Vibrazioni_Normative e diagnostica
60
VIBRAZIONI NEI SISTEMI MECCANICI: VIBRAZIONI NEI SISTEMI MECCANICI: normative e principi di diagnostica. normative e principi di diagnostica. Mirko RINCHI Scopo: richiamo delle caratteristiche fondamentali delle vibrazioni ed elementi fondamentali di diagnostica
-
Upload
francesco-talini -
Category
Documents
-
view
126 -
download
1
Transcript of Vibrazioni_Normative e diagnostica
VIBRAZIONI NEI SISTEMI MECCANICI:VIBRAZIONI NEI SISTEMI MECCANICI:
normative e principi di diagnostica.normative e principi di diagnostica.Mirko RINCHI
Scopo: richiamo delle caratteristiche fondamentali delle vibrazioni ed elementi fondamentali di diagnostica
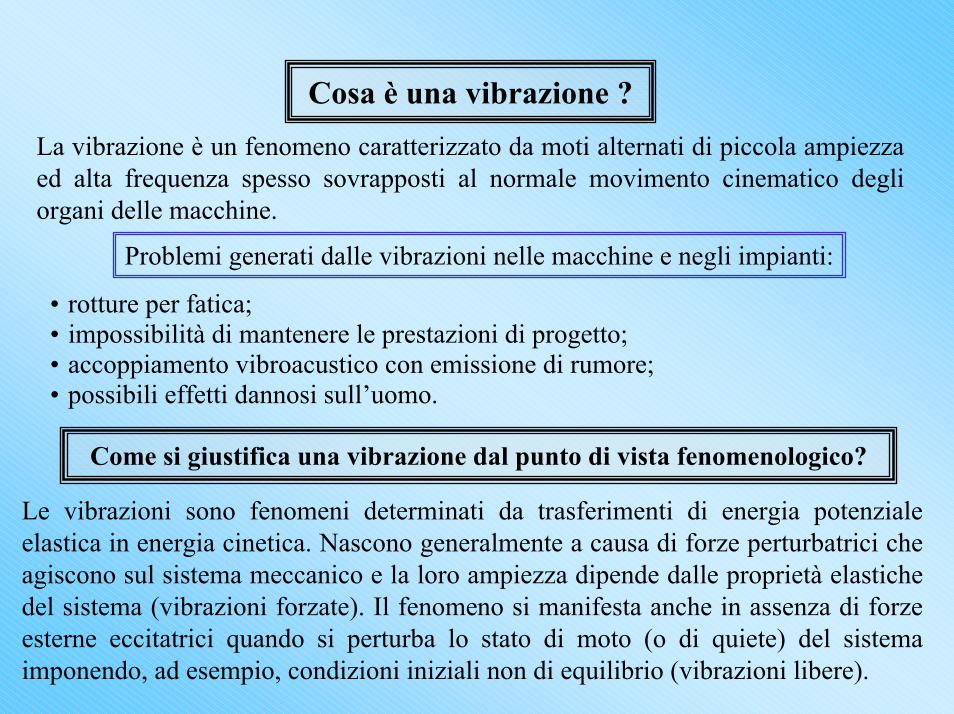
Cosa è una vibrazione ?La vibrazione è un fenomeno caratterizzato da moti alternati di piccola ampiezza ed alta frequenza spesso sovrapposti al normale movimento cinematico degli organi delle macchine.
Problemi generati dalle vibrazioni nelle macchine e negli impianti:
• rotture per fatica;• impossibilità di mantenere le prestazioni di progetto;• accoppiamento vibroacustico con emissione di rumore;• possibili effetti dannosi sull’uomo.
Come si giustifica una vibrazione dal punto di vista fenomenologico?
Le vibrazioni sono fenomeni determinati da trasferimenti di energia potenziale elastica in energia cinetica. Nascono generalmente a causa di forze perturbatrici che agiscono sul sistema meccanico e la loro ampiezza dipende dalle proprietà elastiche del sistema (vibrazioni forzate). Il fenomeno si manifesta anche in assenza di forze esterne eccitatrici quando si perturba lo stato di moto (o di quiete) del sistema imponendo, ad esempio, condizioni iniziali non di equilibrio (vibrazioni libere).
Vibrazioni libere e smorzamento
Sperimentalmente si osserva che in un sistema meccanico, a seguito di una perturbazione delle condizioni iniziali di quiete e in assenza di forzanti esterne, i fenomeni vibratori tendono ad attenuarsi più o meno rapidamente.Se nel sistema fossero presenti solo le forze elastiche e le forze d’inerzia, il decadimento dell’ampiezza dei fenomeni vibratori non si giustificherebbe (la forza elastica e quella d’inerzia sono entrambe forze conservative). Nella realtà sono presenti dei fenomeni dissipativi che, ad ogni ciclo di oscillazione, trasformano in energia termica o acustica, una quota parte dell’energia totale del sistema (inizialmente solo somma di quella elastica e di quella cinetica). Queste forze, che possono essere di diversa natura si chiamano forze smorzanti. La presenza delle forze smorzanti è importante anche nelle vibrazioni forzate perché limita l’ampiezza delle vibrazioni del sistema specie in corrispondenza delle frequenze di risonanza (senza smorzamenti questa sarebbe teoricamente infinita).
Come si affronta lo studio di un fenomeno vibratorio ?
Come tutti i fenomeni di interesse ingegneristico le vibrazioni meccaniche possono essere affrontate in via teorica o in via sperimentale.
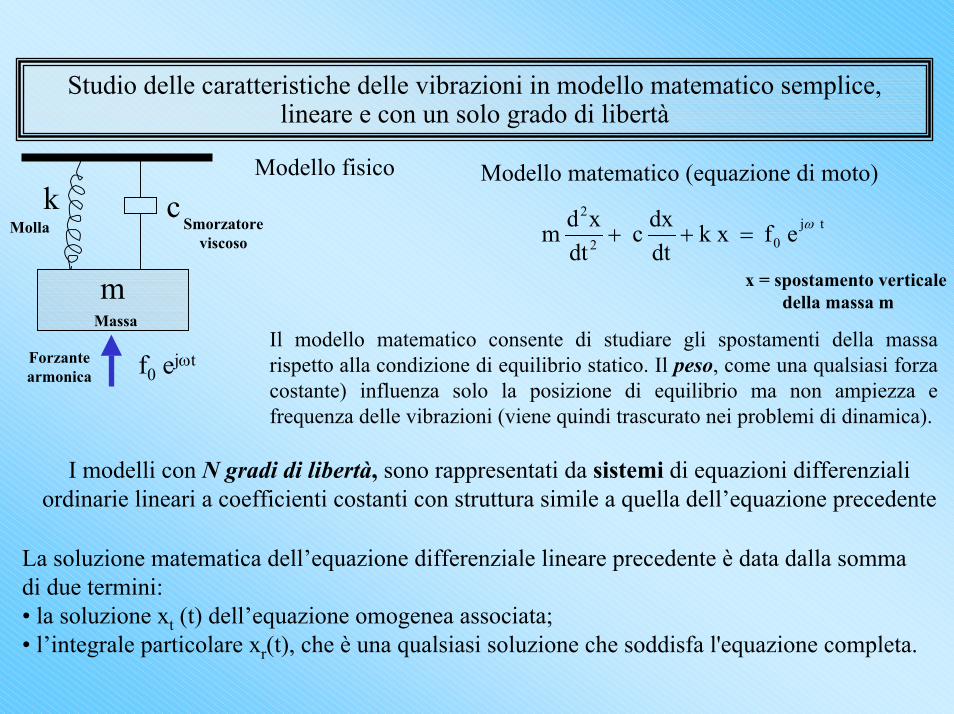
Studio delle caratteristiche delle vibrazioni in modello matematico semplice, lineare e con un solo grado di libertà
Modello fisico
e f k x dtdx c
dtxd m tj
02
2ω=++
Il modello matematico consente di studiare gli spostamenti della massa rispetto alla condizione di equilibrio statico. Il peso, come una qualsiasi forza costante) influenza solo la posizione di equilibrio ma non ampiezza e frequenza delle vibrazioni (viene quindi trascurato nei problemi di dinamica).
f0 ejωt
m
k cSmorzatore
viscosoMolla
Massa
Forzante armonica
Modello matematico (equazione di moto)
x = spostamento verticaledella massa m
I modelli con N gradi di libertà, sono rappresentati da sistemi di equazioni differenziali ordinarie lineari a coefficienti costanti con struttura simile a quella dell’equazione precedente
La soluzione matematica dell’equazione differenziale lineare precedente è data dalla somma di due termini:• la soluzione xt (t) dell’equazione omogenea associata;• l’integrale particolare xr(t), che è una qualsiasi soluzione che soddisfa l'equazione completa.
Nuovo PignoneTraining
g
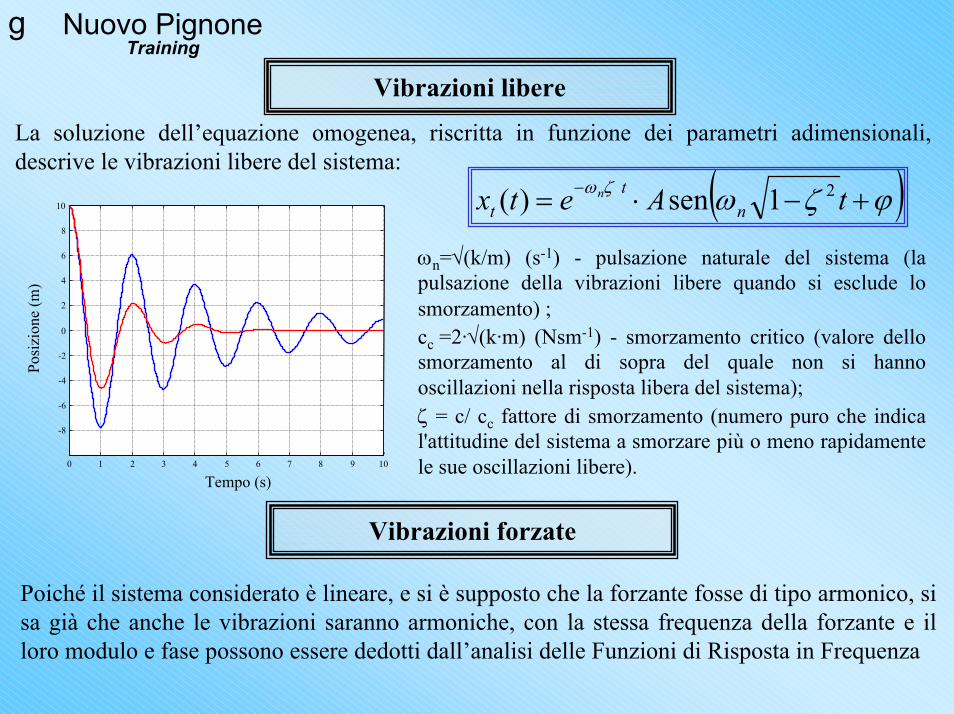
La soluzione dell’equazione omogenea, riscritta in funzione dei parametri adimensionali, descrive le vibrazioni libere del sistema:
( )ϕζωζω +−⋅= − tAetx nt
tn 21sen)(
ωn=√(k/m) (s-1) - pulsazione naturale del sistema (la pulsazione della vibrazioni libere quando si esclude lo smorzamento) ;cc =2·√(k·m) (Nsm-1) - smorzamento critico (valore dello smorzamento al di sopra del quale non si hanno oscillazioni nella risposta libera del sistema);ζ = c/ cc fattore di smorzamento (numero puro che indica l'attitudine del sistema a smorzare più o meno rapidamente le sue oscillazioni libere).0 1 2 3 4 5 6 7 8 9 10
-8
-6
-4
-2
0
2
4
6
8
10
Tempo (s)
Posi
zion
e (m
)
Vibrazioni libere
Vibrazioni forzate
Poiché il sistema considerato è lineare, e si è supposto che la forzante fosse di tipo armonico, si sa già che anche le vibrazioni saranno armoniche, con la stessa frequenza della forzante e il loro modulo e fase possono essere dedotti dall’analisi delle Funzioni di Risposta in Frequenza
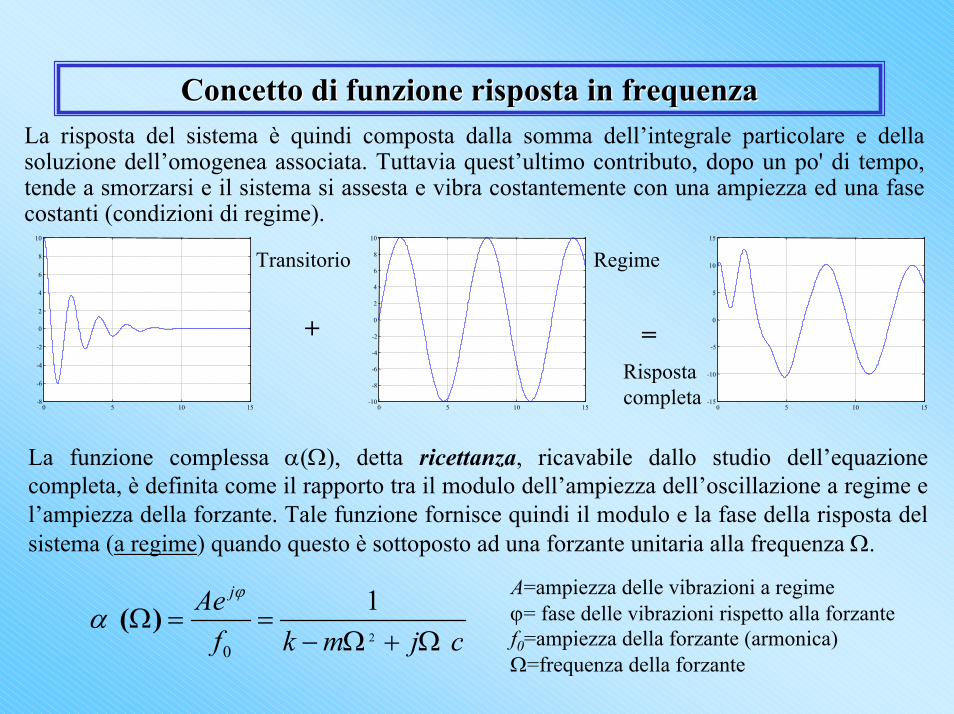
Concetto di funzione risposta in frequenzaConcetto di funzione risposta in frequenzaLa risposta del sistema è quindi composta dalla somma dell’integrale particolare e della soluzione dell’omogenea associata. Tuttavia quest’ultimo contributo, dopo un po' di tempo, tende a smorzarsi e il sistema si assesta e vibra costantemente con una ampiezza ed una fase costanti (condizioni di regime).
0 5 10 15-8
-6
-4
-2
0
2
4
6
8
10
0 5 10 15-10
-8
-6
-4
-2
0
2
4
6
8
10
0 5 10 15-15
-10
-5
0
5
10
15
+ =
Transitorio Regime
Risposta completa
La funzione complessa α(Ω), detta ricettanza, ricavabile dallo studio dell’equazione completa, è definita come il rapporto tra il modulo dell’ampiezza dell’oscillazione a regime e l’ampiezza della forzante. Tale funzione fornisce quindi il modulo e la fase della risposta del sistema (a regime) quando questo è sottoposto ad una forzante unitaria alla frequenza Ω.
A=ampiezza delle vibrazioni a regimeϕ= fase delle vibrazioni rispetto alla forzantef0=ampiezza della forzante (armonica)Ω=frequenza della forzante
cjmkfAe j
Ω+Ω−==Ω
2
1
0
ϕ
α )(
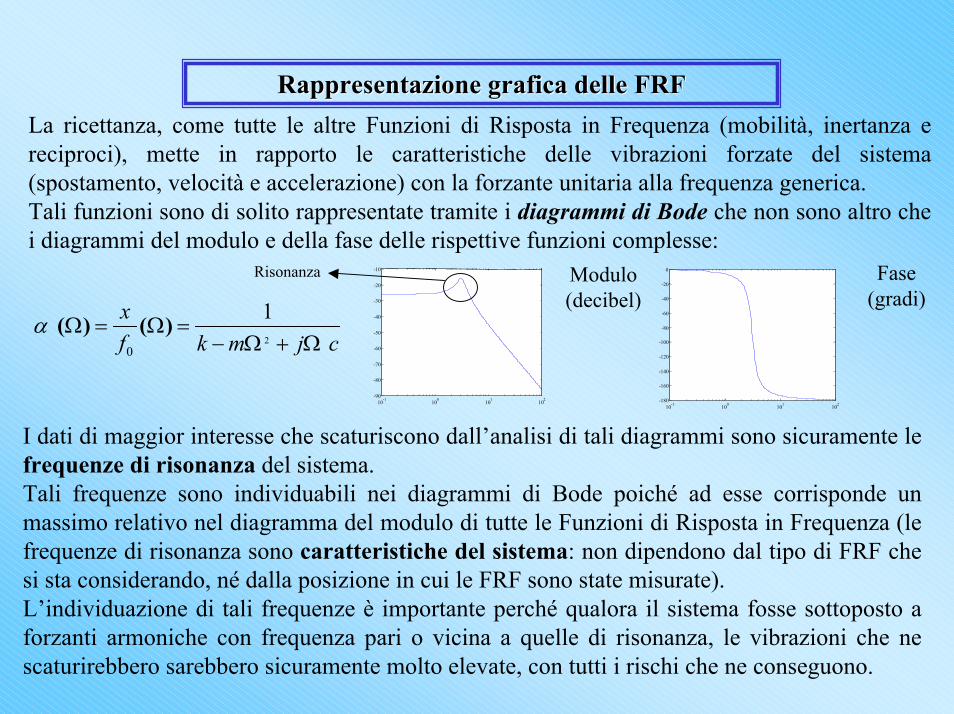
Rappresentazione grafica delle FRFRappresentazione grafica delle FRFLa ricettanza, come tutte le altre Funzioni di Risposta in Frequenza (mobilità, inertanza e reciproci), mette in rapporto le caratteristiche delle vibrazioni forzate del sistema (spostamento, velocità e accelerazione) con la forzante unitaria alla frequenza generica.Tali funzioni sono di solito rappresentate tramite i diagrammi di Bode che non sono altro che i diagrammi del modulo e della fase delle rispettive funzioni complesse:
cjmkfx
Ω+Ω−=Ω=Ω
2
1
0
)()(α
10-1 100 101 102-90
-80
-70
-60
-50
-40
-30
-20
-10
10-1 100 101 102-180
-160
-140
-120
-100
-80
-60
-40
-20
0Modulo(decibel)
Fase(gradi)
Risonanza
I dati di maggior interesse che scaturiscono dall’analisi di tali diagrammi sono sicuramente le frequenze di risonanza del sistema.Tali frequenze sono individuabili nei diagrammi di Bode poiché ad esse corrisponde un massimo relativo nel diagramma del modulo di tutte le Funzioni di Risposta in Frequenza (le frequenze di risonanza sono caratteristiche del sistema: non dipendono dal tipo di FRF che si sta considerando, né dalla posizione in cui le FRF sono state misurate).L’individuazione di tali frequenze è importante perché qualora il sistema fosse sottoposto a forzanti armoniche con frequenza pari o vicina a quelle di risonanza, le vibrazioni che ne scaturirebbero sarebbero sicuramente molto elevate, con tutti i rischi che ne conseguono.
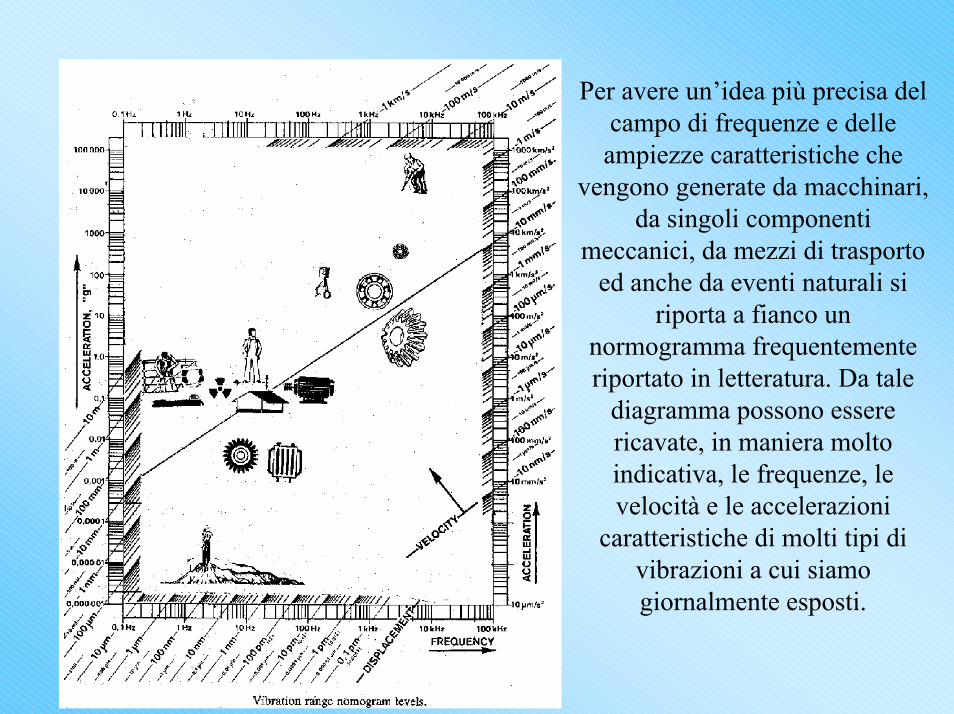
Per avere un’idea più precisa del campo di frequenze e delle ampiezze caratteristiche che
vengono generate da macchinari, da singoli componenti
meccanici, da mezzi di trasporto ed anche da eventi naturali si
riporta a fianco un normogramma frequentemente riportato in letteratura. Da tale
diagramma possono essere ricavate, in maniera molto indicativa, le frequenze, le velocità e le accelerazioni
caratteristiche di molti tipi di vibrazioni a cui siamo giornalmente esposti.
Impulsi e vibrazioniDal punto di vista pratico, quando si parla di vibrazioni, si usa distinguere le vibrazioni propriamente dette dagli impulsi (o shock). Molti macchinari sono sottoposti a test per verificarne il comportamento sia di tipo vibratorio che di tipo impulsivo. In generale si parla di shock quando un macchinario è sottoposto ad una forma di eccitazione meccanica di durata relativamente breve. Viceversa si parla di vibrazioni, quando l’eccitazione è di lunga durata. Se le vibrazioni hanno proprietà statistiche (medie) che non variano nel tempo, queste vengono dette di tipo stazionario. Tuttavia anche quando le proprietà statistiche delle vibrazioni non consentano di classificarle come stazionarie, se la velocità con cui queste proprietà variano è relativamente bassa le tecniche e gli strumenti di misura possono essere molto simili (se non identici) a quelli che si utilizzano nel caso stazionario. In tutti i casi che non rientrano nelle casistiche precedenti si parla in generale di shock.In effetti non esiste un criterio rigido che consenta di distinguere le vibrazioni dagli shock. Dal punto di vista pratico si definisce spesso shock una eccitazione di tipo transiente la cui durata è comparabile o inferiore al tempo di risposta (o di decadimento) della risposta all’impulso del sistema.Tale definizione è comunque da ritenersi relativamente semplicistica in quanto, dal punto di vista meccanico, sarebbe più corretto definire come eccitazione impulsiva o shock un fenomeno transitorio il cui contenuto in frequenza sia sufficientemente ampio, in relazione al sistema in analisi, da eccitare tutti i principali modi di vibrazione del sistema.
StandardsStandards e criteri di valutazione per le vibrazioni dei macchinarie criteri di valutazione per le vibrazioni dei macchinari
In relazione al tipo di vibrazioni a cui sono soggetti, i macchinari possono essere suddivisi in 4 categorie:
•Macchine alternative con componenti sia alternativi che rotativi (motori diesel e alcuni tipi di compressori e pompe): le vibrazioni sono misurate sulla struttura principale e quelle più interessanti sono in genere localizzate alle basse frequenze;•Macchine rotative con rotori rigidi (alcuni tipi di motori elettrici, pompe lente e a singolo stadio): le vibrazioni sono misurate sulla struttura principale in prossimità dei supporti e queste sono indicative delle forze generate dal moto del rotore (specialmente a causa dello sbilanciamento);•Macchine rotative con rotori flessibili (generatori elettrici con turbine a vapore, pompe e compressori multi-stadio): in questi casi tali macchine, nella fase di accelerazione per il raggiungimento della velocità operativa, attraversano più velocità critiche e il rotore vibra con modi diversi.Le vibrazioni misurate sulla struttura principale non sono più indicative delle vibrazioni del rotore (le vibrazioni misurate sui supporti possono essere piccole mentre il rotore può vibrare con grosse ampiezze, tali da comprometterne la funzionalità). In tali casi è necessario misurare direttamente le vibrazioni dell’albero;•Macchine rotative con rotori quasi-flessibili (turbine a vapore a bassa pressione, compressori assiali): in tali macchine vi sono rotori speciali in cui le vibrazioni misurate in prossimità dei supporti sono indicative delle vibrazioni dell’albero.
Classificazione del livello di vibrazione di un macchinarioClassificazione del livello di vibrazione di un macchinario
La classificazione del livello di vibrazione non è unica. Varia con il tipo di standard adottato, con il range di frequenza e con altri fattori. Neanche la grandezza di osservazione è univocamente accettata: i parametri che possono essere presi in considerazione sono l’ampiezza della vibrazione, la sua velocità o la sua accelerazione.•Per le vibrazioni nel campo di frequenze tra 10 e 1000 Hz, la velocità di vibrazione è il parametro di gran lunga più utilizzato. •Per vibrazioni di tipo puramente armonico, sia il valore di picco che il valore medio quadratico (definito nella pagina seguente) sono indicativi del livello di vibrazione.•Per vibrazioni di tipo più complesso i due indici darebbero indicazioni discordanti (per velocità di rotazione da 600 a 12000 rpm - 10÷200 Hz- solo il valore medio quadratico della velocità di vibrazione risulta indicativo del livello di vibrazione).
Per tale motivo la International Standard Organisation (ISO) ha introdotto come parametro di misura del livello di vibrazione il ‘vibration severity’.Tale parametro è definito come il più alto valore quadratico medio della velocità di vibrazione nel range di frequenza da 10 a 1000 Hz, misurato sul macchinario in punti prefissati.Tali misure sono generalmente triassiali in corrispondenza dei supporti o del basamento.
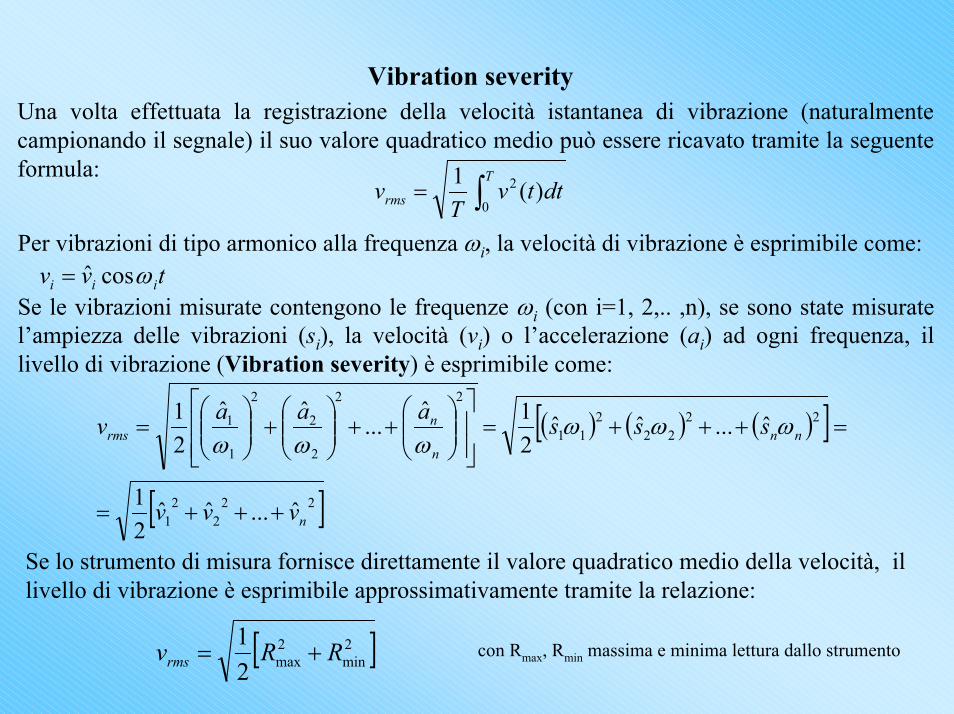
Vibration severityUna volta effettuata la registrazione della velocità istantanea di vibrazione (naturalmente campionando il segnale) il suo valore quadratico medio può essere ricavato tramite la seguente formula:
∫=T
rms dttvT
v
0
2 )(1
Per vibrazioni di tipo armonico alla frequenza ωi, la velocità di vibrazione è esprimibile come:tvv iii ωcosˆ=
Se le vibrazioni misurate contengono le frequenze ωi (con i=1, 2,.. ,n), se sono state misurate l’ampiezza delle vibrazioni (si), la velocità (vi) o l’accelerazione (ai) ad ogni frequenza, il livello di vibrazione (Vibration severity) è esprimibile come:
( ) ( ) ( )[ ]
[ ]222
21
2222
211
22
2
2
2
1
1
ˆ...ˆˆ21
ˆ...ˆˆ21ˆ
...ˆˆ
21
n
nnn
nrms
vvv
sssaaav
+++=
=+++=
++
+
= ωωω
ωωω
Se lo strumento di misura fornisce direttamente il valore quadratico medio della velocità, il livello di vibrazione è esprimibile approssimativamente tramite la relazione:
[ ]2min
2max2
1 RRvrms += con Rmax, Rmin massima e minima lettura dallo strumento
Macchine rotanti con rotori rigidiLo standard ISO 2372 si riferisce a macchine rotanti con velocità tra i 10 e 200 rps caratterizzati da rotori sia rigidi che flessibili a condizione che le misure di vibrazioni in prossimità dei supporti siano indicative delle vibrazioni del rotore.Il livello di vibrazione definito in precedenza si applica al range di frequenze comprese almeno tra il 30 ed il 300% della frequenza di rotazione del rotore (coprendo sia le frequenze tipiche delle eccitazioni sincrone -sbilanciamento- che le loro principali armoniche e le principali asincrone - whirl del rotore).
I componenti di tale tipo sono inoltre suddivisi in 4 classi:Classe I - Singoli componenti collegati integralmente al macchinario completo nelle normali condizioni operative (motori elettrici fino a 15 kW);Classe II - Macchine di media taglia (motori elettrici da 15 a 75 kW e motori fino a 300 kW su basamenti speciali )Classe III - Motori di grandi dimensioni montati su basamenti pesanti e rigidi;Classe IV - Motori di grandi dimensioni montati su basamenti relativamente elastici (flessibili) o strutture di tipo leggero.
Il livello di vibrazione è suddiviso in 4 intervalli classificati con le lettere da A (buono) a D (inaccettabile) in ordine crescente di importanza.Il range di livello di vibrazioni deve essere scelto dall’utente sulla base di considerazioni che riguardano:•il tipo e la taglia del macchinario;•il tipo di servizio che deve assicurare;•il tipo di basamento•gli effetti che le vibrazioni possono provocare sul personale, sugli strumenti e sui macchinari vicini.
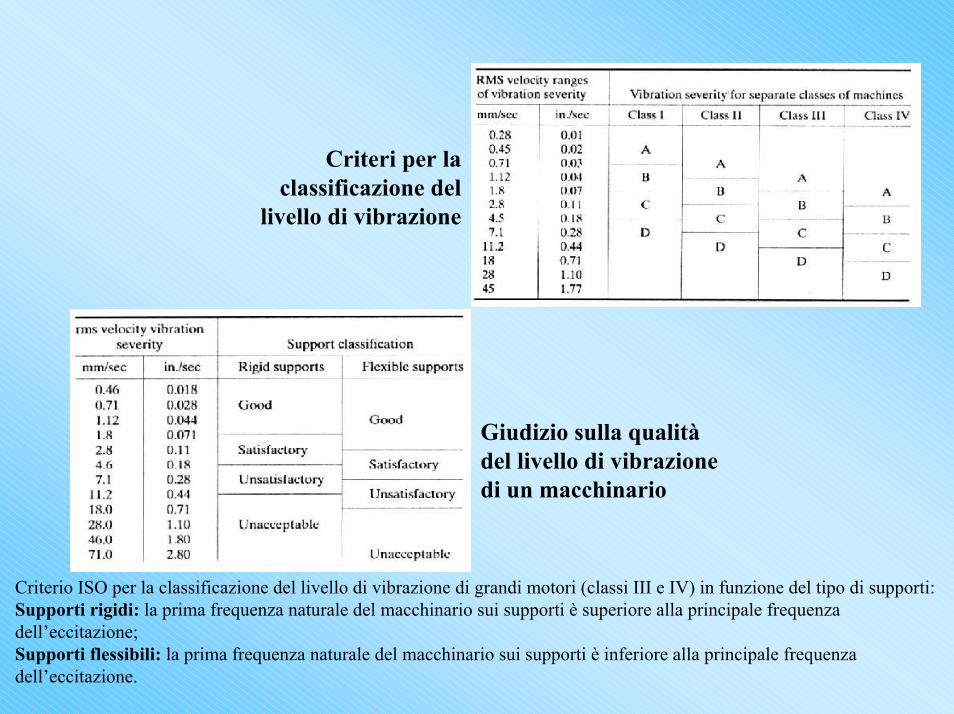
Criteri per la classificazione del
livello di vibrazione
Giudizio sulla qualità del livello di vibrazione di un macchinario
Criterio ISO per la classificazione del livello di vibrazione di grandi motori (classi III e IV) in funzione del tipo di supporti:Supporti rigidi: la prima frequenza naturale del macchinario sui supporti è superiore alla principale frequenza dell’eccitazione;Supporti flessibili: la prima frequenza naturale del macchinario sui supporti è inferiore alla principale frequenza dell’eccitazione.
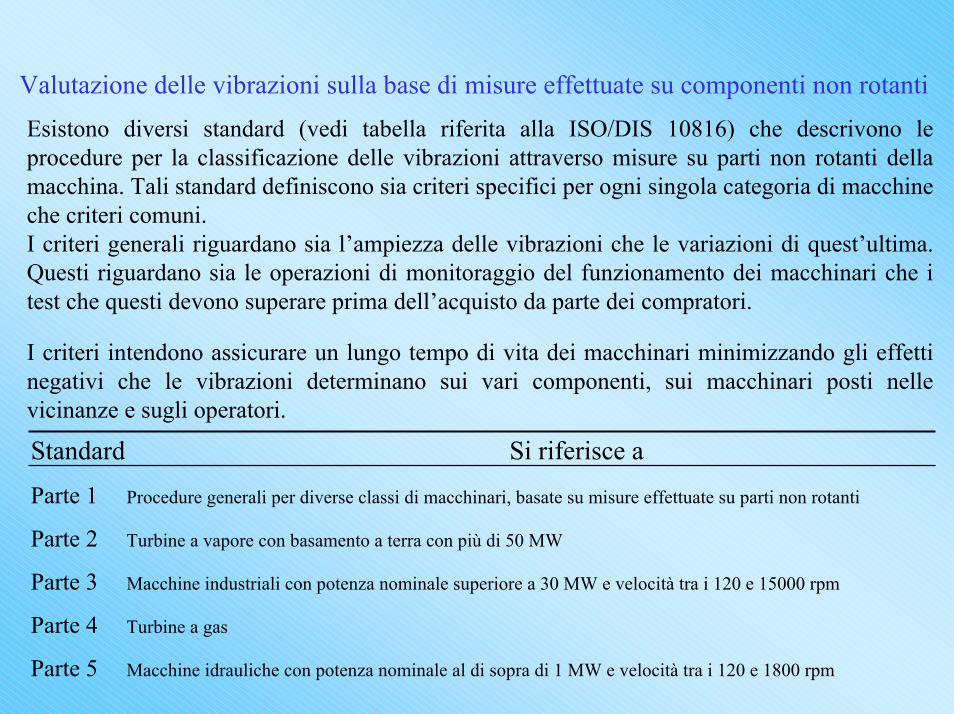
Valutazione delle vibrazioni sulla base di misure effettuate su componenti non rotanti Esistono diversi standard (vedi tabella riferita alla ISO/DIS 10816) che descrivono le procedure per la classificazione delle vibrazioni attraverso misure su parti non rotanti della macchina. Tali standard definiscono sia criteri specifici per ogni singola categoria di macchine che criteri comuni.I criteri generali riguardano sia l’ampiezza delle vibrazioni che le variazioni di quest’ultima. Questi riguardano sia le operazioni di monitoraggio del funzionamento dei macchinari che i test che questi devono superare prima dell’acquisto da parte dei compratori.
I criteri intendono assicurare un lungo tempo di vita dei macchinari minimizzando gli effetti negativi che le vibrazioni determinano sui vari componenti, sui macchinari posti nelle vicinanze e sugli operatori.
Standard Si riferisce a
Parte 1 Procedure generali per diverse classi di macchinari, basate su misure effettuate su parti non rotanti
Parte 2 Turbine a vapore con basamento a terra con più di 50 MW
Parte 3 Macchine industriali con potenza nominale superiore a 30 MW e velocità tra i 120 e 15000 rpm
Parte 4 Turbine a gas
Parte 5 Macchine idrauliche con potenza nominale al di sopra di 1 MW e velocità tra i 120 e 1800 rpm
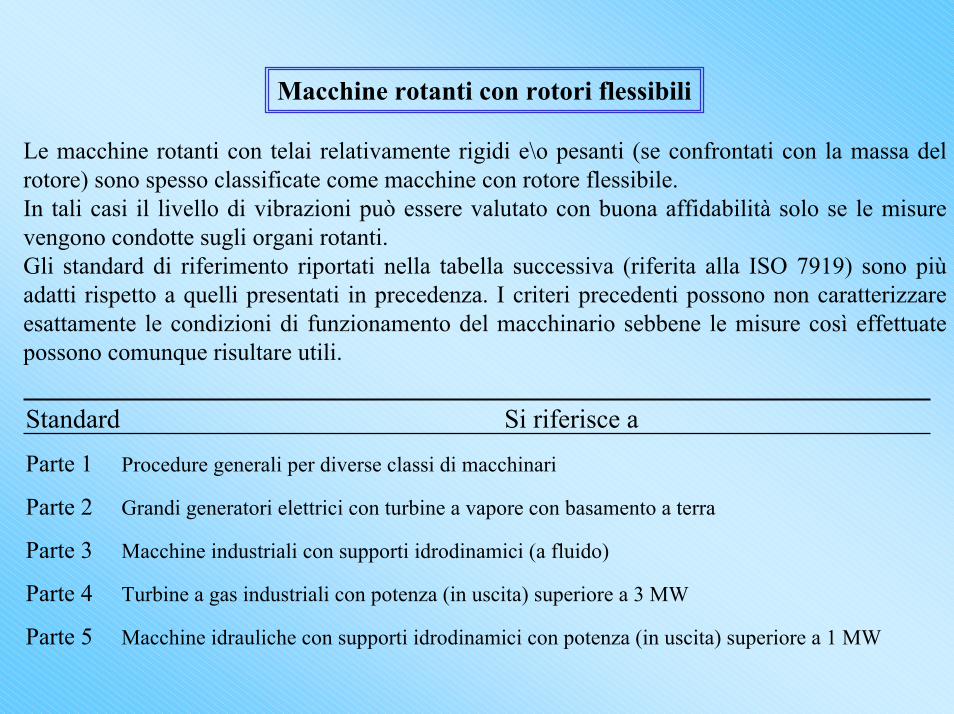
Macchine rotanti con rotori flessibili
Le macchine rotanti con telai relativamente rigidi e\o pesanti (se confrontati con la massa del rotore) sono spesso classificate come macchine con rotore flessibile.In tali casi il livello di vibrazioni può essere valutato con buona affidabilità solo se le misure vengono condotte sugli organi rotanti.Gli standard di riferimento riportati nella tabella successiva (riferita alla ISO 7919) sono più adatti rispetto a quelli presentati in precedenza. I criteri precedenti possono non caratterizzare esattamente le condizioni di funzionamento del macchinario sebbene le misure così effettuate possono comunque risultare utili.
Standard Si riferisce a
Parte 1 Procedure generali per diverse classi di macchinari
Parte 2 Grandi generatori elettrici con turbine a vapore con basamento a terra
Parte 3 Macchine industriali con supporti idrodinamici (a fluido)
Parte 4 Turbine a gas industriali con potenza (in uscita) superiore a 3 MW
Parte 5 Macchine idrauliche con supporti idrodinamici con potenza (in uscita) superiore a 1 MW
Macchine alternativeLo standard ISO/DIS 10816 stabilisce le procedure e indirizza le misure e la classificazione delle vibrazioni meccaniche sulle macchine alternative di potenza al di sopra di 1 MW. Tale standard fa riferimento alle vibrazioni misurate sulle parti fisse del macchinario.Le vibrazioni misurate danno solo una parziale indicazione delle sollecitazioni e dello stato di vibrazione dei componenti interni del macchinario (ad esempio: le vibrazioni torsionali di un rotore non possono essere individuate tramite la misura delle vibrazioni in prossimità dei supporti). In tali macchinari i danni più frequenti causati dalle vibrazioni si verificano sui componenti ausiliari e sui loro collegamenti al macchinario (scambiatori di calore, pompe,…) sulle tubature e sugli strumenti di misura (termometri e misuratori di pressione).
Riduttori e moltiplicatoriLo standard ISO/WD 8579-2 stabilisce le procedure per la misura delle vibrazioni su ruotismi. Lo standard si riferisce al ruotismo che opera in condizioni nominali di velocità, carico e temperatura e in presenza di lubrificazione ottimale. Le misure su riduttori con supporti a film d’olio devono riguardare:•Vibrazioni dell’asse (gli spostamenti rispetto alla cassa vengono misurati con sonde di prossimità);•Vibrazioni dei supporti (misure triassiali con strumenti posizionati in prossimità dei supporti).Viene indicato un sistema di classificazione dei riduttori (e moltiplicatori) sulla base dell’ampiezza e delle velocità di vibrazione degli alberi rispetto alla cassa.Le vibrazioni generate dai riduttori variano, anche in maniera consistente, in funzione della tipologia degli ingranaggi, delle dimensioni e del tipo di servizio che devono assicurare.
(Si ricorda, a titolo di esempio, che le ruote dentate elicoidali sono una minore fonte di vibrazioni rispetto a ruote a denti diritti con le stesse dimensioni)
Compressori centrifughi per aria e gasUno standard per le vibrazioni di tali componenti è stato proposto dalla Compressed Air and Gas Institute. Questo riguarda in particolare i compressori centrifughi ed assiali sia singolo che multistadio in linea operanti a velocità fino a 15000 rpm. In tale standard si valuta che le variazioni dell’ampiezza delle vibrazioni sono più indicative dell’ampiezza assoluta delle vibrazioni stesse. Ogni cambiamento significativo dell’ampiezza delle vibrazioni nelle medesime condizioni operative dovrebbe portare all’arresto del compressore ed una accurata ricerca delle cause di tale variazione. In tali macchinari è quindi indispensabile un monitoraggio continuo delle vibrazioni.
PompeUno standard per i limiti accettabili delle vibrazioni delle pompe orizzontali è proposto dall’Idraulic Institute. Tali limiti sono applicabili nelle seguenti condizioni di funzionamento:•Le pompe devono funzionare in assenza di cavitazione e di separazione;•I condotti di aspirazione devono assicurare alla pompa una portata regolare;•I condotti devono essere collegati alla pompa senza introdurre ulteriori sollecitazioni sulla pompa;•Gli alberi di collegamento devono essere posizionati in maniera ottimale.Se le vibrazioni misurate superano i limiti stabiliti, devono essere analizzate procedendo per esclusione tutte le possibili correzioni.Anche in questo caso, più dell’ampiezza assoluta delle vibrazioni, devono essere tenute in considerazione le variazioni entro un appropriato intervallo di osservazione.Possono infatti essere ritenute accettabili anche vibrazioni che superano i limiti stabiliti, ma che si mantengono costanti per un notevole arco temporale e se le vibrazioni non producono danneggiamenti sui supporti (ampliamenti dei giochi e aumento delle emissioni acustiche).
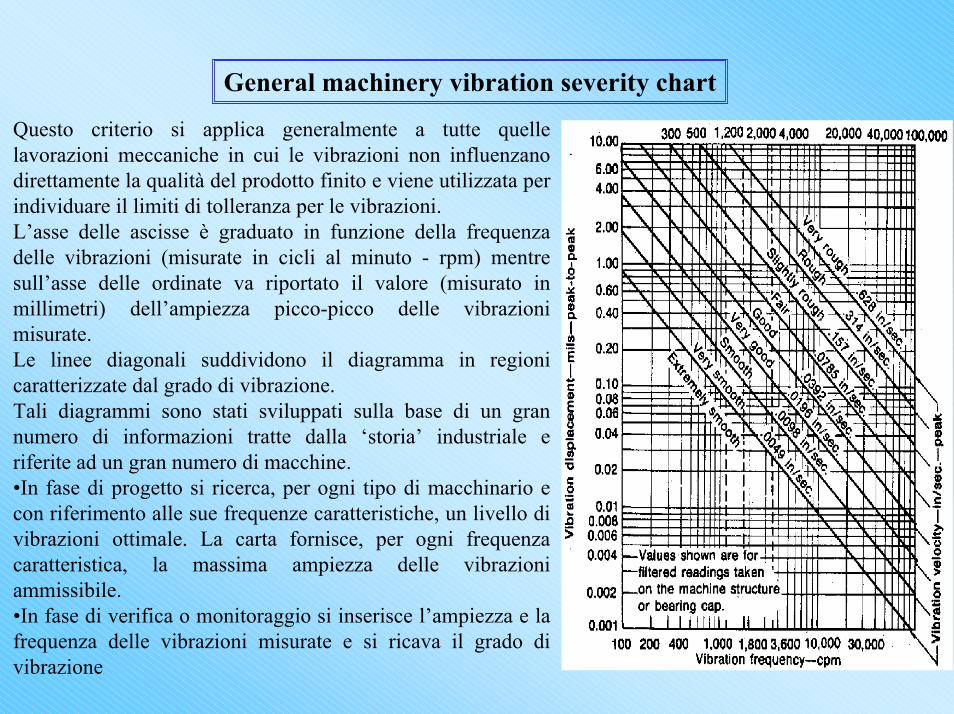
General machinery vibration severity chart
Questo criterio si applica generalmente a tutte quelle lavorazioni meccaniche in cui le vibrazioni non influenzano direttamente la qualità del prodotto finito e viene utilizzata per individuare il limiti di tolleranza per le vibrazioni.L’asse delle ascisse è graduato in funzione della frequenza delle vibrazioni (misurate in cicli al minuto - rpm) mentre sull’asse delle ordinate va riportato il valore (misurato in millimetri) dell’ampiezza picco-picco delle vibrazioni misurate.Le linee diagonali suddividono il diagramma in regioni caratterizzate dal grado di vibrazione.Tali diagrammi sono stati sviluppati sulla base di un gran numero di informazioni tratte dalla ‘storia’ industriale e riferite ad un gran numero di macchine.•In fase di progetto si ricerca, per ogni tipo di macchinario e con riferimento alle sue frequenze caratteristiche, un livello di vibrazioni ottimale. La carta fornisce, per ogni frequenza caratteristica, la massima ampiezza delle vibrazioni ammissibile.•In fase di verifica o monitoraggio si inserisce l’ampiezza e la frequenza delle vibrazioni misurate e si ricava il grado di vibrazione
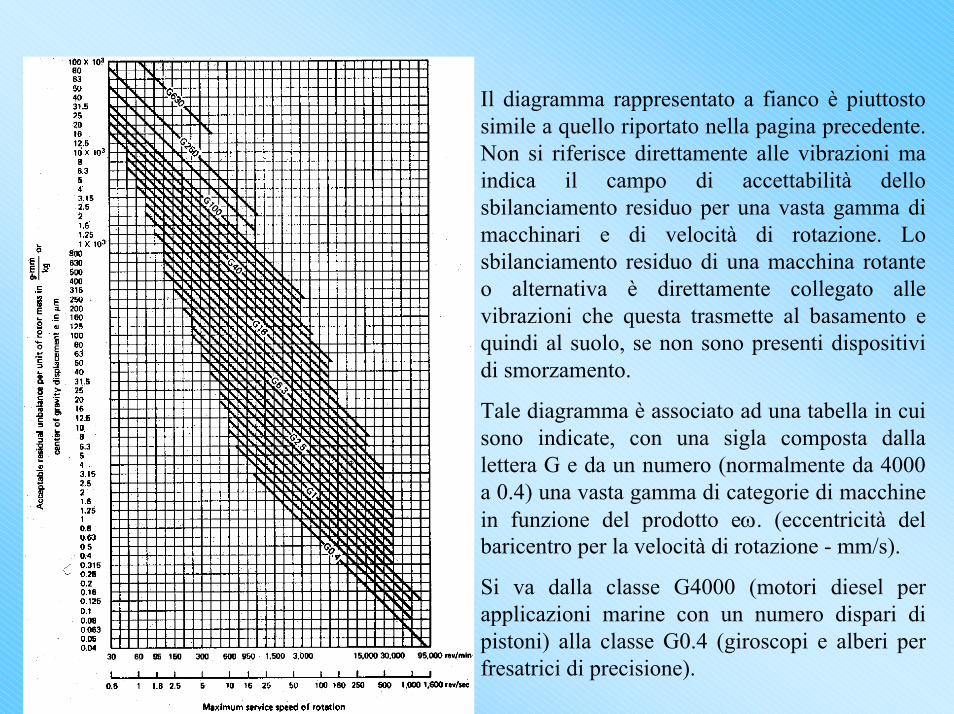
Il diagramma rappresentato a fianco è piuttosto simile a quello riportato nella pagina precedente. Non si riferisce direttamente alle vibrazioni ma indica il campo di accettabilità dello sbilanciamento residuo per una vasta gamma di macchinari e di velocità di rotazione. Lo sbilanciamento residuo di una macchina rotante o alternativa è direttamente collegato alle vibrazioni che questa trasmette al basamento e quindi al suolo, se non sono presenti dispositivi di smorzamento.
Tale diagramma è associato ad una tabella in cui sono indicate, con una sigla composta dalla lettera G e da un numero (normalmente da 4000 a 0.4) una vasta gamma di categorie di macchine in funzione del prodotto eω. (eccentricità del baricentro per la velocità di rotazione - mm/s).
Si va dalla classe G4000 (motori diesel per applicazioni marine con un numero dispari di pistoni) alla classe G0.4 (giroscopi e alberi per fresatrici di precisione).
Monitoraggio delle vibrazioniUn semplice segnale di vibrazione rilevato in una direzione ed in una posizione qualsiasi non è un buon indicatore dello stato di salute o di funzionamento di un macchinario. Innanzitutto è bene ricordare che una vibrazione è una grandezza vettoriale nello spazio tridimensionale. Una misura delle vibrazioni, per essere indicativa, deve essere effettuata in punti che devono essere attentamente selezionati ed il segnale misurato deve essere scomposto nelle sue componenti fondamentali. I supporti sono in molti casi le posizioni migliori per misurare le vibrazioni di un macchinario. E’ proprio in tali punti che i principali carichi dinamici e le forze eccitatrici sono applicate ed inoltre, spesso, i cuscinetti sono proprio gli elementi più critici dell’intera macchina. In generale quindi le misure dovrebbero essere effettuate in corrispondenza, o almeno in prossimità, di ognuno dei cuscinetti presenti.Le misure, in teoria, dovrebbero essere di tipo triassiale. Specialmente per quanto riguarda le macchine rotanti, si ritengono sufficienti due sole misure in corrispondenza di ogni cuscinetto: • se le vibrazioni assiali sono di limitata entità, si effettuano due misure in due direzioni normali all’asse del cuscinetto (di solito quelle verticale ed orizzontale, per tener conto dell’effetto della gravità nei cuscini a fluido); • se le vibrazioni assiali non sono trascurabili, si effettuano due misure, una in direzione radiale e l’altra nella direzione assiale in cui si presume (da calcoli analitici o da precedenti misure) che le vibrazioni siano maggiori.Dallo spettro del segnale vibratorio possono essere individuate molte componenti in frequenza che possono facilmente essere associate ad una determinata sorgente si vibrazione. Altre frequenze possono non essere associate facilmente ad una sorgente specifica (l’innesco di fenomeni vibratori può essere determinato anche a causa di forzanti di piccolissima entità ma caratterizzati da frequenze prossime a quelle di risonanza del macchinario). Inoltre, anche nelle macchine cicliche, molte delle forzanti sono di tipo periodico, ma non puramente sinusoidali: In questo caso, oltre alla frequenza fondamentale si riscontra la presenza di tutte le armoniche.
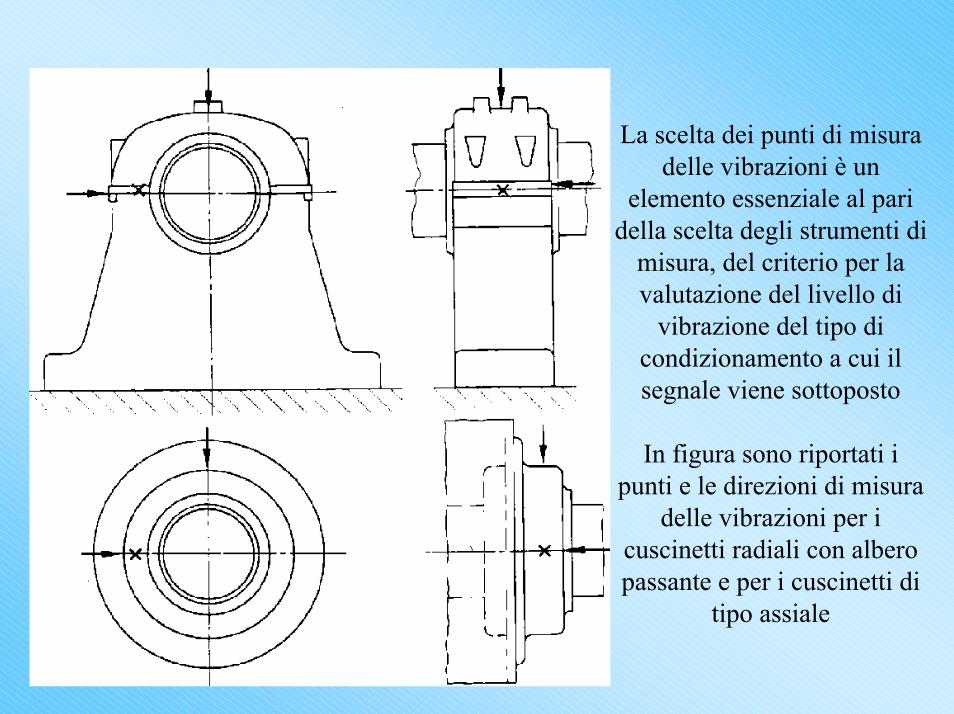
La scelta dei punti di misura delle vibrazioni è un
elemento essenziale al pari della scelta degli strumenti di
misura, del criterio per la valutazione del livello di
vibrazione del tipo di condizionamento a cui il segnale viene sottoposto
In figura sono riportati i punti e le direzioni di misura
delle vibrazioni per i cuscinetti radiali con albero passante e per i cuscinetti di
tipo assiale
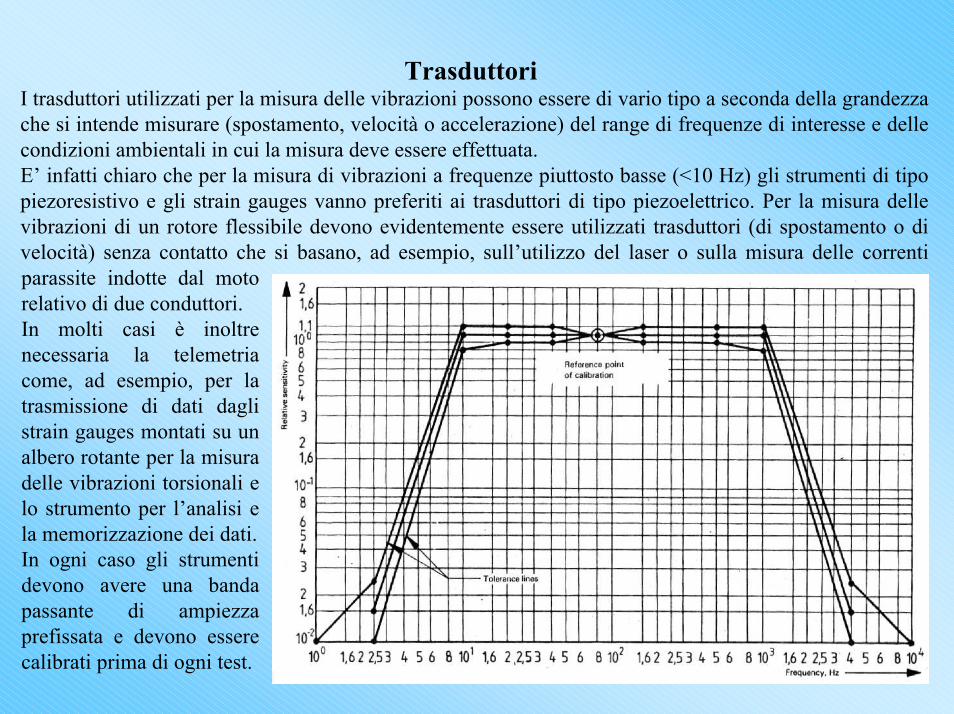
TrasduttoriI trasduttori utilizzati per la misura delle vibrazioni possono essere di vario tipo a seconda della grandezza che si intende misurare (spostamento, velocità o accelerazione) del range di frequenze di interesse e delle condizioni ambientali in cui la misura deve essere effettuata. E’ infatti chiaro che per la misura di vibrazioni a frequenze piuttosto basse (<10 Hz) gli strumenti di tipopiezoresistivo e gli strain gauges vanno preferiti ai trasduttori di tipo piezoelettrico. Per la misura delle vibrazioni di un rotore flessibile devono evidentemente essere utilizzati trasduttori (di spostamento o di velocità) senza contatto che si basano, ad esempio, sull’utilizzo del laser o sulla misura delle correntiparassite indotte dal moto relativo di due conduttori.In molti casi è inoltre necessaria la telemetria come, ad esempio, per la trasmissione di dati daglistrain gauges montati su un albero rotante per la misura delle vibrazioni torsionali e lo strumento per l’analisi e la memorizzazione dei dati.In ogni caso gli strumenti devono avere una banda passante di ampiezza prefissata e devono essere calibrati prima di ogni test.
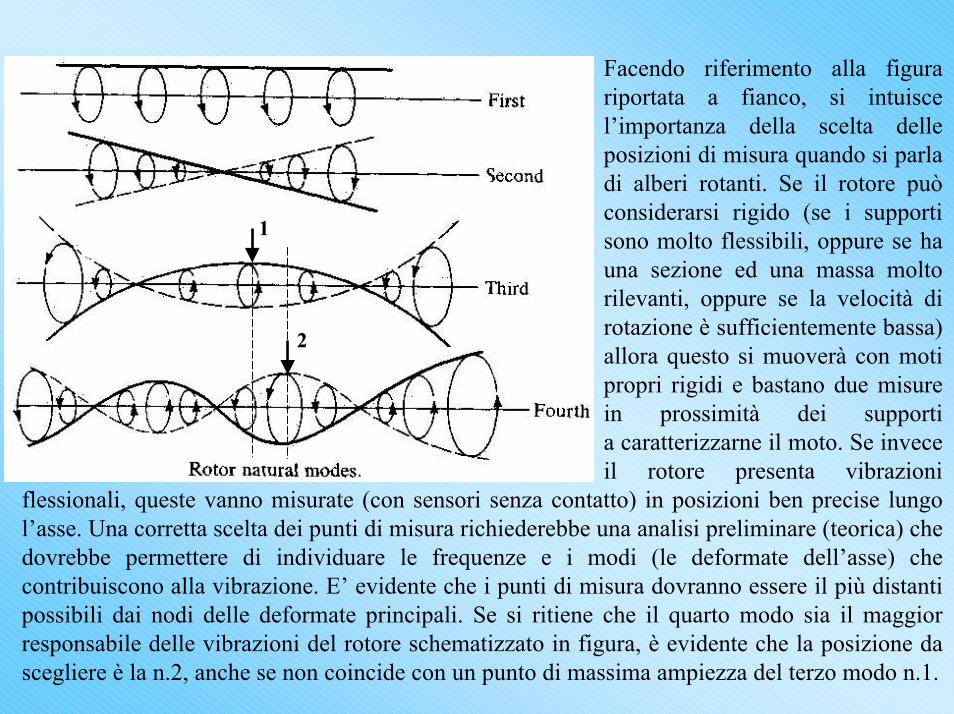
Facendo riferimento alla figura riportata a fianco, si intuisce l’importanza della scelta delle posizioni di misura quando si parla di alberi rotanti. Se il rotore può considerarsi rigido (se i supporti sono molto flessibili, oppure se ha una sezione ed una massa molto rilevanti, oppure se la velocità di rotazione è sufficientemente bassa) allora questo si muoverà con moti propri rigidi e bastano due misure in prossimità dei supportia caratterizzarne il moto. Se invece il rotore presenta vibrazioni
flessionali, queste vanno misurate (con sensori senza contatto) in posizioni ben precise lungo l’asse. Una corretta scelta dei punti di misura richiederebbe una analisi preliminare (teorica) che dovrebbe permettere di individuare le frequenze e i modi (le deformate dell’asse) che contribuiscono alla vibrazione. E’ evidente che i punti di misura dovranno essere il più distanti possibili dai nodi delle deformate principali. Se si ritiene che il quarto modo sia il maggior responsabile delle vibrazioni del rotore schematizzato in figura, è evidente che la posizione da scegliere è la n.2, anche se non coincide con un punto di massima ampiezza del terzo modo n.1.
1
2
Spettro in frequenza tipico delle vibrazioni di un macchinario (signature)
I motori a combustione interna, le pompe, le valvole i cuscini a rotolamento sono degli organi che, in condizioni operative generano vibrazioni con degli spettri tipici. Tali organi possono essere suddivisi in tre principali classi:•Macchine cicliche (motori e sistemi di trasmissione)•Generatori di vibrazioni e rumore di flusso (pompe e caldaie)•generatori di vibrazioni transienti (interruttori)
Le macchine cicliche producono suoni e vibrazioni che si ripetono senza troppe variazioni in un certo intervallo di tempo. Lo spettro in frequenza caratteristico di questi segnali viene utilizzato con successo allo scopo di monitorare (anche in maniera continua) il funzionamento dei macchinari. I segnali che vengono registrati durante il funzionamento dei motori, in prossimità dei cuscinetti oppure sulla scatola dei riduttori contengono una notevole quantità di informazioni.Se si danneggia un pistone, un cuscinetto od un albero, è evidente che le vibrazioni generate durante il funzionamento subiscono dei mutamenti. Tuttavia, dall’analisi nel dominio del tempo dei segnali di spostamento, velocità ed accelerazione, spesso tali mutamenti sono mascherati dalla presenza di molte altre componenti. La semplice misura del livello di vibrazione globale può quindi trarre in inganno.Le tecniche dell’analisi in frequenza sono state sviluppate per evidenziare in maniera selettiva quella parte del segnale che si ritiene possa essere sintomo inequivocabile di un malfunzionamento. Tali tecniche non permettono solo di verificare delle ipotesi sulla genesi dei fenomeni vibratori ma, in molti casi, sono in grado di indirizzare la ricerca di danni di cui non si conosce a priori l’origine.
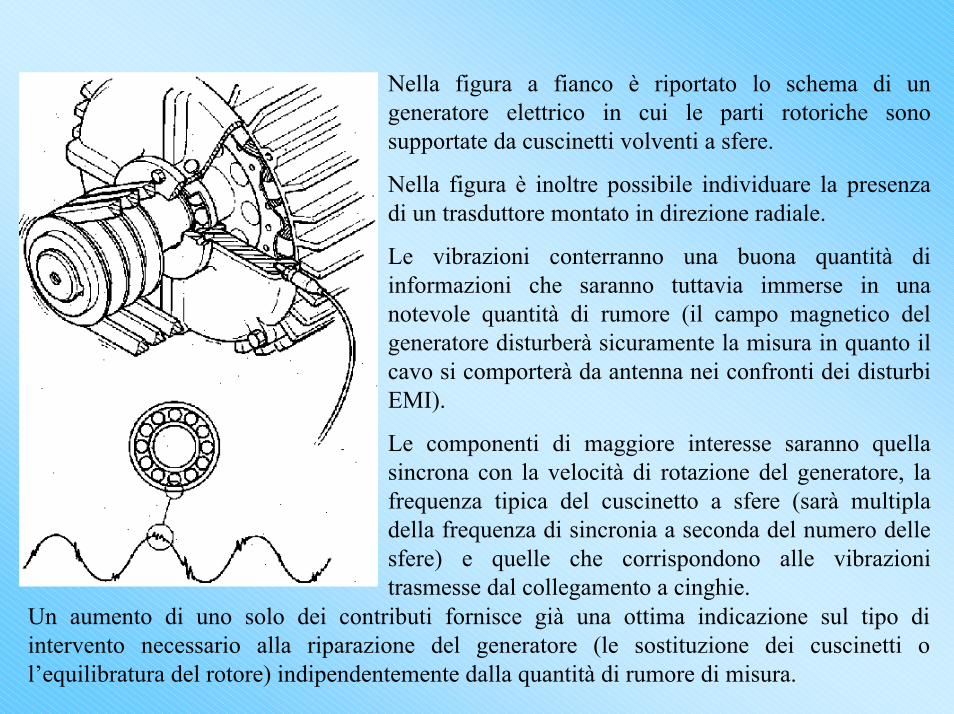
Nella figura a fianco è riportato lo schema di un generatore elettrico in cui le parti rotoriche sono supportate da cuscinetti volventi a sfere.
Nella figura è inoltre possibile individuare la presenza di un trasduttore montato in direzione radiale.
Le vibrazioni conterranno una buona quantità di informazioni che saranno tuttavia immerse in una notevole quantità di rumore (il campo magnetico del generatore disturberà sicuramente la misura in quanto il cavo si comporterà da antenna nei confronti dei disturbi EMI).
Le componenti di maggiore interesse saranno quella sincrona con la velocità di rotazione del generatore, la frequenza tipica del cuscinetto a sfere (sarà multipla della frequenza di sincronia a seconda del numero delle sfere) e quelle che corrispondono alle vibrazioni trasmesse dal collegamento a cinghie.
Un aumento di uno solo dei contributi fornisce già una ottima indicazione sul tipo di intervento necessario alla riparazione del generatore (le sostituzione dei cuscinetti o l’equilibratura del rotore) indipendentemente dalla quantità di rumore di misura.
Livello critico di vibrazioneI limiti massimi per i livelli di vibrazione accettabili per i vari macchinari a volte sono fissati sulla base di considerazioni empiriche e sull’esperienza, ma spesso anche sulla base di considerazioni ed analisi di tipo scientifico.E’ di esperienza comune che la rottura di un macchinario è generalmente preceduta (nel 90% dei casi) da un aumento del livello di vibrazione, qualunque fosse il valore assoluto prima dell’evento. E’ inoltre evidente che tutti i macchinari sono soggetti a vibrazioni, indipendentemente dalla qualità del progetto e dell’assemblaggio. La pratica industriale ha messo in evidenza che vi è un buon accordo tra lo spettro in frequenza delle emissioni vibratorie caratteristiche di un dato macchinario e le sue condizioni di funzionamento.
Spesso si confronta con un monitoraggio continuo lo spettro in frequenza delle vibrazioni generate dal macchinario con uno spettro di riferimento allo scopo di individuare, nel tempo, eventuali variazioni. Le variazioni sono spesso più significative dei livelli in valore assoluto.
• Normalmente vengono considerate non significative variazioni dell’ampiezza di vibrazione, in corrispondenza delle frequenze caratteristiche del macchinario, al di sotto del 100% del valore nominale (se il modulo almeno non raddoppia, le variazioni sono considerate insignificanti);• La derivata delle variazioni dell’ampiezza delle frequenze caratteristiche viene considerata un parametro ancora più significativo del loro valore assoluto. Quando tale parametro assume valori oltre un certo livello, si verifica che i macchinari tendono esponenzialmente alla rottura.
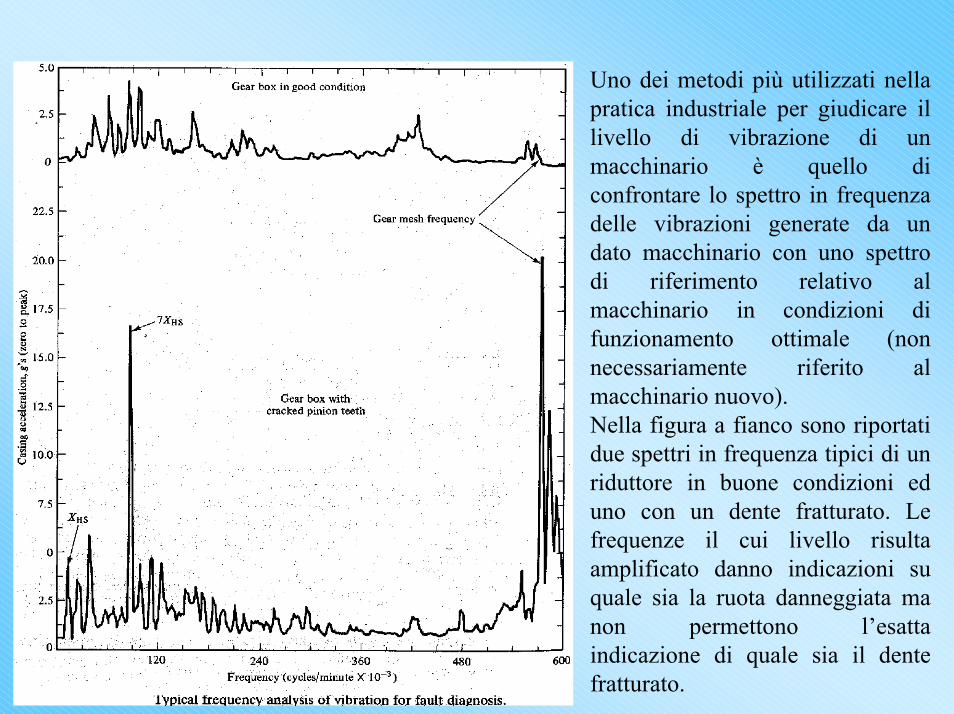
Uno dei metodi più utilizzati nella pratica industriale per giudicare il livello di vibrazione di un macchinario è quello di confrontare lo spettro in frequenza delle vibrazioni generate da un dato macchinario con uno spettro di riferimento relativo al macchinario in condizioni di funzionamento ottimale (non necessariamente riferito al macchinario nuovo).Nella figura a fianco sono riportati due spettri in frequenza tipici di un riduttore in buone condizioni ed uno con un dente fratturato. Le frequenze il cui livello risulta amplificato danno indicazioni su quale sia la ruota danneggiata ma non permettono l’esatta indicazione di quale sia il dente fratturato.
Nuovo PignoneTraining
gElaborazione dei segnali (signal processing)
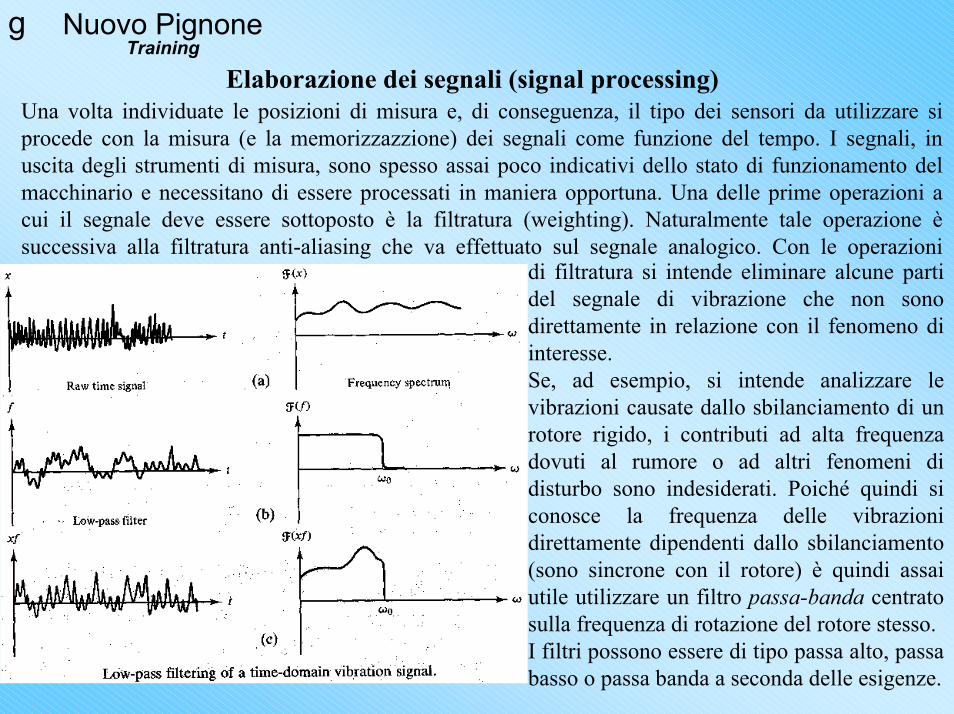
Una volta individuate le posizioni di misura e, di conseguenza, il tipo dei sensori da utilizzare si procede con la misura (e la memorizzazzione) dei segnali come funzione del tempo. I segnali, in uscita degli strumenti di misura, sono spesso assai poco indicativi dello stato di funzionamento del macchinario e necessitano di essere processati in maniera opportuna. Una delle prime operazioni a cui il segnale deve essere sottoposto è la filtratura (weighting). Naturalmente tale operazione è successiva alla filtratura anti-aliasing che va effettuato sul segnale analogico. Con le operazioni
di filtratura si intende eliminare alcune parti del segnale di vibrazione che non sono direttamente in relazione con il fenomeno di interesse.Se, ad esempio, si intende analizzare le vibrazioni causate dallo sbilanciamento di un rotore rigido, i contributi ad alta frequenza dovuti al rumore o ad altri fenomeni di disturbo sono indesiderati. Poiché quindi si conosce la frequenza delle vibrazioni direttamente dipendenti dallo sbilanciamento (sono sincrone con il rotore) è quindi assai utile utilizzare un filtro passa-banda centrato sulla frequenza di rotazione del rotore stesso.I filtri possono essere di tipo passa alto, passa basso o passa banda a seconda delle esigenze.
Operazioni di media sui segnali temporali
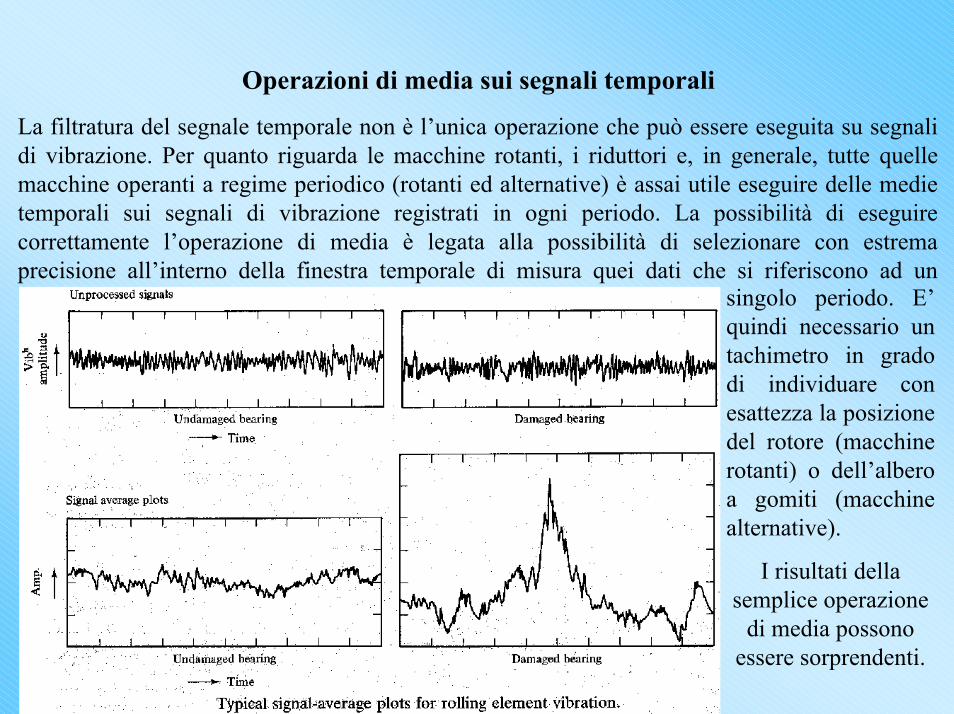
La filtratura del segnale temporale non è l’unica operazione che può essere eseguita su segnali di vibrazione. Per quanto riguarda le macchine rotanti, i riduttori e, in generale, tutte quelle macchine operanti a regime periodico (rotanti ed alternative) è assai utile eseguire delle medie temporali sui segnali di vibrazione registrati in ogni periodo. La possibilità di eseguire correttamente l’operazione di media è legata alla possibilità di selezionare con estrema precisione all’interno della finestra temporale di misura quei dati che si riferiscono ad un
singolo periodo. E’ quindi necessario un tachimetro in grado di individuare con esattezza la posizione del rotore (macchine rotanti) o dell’albero a gomiti (macchine alternative).
I risultati della semplice operazione
di media possono essere sorprendenti.
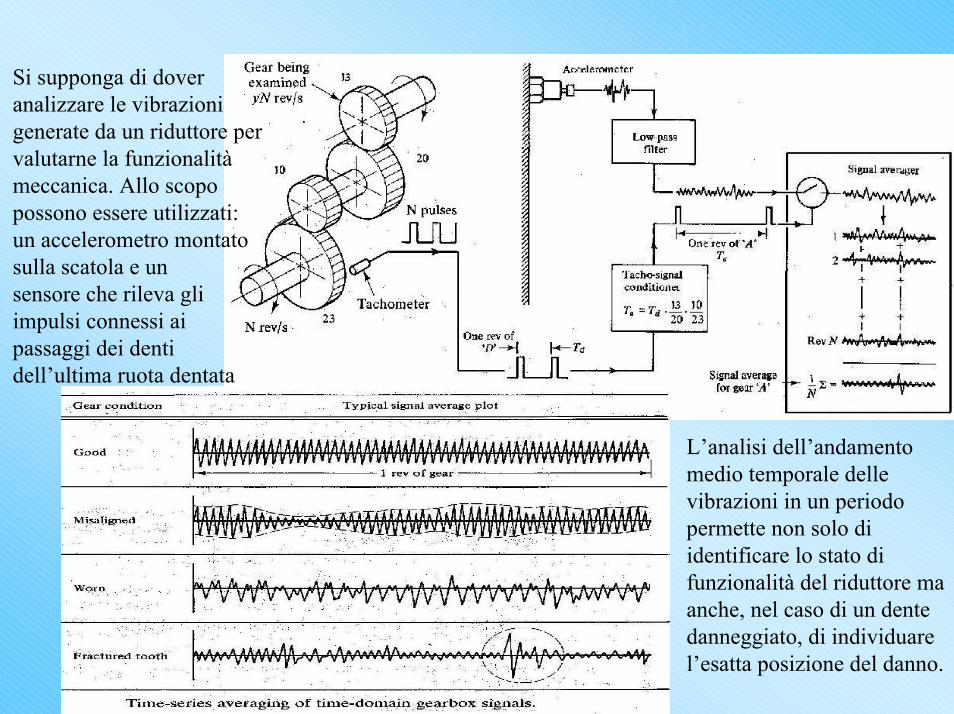
Si supponga di dover analizzare le vibrazioni generate da un riduttore per valutarne la funzionalità meccanica. Allo scopo possono essere utilizzati: un accelerometro montato sulla scatola e unsensore che rileva gli impulsi connessi ai passaggi dei denti dell’ultima ruota dentata
L’analisi dell’andamento medio temporale delle vibrazioni in un periodo permette non solo di identificare lo stato di funzionalità del riduttore ma anche, nel caso di un dente danneggiato, di individuare l’esatta posizione del danno.
Nuovo PignoneTraining
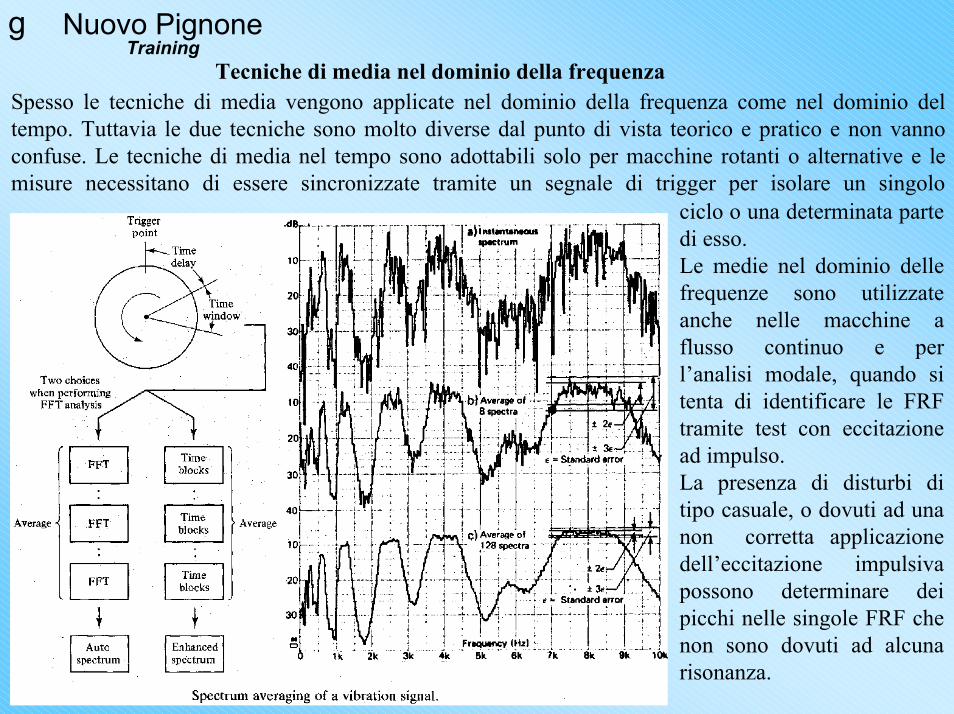
gTecniche di media nel dominio della frequenza
Spesso le tecniche di media vengono applicate nel dominio della frequenza come nel dominio del tempo. Tuttavia le due tecniche sono molto diverse dal punto di vista teorico e pratico e non vanno confuse. Le tecniche di media nel tempo sono adottabili solo per macchine rotanti o alternative e le misure necessitano di essere sincronizzate tramite un segnale di trigger per isolare un singolo
ciclo o una determinata parte di esso.Le medie nel dominio delle frequenze sono utilizzate anche nelle macchine a flusso continuo e per l’analisi modale, quando si tenta di identificare le FRF tramite test con eccitazione ad impulso.La presenza di disturbi di tipo casuale, o dovuti ad una non corretta applicazione dell’eccitazione impulsiva possono determinare dei picchi nelle singole FRF che non sono dovuti ad alcuna risonanza.
Altri criteri ed osservazioni sulle vibrazioni generate da un macchinarioE’ oramai quasi universalmente accettato che:•il livello di vibrazione alle basse frequenze è proporzionale all’ampiezza delle vibrazioni (x0); •il livello di vibrazione alle medie frequenze è proporzionale alla velocità delle vibrazioni (jωx0); •il livello di vibrazione alle alte frequenze è proporzionale all'accelerazione delle vibrazioni (-ω2x0).In effetti c’è minore accordo sulle frequenze che delimitano i campi di applicazione dei diversi criteri. Tuttavia, come già detto, nel range di frequenze di interesse per la maggior parte delle applicazioni meccaniche la velocità viene considerata il miglior indicatore dello stato di salute del macchinario. Tale indicazione può essere intuitivamente motivata dal fatto che i potenziali danni al macchinario derivanti dalle vibrazioni sono correlati alla quantità di energia cinetica dissipata che, nell’ipotesi di smorzamento viscoso, è proporzionale alla velocità.Tuttavia il rispetto di una soglia massima del livello di vibrazioni, seppur misurato nella maniera più opportuna, variabile con la tipologia del macchinario e con il tipo di servizio che questo deve assicurare, non è l’unico criterio valido per la valutazione delle vibrazioni.
Effetti sull’uomoUn criterio spesso dimenticato è generalmente indicato come criterio psicologico. Vi sono infatti livelli di vibrazione che possono essere strutturalmente accettati, ma che possono provocare disagio o addirittura danni agli operatori. Livelli di vibrazioni anche relativamente bassi, ma in corrispondenza di alcune frequenze di risonanza proprie degli organi del corpo umano, possono determinare rilevanti sintomatologie. La maggior parte delle frequenze proprie degli organi interni, della cassa toracica e del collegamento testa-tronco ricadono nell’intervallo 4-10 Hz. Va quindi posta molta cura alla limitazione delle emissioni vibratorie a tali frequenze.
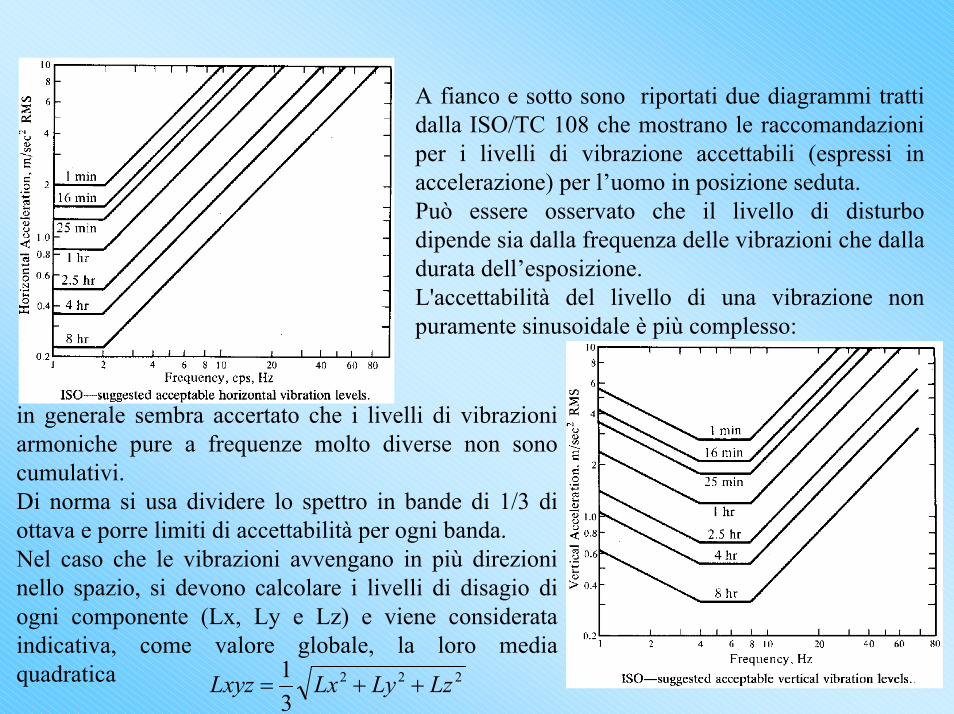
in generale sembra accertato che i livelli di vibrazioni armoniche pure a frequenze molto diverse non sono cumulativi.Di norma si usa dividere lo spettro in bande di 1/3 di ottava e porre limiti di accettabilità per ogni banda.Nel caso che le vibrazioni avvengano in più direzioni nello spazio, si devono calcolare i livelli di disagio di ogni componente (Lx, Ly e Lz) e viene considerata indicativa, come valore globale, la loro media quadratica 222
31 LzLyLxLxyz ++=
A fianco e sotto sono riportati due diagrammi tratti dalla ISO/TC 108 che mostrano le raccomandazioni per i livelli di vibrazione accettabili (espressi in accelerazione) per l’uomo in posizione seduta.Può essere osservato che il livello di disturbo dipende sia dalla frequenza delle vibrazioni che dalla durata dell’esposizione.L'accettabilità del livello di una vibrazione non puramente sinusoidale è più complesso:
Tipologie di test meccaniciI test di tipo meccanico per la verifica del livello di vibrazioni generate da un macchinario possono essere classificati in varie categorie, sia in funzione dello scopo che del tipo di eccitazione a cui il sistema meccanico viene sottoposto.Dal punto di vista dello scopo che i test si propongono, questi possono essere suddivisi in:•test per lo sviluppo (sono di solito condotti nelle prime fasi della progettazione come strumento della progettazione stessa - spesso si limitano all’individuazione delle frequenze di risonanza)•test di qualifica (sono normalmente una prima verifica delle specifiche di progetto eseguite su prototipi) •test di accettazione (sono i test che si eseguono subito prima della vendita di un prodotto per verificare le specifiche di progetto e la bontà dei materiali - per i macchinari di grossa taglia e limitate produzioni, il test viene ripetuto su ogni prodotto, per piccoli macchinari prodotti in serie di solito i test sono a campione) •test di screening (con tali test si cerca normalmente di provocare volontariamente i danneggiamenti che possono verificarsi durante l’esercizio per lunghi periodi - lo scopo è quello di determinare e correggere le cause di danneggiamenti non subitanei ma comunque in tempi inferiori al tempo di vita dichiarato del macchinario)•test di affidabilità (questi test vengono condotti su prodotti in serie di vasta scala e sono condotti su campioni molto ampi - sono effettuati per verificare o determinare l'affidabilità espressa come tempo medio di rottura oppure tempo medio tra le rotture oppure percentuale di rotture (in un dato intervallo) •test per l’incremento dell’affidabilità (tali test sono simili ai precedenti ma sono condotti su pochi prototipi - servono ad individuare e quindi ad eliminare le cause più frequenti di rottura)
Ciascuno di questi test può essere effettuato con tecniche mono o tri-assiali
I test meccanici si distinguono anche per il tipo di eccitazione. Principalmente l’eccitazione può essere classificata in monofrequenza (sinusoidale) o multifrequenza.L’eccitazione monofrequenza (o sinusoidale) viene utilizzata per simulare gli effetti di vibrazioni periodiche introdotte da macchine rotanti a velocità costante. Tale tecnica non viene normalmente utilizzata per la determinazione delle frequenze di risonanza di un macchinario in quanto tale analisi richiederebbe un numero piuttosto elevato di test (compiuti ognuno a frequenza differente) in cui il macchinario deve essere portato in condizioni di funzionamento a regime. L’eccitazione multifrequenza può essere ottenuta con diversi tipi di forzante:•forzante impulsiva: teoricamente un impulso perfetto ha un contenuto in frequenza infinito e quindi, con un’unica prova, è possibile determinare automaticamente le FRF e quindi le frequenze di risonanza.•forzante random: un segnale random ha un contenuto in frequenza teoricamente infinito. In realtà la maggior parte degli eccitatori è in grado di generare rumori di tale tipo ma solo di tipoGaussiano (con una distribuzione in frequenza di tipo ‘a campana’). Tale tipo di eccitazione è comunque accettata in quasi tutti i test di affidabilità, di qualifica e in molti di accettazione.•sweep in frequenza: una forzante di tale tipo può essere descritta, in maniera molto semplice, come un segnale armonico la cui frequenza è variabile linearmente con il tempo con una prefissata velocità tra due valori prefissati. Tale segnale ha un contenuto in frequenza limitato ma consente l’individuazione delle FRF e delle frequenza naturali ‘a tratti’, ovvero variando progressivamente la frequenza iniziale e quella finale dello sweep.
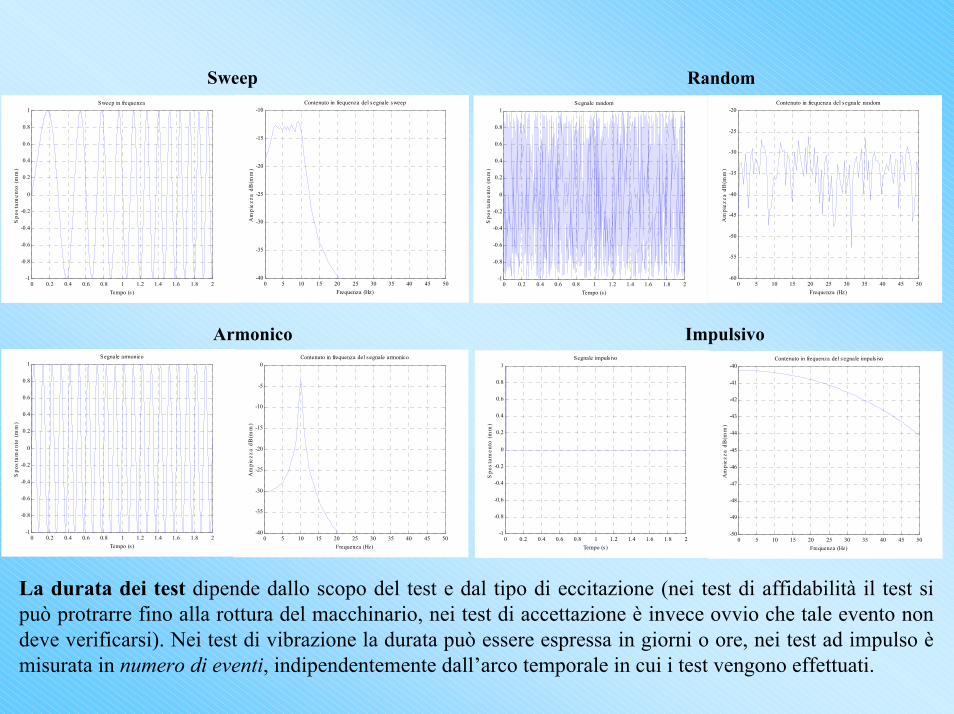
Sweep Random
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1Sweep in frequenza
Tempo (s )
Spo
stam
ento
(m
m)
0 5 10 15 20 25 30 35 40 45 50-40
-35
-30
-25
-20
-15
-10Contenuto in frequenza del segnale sweep
Frequenza (Hz)
Am
piez
za d
B(m
m)
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1Segnale random
Tempo (s )
Spo
stam
ento
(m
m)
0 5 10 15 20 25 30 35 40 45 50-60
-55
-50
-45
-40
-35
-30
-25
-20Contenuto in frequenza del segnale random
Frequenza (Hz)
Am
piez
za d
B(m
m)
Armonico Impulsivo
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1Segnale armonico
Tempo (s )
Spo
stam
ento
(m
m)
0 5 10 15 20 25 30 35 40 45 50-40
-35
-30
-25
-20
-15
-10
-5
0Contenuto in frequenza del s egnale armonico
Frequenza (Hz)
Am
piez
za d
B(m
m)
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1Segnale impuls ivo
Tempo (s )
Spo
stam
ento
(m
m)
0 5 10 15 20 25 30 35 40 45 50-50
-49
-48
-47
-46
-45
-44
-43
-42
-41
-40Contenuto in frequenza del s egnale impuls ivo
Frequenza (Hz)
Am
piez
za d
B(m
m)
La durata dei test dipende dallo scopo del test e dal tipo di eccitazione (nei test di affidabilità il test si può protrarre fino alla rottura del macchinario, nei test di accettazione è invece ovvio che tale evento non deve verificarsi). Nei test di vibrazione la durata può essere espressa in giorni o ore, nei test ad impulso è misurata in numero di eventi, indipendentemente dall’arco temporale in cui i test vengono effettuati.
Alcune considerazioni tratte dallo standard API 616Gas Turbines for Refinery Service
Nelle pagine successive verranno presentati alcuni tra i punti più significativi dello standard API che si riferiscono alle vibrazioni di una turbina a gas e, più in generale, alle specifiche ed ai test che tali macchinari devono soddisfare.Alcuni dei requisiti di tali macchinari non si riferiscono direttamente alle vibrazioni, ma possono essere utili per la comprensione di quanto sia delicata la fase di progettazione.Le turbine a gas a cui lo Standard si riferisce devono essere costruite per avere un tempo di vita al minimo di 20 anni (in servizio). Devono essere inoltre assicurati almeno 3 anni di servizio continuo ininterrotto. Devono essere previste delle ispezioni periodiche in ogni sezione della turbina per verificare il rispetto delle precedenti specifiche; le ispezioni dovranno essere distanziate di almeno 8000 ore operative (circa un anno, con un servizio di 24h su 24).Il campo di variabilità della velocità di rotazione della turbina deve essere specificato ovvero, se viene fornito un solo valore, deve essere compreso almeno tra l’80 e il 105% del valore dichiarato.Le turbine devono essere costruite per fornire un servizio ininterrotto erogando la massima potenza e devono consentire rapidi avviamenti a freddo.Le emissioni sonore devono mantenersi entro i limiti stabiliti dalle normative sul rumore.La turbina deve essere in grado di ruotare senza danni fino alla massima velocità di progetto* anche nelle peggiori condizioni ambientali contemplate nelle specifiche (ad alte temperature).(*) Si intende la velocità a cui entra in funzione il sistema automatico di spegnimento della turbina in caso di overspeed (ad esempio se il carico resistente viene a mancare all’improvviso)
Elementi rotantiAlberiGli alberi devono essere progettati in modo da trasmettere la massima coppia che si sviluppa in ogni condizione (sia di regime che di transitorio) prevista nelle specifiche.Deve essere prevista la predisposizione di alcune zone in cui possano operare gli strumenti per la misura delle vibrazioni radiali ed assiali.
RotoriI rotori devono essere progettati per resistere in sicurezza a momentanei aumenti della velocità di rotazione fino al 110% della massima velocità di progetto (prima che entri in azione il dispositivo di sicurezza).Le turbine devono essere in grado di continuare ad operare in sicurezza (senza rotture o distacchi di dischi o palette) per perdite istantanee e complete del carico resistente.
TenuteTutti i tipi di tenute, comprese quelle a labirinto e a nido d’ape, devono assicurare la presenza di giochi estremamente ridotti per evitare la fuoriuscita d’aria, gas combusti ed olio da ogni componente del macchinario.Tutte le tenute devono essere progettate in modo tale da usurarsi in corrispondenza dei componenti sostituibili.Le tenute devono essere progettate e posizionate in modo che le eventuali disuniformità nei giochi possano eccitare le frequenze naturali del rotore su cui sono montate.
Le frequenze naturali della palettatura non dovrebbero coincidere con le frequenze tipiche di nessun tipo di forzante che possa essere generata nel campo di velocità di rotazione compreso tra il 90% della velocità minima e il 110% della massima velocità consentita per il funzionamento continuo (105% della massima velocità richiesta in ogni condizione di funzionamento). Se questo non può essere assicurato, il livello di stress della pala deve essere sufficientemente basso da assicurare una durata di vita pari a quella prevista per il macchinario.Particolare attenzione deve essere anche prestata al transitorio di avvio e riscaldamento.
Se le specifiche precedenti non possono essere soddisfatte, il venditore deve dimostrare, tramite l’utilizzo dei diagrammi di Campbell e di Goodman la resistenza della singola paletta. I diagrammi di Campbell devono basarsi su test sperimentali che devono essere confermati almeno dal 25% delle palette.I diagrammi delle palette dovrebbero essere relativi sia a velocità inferiori che superiori alla velocità di bloccaggio della palettatura (anche questa va specificata nei diagrammi).
Se possibile il venditore dovrebbe dimostrare il soddisfacimento delle precedenti specifiche anche sulla base di dati storici, riferiti a palettature identiche a quelle utilizzate nella turbina in discussione ed operanti approssimativamente con le stesse velocità e condizioni ambientali (in particolare pressione e temperatura). Le palette, per essere considerate accettabili, dovrebbero aver assicurato, in macchine simili, almeno 8000 ore di lavoro continuativo senza problemi.
Dischi e palettature
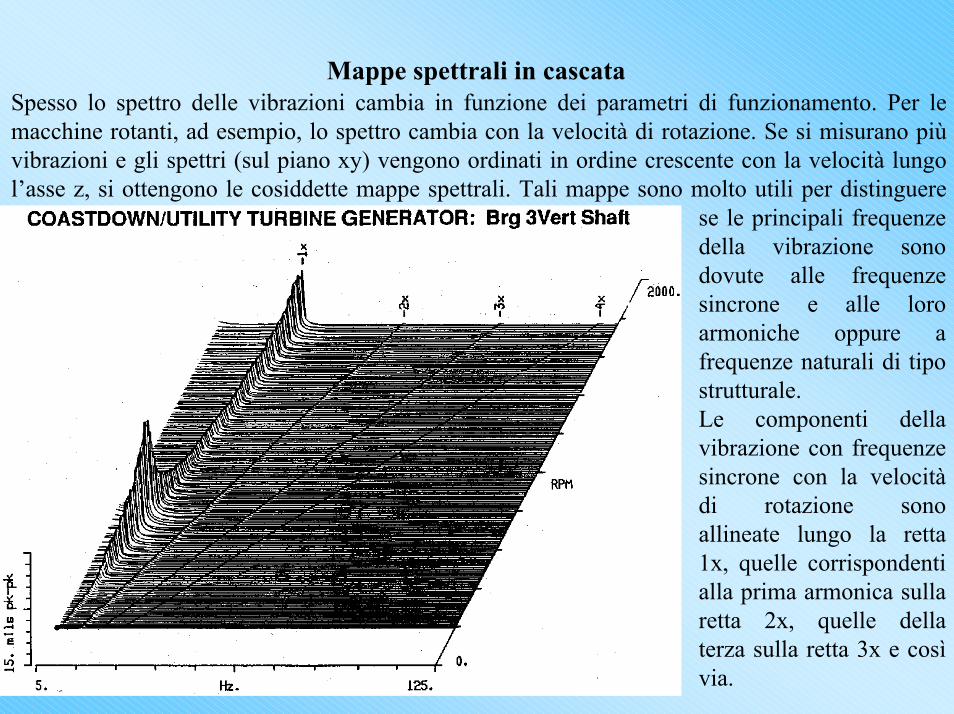
Mappe spettrali in cascataSpesso lo spettro delle vibrazioni cambia in funzione dei parametri di funzionamento. Per le macchine rotanti, ad esempio, lo spettro cambia con la velocità di rotazione. Se si misurano più vibrazioni e gli spettri (sul piano xy) vengono ordinati in ordine crescente con la velocità lungo l’asse z, si ottengono le cosiddette mappe spettrali. Tali mappe sono molto utili per distinguere
se le principali frequenze della vibrazione sono dovute alle frequenze sincrone e alle loro armoniche oppure a frequenze naturali di tipo strutturale.Le componenti della vibrazione con frequenze sincrone con la velocità di rotazione sono allineate lungo la retta 1x, quelle corrispondenti alla prima armonica sulla retta 2x, quelle della terza sulla retta 3x e così via.
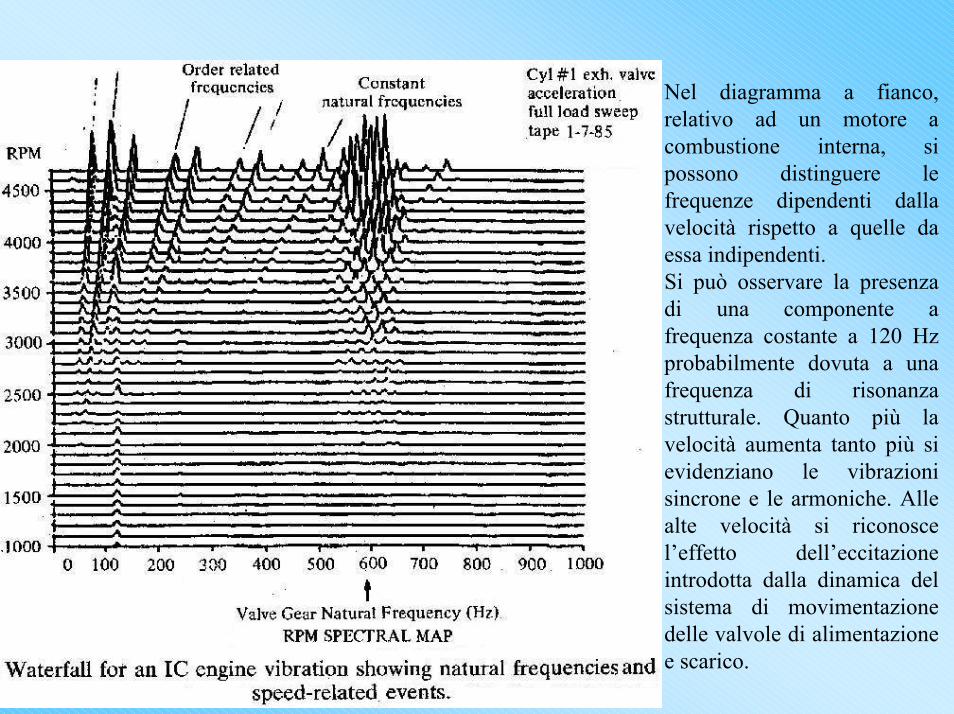
Nel diagramma a fianco, relativo ad un motore a combustione interna, si possono distinguere le frequenze dipendenti dalla velocità rispetto a quelle da essa indipendenti.Si può osservare la presenza di una componente a frequenza costante a 120 Hzprobabilmente dovuta a una frequenza di risonanza strutturale. Quanto più la velocità aumenta tanto più si evidenziano le vibrazioni sincrone e le armoniche. Alle alte velocità si riconosce l’effetto dell’eccitazione introdotta dalla dinamica del sistema di movimentazione delle valvole di alimentazione e scarico.
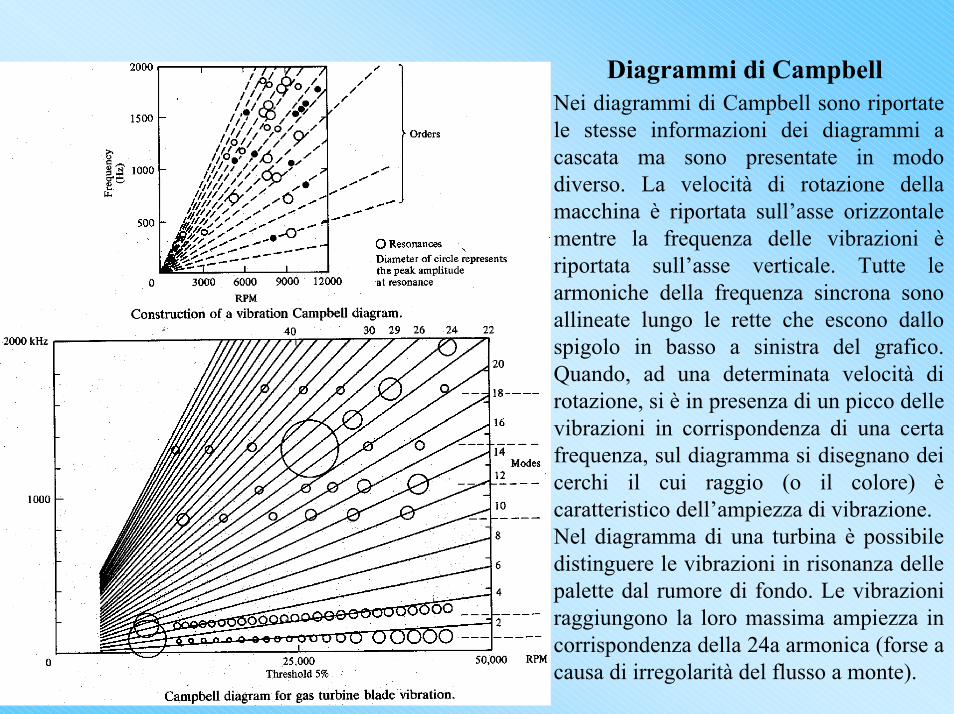
Diagrammi di CampbellNei diagrammi di Campbell sono riportate le stesse informazioni dei diagrammi a cascata ma sono presentate in modo diverso. La velocità di rotazione della macchina è riportata sull’asse orizzontale mentre la frequenza delle vibrazioni è riportata sull’asse verticale. Tutte le armoniche della frequenza sincrona sono allineate lungo le rette che escono dallo spigolo in basso a sinistra del grafico. Quando, ad una determinata velocità di rotazione, si è in presenza di un picco delle vibrazioni in corrispondenza di una certa frequenza, sul diagramma si disegnano dei cerchi il cui raggio (o il colore) è caratteristico dell’ampiezza di vibrazione.Nel diagramma di una turbina è possibile distinguere le vibrazioni in risonanza delle palette dal rumore di fondo. Le vibrazioni raggiungono la loro massima ampiezza in corrispondenza della 24a armonica (forse a causa di irregolarità del flusso a monte).
Nuovo PignoneTraining
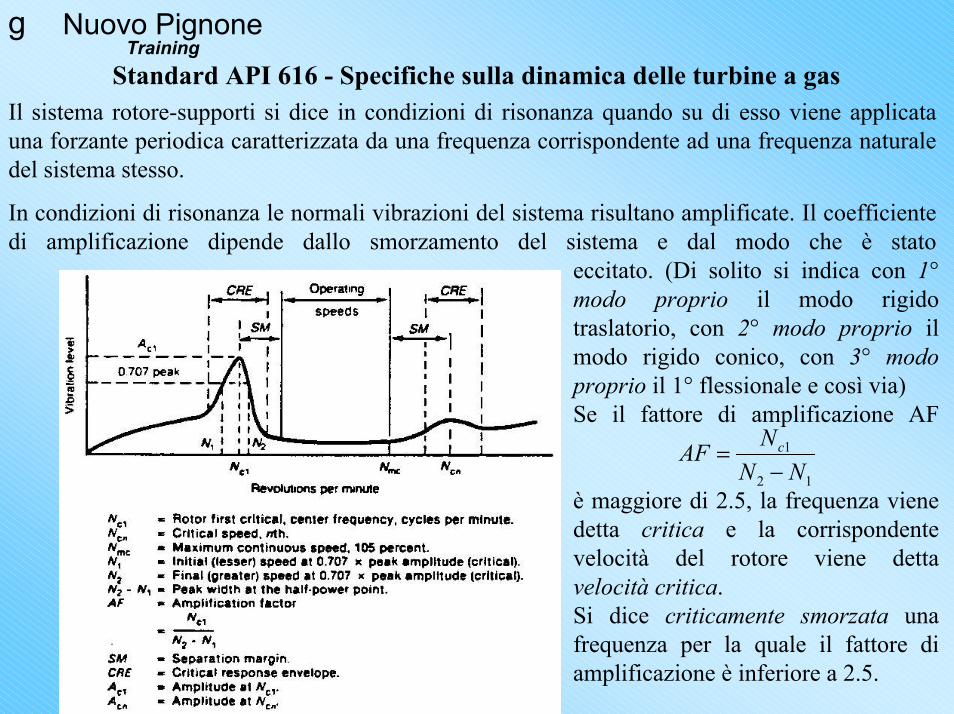
gStandard API 616 - Specifiche sulla dinamica delle turbine a gas
Il sistema rotore-supporti si dice in condizioni di risonanza quando su di esso viene applicata una forzante periodica caratterizzata da una frequenza corrispondente ad una frequenza naturale del sistema stesso.
In condizioni di risonanza le normali vibrazioni del sistema risultano amplificate. Il coefficiente di amplificazione dipende dallo smorzamento del sistema e dal modo che è stato
eccitato. (Di solito si indica con 1° modo proprio il modo rigido traslatorio, con 2° modo proprio il modo rigido conico, con 3° modo proprio il 1° flessionale e così via)Se il fattore di amplificazione AF
è maggiore di 2.5, la frequenza viene detta critica e la corrispondente velocità del rotore viene detta velocità critica.Si dice criticamente smorzata una frequenza per la quale il fattore di amplificazione è inferiore a 2.5.
12
1
NNNAF c
−=
Le velocità critiche dovrebbero essere determinate analiticamente e poi confermate attraverso test sperimentali sul campo.
La velocità di rotazione del rotore dovrebbe essere ben distanziata dalle velocità critiche a meno che le corrispondenti risonanze non siano criticamente smorzate.
Il costruttore deve provvedere all’esecuzione di una analisi della risposta allo sbilanciamento per ogni turbina, misurando per tutte le velocità comprese nel range di funzionamento, l’ampiezza delle vibrazioni del rotore in prefissati punti di misura.
Tramite l’analisi delle risposte, devono essere identificati tutti i modi del rotore in corrispondenza ad ogni velocità critica compresa nel campo di funzionamento. Deve essere inoltre individuato anche il modo corrispondente alla prima velocità critica superiore a quella massima ammessa per il funzionamento a regime continuo della turbina.
L'entità dello sbilanciamento appositamente introdotto deve essere almeno pari al doppio dello sbilanciamento residuo del rotore e comunque tale da determinare il raggiungimento di un livello minimo di vibrazione definito come segue:
NWUNWU
NNL
O
S
V
/4/4
SI nel 120004.2512000
==
==
Lv Ampiezza picco picco della vibrazioneU Sbilanciamento (once·pollici)WS Carico statico sui supporti (in libbre)WO Carico sovrastante (in libbre - da utilizzare per modi
flessionali in cui la massima deformazione avvieneagli estremi dell’albero)
Sulla base dell’analisi della risposta allo sbilanciamento si deve verificare che:
•se il fattore di amplificazione è minore di 2.5, non sono richiesti margini di sicurezza (o di separazione) tra le velocità di rotazione ammissibili per la turbina e la velocità critica;
•se il fattore di amplificazione è compreso tra 2.5 e 3.55, la velocità critica deve essere al di fuori del campo di funzionamento della turbina con un margine di sicurezza del 15% al di sopra della massima velocità di funzionamento continuo e del 5% al di sotto della velocità minima;
•se il fattore di amplificazione è superiore a 3.55 e la velocità critica è al di sotto della minima velocità operativa, il margine di sicurezza (espresso in percentuale) deve essere almeno pari a:
•se il fattore di amplificazione è superiore a 3.55 e la velocità critica è al di sopra della massima velocità operativa, il margine di sicurezza (espresso in percentuale) deve essere almeno pari a:
L’analisi teorica della risposta allo sbilanciamento deve verificare inoltre che l’altezza picco-picco delle vibrazioni del rotore deve essere minore, per ogni velocità operativa, almeno al 75% del minimo gioco di progetto dei supporti (cuscinetti) su cui è montata la turbina.
−+−=
3684100
AFSM
1003
6126 −
−−=
AFSM
Lo sbilanciamento totale del rotore è la somma di quelloappositamente introdotto e di quello residuo
I parametri che dovrebbero essere misurati durante il test sono la velocità, l’ampiezza delle vibrazioni dell’albero e la relativa fase. Le vibrazioni misurate su due assi perpendicolari vanno sommate vettorialmente in modo da ottenere la massima ampiezza di vibrazione e individuare il piano in cui si sviluppano (è quindi utile l’uso di un oscilloscopio per visualizzare l’orbita).
Se alcune delle precedenti specifiche non sono state soddisfatte è necessario effettuare ulteriori test (se le velocità critiche non rispettano i margini di sicurezza o le vibrazioni sono troppo piccole).
•Le deflessioni dell’albero non devono mai superare, per ogni velocità al di fuori del campo delle velocità operative, il 90% dei minimi giochi di progetto in condizioni operative;
•Le deflessioni, per ogni velocità all’interno del campo delle velocità operative non devono superare il 55% dei minimi giochi di progetto in condizioni operative o il 150% del limite di vibrazione in prossimità dei trasduttori di vibrazione.
Vibrazioni torsionaliLe vibrazioni torsionali non devono essere trascurate perché possono essere eccitate da problemi ai riduttori collegati alla turbina, da risonanze dei sistemi di controllo e dai transitori di avvio.•Le risonanze torsionali dell’intero treno dovrebbero essere almeno il 10% al di sopra o al di sotto di ogni possibile fonte di eccitazione all’interno dell’intero range di velocità operative. Anche le frequenze critiche a frequenze multiple (armoniche) della velocità di rotazione dovrebbero essere evitate a meno che non si possa provare che non sono dannose. Devono essere evitate anche tutte le frequenze che possono eccitare a torsione l’albero anche se indipendenti dalla velocità di rotazione.•Nel caso le precedenti specifiche non potessero essere rispettate, è necessario effettuare una analisi degli stress indotti dalle vibrazioni torsionali per verificare l’assenza di effetti dannosi rilevanti.
Nuovo PignoneTraining
gVibrazioni e bilanciamento
La maggior parte dei componenti rotanti (alberi, dischi, palettature, ecc.) dovrebbero essere dinamicamente bilanciati.In fase di assemblaggio tali componenti dovrebbero essere bilanciati dinamicamente (anche con tecniche multiplanari) dopo l’aggiunta di non più di due componenti rilevanti. Le correzioni per il bilanciamento devono essere effettuate solo sui componenti aggiunti. Il bilanciamento per la correzione degli squilibri introdotti dai componenti secondari viene effettuato alla fine delle operazioni di assemblaggio.Il valore massimo tollerato dello sbilanciamento residuo per ogni piano di correzione viene calcolato come segue:
Umax sbilanciamento residuo in once·pollici (g·mm);W Carico statico sui supporti in libbre (kg);N Velocità massima di rotazione per il funzionamento continuo in rpm.Se sono previsti degli alberi di scorta (di ricambio) questi devono essere bilanciati dinamicamente con le stesse tolleranze del rotore principale.Se il rotore deve essere progressivamente assemblato, tutte le parti rotanti devono essere bilanciate separatamente e non possono essere effettuate correzioni sul rotore assemblato: il rotore va smontato, va ripetuto il bilanciamento dei singoli componenti per raggiungere i limiti di tolleranza per lo sbilanciamento residuo sul rotore assemblato.
SI)nell' /6350(/4max NWNWU ==
•Durante i test con la macchina assemblata, con il rotore già bilanciato, quando il rotore viene portato alla massima velocità di funzionamento continuo, l’ampiezza picco-picco delle sue vibrazioni non deve superare, per rotori su cuscinetti radiali, il valore:
A ampiezza picco-picco delle vibrazioni del rotore;N massima velocità di funzionamento continuo in rpm.
•Per ogni velocità superiore a quella massima di funzionamento continuo fino alla velocità di overspeed (in cui entra in funzione il sistema di sicurezza che ‘taglia’`il combustibile) l’ampiezza delle vibrazioni non deve superare il 150% del valore misurato alla massima velocità di funzionamento continuo.•Il rotore deve essere inizialmente portato a ruotare a bassa velocità affinché la temperatura, la pressione dell’olio e le vibrazioni dell’albero si stabilizzino. Successivamente la velocità di rotazione va incrementata a step del 10% fino alla massima velocità di funzionamento continuo (particolare attenzione va prestata all’attraversamento delle eventuali velocità critiche). La velocità va inoltre incrementata di un ulteriore 1% al di sopra della velocità di overspeed: la turbina e tutto l’equipaggiamento devono resistere a 15 minuti in tali condizioni. •La strumentazione deve essere in grado di monitorare e plottare la velocità di rotazione del rotore, l’ampiezza picco-picco delle vibrazioni e la fase delle oscillazioni. Per la visualizzazione delle misure è utile l’impiego di un oscilloscopio.
== SI nel 1200012000
NNA
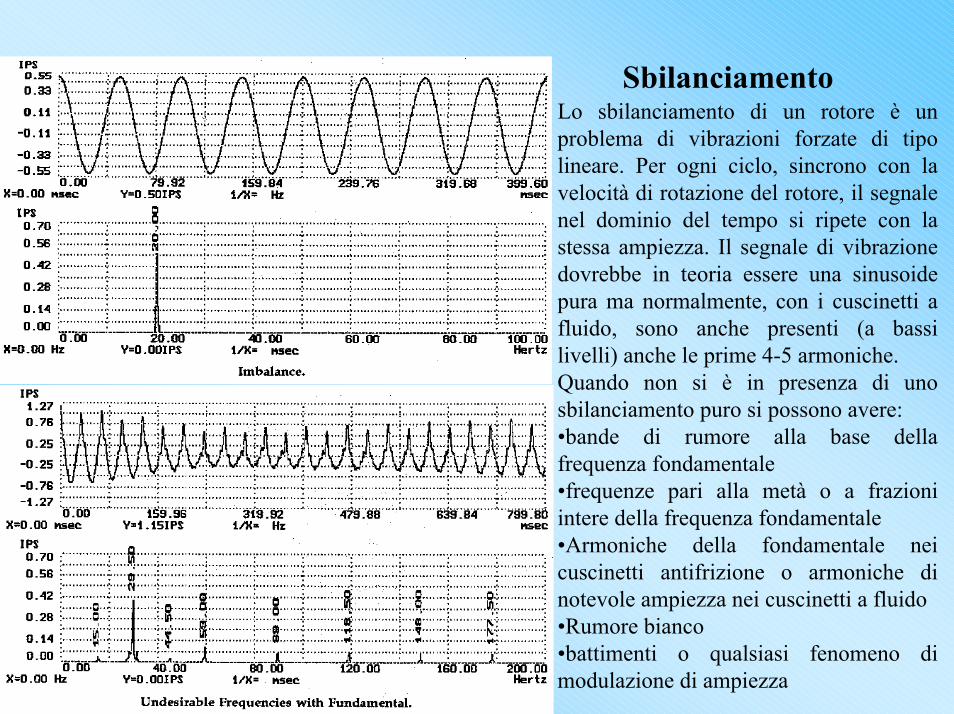
Lo sbilanciamento di un rotore è un problema di vibrazioni forzate di tipo lineare. Per ogni ciclo, sincrono con la velocità di rotazione del rotore, il segnale nel dominio del tempo si ripete con la stessa ampiezza. Il segnale di vibrazione dovrebbe in teoria essere una sinusoide pura ma normalmente, con i cuscinetti a fluido, sono anche presenti (a bassi livelli) anche le prime 4-5 armoniche.Quando non si è in presenza di uno sbilanciamento puro si possono avere: •bande di rumore alla base della frequenza fondamentale•frequenze pari alla metà o a frazioni intere della frequenza fondamentale•Armoniche della fondamentale nei cuscinetti antifrizione o armoniche di notevole ampiezza nei cuscinetti a fluido•Rumore bianco•battimenti o qualsiasi fenomeno di modulazione di ampiezza
Sbilanciamento
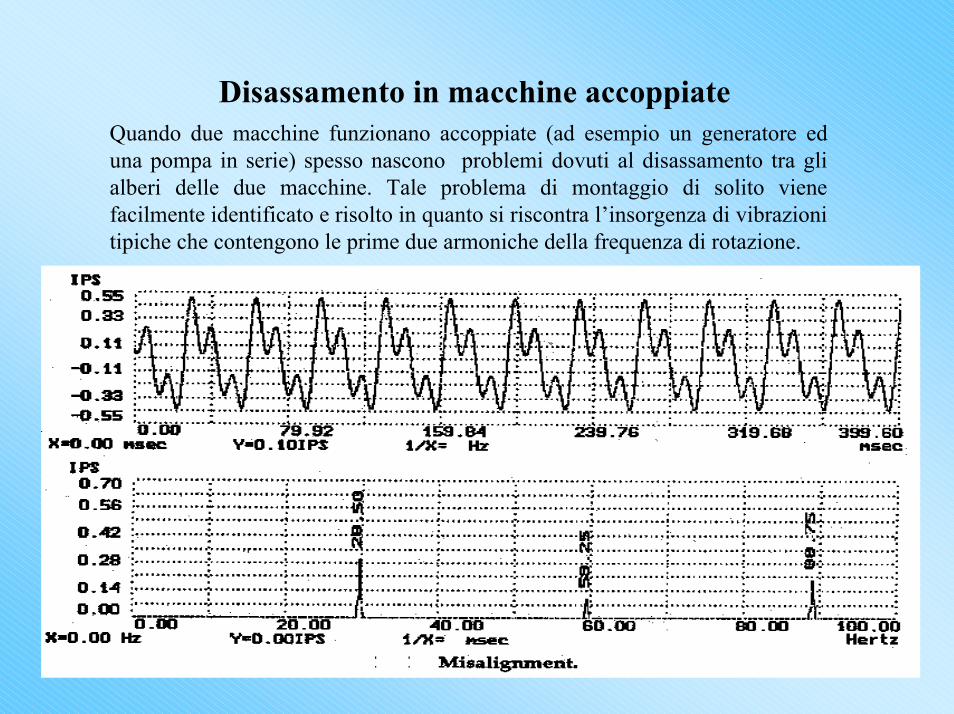
Disassamento in macchine accoppiateQuando due macchine funzionano accoppiate (ad esempio un generatore ed una pompa in serie) spesso nascono problemi dovuti al disassamento tra gli alberi delle due macchine. Tale problema di montaggio di solito viene facilmente identificato e risolto in quanto si riscontra l’insorgenza di vibrazioni tipiche che contengono le prime due armoniche della frequenza di rotazione.
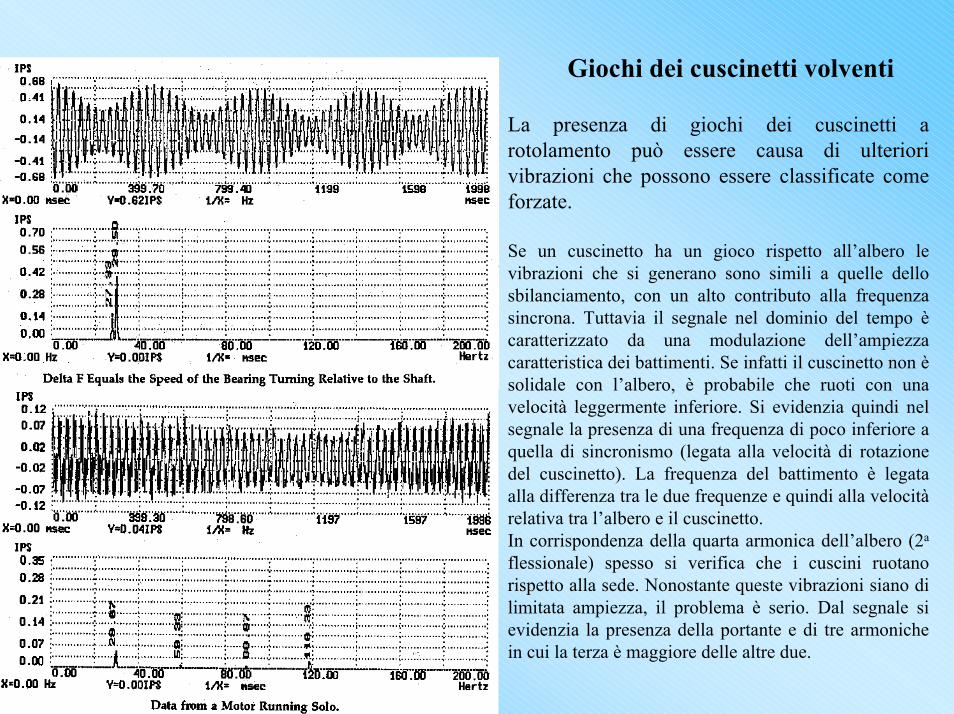
Giochi dei cuscinetti volventi
La presenza di giochi dei cuscinetti a rotolamento può essere causa di ulteriori vibrazioni che possono essere classificate come forzate.
Se un cuscinetto ha un gioco rispetto all’albero le vibrazioni che si generano sono simili a quelle dello sbilanciamento, con un alto contributo alla frequenza sincrona. Tuttavia il segnale nel dominio del tempo è caratterizzato da una modulazione dell’ampiezza caratteristica dei battimenti. Se infatti il cuscinetto non è solidale con l’albero, è probabile che ruoti con una velocità leggermente inferiore. Si evidenzia quindi nel segnale la presenza di una frequenza di poco inferiore a quella di sincronismo (legata alla velocità di rotazione del cuscinetto). La frequenza del battimento è legata alla differenza tra le due frequenze e quindi alla velocità relativa tra l’albero e il cuscinetto.In corrispondenza della quarta armonica dell’albero (2a
flessionale) spesso si verifica che i cuscini ruotano rispetto alla sede. Nonostante queste vibrazioni siano di limitata ampiezza, il problema è serio. Dal segnale si evidenzia la presenza della portante e di tre armoniche in cui la terza è maggiore delle altre due.
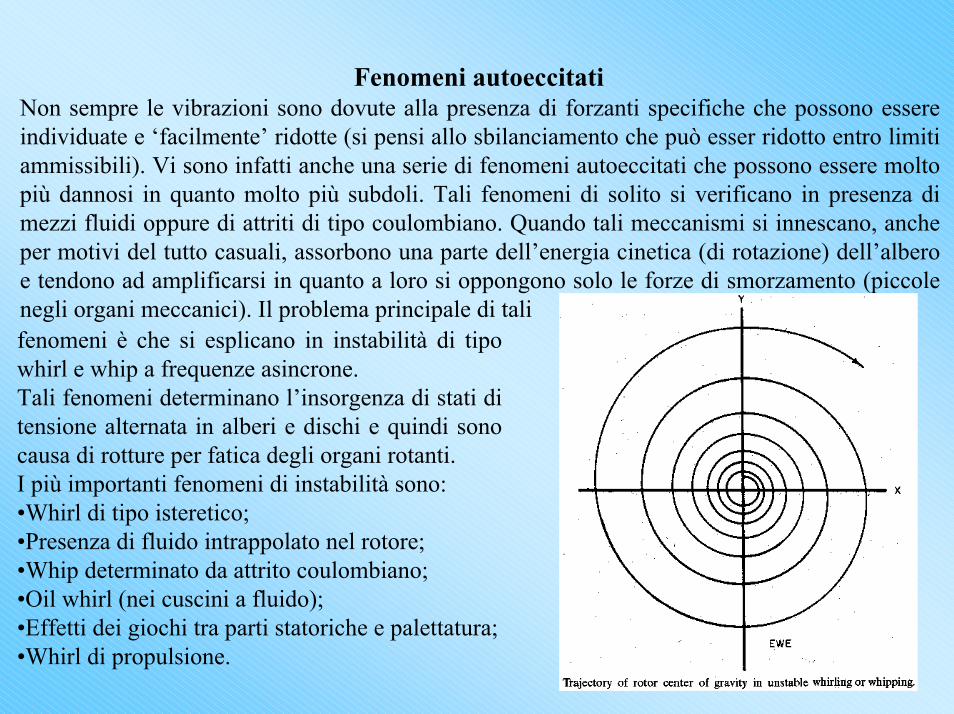
Fenomeni autoeccitatiNon sempre le vibrazioni sono dovute alla presenza di forzanti specifiche che possono essere individuate e ‘facilmente’ ridotte (si pensi allo sbilanciamento che può esser ridotto entro limiti ammissibili). Vi sono infatti anche una serie di fenomeni autoeccitati che possono essere molto più dannosi in quanto molto più subdoli. Tali fenomeni di solito si verificano in presenza di mezzi fluidi oppure di attriti di tipo coulombiano. Quando tali meccanismi si innescano, anche per motivi del tutto casuali, assorbono una parte dell’energia cinetica (di rotazione) dell’albero e tendono ad amplificarsi in quanto a loro si oppongono solo le forze di smorzamento (piccole negli organi meccanici). Il problema principale di talifenomeni è che si esplicano in instabilità di tipo whirl e whip a frequenze asincrone.Tali fenomeni determinano l’insorgenza di stati di tensione alternata in alberi e dischi e quindi sono causa di rotture per fatica degli organi rotanti.I più importanti fenomeni di instabilità sono:•Whirl di tipo isteretico;•Presenza di fluido intrappolato nel rotore;•Whip determinato da attrito coulombiano;•Oil whirl (nei cuscini a fluido);•Effetti dei giochi tra parti statoriche e palettatura;•Whirl di propulsione.
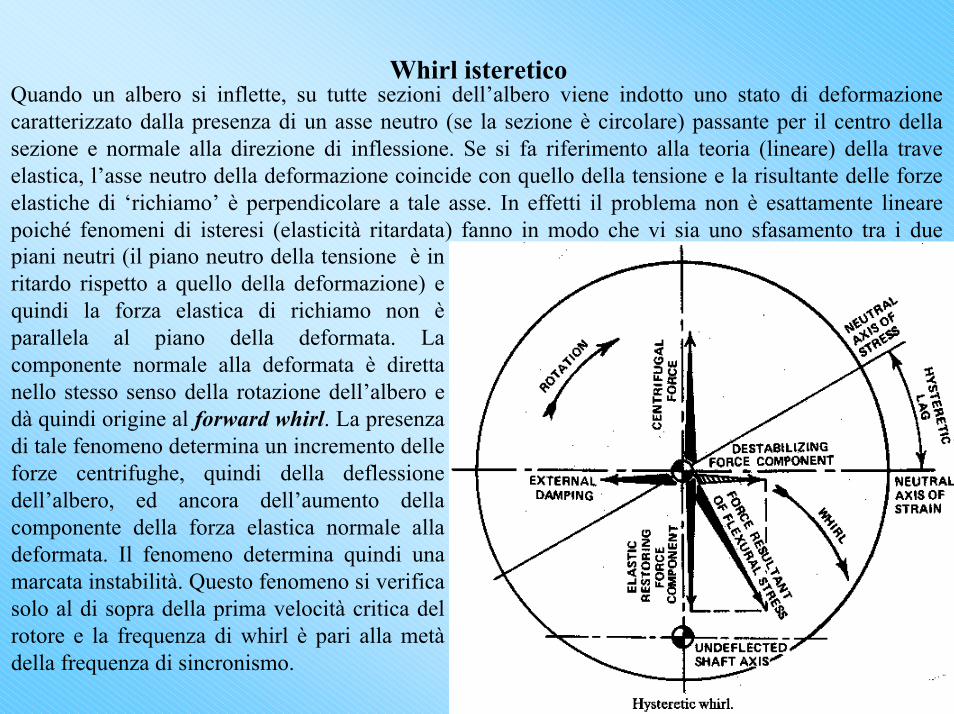
Whirl istereticoQuando un albero si inflette, su tutte sezioni dell’albero viene indotto uno stato di deformazione caratterizzato dalla presenza di un asse neutro (se la sezione è circolare) passante per il centro della sezione e normale alla direzione di inflessione. Se si fa riferimento alla teoria (lineare) della trave elastica, l’asse neutro della deformazione coincide con quello della tensione e la risultante delle forze elastiche di ‘richiamo’ è perpendicolare a tale asse. In effetti il problema non è esattamente lineare poiché fenomeni di isteresi (elasticità ritardata) fanno in modo che vi sia uno sfasamento tra i due piani neutri (il piano neutro della tensione è in ritardo rispetto a quello della deformazione) e quindi la forza elastica di richiamo non è parallela al piano della deformata. La componente normale alla deformata è diretta nello stesso senso della rotazione dell’albero e dà quindi origine al forward whirl. La presenza di tale fenomeno determina un incremento delle forze centrifughe, quindi della deflessione dell’albero, ed ancora dell’aumento della componente della forza elastica normale alla deformata. Il fenomeno determina quindi una marcata instabilità. Questo fenomeno si verifica solo al di sopra della prima velocità critica del rotore e la frequenza di whirl è pari alla metà della frequenza di sincronismo.
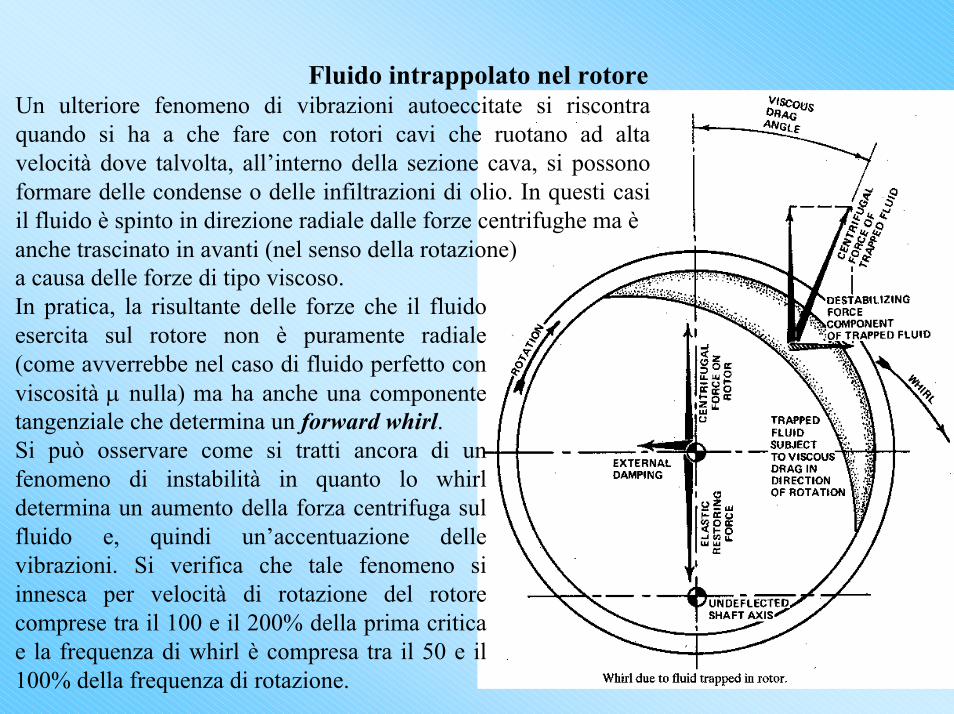
Fluido intrappolato nel rotoreUn ulteriore fenomeno di vibrazioni autoeccitate si riscontra quando si ha a che fare con rotori cavi che ruotano ad alta velocità dove talvolta, all’interno della sezione cava, si possono formare delle condense o delle infiltrazioni di olio. In questi casi il fluido è spinto in direzione radiale dalle forze centrifughe ma èanche trascinato in avanti (nel senso della rotazione)a causa delle forze di tipo viscoso.In pratica, la risultante delle forze che il fluido esercita sul rotore non è puramente radiale (come avverrebbe nel caso di fluido perfetto con viscosità µ nulla) ma ha anche una componente tangenziale che determina un forward whirl.Si può osservare come si tratti ancora di un fenomeno di instabilità in quanto lo whirl determina un aumento della forza centrifuga sul fluido e, quindi un’accentuazione delle vibrazioni. Si verifica che tale fenomeno si innesca per velocità di rotazione del rotore comprese tra il 100 e il 200% della prima critica e la frequenza di whirl è compresa tra il 50 e il 100% della frequenza di rotazione.
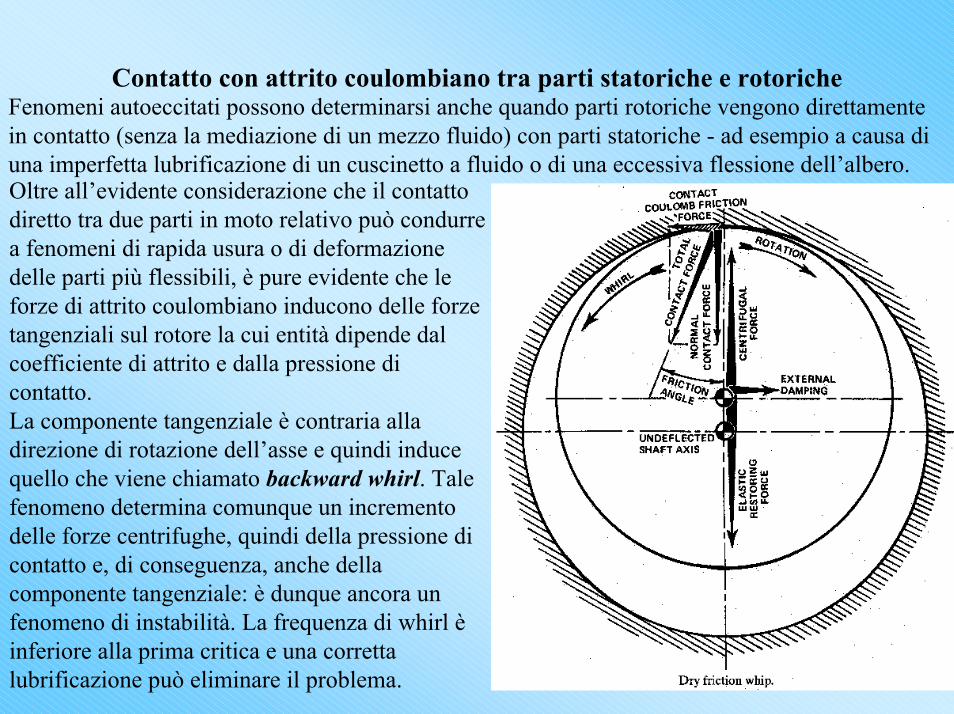
Contatto con attrito coulombiano tra parti statoriche e rotoricheFenomeni autoeccitati possono determinarsi anche quando parti rotoriche vengono direttamente in contatto (senza la mediazione di un mezzo fluido) con parti statoriche - ad esempio a causa di una imperfetta lubrificazione di un cuscinetto a fluido o di una eccessiva flessione dell’albero.Oltre all’evidente considerazione che il contatto diretto tra due parti in moto relativo può condurre a fenomeni di rapida usura o di deformazione delle parti più flessibili, è pure evidente che le forze di attrito coulombiano inducono delle forze tangenziali sul rotore la cui entità dipende dal coefficiente di attrito e dalla pressione di contatto.La componente tangenziale è contraria alla direzione di rotazione dell’asse e quindi induce quello che viene chiamato backward whirl. Tale fenomeno determina comunque un incremento delle forze centrifughe, quindi della pressione di contatto e, di conseguenza, anche della componente tangenziale: è dunque ancora un fenomeno di instabilità. La frequenza di whirl è inferiore alla prima critica e una corretta lubrificazione può eliminare il problema.
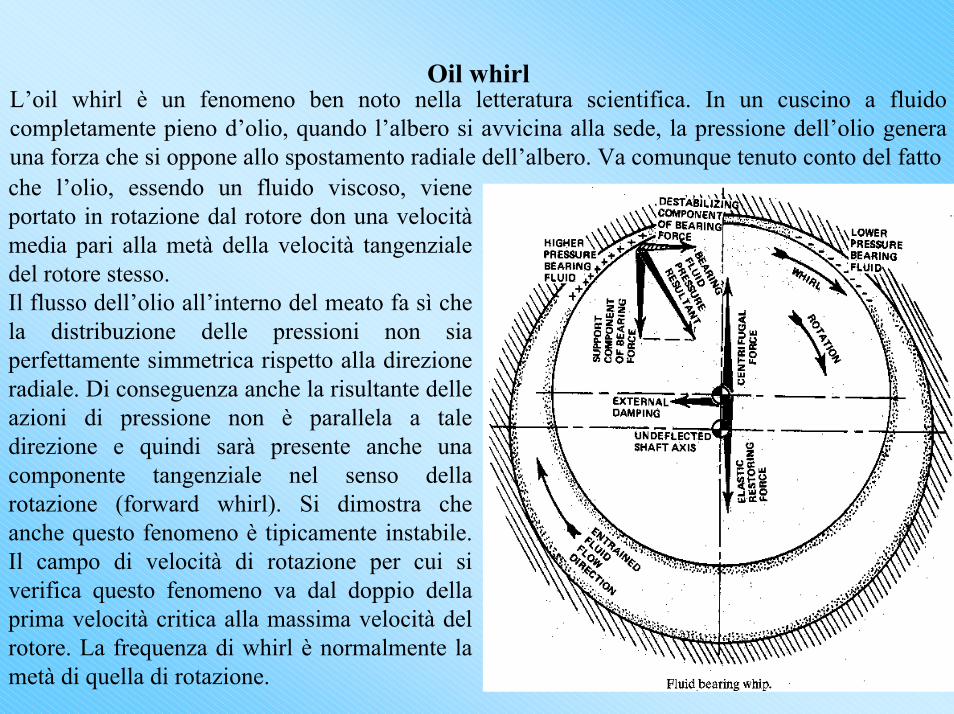
Oil whirlL’oil whirl è un fenomeno ben noto nella letteratura scientifica. In un cuscino a fluido completamente pieno d’olio, quando l’albero si avvicina alla sede, la pressione dell’olio genera una forza che si oppone allo spostamento radiale dell’albero. Va comunque tenuto conto del fatto che l’olio, essendo un fluido viscoso, viene portato in rotazione dal rotore don una velocità media pari alla metà della velocità tangenziale del rotore stesso.Il flusso dell’olio all’interno del meato fa sì che la distribuzione delle pressioni non sia perfettamente simmetrica rispetto alla direzione radiale. Di conseguenza anche la risultante delle azioni di pressione non è parallela a tale direzione e quindi sarà presente anche una componente tangenziale nel senso della rotazione (forward whirl). Si dimostra che anche questo fenomeno è tipicamente instabile. Il campo di velocità di rotazione per cui si verifica questo fenomeno va dal doppio della prima velocità critica alla massima velocità del rotore. La frequenza di whirl è normalmente la metà di quella di rotazione.
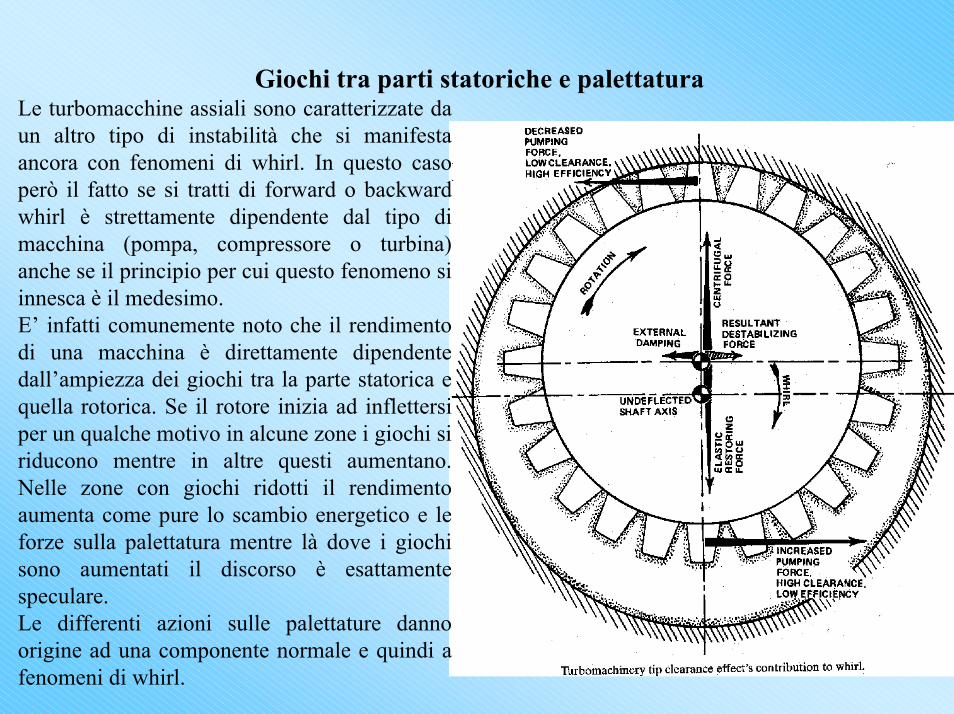
Giochi tra parti statoriche e palettaturaLe turbomacchine assiali sono caratterizzate da un altro tipo di instabilità che si manifesta ancora con fenomeni di whirl. In questo caso però il fatto se si tratti di forward o backward whirl è strettamente dipendente dal tipo di macchina (pompa, compressore o turbina) anche se il principio per cui questo fenomeno si innesca è il medesimo.E’ infatti comunemente noto che il rendimento di una macchina è direttamente dipendente dall’ampiezza dei giochi tra la parte statorica e quella rotorica. Se il rotore inizia ad inflettersi per un qualche motivo in alcune zone i giochi si riducono mentre in altre questi aumentano. Nelle zone con giochi ridotti il rendimento aumenta come pure lo scambio energetico e le forze sulla palettatura mentre là dove i giochi sono aumentati il discorso è esattamente speculare.Le differenti azioni sulle palettature danno origine ad una componente normale e quindi a fenomeni di whirl.
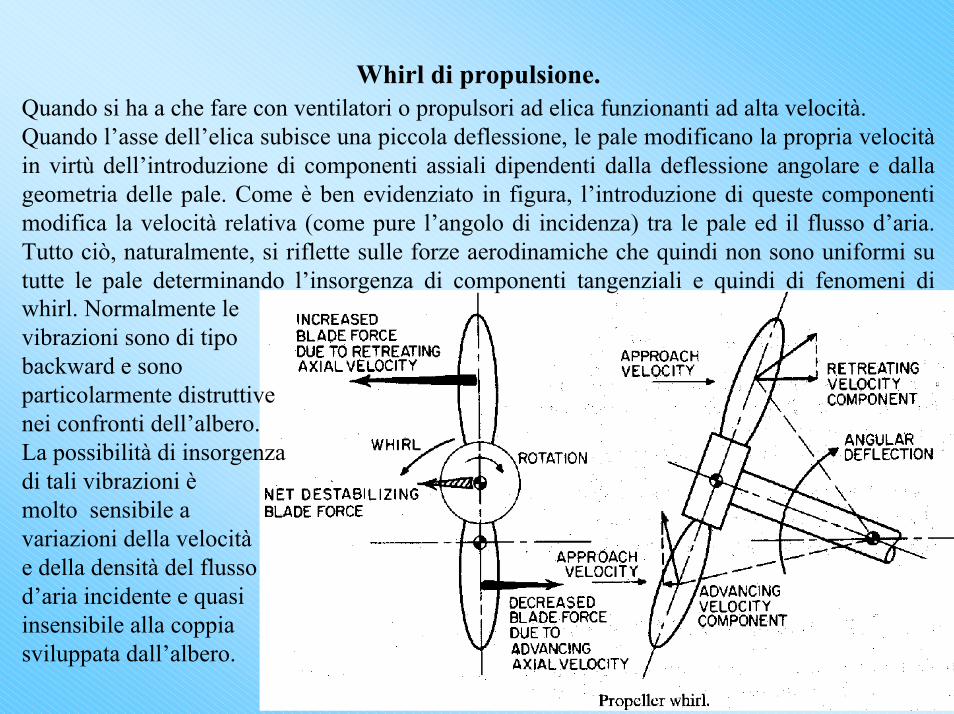
Whirl di propulsione.Quando si ha a che fare con ventilatori o propulsori ad elica funzionanti ad alta velocità.Quando l’asse dell’elica subisce una piccola deflessione, le pale modificano la propria velocità in virtù dell’introduzione di componenti assiali dipendenti dalla deflessione angolare e dalla geometria delle pale. Come è ben evidenziato in figura, l’introduzione di queste componenti modifica la velocità relativa (come pure l’angolo di incidenza) tra le pale ed il flusso d’aria. Tutto ciò, naturalmente, si riflette sulle forze aerodinamiche che quindi non sono uniformi su tutte le pale determinando l’insorgenza di componenti tangenziali e quindi di fenomeni di whirl. Normalmente le vibrazioni sono di tipo backward e sono particolarmente distruttive nei confronti dell’albero.La possibilità di insorgenza di tali vibrazioni èmolto sensibile avariazioni della velocitàe della densità del flusso d’aria incidente e quasi insensibile alla coppia sviluppata dall’albero.
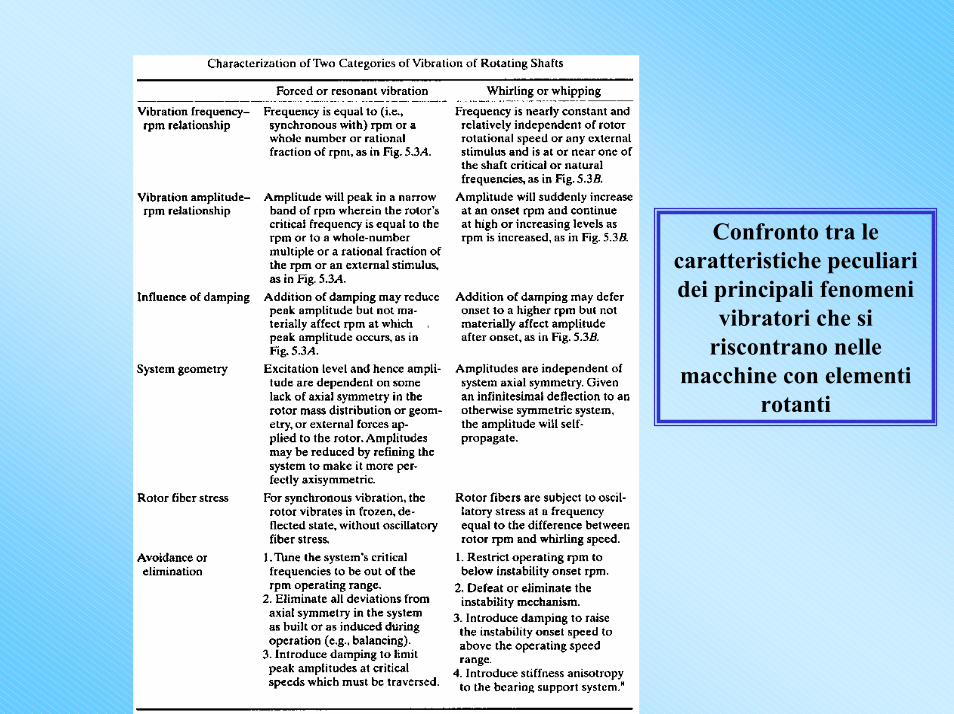
Confronto tra le caratteristiche peculiari dei principali fenomeni
vibratori che si riscontrano nelle
macchine con elementi rotanti