Vitalico Ariete il Futuro “caldo-Freddo” dello Stampaggio · con Cimatron, software intuitivo...
4
28 Stampi luglio 2013 DAL PROGETTO ALL’OGGETTO • Vitalico Ariete L’ unità dimostrativa “Dal pro- getto all’oggetto” dedicata alla tecnologia dello stam- paggio a iniezione, mes- sa a punto durante la fiera MECSPE svoltasi a Parma la scorsa primavera, è sta- ta una delle proposte più interessanti della rassegna emiliana. Nello specifico, è stato mostrato ai vi- sitatori in fiera, grazie alla sinergia e alla collaborazione di un team di aziende esperte, il modo in cui la tecnica dello stampaggio a inie- zione sta evolvendo sia nel cam- po dei prodotti estetici sia in quel- lo dei prodotti tecnici, anche perché le diverse formulazioni “plastiche” oggi di- sponibili sul mercato consentono appli- cazioni vantaggiose in termini di legge- rezza, di funzionalità, di economicità e, se necessario, di design. All’iniziativa hanno partecipato molte importanti imprese: Arburg, in quali- tà di produttore di presse a iniezione; Automator (sistemi di marcatura indu- striale); EOS (tecnologie additive); Frigoflu- id Impianti (refrigeratori e raffredda- tori industriali); LIUC, Università Carlo Cattaneo di Castellanza; Microsystem (soluzioni CAD/CAM per il settore mec- canico e degli stampi); Multichimi- ca, distributore per l’Italia del prodot- to Bio-Circle (soluzioni per il lavaggio ecocompatibile); Novotec (stampi ma- terie plastiche) Prisma Tech (rivendito- re di Autodesk® Simulation Moldflow®, software di simulazione del processo di stampaggio); Sepro Robotique (au- tomazione dei processi di produ- zione delle materie plastiche); Single Temperature Con- trols (sistemi di con- IL FUTURO “CALDO-FREDDO” DELLO STAMPAGGIO Pezzo “estetico” dimostrativo in ABS caratterizzato da fori e nervature IL RISCALDAMENTO PRE-INIEZIONE E IL SUCCESSIVO RAFFREDDAMENTO DELLO STAMPO PERMETTONO DI MIGLIORARE LA QUALITÀ DEI MANUFATTI E DI RIDURRE IL TEMPO DI REALIZZAZIONE
Transcript of Vitalico Ariete il Futuro “caldo-Freddo” dello Stampaggio · con Cimatron, software intuitivo...

28
Sta
mpi
lu
glio
20
13
DAL PROGETTO ALL’OGGETTO• Vitalico Ariete
L’unità dimostrativa “Dal pro-getto all’oggetto” dedicata alla tecnologia dello stam-paggio a iniezione, mes-sa a punto durante la fi era MECSPE svoltasi a Parma la scorsa primavera, è sta-ta una delle proposte più interessanti della rassegna
emiliana.Nello specifi co, è stato mostrato ai vi-sitatori in fi era, grazie alla sinergia e alla collaborazione di un team di aziende esperte, il modo in cui la tecnica dello stampaggio a inie-zione sta evolvendo sia nel cam-po dei prodotti estetici sia in quel-lo dei prodotti tecnici, anche perché le diverse formulazioni “plastiche” oggi di-sponibili sul mercato consentono appli-cazioni vantaggiose in termini di legge-rezza, di funzionalità, di economicità e,
se necessario, di design.All’iniziativa hanno partecipato molte importanti imprese: Arburg, in quali-tà di produttore di presse a iniezione; Automator (sistemi di marcatura indu-striale); EOS (tecnologie additive); Frigoflu-
id Impianti (refrigeratori e raffredda-tori industriali); LIUC, Università Carlo Cattaneo di Castellanza; Microsystem (soluzioni CAD/CAM per il settore mec-canico e degli stampi); Multichimi-ca, distributore per l’Italia del prodot-to Bio-Circle (soluzioni per il lavaggio ecocompatibile); Novotec (stampi ma-terie plastiche) Prisma Tech (rivendito-re di Autodesk® Simulation Moldfl ow®, software di simulazione del processo di stampaggio); Sepro Robotique (au-
tomazione dei processi di produ-zione delle materie plastiche);
Single Temperature Con-trols (sistemi di con-
il Futuro “caldo-Freddo” dello Stampaggio
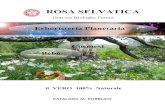
Pezzo “estetico” dimostrativo in ABS
caratterizzato da fori e nervature
IL RISCALDAMENTO PRE-INIEZIONE E IL SUCCESSIVO RAFFREDDAMENTO DELLO STAMPO PERMETTONO DI MIGLIORARE LA QUALITÀ DEI MANUFATTI E DI RIDURRE IL TEMPO DI REALIZZAZIONE
[email protected] 28 02/07/13 16.33

29
Sta
mpi
lu
glio
20
13
trollo della temperatura); Sverital (ap-parecchiature ausiliari alle macchine di stampaggio e pressofusione); Vision Engineering (soluzioni per ispezione e misura).
Il “quid” tecnologico dell’iniziativa ha ri-guardato la messa a punto di un inno-vativo sistema di controllo delle tempe-rature del materiale iniettato all’interno dello stampo, destinato alla realizzazio-
ne di un pezzo estetico dimostrativo (molto complesso) in ABS caratterizza-to da fori e nervature.Il “quid” tecnologico dell’iniziativa ha ri-guardato la messa a punto di un inno-vativo sistema di controllo delle tempe-rature del materiale iniettato all’interno dello stampo, destinato alla realizzazio-ne di un pezzo estetico dimostrativo (molto complesso) in ABS caratterizza-to da fori e nervature.Il progetto ha messo in evidenza come una gestione “ben controllata termica-mente” dei flussi di iniezione del ma-teriale consenta di evitare molti classi-ci inconvenienti, come quelli delle linee di giunzione, dei “risucchi”, ecc. Anche perché, com’è noto, nei pezzi estetici di spessore ridotto la presenza di linee di giunzione può provocare indebolimen-ti della resistenza meccanica del pez-zo e problemi di tipo funzionale. Gra-zie alla nuova tecnologia messa a punto per MECSPE, è stato ottenuto un ma-nufatto estetico di elevata qualità, senza i sopracitati problemi, particolarmente adatto per applicazioni nel settore degli Adriano Carminati, direttore generale di Arburg S.r.l. (Peschiera Borromeo, MI)
Prisma Tech S.r.l. (Anzola dell’Emilia, BO) ha contribuito all’unità dimostrativa con Autodesk® Simulation Moldflow®, software dedicato all’analisi del processo di stampaggio. Michele Segato, Simulation Application Engineer, osserva: «Autodesk® Simulation Moldflow® consente di simulare il comportamento del materiale durante le fasi dello stampaggio e, in questo caso, durante quella di riscaldamento e di raffreddamento dello stampo. L’obiettivo è quello di simulare il reale comportamento del flusso polimerico nello stampo al variare della temperatura,
prevedendo l’andamento e la consistenza delle linee di giunzione e la qualità del prodotto finito».Autodesk® Simulation Moldflow® è in sostanza una vera e propria “pressa virtuale” in cui il processo di stampaggio di materiali termoplastici e termoindurenti viene simulato in maniera accurata, il che permette di individuare la soluzione migliore rapidamente, ancor prima di realizzare lo stampo, senza procedere per tentativi ed errori, con gran risparmio di tempo e denaro. «I clienti – riprende Segato – chiedono qualità
superficiali sempre maggiori e, contemporaneamente, sostanziali riduzioni del tempo ciclo. È possibile ottenere ciò con il riscaldamento dello stampo prima dell’iniezione e poi con il suo raffreddamento. Software come Autodesk® Simulation Moldflow® permettono di mettere a punto nel migliore dei modi questa tecnica di stampaggio che prenderà sempre più piede nei prossimi anni in molti settori dall’automotive al consumer product».
Michele Segato, Simulation Application Engineer, Prisma Tech S.r.l. (Padova)
Simulazione preventiva
[email protected] 29 03/07/13 15.56

30
Sta
mpi
lu
glio
20
13
DAL PROGETTO ALL’OGGETTO
elettrodomestici e dell’automotive, per esempio per la realizzazione di frontali-ni nei più svariati modelli.
Stampaggio ottimizzatoL’innovazione legata a questo progetto riguarda principalmente il sistema di ter-moregolazione che “assiste” il processo di stampaggio. Tale sistema fa sì che, durante la fase di iniezione, la tempera-tura dello stampo si mantenga costante a 170°C mentre, nella successiva fase di raffreddamento, scenda e sia man-tenuta costante a 70°C sino all’apertu-ra dello stampo. Tale procedimento “termico”, che per-mette la perfetta iniezione e l’omoge-neo raffreddamento del materiale pla-stico, rende possibile l’esecuzione di componenti estetici o funzionali critici come quello realizzato a Parma. In con-creto, esso viene garantito da due ser-batoi separati, nei quali l’acqua è portata
Fondata a Bologna nel 1980, Microsystem S.r.l. (Calderara di Reno, BO) è oggi una nelle più dinamiche e solide realtà del mercato CAD/CAM italiano. Paolo Betti, Product Manager della società, introduce le ragioni della partecipazione alla vetrina emiliana: «Noi siamo fornitori di migliaia di utilizzatori in Italia, Microsystem è in grado di garantire la fornitura di sistemi e tecnologie innovative con un supporto di altissima qualità. Siamo presenti qui a Parma principalmente per due motivi. Il primo, è che lo stampo del particolare qui presentato è stato progettato con Cimatron, software intuitivo di modellazione ibrida molto fl essibile il quale permette produttività spinta e automazione “intelligente”,
con funzioni specifi che per la produzione degli stampi quali l’individuazione delle superfi ci della “matrice”, l’estrazione degli elettrodi, il CAM fi no a 5 assi per asportazione di truciolo, ecc.» Il secondo motivo è che Microsystem ha collaborato alla realizzazione del “canale conformato” all’interno dello stampo, cioè del sistema di raffreddamento collocato nei pressi delle superfi ci dello stampo per consentire di ottenere gli ottimali gradienti di dissipazione termica. «Con questa applicazione – riprende Paolo Betti – noi abbiamo voluto mostrare al pubblico di Parma quali sono i grandi vantaggi nell’utilizzare i “canali conformati”, i quali sono tuttavia ottenibili solo
con tecnologie additive di sinterizzazione e specifi ci strumenti CAM quali, appunto, Cimatron».Paolo Betti mette poi in evidenza l’importanza di partecipare a iniziative del genere: «In un’isola di lavorazione condivisa con altri partner è possibile mostrare per intero la fi liera produttiva e la tecnologia all’opera, non slegata dal contesto industriale. Non è un caso che i visitatori del MECSPE ne siano molto interessati. Quanto al mercato, riteniamo che la situazione sia meno negativa di quello che si voglia far credere, certamente occorre che le imprese siano attrezzate a lavorare in maniera sempre più frenetica, con scarsa pianifi cazione e con margini di guadagno ridotti».
Isola di lavoro allestita durante la fi era MECSPE di Parma. Al centro, la pressa elettrica Allrounder 370 A della serie ALLDRIVE della Arburg
i vantaggi dei “canali conFormati”
Paolo Betti, Product Manager di Microsystem S.r.l. (Calderara di Reno, BO).
[email protected] 30 02/07/13 16.33

31
Sta
mpi
lu
glio
20
13
EOS S.r.l. (Milano) è la filiale italiana della multinazionale tedesca EOS GmbH Electro Optical System, società di riferimento mondiale nella produzione di tecnologie additive a partire dalla fusione diretta di polveri, plastica o metallo. Vito Chinellato, direttore generale della filiale, osserva: «Il nostro apporto, all’interno dell’iniziativa “Dal progetto all’oggetto” è stato molto importante.
Più precisamente, abbiamo contribuito alla realizzazione di un tassello dello stampo non realizzabile attraverso le tecniche tradizionali, come la fresatura e l’elettroerosione, perché presenta un canale di raffreddamento, detto “conformato”, che ne segue il profilo. È stato possibile fabbricare questo tipo di componente solamente in maniera non convenzionale, cioè con l’utilizzo della tecnologia additiva».
Chinellato chiude con una considerazione di carattere generale: «In questo momento non si può non confermare che il momento non è dei migliori. Il mercato sta attraversando una fase davvero critica, ma noi speriamo che finalmente a breve possa esserci una ripresa e che le imprese tornino a investire».
Vito Chinellato, direttore generale di EOS S.r.l. (Milano)
taSSello con tecnologia additiva
fase di stampaggio è realizzata su una pressa elettrica Allrounder 370 A della serie ALLDRIVE della Arburg. Abbiamo scelto questo tipo di macchina perché consente di regolare in maniera molto precisa la forza di chiusura e ricalibrare automaticamente la forza di chiusura ad ogni ciclo, per compensare le dilatazioni termiche dello stampo. Essa ha movi-menti estremamente fluidi e con veloci-tà e permette di gestire dopo pressioni elevate con durata molto lunga rispetto alle macchine tradizionali». Per concludere, Adriano Carminati met-te in disparte l’aspetto tecnico per com-mentare l’attuale fase economica: «Il mercato italiano, dal punto di vista del numero di presse installate è al mini-mo storico, anche se bisogna dire che il settore della produzione di pezzi ad al-to contenuto tecnologico “regge” anco-ra, nonostante il peso della crisi. È per tale ragione che il 2012 è stato per noi anno di buona tenuta ed è per lo stes-so motivo che insistiamo su applicazio-ni ad alto valore aggiunto come quello che mostriamo, in cooperazione con al-tri partner, qui a Parma». ■
a 170°C e 70°C , gestiti dal termoregola-tore della SINGLE Temperature Controls e collegati alla macchina di stampaggio.Adriano Carminati, direttore generale di Arburg S.r.l. (Peschiera Borromeo, MI), filiale dell’omonima multinazionale tede-sca che produce presse a iniezione per lo stampaggio di materiali plastici, entra nel dettaglio: «Per far risaltare le poten-zialità dell’applicazione, qui a MECSPE abbiamo deciso di realizzare un pezzo “dimostrativo” in PC/ABS, cioè in poli-carbonato/acrilonitrile butadiene stirene, disegnato in modo da presentare appo-sitamente tutte le difficoltà tecniche di realizzazione e con una superficie di co-lore “nero pianoforte”». Le principali criticità nell’esecuzione di un pezzo del genere sono dovute al-la presenza dei fori, superando i quali i due fronti freddi si riuniscono, creando le classiche “linee di flusso” e “linee di giunzione”. Ulteriori difficoltà deriva-no dall’elevato grado di finitura che ri-
chiede la realizzazione di una superficie a specchio di colore “nero pianoforte”: «Tale finitura – riprende Carminati – non è ottenibile su materiale PC/ABS con un classico stampaggio a 80°C costan-ti, anzi, con un procedimento del gene-re otterremmo una superficie nettamen-te opaca e con evidenti linee di flusso». Altri elementi critici da considerare so-no le nervature, i “piedini” e i punti di variazione dello spessore, nei quali so-no frequenti i casi di “risucchio”. Car-minati: «La soluzione qui proposta, in-vece, riduce nettamente i fenomeni di risucchio. È importante precisare che il risultato sarebbe stato ottimale anche in presenza di un pezzo puramente fun-zionale, per esempio realizzato in “nylon caricato”, in cui non avremmo rilevato li-nee di flusso o di giunzione». Non è trascurabile il fatto che, grazie a tale soluzione, l’intera fase produttiva ri-sulta velocizzata, con un tempo ciclo pa-ri ad appena 55 secondi. Carminati: «La
«in italia il Settore della produzione di pezzi ad alto contenuto tecnologico “regge” ancora»
© RIPRODUZIONE RISERVATA
[email protected] 31 02/07/13 16.34