Revista TOPE 214 Marzo 2016
60
-
Upload
revista-tope -
Category
Documents
-
view
224 -
download
4
description
Prensas, plegadoras, paneladoras y cizallas - Soldadura - Tecnología para chapa y tubo - Logística y almacenaje - Seguridad - Actualidad industrial - Agenda - En portada - Tecnirama - Mercado - Guía de subcontratación - Programa editorial 2016 y boletín de suscripción - Índice de anunciantes
Transcript of Revista TOPE 214 Marzo 2016



3· nº 214 · marzo 2016 ·
en portad@
··
·
www.revis t a t ope.com
TECNOLOGÍA PARA CHAPA Y TUBO •Rendimiento superior en chapa fina de acero bajo en carbono, acero inoxidable, aluminio y otros materiales exóticos
•Producción más rentable de piezas de estampación y doblado
•Compensación del springback en hidroconformado de tubo •Soluciones innovadoras para clientes exigentes •Un acabado de superficie perfecto
LOGÍSTICA Y ALMACENAJE•Logística eficiente •Transporte y almacenamiento eficiente de big bags
SEGURIDAD•Retracción segura sin bucles •Un nuevo referente para los escáneres láser de seguridad
MERCADO•Nuevo escáner para aplicaciones de corto alcance •Portaherramientas con contacto simultáneo del cono y la cara de apoyo
•Máquinas para el tratamiento de superficies: lavadoras, desengrasadoras, hornos y estufas industriales
•Un macho que marca la diferencia en mecanizado de fundición
GUÍA DE SUBCONTRATACIÓN
PROGRAMA EDITORIAL 2016 Y BOLETÍN DE SUSCRIPCIÓN
ÍNDICE DE ANUNCIANTES
ACTUALIDAD INDUSTRIAL•Noticias •Innovación 4.0
AGENDA •Calendario de ferias •Más que BIEMH
EN PORTADA •La nueva TruBend Serie 5000 y el Magic Shoe
TECNIRAMA •Nuevo sensor de metrología automatizado para una medición sofisticada en proceso minimizando costes de integración e infraestructura
PRENSAS, PLEGADORAS, PANELADORAS Y CIZALLAS •Diseño y calidad como bandera •Nuevas prensas eléctricas y servoprensas para mayores exigencias de precisión y repetibilidad
•Viaje al futuro •Novedades en líneas de alimentación compactas •El plegado redefinido
SOLDADURA•Primer puesto en tecnología de soldadura •Sistema modular para una soldadura sin límites •Soluciones completas para la alimentación de aire comprimido y agua refrigerante para pinzas de soldadura
•Completa visualización de todos los datos de tecnología de soldadura disponible en cualquier momento
Un gran número de nuevas funciones hacen a la nueva TruBend Serie 5000 de TRUMPF más productiva y fácil de manejar. Un nuevo concepto de control facilita enormemente el manejo de las máquinas. Además, dos innovadores sistemas de medición de ángulos garantizan la máxima precisión.
(Más información en las páginas 12, 13 y 14)
4
30
8
SUMARIO - nº 214 - Marzo 2016
56
57
48
58
38
TRUMPF Maquinaria, S.A. C/ Valportillo Primera, nº 1 · 28108 Alcobendas (Madrid)Tel.: 91 6573664 · e-mail: [email protected] ·
www.es.trumpf.com
La nueva TruBend Serie 5000 y el Magic Shoe
12
52
16
18
54

actualidad industri@l
· nº 214 · marzo 2016 ·4
EL NIST CERTIFICA LA ALTA PRECISIÓN DEL SOFTWARE M3, DESARROLLADO POR EL GRUPO INNOVALIA
El software de medición M3, desarrollado por el grupo Innovalia, ha sido sometido a un riguroso examen por parte del NIST (National Institute of Standards and Technology), que acredita su alta precisión.
El Instituto Nacional de Normas y Tecnología es la agencia internacional más destacada a la hora promover la innovación y la competencia industrial mediante avances en metrología, normas y tecnología de forma que mejoren la estabilidad económica y la calidad de vida.
Tras la realización de las pruebas de medición establecidas, la calidad de los resultados de los algoritmos de M3 ha sido verificada por dicho organismo, demostrando un alto grado de exactitud a la hora de medir en 3D piezas de automoción,
ferrocarril, aeronáutica y aerogeneradores.
Las sinergias entre las diferentes empresas que forman el grupo Innovalia han sido determinantes a la hora de superar esta evaluación. La unidad metrológica del grupo, formada por Trimek, Unimetrik y Datapixel, ha aunado esfuerzos con el equipo de desarrollo de software de CBT, responsable del tratamiento de los algoritmos de medición, y con SQS, que ha llevado a cabo los procesos de testeo para conseguir cumplir con los estándares internacionales del PTB y el NIST.
Y es que esta no es la primera vez que el software de medición M3 se somete a un riguroso examen. En 2013 ya obtuvo la certificación de Clase I del PTB (Instituto Nacional de Metrología Alemán) consolidándose así como un paradigma de control dimensional y de gestión de información de la producción basado en el digitalizado masivo de piezas fabricadas.
FRONIUS CAMBIA DE LOCALIZACIÓN EN MADRIDFRONIUS España comenzaba el año en
curso planteándose nuevos retos.
Por diversos motivos estratégicos, entre los que destacan la búsqueda de unas dimensiones adaptadas a sus necesidades con una redistribución del espacio que mejora su exposición de productos, sala de formación y centro logístico y almacén, comenzó el 2016 mudándose a una nueva localización.
Un cambio que es ya efectivo desde el pasado 15 de enero.
La nueva sede de FRONIUS está situada en Getafe y la dirección completa es:
FRONIUS ESPAÑAMiguel Faraday 2Parque Empresarial La Carpetania28906 – Getafe (Madrid)
La empresa mantiene todos sus números de teléfono y fax.
Tras realizar las pruebas de medición establecidas, la calidad de los resultados de los algoritmos del software de medición M3 ha sido contrastada por el organismo certificador
Nueva sede de FRONIUS España en el Parque Empresarial La Carpetania de Getafe (Madrid)


actualidad industri@l
· nº 214 · marzo 2016 ·6
En su habitual Open House de DECKEL MAHO Pfronten, el líder en innovación DMG MORI presentó su amplio y diverso catálogo de maquinaria,
desde sus productos estrella hasta sus vanguardistas soluciones en fabricación y automatización, incluyendo seis nuevas máquinas de alta tecnología en los campos de torneado-fresado para un mecanizado completo, fresado universal, mecanizado de grandes componentes y nuevas tecnologías, todo ello en un área de exposición de unos 7.400 metros cuadrados.
DMG MORI mostraba en las jornadas de puertas abiertas cómo sus clientes incrementan la productividad en los talleres optimizando el rendimiento de sus máquinas vía CELOS y produciendo piezas complejas de forma increíblemente sencilla gracias a los innovadores ciclos tecnológicos proporcionados por el fabricante.
Esta es la forma en la que el fabricante de máquina-herramienta DMG MORI responde a la era de la digitalización, acercando a los usuarios de sus máquinas hacia la producción inteligente en la dirección marcada por la Industria 4.0.
Seis primicias mundialesDMG MORI volvió a mostrar su reconocida capacidad
innovadora con sus nuevas soluciones de alta tecnología.En el ámbito del mecanizado combinado de torneado y fresado se presentó la segunda generación del modelo CTX gamma 3000TC, que ofrece un recorrido en el eje X de 800mm e incorpora el nuevo husillo para torneado y fresado compactMASTER.
En el campo del fresado universal se presentaban en Pfronten dos nuevas ampliaciones en el amplio catálogo de productos de DMG MORI: la cuarta generación de la DMU 160 P duoBLOCK, que aporta un incremento en prestaciones, precisión y eficiencia del 30 por ciento, y la segunda generación de la DMU 210 P, con una máxima potencia de arranque de viruta gracias al innovador sistema 5X torqueMASTER.
Pfronten fue también testigo de la puesta de largo del nuevo exponente de DMG MORI para el mecanizado de grandes piezas, la DMU 600 Gantry Linear, un modelo gantry de alta tecnología que incorpora motores lineales en los ejes X, Y y Z que aseguran la máxima calidad superficial en la fabricación.
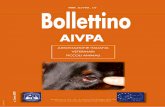
En DECKEL MAHO Pfronten, anfitrión una vez más del Open House, se expusieron 90 máquinas de alta tecnología en un área de exposición de 7.400 m2 (Fotografía: Revista TOPE)
Innovación 4.0Las cifras marean: unos 8.000 visitantes y 90 máquinas de alta tecnología repartidas en una superficie de exposición de 7.400 metros cuadrados. DMG MORI volvió a superarse en su tradicional Open House de DECKEL MAHO Pfronten -celebrado este año del 26 al 30 del pasado mes de enero- presentando seis primicias mundiales e innovadoras soluciones de fabricación para la Industria 4.0

actualidad industri@l
7· nº 214 · marzo 2016 ·
En el apartado de fresado de alta precisión se presentó el modelo DIXI 125, que destaca por sus avanzadas prestaciones: una precisión volumétrica inferior a 15 micras y una precisión de posicionamiento de 3 micras.
El sexteto de novedades mostrado por el fabricante de máquina-herramienta en el Open House de este año se completaba con la segunda generación de la ULTRASONIC 20 linear, que permite combinar un rectificado en 5 ejes altamente compacto de materiales avanzados con el fresado a alta velocidad.
CELOS y los ciclos tecnológicos de DMG MORI para la Industria 4.0
CELOS, el homogéneo interfaz de usuario de DMG MORI, es tan fácil de usar como un smartphone y unifica todos los modelos de máquina de la organización empresarial. Esto permite una perfecta gestión, documentación y visualización de las órdenes de trabajo, de los parámetros de la máquina y de los procesos. Hasta 16 aplicaciones ayudan al operario en la preparación, optimización y en un proceso libre de fallos en el flujo de trabajo para recorrer fácilmente el camino hacia la Industria 4.0 más actual.
Los ciclos tecnológicos de DMG MORI, gracias a los cuales es posible realizar en los talleres la programación de mecanizados complejos con facilidad, redondeaban la oferta mostrada en el Open House por la firma de máquina-herramienta en el campo de la digitalización.
En este apartado cabe también destacar que Deckel Maho Pfronten y Schaeffler han desarrollado el concepto “máquina-herramienta 4.0“, basado en un proyecto de inversión concreto de forma conjunta con otros partners, y que enlaza la técnica existente, desde el sensor hasta la nube, con nuevos componentes digitalizables constituyendo un paso concreto hacia la producción digitalizada. Para ello se han creado dos prototipos basados en el centro de mecanizado DMC 80 FD duoBLOCK® de cuarta generación.
Tecnologías orientadas al futuro y sectores claveOtros aspecto en el que destaca este fabricante es
en la fabricación aditiva, donde DMG MORI ya combina inteligente y eficazmente la soldadura por deposición láser y el fresado de 5 ejes en una sola máquina.
Además, DMG MORI sigue apostando de forma clara por sectores clave donde le avalan sus muchos años de experiencia, apostando por soluciones de alta tecnología para usuarios de los sectores aeroespacial, automoción, moldes y matrices, y del segmento de mecanizado de grandes piezas (XXL), entre otros.
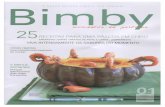
CELOS, el homogéneo interfaz de usuario de DMG MORI, permite una perfecta gestión, documentación y visualización de los flujos de trabajo, de los parámetros de la máquina y de los procesos productivos (Fotografía: Revista TOPE)
La cuarta generación de la DMU 160 P duoBLOCK, una de la primicias mundiales presentadas por DMG MORI en el ámbito del fresado universal, logra incrementos del 30 por ciento en precisión y eficiencia (Fotografía: Revista TOPE)
Deckel Maho Pfronten y Schaeffler han desarrollado el concepto “máquina-herramienta 4.0”, que enlaza la técnica existente con nuevos componentes digitalizables, constituyendo un paso concreto hacia la llamada Industria 4.0 (Fotografía: Revista TOPE)

agend@
· nº 214 · marzo 2016 ·8
· nº 214 · Marzo 2016SIMODEC 2016
Feria internacional de máquina-herramienta para decoletajeDel 8 al 11 de marzo de 2016 en La Roche-sur-Foron, Haute Savoie (Francia)
Información: SERVICOM
Tel. 91 4518095
www.salon-simodec.com
INDUSTRIE PARIS 2016
Feria de las tecnologías de fabricaciónDel 4 al 8 de abril de 2016 en París Nord Villepinte (Francia)
Información: SERVICOM
Tel. 91 4518095
www.industrie-expo.com
HANNOVER MESSE 2016
Feria Mundial de las Técnicas de FabricaciónDel 25 al 29 de abril de 2016 en el recinto ferial de Hannover (Alemania)
Información: MELE Servicios Feriales, S.L.
Tel. 91 5620584 / 91 5637956
www.hannovermesse.de
ADM Sevilla 2016Aerospace & Defense Meetings Sevilla 2016Del 10 al 13 de mayo de 2016 en FIBES (Sevilla)
Información: Advanced Business Events
Tel. +33 (0)1 41 86 49 47
www.bciaerospace.com/sevilla
(Revista TOPE, Media Partner)
29. BIEMHBienal española de la máquina-herramientaDel 30 de mayo al 4 de junio de 2016 en Bilbao Exhibition Centre
Información: BEC
Tel. 94 4040106
Fax 94 4040008
www.biemh.com
(Revista TOPE, con stand)
parts2clean 2016Feria Internacional de limpieza de piezas y superficiesDel 31 de mayo al 2 de junio de 2016 en Stuttgart (Alemania)
Información: Deustche Messe
Tel. +49 5118931125
www.parts2clean.de
LASYS 2016Feria internacional para el procesamiento de materiales con láserDel 31 de mayo al 2 de junio de 2016 en Stuttgart (Alemania)
Información: Messe Stuttgart
Tel. +49 711 18560-0
www.lasys-messe.de
AUTOMATICA 20167ª Feria Internacional de Automatización y MecatrónicaDel 21 al 24 de junio de 2016 en la Feria de Munich (Alemania)
Información: Fira Munich Barcelona
Tel. 93 4881720
Fax: 93 4881583
www.automatica-munich.com
AMB 2016Feria Internacional del mecanizado de metalesDel 13 al 17 de septiembre de 2016 en Stuttgart (Alemania)
Información: Messe Stuttgart
Tel. +49 711 18560 0
www.messe-stuttgart.de/amb/
EuroBLECH 201624ª Feria Internacional de Tecnología de Transformación de la ChapaDel 25 al 29 de octubre de 2016 en Hannover (Alemania)
Información: Mack Brooks Exh.
Tel. +44 (0) 1727 814400
Fax +44 (0) 1727 814401
www.euroblech.com
(Revista TOPE, Media Partner)
EMAF 201616ª Exposición Internacional de Máquinas-Herramienta y AccesoriosDel 23 al 26 de noviembre de 2016 en EXPONOR-Feria Internacional do Porto (Portugal)
Información: EXPONOR Delegación Barcelona
Tel. 93 2700435
Fax 93 2478212
www.emaf.exponor.pt
ALUMINIUM 2016XI Exposición y conferencias sobre el aluminioDel 29 de noviembre al 1 de diciembre de 2016 en Messe Dusseldorf (Alemania)
Información: ERSI
Tel. 91 5598464
www.aluminium-messe.com


agend@
· nº 214 · marzo 2016 ·10
Estos son los datos que se presentaron la última semana de enero en rueda de prensa a los medios nacionales e internacionales, prensa general y
especializados, procedente de distintos países europeos. En ella intervinieron Arantxa Tapia, Consejera de Desarrollo Económico y Competitividad del Gobierno Vasco y Presidenta del Consejo de Administración de Bilbao Exhibition Centre, Xabier Basañez, Director General de BEC, Xabier Ortueta, Director General de AFM, Asociación Española de Fabricantes de Máquinas-Herramienta, Accesorios, Componentes y Herramientas, y Jorge García, Presidente de AIMHE, Asociación de Importadores de Máquina-Herramienta. La convocatoria se completó con una visita a las instalaciones de Danobat, Delteco y AIC-Automotive Intelligence Center, en representación de las empresas fabricantes, importadoras y usuarias.
Así, tras un ejercicio en el que la actividad industrial ha consolidado su recuperación con una clara subida interanual en el índice de producción y la mejora de los principales indicadores económicos, las perspectivas para este año son positivas y sus efectos en la contratación, más que evidentes.
Precisamente gracias a esta situación, en el primer avance de expositores destaca la presencia de empresas nuevas y de aquellas que se reincorporan a la feria después del periodo de crisis, renovando su confianza en este espacio, con más de un 20% sobre el total de firmas registradas hasta el momento. Respecto a los sectores, crecen especialmente los de herramientas (26%) y maquinaria de deformación (15%), así como los de robótica y manipulación (10%) y software para fabricación y desarrollo de producto (6%), conformando un espacio de soluciones avanzadas en el que también participarán firmas de maquinaria de arranque, componentes y accesorios, servicios, metrología y control de calidad, maquinaria para soldadura y oxicorte y otras máquinas.
Fuera de nuestro país, las empresas están valorando la oportunidad que brinda BIEMH en un contexto de recuperación de la demanda interna, por lo que la internacionalidad del certamen va tomando forma con la confirmación de expositores de un total de 20 países (Alemania, Italia, Suiza, Portugal, Francia, Reino Unido, República Checa, Turquía, Taiwán, Dinamarca, Bélgica, Austria, Japón, Estados Unidos, Suecia, Finlandia, Holanda, China, Polonia y Bulgaria).
Más que BIEMHFaltan tres meses para su celebración y BIEMH ha superado ya la cifra final de ocupación obtenida en su anterior edición, gracias a la reserva de superficie de 1.183 firmas expositoras, que se reparten en cinco pabellones del recinto ferial. Desde su comienzo en junio del pasado año, la campaña comercial del certamen ha mantenido porcentajes muy significativos de crecimiento sobre todos los parámetros registrados en los periodos equivalentes de la pasada edición
A TRES MESES DE SU CELEBRACIÓN, LA VIGÉSIMO NOVENA EDICIÓN DE LA BIEMH SUPERA YA A LAS TRES ÚLTIMAS CELEBRADAS Y CONFIRMA LA RECUPERACIÓN DEL SECTOR
De izquierda a derecha: Xabier Ortueta, Director General de AFM (Asociación Española de Fabricantes de Máquinas-Herramienta, Accesorios, Componentes y Herramientas), Xabier Basañez, Director General de BEC, Arantxa Tapia, Consejera de Desarrollo Económico y Competitividad del Gobierno Vasco y Presidenta del Consejo de Administración de Bilbao Exhibition Centre, y Jorge García, Presidente de AIMHE, Asociación de Importadores de Máquina-Herramienta

agend@
11· nº 214 · marzo 2016 ·
Todas ellas convertirán BIEMH en una gran “fábrica del futuro”, que ofrecerá las claves para entender los desafíos de la industria 4.0 y sus nuevos paradigmas de trabajo. En ella dominarán los conceptos relacionados con la aplicación de la inteligencia de internet a los procesos productivos, es decir, las “smart solutions” que responden a una apuesta estratégica, también de país, en línea con el Plan Europa 2020 de especialización inteligente. En efecto, el Gobierno Vasco ha aprobado tres programas de 5,2 millones de euros dirigidos a implementar la electrónica, la información y la comunicación (TEICs) en las industrias manufactureras y apoyar proyectos de transferencia tecnológica.
Un año clave para afianzar la competitividad Las empresas afrontan este año como un tiempo
clave para afianzar su competitividad, modernizando su maquinaria productiva y desarrollando nuevos proyectos de inversión en tecnología. En este contexto, BIEMH se presenta como una oportunidad única para conocer de primera mano las soluciones más adecuadas para ofrecer un producto inteligente fabricado de forma inteligente.
En el ámbito internacional, la campaña de captación de visitantes se está desarrollando de manera intensiva en los países señalados por los expositores como prioritarios para la exportación de máquina-herramienta, es decir, Alemania, Francia, Italia, Reino Unido, Suecia, Polonia y Turquía en Europa, además de China, India, Estados Unidos, México y Colombia. El equipo comercial del certamen ha viajado ya a buena parte de ellos y prepara su agenda para trasladarse a Alemania, Reino Unido e India en fechas próximas.
El objetivo final del viaje de los responsables de BIEMH es la captación de compradores internacionales para el programa de delegaciones, un trabajo para el que éstos se apoyan en la colaboración con distribuidores, importadores y asociaciones sectoriales, agentes propios, oficinas de SPRI en el extranjero y cámaras de comercio.
Además, y ante la evidencia de recuperación del mercado interno, el equipo organizador del certamen está reforzando sus acciones para facilitar la visita de compradores nacionales estratégicos, siguiendo también las indicaciones de los propios expositores.
ADDIT3D permitirá contextualizar la fabricación aditiva
Bilbao Exhibition Centre y Addimat, Asociación Española de Tecnologías de Fabricación Aditiva y 3D, darán un paso más en su compromiso con la fabricación avanzada con la celebración, el próximo mes de mayo, de ADDIT3D, la primera feria de fabricación aditiva y 3D en nuestro país de carácter exclusivamente profesional. Las empresas del sector han acogido esta iniciativa con gran interés porque, según su propio testimonio, permite contextualizar la fabricación aditiva y 3D en el ámbito de tecnologías de fabricación, además de darle visibilidad y dinamizarla comercialmente.
En el área expositiva de ADDIT3D participarán empresas de sistemas y maquinaria, materias primas, investigación y desarrollo, aplicaciones industriales, consumibles, servicios, software, escáner y formación. Además, el equipo organizador del certamen está diseñando un amplio programa de conferencias y actividades, donde se combinarán la parte divulgativa y la técnica con la de presentación de productos y aplicaciones innovadoras para conocer en directo las ventajas que ofrecen estas tecnologías.
WORKinn, única feria de empleo industrial del Estado
Coincidiendo con BIEMH tendrá lugar WORKinn, un foro de empleo y formación dirigido al colectivo de jóvenes, cuyo objetivo es acercar el mercado y oferta laboral del sector de la máquina-herramienta a los estudiantes, futuras incorporaciones de las empresas del sector.
Universidades, centros de formación profesional, ETTs, agencias de desarrollo y empleo y empresas del sector participarán en la que es la única Feria de Empleo Industrial del Estado para mostrar la oferta formativa existente en la actualidad, orientar a estudiantes y profesionales, identificar el talento y promover la incorporación laboral de los perfiles más cualificados. WORKinn ofrecerá presentaciones, zona expositiva, workshops y salas privadas para entrevistas y reuniones.
Conferencias internacionales de Oil&Gas y Mantenimiento Por último, y también coincidiendo
con la Bienal de Máquina-Herramienta, Bilbao Exhibition Centre y el operador internacional Easyfairs organizarán dos conferencias internacionales, Oil & Gas Conference, y Maintenance Innovation Conference. Su celebración permitirá brindar un punto de encuentro anual a los sectores implicados tras la celebración en 2015, por primera vez, de las ferias Pumps & Valves y Maintenance.
29. BIEMH tel. 94 4040106www.biemh.com
La edición de este año de la Bienal de Máquina-Herramienta ocupará cinco pabellones de Bilbao Exhibition Centre

· nº 214 · marzo 2016 ·12
Las elevadas velocidades de los ejes y aceleraciones, unidas a innovadores dispositivos auxiliares, confieren a la TruBend Serie 5000 una productividad
sin parangón, y ello manteniendo la habitual gran flexibilidad de las piezas. Estas máquinas versátiles y productivas de TRUMPF están equipadas con un nuevo On-Demand Servo Drive con tecnología de cuatro cilindros. Este servoaccionamiento presenta un funcionamiento muy dinámico y extremadamente silencioso, y es notablemente más productivo que un accionamiento clásico. Al mismo tiempo es muy respetuoso con el medioambiente ya que solo consume energía durante el plegado.
La nueva TruBend Serie 5000 y el Magic ShoeUn gran número de nuevas funciones hacen a la nueva TruBend Serie 5000 de TRUMPF más productiva y fácil de manejar. Un nuevo concepto de control facilita enormemente el manejo de las máquinas. Además, dos innovadores sistemas de medición de ángulos garantizan la máxima precisión
en portad@
Este zapato de trabajo equipado con un sistema de sensores inteligentes es un nuevo elemento de manejo revolucionario de la TruBend Serie 5000. El MagicShoe permite al operario accionar la carrera con el pie en cualquier punto de la máquina con facilidad, seguridad y libertad de movimiento
Un gran número de nuevas funciones convierten las máquinas de la nueva TruBend Serie 5000 de TRUMPF en unas máquinas versátiles y productivas capaces de plegar de forma rentable incluso lotes pequeños

en portad@
13· nº 214 · marzo 2016 ·
Al perfeccionar la plegadora con más éxito de TRUMPF se dio prioridad al operario, puesto que este es determinante para la productividad y la calidad de las piezas de plegado. Numerosos componentes ergonómicos facilitan el trabajo del operario, como el MagicShoe, que ha revolucionado el accionamiento de las carreras. Para obtener unos resultados de plegado precisos, TRUMPF ofrece dos innovadores sistemas de medición de ángulos que se complementan a la perfección. Por otro lado, el nuevo mando facilita el manejo de la máquina.
Interacción hombre-máquinaLa nueva unidad de mando Touchpoint TruBend ofrece un
uso revolucionariamente sencillo e intuitivo. Los operarios se orientan rápidamente en las distintas pantallas debido a que estas están siempre centradas en lo esencial a la vez que ofrecen todas las opciones conocidas. Asimismo, una visualización en 3D sumamente realista con control de colisiones asiste también al operario. La interfaz de usuario está adecuadamente orientada a las exigencias de la producción diaria. La máquina se puede manejar sin ratón o teclado e incluso con guantes de trabajo a través de un monitor de 21,5 pulgadas con funcionamiento multitáctil, como una tablet. El operario puede girar el monitor para colocarlo en la posición que le resulte más cómoda, así como acceder rápidamente a asistencia directa siempre que lo necesite.
Para disminuir los desplazamientos y aumentar así la producción, el operario tiene a su disposición la nueva MobileControl Pro como unidad de mando móvil adicional. Esta se coloca donde se desee a lo largo de la viga opresora, por lo que siempre está al alcance de la mano y el operario suele ahorrarse el desplazamiento hasta la unidad de mando. Una pantalla a color de 3,5 pulgadas permite al operario introducir todos los datos necesarios para el proceso de plegado directamente junto a la máquina, como ir a la operación de plegado siguiente o anterior o corregir las posiciones del ángulo y el eje.
Asistentes ergonómicos para unas piezas de gran calidad
Un elemento de manejo revolucionario de la TruBend Serie 5000 es el MagicShoe: un zapato de trabajo que incorpora un sistema de sensores inteligentes. Con él, el operario puede accionar la carrera con el pie en cualquier punto de la máquina con facilidad, seguridad y libertad de movimiento. Arrastrar y cambiar de posición el pedal se vuelve innecesario y se mantiene despejado el espacio de la parte frontal de la máquina. El MagicShoe cuenta con su propia certificación de tipo y su seguridad está probada y certificada por el TÜV. Así pues, su uso es totalmente seguro y el accionamiento accidental de la carrera no es posible.
Las consolas de apoyo en plástico, con cepillos o rodillos con ajuste de altura continuo asisten en la manipulación de las piezas. Cada una puede soportar un peso máximo de 200 kilogramos, siendo así muy robustas e idóneas para el trabajo diario. En el caso de piezas particularmente pesadas y grandes, el dispositivo auxiliar de plegado puede ser también de ayuda, asistiendo en los plegados con ángulos de hasta 30 grados y permitiendo así realizar, por ejemplo, plegados previos para doblados. Si varían las alturas de los útiles o plegados en Z, un eje CNC adicional ajusta de forma automática el dispositivo auxiliar de plegado en la altura correcta.
TRUMPF ofrece dos sistemas de medición de ángulos complementarios para conseguir unos resultados de plegado precisos. El sistema ACB Laser registra el ángulo de plegado con independencia del útil empleado y funciona sin parada alguna para el montaje de útiles
El ACB Wireless optimizado no incluye cable y es fácil de utilizar. La medición se realiza mediante dos discos palpadores integrados en el útil superior

Además, un dispositivo auxiliar óptico de montaje y posicionamiento reduce los tiempos de montaje de útiles ya que unas luces LED blancas muestran con precisión milimétrica dónde se han de utilizar los útiles de plegado. Y durante el plegado, este dispositivo se ilumina siempre en la estación donde se realizará la siguiente operación de plegado.
Para poder orientar con seguridad las piezas de trabajo, la máquina está disponible con un tope trasero optimizado de 2, 4, 5 o 6 ejes que localiza la posición correcta todavía más rápido. La iluminación LED asegura una buena visibilidad en la parte frontal y en el interior de la máquina. Las puertas correderas laterales de vidrio de seguridad aseguran también unas condiciones de iluminación óptimas y reducen al mismo tiempo la necesidad de espacio junto a la máquina en comparación con las puertas oscilantes convencionales.
Dos sistemas de medición para unos ángulos precisos
Un aspecto importante de la calidad del plegado son unos ángulos exactos. De ahí que TRUMPF ofrezca diversas funciones inteligentes destinadas a alcanzar la máxima precisión. La función de detección del espesor de la chapa TCB
(Thickness Controlled Bending) reduce por sí sola los errores en los ángulos debidos a las variaciones del espesor de la chapa. Quien desea conseguir ángulos totalmente precisos, confía en los sistemas de medición de ángulos ACB (Automatically Controlled Bending).
Estos sistemas miden el ángulo real y la resiliencia de la pieza a plegar durante el proceso de plegado y guían la viga opresora hasta conseguir el ángulo deseado: la solución perfecta para garantizar resultados óptimos desde la primera pieza. Hay dos excelentes sistemas ACB de medición de ángulos disponibles para la TruBend Serie 5000, los cuales se complementan a la perfección. Lo ideal es que se emplee uno de ellos dependiendo de la aplicación de que se trate.
El nuevo sistema ACB Laser es compatible con todo tipo de útiles. En este sistema hay una estación de medición delante y otra detrás de la línea de plegado que se desplazan de forma automática hasta la posición correcta. En el caso del sistema óptico sin contacto, un láser proyecta una línea sobre la chapa y el ángulo es registrado por una cámara. Sobre todo para ángulos agudos y abiertos y chapas de gran grosor, ACB Laser es la solución ideal para conseguir la máxima precisión, y ello sin tiempos de montaje de útiles. Para quienes plieguen lados cortos, necesiten mediciones de varios puntos o trabajen con superficies reflectantes, la solución ideal es el sistema ACB Wireless optimizado. Este sistema no incluye cable, detecta automáticamente la posición de los útiles sensores y es fácil de manejar. La medición se realiza mediante dos discos palpadores integrados en el útil superior.
en portad@
· nº 214 · marzo 2016 ·14
La nueva unidad de mando Touchpoint TruBend presenta un uso sencillo e intuitivo y está optimizada para el trabajo diario. La máquina se puede manejar sin ratón e incluso con guantes de trabajo a través de un monitor de 21,5 pulgadas con funcionamiento multitáctil, como una tablet
Para disminuir los desplazamientos y aumentar así la producción, el operario tiene a su disposición la nueva MobileControl Pro como unidad de mando móvil adicional
TRUMPF MAQUINARIA tel. 91 6573664www.es.trumpf.com


tecniram@
· nº 214 · marzo 2016 ·16
E l nuevo FARO Cobalt 3D Imager está equipado con procesadores integrados dedicados, una primicia en la industria. El sensor inteligente permite
configuraciones únicas de combinaciones de varios Imagers. Eso permite a los fabricantes industriales una mejora importante en productividad y operaciones de una manera nunca antes posible. Una cantidad ilimitada de 3D Imagers puede colocarse en configuraciones de combinaciones prácticamente en cualquier lugar del proceso de producción, escaneando simultáneamente y controlado por un solo ordenador.
Ideal para el entorno de producción, Cobalt también se puede instalar de forma más convencional, como por ejemplo en una base giratoria, robot o célula de inspección
industrial. Al combinar proyección de luz azul, cámaras estéreo y potente procesamiento integrado, Cobalt captura y procesa millones de puntos 3D en segundos. Con alta resolución, exposición automática y rango dinámico elevado, Cobalt maneja de forma experta piezas complejas con detalles finos, colores diversos, texturas y reflectividad. Cobalt ofrece mediciones rápidas y consistentes, con independencia del operario, para la inspección de calidad y aplicaciones de ingeniería inversa de piezas, ensamblajes y herramientas.
“El FARO Cobalt ofrece datos de escaneo 3D fiables y precisos en un flujo de trabajo automatizado. Sin restricciones en el número de sensores en un conjunto, no hay límite para mejorar el tiempo del ciclo de inspección. Eso lo convierte en
un producto nuevo y emocionante que mejora la gama de productos de FARO para la inspección durante y acerca de los procesos”, declara Dr. Simon Raab, presidente y director general de FARO. “El precio y las posibilidades de Cobalt lo convierten en una herramienta rentable, versátil y práctica que proporciona un rápido retorno de inversión para los clientes en diversas aplicaciones de metrología y diseño de productos”.
Dr. Raab añade: “Nos sentimos especialmente orgullosos de la función con patente pendiente de procesamiento integrado de Cobalt que en última instancia ayuda a simplificar la integración del dispositivo en entornos de producción avanzados. Junto con el software CAM2 Measure 10 de FARO, un número ilimitado de sensores Cobalt pueden capturar simultáneamente
Nuevo sensor de metrología automatizado para una medición sofisticada en
proceso minimizando costes de integración e infraestructura
FARO Technologies, Inc., empresa de referencia en tecnología de medición 3D, captación de imágenes y realización, anuncia el lanzamiento de combinaciones altamente flexibles de 3D Imager que permiten impulsar procesos de metrología en la fabricación industrial automatizada al siguiente nivel
FARO PRESENTA SU INNOVADOR FARO COBALT 3D IMAGER: NUEVA MATRICES DE CÁMARAS 3D INTELIGENTES

grandes superficies o ensamblajes complejos. Gracias al campo de visión configurable, procesamiento inteligente de nubes de punto y su resolución, se puede adaptar a diversas necesidades de medición. Nuestro análisis demuestra que, para la inspección de grandes superficies, una disposición múltiple de sistemas de captura de imágenes con sensores Cobalt es más rápida, más fácil de integrar, más asequible, más precisa y más fácil de mantener que los grandes sistemas de captura de imágenes de robot que están disponibles en el mercado. Además, Cobalt también puede superar los sistemas basados en un robot en términos de alta resolución y velocidad de procesado de datos así como perfil bajo y peso ligero”.
El FARO Cobalt 3D Imager está diseñado para la integración rápida y fácil en la planta de producción, y se integra a la perfección con el software de metrología CAM2 Measure 10.
FARO SPAIN tel. 93 4311268www.faro.com/spain

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·18
Jaynoa nació en 2011 y se integra en la compañía GND97. El proyecto está avalado por un equipo con 20 años de experiencia en el sector de la transformación de chapa,
soldadura e ingeniería de proyectos. Asentada en la localidad navarra de Peralta, Jaynoa se dedica principalmente a la creación de prototipos y series cortas, siendo su valor principal la inmediatez. Entre sus productos destacan las máquinas de vending acabadas, cintas transportadoras y de manipulación para alimentación, muebles de acero inoxidable a medida para el sector sanitario y comercios, generadores de aire caliente, contenedores, vídeo-porteros o armarios de domotecnología.
Todos sus productos cuentan con tecnología y diseño propios, que han dado lugar a desarrollos originales como una máquina expendedora de cerveza ultra fría y otras de alimentos calientes para importantes clientes. También están desarrollando una caldera de biomasa que esperan que suponga un éxito para la empresa.
El director técnico y de Calidad de Jaynoa, Javier Fernández, destaca que la empresa se caracteriza por su “rapidez y flexibilidad a la hora de trabajar y por la calidad de nuestros productos. Sabemos adaptarnos a cualquier pedido o necesidad de los clientes y nuestra amplia experiencia nos permite asesorarles para hallar la mejor solución”.
En el éxito de la empresa tienen mucho que ver sus seis trabajadores que desarrollan su labor en unas instalaciones de más de 800 metros cuadrados situados en Peralta, en los que se distribuyen unos medios productivos a la medida de su exigente producción.
Desde el principio de su trayectoria, Jaynoa ha apostado por Amada, una decisión de la que “estamos plenamente satisfechos”, señala Javier Fernández.
Beneficios productivosEn el inicio de su actividad, la empresa contaba con
una punzonadora que “se quedaba pequeña para nuestras necesidades y decidimos hacernos con un láser”. Así, a finales de 2012 adquirieron un láser LC-2415 ALFA IV 4.000 W.
“Para la compra de esta máquina fuimos a Inglaterra. En un principio íbamos a comprar un láser de fibra, que era más rápido para chapa fina. Pero viendo el mercado en el que nos íbamos a mover, Amada nos recomendó el ALFA IV, que es mucho más versátil y para nuestras necesidades nos ha venido de maravilla. Estamos muy contentos con esta máquina”, explica el directivo.
Diseño y calidad como banderaLa unión entre I+D y fabricación alcanza sus cotas más altas cuando una empresa pone al servicio del cliente la mejor tecnología y el mejor equipo humano. Es el objetivo de Jaynoa, compañía navarra que aporta un alto valor a todos los proyectos que desarrolla. La empresa ofrece una cobertura completa y continua de la vida de un producto, desde su nacimiento a partir de un concepto hasta la creación de prototipos, control de calidad, producción y certificación. Todo con la meta de ofrecer el mejor servicio con los menores costes y plazos

Prensas, plegadoras, paneladoras y cizallas
19· nº 214 · marzo 2016 ·
Entre las características de este láser destaca su excelente calidad de corte, su precisión y diseño compacto, así como su facilidad de uso y eficiencia. Javier señala además las ventajas de su mesa híbrida y rodamientos libres que aseguran un corte sin marcas y un procesado sin arañazos. “Conseguimos el mejor acabado en una gran variedad de materiales y espesores y nos da la flexibilidad y rapidez que necesitamos”.
En julio de 2014 Jaynoa adquirió su primera plegadora Amada, una HFEM2 100.3/7 AB PAD, y un año más tarde la segunda, la HFEM2 80.25/7 AB PAD. Estos modelos consiguen un importante ahorro de energía así como un control total de los ángulos de plegado y una operación más fácil a través de su pantalla táctil.
Para conseguir una mayor comunicación entre el departamento de diseño y las máquinas, tanto con el láser como con las dos plegadoras, la empresa ha adquirido también los programas informáticos SHEETWORKS WITH SOLID WORKS + DR. ABE BLANK LASER.
“El cliente simplemente nos envía los planos en 3D y el programa directamente genera los archivos necesarios para el láser y preparamos las piezas. Este sistema nos da mucha rapidez en la fabricación. También adapta los diseños de los prototipos que realizamos al lenguaje de la máquina para que el desarrollo y la fabricación sean lo más eficiente posible”, explica el director técnico.
Con la adquisición de la última plegadora, la empresa ha integrado en su sistema de trabajo un nuevo software que “nos permite generar los planos, transmitirlos a la máquina y ésta los ordena para producirlos en el orden más eficiente. El programa también nos ayuda a preparar dónde colocar el utillaje y a agrupar piezas, lo que reduce bastante los cambios. Nuestra producción requiere muchos ajustes ya que ninguna pieza es igual y manejamos muchos materiales y espesores diferentes. Gracias al software hemos reducido los tiempos de producción y nos proporciona un punto de diferenciación respecto al resto del mercado. Estamos muy satisfechos con este nuevo sistema que ha supuesto un salto cualitativo en nuestra producción”.
Jaynoa cuenta además para sus plegadoras con una gran cantidad de utillaje Amada para dar respuesta a su exigente de fabricación. “Precisamos mucho utillaje ya que las piezas que hacemos son bastante complejas. El amplio catálogo de Amada da respuesta a todas nuestras necesidades. Ya hemos utilizado el 100% de las herramientas adquiridas”.
Apuesta exitosaLa adquisición de la primera máquina Amada por
parte de la empresa navarra “fue muy meditada ya que las condiciones del mercado eran duras debido a la crisis. El trato y sobre todo el asesoramiento que nos brindó Amada hicieron que sobresaliera ante sus competidores. Nos podían haber vendido una máquina más cara, porque nosotros pensamos en un primer momento en un láser fibra, pero se centraron en analizar nuestras necesidades y su recomendación fue todo un acierto. El equipo comercial tiene un conocimiento técnico muy profundo y eso da tranquilidad durante todo el proceso”, explica Javier Fernández.
También fue importante la financiación ofrecida por Amada en esta adquisición. “Apostaron por una empresa que acababa de nacer y nos acompañaron en nuestros planes de crecimiento ofreciéndonos la mejor tecnología del mercado que daba respuesta a nuestras necesidades. En nuestro éxito como proyecto empresarial Amada ha tenido mucho que ver. Es una empresa que no sólo te vende la máquina, sigue ahí, apoyándote. Amada crece junto a sus clientes y se preocupa por ayudarte y asesorarte en todo momento”.

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·20
Jaynoa también valora positivamente la formación y el seguimiento que hace Amada de sus máquinas. “Hemos tenido formación específica para el manejo del láser, las plegadoras y el software. Cualquier duda que nos surge la solucionan rápido. Llamamos y se ponen en contacto con nosotros enseguida”.
El director técnico y de Calidad de Jaynoa asegura que “seguiremos confiando en Amada y en su maquinaria. El sistema de trabajo es el más eficiente que podemos desarrollar y con su tecnología tendremos todo el proceso en red. Por el momento hemos corrido mucho, casi una máquina por año y el crecimiento ha sido muy rápido. Amada nos ha permitido demostrar a nuestros clientes que trabajamos las piezas con calidad y rapidez. Ahora queremos centrarnos en el desarrollo de prototipos y tenemos claro que contaremos con Amada para seguir creciendo”.
AMADA MAQUINARIA IBÉRICA tel. 93 4742725www.amada-mi.es
JAYNOA tel. 948 753363www.jaynoa.com
DATOS CLAVE

Prensas, plegadoras, paneladoras y cizallas
21· nº 214 · marzo 2016 ·
Su robusto armazón en cuello de cisne y un sistema de compensación dinámica posibilitan una mayor precisión. El operario puede elegir entre diferentes
modos de trabajo: cota, fuerza, distancia desde contacto o tiempo de prensado. Dispone de capacidad para 100 programas de trabajo. La programación es sencilla e intuitiva, no requiere de conocimientos de PLCs.
Las prensas eléctricas completas AGME PE realizan las principales funciones de control: fuerza en recorrido, distancia, posición de contacto, posición final y fuerza final ejercida. La monitorización de los resultados se realiza
en una pantalla táctil con diferentes gráficos y curvas de prensado. Los resultados se almacenan en una base de datos que pueden ser exportados a un PC, garantizando así una total trazabilidad del proceso.
El diseño modular de esta gama de prensas y su sencilla y rápida instalación permiten una mayor flexibilidad y versatilidad. Se puede suministrar tanto como prensa eléctrica completa con funcionamiento autónomo y certificación CE, como cilindro eléctrico básico AGME PE-UC que se puede integrar en máquinas especiales de mayor tamaño y cuyo funcionamiento es gobernado desde el autómata que utilice la máquina especial donde se instale. El interface multicanal gestiona hasta 3 cilindros con el mismo software.
La prensa eléctrica completa PE funciona con su propio autómata y ofrece todas las funciones de control y monitorización. Los cilindros eléctricos AGME PE-UC, sin embargo, podrán incorporar o no el software estándar de la prensa eléctrica, dependiendo de las especificaciones técnicas de la máquina en que se integre. El interface multicanal gestiona hasta 3 cilindros con el mismo
software.
Otras ventajas de usar prensas eléctricas marca AGME son su mínima necesidad de mantenimiento, el ahorro de energía que suponen respecto a las prensas hidráulicas y sus bajos niveles de ruido.
Así mismo, AGME Automated Assembly Solutions ofrece un producto y servicio de confianza, fabricado íntegramente con tecnología AGME, lo que permite un control total de la calidad del producto.
AGME Automated Assembly Solutions fabrica prensas eléctricas para mayores exigencias de precisión y repetibilidad de las operaciones de prensado. Su cilindro eléctrico tiene una repetibilidad de 0,01 mm y una precisión en la lectura de la fuerza del 5%. De forma opcional, se puede incorporar una célula de carga obteniéndose entonces una precisión en la medición de +/- 0,5%
Nuevas prensas eléctricas y servo prensas para mayores exigencias de precisión y repetibilidad
AGME Automated Assembly Solutions tel. 943 121608 www.agme.net

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·22
Es el resultado de un análisis exhaustivo del mercado y la producción de más de 3.000 paneladoras Salvagnini instaladas en los sitios de los clientes
Salvagnini en todo el mundo, y representa completamente la nueva generación lean de paneladoras Salvagnini.
El desarrollo de estas máquinas ha seguido pautas muy precisas establecidas por el proceder diario de quien trabaja con la chapa: estar listos para las necesidades de producción de hoy y para satisfacer las de mañana, gracias a una solución ganadora, aprovechamiento de la experiencia que la empresa ha obtenido recolectando y respondiendo a las diversas peticiones de sus clientes en numerosos y diversos sectores; ofrecer una herramienta fiable y simple; y, por último pero no menos importante, realizar una máquina que se puede integrar fácilmente en las células flexibles FMC (célula de fabricación flexible) y capaz de comunicarse con otras máquinas/ dispositivos dentro de la fábrica 4.0.
Las paneladoras lean Salvagnini saben cómo responder a estos requerimientos debido a sus características distintivas. Herramientas de plegado únicas permiten la realización de piezas, paneles y perfiles de 0,4 a3,2 mm, proporcionando la máxima flexibilidad para el operador.
La productividad está garantizada por el equipamiento automático de la herramienta en tiempo oculto sin ninguna pérdida de tiempo para el set up.
Viaje al futuroPrestando la máxima atención a las tendencias del mercado, continuamente buscando soluciones tecnológicas innovadoras, Salvagnini, con una gama de productos en constante expansión, ofrece a los clientes soluciones para hacer frente a los retos del futuro, apoyándolos en la revisión de su proceso de producción. Para las exigencias aplicativas de hoy y mañana, el último modelo de las paneladoras automáticas Salvagnini, P4lean-2520, presentado en estreno mundial en Blechexpo Stuttgart 2015, reúne todos los conceptos más avanzados de la tecnología de plegado y la filosofía «Lean» y los integra con nuevos aspectos técnicos
CON LAS PANELADORAS P4LEAN DE SALVAGNINI
Paneladora P4lean-2520
El software EDITP4 2.0 al mismo tiempo permite una programación
simple y propone la simulación en 3D del proceso de plegado, garantizando
la sencillez de uso de la máquina

Con tecnología MAC 2.0, los cambios de los comportamientos de la chapa se compensan automáticamente, haciendo de P4lean un sistema de producción inteligente.
El software EDITP4 2.0 al mismo tiempo permite una programación simple y propone la simulación en 3D del proceso de plegado, garantizando la sencillez de uso de la máquina.
El consumo de tan solo 9 kW para un modelo de 2,5 metros, un 30% menos respecto a los modelos anteriores, junto con el diseño compacto y optimizado
y la arquitectura más ligera y simple, representan el diseño lean de las paneladoras que, gracias a tiempos de equipamiento nulos, cero residuos y sin manipulación intermedia son las verdaderas herramientas de la filosofía lean manufacturing.
Prensas, plegadoras, paneladoras y cizallas
SALVAGNINI tel.. 902 106483www.salvagnini.es
Ejemplos de producción con P4lean

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·24
Hace años si se requería más espacio para instalar una línea de alimentación convencional se consideraba fácilmente. Hoy en día las cosas han cambiado un
poco, todos necesitamos sacar el máximo provecho al espacio existente. Este incremento en el valor del espacio ha sido considerado en Europa mucho antes que en otras partes del mundo. Es por ello que la tecnología de las líneas compactas ha salido de empresas europeas y ahora está propagada en todo USA. De cualquier forma, las líneas compactas no siempre son la mejor solución. Veamos algunos de los criterios de selección para considerarse o no candidato a una línea compacta.
Consideraciones:- Golpes por Minuto (GPM): si su trabajo requiere de alta velocidad o avances muy largos, una línea de catenaria larga es la mejor solución (entendiendo alta velocidad mucho mayor a 80-100 GPM). Si tiene un avance de alimentación de 720mm o mayor con una cadencia superior a 30-35 GPM estaría gravando en un sistema compacto. Por ejemplo, un fabricante de laminación de motor (rotor/estator) nunca podría llegar a las velocidades que necesita con un sistema compacto. Una prensa a 500 GPM con avances de 100mm no se va a lograr en una línea compacta.
- Material de superficie crítica: como una línea compacta para en cada golpe significa que tanto los rodillos de alimentación como los de enderezado también paran. Durante el tiempo de paro, a veces es posible dejar marcas “testigo o sombra” a través del ancho del material. Si está corriendo con materiales pulidos, ése es el producto final y lo más probable es que las marcas se vean. En este caso ir a una línea de catenaria larga, el material continúa viajando a través del enderezador sin detenerse a menos que se pare la línea. Es también importante contar con una transmisión de velocidad variable en su enderezador para eliminar paros y avances innecesarios en el material. El control de catenaria otorga mayor fluidez de salida al enderezador, eliminando así el problema de paro/avance. Un buen sensor electrónico o ultrasónico de catenaria nos dará mejor resultado.
Ahora que ya hemos determinado qué es candidato para una línea compacta de alimentación veamos otras consideraciones. Se ha dicho que el mayor obstáculo en el diseño de una línea es el manejo de la bobina, no el propio enderezador alimentador. ¿Será un devanador o porta bobina con bastidor de cuna? ¿Un devanador de doble carrete o sencillo con carro porta bobina? Todos tienen su lugar, pero debemos determinar cuál es el mejor.
Novedades en líneas de alimentación compactasCada cierto tiempo aparece una nueva palabra de moda que flota dentro de nuestra industria hasta que se convierte en un tanto genérica. Como a principio de los 80’s los “servo alimentadores” y hoy en día las “servoprensas”. Hace no mucho tiempo que nadie sabía o había escuchado nada a cerca de los “alimentadores compactos”. La Empresa Americana Dynamic Feeds a principio de los 90 exhibió con éxito durante la feria de Chicago IMTS una de las primeras línea compactas de alimentación marca ARKU. Años más tarde ya era una de esas palabras nuevas, pero conviene ser cautelosos cuando consideremos una línea de alimentación compacta versus una más convencional de catenaria larga

Prensas, plegadoras, paneladoras y cizallas
25· nº 214 · marzo 2016 ·
¿Cuáles serán los máximos ancho y espesor del material a utilizar? Dependiendo del ancho máximo, una porta bobina tipo cuna puede ser mejor que uno vertical tipo carrete. Examinemos primero la configuración más común de la línea compacta Porta bobina, alimentador-enderezador.
Línea de Porta bobina- Alimentador-Enderezador
Es el sistema de línea de alimentación compacto más tradicional. Si su material no es excesivamente grueso y el marcado de la superficie diámetro exterior del material es crítico, una porta bobina vertical será una buena solución. También si utiliza materiales más finos, hasta 0.4mm o angostos, entonces los porta bobinas tipo cuna no son una buena solución. Una porta bobina vertical es mejor solución si se tiende a utilizar bobinas parcialmente. Las porta bobinas verticales hacen que sea sencillo rebobinar contando con los brazos de sujeción apropiados. Los brazos mantienen el rollo ajustado mientras se rebobina. Esto es difícil o imposible utilizando una porta bobinas tipo cuna. Además, un porta bobinas vertical permite correr el material aún cuando la matriz esté montado fuera de centro en la prensa. Casi todas las portas bobinas de tipo cuna se centran solos con poca provisión para moverse fuera de centro.
Ahora que su decisión por su porta bobina es un hecho. ¿Necesita uno sencillo o doble? Aquí hay algo a considerar, con una porta bobina vertical doble, se necesita el espacio suficiente para girar a posición los carretes. En una porta bobina de carrete sencillo se necesita menos espacio. Nuestros estudios demuestran que hay muy poco diferencial de tiempo de cambio entre una porta bobina vertical doble versus una sencilla con carro porta bobina.
Para contar con suficiente potencia para de bobinar y rebobinar un carrete, la transmisión convencionalmente será hidráulica o de frecuencia variable (VDF). Además, para contar con la suficiente potencia para expandir el mandril del diámetro interior de la bobina, la expansión hidráulica es una buena solución. La función de expansión mecánica es mejor con cuñas, pero limita el rango de expansión. Para bobinas de peso ligero un mecanismo de acoplamiento - eslabón ofrece un rango mayor pero menor robustez.
Otra consideración es el grado de automatismo que requiera. Si cambia de trabajos con frecuencia y quiere eliminar los errores potenciales del operador, un sistema automatizado puede ser la solución. Con esto, el operador pulsa un número de trabajo previamente guardado y todos los parámetros para éste trabajo son recordados. La sofisticación del automatismo dependerá del proveedor.
Se requiere guardar los siguientes parámetros para su sistema automatizado.
- Largo de alimentación/avance - Parámetros de enderezado/penetración de rodillos- Velocidad/GPM- Altura de línea de alimentación.- Localización de la bobina transversalmente, basado en el ancho del material. - Localización del cono centrador basado en el ancho del material - Rodillos guía motorizados de entrada y salida.
Si sus cambios de bobina son menos frecuentes o si no requiere este grado de sofisticación, entonces una línea estándar cumplirá mejor con sus necesidades. De cualquier forma, con esta decisión todavía cuenta con las siguientes características como un estándar:
- Ajustes de enderezado motorizados de rodillos enderezadores.
- Ajuste motorizado de la altura de alimentación.- Mesa de enhebrado y pelador motorizados- Expansión central y rotación hidráulicas (como potencia).
Con este estilo ya se cuenta con cierto automatismo, pero el centrado de la bobina y el localizador se deben realizar manualmente. Un carro porta bobinas ayuda mucho para montar y localizar la bobina en el mandril. Esta es una opción que debe considerarse seriamente para implementar cambios de bobina más rápidos y así prevenir daños al material durante su montaje.

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·26
Líneas de enderezado y porta bobina tipo cunaPueden ser una buena solución si se utiliza material de alto
espesor y dureza. Cuando se corre éste tipo de materiales, la seguridad es esencial. Una vez los flejes que sujetan el material se cortan, es crucial sostener y cubrir el material con medios apropiados para prevenir el efecto “muelle de reloj”. En un porta-bobinas vertical convencional, un brazo de sujeción (en ocasiones múltiple) para prevenir se desenrolle. También existen opciones a considerar para hacer los cambios de bobina más rápidos. Uno es con porta bobina de doble cuna. Esto permite un rollo esperando en una cuna directamente detrás de la motorizada, una vez que la bobina se ha utilizado, la segunda cuna cuenta con un brazo que empuja el rollo hacia la motorizada y así el operador no tiene que esperar a que venga otra bobina. La segunda opción, más costosa, es una doble cuna lateral deslizable, en éste caso el largo de la línea es menor ya que las bobinas en su cuna están en paralelo. Al terminarse la bobina en uso, se desliza la segunda para ubicarla en el centro de la línea.
Cuando se decide la opción de porta bobina de cuna existen algunas cosas a considerar:
- ¿Será el marcado un problema? Como la bobina se mueve vía su diámetro exterior, existe la posibilidad de marcar el material. Si utiliza materiales pulidos o cosméticos la porta bobina de cuna no es la mejor opción. Si sus productos no son cosméticos o los componentes se montarán en camiones, automóviles en el chasis, entonces probablemente esto no sea un problema.- Otra consideración es la utilización de bobinas parcialmente. Antes del “justo a tiempo” y de inventarios críticos, la respuesta sería correr el equipo hasta terminar la bobina y almacenar las partes sobrantes. Hoy en día, es más probable que se detenga la bobina en producción al terminar de fabricar el número de piezas requerido, después desmontar la bobina y almacenarla. Es muy difícil rebobinar el material ajustándolo mientras descansa en una porta bobinas de cuna. No es imposible, pero es más sencillo hacerlo en una porta bobinas de carrete vertical. En el carrete, el material puede ser sujetado por el cabezal del enderezador y el brazo superior para rebobinar ajustado. Entonces es sencillo flejar de nuevo el material y enviarlo al almacén.
Sin importar el tipo de porta bobina seleccionado, es muy importante considerar los aspectos de seguridad de contención del material. Se requieren brazos de sujeción y de contenciones apropiadas especialmente, con los materiales de alta resistencia y baja aleación; materiales (HSLA). Esto se requiere en ambos tipos porta bobinas, tanto de cuna como verticales de carrete para evitar el peligroso des embobinado o efecto “muelle de reloj”. Para materiales de alta resistencia el brazo que sujeta, también deberá llevar una rueda/rodillo motorizado en el extremo final para asistir a entregar el material hacia la mesa de enhebrado/pelado.
Otras características a considerarAhora que la forma del de bobinado ha sido
determinada, enfocamos nuestra atención hacia las características y consideraciones en los cabezales alimentadores-enderezadores.
1.- Un cabezal de enderezado en bancada permite los mejores resultados en cuanto a planicidad. Existen dos diseños básicos de cabezales enderezadores y los dos tienen su aplicación. Uno utiliza ajuste individual de rodillos para doblar el material entre dos rodillos opuestos y el otro es ajuste de la bancada. Con el ajuste de bancada versus ajuste de rodillos individuales, los rodillos pueden ser de un diámetro y su espaciado entre rodillos menores, esto permite doblar el material rodeando de forma ajustada el radio del rodillo. Además, con éste diseño hay únicamente dos rodillos de enderezado con parámetros de ajuste para la distancia de entrada y salida. Típicamente se realizará más trabajo a la entrada y menos a la salida. Normalmente la distancia de salida se ajusta igual o cerca de la medida del espesor del material. Al aumentar la capacidad del enderezador debe haber soporte o rodillos de soporte para prevenir flexiones en los rodillos de diámetros pequeños parecido al diseño de un nivelador de precisión. Además, cuantos más rodillos haya en la bancada, mejor será el resultado de enderezado. Con enderezadores convencionales de con ajuste de rodillo individualmente contaremos con 5 a 7 rodillos únicamente. Con 9 o más rodillos la tolerancia de planicidad será mejor y es posible que en muchos casos reduzca o hasta logre eliminar defectos del material como el arqueo transversal. Para asegurar la suficiente potencia y pasar el material a través de los rodillos, estos deberán contar con transmisión de potencia. Lo ideal es que todos los rodillos sean motrices, pero esto incrementa el coste y complejidad de la máquina. En la mayoría de los casos, si los rodillos inferiores están impulsados será suficiente.2.- Cabezal de enderezado con posible apertura como opción: ésta es una opción muy importante ya que se puede abrir el cabezal lo que permite fácil acceso a los rodillos para limpieza. Esto es importante si cambiamos materiales de rolado en caliente con escama hacia rolado en frío o aluminio en la misma máquina. Esta característica también facilita el enhebrado del material dentro del cabezal de alimentación-enderezado al comenzar.

Prensas, plegadoras, paneladoras y cizallas
27· nº 214 · marzo 2016 ·
3.- Una mesa de enhebrado/pelado efectivo es útil para asistir en el enhebrado de la bobina hacia el cabezal de alimentación-enderezado sin tocarlo. Un buen enhebrado-pelador con dos ejes de ajuste facilita el camino hacia el cabezal y con seguridad. Una lengüeta de extensión en el pelador, alcanzará la orilla del material para dirigirlo desde la bobina. Una mesa de enhebrado pivotante hacia arriba y abajo asiste de manera segura en meter el material bajo los rodillos de enderezado. Finalmente, un brazo para doblar material de bobina en el enderezador puede ayudar a doblar hacia atrás la orilla de inicio cuando sea necesario. 4.- Una característica que se ofrece en algunos cabezales compactos de alimentación-enderezado es una rueda de medición de circuito cerrado suministrando retroalimentación que indica el movimiento actual del material y no está únicamente midiendo el giro del rodillo. Por ejemplo, si un pedazo de material se toma en la matriz y los rodillos resbalan sobre el material, sin un sistema de retroalimentación, el alimentador detectará que el movimiento se ha realizado. Con el circuito cerrado de retroalimentación, el paro de emergencia se puede activar esperando esto suceda antes del daño.5.- Parámetros de profundidad de rodillos de enderezado: algunas máquinas ofrecen únicamente ajuste mecánico con indicadores de carátula. Otros, especialmente con el uso de materiales más duros y de mayor espesor, ofrecen motores hidráulicos convencionales para realizar los ajustes. Los parámetros pueden guardarse en la memoria y los parámetros reales se mostrarán en pantalla de control digitalmente. 6.- Guiado del material: otra característica de importancia para asegurarse que el material entra al enderezador cuadrado. Las mejores máquinas contaran con rodillos de guía a la entrada y salida. En versiones automatizadas de ciertas máquinas éstas son motorizadas y se pueden guardar en memoria para los diferentes trabajos.7.- Otra característica a considerar es el modo de ajustar el nivel de altura/paso de la línea de alimentación. Esto se puede hacer manualmente con una manivela manual y gatos mecánicos de elevación que pueden requerir una buena cantidad de potencia del brazo humano; o las mejores máquinas que tendrán una línea de paso ajustable hidráulicamente que se lograr con el simple giro de un interruptor. Este parámetro también puede guardarse en los sistemas más automatizados de líneas de alimentación compactas.
La construcción completa de la máquina es la última pieza del puzle. Algunos equipos llamados líneas compactas son, en realidad, únicamente servo alimentador con un enderezador sin transmisión de potencia pegado y un porta bobina, ya sea vertical o tipo cuna, por separado. Esto para mí no se trata de una línea compacta de verdad.
Una línea compacta deberá ser un equipo de una pieza con una base común, la cual integra a todas las máquinas que la componen. Al construir la máquina de esta manera se elimina la posibilidad de que esté desalineada y la necesidad de anclar equipos separados. También permite mover el equipo en una pieza cuando sea necesario. Otro beneficio adicional en ciertos equipos compactos, es el montaje de todo el cableado y líneas hidráulicas dentro del chasis de la base común. Esto elimina toda posibilidad de daños con los movimientos, grúas, toros, y hasta carros porta bobinas.
Estos sistemas no son únicamente para bobinas pequeñas. Se ofertan máquinas de hasta 1800mm de ancho y con espesores de 16mm dependiendo del ancho. Existen también alimentadores-enderezadores compactos que trabajan en Zigzag.
En conclusión, la línea compacta no es la solución para todo tipo de aplicaciones, pero sí ahorra espacio, aportando además un funcionamiento más seguro y un grado de automatización que permitirá a su empresa mantener la competitividad, un valor fundamental de presente y futuro.
Por Lara Cecchi, Marketing Manager de Servopresse Srl,
y Robert Allred, Dynamic Products/Minster Automation Division
MINSTER tel. 983 409093www.bihler-minster.com

Prensas, plegadoras, paneladoras y cizallas
· nº 214 · marzo 2016 ·28
Con la TruBend Center Serie 5000, la familia TruBend incorpora dos nuevos miembros y una nueva tecnología. Con las dos máquinas, la TruBend Center 5025 y la TruBend Center 5030, con 2,5 y 3 metros de longitud de plegado respectivamente, TRUMPF se inicia en el sector del plegado oscilante. La empresa complementa así a la perfección
su cartera de productos de plegado con dos especialistas en chapa fina. En el plegado oscilante, el plegado de la chapa es producido por un movimiento oscilante del útil de plegado. La chapa se inserta horizontalmente y se fija con pisadores. Durante el proceso de plegado, la pieza permanece en posición horizontal y no es necesario realizar un seguimiento de la misma. Sobre todo en el caso de las piezas de grandes dimensiones, esto reporta ventajas en lo que a ergonomía se refiere, a la vez que aumenta la productividad.
Con la tecnología de plegado oscilante ya es posible producir plegados tanto hacia arriba como hacia abajo, así como doblados, con suma rapidez y utilizando los útiles estándar. Los plegados circulares con diversos radios también son posibles: una gran ventaja puesto que el tiempo de cambiado de útiles y los costes en útiles se reducen. Los equipos de TRUMPF ofrecen una gama de piezas muy amplia que va mucho más allá del clásico surtido para plegado oscilante. Estos equipos producen componentes complejos, desde un marco detallado hasta un recipiente de gran capacidad, con gran productividad y precisión.
Productividad elevada sin montaje de útilesLas nuevas máquinas TruBend Center son semiautomáticas. El operario solo tiene que colocar la chapa ajustándola con
el tope trasero. Del resto de la manipulación del material se ocupa el manipulador de piezas de 2 ejes de forma automática para realizar todas las operaciones de plegado necesarias en cada canto de la pieza. A continuación, el operario gira la pieza con facilidad y el proceso se reinicia.
El plegado redefinidoDos máquinas nuevas, una tecnología nueva e infinidad de posibilidades: la TruBend Center Serie 5000 de TRUMPF trabaja con precisión y una elevada productividad, y probablemente ofrece la gama de piezas más amplia del sector del plegado oscilante. Además, gracias al asistente de ángulos se consiguen resultados óptimos desde la primera pieza
TruBend CENTER SERIE 5000
Con las TruBend Center 5025 y TruBend Center 5030, TRUMPF se inicia en el sector del plegado oscilante y complementa a la perfección su cartera de productos de plegado

Prensas, plegadoras, paneladoras y cizallas
29· nº 214 · marzo 2016 ·
TRUMPF MAQUINARIA tel. 91 6573664www.es.trumpf.com
La máquina también cambia los útiles automáticamente, por lo que el operario no tiene que invertir tiempo en montarlos. Durante el proceso de plegado, el ToolMaster Bend se encuentra a izquierda y derecha en posición de estacionamiento. Cuando llega el siguiente encargo, cambia los útiles pisadores automáticamente con rapidez y seguridad. Entretanto, el operario puede preparar el nuevo material a mecanizar, por ejemplo.
Estas prestaciones facilitan en gran medida el manejo de la máquina. Además, los procesos automáticos de manipulación de las piezas y cambio de los útiles incrementan la productividad. Gracias a esto, el equipo funciona con máxima rapidez y gran rentabilidad, incluso con tamaños de lote pequeños y medianos y también en la fabricación individual.
Más posibilidadesCon la TruBend Center, TRUMPF es la única empresa de
su sector que ofrece una plegadora oscilante con eje de altura adicional en el manipulador de piezas. Esto permite una flexibilidad de las piezas a producir sin precedentes, ya que el manipulador de piezas puede fijarlas en distintas posiciones. Sin esta función adicional no sería posible
producir muchos tipos de piezas. Además, este eje de altura asegura que el operario pueda extraer con facilidad incluso las piezas con pliegues negativos.
El diseño de la TruBend Center admite, incluso empleando los útiles estándar, una gran variedad de formatos y formas de chapas de aluminio y acero estructural de hasta 3 mm y de chapas de acero inoxidable de hasta 2,2 mm: longitudes de lados extremadamente cortas, anidados altos y perfiles pequeños, así como piezas con conformados, escotaduras y los radios más diversos. Esta máquina también mecaniza de forma productiva chapa galvanizada y pintada.
Por otro lado, para las geometrías poco habituales que plantean más dificultades hay disponibles útiles pisadores oscilantes y útiles de plegado adicionales cuya preparación para el uso es automática. Estos útiles permiten producir perfiles muy delgados, piezas con conformados próximos a las líneas de plegado, lengüetas o pliegues desplazados. Además de estas opciones y de las posibilidades que ofrece el manipulador de piezas de 2 ejes, con la tecnología oscilante los usuarios disponen de una enorme libertad a la hora de diseñar sus piezas.
Total precisiónAdemás, el usuario cuenta siempre con la ayuda del
asistente de ángulos óptico para conseguir siempre la máxima precisión. Esto resulta especialmente útil al ajustar nuevas piezas. La cámara integrada capta el ángulo real y el deseado en la unidad de mando. Al mecanizar, el operario puede ver el ángulo en todo momento y ajustarlo si es necesario. Gracias a ello, la primera pieza ya es una buena pieza.
El accionamiento en cuña que produce el movimiento oscilante de los útiles también contribuye a una alta calidad de las piezas de plegado. Sus dos ejes se desplazan de tal modo que el proceso de plegado se ejecuta cuidando las superficies. Por otro lado, su diseño es muy robusto y necesita poco espacio, unas características ideales para la rutina industrial.
En el plegado oscilante, el plegado de la chapa es producido por un movimiento oscilante del útil de plegado. La chapa se inserta horizontalmente y se fija con pisadores
La TruBend Center produce, por ejemplo, cubiertas de pantalla con lados cortos en combinación con curvaturas de radio con absoluta precisión
Con la nueva plegadora oscilante de TRUMPF también es posible producir grandes radios con precisión

Soldadura
· nº 214 · marzo 2016 ·30
“La TPS/i no constituye un desarrollo más, sino que representa un salto cuantitativo en todos los ámbitos importantes para nosotros”, resume Josef Baier, Responsable de Producción
en WP Performance Systems GmbH, sobre su experiencia trabajando con la última fuente de potencia de soldadura desarrollada por Fronius. El fabricante especialista no sólo basa su opinión en el tipo de soldadura que lleva a cabo, sino también en el resultado obtenido en la fabricación de estructuras y sistemas de escape. “Actualmente no existe ningún dispositivo parecido en el mercado. Por eso utilizamos la TPS/i para garantizar que cumplimos nuestras necesidades de penetración, alta velocidad de soldadura o para obtener un cordón de soldadura libre de proyecciones”.
Para la empresa WP Performance Systems GmbH el éxito en el circuito y el uso de los métodos de producción de motos más modernos van de la mano. Por eso, era de esperar que la empresa, una de las mayores fabricantes de componentes de estructuras de motos en Europa, fuera una de las primeras en probar la fuente de potencia TPS/i MIG/ MAG de Fronius. Tras el rotundo éxito conseguido, con un importante aumento de la productividad, WP ha incorporado más de una docena de equipos de la serie TPS/i para la construcción de estructuras y la fabricación de sistemas de escape, entre otros
Primer puesto en tecnología de soldadura
KTM vendió más de 150.000 motos en 2014, incluyendo cada vez un número más alto de motos de carretera como la 1290 Super Duke R MY 2015 Action, con la estructura y sistema de escape fabricados por WP
El 98% del cordón de soldadura del bastidor de una moto es soldado por robots
Algunas de las soldaduras del bastidor tienen que llevarse a cabo manualmente ya que los robots no llegan a determinadas zonas. Los desafíos aquí son las oscilaciones de Stickout y la apariencia de los cordones de soldadura

Soldadura
31· nº 214 · marzo 2016 ·
Penetración garantizada en caso de oscilaciones de Stickout
WP considera fundamental una penetración segura en la fabricación de bastidores de motos. El 98% de la soldadura del bastidor se realiza utilizando robots empleando acero 25CrMo4. El 2% restante no se puede llevar a cabo por robots ya que no llegan a determinados puntos en la intersección de tubos. La soldadura en estos puntos debe realizarse a mano. “Es imprescindible conseguir la penetración requerida de forma fiable, incluso en la soldadura fuera de posición o en Stickout”, explica Josef Baier. “Aquí es donde el estabilizador de penetración de la TPS/i entra en juego”. Esta innovadora característica regula el arco rápidamente y con precisión, asegurando una penetración constante en caso de oscilaciones de Stickout.
La empresa además añade un requisito más en la calidad del cordón de soldadura, “Hace unos años, nuestro equipo interno de control de calidad podía tolerar unas pocas proyecciones en el bastidor. Hoy en día ya no es aceptable”, destaca el jefe de producción. “Ahora queremos que incluso las zonas invisibles, que serán cubiertas por una carcasa, estén libres de proyecciones”.
El primer cordón de soldadura libre de proyecciones
Hasta ahora las proyecciones eran casi inevitables durante la soldadura manual, incluso utilizando los dispositivos MIG/MAG más avanzados. “Siempre se produce alguna proyección, especialmente en la fase de arranque y parada”, afirma Josef Baier. Dado que los cordones de soldadura manual durante la construcción de bastidores en WP son muy cortos, la empresa se veía obligada a invertir en la limpieza de los mismos.
Al incorporar la TPS/i en el proceso, se produjo un cambio importante, explica Josef Baier: “Ahora que sólo utilizamos la TPS/i para la soldadura manual de secciones tubulares del bastidor, podemos confirmar que los cordones de soldadura están totalmente libres de proyecciones”.
Uno de los factores más importantes para conseguirlo es el nuevo proceso LSC (Low Spatter Control) desarrollado por Fronius, que permite altos niveles de estabilidad del arco, y por ello es elegido por WP para soldar los marcos.
Alta capacidad de absorción de gaps entre chapas de poco espesor
LSC Root ha sido especialmente desarrollado para cordones de raíz. Su único perfil actual asegura una excelente fusión desde la raíz y una alta capacidad de absorción de gaps. La capacidad de absorción de gaps de la TPS/i es especialmente útil para tubos de escape, así como para chapas de acero inoxidable, acero estructural o titanio, que WP utiliza generalmente con tan solo un milímetro de espesor. “Con láminas tan delgadas, siempre existe el riesgo de que el cordón de soldadura quede en desnivel”, señala Josef Baier. “Sin embargo, gracias a LSC Root, esto ya no supone un problema para nosotros”.
En la construcción del bastidor, WP es totalmente implacable con la calidad de producción de sus sistemas de escape. Josef Baier asegura que todos los cordones de soldadura visibles del tubo de escape se llevan a cabo utilizando la TPS/i.
Ya que muchos de los cordones de soldadura están hechos manualmente, incluso algunos muy largos, comparamos un sistema de escape con el bastidor de la moto y comprobamos que
La TPS/i de Fronius garantiza una penetración constante y un cordón de soldadura libre de proyecciones incluso en soldaduras fuera de posición y largas oscilaciones Stickout
WP fabrica sus propios sistemas de escape. Esto significa que las chapas y tuberías de titanio, acero inoxidable y acero estructural se tienen que realizar con soldadura manual, un proceso que implica a veces la cobertura de grandes gaps

Soldadura
· nº 214 · marzo 2016 ·32
la velocidad de soldadura que se puede alcanzar tiene un fuerte impacto en la productividad. Ésta es otra de las áreas en la que se aprecia la fortaleza de la TPS/i con LSC. Con esta solución, Fronius ofrece mayor presión de arco y tasas de deposición en comparación con soluciones anteriores, traduciéndose esto en mayor velocidad de soldadura, como confirma Baier según su propia experiencia: “Con la TPS/i nuestros soldadores alcanzan una velocidad un 20% más rápida que antes”.
Resultados de soldadura más rápidos con mayor productividad
WP fabrica sus propios sistemas de escape a partir de chapas de metal o tubos de 6m de acero inoxidable o acero estructural, así como láminas de titanio para silenciadores y tubos de escape. Al necesitar muchos procesos de soldadura para la producción del sistema de escape, el uso de la TPS/i se ha derivado en un gran aumento de la productividad, en particular para la fabricación de tubos de escape. Con la producción de 120.000 estructuras y sistemas de escape anuales, y el consiguiente aumento de la productividad y minimización de retrabajo, los modernos sistemas de soldadura adquiridos por WP se amortizan en tan solo unos meses.
“Esta fuente de potencia nos permitirá mantener y mejorar nuestra posición de liderazgo en tecnología de soldadura. Por ello, hemos decidido instalar una TPS/i en cada puesto de trabajo donde se requieren cordones de soldadura libres de proyecciones”. Declara Josef Baier, que cuenta con el apoyo de sus trabajadores al respecto. “Una vez que han probado la TPS/i, nuestros soldadores se manifiestan reticentes a utilizar cualquier otra herramienta de soldadura”, concluye el Responsable de Producción de WP.
FRONIUS tel. 91 6496040www.fronius.es
El Responsable de Producción de WP Performance Systems GmbH, Josef Baier, está impresionado con la TPS/i de Fronius: “La TPS/i no constituye un desarrollo más, sino que representa un salto cuantitativo en todos los ámbitos importantes para nosotros”
WP utiliza la fuente de potencia TPS/i MIG/MAG para líneas de producción de tubos de escape, por tanto soldando chapas delgadas de forma rápida, fácil y libre de proyecciones
“La TPS/i no constituye un desarrollo más, sino que representa un salto cuantitativo en
todos los ámbitos importantes para nosotros”, resume Josef Baier, Responsable de Producción en WP Performance Systems GmbH, sobre su experiencia trabajando con la última fuente de
potencia de soldadura desarrollada por Fronius. El fabricante especialista no sólo basa su opinión
en el tipo de soldadura que lleva a cabo, sino también en el resultado obtenido en la
fabricación de estructuras y sistemas de escape. “Actualmente no existe ningún dispositivo
parecido en el mercado. Por eso utilizamos la TPS/i para garantizar que cumplimos
nuestras necesidades de penetración, alta velocidad de soldadura o para obtener un
cordón de soldadura libre de proyecciones”


Soldadura
· nº 214 · marzo 2016 ·34
Cuando se montan plantillas de muchos metros de longitud, la precisión de las bancadas permite el posicionamiento de los utillajes dentro de los límites de tolerancia de la pieza. La retícula de 100x100 mm con 100 mm entre centros de agujeros permite un control visual de las distancias sin importar la longitud de la colocación.
Al tratarse de bancadas totalmente estándar, la plantilla se puede formar conectando mesas, estructurando colocaciones mediante viguetas, una combinación de ambas, etc. Otra posibilidad es la de recurrir a un sistema de raíles sobre el que se colocan mesas con patas especiales.
Conexión de mesasLas mesas SIEGMUND cuentan en su
versión estándar con cuatro laterales que permiten que se puedan conectar entre ellas. El límite en el número de mesas conectadas nos lo marcará el tamaño de la pieza.
Podemos controlar las distancias entre diferentes subconjuntos de la pieza en todo momento. La reubicación de topes, escuadras, etc se realiza con mucha rapidez.
Normalmente, para este tipo de piezas de gran tamaño se suele recurrir al sistema S28 ya que nos da una mayor fuerza de apriete que el sistema S16 (retícula de 50x50 mm).
La altura a la que colocamos la superficie de trabajo la adecuaremos según necesidades por medio de patas de mayor o menor altura.
La colocación es transformable en todo momento. Cuando se ha acabado de soldar una pieza muy grande, la plantilla se puede dividir en diferentes mesas de trabajo individuales para realizar otro tipo de trabajos.
Sistemas de viguetasTanto para soldadura manual como
robotizada, una bancada SIEGMUND se puede constituir mediante viguetas estándar del propio sistema.
Esta opción es ideal cuando la pieza lleva soldadura por su parte de abajo o cuando es necesario soldar la pieza desde dentro.
Metronic División Soldadura plantea una amplia gama de posibilidades a la hora de elaborar plantillas de pequeño o gran tamaño. La modularidad del sistema SIEGMUND permite el configurar bancadas de cualquier dimensión y forma según las necesidades del cliente
Sistema modular para una soldadura sin límites

Soldadura
35· nº 214 · marzo 2016 ·
Las viguetas son utillajes que permiten expandir el sistema en los tres ejes. Podemos colocar las vigas a lo largo, a lo ancho y en otras ocasiones a lo alto. La transformación de la plantilla es constante.
Para trabajos más en serie de estructuras de diferentes tamaños, se pueden configurar sistemas de viguetas móviles tanto en vertical como en horizontal.
Fabricantes de estructura metálica están usando el sistema SIEGMUND ya que pese a trabajar con grandes tamaños de pieza, paralelismos y perpendiculares se consiguen de forma inmediata.
Sistemas de raílesOtra forma de conectar mesas es mediante sistemas de raíles. Las mesas se eligen a medida dependiendo de la
anchura de la pieza. Los raíles se componen de módulos que se pueden conectar hasta lograr la longitud deseada. Los raíles mantienen la retícula de 100x100 mm con lo que podemos calcular distancias instantáneamente.
Las mesas vienen preparadas con una estructura soporte que permite su desplazamiento por los raíles según necesidades. Fabricantes de grúas torre han configurado sistemas de mesas en vertical que se pueden desplazar por los raíles mecánicamente según la longitud del tramo de grúa que estén montando. Llegado el caso, las mesas se pueden sacar del sistema y crear así puestos de trabajo individual.
Fabricantes de trenes, autobuses y estructura metálica de grandes dimensiones están trabajando con sistemas de raíles. Es un método muy rápido para el montaje final de la pieza.
Sistemas plataformaLos sistemas plataforma se instalan
a nivel de suelo y se emplean también cuando las piezas son de grandes dimensiones. La limitación en sus dimensiones las va a marcar el pabellón donde se realice la instalación.
Un sistema plataforma es muy práctico cuando los soldadores han de moverse junto a la pieza y han de caminar sobre la propia bancada. Dicha bancada puede instalarse a ras de suelo o a una altura muy reducida. Las planitudes obtenidas durante la instalación permiten obtener una base sólida de referencia para poyar la pieza con la máxima garantía posible.
METRONIC tel. 943 121400www.metronicmetal.com
Cuando se montan plantillas de muchos metros de longitud, la
precisión de las bancadas permite el posicionamiento de los utillajes dentro de los límites de tolerancia de la pieza. La retícula de 100x100 mm con 100 mm
entre centros de agujeros permite un control visual de las distancias sin importar la longitud de la colocación

Soldadura
· nº 214 · marzo 2016 ·36
Al aumentar el carácter complejo de una solución, también aumentan las posibles fuentes de errores y los costes operativos. Esto es especialmente el caso en áreas y equipos de una empresa, donde se utilizan varios fluidos a la vez, como, por
ejemplo, aire comprimido y agua.
Por consiguiente, deben tenerse en cuenta varios parámetros que inciden en un mínimo espacio, desde la fase del desarrollo de los equipos, pasando por el uso eficiente de esos equipos, y llegando hasta los trabajos de mantenimiento y reparación. Con la integración del suministro de aire comprimido y agua de refrigeración en una sola placa, Festo ayuda a simplificar esta tarea.
Festo ofrece soluciones completas, específicamente desarrolladas para la alimentación de aire comprimido y agua refrigerante en las secciones de soldadura de la industria automovilística. La alimentación de fluidos, claramente estructurada y concentrada, logra mejorar la fiabilidad de los procesos y aumenta la disponibilidad de las máquinas y los equipos, ya sea de un robot individual o de una línea de soldadura completa.
Reducción de la complejidadFesto dispone de una amplia experiencia y conocimiento técnico en materia de
automatización de procesos de fabricación y procesos continuos. Por consiguiente, es capaz de ofrecer soluciones a medida, optimizando los ciclos, la precisión y calidad de los procesos de soldadura.
Estas soluciones, provenientes de un mismo proveedor, reducen a niveles mínimos la complejidad de los equipos. Opcionalmente pueden adquirirse sistemas para el control de vigilar los procesos y de diagnóstico.
Los robots de soldadura necesitan aire comprimido, entre otras cosas, para ejecutar los movimientos de las pinzas de soldadura y para sujetar las chapas a soldar.
El agua refrigerante es necesaria para que los procesos se ejecuten en óptimas condiciones térmicas. Las soluciones completas pueden integrarse en las rejas de seguridad, donde los operarios pueden acceder fácilmente a ellas, o bien pueden montarse directamente junto al robot. De esta manera es posible detener y volver a poner en marcha robots individualmente, o toda la línea de producción. En estas condiciones, los usuarios disponen de un sistema más versátil, disponible durante más tiempo.
Duración y precisiónFesto ofrece adicionalmente sistemas de accionamiento servoneumáticos
y sistemas de control para pinzas de soldadura X o C. Las soluciones de Festo para pinzas de soldadura se distinguen por su gran duración, y funcionan a gran velocidad y con gran precisión de repetición, además de garantizar productos siempre de la misma calidad.
FESTO tel. 901243660www.festo.es
Las operaciones de soldadura en la sección de carrocerías de plantas automovilísticas tienen que llevarse a cabo rápidamente y con gran precisión. Lograrlo no es fácil, pues tienen que cumplirse varias condiciones. La solución: Festo ofrece sistemas completos de alimentación de aire comprimido y de agua refrigerante para pinzas de soldadura, integrando las 2 funciones en una misma placa de instalación. Un sistema de alimentación de diversos fluidos versátil y concentrado a la vez, ofrece más seguridad y eficiencia
Soluciones completas para la alimentación de aire comprimido y agua refrigerante para pinzas de soldadura
Especial para robots de soldadura: soluciones
completas de Festo para la alimentación de fluidos.
(Foto: Festo AG & Co. KG)

Soldadura
37· nº 214 · marzo 2016 ·
La solución WeldCube contiene un PC industrial (IPC) con un software integrado que permite conectar hasta 50 fuentes de potencia. Este sistema
es compatible con todas las series de equipos digitales Fronius, el sistema de soldadura por puntos DeltaSpot, así como la plataforma inteligente para sistemas de soldadura TPS/i. De este modo, el usuario puede registrar y evaluar múltiples datos como, por ejemplo, corriente, tensión, avance de hilo, velocidad y tiempo de soldadura, características de corrección dinámica y del arco voltaico o números de Jobs, tanto para procesos de soldadura manuales como robotizados. La información almacenada se puede consultar online desde cualquier ordenador o dispositivo móvil.
La instalación de WeldCube es muy sencilla gracias a Plug & Play. Una vez en funcionamiento, el sistema no necesita prácticamente mantenimiento. Fronius ofrece actualizaciones que el usuario puede instalar fácilmente por sí solo. Además, pueden realizarse adaptaciones y programaciones personalizadas, añadidas al paquete estándar, consiguiendo soluciones adaptadas a las exigencias del cliente.
Las funciones de WeldCube son muy versátiles: los valores reales de cada fuente de potencia se pueden documentar en tiempo real tanto en relación con la
máquina como en conjunto. El usuario puede monitorizar continuamente los datos adicionales, incluyendo el consumo de gas, hilo y energía. Los valores nominales como, por ejemplo, los datos de Job también se pueden observar y guardar durante toda la vida útil de un sistema de soldadura. En combinación con la nueva plataforma de soldadura Fronius TPS/i, es posible editar los Jobs y compararlos entre fuentes de potencia. Todos los valores se pueden exportar a diferentes formatos de archivos o imprimir directamente desde el IPC.
Por último, también se han incorporado una serie de herramientas de análisis para facilitar la detección rápida y fiable de errores. Los clientes de Fronius pueden monitorizar y optimizar de este modo la calidad y el rendimiento de sus procesos de soldadura. El continuo análisis de datos protege frente a pérdidas de producción aumentando al mismo tiempo la seguridad. Los diferentes paquetes de servicios garantizan al usuario un sistema perfectamente instalado, adaptado a sus necesidades y con un alto grado de disponibilidad para poder utilizarlo sin problemas.
Completa visualización de todos los datos de tecnología de soldadura disponible en cualquier momentoDocumentar y analizar los datos de proceso en tecnología de soldadura es cada vez más importante: solo quien comprende perfectamente sus procesos, es capaz de optimizarlos. Para ello, Fronius ha desarrollado el sistema de documentación y análisis de datos WeldCube que conecta hasta 50 fuentes de potencia asegurando una calidad precisa y continua de múltiples parámetros. Gracias a éste, los usuarios pueden mejorar el rendimiento y fiabilidad de su producción
FRONIUS PRESENTA WELDCUBE, EL NUEVO SISTEMA DE DOCUMENTACIÓN Y ANÁLISIS DE DATOS
El sistema de documentación y análisis de datos WeldCube de Fronius garantiza una calidad continua y precisa de hasta 50 fuentes de potencia
FRONIUS tel. 91 6496040www.fronius.es

Tecnología para chapa y tubo
· nº 214 · marzo 2016 ·38
Rendimiento superior en chapa fina de acero bajo en carbono, acero inoxidable, aluminio y otros materiales exóticosLa nueva tecnología de fibra y potencias superiores ofrecen rangos de corte similares a las máquinas de corte por láser de CO2, pero con ventajas sustanciales en el tratamiento de los materiales más finos. La nueva tecnología Mazak de fibra amplía las ventajas de rendimiento entregados por su referencia líder en la industria de CO2, OPTIPLEX. El OPTIPLEX 3015 Fiber ofrece una calidad superior de borde, el rendimiento de corte más estable y mayor rendimiento para aplicaciones que utilizan acero inoxidable, cobre, latón, bronce, aluminio, inconel, titanio, acero bajo en carbono fino y otros metales exóticos
Ya no hay necesidad de una limpieza adicional de la superficie cuando se desea pintar las superficies de piezas de acero bajo en carbono cortadas con
nitrógeno. El OPTIPLEX 3015 Fiber incorpora la Tecnología Inteligente de Mazak para aumentar directamente la productividad del usuario final al permitir que la máquina optimice la configuración de la antorcha de forma automática por programa.
Esta optimización puede mejorar dramáticamente la velocidad de corte, aumentar el rendimiento y requiere menos intervención del operario, entregando día a día un procesamiento más predecible.
La combinación de diámetro del haz ajustable y el control de enfoque ofrece una amplia gama de mejoras de corte en todos los tipos de materiales y espesores.
El cambiador de boquilla de ocho posiciones facilita el funcionamiento sin atención del operario a la vez que garantiza la calidad de corte adecuado y mantiene el consumo de gas lo más bajo posible.
El OPTIPLEX 3015 Fiber también cuenta con el nuevo control Preview 3 con una pantalla de 15“ táctil y un interfaz de usuario sencillo para simplificar la operación de la máquina. El control visualiza claramente la trayectoria de
OPTIPLEX 3015 FIBER DE MAZAK: PROCESO 2D, ÓPTICA FLOTANTE, CAMBIADOR 2 PALETS Y AHORA TAMBIÉN DISPONIBLE CON POTENCIA DE 6KW

Tecnología para chapa y tubo
corte y determina automáticamente las condiciones del proceso, incluyendo el tipo de lente, de boquilla, avance de corte y potencia de láser requerida para los diferentes materiales y grosores.
El OPTIPLEX 3015 Fiber puede procesar chapas de hasta 2000 por 4000 mm. Está disponible en configuraciones de 2.0kW, 3,0kW, 4.0kW y 6.0kW.
Ventajas del diseño MazakEl diseño con cambiador de 2 palets y un sistema de
posicionamiento de cremallera y piñón helicoidal que cuenta con un alto rendimiento y una construcción robusta con bancada de fundición ofrece una combinación de rendimiento y valor.
El nuevo control Preview 3 con pantalla táctil y tablas con condiciones de corte integradas simplifica la operación.
La utilización de un generador de láser de fibra reduce significativamente los costos de operación para espesores y tipos de materiales aplicables.
La tecnología propia del control PREVIEW 3 de Mazak incluye funciones inteligentes que reducen la dependencia del operario, mejorando la calidad de corte y aumentando la productividad.
INTERMAHER tel. 945 466106www.intermaher.com

Tecnología para chapa y tubo
· nº 214 · marzo 2016 ·40
Producción más rentable de piezas de estampación y dobladoCon la máquina de estampación y doblado Bihler RM-NC, los usuarios producen piezas de estampación y doblado tradicionales partiendo de fleje y alambre con mayor productividad y de forma más rentable. La máquina de alta velocidad controlada por servomotores produce hasta 300 piezas de precisión por minuto. Con el ajuste y cambio de utillajes muy rápidos, la máquina RM-NC está predestinada para lotes de producción pequeños y medianos. Todo ello respaldado por la última tecnología servo junto con su sistema de control intuitivo de tecnología Bihler VariControl
Con la unidad de posicionado de carros automática se pueden alinear los carros de forma lineal o radial con solo pulsar un botón. Después de
montar los utillajes, lo único que se necesita hacer es invocar los parámetros de producción programados en el sistema de control y se comienza la producción con una pieza perfectamente reproducida. Esto significa que los usuarios reaccionan muy rápido y orientados a la demanda de los requerimientos del cliente.
Nuevo concepto de utillajes “lean”Los costes de utillajes nuevos se reducen
considerablemente debido al número reducido de componentes. Se pueden lograr ahorros de hasta un 50% en comparación con utillajes de formado en equipos mecánicos. Muchas de las partes del utillaje quedan implementadas como estandarizadas. Con el concepto de utillaje “lean”, el número de partes del utillaje que requieren rediseño se reduce a un mínimo.
El alto grado de estandarización y la universalidad en el uso permiten que
el tiempo de implementación desde la solicitud hasta la creación del utillaje sea muy corto. Esto incluye todas las áreas, desde la planificación a través del diseño con el software de tecnología Bihler bNX hasta la fabricación del componente del utillaje.
Se pueden lanzar nuevos productos al
mercado antes que la competencia
hasta cuando los lotes sean muy
pequeños.
RM-NC DE BIHLER: MÁQUINA DE ESTAMPACIÓN Y DOBLADO CONTROLADA POR SERVOMOTORES
Máquina RM-NC de estampación y
doblado controlada por servomotores (Fotografía: Otto
Bihler Maschinenfabrik GmbH & Co. KG)

Compatible con las máquinas mecánicasAdemás, la máquina RM-NC es totalmente compatible
con las máquinas de la serie RM. Los utillajes existentes en éstas máquinas se pueden adaptar y optimizar en las máquinas controladas por servomotores. Esto significa que la producción, en algunos casos, aumenta más de un 300%, los lotes se procesan en la mitad del tiempo y los tiempos de cambio se reducen hasta a 1/10 parte de tiempo.
El ajuste completo de la máquina ahora se completa en cosa de minutos. Esto permite un tiempo de reacción muy rápido para procesar pedidos.
El sistema de diagnóstico multimedia y ayuda en línea bASSIST integrado en el control de mando VC-1 da soporte al operario con videos, textos descriptivos, imágenes, etc. y garantiza la máxima fiabilidad del proceso.
La plataforma de control inteligente ya reúne los numerosos requerimientos en relación a la industria 4.0.
BIHLER tel. 983 409093www.bihler.com
Utillajes “Lean tool” en RM-NC (Fotografía: Otto Bihler Maschinenfabrik GmbH & Co. KG)
Ejemplos de piezas y subconjuntos fabricados en la máquina de estampación y doblado RM-NC de Bihler (Fotografía: Otto Bihler Maschinenfabrik GmbH & Co. KG)

Tecnología para chapa y tubo
· nº 214 · marzo 2016 ·42
AutoForm Hydro es la solución de AutoForm más moderna para el diseño rápido de herramienta para procesos de hidroconformado de tubo
así como la simulación de esos procesos. La última versión del software, AutoForm Hydro 2016, ofrece nuevas funcionalidades y mejoras significativas. La más importante es la compensación del springback en operaciones de doblado e hidroconformado.
La compensación del doblado se consigue a través de la generación de una nueva línea de doblado usando el mismo valor de springback en dirección opuesta y compensando los parámetros del proceso mientras las geometrías de la herramienta permanecen sin cambios. La compensación de hidroconformado tiene en cuenta el springback después de la operación de hidroconformado y todas las formas de springback tales como traslación, giro y bombeo. La actualización automática de las geometrías de la herramienta resulta en herramientas compensadas que se pueden exportar fácilmente. Identificando y analizando la raíz del problema del springback, los ingenieros son capaces de definir la estrategia de compensación más efectiva para el proyecto en cuestión.
Además de esta única y nueva funcionalidad en hidroconformado de tubo, AutoForm Hydro 2016 también aporta mejoras en la descripción del proceso y en el diseño de la herramienta tales como herramientas axiales controladas por fuerza para operaciones de doblado e hidroconformado, posicionamiento adecuado antes de la operación de doblado, generación del radio para matrices superior e inferior así como el hidroconformado controlado por volumen. El conocimiento amplio y en profundidad y la validación del proceso completo de hidroconformado permite acortar el tiempode desarrollo y reduce los costes de herramienta, material y producción.
El Dr. Markus Thomma, Director corporativo de marketing de AutoForm Engineering declaró: “AutoForm Hydro 2016 permite a nuestros usuarios alcanzar un nuevo nivel de competencia en el hidroconformado de tubo. Es el único software en el mercado hoy en día que permite la compensación del springback en el hidroconformado
AutoForm Engineering GmbH, el proveedor líder en soluciones de software para la industria del conformado de chapa metálica, ha lanzado su última versión de AutoForm Hydro 2016. Esta versión tiene muchas mejoras significativas incluyendo un grupo único de funcionalidades completamente nuevo para la compensación del springback. Basándose en resultados precisos de simulación del springback, AutoForm Hydro 2016 permite una compensación eficiente del springback tras el doblado y las operaciones de hidroconformado
Compensación del springback en hidroconformado de tubo
AutoForm Hydro 2016
¡

Tecnología para chapa y tubo
de tubo. La habilidad de cumplir la viabilidad, cálculo del springback y su compensación ya en la etapa del proceso de ingeniería reduce costosos esfuerzos adicionales de rediseño en la etapa CAD y consigue un significativo ahorro de tiempo en la fabricación de herramientas y puesta a punto. Con AutoForm Hydro 2016, los diseñadores de pieza, los ingenieros de procesos así como los constructores de herramientas y matrices están bien equipados para afrontar las crecientes demandas en relación a la complejidad de la pieza, requerimientos aún mayores en la calidad de la pieza, implementación de nuevos materiales así como acortar aún más los plazos y mayores presiones de coste”.
AutoForm Engineering GmbHAutoForm ofrece soluciones para matricerías y
troquelerías durante toda la cadena de proceso. Con 300 empleados dedicados a este campo, AutoForm es reconocido como el proveedor líder de software para la factibilidad del producto, cálculo de costes de herramienta y material, diseño de matriz y mejora del procesovirtual. Los 20 fabricantes de automóviles más importantes y la mayoría de sus proveedores eligen AutoForm. Además de su sede en Suiza, AutoForm cuenta con oficinas en Alemania, Holanda, Francia, España, Italia, Estados Unidos, México, Brasil, India, China, Japón y Corea. AutoForm también está presente a través de sus agentes en otros 15 países.
AutoForm Engineering tel. 93 3208422www.autoform.com
¡ !¡TÉNGALOS TODOS!Analice el contenido de este número y verá la gran
cantidad de datos prácticos de aplicación que le ofrece. Comprobará que no conviene perderse ninguno.
¡SUSCRÍBASE GRATIS!
www.revistatope.com
BOLETÍN DE SUSCRIPCIÓN
* Nombre:
* Empresa:
* Actividad: * Cargo:
* Dirección:
* Teléfono: * e-mail:
Deseo suscribirme gratuitamente (excepto extranjero) a la Revista TOPE:
Fecha y firma
( * ) Campos obligatorios
APD
O. 2
0.04
5 -
4808
0 BI
LBA
OFA
X: 9
4 47
6 27
90
E-m
ail:
mt@
revi
stat
ope.
com
w
ww
.rev
ista
tope
.com

Tecnología para chapa y tubo
· nº 214 · marzo 2016 ·44
Soluciones innovadoras para clientes exigentesLa empresa Ingeniería y Desarrollo Industrial S.A., Indaisa, cuenta con más de 35 años de experiencia en dar la mejor respuesta a las necesidades del sector olivarero. El dinamismo de la segunda generación de la empresa familiar Grupo Calero la ha consolidado como líder en la aportación de soluciones a la producción de sus clientes. Calidad, mejora continua y alta tecnología son sus claves para abanderar la creación de maquinaria de un sector básico para las exportaciones españolas
Asentada en la localidad de Peligros, en Granada, Indaisa diseña y fabrica maquinaria agroalimentaria y agroindustrial, tanto para la industria productora de
aceite de oliva como para fábricas de aderezo de aceitunas de mesa. La empresa cuenta con sus propias patentes para el desarrollo de tecnología específica para la recepción de aceituna, tolvas de almacenamiento, equipos de limpieza y lavado, sistemas de pesado o cintas transportadoras.
“Nos sentimos muy orgullosos de todos nuestros productos”, señala Carlos Calero, director general de Indaisa e hijo del fundador, José Calero. “Algunos de ellos cuentan con software o hardware de última tecnología”, explica. La creación hace tres años de un nuevo sistema de limpieza y lavado de aceituna, desarrollado íntegramente por la empresa, ha supuesto una revolución para Indaisa y sus clientes. “Se aparta de los sistemas estándar que habían venido funcionando en el sector desde hace 30 años. Supone algo único, fruto de varios años de I+D. Gracias a este nuevo sistema hemos conseguido producciones e índices de fiabilidad mucho mayores, ausencia de averías, así como facilidad de mantenimiento, en cotas que nunca se habían obtenido en el sector con este tipo de maquinarias”, afirma Calero.
El buen hacer de esta empresa ha consolidado una amplia cartera de clientes, entre los que se encuentran las mayores oleícolas de España, que son las mayores del mundo. Además, la maquinaria de Indaisa está presente en empresas punteras de Portugal, norte de África y Sudamérica. “Contamos con grandes productores mundiales, empresas medianas y pequeñas almazaras de diseño, de producciones exquisitas, que han confiado en nuestra marca para el desarrollo de sus proyectos”, explica Carlos.
En la sólida trayectoria de la empresa granadina tiene mucho que ver la experiencia de su plantilla, formada por un grupo de 36 personas, que puede llegar a 50 en épocas concretas de producción.
El departamento de I+D está coordinado con los de producción y postventa para intervenir tanto en el desarrollo y fabricación de elementos diseñados específicamente para el cliente, así como para hacer un seguimiento posterior en su implantación y funcionamiento. El objetivo es siempre mejorar y maximizar la producción de cada proyecto empresarial y contribuir a su éxito.

Tecnología para chapa y tubo
45· nº 214 · marzo 2016 ·
Indaisa cuenta con unas instalaciones de 12.000 metros cuadrados, situadas en la localidad granadina de Peligros. Recientemente la empresa ha adquirido en Marruecos 20.000 metros cuadrados con el objetivo de desarrollar unas instalaciones para este mercado. Además, cuenta con una red comercial y de servicios por toda España y en los países a los que exporta maquinaria.
Apuesta por AmadaIndaisa decidió recientemente renovar parte del parque
de producción en su objetivo de mejorar de manera continua. “La calidad es algo que llevamos en nuestro ADN. Mantener los estándares de calidad es el seguro de vida que hace que podamos sobrevivir en el futuro a corto, medio y largo plazo”, señala Calero. Tras contactar con varias empresas “la solución que nos daba Amada, no sólo por maquinaria sino también por software, su implantación en España y su servicio técnico, hizo que nos decantáramos por la tecnología japonesa. Y hasta ahora la colaboración y la simbiosis con Amada y su personal ha sido muy positiva”. Así, a lo largo de 2015 han llegado a la empresa tres nuevas máquinas: láser, plegadora y punzonadora.
El láser LCG3015-AJ 2Kw está equipado con un resonador de fibra desarrollado por Amada que ofrece altas velocidades de corte, bajos costes de funcionamiento y la capacidad de trabajar con materiales muy diversos con un alto nivel de productividad. Esta máquina eficiente y compacta es de fácil operación, rápido encendido y una precisión de corte excelente. “Estamos muy satisfechos con esta máquina”, explica el director de Indaisa, “hasta el momento no tenemos ni una sola pega”.
Por su parte la plegadora HFE 3i 130.3 AMNC3i es una máquina de última tecnología que destaca por su alta precisión y alta velocidad de trabajo, su facilidad de
manejo y la mejora de la rentabilidad gracias al ahorro de energía. “Estamos obteniendo unos resultados muy buenos, es una máquina muy precisa”, señala Calero.
Finalmente, la empresa ha adquirido la punzonadora hidráulica VIPROS 255 que “estamos seguros se va a adaptar muy bien a nuestra producción”. Esta máquina hidráulica destaca por su rapidez, precisión y por una alta capacidad de fabricación gracias a sus 20 toneladas y su torreta de 31 estaciones.
El equipo de Indaisa destaca la atención prestada por Amada a sus necesidades específicas y su labor de asesoramiento. “Coincidimos con los valores de Amada como empresa y su modelo de funcionamiento se adapta muy bien a nuestro modelo. Comparten la filosofía de dar soluciones rápidas a la filosofía del cliente. Nos vemos bien respaldados por la marca, lo que una vez adquirida la primera máquina nos ha llevado a realizar operaciones posteriores para ampliar el parque de maquinaria”, señala Carlos.
Además, “el hecho de que el interlocutor de Amada tenga un perfil técnico ayuda a la comprensión de nuestras necesidades. Conocen nuestra empresa y han sabido darnos lo que necesitábamos, y siguen en ello. De hecho hay campos de mejora en los que trabajamos conjuntamente para seguir avanzando en lo que puede facilitarnos el trabajo”.
Para Calero, la “fiabilidad es un punto básico del estándar de calidad de Amada. Ofrecen una maquinaria fiable, tecnológicamente avanzada. También valoramos el respaldo que Amada ofrece como marca a esa maquinaria. El servicio técnico, los informáticos, el servicio comercial… realmente estamos muy contentos con ellos. Quiero hacer mención especial al departamento comercial de Amada, desde el jefe de venta hasta el comercial de zona, se han volcado en todo aquello que hemos necesitado. Estamos muy agradecidos”.

Tecnología para chapa y tubo
· nº 214 · marzo 2016 ·46
El director general también valora positivamente el plan de formación que Amada ha desarrollado para su empresa. “Además de los cursos para manejar cada máquina que hemos recibido ‘in situ’, vamos a determinar qué parte de nuestro personal irá a la central de Amada para poder capacitarse en aquellos aspectos que a nosotros nos interesen dentro de su plan de formación”.
Respecto al sistema de financiación que Amada ofrece a sus clientes, Calero señala que “hasta ahora no hemos hecho uso de él, pero no lo descartamos en una próxima adquisición que vamos a realizar. Es un sistema muy interesante. El hecho de que nosotros apostemos por ellos pero que ellos también lo hagan por nosotros transmite confianza”. Planes de futuro
Uno de los principales objetivos de Indaisa es “incrementar el porcentaje de maquinaria que exportamos. Tenemos perspectivas para abrir nuevos mercados en los que hasta ahora no teníamos presencia”. La empresa ya exporta el 32,4% de su producción. Entre los mercados a los que llega actualmente Calero destaca “Portugal, Marruecos y Túnez. El tándem Chile-Argentina también está siendo un mercado emergente para nosotros”.
El desarrollo por parte de Indaisa de nuevos productos que dan soluciones técnicas que hasta ahora no existían en el mercado del aceite de oliva está impulsando las exportaciones de la empresa. Estos nuevos desarrollos, basados en la inmediatez y la flexibilidad, “requieren una habilitación técnica en los medios de fabricación. Esto lo estamos consiguiendo con Amada con unos resultados muy positivos”.
“Cuando tienes unos medios tecnológicamente punteros, como los que nos ha proporcionado Amada con su maquinaria,
podemos realizar un prototipo y validarlo, fabricarlo y estandarizarlo. Las nuevas máquinas nos han dado una inmediatez, flexibilidad y rapidez en la respuesta mucho mayor de las que teníamos anteriormente”, explica el director.
Amada seguirá acompañando a Indaisa en la consecución de sus objetivos y en su labor de ofrecer a sus clientes las soluciones más innovadoras del mercado.
AMADA MAQUINARIA IBÉRICA tel. 93 4742725www.amada-mi.es
INDAISA tel. 958 405042www.calero-group.com
DATOS CLAVE

Tecnología para chapa y tubo
47· nº 214 · marzo 2016 ·
Además, con ellos se pueden lograr distintos acabados de superficies como jaspeado, matizado, satinado o estructurado direccional. Se trata de materiales
que se utilizan en multiples sectores; en la construcción de tanques y vehículos, en la industria agroalimentaria para fabricar de aparatos y contenedores, en la restauración de elementos y para construir barandillas y fachadas.
Las superficies de acero inoxidable de estas estructuras y elementos son muy resistentes pero a su vez muy vulnerables a las influencias mecánicas. Cualquier rozadura o zona soldada destaca mucho a la vista. Por ello el repaso de un acabado direccional (p. ej. K240) es un gran reto para el trabajador y para las herramientas.
Para estos trabajos de mecanizado, PFERD ha desarrollado el abanico lijador POLIFLAP®, una solución eficaz y de fácil de usar, con la que se pueden igualar y repasar estructuras de superficies a la vez que mecanizar chapas planas, convexas y cóncavas.
El sistema POLIFLAP® se compone de un cuerpo soporte para piezas de goma entre las que se colocan radialmente las láminas lijadoras. Una combinación perfecta en la que las piezas de goma contribuyen al efecto de lijado y a la flexibilidad de la herramienta. Las láminas lijadoras disponibles en varios tamaños de grano para perminte obtener diferentes acabados y efectos ópticos. Tanto las piezas de goma como las láminas lijadoras se pueden sustituir fácilmente.
El abanico lijador POLIFLAP® su usa principalmente en amoladoras rectas o en máquinas de eje flexible de 1.400-1.700 r.p.m. Se debe trabajar en paralelo a los trazos de la pieza para ir igualádolas. Permite un mecanizado de superficies y perfiles fácil y cómodo. Además se pueden mecanizar o eliminar ligeras rayas y rebabas secundarias o coloraciones del material.
Sus principales ventajas podrían resumirse en:
- Para estructurado de superficies.
- Para superficies de acero inoxidables.
- Se adapta perfectamente a curvas y superficies irregulares.
- Para afinado fino de contornos, radios y grandes superficies.
- Para eliminar decoloraciones del material.
- Deja un muy buen acabado de superficies.
- Para eliminar rayas secundarias.
PFERD tel. 945 184400www.pferd.es
Los aceros inoxidables y especialmente el acero de níquel-cromo son aceros muy demandados y estimados debido a sus propiedades. Por su contenido en cromo, los aceros resistentes a la corrosión y el ácido forman una capa protectora de óxido de cromo, denominada capa pasiva, que les confiere una gran resistencia a la corrosión
Abanico lijador POLIFLAP de PFERD
Un acabado de superficie perfecto IGUALAR Y REPASAR ESTRUCTURAS DE SUPERFICIES ES COMPLEJO PERO CON PFERD SE PUEDE REALIZAR
DE FORMA SENCILLA Y EFICAZ GRACIAS AL ABANICO LIJADOR POLIFLAP®
Repasado de soldaduras

Logística y almacenaje
· nº 214 · marzo 2016 ·48
Linde Material Handling amplía su gama de carretillas industriales utilizando la tecnología de ion-litio. Esta avanzada tecnología se ha incorporado en transpaletas de conductor acompañante, transpaletas con plataforma, recogepedidos de bajo nivel y tractores de arrastre
Las baterías sin mantenimiento de ion-litio (Li-Ion) en la cartera de productos de Linde Material Handling han demostrado su capacidad en un
amplio rango de aplicaciones. Tras su implementación en las transpaletas con conductor acompañante Linde T16 ION, Linde T18 ION y T20 ION, la empresa presenta sus nuevos modelos de transpaletas con plataforma, de recogepedidos de pedidos de bajo nivel y de tractores de arrastre con tecnología de ion-litio. Unas baterías nuevas y más potentes con una capacidad de 4,5 o 9,0 kWh, complementan además la gama disponible anteriormente de 1,8 y 3,6 kWh.
Rápida recarga, gran eficiencia, máxima durabilidad
Cada vez más usuarios del sector logístico y de la industria aprecian las ventajas de la tecnología ion-litio en contraste con las baterías de plomo convencionales. Con ciclos de recarga garantizados de 2 500, la vida útil de una batería de Li-Ion es como mínimo dos veces superior a la de las variantes de plomo.
En algunos casos, es mucho más duradera en función de la aplicación correspondiente. Además, su eficiencia energética es notablemente mejor, ya que más del 90 % de la energía cargada se puede utilizar para conducir el vehículo, en comparación del 60 % de la tecnología convencional. En cuanto a su durabilidad, es importante mencionar que tras llegar el final de la vida útil, se dispone
aún de aproximadamente el 75 % del volumen original de almacenamiento de energía para que la batería se pueda utilizar durante más de 10 años, según la aplicación.
Actualmente, la tecnología de ion-litio es adecuada fundamentalmente para tareas de logística que no se realizan de forma constante durante un turno completo, sino que se relacionan habitualmente con pausas operativas de la carga y la descarga de camiones. Estas pausas se pueden utilizar para recargar las baterías. La carga completa tarda 90 minutos. No obstante, tras 40 minutos, el vehículo ya vuelve a estar disponible con la batería al 60 % del nivel de carga.
En comparación con las baterías de plomo, los componentes Li-Ion también sacan partido a su alta densidad energética (menor volumen para el mismo nivel de energía). Esto significa que la nueva tecnología permite más potencia en espacios reducidos, especialmente en vehículos estrechos como transpaletas y tractores de arrastre. Siguiendo la misma línea, Linde ha añadido baterías todavía más potentes con 4,5 y 9,0 kWh a su cartera. De esta forma, cubre actualmente una amplia gama de capacidades de 1,8 a 9,0 kWh, extendiendo el uso a otras aplicaciones en una gama de carga más alta.
Más variedad y nuevo conector de carga lateralDesde su lanzamiento en el año 2014, las transpaletas de
conductor acompañante de Linde, Linde T16 ION - Linde T18 ION, con capacidad de entre 1,6 y 1,8 toneladas, se han posicionado con éxito en el mercado. En consecuencia, Linde ha ampliado su gama con varios modelos nuevos, para cubrir aún más aplicaciones con tecnología ion-litio. Entre ellos se incluyen la transpaleta de conductor acompañante T20 ION, los tractores de arrastre P30 C ION y P50 C ION con capacidades de arrastre de 3,0 y 5,0 toneladas, las transpaletas con plataforma T20 SP/AP ION, T24 SP/AP ION y T30 ION, así como los recogepedidos pedidos de bajo nivel N20 ION y N24 ION. En todos estos modelos las baterías se pueden recargar de forma rápida y fácil mediante el conector de carga lateral estándar, sin que el operario tenga que abrir la carcasa de la batería.
Logística eficiente
La tecnología de ion-litio se ha incorporado a transpaletas de conductor acompañante, transpaletas con plataforma, recogepedidos de bajo nivel y tractores de arrastre

LINDE MHI tel. 93 6633232 www.linde-mh.es
Adecuadas para su uso con temperaturas bajas y en áreas delicadas
Los acumuladores de litio que utiliza Linde para sus vehículos de 24 V se basan en tecnologías fiables de fosfato de hierro. Así, se pueden utilizar los dispositivos eficientemente a temperaturas ambiente comprendidas entre -35 y +45°C. Por este motivo, el personal logístico en el sector del almacenamiento frigorífico en particular confía en la nueva tecnología.
Comunicacion entre vehículo y bateríaLas baterías de Li-Ion se acoplan a la perfección y de
forma segura a los vehículos Linde. Cuando se realizan actualizaciones a la nueva tecnología, Linde también incluye el cargador correspondiente. El sistema de gestión de la batería (BMS) incorporado en las baterías se comunica con el vehículo y el cargador a través de una interfaz de CANbus e indica el estado de carga al conductor en la pantalla. Además, el BMS garantiza que la batería de litio no se descargue por completo o no se cargue en exceso, contribuyendo, así, a una vida útil óptima.
Previsión para carretillas contrapesadasYa han comenzado los preparativos en el departamento
de desarrollo de Linde Material Handling para la primera generación de carretillas contrapesadas equipadas con baterías de Li-Ion. En contraste con el resto de vehículos de interior actuales, no se diseñarán para la gama de tensión de 24 V, sino para 48 V como es habitual para carretillas elevadoras.
Los vehículos con tecnología de ion-litio sin mantenimiento han demostrado su valía en una amplia gama de sectores, incluidos el almacenamiento frigorífico y la logística de alimentos

Logística y almacenaje
· nº 214 · marzo 2016 ·50
Los big bags son una solución muy popular para transportar y almacenar mercancías a granel. El manejo adecuado de estos costales supone varios
retos para los especialistas en logística. Los big bags llenos de producto en polvo y granulados tienden a deslizarse con facilidad, lo que puede provocar que se caiga la carga.
Los palets de madera a menudo presentan clavos, astillas o cantos afilados, lo que hace que los sacos se estropeen muy rápido y se derrame el producto. Las horquillas de las carretillas elevadoras también pueden suponer un problema.
Cuando se remontan palets en varias alturas, estos con frecuencia terminan rasgando los big bags.
Cavidades laterales de protección contra las roturas
Cabka-IPS ha sido capaz de detectar estos retos y ha puesto en práctica el desarrollo del BigBag Divider: una solución a medida. Su elemento principal son sus cuatro cavidades laterales, que permiten un apilado seguro y sencillo con la carretilla elevadora. El diseño especial de túnel protege a los sacos del roce con las horquillas, que se introducen y retraen con suavidad por las estables guías.
Este innovador producto de Cabka-IPS no desprende astillas y sus cantos son redondeados, de modo que impide que los sacos apilados puedan rasgarse o romperse.
El transporte de costales dañados cuesta tiempo y dinero. Los sacos estropeados deben repararse y la mercancía derramada, eliminarse.
Gracias a su diseño de producto inteligente, el BigBag Divider ofrece la fiabilidad que necesita el transporte y el almacenamiento al tiempo que minimiza los períodos de inactividad. Está disponible en medidas: 1016 x 1016 x 137 milímetros y 1092 x 1092 x 137 milímetros. Su superficie de contacto es ideal para transportadores de rodillos automatizados.
Otro elemento que también reduce el riesgo de roturas es la elevación especial de los rebordes, que a su vez evita el deslizamiento y la superposición de los sacos.
Plataforma para carga de gran versatilidadEsta plataforma para carga ofrece un gran potencial
de ahorro porque Cabka-IPS la ha desarrollado a medida para el apilado en varias alturas. El BigBag Divider, además, es muy flexible. Para envíos de mercancías sin retorno está disponible una versión más económica en plástico reciclado PO.
En cambio, su versión en polietileno HDPE es adecuada para envíos con retorno, circuitos logísticos o para un uso prolongado en el almacén. El Divider es robusto, pero ligero: su peso en vacío oscila, en función de las medidas y de la versión, entre los 6,5 y los 8,5 kg con un comportamiento especialmente estable.
Los sacos flexibles para mercancías a granel, también llamados big bags, se pueden transportar y almacenar de forma eficiente gracias al BigBag Divider, la última e innovadora solución logística de la empresa Cabka-IPS. Esta plataforma para carga convence por su excelente capacidad para el apilado; además, durante la manipulación con carretillas elevadoras protege los sacos llenos de los impactos de las horquillas y consigue, gracias a ello, reducir los períodos de inactividad y los costes
Transporte y almacenamiento eficiente de big bags
EL BIGBAG DIVIDER DE CABKA-IPS REDUCE LOS TIEMPOS DE INACTIVIDAD Y LOS COSTES
La forma dinámica del BigBag Divider permite un ajuste estable y el transporte seguro de los big bags (Imagen: Cabka-IPS)
Debido al diseño especial de la superficie de contacto, el BigBag Divider es ideal para transportadores de rodillos (Imagen: Cabka-IPS)

Logística y almacenaje
EMPRESA tel. www.
51· nº 214 · marzo 2016 ·
CABKA tel. +49 172 4637829www.cabka-ips.com
En total puede soportar hasta 2,5 toneladas en estática y hasta 1,2 toneladas durante el transporte (dinámica).
Gracias a su amplia superficie de contacto también transporta cargas pesadas sobre sistemas de rodillos con gran seguridad y estabilidad.
El BigBag Divider es encajable cuando no lleva carga: se ahorra espacio gracias al apilado de un gran número de plataformas de carga. Si no va a utilizarse, el palet ocupa un espacio muy reducido en el almacén, en vacío durante el transporte en camión o en contenedor marítimo.
Esta característica optimiza el uso del espacio y reduce, gracias a su reducida tara, las emisiones de CO2.
Breve entrevista con Thorsten Lenz, director de investigación y desarrollo de Cabka Group:
¿Qué importancia tiene el BigBag Divider dentro de la cartera de Cabka-IPS?Por un lado estamos deseosos de encontrar soluciones que no sean convencionales y tener ideas revolucionarias. Por otro lado, trabajamos estrechamente con nuestros socios para desarrollar soluciones a medida adaptadas con precisión a su naturaleza, forma y características, así como a los caminos e interfaces de sus respectivas cadenas de suministro. El BigBag Divider es el resultado de estos planteamientos y, por lo tanto, el ejemplo perfecto de lo que son nuestros objetivos.
¿De dónde surgió el impulso para el desarrollo del BigBag Divider (experiencias propias, colaboración con los clientes, etc.)? Una gran empresa estadounidense se puso en contacto con nosotros porque estaba buscando una alternativa de transporte a los palets de madera. Además, recibimos peticiones de otras partes del mundo que apuntaban en la misma dirección. A través de nuestra presencia global hemos podido poner en común toda la información que teníamos a nuestra disposición para desarrollar el BigBag Divider con variantes adaptadas a cada zona o región. Finalmente lo probamos sobre el terreno junto con nuestros socios».
¿A qué mercados está destinado el BigBag Divider de Cabka-IPS? El BigBag Divider sirve para todas aquellas aplicaciones de transporte o almacenaje de mercancías a granel en big bags. Se ha venido utilizando sobre todo en la industria química y farmacéutica, así como en la industria alimentaria.
Las horquillas de la carretilla elevadora se introducen con seguridad por las cuatro cavidades laterales, lo que garantiza que no se dañen los sacos para mercancías a granel durante la manipulación (Imágenes: Cabka-IPS)
Los palets de madera tienen clavos y astillas que dañan los big bags y aumentan las posibilidades de que se derrame la mercancía (Imágenes: Cabka-IPS)

Seguridad
· nº 214 · marzo 2016 ·52
igus® ha diseñado el sistema triflex® R especialmente para aplicaciones altamente dinámicas en robots industriales, ya que permite un guiado multiaxial
de la energía. Las cadenas triflex® fabricadas en plástico de alto rendimiento funcionan sin dificultad en entornos industriales exigentes, se instalan fácilmente y el llenado de los cables se puede hacer de froma sencilla desde el exterior. Además, presenta una gran resistencia a la tracción y a la torsión.
“La creación de bucles en el suministro tanto de energía como de otros medios como la neumática, puede causar problemas en el funcionamiento del sistema”, afirmó Jörg Ottersbach,
director del departamento de robótica de igus®. “Cada vez que se sobrepasa el radio mínimo de curvatura permitido, la probabilidad de fallo aumenta y se reduce la eficiencia de todo el proceso. En el peor de los casos, un tornillo o un remache puede quedarse atascado en el tubo del sistema de alimentación, lo que da lugar a una parada total del equipo”. El sistema de retracción triflex® RSE ofrece una solución económica que extiende y retrae la cadena portacables, para evitar la formación de velas y bucles.
Diseño preciso, control de la fuerza de retracción directamente desde el paquete
energético del robot Este sistema es muy ligero y no necesita lubricación ni
mantenimiento ya que se basa en una guía lineal drylin y un carro móvil con una carrera de hasta los 600 milímetros que tensa toda la cadena. Se trata de un sistema que se extiende y se retrae de forma automática. Con ello, se evita la formación de bucles en la cadena portacables. Y por lo tanto se incrementa la seguridad y vida útil de todo el conjunto.
Este sistema de retracción es compatible con todo tipo de cadenas triflex®, tanto cerradas, serie TRC, como abiertas, TRE, y cerradas, aunque con tapas practicables, TRCF; en tamaños de entre 60 y 125 milímetros de diámetro.
El sistema está fijado mediante un terminal de montaje deslizante y otro terminal fijo pero con agujero pasante, todo el conjunto es compacto y permite su montaje en una amplia variedad de robots. El cable y la cadena portacables se retrae gracias al sistema triflex® RSE, que guía y controla la tensión de la cadena portacables, de modo que su longitud siempre es la mínima indispensable. Por ello, triflex® RSE no es solo una solución económica y sencilla, sino también rentable.
El especialista en «motion plastics®» de igus® ha diseñado un sistema sencillo y ligero para la retracción automática de cadenas portacables, lo cual supone un avance en el campo de la robótica. Los nuevos robots industriales de hoy en día, a parte de suministrar energía, datos u otros medios como neumática e hidráulica también incorporan sistemas alimentadores de tornillos o remaches que son transportados mediante tubos. El nuevo sistema retráctil triflex® RSE impide la formación de bucles en las cadenas portacables, mediante las cuales se suministra energía de forma segura hasta el extremo del brazo del robot
Retracción segura sin buclesNUEVO SISTEMA DE SUMINISTRO DE ENERGÍA DE igus®: EL SISTEMA DE RETRACCIÓN PARA CADENAS
PORTACABLES EN ROBOTS QUE PERMITE UNA GUIADO DE ENERGÍA SEGURO
igus tel. 93 6473950www.igus.es
El sistema de retracción RSE de triflex® se basa sobre una guía lineal drylin®, libre de lubricantes y mantenimiento. La cadena se transporta mediante un carro, y las correas elásticas se encargan de extenderla y retraerla automáticamente (Fuente: igus GmbH)

Seguridad
53· nº 214 · marzo 2016 ·
Igual de innovadora es la tecnología de exploración safeHDDMTM, que combina tamaño compacto y gran alcance en un solo dispositivo. Incluso en las
condiciones más exigentes, su principio de medición patentado ofrece una visión clara y proporciona útiles datos de rendimiento.
El dispositivo cuenta con un ángulo de exploración de 275 grados y ofrece un campo de protección con un alcance de 5,5 metros. La tecnología de conexión inteligente del escáner láser de seguridad basada en el uso de interfaces estandarizadas ahorra costes de cableado.
El nuevo software Safety Designer permite configurar el microScan3 de forma intuitiva y ponerlo en funcionamiento con mucha facilidad. Su estado y diagnostico se muestra a través de una pantalla multicolor muy intuitiva.
microScan3: seguridad en las aplicaciones más diversas
El robusto diseño del microScan3 es idóneo para el trabajo diario en entornos industriales difíciles. El escáner láser de seguridad es resistente y fiable, por lo que permite aumentar la productividad.
Sus campos de aplicación son muy diversos: se usa para proteger zonas de peligro en estaciones de carga y descarga, accesos a máquinas y esclusas de material desde distintas direcciones, máquinas en entornos difíciles y puntos de peligro, además de detectar el acceso por la parte posterior para evitar el Rearme/ rearranque imprevisto de la máquina.
Además, el microScan3 es extremadamente adaptable, por lo que la protección de las zonas de peligro no requiere modificaciones del flujo de trabajo.
El microScan3 garantiza la seguridad de los trabajadores. No solo salva vidas, sino que también mejora los flujos del trabajo.
Con el microScan3, SICK da comienzo a la nueva generación de escáneres láser de seguridad. microScan3 protege con fiabilidad zonas de peligro, accesos y puntos de peligro. Cada detalle se ha diseñado desde cero. El resultado: un nuevo referente para los escáneres láser de seguridad, así como para la productividad y la seguridad individual
Un nuevo referente para los escáneres láser de seguridad
microScan3, ESCÁNER LÁSER DE SEGURIDAD DE SICK
SICK tel. 93 4803100www.sick.es

merc@do
· nº 214 · marzo 2016 ·54
NUEVO ESCÁNER PARA APLICACIONES DE CORTO ALCANCEFARO ha anunciado recientemente el lanzamiento del nuevo escáner láser FARO Focus3D X 30. Con un rango de
escaneado de hasta 30 metros, el Focus3D X 30 es una herramienta idónea para diversas aplicaciones de escaneado de corto alcance, como la restauración arquitectónica, la documentación conforme a obra, el modelado de información para la edificación (BIM), la ingeniería, la gestión de instalaciones y el análisis forense.
El escáner ultraportátil Focus3D X 30 permite tomar mediciones rápidas, directas y precisas de interiores, como pequeñas fachadas arquitectónicas, estructuras complejas, escenas de crímenes, salas de máquinas e instalaciones de producción y suministro. La combinación de una tecnología de escaneado de alta precisión con una portabilidad y facilidad de uso extremas hacen del Focus3D X 30 un aparato fiable y flexible que además permite ver en tiempo real los datos que registra. Al igual que el resto de la gama de escáneres láser de FARO, el Focus3D X 30 dispone de un láser de clase 1 “seguro para la vista”.
“Su usabilidad y su elevada rentabilidad son la base del Focus3DX 30 de FARO”, declara Joe Arezone, vicepresidente sénior y director general de FARO Europa y Asia Pacífico. “Sus características y precio reducido hacen que resulte óptimo para proyectos de escaneado de corto alcance y que sea una herramienta potente y efectiva para clientes que trabajan en entornos económicos difíciles”.
Tras el lanzamiento del Focus3D X 30, los clientes de FARO ya pueden elegir entre el escáner láser de corto alcance Focus3D X 30 (30 metros), el escáner láser de medio alcance Focus3D X 130 (130 metros) y el escáner láser de largo alcance Focus3D X 330 (330 metros).
FARO SPAIN tel. 93 4311268
www.faro.com/spain
PORTAHERRAMIENTAS CON CONTACTO SIMULTÁNEO DEL CONO Y LA CARA DE APOYO
Seco ha añadido una nueva gama de portaherramientas con contacto del cono y la cara de apoyo para satisfacer las crecientes necesidades de los responsables del mecanizado de obtener una producción más elevada y una mayor fiabilidad del proceso. Estas nuevas opciones proporcionan dos superficies de contacto para ofrecer una mayor rigidez y consistencia en comparación con los soportes estándar al mecanizar piezas complejas con unos parámetros de corte elevados.
Estos nuevos portaherramientas con contacto del cono y la cara de apoyo se han diseñado para usarlos con sistemas de husillo de doble contacto. Utilizan la deformación plástica del husillo de la máquina para conseguir un contacto simultáneo tanto del cono como de la cara de apoyo del soporte para crear una conexión muy rígida y evitar así que el portaherramientas se vea empujado hacia el husillo de la máquina. De esta forma se consigue un salto y un mecanizado más precisos. Además, permite a los responsables del mecanizado usar parámetros más elevados para aumentar la productividad de forma significativa.
Además de en el mecanizado de piezas complejas, los portaherramientas con contacto del cono y la cara destacan en situaciones de voladizos largos, mandrinado profundo y piezas de materiales exóticos que aumentan las fuerzas de corte. Están disponibles para las conexiones del husillo BT30 TF, BT40 TF, BT50 TF, CAT40 TF y CAT50 TF tanto en unidades métricas como en pulgadas.
SECO TOOLS tel. 93 4745533
www.secotools.com

merc@do
55· nº 214 · marzo 2016 ·
MÁQUINAS PARA EL TRATAMIENTO DE SUPERFICIES: LAVADORAS, DESENGRASADORAS, HORNOS Y ESTUFAS INDUSTRIALES
La mayoría de empresas que fabrican o manufacturan cualquier tipo de producto, dentro de sus procesos tienen necesidad de utilizar uno o varios tratamientos. Ya sea para calentar, lavar, tratar térmicamente, pintar, secar, etc., algunos de los productos o piezas que producen.
Bautermic S.A. en su página web www.bautermic.com ofrece una amplia información de los diferentes tipos de máquinas (estáticas, continuas, automáticas o manuales) que fabrica para este tipo de tratamientos como son:
- Hornos y estufas: para calentar , fundir , deshidrogenar, secar pinturas, barnices, pegamentos; tratamientos térmicos, etc.
- Tratamiento de superficies: máquinas para desengrasar, lavar, fosfatar, decapar, aceitar, secar, etc., todo tipo de piezas.
BAUTERMICtel. 93 3711558
www.bautermic.com
UN MACHO QUE MARCA LA DIFERENCIA EN MECANIZADO DE FUNDICIÓN
Diseñado para maximizar la productividad, CoroTap™ 100 – KM de Sandvik Coromant presenta la tecnología más vanguardista y ofrece una seguridad del proceso y unos resultados excelentes.
Con el objetivo de desarrollar una herramienta de roscado con macho que marque la diferencia en todo tipo de mecanizado de fundición, Sandvik Coromant ha incrementado el número de estrías para reducir así la
fuerza en cada filo de corte. La nueva forma de la estría ayuda a producir virutas muy delgadas y pequeñas, lo cual convierte a CoroTap 100 - KM en una solución perfecta para resolver los problemas de viruta en materiales de fundición y de acero con una dureza de entre 150 y 190 HB.
Además, se ha incorporado un chaflán trasero para que el macho rosque a mayor profundidad, y el uso de una nueva calidad de dureza optimizada otorga a este macho una mayor resistencia al desgaste. Por último, la rosca y el relieve del chaflán están optimizados para reducir el contacto entre el macho y el material de la pieza.
Nueva calidad con una resistencia al desgaste excelente
La nueva calidad D210 es una combinación de sustrato de acero en polvo de gran dureza y nitruro de aluminio de titanio, con un tratamiento posterior que consiste en un recubrimiento de varias capas y una superficie extremadamente suave. Esta combinación ofrece una resistencia al desgaste excelente al mecanizar con refrigerante, sin refrigerante y con lubricación mínima.
Al probarlo frente al producto de la competencia, CoroTap 100 - KM ofreció unos excelentes resultados de mecanizado, un proceso seguro y una vida útil de la herramienta un 70% superior.
SANDVIK COROMANT IBÉRICA tel. 91 6605100
www.sandvik.coromant.com/es
La nueva calidad D210 proporciona a CoroTap™ 100 – KM una resistencia al desgaste excelente al mecanizar con y sin refrigerante
Estufa industrial de Bautermic

subcontrat@ciónG
uía
de
· nº 214 · marzo 2016 ·56
¡

Program@ editori@l 2016
57· nº 214 · marzo 2016 ·
¡ !¡TÉNGALOS TODOS!Analice el contenido de este número y verá la gran
cantidad de datos prácticos de aplicación que le ofrece. Comprobará que no conviene perderse ninguno.
¡SUSCRÍBASE GRATIS!
www.revistatope.com
BOLETÍN DE SUSCRIPCIÓN
* Nombre:
* Empresa:
* Actividad: * Cargo:
* Dirección:
* Teléfono: * e-mail:
Deseo suscribirme gratuitamente (excepto extranjero) a la Revista TOPE:
* Fecha y firma
( * ) Campos obligatorios
febreroSierras y Tronzadoras
Herramientas
Tratamientos
CAD / CAM / CAE
Transmisiones y Componentes
marzoPrensas, plegadoras,
paneladoras y cizallasSoldadura
Tecnología de la chapaSeguridad
Logística y Almacenaje
abrilTorneado
Mecanizado Alta Velocidad Control de calidad ADM Sevilla 2016
Materiales
Lubricantes y Equipos
mayoEXTRA 29.BIEMH
junio
Centros de mecanizado, máquinas transfer
y multitarea
Nuevas tecnologías (láser, agua, plasma, edm)
Automatización
Accionamientos
Control Numérico
julio
AERO & AUTO Tecnología para las industrias de aeronáutica y automoción
septiembre
Fresadoras, taladros y mandrinadoras
Mecanizado en seco
Informe 29.BIEMH
Identificación
Componentes y Accesorios
octubre
Punzonadoras y otras de deformación
Corte, Soldadura y Estructuras Metálicas
EuroBLECH 2016
Neumática Hidráulica
Electrónica industrial
noviembre
Rectificado y Pulido, Talladoras y otras
de arranque
Especial Moldes, Matrices y prototipos
EMAF 2016
Aceites industriales
Limpieza y Tratamientos
diciembre
Electroerosión, Láser Agua y Plasma
MMCs, Metrología y Medición
Informe EuroBLECH
Sujeción
Robótica
APD
O. 2
0.04
5 -
4808
0 BI
LBA
OFA
X: 9
4 47
6 27
90
E-m
ail:
mt@
revi
stat
ope.
com
w
ww
.rev
ista
tope
.com
Pro
gra
ma
ed
itori
al 20
16R
evis
ta T
OP
E >
>>
>>
>>
>>
>>
>>
>>
>>
>>
>
213214215
216
217
218
219
220221222

anunci@ntesÍn
dice
de
Rev
ista
TO
PE
>>
>>
>>
>>
>>
>>
>>
>>
>>
>>
· nº 214 · marzo 2016 ·58
Agradecemos especialmente la colaboración en este número de las siguientes firmas:
EMPRESA PÁGINA WEB
29.BIEMH 41 www.biemh.com
AGME 17 www.agme.net
AMADA 5 www.amada-mi.es
APLITEC 56 www.aplitec-tt.com
AutoForm Engineering 49 www.autoform.com
BAUTERMIC 56 www.bautermic.com
DIMAFLUID 56 www.dimafluid.es
DINABI 56 www.dinabi.es
EuroBLECH 2016 33 www.euroblech.com
FARO 23 www.faro.com/spain
FRONIUS Contraportada www.fronius.es
INVENTEC 56 www.inventec.dehon.com
METRONIC 15 www.metronicmetal.com
REVISTA TOPE 39 y 43 www.revistatope.com
SALVAGNINI Interior de contraportada www.salvagnini.es
SCHUNK INTEC 9 www.schunk.com
TRUMPF Portada www.es.trumpf.com
WALTER TOOLS Interior de portada www.walter-tools.com
nº 214 - Marzo 2016