Sessione 6 Polimeri e ambiente - ictmp.ct.cnr.it · polimeri, o può essere usato come substrato...
32
XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 Sessione 6 Polimeri e ambiente
Transcript of Sessione 6 Polimeri e ambiente - ictmp.ct.cnr.it · polimeri, o può essere usato come substrato...

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007
Sessione 6 Polimeri e ambiente


XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 1
- 381 -
I MATERIALI POLIMERICI BIODEGRADABILI E IL LORO USO
G. Floridi, C. Bastioli Novamont S.p.A. - Via G. Fauser, 8 - 28100 Novara - Italy Phone: 0039.0321.699602 - Fax: 0039.0321.696601 E-mail:[email protected] Sono dieci anni che la domanda di polimeri biodegradabili registra una crescita costante annuale compresa tra il 20 e il 30%. La quota di mercato, tuttavia, è ancora molto modesta e rappresenta meno dello 0,1% del mercato totale delle plastiche. Oggi le bioplastiche disponibili sul mercato a diversi livelli di sviluppo sono in prevalenza materiali a base di carboidrati. L’amido può essere fisicamente modificato e utilizzato da solo oppure in combinazione con altri polimeri, o può essere usato come substrato per fermentazione per produrre poliidrossialcanoati o acido lattico, trasformato via policondensazione in acido polilattico (PLA). È inoltre possibile trasformare carboidrati in intermedi chimici come l’ 1,3 propandiolo o l’ acido succinico. Un altro interessante settore di sviluppo è relativo agli intermedi derivati da acidi grassi e glicerolo. Ad oggi le principali applicazioni delle bioplastiche riguardano settori come agricoltura, igiene, packaging, stoviglie, imballaggi, gestione dei rifiuti, trasporti. Il crescente interesse per le bioplastiche può aprire a generazioni completamente nuove di materiali con prestazioni diverse rispetto alla plastica tradizionale. La caratteristica delle bioplastiche di riciclare la CO2 atmosferica e di biodegradare in diverse condizioni di smaltimento quali gli impianti di trattamento delle acque reflue, gli impianti di compostaggio e di incenerimento, può inoltre offrire importanti vantaggi ambientali e sociali. Questo articolo analizza lo stato dell’arte e il potenziale delle bioplastiche con particolare riferimento al Mater-Bi, una famiglia di materiali a base di amido, e al modello Novamont di Bioraffineria integrata nel territorio. Si tratta in effetti di una dimostrazione
semplice e tangibile del potenziale delle bioplastiche e delle PMI nella sperimentazione di nuovi modelli economici basati sulla qualificazione del territorio e sull’integrazione e collaborazione con i vari soggetti interessati. Solo per fare un esempio, 1kg di prodotto Mater-Bi di ultima generazione può utilizzare 0,5kg di mais e 1,4kg semi di girasole. Considerando la produttività di queste due colture e gli 800000 ettari di “set aside” disponibili in Italia, si potrebbero produrre 2 milioni di tonnellate di bioplastiche, quasi l’intero volume di plastica flessibile a vita breve utilizzata nel nostro Paese. Il modello è compatibile con le colture alimentari, può offrire un buon ritorno economico agli agricoltori senza ricorrere ai sussidi, permettere la specializzazione di colture e incrementare altresì l’attività di ricerca sulla conversione di rifiuti in intermedi chimici ed energia. Questo modello può essere agevolmente esteso a qualunque area in diversi paesi in linea con la disponibilità di colture. Partendo dalle bioplastiche è inoltre possibile adottare procedure agricole di minore impatto in un approccio che interessa l’intero ciclo di vita del prodotto. Nella logica di un’integrazione verticale, Novamont e Campo, una cooperitiva di Coldiretti, hanno creato la Società SINCRO per produrre, a partire dal girasole, prodotti chimici con tecnologia proprietaria Novamont, utilizzati come intermedi per il Mater-Bi, realizzando la prima “Bioraffineria integrata nel territorio” per le bioplastiche. Lo scopo è di superare la logica di prodotto in favore di una logica di sistema a favore della competitività del territorio e del livello di sicurezza e qualità con potenziali ripercussioni positive in termini di agricoltura nazionale, ambiente e competitività industriale.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007
- 382 -

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 2
- 383 -
MECHANICAL PROPRTIES EVALUATION OF COMMERCIAL PVC CONTAINING LOW ENVIRONMENTAL IMPACT PLASTICIZERS
P. Persico1,2, M. Silvestre1, F. Vito1, C. Carfagna1,2, D. Acierno1
1 Università degli Sudi di Napoli “Federico II”, Dip. Ingegneria dei Materiali e della Produzione, P.le Tecchio, 80, 80125 Napoli, Italy; e-mail: [email protected] 2 Istituto di Chimica e Tecnologia dei Polimeri (ICTP)-CNR, via Campi Flegrei, 34, 80078 Pozzuoli (Na), Italy
Introduzione Il Polivinilcloruro (PVC) è uno dei polimeri termoplastici commerciali più versatili e perciò utilizzato in applicazioni di vario genere: dopo il polietilene, è il secondo materiale plastico più diffuso per la produzione di beni di consumo; lo stesso polimero consente di ottenere prodotti molto diversi come tubi rigidi o flessibili, film sottili trasparenti per il packaging, giocattoli, pannelli interni di auto, etc [1] I plastisol si definiscono in modo generale come miscele di polvere di PVC e plastificante. In base alla morfologia delle polveri di PVC si possono ottenere miscele a comportamento diverso. I plastisol fluidi sono una dispersione fluida di particelle sottili di polimero in un liquido organico composto principalmente da plastificanti. A questa dispersione possono essere aggiunti una vasta gamma di additivi in base alle specifiche richieste. Alcuni di questi additivi sono indispensabili (stabilizzanti), altri possono essere aggiunti per conferire particolari proprietà al prodotto finale (pigmenti e fillers) mentre altri ancora sono utilizzati per migliorare le condizioni di processo (modificatori di viscosità). La selezione di un plastificante ottimale dipende tanto dalle tecniche di processo utilizzate quanto dalle caratteristiche richieste al prodotto finito. Il tipo di plastificante e la sua concentrazione sono quindi le variabili fondamentali della formulazione che maggiormente alterano la processabilità e le proprietà finali del prodotto. Plastificanti tipici per il PVC sono quelli appartenenti alla famiglia degli ftalati, degli adipati e dei citrati. Plastificanti secondari includono paraffine clorurate e oli di semi di soia epossidato. In genere si fissano dei limiti alla quantità relativa di plastificante che può essere utilizzato; la proporzione dipenderà sia dal tipo di PVC che dagli altri componenti, in caso di eccesso il plastificante essuderà dal prodotto finito. A dispetto delle buone proprietà dei materiali a base di PVC contenenti plastificanti ftalici (DOP), l’uso di questi composti è stato messo in discussione a livello mondiale per la loro alta capacità di migrare fuori dal prodotto e per la loro potenziale tossicità verso l’uomo e l’ambiente. E’ stato pertanto necessario individuare sostanze plastificanti alternative, in particolare citrati e adipati. Oggetto di questo lavoro sono stati i plastisol fluidi a base di PVC utilizzati per la produzione di modelli anatomici per la didattica. L’ obiettivo era quello di modificare le formulazioni sostituendo ai plastificanti di natura ftalica, composti
meno tossici quali adipati e citrati in quantità tali da garantire il medesimo effetto plastificante. L’efficienza del plastificante è una misura della concentrazione di quest’ultimo necessaria per impartire una specifica “morbidezza” al PVC. L’acetil tributil citrato (ATBC) contiene gruppi carbossilici che lo rendono più polare e quindi più affine alla resina vinilica (Fig.1), inoltre possiede una configurazione ripiegata che ne consente una più facile penetrazione tra le catene di polimero [2].
Fig.1: Struttura chimica dell’acetil tributil citrato (ATBC) Il dioctil-adipato (DOA) è invece meno polare e ha forma allungata (Fig.2).
Fig.2: Struttura chimica del dioctil adipato (DOA) Le polveri di PVC utilizzate sono: - PS201, di provenienza asiatica, con particelle di ~30µ di diametro e distribuzione di peso molecolare 1210-1500 - P440, di provenienza asiatica, con particelle di ~1µ di diametro e distribuzione di peso molecolare 650-2100 - PVC 367NF, di provenienza europea, con particelle di ~3µ di diametro e bassa distribuzione di peso molecolare. - PVC 372NF, di provenienza europea, con particelle di ~3µ di diametro ed elevata distribuzione di peso molecolare. Nei plastisol preparati il rapporto in peso tra le polveri P440/PS201è 2:1, lo stesso anche per 367NF/372NF; le formulazioni contengono il 37%, 39% e 42% di plastificante.
Risultati I plastisol sono stati lavorati con processo di rotomolding: il rotational moulding è un processo di stampaggio unico in quanto il riscaldamento, la formatura e il raffreddamento avvengono all’interno

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 2
- 384 -
dello stesso stampo senza alcuna applicazione di pressione. Lo stampo ruota in un forno riscaldato simultaneamente intorno a due assi perpendicolari tra di loro. Il materiale ricade continuamente sulle pareti creando uno strato continuo che si distribuisce su tutte le superfici. Al termine del ciclo di riscaldamento lo stampo, sempre in rotazione, viene raffreddato di solito per mezzo di un flusso d’aria; una volta raffreddato il pezzo finito può essere rimosso dallo stampo [3]. Analisi dinamico meccanica (DMA) I prodotti finiti sono stati testati alla DMA per valutare l’abbassamento della temperatura di transizione vetrosa e il valore di modulo elastico al variare del tipo e contenuto di plastificante. La temperatura di transizione vetrosa è stata misurata sollecitando il campione a flessione con una frequenza di oscillazione di 1Hz e ampiezza pari a 0.05mm, in scansione di temperatura da -50°C a 50°C . È stata analizzata la risposta del campione in termini di tanδ e la Tg è stata presa in corrispondenza del massimo della curva. Il modulo elastico del materiale plastificato è stato valutato attraverso prove isoterme a 30°C. Durezza Shore A La durezza Shore è legata alla sensazione di morbidezza che il materiale offre al tatto. Tale misura è un’analisi della deformazione elastica che subisce un corpo quando su di esso è applicato un carico, mediante un penetratore a punta troncoconica. Nelle tabelle I e II sono riassunti i valori di modulo elastico, temperatura di transizione vetrosa e durezza per campioni a base di PVC asiatici ed europei contenenti i diversi plastificanti al 37%. Tabella I: Risultati ottenuti alla DMA e durometro per i campioni a base di PVC asiatici contenenti i diversi plastificanti al 37%. DOP37 DOA37 ATBC37 Modulo (MPa) 3.5 5.9 6.5 Tg -6.5 -7.5 6.5 Durezza ShoreA 62.8 69 70 Tabella II: Risultati ottenuti alla DMA e durometro per i campioni a base di PVC europei contenenti i diversi plastificanti al 37%. DOP37 DOA37 ATBC37 Modulo (MPa) 5.7 4.9 5.5 Tg 10 -8 9 Durezza ShoreA 68 68.3 68.5 Nella tabella III sono riassunti i valori di modulo elastico, temperatura di transizione vetrosa e durezza per campioni a base di PVC asiatici ed europei contenenti i plastificanti ATBC e DOA in quantità crescente.
Tabella III: Confronto tra i risultati ottenuti alla DMA e durometro per i campioni a base di PVC asiatici ed europei contenenti ATBC e DOA in percentuale crescente Tg Modulo
(MPa) Durezza Shore
A ATBC asiat europ esiat europ asiati europ
37% 6.5 9 6.5 5.5 70 68.5 39% -1 2.3 4.2 4.1 63.8 63.7 42% 0 0 4.3 4 64.8 63.3
Tg Modulo (MPa)
Durezza Shore A
DOA
asiati europ asiat europ asiat europ 37% -7.5 -8 5.9 4.9 69 68.3 39% -12.5 -18.5 4.4 3.8 64.3 63 42% -21.4 -29 4.1 3.4 63.5 61.5
Conclusioni Dai dati ottenuti si rileva una diversa influenza dei plastificanti sulle due resine. L’interazione polimero-plastificante dipende infatti sia dal tipo di molecola inserita, dal suo peso molecolare, o dalla sua geometria , ma anche dal peso molecolare, dalla tatticità e dal livello di impurezze della resina. Si nota che l’incremento di DOA riduce significativamente la rigidità del sistema, con le resine europee la riduzione è di maggiore entità rispetto a quelle asiatiche. Con l’ATBC i valori di temperatura di transizione vetrosa non scendono al di sotto di 0°C per entrambi i sistemi e l’aumento di plastificante oltre il 39% non conferisce al prodotto una “morbidezza” ulteriore. Si può comunque affermare che per conservare le proprietà del prodotto di riferimento (PVC asiatico con DOP al 37%), utilizzando i plastificanti a minor impatto ambientale, è necessario aumentarne il contenuto a valori di 39% e 42% in peso rispetto al 37% normalmente impiegato in presenza di ftalati. Ringraziamenti Si ringrazia ALTAY SCIENTIFIC per il supporto economico all’attività di ricerca, il CETMA di Brindisi per la realizzazione dei campioni al roto-molding, Veronelli e Solvin per la fornitura dei materiali. Riferimenti [1] EVCI ITALIA, “PVC produzione e mercati, sicurezza ed impatto ambientale”. EVC (European Vinyls Corporation), (1995). [2] William S. Gibbson and Robert P. Kusy, “Influence of plasticizer configurational changes on the meccanical properties of higly plasticized poly(vinyl chloride)”, Polymer 39, 26, 6755-6765, (1998). [3] R. J. Crawford, “Introduction to Rotational Moulding”, “Rotational moulding and sintering”, (1989).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 3
- 385 -
SINTESI E CARATTERIZZAZIONE DI BIORESINE A BASE DI OLIO DI SOIA E DI SACCAROSIO COME MATRICI DI MATERIALI COMPOSITI
R. Savarese1, P. Russo1, D. Acierno1
1 Università degli Studi di Napoli “Federico II”, Dipartimento di Ingegneria dei Materiali e della Produzione, Piazzale Tecchio 80, 80125, Napoli, Italy;e-mail: [email protected] Introduzione La necessità di fronteggiare il problema dell’inquinamento ambientale prodotto dalla diffusione delle materie plastiche ha promosso lo sviluppo di una nuova generazione di materiali e prodotti biocompatibili ed innovativi: le “Plastiche Verdi” e i “Bio-Compositi”. Derivando da precursori naturali (cellulosa, amido, oli essenziali e proteine), tali materiali sono riciclabili, ecosostenibili e spesso biodegradabili da parte di agenti ambientali attraverso processi di mineralizzazione, fotodegradazione, ossidazione, e per azione enzimatica di particolari microrganismi. Le proprietà e le prestazioni finali di questi nuovi materiali sono paragonabili a quelle dei polimeri di origine petrolchimica e giustificano il loro impiego come matrici in compositi definiti “Verdi” spesso rinforzati con fibre naturali (canapa, lino, iuta, foglie di ananas e di agave) per applicazioni strutturali nel settore edilizio e dei trasporti. In quest’ambito particolare importanza rivestono le bioresine derivate dai costituenti della pianta e del frutto della soia: mediante un’opportuna funzionalizzazione (epossidazione, acrilazione, maleinizzazione, glicerolisi, amidazione) dei siti reattivi dei trigliceridi dell’olio di soia (figura.1), è possibile promuovere reazioni di polimerizzazione
radicalica, o a stadi o per apertura di anello che producono un materiale termoindurente[1].
Figura 1 Struttura di un trigliceride Un’ampia gamma di resine epossidiche può altresì essere prodotta a partire da saccarosio (figura.2) mediante funzionalizzazione dei gruppi ossidrilici [2].
Figura 2 Struttura del saccarosio Il grado di sostituzione, la natura dell’epossido ed il tipo di agente reticolante utilizzato per curare la resina influenzano sensibilmente le proprietà del termoindurente finale. I costi relativamente contenuti delle materie prime, la loro disponibilità anche come scarti di lavorazioni agricole ed industriali, e la possibilità di modulare le proprietà finali dei materiali giustificano il crescente
interesse scientifico e tecnologico riposto nelle resine da soia e da saccarosio, peraltro già largamente impiegate come matrici nella produzione di una grande varietà di compositi verdi in settori-chiave quali quello automobilistico, aeronautico e dell’edilizia. Risultati Bioresine dai trigliceridi: Caratterizzazione della resina AESO al variare del contenuto di agente reticolante: La bioresina AESO (Acrylated Epoxidized Soybean Oil, figura 3)[1] è prodotta dalla UCB Chemicals Co per acrilazione dell’olio di soia epossidato (ESO) e commercialmente diffusa come Ebecryl 860, con un grado di acrilazione di 3.4 gruppi acrilici per molecola di trigliceride.
Figura 3 Struttura di un trigliceride epossilato ed acrilato Possedendo un gruppo funzionale simile a quello delle resine vinil estere e poliestere, essa è stata copolimerizzata per via radicalica con stirene in diverse percentuali in peso (30, 50, 70% in peso) in presenza di idroperossido di cumile come agente iniziatore radicalico (3% in peso) e di cobalto naftenato (0,8% in peso) come attivatore. La formulazione è stata curata a 25°C per circa 12 ore e postcurata a 150°C per 3h sotto vuoto direttamente in stampi in silicone di dimensioni opportune. Analisi dinamico-meccanica (DMA) I campioni dei prodotti ottenuti come sopra descritto sono stati preliminarmente caratterizzati in termini temperatura di transizione vetrosa, Tg, e modulo elastico conservativo, E’, applicando una sollecitazione dinamica in flessione a tre punti nelle seguenti condizioni: 25 ÷ 150°C, 5°C/min, ω = 1Hz e ampiezza 2%. I risultati ottenuti, al variare del contenuto di stirene, sono riportati in tabella I
Tabella I E’ e Tg al variare del contenuto di stirene Stirene
(% in peso) E’(25°C) (GPa) Tg (°C)
30 2.3 75 50 3.2 75 70 3.8 82

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 3
- 386 -
Si osserva che i valori di E’ e Tg aumentano con la percentuale di stirene. Tuttavia, considerato che le caratteristiche di cui sopra non risultano eccessivamente alterate dal contenuto di stirene, sostanza notoriamente non eco-compatibile, la fabbricazione di biocompositi potrebbe essere limitata al contenuto minimo dello stesso. Pertanto ulteriore attenzione è stata dedicata a tale formulazione valutandone anche le proprietà meccaniche a trazione in accordo con la normativa ASTM D638 (vedi tabella II) e confrontandole con quelle relative ad una resina poliestere tradizionale. Tabella II Proprietà di Aeso e di un poliestere tradizionale USP Aeso30%wt Modulo elastico
(GPa) 3.2 1.8
Resistenza a trazione (MPa)
60 30 Bioresine dal saccarosio: Sintesi delle resine EAS, ECS ed EMS: Dal saccarosio, C6H12O6, è possibile sintetizzare tre tipi di resine epossidiche note come epossi-allil-saccarosio (EAS), epossi-crotil-saccarosio (ECS) ed epossi-metallil-saccarosio (EMS), trasformando i gruppi ossidrilici in allili epossidati[2] attraverso una procedura in due stadi. Dapprima lo zucchero grezzo è stato sciolto in una soluzione acquosa di idrossido di sodio al 67% in peso e fatto reagire, sotto agitazione per circa 68 ore, con cloruro di allile, o crotile o metallile a seconda del tipo di resina ricercata, in ambiente inerte alla pressione di 4 atmosfere, ed alla temperatura di 85°C. Queste condizioni promuovono una reazione di eterificazione dei gruppi ossidrilici del saccarosio che quindi sono stati convertiti nei corrispondenti eteri insaturi: octa-O-allilsucrose (AS), octa-O-crotilsucrose (CS) octa-O-metallilsucrose (MS) con una resa del 90% circa. Per mantenere invariate le condizioni operative questa reazione è stata condotta in un reattore Parr Pressure Vessel. I prodotti intermedi sono stati estratti dalla miscela di reazione con etil acetato, e caratterizzati mediante spettroscopia 1H-NMR 1D, 2D e 13C-NMR, accertando di aver funzionalizzato le otto posizioni disponibili sulla molecola di saccarosio. Nel secondo stadio l’etere è stato epossidato con acido peracetico a bassa temperatura (10°C) e in atmosfera inerte con una resa del 90% circa. Da un’ analisi quantitativa al 1H-NMR si è appurato che la reazione di epossidazione non è estensiva e conduce ad un prodotto eterogeneo di cui è stato possibile determinare il grado di sostituzione, DS, riportato in tabella III insieme ad altre caratteristiche chimico-fisiche. Dall’NMR e da osservazioni della reattività delle bioresine sottoposte a svariate condizioni di reazione, è risultato che l’EAS possiede anelli epossidici terminali poco reattivi a temperatura ambiente e doppi legami terminali, l’ECS possiede anelli epossidici interni inattivi a temperatura
ambiente e doppi legami interni mentre l’EMS possiede anelli epossidici terminali estremamente reattivi a temperatura ambiente e doppi legami terminali. Alla luce delle precedenti considerazioni, particolare interesse è stato dedicato a quest’ultima tipologia di resine studiandone la reticolazione con ammine polifunzionali sia alifatiche (dietilentriammina, DETA) che aromatiche (dietilen-toluendiammina, DETDA). Dopo una scansione dinamica al DSC per stabilire la temperatura massima di cura, la resina EMS è stata mescolata a quantità stechiometriche di agente reticolante ed è stata curata per circa 12 ore in stufa. Analisi dinamico-meccanica (DMA) Dall’analisi dinamico-meccanica effettuata nelle stesse condizioni del sistema precedente sono stati valutati E’ e Tg, (tabella IV), confrontando i risultati con quelli di una resina epossidica tradizionale, il diglicil-etere bisfenolo A, DGEBA, reticolata anch’essa con DETA in quantità stechiometriche. Tabella III Proprietà chimico-fisiche delle bioresine da saccarosio
resina DS Mw (mol/g) ρ (g/ml) EAS 3-4 714 1.19 ECS 7-8 892 1.16 EMS 5-6 783 1.18
Tabella IV E’ e Tg al variare dell’agente reticolante
ammina resina Tg (°C) E’ (GPa) DETA EMS 35 1.8 DETDA EMS 85 2.02 DETA DGEBA 120 1.4
La resina EMS, sia in formulazione con DETA che con DETDA può essere utilizzata per la produzione di materiali compositi e nelle applicazioni dove è richiesta una bassa temperatura di cura. Per renderla più versatile essa è stata mescolata alla commerciale, DGEBA, nel rapporto in peso 1: 0.1, e curata con ammine alifatiche ed aromatiche. Le proprietà finali di queste nuove formulazioni sono ancora in fase di studio. Conclusioni Nuove resine possono essere sintetizzate partendo da precursori naturali come l’olio di soia e lo zucchero, attraverso modifiche funzionali dei siti reattivi originari. Opportunamente curate esse producono dei materiali ecosostenibili con proprietà e prestazioni paragonabili a quelle dei termoindurenti di origine petrolchimica. È dunque fondamentale ottimizzarne le proprietà per migliorarle ed ampliarne i campi applicativi. Riferimenti [1] LaScala JJ, Wool RP., Polymer, 46, 61-69, (2005). [2] Sachinvala, N.D., Winsor, D.L., Leslie, Polymer Preprints 43(2), 997 (2002)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 4
- 387 -
EFFECT OF NATURAL ANTIOXIDANTS ON POLYPROPYLENE FILMS OXIDATION
P.Cerruti1, C. Carfagna1,2, M. Malinconico1, C. Cocca1, J. Rychly3, L. Matisova-Rychla3
1 Istituto di Chimica e Tecnologia dei Polimeri (ICTP)-CNR, Via Campi Flegrei, 34, 80078, Pozzuoli, Napoli, Italy; e-mail: [email protected] 2 Università degli Studi di Napoli “Federico II”, Dipartimento di Ingegneria dei Materiali e della Produzione, P.le Tecchio, 80, 80125, Napoli, Italy
3Polymer Institute, Slovak Academy of Sciences, Dubravska Cesta, 9 84236 Bratislava, Slovakia Introduction The processing wastes of several crop contain chemicals and raw materials, which have not been exploited so far. Antioxidant-rich extracts were obtained from tomato, grape seed, chestnut, hazelnut [1,2]. Chemical components of these extracts belong to lycopene and polyphenolic compounds, the latter being extensively used as synthetic stabilizers for plastic materials. However, so far antioxidant activity of natural extracts was assessed solely based on free-radical scavenging activity tests, and no literature reports exist dealing with the evaluation of antioxidant activity of natural extracts dispersed in a polymer matrix. In this paper wastes containing polyphenols deriving from processing of grapes to produce wine, and carotenoids from tomato processing, were tested as potential antioxidants for polypropylene (PP), to partially substitute synthetic oil-based stabilizers. Several experimental techniques were used in order to investigate on the stability provided by the different additives, either by testing unaged films, or by subjecting them to oven aging. Results Unstabilized isotactic PP polymerized by spheripol process was supplied in the form of a reactor powder by Basell, Italy. Phenolic antioxidant Irganox 1010TM was provided by Ciba Specialty Chemicals. Carotenoid fraction from tomato skins and seeds was extracted by solid-liquid extraction using diethyl ether at room temperature. Grape seeds from white and red grapes were crushed and powdered and the so obtained powder was directly blended with the polymer. Blending was carried out by melt mixing at 180 °C and 32 rpm for 10 min. The concentration of additives was as follows: 0.2% w/w in the case of the phenolic antioxidant and the tomato skin extract, 2% w/w for the powdered grape seeds. Compression-moulded films (average thickness 100 µm) were obtained by hot pressing the blended polymer at 200 °C with a pressure of 50 MPa. Five samples were prepared: neat PP (PP0), PP doped with 200 ppm Irganox 1010 (PP1), PP doped with red grape seeds (PP2), PP doped with white grape seeds (PP3), PP doped with tomato extract (PP4). The antioxidant effect of the additives on unaged PP was assessed by Differential Scanning Calorimetry (DSC) and Chemiluminescence (CL). Samples aged at 70 °C up to 1200 hours in a forced air oven were subjected to ATR-FTIR analysis.
Oxidative Induction Time (OIT) values of unaged films were measured by DSC at different temperatures both below and above PP melting temperature (approximately 165 °C). From Figure 1, it is evident that the three natural additives tested are able to stabilize PP against oxidation. In particular, the red grape seeds show the higher stabilization efficiency, especially at lower temperatures.
140150160170180
1000
2000
3000
4000
5000
Temperature (°C)
PP0 PP2 PP3 PP4
OIT
(s)
Figure 1: OIT of polypropylene doped with different natural antioxidants as measured by DSC in air at different temperatures On the other side, the degradation of the additives above PP melting point is very fast, and at 180 °C no differences can be observed between stabilized and unstabilized samples. It is noteworthy to observe that the OIT experiments in the case of PP stabilized with Irganox 1010 were performed only at 180 °C, and a value of about 15000 second was obtained. This imply that the synthetic antioxidant imparts far better stabilization to PP. However, it has to be pointed out that the exact amount of stabilizing compounds, either phenolic or lycopenes, in the natural additives was not quantified, and on the basis of literature reports it was supposed that rough grape seeds contain approximately 10% w/w of polyphenolic substances. However, the effective content of active antioxidants may vary in the biomass. Furthermore, due to high temperatures, part of the stabilizer could possibly be lost during the processing step conducted at high temperatures. This can be particularly true when natural additives are used, as in nature they are synthesized to withstand to ambient temperatures. In Figure 2 is reported the CL emission at the oxidation of the unaged samples in oxygen at 150 °C. It’s known that in the case of polyolefins the antioxidant efficiency

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 O 4
- 388 -
is related to the time needed to CL signal to increase. Besides, the CL intensity is a function of the rate of oxidation.
0 2000 4000 6000 8000 10000 12000 14000 16000 180000
100000
200000
300000
400000
500000
600000
CL In
tensit
y (Co
unts s
-1 m
g-1)
Time (s)
PP0 PP2 PP3 PP4
Figure 2: CL emission at the oxidation at 150 °C of doped PP samples under oxygen flow CL isothermal experiments confirm the results obtained by DSC, however on a different quantitative basis. In fact, although PP2 sample shows a marked stabilization with respect to the other samples, the time to observe an increase in the CL trace (about 4000 s) is longer than that observed by DSC. However, it should be pointed out that in measuring OITs by DSC, the zero time is supposed to be fixed at the time when purging gases is switched from nitrogen to air, so that the first isothermal equilibration segment is not taken into account. Higher sensitivity of CL with respect to DSC is witnessed by examining the behavior of the sample PP3, which at 150 °C is markedly more stable than PP4 and PP0. The behavior of isothermal CL traces also suggests that the different chemical nature of tomato and grapes constituents (carotenoids in the former case, polyphenols in the latter), greatly affects their temperature sensitivity. In fact, sudden increase and high intensity (comparable to that of PP0) of the PP4 CL signal implies that the stabilizer is quickly degraded at 150 °C, whereas polyphenols present in the grape seeds are more thermally resistant and also reduce the rate of PP oxidation. In order to correlate the results of predictive experiments carried out on unaged samples with the results obtained in the case of polymer subjected to accelerated aging, FTIR-ATR spectroscopy was carried out on film samples aged at 70 °C. The carbonyl build-up as a function of the time of aging is reported for all the prepared samples in Figure 3. Weathering is expected to cause an increase of carbonyl species, as carbonyl compounds are the stable secondary products during thermal- and photo-oxidation of polymers. Several carbonyl compounds are produced during oxidative degradation of polypropylene, namely ketones, esters, lactones, carboxylic acids. As can be observed from the figure, in the case of neat PP, the C=O index remains almost constant up to 165 h, which represents the
induction time, but thereafter it increases at a very fast rate. This trend of the kinetic evolution of carbonyl groups reveals the typical outlines of a thermooxidative reaction, i.e. an induction period followed by an autoacceleration phenomenon [3]. On the other hand, the C=O index remains constant during the aging process for PP1. After 1160 h the induction period is still in progress, as the stabilizer is not completely consumed and it is able to hinder polypropylene oxidation. The curves related to the natural antioxidants are in between those for PP0 and PP1, and marked differences arise only at 1176 h, where lycopene extract loses its stabilizing efficiency, whilst grape seeds are still able to slow down PP oxidation.
0
2
4
6
8
10
12
14
16
18
0 200 400 600 800 1000 1200
Time (h)
Ac=
o
PP0
PP1
PP2
PP3
PP4
Figure 3: Evolution of the carbonyl groups in the infrared spectra of PP stabilized with several antioxidants Conclusions A preliminary study on the efficiency as antioxidants for polypropylene films of several natural products deriving from wastes of tomato and wine industry processing is reported. Several analytical techniques were employed in order to evaluate the stabilization due to the presence of additives. DSC and chemiluminescence experiments performed on unaged materials confirmed that the additives provide polypropylene with stabilization against thermal-oxidative degradation. The order of efficiency is as follows: red grape seeds > white grape seeds > tomato extracts. The same trend was obtained by means of infrared spectroscopy experiments carried out on polymer artificially aged at 70 °C. References 1. G.R. Takeoka, L. Dao, S. Flessa, D.M. Gillespie, W.T. Jewell, B. Huebner, D. Bertow, S.E. Ebeler J Agric Food Chem 49,3713 (2001) 2. N. Gokturk Baydar, G. Ozkan, O. Sagdic Food Control 15, 335 (2004) 3. N. Olivares, P. Tiemblo, J.M. Elvira Polym Degrad Stabil 65, 297 (1999)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P26/18
- 389 -
THERMAL HYDRODEHALOGENATION OF 2,4-DIBROMOPHENOL BY POLYMERIC MATERIALS
M.P. Luda1 , A.I. Balabanovich2
1 Università di Torino, Dipartimento di Chimica IFM, Via P. Giuria 7, 10125 Torino, Italy; e-mail [email protected] 2 Institute for Phys. Chem. Problems of Belorussian State University, Leningradskaya 14, 220050 Minsk, Belarus.
Introduction Aromatic organobromine compounds, commonly used as flame retardants for polymer are responsible for emission of brominated phenols during pyrolytic recycling of printed circuit boards. Dehalogenation of brominated phenols is therefore an area of continuing scientific interest. Hydrodehalogenation with hydrogen-donating media such as tetralin, petroleum solvent, eicosane, dihydroantracene and polypropylene (PP) [1,2] is a promising option for the destruction of halogen-containing aromatics, transforming them to non-halogenated aromatics and hydrogen halide. In searching for low cost, new hydrogen-donating media we investigated other polymer besides PP such as polyethylenes, polybutadiene, polystyrene, polyamides and polyacrylonitrile to hydrodebrominate a model compound, 2,4-dibromophenol. Results Pyrolysis were carried under nitrogen in ampoules at isothermal temperatures (290 - 370 °C for 20 min) to exclude volatilization of DBP. After pyrolysis, weight of residue, pyrolysis oil and gases were determined and reported in Table 1. Residue was characterized by FT-IR, gases and pyrolysis oil by GC/MS. Nearly stoichiometric ratios polymer-structural-unit/DBP were used. Pyrolysis of DBP Pyrolysis of DBP at 310 – 370 °C yielded gaseous product (HBr) and oil fraction. In addition, at 370 °C, the formation of a dichloromethane-nonsoluble product was notice. The yield of HBr increased with increasing temperature. The oil fraction consisted of undecomposed DBP, bromine-containing phenols and phenoxyphenols; formation of brominated dibenzo-p-dioxins (PBDD) was observed at 350 °C and 370 °C. Pyrolysis of polymers PBD, HDPE and LDPE were thermally stable in the investigated temperature region. PAN yielded 5 % gaseous products at 310 °C. PS was dichloromethane-soluble after heating at 350 °C. Pyrolysis of PA-6 liberated oil fraction, whereas pyrolysis of PA-6,6 did gases and a small oil fraction. Pyrolysis of DBP with PAN, PA-6, PA-6,6 Pyrolysis of DBP with PAN, PA-6, PA-6,6 resulted in the formation of oil, gaseous, water-soluble solid products, and solid residue. All the polymers increased gasification of DBP due to production of HBr. Polyamides yielded CO2 and various hydrocarbons. The yield of HBr and of the water-soluble fraction from DBP+PAN levelled-off at 330 °C. Both polyamides
produced ammonia and an higher yield of gaseous and water-soluble products than PAN. Pyrolysis oil from mixtures of DBP with PAN, PA-6,6 or PA-6 consisted of phenol and bromine-containind phenols. No PBDDs formation was noticed. At 370 °C, however, the amount of bromine-containing phenol left is in the order: PA-6< PA-6,6< PAN. DBP changed pyrolysis pathways of the polymers degradation, due to intensive charring processes. In addition neat PA-6 yields caprolactam, whereas its mixture with DBP does not. Pyrolysis of DBP with PS, PBD, LDPE and HDPE Gasification of DBP with PS leveled-off at 350 °C. The main gaseous product was HBr with methyl bromide. However GC/MS analysis revealed that bromine-contained phenols are strongly converted to phenols at 370 °C. In the presence of DBP, the alkyl benzenes, naphthalene derivatives and a terphenyl are formed instead of styrene and oligomers as in neat PS. Polyaromatic char is formed. At 270 °C only swelling of PBD with DBP was observed, reactions start from 290 °C producing HBr and alkyl bromides. At 330 °C pyrolysis oil was still contaminated with small amounts of brominated phenols. The formation of PBDD was prevented. Gasification of DBP with PE started at 310 °C yielding the highest amount of gases among the polymers investigated . The main pyrolysis product of a HDPE and DBP mixture at 310 °C was phenol, however some amount of brominated phenols remained undecomposed. LDPE greatly influence the formation of the pyrolysis products of DBP from 310 °C; 330 and 350 °C, clean oil was obtained in contrast to that of HDPE + DBP. The FT-IR spectra of PBD, HDPE and LDPE treated with DBP residues shows formation of polyaromatic structures at the expense of aliphatic groups. In addition, the PBD sample showed decrease of the –CH=CH– group. Discussion The results show that the pyrolysis in the presence of polymers results in the successive transformation of DBP to monobromophenols and further to phenol and HBr, together with small amounts of alkylphenols, depending on the reaction temperature and reactivity of polymers. The formation of PBDDs and PBDFs is strongly retarded. The hydrogen bromide formed can be separated from the gas phase, whereas phenol and pyrolyzed polymers can be potentially used as fuel for combustion.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P26/18
- 390 -
Thermal stability of brominated phenols is poor and formation of free radicals – bromine and less brominated phenoxyl (II) ones occurs at low temperature (300°C). OH
Br
Br
O
Br
HBr
O
Br
Br +
O
Br(I) (II) Hydrogen abstraction by the radicals leads to the formation of HBr and a monobrominated phenol which in is able to dissociate to bromine and nonbrominated phenoxyl radicals. This mechanism guarantees complete. hydrodebromination. The hydrogen abstraction reactions are likely associated with reactivity of aliphatic substrates in the polymeric materials, and with the hydrodebromination rate which can be correlated with the temperature of hydrodebromination. According the rate of hydrodebromination decreased in the series (the data on PP were taken from [2]): PP≈LDPE> HDPE ≈ PBD > PS > PA-6 > PA-6,6 > PAN This order suggests that activity is not simply related to the strength of C-H bonds in the polymer chain and that the presence of hydrogens easier to abstract by selective bromine radical, do not fully explain the order of activity found out. At the temperature of treatment polymer radicals from H abstraction produce further radicals by β scission: primary radicals are mainly formed in HDPE; secondary in PP, at the branching point of LDPE and in PS, allylic radicals in 1,2-PBD units. –CH2° is the most active radical in propagating dehydrobromination reaction and is able to attack the bromine of DBP, producing an alkyl bromide [3] and subsequently less brominated phenols, supporting the extra reactivity of HDPE and LDPE with DBP,
CH2 CH2
OHBr
Br
CH2 CH2 Br
OH
Br
CH2OH
Br
CH
β scission
Steric hindrance, which make difficult H abstraction in viscous polymer, should be invoked to explain the lower reactity of PS in comparison to PP. As expected, polyamides and PAN are less active than hydrocarbon polymers because of the presence of C=O, C≡N groups deactivating adjacent positions. The formation of polyaromatic structures (char), especially in DBP+PS mixture, gives additional hydrogen which further help dehalogenation. The formation of NH3 and CO2 from the pyrolysis of DBP with polyamides are indicative of hydrolysis of the polyamides backbone. It also produces low-chain aliphatics, such reducing the substrate available for hydrodebromination. References 1. A. Hornung, A.I Balabanovich,, S. Donner, H. Seifert, J. Anal. Appl. Pyr. 70, 723-733. (2003): 2. A.I. Balabanovich, A. Hornung, M.P Luda,
Env. Sci Tech. ; 39(14); 5469-5474 (2005). 3. M-J. Drews, C.W.Jarvis, G. Lickfield Fire and Polymer Hazards Identification and Prevention; G.L Nelson Ed. ACS Symposium series n 425 p 109-129, (1990)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P47/18
- 391 -
IMPIEGO DI POLVERINO DI PNEUMATICO NOBILITATO PER MANTI IN ERBA SINTETICA
D. Biondi, G. Polacco
Università di Pisa, Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali Via Diotisalvi 2, 56126, Pisa, Italy; e-mail: [email protected] Introduzione Nei primi mesi del 2006 diversi quotidiani hanno pubblicato articoli nei quali si sollevava la questione della pericolosità per la salute umana dei campi in erba sintetica. In particolare, si ipotizzava il rilascio di idrocarburi policiclici aromatici (IPA), toluene e zinco. In seguito a queste notizie, l’Istituto Superiore della Sanità (ISS) nel suo comunicato ufficiale 12/061 precisava di non avere espresso dichiarazioni in tal senso non avendo ancora emesso un parere conclusivo in merito. Non esistendo una normativa specifica, l’ISS dichiarava di applicare i limiti di riferimento di legge per i suoli adibiti a verde pubblico. Ma quali sono le cause di queste problematiche riguardanti la salute dell’uomo connesse all’erba artificiale? Sotto l’erba sintetica, costituita da polietilene e/o polipropilene, c’è il cosiddetto intaso (uno strato di circa cinque centimetri di prodotto inerte che serve a conferire al campo le necessarie caratteristiche di elasticità), costituito da granuli di gomma vulcanizzata. Nella maggior parte dei casi è impiegato del copolimero etilene-propilene (EPDM), oppure granuli di pneumatico, anche detto GTR (ground tyre rubber), lavato e triturato. Per chi fa sport su erba artificiale, l’esposizione è quindi di tipo inalatoria, a causa delle possibili particelle in sospensione. La problematica era però già stata presa in considerazione dalla Lega Nazionale Dilettanti2 (LND), unico ente in Italia che omologa i campi sintetici per attività agonistica. Nel regolamento emesso il 13/2/06 (dopo che l'Esecutivo Uefa ha approvato lo svolgimento delle competizioni su queste nuove superfici a seguito di una propria sperimentazione durata circa 2 anni) si ammetteva l’utilizzo di gomme di pneumatico riciclate per realizzare l’intaso purché ecocompatibili, ovvero nobilitate con opportune verniciature e comunque avvolte in una capsula che evitasse l’eventuale dispersione sul terreno di residui tossici. Scopo del presente lavoro è quello di indagare la possibilità di rivestire il granulo di GTR con un film di polimero termoplastico vergine, tramite semplice miscelamento delle due componenti a temperatura superiore alla temperatura di rammollimento del termoplastico. Il film ha lo scopo di isolare il polverino di pneumatico dall’ambiente esterno, limitandone la polverizzazione e l’eventuale fuoriuscita di sostanze volatili. Questo viene fatto senza prendere posizione in merito alla presunta tossicità dei manti in erba sintetica, nella consapevolezza che la possibilità di reimpiego del polverino di pneumatico per questo tipo di applicazione costituirebbe una opportunità di riutilizzo di un materiale che diventa sempre più difficile smaltire. La Direttiva europea 31 CE del 26 aprile 1999, recepita dall’Italia con D. Lgs. 36/2003, ha infatti bandito a partire dal 17 luglio
2006 il conferimento in discarica dei pneumatici anche in forma triturata, decretando in questo modo la necessità di attuare concretamente forme idonee di trattamento e recupero dei pneumatici a fine vita o ELT (end-of-life tyres). Resta comunque la perplessità degli autori, relativamente alle potenzialità di rilascio di un campo sintetico con intaso in GTR, se confrontata con quella dei milioni di pneumatici quotidianamente, e legalmente, in movimento sulle nostre strade (un pneumatico alla fine della sua vita utile ha perso fino al 20% del proprio peso). Materiali e Metodi Sono state impiegate 2 pezzature di polverino di pneumatico (<1 mm, 1-3 mm) denominate rispettivamente PR e GTR 1-3, ottenute da processi di macinazione termomeccanica e pulizia da fibre ed elementi metallici di rinforzo. I polimeri usati sono: copolimero etilene-vinilacetato Greenflex® FF45 e Greenflex® ML 60 con 14 e 28 % in peso di vinilacetato rispettivamente ed indicati come EVA14 ed EVA28; polipropilene atattico (APP) Vestoplast® 891; polietilene a bassa densità (LDPE) Riblene® FC30; polietilene lineare a bassa densità (LLDPE) Polybond® 3109 e Clearflex® FG 166. Per valutare l’efficacia del processo di rivestimento del granulo, è stato impiegato del TiO2 (diametro medio delle particelle pari a circa 0.3 µm) in qualità di “tracciante” del film polimerico vergine. Il rivestimento del polverino è stato preparato in un miscelatore statico Brabender® a 60 rpm, 120 °C per 10 minuti. Risultati Una prima serie di prove è stata condotta secondo le composizioni riportate in tabella I. Tabella I: Composizione delle miscele polimero/polverino di pneumatico. Prova Polimero/%wt Granulo di
pneumatico/%wt T (°C)
P5 EVA28/25 PR/75 120 P6 EVA14/25 PR/75 120 P7 APP/25 PR/75 190 P8 APP/50 PR/50 190 P9 FG166/25 PR/75 190 P10 3109/25 PR/75 190 P12 FG166/50 PR/50 180 P13 FC30/25 PR/75 180
In questa prima serie di prove si sono quindi impiegate quantità rilevanti di polimero vergine e la granulometria più fine del granulo di pneumatico. Queste condizioni, che dovrebbero essere favorevoli per ottenere un buon rivestimento del polverino con film di polimero, hanno

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P47/18
- 392 -
consentito di individuare nell’EVA28 il materiale più interessante dal punto di vista sia della processabilità sia delle caratteristiche di elasticità richieste per l’applica-zione specifica. Pertanto, nella seconda campagna di prove (tabella II) abbiamo focalizzato l’attenzione sull’impiego di EVA 28 riducendo le percentuali di impiego ed introducendo nel sistema il pigmento TiO2. Quest’ultimo è utile per la successiva analisi microscopica, condotta con il SEM su campioni fratturati fragilmente in azoto liquido, al fine di meglio visualizzare l’eventuale adesione tra le due fasi. Tabella II: Composizione delle miscele polimero/ TiO2 /polverino di pneumatico.
Prova Polimero %wt
TiO2 %wt
Granulo di pneumatico
%wt P20 EVA28 10,0 4,0 GTR1-3 86,0 P22 EVA28 7,0 3,5 GTR1-3 89,5 P24 EVA28 5,0 2,5 GTR1-3 92,5
A titolo di esempio, in Figura 1 sono riportate due micrografie SEM della frattura fragile del campione P20, nelle quali è possibile identificare la superficie esterna del granulo ricoperto dal film di EVA28.
Figura 1: Morfologia della frattura del campione P20 (sx) e ingrandimento della zona nel riquadro (dx). L’immagine di destra mostra chiaramente dei granelli chiari che sono le particelle di TiO2 omogeneamente disperse nel film polimerico di EVA28, il quale a sua volta sembra aderire molto bene alla superficie del granulo. Inoltre, la superficie dei granuli dei tre campioni di Tabella II, se confrontata con quella dei granuli di pneumatico provenienti da macinazione termomeccanica, appare molto più rotondeggiante e priva di asperità, a conferma dell’efficace ricoprimento del granulo da parte del film di EVA.
Figura 2: Morfologia della superficie esterna del campione P24 (sx) e della sua frattura fragile (dx).
Dall’analisi SEM riportata in Figura 2 (a dx), si può osservare che lo spessore del film ricoprente si mantiene costante anche nel caso del campione P24, ovvero quello contenente la minor percentuale complessiva di EVA28 (da analisi EDXS-SEM i punti bianchi osservabili nel GTR corrispondono ad ossido di zinco, normalmente presente come attivante della reazione di vulcanizzazione della gomma). Una conferma “macroscopica” del buon rivestimento viene dalla possibilità di usare i campioni P20, P22 e P24 in stampi tipo “osso di cane” per realizzare provini mediante stampaggio in pressa a caldo. Un analogo tentativo, effettuato con polverino trattato con APP o PE non consente di ottenere una sufficiente continuità della componente termoplastica. Conclusioni E’ stato studiata la possibilità di rivestire efficacemente polverino e granuli di pneumatico a fine uso mediante un film polimerico vergine. I risultati ottenuti mediante l’analisi morfologica, aiutata dall’impiego del TiO2 in qualità di tracciante del film, hanno consentito di individuare nel copolimero EVA28 l’agente più efficace tra quelli studiati. Infatti, il film di EVA28, anche quando impiegato in percentuali molto modeste, è risultato compatto e continuo su tutta la superficie dei granuli di GTR. Il TiO2 ha consentito di verificare che lo strato di film polimerico risulta ben aderente alla superficie del granulo di pneumatico e ciò senza fare uso di compatibilizzanti3. Si deve comunque sottolineare che percentuali anche modeste di biossido di titanio impartiscono al polverino un colore finale più chiaro di quello originale, che, oltre ad essere esteticamente più accettabile, dovrebbe essere meno suscettibile al riscaldamento dovuto all’irraggiamento solare. La compattezza del film polimerico realizzato lascia quindi ben sperare nell’efficacia dell’isolamento dall’ambiente e consente di ipotizzare che il granulo di gomma così “nobilitato” si comporti decisamente meglio dal punto di vista tossicologico rispetto al GTR tal quale. Fermo restando che sono necessari dei test di biomeccanica e di rimbalzo angolare e verticale, sia la natura gommosa dell’EVA, sia le modeste quantità impiegate, consentono di ipotizzare che le proprietà “calcistiche” del polverino di pneumatico rimangano tali da continuare a soddisfare le specifiche richieste anche dopo il rivestimento con EVA. Ringraziamenti Gli autori ringraziano il Prof. Magagnini per i suoi utili consigli e suggerimenti e l’Ing. Michele De Lorenzo per il prezioso contributo nell’esecuzione delle prove sperimentali. Riferimenti 1. Sito internet Istituto Superiore della Sanità www.iss.it 2. Sito internet Lega Nazionale Dilettanti www.lnd.it 3. A.K. Naskar, S. De, A.K. Bhowmick, Journal of
Applied Polymer Science 84(2), 370-378 (2002).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P48/18
- 393 -
IMPIEGO DI ACIDO 2-2 DITIOACETICO PER LA DEVULCANIZZAZIONE CHIMICA DI GOMMA DA PNEUMATICI A FINE VITA
D. Biondi, G. Polacco
Università di Pisa, Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali Via Diotisalvi 2, 56126, Pisa, Italy; e-mail: [email protected] Introduzione I pneumatici, sono costituiti da mescole nelle quali le miscele di elastomeri sono l’ingrediente principale (gomma naturale, copolimeri SBR ed EPDM) ma l’intero sistema vulcanizzante risulta costituito da circa 40 componenti tra cui zolfo, acceleranti, attivanti, plasti-ficanti, cariche rinforzanti, anti-invecchianti, etc. Stime dell’European Tyre Recycling Association indicano in circa 250 milioni i pneumatici che ogni anno nel mondo divengono inutilizzabili. Di questi non più del 20% vengono ricostruiti o riscolpiti, circa il 40% è destinata al recupero energetico (in cementifici e termovalorizzatori), parte viene usata come additivo in blends polimerici per applicazioni varie e, soprattutto in Nord-America, nella produzione dei “rubberized asphalts” ed il resto finisce in discarica. Lo smaltimento ed il recupero dei rifiuti di gomma vulcanizzata costituisce quindi un serio problema di impatto ambientale, soprattutto adesso che le recenti Direttive europee (1999/31/EC e 2000/76/EC) limitano il recupero energetico ed hanno escluso a partire dal 17 luglio 2006 il conferimento in discarica dei pneumatici anche in forma triturata. Nasce quindi la necessità di trovare forme idonee di trattamento e recupero dei pneumatici a fine vita o ELT (end-of-life tyres). Questi ultimi però, sia perché vulcanizzati, sia per la presenza di elementi di rinforzo (metalli e fibre) fortemente legati alla gomma, sono materiali il cui riciclo è particolarmente difficile e costoso non potendo essere applicate le tradizionali tecniche usate per i polimeri termoplastici. E’ in questo contesto che un processo di devulcanizzazione, volto all’ottenimento di una gomma suscettibile di nuova vulcanizzazione, si inserisce come potenziale metodo di riciclo di ELT. Obiettivo del processo è quindi la rottura selettiva dei legami mono- di- e polisulfidici, lasciando idealmente integri i legami C-C della catena principale. Attualmente lo stato dell’arte sui processi di devulcanizzazione consente di raggrupparli in base alle seguenti tecnologie1: ultrasuoni, microonde, biologica, chimica e trattamenti di minore importanza come quelli basati sull’azione meccanica e/o del vapor d’acqua. Tra queste tecnologie, quella chimica appare come la più promettente perché potenzialmente è la più selettiva nei confronti dei legami sulfidici. Il presente lavoro affronta quindi lo studio di un processo di devulcanizzazione, basato sull’impiego di un tioacido come agente chimico. Data la notevole complessità e variabilità della composizione degli pneumatici, risulta particolarmente difficile valutare l’efficacia dei trattamenti cui il polverino viene sottoposto e praticamente proibitiva una analisi selettiva sulle sue componenti. Questo significa che tecniche di analisi spettroscopiche, termiche o di determinazione del contenuto atomico superficiale risultano
di scarsa efficacia ed è necessario limitarsi alla valutazione di proprietà macroscopiche, come, per esempio, la solubilità od il grado di reticolazione del materiale. In altri termini, la prima e più attendibile informazione sul grado di devulcanizzazione eventualmente ottenuto si ottiene da misure della percentuale di gel, dell’indice di swelling, della densità di crosslink e della perdita in peso. La prima parte del lavoro ha riguardato quindi la validazione dei metodi di caratterizzazione succitati per poterli poi applicare al materiale trattato chimicamente nei nostri laboratori. Materiali e Metodi Sono state impiegate 2 pezzature di polverino di pneumatico (<1 mm, 3-5 mm), denominate rispettiva-mente GTR fine e GTR 3-5, ottenute da processi di macinazione termomeccanica e pulizia da fibre ed elementi metallici di rinforzo; una mescola “cruda”, per la realizzazione del battistrada di pneumatici per autocarro, gentilmente fornitaci dalla Marangoni SpA, e tre pneumatici commerciali rappresentativi di diverse tipologie di veicolo: autovettura, autocarro e tir. Tutti i materiali sono stati ridotti alla medesima granulometria (1-3 mm) per essere poi sottoposti a misure della %gel e dello swelling index, in conformità alla norma ASTM D 3616-95 (impiegando toluene come solvente) e della densità di crosslink mediante la Flory-Rehner Equation modificata per networks tetrafunzionali2. La seconda parte del lavoro ha riguardato le prove di devulcanizzazione chimica, composte da una fase di reazione vera e propria e da una fase di lavaggio e recupero della parte di gomma rimasta insolubile. Per la parte di attacco chimico si è lavorato con GTR fine, usando acido 2,2 tiodiacetico3 come agente devulcanizzante e come mezzo disperdente sono stati impiegati un olio di processo, xilene o miscele olio/xilene in diversi rapporti ponderali. Le reazioni sono state condotte in pallone, nelle seguenti condizioni: 7 ore di reazione a 130 °C, 200 rpm, seguite da 16 ore in agitazione a Tamb. Al termine della reazione i campioni hanno subito 4 lavaggi a 50 °C con n-eptano, sono stati essiccati in stufa sotto vuoto, lavati con xilene in Kumagawa ed infine essiccati fino a peso costante. La determinazione della % di gel a fine trattamento è stata calcolata in base alla perdita in peso provocata dal processo chimico. Risultati Per quanto riguarda la verifica delle misure di %gel, i risultati sono riportati in Tabella I. I campioni di gomma vulcanizzata mostrano valori di %gel, swelling index e densità di crosslink coerenti con i valori riportati in letteratura, mentre i valori relativi alla mescola

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P48/18
- 394 -
Marangoni “cruda” e da noi vulcanizzata indicano che il processo di vulcanizzazione realizzato su scala di laboratorio è idoneo per essere applicato anche nei successivi studi di rivulcanizzazione. Tabella I: Caratteristiche dei campioni dei vari tipi di gomma vulcanizzata (M=Marangoni, batt=battistrada).
Campione %Gel Swelling Index
Densità di crosslink
(Mol/g) x 104
M cruda 37.4 15.07 0,152 M vulcanizzata* 87.1 4.823 1.587
Auto (batt) 83.7 3.579 3.235 Auto (spalla) 89.5 4.148 2.258
Autocarro (batt) 95.9 3.040 4.910 Autocarro (spalla) 92.9 3.478 3.475
Tir (batt) 84.4 3.658 3.063 Tir (spalla) 92.6 3.533 3.339 GTR fine 91.0 4.751 1.643 GTR 3-5 93.0 3.308 3.946
* condizioni di vulcanizzazione: t =15 min e T=180 °C. In tabella II sono invece riportate le composizioni dei sistemi reagenti utilizzati e le %gel risultanti dopo il trattamento. La composizione del sistema reagente è indicata in phr su base 100 di GTR fine. Tabella II: Prove di devulcanizzazione chimica.
Prova Olio/xilene/tioacido phr %Gel L0 500/0/0 83.5 L5 500/0/33 67.6 X4 750/250/33 59.2 X2 500/500/33 58.2 X5 375/625/33 59.4 X3 250/750/33 51.8 X7 250/750/3 64.6 X6 125/875/33 52.4 X1 0/1000/10 74.1 X0 0/1000/0 77.2
Le prove L0 ed X0 sono condotte in assenza di agente chimico e sono servite come riferimento per valutare l’effetto del solo trattamento termico sia in olio che in xilene. I valori di %gel ottenuti nei due casi sono confrontabili con quelli riportati in Tabella I per gomme non trattate ed indicano che il semplice mantenimento ad elevata temperatura nel mezzo di reazione non esercita significativi effetti devulcanizzanti sul GTR. Passando ad introdurre il tioacido (prove L5 ed X1) si vede che usando olio come mezzo di reazione si ha una buona riduzione della %gel, mentre si ottiene un effetto quasi nullo nel caso dello xilene. In effetti, l’olio è il mezzo più appropriato per il tioacido, ma al tempo stesso lo xilene ha una maggiore capacità di rigonfiare il GTR e perciò dovrebbe avere il vantaggio di permettere una maggiore “penetrazione” dell’agente chimico all’interno del polverino. Per questo motivo sono state utilizzate anche le miscele olio/xilene, nella speranza di combinare i vantaggi dei due mezzi
disperdenti. In effetti, le altre prove riportate in Tabella II confermano questa ipotesi e mostrano che in ogni caso si ottengono valori migliori di quelli relativi all’impiego di solo olio o solo xilene. In particolare, a parità di concentrazione di tioacido, il grado di devulcanizzazione del GTR mostra un minimo della %gel per miscele con frazione ponderale di xilene compresa fra 0.75 e 0.85 rispetto alla somma olio/xilene (prove X3 e X6). Dunque l’effetto sinergico dell’olio di processo, che fornisce una azione veicolante selettiva nei confronti del tioacido, e dello xilene, che è un solvente aggressivo per il GTR, ha portato, nel migliore dei casi, ad una %gel vicina al 50, valore molto soddisfacente. Concentrazioni minori di tioacido (prova X7), come è ragionevole attendersi, conducono a %gel maggiori e quindi ad un grado di devulcanizzazione inferiore. Conclusioni Il calcolo della percentuale di gel per la valutazione dell’effetto devulcanizzante del trattamento chimico è una tecnica non certamente “raffinata”, ma attendibile. Il sistema chimico impiegato si è rivelato promettente in quanto è stato possibile valutare sperimentalmente l’effettiva azione devulcanizzante dell’acido 2,2 ditioacetico. L’efficacia del trattamento dipende in maniera sensibile dalle condizioni operative ed in particolare dal mezzo di reazione. Quello che è emerso è che l’olio di processo è un buon agente veicolante per il tioacido mentre non è un buon agente rigonfiante per il GTR; lo xilene invece ha effetti diametralmente opposti. L’azione sinergica di opportune miscele olio/xilene media positivamente le proprietà di entrambi i mezzi di reazione risultando così la soluzione più efficace. Gli sviluppi futuri di questo studio riguarderanno l’ottimizzazione del processo, sia mediante ricerca di un mezzo di dispersione alternativo che consenta di lavorare a temperature più elevate, sia l’impiego di agenti devulcanizzanti diversi dal tioacido. Sarà inoltre valutata la capacità del materiale trattato di essere sottoposto ad un ulteriore processo di vulcanizzazione (previa aggiunta degli opportuni agenti chimici) e saranno quindi studiate le proprietà meccaniche del materiale così ottenuto, essendo l’obiettivo finale la preparazione e caratterizzazione chimico-fisica e reologica di mescole rivulcanizzate realizzate impiegando gomma vergine in miscela con percentuali elevate di gomma devulcanizzata. Ringraziamenti Si ringraziano il Prof. Magagnini per i suoi utili consigli e suggerimenti e gli Ingg. Davide Picchetti e Chiara Pallatroni per il prezioso contributo nell’esecuzione delle prove sperimentali. Riferimenti 1. V.V. Rajan, W.K. Dierkes, R. Joseph, J.W.M. Noordermeer, Progress in Polymer Science 31, 811-834 (2006). 2. P.J. Flory, J. Am Chem Soc. 63, 3096-100 (1941). 3. G.K. Jana, C.K. Das, Progress in Rubber, Plastics
and Recycling Technology, 21(3), 1-18 (2005).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P49/18
- 395 -
RILASCIO DI PLASTICIZZANTI DURANTE I CICLI DI DIALISI: LINEE CLASSICHE IN PVC-DEHP E NUOVE LINEE IN PVC-TOTM
D. Zampino1, G. Scaltro1, C. Puglisi1, M.R. Di Francesca2, A. M. Zoccolo2, P. Castellino2,
A. Fiaccabrino3 1 CNR - Istituto di Chimica e Tecnologia dei Polimeri, viale Andrea Doria, 6, 95125 Catania, Italy; e-mail: [email protected]
2 Università degli Studi di Catania, Istituto di Medicina Interna (A. Francaviglia), Azienda Policlinico,via Santa Sofia, 95100 Catania, Italy 3 Milena Farmaceuticals s.r.l., Zona Industriale S. Benedetto, SS. 198, 92100 Agrigento, Italy
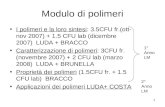
Introduzione Il polivinil cloruro (PVC) è un materiale polimerico molto versatile che viene utilizzato in molti settori (edile, imballaggio, sanitario, ecc.). Il PVC necessita per il suo utilizzo dell’aggiunta di grandi quantità di plasticizzanti, tra i quali predominano gli esteri degli acidi ftalici, come il di(2-etilesil) ftalato (DEHP), che vengono rilasciati nel tempo, diventando dei contaminanti ambientali ubiquitari. Poiché l’esposizione continua al DEHP potrebbe provocare bioaccumulo e di conseguenza effetti tossici sull’uomo, sul mercato, come alternativa al DEHP, si sta diffondendo l’utilizzo di altri plasticizzanti, come ad es. il tri(2-etilesil) trimellitato (TOTM). Uno degli impieghi più diffusi del PVC nel settore biomedicale consiste nella realizzazione di dispositivi per dialisi, durante la quale il sangue dei pazienti entra in contatto con i dispositivi in PVC. Lo scopo di questo lavoro è stato la quantificazione, mediante HPLC, dell’esposizione e della ritenzione di DEHP e di TOTM in pazienti dializzati, utilizzando, durante i cicli di dialisi, linee classiche in PVC-DEHP e nuove linee in PVC-TOTM. Materiali e metodi Il rilascio di DEHP e TOTM, durante le singole sezioni di dialisi, è stato determinato in 12 pazienti, di età variabile da 43 a 90 anni, con problemi renali cronici. Per ciascun paziente sono stati effettuati 3 prelievi di sangue in entrata (in), immediatamente prima dell’inizio del ciclo di dialisi, e in uscita (out), subito dopo la fine della seduta di dialisi. Il primo prelievo di sangue in ed out è stato effettuato utilizzando, durante la sessione di dialisi, le linee classiche in PVC-DEHP. Per il secondo prelievo sono state usate nuove linee in PVC-TOTM, mentre nel terzo prelievo sono stati usati linee ed aghi in PVC-TOTM. Le concentrazioni di DEHP e TOTM rilasciate durante le singole sessioni di dialisi (della durata di 3-4 ore) sono state determinate mediante HPLC, utilizzando una colonna a fase inversa C18 (150 x 3.2 mm) con diametro delle particelle di 5 µm (VYDAC DENALI, Labservice) per il DEHP e una colonna C18 (100 x 2 mm) con diametro delle particelle di 2 µm (TOSOH BIOSCIENCE, Labservice) per il TOTM. L’estrazione dei plasticizzanti è stata effettuata secondo la metodica descritta da Kambia et al. (1). Risultati La quantità di plasticizzante presente nel plasma in tende ad aumentare nel plasma out, in seguito all’esposizione di DEHP/TOTM dovuta ai cicli di dialisi. La concentrazione iniziale media di DEHP riscontrata nel
plasma in dei pazienti era 0.20 ± 0.2 µg/ml, con valori variabili da 0.061 a 0.7 µg/ml nel I prelievo, mentre la quantità di DEHP presente nel plasma out in seguito all’utilizzo delle linee classiche in PVC-DEHP durante la sessione di dialisi era di 0.60 ± 0.36 µg/ml. Anche se alcune parti del dispositivo per dialisi erano rimaste in PVC-DEHP, in tutti i pazienti si è verificata una riduzione della concentrazione di DEHP nel sangue in seguito all’uso delle nuove linee ed aghi per dialisi in PVC-TOTM. La concentrazione di TOTM nel II e III prelievo presentava valori medi di 0.03 ± 0.01 µg/ml nel plasma in e di 0.08 ± 0.03 µg/ml nel plasma out. L’esposizione media di DEHP (181.2 ± 114.2 mg), rilevata durante il primo prelievo, si è più che dimezzata nel secondo prelievo (77.6 ± 32.7 mg) e si è ridotta ad un terzo (49.7 ± 21.9 mg) nel terzo prelievo (fig. 1). Fig. 1 – Esposizione al DEHP nel plasma dei pazienti nei tre cicli di dialisi. L’esposizione media al TOTM in seguito al suo rilascio durante il ciclo di dialisi era di circa 23.1 ± 7.5 mg nel II prelievo e 21.8 ± 6.7 mg nel III prelievo (fig. 2). La quantità di plasticizzanti ritenuta dai pazienti è stata determinata calcolando la differenza tra la concentrazione riscontrata nel plasma out ed in e moltiplicandola per il flusso medio del plasma. La quantità media di DEHP ritenuto nel primo prelievo è stata di 122.5 ± 111.4 mg. Nel II e III terzo prelievo i valori di ritenzione si sono abbassati, riducendosi rispettivamente ad un terzo (45.2 ± 31.4 mg) ed un quarto (25.79 ± 20.1 mg).
1 2 3 4 5 6 7 8 9 10 11 12III Prel. R
II Prel. RI Prel. R
0
50
100
150
200
250
300
350
400
conc
entra
zione
(mg)
pazienti

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P49/18
- 396 -
Fig. 2 – Esposizione al TOTM nel plasma dei pazienti Come l’esposizione, anche la ritenzione media del TOTM in entrambi i prelievi era simile, con valori di 14.5 ± 7.8 mg e 11.7 ± 7.0 mg nel II e III prelievo rispettivamente. Conclusioni La quantità di DEHP presente in soggetti sani (0.3 ± 0.1 µg/ml, con valori variabili da 0.17 a 0.47 µg/ml), determinata analizzando il plasma di volontari, è risultata più alta di quella dei pazienti e rappresenta l’inquinamento ambientale di DEHP. Tale differenza di valori tra pazienti e volontari potrebbe essere spiegata dalle proprietà enzimatiche induttive del DEHP e/o MEHP, il suo principale metabolita, soprattutto attraverso autoinduzione del suo metabolismo (2,3). Tuttavia questo plasticizzante, in pazienti sottoposti a dialisi, accumulandosi nel tempo, potrebbe comportare effetti tossici a lungo termine. I nostri dati indicano che si verifica una netta diminuzione nel rilascio di DEHP quando si usano le nuove linee in PVC-TOTM, a cui fa riscontro un rilascio in TOTM molto basso. Dal confronto dei nostri dati con quelli riportati in letteratura si osserva una grande variabilità di valori per l’esposizione di DEHP, infatti,
per ciclo di dialisi, Gibson et al. (4) hanno trovato un intervallo di valori di 9-150 mg, Pollack et al. (5) hanno stimato valori compresi tra 23,8 e 360 mg, Kambia et al. (3) hanno riportato intervalli di valori di DEHP di 55-166.21 mg (linee per dialisi in PVC-DEHP) e di 37.55-49.20 mg (linee in PVC-TOTM-DEHP). La ragione di questa discrepanza di valori può essere dovuta a variazioni nel contenuto di DEHP o TOTM delle linee e/o a differenze nei protocolli di dialisi e di determinazione dei plasticizzanti. Se si considerano tre sessioni di dialisi a settimana, l’utilizzo delle linee in PVC-DEHP comporterebbe un’esposizione annua al DEHP di circa 26,1 g, mentre con le linee in PVC-TOTM si avrebbe un’esposizione annua di 3.3 g per il TOTM e di 11.2 g per il DEHP. Alla luce dei risultati, gran parte dell’esposizione al DEHP in campo biomedicale può essere evitata usando PVC plasticizzato con TOTM. E’ auspicabile, inoltre, lo sviluppo di altri plasticizzanti a più alto peso molecolare rispetto al TOTM in modo che il loro rilascio dal PVC sia prossimo allo zero o l’utilizzo di altri materiali che non contengono ftalati o altri plasticizzanti. Bibliografia 1. K. Kambia, T. Dine, B. Gressier, A.-F. Germe, M. Luyckx, C. Brunet, L. Michaud, F. Gottrand, Journal of Chromatography B, 755, 297-303 (2001). 2. M.A. Faouzi, T. Dine, B. Gressier, K. Kambia, M. Luyckx, D. Pagniez, C. Brunet, M. Cazin, A. Belabed, J.C. Cazin, International Journal of Pharmaceutics, 180,113-121 (1999). 3. K. Kambia, S. Bah, T. Dine, R. Azar, P. Odou, B. Gressier, M. Luyckx, C. Brunet, L. Ballester, M. Cazin, J.C. Cazin, International Journal of Pharmaceutics, 229, 139-146 (2001). 4. T.P. Gibson, W.A. Briggs, B. Boone, Journal of Laboratory and Clinical Medicine, 87, 519-524 (1976). 5. G.M. Pollack, J.F. Buchanan, R.L. Slaughter, R.K. Kohli, D.D. Shen, Toxicology and Applied Pharmacology, 7, 257-267 (1985).
1 2 3 4 5 6 7 8 9 10 11 12II Prel. E
III Prel. E
0
5
10
15
20
25
30
35
conc
entra
zione
(mg)
pazienti

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P50/18
- 397 -
PIROLISI DI MATERIALI DA IMBALLAGGIO IN TETRAPACK PER LA PREPARAZIONE DI CARBONI ATTIVI
T. Ferreri1, C. Puglisi1, F. Samperi1, D. Zampino1, A. Bonaccorso1, C. Crisafulli2
1 CNR - Istituto di Chimica e Tecnologia dei Polimeri, viale Regina Margherita 6, 95123 Catania, Italy; e-mail: [email protected] 2 Dipartimento di Chimica, Università di Catania, viale Andrea Doria, 6, 95125 Catania, Italy
Introduzione I rifiuti solidi urbani (RSU) e quelli speciali (RS) rappresentano oggi una problematica che riguarda tutte le comunità ed implica non poche difficoltà, sia economiche che ambientali. In tutto il mondo sono giornalmente consumati differenti prodotti alimentari confezionati ed una buona parte di questi, specialmente quelli liquidi, sono in contenitori TetraPak. La forte valenza data in ambito dell’UE ad azioni programmaticamente attente alla tutela del bene ambientale, in cui la valutazione dei costi ambientali sia parte integrante dei piani di fattibilità e di azioni per la mitigazione degli impatti ambientali derivati dai RSU costituisce un volano per ricerche volte allo sviluppo di metodologie innovative per il riciclo dei materiali (1-6). In questo lavoro, realizzato nell’ambito di un progetto approvato dalla Regione Sicilia, vengono presentati risultati preliminari per la preparazione di carboni attivi mediante pirolisi di cartoni per bevande in TetraPack: un multistrato costituito da polietilene (20%), carta (75%) ed alluminio (5%). Materiali e metodi In questo studio sono stati utilizzati cartoni di Tetrapak contenenti latte a lunga conservazione, di diversi caseifici. Per eliminare i residui di latte, i cartoni sono stati lavati con acqua distillata, asciugati con carta assorbente e tenuti per una notte in stufa a 70°C. In seguito sono stati triturati e ridotti in polvere in atmosfera di azoto. Per effettuare la pirolisi dei campioni in polvere si è utilizzato un reattore verticale metallico da laboratorio “batch” (2 cm di diametro) (Fig. 1). Fig. 1 – Reattore da laboratorio “batch”. Tale reattore è riscaldato in un forno tubolare, e presenta due fori dai quali è possibile l’ingresso di azoto, per lavorare in atmosfera controllata, e la fuoriuscita di eventuali prodotti volatili che si possono formare durante la pirolisi. Il processo di pirolisi, che consiste in una degradazione termica in atmosfera inerte di azoto, consente il cracking
termico della componente organica, la produzione di una frazione solida (carbone) e di una componente volatile, in parte condensabile. Si sono testate varie condizioni e metodi di pirolisi. L’analisi Termogravimetrica (TGA Q500, TA Instrument) di campioni di TetraPack tal quali (Fig. 2) ha consentito di determinare le temperature ottimali di lavoro (500-550°C).
Fig. 2 – Termogramma di un campione di TetraPack Tal Quale Il carbone ottenuto dopo il processo di pirolisi mostrava la presenza di alluminio, che non si ossida nelle condizioni di pirolisi utilizzate. Per questo motivo i campioni di carbone ottenuti sono stati pesati e di volta in volta introdotti in una beuta con un eccesso di KOH 10 N, portati alla temperatura di 60°C e tenuti in agitazione fino a quando tutto l’alluminio si è convertito in alluminato di potassio. La frazione solida (carbone) ottenuta, dopo filtrazione e lavaggi in acetone e in acqua, è stata asciugata in stufa per una notte a 70°C. I campioni di carbone finali sono stati pesati nuovamente per verificarne la perdita in peso e attivati in un reattore di quarzo a diverse temperature e con differenti rapporti di CO2/He, valutandone di volta in volta la perdita in peso. Si sono effettuate analisi di area superficiale attraverso il “metodo BET”, sviluppato da Brunauer Emmett e Teller, che si basa sul principio di adsorbimento di gas. La misura si effettua a basse temperature e pressioni (-178°C) e consiste nella valutazione del volume V di gas (He/CO2) adsorbito dal solido a varie pressioni (P) inferiori alle pressione di saturazione Ps da cui si calcola il volume teorico di uno strato monomolecolare adsorbito (Vm). L’equazione di BET utilizzata per tale calcolo è la seguente: P/V(Ps-P) = 1/VmC + (C-1)P/VmCPs

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P50/18
- 398 -
0
100
200
300
400
500
600
700
AREA SUPERFICIALE
(m2/g)
30 31 34 35CAMPIONI
Risultati L’analisi dei termogrammi eseguiti in fase preliminare su campioni di tetrapak non trattati (Fig. 2), ha fatto rilevare che le temperature ottimali di lavoro sono di 500-550°C, in quanto a queste temperature la cellulosa e il polietilene pirolizzano dando una resa in carbone soddisfacente (40%). Per tentare di migliorare la resa ed ossidare direttamente nel reattore di pirolisi l’alluminio, sono fatte delle prove aggiungendo KOH 10 N nel reattore, mantenendo in agitazione. Come si evince dalla fig. 3 la resa effettivamente è migliorata ma solo una parte di alluminio viene ossidata nei rispettivi alluminati di potassio.
Fig. 3 – Termogrammi di TetraPack Tal Quale e di TetraPak pirolizzato in presenza di KOH 10 N (w/w 1:1) a 470 °C per 60 min Il confronto dei risultati di campioni ottenuti col metodo dinamico e con quello statico ha fatto rilevare che l’eliminazione totale dell’alluminio e un valore di area superficiale maggiore si ottiene con il metodo statico, anche se quest’ultimo presenta una resa minore. In fig. 4 sono riportati i valori di area superficiale ottenuti da campioni pirolizzati col metodo statico, ma in differenti condizioni di temperatura e durata di pirolisi. Il campione 35, ottenuto a temperatura di 520 °C e 120 min di pirolisi, presenta l’area superficiale più alta ma una resa bassa.
Fig. 4 – Valori di area superficiale per alcuni campioni pirolizzati col metodo statico Conclusioni Alla luce dei risultati ottenuti, i valori di area superficiale sono promettenti in quanto il Tetrapak è costituito per il 75% da carta, la cui fibra proviene da alberi di piccole dimensioni o da parti di scarto che non sono utilizzate come legname. E’, infatti, la lignina, che nella cellulosa è presente in piccola percentuale, a conferire un’alta area superficiale ai materiali. Ulteriori studi saranno rivolti sia alla messa a punto di metodiche per il miglioramento della resa in carbone e delle dimensioni dei pori, che allo stato attuale sono dell’ordine di micron, sia per le analisi della frazione condensabile utilizzabile in campo energetico. Bibliografia 1. L. Khezami, A. Chetouani, B. Taouk, R. Capart, Powder Technology, 157, 48-56 (2005). 2. A. Ahmadpour, D.D. Do, Carbon, 34, 471-479 (1996). 3. Zhonghua Hu, M.P. Srinivasan, Microporous and Mesoporous Materials, 27, 11-18 (1999). 4. E. Jakab, O. Faix, F Till, Journal of Analytical and Applied Pyrolysis, 40-41, 171-186 (1997). 5. R.K. Sharrma, J.B. Wooten, V.L. Baliga, X. Lin, W.G. Chan, M.R. Hajaligol, Fuel, 83 (11-12) 1469-1482 (2004). 6. H. Marsh, D.S. Yan, T.M. O’Grady, A. Wennerberg, Carbon, 22, 603-611 (1984).
Tetrapak TQ Tetrapak Pirolizzato con KOH

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P52/18
- 399 -
MALDI INVESTIGATION OF NY6 AND NY66 THERMO-OXIDARION PRODUCTS S.Carroccio1, G.Scaltro1, T.Ferreri1, G.Montaudo2, C.Puglisi1
1Istituto per la Chimica e la Tecnologia dei Polimeri, CNR,Viale A.Doria 6, 95125-Catania; e-mail: [email protected] 2 Dipartimento di Scienze Chimiche, Viale A. Doria 6, 95125-Catania
Introduction Nylons find wide application as engineering plastics and fiber material and during their normal use they are exposed to heat and sunlight. Thermo-oxidation of Ny6 and Ny66 has been provided in the past by investigations that used mainly UV, IR and wet chemistry methods1. Conventional analytical techniques, such as UV and IR, might prove inadequate in providing exhaustive information on the molecular structure of the complex mixture of compounds present in the thermo-oxidized Ny6 samples, because molecules formed in the thermo-oxidation processes are often very reactive, do not accumulate and are present only in minor amounts among the reaction products. The high sensitivity of MALDI-TOF MS technique makes it suitable for studying polymer degradation processes2,3. The procedure involves the collection of MALDI spectra at different irradiation times and/or temperature to observe the structural changes induced by heat or light under an oxidizing atmosphere. The polymer sample can be directly analyzed and the recorded MALDI spectrum arises from a mixture of non-oxidized and oxidized chains. In the present work Ny6 and Ny66 samples, with number average molar mass of 19.100 and 27.000 Da, respectively, were heated in presence of air at 180°C up to 168 hours and 250°C up to 240 minutes. The soluble portions of thermo-oxidized samples were analyzed by MALDI-TOF technique. Results In Figure 1a is shown a portion of virgin Ny6 MALDI spectrum. The five MALDI peaks in Figure are due to only three oligomers: i) sodiated ions of cyclic Ny6 chains (m/z 1153.8, 1266.9); ii) sodiated ions of linear oligomers terminated with carboxyl at one end and with amino groups at the other end (m/z 1171.8); iii) sodiated ions of linear oligomers terminated with carboxyl at one end and with benzoyl groups (capping agent) at the other end (m/z 1162.8). The intensity of the peaks corresponding to cyclic oligomers (1153.8+113.15 Da) decreases sensibly at higher masses, as well as the intensity of the peaks corresponding to the end-capped oligomers at m/z 1162.8+113.15 Da. Therefore, the MALDI spectrum of the original Ny6 indicates that the sample under investigation is mainly constituted of linear chains terminated with carboxyl groups at one end and amino groups at the other end.
Figure 1 (a-b). MALDI-TOF Mass spectra in the mass range 1160-1270 Da of Ny6 sample thermo-oxidised at 180°C for 0 (a) and (b) 60 minutes. In Figure 1b is reported the MALDI-TOF Mass spectrum of Ny6 sample thermo-oxidized at 180°C for 60 minutes. It is possible to appreciate a sensible increment of peaks with respect to the unheated Ny6 sample. This indicates that thermal oxidation reactions have occurred, producing new compounds that are detected and differentiated by the MALDI analysis. Nearly 21 species are present in the mass spectrum of the oxidized sample, as compared to the only four in the original Ny6 sample. All these peaks correspond to sodiated and protonated ions of oxidized Ny6 oligomers and they have been assigned to specific oligomer structures and oxidation pathways. The peaks at m/z 1161.8, 1169.8, 1170.8, 1184.8 and 1185.8 belong to species containing amide terminal groups. The peak at m/z 1198.8 can be assigned to oligomers with –NHCHO end groups, whereas the intense peak at 1254.9 Da is due to oligomers having amide/butanoic end groups.
1153.8
1162.81171.8
1244.9
1266.9
1160 1180 1200 1220 1240 1260
(a)
1158.8
1170.8
1176.8
1185.81198.8
1213.8 1233.8
1244.9
1255.9
1261.9
1266.9
1160 1180 1200 1220 1240 1260
1153.8
(b)
1153.8
1162.81171.8
1244.9
1266.9
1160 1180 1200 1220 1240 1260 1160 1180 1200 1220 1240 1260
(a)
1158.8
1170.8
1176.8
1185.81198.8
1213.8 1233.8
1244.9
1255.9
1261.9
1266.9
1160 1180 1200 1220 1240 1260
1153.8
1158.8
1170.8
1176.8
1185.81198.8
1213.8 1233.8
1244.9
1255.9
1261.9
1266.9
1160 1180 1200 1220 1240 12601160 1180 1200 1220 1240 1260
1153.8
(b)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P52/18
- 400 -
Figure 2 (a-b). MALDI-TOF Mass spectra in the mass range 1150-1400 Da of Ny66 sample thermo-oxidised at 250°C for 0 (a) and (b) 30 minutes. In Figure 2a is reported an expanded portion of the total Ny66 spectrum whereas in Figure 2b is reported MALDI spectrum of thermo-oxidized sample at 250°C for 30 minutes. The MALDI peaks in Figure 2a belong to four mass series: i) sodiated and protonated ions of cyclic Nylon 66 chains (species at m/z 1153.8 and 1357.9); ii) sodiated ions of linear oligomers terminated with carboxyl at one end and with amino groups at the other end (species at m/z 1171.8); iii) sodiated ions of linear oligomers terminated with two amino groups at the ends (species at m/z 1269.8); iiii) sodiated ions of linear oligomers terminated with two carbonyl groups at the ends (species at m/z 1299.9). The cyclic oligomers are still present in the MALDI spectrum of thermo-oxidized Ny66 sample, whereas the linear chain NH2/OH terminated disappeared as well as the NH2/NH2 and OH/OH terminated oligomers. The peaks at m/z 1167.8, 1168.8, 1280.9 and 1281.9 are assigned to species having ciclopentanone as end group. The peaks at m/z 1169.8, 1170.8, 1184.8, 1185.8 and 1298.9 belong to species containing amide terminal groups. The peak at 1170.8 Da might be, alternately, assigned to oligomers having acid end groups at one end and aldehyde end group at the other end. The most relevant peak at m/z 1297.8 belong to species having amide end group at both end, whereas the peak at 1367.9 Da is due to species terminated with amide/pentanoic groups. The peak at m/z 1186.8 can be assigned to oligomers terminated with pentanoic acid groups at one end and butanoic group at the other end. The intense peak at m/z 1198.8, as well as the peak at 1325.9 Da, can be assigned to oligomers terminated by –NHCHO functional groups. Thermal Oxidation Mechanisms A detailed map of the processes and of the end groups generated by the hydroperoxide decomposition in Ny6 and Ny66 molecules is given in Scheme 1. The hydroperoxides initially formed undergo thermal
degradation at 180°C to produce imide units inside the chain plus aldehyde, acid and amide end groups. In analogy to what has been observed in the photo oxidation studies of Ny6 an Ny66 3, the formation of inner imide functional groups is postulated in Scheme 1. However, the imide group is quickly hydrolysed at 180°C by the water generate in the bulk of the film. Thus imide species are not present among the oxidation products. Scheme 2 reports the mechanism of formation of cyclopentanone end groups from Ny66. This thermal degradation process appears to be significant at temperatures above 250°C 4. Scheme 1
Scheme 2
REFERENCES 1. Roger, D.Sallet, J. Lemaire, Macromolecules 19, 579, 1986. 2. S.Carroccio, C.Puglisi, G.Montaudo Macromolecules, 35, 4297-4305, 2002. 3. S.Carroccio, C.Puglisi, G.Montaudo Macromolecules, 36, 7499, 2003. 4. C. Puglisi, S. Di Giorgi, G. Montaudo, F. Samperi, Polym. Degrad. & Stab., 78, 369 (2002).
1200 1250 1300 1350 Mass (m/z)
1153.8
1167.8 1185.8
1198.91280.9
1298.9
1367.9
1379.9
1268.9
(b)
(a)
1153.8
1171.81269.8 1299.9
1379.9
1357.9
Ny6,65
HO H Ny6,65
H2N(CH2)6NH H Ny6,65
HO CO(CH2)4COOHNy6,6
5
Ny6,66
1200 1250 1300 1350 Mass (m/z)1200 1250 1300 1350 Mass (m/z)
1153.8
1167.8 1185.8
1198.91280.9
1298.9
1367.9
1379.9
1268.9
(b)
1153.8
1167.8 1185.8
1198.91280.9
1298.9
1367.9
1379.9
1268.9
(b)
(a)
1153.8
1171.81269.8 1299.9
1379.9
1357.9
Ny6,65
HO H Ny6,65
H2N(CH2)6NH H Ny6,65
HO CO(CH2)4COOHNy6,6
5
Ny6,66
(a)
1153.8
1171.81269.8 1299.9
1379.9
1357.9
Ny6,65
HO H Ny6,65
H2N(CH2)6NH H Ny6,65
HO CO(CH2)4COOHNy6,6
5
Ny6,66
(CH2) CH NH
O OHnNHCO CO CO
(CH2) CHH
NHn CO
(CH2)n
X X
X XX
(CH2) CHOnX (CH2)NH COOHn
NH2CO(CH2)n
n 1(CH2) CH3X
X (CH2) CONHn CHO
(CH2) CHOH
NHnnX
NH2CO(CH2)n
(CH2)X COOHn
-OH.
H.
O2
H2O
O2
-H2O(CH2) CH NH
O OHnNHCO CO CO
(CH2) CHH
NHn CO
(CH2)n
X X
X XX
(CH2) CHOnX (CH2)NH COOHn
NH2CO(CH2)n
n 1(CH2) CH3X
X (CH2) CONHn CHO
(CH2) CHOH
NHnnX
NH2CO(CH2)n
(CH2)X COOHn
-OH.
H.-OH
.
H.
O2
H2O
O2
-H2O
NH(CH2)6NH
(b)
Ny66 Ny66CO CH CH2 CH2 CH2 CO NH (CH2)6 NHH
Ny66H2N (CH2)6 NH+
∆ C H Transfer
NH(CH2)6NHNy66 CO
O
NH(CH2)6NH
(a)
Ny66 CO CH CH2 CH2 CH2H
∆ 250°C H2O
NH(CH2)6NHNy66 CO
O
CO
OH

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P53/18
- 401 -
COMPARATIVE INVESTIGATION OF PHOTO – AND – THERMAL – OXIDATION PROCESSES IN POLY(BUTYLENE TEREPHTHALATE)
S. Carroccio1, G. Scaltro1, P. Rizzarelli1, C. Puglisi1, G. Montaudo2
1Istituto di Chimica e Tecnologia dei Polimeri - Consiglio Nazionale delle Ricerche; V.le A. Doria 6 - 95125 Catania, e-mail: [email protected]
2Dipartimento di Scienze Chimiche, Viale A. Doria 6, 95125-Catania
Introduction Thermal- and photo-oxidation processes occurring in poly(butylene terephthalate) (PBT) were investigated and compared in order to find out possible dissimilarities in the oxidation pathways of this polymer. The oxidation products were analyzed by Matrix Assisted Laser Desorption Ionization-Time of Flight mass spectrometry (MALDI TOF MS). Applications of MALDI to the study of polymer photo- and thermo-oxidation are quite recent, and involve the collection of MALDI spectra at different irradiation times and/or temperatures to observe the structural changes induced by heat or light under an oxidizing atmosphere. The polymer sample can be directly analyzed and the recorded MALDI spectrum arises from a mixture of non-oxidized and oxidized chains. The results obtained for the systems so far investigated by MALDI1 are highly informative, as compared with previous studies based on conventional techniques, yielding precise information on the size, structure, and end groups of molecules originated in the oxidation process. According to the structure of the oxidation products identified in this work, two thermal-oxidation processes and three photo-oxidation cleavages have been unambiguously ascertained to occur in PBT. Results PBT films, prepared by casting from 5% HFIP solution, were subjected to photo-oxidation by exposure at 70 °C in a UV accelerated chamber (Q-UV Panel) in atmospheric air, and the oxidative process was followed as a function of the exposure time. The PBT films were photo-oxidized at 70°C up to 168 hours and the soluble part was analyzed by viscometry. The Mv change of photo-oxidized PBT films shows a strongly molar mass decrease after 72 hours and at higher exposure time the Mv values level off. The PBT films were heated in the presence of air at 250 up to 180 minutes. In these conditions, the thermo-oxidative process was fairly rapid producing a noticible reduction of molar mass with the heating time, already after few minutes. In fact, after 7 minutes of thermo-oxidation process at 250°C the Mv value decreases of about 70%. These data confirm that the entire PBT films were involved in the thermo-oxidation process. After 10 minutes the Mv value increases reasonably as a consequence of crosslinking phenomena. The oxidation products were analyzed by Matrix Assisted Laser Desorption Ionization-Time of Flight mass spectrometry (MALDI TOF MS). In Figure 1 is reported the MALDI mass spectrum of the original PBT sample in the mass range 2000-12000 Da. The peaks belong to four different mass series, corresponding to sodiated macromolecular ions and the related assignments are reported in Figure 1.
Figure 1. MALDI mass spectrum of the original PBT sample in the mass range 2000-12000 Da. In Figure 2 is shown the MALDI mass spectrum, together with an expanded portion spanning over 220 Da (the mass of the PBT repeat unit), of the PBT film sample heated for 15 minutes at 250°C. From the inspection of the spectrum it is evident a gradual increment of the number of peaks with respect to the original sample (Figure1). This indicates that thermo-oxidation reactions have occurred, producing new compounds that are detected and differentiated by the MALDI analysis. According to the structure of the major oxidation products, the MALDI data acquired support preferentially the well known2 α-H abstraction process. The initial step in this process consists in a hydrogen abstraction from the methylene group adjacent to the ester linkage, leading then to the formation of a hydroperoxide intermediate. The latter decomposes to a more stable radical which may follow two different pathways (Scheme 1, Route 1 and 2).
Scheme 1. α-H abstraction mechanism in thermo and photo-oxidative process in the PBT sample.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P53/18
- 402 -
Figure 2. MALDI-TOF mass spectrum in the mass range of 1200-1800 Da of the thermo oxidized PBT sample at 250°C for 15 minutes with an expanded portion in the mass range 1230-1450 Da. According to the literature3, a second oxidation process could be observed. It should be related to crosslinking reactions that create byphenyl bridges most likely originated from the oxidative coupling of two phenyl rings between linear PBT chains. This reaction promotes the production of char-like structures and the gel formation during the thermo-oxidative process. In Figure 2 peaks appearing at m/z 1275, 1297, 1319 and 1341 have been univocally identified as chains having terephthalic acid at both ends with biphenyl moiety along the chain. In Figure 3 is shown the MALDI spectrum in the mass range 1280-1440 Da of PBT sample photo-oxidized at 70°C for 18h. The most prominent peak (Figure 3) is due to chains with terephthalic acid at both end (m/z 1289). MALDI data also evidence the presence of species at m/z 1375.4 containing 4-hydroxy-butanoic acid as chain end. All these groups originating from the α-H abstraction process with the subsequent scission at the α-CH bond (Scheme1, route 1). Not evidence is found supporting the rupture of the β-CH bond along the PBT chains (Scheme 1, route 2).The detection of ions at a distance of 22 mass units from the cyclic species (A, m/z 1343) suggests the occurrence of the β-Hydrogen transfer mechanism.
This process is also supported by the presence of the peaks at m/z 1415.4 assigned to chains with 1-4 butanediol at one end and butene at the other end. Even though crosslinking reactions were suggested by the literature3, in the spectrum of the photo-oxidized PBT sample these species are not actually found. An additional peak appears at m/z 1389. This peak should be correlated with a NORRISH I cleavage reaction at the ester bonds.
Figure 3. MALDI TOF mass spectrum recorded in reflectron mode, in the mass range 1280-1440 Da, of the PBT sample photo-oxidized for 18 hours at 70°C.
Conclusions A relevant amount of structural information on the thermo and photo-oxidation products of PBT has been extracted from the MALDI spectra reported herewith. According to the structure of the major thermo oxidation products, the MALDI data acquired support preferentially the α-H abstraction (Scheme 1, route 1 and 2) process as well as crosslinking reactions that create byphenyl bridges along the chains. The α-H abstraction mechanism is also the most relevant reaction during the photo-oxidative degradation of PBT. Moreover, our data evidence the occurrence of a β-hydrogen transfer mechanism as well as the NORRISH I photolytic scission. These reactions appear to be significant at higher exposure times. References 1. S. Carroccio, P. Rizzarelli, C. Puglisi, G. Montaudo, Macromolecules, 37, 6576-6586 (2004). 2. J. F. Rabek, Photodegradation of Polymers, Springer: New York (1996). 3. A. Rivaton, J-L Gardette, Die Angewandte Makromolekulare Chemie, 261/262, 173-188 (1998).
CO
CO
CO
CO
CO
CO
CO
COO2
∆
.CO O(CH2)4O CO O(CH2)4O.
+hν .CO O(CH2)4O CO O(CH2)4O
.
+hν
1280 1300 1320 1340 1360 1380 1400 1420 1440
1305.4
1333.4
1337.4
1343.4
CH25BT O (CH2)2CH COHOOC
1361.4
1365.4
COOOC CH25-+Na BT O (CH2)2CH
1375.4
1383.4
1415.4
CH25BT O (CH2)2CH H
1433.41389.4
OHC6
BT OH
1289.4
1311.4
1280 1300 1320 1340 1360 1380 1400 1420 14401280 1300 1320 1340 1360 1380 1400 1420 1440
1305.4
1333.4
1337.4
1343.4
CH25BT O (CH2)2CH COHOOC
1361.4
1365.4
COOOC CH25-+Na BT O (CH2)2CH
1375.4
1383.4
1415.4
CH25BT O (CH2)2CH H
1433.41389.4
OHC6
BT OH
1289.4
1311.4

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P54/18
- 403 -
MALDI/TOF-MS INVESTIGATION OF THERMAL-OXIDATION MECHANISMS IN BIODEGRADABLE POLYESTERS. POLY(BUTYLENE SUCCINATE)
P. Rizzarelli1, S. Carroccio1, G. Montaudo2, C. Puglisi1, R. Rapisardi1
1Istituto di Chimica e Tecnologia dei Polimeri - Consiglio Nazionale delle Ricerche; V.le A. Doria 6 - 95125 Catania. e-mail: [email protected]
2Dipartimento di Scienze Chimiche, V.le A. Doria, 6 - 95125 Catania
Introduction Aliphatic polyesters are among the most promising candidates for biodegradable materials1 in agricultural and sanitary fields, as well as in packaging applications. Polymers of this type have already been introduced onto the market and their relevant performances are currently under scrutiny. Degradation properties are among the most important in aliphatic polyesters, and recently biodegradation studies of polyesters containing butylenes succinate, butylene sebacate, or butylene adipate units2–3 and photooxidation studies of poly(butylene succinate)4 have been published. The study of the oxidation processes of this class of polymers is relevant for the understanding of aging during the processing as well as their life time. Applications of matrix-assisted laser desorption ionization time-of-flight mass spectrometry (MALDI-TOF MS) to the study of polymer thermo-oxidation are quite recent, and involve the collection of MALDI spectra at different temperatures to observe the structural changes induced by heat under an oxidizing atmosphere. The polymer sample can be directly analyzed and the recorded MALDI spectrum arises from a mixture of non-oxidized and oxidized chains. The results obtained for the systems so far investigated by MALDI are highly informative, as compared with previous studies based on conventional techniques, yielding precise information on the size, structure, and end groups of molecules originated in the oxidation process. In this work, poly(butylene succinate) (PBSu) and Bionolle 1001 films were subjected to thermal-oxidation and the oxidation products were analyzed by MALDI. Results PBSu thermal-oxidation was performed on films obtained by casting on the walls of glass vessels heated for 0.5, 1, 2, 2.5, 3, 3.5, 5 and 6 hours at 170°C, in atmospheric air. The oxidative process was followed as a function of the degradation time by Size Exclusion Chromatography (SEC) and MALDI TOF mass spectrometry. MALDI-TOF mass spectra were recorded in reflector mode using a Voyager-DE STR (Applied Biosystem) mass spectrometer equipped with a nitrogen laser emitting at 337 nm with a 3-ns pulse width and working in positive ion mode. The accelerating voltage was 20 kV; the grid voltage and the delay time were optimized for each sample to achieve the higher molar mass values. The laser irradiance was maintained slightly above threshold. 2-(4-Hydroxyphenilazo) benzoic acid (HABA) (0.1 M in THF/CHCl3) was used as matrix. Appropriate volumes of polymer solution (5 mg/mL in CHCl3) and matrix solution were mixed to obtain a 2:1, 1:1, and 1:2 ratios (sample/matrix v/v). 1
µL of each sample/matrix mixture was spotted on the MALDI sample holder and slowly dried to allow matrix crystallization. Thermal-oxidation produced a sensible reduction of the molar mass of the polyesters (Figure 1), promoting the formation of PBSu oligomers with different end groups. Figure 1. Molar mass changes of PBSu and Bionolle 1001 films as a function of the degradation time Figure 2 shows the MALDI-TOF mass spectra, after the deisotoping procedure, in the mass range m/z 1220-1400, of the (a) original PBSu sample and thermo-oxidized at 170 °C for (b) 1h and (c) 2h. Figure 2. MALDI mass spectra, in the m/z range 1220-1400, of the (a) original PBSu sample and thermo-oxidized at 170 °C for (b) 1h and (c) 2h.
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
110000
Mw
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
P(BSu)
Bionolle
Degradation time (h)
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
110000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
110000
Mw
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.00.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
P(BSu)
Bionolle
Degradation time (h)
BSu
OHH7
Na+BSu O(CH2)4OH
H 7 Na+
BSu O(CH2)3COOHHOCO(CH2)2CO 6Na+
BSu O(CH2)3COOHH
7Na+
BSu OHHOCO(CH2)2CO 7Na+
1227
1243 1245 1317
12591331 1345
1227
1243 1245 1317
1399
1399
K+ BSu 7
1250 1300 1350 1400
m/z
1250 1300 1350 1400
(a)
(b)
(c)
1227
1229
1231
1259
1243
1257
13991245
1267
1273
12751281 1301 1303
13151317
13311343
1345
1359
1389
1387
13671361
1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400
Na+BSu 7
BSu
OHH7
Na+BSu O(CH2)4OH
H 7 Na+
BSu O(CH2)3COOHHOCO(CH2)2CO 6Na+
BSu O(CH2)3COOHH
7Na+
BSu OHHOCO(CH2)2CO 7Na+
1227
1243 1245 1317
12591331 1345
1227
1243 1245 1317
1399
1399
K+ BSu 7
1250 1300 1350 1400
m/z
1250 1300 1350 1400
(a)
(b)
(c)
1227
1229
1231
1259
1243
1257
13991245
1267
1273
12751281 1301 1303
13151317
13311343
1345
1359
1389
1387
13671361
1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400
1227
1229
1231
1259
1243
1257
13991245
1267
1273
12751281 1301 1303
13151317
13311343
1345
1359
1389
1387
13671361
1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400
Na+BSu 7 Na+BSu 7

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P54/18
- 404 -
All the peaks correspond to PBSu oligomers with a variety of end groups, and they have been assigned to specific oligomer structures. The identification of the structure and of end groups attached to the oligomers produced in the oxidation process is of outmost importance, since the end groups may reveal the particular mechanism that has been active in the oxidation process. The four MALDI peaks in Figure 2a are due to only three oligomers: (i) sodiated (m/z 1228) and potassiated (m/z 1244) ions of cyclic PBSu chains; (ii) sodiated ions of linear oligomers terminated with carboxyl at one end and with hydroxyl groups at the other end (m/z 1246); (iii) sodiated ions of linear oligomers terminated with hydroxyl groups at both ends (m/z 1318). The MALDI spectra (after deisotoping) of the PBSu sample oxidized at 170 °C for 1h and 2h (Figures 2b and 2c) evidence the appearance of several new peaks. According to the structure of the oxidation products identified, a α-H abstraction mechanism have been unambiguously ascertained to occur in PBSu and in Bionolle 1001, a process active in several other polymeric materials. The initial step in this process consists of a hydrogen abstraction from the methylene group adjacent to the ester linkage, leading then to the formation of a hydroperoxide intermediate. Remarkably the hydroperoxide intermediate (I) decomposes by radical rearrangement reactions, summarized in Scheme 1, via the hydroxy ester (III) as well as the radical (II) and generates the PBSu oxidation products observed in the MALDI spectra. Furthermore, the occurrence of some ions has been related to the formation of anhydride bonds along the polymer chains (Scheme 1).
Scheme 1. Overall thermal-oxidation processes in PBSu
In Figure 3a-c are shown expanded portions of the deisotopized MALDI spectra of the original Bionolle 1001 sample and thermo-oxidized at 170 °C for (b) 2h and (c) 4h. The spectrum of the original Bionolle 1001
sample is similar to that of PBSu in Figure 2a, except for the ions at m/z 1314, unambiguously assigned to an oligomer bearing urethane units. The presence of urethane linkage confirms that hexamethylene diisocyanate was used in the synthetic procedure as chain extender to increase the molar mass. The urethane units undergo α-H abstraction processes and the hydroperoxide decomposition occurs leading to the formation of two additional oligomers at m/z 1288 and 1388 (Figure 3b-c). Figure 3. MALDI mass spectra, in the m/z range 1220-1400, of the (a) original Bionolle 1001 sample and thermo-oxidized at 170 °C for (b) 2h and (c) 4h.
Conclusions MALDI-TOF mass spectrometry has been found to be an appropriate method to determine the structure of the molecules produced in the thermo-oxidative degradation of PBSu at 170 °C. The MALDI spectra present many new well-resolved peaks, which provide information on the structure and end groups of the oxidation products. The MALDI peaks have been assigned to sodiated oxidized polymer chains originated from the hydroperoxide intermediate (I) decomposition by radical rearrangement reactions (Scheme 1) via the hydroxy ester (III) as well as the radical (II). These oligomers had not been revealed before.
References 1. R. A. Gross, B. Kalra, Science, 297, 803 (2002) 2. P. Rizzarelli, G. Impallomeni, G. Montaudo, Biomacromolecules, 5, 433 (2004) 3. P. Rizzarelli, C. Puglisi, G. Montaudo, Polym. Degrad. Stab., 85, 855 (2004) 4. S. Carroccio, P. Rizzarelli, C. Puglisi, G. Montaudo, Macromolecules, 37, 6576 (2004)
OH
CO(CH2)2COOCHCH2(CH2)2OCO(CH2)2COO
O
CO(CH2)2COO--CH--(CH2)3OCO(CH2)2CO
.
CO(CH2)2COO.
– OH.
+ O2
+
CO(CH2)2COOH+ H.
3 4
3
4
+ H.
H O
CO(CH2)2COO--CH--(CH2)3OCO(CH2)2CO
– H2O
CO(CH2)2COOH + HCO(CH2)3OCO(CH2)2CO
HOCO(CH2)3OCO(CH2)2CO
+ O2
OCHO
CO(CH2)2CO
O(CH2)2CH3
+
1 2
1
2
CO(CH2)2- -(CH2)3OCO(CH2)2COO OC-O-C
CO(CH2)2COO(CH2)3CHO
CO(CH2)2COO(CH2)3COOH
CO(CH2)2COOCHO
COO(CH2)2CH2.
+
+ O2
+ H.
+ O2
O(CH2)2CH2O OH
- H2O
O(CH2)2CHO
O(CH2)2COOH
+ H.
– OH.
+ H.O(CH2)3OH
– CO2 CO(CH2)2COOH
O(CH2)2CH3
(IV)
(I)
(II)
OH
CO(CH2)2COOCHCH2(CH2)2OCO(CH2)2COO
O
CO(CH2)2COO--CH--(CH2)3OCO(CH2)2CO
.
CO(CH2)2COO.
– OH.
– OH.
+ O2
+
CO(CH2)2COOH+ H.
3 4
3
4
+ H.
H O
CO(CH2)2COO--CH--(CH2)3OCO(CH2)2CO
– H2O
CO(CH2)2COOH + HCO(CH2)3OCO(CH2)2CO
HOCO(CH2)3OCO(CH2)2CO
+ O2
OCHO
CO(CH2)2CO
O(CH2)2CH3
+
1 2
1
2
CO(CH2)2- -(CH2)3OCO(CH2)2COO OC-O-C
CO(CH2)2COO(CH2)3CHO
CO(CH2)2COO(CH2)3COOH
CO(CH2)2COOCHO
COO(CH2)2CH2.
+
+ O2
+ H.
+ O2
O(CH2)2CH2O OH
- H2O
O(CH2)2CHO
O(CH2)2COOH
+ H.
– OH.
+ H.O(CH2)3OH
– CO2 CO(CH2)2COOH
O(CH2)2CH3
(IV)
(I)
(II)
1227
12291243
1245
1231 12671259
1399
1288 1299 1331
13451317
1309
≈
≈
(a)
(b)
(c)1227
1399
1245
12431231
1229
128812731267
12591317
13131299 1331
1345
1371 1388
≈
≈
1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400m\z
nBSu OHH2NCO
nBSu OHHOOC(CH2)4HNCO
1314
1299
∼∼
1227
1245
1267
1317
1345
O(CH2)4OCONH(CH2)6NHCO6
BSu
1227
12291243
1245
1231 12671259
1399
1288 1299 1331
13451317
1309
≈
≈
(a)
(b)
(c)1227
1399
1245
12431231
1229
128812731267
12591317
13131299 1331
1345
1371 1388
≈
≈
1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 14001220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400m\z
nBSu OHH2NCO
nBSu OHHOOC(CH2)4HNCO
1314
1299
∼∼ ∼∼
1227
1245
1267
1317
1345
O(CH2)4OCONH(CH2)6NHCO6
BSu

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P55/18
- 405 -
SYNTHESIS, CHARACTERIZATION AND SOIL BURIAL DEGRADATION OF ALIPHATIC POLY(ESTER AMIDE)S
P. Rizzarelli, M. Cirica, G. Pastorelli, C. Puglisi
Istituto di Chimica e Tecnologia dei Polimeri - Consiglio Nazionale delle Ricerche; V.le A. Doria 6 - 95125 Catania e-mail: [email protected] Introduction Aliphatic poly(ester amide)s constitute a new class of environmentally friendly polymers that can combine the convenient mechanical and thermal properties of polyamides, resulting from the hydrogen bonds between amide groups, and the extensive biodegradability of polyesters, leading to materials that enjoy better end-use and processing with respect to aliphatic polyesters. Several poly(ester amide)s have been recently proposed and their promising performances are at present under evaluation. A commercial series of poly(ester amide)s has been circulated with the trade name BAK, based on adipic acid, caprolactone and hexamethylene diamine as the amide components and 1,4-butanediol and ethylene glycol as the ester components. We have performed the synthesis and the structural characterization of a set of poly(ester amide)s, obtained from sebacic acid and amino alcohols, with and without the use of a chain extender. Furthermore we have investigated their weight loss under controlled soil burial conditions. P(HB), P(HB-co-HV) 76/24, PCL and two Bionolle commercial samples were also studied for comparison. Results Poly(ester amide)s, whose structures are shown in Table 1, were synthesized by sebacic acid and amino-alcohols of different chain lengths starting from stoichiometric amounts of reagents, or using an excess of amino-alcohol. High molecular weight poly(ester amide)s were obtained using a single-step polycondensation procedure (PEA1, PEA2, PEA3), in the presence of tin(II) 2-ethylhexanoate, otherwise by means of a two step polymerization method, including polycondensation and chain extension reactions (PEA4 HMDI2, PEA4 HMDI3, PEA4 HMDI4, PEA-pr HMDI, PEA-bu HMDI, PEA-es HMDI).
Tab. 1: Repeat units of the poly(ester amide) samples.
Poly(ester-amide) structures PEA −O(CH2)2NHCO(CH2)8CO− or
−NH(CH2)2OCO(CH2)8CO− PEA-pr −O(CH2)3NHCO(CH2)8CO− or
−NH(CH2)3OCO(CH2)8CO− PEA-bu −O(CH2)4NHCO(CH2)8CO− or
−NH(CH2)4OCO(CH2)8CO− PEA-es −O(CH2)6NHCO(CH2)8CO− or
−NH(CH2)6OCO(CH2)8CO− In the synthesis of PEA1, described as an example, a three-necked flask, equipped with an agitator, a condenser, a thermometer, and a gas introduction tube was charged with 4.04 g (0.02 mol) of sebacic acid, 1.22 g (0.02 mol) of 1,2-
amino ethanol and 0.016 g (4 × 10-5 mol) of tin(II) 2-ethylhexanoate. The flask was placed in a silicone oil bath and the temperature was raised to 160°C and the mixture was kept, under nitrogen atmosphere, at this value for 30 minutes. Reaction was then continued, under nitrogen atmosphere, at 180°C for 3 hours. Chain-linking polymerization of low molecular weight polymers (PEA4, PEA-pr, PEA-bu, PEA-es) was carried out in a three-necked flask equipped with an agitator, a thermometer, with nitrogen inlet and outlet tubes for nitrogen atmosphere, using 1,6-hexamethylene diisocyanate (HMDI) as a chain extender. The polymerizations were carried out at 180-200 °C, from 30 minutes up to 3 hours. Typically, 1 g of the dried prepolymer powder was charged into the reactor, the temperature was raised 5-10°C above the melting temperature. After the prepolymer was completely molten, the chain extender was added. Polymer samples were characterized by viscometry, differential scanning calorimetry (DSC), thermo gravimetric analysis (TGA), matrix-assisted laser desorption ionization-time-of-flight/time-of-flight (MALDI-TOF/TOF) mass spectrometry, MALDI-TOF/TOF-MS/MS, 1H-NMR and 13C-NMR. In Table 2 are listed the properties of the poly(ester amide)s synthesised and of two commercial biodegradable polyesters (Bionolle 1001 and 3001, a poly(butylene succinate) homo-polymer and a poly(butylene succinate-co-butylene adipate) 80/20 co-polymer, respectively). Tab. 2: Properties of the polymer samples
ηsp (dl/g) Tm (°C) ∆H (J/g) PEA1 0.62 110 41 PEA2 0.53 106 43 PEA3 1.12 110 35 PEA4 0.18 114 47
PEA4 HMDI2 1.46 111 46 PEA4 HMDI3 0.70 113 49 PEA4 HMDI4 1.16 109 49
PEA-pr 0,36 97 56 PEA-pr HMDI 0.70 93 33
PEA-bu 0.16 108 46 PEA-bu HMDI 0.90 106 42
PEA-es 0,14 101 59 PEA-es HMDI 0.80 104 35 Bionolle 3001 0.47 96 62 Bionolle 1001 0.84 113 89
Reduced viscosities of the synthesized poly(ester amide)s, chain-linked and not, ranged from 0.53 to 1.46 dL × g-1. MALDI-TOF/TOF-MS/MS gave structural information about the ester and amide bonds sequences

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P55/18
- 406 -
in PEA, showing that during the synthesis ester/amide, ester/ester and amide/amide units are produced in a random sequence.1
The chemical structures of chain linked poly(ester amide)s were studied and the polymerization influence of carboxyl-, amino- and hydroxyl-reactive end groups of prepolymers with the chain extender was investigated with the employ of NMR and MALDI/TOF. Figure 1 shows the 1H-NMR spectra of (a) PEA4 and (b) PEA4 HMDI2 with the corresponding assignments. 1H-NMR signals at 3.85 ppm (Figure 1a), belonging to methylene groups linked to alcoholic terminal groups, are not detected after the chain extension reaction and new signals at 3.33 ppm (Figure 1b) reveal the presence of urethane bonds in the polymer chains.
Figure 1. 1H-NMR spectra of (a) PEA4 and (b) PEA4 HMDI2 Biodegradation tests were carried out at 30 ± 0.1°C, under moisture controlled conditions. Triplicate specimens of each poly(ester amide) and polyester film were placed in a series of darkened vessels containing a multi-layer substrate (Scheme 1).2
Scheme 1. Representation of the soil burial degradation test apparatus. The polymer films (2 × 2 cm; initial weight 20 ÷ 100 mg) were sandwiched between two layers of a mixture of milled perlite (100 g) and of commercial soil (200 g), moistened with 100 mL of distilled water. The bottom and top layers were filled with 60 g of perlite moistened
with 120 mL of distilled water. Perlite was added for increasing the amount of water retained and aeration to the soil. A flow of moistened air was supplied from the bottom of each vessel every 24 hours for 15 minutes. The films were removed after intervals of 5, 10, 15, 30 and 45 days, brushed softly, washed with distilled water several times and dried under vacuum in the presence of P2O5 at room temperature, to constant weight. The degree of biodegradation was evaluated as the weight loss divided by the initial sample weight.
Figure 2. Comparison of weight losses for high molecular weight poly(ester amide)s, PHB and P(HB-co-HV) 76/24, PCl and Bionolle samples in soil burial tests (30 days). In Figure 2 the weight loss (30 days), obtained in the controlled soil burial degradation tests, of the poly(ester amide)s and polyesters investigated are compared, including poly(3-hydroxy butyrate), PHB, poly(3-hydroxy butyrate-co-3-hydroxy valerate) 76/24, P(HB-co-HV) 76/24 and poly(caprolactone) (PCL). PHB and Bionolle 3001 show the higher biodegradation rate. Among the poly(ester amide)s, the PEA1 sample appears more susceptible to biodegradation and the corresponding weight loss percentage is higher than that of P(HB-co-HV) 76/24 and PCL. Chain-extended poly(ester amide)s, except for PEA-es HMDI, biodegrade too, and their weight losses extend from 18 to 30 %.
Conclusions High molecular weight aliphatic poly(ester amide)s derived from sebacic acid and amino-alcohol were obtained successfully by two methods of synthesis. Good filmability was achieved for the poly(ester amide) samples. Film samples were subjected to soil burial degradation test and the relative weight loss were compared. The results indicate that the poly(ester amide)s synthesized and analyzed show quite satisfactory biodegradation levels. As expected PHB shows excellent soil burial degradation, surprisingly it is comparable to Bionolle 3001. References 1. P. Rizzarelli, C. Puglisi, G. Montaudo, Rapid Commun. Mass Spectrom., 19, 2407 (2005) 2. P. Rizzarelli, C. Puglisi, G. Montaudo, Polym. Degrad. Stab., 85, 855 (2004)
0.81.21.62.02.42.83.23.64.04.44.8ppm
(a)
(b)
3,85 ppm
3,33 ppm
d i h g g f e cb aNH-CH2-CH2-O-CO-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CO n
ba
f, g, h
i e
d
c
NHCH2CH2OHat
at
NH(CH2)2OCONHCH2(CH2)4CH2NHCOO(CH2)2NHu u
u
0.81.21.62.02.42.83.23.64.04.44.8 0.81.21.62.02.42.83.23.64.04.44.8ppm
(a)
(b)
3,85 ppm
3,33 ppm
d i h g g f e cb aNH-CH2-CH2-O-CO-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CO n
ba
f, g, h
i e
d
c
NHCH2CH2OHat
at
NH(CH2)2OCONHCH2(CH2)4CH2NHCOO(CH2)2NHu u
u
WaterAIR
GrateNet
PERLITE (wet)MIX: milled dry perlite + soil + dist. water
Polymer filmMIX: milled dry perlite + soil + dist. water
PERLITE (wet)200 g mixed soil +
100 g milled perlite + 100 mL dist. water
60 g perlite + 120 mL dist.
water
WaterAIR
GrateNet
PERLITE (wet)MIX: milled dry perlite + soil + dist. water
Polymer filmMIX: milled dry perlite + soil + dist. water
PERLITE (wet)200 g mixed soil +
100 g milled perlite + 100 mL dist. water
60 g perlite + 120 mL dist.
water
Weig
htlos
s(%)
0
10
20
30
40
50
60
70
80
90
PEA 4 H
MDI
2
PEA-
prHM
DI
PEA-
buHM
DI
PEA-
esHM
DI
PEA 1
PEA 2
PEA 3
P(HB-
co-H
V) 76
/24
PHB
PCL
Bion
olle10
01
Bion
olle
3001
Weig
htlos
s(%)
0
10
20
30
40
50
60
70
80
90
10
20
30
40
50
60
70
80
90
PEA 4 H
MDI
2
PEA-
prHM
DI
PEA-
buHM
DI
PEA-
esHM
DI
PEA 1
PEA 2
PEA 3
P(HB-
co-H
V) 76
/24
PHB
PCL
Bion
olle10
01
Bion
olle
3001

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P57/18
- 407 -
STUDIO DELLE REAZIONI DI GLICOLISI PER IL RICICLO CHIMICO DI POLIURETANI ESPANSI
L. Brancaleoni1, E. Busatto1, G. Ferrari2, S. Rossetti1, M. Scoponi1
1ISOF-CNR Sezione di Ferrara, Dipartimento di Chimica, Università di Ferrara, Via L. Borsari 46, 44100 Ferrara; 2 A.P.M. S.r.l., Via Borsari, 46 – 44100 Ferrara; e-mail: [email protected]
Introduzione Numerosi materiali polimerici possono essere espansi per formare manufatti che trovano impiego come isolanti grazie alla loro bassa densità, conduttività termica e buona resistenza all’usura. I materiali polimerici espansi (schiume) possono essere formati sia con polimeri termoplastici che con quelli termoindurenti. Le schiume termoplastiche possono essere rilavorate a caldo in estrusore, mentre quelle prodotte con polimeri termoindurenti sono generalmente molto reticolate e quindi difficilmente riciclabili. Infatti i convenzionali processi di riciclo meccanico, di solito utilizzati con i polimeri termoplastici, non possono essere applicati con le schiume poliuretaniche. Oggi sono prevalentemente usati per la produzione delle schiume poliuretaniche agenti espandenti di tipo fisico, per esempio gli idrocarburi alifatici come l’isopentano, il propano e ecc da -40° a +45°C, in alternativa ai CFC, il cui uso è vietato perché dannosi per l’ambiente. Pertanto la grande diffusione delle schiume poliuretaniche (PUF) come materiali isolanti impone il riciclo di questi materiali per evitarne l’accumulo nell’ambiente. Le PUF sono in generale classificate come: rigide, semi-rigide e flessibili in base alla loro composizione, morfologia cellulare, grado di reticolazione ecc. Il riciclo delle schiume rigide o semi-rigide prevede un trattamento di macinazione, in cui avviene il recupero dell’agente espandente e il successivo riciclo chimico (1). I processi di riciclo chimico di questi materiali prevedono reazioni di idrolisi, glicolisi (o idroglicolisi) ad alta temperatura, utilizzando come agente idrolitico rispettivamente acqua o glicoli (o miscele di glicoli) per demolire le strutture altamente reticolate di questi materiali. Questi processi di riciclo prevedono inoltre il recupero dei polioli in eccesso, che possono essere riutilizzati nei processi di produzione delle PUF. In precedenti studi (2) è stato dimostrato che la glicolisi porta anche alla formazione sia di oligomeri, con terminali di catena formati da gruppi idrossilici, sia di prodotti indesiderati e tossici, come le ammine aromatiche o alifatiche. Scopo del riciclo chimico è quello di ottenere glicoli o miscele di glicoli che possono essere di nuovo miscelati con le materie prime per la produzione delle PUF. Questa metodologia attualmente è applicata per la produzione del poliuretano microcellulare, utilizzato nel settore delle calzature e in quello automobilistico con la tecnologia (RIM), che porta alla formazione di schiume (semi)rigide. Invece i prodotti di glicolisi di schiume flessibili trovano un largo impiego nella sintesi di polioli per reazione con di-glicidiletere (3). In questo lavoro sono state studiate le reazioni di glicolisi di PUF ricavate dalla macinazione di schiume
rigide provenienti dal riciclo di elettrodomestici a fine vita. Le reazioni di glicolisi sono state studiate in funzione dei diversi tipi di glicoli e di catalizzatori di transesterificazione. La miscela generata dalla glicolisi è stata trattata sia con acriloilcloruro che con glicidil-acrilato per ottenere una miscela reattiva da utilizzare nella produzione di materiali polimerici termo- e foto-indurenti. Risultati Caratterizzazione chimico-fisica, morfologica e termica delle PUF. La caratterizzazione chimico-fisica, morfologica e l’analisi termica è stata condotta su un campione di schiuma macinata rispettivamente con misure di densità, microscopia elettronica a scansione (SEM) e con termogravimetria (TGA) per il studio del comportamento in condizioni di pirolisi. Reazioni di glicolisi La reazione di glicolisi, riportata nello schema I, è stata condotta in un intervallo di temperature compreso tra 160 e 200 °C, utilizzando il glicole etilenico (EG) e il glicole dipropilenico (DPG). I catalizzatori sono stati aggiunti in quantità comprese tra il 2% e il 5% rispetto al peso della PUF. La schiuma rigida, precedentemente macinata, è stata aggiunta lentamente in un reattore alla temperatura di reazione, contenente il glicole e il catalizzatore per facilitarne la sua completa dissoluzione. Per evitare la formazione di prodotti di ossidazione la reazione di glicolisi è stata condotta in presenza di atmosfera inerte (N2) e seguita nel tempo con spettroscopia 1H NMR e cromatografia GPC. Nella miscela di reazione sono stati identificati polioli e oligomeri di polieteri e di poliuretani.
+
O NO
H
R'OO
NH
NH
HOR
OH T = 160-200°C
OHROOOHR'HOO N
O
HNH
H +R' NH
Schema I. Principali prodotti ottenuti nella reazione di glicolisi di PUF
con : R' : (CH2)2, CH2-CH(CH3), CH(OH) R : (CH2)2, (CH2)O(CH2); (CH2)3O(CH2)3
Come sottoprodotto di reazione si ottiene la 4-4’-metilendianilina (MDA), di-ammina aromatica con elevato grado di tossicità, che si forma dalla reazione secondaria di idrolisi, promossa dall’acqua normalmente presente nei glicoli utilizzati (o per l’umidità presente nelle schiume). La reazione di glicolisi dipende : i) dalla granulometria della schiuma; ii) dal tipo di glicole utilizzato; iii) dal tipo di catalizzatore utilizzato; iv) dalla temperatura di reazione; v) dal rapporto (in peso) tra la schiuma e il glicole utilizzato.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P57/18
- 408 -
Il tipo di glicole utilizzato gioca un ruolo molto importante nella reazione. Infatti, usando EG o DPG, è stato notato che con quest’ultimo i tempi di reazione risultano essere inferiori a quelli con EG. Inoltre è stato osservato che anche la dissoluzione della PUF migliora con glicoli come il DPG. Quindi la glicolisi in presenza di catalizzatori di transesterificazione è molto influenzata dall’effetto solvente del glicole nei confronti delle PUF macinate durante la reazione di glicolisi (3). In queste condizioni, generalmente, si origina un’unica fase, poiché i glicoli usati sono molto solubili nella miscela di reazione delle PUF. In assenza di catalizzatore sono stati raggiunti tempi per la dissoluzione, dovuta alla frammentazione delle catene reticolate delle PUF, superiori alle 24 ore. In queste condizioni è stato osservato che aumentano i prodotti di idrolisi, che portano alla formazione di ammine aromatiche e/o di oligomeri con terminali amminici. Invece con la maggior parte dei catalizzatori studiati per la reazione di glicolisi si ottiene la completa dissoluzione delle PUF in un tempo di reazione di 1-3 ore. Sono stati utilizzati catalizzatori come il dibutil-stagno-dilaurato, 2-etil-esil-titanato e dibutil-stagno ossido. Il rapporto ponderale schiuma/glicole è stato mantenuto ad un valore ottimale di ca 0.5 per evitare lunghi tempi di reazione. I prodotti ottenuti dalle reazioni di glicolisi sono stati caratterizzati con spettroscopia 1H-NMR e cromatografia a permeazione di gel (GPC). Tabella I Risultati della caratterizzazione con GPC e 1H NMR dei prodotti di glicolisi
Reazione Mn (dalton)
Mw (dalton)
Mp (dalton) IPD
A1 277 453 361 1.64 A2 249 427 358 1.71 A3 153 265 117 1.73 A4 150 307 348 2.04 A5 186 334 351 1.80
E’ stato osservato che i prodotti di glicolisi, sono indipendentementi dal glicole usato e dalle condizioni di reazione scelte, presentano pesi molecolari con valori di Mw compresi tra 250 e 470 g/mol e una polidispersità minore di 2.04 (vedi Tabella I). L’analisi degli spettri 1H-NMR suggerisce che nella miscela di reazione sono presenti oligomeri poliuretanici, ma con gruppi terminali aventi sia gruppi amminici che ossidrilici. Nelle condizioni di reazione sopra riportate non è stata rilevata la presenza della 4-4’metilendianilina. La titolazione dei gruppi terminali è stata condotta con il metodo riportato in ref. (2). Reazioni di funzionalizzazione degli oligomeri ottenuti per glicolisi di PUF. I gruppi terminali delle catene degli
oligomeri ottenuti per glicolisi sono stati funzionalizzati con gruppi acrilici. La reazione di acrilazione è stata ottenuta con una reazione sui terminali di catena con gruppi amminici e ossidrilici con: a) acriloil cloruro (vedi Schema II); e b) con glicidilmetacrilato (vedi Schema III). O
ClR-NH2 + R1-OH0°C, CHCl3
Schema II. Reazione di acrilazione con cloruro di acriloile
O
N R +O
OH
R1
con : R= R1 =O NO
H
NH2R2 OHR3OO
NH
OHR2
HO+ O
O R2O
O+
R2 : (CH2)2, CH2-CH(CH3), CH(OH) R3 : (CH2)2, (CH2)O(CH2); (CH2)3O(CH2)3
OOR-NH2 + R1-OH
0°C, CHCl3
Schema III. Reazione di acrilazione con glicidilacrilato (GA)
OO +
con : R : R1 =O NO
HNH2R2 OHR3O
ONH
OHR2
HO+ +
R2 : (CH2)2, CH2-CH(CH3), CH(OH) R3 : (CH2)2, (CH2)O(CH2); (CH2)3O(CH2)3
O
NH
R
OH
OO R1
OH
OO R2
OH
OO
OH
Gli oligomeri funzionalizzati con gruppi acrilati sono stati utilizzati con successo come diluenti reattivi nella polimerizzazione fotoiniziata e termo-iniziata di miscele polimerizzabili contenenti resine epossiacrilate commerciali. Conclusioni Sono state studiate le reazioni di glicolisi di PUF con due diversi glicoli (EG e DPG) e in entrambi i casi è conveniente mantenere un rapporto schiuma/glicole non superiore a 1:2. Queste reazioni sono molto efficienti per ottenere la scissione delle catene poliuretaniche reticolate che costituiscono le schiume rigide di PU. Gli oligomeri ottenuti sono stati funzionalizzati con gruppi acrilati e è stato studiato con successo il loro utilizzo come diluenti reattivi per la preparazione di materiali polimerici termo- e foto-indurenti. Riferimenti 1. K.C. Khemani, Polymeric Foams, ACS Symp Ser. N°669, Orlando (Fl), 1997, chap.1 2. Chao-Hsiung Wu, Ching-Yuan chang et al.,
Polymer Degradation and Stability, 80, 103-111 (2003) 3. Joo Yeol Lee, Dukjoon Kim, Journal of Applied Polymer Science,77, 2646-2656 (2000) 4. M. Murai, M. Sanou, Journal of Cellular Plastics, 39, 15-27, (2003).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S6 P58/18
- 409 -
CONSOLIDAMENTO DI TUFO GIALLO NAPOLETANO CON LA TECNICA DELLA POLIMERIZZAZIONE FRONTALE
G. Caria1, A. Mariani1*, S. Bidali1, P. Cappelletti2, A. Colella2
1Dipartimento di Chimica e Unità Locale INSTM, Università di Sassari, Via Vienna 2, 07100 - Sassari, Italia; Fax (+39) 079212069; [email protected] 2 Dipartimento di Scienze della Terra, Università Federico II, Via Mezzocannone 8, 80134 Napoli, Italia.
Introduzione La Polimerizzazione Frontale (FP) è una tecnica di preparazione di materiali polimerici che consiste nell’innescare la reazione di polimerizzazione stessa in una zona localizzata del reattore [1]. Se la reazione è sufficientemente esotermica e il calore dissipato non è eccessivo, la quantità di energia rilasciata può essere in grado di indurre la polimerizzazione dello strato di monomero a contatto con la zona interessata alla reazione. Il risultato è la formazione di un fronte caldo di polimerizzazione in grado autosostenersi e di propagarsi lungo tutto il reattore convertendo il monomero in polimero. L’uso di materiali polimerici per la conservazione e il consolidamento di materiali porosi quali pietre, cementi e legni sta ottenendo un’attenzione sempre più ampia. L’uso di tecniche di questo tipo per il consolidamento di manufatti di interesse storico e artistico e per altri tipi di strutture è stato comunque oggetto di parecchi studi di ricerca. In particolare, è stato dimostrato che sottoporre dei marmi ad impregnazione con polimeri ne migliora le proprietà fisico-meccaniche e riduce le capacità deterioranti degli agenti atmosferici. In molte regioni italiane, e in modo particolare in Campania, una buona parte delle vecchie case e dei monumenti sono state costruite con il Tufo Giallo Napoletano (TGN). L’invecchiamento di queste pietre, specialmente in prossimità delle zone costiere, si manifesta con un detrimento delle proprietà fisiche che può portare anche a uno sgretolamento. Per ovviare ai problemi di erosione e di deterioramento, ancora oggi uno dei metodi utilizzati nel trattamento dei lapidei con polimeri prevede l’utilizzo di materiali termoplastici, solubili in opportuni solventi. Queste soluzioni polimeriche vengono spalmate sulla superficie della pietra in esame allo scopo di farle penetrare all’interno del materiale da consolidare. Dopo l’evaporazione del solvente, il risultato è comunque spesso poco soddisfacente. Ciò è dovuto al fatto che le soluzioni di macromolecole sono generalmente molto viscose e quindi con un scarso potere penetrante. Questa limitata penetrabilità è anche dovuta in gran parte alle notevoli dimensioni delle macromolecole, spesso maggiori di quelle dei pori. Una delle soluzioni adottate per superare questi inconvenienti, prevede l’utilizzo di monomeri liquidi poco viscosi, assorbibili per capillarità dalle pietre, ed una successiva polimerizzazione mediante riscaldamento del campione imbibito col monomero più adatto. Nel 1981 Nicolais et al. [2] investigarono con successo la possibilità di impregnare, in assenza di solventi, delle particolari specie di tufo con una miscela di monomeri acrilici per poi provocarne la polimerizzazione. I compositi così realizzati esibirono
proprietà meccaniche migliorate senza la formazione di effetti di creep. L’approccio dell’impregnazione, sicuramente più versatile, rimane tuttavia di difficile adattamento qualora si volesse applicare a manufatti di grosse dimensioni per i quali è improponibile un riscaldamento prolungato come quello che avviene sui campioni di laboratorio. L’abbinamento della tecnica della FP al consolidamento dei materiali porosi si propone come una promettente via alternativa. Inoltre questa consente di operare con tempi decisamente più ristretti rispetto alle altre tecniche, con un apporto di energia esiguo e senza la necessità di dover attendere l’evaporazione di solventi. Risultati In questo lavoro è stato portato a termine con successo uno studio riguardante il consolidamento di pietre di TGN mediante FP in situ usando il poli(1,6-esandiolodiacrilato). Tutti i campioni sottoposti ad impregnazione per capillarità sono riusciti ad assorbire totalmente la quantità di miscela monomerica a disposizione. Sono state eseguite micrografie SEM sia sulla matrice che sulla pomice che costituisce il TGN. Come atteso, la matrice dei campioni trattati mostra la fine dispersione tra fase cristallina e polimeri, mentre lo stesso comportamento non è altrettanto evidente per la pomice. Le prove di porosità ai vapori di mercurio sui campioni trattati hanno rivelato una netta diminuzione nei valori di porosità. La resistenza alla forza di compressione monoassiale per i campioni trattati è circa il triplo rispetto a quella dei campioni originali. Inoltre, sulle polveri dei campioni di TGN, sono state anche condotte delle analisi di diffrazione ai raggi X (XRPD). Conclusioni Sono state studiate tutte le possibili variazioni dei principali parametri indicati dal protocollo Normal al fine di verificare le capacità protettive e consolidanti del materiale polimerico. È stato riscontrato come il consolidamento determini una netta variazione in tali parametri, indicando ancora una volta che la FP è una tecnica versatile e di relativa semplice applicazione per il consolidamento dei materiali porosi. Riferimenti [1] A. Mariani, S. Fiori, S. Bidali, G. Malucelli, L. Riccio, Macromol. Symp., 218, 1 (2004) [2] S. Aurisicchio, A. Finizio, G. Maglio, L. Nicolais, G. Pierattini; Composites, 12, 27, (1981)