UNIVERSITÀ DEGLI STUDI DI BRESCIA - webalice.it · Dipartimento di Chimica e Fisica per...
131
UNIVERSITÀ DEGLI STUDI DI BRESCIA FACOLTÀ DI INGEGNERIA Dipartimento di Chimica e Fisica per l’Ingegneria e per i Materiali Corso di Laurea in Ingegneria dei Materiali Tesi di Laurea CARATTERIZZAZIONE FISICO- MECCANICA DI POLISTIRENE ESPANSO PER IL SETTORE ALIMENTARE Relatore: Prof. Fabio BIGNOTTI Correlatore: Ing. Stefano PANDINI Laureandi: GIRARDI Marco Matr. n. 51604 GRASSINI Carlo Matr. n. 51547 Anno Accademico 2005-2006
Transcript of UNIVERSITÀ DEGLI STUDI DI BRESCIA - webalice.it · Dipartimento di Chimica e Fisica per...
UNIVERSIT DEGLI STUDI DI BRESCIA FACOLT DI INGEGNERIA
Dipartimento di Chimica e Fisica per lIngegneria e per i Materiali
Corso di Laurea in Ingegneria dei Materiali
Tesi di Laurea
CARATTERIZZAZIONE FISICO-
MECCANICA DI POLISTIRENE ESPANSO
PER IL SETTORE ALIMENTARE
Relatore:
Prof. Fabio BIGNOTTI
Correlatore:
Ing. Stefano PANDINI
Laureandi:
GIRARDI Marco
Matr. n. 51604
GRASSINI Carlo
Matr. n. 51547
Anno Accademico 2005-2006
Indice
- i -
IInnddiiccee
Introduzione.........................................................................................................1
Parte I
1. Solidi cellulari e polimeri espansi .....................................................................4
1.1 Introduzione ..............................................................................................4
1.2 Meccanismi di formazione delle celle........................................................6
Nucleazione..................................................................................................7
Accrescimento ............................................................................................11
1.3 Dimensione caratteristica delle celle.......................................................12
Anisotropia..................................................................................................12
2. Propriet dei polimeri espansi........................................................................14
2.1 Densit .....................................................................................................14
2.2 Propriet termiche....................................................................................16
Conduttivit della fase solida ......................................................................17
Contributo della fase gassosa ....................................................................18
Irraggiamento .............................................................................................18
Conduttivit totale.......................................................................................19
Fenomeni diffusivi.......................................................................................20
Altre propriet termiche ..............................................................................20
2.3 Propriet meccaniche...............................................................................21
Comportamento meccanico a compressione..............................................21
Comportamento a trazione .........................................................................24
Indice
- ii -
2.4 Microstruttura e propriet .........................................................................25
3. Principali famiglie di polimeri espansi ............................................................29
3.1 Schiume poliuretaniche...........................................................................29
3.2 Schiume fenoliche...................................................................................31
3.3 Schiume di PVC......................................................................................34
Schiume di PVC rigide................................................................................34
Schiume di PVC flessibili ............................................................................35
3.4 Schiume poliolefiniche ............................................................................36
Polietilene espanso ....................................................................................37
Polipropilene espanso ................................................................................37
3.5 Altri polimeri espansi...............................................................................38
4. Il polistirene espanso .....................................................................................39
4.1 Schiume EPS da polistirene espandibile..................................................40
4.2 Schiume estruse XPS da polistirene cristallo.........................................42
4.3 Propriet del polistirene espanso .............................................................43
4.4 Applicazioni ..............................................................................................44
Edilizia ........................................................................................................44
Imballaggio .................................................................................................45
Altre applicazioni ........................................................................................47
Bibliografia.........................................................................................................48
Parte II
1. Introduzione ...................................................................................................52
2. Materiali e realizzazione provini .....................................................................53
Procedura per il taglio dei provini ...............................................................54
Indice
- iii -
3. Prove sperimentali .........................................................................................55
3.1 Misure di densit.....................................................................................55
3.2 Caratterizzazione della morfologia..........................................................57
3.3 Caratterizzazione meccanica a compressione........................................59
3.4 Caratterizzazione del comportamento a rottura ......................................60
Bibliografia.........................................................................................................64
Parte III
1. Misure di densit............................................................................................66
1.1 Valutazione dellomogeneit di densit, secondo normativa...................66
1.2 Valutazione delleffetto della geometria dei provini e della ripetibilit delle
misure di densit ...............................................................................................67
1.3 Confronto densit dei diversi materiali ....................................................72
Confronto tra vassoi di tutti i materiali.........................................................72
Confronto tra vassoio e lastra per SG1, SG2, SG3 ....................................73
2. Caratterizzazione microstrutturale .................................................................75
2.1 Osservazioni qualitative ..........................................................................75
2.2 Misure dei diametri apparenti di cella......................................................78
2.3 Diametro medio e densit .......................................................................81
3. Prove di compressione...................................................................................83
3.1 Introduzione ............................................................................................83
3.2 Presentazione curve di compressione ....................................................84
3.3 Confronti .................................................................................................87
3.4 Correlazione modulo densit ...............................................................93
3.5 Recupero dopo compressione ................................................................95
Indice
- iv -
4. Caratterizzazione del comportamento a rottura ...........................................100
4.1 Introduzione ...........................................................................................100
4.2 Confronti.................................................................................................102
Bibliografia.......................................................................................................109
Conclusioni ......................................................................................................110
Appendice........................................................................................................110
Ringraziamenti.................................................................................................126
Introduzione
- 1 -
IInnttrroodduuzziioonnee
I polimeri espansi costituiscono un settore molto importante del mercato dei
materiali polimerici e, cosa ancor pi rilevante, un settore in crescita. Le
applicazioni di questa classe di materiali sono vastissime e spaziano in settori
assai diversi, dallimballaggio alledilizia, dallo sport e tempo libero allautomobile.
In particolare, il polistirene espanso (che insieme ai poliuretani espansi occupa la
posizione principe nel mercato dei polimeri espansi) al giorno doggi cos diffuso,
anche nella vita quotidiana, da far s che il termine (improprio) polistirolo sia
ormai di uso comune anche tra chi non ha nulla a che fare con il mercato dei
materiali polimerici. Tuttavia, a una tale e crescente importanza industriale ed
economica del settore non corrisponde una altrettanto ampia e dettagliata
letteratura scientifica. Al di fuori delle aziende produttrici direttamente interessate,
gli studi scientifici e ingegneristici sui polimeri espansi e sulle loro propriet non
ammontano a un volume proporzionato a quello che ci si aspetterebbe, viste tutte
le considerazioni di cui sopra.
Lo stesso dipartimento di Chimica e Fisica per lIngegneria e per i Materiali
dellUniversit degli studi di Brescia, fino a non molto tempo fa, non si era mai
occupato di studi e ricerche riguardanti il mondo dei polimeri espansi di interesse
industriale. Tuttavia, di recente, i contatti stabiliti con una azienda del territorio, la
Sirap-Gema S.p.A. di Verolanuova, hanno fornito loccasione per intraprendere
una ricerca in questo senso.
La Sirap-Gema S.p.A. produce unampia gamma di prodotti in polistirene
espanso, tra cui vassoi per il packaging di prodotti alimentari freschi. Il loro
processo produttivo consta essenzialmente di 3 fasi:
1 step: estrusione di lastre di polistirene, durante la quale avviene una
pre-espansione del polimero;
2 step: termoformatura delle lastre per ottenere i vassoi, in cui si ha la
completa espansione;
3 step: tranciatura dei vassoi termoformati.
Introduzione
- 2 -
Questultima fase ha messo in evidenza notevoli differenze tra le varianti di
vassoi prodotti, in quanto si osservato che alcune producono pochi sfridi di
tranciatura, mentre altre ne generano in quantit eccessiva; tale fenomeno, non
gradito durante il processo produttivo, deve essere ridotto al minimo poich gli
sfridi potrebbero inquinare gli alimenti, e per far ci occorre studiare i diversi tipi di
materiale, cercando di capire la causa relazionandola alle propriet meccaniche,
fisiche o strutturali dellespanso.
Lo scopo del presente lavoro di tesi consiste in primo luogo in una
presentazione generale del mondo dei polimeri espansi, delle principali famiglie
esistenti sul mercato nonch delle loro propriet, tecnologie produttive,
applicazioni. Particolare enfasi sar data al polistirene espanso e alla
caratterizzazione fisico-meccanica dei polimeri espansi, che sono stati studiati nel
corso della tesi. In secondo luogo, verranno presentati i risultati di alcune prove di
laboratorio (misurazione della densit, osservazioni morfologiche al microscopio,
prove di compressione e di flessione) che sono state condotte su alcuni materiali
forniti da Sirap-Gema.
Le prove hanno essenzialmente lo scopo di mettere a punto delle affidabili
metodologie di caratterizzazione sperimentale di questi materiali. In questo ambito
si cercher di discuterne, sia pure a livello preliminare (dato che per una
discussione pi completa sarebbe stato necessario un lavoro pi esteso, non
effettuabile nellambito di questa tesi) i risultati ottenuti, alla luce delle conoscenze
teoriche acquisite nella prima parte del lavoro.
Il lavoro di tesi dunque suddiviso in tre parti ben distinte:
La parte I , a carattere essenzialmente bibliografico, vuole essere una
presentazione e una introduzione ai polimeri espansi, con un occhio di
riguardo al polistirene espanso;
La parte II presenta i metodi e le procedure seguite nella
caratterizzazione fisico-meccanica dei materiali;
La parte III , infine, presenta i risultati da noi ottenuti nelle prove di
laboratorio effettuate e un primo tentativo di interpretazione alla luce delle
conoscenze a nostra disposizione.
- 3 -
Parte I
PPAARRTTEE II
Solidi cellulari e polimeri espansi
- 4 -
Parte I
11.. SSooll iiddii cceell lluullaarr ii ee ppooll iimmeerr ii eessppaannssii
1.1 Introduzione
Con il termine solidi cellulari si indicano quei materiali costituiti da un insieme
di celle , ovvero spazi contenenti gas delimitati da spigoli ed, eventualmente,
facce solide [1] . Si tratta dunque (generalmente) di sistemi bifasici. La propriet
pi immediata di questa tipologia di materiali che la loro densit risulta sempre
minore (a volte anche di due ordini di grandezza) rispetto a quella del solido che
ne costituisce la struttura. Tuttavia non basta che un materiale abbia densit
inferiore a quella del solido che lo compone perch si possa parlare di un solido
cellulare: questa propriet infatti comune anche ad altre classi di materiali, come
i materiali fibrosi o i feltri. Perch si possa parlare di solidi cellulari le celle devono
essere chiaramente individuabili e ben
delimitate. Materiali contenenti porosit isolate
in un continuo solido non sono da considerarsi
solidi cellulari, sebbene a livello tecnologico la
loro produzione consista spesso nell'arrestare
in anticipo il processo di espansione che
altrimenti porterebbe alla formazione di un
solido cellulare.
Molti materiali naturali sono solidi cellulari:
le spugne, ad esempio, ma anche il sughero,
o i coralli. Osservati al microscopio, questi
mostrano una struttura cellulare quale appunto
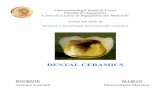
quella appena descritta. Le stesse ossa del
nostro corpo, all'interno, hanno una struttura
spongiforme (vedere Figura 1).
Le interessanti propriet di materiali di questo tipo hanno portato allo sviluppo di
tecnologie per la fabbricazione di materiali sintetici a struttura cellulare, tra i quali i
pi rilevanti, nonch oggetto della presente trattazione, sono i polimeri espansi , o
schiume polimeriche . Come dice il nome, si tratta di materiali polimerici che
Figura 1: Immagine al m icroscopio della struttura interna, spugnosa, di un osso umano [2]
Solidi cellulari e polimeri espansi
- 5 -
Parte I
vengono ad assumere la struttura di solido cellulare mediante un processo di
espansione. Questo consiste nel generare bolle di gas nel polimero fluido (se
termoplastico) o in un prepolimero (se termoindurente), fare crescere le bolle
stesse e, infine, congelare l'intera struttura mediante brusco raffreddamento (per
termoplastici) o grazie alla reticolazione (per termoindurenti). Eventualmente il
materiale da espandere pu essere una miscela polimerica, un copolimero o una
struttura IPN (Interpenetrating Polymer Network). E' anche possibile espandere
polimeri caricati con fibre di rinforzo o simili. In questi casi, ovviamente, il materiale
risultante ha pi di due fasi [3] .
Ci sono principalmente due modi per formare una schiuma polimerica: si pu
introdurre un gas tal quale in soluzione nel polimero, per poi causarne
lespansione mediante abbassamento di pressione (espansione fisica ), oppure il
gas pu venire liberato da opportune reazioni chimiche attivate termicamente
(espansione chimica ). In entrambi i casi, il risultato una massa schiumosa che
viene poi indurita, una volta raggiunte le propriet desiderate (in termini di densit,
dimensioni delle celle ecc.). In genere il prodotto appena formato instabile: le
celle appena raffreddate si trovano in depressione (a causa del salto di
temperatura), la reticolazione non ancora completa (nei termoindurenti), nelle
celle ancora presente lespandente, ecc. Per questi motivi, segue in genere alla
formatura un periodo detto di maturazione , o stagionatura , durante il quale il
polimero espanso si stabilizza: si riequilibra la pressione tra le celle mediante
fenomeni diffusivi, viene perso lespandente per diffusione, si completa la
reticolazione, ecc.
Per quanto riguarda la struttura delle celle, si
distinguono sostanzialmente due grandi
famiglie: i solidi cellulari a celle aperte e a celle
chiuse . Idealmente, in una struttura a celle
aperte (Figura 2) le celle non hanno facce, ma
solo spigoli: lintera struttura costituita da
bacchette di solido concentrate negli spigoli e
non vi sono membrane a delimitare lateralmente
le celle. Utilizzando una definizione meno
restrittiva (e pi applicativa), in una struttura a
Figura 2: Schiuma metallica (alluminio) con struttura a celle aperte [4]
Solidi cellulari e polimeri espansi
- 6 -
Parte I
celle aperte le celle sono tutte intercomunicanti tra loro, attraverso membrane
comunque esistenti alle facce, ma forate pi o meno ampiamente. Al contrario,
una struttura a celle chiuse (Figura 3) caratterizzata dallaver tutte le celle
indipendenti tra loro, separate da membrane integre ad ogni faccia. Va da s che
nella pratica si ha quasi sempre a che fare con
strutture intermedie tra questi due estremi, per
cui presente una certa percentuale di celle
rotte nelle strutture a celle chiuse, esistono
strutture a celle prevalentemente aperte, e cos
via.
Tendenzialmente, le schiume termoindurenti
possono essere ottenute sia a celle chiuse che
aperte, mentre quelle termoplastiche tendono pi
facilmente ad essere a celle chiuse. Dal punto di vista applicativo, la tipologia di
struttura cellulare importantissima: per applicazioni termoisolanti, ad esempio,
una struttura a celle chiuse lideale, poich lisolamento delle celle impedisce
linnesco di moti convettivi nel gas di cella. Viceversa, una struttura a celle aperte
adatta per applicazioni dove sia necessaria la capacit di assorbire liquidi, o
siano richieste propriet fonoassorbenti.
1.2 Meccanismi di formazione
delle celle
Il processo per la preparazione di un
polimero espanso consiste, in estrema
sintesi, nelle seguenti fasi:
Generazione di bolle di gas in
un sistema liquido (Figura 4-a)
Accrescimento delle bolle e
formazione di una schiuma
polimerica (Figura 4-b)
Stabilizzazione della schiuma
per aumento della viscosit del liquido (Figura 4-c)
Figura 4: Schema delle fasi del processo di espansione. a) Nucleazione bolle; b) Accrescimento bolle; c) Stabilizzazione schiuma d) Solidificazione struttura
Figura 3: Schiuma metallica (alluminio) con struttura a celle chiuse [4]
Solidi cellulari e polimeri espansi
- 7 -
Parte I
Solidificazione della schiuma in una struttura cellulare (Figura 4-d).
Il controllo dei parametri operativi, quali tempi, temperature, pressioni e
concentrazioni di espandente, consente di ottenere strutture cellulari diverse a
seconda delle necessit.
Rimandiamo ad un capitolo successivo una discussione da un punto di vista
tecnologico del processo di espansione: qui ora ci soffermiamo sui fenomeni fisici
che sono alla base dellespansione di un polimero per lottenimento della struttura
cellulare.
Inizialmente si ha una fase liquida continua, che nel caso di polimeri
termoplastici consiste nel polimero stesso portato allo stato fluido, mentre nel caso
di termoindurenti consiste in un liquido precursore, generalmente un prepolimero
non ancora reticolato. Questa fase liquida viene additivata con opportuni agenti,
detti espandenti , che hanno lo scopo di generare, successivamente, delle bolle di
gas allinterno della massa liquida. Si parla di espandenti fisici (e
conseguentemente di espansione fisica) quando il gas (ad esempio aria o azoto)
viene direttamente disciolto nella fase liquida, formando una soluzione o un
sistema colloidale molto prossimo al punto di saturazione; le bolle di gas verranno
generate portando il sistema alla soprassaturazione, mediante rapide variazioni di
temperatura o pressione. Espansione fisica anche quando viene introdotto un
liquido bassobollente (come triclorofluorometano) il quale poi produrr gas
volatilizzandosi non appena la temperatura salir. Gli espandenti chimici , invece,
sono sostanze introdotte nella massa liquida che, in opportune condizioni di
temperatura e pressione, reagiscono tra loro chimicamente generando gas (un
esempio la reazione tra isocianato e acqua che genera anidride carbonica
gassosa nellespansione di alcune schiume poliuretaniche).
Nucleazione
La nucleazione delle bolle di gas nel sistema liquido di partenza un processo
in cui viene generata una seconda fase allinterno di una fase continua in equilibrio
metastabile. La nucleazione pu essere omogenea , quando le bolle si formano
interamente nella fase liquida, o eterogenea , quando le bolle si formano
allinterfaccia con una terza fase (tipicamente solida).
Solidi cellulari e polimeri espansi
- 8 -
Parte I
Secondo la teoria classica della nucleazione [5] , alla formazione di una bolla
di gas in una massa liquida, per nucleazione omogenea , associata una
variazione di energia libera di Gibbs esprimibile come:
1) )()( LBBLB xVppAG +=
dove la tensione superficiale allinterfaccia gas-liquido, A la superficie della
bolla, pB e pL le pressioni rispettivamente allinterno della bolla e nel liquido, VB il
volume della bolla, x il numero di moli di gas e B e L i potenziali chimici delle
molecole rispettivamente nella bolla e nella fase liquida.
Supponendo di essere in condizioni di equilibrio, la pressione della bolla pB
coincide con la tensione di vapore p, ed
inoltre i potenziali chimici B e L sono
uguali. Ne consegue che, se R il raggio
della bolla, lequazione 1 pu essere
cos riscritta:
2) )(3
44 32 LppRRG =
Nellequazione 2 si possono
identificare due termini: un contributo di
energia libera di superficie che, essendo
positivo, si oppone alla nucleazione e un
contributo negativo di energia libera di
volume, che tende a promuovere la nucleazione. Lespressione di G cos scritta
risulta avere un punto di massimo in corrispondenza di un valore di R, detto
raggio critico R C. Per valori del raggio inferiori a RC, le bolle formatesi tendono a
ridisciogliersi nel liquido (in quanto un loro accrescimento termodinamicamente
sfavorito, poich comporta aumento di energia libera), mentre per R > Rc la bolla
tende ad accrescersi (in quanto allaccrescimento corrisponde in ogni caso una
diminuzione di energia libera). Il valore del raggio critico si ricava dallequazione 1,
eguagliando a zero la derivata dellespressione appena scritta, ovvero imponendo
d(G)/dR = 0. Si ricava cos:
3) L
C ppR
= 2
Figura 5: Grafico qualitativo dell'energia libera (con i contributi superficiale e volumetrico) di nucleazione in funzione del raggio della bolla.
Solidi cellulari e polimeri espansi
- 9 -
Parte I
Il raggio critico risulta dunque tanto pi piccolo (e, di conseguenza, la
nucleazione di bolle stabili tanto pi favorita) quanto pi la tensione di vapore
elevata rispetto alla pressione del liquido. Unelevata differenza tra questi valori si
pu ottenere alzando la temperatura (e di conseguenza p ) oppure abbassando la
pressione del liquido pL. Lenergia libera in corrispondenza del raggio critico
detta barriera energetica GC e rappresenta lenergia necessaria per generare
un nucleo stabile, in grado di accrescersi. Quanto pi tale barriera bassa, tanto
pi la velocit di nucleazione sar elevata. Tipicamente, quello che si fa
soprassaturare di gas un fuso polimerico, per poi imporre un rapido salto di
pressione (o di temperatura) che generi linstabilit termodinamica che porta alla
nucleazione delle bolle. Lentit di questo salto influisce sulla barriera energetica,
dunque sulla velocit di nucleazione.
In realt, studiando la nucleazione di bolle di gas nel processo di produzione di
polimeri espansi, subentrano molteplici complicazioni a quella che la trattazione
analitica classica della nucleazione omogenea, la quale nata per spiegare il
fenomeno, assai pi semplice, dellebollizione di sostanze omogenee. Nel nostro
caso si ha infatti a che fare con un fuso polimerico, la cui viscosit dunque non
funzione solo di temperatura e pressione ma anche dello sforzo cui sottoposto
(non-newtonianit ). La soluzione che forma con il gas in essa disciolto non
ideale, e inoltre in genere sovrassaturata di gas ad alte pressioni (dunque non in
equilibrio), al fine di costituire una ulteriore forza motrice alla nucleazione. Lipotesi
di equilibrio chimico nelle condizioni di nucleo critico non valida, di conseguenza
le semplificazioni fatte sopra per arrivare allespressione del raggio critico e
dellenergia libera non sono, a rigore, valide.
Non negli scopi della presente trattazione approfondire le complesse
equazioni termodinamiche del fenomeno: basti la considerazione che, in genere,
tutti i fattori di complicazione enunciati tendono a diminuire il valore della G di
nucleazione, quindi a favorirla. Le trattazioni analitiche del fenomeno si basano
sulle equazioni della teoria classica della nucleazione, modificate attraverso
opportuni coefficienti correttivi che tengano conto dei fenomeni sopra citati. Si
veda [5] per approfondimenti.
Nel caso la nucleazione avvenga in corrispondenza dellinterfaccia con una
terza fase, generalmente solida, essa si dice eterogenea . Sempre riferendoci alla
Solidi cellulari e polimeri espansi
- 10 -
Parte I
teoria classica, lenergia libera in questo caso esprimibile come:
4) BLBslslsbsbblblet VppAAAG )( +=
dove bl, sb, sl sono le tensioni superficiali tra bolla e liquido, bolla e solido e
solido e liquido, rispettivamente (si veda Figura 6). Senza entrare nel merito dei
passaggi analitici necessari
per giungere a queste
conclusioni, possibile
ricavare unequazione per il
raggio critico che coincide
con lequazione 3, ovvero
con il caso della
nucleazione omogenea.
In realt, ci che cambia la barriera energetica GC, che viene diminuita dalla
presenza della fase solida. In particolare, viene diminuita tanto pi quanto pi la
tensione superficiale sl elevata e quanto minore la tensione sb. Gli agenti
nucleanti dunque dovranno essere scelti in maniera tale da non legarsi fortemente
con il liquido ed essere il pi affini possibile con il gas, al fine di facilitare la
nucleazione eterogenea.
Da un semplice bilancio di tensioni superficiali allequilibrio, possibile ricavare
che:
5) sb
blsl
=cos
evidente che a un basso valore della barriera energetica corrisponde un basso
valore dellangolo di contatto . In definitiva quindi, quanto pi tale angolo di
equilibrio sar basso (e le bolle dunque spalmate sul solido) tanto pi la
velocit di nucleazione risulter elevata grazie alla riduzione della barriera
energetica.
Tipicamente, nucleazione omogenea ed eterogenea avvengono
contemporaneamente, e sono competitive tra loro. La competitivit si gioca sulla
concentrazione dellagente nucleante: per basse concentrazioni prevalgono i
fenomeni di nucleazione omogenea, per alte concentrazioni la nucleazione
Figura 6: Schema di nucleo eterogeneo: sono evidenziate le tensioni superficiali tra le diverse fasi.
Solidi cellulari e polimeri espansi
- 11 -
Parte I
eterogenea favorita. Per concentrazioni intermedie, intorno al limite di solubilit
dellagente nucleante, si hanno fenomeni comparabili.
Giocando sulle pressioni di saturazione (per lomogenea), sulle concentrazioni di
nucleante (per leterogenea) o su entrambi (nella zona dove i due fenomeni
competono) si ottengono velocit di nucleazione differenti, le quali porteranno ad
una struttura pi o meno densa di bolle.
Accrescimento
Laccrescimento delle bolle di gas nucleate nel liquido polimerico un fenomeno
logicamente successivo, ma di fatto contemporaneo e competitivo alla
nucleazione. Infatti, quando una bolla nucleata stabilmente (ha cio raggio
uguale o superiore al raggio critico RC), essa inizia subito ad accrescersi per
diffusione del gas dal liquido circostante. Ci fa s che si abbia un gradiente di
concentrazione del gas nella zona circostante la bolla in accrescimento: in
particolare, intorno a s la bolla forma una zona povera di gas, cosa che
sfavorisce in quella zona la nucleazione di nuove bolle. Per questo motivo, se la
velocit di nucleazione bassa, ben presto laccrescimento delle bolle gi formate
impoverisce il liquido al punto da inibire la nucleazione: in questo modo si forma
una struttura fatta di poche bolle grandi. Viceversa, unelevata velocit di
nucleazione fa s che numerosi nuclei si formino prima che le bolle in
accrescimento assorbano troppo gas dal liquido, cosicch la struttura risultante
di numerose bolle di piccole dimensioni, che si traduce in un espanso ad alta
densit di celle.
La crescita delle bolle regolata principalmente da due fenomeni: la diffusione
e le forze viscose . Dapprima una bolla si accresce prevalentemente grazie alla
diffusione di gas dal liquido circostante, lavorando contro le forze viscose del fluido
che tendono invece ad opporsi allespansione. Raggiunto lequilibrio di
concentrazione tra bolla e gas, la crescita si arresta poich non pi disponibile
gas nella fase liquida per diffondere nelle bolle: a questo punto si pu avere
ulteriore crescita per diffusione di gas dalle bolle piccole a quelle grandi, o per
espansione fisica dovuta a variazioni di temperatura o pressione.
Se il liquido ha bassa viscosit, si pu accettare una modellizzazione della
crescita basata esclusivamente sulle equazioni dei fenomeni diffusivi: il caso ad
Solidi cellulari e polimeri espansi
- 12 -
Parte I
esempio dei poliuretani nella fase iniziale dellespansione, quando ancora il peso
molecolare del polimero sufficientemente basso da considerare i fenomeni
viscosi quasi trascurabili. Per fusi polimerici termoplastici, o comunque ad alto
peso molecolare, la viscosit del liquido invece troppo elevata perch si possa
modellizzare la crescita basandosi sulla sola diffusione, e dunque necessario
ricorrere a modelli assai complessi (per i quali necessario un approccio di tipo
numerico), in cui si tengano presenti contemporaneamente i contributi diffusivi e
viscosi. Tali modelli non sono oggetto della presente trattazione: si veda [5] per
chiarimenti e ulteriori rimandi bibliografici.
1.3 Dimensione caratteristica delle celle
E importante, volendo caratterizzare la struttura cellulare, definire innanzitutto la
dimensione lineare caratteristica delle celle. Questa pu essere definita in
diversi modi: valor medio tra la larghezza massima e minima di una cella, raggio di
una sfera di ugual volume, distanza media tra i centri di celle adiacenti
In realt, la dimensione delle celle in un espanso non mai uniforme, ma
distribuita statisticamente, a volte anche con varianza molto elevata. Parlando di
dimensione caratteristica si intende dunque, in genere, il valor medio di tale
distribuzione.
Per misurare questa grandezza ci si basa su immagini ottenute al microscopio;
esistono diverse metodologie per ricavare la lunghezza caratteristica dalle
immagini. Citiamo soltanto la norma ASTM D 3576 [6] , che sar discussa ed
applicata ad un caso reale in un capitolo successivo.
Anisotropia
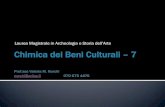
Molto spesso la struttura dei polimeri espansi anisotropa , seppure in maniera
limitata (si veda ad esempio Figura 7). Le celle, a meno che non si siano formate
in condizioni di completa libert di espansione nelle tre dimensioni, non hanno
forma equiassica, ma una direzione si rivela mediamente diversa dalle altre:
questo in genere causato dal processo tecnologico di espansione. In ogni caso,
lanisotropia delle celle si ripercuote sullintero espanso, rendendo le propriet
meccaniche e fisiche, in generale, diverse a seconda della direzione lungo cui
esse vengono misurate.
Solidi cellulari e polimeri espansi
- 13 -
Parte I
Per quantificare ci, si
definisce lanisotropia della
struttura cellulare come
rapporto tra la dimensione
media maggiore e quella
minore:
6) min
max
L
LR =
Normalmente, negli
espansi tale valore
intorno ad 1.3, ma dipende
fortemente dal processo
tecnologico di formatura e di lavorazione dellespanso.
Figura 7: Immagine al microscopio ottico di struttura anisotropica delle celle di un Polistirene espanso.
Propriet dei polimeri espansi
- 14 -
Parte I
22.. PPrroopprr iieett ddeeii ppooll iimmeerr ii eessppaannssii
Per i solidi cellulari, le propriet meccaniche, fisiche e termiche sono in generale
frutto della combinazione di quattro fattori:
La natura del solido che costituisce la matrice
La natura del fluido allinterno delle celle
Le quantit relative di solido e fluido (ovvero, la densit del solido
cellulare)
La morfologia della struttura cellulare
Nel mondo dei polimeri espansi, giocando su questi fattori si possono ottenere
materiali con un ampio spettro di propriet: da rigidi a flessibili, da galleggianti ad
assorbenti, termoisolanti o isolanti acustici. Densit relative pi o meno elevate,
strutture con un numero pi o meno alto di celle per unit di volume determinano
le propriet meccaniche e fisiche le quali, a loro volta, determinano il settore di
impiego del materiale.
2.1 Densit
Una caratteristica comune praticamente a tutti i polimeri espansi, in maggiore o
minore misura, la leggerezza . La densit apparente o, pi semplicemente, la
densit f (la f a pedice sta per foam, schiuma) di un polimero espanso,
definita [6] come il rapporto tra la massa di un campione di geometria nota e il suo
volume.
7) f
ff V
m=
probabilmente la caratteristica pi importante per un polimero espanso, in
quanto influenza molte altre propriet. Per le schiume varia da pochi kg/m3 (ordine
di grandezza della densit dellaria) a poco meno di 1000 kg/m3 (ordine di
grandezza della densit dei polimeri compatti). In ogni caso i solidi cellulari sono i
materiali con i valori pi bassi di densit, e ci fondamentale in molte
Propriet dei polimeri espansi
- 15 -
Parte I
applicazioni: nellimballaggio, ad esempio, ma anche in edilizia.
Un altro modo di esprimere la densit di un espanso attraverso la densit
relativa , ovvero [7] la densit della schiuma rapportata alla densit del polimero
compatto che ne costituisce la matrice, p (il pedice p sta per polymer):
8) p
f
=
Questa misura pu anche essere vista come la frazione volumetrica di
polimero in una schiuma: considerando trascurabile la massa del gas mg, infatti,
si ha che:
9) f
p
p
p
f
p
p
p
f
gp
p
p
f
f
p
f
V
V
V
m
V
m
V
m
V
mm
V
m
V
m
=/
/
+
==
Sono propriamente definiti polimeri espansi quelli il cui valore della densit
relativa uguale o inferiore a 0.3: questo valore corrisponde ad un rapporto tra
dimensione caratteristica delle celle e spessore medio delle pareti di 10 circa. Vale
a dire che, per valori di densit superiori, lo spessore delle pareti superiore a
1/10 della lunghezza caratteristica delle celle, e in questo caso pi che di celle
vere e proprie si deve parlare di porosit isolate, e il materiale definito un
semiespanso .
La densit relativa una propriet strettamente collegata alla morfologia della
struttura cellulare: come da equazione 9, infatti, essa di fatto coincide con la
frazione di volume occupata dal solido. Adottando un modello, idealizzato, di cella
di forma cubica (come quelle in Figura 8), se t lo spessore medio degli spigoli
delle celle e l la lunghezza delle nervature, allora valgono [8] :
10)
2
1
=l
tc
p
f
11) l
tc
p
f2=
Propriet dei polimeri espansi
- 16 -
Parte I
Lequazione 10 si applica a polimeri espansi a celle aperte, la 11 ad espansi a
celle chiuse. Le costanti c1 e c2 hanno valore prossimo a 1 e dipendono dalla
forma delle celle. Entrambe le equazioni valgono nellipotesi che t
Propriet dei polimeri espansi
- 17 -
Parte I
Conduttivit della fase solida
La conduzione attraverso il polimero solido stata studiata (si veda [9] )
considerando lespanso come
formato da celle cubiche, di
uguali dimensioni, allineate ed
equispaziate.
Supponendo che il flusso
termico sia perpendicolare ad
una delle facce delle celle, e
che il polimero sia
uniformemente distribuito nelle
sole pareti cellulari (come in
Figura 9-a), abbiamo che i 2/3 del materiale solido (4 facce su 6) sono orientati
nella direzione del flusso e sono dunque efficaci per la conduzione. La conduttivit
termica in questo caso risulta dunque:
13) pols
fs kk
=
3
2
essendo la densit relativa uguale alla frazione volumetrica di solido, mentre kpol
la conduttivit termica del polimero compatto. Nel caso diametralmente opposto,
in cui il materiale solido invece concentrato totalmente nelle nervature (una
struttura a celle aperte ideale, dunque, come in Figura 9-b) la frazione di solido
efficace per la conduzione, orientata cio nel senso del flusso termico, solo di
1/3 (4 spigoli su 12). Pertanto risulta:
14) pols
fs kk
=
3
1
In realt, il solido distribuito tra pareti e nervature, e le celle non sono
perfettamente allineate, n cubiche. Pertanto, unequazione semi-empirica che
descrive con buona approssimazione la conduttivit della sola fase solida del
polimero la seguente:
15) pols
fNs kk
=
33
28.0
Figura 9: Modello a celle cubiche allineate ed equispaziate per lo studio della conduzione attraverso il polimero solido. a) Polimero con centrato nelle pareti cellulari; b) Polimero concentrato nel le nervature
Propriet dei polimeri espansi
- 18 -
Parte I
dove N la frazione di solido contenuta nelle nervature, e 0.8 un coefficiente
empirico che tiene conto della non idealit della struttura.
Contributo della fase gassosa
Il fluido contenuto nelle celle contribuisce al trasferimento di calore per
conduzione pura ed eventualmente con moti convettivi. Se le celle sono chiuse e
sufficientemente piccole (meno di 10 mm), il contributo convettivo diventa
praticamente trascurabile. La convezione, quando presente, un meccanismo di
scambio termico molto efficiente: per questo motivo i migliori isolanti termici sono
espansi a celle chiuse con piccoli diametri cellulari.
La conduttivit della miscela gassosa dipende dalla natura dei gas, dalla loro
concentrazione e dalla temperatura, mentre la pressione sostanzialmente
ininfluente. Allinterno delle celle, in genere, non vi un solo fluido ma una miscela
di gas di diversa natura e diverso peso molecolare. La conduttivit complessiva
non una semplice somma dei contributi dei singoli gas, ma risulta una funzione
pi complessa, in ragione delle eventuali interazioni tra le molecole delle diverse
componenti della miscela. In generale, si ha:
16) =
=n
iiim kwk
1
dove ki la conduttivit della i-esima specie della miscela, mentre wi un fattore
peso, proporzionale alla frazione molare yi del gas, determinato secondo un
modello scelto allo scopo [8] [5] .
Il contributo alla conduttivit dellespanso, kg, risulta dunque pari a:
17) ms
fg kk
=
1
dove (1 - f/s) la frazione volumetrica di gas.
Irraggiamento
Le pareti cellulari si trasferiscono calore anche mediante irraggiamento. Per
descrivere questo contributo, il modello pi semplice quello di radiazione tra
lastre piane e parallele a temperature T1 e T2 e a distanza x, considerando le
pareti cellulari come corpi grigi. Il contributo radiativo alla conduttivit risulta cos:
Propriet dei polimeri espansi
- 19 -
Parte I
18) xTT
ki
+
=3
21
22
4
dove la costante di Stefan-Boltzmann, ed lemissivit delle pareti.
In realt, le pareti cellulari non sono
completamente opache: per questo, la
conduttivit radiativa nellequazione 18 va
moltiplicata per un opportuno coefficiente C 1,
corrispondente al numero di celle che devono
essere attraversate prima che la radiazione sia
completamente assorbita.
Anche la conduttivit radiativa risulta funzione
della densit relativa f/s: per lespressione di
tale dipendenza rimandiamo a [8] .
Conduttivit totale
La conduttivit totale funzione della densit
relativa, cos come tutte le sue componenti. Considerando trascurabile il contributo
convettivo, possibile costruire un grafico (come in Figura 11) che ne descrive
landamento generale
per un espanso a
celle chiuse. Come si
vede, si ha un minimo
di conduttivit intorno
a f/s = 0.03 0.07:
a questi livelli, la
conduttivit
dellespanso (intorno
a 0.04 W/mK) di
poco superiore a
quella dellaria (0.025
W/mK) che ne riempie
Figura 10: Trasmissione del calore per irraggiamento tra pareti cellulari
Figura 11: Andamento qualitativo della conduttivit termi ca in funzione della densit relativa in un polimero espa nso a celle chiuse.
Propriet dei polimeri espansi
- 20 -
Parte I
le celle [7] ; [11] .
Tutte le componenti della conduttivit sono influenzate dalla temperatura: in
genere si ha un aumento della conduttivit allaumentare della temperatura, ma
non mancano casi in cui si hanno dei lievi aumenti a basse temperature, legati alla
condensazione di un componente della miscela dei gas. I valori della conduttivit
forniti in letteratura si riferiscono generalmente alla temperatura standard di 10C.
Fenomeni diffusivi
Per garantire un buon isolamento termico, la conduttivit del gas contenuto nelle
celle deve essere molto bassa: questo si ottiene tipicamente con gas ad elevato
peso molecolare, ad esempio triclorofluorometano (TCFM)1. Con il passare del
tempo, per si ha il fenomeno dellinvecchiamento : i gas a bassa conduttivit
contenuti nelle celle fuoriescono per processi diffusivi, lasciando il posto allaria,
che ha invece una conduttivit pi elevata. Perci, con il passare del tempo le
propriet termoisolanti di un espanso tendono a peggiorare.
La diffusione avviene in modo indipendente per le diverse specie gassose, ed
regolata principalmente da due fenomeni:
la permeazione delle molecole di gas attraverso le pareti cellulari;
leffusione attraverso fori nelle pareti cellulari.
Per una trattazione quantitativa, si veda [8] .
Altre propriet termiche
Le altre propriet termiche di un polimero espanso, quali le temperature di
rammollimento e/o di fusione, il calore specifico, e il coefficiente di espansione
termica, sono generalmente quelle del polimero compatto corrispondente, in
quanto il contributo dei fluidi a queste propriet molto piccolo.
importante sottolineare che, sebbene il calore specifico di un espanso sia
praticamente pari a quello del polimero, a parit di volume la capacit termica di
1 Luso del TCFM e dei CFC in generale per ultimamente deprecato, per ragioni di impatto
ambientale. Si tende quindi a sostituirli con gas pi compatibili, sebbene meno performanti in
termini di isolamento termico, come gli idroclorofluorocarburi (HCFC) o il pentano. [7] ; [3] .
Propriet dei polimeri espansi
- 21 -
Parte I
un espanso molto minore, in virt del fatto che la densit, dunque la massa,
inferiore (di due ordini di grandezza!). Infatti, i polimeri espansi termoisolanti
scambiano pochissimo calore per raggiungere lequilibrio termico con un corpo
con cui vanno in contatto. Questo un ulteriore vantaggio nellimpiego degli
espansi per applicazioni termoisolanti.
2.3 Propriet meccaniche
Comportamento meccanico a compressione
Se sottoposto a compressione, un polimero espanso d tipicamente una curva
sforzo - deformazione simile a quella in Figura 12.
Sono chiaramente distinguibili tre zone:
Una prima zona dove il materiale risponde in modo elastico-lineare.
Una zona estesa di plateau.
Unultima zona di rapida crescita dello sforzo.
Nella zona di elasticit lineare , come schematizzato in Figura 13, per un
polimero a celle aperte, la
compressione dellespanso
si traduce, a livello
microscopico, nella
flessione delle nervature. Il
modulo di Young a
compressione della schiuma
viene cos ad essere
strettamente correlato al
modulo a flessione delle
nervature, considerate
come travi di polimero
compatto. Il rapporto tra il modulo della schiuma e il modulo del polimero compatto
risulta essere funzione della frazione volumetrica di polimero, dunque della densit
relativa, secondo lequazione 19:
Figura 12: Tipico andamento di una curva - di compressione per un polimero espanso.
Propriet dei polimeri espansi
- 22 -
Parte I
19)
2
s
f
s
f
E
E
Per un polimero a celle chiuse, a questa si
accompagna il contributo del fluido, la cui
pressione aumenta a causa della sollecitazione,
opponendosi alla compressione, e la
deformazione a trazione del polimero costituente
le facce, perpendicolarmente alla direzione di
compressione. Si adotta dunque un modello
misto in cui si considerino contemporaneamente
tutti i 3 contributi, come il modello degli elementi
in parallelo riportato in Figura 14.
Il contributo della flessione delle nervature descritto da unequazione analoga
alla 19, con in pi per un fattore
moltiplicativo:
20) ( )2
21 86.0
=
s
f
s
Nf C
E
E
dove C1 una costante e la
frazione di solido contenuta negli
spigoli delle celle.
Il contributo del fluido e quello della
trazione delle membrane sono
descritti, rispettivamente, dalle
equazioni 21 e 22:
21)
)1(
)21(0
s
f
fGf
p
d
dpE
==
22)
=
s
f
s
Mf C
E
E
)1(1
dove p0 la pressione iniziale del fluido e f il rapporto di Poisson della schiuma.
Figura 13: Schema della flessione delle nervature, in un modello cubico di cella aperta.
Figura 14: Modello con tre elementi in parallelo per descrivere la compressione di polimeri espansi a celle chiuse.
Propriet dei polimeri espansi
- 23 -
Parte I
Rimandiamo a [8] per una trattazione pi approfondita del modello appena
esposto.
Nella zona di plateau avvengono fenomeni di varia natura, a seconda delle
caratteristiche del polimero: in ogni caso, comunque, si ha un collasso della
struttura cellulare, che si traduce nella curva in un tratto a sforzo costante.
Per espansi con caratteristiche duttili o elastomeriche , il collasso avviene per
piegamento, distorsione o deformazione plastica, e conseguente cedimento
strutturale delle nervature laterali. Se lespanso a celle chiuse, la pressione
interna complica il fenomeno, opponendosi alla compressione e facendo avvenire
uno stiramento plastico delle pareti cellulari. In alcuni casi, si pu anche avere
lesplosione fisica di alcune celle, se la pressione interna notevolmente pi alta
della pressione atmosferica.
Per espansi rigidi con caratteristiche fragili , sia a celle aperte che chiuse, il
collasso avviene quando il momento flettente che agisce sulle nervature (ed
eventualmente sulle facce) supera il limite di rottura: la cella si rompe in modo
fragile e la struttura via via si sbriciola. Leffetto del fluido per espansi a celle
chiuse, in questo caso, solitamente trascurabile.
Lultimo tratto della curva sforzo-deformazione, che si osserva dopo il completo
collasso, corrisponde alla fase di densificazione . La struttura ormai collassata
viene compattata, e il modulo rapidamente sale, tendendo (al limite) al modulo
elastico del polimero compatto, quando le pareti cellulari vengono in contatto tra
loro. A questo punto, di fatto, il polimero-base ad essere sollecitato a
compressione.
Figura 15: Schema delle fasi di una prova di compressione su un generico espanso. a) struttura non sollecitata; b) fase elastico-lineare ; c) collasso strutturale; d) densificazione
Propriet dei polimeri espansi
- 24 -
Parte I
Ad eccezione dei polimeri espansi molto rigidi e con caratteristiche fragili, il
recupero al cessare della sollecitazione in genere considerevole: ci
essenzialmente dovuto allaria che rapidamente diffonde rigonfiando il materiale
(celle aperte) , o al fluido interno alle celle che si espande depressurizzandosi
(celle chiuse).
Comportamento a trazione
Similmente al comportamento a compressione, il comportamento a trazione pu
essere idealmente suddiviso in tre fasi
(vedi Figura 16):
Una prima fase di risposta
elastico-lineare, dovuta alla
flessione delle nervature delle
celle.
Una seconda fase in cui, a
causa dellallungamento delle
celle, il braccio delle forze che
causano la flessione degli
spigoli si riduce progressivamente: pertanto, lo sforzo cresce meno
rapidamente.
Unultima fase in cui, essendo oramai gli spigoli sostanzialmente allineati
tra loro, il polimero-
base ad essere posto in
trazione: si assiste
pertanto ad un aumento
del carico.
Per espansi polimerici con
comportamento fragile, in genere
si ha solo la prima fase, al
termine della quale si ha rottura
fragile per flessione delle
nervature.
Figura 16: Tipica curva - di trazione per un espanso polimerico duttile.
Figura 17: Schema del comportamento a trazione di un tipico polimero espanso a comportamento duttile. a) tratto elastico-lineare; b) fase di allineamento degli spigoli; c) trazione degli spigo li allineati
Propriet dei polimeri espansi
- 25 -
Parte I
2.4 Microstruttura e propriet
Come gi stato detto, le propriet macroscopiche dei polimeri espansi
dipendono, oltre che dalla densit e dalla natura di solido e gas che li
compongono, anche dalla struttura interna: morfologia, dimensioni, orientazione,
disposizione delle celle.
Lo strumento pi idoneo per studiare questi parametri il microscopio , ottico
od elettronico. Sulle immagini acquisite si possono poi fare valutazioni sulle
propriet morfometriche, anche avvalendosi di un opportuno software di analisi
dimmagine.
Per osservare una microstruttura al microscopio ottico, necessario che lo
spessore del provino non sia superiore alla met del diametro medio delle celle: in
caso contrario, la sovrapposizione tra celle di piani differenti renderebbe di difficile
individuazione la struttura dellespanso. Con il microscopio ottico si possono
ottenere, al massimo, fino a 1000 ingrandimenti utili.
Neanche le migliori immagini catturate con il microscopio ottico possono per
competere con la qualit delle immagini ottenibili con un microscopio elettronico a
scansione (SEM).
Tale strumento,
sebbene non
consenta di
distinguere i colori,
garantisce oltre ad
ingrandimenti molto
maggiori (fino a
100000 volte) una
profondit di
campo molto pi
elevata e un
contrasto molto
soddisfacente, il che porta ad avere unimmagine molto nitida (come in Figura 18)
e adatta a valutazioni quantitative sui parametri strutturali.
Per poter essere osservata al SEM, una superficie polimerica (non conduttiva)
Figura 18: Immagine SEM di schiuma polimerica in polimetilacrilimmide [13]
Propriet dei polimeri espansi
- 26 -
Parte I
viene generalmente metallizzata , ossia ricoperta da un sottile strato (circa 20 nm)
di metallo, generalmente oro. Questo perch la tecnologia alla base del
microscopio elettronico richiede che il campione liberi elettroni con facilit in
seguito alla collisione con il fascio elettronico primario proveniente dallo strumento
[12] .
Osservando i campioni al microscopio, si nota come spesso la microstruttura dia
importanti informazioni per la comprensione delle propriet macroscopiche del
materiale. Certo, non sempre lo studio della morfologia al microscopio in grado
di rendere ragione di tutte le propriet macroscopiche: tuttavia molte di queste
possono essere spiegate, o meglio comprese, proprio attraverso unindagine
microstrutturale che metta in evidenza le
correlazioni struttura-propriet.
Per quanto riguarda le propriet
termiche , un materiale che garantisca un
buon isolamento avr sicuramente una
struttura a celle completamente chiuse, o
con una bassissima percentuale di celle
rotte, in modo da poter garantire la
presenza allinterno delle celle di una
miscela di gas con bassissima
conduttivit termica, e da impedire la generazione di moti convettivi significativi nel
fluido.
Lisolamento acustico una propriet
che gli espansi, a dispetto della loro
bassa densit (e dunque basse capacit
di riduzione della trasmissione sonora),
possono ottenere grazie alla capacit di
assorbire le onde sonore con frequenze
medio-alte. Allo scopo necessaria una
microstruttura a celle aperte, per far s
che londa sonora si propaghi allinterno
del labirinto delle celle del materiale, per
essere poi trasformata in calore per attrito.
Figura 19: Immagine SEM di schiuma di poliuretano a celle chiuse. [14]
Figura 20: Immagine SEM di schiuma poliuretanica a celle aperte. [15]
Propriet dei polimeri espansi
- 27 -
Parte I
La permeabilit a gas e liquidi ovviamente funzione della percentuale di celle
aperte. Infatti, in una struttura prevalentemente aperta facile per gas e vapori
permeare e diffondere attraverso le celle. Unopportuna struttura con unelevata
percentuale di celle rotte in grado di assorbire e trattenere anche per lunghi
periodi grandi quantit di acqua o di liquidi: questa caratteristica ad esempio
sfruttata dalle schiume fenoliche per la conservazione dei fiori recisi, o in alcune
tipologie di polistirene espanso per vassoi destinati a contenere carne fresca e ad
assorbirne i liquidi.
Viceversa, una struttura a celle completamente chiuse garantisce unottima
impermeabilit: propriet sfruttata sia nella realizzazione di contenitori per alimenti
sia per applicazioni richiedenti il galleggiamento . Va notato, a questo proposito,
che negli espansi a celle chiuse di fatto ogni singola cella costituisce un elemento
galleggiante, cosicch tali materiali non affondano nemmeno in caso di grave
danneggiamento o foratura.
Losservazione microscopica consente di individuare la presenza di eventuale
anisotropia nel materiale: pertanto, qualora una dimensione cellulare risultasse
pi lunga delle altre due, o vi fosse una evidente orientazione preferenziale delle
celle nella struttura, nelle immagini acquisite da microscopio si possono ricavare
importanti considerazioni sia qualitative che quantitative allo scopo.
E importante anche valutare la trasformazione della microstruttura dopo
sollecitazione meccanica , particolarmente in quelle applicazioni (come
limballaggio o la protezione individuale) nelle quali il materiale sar sottoposto a
urti e sollecitazioni durante la sua vita. Si va dunque a verificare la presenza di
eventuali deformazioni permanenti, rotture delle celle, nascita di fessurazioni,
alterazioni delle pareti cellulari dopo la sollecitazione al fine di comprendere come
questa possa modificare la struttura e, di conseguenza, le propriet
macroscopiche dellespanso.
Propriet dei polimeri espansi
- 28 -
Parte I
Per acquisire informazioni
quantitative si pu utilizzare
un opportuno software di
analisi di immagine , in grado
di esaminare le immagini
ottenute dal microscopio per
ricavarne quante pi
informazioni possibili in
termini di quantit,
distribuzione per dimensione
e superficie, forma,
orientazione, connettivit della
struttura globale. Per approfondire, si veda [12] .
Figura 21: Microstruttura di un polistirene espanso dopo prova di compressione: sono visibili le distorsioni delle pareti cellulari.
Principali famiglie di polimeri espansi
- 29 -
Parte I
33.. PPrr iinncciippaall ii ffaammiiggll iiee ddii ppooll iimmeerr ii eessppaannssii
3.1 Schiume poliuretaniche
I poliuretani (PU) , in generale,
sono polimeri in cui sono presenti pi
gruppi uretanici (NHCOO, vedi Figura
22), ottenuti dalla sintesi di molecole
contenenti pi gruppi isocianici (di- o
poli-isocianati) e molecole contenenti
pi gruppi ossidrilici (dioli o polioli). La
polifunzionalit delle molecole
consente la formazione di polimeri
reticolati, quindi termoindurenti.
Le propriet e le caratteristiche del prodotto polimerico ottenuto dipendono sia
dalla struttura dei prodotti di base, polioli e poli-isocianati, sia dal tipo di
catalizzatori e additivi impiegati; questi ultimi vengono spesso premiscelati con i
polioli e contribuiscono, durante la reazione con lisocianato, sia a controllare la
reazione di sintesi del poliuretano, sia a modificare le propriet del polimero finale.
I polioli utilizzati nella sintesi dei poliuretani hanno generalmente peso
molecolare compreso tra 400 e 6000 e funzionalit (numero dei gruppi ossidrilici
reattivi per molecola) comprese tra 2 ed 8. Si tratta di catene polietere o
poliestere, o di miscele dei due tipi. La flessibilit della struttura molecolare dei
polioli, nonch la loro funzionalit, contribuiranno a determinare le propriet della
resina finale, in particolare lottenimento di una struttura rigida o flessibile.
Le schiume poliuretaniche sono sicuramente la famiglia di poliuretani pi
importante, in quanto assorbe pi del 60% della produzione in Europa [16] .
Lottenimento dei poliuretani espansi frutto di due meccanismi contemporanei: il
primo la reazione dellisocianato con i gruppi alcolici del poliolo: questa reazione
causa lallungamento della catena del poliolo e la formazione di un polimero
poliuretanico pi o meno reticolato.
Figura 22: Reazione di sintesi di un gruppo uretanico da un isocianato e un alcool.
Principali famiglie di polimeri espansi
- 30 -
Parte I
Il secondo meccanismo produce il gas rigonfiante mediante espansione chimica
o fisica: nel primo caso, alla reazione base della sintesi appaiata quella del
gruppo isocianico con lacqua, che genera lo sviluppo di anidride carbonica
gassosa che costituisce lagente espandente. Nel caso dellespansione fisica,
invece, un liquido bassobollente (tipicamente degli HCFC, cio
idroclorofluorocarburi) viene inglobato nella massa reagente e, sfruttando parte del
calore di polimerizzazione, passa allo stato gassoso espletando cos la sua
funzione di espandente.
I poliuretani espansi si possono dividere in due grandi famiglie: le schiume
rigide e le schiume flessibili : a queste si pu aggiungere un gruppo di schiume
con propriet intermedie che usualmente vengono chiamate semi-rigide . Come
dice il nome, la
differenza tra le
famiglie sta
appunto nella
rigidit meccanica
della struttura: a
livello molecolare,
ci si traduce in
una diversa
densit di reticolazione, che viene ottenuta con polioli e poliisocianati con
differente funzionalit (numero di gruppi funzionali attivi per ogni molecola) e peso
molecolare (vedi Tabella 1).
Il mercato pi ampio appartiene alle schiume poliuretaniche flessibili : si tratta
di espansi a celle aperte, con modulo elastico molto basso e recupero rapido e
completo dopo deformazione a compressione. Possono essere a base di polioli
polieterei o poliesterei. La maggior parte delle schiume flessibili prodotta in
impianti di tipo continuo oppure a lotti, mediante stampaggio. Le schiume flessibili
trovano applicazione laddove sono richieste la sofficit e la leggerezza che le
contraddistinguono, vale a dire nellimbottitura di sedili o supporti schiena, anche
nel mondo dellautomobile, come materassi o cuscini, come isolanti termici
nellabbigliamento sportivo e spesso anche nel settore dellimballaggio, come
protezioni per oggetti particolarmente delicati inseriti in protezioni pi rigide
Schiume Rigide Semi-rigide Flessibili
Funzionalit 3.0 8.0 3.0 3.5 2.0 3.0
Modulo elastico [MPa] > 700 700 70 < 70
Tabella 1: Modulo elastico delle diverse famiglie di schiume poliuretaniche, secondo la funzionalit dei polioli utilizzati nella reazione. [3]
Principali famiglie di polimeri espansi
- 31 -
Parte I
esterne (spesso in polipropilene). Per la loro struttura a celle aperte, sono
utilizzate anche per lisolamento acustico e vibrazionale, nel settore
automobilistico ad esempio.
Le schiume poliuretaniche rigide , invece, sono tipicamente strutture a celle
prevalentemente chiuse (pi del 90% [3] ) con scarsa flessibilit; dopo
compressione, non recuperano completamente la deformazione. Le loro
caratteristiche meccaniche sono conseguenza della struttura molecolare molto
densamente reticolata. Varie sono le tecnologie di produzione, che spaziano dalla
produzione, continua o a lotti, di blocchi o pannelli, alla realizzazione di strutture
sandwich mediante stampaggio a compressione, al riempimento di manufatti di
vario genere, al Reactive Injection Moulding (RIM), nel quale polioli e
poliisocianati sono miscelati e pompati nello stampo in proporzioni predeterminate
al fine di polimerizzare direttamente in sede di formatura.
Le applicazioni principali dei poliuretani espansi rigidi sono nel settore edile,
dove viene sfruttata la loro rigidit unitamente alla loro bassa conducibilit termica
(dovuta alla struttura a celle prevalentemente chiuse). Per la stessa ragione sono
largamente impiegate anche negli impianti refrigeranti, sia domestici che
industriali. Le loro caratteristiche di buona adesivit le rendono inoltre adatte alla
realizzazione di laminati, ad esempio come nucleo di pannelli sandwich dove
sono rivestite da resine poliestere o epossidiche caricate: ne risulta una struttura
leggera, con buona rigidit flessionale e buone propriet di isolamento termico:
lutilizzo largo nel settore aeronautico e dei trasporti.
Le schiume semirigide hanno propriet intermedie tra quelle delle due famiglie
principali: hanno un grado di reticolazione maggiore delle schiume flessibili che
conferisce loro, a temperature non elevate, una certa rigidit strutturale
unitamente per ad una capacit di recuperare le deformazioni a compressione
marcatamente maggiore di quella delle schiume puramente rigide. Una
applicazione tipica delle schiume semirigide nellimbottitura di parti interne degli
autoveicoli (cruscotti, portiere).
3.2 Schiume fenoliche
Le resine fenoliche sono polimeri termoindurenti ottenuti dalla condensazione
di fenoli (tipicamente fenolo) e aldeidi (tipicamente formaldeide) [18] . Il polimero
Principali famiglie di polimeri espansi
- 32 -
Parte I
termoindurente non viene prodotto direttamente a partire dai monomeri, ma questi
vengono preliminarmente miscelati per produrre degli oligomeri, cio catene
contenenti solo alcune unit monomeriche.
A seconda del pH a cui viene effettuata la reazione di oligomerizzazione e a
seconda del rapporto molare tra fenolo e aldeide, si possono ottenere due famiglie
di resine fenoliche: le novolacche o le resoliche . Le prime vengono ottenute a pH
acido, utilizzando un eccesso di fenolo (tipico rapporto molare tra formaldeide e
fenolo compreso tra 0,75 e 0,85) e sono solitamente solide, mentre le seconde
sono prodotte a pH basico (tipicamente 8 < pH < 11), impiegando un eccesso di
formaldeide e sono di solito liquide. La struttura chimica di una tipica novolacca e
di una tipica resolica prodotte a partire da fenolo e da formaldeide mostrata in
Figura 23. In realt va ricordato che la reazione di sintesi delle novolacche e delle
resoliche una tipica polimerizzazione a stadi e il prodotto finale una miscela
non solo di oligomeri a diversa massa molecolare, ma anche a struttura chimica
diversa, variabile a seconda della posizione reciproca dei gruppi ossidrilici (-OH),
metilenici (-CH2-) e metilolici (-CH2OH) sullanello aromatico.
Le novolacche, una volta prodotte, sono stabili, contenendo solo ossidrili, che
non possono reagire alle temperature ordinarie, per cui non tendono a reticolare
spontaneamente; le resoliche invece sono molto pi reattive. Infatti, esse
contengono sia gruppi ossidrili che metilolici, i quali tendono a reagire con velocit
pi o meno elevata, a seconda del pH
e della temperatura. Ne consegue che
le resine resoliche sono in grado di
indurire per semplice riscaldamento,
mentre le novolacche necessitano
dellaggiunta di agenti reticolanti, il pi
comune dei quali
lesametilentetrammina. In entrambi i
casi la reticolazione viene effettuata
mediante graduale riscaldamento della
miscela di reazione fino a una temperatura di 160-180C.
Le resine utilizzate per produrre le schiume fenoliche sono tipicamente
resoliche. Per quanto in letteratura siano riportati lavori nei quali viene descritta la
Figura 23: Struttura chimica di una tipica novolacca (in alto) e di una tipica resolica (in basso).
OH
OH
CH2OH
CH2OH
OH
CH2OH
OH
HO OH OH
Principali famiglie di polimeri espansi
- 33 -
Parte I
produzione di schiume a partire da novolacche, attualmente queste non sono
utilizzate a livello commerciale.
Il processo di formazione della schiuma solitamente di tipo fisico, e viene
realizzato utilizzando liquidi basso-bollenti quali idrocarburi o
idroclorofluorocarburi, anche se sono stati descritti processi in cui lespansione
viene ottenuta, similmente a quanto avviene nei poliuretani, mediante produzione
in situ di CO2, generata mediante reazione tra lacqua presente nella resina e
piccole quantit di isocianati appositamente aggiunti alla miscela di reazione.
La pi comune applicazione delle schiume fenoliche nella vita quotidiana
costituita dai blocchetti per la conservazione dei fiori recisi, che assorbono e
trattengono a lungo grandi quantit di acqua (fino a 50 volte il loro peso), grazie
anche alla loro struttura a celle aperte. Altre applicazioni sono nel campo
ortopedico, nella produzione di stampi che riproducono perfettamente lanatomia
del piede e che servono per produrre calzature personalizzate, oppure nel settore
minerario, dove sono impiegate per riempire cavit o aperture prodotte durante
lescavazione di miniere o gallerie. Schiume a celle chiuse destinate allisolamento
termico sono state introdotte sul mercato per un certo periodo, ma
successivamente sono state ritirate, principalmente a causa della corrosione
indotta dagli acidi impiegati per catalizzare il processo di reticolazione, i quali
rimangono inglobati nella schiuma. Molti sforzi sono in corso per superare questo
problema, in quanto, di per s, le resine fenoliche sono particolarmente
interessanti per applicazioni nellisolamento termico, grazie alla elevata
temperatura di utilizzo (150C), alla bassissima co nduttivit termica e ai buoni
livelli di resistenza meccanica raggiunti a densit economicamente vantaggiose.
Unaltra utilissima caratteristica delle resine fenoliche, e dunque delle schiume
da esse derivate, che esse sono tra le materie plastiche pi sicure dal punto di
vista della resistenza al fuoco : bruciano infatti lentamente e con difficolt, senza
propagare la fiamma e senza liberare gas tossici. Per questo motivo uno dei
campi di applicazione pi interessanti per le schiume fenoliche lisolamento nelle
costruzioni edili e, pi in generale, nella fabbricazione di pannelli sandwich e
laminati che richiedano buone propriet di resistenza al fuoco.
Infine, va ricordato che le resine fenoliche sono biologicamente inerti e hanno
Principali famiglie di polimeri espansi
- 34 -
Parte I
una buona resistenza chimica (fatta eccezione per acidi e basi concentrati).
3.3 Schiume di PVC
Il polivinilcloruro (PVC) un polimero termoplastico ottenuto dalla
polimerizzazione del cloruro di vinile (CH2CHCl). uno dei polimeri pi diffusi nelle
applicazioni quotidiane, principalmente grazie alla sua versatilit: infatti, con
diverse formulazioni di
additivi, in particolare con
laggiunta di plastificanti ,
si possono ottenere
tipologie di PVC con una
vastissima gamma di
propriet, da rigide (PVC-
U, o unplasticized PVC) a
flessibili (PVC-P, plasticized PVC).
Lampiezza delle propriet ottenibili determina unaltrettanto vasta possibilit di
scelta per quanto riguarda le tecnologie di lavorazione, e le applicazioni possibili.
Infatti, il campo di applicazione del polivinilcloruro vastissimo: si va dalledilizia
allimballaggio, al settore elettrotecnico (rivestimento di cavi) e automobilistico,
allindustria dello sport e del tempo libero, allabbigliamento (finta pelle) e
alloggettistica quotidiana: cards, cartellette, giocattoli, e molto altro ancora.
Per quanto riguarda la produzione di espansi , cos come per il polimero
compatto, si fa distinzione tra schiume di PVC rigide e flessibili. La produzione di
schiume avviene mediante processi detti in sospensione (S-PVC) o in emulsione
(E-PVC): lespansione avviene mediante lintroduzione di agenti espandenti, fisici
o chimici.
Schiume di PVC rigide
Le schiume rigide di PVC, attualmente, sono utilizzate per la produzione di tre
principali categorie di manufatti: profilati , lastre e tubi [19] . Rispetto a prodotti
equivalenti in PVC compatto, la variante espansa offre i vantaggi tipici della
struttura cellulare (leggerezza, isolamento termico e acustico) unitamente ad un
costo inferiore per unit di volume: il principale svantaggio , invece, la riduzione
Figura 24: Struttura chimica del cloruro di vinile monomero (CVM ) e del polivinilcloruro (PVC).
Principali famiglie di polimeri espansi
- 35 -
Parte I
di tenacit a causa della densit inferiore. Non va dimenticato, inoltre, che il PVC
un ottimo polimero dal punto di vista della resistenza al fuoco e alla fiamma, in
quanto la presenza di alogeni fa s che esso abbia propriet autoestinguenti.
Il PVC rigido espanso spesso usato in sostituzione del legno : infatti, questo
materiale pu essere segato, inchiodato, forato con le medesime attrezzature e
tecnologie tipiche della lavorazione del legno. Il PVC espanso rigido pu anche
essere prodotto in modo da
assomigliare al legno
anche esteticamente,
diventando quindi a tutti gli
effetti sostitutivo del legno
per le stesse applicazioni
di questo. In termini di
costo per unit di volume,
la schiuma di PVC pi
cara del legno; tuttavia, se
si considerano fattori quali
la tendenza a
salvaguardare il patrimonio forestale, i costi di manutenzione e di operazioni di
finitura dei manufatti in legno contrapposti alla elevata durevolezza e alla scarsa
manutenzione richiesta dal PVC, allora anche sotto laspetto economico limpiego
delle schiume rigide di PVC diviene assai vantaggioso.
Applicazioni tipiche, dunque, sono bordature, cornici e pannelli per ledilizia e
per la serramentistica; tavole e pannelli per cartelli, segnalazioni, porte e pareti,
tubi per fluidi non sotto pressione, e cos via. Le lastre di PVC espanso rigido,
inoltre, possono essere termoformate, cosa che estende ulteriormente il gi vasto
campo dimpiego di questo materiale.
Schiume di PVC flessibili
Anche le schiume di PVC flessibili trovano applicazione in settori quali ledilizia ,
limballaggio, lindustria automobilistica: ovviamente in casi dove sia richiesta la
loro peculiare flessibilit e sofficit: tappezzerie, ricoprimenti per pareti e altri
elementi architettonici, pavimentazioni e cos via.
Figura 25: Lastre estruse di PVC espanso rigido. [20]
Principali famiglie di polimeri espansi
- 36 -
Parte I
Applicazioni comuni nella vita
quotidiana del PVC flessibile espanso
sono le stuoie da ginnastica, le solette per
calzature, i giubbotti di salvataggio.
Spesso della schiuma di PVC flessibile
utilizzata nellabbigliamento (ad esempio
in alcuni tipi di giubbotti da lavoro) come
imbottitura per conferire un miglior
isolamento termico al capo.
3.4 Schiume poliolefiniche
Le poliolefine (polietilene , PE, e polipropilene , PP) sono i materiali polimerici
pi semplici dal punto di vista strettamente chimico, essendo composte
unicamente da carbonio ed idrogeno: tuttavia la loro versatilit, la loro
processabilit in numerose forme diverse, unitamente al fatto che forniscono un
ottimo bilancio di propriet meccaniche, una buona resistenza chimica e un basso
assorbimento di umidit, il tutto a costi contenuti, le rendono insostituibili per molte
applicazioni; perci esse rappresentano una fetta molto importante del mercato
dei materiali polimerici.
Sia il PE che il PP possono esere prodotti anche in forma espansa: al momento,
per, il mercato delle schiume poliolefiniche solo una piccola parte del mercato
complessivo delle schiume polimeriche, sebbene sia in continua crescita [21] : ci
dovuto principalmente al fatto che, nonostante le poliolefine siano tra i polimeri
pi economici, le tecnologie per la produzione di espansi poliolefinici sono ancora
piuttosto costose, e ci rende complessivamente le schiume di PE e PP meno
vantaggiose economicamente del polistirene o dei poliuretani.
Gli espansi poliolefinici mantengono le propriet positive dei corrispondenti
polimeri compatti, aggiungendo ad esse le caratteristiche di leggerezza,
isolamento termico, acustico ed elettrico, tipiche degli espansi. Le schiume
poliolefiniche vengono classificate come espansi rigidi o semi-rigidi, sebbene le
schiume di PE ad elevato grado di espansione abbiano una consistenza pi vicina
a quella dei poliuretani flessibili che non al polistirene espanso rigido. Hanno una
struttura cellulare prevalentemente a celle chiuse .
Figura 26: Fogli di PVC espanso flessibile, per applicazioni varie.
Principali famiglie di polimeri espansi
- 37 -
Parte I
Polietilene espanso
Le schiume polietileniche si dividono in schiume ad alta densit e a bassa
densit . Lo spartiacque tra le due categorie generalmente fissato per una
densit intorno ai 250 300 kg/m3.
Il polietilene espanso pu essere prodotto in due forme: estruso e reticolato .
Dal punto di vista microstrutturale, la forma reticolata (nella quale le catene di PE
formano un reticolo: si tratta dunque di una schiuma termoindurente) ha
dimensioni cellulari mediamente pi piccole e maggiormente omogenee, nonch
un aspetto e una consistenza, al tatto, maggiormente gradevoli.
Le schiume polietileniche hanno unottima capacit smorzante e di
assorbimento di energia: per questo motivo sono largamente usate
nellimballaggio protettivo . Un aspetto importante, per quanto riguarda gli
espansi del PE, la loro ottima facilit di lavorazione: sono infatti facilmente
tagliabili in varie forme e con varie attrezzature, e saldati per semplice
riscaldamento. Inoltre, lintrinseca bassa conducibilit elettrica del PE, unita alla
struttura cellulare che la abbassa ulteriormente, fanno del PE espanso un ottimo
isolante elettrico , dunque adatto anche per la protezione di oggetti (del settore
dellelettronica, ad esempio) per i quali tale caratteristica risulta fondamentale.
Schiume di PE ad alta densit sono utilizzate anche per il rivestimento dei cavi
elettrici.
Polipropilene espanso
Il PP espanso entrato piuttosto recentemente nel mercato delle schiume
polimeriche, tuttavia il suo consumo in continua crescita grazie alle ottime
propriet meccaniche (in particolare riguardo allassorbimento di energia) unite a
costi non particolarmente elevati. Per questi e altri motivi, sta gradualmente
sostituendo le schiume polietileniche reticolate in molte applicazioni, tra cui quelle
legate allindustria automobilistica .
Il PP espanso, normalmente, prodotto con due tecnologie: lestrusione di
lastre, o la sinterizzazione di perle pre-espanse (processo simile a quello
dellEPS, vedi cap. 4.1). Le schiume polipropileniche sono rinforzabili con fibre di
vetro. Come le altre poliolefine, hanno unottima resistenza chimica, elettrica e
allabrasione, anche in condizioni di temperature elevate (fino a 70C); la
Principali famiglie di polimeri espansi
- 38 -
Parte I
resistenza allumidit molto buona, grazie anche alla struttura a celle chiuse
della schiuma. Ottimo lassorbimento di energia, il che fa s che le schiume di PP
siano largamente usate nel settore dellimballaggio protettivo , in particolare
quando i prodotti da proteggere sono particolarmente delicati, o devono resistere
ad ambienti con condizioni critiche di temperatura o umidit.
Lastre di PP estruso sono utilizzate nel settore dellautomobile, ad esempio nel
vano sottocofano, con funzioni anche di assorbimento dei rumori e di barriera
allumidit; il PP sinterizzato da perle (EPP), invece, utilizzato nel settore
automobilistico per la sua ottima resistenza allimpatto, per paraurti, pannelli per
portiere, poggiatesta, protezioni varie allinterno dellabitacolo. Si stima che il
mercato delle schiume polipropileniche sia destinato a crescere, oltre che per le
alte prestazioni, anche per caratteristiche interessanti quali la possibilit di
riutilizzo delle parti stampate, il basso peso e la riciclabilit.
3.5 Altri polimeri espansi
Tecnicamente, tutti i polimeri possono essere prodotti in forma espansa. il
mercato che determina, sulla base delle prestazioni, delleffettiva applicabilit e dei
costi del materiale, quali categorie risultino le pi richieste, le pi utilizzate, e
dunque le pi importanti. Le famiglie rapidamente presentate fino qui, unitamente
alle schiume polistireniche che saranno affrontate con maggior dettaglio nel
capitolo successivo, sono appunto quelle che, grazie alle loro caratteristiche,
risultano le pi diffuse e le pi largamente utilizzate in una vasta gamma di
applicazioni. Non va per dimenticato che, sebbene inferiori per volumi produttivi,
perch magari destinati a settori applicativi ristretti o di nicchia, esistono molti
altri polimeri normalmente prodotti e commercializzati anche in forma espansa.
Solo per elencarne alcuni, citiamo il policarbonato (PC) alveolare, utilizzato in
edilizia sotto forma di lastre, altre schiume strutturali rigide quali quelle ottenute
dallABS (acrilonitrile-butadiene-stirene ), dal polibutilene-tereftalato (PBT).
Per una vasta panoramica sulle varie tipologie di polimeri espansi, sulle loro
propriet e applicazioni, si rimanda ai testi citati in bibliografia, in particolare a [3] ,
[7] e [25] .
Il polistirene espanso
- 39 -
Parte I
44.. IIll ppooll iisstt ii rreennee eessppaannssoo
Tra i polimeri espansi, sicuramente le schiume polistireniche, insieme a quelle
poliuretaniche, rappresentano la famiglia pi importante sia dal punto di vista dei
volumi produttivi che da quello della vastit delle applicazioni. La diffusione di
questi materiali tale che, nel linguaggio comune, parlando di polistirolo (termine
improprio per
indicare il
polistirene) si
intende sempre la
forma espansa.
Il polistirene, in
quanto tale, un
polimero vinilico
amorfo, rigido,
piuttosto fragile e trasparente. A causa di questa trasparenza si usa riferirsi al
polistirene compatto come PS cristallo, sebbene il termine sia improprio,
essendo il polimero amorfo. Viene ottenuto per polimerizzazione radicalica del
vinilbenzene, o stirene (Figura 27). Si presta molto bene alla realizzazione di
blends o copolimeri con ottime propriet: citiamo qui solo lABS (Acrilonitrile-
butadiene-stirene), materiale che presenta un eccellente insieme di caratteristiche,
per cui molto usato per la realizzazione di oggetti per il mercato di massa.
Il polimero stirenico di gran lunga pi usato per realizzare espansi il PS
omopolimero. Con esso si preparano espansi con due diverse tecnologie:
PS espanso ottenuto attraverso direct gassing del PS cristallo e
successiva estrusione (XPS)
PS espanso ottenuto per pre-espansione di perle di PS espandibile e
successiva sinterizzazione a caldo di queste (EPS)
Le due tecnologie portano allottenimento di materiali con propriet molto
diverse, e di conseguenza trovano impiego in differenti settori applicativi.
Figura 27: Formula chimica dello stirene monomero e del polistirene.
Il polistirene espanso
- 40 -
Parte I
4.1 Schiume EPS da polistirene espandibile
Il polistirene espanso EPS si produce partendo dal polistirene espandibile. Si
tratta di polistirene che viene polimerizzato in presenza di un agente espandente
(solitamente dal 4 al 7% in peso di una miscela di isomeri del pentano ) che viene
inglobato nel polimero stesso. La polimerizzazione si effettua in sospensione
acquosa, in modo da ottenere delle particelle quasi sferiche dette perle, di
diametro variabile da 0.2 a 3 mm, di PS cristallo impregnato di espandente.
Successivamente, le perle di PS espandibile vengono centrifugate ed essiccate,
per eliminare lacqua; si fanno poi passare attraverso diversi setacci, in modo da
suddividere le diverse granulometrie, ed eventualmente si sottopongono ad un
trattamento superficiale. Uno schema tecnologico-impiantistico del processo
visibile in Figura 28.
Le perle di PS espandibile cos prodotte devono essere stoccate a temperature
moderate (meno di 20C) e per un tempo limitato: in genere si va da un mese a
sei mesi circa tra la produzione e la lavorazione. Uno stoccaggio eccessivamente
lungo porterebbe a una diffusione dellespandente allesterno, con conseguente
perdita di propriet.
Figura 28: Schema tecnologico -impiantistico della fabbricazione delle perle di PS espandibile. [22]
Il polistirene espanso
- 41 -
Parte I
Nella fabbricazione di prodotti in EPS, le perle di PS espandibile rappresentano
il prodotto di partenza. Esse vengono dapprima sottoposte ad una pre-
espansione , che avviene in apposite apparecchiature dove le perle sono
intimamente mescolate con vapore dacqua saturo ad