Torce MIG semiautomatiche T-Gun - bernardwelds.com · I simboli mostrati di seguito sono utilizzati...
20
; Processi Saldatura MIG (GMAW) Descrizione TG408 – REV E Marzo 2018 Saldatura MIG (GMAW) da 400 A semiautomatica con raffreddamento ad acqua Torce MIG semiautomatiche T-Gun™ GUIDA TECNICA Bernard Una divisione di Miller Electric Mfg. LLC 449 West Corning Road Beecher, Illinois 60401 Stati Uniti Tel: 1-855-MIGWELD (644-9353) (Stati Uniti e Canada) 1-519-737-3000 (altri Paesi) Fax: 708-946-6726 Per ulteriori informazioni, visitare il sito Web BernardWelds.com
Transcript of Torce MIG semiautomatiche T-Gun - bernardwelds.com · I simboli mostrati di seguito sono utilizzati...
;
Processi Saldatura MIG (GMAW) Descrizione
TG408 – REV E Marzo 2018
Saldatura MIG (GMAW) da 400 A semiautomatica con raffreddamento ad acqua
Torce MIG semiautomatiche T-Gun™
GUIDA TECNICA
Bernard Una divisione di Miller Electric Mfg. LLC 449 West Corning Road Beecher, Illinois 60401 Stati Uniti
Tel: 1-855-MIGWELD (644-9353) (Stati Uniti e Canada) 1-519-737-3000 (altri Paesi) Fax: 708-946-6726 Per ulteriori informazioni, visitare il sito Web BernardWelds.com
2
INDICE
GARANZIA ........................................................................................................................................................................ 3 SEZIONE 1: NORME DI SICUREZZA PER LE TORCE PER SALDATURA - LEGGERE PRIMA DELL’USO ................................. 4 1-1 USO SIMBOLI .............................................................................................................................................................. 4 1-2 PERICOLI DELLA SALDATURA AD ARCO ..................................................................................................................... 4 1-3 AVVERTENZE “PROPOSITION 65” ............................................................................................................................... 6 1-4 NORME DI SICUREZZA PRINCIPALI ............................................................................................................................. 6 1-5 INFORMAZIONE EMF ................................................................................................................................................... 6 SEZIONE 2: INSTALLAZIONE ............................................................................................................................................ 7 2-1 INSTALLAZIONE DEL BLOCCO DI COLLEGAMENTO RAPIDO SULL’ALIMENTATORE ...................................................... 7 2-2 INSTALLAZIONE DELLA TORCIA SUL BLOCCO DI COLLEGAMENTO RAPIDO ................................................................. 7 2-3 INSTALLAZIONE DEL PIN DI ALIMENTAZIONE SULLA TORCIA ...................................................................................... 8 SEZIONE 3: MANUTENZIONE ............................................................................................................................................ 9 3-1 UGELLO TREGASKISS™ E CONSUMABILI TOUGH LOCK™ ........................................................................................... 9 3-2 SOSTITUZIONE DELL’INTERRUTTORE ......................................................................................................................... 9 3-3 SOSTITUZIONE DEL BOCCHETTONE .......................................................................................................................... 10 3-4 SOSTITUZIONE DEL RIVESTIMENTO .......................................................................................................................... 11 3-5 SOSTITUZIONE DEL GRUPPO CAVO .......................................................................................................................... 12 SEZIONE 4: DATI TECNICI ............................................................................................................................................... 15 4-1 DIMENSIONI DEL BOCCHETTONE .............................................................................................................................. 15 4-2 CLASSIFICAZIONI DELL’AMPERAGGIO DELLA TORCIA .............................................................................................. 15 SEZIONE 5: OPZIONI ....................................................................................................................................................... 15 5-1 PLUG-IN DIRETTI ...................................................................................................................................................... 15 5-2 ADATTATORI DELL’ALIMENTATORE ......................................................................................................................... 16 5-3 SPINE DI COMANDO ................................................................................................................................................. 16 5-4 MODELLI DI CONNETTORE ........................................................................................................................................ 16 SEZIONE 6: RISOLUZIONE DEI PROBLEMI ...................................................................................................................... 17 SEZIONE 7: ESPLOSI ED ELENCO COMPONENTI ............................................................................................................. 18 SEZIONE 8: INFORMAZIONI ORDINI ................................................................................................................................ 20 8-1 ESEMPIO DI CODICE MODELLO STANDARD .............................................................................................................. 20 8-2 ESEMPIO DI TORCIA PERSONALIZZATA ..................................................................................................................... 20 8-3 TABELLA DEI CRITERI DELLA TORCIA ....................................................................................................................... 20
3
Grazie per aver scelto Bernard
Grazie per aver scelto un prodotto Bernard. La torcia MIG acquistata è un prodotto assemblato con cura, preparato per le operazioni di saldatura e testato in fabbrica prima della spedizione per garantire prestazioni di alto livello. Prima dell’installazione, confrontare l’apparecchiatura ricevuta con la fattura in modo tale da verificare che il prodotto spedito sia completo e privo di danni. È responsabilità dell’acquirente produrre le richieste di risarcimento per danni o perdite che si potrebbero verificare durante il trasporto tramite il vettore. Il manuale d’uso comprende informazioni generali, istruzioni e indicazioni di manutenzione per consentire di conservare la torcia MIG in maniera ottimale. Leggere, comprendere e seguire tutte le precauzioni di sicurezza. Sebbene siano state prese tutte le precauzioni ai fini di assicurare l’accuratezza del presente manuale d’uso, Bernard non si assume alcuna responsabilità per eventuali errori o omissioni. Bernard non si assume alcuna responsabilità per gli eventuali danni dovuti all’uso delle informazioni ivi contenute. Le informazioni contenute all’interno del presente manuale sono accurate in base alle nostre conoscenze al momento della stampa. Per il materiale aggiornato, vistare il sito Web Bernardwelds.com. Per assistenza clienti e applicazioni speciali, contattare il reparto Assistenza clienti Bernard presso 1-855-MIGWELD (644-9353) (Canada e USA) o 1-519-737-3000 (numero internazionale) o fax 1-708-946-6726. Il nostro team specializzato dell’assistenza clienti è disponibile dal lunedì al venerdì, dalle 8:00 alle 16:30 CST, e risponderà alle domande relative all’applicazione del prodotto o alla riparazione. Bernard produce eccellenti torce per saldatura (flux colored) MIG (GMAW) e FCAW semi-automatiche, consumabili, accessori e prodotti manuali ad arco. Per ulteriori informazioni sugli altri eccellenti prodotti Bernard, contattare il distributore locale Bernard o visitare il sito Web all’indirizzo BernardWelds.com
Garanzia
I prodotti del Venditore descritti di seguito non presentano difetti di materiale o fabbricazione per il periodo sotto specificato dal momento della consegna a un Acquirente autorizzato, purché utilizzati, conservati e riparati in modo appropriato e conforme alla documentazione del prodotto rilasciata dal fornitore. La garanzia contro i difetti non è applicabile a: (1) componenti consumabili o normali indumenti; (2) utilizzo dei prodotti con apparecchiatura, componenti o parti non specificate o fornite dal Venditore o previste dalla documentazione del prodotto.
Nel caso in cui venga riscontrato un difetto, consultare la nostra politica di restituzione della merce.
PRODOTTO PERIODO DI GARANZIA Torce MIG e componenti T-GUN™ con raffreddamento ad acqua 180 giorni
Il Venditore si riserva il diritto di esaminare qualsiasi prodotto presumibilmente difettoso per verificare l’effettiva esistenza del difetto riscontrato e che questo non sia causato da incidente, uso improprio, negligenza, installazione errata, modifica o riparazione non autorizzata, o sperimentazione scorretta.
In caso di difetto coperto dalla summenzionata garanzia, il Venditore provvederà, a sua discrezione, a sostituire o a rimborsare il prezzo dell’acquisto del prodotto difettoso. I prodotti ritenuti non difettosi verranno restituiti all’Acquirente a sue spese, successivamente all’invio di una notifica da parte del reparto Assistenza clienti del Venditore. AD ECCEZIONE DI QUANTO SOPRA STABILITO, IL VENDITORE NON CONCEDE ALCUN TIPO DI GARANZIA, SIA ESSA ESPLICITA O IMPLICITA, INCLUSE, A TITOLO NON ESAUSTIVO, LE GARANZIE DI COMMERCIABILITÀ O IDONEITÀ QUALSIASI SIA LO SCOPO. IN NESSUN CASO IL VENDITORE PUÒ ESSERE CONSIDERATO RESPONSABILE PER EVENTUALI DANNI, DI QUALSIASI NATURA ESSI SIANO, TRA CUI, A TITOLO NON ESAUSTIVO, DANNI DIRETTI, INDIRETTI, SPECIALI, ACCIDENTALI O CONSEQUENZIALI NONCHÉ POTENZIALI PERDITE DI PRODUZIONE E DI PROFITTO SOFFERTE PER QUALUNQUE CAUSA DERIVANTE DA RITARDO, AZIONE, ERRORE OD OMISSIONE DEL VENDITORE.
I componenti Bernard e Tregaskiss originali devono essere utilizzati per ragioni di sicurezza e prestazione; in caso contrario, la garanzia summenzionata viene a decadere. La garanzia non è valida nel caso in cui il danno subito dal prodotto sia conseguente a incidente, abuso o utilizzo improprio nonché in caso di una qualsiasi alterazione del prodotto che non sia appropriata ed eseguita dal personale autorizzato del Venditore.
4
SEZIONE 1: NORME DI SICUREZZA PER LE TORCE PER SALDATURA - LEGGERE PRIMA DELL’USO
PERICOLO! : indica una situazione di pericolo che, se non evitata, può comportare morte o lesioni fisiche gravi. I possibili pericoli sono mostrati dai simboli riportati accanto o spiegati nel testo.
Indica una situazione di pericolo che, se non evitata, può comportare morte o lesioni fisiche gravi. I possibili pericoli sono mostrati dai simboli riportati accanto o spiegati nel testo.
Questo gruppo di simboli significa “Avvertenza! Attenzione! Pericolo di SCOSSE ELETTRICHE, PARTI MOBILI e PARTI CALDE.” Consultare i simboli e le istruzioni corrispondenti riportate qui di seguito per le procedure necessarie a evitare tali rischi.
I simboli mostrati di seguito sono utilizzati all’interno del presente manuale per richiamare l’attenzione sui possibili rischi e per identificarli. In presenza di uno di questi simboli, fare attenzione e seguire le istruzioni corrispondenti per evitare il pericolo ad esso associato. Le informazioni sottostanti sono solo un riassunto di quelle più complete presenti nel manuale d’uso del generatore per saldatura. Leggere e rispettare tutti gli standard di sicurezza.
Le operazioni di installazione, messa in funzione, manutenzione e riparazione della presente apparecchiatura devono essere effettuate esclusivamente da personale qualificato. Per personale qualificato si intende chiunque, tramite l’ottenimento di un diploma o attestato riconosciuto o per il proprio livello professionale o grazie a una profonda conoscenza, formazione ed esperienza, abbia ampiamente dimostrato la sua capacità nel risolvere problemi legati all’argomento, al lavoro o al progetto in questione e abbia ricevuto una formazione sulla sicurezza al fine di saper riconoscere ed evitare i rischi connessi.
Durante il funzionamento, tenere lontani gli altri e in particolar modo i bambini.
Le SCOSSE ELETTRICHE possono uccidere. • Indossare sempre guanti isolanti asciutti. • Isolarsi sempre dal pezzo e da terra. • Non toccare elettrodi e parti elettriche sotto
tensione. • Sostituire le torce o i cavi scoperti,
danneggiati o rovinati. • Prima di sostituire la punta guidafilo o le parti
della torcia, spegnere il generatore per saldatura.
• Tenere tutti i coperchi e i manici saldamente al loro posto.
FUMI E GAS possono essere pericolosi. • Tenere la testa fuori dai fumi. • Ventilare l’area oppure usare un respiratore. Per
determinare il livello di ventilazione adeguato, si raccomanda di prelevare un campione per analizzare la composizione e la quantità di vapori e gas a cui è esposto il personale.
• Leggere attentamente le schede di sicurezza dei materiali (MSDS) e le istruzioni del costruttore relative ad adesivi, rivestimenti, detergenti, consumabili, refrigeranti, sgrassanti, flussi e metalli.
Le PARTI IN MOVIMENTO possono essere pericolose. • Tenersi lontani dalle parti in movimento. • Tenersi lontani da parti potenzialmente
pericolose, quali i rulli di trasmissione.
LE OPERAZIONI DI SALDATURA possono causare incendi o esplosioni. • Non saldare vicino a materiali infiammabili. • Non effettuare operazioni di saldatura su
contenitori precedentemente utilizzati per la conservazione di combustibili o contenitori chiusi quali serbatoi, bidoni o tubi, a meno che questi non siano preparati adeguatamente in conformità agli standard AWS F4.1 e AWS A6.0 (vedere Standard di sicurezza).
• Fare attenzione alle possibilità di incendi; tenere un estintore a portata di mano.
• Leggere attentamente le schede di sicurezza dei materiali (MSDS) e le istruzioni del costruttore relative ad adesivi, rivestimenti, detergenti, consumabili, refrigeranti, sgrassanti, flussi e metalli.
1-2 Pericoli della saldatura ad arco
1-1 Uso simboli
Proteggere sé stessi e gli altri da possibili lesioni: leggere, rispettare e conservare queste importanti precauzioni di sicurezza e istruzioni d’uso.
5
L’ACCUMULO DI GAS può causare lesioni o uccidere. • Spegnere sempre l’alimentazione di gas
compresso quando non si utilizza. • In ambienti confinati, mettere sempre in
funzione una ventilazione adeguata o utilizzare respiratori con alimentatore d’aria approvati.
Il CAVO DI SALDATURA può essere pericoloso. • Quando il pulsante è premuto, tenere le mani e il
proprio corpo lontani dalla punta della torcia.
I RAGGI PRODOTTI DALL’ARCO possono causare ustioni a occhi e pelle. I raggi dell’arco derivanti dal processo di saldatura producono raggi intensi visibili e invisibili (ultravioletti e infrarossi) che possono ustionare sia occhi sia pelle. Le operazioni di saldatura generano scintille. • Indossare un casco per saldatura
approvato, dotato di visiera con lenti filtranti di livello di protezione appropriata al fine di proteggere viso e occhi dai raggi dell’arco e dalle scintille durante la saldatura o l’osservazione del lavoro (vedere i codici ANSI Z49.1 e Z87.1 elencati negli Standard di sicurezza).
• Indossare occhiali di protezione approvati, dotati di visiere laterali sotto il casco.
• Usare barriere o schermi protettivi ai fini di proteggere terze persone da bagliori e scintille; assicurarsi che terze persone non fissino l’arco.
• Indossare indumenti per la protezione di tutto il corpo realizzati in materiale ignifugo e resistente (pelle, cotone pesante, lana). Tale protezione deve comprendere indumenti privi di sostanze a base oleosa, quali guanti in pelle, camicia pesante, pantaloni senza risvolto, scarpe pesanti e casco.
LEGGERE LE ISTRUZIONI. • Prima di eseguire l’installazione, l’utilizzo o la
manutenzione dell’unità, leggere e osservare con attenzione tutte le etichette sul manuale d’uso. Leggere le informazioni sulla sicurezza riportate all’inizio del manuale e in ogni sezione.
• Utilizzare esclusivamente parti di ricambio originali del produttore.
• Eseguire l’installazione, la manutenzione e le riparazioni in conformità a quanto riportato nel Manuale d’uso, negli standard industriali e nelle normative nazionali, statali e locali applicabili.
LE PARTI CALDE possono causare ustioni. • Prima di toccarla, consentire il
raffreddamento della torcia. • Non toccare metalli caldi. • Evitare che terze persone entrino in
contatto con metalli caldi.
IL RUMORE può danneggiare l’udito. Il rumore emesso da processi e apparecchiature può danneggiare l’udito.
• Verificare che il livello di rumorosità non ecceda i limiti stabiliti dall’OSHA.
• Usare un modello approvato di tappi per le orecchie o paraorecchie qualora il livello di rumorosità sia elevato.
• Avvertire gli altri riguardo ai possibili rischi per l’udito.

6
1-3 Avvertenze “Proposition 65”
AVVERTENZA: questo prodotto può esporre l’utilizzatore a sostanze chimiche, tra cui il piombo, note allo stato della California come causa di cancro e difetti congeniti o altri danni riproduttivi. Per maggiori informazioni, visitare la pagina Web www.P65Warnings.ca.gov.
1-4 Norme di sicurezza principali
Il documento Safety in Welding, Cutting, and Allied Processes (Sicurezza nella saldatura, nel taglio e nei processi connessi), ANSI Standard Z49.1 è liberamente scaricabile presso la American Welding Society all’indirizzo http://www.aws.org; in alternativa può essere acquistato presso Global Engineering Documents (tel.: 1-877-413-5184, sito Web: www.global.ihs.com).
Safe Practice For Occupational And Educational Eye And Face Protection (Procedure sicure di protezione professionale e didattica degli occhi e del viso), ANSI Standard Z87.1, da “American National Standards Institute”, 25 West 43rd Street, New York, NY 10036 (tel.: 212‐642‐ 4900, sito Web: www.ansi.org).
Safe Practices for the Preparation of Containers and Piping for Welding and Cutting (Procedure di sicurezza per la preparazione dei contenitori e dei tubi per la saldatura ed il taglio), American Welding Society Standard AWS F4.1 da “Global Engineering Documents” (tel.: 1-877-413-5184, sito Web: www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Combustibles (Procedure di sicurezza per la saldatura ed il taglio dei contenitori che hanno contenuto combustibili), American Welding Society Standard AWS A6.0 da “Global Engineering Documents” (tel.: 1-877-413-5184, sito Web: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, da “National Fire Protection Association” (Associazione Nazionale Vigili del Fuoco), Quincy, MA 02169 (tel: 1‐800 -344‐3555, siti Web: www.nfpa.org e www. sparky.org).
Safe Handling of Compressed Gases in Cylinders (Impiego sicuro di gas compressi in bombole), “CGA Pamphlet P-1”, da “Compressed Gas Association”, 14501 George Carter Way, Suite 103, Chantilly, VA 20151 (tel.: 703-788-2700, sito Web: www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, “CSA Standard W117.2”, da “Canadian Standards Association”, Standards Sales, 5060 Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS (tel.: 800‐463‐ 6727, sito Web: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face Protection (Procedure sicure di protezione professionale e didattica degli occhi e del viso), ANSI Standard Z87.1, da “American National Standards Institute”, 25 West 43rd Street, New York, NY 10036 (tel.: 212‐642‐ 4900, sito Web: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot Work (Norma per la prevenzione degli incendi durante la saldatura, il taglio e altre lavorazioni ad alta temperatura), NFPA Standard 51B, da “National Fire Protection Association”, Quincy, MA 02169 (tel: 1‐800 -344-3555, sito Web: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General Industry, Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part 1910 Subpart Q, and Part 1926, Subpart J da U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250–7954 (tel: 1-866-512-1800) (10 uffici OSHA regionali; il telefono per la Regione 5, Chicago, è 312-353-2220, sito Web: www.osha.gov).
1-5 Informazione EMF
Il passaggio delle correnti elettriche nei conduttori genera campi elettromagnetici localizzati (EMF). La corrente generata dalla saldatura ad arco (e dai processi correlati, comprese le operazioni di saldatura a punti, scriccatura, taglio ad arco plasma e riscaldamento ad induzione) produce un campo EMF attorno al circuito di saldatura. I campi elettromagnetici potrebbero interferire con alcune protesi o dispositivi medicali, tra cui i pacemaker. È necessario adottare alcune misure protettive per coloro che portino impianti medici. Ad esempio, limitare l’accesso da parte dei passanti o eseguire valutazioni di rischio per i singoli saldatori. Tutti i saldatori sono tenuti a rispettare le seguenti procedure al fine di ridurre al minimo l’esposizione ai campi EMF creati intorno al circuito di saldatura: 1. Tenere i cavi insieme attorcigliandoli o avvolgendoli con del
nastro oppure utilizzando un copricavo. 2. Non infrapporsi tra i cavi di saldatura. Sistemare tutti i cavi da
una parte, lontano dall’operatore.
3. Non avvolgere i cavi intorno al corpo. 4. Tenere testa e busto quanto più lontano possibile
dall’apparecchiatura inserita nel circuito di saldatura. 5. Collegare il morsetto di massa al pezzo da saldare il più vicino
possibile al punto di saldatura. 6. Non lavorare accanto a, sedersi su o appoggiarsi al generatore per
saldatura. 7. Non eseguire la saldatura mentre si trasporta il generatore per
saldatura o l’alimentatore filo. Informazioni sui dispositivi medicali impiantati: Le persone su cui sono stati impiantati dispositivi medicali devono rivolgersi al proprio medico e al produttore del dispositivo prima di eseguire operazioni di saldatura ad arco, saldatura a punti, scriccatura, taglio ad arco plasma e riscaldamento ad induzione, o prima di avvicinarsi a luoghi dove si svolgono tali operazioni. In caso di autorizzazione dal proprio medico, si raccomanda di seguire le procedure sovra indicate.
7
SEZIONE 2: INSTALLAZIONE
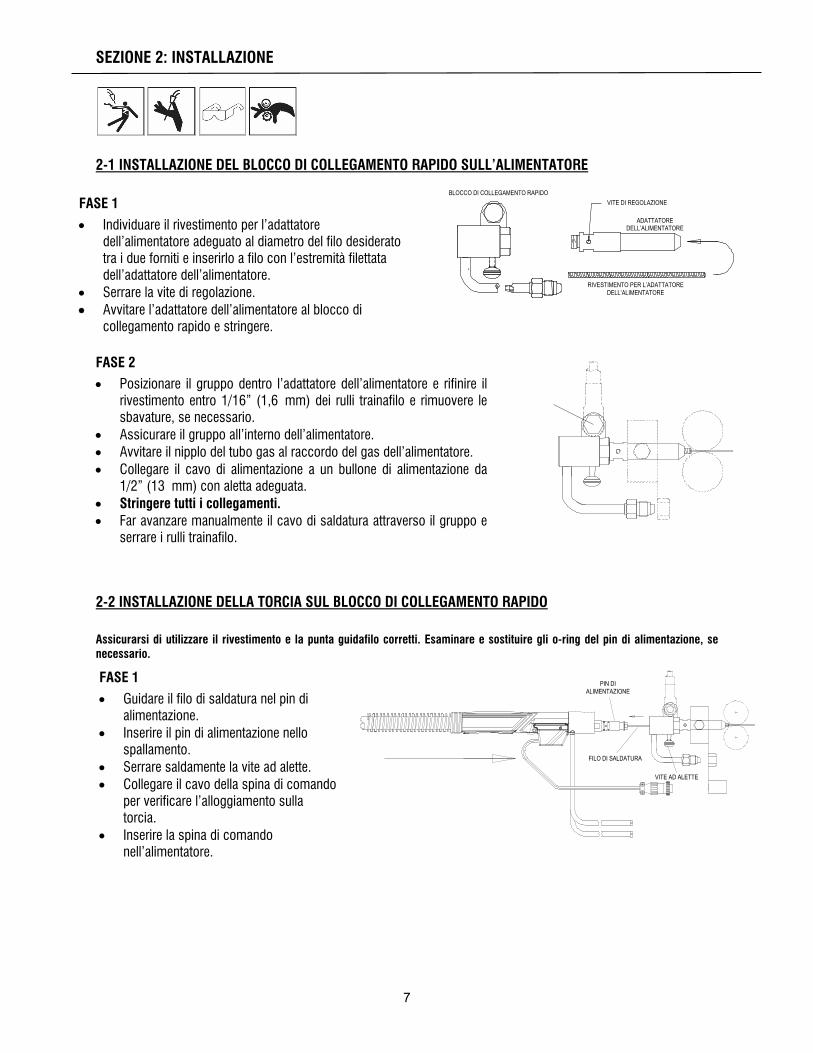
2-1 INSTALLAZIONE DEL BLOCCO DI COLLEGAMENTO RAPIDO SULL’ALIMENTATORE
2-2 INSTALLAZIONE DELLA TORCIA SUL BLOCCO DI COLLEGAMENTO RAPIDO
Assicurarsi di utilizzare il rivestimento e la punta guidafilo corretti. Esaminare e sostituire gli o-ring del pin di alimentazione, se necessario.
FASE 1
• Guidare il filo di saldatura nel pin di alimentazione.
• Inserire il pin di alimentazione nello spallamento.
• Serrare saldamente la vite ad alette. • Collegare il cavo della spina di comando
per verificare l’alloggiamento sulla torcia.
• Inserire la spina di comando nell’alimentatore.
FASE 1
• Individuare il rivestimento per l’adattatore dell’alimentatore adeguato al diametro del filo desiderato tra i due forniti e inserirlo a filo con l’estremità filettata dell’adattatore dell’alimentatore.
• Serrare la vite di regolazione. • Avvitare l’adattatore dell’alimentatore al blocco di
collegamento rapido e stringere.
FASE 2
• Posizionare il gruppo dentro l’adattatore dell’alimentatore e rifinire il rivestimento entro 1/16” (1,6 mm) dei rulli trainafilo e rimuovere le sbavature, se necessario.
• Assicurare il gruppo all’interno dell’alimentatore. • Avvitare il nipplo del tubo gas al raccordo del gas dell’alimentatore. • Collegare il cavo di alimentazione a un bullone di alimentazione da
1/2” (13 mm) con aletta adeguata. • Stringere tutti i collegamenti. • Far avanzare manualmente il cavo di saldatura attraverso il gruppo e
serrare i rulli trainafilo.
BLOCCO DI COLLEGAMENTO RAPIDO VITE DI REGOLAZIONE
ADATTATORE DELL’ALIMENTATORE
RIVESTIMENTO PER L’ADATTATORE DELL’ALIMENTATORE
PIN DI ALIMENTAZIONE
VITE AD ALETTE
FILO DI SALDATURA
8
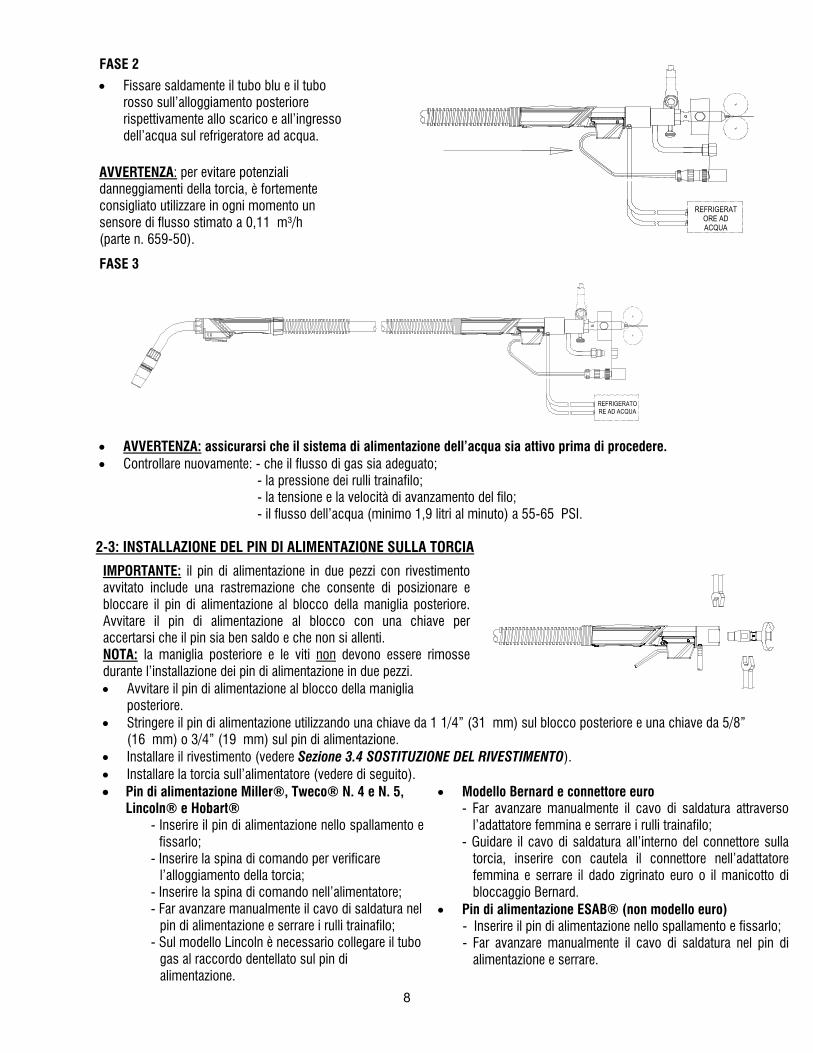
FASE 2
• Fissare saldamente il tubo blu e il tubo rosso sull’alloggiamento posteriore rispettivamente allo scarico e all’ingresso dell’acqua sul refrigeratore ad acqua.
AVVERTENZA: per evitare potenziali danneggiamenti della torcia, è fortemente consigliato utilizzare in ogni momento un sensore di flusso stimato a 0,11 m³/h (parte n. 659-50).
FASE 3
• AVVERTENZA: assicurarsi che il sistema di alimentazione dell’acqua sia attivo prima di procedere. • Controllare nuovamente: - che il flusso di gas sia adeguato;
- la pressione dei rulli trainafilo; - la tensione e la velocità di avanzamento del filo; - il flusso dell’acqua (minimo 1,9 litri al minuto) a 55-65 PSI.
2-3: INSTALLAZIONE DEL PIN DI ALIMENTAZIONE SULLA TORCIA
IMPORTANTE: il pin di alimentazione in due pezzi con rivestimento avvitato include una rastremazione che consente di posizionare e bloccare il pin di alimentazione al blocco della maniglia posteriore. Avvitare il pin di alimentazione al blocco con una chiave per accertarsi che il pin sia ben saldo e che non si allenti. NOTA: la maniglia posteriore e le viti non devono essere rimosse durante l’installazione dei pin di alimentazione in due pezzi. • Avvitare il pin di alimentazione al blocco della maniglia
posteriore. • Stringere il pin di alimentazione utilizzando una chiave da 1 1/4” (31 mm) sul blocco posteriore e una chiave da 5/8”
(16 mm) o 3/4” (19 mm) sul pin di alimentazione. • Installare il rivestimento (vedere Sezione 3.4 SOSTITUZIONE DEL RIVESTIMENTO). • Installare la torcia sull’alimentatore (vedere di seguito). • Pin di alimentazione Miller®, Tweco® N. 4 e N. 5,
Lincoln® e Hobart® - Inserire il pin di alimentazione nello spallamento e
fissarlo; - Inserire la spina di comando per verificare
l’alloggiamento della torcia; - Inserire la spina di comando nell’alimentatore;
- Far avanzare manualmente il cavo di saldatura nel pin di alimentazione e serrare i rulli trainafilo;
- Sul modello Lincoln è necessario collegare il tubo gas al raccordo dentellato sul pin di alimentazione.
• Modello Bernard e connettore euro - Far avanzare manualmente il cavo di saldatura attraverso
l’adattatore femmina e serrare i rulli trainafilo; - Guidare il cavo di saldatura all’interno del connettore sulla
torcia, inserire con cautela il connettore nell’adattatore femmina e serrare il dado zigrinato euro o il manicotto di bloccaggio Bernard.
• Pin di alimentazione ESAB® (non modello euro) - Inserire il pin di alimentazione nello spallamento e fissarlo; - Far avanzare manualmente il cavo di saldatura nel pin di
alimentazione e serrare.
REFRIGERATORE AD ACQUA
REFRIGERATORE AD ACQUA
9
SEZIONE 3: MANUTENZIONE
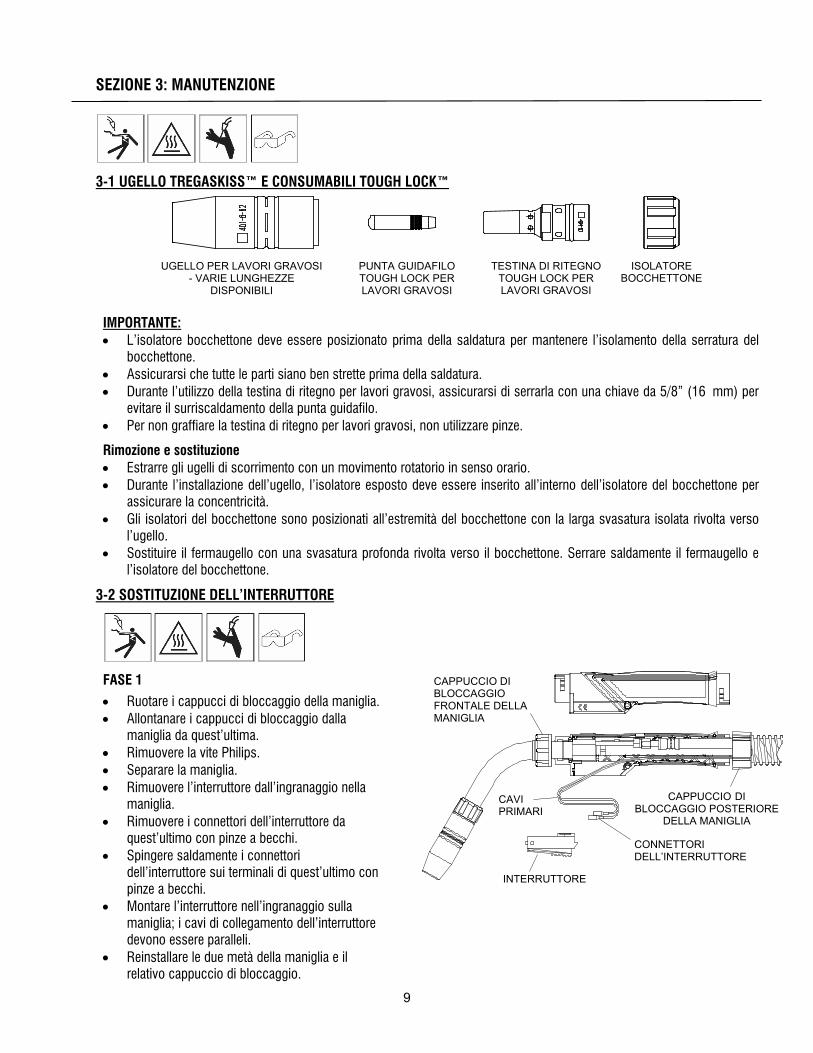
3-1 UGELLO TREGASKISS™ E CONSUMABILI TOUGH LOCK™
IMPORTANTE: • L’isolatore bocchettone deve essere posizionato prima della saldatura per mantenere l’isolamento della serratura del
bocchettone. • Assicurarsi che tutte le parti siano ben strette prima della saldatura. • Durante l’utilizzo della testina di ritegno per lavori gravosi, assicurarsi di serrarla con una chiave da 5/8” (16 mm) per
evitare il surriscaldamento della punta guidafilo. • Per non graffiare la testina di ritegno per lavori gravosi, non utilizzare pinze.
Rimozione e sostituzione • Estrarre gli ugelli di scorrimento con un movimento rotatorio in senso orario. • Durante l’installazione dell’ugello, l’isolatore esposto deve essere inserito all’interno dell’isolatore del bocchettone per
assicurare la concentricità. • Gli isolatori del bocchettone sono posizionati all’estremità del bocchettone con la larga svasatura isolata rivolta verso
l’ugello. • Sostituire il fermaugello con una svasatura profonda rivolta verso il bocchettone. Serrare saldamente il fermaugello e
l’isolatore del bocchettone.
3-2 SOSTITUZIONE DELL’INTERRUTTORE
FASE 1
• Ruotare i cappucci di bloccaggio della maniglia. • Allontanare i cappucci di bloccaggio dalla
maniglia da quest’ultima. • Rimuovere la vite Philips. • Separare la maniglia. • Rimuovere l’interruttore dall’ingranaggio nella
maniglia. • Rimuovere i connettori dell’interruttore da
quest’ultimo con pinze a becchi. • Spingere saldamente i connettori
dell’interruttore sui terminali di quest’ultimo con pinze a becchi.
• Montare l’interruttore nell’ingranaggio sulla maniglia; i cavi di collegamento dell’interruttore devono essere paralleli.
• Reinstallare le due metà della maniglia e il relativo cappuccio di bloccaggio.
CAPPUCCIO DI BLOCCAGGIO FRONTALE DELLA MANIGLIA
CAVI PRIMARI
CONNETTORI DELL’INTERRUTTORE
INTERRUTTORE
CAPPUCCIO DI BLOCCAGGIO POSTERIORE
DELLA MANIGLIA
ISOLATORE BOCCHETTONE
UGELLO PER LAVORI GRAVOSI - VARIE LUNGHEZZE
DISPONIBILI
PUNTA GUIDAFILO TOUGH LOCK PER LAVORI GRAVOSI
TESTINA DI RITEGNO TOUGH LOCK PER LAVORI GRAVOSI
10
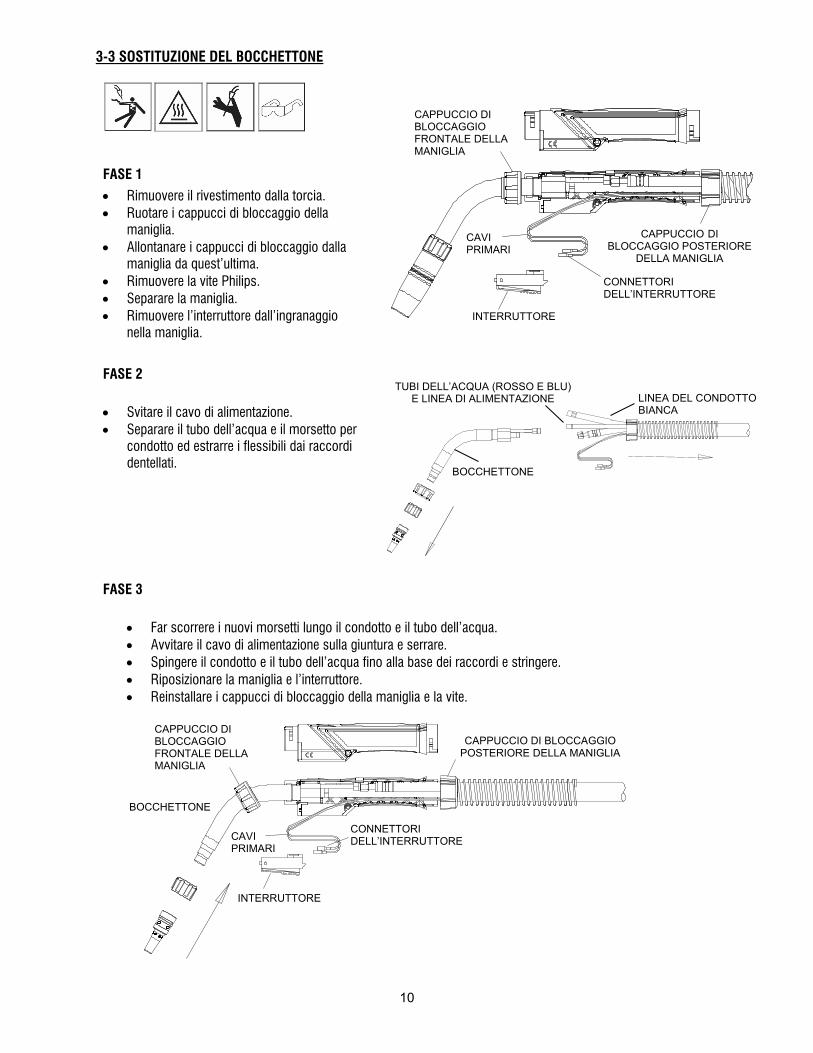
3-3 SOSTITUZIONE DEL BOCCHETTONE
FASE 1
• Rimuovere il rivestimento dalla torcia. • Ruotare i cappucci di bloccaggio della
maniglia. • Allontanare i cappucci di bloccaggio dalla
maniglia da quest’ultima. • Rimuovere la vite Philips. • Separare la maniglia. • Rimuovere l’interruttore dall’ingranaggio
nella maniglia.
FASE 2
• Svitare il cavo di alimentazione. • Separare il tubo dell’acqua e il morsetto per
condotto ed estrarre i flessibili dai raccordi dentellati.
FASE 3
• Far scorrere i nuovi morsetti lungo il condotto e il tubo dell’acqua. • Avvitare il cavo di alimentazione sulla giuntura e serrare. • Spingere il condotto e il tubo dell’acqua fino alla base dei raccordi e stringere. • Riposizionare la maniglia e l’interruttore. • Reinstallare i cappucci di bloccaggio della maniglia e la vite.
CAPPUCCIO DI BLOCCAGGIO FRONTALE DELLA MANIGLIA
CAVI PRIMARI
CONNETTORI DELL’INTERRUTTORE
INTERRUTTORE
CAPPUCCIO DI BLOCCAGGIO POSTERIORE
DELLA MANIGLIA
BOCCHETTONE
LINEA DEL CONDOTTO BIANCA
TUBI DELL’ACQUA (ROSSO E BLU) E LINEA DI ALIMENTAZIONE
BOCCHETTONE
CAPPUCCIO DI BLOCCAGGIO FRONTALE DELLA MANIGLIA
CAPPUCCIO DI BLOCCAGGIO POSTERIORE DELLA MANIGLIA
CAVI PRIMARI
CONNETTORI DELL’INTERRUTTORE
INTERRUTTORE
11
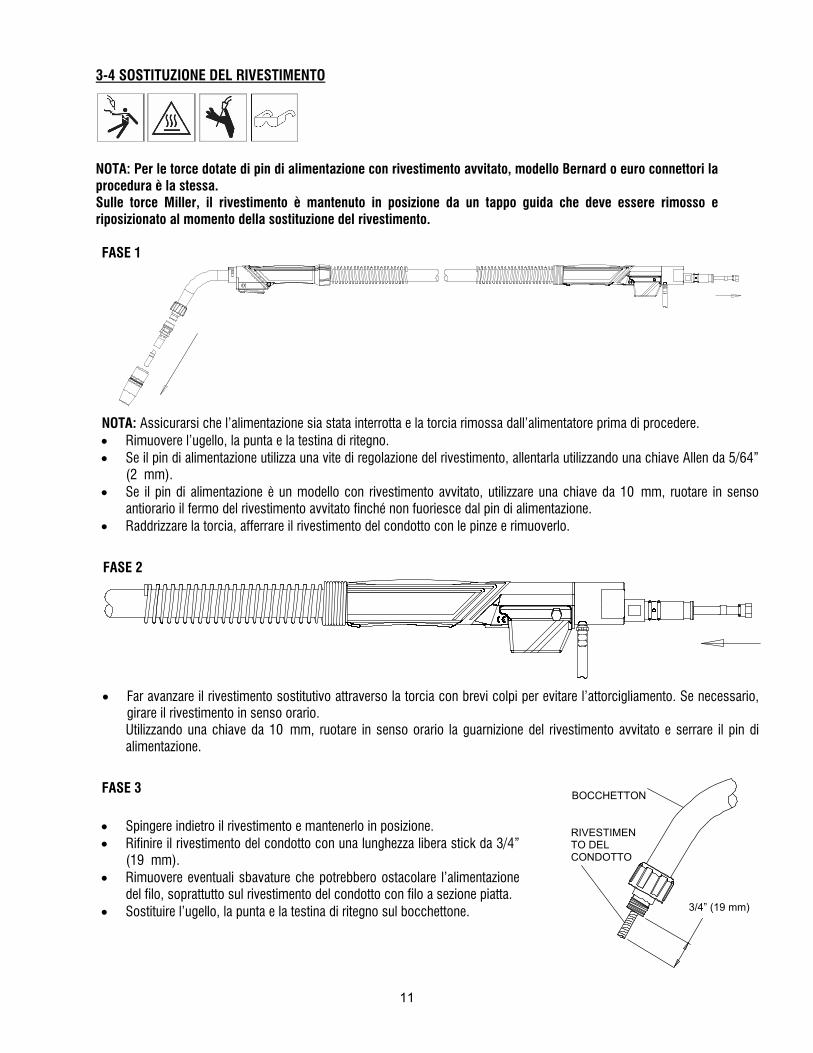
3-4 SOSTITUZIONE DEL RIVESTIMENTO
NOTA: Per le torce dotate di pin di alimentazione con rivestimento avvitato, modello Bernard o euro connettori la procedura è la stessa. Sulle torce Miller, il rivestimento è mantenuto in posizione da un tappo guida che deve essere rimosso e riposizionato al momento della sostituzione del rivestimento. FASE 1
NOTA: Assicurarsi che l’alimentazione sia stata interrotta e la torcia rimossa dall’alimentatore prima di procedere. • Rimuovere l’ugello, la punta e la testina di ritegno. • Se il pin di alimentazione utilizza una vite di regolazione del rivestimento, allentarla utilizzando una chiave Allen da 5/64”
(2 mm). • Se il pin di alimentazione è un modello con rivestimento avvitato, utilizzare una chiave da 10 mm, ruotare in senso
antiorario il fermo del rivestimento avvitato finché non fuoriesce dal pin di alimentazione. • Raddrizzare la torcia, afferrare il rivestimento del condotto con le pinze e rimuoverlo.
FASE 2
• Far avanzare il rivestimento sostitutivo attraverso la torcia con brevi colpi per evitare l’attorcigliamento. Se necessario, girare il rivestimento in senso orario. Utilizzando una chiave da 10 mm, ruotare in senso orario la guarnizione del rivestimento avvitato e serrare il pin di alimentazione.
FASE 3
• Spingere indietro il rivestimento e mantenerlo in posizione. • Rifinire il rivestimento del condotto con una lunghezza libera stick da 3/4”
(19 mm). • Rimuovere eventuali sbavature che potrebbero ostacolare l’alimentazione
del filo, soprattutto sul rivestimento del condotto con filo a sezione piatta. • Sostituire l’ugello, la punta e la testina di ritegno sul bocchettone.
BOCCHETTON
RIVESTIMENTO DEL CONDOTTO
3/4” (19 mm)
12
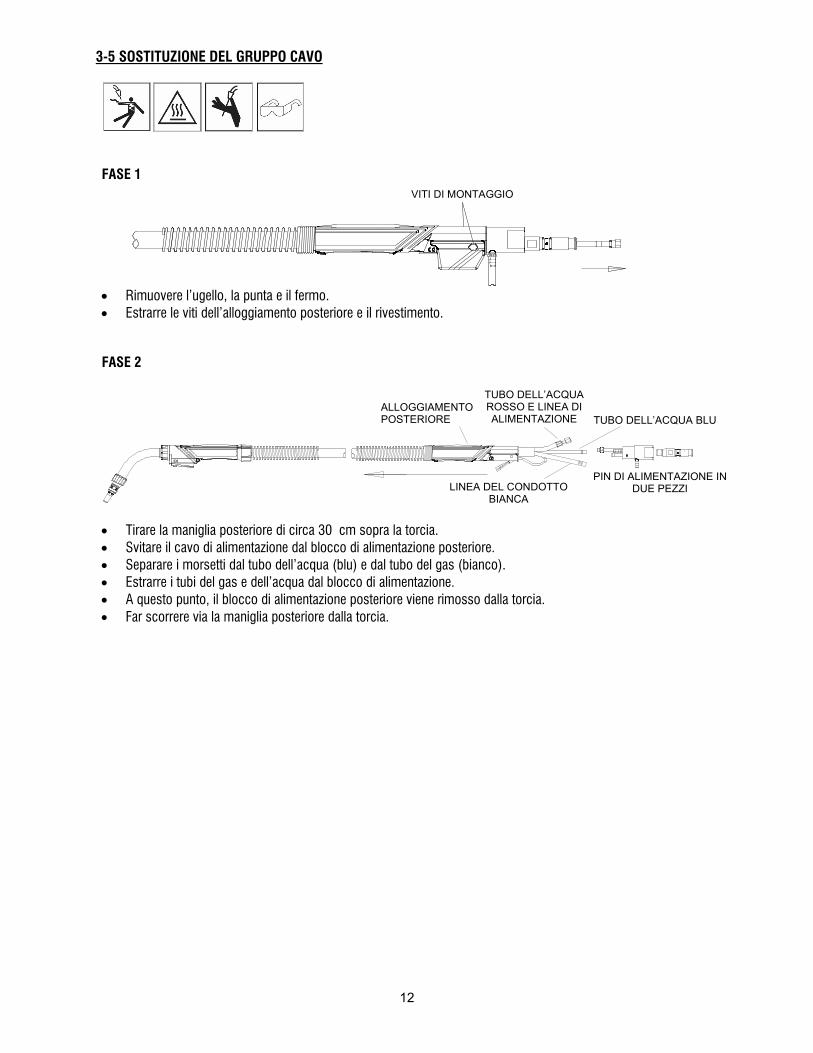
3-5 SOSTITUZIONE DEL GRUPPO CAVO
FASE 1
• Rimuovere l’ugello, la punta e il fermo. • Estrarre le viti dell’alloggiamento posteriore e il rivestimento.
FASE 2
• Tirare la maniglia posteriore di circa 30 cm sopra la torcia. • Svitare il cavo di alimentazione dal blocco di alimentazione posteriore. • Separare i morsetti dal tubo dell’acqua (blu) e dal tubo del gas (bianco). • Estrarre i tubi del gas e dell’acqua dal blocco di alimentazione. • A questo punto, il blocco di alimentazione posteriore viene rimosso dalla torcia. • Far scorrere via la maniglia posteriore dalla torcia.
VITI DI MONTAGGIO
ALLOGGIAMENTO POSTERIORE
LINEA DEL CONDOTTO BIANCA
TUBO DELL’ACQUA BLU
TUBO DELL’ACQUA ROSSO E LINEA DI ALIMENTAZIONE
PIN DI ALIMENTAZIONE IN DUE PEZZI
13
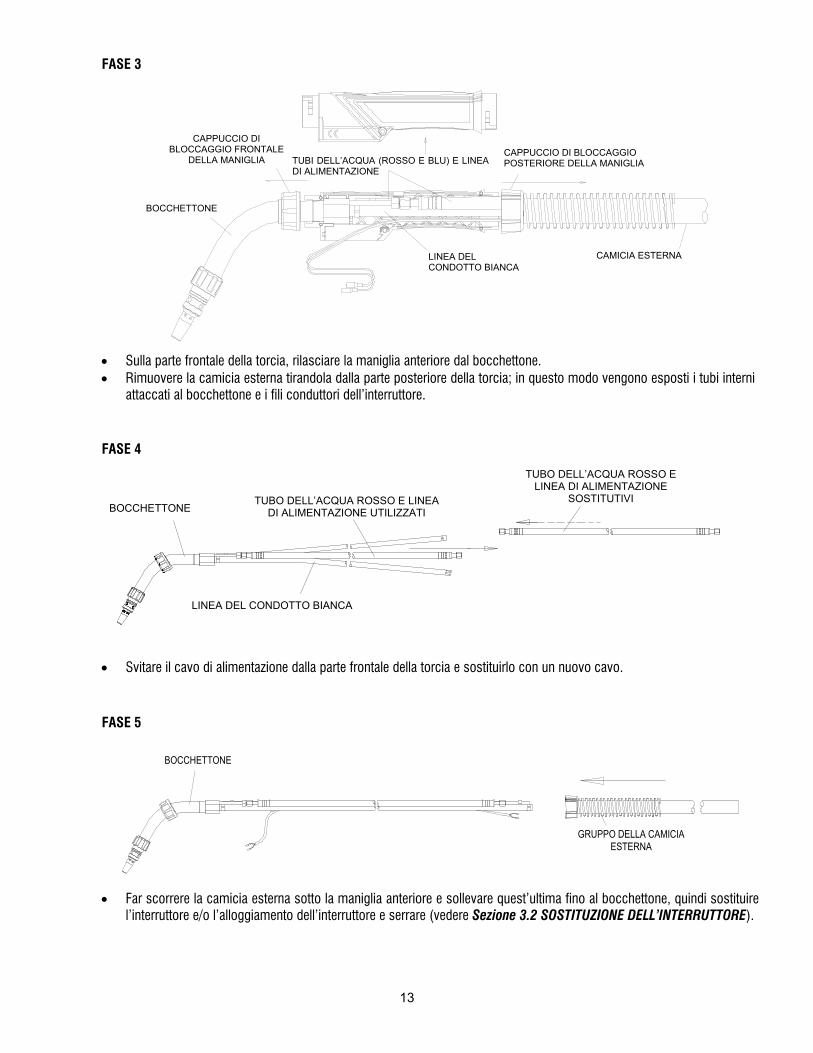
FASE 3
• Sulla parte frontale della torcia, rilasciare la maniglia anteriore dal bocchettone. • Rimuovere la camicia esterna tirandola dalla parte posteriore della torcia; in questo modo vengono esposti i tubi interni
attaccati al bocchettone e i fili conduttori dell’interruttore.
FASE 4
• Svitare il cavo di alimentazione dalla parte frontale della torcia e sostituirlo con un nuovo cavo.
FASE 5
• Far scorrere la camicia esterna sotto la maniglia anteriore e sollevare quest’ultima fino al bocchettone, quindi sostituire l’interruttore e/o l’alloggiamento dell’interruttore e serrare (vedere Sezione 3.2 SOSTITUZIONE DELL’INTERRUTTORE).
CAPPUCCIO DI BLOCCAGGIO FRONTALE
DELLA MANIGLIA
LINEA DEL CONDOTTO BIANCA
CAMICIA ESTERNA
BOCCHETTONE
CAPPUCCIO DI BLOCCAGGIO POSTERIORE DELLA MANIGLIA TUBI DELL’ACQUA (ROSSO E BLU) E LINEA
DI ALIMENTAZIONE
BOCCHETTONE
TUBO DELL’ACQUA ROSSO E LINEA DI ALIMENTAZIONE UTILIZZATI
TUBO DELL’ACQUA ROSSO E LINEA DI ALIMENTAZIONE
SOSTITUTIVI
LINEA DEL CONDOTTO BIANCA
GRUPPO DELLA CAMICIA ESTERNA
BOCCHETTONE
14
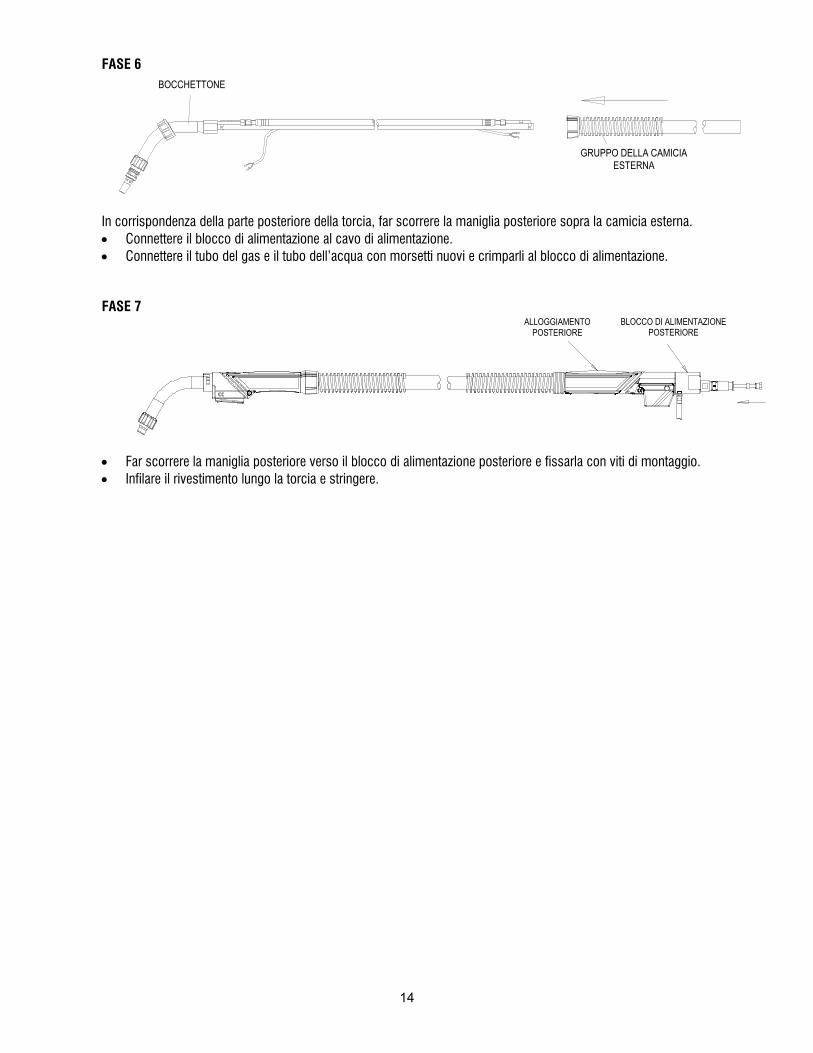
FASE 6
In corrispondenza della parte posteriore della torcia, far scorrere la maniglia posteriore sopra la camicia esterna. • Connettere il blocco di alimentazione al cavo di alimentazione. • Connettere il tubo del gas e il tubo dell’acqua con morsetti nuovi e crimparli al blocco di alimentazione.
FASE 7
• Far scorrere la maniglia posteriore verso il blocco di alimentazione posteriore e fissarla con viti di montaggio. • Infilare il rivestimento lungo la torcia e stringere.
ALLOGGIAMENTO POSTERIORE
GRUPPO DELLA CAMICIA ESTERNA
BOCCHETTONE
BLOCCO DI ALIMENTAZIONE POSTERIORE
15
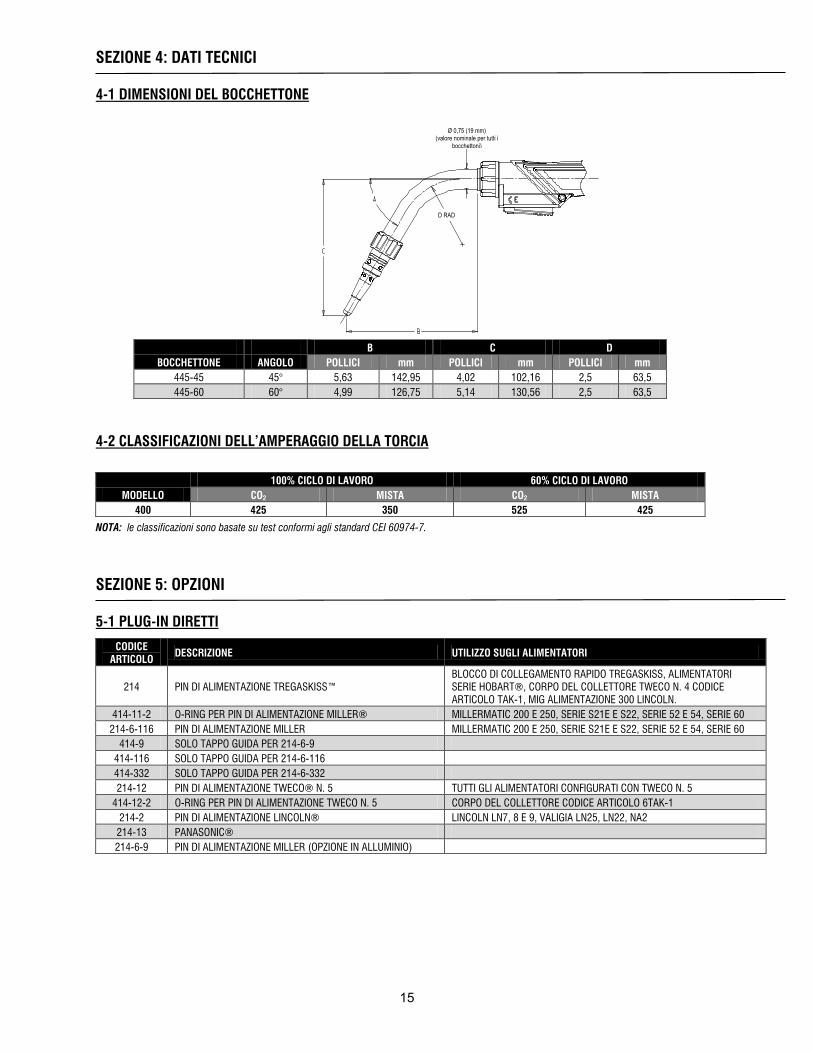
SEZIONE 4: DATI TECNICI
4-1 DIMENSIONI DEL BOCCHETTONE
B C D BOCCHETTONE ANGOLO POLLICI mm POLLICI mm POLLICI mm
445-45 45° 5,63 142,95 4,02 102,16 2,5 63,5 445-60 60° 4,99 126,75 5,14 130,56 2,5 63,5
4-2 CLASSIFICAZIONI DELL’AMPERAGGIO DELLA TORCIA
MODELLO 100% CICLO DI LAVORO 60% CICLO DI LAVORO
CO2 MISTA CO2 MISTA 400 425 350 525 425
NOTA: le classificazioni sono basate su test conformi agli standard CEI 60974-7.
SEZIONE 5: OPZIONI
5-1 PLUG-IN DIRETTI
CODICE ARTICOLO
DESCRIZIONE UTILIZZO SUGLI ALIMENTATORI
214 PIN DI ALIMENTAZIONE TREGASKISS™ BLOCCO DI COLLEGAMENTO RAPIDO TREGASKISS, ALIMENTATORI SERIE HOBART®, CORPO DEL COLLETTORE TWECO N. 4 CODICE ARTICOLO TAK-1, MIG ALIMENTAZIONE 300 LINCOLN.
414-11-2 O-RING PER PIN DI ALIMENTAZIONE MILLER® MILLERMATIC 200 E 250, SERIE S21E E S22, SERIE 52 E 54, SERIE 60 214-6-116 PIN DI ALIMENTAZIONE MILLER MILLERMATIC 200 E 250, SERIE S21E E S22, SERIE 52 E 54, SERIE 60
414-9 SOLO TAPPO GUIDA PER 214-6-9 414-116 SOLO TAPPO GUIDA PER 214-6-116 414-332 SOLO TAPPO GUIDA PER 214-6-332 214-12 PIN DI ALIMENTAZIONE TWECO® N. 5 TUTTI GLI ALIMENTATORI CONFIGURATI CON TWECO N. 5
414-12-2 O-RING PER PIN DI ALIMENTAZIONE TWECO N. 5 CORPO DEL COLLETTORE CODICE ARTICOLO 6TAK-1 214-2 PIN DI ALIMENTAZIONE LINCOLN® LINCOLN LN7, 8 E 9, VALIGIA LN25, LN22, NA2 214-13 PANASONIC® 214-6-9 PIN DI ALIMENTAZIONE MILLER (OPZIONE IN ALLUMINIO)
D RAD
Ø 0,75 (19 mm) (valore nominale per tutti i
bocchettoni)
16
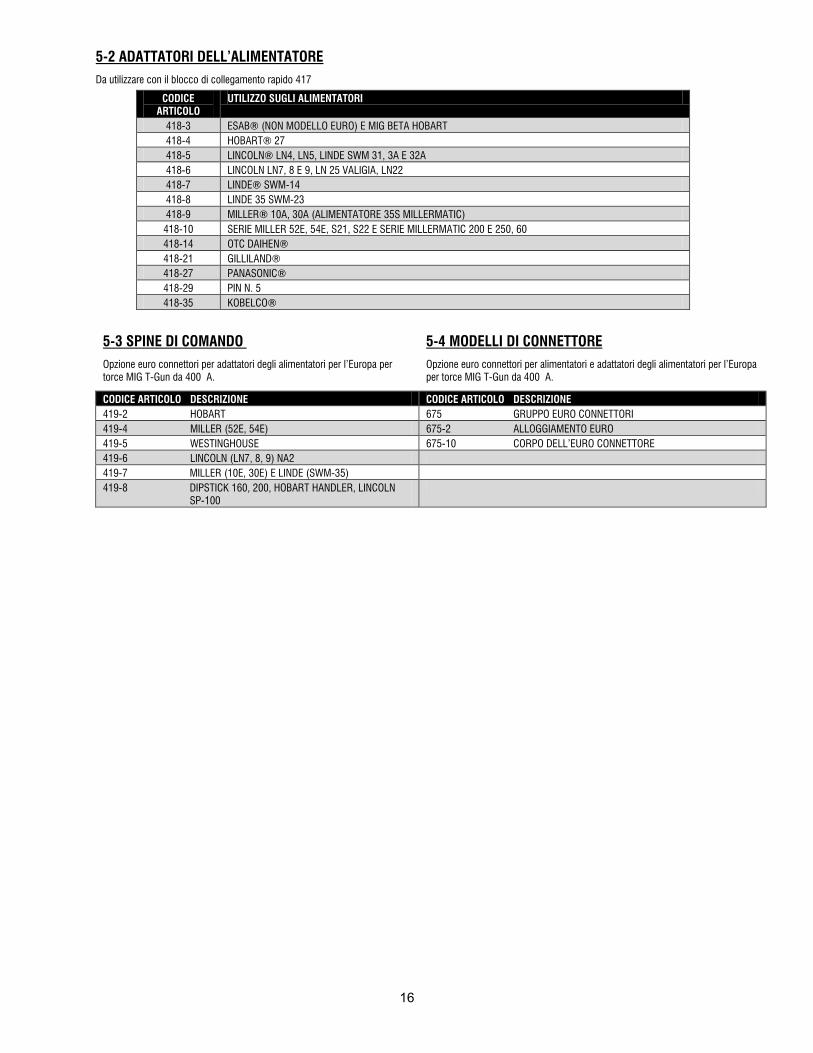
5-2 ADATTATORI DELL’ALIMENTATORE Da utilizzare con il blocco di collegamento rapido 417
CODICE ARTICOLO
UTILIZZO SUGLI ALIMENTATORI
418-3 ESAB® (NON MODELLO EURO) E MIG BETA HOBART 418-4 HOBART® 27 418-5 LINCOLN® LN4, LN5, LINDE SWM 31, 3A E 32A 418-6 LINCOLN LN7, 8 E 9, LN 25 VALIGIA, LN22 418-7 LINDE® SWM-14 418-8 LINDE 35 SWM-23 418-9 MILLER® 10A, 30A (ALIMENTATORE 35S MILLERMATIC) 418-10 SERIE MILLER 52E, 54E, S21, S22 E SERIE MILLERMATIC 200 E 250, 60 418-14 OTC DAIHEN® 418-21 GILLILAND® 418-27 PANASONIC® 418-29 PIN N. 5 418-35 KOBELCO®
5-3 SPINE DI COMANDO Opzione euro connettori per adattatori degli alimentatori per l’Europa per torce MIG T-Gun da 400 A.
5-4 MODELLI DI CONNETTORE Opzione euro connettori per alimentatori e adattatori degli alimentatori per l’Europa per torce MIG T-Gun da 400 A.
CODICE ARTICOLO DESCRIZIONE CODICE ARTICOLO DESCRIZIONE 419-2 HOBART 675 GRUPPO EURO CONNETTORI 419-4 MILLER (52E, 54E) 675-2 ALLOGGIAMENTO EURO 419-5 WESTINGHOUSE 675-10 CORPO DELL’EURO CONNETTORE 419-6 LINCOLN (LN7, 8, 9) NA2 419-7 MILLER (10E, 30E) E LINDE (SWM-35) 419-8 DIPSTICK 160, 200, HOBART HANDLER, LINCOLN
SP-100
17
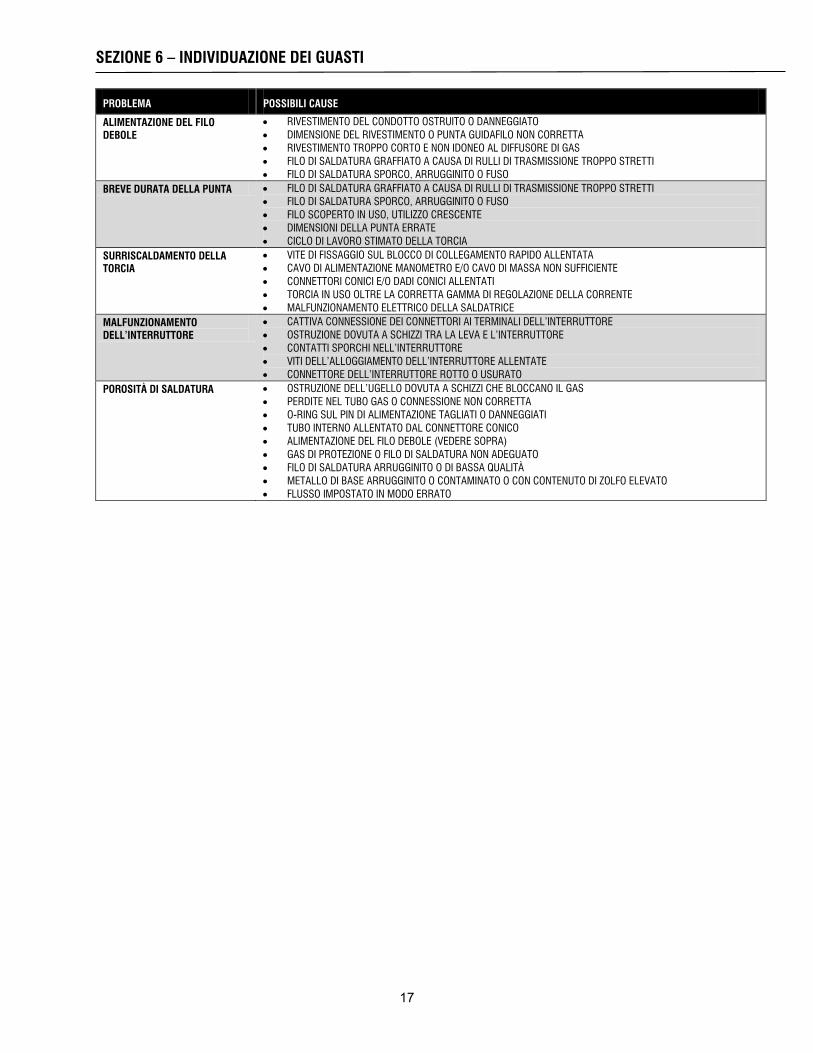
SEZIONE 6 – INDIVIDUAZIONE DEI GUASTI
PROBLEMA POSSIBILI CAUSE
ALIMENTAZIONE DEL FILO DEBOLE
• RIVESTIMENTO DEL CONDOTTO OSTRUITO O DANNEGGIATO • DIMENSIONE DEL RIVESTIMENTO O PUNTA GUIDAFILO NON CORRETTA • RIVESTIMENTO TROPPO CORTO E NON IDONEO AL DIFFUSORE DI GAS • FILO DI SALDATURA GRAFFIATO A CAUSA DI RULLI DI TRASMISSIONE TROPPO STRETTI • FILO DI SALDATURA SPORCO, ARRUGGINITO O FUSO
BREVE DURATA DELLA PUNTA • FILO DI SALDATURA GRAFFIATO A CAUSA DI RULLI DI TRASMISSIONE TROPPO STRETTI • FILO DI SALDATURA SPORCO, ARRUGGINITO O FUSO • FILO SCOPERTO IN USO, UTILIZZO CRESCENTE • DIMENSIONI DELLA PUNTA ERRATE • CICLO DI LAVORO STIMATO DELLA TORCIA
SURRISCALDAMENTO DELLA TORCIA
• VITE DI FISSAGGIO SUL BLOCCO DI COLLEGAMENTO RAPIDO ALLENTATA • CAVO DI ALIMENTAZIONE MANOMETRO E/O CAVO DI MASSA NON SUFFICIENTE • CONNETTORI CONICI E/O DADI CONICI ALLENTATI • TORCIA IN USO OLTRE LA CORRETTA GAMMA DI REGOLAZIONE DELLA CORRENTE • MALFUNZIONAMENTO ELETTRICO DELLA SALDATRICE
MALFUNZIONAMENTO DELL’INTERRUTTORE
• CATTIVA CONNESSIONE DEI CONNETTORI AI TERMINALI DELL’INTERRUTTORE • OSTRUZIONE DOVUTA A SCHIZZI TRA LA LEVA E L’INTERRUTTORE • CONTATTI SPORCHI NELL’INTERRUTTORE • VITI DELL’ALLOGGIAMENTO DELL’INTERRUTTORE ALLENTATE • CONNETTORE DELL’INTERRUTTORE ROTTO O USURATO
POROSITÀ DI SALDATURA • OSTRUZIONE DELL’UGELLO DOVUTA A SCHIZZI CHE BLOCCANO IL GAS • PERDITE NEL TUBO GAS O CONNESSIONE NON CORRETTA • O-RING SUL PIN DI ALIMENTAZIONE TAGLIATI O DANNEGGIATI • TUBO INTERNO ALLENTATO DAL CONNETTORE CONICO • ALIMENTAZIONE DEL FILO DEBOLE (VEDERE SOPRA) • GAS DI PROTEZIONE O FILO DI SALDATURA NON ADEGUATO • FILO DI SALDATURA ARRUGGINITO O DI BASSA QUALITÀ • METALLO DI BASE ARRUGGINITO O CONTAMINATO O CON CONTENUTO DI ZOLFO ELEVATO • FLUSSO IMPOSTATO IN MODO ERRATO
18
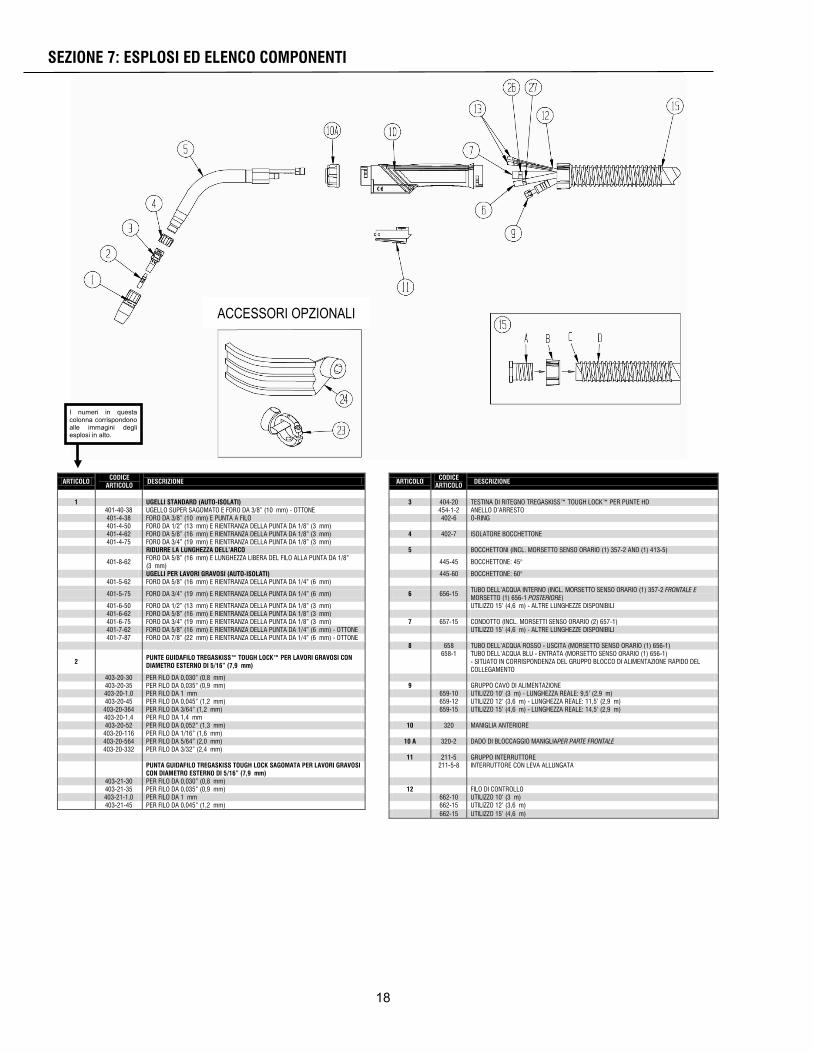
SEZIONE 7: ESPLOSI ED ELENCO COMPONENTI
ARTICOLO CODICE
ARTICOLO DESCRIZIONE ARTICOLO
CODICE ARTICOLO
DESCRIZIONE
1 UGELLI STANDARD (AUTO-ISOLATI) 3 404-20 TESTINA DI RITEGNO TREGASKISS™ TOUGH LOCK™ PER PUNTE HD 401-40-38 UGELLO SUPER SAGOMATO E FORO DA 3/8” (10 mm) - OTTONE 454-1-2 ANELLO D’ARRESTO 401-4-38 FORO DA 3/8” (10 mm) E PUNTA A FILO 402-6 O-RING 401-4-50 FORO DA 1/2” (13 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) 401-4-62 FORO DA 5/8” (16 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) 4 402-7 ISOLATORE BOCCHETTONE 401-4-75 FORO DA 3/4” (19 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) RIDURRE LA LUNGHEZZA DELL’ARCO 5 BOCCHETTONI (INCL. MORSETTO SENSO ORARIO (1) 357-2 AND (1) 413-5)
401-8-62 FORO DA 5/8” (16 mm) E LUNGHEZZA LIBERA DEL FILO ALLA PUNTA DA 1/8” (3 mm)
445-45 BOCCHETTONE: 45°
UGELLI PER LAVORI GRAVOSI (AUTO-ISOLATI) 445-60 BOCCHETTONE: 60° 401-5-62 FORO DA 5/8” (16 mm) E RIENTRANZA DELLA PUNTA DA 1/4” (6 mm)
401-5-75 FORO DA 3/4” (19 mm) E RIENTRANZA DELLA PUNTA DA 1/4” (6 mm) 6 656-15 TUBO DELL’ACQUA INTERNO (INCL. MORSETTO SENSO ORARIO (1) 357-2 FRONTALE E MORSETTO (1) 656-1 POSTERIORE)
401-6-50 FORO DA 1/2” (13 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) UTILIZZO 15’ (4,6 m) - ALTRE LUNGHEZZE DISPONIBILI 401-6-62 FORO DA 5/8” (16 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) 401-6-75 FORO DA 3/4” (19 mm) E RIENTRANZA DELLA PUNTA DA 1/8” (3 mm) 7 657-15 CONDOTTO (INCL. MORSETTI SENSO ORARIO (2) 657-1) 401-7-62 FORO DA 5/8” (16 mm) E RIENTRANZA DELLA PUNTA DA 1/4” (6 mm) - OTTONE UTILIZZO 15’ (4,6 m) - ALTRE LUNGHEZZE DISPONIBILI 401-7-87 FORO DA 7/8” (22 mm) E RIENTRANZA DELLA PUNTA DA 1/4” (6 mm) - OTTONE 8 658 TUBO DELL’ACQUA ROSSO - USCITA (MORSETTO SENSO ORARIO (1) 656-1)
2 PUNTE GUIDAFILO TREGASKISS™ TOUGH LOCK™ PER LAVORI GRAVOSI CON DIAMETRO ESTERNO DI 5/16” (7,9 mm)
658-1 TUBO DELL’ACQUA BLU - ENTRATA (MORSETTO SENSO ORARIO (1) 656-1)
- SITUATO IN CORRISPONDENZA DEL GRUPPO BLOCCO DI ALIMENTAZIONE RAPIDO DEL COLLEGAMENTO
403-20-30 PER FILO DA 0,030” (0,8 mm) 403-20-35 PER FILO DA 0,035” (0,9 mm) 9 GRUPPO CAVO DI ALIMENTAZIONE 403-20-1,0 PER FILO DA 1 mm 659-10 UTILIZZO 10’ (3 m) - LUNGHEZZA REALE: 9,5’ (2,9 m) 403-20-45 PER FILO DA 0,045” (1,2 mm) 659-12 UTILIZZO 12’ (3,6 m) - LUNGHEZZA REALE: 11,5’ (2,9 m) 403-20-364 PER FILO DA 3/64” (1,2 mm) 659-15 UTILIZZO 15’ (4,6 m) - LUNGHEZZA REALE: 14,5’ (2,9 m) 403-20-1,4 PER FILO DA 1,4 mm 403-20-52 PER FILO DA 0,052” (1,3 mm) 10 320 MANIGLIA ANTERIORE 403-20-116 PER FILO DA 1/16” (1,6 mm) 403-20-564 PER FILO DA 5/64” (2,0 mm) 10 A 320-2 DADO DI BLOCCAGGIO MANIGLIAPER PARTE FRONTALE 403-20-332 PER FILO DA 3/32” (2,4 mm) 11 211-5 GRUPPO INTERRUTTORE
PUNTA GUIDAFILO TREGASKISS TOUGH LOCK SAGOMATA PER LAVORI GRAVOSI CON DIAMETRO ESTERNO DI 5/16” (7,9 mm)
211-5-8 INTERRUTTORE CON LEVA ALLUNGATA
403-21-30 PER FILO DA 0,030” (0,8 mm) 403-21-35 PER FILO DA 0,035” (0,9 mm) 12 FILO DI CONTROLLO 403-21-1,0 PER FILO DA 1 mm 662-10 UTILIZZO 10’ (3 m) 403-21-45 PER FILO DA 0,045” (1,2 mm) 662-15 UTILIZZO 12’ (3,6 m) 662-15 UTILIZZO 15’ (4,6 m)
I numeri in questa colonna corrispondono alle immagini degli esplosi in alto.
ACCESSORI OPZIONALI
19
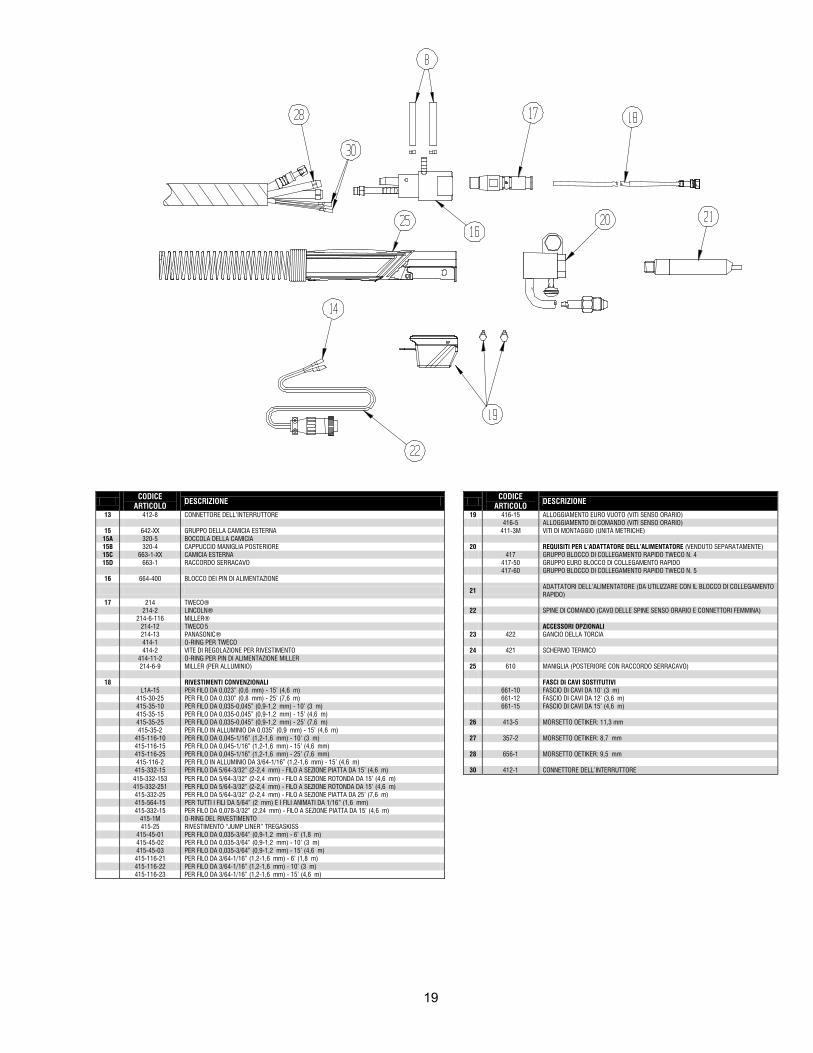
CODICE
ARTICOLO DESCRIZIONE CODICE
ARTICOLO DESCRIZIONE
13 412-8 CONNETTORE DELL’INTERRUTTORE 19 416-15 ALLOGGIAMENTO EURO VUOTO (VITI SENSO ORARIO) 416-5 ALLOGGIAMENTO DI COMANDO (VITI SENSO ORARIO)
15 642-XX GRUPPO DELLA CAMICIA ESTERNA 411-3M VITI DI MONTAGGIO (UNITÀ METRICHE) 15A 320-5 BOCCOLA DELLA CAMICIA 15B 320-4 CAPPUCCIO MANIGLIA POSTERIORE 20 REQUISITI PER L’ADATTATORE DELL’ALIMENTATORE (VENDUTO SEPARATAMENTE) 15C 663-1-XX CAMICIA ESTERNA 417 GRUPPO BLOCCO DI COLLEGAMENTO RAPIDO TWECO N. 4 15D 663-1 RACCORDO SERRACAVO 417-50 GRUPPO EURO BLOCCO DI COLLEGAMENTO RAPIDO
417-60 GRUPPO BLOCCO DI COLLEGAMENTO RAPIDO TWECO N. 5 16 664-400 BLOCCO DEI PIN DI ALIMENTAZIONE
21 ADATTATORI DELL’ALIMENTATORE (DA UTILIZZARE CON IL BLOCCO DI COLLEGAMENTO RAPIDO)
17 214 TWECO® 214-2 LINCOLN® 22 SPINE DI COMANDO (CAVO DELLE SPINE SENSO ORARIO E CONNETTORI FEMMINA) 214-6-116 MILLER® 214-12 TWECO 5 ACCESSORI OPZIONALI 214-13 PANASONIC® 23 422 GANCIO DELLA TORCIA 414-1 O-RING PER TWECO 414-2 VITE DI REGOLAZIONE PER RIVESTIMENTO 24 421 SCHERMO TERMICO 414-11-2 O-RING PER PIN DI ALIMENTAZIONE MILLER 214-6-9 MILLER (PER ALLUMINIO) 25 610 MANIGLIA (POSTERIORE CON RACCORDO SERRACAVO)
18 RIVESTIMENTI CONVENZIONALI FASCI DI CAVI SOSTITUTIVI L1A-15 PER FILO DA 0,023” (0,6 mm) - 15’ (4,6 m) 661-10 FASCIO DI CAVI DA 10’ (3 m) 415-30-25 PER FILO DA 0,030” (0,8 mm) - 25’ (7,6 m) 661-12 FASCIO DI CAVI DA 12’ (3,6 m) 415-35-10 PER FILO DA 0,035-0,045” (0,9-1,2 mm) - 10’ (3 m) 661-15 FASCIO DI CAVI DA 15’ (4,6 m) 415-35-15 PER FILO DA 0,035-0,045” (0,9-1,2 mm) - 15’ (4,6 m) 415-35-25 PER FILO DA 0,035-0,045” (0,9-1,2 mm) - 25’ (7,6 m) 26 413-5 MORSETTO OETIKER: 11,3 mm 415-35-2 PER FILO IN ALLUMINIO DA 0,035” (0,9 mm) - 15’ (4,6 m) 415-116-10 PER FILO DA 0,045-1/16” (1,2-1,6 mm) - 10’ (3 m) 27 357-2 MORSETTO OETIKER: 8,7 mm 415-116-15 PER FILO DA 0,045-1/16” (1,2-1,6 mm) - 15’ (4,6 mm) 415-116-25 PER FILO DA 0,045-1/16” (1,2-1,6 mm) - 25’ (7,6 mm) 28 656-1 MORSETTO OETIKER: 9,5 mm 415-116-2 PER FILO IN ALLUMINIO DA 3/64-1/16” (1,2-1,6 mm) - 15’ (4,6 m) 415-332-15 PER FILO DA 5/64-3/32” (2-2,4 mm) - FILO A SEZIONE PIATTA DA 15’ (4,6 m) 30 412-1 CONNETTORE DELL’INTERRUTTORE 415-332-153 PER FILO DA 5/64-3/32” (2-2,4 mm) - FILO A SEZIONE ROTONDA DA 15’ (4,6 m) 415-332-251 PER FILO DA 5/64-3/32” (2-2,4 mm) - FILO A SEZIONE ROTONDA DA 15’ (4,6 m) 415-332-25 PER FILO DA 5/64-3/32” (2-2,4 mm) - FILO A SEZIONE PIATTA DA 25’ (7,6 m) 415-564-15 PER TUTTI I FILI DA 5/64” (2 mm) E I FILI ANIMATI DA 1/16” (1,6 mm) 415-332-15 PER FILO DA 0,078-3/32” (2,24 mm) - FILO A SEZIONE PIATTA DA 15’ (4,6 m) 415-1M O-RING DEL RIVESTIMENTO 415-25 RIVESTIMENTO “JUMP LINER” TREGASKISS 415-45-01 PER FILO DA 0,035-3/64” (0,9-1,2 mm) - 6’ (1,8 m) 415-45-02 PER FILO DA 0,035-3/64” (0,9-1,2 mm) - 10’ (3 m) 415-45-03 PER FILO DA 0,035-3/64” (0,9-1,2 mm) - 15’ (4,6 m) 415-116-21 PER FILO DA 3/64-1/16” (1,2-1,6 mm) - 6’ (1,8 m) 415-116-22 PER FILO DA 3/64-1/16” (1,2-1,6 mm) - 10’ (3 m) 415-116-23 PER FILO DA 3/64-1/16” (1,2-1,6 mm) - 15’ (4,6 m)
SEZIONE 8: INFORMAZIONI ORDINI
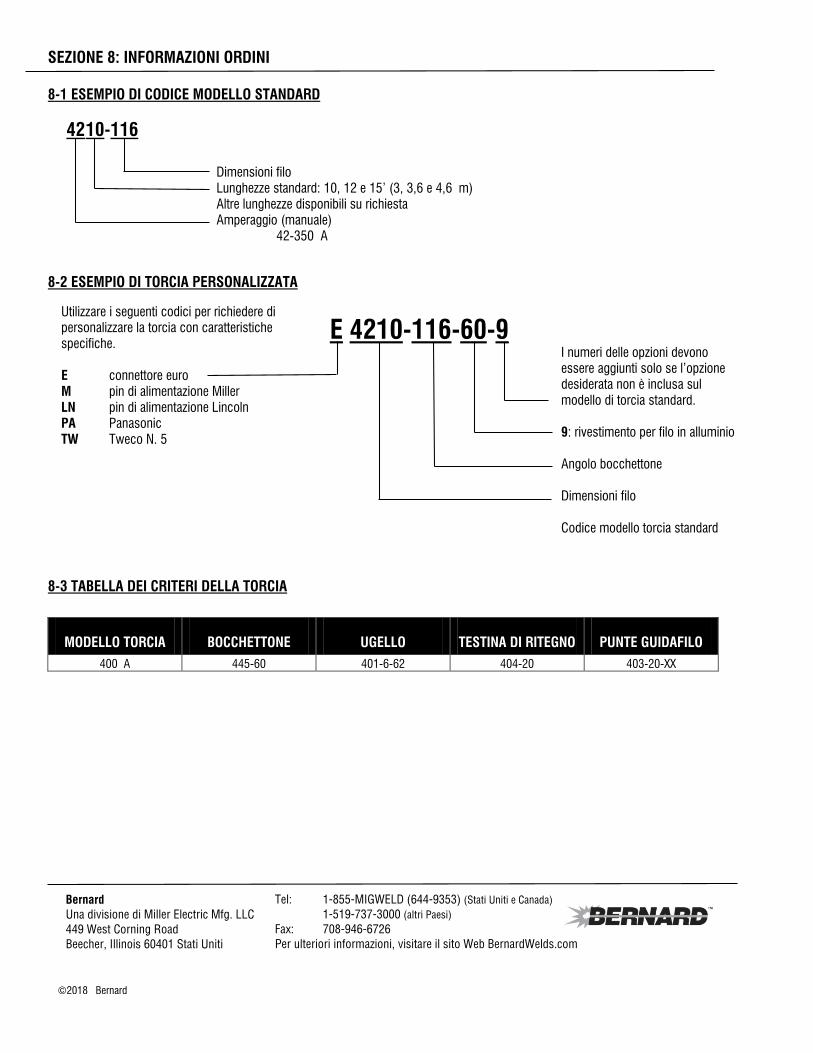
8-1 ESEMPIO DI CODICE MODELLO STANDARD
8-2 ESEMPIO DI TORCIA PERSONALIZZATA
8-3 TABELLA DEI CRITERI DELLA TORCIA
MODELLO TORCIA BOCCHETTONE UGELLO TESTINA DI RITEGNO PUNTE GUIDAFILO 400 A 445-60 401-6-62 404-20 403-20-XX
Bernard Una divisione di Miller Electric Mfg. LLC 449 West Corning Road Beecher, Illinois 60401 Stati Uniti
Tel: 1-855-MIGWELD (644-9353) (Stati Uniti e Canada) 1-519-737-3000 (altri Paesi) Fax: 708-946-6726 Per ulteriori informazioni, visitare il sito Web BernardWelds.com
©2018 Bernard
I numeri delle opzioni devono essere aggiunti solo se l’opzione desiderata non è inclusa sul modello di torcia standard. 9: rivestimento per filo in alluminio Angolo bocchettone Dimensioni filo Codice modello torcia standard
E 4210-116-60-9 Utilizzare i seguenti codici per richiedere di personalizzare la torcia con caratteristiche specifiche. E connettore euro M pin di alimentazione Miller LN pin di alimentazione Lincoln PA Panasonic TW Tweco N. 5
42 10-116
Dimensioni filo Lunghezze standard: 10, 12 e 15’ (3, 3,6 e 4,6 m) Altre lunghezze disponibili su richiesta Amperaggio (manuale) 42-350 A