Torino, Centro Congressi Lingotto 14 – 15 aprile...
15
Il “Tolerance Management” nell’Ingegneria di prodotto e di processo Torino, Centro Congressi Lingotto 14 – 15 aprile 2010 Tolerance Management e Sistemi di Misurazione Enrico Savio Professore Associato di Tecnologie e Sistemi di Lavorazione Università degli Studi di Padova Dip. di Innovazione Meccanica e Gestionale (DIMEG) Laboratorio di Metrologia Geometrica ed Industriale
Transcript of Torino, Centro Congressi Lingotto 14 – 15 aprile...

Il “Tolerance Management”nell’Ingegneria di prodotto e di processo
Torino, Centro Congressi Lingotto14 – 15 aprile 2010
Tolerance Management e Sistemi di Misurazione
Enrico SavioProfessore Associato di Tecnologie e Sistemi di LavorazioneUniversità degli Studi di Padova Dip. di Innovazione Meccanica e Gestionale (DIMEG)Laboratorio di Metrologia Geometrica ed Industriale

Laboratorio di Metrologia Geometrica ed Industriale
Attività di ricercaVerifica delle prestazioni dei sistemi non a contatto (ottici e CT)Procedure di valutazione dell’incertezza di misuraProcedure di valutazione dell incertezza di misuraMetrologia delle superfici freeformMetrologia dei microcomponentiValutazione economica delle attività metrologichegFormazione continua/online nella metrologia a coordinate
Attività didatticaCorsi di Tecnologia MeccanicaCorsi di Qualità e Metrologia nella Produzione
Dotazione sale metrologicheMacchine di misura multisensore e a 4 assi controllatiSistema automatico di digitalizzazione a triangolazione laserSi t i l t l i d ll fi iSistemi per la nanometrologia delle superfici(Sistema di tomografia computerizzata per misura dimensionale)
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 2

Sommario
Tolerance Management e Sistemi di Misurazione
1 Introduzione1. Introduzione
2. Legame tra Tolerance Management e strumentazione di misura
3 Classificazione fonti di errore3. Classificazione fonti di errore
4. Esempio 1: risultati confronto interaziendale CMM a contatto
5. Esempio 2: risultati confronto interaziendale CMM ottiche5. Esempio 2: risultati confronto interaziendale CMM ottiche
6. Esempio 3: tomografia computerizzata per misure dimensionali
7. Suggerimentigg
8. Conclusioni
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 3
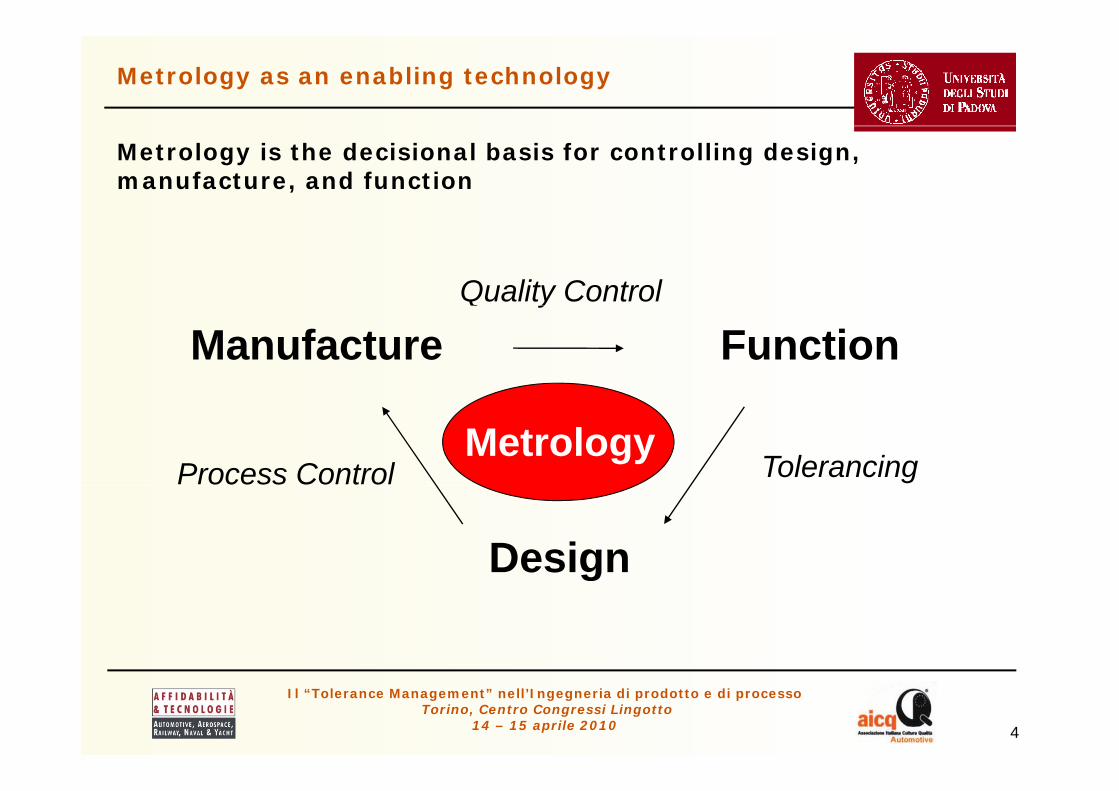
Metrology as an enabling technology
Metrology is the decisional basis for controlling design, manufacture, and function
Quality Control
Manufacture Functiony
MetrologyTolerancingProcess Control
Designg
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 4
Tolerance management e Sistemi di Misurazione
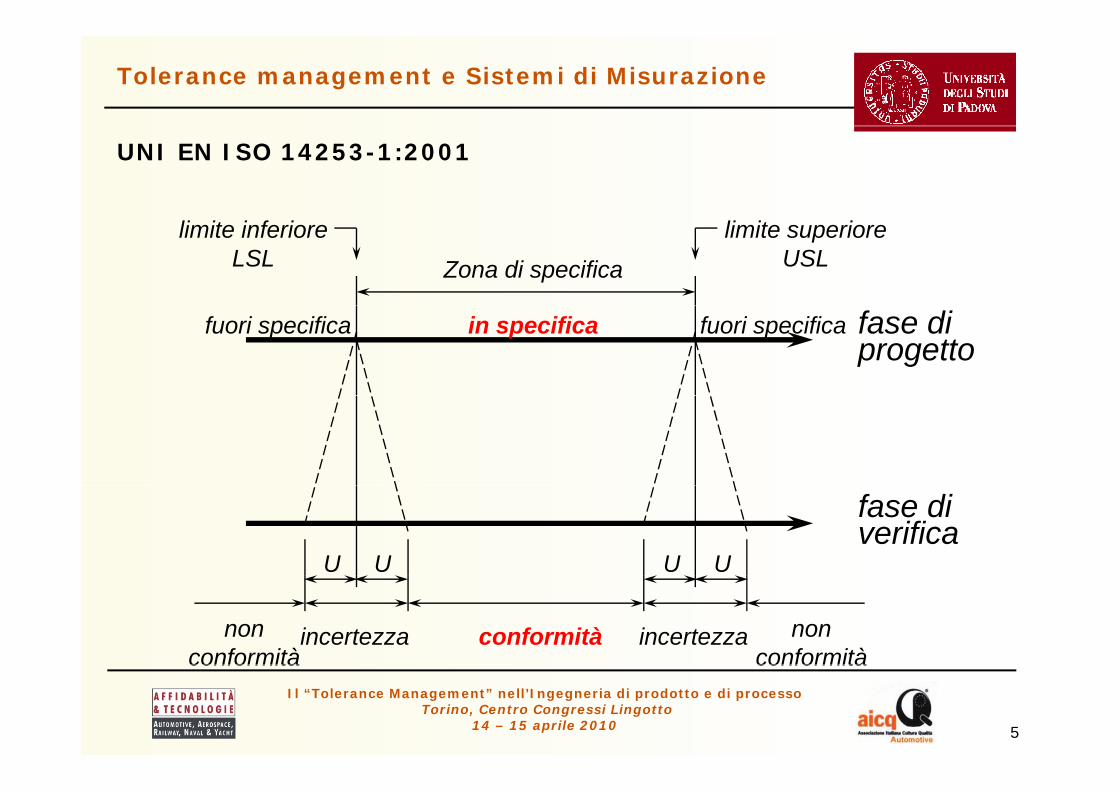
UNI EN ISO 14253-1:2001
Zona di specifica
limite inferioreLSL
limite superioreUSL
fase diprogetto
in specificafuori specifica fuori specifica
fase diverifica
U U U U
nonconformità
incertezza conformità incertezza nonconformità
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 5
conformità conformità
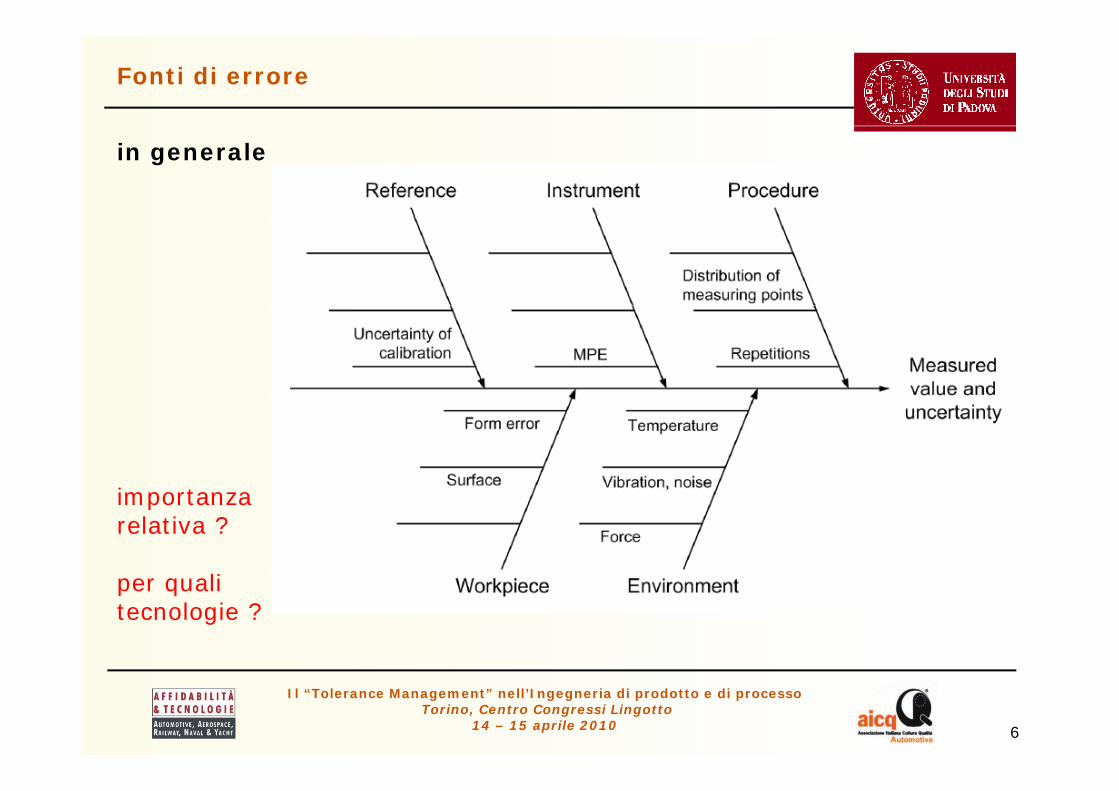
Fonti di errore
in generale
importanza relativa ?
liper qualitecnologie ?
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 6

Esempio 1: risultati Nordic Audit / Audit Italiano
Tipologia di tolleranza
- cambiano gli errori- stima incertezza più impegnativa
14
18
22
µm]
Y
50
X
Y
50
50
60
70
µm]
A-B
A B
-2
2
6
10
refe
renc
e va
lue
[µ X X
20
30
40
50
refe
renc
e va
lue
[µ-14
-10
-6
Dev
iatio
n fr
om
0
10
20
Dev
iatio
n fro
m r
-22
-18
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70CMM number
-20
-10
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70
CMM number
Hansen H. N., De Chiffre L., 1999, An industrial comparison of coordinate measuring machines in Scandinavia with focus on uncertainty statements, Precision Engineering, 23:185–195
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 7
a se , e C e , 999, dust a co pa so o coo d ate easu g ac es Sca d a a t ocus o u ce ta ty state e ts, ec s o g ee g, 3 85 95
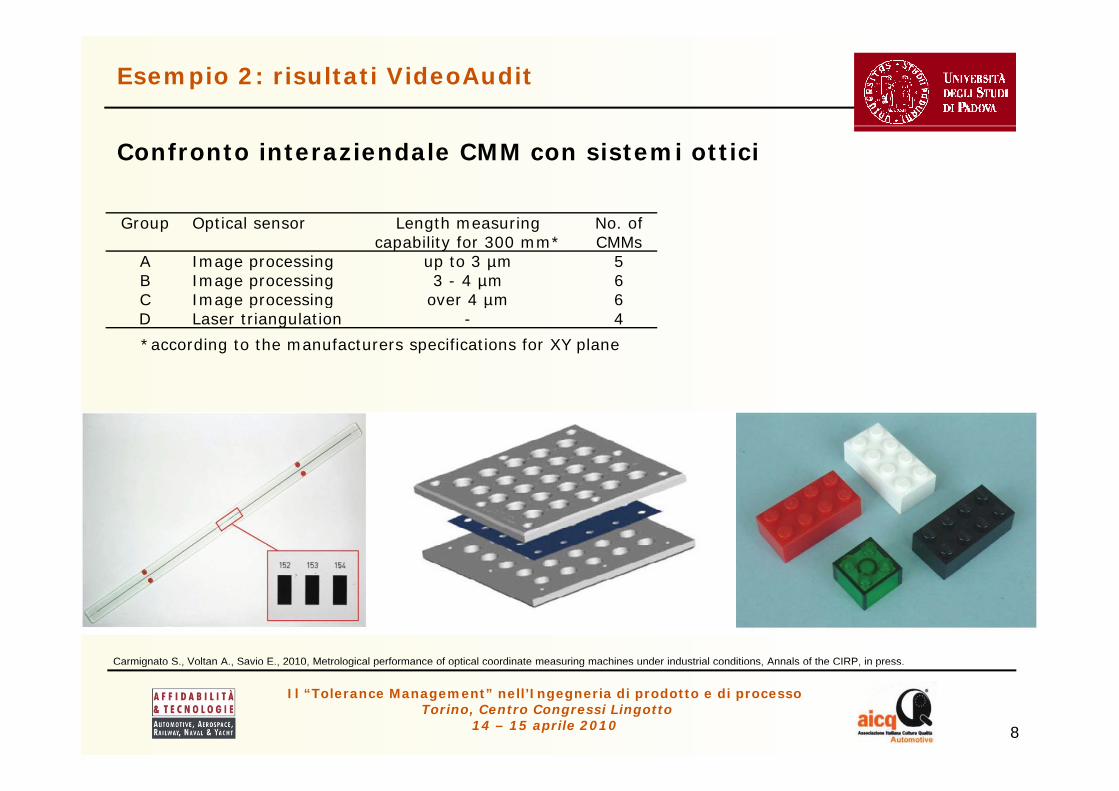
Esempio 2: risultati VideoAudit
Confronto interaziendale CMM con sistemi ottici
Group Optical sensor Length measuring capability for 300 mm*
No. of CMMs
A Image processing up to 3 µm 5B Image processing 3 - 4 µm 6C Image processing over 4 µm 6g p g µD Laser triangulation - 4*according to the manufacturers specifications for XY plane
Carmignato S., Voltan A., Savio E., 2010, Metrological performance of optical coordinate measuring machines under industrial conditions, Annals of the CIRP, in press.
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 8
Ca g ato S , o ta , Sa o , 0 0, et o og ca pe o a ce o opt ca coo d ate easu g ac es u de dust a co d t o s, a s o t e C , p ess
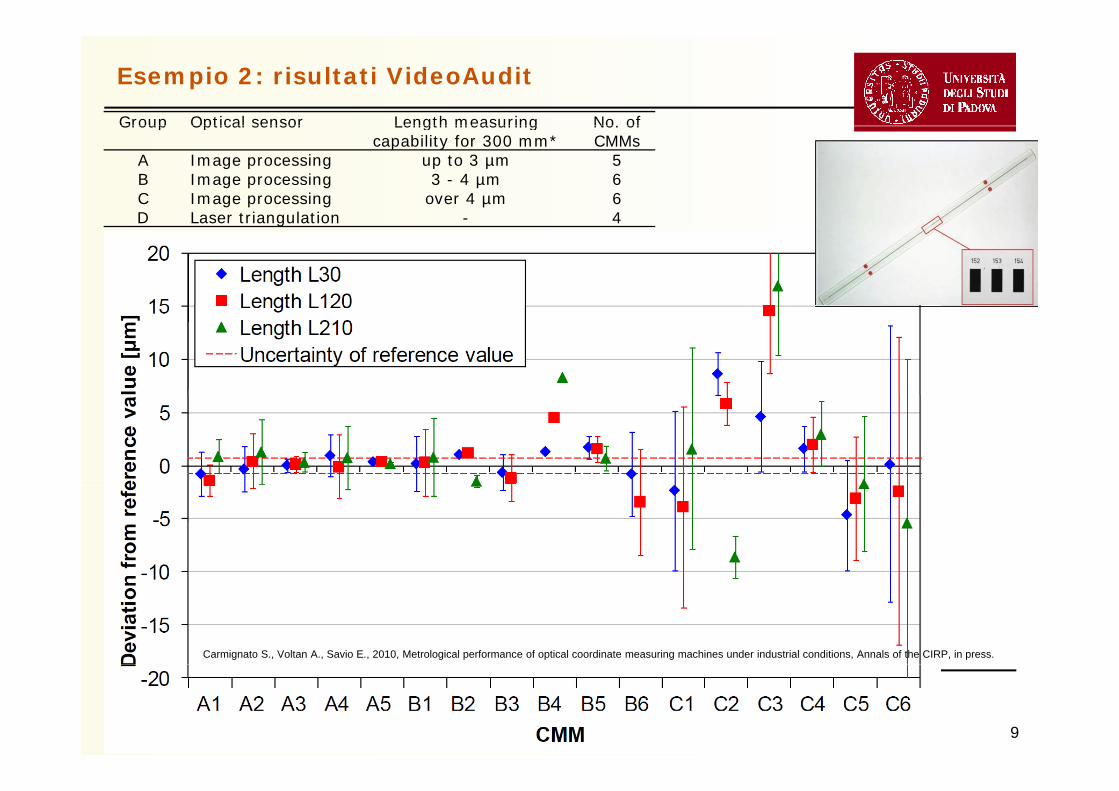
Esempio 2: risultati VideoAudit
Group Optical sensor Length measuring No. of Group Optical sensor Length measuring capability for 300 mm*
No. of CMMs
A Image processing up to 3 µm 5B Image processing 3 - 4 µm 6C Image processing over 4 µm 6D Laser triangulation 4D Laser triangulation - 4
Carmignato S., Voltan A., Savio E., 2010, Metrological performance of optical coordinate measuring machines under industrial conditions, Annals of the CIRP, in press.
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 9

Esempio 2: risultati VideoAudit
Group Optical sensor Length measuring No. of Group Optical sensor Length measuring capability for 300 mm*
No. of CMMs
A Image processing up to 3 µm 5B Image processing 3 - 4 µm 6C Image processing over 4 µm 6D Laser triangulation 4D Laser triangulation - 4
Carmignato S., Voltan A., Savio E., 2010, Metrological performance of optical coordinate measuring machines under industrial conditions, Annals of the CIRP, in press.
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 10
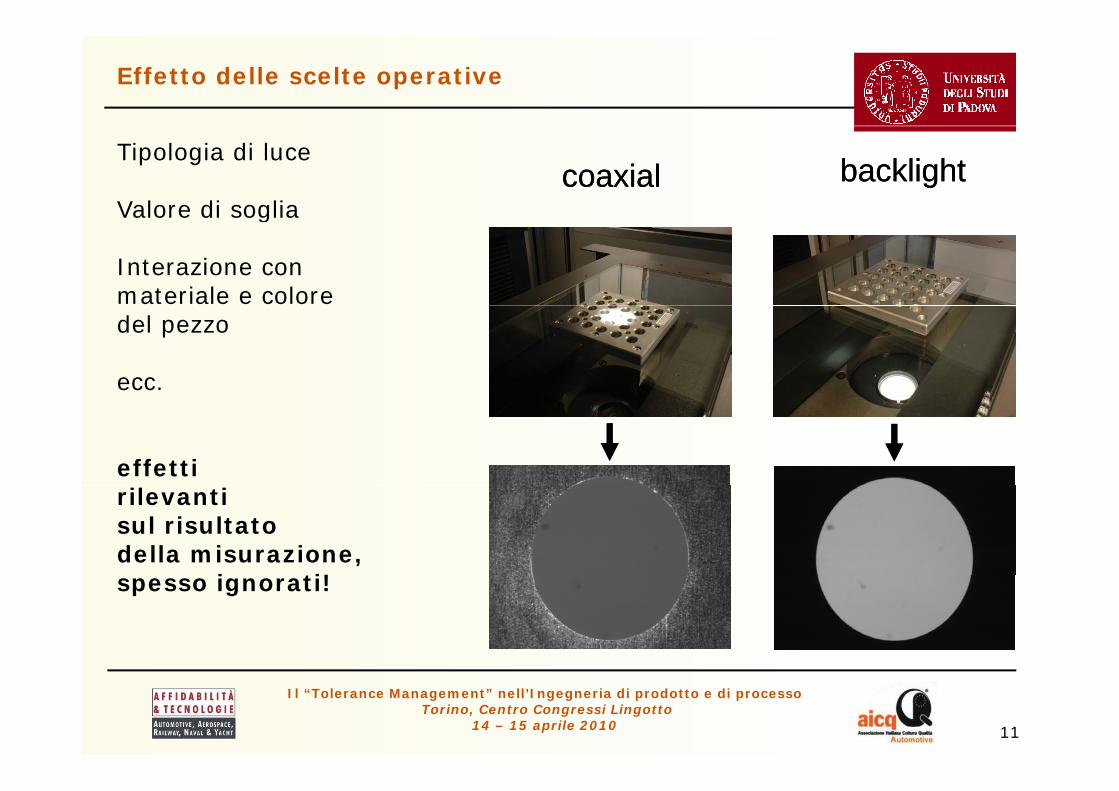
Effetto delle scelte operative
backlightbacklightcoaxialcoaxialTipologia di luce
Valore di sogliaValore di soglia
Interazione conmateriale e colore del pezzo
ecc.
effetti rilevanti sul risultatodella misurazione,
i ti!spesso ignorati!
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 11

Esempio 3: Tomografia Computerizzata
Nuove tecnologie per controllo dimensionale
- geometria completa interna/esterna/
- indagini nuove, R&D
- fonti di errore aggiuntive
- fase di postprocessing àcritica per qualità risultati
- CT-Audit (in corso)15 t i ti- 15 partecipanti
- 4 campioni- info:www.gest.unipd.it/ct-audit
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 12

Fonti di errore
Importanzarelativadiversadiversa
lo strumento spessodà un contributomarginalerispettoa operatoree procedura di misura!
Fonte : QFM Erlangen
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 13
Conclusioni
Tolerance Management e Strumenti di Misura
Corretta gestione della strumentazionenormativa internazionaleconferma metrologica gverifiche intermedie
Gestione dell’incertezza di misuraparametro quantitativo per prendere decisionifonti di errore
Competenza nell’utilizzo della strumentazioneformazione iniziale e continuaqualificazione del personalet kteamwork
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 14

Riferimenti
Laboratorio di Metrologia Geometrica ed IndustrialeUniversità degli Studi di Padova Dip. di Innovazione Meccanica e Gestionale (DIMEG)Dip. di Innovazione Meccanica e Gestionale (DIMEG)
www.dimeg.unipd.it/metro [email protected]
Associazione CMM Club Italiac/o INRIM, Torinowww.cmmclub.it [email protected]
L’Associazione è composta da utilizzatori, fornitori di servizi, studiosi di àmetrologia, laboratori metrologici, università, professionisti e costruttori
di Macchine di Misura a Coordinate (CMM); ha lo scopo di promuovere in Italia la conoscenza e lo sviluppo della metrologia, ed in particolare d ll t l i di i l di t della metrologia dimensionale e a coordinate.
Il “Tolerance Management” nell’Ingegneria di prodotto e di processoTorino, Centro Congressi Lingotto
14 – 15 aprile 2010 15