata una nebbia salina mediante uno spruzzatore che nebulizza il liquido contenuto in una vasca. Il liquido è normalmente una soluzione acquosa contenente cloru-ro di sodio, acetato di rame che sono i più comuni sali per test in nebbia salina. Entro la camera sono presenti dei rivelatori di temperatura e di umidità che consentono di controllare l’ambiente La macchina è interfacciata con un calco-latore che consente la programmazione di cicli particolari (es. di temperatura)
4. 1 Criteri di valutazione della corrosione su leghe di
38

4. 3 Valutazione dello stato della superficie
tografica
metalli alleganti e delle impurezze, dei metodi di colata e dei trattamenti termici post-colata possono da un lato venire corrose fino in profondità e i prodotti
Dall’altro lato la lega può subire solo modeste perdite di materia, con leggere ul-cer o particolari regioni isolate. La le-
tenenti ossidi e idrossidi di magnesio e alluminio. È uno stato denominato “cor-rosione bianca”. In camera a nebbia salina di NaCl la corrosione bianca può a-vere l’aspetto di zone bianche isolate e di un certo spessore rilevabile al tatto per
eccanico in quanto la riduzione di se-ione è trascurabile, scarsa è infatti l’ulcerazione superficiale provocata. Una si-
tal caso l’impiego di una lega in un ambiente in cui essa è destinata a perdere il
di
possono fare sui campioni corrosi. La registrazione fotografica dello stato su-perficiale della lega appena tolta dall’ambiente corrosivo del test che mostra evi-
Valutazione visuale, qualitativa, ad occhio nudo o con registrazione fodello stato superficiale dopo esposizione ad ambienti chimicamente aggressivi. Le leghe di magnesio in dipendenza del contenuto e della natura chimica dei
della corrosione espulsi continuamente; la superficie della lega post-corrosione può apparire polverulenta e scabrosa con evidenti ulcerazioni.
azi ni superficiali talvolta localizzate solo in ga può ricoprirsi in superficie di zone bianche, i prodotti della corrosione, con-
confronto con le regioni adiacenti non interessate da questo fenomeno. Per immersione invece la corrosione bianca assume l’aspetto di un sottile strato bianco uniforme che copre l’intera superficie. La corrosione bianca può rappre-sentare uno stato stazionario che non si ingigantisce nel tempo, non è partico-larmente pericolosa da un punto di vista mzmile condizione potrebbe non essere accettabile da un punto di vista estetico. In
lucente aspetto metallico potrebbe essere limitato alle sole parti non in vista.
La registrazione di immagini fotografiche della superficie corrosa è una tecnica che permette un raffronto di leghe diverse sottoposte a medesime condizioni corrosione. Oppure possono venir confrontati stati superficiali di una medesima lega sottoposta a condizioni ambientali differenti o di durata variabile registran-do così una cinetica visuale dello stato superficiale. Due tipi di acquisizioni si
39

dentemente i prodotti della corrosione in superficie. In secondo luogo si può registrare l’aspetto della superficie metallica messa a nudo dopo allontanamento
mettono in evidenza le ulcerazioni superficiali.
ne
ò
rdi-ta in caratteristiche meccaniche che la corrosione potrebbe aver causato alla le-
-
la
ra
o ima della rottura la macchina registrava il valo-
re massimo della forza su tutta la durata della prova. Quel valore rapportato
dei prodotti della corrosione per immersione nel bagno di acido cromico: si
4. 4 Valutazione della perdita in caratteristiche meccaniche dopo corrosio-
L’esposizione della lega ad ambienti chimicamente aggressivi come già visto puessere causa della formazione in superficie di ulcerazioni o di perdite visive di materia. Col test di rottura a trazione possiamo determinare la riduzione del ca-rico al limite di rottura dei provini corrosi e per estrapolazione, stimare la pe
ga. Le ulcerazioni superficiali dopo corrosione non solo riducono la sezione del provino ma possono rappresentare cause d’innesco della frattura e possono costituire “punti deboli” della struttura. Si esegue la prova meccanica a trazione suprovini prima della corrosione; si esegue poi un nuovo test su altri provini delstessa lega esposti, con le modalità già descritte, ad ambienti chimicamente ag-gressivi.
4. 5 Macchina per test a trazione
La provetta “normata” con forma e dimensioni standardizzate viene serrata fle morse della macchina per la prova a trazione. Il test inizia con l’allontanamento micrometrico di una morsa rispetto all’altra ad una velocità dicirca 3 mm/min e il campione è sottoposto a trazione. Il sistema di acquisizione integrato nella macchina, campiona a intervalli di alcuni decimi di secondo cop-pie di valori forza - allungamento. La prova è conclusa e viene interrotta quandil provino si è rotto. Un istante pr
all’area della sezione iniziale è il dato di interesse ed è indice in un qualche modo della tenacità della lega.
40

41
Figura 4 - Prova di trazione di una lega di magnesio AZ91D pressofusa. Il valore massimo del carico σ raggiunto prima della rottura è correlabile alla tenacità del campione.
4. 6 Analisi elementare quantitativa
L’analisi elementare del contenuto delle impurezze e del manganese presenti
er 2380 con fornetto di grafite Perkin Elmer HG400. La lega è stata preven-
se non fosse sufficiente, fino a 1μm. Il campione appare “lucidato a specchio”. Osservata al microscopio ottico la lega non mo-
la superficie è ben lucidata e se i grani travedere la microstruttura. La morfologia
t-
nella lega mediante spettroscopia di assorbimento atomico di specifiche Perkin Elmtivamente disciolta in acqua regia (HNO3 (soluzione al 65% in peso) + HCl (37%) in proporzioni 1:3 in volume).
4. 7 Preparazione metallografica per l’osservazione della microstruttura
La provetta della lega da analizzare viene lucidata con carte al carburo di silicio di grana grossa intorno a 100 grani/pollice quadrato fino con passaggi graduali ad arrivare ad una grana di 1200. Dopo l’impiego delle carte si utilizzano per un’ulteriore lucidatura panni in feltro sopra cui viene spruzzata della pasta dia-mantata, ovvero una sospensione acquosa con disperse particelle di diamante
delle dimensioni di 3 μm e
stra apprezzabili contrasti; in certi casi, sesono abbastanza grandi si riesce a inleggermente ondulata, quasi fosse butterata è attribuibile probabilmente alla ro
tura durante la lucidatura delle più fragili fasi β ed eutettica.

Figura 28 - Microscopia ottica della morfologia microstrutturale di una lega AZ91 fusa in lingotto. La superficie è lucidata “a specchio” ma non trattata con nessun reagente di attacco metallografi- co
La microstruttura di una lega diviene osservabile alla “luce visibile” del micro-scopio ottico dopo attacco della superficie ben lucidata con uno specifico rea-gente chimico che ne evidenzia la struttura. Sfruttando una reazione selettiva permette di evidenziare i grani, i bordi-grano e le fasi della lega. La comparsa vi-siva della struttura metallografica scaturisce da un diverso comportamento chi-mico delle fasi, dei grani o dei bordi-grano in suall’attacco chimico metallografico (etching). Per
e acquosa di HF al 2% in peso applicata p r 2-5 secondi. Buoni risultati si ono avuti anche con una soluzione acquosa di acido nitrico al 15% per 10 se-
di ossido di cromo VI (CrO3) suggerite da [7].
può essere trasferita ad un sistema di acquisizione fotografico per la registrazione di micrografie ottiche.
di
perficie come reazione l’AZ91 si è utilizzata una solu-
zion escondi; e con una soluzione acquosa contenente il 20% di acido nitrico e il 10%
In metallografia il microscopio ottico a luce polarizzata è uno strumento larga-mente utilizzato. I microscopi ottici da impiegare in metallografia sono del tipoa riflessione. Il fascio di luce focalizzato sul campione viene da questo riflesso e raccolto. L’immagine si forma sugli oculari o
4. 8 Liquidi ionici e elettrodeposizione
Per il presente studio abbiamo preparato il liquido ionico a partire da clorurotrimetilfenilammonio (TMPAC) e tricloruro di alluminio, entrambi forniti dalla ditta Aldrich e di grado di purezza pari al 98 %. I reagenti non sono stati sotto-posti a nessuna purificazione prima dell’impiego. Abbiamo svolto tutte le ope-
42

razioni nella dry box autocostruita (Figura 29) mantenuta sotto costante flusso di azoto al fine di evitare contaminazioni acquose del liquido ionico.
e del liquido ionico è fortemen
trodeposizioni dionici
La rea nzione acido base di formazio te esotermi-ca. Il calore che si sprigiona nel processo, può produrre temperature sufficienti alla decomposizione della componente organica del liquido ionico. Abbiamo
ass (inerte nei confronti
mento del sistema. Gli elettrodi, costituiti da dischi di magnesio, o lamina di lega AZ91D, sono inglobati in una resina a freddo in stampi ricavati dallo stesso tu-
rasso siliconico. Tale set-up ha inoltre permesso in un solo passaggio di inglo-
Figura 29 - Dry Box (camera a guan-ti) dove sono state realizzate le elet-
i alluminio da liquidi
pertanto prodotto il liquido ionico procedendo a piccole aggiunte di TMPAC al tricloruro di alluminio sotto costante agitazione per favorire la dissipazione del calore di reazione.
A mescolamento avvenuto il liquido ottenuto si presentava di colore bruno, probabilmente a causa di impurezze di tricloruro di ferro nel tricloruro di allu-minio.
La necessità di operare in dry box ha richiesto la progettazione di una cella elet-trochimica facilmente manipolabile con i guanti della scatola. La soluzione adot-tata impiega come corpo della cella un tubo di plexigldei liquidi ionici) del diametro interno di 26 mm e della lunghezza di 30 mm. Sulla sommità del corpo della cella è presente un foro per consentire il riempi-
bo impiegato per la costruzione della cella. I dischi di resina contenenti gli elet-trodi sono applicati ai bordi del corpo della cella garantendo una buona tenuta. Talvolta, in caso di piccole perdite si è provveduto a sigillare il sistema con del g
43

bare gli elettrodi, sia per la preparazione della superficie che per il montaggio in
I substrati utilizzati per la realizzazione dei rivestimenti sono: magnesio puro e la lega di magnesio AZ91D pressofusa rispettivamente di forma circolare e ret-
sione di 1µm.
Tale passaggio è necessario poiché riduce a valori trascurabili la rugosità super-ficiale degli elettrodi. Con le condizioni di cui sopra l’area della superficie geo-metrica è una buona approssimazione dell’area effettiva dell’elettrodo. In base a questa assunzione i valori di corrente in fase di deposizione riportati sono riferi-ti alla densità di corrente in unità di A/dm2.
sperimenti sono stati condotti in condizluzione mantenuta sotto cotante agitazione per mezzo di ancoretta ed agitatore
re ce la formazione di un deposito aderente.
e izione non viene applicata, a tempi dipendenti dalla densità di cor-
-
cella.
4. 9 Deposizione dei rivestimenti
tangolare, con superfici da coprire dell’ordine di 5 cm2. Le superfici sono state prima dell’impiego levigate mediante carte e paste diamantate fino alla dimen-
Tutti gli e ioni galvanostatiche con la so-
magnetico.
In base alle esperienze condotte abbiamo verificato che per ottenere una buonaadesione dei rivestimenti a superfici di magnesio e sue leghe è necessario riem-pire la cella con l’applicazione di una piccola sovratensione negativa. In queste condizioni infatti il magnesio presente in superficie non ha il tempo di produruno strato di ossidazione che impedis
Abbiamo inoltre evidenziato sperimentalmente, monitorando la differenza di potenziale (ddp) tra elettrodo di lavoro ed un quasi-riferimento in alluminio, chse tale condrente, la sovratensione cresce fino a portare il galvanostato al blocco per eccessivo assorbimento.
L’aggressività della soluzione impedisce di impiegare densità di corrente troppobasse < 0,05 A/dm2. Per questi valori la velocità di corrosione del substrato è
44

confrontabile con quella di deposizione e conduce a strati dalla crescita forte-mente disomogenea e dalla scarse proprietà meccaniche e di aderenza al sub-strato.
4. 10 Caratterizzazione dello strato di alluminio
Lo strato di alluminio depositato sulla lega di magnesio AZ91D è stato analizzato dal punto di vista chimico e strutturale e da quello della corrosione:
• Microscopia ottica delle sezio
-
ni, per l’analisi morfologica del rivestimento e la misura dello spessore
ù accurata analisi morfologica
ne
Nella diffrazione di raggi X un fascio di fotoni X colpisce il campione intera-
iante la legge di Bragg è possibile risalire alle distanze d tra i
• Microscopia SEM, per una pi
• XRD, per evidenziare la presenza di alluminio metallico
• analisi EDS dei riporti al fine di valutare la presenza di altre specie me-talliche (principalmente Fe3+) all’interno del coating
• Test di corrosio
4. 11 Diffrazione di raggi X (XRD)
La superficie alluminata è stata sottoposta all’analisi XRD per verificare la natu-ra chimica dello strato deposto.
gendo a livello dei suoi piani atomici; parte del fascio è trasmessa, parte è assor-bita dal campione, parte subisce scattering e rifrazione, e parte è diffratta. Nel-l'ultimo caso, medpiani atomici adiacenti, mantenendo fissa la lunghezza d'onda incidente e misu-rando l'intensità del segnale di diffrazione alle varie angolazioni. Lo spettro ri-sultante, espresso in intensità del segnale per il doppio dell'angolazione, rappre-senta una "impronta digitale" unica per ogni materiale.
45

L'apparato comprende tubo a raggi X, collimatori, goniometro, rivelatore. I moderni diffrattometri sono dotati di goniometro motorizzato. I rivelatori mag-
velatori a semiconduttori. Tra i primi, il più comune è il Position Sensitive Detector (PSD), costituito da un tubo con anodo centrale; il segnale generato
centro del tubo, che permette l'identificazione della posizione dove l'evento si è
α
di eccitazione 40kV/20mA, accuratezza di letura angolare di 0.01° (2θ), condi-ioni di raccolta dati pari a 2°/min, detector proporzionale. Esso è dotato di
na innovativa correzione ge-
li cristallografici; inoltre, comprende, tra le varie utilità, il database della JCPDS (In n
4. 12 M
La caratteristica principale del SEM è la capacità di fornire immagini ad ingran-dimenti sia modesti che elevati (fino a 100.000X) con un'eccezionale tridimen-sionalità. II SEM è costituito di quattro parti essenziali: il sistema ottico elettro-nico, la camera porta-campione, il sistema di rivelazione degli elettroni e il si-stema di presentazione delle immagini.
l fascio degli elettroni primari, generato per effetto termoionico da un oppor-tuno filamento (in genere Tungsteno), viene focalizzato sul campione da un si-stema di lenti elettromagnetiche. Questo fascio, una volta focalizzato, viene de-flesso mediante un secondo sistema di bobine, in modo da operare la scansione
giormente utilizzati in questo campo sono i contatori proporzionali a gas ed i ri-
dall'evento è condotto attraverso una linea di ritardo, regolata sulla distanza dal
verificato misurando la differenza del tempo di arrivo del segnale alle due e-stremità della linea di ritardo. Gli eventi localizzati lungo il tubo rivelatore sonopresentati contemporaneamente, generando il diffrattogramma.
Il diffrattometro utilizzato è un modello Philips PW 1050/37 con monocroma-
tore a grafite, tubo sorgente con anticatodo in Cu (K (λ)=1.541 Å), condizioni
zcristallo monocromatore a 4 cerchi, che permette uometrica via software. Il pacchetto software addizionale fornito dalla casa pro-duttrice permette l'identificazione di fase, la simulazione di spettri ed i calco
ter ational Centre of Diffraction Data).
icroscopio elettronico a scansione (SEM)
I
46

del campione. La corrente alternata ad alta frequenza che passa nelle bobine di o
to chiuso. Quest'ultimo costituisce il si-stema di presentazione dell'immagine. L'ingrandimento dell’immagine è dato dal
-
-
Il sistema rivelatore è costituito semplicemente da un collettore di questi elet-n-i-
o,
coperte con colla siliconica affinché queste non fossero interessate da fenomeni di corrosione prodotti durante il test.
deflessione, contemporaneamente, deflette anche il fascio elettronico nel tubcatodico del sistema televisivo a circui
rapporto tra le intensità delle correnti nelle due bobine di deflessione. A causa dell'interazione tra il fascio incidente e il campione, gli elettroni vanno incontroa due fenomeni: una diffusione elastica, con variazione di direzione e trascurabile perdita di energia, e una diffusione anelastica, con perdita di energia non tra-scurabile. Nella diffusione anelastica, l'interazione del fascio incidente con i nu-clei provoca l'emissione di raggi X, mentre l'interazione con gli elettroni più esterni provoca l'emissione di elettroni secondari.
troni secondari. Il fascio primario esplora il campione in modo sequenziale puto per punto e l'immagine si forma con una tecnica a divisione di tempo identca a quella dei comuni televisori. La tridimensionalità delle immagini SEM è causata dal maggior numero di elettroni secondari che vengono emessi dalle zo-ne superficiali rispetto a quelle più interne.
Le caratteristiche più interessanti del SEM sono la grande profondità di campla possibilità di passare rapidamente dagli ingrandimenti tipici di un normale mi-croscopio ottico a i maggiori, la possibilità di "zoommare" le immagini, cioè passare da un ingrandimento all'altro mantenendo la stessa distanza focale e quindi istantaneamente.
4. 13 Test di corrosione
La lega di magnesio alluminata viene sottoposta a test di corrosione in nebbia salina. Il substrato su cui è stata depositato il coating ha forma a parallelepipedo con 6 facce, una sola delle quali è quella alluminata. Le facce nude sono state
47

5. Risultati e discussione
5. 1 Evoluzione corrosione
I primi germi di corrosione si localizzano sulle regioni della fase α più vicine alla
rmano anche fonti di lette-e
ne “a cavallo” fra le due fasi raf-figurato in figura 13. Ed è più alta qui, in presenza di un elettrolita che bagna la
fase β, ai confini di grano fra la due fasi, come conferatura [4]. I bordi grano sono infatti regioni in cui si localizzano maggiormentimpurezze e sono più suscettibili di attacchi corrosivi. In secondo luogo le re-gioni in prossimità dei bordi grano presentano alti gradienti di composizione,
passando infatti da una fase α ricca in magnesio ad una β ricca in elementi alle-ganti come mostrato dal profilo di composizio
superficie, la probabilità di formazione di coppie elettrochimiche fra zone di le-ga a diversa composizione chimica.
In figura 30 è rappresentata la micrografia ottica della microstruttura di una legafusa in lingotto e immersa per 20 secondi in soluzione acquosa di NaCl al 3%. La breve esposizione ha permesso di indagare sui meccanismi iniziali di innescodella corrosione nelle leghe di magnesio. Queste indagini sono state condotte disponendo di una lega colata in lingotto. Disponendo di una lega pressofusa conclusioni simili si sarebbero potute ugualmente ottenere. Tuttavia il tutto si sarebbe osservato con più difficoltà a causa della struttura più fine della grana.
dissolte (zone scure), come rappresentato nella micrografia di figura 31. Altre
secondi in soluzione acquosa di NaCl al 3%.
Man mano che la corrosione avanza alcune regioni della lega possono venire
e si localizzano ai bordi grano delle fasi α-β e avvolgono alcuni grani β. Lega di magne-sio AZ91 colata in lingotto e immersa per 20
Figura 30 - I primi germi di corrosione (zone scure) interessano la fase α (meno catodica)
48

regioni invece possono rimanere abbastanza integre e sono le zone di fase α più
chiare. La sottile rete scura circondata dalle parti chiare è la fase β ed eutettica che non è stata dissolta, come ci è confermato anche da [4].
5. 2 Analisi della corrosione di alcune leghe di magnesio
Abbiamo esaminato quattro leghe: due colate in lingotto identificate con le sigle
A e B; due identificate come C e D ottenute per pressofusione. Sono stati appli-cati i criteri di valutazione descritti al paragrafo 4.1.
5. 2.1 Leghe colate in lingotto
La lega A è una lega fusa in lingotto che non ha subito trattamenti termici post-colata.
* fonte [9]
rame (ppm)
nichel (ppm)
ferro (ppm)
manganese %
concentrazione 32 30 107 0,18
limite max(*) 400 50 64 -
lega di magnesio AZ91D colata in lingotto do-po immersione in soluzione acquosa di NaCl al 3% per 12 ore. Le ampie parti scure rappresen-tano zone della lega dissolte. Le sottili parti scure a forma di rete che si insinuano nella ma-trice α sono regioni di fase β che non si sono completamente dissolte. Le zone chiare sono regioni di fase α non completamente dissolte.
Figura 31 - Micrografia della superficie di una
49

L’analisi quantitativa delle impurezze suggerisce che la lega fuoriesce in un pa-
un fattore già di per sé limitante ai fini della resistenza alla corrosione.
Il test di corrosione ASTM B 117 prevede la permanenza per 96 ore del cam-pione in camera a nebbia salina. Il campione è stato tolto dalla camera solo do-
rametro oltre i limiti massimi riportati dalla letteratura. E questo può costituire
po 6 ore a causa dell’avanzato stato di corrosione e non avrebbe avuto senso continuare per le 96 ore previste dal test. La superficie rappresentata in figura 32 appare degradata a causa di consistenti perdite di materia.
La microstruttura è di grana abbastanza grossa. I grani β (più scuri) non sono
uniformemente distribuiti nella matrice α di magnesio (più chiara) e l’effetto “β
La grana grossa in
Figura 32 - Risultato sperimen-
della lega A all’atmosfera salina
Figura 33 - Microstruttura della lega
bloccante” non può realizzarsi appieno.
sieme all’elevato contenuto di ferro spiegherebbe l’elevata ve-locità di corrosione.
Lega B
B è una lega colata in lingotto e sottoposta poi a trattamento termico. Le quanti-tà di impurezze sono basse e rientrano tutte nei limiti suggeriti dalla letteratura:
tale dopo esposizione di 6 ore
di NaCl al 5%
A. La grana della lega è grossa. Le parti chiare sono di matrice α, quel-le scure i grani β.
50

rame (ppm)
nichel (ppm)
ferro (ppm)
manganese %
concentrazione 28 18 63 0,24
limite max 400 50 64 -
La superficie dei campioni sottoposti al test di nebbia salina di NaCl al 5% (ASTM B 117) della durata di 96 ore al tatto è polverulenta a causa di prodotti della corrosione non aderenti alla superfic
ie.
te le caratteristiche di resistenza a corrosione vuoi per i contenuti di impurezze mediamente più
assi, vuoi per il trattamento termico post-colata.
L’immagine di figura 34 mostra segni di corrosione bianca con locali accumuli in superficie di ossidi e idrossidi. Nel complesso non si sono riscontrati apprez-
zabili perdite di materia. Rispetto alla lega A la B ha migliora
b
dellaco è stH2S
La microstruttura è infatt grana me ente fin ica di q i una lega
. Le fasi β utettiche trutturan r buona p te
Figura 3la lega Bcorrosivore, previo lavaggio in acqua cor-rente. La lega è fusa in lingotto e ha subito un trattatamento termi-co post-colata.
Figura 35 - Microstruttura “ottica” lega B. L’attacco m
ato fat uzione di O4 al 5% per 5 secondi.
i di diam e, tip uella d
fusa in lingotto ed e si s o pe ar
4 - Stato superficiale del- esposta all’ambiente o ASTM 117 B per 96
etallografi-to con una sol
51

d tensione delell’es la matrice α creando una sorta di rete continua; si possono
realizzare le condizioni di effetto “barriera β bloccante”.
I due tipi di leghe fuse in lingotto A e B provengono da fornitori diversi e po-trebbero differire nel contenuto di metalli alleganti e nelle condizioni
Figura 36 - Cinetiche visuali dello stato superficiale di campioni di lega B espo-sti per tempi variabili in camera a nebbia salina di NaCl al 5%. Da sinistra a de-stra: 30, 60, 90, 120 ore
operative di colata. Tuttavia questi due parametri da soli difficilmente potranno essere co-sì diversi da giustificare due comportamenti di resistenza a corrosione così dis-simili. Il raffronto dei due tipi di leghe ci porta a confermare quanto il contenu-
to di impurezze alto nella lega A combinato alla mancanza di un trattamento o post-colata possa inc amente sulla resistenza corrosione.
. 2.2
Valutazione superficiale
I risultati dell’esposizione all’ambiente corrosivo dei provini C per 96 ore sono
e si presentava ulcerata in pro-
pesante dalla corrosione; altre ancora non lo sono state
cie, che ricalcano l’effetto “fresatura” sullo stampo a pressofusione (figura 37).
termic idere negativ a
5 Leghe presso fuse
stati accettabili. Esternamente la lega era coperta di un film bianco di ossido. Rimossi i prodotti della corrosione la superficifondità ma solo in limitate aree della superficie. Altre regioni sono state interes-sate in maniera meno affatto. Lo dimostrano le micro-avvallature, integre in alcune zone della superfi-
52

Su altri campioni della lega C dopo test di corrosione e rimozione dei prodotti
sioni. La figura 38b raffigura un ingrandimento al microscopio ottico della zone corrose (scure) della figura a).
della corrosione si individuano deboli aree corrose (zone scure in figura 38a). Al tatto si avvertivano solo scabrosità ma non incavi. Le zone chiare rappresentano aree della superficie che non sono state interessate particolarmente da aggres-
a b
Figura 38 - a) Superficie della lega C sottoposta al test ASTM B 117. Le regioni più scure hanno subito un debole attacco corrosivo, piuttosto superficiale; b) in-grandimento al microscopio ottico di una regione della foto a) che mostra zona più corrose (scure) e meno corrose (chiare)
Sulla lega D il test a corrosione ASTM B 117 in nebbia salina della durata di 96 ore ha restituito un materiale con livelli non preoccupanti di corrosione bianca, localizzata ad isole; superficie scarsamente polverulenta e scarsa, spesso assente, ulcerazione superficiale una volta rimossi i prodotti della corrosione.
gura are d icie della C esposta al test ASTM B 117. La lega ha subito ulcerazion erficiali rela ente profo(zone scu localizzate e limitate. Altrenon sono state interessate affatto dalla corrosione (zone più chiare “rigate”)
Fi 37 - Particol ella superf lega
i supre) ma
tivam nde aree
53

a b
L’analisi quantitativa delle impurezze rivela che tutti i parametri per entrambe le
lega C 15 16 25 0,27
Microstruttura
In figura 40 a è raffigurata la micrografia ottica della microstruttura della lega C.
α (in chiaro) disposti a isole, omogeneamente di-
Figura 39 - La lega D dopo esposizione a nebbia salina di NaCl al 5%. a) 96 ore;
b) 196 ore
leghe rientrano nei limiti:
rame (ppm)
nichel (ppm)
ferro (ppm)
manganese %
lega D 9 11 14 0,54
limite max 400 50 64 -
È costituita da grani di fase
spersi nella lega. Le dimensioni variano da circa 50 μm2, i più grandi, fino ad al-
cuni μm2. Le fasi β ed eutettica (in scuro) appaiono come una fitta rete distri-buita per tutta l’estensione della lega. In questa morfologia della microstruttura
la fase β può avere un ruolo importante nel bloccare cineticamente la dissolu-zione dell’intera lega.
54

a b
La grana della lega D è più fine della C. La micrografia ottica (figura 40 b)mostr
pochi grani di fase α, grandi circa 20 μm2. Gli altri ha
a
nno tutti dimensioni mol-
to più piccole. Sono tutti separati dalle fasi secondarie β ed eutettica. Queste possono formare una “rete” continua per tutta l’estensione della lega.
L’effetto “barriera β” sulla D può essere ancora più importante che nella C. La
presenza di una “rete” continua di fase β è messa più in risalto dalla micrografia ottenuta col Microscopio Elettronico a Scansione (SEM) rappresentata qui di segu
ito:
Nella micrografia al SEM la superficie non è stata attaccata con reagenti chimici;
è stata solo polimentata. La tecnica SEM non opera in “ottico” e le fasi α, β, ed
dispersa uniformemente fra la ma-trice di magnesio.
Figura 40 - Micrografia ottica della lega C: a); In chiaro i grani α e in scuro le fasi secondarie β ed eutettica. La superficie, polimentata, è stata attaccata con una soluzione acquosa di HF al 2% per 5 secondi. b) lega D; si nota la grana molto fine della lega; è stata ottenuta con le medesime procedureutilizzate per la C
Figura 41 - Micrografia SEM della lega D. In scuro la matrice α ricca in magnesio. In chiaro la fase β dispo-sta a formare una “rete” continua
55

56
eutettica non è necessario siano rese contrastate. La tecnica su cui si basa il SEM le rivela discriminandole a seconda della diversa composizione chimica.
Potremo adesso fare un confronto fra i principali parametri delle due leghe
pressofuse C e D cercando di capire l’importanza che certe caratteristiche della nno nei riguardi della corr . I migliori risultati di resist a a corro-
ione ese, più fine
tabile C e ci portano a concludere quali possano essere i parametri importanti da
e.
5. 2.3 Risultati delle caratteristiche meccaniche dopo corrosione
Come già detto con la prova meccanica a trazione si valutano eventuali varia-zioni nelle caratteristiche meccaniche delle leghe AZ91D analizzate, dopo test di
corrosione. Abbiamo eseguito il test di trazione su provini della lega .
campioni D Carico
di rottura
[MPa]
n corroso 211,7
5° corroso 60 h 182,4
8° corroso 120 h 189,1
Tabella 5 – Carico di rottura dei provini a trazione della lega D prima della corrosione e dopo corrosione.
lega ha osione enz
sgrana della microstruttura e più bassi tenori di impurezze rispetto alla confron-
riscontrati nella D insieme al più elevato contenuto di mangan
tenere sotto attento controllo quando si vogliano realizzare leghe con elevato grado di resistenza a corrosion
D
1° no
2° non corroso 193,4
3° non corroso 188,0
4° corroso 60 h 179,6
6° corroso 60 h 185,9
7° corroso 120 h 181,6
56

I risultati del test a trazione sulla lega D mostrano, al di là di una leggera e nor-male dispersione dei valori dovuta a cause non riproducibili o accidentali, che il carico di rottura, e per estrapolazione le caratteristiche meccaniche, non ha subi-to significative variazioni dopo il test di corrosione.
5. 3 Deposizione e caratterizzazione di alluminio metallico
I test di deposizione di alluminio metallico per via galvanica da solventi ionici di l m-i 91. In entrambi i casi, i substrati sono stati semplicemente luci-
dati prima del trattamento. Le condizioni di deposizione sono descritte nella se-re uno
Per quanto riguarda il magnesio puro, non abbiamo ottenuto riporti con a-derenza sufficiente per la caratterizzazione. La ragione principale sembra essere
ne.
Per quanto riguarda la lega AZ91, invece, la resistenza alla corrosione si è rivelata sufficiente per produrre strati di alluminio compatti e con buone carat-teristiche di aderenza. Abbiamo prodotto 2 serie di campioni rivestiti corri-spondenti alle seguenti condizioni:
Serie Tempi
deposizione [h]Densi
di corrente [ ]
c oroalluminati sono stati eseguiti sia su campioni di magnesio puro sia su caoni di lega AZp
zione 4.8, i tempi e le correnti di utilizzate sono stati regolati per ottenespessore nominale dell’ordine di 10 µm o maggiore.
l’ambiente fortemente acido della fase liquida che richiede tempestiva e vigorosa pulizia dei campioni immediatamente dopo l’estrazione dalla cella. Tempi di permanenza troppo lunghi del liquido ionico sulla superficie, in assenza di so-vratensioni negative all’elettrodo di lavoro danno luogo ad inaccettabili feno-meni di corrosio
tà A/dm2]
Spessore Rivestimento [µm
A1 3 0,46 17
A2 5 0,16 10
Tabella 6 – Parametri di deposizione per i campioni della serie A1 e A2
57

Di seguito faremo riferimento ai codici A1 e A2 su indicati per l’identificazione
La misura dello spessore è in buon accordo con i valori calcolati dal prodotto corrente t
.
empo. Ciò significa che il rivestimento è di buona compattezza e che il
rendimento di corrente al catodo è prossimo ad 1.
I rivestimenti ottenuti sono piuttosto rugosi, di colore grigio scuro omogeneo per tutta l’estensione della superficie.
5. 4 XRD
I campioni delle due serie hanno fornito risultati analoghi. Di seguito si riporta
lo spettro XRD per il campione della serie A2.
Dal diffrattogramma si conferma che il coating è costituito da alluminio metalli-co. Corrispondono i picchi:
• Inten = 38,47, indici hkl: 111
• Inten
La presenza di picchi diversi dall’alluminio è dovuta alla penetrazione dei raggi X ad una profondità oltre lo spessore del rivestimento. Sono infatti evidenti i picchi delle ngon ega
rattogr RD del coating del campione A2. Figura 42 - Diff amma X
sità 100 per 2θ
sità 47 per 2θ = 44,73, indici hkl: 200
fasi che compo o la l AZ91D.
58

5. 5 Microscopia ottica
Le micrografie ottiche effettuate sullo strato hanno chiaramente evidenziato la presenza del rivestimento, come indicato in figura 43.
base di semplici
e-
ccordo ai cal-coli teorici effettuati assumendo per il coating la densità dell’alluminio metallico
Appare evidente dalle immagini la presenza di una regione scura all’interfase tra substrato e rivestimento la cui natura può essere spiegata sulla considerazioni. La microscopia ottica metallografica opera infatti in riflessione. In queste condizioni le regioni scure sono regioni che vengono attraversate dallaluce che pertanto non viene riflessa. Si può quindi concludere che lo spazio pre-sente tra rivestimento e substrato è una regione vuota dovuta ad una leggera dlaminazione del rivestimento imputabile alle tecniche di preparazione. La fase massiva del riporto appare compatta, di spessore omogeneo, in a
puro.
del campione A2 al microscopio ottico
5. 6 Microscopia elettronica e anali EDS
Le immagini al microscopio elettronico hanno evidenziato le stesse informazio-ni ricavate dalle micrografie ottiche. In particolare risulta anche più chiara la presenza della regione interfasale scura attribuita , sulla base delle immagini nell’ottico, ad una leggera delaminazione del rivestimento. L’analisi delle imma-gini non ha mostrato sostanziali differenze tra le strutture dei coatings delle se-rie di campioni A1 ed A2.
Figura 43 – Micrografia della sezione
59

60
Figura 45 – Micrografia della sezione del campione A2 al mi-c
Abbiamo proceduto inoltre ad un’analisi puntuale della composizione dei rive-stimenti a diverse profondità, con l’intento di evidenziare eventuali processi dif-fusivi verificatisi durante l’inglobamento a caldo. I dati ricavati non presentano evidenze sperimentali di fenomeni diffusivi in nessun caso. L’incremento dei segnali di magnesio e zinco, rispetto a quello dell’alluminio, con l’approssimarsi
Figura 44 – Micrografia della sezione del campione A1 al mi-croscopio elettronico a scansione
roscopio elettronico a scansione
60

all’interfase coating substrato è da attribuirsi alla sovrapposizione crescente dellaregione di provenienza del segnale (risoluzione circa 5 µm) con il substrato. Ri-
portiamo gli spettri dell’analisi EDS per i campioni de
lla serie A1 e della serie
nei punti riportati nelle figure 44 e 45. Per ogni analisi riportiamo lo spettro eseguito su due scale diverse. A2
61

Serie A1 Punto 1
Punto 2
Punto 3
Punto 4
Figura 46 - Spettri EDS eseguiti a varie profondità nello strato di alluminio del campione A1. I punti indicati si riferiscono a quelli riportati in figura 44.
62

63
Serie A2
Punto 1
Punto 2
Punto 3
Figura 47 - Spettri EDS eseguiti a varie profondità nello strato di alluminio del campione A2. I punti indicati si riferiscono a quelli riportati in figura 45.

5. 7 Corrosione
La superficie alluminata esposta alla prova di corrosione in camera a nebbia sa-lina non ha dato risultati soddisfacenti a causa della formazione di punti di cor-rosione affiorati sulla superficie alluminata. Nella figura qui di seguito è mostra-ta una macro-foto della superficie del campione alluminato dopo esposizione di 6 ore a temperatura ambiente in nebbia salina di NaCl al 5%.
Figura 48 - Stato superficiale della lega alluminata dopo esposizione in camera a nebbia salina di NaCl al 5% per 6 ore.
64

6. Conclusioni
La presente tesi si è sviluppata secondo due linee principali: una lo studio delle iche che sono rilevanti per la resistenza alla corrosione delle leghe di
magnesio, in particolare la lega AZ91 che è comunemente utilizzata per applica-zioni in campo aeronautico e automobilistico. L’altra lo studio di un nuovo tipo di rivestimento in alluminio su magnesio come protezione dalla corrosione.
Per quanto riguarda lo studio del comportamento della lega AZ91 a corrosione, i risultati sperimentali hanno confermato i dati disponibili in letteratura, eviden-ziando anche certe caratteristiche speci e dei set di campioni esaminati.
e, è stato possibile mettere in evidenza l’effetto della microstruttura sulla resistenza alla corrosione. Campioni ottenuti per fusione in sabbia, ovvero a grana grossa, hanno mostrato una scarsa resistenza alla corrosione, indipen-dentemente da altre caratteristiche, pur riportate nella letteratura come tali da conferire, invece, una buona resistenza.
Lo studio della deposizione di alluminio sulla lega AZ91 si è rivelato un campo fortemente innovativo dove è stato possibile mettere a punto una nuova meto-
nica per la deposizione. I solventi ionici, liquidi a temperatura ambien-te, rappresentano una nuova classe di liquidi dai quali è possibile ottenere la de-posizione di metalli troppo elettropositivi per essere deposti da fase acquosa.
Per arrivare alla deposizione di uno strato di alluminio, è stato necessario mette-re a punto la preparazione del sale ionico in ambiente anidro, la deposizione e-lettrochimica in ambiente non in contatto con aria ambiente, nonché la messa a punto e ottimizzazione dei parametri di deposizione.
I risultati finali, tuttavia, hanno dimostrato la possibilità di deporre uno strato di alluminio compatto e aderente sul magnesio. Al momento, i test a corrosione hanno mostrato che lo strato di alluminio non ha proprietà interessanti in ter-mini di miglioramento della resistenza alla corrosione della lega AZ91. Tuttavia uesta deposizione rappresenta uno stadio iniziale di una ricerca mirata ad otte-
nere questo tipo di strati, sia su substrati diversi sia in combinazione con altri metalli per formare leghe superficiali.
caratterist
fich In particolar
dica galva
q
65

Bibliografia
[1] Tesi di laurea di Alessandro Farinotti: "Utilizzo di leghe da fonderia di ma-gnesio per impieghi automobilistici" - Politecnico di Milano, Facoltà di Ingegne-ria
[2] I. J. Polmear, Light Alloys - Arnold
[3] Robert Baboian - Corrosion Tests and Standards - ASTM
[4] G. Song, A. Atrens, M. Dargusch, Influence of microstructure on the corro-sion of diecast AZ91D, Corrosion Science 41 (1
Ambat, N.N. Aung, W. Zhou, Evaluatio f microstructural effects on corrosion behaviour of AZ91D magnesium alloy, Corrosion Science 42 (2000) 1433-1455
[6] H. Kauffman, P.J. Uggowitzer, High quality magnesium casting by the new Rheocasting (NCR) Approch
[7] Gunter Petzow, Metallographic Etching, American Society for Metals
[8] Atkins - Chimica Fisisca - Zanichelli
[9] W.F.Smith, Scienza e tecnologia dei materiali, McGrow-Hill
[10] F. Endres, Ionic liquids, solvents for the electrodeposition of metals and semiconductor, Chemphyschem 2002, 3, 144-154
[11] S. Takahashi, N. Koura, S.Kohara, M.L. Saboungi, L.A. Curtiss, Techno-logical and scientific issues of room-temperature molten salts
999) 249-273
[5] R. n o
66

INDICE
1. Introduzione _______________________________________________________________1
3 3
.... 4
sizione chimica e microstruttura di leghe di magnesio .................................................. 10 2. 2.1 Elementi alleganti in leghe di magnesio .............................................................................. 10
2. 3 Corrosione ...................................................................................................................................... 25
35
............................................... 36
38
.. 38
alisi elementare quantitativa.................................................................................................... 41
4. 7 Preparazione metallografica per l’osservazione della microstruttura...................................... 41
5
........................................ 45
4. 12 Microscopio elettronico a scansione (SEM)................................................................................. 46
47
8
49
2. Leghe di Magnesio __________________________________________________________3
2. 1 Generalità del magnesio e sue leghe...............................................................................................2. 1.1 Cenni storici sull’impiego del magnesio................................................................................2. 1.2 Abbondanza e reperimento del magnesio ..........................................................................2. 1.3 Nomenclatura delle leghe di magnesio .................................................................................. 52. 1.4 Caratteristiche meccaniche .................................................................................................... 7
2. 2 Compo
2. 2.2 Struttura delle leghe di magnesio......................................................................................... 15
2. 3.1 Teoria generale sulla corrosione dei metalli ........................................................................ 25 2. 3.2 Ruolo delle impurezze nelle leghe di magnesio................................................................... 272. 3.3 Comportamento delle leghe di magnesio ad agenti chimici ................................................ 292. 3.4 Effetto barriera cinetica alla corrosione............................................................................... 31
3. Generalità sui liquidi ionici e deposizione galvanica ______________________________34
da solventi ionici_______________________________________________________________34
3. 1 Liquidi Ionici.................................................................................................................................. 34
3. 2 Caratteristiche dei cloroalluminati e loro preparazione ............................................................
3. 3 Generalità elettrochimiche e di elettrodeposzione .......................
4. Parte sperimentale _________________________________________________________38
4. 1 Criteri di valutazione della corrosione su leghe di magnesio.....................................................
4. 2 Camera a nebbia salina ...............................................................................................................
4. 3 Valutazione dello stato della superficie........................................................................................ 39
4. 4 Valutazione della perdita in caratteristiche meccaniche dopo corrosione ............................... 40
4. 5 Macchina per test a trazione......................................................................................................... 40
4. 6 An
4. 8 Liquidi ionici e elettrodeposizione................................................................................................ 42
4. 9 Deposizione dei rivestimenti ......................................................................................................... 44
4. 10 Caratterizzazione dello strato di alluminio ................................................................................. 4
4. 11 Diffrazione di raggi X (XRD) ...............................................................
4. 13 Test di corrosione...........................................................................................................................
5. Risultati e discussione_______________________________________________________4
5. 1 Evoluzione corrosione ................................................................................................................... 48
5. 2 Analisi della corrosione di alcune leghe di magnesio..................................................................
67

5. 2.1 Leghe colate in lingotto ....................................................................................................... 49 5. 2.2 Leghe presso fuse ................................................................................................................ 52
56 .................................................... 57
5. 4 XRD ................................................................................................................................................ 58
ia ottica.......................................................................................................................... 58
59
5. 7 Corrosione ...................................................................................................................................... 64
5
___________________________________________________________________66
5. 2.3 Risultati delle caratteristiche meccaniche dopo corrosione .................................................
5. 3 Deposizione e caratterizzazione di alluminio metallico ..........
5. 5 Microscop
5. 6 Microscopia elettronica e anali EDS ............................................................................................
6. Conclusioni _______________________________________________________________6
Bibliografia
68