Tesi Nanocomposites PCL MMT
59
UNIVERSITA’ DEGLI STUDI DI PADOVA FACOLTA’ DI INGEGNERIA Corso di Laurea Triennale in INGEGNERIA DEI MATERIALI Tesi di Laurea MODIFICA VIA MELT BLENDING DI POLICAPROLATTONE PER APPLICAZIONI NEL CAMPO DEL PACKAGING DISPERSIONE DI NANOCARICHE NELLA MATRICE POLIMERICA DEL PCL Relatore: Prof. Enrico Bernardo Correlatore: Dott. Andrea Brunetin Laureando: Matteo Marin ANNO ACCADEMICO 2009-2010
-
Upload
matteo-marin -
Category
Documents
-
view
229 -
download
1
description
Nanocomposites
Transcript of Tesi Nanocomposites PCL MMT

UNIVERSITA’ DEGLI STUDI DI PADOVA
FACOLTA’ DI INGEGNERIA
Corso di Laurea Triennale in
INGEGNERIA DEI MATERIALI
Tesi di Laurea
MODIFICA VIA MELT BLENDING DI POLICAPROLATTONE PER
APPLICAZIONI NEL CAMPO DEL PACKAGING
DISPERSIONE DI NANOCARICHE NELLA MATRICE POLIMERICA DEL PCL
Relatore: Prof. Enrico Bernardo
Correlatore: Dott. Andrea Brunetin
Laureando: Matteo Marin
ANNO ACCADEMICO 2009-2010

2

3
Indice
Indice ....................................................................................................................................................3
PARTE TEORICA
Capitolo 1 .............................................................................................................................................5
1.1 Introduzione............................................................................................................5
1.2 Scopo della tesi .......................................................................................................8
Capitolo 2 .............................................................................................................................................9
2.1 I polimeri biodegradabili.........................................................................................9
2.2 Il Policaprolattone .................................................................................................15
2.3 Nanocompositi a matrice polimerica ....................................................................17
2.4 I nanocompositi di PCL ........................................................................................20
PARTE SPERIMENTALE
Capitolo 3 ...........................................................................................................................................23
Materiali e Metodi ..................................................................................................................23
3.1 Introduzione ...........................................................................................................23
3.2 Polimero e nanocarica impiegati ............................................................................24
3.3 Strumenti e procedure utilizzate per la preparazione e
per la caratterizzazione dei campioni .....................................................................25
3.3.1 Studio della nanocarica.......................................................................25
3.3.2 Preparazione dei formulati polimerici ................................................25
3.3.3 Formatura dei provini .........................................................................28
3.3.4 Caratterizzazione Reologica ...............................................................30

4
3.3.5 Proprietà barriera................................................................................ 32
3.3.6 Proprietà meccaniche a trazione......................................................... 33
3.3.7 Analisi dinamico-meccanica in torsione ............................................ 34
Capitolo 4 .......................................................................................................................................... 39
Risultati e Analisi................................................................................................................... 39
4.1 Formulazione dei sistemi polimerici nanocompositi............................................ 39
4.2 Analisi della nanocarica ....................................................................................... 40
4.3 Caratterizzazione reologica .................................................................................. 41
4.4 Proprietà barriera.................................................................................................. 45
4.5 Proprietà meccaniche a trazione........................................................................... 47
4.6 Analisi dinamico-meccanica in torsione .............................................................. 50
Capitolo 5 .......................................................................................................................................... 55
Conclusioni ............................................................................................................................ 55
Riferimenti bibliografici .................................................................................................................. 57

5
PARTE TEORICA
Capitolo 1
1.1 Introduzione
L’attività di tesi di seguito esposta riguarda lo studio di materiali polimerici nanocompositi a matrice
biodegradabile per applicazioni nel campo del packaging.
I nanocompositi polimerici rappresentano una nuova classe di materiali, alternativa ai materiali compositi
tradizionali, caratterizzata dalla presenza nella matrice polimerica di cariche inorganiche con dimensioni
nanometriche (910−
m) in grado di modificare le proprietà fisiche, meccaniche e termiche.
Nel campo del packaging, il confezionamento di un alimento in un contenitore idoneo per la sua
conservazione e distribuzione è una fase fondamentale nel ciclo di produzione e commercializzazione. Da
un lato, il produttore è interessato a disporre di imballaggi idonei ed economici, capaci di facilitarne la
movimentazione e di prolungare la vita del prodotto. Dall’altro, i consumatori, sempre più consapevoli ed
esigenti, chiedono garanzie circa la qualità del prodotto, chiedono praticità, convenienza, attenzione alla
salute e salvaguardia dell’ambiente. Tutti questi input rendono il settore dell’imballaggio alimentare
notevolmente dinamico ed alla ricerca continua di soluzioni innovative. Tra le nuove tecnologie per il
prolungamento della shelf life del prodotto confezionato, lo studio e lo sviluppo di nuovi materiali
polimerici utilizzati come imballaggio primario riveste un ruolo fondamentale.
La maggior parte dei materiali polimerici utilizzati al giorno d’oggi sono prodotti a partire da combustibili
fossili. Una volta consumati, i resti di questi materiali vengono scaricati nell’ambiente e divengono rifiuti
non degradabili che devono seguire un preciso percorso di riciclo; con il quale si intende tutto l'insieme di
strategie volte a recuperare i rifiuti per riutilizzarli evitando di smaltirli in altro modo (discarica e
incenerimento). Per questa ragione, c’è una sempre più crescente necessità di disporre di materiali plastici
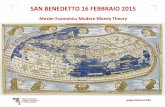
eco-compatibili, specialmente nel settore del packaging, che rappresenta circa il 35 % dell’attuale mercato
delle materie plastiche (Grafico 1, dati forniti da Industry Canada).
Grafico 1 - Uso finale materie plastiche in Europa nel 2008 (da Industry Canada)
Si sta cercando di superare questo serio problema di tipo ambientale indirizzando la ricerca verso lo studio
di materiali biodegradabili, ovvero degradabili dall’azione di microrganismi. Ad oggi, però, in questo

6
settore, l’utilizzo di film biodegradabili in sostituzione di film tradizionali ad elevato impatto ambientale è
piuttosto raro.
La norma europea EN 13432 "Requisiti per imballaggi recuperabili mediante compostaggio e
biodegradazione - Schema di prova e criteri di valutazione per l'accettazione finale degli imballaggi",
recentemente adottata anche in Italia con la denominazione UNI EN 13432, definisce “biodegradabilità
ultima” la decomposizione di un composto organico da parte di microrganismi, in presenza di ossigeno, in
anidride carbonica, acqua e sali minerali di qualsiasi altro elemento presente. La biodegradabilità di molti
biopolimeri è attribuibile in prima approssimazione all’elevata permeabilità al vapor acqueo e all’elevata
capacità di assorbire l’acqua, dando luogo a fenomeni di rigonfiamento, che portano ad un aumento
significativo della permeabilità a gas e ad un acceleramento del processo di degradazione. I polimeri a
base di amido ad esempio mostrano una permeabilità all’ossigeno molto bassa 43 bar)mincm³/(m² ⋅⋅
mentre quella dell’LDPE è pari a 1880 bar)mincm³/(m² ⋅⋅ che li renderebbe molto interessanti per molte
applicazioni nel campo del packaging. La permeabilità al vapor acqueo al contrario è molto alta 4708
bar)mincm³/(m² ⋅⋅ mentre quella dell’LDPE è pari a 0.7 bar)mincm³/(m² ⋅⋅ [1]. Questa sensibilità
all’umidità e il rapido invecchiamento che ne deriva rende tali materiali inutilizzabili per molte
applicazioni. Alcuni dei biopolimeri più interessanti per l’impiego in questo settore presentano anche altri
tipi di limiti come, ad esempio, insoddisfacenti proprietà meccaniche e di processabilità o una bassa
stabilità termica. E’ il caso per esempio del PLA, che manifestando la transizione vetrosa nell’intervallo di
temperatura compreso tra 55 e 59 °C non permette di essere utilizzato sopra i 60 °C [2]. Oltre alle
proprietà termiche anche le proprietà meccaniche dovrebbero essere migliorate, è un polimero rigido e
fragile e questo limita fortemente il campo di applicazione.
Per migliorare tali prestazioni, tali polimeri di origine naturale venivano miscelati con polimeri di origine
sintetica. Recentemente, diversi lavori riportati in letteratura [3-5] hanno dimostrato come sistemi ibridi
organico-inorganico o sistemi nanocompositi possano migliorare notevolmente le proprietà meccaniche e
di barriera ai gas dei materiali biodegradabili, permettendo quindi di estendere il loro utilizzo anche al
settore del food packaging. Tra i nanocompositi, risultano di grande interesse quelli in cui i silicati
(fillosilicati) sono dispersi a livello nanometrico nella matrice polimerica.

7
Nella famiglia dei polimeri sintetici biodegradabili il policaprolattone (PCL) ricopre un ruolo molto
importante e interessante grazie al suo facile approvvigionamento, la sua biodegradabilità e le buone
proprietà meccaniche. Il PCL è un poliestere alifatico, semicristallino che può essere ottenuto per via
petrolchimica ed è sintetizzato con polimerizzazione ad anello aperto del corrispondente lattone ciclico,
cioè ε-caprolattone, in presenza di un catalizzatore [4-6].
Figura 1 - Apertura anello ε-caprolattone (da GreenPlastics)
La biodegradazione di questo polimero è stata studiata a fondo ed è stato evidenziato che il PCL è
biodegradabile da microorganismi nell’ambiente; la sua biodegradazione si realizza molto rapidamente a
causa dell’azione degli enzimi dei microbi presenti nei diversi ambienti.
Lo svolgimento della tesi prevede la preparazione attraverso melt blending di diversi materiali a base di
PCL mediante l’aggiunta di diverse percentuali di nanocariche opportune disponibili nel mercato per il
miglioramento di alcune prestazioni del polimero stesso.
Il PCL è stato impiegato come matrice polimerica in cui è stata successivamente dispersa una nanocarica.
Tra i vari silicati disponibili per questo tipo di applicazione la montmorillonite è senza dubbio la più
studiata ed è stata scelta come nanocarica.
La realizzazione dei sistemi polimerici nanocompositi è stata eseguita con la tecnica di miscelazione in
fuso con un mescolatore discontinuo. I materiali ottenuti sono stati poi stampati sottoforma di film dai
quali sono stati ricavati i provini per le varie prove di caratterizzazione fisica e meccanica.
Dopo varie prove di miscelazione in fuso con lo scopo di ricercare le condizioni ottimali di dispersione
della nanocarica, preventivamente essiccata, per ogni tipologia di campione prodotto sono state condotte
delle prove di trazione, di permeabilità ai gas, e analisi dinamico-meccaniche in torsione.
Tutti i risultati raccolti sono stati analizzati mediante il calcolo della media e della deviazione standard al
fine di valutare la ripetibilità di ogni test, successivamente sono stati confrontati con l’obiettivo di
determinare gli effetti delle varie nanocariche, valutando il miglioramento delle proprietà di permeabilità
ai gas e delle caratteristiche meccaniche dei materiali in base alla diversa percentuale di nanocarica
dispersa.

8
1.2 Scopo della Tesi
L’attività di tesi di seguito esposta è stata svolta presso il Coordinamento Interuniversitario Veneto per le
Nanotecnologie (Associazione CIVEN) di Venezia-Marghera (VE), si inserisce in un progetto che ha forte
connotazione industriale in quanto l’incremento di alcune caratteristiche dei polimeri biodegradabili è un
tema di interesse da parte di alcuni distretti produttivi della regione Veneto, come il Distretto del
Packaging e il Distretto della Gomma e delle Materie Plastiche, e di numerose imprese che operano in
settori quali packaging, ingegneria civile, trasporti, ecc.
Lo svolgimento della tesi prevede la preparazione attraverso melt blending di diversi materiali a base di
PCL mediante l’aggiunta di diverse percentuali di nanocariche (montmorillonite) opportune disponibili nel
mercato per il miglioramento di alcune proprietà del polimero stesso.
Pur utilizzando una miscelazione discontinua (miscelatore Brabender) abbiamo scelto di seguire un
processo che in scala di laboratorio riproduce il processo industriale operato con il miscelatore nelle
aziende che trasformano materie plastiche. Inoltre la scelta di impiegare in primo luogo cariche
nanometriche già esistenti in commercio rende la ricerca particolarmente vicina a una applicabilità
industriale.

9
Capitolo 2
2.1 I Polimeri Biodegradabili
La degradazione dei polimeri sintetici è stata studiata fin dalla loro introduzione nel mercato in quanto, in
misura diversa, tutte le materie plastiche risentono dell’esposizione agli agenti atmosferici quali la luce del
sole, l’ossigeno, l’acqua e il calore. Molte ricerche sono state condotte nel tentativo di sviluppare polimeri
stabili a dette condizioni ambientali. Le materie plastiche moderne come il polietilene, polipropilene,
polistirene, polietilentereftalato e il polivinilcloruro sono economiche, facilmente processabili e durature.
Quest’ultima proprietà che ha rappresentato una conquista nella scienza dei materiali si trasforma in un
difetto quando il materiale plastico diviene un rifiuto. La gran parte dei polimeri sintetici sono resistenti
alla degradazione biologica perché il loro scheletro basato sul carbonio non può essere spezzato dagli
enzimi dei microorganismi. Altre caratteristiche dei polimeri, come l’idrofobicità e l’elevato peso
molecolare, concorrono ad aumentare la loro resistenza agli attacchi microbiologici [1].
Dalla loro introduzione nel mercato, la percentuale di utilizzo delle materie plastiche per la realizzazione
di manufatti è cresciuta costantemente.
La concomitanza della crescita sostenuta dei volumi di materiale plastico prodotto e la mancanza di
degradabilità, e nel caso del settore del packaging anche un tempo di vita del prodotto estremamente
ridotto, ha in qualche decennio portato alla luce, in tutta la sua gravità e complessità, il problema della
destinazione dei materiali plastici alla fine del loro impiego. Le strategie sviluppate negli anni in
alternativa al mero conferimento delle materie plastiche nelle discariche consistono principalmente in
processi di riciclo o recupero energetico mediante combustione. Queste alternative, sebbene presentino
degli indiscutibili vantaggi rispetto alla soluzione del conferimento in discarica, non sono prive di
controindicazioni. Il riciclaggio delle materie plastiche necessita di processi di separazione, lavaggio,
macinatura e riprocessamento che comportano un sensibile costo, anche in termini energetici. Il recupero
energetico mediante combustione richiede notevole attenzione verso i gas e i fumi prodotti dagli
inceneritori ed è un processo percepito negativamente dalla collettività. Con l’acuirsi del problema del
conferimento dei rifiuti, da circa una decina d’anni il mondo scientifico e quello industriale hanno
individuato nei polimeri biodegradabili una possibile alternativa ai precedenti metodi, in particolare per i
materiali usati nel packaging. Questi polimeri, infatti, alla fine del loro servizio possono essere conferiti,
insieme alla frazione umida, negli impianti di compostaggio.
La biodegradabilità ultima è definita in base alla norma UNI EN 13432:2002 come la decomposizione di
un composto organico da parte di microrganismi, in presenza di ossigeno, in anidride carbonica, acqua e
sali minerali di qualsiasi altro elemento presente. Attualmente i termini biodegradazione, materiali
biodegradabili, compostabilità ecc. sono molto comuni ma frequentemente mal utilizzati e sorgente di
equivoci. La norma europea EN 13432 "Requisiti per imballaggi recuperabili mediante compostaggio e

10
biodegradazione - Schema di prova e criteri di valutazione per l'accettazione finale degli imballaggi",
recentemente adottata anche in Italia con la denominazione UNI EN 13432, risolve questo problema
definendo le caratteristiche che un materiale deve possedere per poter essere definito "compostabile".
Questa norma è un punto di riferimento per i produttori di materiali, le autorità pubbliche, i compostatori e
i consumatori. Secondo la norma UNI EN 13432, le caratteristiche che un materiale compostabile deve
avere sono le seguenti:
• Biodegradabilità, ossia la conversione metabolica del materiale compostabile in anidride
carbonica. Questa proprietà è misurata con un metodo di prova standard: il prEN 14046 (anche
pubblicato come ISO 14855: biodegradabilità in condizioni di compostaggio controllato). Il livello
di accettazione è pari al 90% (rispetto alla cellulosa) da raggiungere in meno di 6 mesi.
• Disintegrabilità, cioè la frammentazione e perdita di visibilità nel compost finale (assenza di
contaminazione visiva). Misurata con una prova di compostaggio su scala pilota (prEN 14045).
Campioni del materiale di prova sono compostati insieme con rifiuti organici per 3 mesi. Alla fine
il compost viene vagliato con un vaglio di 2 mm. La massa dei residui del materiale di prova con
dimensioni > 2 mm deve essere inferiore al 10% della massa iniziale.
• Assenza di effetti negativi sul processo di compostaggio. Verificata con una prova di
compostaggio su scala pilota.
• Bassi livelli di metalli pesanti (al di sotto di valori massimi)
Figura 2 - Ciclo dei polimeri biodegradabili (da Polimerica)
Esistono classificazione dei polimeri biodegradabili basate sulla loro composizione chimica, sui metodi
sintesi o sulla loro applicazione. I polimeri biodegradabili possono anche essere classificati in base
all’origine in polimeri biosintetici o polimeri naturali, semi-biosintetici e derivati dal petrolio per sintesi
chimica.

11
I polimeri biosintetici o polimeri naturali sono quei polimeri che derivano da risorse naturali e dal punto
di vista chimico includono 5 sottogruppi:
1 – Polisaccaridi (amido, cellulosa, lignina)
2 – Proteine (caseina, gelatina, glutine, seta, lana)
3 – Lipidi (oli vegetali, grassi animali)
4 – Poliesteri da microorganismi o piante (poliidrossialcanoati PHA, poliidrossibuttirato,
poliidrossivalerato)
5 – Polimeri misti (gomma naturale, compositi)
I polimeri semi-biosintetici contengono per esempio i poliesteri sintetizzati da monomeri bio-derivati
come il Polilattato PLA.
I polimeri biodegradabili derivati dal petrolio contengono 4 sottogruppi:
1 – Poliesteri alifatici (acido poliglicolico, policaprolattone, polibutilensuccinato)
2 – Poliesteri aromatici (Polibutilensuccinato-tereftalato)
3 – Polivinilalcool
4 – Poliolefine modificate (polietilene o polipropilene con specifici agenti sensitivi alla
temperatura o alla luce)
Con il termine “Biopolimeri” si classificano i polimeri ottenuti da sorgenti naturali rinnovabili che spesso
sono anche biodegradabili. Ne fanno parte ad esempio i polimeri derivati dall’amido e il PLA, in quanto
sono prodotti a partire da fonti rinnovabili contenenti amido, principalmente mais ma anche grano, riso e
patate [7].
I polimeri da amido costituiscono oggi il 75-80 per cento del totale dei biopolimeri prodotti. Le loro
proprietà chimiche e fisiche sono assai diverse in funzione sia del processo di produzione delle materie
prime, monomeri o polimeri, sia della successiva ingegnerizzazione che può essere attuata mediante
strategie tipiche del settore dei materiali polimerici (copolimerizzazione, miscelazione con altri polimeri,
additivazione, ecc.).. Per esempio, i biopolimeri possono essere classificati in funzione dell’amido di
partenza (parzialmente fermentato, puro destrutturizzato, modificato per sostituzione di gruppi OH con
gruppi eteri o esteri), o per il tipo di polimeri o additivi (poliesteri, plastificanti...) introdotti che possono
far assumere al prodotto finale caratteristiche meccaniche molto diverse: per esempio, passando da
materiale plastico flessibile (come il polietilene) a rigido (come il polistirene). L’amido è costituito da due
polimeri (polisaccaridi) ad elevato peso molecolare, l’amilosio e l’amilopectina organizzati in modo
complesso a formare dei granuli (5-100 µm) in cui si alternano strati semicristallini ed amorfi. Al fine di
ottenere un materiale termoplastico è necessario smantellare la struttura cristallina (gelatinizzazione) dei
granuli di amido. Questo fine si può raggiungere fornendo all’amido calore, pressione, lavoro meccanico o
per mezzo di plastificanti quali glicerina, acqua, polioli e urea. L’amido reso termoplastico viene
denominato TPS (Thermoplastic Starch). I TPS in commercio sono dei blend di amido gelatinizzato e altri
polimeri quali il policaprolattone (PCL), l’etilenevinilalcool (EVOH), l’etilenevinilacetato (EVA) e il
polivinilalcool (PVOH) [8].

12
I materiali a base di TPS possono essere processati come le comuni materie termoplastiche (stampaggio,
estrusione, filmatura in bolla) e presentano un valore di permeabilità all’ossigeno contenuta che li rendono
potenzialmente interessanti per applicazioni nel foodpackaging. D’altra parte uno degli ostacoli all’uso
dei TPS è la loro elevata permeabilità al vapor d’acqua e la spiccata sensibilità all’umidità ambientale.
Infatti i TPS non presentano al momento un soddisfacente mantenimento delle proprietà meccaniche in
ambienti umidi [9].
Il Polilattato PLA è un biopolimero che si ottiene per polimerizzazione diretta o indiretta (attraverso il
lattide) dell’acido lattico che a sua volta viene prodotto mediante fermentazione degli zuccheri derivati
dall’amido.
Figura 3 - Acido Polilattico PLA
Le proprietà fisiche e la biodegradabilità del PLA possono essere regolate impiegando percentuali diverse
dei due isomeri (D- o L-). L’acido poli(L-lattico) è un polimero rigido, fragile e cristallino che fonde alla
temperatura di 170-180°C e con la transizione vetrosa posta nell’intervallo di temperatura compreso tra
50-60°C. Molte delle proprietà del PLA sono intermedie tra quelle del polistirene PS e quelle del
polietilentereftalato PET. I copolimeri contenenti l’isomero D- presentano rigidità inferiore ma una
maggiore flessibilità e trasparenza. Tra i limiti di questo polimero bisogna menzionare la bassa
temperatura di deflessione HDT che ne impedisce l’impiego in applicazioni con temperature di esercizio
superiori a 60°C [10]. Le proprietà barriera del PLA all’ossigeno sono buone, la permeabilità al vapor
d’acqua è contenuta, mentre risulta piuttosto permeabile al biossido di carbonio. Le caratteristiche del
PLA ne fanno uno dei principali materiali deputati alla sostituzione dei polimeri di origine petrolchimica
nel settore del packaging alimentare.
I poliidrossialcanoati PHA sono dei poliesteri alifatici prodotti direttamente da microrganismi per
fermentazione del substrato di carbonio di sostanze naturali.
Possono essere prodotti come omopolimeri (poliidrossibutirrato) o come copolimeri (poliidrossibutirrato-
copoliidrossivalerato). Le proprietà finali dipendono ovviamente dal contenuto di comonomeri. I loro
impieghi sono vari; uno di questi molto interessante, è la possibilità di sostituire il PET nella produzione
delle bottiglie. I PHA malgrado la loro biodegradabilità, possono essere lavorati alla pari degli altri

13
polimeri termoplastici. Inoltre possiedono una buona stabilità allo stoccaggio e buona resistenza all’acqua e
all’umidità. In particolare, il PHB possiede proprietà meccaniche simili a quelle del polistirolo e del
polipropilene, migliori caratteristiche di impermeabilità all’ossigeno rispetto al polietilentereftalato, resistenza
alla temperatura fino a 130°C, e migliore stabilità ai raggi ultravioletti rispetto al polipropilene [11].
Figura 4 - Produzione di Poliidrossialcanoati
Tra i poliesteri alifatici i più diffusi sono il polibutilensuccinato (PBS) e il policaprolattone (PCL),
interesse del nostro studio.
Tra i poliesteri aromatici il più conosciuto è il polibutilensuccinato-tereftalato (PBST).
Fanno parte dei polimeri biodegradabili derivanti da fonti non rinnovabili anche il polivinilalcole usato per
imballaggi solubili in acqua e le poliolefine modificate.
Tabella 1 - Polimeri biodegradabili derivati dal petrolio

14
Uno sviluppo più generalizzato di questi materiali è naturalmente legato direttamente alla evoluzione della
coscienza ecologica delle comunità che richiedono un sempre maggior impegno tecnologico volto a
eliminare il deterioramento della natura dovuto agli accumuli dei rifiuti plastici sul territorio
Già oggi esistono diverse tipologie di bioplastiche che, per proprietà chimico fisiche e lavorabilità, sono in
grado di sostituire in molte applicazioni le materie plastiche tradizionali. Per altre tipologie invece si
richiede un miglioramento sia delle prestazioni sia dei relativi processi produttivi. I vantaggi derivanti
dalla sostituzione delle materie plastiche tradizionali con le bioplastiche rimangono al momento
essenzialmente di carattere ambientale. Ma in un prossimo futuro ne potrebbero derivare anche vantaggi
economici, in considerazione soprattutto del continuo aumento del prezzo del petrolio e dei suoi derivati,
che costituiscono la base per la produzione delle materie plastiche tradizionali. Altro fattore che potrebbe
aumentare la competitività delle bioplastiche riguarda l’adozione di appositi provvedimenti incentivanti di
carattere legislativo e normativo, soprattutto in difesa dell’ambiente. Per esempio, in Francia è stata
approvata di recente una norma che prevede nei prossimi quattro anni la sostituzione delle materie
plastiche tradizionali con plastiche biodegradabili nella produzione degli shopper; in Italia una norma
analoga entrerà in vigore dal 1 gennaio 2011. Altri incentivi allo sviluppo dei biopolimeri potrebbero
presto venire da nuovi provvedimenti restrittivi riguardanti il riciclo e lo smaltimento a fine vita di
manufatti indistruttibili, come quelli ottenuti con materiali plastici tradizionali. In definitiva,
l’affermazione su larga scala delle bioplastiche potrebbe rappresentare negli anni a venire una nuova
concreta via di sviluppo tecnico e commerciale per l’intero settore delle materie plastiche.

15
2.2 Il Policaprolattone
Nella famiglia dei polimeri sintetici biodegradabili il Poli-ε-caprolattone, comunemente chiamato PCL,
ricopre un ruolo molto importante e interessante grazie al suo facile approvvigionamento, la sua
biodegradabilità e le buone proprietà meccaniche. Il PCL è un polimero biodegradabile che può essere
ottenuto per via petrolchimica ed è sintetizzato con polimerizzazione ad anello aperto del corrispondente
lattone ciclico, cioè ε-caprolattone, in presenza di un catalizzatore [4-6].
Figura 5 - Apertura anello ε-caprolattone (da GreenPlastics)
Il PCL è un polimero semicristallino, con un grado di cristallinità del 50%. Presenta bassi valori della
temperatura di transizione vetrosa e di melting point, è molto flessibile ed ha un notevole allungamento a
rottura e un basso modulo. Le sue proprietà fisiche lo rendono commercialmente molto valido non solo
come sostituto alle plastiche non degradabili per prodotti di largo consumo, ma anche per plastiche per
applicazioni tecnologicamente avanzate in medicina e agricoltura.
Come in tutti i polimeri semicristallini anche nel PCL, durante il raffreddamento, ad una precisa
temperatura (temperatura di fusione o di solidificazione, Tm) avviene il passaggio dallo stato liquido a
quello solido della parte cristallina; appena al di sotto di questa temperatura si ha presenza della parte
cristallina solida e della parte amorfa gommosa, fino al raggiungimento della temperatura di transizione
vetrosa Tg, al di sotto della quale anche la parte amorfa diviene rigida. In particolare, il policaprolattone
presenta una Tm attorno ai 60°C (59-64°C in base alla frazione cristallina) e una Tg di -60°C ed ha una
bassa viscosità che lo rende ottimo per essere processato. Ha una buona resistenza all’acqua, all’olio e ai
solventi ed è spesso usato come additivo con resine e poliuretani per migliorare alcune proprietà, quali la
resistenza all’impatto ed aumentare la processabilità. E’ compatibile con un ampio range di altri materiali
e molto spesso è miscelato con amido per diminuirne i costi ed aumentarne la biodegradabilità. Può inoltre
essere miscelato al PVC fungendo da plasticizzante polimerico.
La biodegradazione di questo polimero è stata studiata a fondo ed è stato evidenziato che il PCL è
biodegradabile da microorganismi nell’ambiente e la sua biodegradazione si realizza molto rapidamente a
causa dell’azione degli enzimi dei microbi presenti nei diversi ambienti. Il PCL si degrada per idrolisi dei

16
legami estere in particolare nelle condizioni fisiologiche (come nel corpo umano) e infatti ha assunto una
grande importanza per la produzione di biomateriali.
Il Policaprolattone data la sua grande duttilità a temperature non molto elevate (attorno ai 60°C) e per i
valori molto bassi di conduttività e calore specifico è molto utilizzato per la modellistica e per la
produzione di prototipi o piccole parti in plastica nelle quali non occorre un alto valore di resistenza
termica.
Per migliorare le proprietà meccaniche, termiche e di barriera ai gas del PCL da diversi anni è stata scelta
l’addizione di nanofillers. Tra tutti i potenziali nanofiller, i più largamente utilizzati sono quelli basati su
argille lamellari, come nel nostro caso.
La formazione di nanocompositi contenenti nanoparticelle disperse o intercalate offre opportunità uniche
nella progettazione di materiali strutturalmente e funzionalmente avanzati. Al contrario dei microfillers,
una piccola percentuale di nanoparticelle (normalmente meno del 5%) è sufficiente per convertire le
proprietà del polimero da massive a interfacciali permettendo così il miglioramento di proprietà tecniche,
ad esempio migliori rigidità/durezza/stabilità dimensionale, stabilità termica, proprietà barriera, adesione
superficiale, ridotto ritiro, minori tensioni e ritardo alla fiamma.

17
2.3 Nanocompositi a matrice polimerica
I nanocompositi polimerici sono una classe relativamente nuova di materiali costituiti da una matrice
polimerica additivata con nanocariche, cioè particelle che hanno almeno una delle tre dimensioni inferiori
a 100 nanometri [12].
L’utilizzo di nanocariche accompagnato da un elevato grado di dispersione delle particelle stesse nella
matrice polimerica consente di ottenere un notevole miglioramento delle proprietà del materiale. Allo
stesso tempo, poiché per migliorare le prestazioni sono sufficienti modesti tenori di nanocarica (spesso
inferiori al 5% in peso), l’aumento di densità del materiale è contenuto e, di conseguenza, la viscosità non
viene troppo penalizzata. Infine, essendo le nanocariche di dimensioni inferiori alla lunghezza d’onda
della luce visibile, le proprietà ottiche restano praticamente inalterate. Aspetti ancora problematici sono il
maggior costo delle nanocariche rispetto alle cariche convenzionali e le difficoltà legate sia alla loro
manipolazione che all’ottenimento di una buona dispersione ed omogenea distribuzione.
Per esercitare al massimo la sua efficacia, la nanocarica deve essere ben dispersa nella matrice polimerica
e, per ottenere ciò, generalmente, deve essere opportunamente purificata e/o modificata superficialmente.
Una distribuzione uniforme ed una elevata dispersione della nanocarica aumentano infatti la superficie di
contatto tra nanoparticelle e matrice polimerica ed è proprio per questo che si può ottenere un notevole
miglioramento delle proprietà con quantità di carica molto più basse rispetto a quelle utilizzate nei
compositi tradizionali.
Le nanoparticelle possono essere raggruppate in tre classi principali secondo il loro “rapporto di forma”:
• se tutte e tre le dimensioni sono dell’ordine dei nanometri, avremo particelle all’incirca sferiche
(nanosilice, nanoparticelle metalliche);
• se solo due dimensioni sono nanometriche, avremo delle strutture elongate (nanofibre di cellulosa,
nanotubi di carbonio);
• se una sola delle dimensioni è dell’ordine di pochi nanometri, avremo nanocariche di tipo
lamellare (grafite, argille o fillosilicati)
I nanocompositi polimero/silicato lamellare (polymer/layered silicate nanocomposites) sono quelli più
ampiamente studiati [13, 14] sia in ambito accademico che industriale, per le loro prestazioni
notevolmente superiori rispetto a quelle dei corrispondenti polimeri puri e/o microcompositi. A tale
interesse hanno contribuito senz’altro la disponibilità ed il costo relativamente basso, rispetto ad altri tipi
di nanocariche, dei minerali di partenza nonché la consolidata conoscenza della loro chimica di
intercalazione.
I metodi normalmente utilizzati per la preparazione di nanocompositi polimero/nanocarica lamellare sono
essenzialmente tre:
• intercalazione del polimero in soluzione;
• intercalazione per polimerizzazione in situ;
• intercalazione diretta del polimero nel fuso.

18
Il metodo di intercalazione del polimero per mescolamento nel fuso è il tipo di processo più usato
attualmente per ottenere materiali nanocompositi perché presenta diversi aspetti positivi. Innanzitutto il
fatto di non usare solventi porta vantaggi sia energetici che ambientali. Inoltre, tale metodo permette, in
linea di principio, l’utilizzo delle apparecchiature normalmente usate per la miscelazione, l’estrusione e lo
stampaggio dei compositi convenzionali. Infine l’intercalazione nel fuso è applicabile ad una vasta gamma
di polimeri, quali termoplastici amorfi e semicristallini (PP, PE), elastomeri termoplastici ed elastomeri in
cui la reticolazione avviene in una fase successiva.
La compatibilità polimero/nanocarica modificata è di fondamentale importanza e, a sua volta, dipende dal
tipo di fillosilicato (capacità di scambio cationico, rapporto di forma, grado di essiccamento), dal catione
organico presente nel modificante (lunghezza, numero ed eventuale funzionalità delle catene alchiliche) e
dalla presenza o meno di un compatibilizzante esterno.
In generale i nanocompositi contenenti sistemi esfolianti, anche in percentuale modesta (inferiore al 5% in
peso), presentano migliorate proprietà meccaniche (modulo elastico, resistenza a trazione), termiche
(stabilità termica, resistenza alla combustione, temperatura di deformazione, stabilità dimensionale), di
resistenza chimica (resistenza ai solventi, permeabilità ai gas e all’umidità), biodegradabilità (nel caso di
matrici biodegradabili) rispetto ai corrispondenti polimeri vergini e ai compositi tradizionali.
Ciò è stato appurato per la prima volta da Kojima e collaboratori [15] per nanocompositi Nylon-argilla
ottenuti nei laboratori di ricerca della Toyota. Le proprietà meccaniche del Nylon 6, del tradizionale
composito realizzato miscelando nel fuso il Nylon 6 con la montmorillonite (MMT, uno dei più diffusi
silicati a strati) in un estrusore bivite, e del nanocomposito, ottenuto per intercalazione tra gli strati
argillosi del monomero ε-caprolattone e sua successiva polimerizzazione sono riassunte per confronto in
Tabella 2.
Tabella 2 - Proprietà meccaniche dei materiali realizzati nello studio di Kojima e collaboratori
Tipo di materiale
(% in peso di inorganico)
Resistenza alla trazione
(MPa)
Modulo di Young
(GPa)
Resistenza all’impatto
(KJ/m²)
Nylon 6 (0%) 69 1,1 2,3
Composito (5 %) 61 1 2,2
Nanocomposito (4,2 %) 107 2,1 2,8
Appare evidente già da questo studio “pionieristico” che a partire dagli stessi materiali (Nylon e MMT) e
con composizioni analoghe ma utilizzando diverse metodologie di sintesi è possibile ottenere sistemi con
proprietà meccaniche diverse in funzione della diversa morfologia.
Una distribuzione omogenea dei nanostrati di MMT nella matrice polimerica genera un notevole
miglioramento delle proprietà dei nanocompositi ed ha permesso la sostituzione sia di materiali plastici
convenzionali (contenenti dal 20 al 60% in peso di cariche rinforzanti) sia di parti metalliche delle

19
autovetture, con materiali plastici molto più leggeri e facili da produrre industrialmente (con notevoli
vantaggi economici ed ambientali) [16]. Sempre nell’industria automobilistica, la stabilità dimensionale
elevata e l’incremento della temperatura di deformazione ne consentono l’utilizzo come componenti di
parti vicine al motore soggette ad alte temperature.
Le buone prestazioni dei nanocompositi polimerici contenenti nanocariche lamellari offrono inoltre una
concreta alternativa all’uso di rinforzanti come le fibre di vetro che rendono impossibile riciclare il
materiale plastico per la stessa applicazione in quanto vengono danneggiate nei processi di riciclo.
La resistenza alla combustione, dovuta alla formazione di una barriera protettiva di tipo ceramico formata
dall’avvicinamento delle lamelle sulla superficie esterna del nanocomposito [17], rende possibile
l’applicazione di questi materiali come ritardanti di fiamma non contenenti alogeni.
Per le loro proprietà di barriera a gas e vapori organici i nanocompositi polimero/fillosilicato sono
utilizzati per imballaggi alimentari, sia flessibili che rigidi.
Esempi specifici includono il confezionamento per carni trattate, formaggio, cereali, pasticceria, latticini,
cartoni per succhi di frutta, bottiglie per bevande gassate e in particolare per la birra, che degrada quando
viene in contatto anche con minime quantità di ossigeno.
L’ulteriore miglioramento delle proprietà barriera dovrebbe consentire l’uso di tali nanocompositi per
aumentare considerevolmente la durata di molti tipi di cibi. Negli Stati Uniti, ad esempio, sono in corso
ricerche al fine di realizzare un sistema di confezionamento non refrigerato capace di mantenere la
freschezza del cibo per tre anni.
Alcuni nanocompositi, in virtù della loro elevata trasparenza, possono essere utilizzati per rivestire
polimeri trasparenti in quanto ne migliorano tenacità e durezza senza interferire con le caratteristiche di
trasmissione della luce (vernici per automobili, finestre antigraffio).
Altre possibili importanti applicazioni in campo ottico sono la colorazione di polimeri trasparenti senza
perdita di trasparenza (per adsorbimento del colorante sulle nanoparticelle inorganiche), l’impiego come
filtri ottici per la protezione dalle radiazioni UV (vernici per diversi substrati), la modifica dell’indice di
rifrazione di polimeri trasparenti (fibre ottiche, filtri ottici, materiali ad alto indice di rifrazione). Anche
nel caso di materiali opachi, l’elevata area superficiale e la semplicità dei trattamenti di superficie dei
fillosilicati fanno di questi ultimi dei substrati ideali su cui fissare i coloranti da disperdere semplificando i
processi di colorazione dei materiali plastici e migliorandone l’aspetto superficiale.

20
2.4 I Nanocompositi di PCL
Il Policaprolattone (PCL) è un poliestere lineare, sintetizzato attraverso polimerizzazione ad anello aperto
del corrispondente lattone ciclico (ε-caprolattone). La sua struttura molecolare è presentata in figura 6.
Figura 6 - Struttura molecolare PCL
Come già ampiamente discusso i nanocompositi polimero/silicato lamellare (polymer / layered silicate
nanocomposites) sono quelli più ampiamente studiati [13,14] sia in ambito accademico che industriale, per
le loro prestazioni notevolmente superiori rispetto a quelle dei corrispondenti polimeri puri e/o
microcompositi.
Lo stesso vale per i nanocompositi con matrice PCL biodegradabile, i quali, utilizzando come nanocariche
silicati lamellari (in particolare MMT, montmorillonite, uno dei più diffusi silicati a strati), presentano un
incremento considerevole di proprietà tecniche, ad esempio migliori rigidità/durezza/stabilità
dimensionale, stabilità termica, proprietà barriera, adesione superficiale, ridotto ritiro, minori tensioni e
ritardo alla fiamma.
I nanocompositi PCL/silicati lamellari, inoltre, sono di particolare interesse per la loro biocompatibilità e
biodegradabilità.
I nanocompositi di PCL possono essere preparati sia per miscelazione della nanocarica nella matrice fusa
(melt blending) che per intercalazione per polimerizzazione in situ. Si utilizzano sia argille non modificate
(Na+-MMT) che silicati organo-modificati con opportune cariche cationiche.
Il processo di melt blending prevede la miscelazione del silicato a strati direttamente nella matrice fusa di
PCL e può avvenire senza l’uso di solventi. In generale le prestazioni vengono notevolmente migliorate,
se confrontate al PCL puro, anche con minime quantità del silicato a strati, inferiori al 3% (con
nanocariche opportunamente funzionalizzate) [18].
In relazione ai componenti usati (silicato a strati, catione organico e matrice polimerica) e al metodo di
preparazione si possono ottenere tre tipi principali di compositi. Se il polimero non è capace di interagire
con il silicato intercalandosi tra i suoi strati si ottiene un microcomposito (Figura 7(a)). Un nanocomposito
invece può essere principalmente di due tipi: intercalato o esfoliato.
La prima struttura è caratterizzata dalla presenza di una (talvolta anche più di una) catena di polimero che
si intercala tra gli strati del silicato il quale mantiene comunque una struttura multistrato ben ordinata
(Figura 8(a)). Quando invece gli strati di silicato sono completamente ed uniformemente dispersi nella
matrice polimerica, si ottiene un nanocomposito di tipo esfoliato o anche delaminato (Figura 8(b)).

21
Figura 7 - Schema dei diversi tipi di strutture ottenibili dall'interazione del silicato con il polimero: (a) micro
composito a fasi separate; (b) nanocomposito intercalato; (c) nanocomposito esfoliato
(a) (b)
Figura 8 - Schematizzazione di un nanocomposito intercalato (a) e di un nanocomposito esfoliato (b)
Le nanocariche lamellari, quindi, possono raggiungere notevoli sviluppi superficiali (fino a 750 m2/g) e proprio
questa elevatissima superficie di interazione carica-polimero permette la modifica efficiente di una gran parte
di proprietà fisico-meccaniche del materiale nanocomposito risultante anche con livelli limitati (in genere
3÷6%) di argilla. Ciò consente l’ottenimento di materiali compositi di superiori proprietà meccaniche,
maggiore leggerezza, più facile riciclabilità ed elevata trasparenza [19].
Attraverso la polimerizzazione in situ i nanocompositi sono preparati per polimerizzazione di ε-caprolattone in
presenza del silicato a strati. L’iniziazione avviene con opportuni catalizzatori o attraverso l’attivazione
termica. Si osserva che solitamente si formano strutture intercalate in presenza di montmorillonite naturale non
(a) (c) (b)

22
modificata (Na+-MMT). Si formano, invece, nanocompositi esfoliati dalle proprietà meccaniche notevolmente
migliorate in presenza di MMT organo-modificata con cationi di ammonio contenenti gruppi idrossilici [20]. In
generale i risultati dimostrano che nel processo di melt blending la natura delle diverse cariche utilizzate per
funzionalizzare la MMT influenza notevolmente la formazione dei nanocompositi: con MMT naturale non
modificata si formano sempre microcompositi, mentre strutture esfoliate si formano quando la MMT è organo-
modificata con alchil-ammonio o idrossil-ammonio. La tecnica di polimerizzazione in situ, invece, porta alla
formazione di nanocompositi intercalati utilizzando MMT naturale. Mentre, come già detto, si formano
nanocompositi esfoliati con MMT organo-modificata con idrossil-ammonio [21].

23
PARTE SPERIMENTALE
Capitolo 3
Materiali e Metodi
3.1 Introduzione
Lo svolgimento della tesi prevede la preparazione attraverso melt blending (miscelazione in fuso) di
diversi materiali a base di Policaprolattone (PCL) mediante l’aggiunta di diverse percentuali di
nanocariche opportune disponibili nel mercato per il miglioramento di alcune prestazioni del polimero
stesso.
La matrice è un PCL, selezionato in base al suo facile approvvigionamento, alla sua biodegradabilità e alle
sue buone proprietà meccaniche e possibili applicazioni (adatto a produzione di film mediante filmatura in
bolla).
Tra i vari silicati a strati disponibili per questo tipo di applicazione è stata scelta montmorillonite organo-
modificata essendo facilmente reperibile nel mercato e soprattutto essendo la nanocarica senza dubbio più
studiata e conosciuta.
La tecnica utilizzata è quella della miscelazione in fuso con un mescolatore discontinuo. Dopo varie prove
di miscelazione in fuso con lo scopo di ricercare le condizioni ottimali di dispersione della nanocarica,
preventivamente essiccata, sono state prodotte 4 miscele diverse con percentuale in peso di nanocarica
rispettivamente 0, 1, 3 e 5 wt %. In seguito sono stati ottenuti i diversi provini per le varie prove di
caratterizzazione fisica e meccanica come descritto nel seguito della trattazione.

24
3.2 Polimero e nanocarica impiegati
MATRICE
Il Policaprolattone impiegato come matrice per questo lavoro è il CAPA® FB100 prodotto da Perstorp
(UK), un polimero adatto per produzione di film (filmatura in bolla), film che possono arrivare ad avere
spessori inferiori ai 25 micron. Le principali proprietà, dichiarate nella scheda tecnica fornita, sono
riportate in Tabella 3.
Tabella 3 – Caratteristiche PCL Capa® FB100
NANOCARICA
Come nanocarica è stata impiegata la montmorillonite Nanomer® I.34-TCN prodotta da Nanocor Inc.
(Illinois, USA). Si tratta di una nanoclay derivante da una montmorillonite naturale (appartenente alla
classe dei Fillosilicati 2:1) purificata intensamente e modificata superficialmente con un catione
alchilammonio (metil diidrossietil di sego idrogenato ammonio), in percentuale variabile dal 25 al 30%.
La nanocarica è stata scelta proprio per l’ottima affinità chimica che presenta con il PCL. Infatti il
policaprolattone è un poliestere che presenta gruppi polari e quindi la presenza nella nanocarica utilizzata
dei gruppi idrossilici rende particolarmente compatibile questo prodotto con il PCL. In Tabella 4 sono
elencati i dati fisici e chimici, così come riportati nella scheda tecnica del fornitore.
Tabella 4 – Caratteristiche fisiche e chimiche della nanocarica Nanomer I.34-TCN
Proprietà Valore Tipico
Apparenza Polvere bianca
Granulometria a secco [µm] 16-22
Purezza (%) 98,5
Densità in bulk [g/cm3] 0,30-0,36
Proprietà Valore tipico
Dimensione Pellets (mm) 3
Peso molecolare medio (uma) > 100.000
Tm (Melting Point) (°C) 58-60
Contenuto d’acqua (%) < 1
Colore di una soluzione 30% m/m (Hazen) < 75
Melt Flow Index
190°C/2,16 kg [g/10 min] < 4

25
3.3 Strumenti e procedure utilizzate per la preparazione e per la caratterizzazione dei campioni
Con il polimero di base (PCL CAPA® FB100) e diverse percentuali della nanocarica (Nanomer® I.34-
TCN) sono state realizzate 5 miscele (Tabella 5).
Si è scelto di avere 2 formulazioni diverse di polimero vergine, una lavorata in mescolatore (PCL-00) e
una non lavorata (PCL-V), in modo da poter osservare i cambiamenti nelle proprietà studiate date dalla
miscelazione.
Tabella 5 – Formulazioni e percentuali dei compositi realizzati con matrice PCL CAPA® FB100
Formulazione Preparazione Nanocarica % in peso
PCL-V Non lavorato - -
PCL-00 Lavorato in mescolatore - -
PCL-I34.01 Lavorato in mescolatore Nanomer® I.34-TCN 1
PCL-I34.03 Lavorato in mescolatore Nanomer® I.34-TCN 3
PCL-I34.05 Lavorato in mescolatore Nanomer® I.34-TCN 5
3.3.1 Studio della nanocarica
Per verificare la percentuale esatta di organo-modificante presente nella nanocarica abbiamo per prima
cosa calcolato la perdita percentuale d’acqua essiccando in una stufa a 130°C un campione di nanocarica.
In seguito attraverso un processo di calcinazione abbiamo calcolato la perdita percentuale totale scaldando
in una muffola a 700°C un diverso campione di nanocarica. In conclusione alla percentuale totale abbiamo
sottratto la perdita dovuta all’umidità ottenendo la percentuale organica esatta di organo-modificante
presente nella nanocarica.
3.3.2 Preparazione dei formulati polimerici
ESSICAZIONE
Prima di procedere con la miscelazione i materiali da utilizzare sono stati essiccati in un evaporatore
rotante STRIKE 102 prodotto da Steroglass S.R.L. (Perugia, Italy). Il PCL è stato essiccato a 45°C nel
vuoto per 4 ore. La nanocarica invece è stata essiccata per 4 ore a 80°C.
Figura 9 - Evaporatore rotante STRIKE 102 di Steroglass utilizzato per essiccare i materiali trattati

26
MISCELAZIONE
Lo strumento utilizzato è un miscelatore discontinuo Brabender Plastograph EC. Questo miscelatore è
dotato di una camera di miscelazione dalla capacità di 55 cm3, dispone di un motore da 3 kW, un
misuratore di coppia ed un modulatore di velocità per variare i giri del rotore fra 1 rpm e 150 rpm. Il
mescolatore discontinuo Brabender può essere altresì impiegato per misurazioni di viscosità di polimeri
fusi, come descritto in letteratura [22].
Figura 10 – Camera di miscelazione del mescolatore Brabender Plastograph EC
La temperatura del fuso è controllabile e monitorata da una termocoppia situata all’interno della camera di
mescolamento. Inoltre altre 3 termocoppie misurano la temperatura dell’armatura che ingloba la camera di
miscelazione ed i rotori.
Figura 11 - Mescolatore discontinuo: sezione ad “otto” della camera di miscelazione e rotori controrotanti
Questo tipo di apparecchiatura è del tutto simile ai grandi miscelatori meccanici presenti in molte
industrie, dai quali si differenzia essenzialmente per il volume della camera, decisamente più piccolo.
Questa ultima è costituita da una cavità all’interno di un blocco metallico (armatura) che ospita due rotori
contro-rotanti, in acciaio, al fine di garantire un’adeguata miscelazione dei prodotti in essa inseriti. La
velocità dei rotori, espressa in giri al minuto (rpm), e la temperatura delle pareti della camera devono
essere appositamente impostate secondo le necessità del sistema che si va a trattare. I materiali di partenza

27
vengono immessi attraverso una tramoggia nella camera, dove vengono riscaldati e subiscono
l’applicazione di sforzi di taglio tra le due viti controrotanti. Un computer collegato al miscelatore
permette la registrazione dell’andamento nel tempo del momento torcente applicato ai rotori e della
temperatura del polimero fuso. Una tipica curva che mostra l’andamento del momento torcente durante la
preparazione di questi materiali è riportata in Grafico 2.
Le differenze sul valore del momento torcente, rilevato dal software in regime di completa fusione della
matrice polimerica, tra le diverse formulazioni prodotte, è indice di interazione tra nanocarica e matrice.
Tabella 6 – Formulazioni e percentuali dei nanocompositi realizzati con matrice PCL CAPA® FB100
Formulazione Campione (g) Nanocarica (%) PCL (g) Nanocarica (g)
PCL-00 57,00 0 57,00 0
PCL-I34.01 57,00 1 56,43 0,57
PCL-I34.03 57,00 3 55,29 1,71
PCL-I34.05 57,00 5 54,15 2,85
Grafico 2 – Tipico andamento del momento torcente(blu) per la preparazione di sistemi polimerici
nanocompositi tramite miscelazione nel fuso
I materiali nanocompositi a base di PCL sono stati preparati mantenendo le armature della camera di
miscelazione alla temperatura di 130°C. Durante la preparazione di tutti i campioni è stata registrata la
temperatura del fuso che è sempre risultata sensibilmente superiore (140-145°C) a causa del lavoro
dissipato in attrito. La durata delle miscelazioni, per tutti i campioni, è stata di 15 minuti, al fine di
ottenere una buona omogeneità nella massa del nanocomposito, ad una velocità di rotazione dei rotori di
60 rpm.
Aggiunta della nanocarica
Caricamento del materiale

28
3.3.3 Formatura dei provini
La preparazione dei provini da impiegare per le diverse caratterizzazioni è stata realizzata mediante un
processo di pressofusione condotto per mezzo di una pressa da laboratorio modello P 200 E, prodotta dalla
Collin GmbH. I principali dati tecnici, come riportati nel manuale, sono riportati in Tabella 7.
La pressa ha quattro montanti che guidano lo spostamento della piastra inferiore; questa viene premuta
contro la piastra superiore, che è fissa, con una forza di compressione regolabile manualmente tramite la
valvola di controllo della pressione dell’olio che agisce sul pistone idraulico. Le piastre sono riscaldate per
mezzo di resistenze elettriche e raffreddate mediante un circuito in cui fluisce acqua corrente presa dalla
linea di alimentazione del laboratorio.
Figura 12 – Pressa Collin 200E
Tabella 7 – Dati tecnici pressa Collin 200 E
Dimensione piastre [mm] 196 x 196
Forza di compressione massima
[kN] 125
Carico specifico [N/cm2] 312
Pressione idraulica massima [bar] 240
Corsa [mm] 100
Velocità di chiusura [mm/s] 2,9
Potenza calorifica [kW] 2 x 2,5
Temperatura massima
ammissibile piastre [°C] 300
Velocità di riscaldamento
[°C/min] 20
Velocità di raffreddamento
[°C/min] (pressione acqua 4 bar,
temperatura acqua 10 °C)
50
I materiali nanocompositi estratti dal miscelatore sono stati preventivamente granulati manualmente con
delle cesoie al fine di omogeneizzarne la pezzatura. Il materiale è stato quindi compresso entro due
maschere metalliche di dimensioni 110 x 110 x 3 mm. Il ciclo di stampaggio è suddiviso in uno stadio di
riscaldamento e compressione a cui segue uno stadio di raffreddamento dello stampo che viene estratto
dalla pressa quando ha raggiunto la temperatura ambiente.
I parametri del processo sono i seguenti:
• Stadio di riscaldamento e compressione:
1. Pressione applicata alle piastre: 40 bar
2. Temperatura delle piastre: 130°C
3. Tempo dello stadio: 2 min
• Stadio di raffreddamento:
1. Pressione applicata alle piastre: 40 bar
2. Temperatura iniziale delle piastre: 130 °C
3. Temperatura finale delle piastre: 23 °C
4. Tempo dello stadio: 8 min

29
Sono state realizzate 3 tipologie diverse di provini:
• Preparazione mediante pressofusione di film polimerici di forma circolare con spessori compresi
tra 100 e 200 µm secondo la procedura e i parametri di processo precedentemente riportati, film
polimerici che successivamente sono stati tagliati a secco a forma di dischi circolari di diametro 5
cm (per le prove di permeabilità) e a forma di rettangoli di dimensioni 20 x 100 mm (per le prove
meccaniche)
• Preparazione di dischi di 2 mm di spessore e 25 mm di diametro interponendo tra le maschere
metalliche uno stampo di dimensioni 110 x 110 x 2 mm (Figura 13 a)
• Preparazione di provini di dimensioni 60 x 12 x 3 mm interponendo tra le maschere metalliche
uno stampo di dimensioni 110 x 110 x 3 mm (Figura 13 b)
a
b
Figura 13 – Stampi per pressa a piatti paralleli Collin 200E: provini per reometro (a) e prove torsionali(b)

30
3.3.4 Caratterizzazione reologica
Le analisi sono state condotte mediante il reometro rotazionale AR-G2 della TA Instruments allestito con
camera ETC per il controllo della temperatura e con la geometria di misura detta “piatto-piatto” con
diametro di 25 mm. Tutte le analisi sono state eseguite mantenendo i campioni in un’atmosfera non
ossidante mediante un flusso diretto nella camera ETC di 10 l/min di azoto.
La caratterizzazione reologica dei materiali prevede la determinazione dell’andamento, in funzione della
frequenza di oscillazione ω, delle seguenti funzioni reologiche:
1. viscosità complessa (η*)
2. viscosità dinamica (η’)
3. modulo conservativo (G’)
4. modulo dissipativo (G’’)
5. fattore di perdita (tan δ)
Per una corretta conduzione delle analisi di Frequency Sweep è stata determinata la regione lineare di
viscoelasticità (LVR) tramite Stress Sweep ed è stata verificata la stabilità temporale delle proprietà
reologiche del campione con una prova di Time Sweep.
DETERMINAZIONE REGIONE LINEARE DI VISCOELASTICITA’
Il valore di deformazione massimo al di sotto del quale il materiale ha comportamento viscoelastico
lineare (LVR) si deduce conducendo una prova (Stress Sweep) nella quale la frequenza di applicazione del
carico e la temperatura vengono mantenute costanti mentre le funzioni viscoelastiche vengono misurate
variando, secondo incrementi selezionati, l’intensità del carico applicato. Si individua così nel grafico il
valore del carico al quale il modulo G’ devia dal tratto orizzontale.
Le prove sono state effettuate su provini di PCL vergine miscelato (PCL-00) con frequenza di oscillazione
ω = 1 rad/s, intensità del carico crescente e alla temperatura di 90°C, come descritto in tabella 8.
Tabella 8 – Condizioni operative per le analisi Strees sweep
Temperatura [°C] 90
Stress minimo [µNm] 10
Stress massimo [µNm] 105
Frequenza [rad/s] 1
Diametro campione circolare [mm] 25
Spessore del campione [mm] 2
DETERMINAZIONE DELLA STABILITA’ TEMPORALE DEL CAMPIONE
Una volta determinata la regione LVR si è verificato l’andamento nel tempo delle proprietà reologiche del
materiale mediante una prova (Time Sweep) in cui una proprietà reologica, solitamente il modulo
conservativo, viene registrata in continuo mediante ripetute oscillazioni a frequenza e ampiezza costante.
La condizione ideale si verifica quando le proprietà reologiche del materiale sono indipendenti dal tempo.

31
Deviazioni dall’idealità si possono verificare a seguito di fenomeni diversi:
1. Degradazione termica con formazione di molecole a basso peso molecolare (le
variabili G’ e G’’ diminuiscono nel tempo)
2. Degradazione termica con formazione di legami intermolecolari (G’ e G’’ aumentano nel
tempo)
3. Modifica della microstruttura a seguito della sollecitazione oscillatoria
Le analisi Time Sweep sono state condotte su PCL-00 a 90°C e 130°C.
DETERMINAZIONE DELLE FUNZIONI G’, G’’, η’ e tan δ con FREQUENCY SWEEP
La determinazione dell’andamento delle funzioni reologiche è stata condotta mediante misure di
Frequency Sweep, nelle quali una piccola deformazione viene applicata in regime oscillatorio. I parametri
sperimentali registrati dallo strumento sono, per ogni frequenza indagata, la deformazione e lo sforzo
necessario ad ottenerla. Da questi dati vengono calcolate le funzioni G’, G’’, η’ e tan δ. In linea con i
risultati ottenuti dalle precedenti analisi le misure sono state condotte alla temperatura di 90°C in
atmosfera di azoto (10 l/min), imponendo una deformazione pari a 1% di strain. L’intervallo di
oscillazione indagato è compreso tra 0,01 e 100 rad/s.
L’andamento delle curve del modulo conservativo (G’), del modulo dissipativo (G’’), della viscosità
dinamica (η’) e del fattore di perdita (tan δ) saranno discussi ed analizzati nel seguito della trattazione.

32
3.3.5 Proprietà Barriera
Le misure della permeabilità a 2CO e 2O sono state effettuate con la macchina MultiPerm di
ExtraSolution. I film polimerici ottenuti con la pressa a piatti paralleli e successivamente ritagliati per
essere adattati alla camera di misurazione dello strumento sono dischi circolari del diametro di 5 cm e
hanno tutti spessore compreso tra i 140 e i 170 µm.
Figura 14 - MultiPerm di ExtraSolution per misure di permeabilità a 2CO e 2O di film sottili
Il campione (film) da analizzare costituisce un setto separatore tra due semicelle come si osserva in figura
15. Nella semicella superiore viene fatto fluire ossigeno o anidride carbonica, che permeando attraverso il
setto separatore (il campione) verrà raccolto dal flusso d’azoto che scorre nella semicella inferiore e
rilevato dal sensore. Tutte le operazioni vengono eseguite mantenendo la cella a temperatura costante di
25°C. Contemporaneamente viene eseguito un monitoraggio dell’umidità relativa presente nella camera di
prova (mantenuta costante al 50%), dei flussi e di tutte quelle variabili che possono alterare il processo di
permeazione nel materiale in esame, come ad esempio la pressione atmosferica.
Figura 15 - Schema funzionamento MultiPerm di ExtraSolution
Dalla prova si ottiene la velocità di trasmissione GTR (Gas Transmission Rate): la quantità di gas che
attraversa una superficie unitaria, di dato spessore e sotto una data differenza di pressione parziale (che nel
nostro caso è unitaria), nell'unità di tempo. Dalla velocità di trasmissione, moltiplicandola per lo spessore
e dividendola per la differenza di pressione parziale si ottiene la costante di permeabilità KP, ovvero la
quantità di permeante che attraversa uno spessore unitario, di una superficie unitaria, nell'unità di tempo,
per effetto di una differenza unitaria di pressione parziale.
21 PP
dGTRKP
−
⋅= GTR = Gas Transmission Rate
Equazione 1 - Calcolo della costante di permeabilità dal valore GTR misurato con la prova di permeabilità

33
3.3.6 Proprietà meccaniche a trazione
La stima di alcune proprietà meccaniche, quali modulo elastico, stress e strain allo snervamento e stress e
strain a rottura (tutte a trazione) delle diverse miscele realizzate, è stata effettuata con un dinamometro a
traversa mobile Insight MTS. Il provino è un film a forma rettangolare di spessore compreso tra 100 e 200
µm e di dimensioni 20 x 100 mm, in modo da attenersi alle indicazioni della norma ASTM D 882-02
(Standard Test Method for Tensile Properties of Thin Plastic Sheeting).
Figura 16 - Dinamometro Insight MTS per prove di trazione
Il provino viene fissato alle estremità tramite delle apposite pinze che non alterano la misurazione finale.
Durante la prova il carico viene applicato dalla traversa mobile superiore tramite lo spostamento verso
l’alto, con velocità costante. Il software fornisce poi il grafico carico/spostamento oppure, tramite la
conoscenza dei parametri dimensionali del provino e della configurazione utilizzata, il grafico
sforzo/deformazione.
Tipiche curve derivanti da prove di trazione sono rappresentate nel grafico 3.
(a) (b)
Grafico 3 - Curve derivanti da prove a trazione del PCL con 1% nanocarica a 5 mm/min (a) e 500 mm/min (b)

34
3.3.7 Analisi dinamico-meccanica in torsione
Applicando una sollecitazione sinusoidale ad un materiale lineare elastico (la cui equazione costitutiva è σ
= E·ε, con E modulo elastico, σ tensione ed ε deformazione) la risposta è ancora una sinusoide con la
stessa frequenza e in fase con la forzante esterna. Per un liquido viscoso (il cui legame costitutivo è σ = η
dε/dt, in cui η è un coefficiente di viscosità dinamica e dε/dt la variazione istantanea della deformazione)
la risposta è ancora sinusoidale con uguale frequenza, ma in opposizione di fase con la forzante. Un
materiale polimerico, il cui comportamento è viscoelastico, soggetto ad una sollecitazione sinusoidale
sviluppa sempre una risposta sinusoidale: dopo un transitorio iniziale si instaura un regime stazionario in
cui la risposta ha la stessa frequenza della forzante esterna ma è sfasata di un angolo δ rispetto allo stimolo
applicato (Grafico 4).
Nella realizzazione delle prove risulta più vantaggioso imporre una deformazione ε, di ampiezza ε0 e
frequenza angolare ω, la cui risposta sarà uno sforzo σ, di ampiezza σ0 con la stessa frequenza ma in
anticipo di un angolo δ, che dipende dalla frequenza della sollecitazione:
ε = ε0 sin(ωt) σ = σ0 sin(ωt + δ)
Utilizzando la notazione complessa tali formule possono essere riscritte:
ε = ε0 exp(iωt) σ = σ0 exp i(ωt + δ)
Grafico 4 – Forzante sinusoidale e risposta di un
materiale viscoelastico-lineare.
Figura 17 – Schematizzazione di un apparato per
applicazione di sollecitazioni torsionali con frequenza
variabile e controllo di temperatura.
Questo non significa che sforzo e deformazione sono numeri complessi, ma che i loro moduli |ε| e |σ|
rappresentano le loro ampiezze e il loro argomento la relativa fase. Si può allora definire un modulo di
elasticità complesso E*, dato dal rapporto tra l’ampiezza della sollecitazione e l’ampiezza della
deformazione, che ingloba gli effetti viscosi ed elastici del materiale e ne rappresenta la rigidezza.

35
E*
= rigidezza complessa [MPa]
E’(ω) = modulo conservativo (la componente di sforzo
ad esso associata non comporta dissipazione
di energia) [MPa]
E’’(ω)= modulo dissipativo (la componente di sforzo
ad esso associata comporta la dissipazione
dell’energia di deformazione) [MPa]
tan δ = fattore di perdita (tangente dello sfasamento
tra sforzo e deformazione)
I moduli E’, E’’ e il fattore di perdita tan δ sono funzione, a parità di materiale e di temperatura, della
frequenza della sollecitazione applicata. Tale dipendenza riveste grande importanza in fase di
progettazione, infatti, i materiali polimerici possono, in corrispondenza di opportuni intervalli di
frequenza, smorzare molto efficacemente le vibrazioni, essendo in grado di dissipare notevoli quantità di
energia.
Essendo però le proprietà viscoelastiche dei materiali polimerici significativamente variabili con la
temperatura, in questo lavoro si è scelto di individuare una frequenza di sollecitazione che ottimizzi il
segnale d’uscita (funzione delle caratteristiche intrinseche dello strumento) e valutare la variazione di E’,
E’’, tanδ all’aumentare della temperatura, per una fissata frequenza.
Grafico 5 – Rappresentazione del grafico ottenibile tramite un’analisi torsionale (per un dato valore di
deformazione e frequenza di sollecitazione costante) al variare della temperatura per un polimero amorfo.
Ad ogni transizione vetrosa è sempre associato un massimo relativo di E’’, dovuto alla coincidenza tra la
capacità di mobilità delle molecole del polimero e la frequenza di deformazione, in tale condizione ogni
oscillazione comporta la massima deformazione anelastica e la massima conversione dell’energia del
processo in attrito tra le macromolecole del polimero.
Lo strumento utilizzato per le analisi dinamico-meccaniche è un reometro AR-G2 prodotto dalla AR
Instruments (New Castle, Delaware, USA) e rappresentato in Figura 18.

36
La simbologia adottata dal software indica con G’ il modulo conservativo e con G’’ il modulo dissipativo,
in accordo con la normativa ASTM D 4092 “Standard Terminology for Plastics: Dynamic Mechanical
Properties” in quanto la sollecitazione applicata dallo strumento è di tipo torsionale.
Figura 18 – Reometro AR-G2 (AR Instruments) per analisi torsionali
Le analisi che questo strumento permette di eseguire sono:
• Strain sweep: la frequenza di applicazione del carico e la temperatura vengono mantenute costanti
mentre le funzioni viscoelastiche vengono misurate ad ampiezze di deformazione variabili
secondo incrementi (o decrementi) selezionati.
• Stress sweep: la frequenza di applicazione del carico e la temperatura vengono mantenute costanti
mentre le funzioni viscoelastiche vengono misurate variando, secondo incrementi (o decrementi)
selezionati, l’intensità del carico applicato.
• Frequency sweep: si mantengono costanti l’ampiezza della sollecitazione e la temperatura mentre
si fa variare la frequenza di applicazione del carico in un intervallo selezionato.
• Temperature ramp: l’ampiezza della deformazione e la frequenza angolare vengono mantenute
costanti mentre si valuta la tensione che lo strumento deve esercitare al variare della temperatura
del materiale, secondo una rampa programmata che può essere ascendente o discendente.
L’analisi Temperature ramp è tra le più efficaci per la caratterizzazione del comportamento di un
composito polimerico perché le funzioni viscoelastiche dipendono fortemente dalla temperatura, pertanto,
anche se con questa analisi non è possibile determinare parametri relativi ai meccanismi interni di
movimento tra le macromolecole, è possibile però evidenziare con un’unica scansione la variazione delle
funzioni viscoelastiche di un intero fenomeno di rilassamento, se non addirittura di più rilassamenti
contemporaneamente.

37
Figura 19 – Sistema di fissaggio del provino per prove torsionali (foto sx) ed alcuni provini analizzati (foto dx)
Mediante il reometro AR-G2 cui è stato applicato l’accessorio per le analisi Solid Torsion (Figura 19)
sono stati determinati il modulo conservativo (storage modulus) e il modulo di dissipazione (loss
modulus) in un range di temperatura (-100° / +80°C) per evidenziare eventuali variazioni della
temperatura di transizione vetrosa o variazioni dei moduli E’ ed E’’ ad una fissata temperatura, tra i
materiali realizzati.
I provini impiegati (Figura 19) hanno dimensioni 42 x 12,7 x 3 mm, in base ai valori consigliati nel
manuale dello strumento per analisi torsionali di materiali termoplastici. La lunghezza utile del provino,
considerata dal software in fase di calcolo dei parametri della prova, risulta pari a 35 mm, tale riduzione è
dovuta al sistema di afferraggio.
Prima di eseguire l’analisi Temperature ramp è stata effettuata un’analisi Stress sweep con lo scopo di
individuare l’ampiezza e la posizione del tratto lineare della curva del modulo conservativo nel diagramma
G’ vs strain % (le condizioni operative sono riportate in Tabella 9).
Tabella 9 – Condizioni operative per le analisi Strees sweep
Temperatura [°C] 21
Stress minimo [µNm] 1
Stress massimo [µNm] 105
Frequenza [Hz] 0.1
Lunghezza del campione [mm] 35
Spessore del campione [mm] 3
Larghezza del campione [mm] 13
Il principale obbiettivo di questo tipo di analisi consiste nell’individuare un valore di deformazione
percentuale (Strain%) a cui corrisponde una risposta elastica del materiale.
Il secondo obbiettivo è valutare se, per la frequenza di oscillazione utilizzata, il sistema
strumento/materiale produce buone prestazioni in termini di rapporto segnale/rumore.

38
Una volta verificato se la frequenza utilizzata è ottimale per l’esecuzione della prova, si è scelto un valore
di deformazione percentuale corrispondente (Strain %) entro il tratto lineare. Strain % che sarà poi
imposto come parametro di processo per le successive prove Temperature ramp.
I parametri scelti sono:
Temperatura minima [°C] -100
Temperatura massima [°C] +80
Ramp rate [°C/min] 2
Deformazione imposta [%] 0,1
Frequenza [Hz] 0,1
Lunghezza del campione [mm] 35
Spessore del campione [mm] 3
Larghezza del campione [mm] 13
-100,0 80,0temperature (°C)
10000
5,000E9
G' (P
a)
10000
5,000E9
G'' (P
a)
0
10,00
20,00
30,00
40,00
50,00
60,00
delta (
degre
es)
Grafico 6 – Grafico di una prova Temperature ramp (deformazione imposta 0,1%; frequenza 0,1Hz)
L’andamento delle curve del modulo conservativo (G’), del modulo dissipativo (G’’) e del fattore di
perdita (tan δ) saranno discussi ed analizzati nel seguito della trattazione.

39
Capitolo 4
Risultati e Analisi
4.1 Formulazione dei sistemi polimerici nanocompositi
Con il polimero di base (PCL CAPA® FB100) e diverse percentuali della nanocarica (Nanomer® I.34-
TCN) sono state realizzate 5 miscele (Tabella 10).
Tabella 10 – Formulazioni e percentuali dei compositi realizzati con matrice PCL CAPA® FB100
Formulazione Preparazione Nanocarica % in peso
PCL-V Non lavorato - -
PCL-00 Lavorato in mescolatore - -
PCL-I34.01 Lavorato in mescolatore Nanomer® I.34-TCN 1
PCL-I34.03 Lavorato in mescolatore Nanomer® I.34-TCN 3
PCL-I34.05 Lavorato in mescolatore Nanomer® I.34-TCN 5
Per ogni formulazione si sono ottenuti circa 45 grammi di materiale, successivamente granulati a mano
con delle cesoie e impiegati per la realizzazione dei diversi provini per le prove di caratterizzazione
meccanica e fisica. I parametri del processo di miscelazione sono stati mantenuti costanti per tutti i
campioni: temperatura della camera di miscelazione pari a 130°C e tempo di miscelazione pari a 15
minuti.
Grafico 7 – Andamento tipico del momento torcente (curva blu) e della temperatura del fuso (curva rossa) di
sistemi polimerici nanocompositi preparati tramite miscelazione nel fuso con un miscelatore discontinuo.

40
4.2 Analisi della nanocarica
Dalla calcinazione e dall’essicazione della nanocarica abbiamo ottenuto rispettivamente i dati in tabella 11
e 12.
Tabella 11 - Calcinazione in muffola della nanocarica Nanomer® I.34-TCN
Temperatura [°C] 700
Tempo [min] 45
Peso iniziale nanocarica [g] 0,7181
Peso finale nanocarica[g] 0,5046
Perdita parte organica [g] 0,2135
Perdita percentuale totale [%] 29,7
Tabella 12 - Essicazione in stufa della nanocarica Nanomer® I.34-TCN
Temperatura [°C] 130
Tempo [min] 180
Peso iniziale nanocarica [g] 1,0706
Peso finale nanocarica[g] 1,0546
Perdita d’acqua [g] 0,016
Perdita percentuale acqua [%] 1,5
Alla percentuale totale abbiamo sottratto la perdita dovuta alla presenza d’acqua ottenendo la percentuale
esatta di organo-modificante presente nella nanocarica. Quindi in conclusione abbiamo verificato che la
montmorillonite I.34-TCN presenta una percentuale di modificante pari al 28,2 %, valore che rientra
nell’intervallo dichiarato dalla casa produttrice (25-30%).

41
4.3 Caratterizzazione reologica
DETERMINAZIONE REGIONE LINEARE DI VISCOELASTICITA’
Dall’analisi Stress Sweep su PCL-00 a 90°C si ottiene il grafico 8.
0,010000 0,10000 1,0000 10,000 100,00 1000,0
% strain
100,0
1000
10000
1,000E5
1,000E6
G' (P
a)
PCL-00 90°C, Stress sweep step
Grafico 8 – Analisi Stress sweep: modulo conservativo G’ rilevato a 90°C
Scartate la zona rumorosa e la zona in cui il modulo G’ devia dal tratto orizzontale si sceglie di lavorare
con un valore di strain pari a 1% che si ritiene permetta di condurre le misure di Frequency Sweep nella
regione di viscoelasticità lineare per tutte le tipologie di campioni presenti.
DETERMINAZIONE DELLA STABILITA’ TEMPORALE DEL CAMPIONE
Dall’analisi Time Sweep su PCL-00 a 90°C e 130°C si ottiene il grafico 9.
0 1000 2000 3000 4000 5000 6000 7000 8000
time (s)
100,0
1000
10000
1,000E5
1,000E6
G' (P
a)
PCL-00 90°C, T ime sweep step
PCL-00 130°C, T ime sweep step
Grafico 9 – Analisi Time sweep: G’ di PCL-00 a 90°C e 130°C
Rumore
Regione lineare LVR
Regione
non lineare
Tempo massimo
Frequency Sweep
1 h

42
Le analisi Time Sweep sono state condotte su PCL vergine miscelato (PCL-00) a 90°C e 130°C e non si
osservano diminuzioni critiche di G’ in nessuno dei due casi. Si verifica quindi che le proprietà reologiche
del materiale non dipendono dal tempo, ne consegue che durante le successive analisi di Frequency
Sweep, che richiedono tempi di misurazione di circa 1 ora, è possibile ipotizzare l’assenza di processi di
degradazione (termica o ossidativa) a carico della matrice polimerica tali da modificare il comportamento
reologico del campione nel tempo.
DETERMINAZIONE DELLE FUNZIONI G’, G’’, η’ e tan δ con FREQUENCY SWEEP
Negli ultimi dieci anni sono stati pubblicati in letteratura molti lavori finalizzati allo studio delle proprietà
reologiche dei compositi polimero-silicati a strati organo-modificati OMLS (un elenco è presente in una
recente review dedicata alle proprietà reologiche dei nanocompositi) [23]. In tutti questi articoli viene
evidenziato che a seguito della dispersione di silicati a strati in una matrice polimerica viene registrato un
aumento della viscosità, del modulo conservativo e del modulo dissipativo. In particolare l’aumento di
viscosità è accompagnato dalla parziale o totale scomparsa della regione inferiore di regime newtoniano
con il mantenimento del comportamento pseudoplastico (shear thinning) anche per valori ridotti di
velocità di deformazione. L’aumento del modulo conservativo risulta maggiore dell’aumento del modulo
dissipativo e ciò comporta una transizione apparente da un comportamento “liquid-like” ad un
comportamento “solid-like”. Questo fenomeno è evidente a bassi valori di velocità di deformazione,
ovvero per valori inferiori al punto di cross-over che caratterizza il polimero non additivato, mentre per
valori superiori non si registrano sensibili differenze delle proprietà reologiche tra i materiali
nanocompositi e le rispettive matrici polimeriche.
Fin dai primi lavori pubblicati è risultato chiaro che l’entità della variazione delle proprietà reologiche
suddette è strettamente legata alla concentrazione dei silicati [24] mentre, solo più recentemente, si è
convenuto che, a parità di concentrazione dei silicati, le variazioni misurate sono da attribuire alla struttura
mesoscopica del sistema. Infatti i fenomeni a carico della matrice polimerica, come il confinamento di una
parte della catena polimerica tra gli strati dei silicati, apportano un contributo relativamente trascurabile
alla variazione delle proprietà reologiche rilevate nei compositi [25].
Il cambiamento delle proprietà reologiche osservate è attribuito al reciproco ostacolo delle particelle di
silicato all’allineamento lungo la direzione della sollecitazione di taglio imposta. Questo processo viene
spesso descritto attraverso l’immagine di un castello di carte che si costituisce a seguito di piccole
deformazioni di taglio. Secondo tale modello l’aumento della frazione di silicati a strati esfoliata e la
diminuzione delle dimensioni delle particelle non esfoliate sono fenomeni che concorrono entrambi
all’aumento della densità di “ostacoli” al libero movimento delle particelle e che quindi dovrebbero
produrre una variazione più marcata delle proprietà reologiche. Effetivamente la comparazione dei
risultati reometrici con le indagini morfologiche condotte mediante TEM e WAXS hanno confermato
questa correlazione [26].

43
Mediante l’analisi Frequency sweep sono stati registrati, in funzione della frequenza angolare, gli
andamenti del modulo conservativo G’, del modulo dissipativo G’’, della viscosità dinamica η’ e del
fattore di perdita tan δ delle diverse miscele.
Grafico 10 - Andamento modulo G’ da Frequency Sweep a 90°C
1,000E-3 0,01000 0,1000 1,000 10,00 100,0 1000
ang. frequency (rad/s)
100,0
1000
10000
1,000E5
1,000E6
G' (P
a)
PCL-00
PCL-V
PCL-I34.01
PCL-I34.03
PCL-I34.05
Grafico 11 - Andamento modulo G’’ da Frequency Sweep a 90°C
1,000E-3 0,01000 0,1000 1,000 10,00 100,0 1000
ang. frequency (rad/s)
1000
10000
1,000E5
1,000E6
G''
(Pa)
PCL-00
PCL-V
PCL-I34.01
PCL-I34.03
PCL-I34.05
L’andamento del modulo conservativo G’ presenta una diminuzione (in senso assoluto) della pendenza
nella regione delle basse frequenze. L’incremento del modulo conservativo, dato dall’aggiunta della
nanocarica è notevole in questa regione (fino a 1,5 ordini di grandezza), mentre risulta modesto alle alte
frequenze. Si osserva nel confronto tra PCL-V e PCL-00 che la miscelazione del polimero vergine
provoca una lieve diminuzione del modulo G’. L’andamento del modulo dissipativo G’’ presenta lo stesso
comportamento del modulo conservativo, con la differenza che le variazioni registrate sono più contenute
Aumento G’
dato da aggiunta
nanocarica
Aumento G’’
dato da aggiunta
nanocarica

44
(inferiori ad un ordine di grandezza). I valori misurati, quindi, seguono le considerazioni fatte precedentemente
e, in particolare, l’aumento del modulo conservativo risultando maggiore dell’aumento del modulo dissipativo
comporta una transizione apparente da un comportamento “liquid-like” ad un comportamento “solid-like”.
Grafico 12 - Andamento viscosità dinamica η’ da Frequency Sweep a 90°C
1,000E-3 0,01000 0,1000 1,000 10,00 100,0 1000
ang. frequency (rad/s)
1000
10000
1,000E5
1,000E6
n' (P
a.s
)
PCL-00
PCL-V
PCL-I34.01
PCL-I34.03
PCL-I34.05
L’andamento della viscosità dinamica η’ nel polimero vergine (PCL-00) non presenta un vero e proprio
plateau newtoniano ma si osserva alle basse frequenze un allontanamento dalla linearità.
L’aumento di viscosità, dato dall’aggiunta della nanocarica, è accompagnato dalla scomparsa della regione
inferiore di regime newtoniano con il mantenimento del comportamento pseudoplastico (shear thinning)
anche per valori ridotti di velocità di deformazione.
Grafico 13 - Andamento fattore di perdita tan δ da Frequency Sweep a 90°C
1,000E-3 0,01000 0,1000 1,000 10,00 100,0 1000
ang. frequency (rad/s)
0,1000
1,000
10,00
tan(d
elta)
PCL-00
PCL-V
PCL-I34.01
PCL-I34.03
PCL-I34.05
La diminuzione del fattore di perdita (tan δ) verifica le considerazioni fatte precedentemente mostrando
una transizione apparente da un comportamento “liquid-like” ad un comportamento “solid-like”.
Aumento η’ dato da aggiunta
nanocarica
Diminuzione tan δ dato da aggiunta
nanocarica

45
4.4 Proprietà barriera
Dalla prova di permeabilità condotte con il permeabilimetro, si ottiene la velocità di trasmissione GTR
(Gas Transmission Rate) dei gas attraverso il film polimerico. Dalla velocità di trasmissione,
moltiplicando per lo spessore e dividendo per la differenza di pressione parziale (che nel nostro caso è
unitaria), si ottiene la costante di permeabilità KP, ovvero la quantità di permeante che attraversa uno
spessore unitario, di una superficie unitaria, nell'unità di tempo, per effetto di una differenza unitaria di
pressione parziale.
Tabella 13 - Costante di Permeabilità KP all’anidride carbonica 2CO delle diverse miscele
CAMPIONE COSTANTE DI
PERMEABILITA’ KP
Variazione della
Permeabilità rispetto al
campione PCL-00
Variazione della
Permeabilità rispetto al
campione PCL-V
bar)]24hm/(m²[cm³ ⋅⋅⋅ µ % %
PCL-V 648.663 -12,0 -
PCL-00 737.334 - +13,7
PCL-I34.01 574.865 -22,1 -11,4
PCL-I34.03 486.568 -34,0 -25,0
PCL-I34.05 398.502 -45,9 -38,6
Tabella 14 - Costante di Permeabilità KP all’ossigeno 2O delle diverse miscele
CAMPIONE COSTANTE DI
PERMEABILITA’ KP
Variazione della
Permeabilità rispetto al
campione PCL-00
Variazione della
Permeabilità rispetto al
campione PCL-V
bar)]24hm/(m²[cm³ ⋅⋅⋅ µ % %
PCL-V 41.855 -12,1 -
PCL-00 47.631 - +13,8
PCL-I34.01 44.732 -6,1 +6,9
PCL-I34.03 39.557 -16,9 -5,5
PCL-I34.05 32.534 -31,7 -22,3

46
Grafico 14 - Costante di Permeabilità KP all’anidride carbonica 2CO delle diverse miscele
Costa
nte
perm
eabili
tà
KP
0
100.000
200.000
300.000
400.000
500.000
600.000
700.000
800.000
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
Grafico 15 - Costante di Permeabilità KP all’ossigeno 2O delle diverse miscele
Costa
nte
perm
eabili
tà
KP
0
10.000
20.000
30.000
40.000
50.000
60.000
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
Si osserva, dal confronto tra KP di PCL-V e PCL-00, che la miscelazione provoca un peggioramento delle
proprietà barriera. Per questo motivo si è scelto di calcolare la riduzione percentuale della costante di
permeabilità sia rispetto al polimero vergine non lavorato (PCL-V) che rispetto al polimero vergine
lavorato in miscelatore (PCL-00). Come si vede chiaramente dalle tabelle 13 e 14 e dai grafici 13 e 14
l’aggiunta della nanocarica migliora notevolmente le proprietà barriera all’anidride carbonica (con 5%
nanocarica -45,9 % rispetto PCL-00 e -38,6% rispetto PCL-V) e all’ossigeno (con 5% nanocarica -31,7%
rispetto PCL-00 e -22,3% rispetto PCL-V).
Attraverso l’aggiunta al polimero vergine di una modesta percentuale di montmorillonite organo-
modificata si raggiunge uno dei miglioramenti ricercati, ovvero l’aumento delle proprietà barriera
all’anidride carbonica e all’ossigeno.

47
4.5 Proprietà meccaniche a trazione
In base alle indicazioni della norma ASTM D 882-02, il modulo elastico E è stato determinato operando
alla velocità di deformazione di 5 mm/min mentre, resistenza e deformazione a snervamento e a rottura
sono state determinate operando con una velocità di 500 mm/min.
Tabella 15 - Modulo E delle diverse miscele con velocità traversa di 5 mm/min
MATERIALE MODULO E Variazione E rispetto a
PCL-V
Variazione E rispetto a
PCL-00
MPa MPa % %
Media sd
PCL-V 343 19 - +8,6
PCL-00 316 13 -7,9 -
PCL-I34.01 360 14 +5,0 +14,1
PCL-I34.03 483 24 +40,8 +52,9
PCL-I34.05 546 31 +59,4 +73,1
Grafico 16 - Modulo Elastico E (MPa) da prove a trazione a 5mm/min
E (
MP
a)
0
100
200
300
400
500
600
700
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
Tabella 16 - Resistenza a Snervamento delle diverse miscele con velocità traversa di 500 mm/min
MATERIALE RESISTENZA A
SNERVAMENTO Variazione rispetto PCL-V Variazione rispetto PCL-00
MPa MPa % %
Media sd
PCL-V 15,7 0,6 - +2,6
PCL-00 15,3 0,4 -2,5 -
PCL-I34.01 16,5 0,2 +5,0 +7,8
PCL-I34.03 17,3 1,0 +10,2 +13,1
PCL-I34.05 15,8 0,9 +0,6 +3,3

48
Grafico 17 - Resistenza a Snervamento delle diverse miscele con velocità traversa di 500 mm/min
σ
(Mpa)
14
14,5
15
15,5
16
16,5
17
17,5
18
18,5
19
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
Tabella 17 - Deformazione a Snervamento delle diverse miscele con velocità traversa di 500 mm/min
MATERIALE DEFORMAZIONE
A SNERVAMENTO Variazione rispetto PCL-V Variazione rispetto PCL-00
% % % %
Media sd
PCL-V 12,6 1,9 - +38,5
PCL-00 9,1 1,5 -27,8 -
PCL-I34.01 8,5 0,6 -32,5 -6,6
PCL-I34.03 9,6 1,6 -23,8 +5,5
PCL-I34.05 7,6 0,8 -39,7 -16,5
Grafico 18 - Deformazione a Snervamento delle diverse miscele con velocità traversa di 500 mm/min
ε(%
)
0
2
4
6
8
10
12
14
16
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05

49
Tabella 18 - Resistenza a Rottura delle diverse miscele con velocità traversa di 500 mm/min
MATERIALE RESISTENZA A
ROTTURA Variazione rispetto PCL-V Variazione rispetto PCL-00
MPa MPa % %
Media sd
PCL-V 24,6 5,6 - +4,7
PCL-00 23,5 3,5 -4,5 -
PCL-I34.01 15,5 6,5 -36,9 -34,0
PCL-I34.03 13,9 6,4 -43,5 -40,8
PCL-I34.05 13,7 5,9 -44,3 -41,7
Tabella 19 - Deformazione a Rottura delle diverse miscele con velocità traversa di 500 mm/min
MATERIALE DEFORMAZIONE
A ROTTURA Variazione rispetto PCL-V Variazione rispetto PCL-00
% % % %
Media sd
PCL-V 1040 153 - +29,1
PCL-00 806 133 -22,5 -
PCL-I34.01 476 333 -54,2 -40,9
PCL-I34.03 439 375 -57,7 -45,5
PCL-I34.05 414 263 -60,1 -48,6
Si osserva, dal confronto tra le varie proprietà meccaniche di PCL-V e PCL-00, che la lavorazione in
miscelatore ne provoca un peggioramento in generale (modulo E, resistenza e deformazione a
snervamento e a rottura subiscono tutte delle riduzioni in seguito alla miscelazione del polimero vergine).
Molto interessanti sono i netti miglioramenti riguardanti l’incremento del modulo elastico E che si
riscontrano in seguito all’aggiunta della nanocarica al polimero vergine. I nanocompositi contenenti 5% di
nanocarica, infatti, presentano un incremento del modulo E del 73% rispetto al PCL-00 (+59% con 5%
MMT rispetto al PCL-V). Si raggiunge, quindi, attraverso l’aggiunta al polimero vergine della nanocarica,
uno dei miglioramenti ricercati, ovvero l’aumento del modulo elastico E che nel PCL vergine ha un valore
piuttosto esiguo.
L’aumento del modulo elastico avviene a scapito di una deformazione allo snervamento minore (-8,6%
con 3% MMT e -32,8% con 5% MMT entrambi rispetto PCL-00).
Anche resistenza a rottura e deformazione a rottura subiscono un decremento, a seguito dell’introduzione
della nanocarica (rispettivamente -41,7% e -48,6% con 5% MMT entrambi confrontati con PCL-00). La
diminuzione però si mantiene attorno a valori limite e non subisce delle riduzioni critiche all’aumentare
della percentuale di nanocarica miscelata.
In conclusione il fatto più rilevante che si ottiene dalle prove meccaniche a trazione è il conseguimento,
attraverso l’aggiunta al polimero vergine di una modesta percentuale di montmorillonite organo-
modificata, di uno dei miglioramenti ricercati, ovvero l’aumento del modulo elastico E.

50
4.6 Analisi dinamico-meccanica in torsione
Dall’analisi Stress Sweep si ottiene il grafico 19 che ha permesso di individuare un valore di strain (0.1%)
posto all’interno della regione di viscoelasticità lineare da impiegare come valore di deformazione nelle
analisi condotte con la procedura Temperature Ramp.
1,0000E-5 1,0000E-4 1,0000E-3 0,010000 0,10000 1,0000 10,000 100,00
% strain
1,000E5
1,000E6
1,000E7
1,000E8
1,000E9
G' (P
a)
PCL-00, Stress sweep step
Grafico 19 – Analisi Stress sweep:PCL-00 modulo conservativo G’ rilevato per la frequenza di 0,1 Hz
La frequenza di 0,1 Hz è stata ritenuta ottimale per condurre le successive analisi perché, oltre ai motivi
discussi precedentemente, assicura nelle successive scansioni di temperatura, operate con la procedura
Temperature ramp, una sufficiente densità di campionamento.
I parametri impiegati per le analisi Temperature Ramp sono riportate in Tabella 20.
Tabella 20 – Condizioni operative per le analisi Temperature Ramp
Temperatura minima [°C] -100
Temperatura massima [°C] +80
Ramp rate [°C/min] 2
Deformazione imposta [%] 0,1
Frequenza [Hz] 0,1
-100,0 80,0temperature (°C)
10000
5,000E9
G' (P
a)
10000
5,000E9
G'' (P
a)
0
0,2000
0,4000
0,6000
0,8000
1,000
1,200
1,400
tan(d
elta)
Grafico 20 – Grafico di una prova Temperature ramp (deformazione imposta 0,1%; frequenza 0,1Hz)
Rumore
Regione lineare LVR
Non lineare

51
Nel Grafico 20 sono rappresentati gli andamenti delle variabili G’, G’’ e tan δ fatti registrare da un
campione di PCL vergine ma miscelato (PCL-00). Ogni volta che all’interno del campione risultano
attivati moti molecolari di varia natura (a corto o a lungo raggio) si osservano processi di rilassamento (o
transizioni) caratterizzati da tempi di rilassamento anche molto diversi tra loro, che avvengono in zone di
temperatura e frequenze caratteristiche dei gruppi coinvolti nella mobilizzazione.
Le prove dinamico meccaniche danno informazioni su tutti i processi di mobilizzazione e l’intensità delle
transizioni dipende dall’entità dei moti che li originano. La curva tan δ riportata nel Grafico 10 ha
l’andamento tipico dei polimeri semicristallini, quale è il PCL da noi utilizzato come matrice per la
realizzazione dei sistemi nanocompositi. In corrispondenza di ogni fenomeno di rilassamento (cioè di
dissipazione di energia), si manifestano dei massimi nelle curve del modulo dissipativo (G’’) e del fattore
di dissipazione (tan δ) mentre la curva del modulo elastico conservativo (G’) presenta una variazione a
scalino. A bassa temperatura il polimero è in uno stato “vetroso” rigido ed il modulo elastico ha valori
elevati (>109 Pa); all’aumentare della temperatura il valore di G’ ha un continuo andamento decrescente.
Alla temperatura di -60 °C è presente un massimo sulla curva di tan δ che rappresenta la transazione dallo
stato vetroso allo stato gommoso (Tg). Come si può notare il modulo G’ mantiene valori sufficientemente
elevati in virtù della rigidità impartita al polimero dalla fase cristallina, mentre crolla solo in prossimità
della temperatura di fusione di quest’ultima, cioè a circa 60°C (Tm).
Nel Grafico 20 riportiamo un confronto tra le curve ottenute analizzando PCL-I34.05 e PCL-00. Risulta
evidente che anche l’aggiunta di una percentuale limitata di nanocarica comporta sensibili cambiamenti
nell’andamento delle curve del modulo conservativo (G’) e del modulo di dissipazione (G’’). Ai fini del
confronto del comportamento dei diversi materiali è stato ritenuto interessante valutare tre parametri: il
valore di G’ a 25°C (grafico 21), la diversa temperatura alla quale il campione presenta il valore di G’ che
caratterizza il PCL-00 a temperatura ambiente (G’ PCL-00 (25°C): 810826,1 ⋅ Pa) e la posizione del picco di
tan δ relativo alla transizione vetrosa (tabella 21 e 22).
-100,0 -75,0 -50,0 -25,0 0 25,0 50,0 75,0 100,0
temperature (°C)
10000
1,000E5
1,000E6
1,000E7
1,000E8
1,000E9
1,000E10
G' (P
a)
10000
1,000E5
1,000E6
1,000E7
1,000E8
1,000E9
1,000E10
G'' (P
a)
0
0,2000
0,4000
0,6000
0,8000
1,000
1,200
1,400
tan(d
elta)
PCL-00, Temperature ramp step
PCL-I34.05, Temperature ramp step
Grafico 21 – Andamento di G’, G’’ e tan δ per il PCL vergine PCL-00 ed il nanocomposito con 5% MMT PCL-I34.05.

52
Il primo parametro permette di valutare se la formulazione impiegata per ottenere i nanocompositi produca
dei benefici in termini di aumento della rigidità, ad una temperatura prossima alla temperatura di utilizzo,
che, nel caso del policaprolattone, si attesta in genere a temperatura ambiente tra i 20 °C e i 25°C (per
impieghi nel packaging). Il secondo parametro è sempre legato all’aumento di rigidità e confronta la
diversa temperatura alla quale il campione utilizzato ha lo stesso modulo elastico conservativo G’ del PCL
vergine miscelato (PCL-00) a 25°C. La valutazione dell’ultimo parametro, la temperatura di transizione
vetrosa (Tg), riveste notevole importanza in quanto un suo innalzamento, a seguito dell’introduzione delle
nanocariche, può compromettere la resistenza all’urto del nanocomposito a temperatura ambiente. I
risultati ottenuti sono riportati in Tabella 21 e 22. Nei grafici 22 e 23 sono evidenziati rispettivamente gli
aumenti assoluti e percentuali del modulo G’ rispetto al PCL-00. Nel grafico 24 è mostrata la diversa
temperatura alla quale il campione presenta il valore di G’ che caratterizza il PCL-00 a temperatura
ambiente (G’ PCL-00 (25°C): 810826,1 ⋅ Pa).
Tabella 21 – Modulo elastico conservativo a 25°C, variazione percentuale rispetto al PCL vergine PCL-00 e
temperatura di transizione vetrosa per i prodotti preparati
Carica G' (25°C) Tα Formulazione
tipo % Pa �% PCL °C
PCL-V - - 1,811E+08 -0,8 -60,7
PCL-00 - - 1,826E+08 - -61,6
PCL-I34.01 Nanomer I.34P 1 2,081E+08 +12,1 -62,3
PCL-I34.03 Nanomer I.34P 3 2,700E+08 +45,5 -60,7
PCL-I34.05 Nanomer I.34P 5 3,027E+08 +63,1 -60,6
Tabella 22 – Temperatura alla quale campione mostra stesso modulo elastico conservativo G’ del PCL-00 a 25°C
Carica Temperatura G’ Formulazione
tipo % °C Pa
PCL-V - - 24,2 1,826E+08
PCL-00 - - 25,0 1,826E+08
PCL-I34.01 Nanomer I.34P 1 33,1 1,826E+08
PCL-I34.03 Nanomer I.34P 3 40,2 1,826E+08
PCL-I34.05 Nanomer I.34P 5 43,3 1,826E+08

53
0,00E+00
5,00E+07
1,00E+08
1,50E+08
2,00E+08
2,50E+08
3,00E+08
3,50E+08
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
G' (P
a)
Grafico 22 – Modulo conservativo G’ a 25°C per i prodotti realizzati
Grafico 23 - Variazione % del modulo elastico conservativo G’ a 25°C rispetto PCL-00
12,1
45,5
63,1
0
10
20
30
40
50
60
70
PCL-I34.01 PCL-I34.03 PCL-I34.05
Au
men
to G
' (%
)
Grafico 24 - Aumento della temperatura alla quale il campione mostra lo stesso modulo elastico conservativo G’
del PCL-00 a 25°C
0
5
10
15
20
25
30
35
40
45
50
PCL-V PCL-00 PCL-I34.01 PCL-I34.03 PCL-I34.05
Tem
pera
tura
(°C
)

54
Per completezza abbiamo analizzato sia il PCL-00 che il PCL-V notando che la miscelazione non provoca
cambiamenti rilevanti nelle proprietà viscoelastiche.
L’aggiunta della nanocarica, invece, comporta un notevole innalzamento del modulo elastico conservativo
G’ (tabella 21 e grafici 21 e 22). Con 5% di nanocarica, infatti, si ha un aumento di G’ del 63,1 % rispetto
PCL-00. L’innalzamento del modulo conservativo comporta notevoli benefici in termini di aumento di
rigidità.
Dall’osservazione dei dati riportati in tabella 22, in cui sono riportate le temperature alle quali i campioni
analizzati manifestano lo stesso valore di modulo conservativo G’ che caratterizza il PCL-00 a 25°C, si
deduce un’altro aspetto dell’azione della nanocarica. Infatti il valore indicativo di G’ di 810826,1 ⋅ Pa che
il PCL vergine miscelato (PCL-00) ha a 25°C, con 1% di nanocarica si presenta a 33,1°C, e con
percentuali di MMT di 3% e 5% rispettivamente a 40,2°C e 43,3°C. Quindi a temperature prossime alla
temperatura di fusione, il nanocomposito mantiene le stesse proprietà viscoelastiche del PCL vergine a
25°C.
Per quanto riguarda la temperatura di transizione vetrosa (Tg) non sono stati registrati aumenti
significativi che inducano a pensare ad un infragilimento dei nanocompositi.

55
Capitolo 5 Conclusioni
Lo scopo di questo progetto di ricerca è quello di investigare gli effetti di miglioramento delle proprietà
meccaniche e delle proprietà di barriera ai gas che si perseguono introducendo, mediante la tecnica di
miscelazione in fuso (melt blending), percentuali diverse di montmorillonite organo-modificata nel
policaprolattone (PCL).
In particolare, dopo una prima analisi reologica utile per caratterizzare il comportamento reologico delle
miscele, sono state condotte una serie di analisi mirate alla verifica del miglioramento, dato dall’aggiunta
della nanocarica, di alcune proprietà quali: proprietà barriera all’ossigeno e all’anidride carbonica,
proprietà meccaniche a trazione (modulo elastico E) e proprietà dinamico-meccaniche in torsione (modulo
conservativo G’).
Dallo studio reologico, analizzando l’andamento del modulo conservativo G’, del modulo dissipativo G’’,
della viscosità dinamica e del fattore di perdita delle diverse miscele di nanocomposito, si evince che
l’aumento del modulo conservativo risultando maggiore dell’aumento del modulo dissipativo comporta
una transizione apparente da un comportamento “liquid-like” ad un comportamento “solid-like”. Si
osserva inoltre che l’aumento di viscosità, dato dall’aggiunta della nanocarica, è accompagnato dalla
scomparsa della regione inferiore di regime newtoniano con il mantenimento del comportamento
pseudoplastico (shear thinning) anche per valori ridotti di velocità di deformazione. I fenomeni registrati
risultano in linea con i risultati riportati in letteratura su materiali analoghi.
Dall’analisi delle proprietà barriera si denota, attraverso il confronto tra la costante di permeabilità KP
del PCL-V (vergine) e del PCL-00 (vergine e lavorato in miscelatore), che la miscelazione provoca un
aumento di permeabilità ai gas (O2 e CO2). L’aggiunta della nanocarica migliora notevolmente le proprietà
barriera all’anidride carbonica, con 5% di nanocarica la costante di permeabilità diminuisce del 45,9 %
rispetto PCL-00 e del 38,6% rispetto PCL-V, e all’ossigeno, con 5% nanocarica la costante di permeabilità
diminuisce del 31,7% rispetto PCL-00 e del 22,3% rispetto PCL-V).
Si raggiunge, quindi, attraverso l’aggiunta al polimero vergine di una modesta percentuale di
montmorillonite organo-modificata, uno dei miglioramenti ricercati, ovvero l’aumento delle proprietà
barriera all’anidride carbonica e all’ossigeno.
Dallo studio delle proprietà meccaniche a trazione si osserva, confrontando il PCL-V e il PCL-00, che la
lavorazione in miscelatore provoca un peggioramento in generale di tutte le proprietà meccaniche (modulo
E, resistenza e deformazione a snervamento e a rottura subiscono tutte delle riduzioni in seguito alla
miscelazione del polimero vergine).

56
Molto interessanti sono i netti miglioramenti riguardanti l’incremento del modulo elastico E che si
riscontrano in seguito all’aggiunta della nanocarica al polimero vergine. I nanocompositi contenenti 5% di
nanocarica, infatti, presentano un incremento del modulo E del 73% rispetto al PCL-00 (+59% con 5%
MMT rispetto al PCL-V). Si raggiunge, quindi, attraverso l’aggiunta al polimero vergine della nanocarica,
uno dei miglioramenti ricercati: l’aumento del modulo elastico E che nel PCL vergine ha un valore
piuttosto contenuto rispetto ad altri termoplastici di uso comune (HDPE, PP).
L’aumento del modulo elastico avviene a scapito di una riduzione del valore di deformazione allo
snervamento (-8,6% con 3% MMT e -32,8% con 5% MMT entrambi rispetto PCL-00).
Anche resistenza a rottura e deformazione a rottura subiscono un decremento, a seguito dell’introduzione
della nanocarica (rispettivamente -41,7% e -48,6% con 5% MMT entrambi confrontati con PCL-00). La
diminuzione però si mantiene attorno a valori limite e non subisce delle riduzioni critiche all’aumentare
della percentuale di nanocarica miscelata.
In conclusione il fatto più rilevante che si ottiene dalle prove meccaniche a trazione è il conseguimento,
attraverso l’aggiunta al polimero vergine di una modesta percentuale di montmorillonite organo-
modificata, di uno dei miglioramenti ricercati, ovvero l’aumento del modulo elastico E.
L’analisi dinamico meccanica in torsione evidenzia, a differenza di quanto visto per le proprietà barriera e
per le proprietà meccaniche a trazione, che la miscelazione del polimero vergine non provoca
cambiamenti rilevanti nelle proprietà viscoelastiche.
L’aggiunta della nanocarica, invece, comporta un notevole innalzamento del modulo conservativo G’. Con
5% di nanocarica, infatti, si ha un aumento di G’ del 63,1 % rispetto PCL-00. L’innalzamento del modulo
conservativo comporta notevoli benefici in termini di aumento di rigidità torsionale del prodotto finale.
Inioltre con l’addizione del 5% di nanocarica il campione presenta a 43,3 °C le stesse proprietà
viscoelastiche del PCL vergine a 25°C.
Per quanto riguarda la temperatura di transizione vetrosa (Tg) non sono stati registrati aumenti
significativi che inducano a pensare ad un infragilimento dei nanocompositi.
In conclusione l’aggiunta della montmorillonite organo-modificata (in particolare con percentuali in peso
del 3 e del 5 %) al PCL tramite melt blending comporta i seguenti vantaggi:
- aumento delle proprietà barriera all’ossigeno e all’anidride carbonica;
- aumento del modulo elastico a trazione;
- aumento del modulo elastico a torsione;
- mantenimento delle medesime proprietà viscoelastiche a temperature superiori;
Tutti questi miglioramenti rendono il nanocomposito molto interessante per tutte quelle imprese che
operano in settori quali packaging, gomma, ingegneria civile, trasporti e che in generale lavorano con
materie plastiche.

57
Riferimenti Bibliografici
[1] Bohlmann G. M., Handbook of Biodegradable Polymers, Ed. Bastioli C., Rapra
Technology, UK: 2005, Cap. 6.
[2] Schede Tecniche PLA NatureWorks.
[3] Alexandre M., Dubois P., Polymer-layered silicate nanocomposites: preparation,
properties and uses of a new class of materials, Materials Science and Engineering, 20,
2000, pp.1-63.
[4] Zhenyang Yu, Jingbo Yin, Shifeng Yan, Biodegradable PLA/PCL-Modified
Montmorillonite Nanocomposites, Polymer, 48, 2007, pp. 6439-6447.
[5] Avella M., Bondioli F., Cannillo V., PCL-Based Nanocomposites, Composites
Science and Technology, 66, 2006, pp. 886-894.
[6] Pitt G., PCL and its Copolymers, Biodegradable Polymers, pp. 71-120.
[7] Bastioli C., Polymer Degradation and Stability, 59, 1998, pp. 263.
[8] Halley P. J.,Biodegradable Polymers For Industrial Applications, Ed. Smith R., Boca
Raton, 2005, Cap. 6.
[9] Vlieger J.J., Novel Food Packaging Techniques, Ed. Ahvenainen R., Boca Raton, 2003, Cap.24.
[10] Mohanty A. K., Misra M., Hinrichsen G., et al., Macromolecular Materials and
Engineering, pp. 276-277, 2000, 1.
[11] Rudnik E., Compostable Polymer Materials, Elsevier, UK: 2008, Cap.6-8.
[12] Stagnaro P., Nanostrutture con Sistemi Esfolianti, Leghe e Formulati Polimerici:
Miscelazione Fisica e Reattiva, ATTI XXVII° Convegno, Pisa, 2006.
[13] Pinnavaia T.J., Beall G.W., Polymer Clay-Nanocomposite, J.Wiley and Son, New
York: 2002.
[14] Parija S. et al., Studies on Physico-Mechanical Properties and Thermal Characteristics
of Polypropylene/Layered Silicate Nanocomposites, Polymer Composites, 25, 2004,
pp 646-652.
[15] United States Patent No.4889885 assigned to Toyota Motor Company, Japan, 1989.
[16] Garces J.M. et al., Polymeric Nanocomposites for Automotive Applications , Advanced
Materials, 12, 2000, pp.1835-1839.
[17] Zanetti M. et al., Thermal Behaviour of Poly(propylene) Layered Silicate
Nanocomposites, Macromolecular Rapid Communications, 22, 2001, pp.176-180.

58
[18] Pantoustier N., Lepoittevin B., Alexandre M., et al., Biodegradable Polyester Layered
Silicate Nanocomposites Based on PCL, Polymer Engineering and Science, 42,
2002, pp. 1928-1937.
[19] Ray S. S., Okamoto M., Polymer-layered silicate nanocomposites: a review from
preparation to processing, Progress in Polymer Science, 28, 2003, pp. 1539-1641.
[20] Lepoittevin B., Pantoustier N., et al., PCL/Clay Nanocomposites by in-Situ Intercalative
Polymerization, Macromolecules, 35, 2002, pp. 8385-8390.
[21] Viville P., Lazzaroni R., Surface Characterization of PCL-Based Nanocomposites,
Langmuir, 19, 2003, pp. 9425-9433.
[22] Gupta R., Polymer and Composite Rheology, 28, Dekker II°Ed., New York, 2000.
[23] Cassagnau P., Polymer, Polymer 2007.12.035, 2008.
[24] Krishnamoorti R., Vaia R.A., Giannelis E.P., Chem. Mater., 8, 1996, pp. 1728.
[25] Galgali G., Ramesh C., Lele A., Macromolecules, 34, 2001, pp.852.
[26] Lertwimolnun W., Vergnes B., Polym. Eng. Sci., 46, 2006, pp. 314.

59
Ringraziamenti
Un ringraziamento doveroso desidero fare a tutto lo staff del Civen, siete stati gentilissimi con me e in
particolar modo ringrazio il mio correlatore, Andrea Brunetin, che mi ha seguito nel lavoro facendomi
imparare moltissime cose ed essendo sempre pronto ad aiutarmi e consigliarmi
Desidero ringraziare il professor Bernardo che mi ha dato la fiducia e la possibilità di svolgere la tesi in un
tale settore
Ai miei genitori ed a mia sorella per la pazienza ed affetto in tutte le situazioni
A Vale per essermi stata accanto con tanta tanta pazienza e per tutto il resto
Forse non mi basterebbero altre venti pagine per tutte le persone che vorrei ringraziare,
ma cercando di essere conciso……
A Giulio, Giace, Greg, Macca, Flaf, Den, Scaggi, Pasqua, e tutta la compagnia per un’infinità di questioni
Ai miei amici del "Soffia" (escluso "Sandrone") per i tanti aperitivi in compagnia
Ad Aggio e Ricky per tutte le giornate trascorse insieme a Padova
Ai miei amici della "Tana delle Tigri", vero toccasana per mente e corpo
Agli amici del "Chiodo" (esclusa una cameriera in particolare) e alle freccette
A tutti quelli che mi conoscono e che ora non ricordo ma mi sono stati vicini
Grazie