Relazione tecnica dei processi produttivi
100
Divisione Generazione ed Energy Management Unità di Business della Spezia Relazione Tecnica dei Processi Produttivi 1 Allegato B18 Relazione Tecnica dei Processi Produttivi
-
Upload
marco-grondacci -
Category
Documents
-
view
983 -
download
0
description
Relazione tecnica processo produttivo centrale enel della Spezia
Transcript of Relazione tecnica dei processi produttivi

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
1
Allegato B18
Relazione Tecnica dei Processi Produttivi
a255847
Timbro

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
2
INDICE 1 Il sito e la storia della Centrale Eugenio Montale della Spezia 4 2 Relazione del processo produttivo 8 3 Descrizione del ciclo produttivo 9 3.1 Unità termoelettriche 1 – 2 (fase 1-2) 10 3.2 Turbina a gas 13 3.3 Compressore 16 3.4 Alternatore 17 3.5 Trasformatore del turbogas 18 3.6 Generatore di vapore a recupero (GVR) 18 3.7 Turbina a vapore 18 3.8 Trasformatore del GVR 19
3.9 Unità Termoelettrica 3 (fase 3) 19 3.10 Caldaia sezione 3 23 3.11 Turbina 24 3.12 Condensatore 24 3.13 Alternatore 24 3.14 Trasformatore 24 3.15 Mulini 25 3.16 Bruciatori a bassa produzione di ossidi di azoto 25 3.17 Denitrificatore DeNOx 25
3.18 Precipitatore elettrostatico P. E 26 3.19 Desolforatore DeSOx 27 3.20 Cristallizzatore 29
4 Attività tecnicamente connesse alle fasi 1-2-3 30 a) AC1 Approvvigionamento combustibili gassosi, stazione di decompressione e rete di distribuzione del gas naturale 30 b) AC2 Approvvigionamento, stoccaggio e movimentazione combustibili liquidi 30 c) AC3 Caldaia ausiliaria 31 d) AC4 Gruppo elettrogeno di emergenza. 31 e) AC5 Impianto antincendio e motopompa 31
f) AC6 Laboratorio Chimico 36 g) AC7 Impianto osmosi inversa 36 h) AC8 Impianto trattamento acque reflue 38 i) AC9 Approvvigionamento, stoccaggio e movimentazione carbone 40 l) AC10 Attività di manutenzione 40 m) AC11 Gestione ceneri e gessi 42 n) AC12 Utilizzo acqua di mare per condensazione 43
5 La produzione della centrale 44 6 La manutenzione 45 7 Vita residua 45 8 Aspetti ambientali (estratto dalla Dichiarazione ambientale) 45
8.1 Gli aspetti ambientali significativi 48 8.2 Aspetti ambientali indiretti 49 9 Emissioni nell’aria 50

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
3
9.1 Sistemi di abbattimento 51 9.2 Sistemi di controllo delle emissioni atmosferiche 52 9.3 Rete di Rilevamento della Qualità dell’Aria (RRQA) 53
10 Scarico nelle acque superficiali 56 10.1 Sistemi di controllo degli scarichi nelle acque superficiali 56 10.2 Scarico acque di raffreddamento 58 11 La gestione dei rifiuti 60 11.1 Produzione, recupero e smaltimento di rifiuti speciali pericolosi 60 11.2 Produzione, recupero e smaltimento di rifiuti speciali non pericolosi 62 11.3 Composizione ceneri leggere e gesso 62 11.4 Prevenzione nella dispersione delle fibre negli impianti 63 12 Uso e contaminazione del terreno 64 12.1 Sversamenti e dispersioni di sostanze (oli minerali) 66 12.2 Contaminazione del suolo da versamenti e perdite di OCD e gasolio 66 12.3 Sistemi di prevenzione e controllo 67 13 Uso di combustibili 67 14 Il rendimento energetico 68 14.1 Uso dell’acqua 70 14.2 Uso delle sostanze 70 14.3 Utilizzo di reagenti per la depurazione dei fumi 71 14.4 Utilizzo di reagenti per il trattamento e depurazione delle acque 72 14.5 Materiali e sostanze per il funzionamento dei macchinari e delle apparecchiature 73 14.6 Oli minerali e contenenti PCB 74 14.7 Sistemi di prevenzione e controllo 74 14.8 Sostanze gassose 75 14.9 Questioni locali 75 14.10 Gestione della raccolta interna dei rifiuti 75 15 Emissioni di gas, vapori, polveri, odori molesti 76 16 Emissione sonore verso l’esterno 76 16.1 Rumore e vibrazioni in ambiente di lavoro, incidenza sui flussi di traffico 78 17 Impatto visivo 79 18 Campi elettrici e magnetici a bassa frequenza 80
19 Impatti conseguenti a incidenti e situazioni di emergenza 81 20 Incendi 82 21 Impatti biologici e naturalistici (biodiversità ed altre) 83 22 Emissioni di onde elettromagnetiche da impianti di telecomunicazione 83 23 Contaminazione del suolo e delle acque 84 24 Salute e sicurezza 84 25 Obiettivi e programma ambientale 85 Appendice 92

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
4
1 Il sito e la storia della centrale Eugenio Montale della Spezia
L’Unità di Business della Spezia è costituita da tre sezioni termoelettriche per una
potenza elettrica lorda complessiva di 1.280.000 KW.
Le sezioni 1 e 2, a ciclo combinato alimentate a gas naturale, hanno ciascuna una
potenza elettrica di 340.000 KW, sono entrate in servizio rispettivamente il 1 dicembre
1999 e il 12 maggio 2000. Entrambe le sezioni sono state messe a regime, ai sensi
dall’articolo 8 del DPR203/88, il 3 febbraio 2001.
Il gas naturale è fornito dalla SNAM tramite gasdotto che termina in centrale con una
stazione di riduzione della pressione. Oltre alle apparecchiature di riduzione della
pressione e di riscaldamento del gas, nella stazione di decompressione trovano posto i
contatori di misura del gas consumato. L’impianto di riscaldamento serve a compensare il
calore assorbito dal gas in espansione.
La sezione 3 (policombustibile), a seguito dei lavori di adeguamento ambientale, è
rientrata in servizio il 1 novembre 2000 ed è stata messa a regime il 27 settembre 2001.
Ha una potenza elettrica di 600.000 KW. Nelle fasi di normale esercizio il combustibile
utilizzato prevalentemente è il carbone; l’olio combustibile è utilizzato come combustibile
ausiliario solo per periodi transitori; il gas naturale è utilizzato come combustibile
ausiliario per periodi transitori e nelle fasi di avviamento. Il gasolio è utilizzato come
combustibile di prima accensione. E’ dotata di sistemi di abbattimento di polveri, ossidi
azoto e biossido di zolfo.
Ogni sezione è dotata di sistema di monitoraggio in continuo delle emissioni.
La preesistente unità 4, da 600.000 KW, inattiva dal 30 settembre 1999, è attualmente in
demolizione.
Il carbone è rifornito da navi carboniere che attraccano ad un pontile situato nel porto
della Spezia, in un’area in concessione ad Enel. Dalle navi, mediante due scaricatori
concepiti per minimizzare le dispersioni di polveri, il carbone viene posato direttamente
su nastro e trasportato ai due parchi di stoccaggio asserviti all’impianto, carbonile Val
Fornola e carbonile Val Bosca. La capacità di stoccaggio complessiva è di circa 450.000

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
5
t. I parchi carbone sono stati realizzati su avvallamenti naturali il cui fondo è di natura
argillosa e le cui pareti sono state coperte da lastre di cemento. I nastri trasporto
carbone, dal porto ai depositi e dai depositi verso la sezione 3 dell’impianto, hanno una
lunghezza complessiva di circa 2200 metri e una capacità di trasporto di 1100 t/h. I nastri
sono allocati all’interno di «tunnel» completamente chiusi, per prevenire la diffusione
delle polveri e possibili sporcamenti lungo il percorso. I nastri sono collegati da otto torri
di smistamento e di rinvio, anch’esse dotate di sistemi per prevenire la dispersioni di
polveri; per evitare completamente la dispersione di polveri di carbone, alcune torri, poste
in prossimità dei confini dell’impianto, sono completamente chiuse.
L’olio combustibile denso viene scaricato dalle navi petroliere attraccate al pontile (posto
in area demaniale all’interno del porto) mediante le pompe di bordo (con una portata di
1.000 t/h ) e trasferito, senza stoccaggio in zona portuale, al deposito costiero della
centrale costituito da quattro serbatoi, due della capacità di 50.000 m3 e due di 30.000
m3.
L’area portuale in cui si effettua la discarica dell’OCD è dotata di sistemi di contenimento
atti a fronteggiare eventuali versamenti di combustibile in modo da prevenire gli
inquinamenti del sottosuolo e delle acque marne.
L’oleodotto di trasferimento, collocato in gran parte lungo lo stesso percorso del nastro
carbone, ha uno sviluppo complessivo di circa 3 km., è costituito da due tubazioni del
diametro di 12 e 16 pollici, adeguatamente coibentate e riscaldate. Le tubazioni hanno
una disposizione prevalentemente superficiale a vista, i tratti interrati sono stati
completamente inseriti in cunicoli di protezione ispezionabili.
Il gasolio è rifornito per mezzo di autocisterne e stoccato in un serbatoio della capacità di
300 m3.
La stazione elettrica, le linee di collegamento alla centrale e le linee di trasmissione
dell’energia ad alta tensione (220 e 380 KW) non appartengono ad Enel S.p.A., ma alla
Società TERNA S.p.A..

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
6
La centrale della Spezia è ubicata in prossimità del porto della città omonima e sorge su
un’area di circa 72 ha a est della città; fu costruita dalla Società Edisonvolta, autorizzata
alla costruzione del primo gruppo con decreto del 26 gennaio 1960.
Al primo gruppo di produzione a carbone da 310 MW, entrato in servizio il 28 agosto
1962, seguirono altri tre gruppi a carbone per complessivi 1835 MW. Le unità 3 e 4, sia
per la loro potenza (600 MW cad.), che per il ciclo di vapore adottato, costituirono una
novità assoluta per l’Italia, tanto da costituire al tempo la maggiore centrale d’Europa.
A seguito della legge del 6 dicembre 1962, che istituiva l’Ente Nazionale per l’Energia
Elettrica, la centrale passò da Edisonvolta a ENEL. Con l’entrata in servizio del 4°
gruppo, avvenuta nel 1968, la produzione annua di energia è stata mediamente pari al
5% della produzione nazionale.
Con decreto del 29 gennaio 1997, il Ministero dell’Industria definiva un nuovo assetto
della centrale, autorizzando lavori di adeguamento ambientale consistenti nella
sostituzione delle precedenti unità 1 e 2 con gruppi di generazione a ciclo combinato,
alimentati a metano ad alto rendimento, e nella realizzazione di un impianto di
desolforazione e di denitrificazione che consentisse l’esercizio di un solo gruppo
termoelettrico tradizionale da 600 MW policombustibile. In conseguenza del decreto, la
sezione 4 cessò di funzionare il 30 settembre 1999.
I comandi e le apparecchiature di controllo sono installati in due sale di controllo,
dedicate rispettivamente una per le sezioni 1 e 2 (turbogas-cicli combinati) e l’altra per la
sezione 3 a carbone, dalle quali si effettuano tutte le operazioni relative alla parte termica
ed elettrica dei gruppi.
Il sito produttivo è registrato EMAS in data 13-8-2005 con numero di registrazione I-
000376 ai sensi del regolamento comunitario 761/2001 ed è certificato ISO 14001 dal 29-
5-2003.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
7
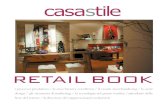
Planimetria dell’impianto

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
8
2 Relazione del processo produttivo Un’unità termoelettrica è composta da una parte termica ed una elettrica. La parte
termica utilizza l’energia dei combustibili fossili per generare un fluido ad alta
temperatura ed alta pressione: il fluido può essere vapor d’acqua surriscaldato o
direttamente i fumi prodotti dalla combustione. Il fluido così generato attraversa la turbina
che è una macchina capace di trasformare l’energia termica contenuta nel fluido in
energia meccanica di rotazione. Le turbine possono essere pertanto costruite per
funzionare con vapore o con i gas della combustione. La parte elettrica è essenzialmente
costituita dall’alternatore che è una macchina capace di trasformare energia meccanica
in energia elettrica. Turbina ed alternatore hanno entrambi una parte fissa ed una parte
mobile rotante (dette rotori). I due rotori sono rigidamente collegati, cosicché il rotore
della turbina, azionata dal fluido che lo attraversa, fornisce l’energia meccanica
necessaria al rotore dell’alternatore per ottenere l’energia elettrica.
I principali elementi che caratterizzano una unità termoelettrica sono il fluido utilizzato, i
tipi di combustibili utilizzati, la potenza erogabile con continuità dall’alternatore (detta
potenza lorda efficiente).
La centrale Eugenio Montale è attualmente in grado di erogare una potenza elettrica
lorda complessiva di 1.280.000 kW utilizzando le seguenti unità:
Unità 1, ciclo combinato da 340.000 kW alimentato con gas naturale;
Unità 2, ciclo combinato da 340.000 kW alimentato con gas naturale;
Unità 3, impianto a vapore da 600.000 kW alimentato prevalentemente a carbone.
I camini della centrale hanno le seguenti caratteristiche:
Camino gruppo 1 (altezza: m 90; diametro all’uscita: m 6)
Camino gruppo 2 (altezza: m 90; diametro all’uscita: m 6)
Camino gruppo 3 (altezza: m 220; diametro all’uscita: m 6,2)

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
9
Sia il carbone che l’olio combustibile denso (successivamente detto OCD) provengono
da diverse fonti di approvvigionamento estero; il contenuto di zolfo è normalmente
compreso nell’intevallo 0,5÷0,8 % per il carbone e 0,2÷1.0 % per l’OCD.
Per verificare il rispetto dei valori di emissione autorizzati sono installati analizzatori in
continuo inseriti in un sistema di monitoraggio capace di acquisire, registrare e
trasmettere le misure secondo le disposizioni tecniche previste dal DM 21/12/95. Le
modalità di gestione del sistema di monitoraggio, stabilite di concerto con l’Amm.ne
Provinciale della Spezia, sono definite in un “Manuale di Gestione del sistema di
monitoraggio delle emissioni”. L’Ente ha quindi il pieno controllo sui valori misurati e sulle
relative elaborazioni e su tutte le operazioni di manutenzione e taratura.
Sulla base delle registrazioni del sistema di monitoraggio e delle verifiche effettuate
dall’Ente di controllo è stato documentato che nessuno dei valori limite risulta ad oggi
superato.
Nel caso di malfunzionamenti degli impianti di abbattimento si applicano le procedure
comunicate agli Enti competenti in data 23/11/2001.
3 Descrizione del ciclo produttivo Si premette che la descrizione seguente è da intendersi in riferimento all’allegato 25
“schema a blocchi delle fasi e delle attività tecnicamente connesse”.
In particolare si ha che:
Fase 1: generazione energia elettrica gruppo 1
Fase 2: generazione energia elettrica gruppo 2
Fase 3: generazione energia elettrica gruppo 3
E inoltre:

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
10
AC1 Approvvigionamento combustibili gassosi, stazione di decompressione e rete di
distribuzione del gas naturale;
AC2 Approvvigionamento, stoccaggio e movimentazione combustibili liquidi;
AC3 Caldaia ausiliaria;
AC4 Gruppo elettrogeno di emergenza;
AC5 Impianto antincendio;
AC6 Laboratorio Chimico;
AC7 Impianto osmosi inversa;
AC8 Impianto trattamento acque reflue;
AC9 Approvvigionamento, stoccaggio e movimentazione carbone;
AC10 Attività di manutenzione;
AC11 Gestione ceneri e gessi;
AC12 Utilizzo acqua di mare per condensazione.
3.1 Unità Termoelettriche 1 – 2 (fase 1 – 2) Le sezioni 1 e 2 della centrale della Spezia sono unità in ciclo combinato della potenza al
Carico Nominale Continuo di 340 MW elettrici cadauna, di cui 225 MW prodotti dal
turbogas e 115 MW prodotti dalla turbina a vapore alimentata dal vapore prodotto dal
GVR in cui vengono convogliati i gas di scarico dal turbogas.
Il rendimento dell’impianto al CNC è del 54%. La turbina a gas è del tipo FIAT 701F, il
combustibile utilizzato è esclusivamente gas naturale (metano).
L’unità turbogas è costituita in sequenza, da compressore, camera di combustione,
turbina e alternatore. A valle della turbina a gas è installato un Generatore di Vapore a
Recupero (GVR), in altre parole una caldaia che, sfruttando il calore residuo dei gas di
scarico (circa 615 °C all’ingresso), produce vapore surriscaldato che si immette nella
turbina a vapore. All’interno della turbina avviene la trasformazione dell’energia termica
del fluido in energia meccanica. Alla turbina è collegato l’alternatore dove avviene l’ultima

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
11
trasformazione dell’energia meccanica in energia elettrica che, tramite un trasformatore
viene innalzata alla tensione di 380 KV.
I gas della combustione escono dal GVR alla temperatura di 100 ÷ 110°C e sono
immessi al camino attraverso un silenziatore di tipo meccanico. L’impianto non è
dotato di sistemi aggiuntivi di abbattimento degli inquinanti aerodispersi presenti nei fumi
in quanto il sistema di combustione del turbogas stesso è progettato per ridurli al minimo
ed al di sotto dei limiti di legge.
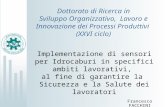
Si riporta di seguito lo schema del ciclo:
Descrizione dei principali componenti dei gruppi 1 – 2 Turbogruppo

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
12
Costruttore FiatAvio
Tipo di turbogas 701F
Potenza nominale turbogas 255 MW
Pressione di riferimento 1013 mbar
Temperatura aria ambiente 15 °C
Umidità relativa 60 %
Combustibile impiegato gas naturale
Potere calorifico del gas naturale 36.000 KJ/Nm3
46.753 KJ/Kg
Temperatura del gas naturale 30 °C
Perdite di carico totale in aspirazione 100 mmH2O
Perdite di carico statica alla flangia GVR 300 mmH2O
Temperatura acqua servizi in ciclo chiuso 30 °C
Turbina 701F
Temperatura gas ingresso turbina 1367 °C
Pressione gas ingresso turbina 1536 KPa
Portata gas ingresso turbina 504 Kg/s
Pressione gas allo scarico turbina 105.3 Kpa
Temperatura gas allo scarico della turbina 564.5 °C
Potenza fornita 481.5 MW
Compressore
Costruttore FiatAvio
Portata aria mandata 522.3 Kg/s
Temperatura aria mandata 382.3 °C
Pressione aria mandata 1.396 Kpa
Potenza assorbita 209.53 MW
Numero di spillamenti 4
Alternatore

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
13
Costruttore ABB SADELMI
Potenza max 285.8 MVA
Tensione ai morsetti 20.000 V
Corrente 8250 A
Frequenza 50 Hz
Fattore di potenza 0,9
Velocità di rotazione 3.000 giri/min
Velocità di fuga 3.600 giri/min
Momento d’inerzia 8.5 tm2
Rapporto di c.c. 0.50
Trasformatore principale
Costruttore ABB
Potenza nominale 300 MVA
Tensione nominale 15/400 KV
Collegamenti Stella/triangolo
3.2 Turbina a gas La turbina a gas 701F e formata da un compressore assiale a 17 stadi ad alta efficienza,
un sistema di combustione equipaggiato con 20 tubi di fiamma disposti in posizione
circolare attorno all’asse della macchina e da una turbina a quattro stadi del tipo a
reazione. L’aria è aspirata attraverso il collettore di aspirazione e la voluta di ingresso
compressore, dove viene compressa e spinta nel corpo combustore e quindi attraverso i
tubi fiamma. L’aria nel compressore fluisce in direzione assiale attraverso una serie di
palette rotanti e raddrizzatori fissi. Mentre l’aria attraversa ciascun stadio, pressione e
temperatura aumentano fino a raggiungere il massimo livello alla fine del compressore a
valle del raddrizzatore di uscita (OGV) e del diffusore compressore.
La miscela (gas-aria) ad alta temperatura e pressione viene inviata in turbina. Nel
processo di espansione la turbina converte l’energia del gas, sotto forma di pressione e

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
14
temperatura, in energia meccanica di rotazione. Parte della potenza sviluppata dalla
turbina è usata per azionare il compressore, la parte rimanente è disponibile per azionare
il generatore.
La turbina a gas è una macchina termica composta da una struttura fissa e da una parte
rotante.
La parte fissa comprende la voluta d’ingresso, il corpo compressore, il corpo
compressore-combustore, il corpo turbina, il diffusore di scarico ed il collettore di scarico.
La parte mobile rotante è rappresentata dal rotore il quale si suddivide in albero
compressore, albero intermedio e albero turbina.
Struttura Fissa
3) Voluta d’ingresso compressore:
fornisce un passaggio agevole per l’aria diretta verso il compressore che ospita il
cuscinetto reggispinta ed il cuscinetto portante anteriore. Essa contiene l’IGV, prima
schiera di pale statoriche del compressore assiale ad assetto variabile. Sono distributrici
di flusso che dirigono l’aria verso il primo stadio di pale rotanti.
(IGV è un sistema a geometria variabile è utilizzato per modulare la portata d’aria in
ingresso al compressore)
b) corpo compressore:
si trovano allocati i raddrizzatori compressore dal 1° all’11° stadio e sono ricavate 2
camere che raccolgono l’aria spillata dal 6° e 11° stadio per raffreddamento e
pressurizzazione (effetto tenuta) rispettivamente del 3° e 4° stadio statorico turbina. Un
certo ammontare della portata di aria del compressore viene estratta durante le
sequenze di avviamento e di arresto.
c) corpo compressore-combustore:
all’interno sono alloggiati i raddrizzatori compressore dal 12° al 17° stadio ed è ricavata
una camera che raccoglie aria spillata dal 14° stadio per il raffreddamento del 2° sradio
statorico turbina. Il compressore termina con un diffusore che convoglia l’aria compressa

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
15
in una zona combustione dove sono alloggiati, circonferenzialmente attorno all’asse della
macchina, i tubi fiamma.
d) Corpo turbina:
è accoppiato tramite bulloni con il corpo compressore ed è provvisto di collegamenti per
l’aria di raffreddamento spillata dal compressore ed inviata nelle cavità tra
portadistributori e corpo turbina. Il controllo delle temperature della cavità dei dischi 2, 3,
4 è realizzato mediante termocoppie che passano attraverso il corpo turbina e i settori
distributori. Il corpo combustore ha alla base delle flange da cui viene estratta l’aria di
raffreddamento rotore. Da un drenaggio sito nella parte bassa della camera di
combustione viene rimosso il combustibile liquido incombusto. All’avviamento della
turbina a gas il drenaggio viene aperto; dopo l’accensione, la pressione all’interno della
camera di combustione aumenta fino ad un valore in cui si chiude il drenaggio. In caso di
mancato avviamento, il drenaggio rimane aperto per scaricare il combustibile liquido.
e) Diffusore di scarico:
a valle della sezione turbina, i gas di combusti entrano nel diffusore di scarico, la sezione
finale della turbomacchina in cui ha luogo il recupero dell’energia cinetica in pressione.
La sezione diffusore comprende un corpo interno ed uno esterno che definiscono un
condotto divergente che convoglia i gas caldi verso il collettore di scarico. Il cono esterno
previene il surriscaldamento del corpo esterno, il cono interno protegge l’alloggiamento
del cuscinetto dal gas caldo.
Venti (20) termocoppie sono inserite in tubi guida installati nella zona terminale del corpo
diffusore per controllarne la temperatura.(blade path).
f) Collettore di scarico:
costituisce un’appendice del diffusore di scarico, dove i gas combusti terminano la loro
espansione prima di essere convogliati al camino a alla caldaia.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
16
E’ costituito essenzialmente da un involucro esterno e da uno interno. Il cilindro interno è
supportato da due razze radiali dove hanno anche la funzione di mettere in
comunicazione con l’atmosfera la zona del supporto cuscinetto lato turbina e contenere
le tubazioni e le linee dirette alla zona cuscinetto.
Parte Rotante
Rotore:
consiste in un rotore compressore palettato, un albero intermedio ed un altro rotore
palettato di turbina, accoppiati mediante bulloni, il tutto supportato da due cuscinetti
radiali. Inoltre la sua posizione assiale è assicurata da un cuscinetto reggispinta
posizionato all’ingresso della macchina.
3.3 Compressore Il compressore è di tipo assiale ed ha un rendimento dell’86,7%.
La voluta di ingresso compressore, il corpo compressore, il corpo esterno combustore, il
corpo turbina e il corpo del diffusore di scarico, sono imbullonati l’uno all’altro in piani
verticali; ciascun corpo è inoltre diviso in due parti, imbullonate tra loro, in corrispondenza
del piano orizzontale passante per l’asse della macchina, onde agevolare l’ispezione e la
manutenzione.
La voluta di aspirazione ha il compito di collegare il collettore di aspirazione e la camera
filtri con il compressore.
Il corpo compressore consta di tre parti essenziali:
la prima parte costituisce la voluta di ingresso, nella quale è ricavato il supporto dei
cuscinetti (portante e reggispinta) e dove sono alloggiate le palette di entrata ad assetto
variabile;
La seconda parte include i raddrizzatori dal 1° all’11° stadio, le zampe di supporto e le
camere anulari di scarico aria all’avviamento;

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
17
La terza parte include i raddrizzatori dal 12° al 17° stadio e la camera di spillamento
dell’aria di raffreddamento turbina.
3.4 Alternatore
L’alternatore dimensionato per erogare una potenza apparente di 285.8 MVA, ai valori
nominali di tensione e corrente di statore, 20 KV e 8250 A di fase, una potenza attiva di
257.22 MW e una potenza reattiva nominale di 124.57 MVA a cos φ 0,9 ritardo.
L’alternatore è raffreddato ad aria in ciclo chiuso mossa da due ventilatori coassiali al
rotore che asporta le perdite nel ferro e nel rame, di statore e di rotore, durante il
funzionamento. L’aria attraversando apposite canalizzazioni nella carcassa, nello statore
e nel rotore, cede il calore accumulato a quattro refrigeranti aria-acqua posti nel
basamento della macchina. L’isolamento è realizzato con materiali della classe F (max
temp. 155 °C) al fine di mantenere le temperature delle parti attive inferiori a 130 °C con
l’acqua di raffreddamento a 35 °C .
L’eccitazione è fornita da una eccitatrice statica tramite anelli collettori sistemati
all’esterno della carcassa e raffreddati ad aria in ciclo aperto. La tensione di eccitazione e
la corrente di eccitazione, alla potenza apparente nominale, sono pari a 341 V e 1411 A,
la corrente di eccitazione a vuoto vale 576A.
In modalità “avviatore” l’alternatore è alimentato nel modo seguente:
Lo statore da una terna trifase di tensioni variabili come valore di frequenza;
Il rotore dal circuito di eccitazione.
La velocità della macchina è variata insieme ai parametri elettrici per consentire al TG di
portarsi da 3 g/1’ sino a 2000 g/1’ con la corretta sequenza di rullaggio.
A 2000 g/1’ l’avviatore statico viene eluso mentre il rotore rimane allineato al 90% della
corrente di eccitazione per il funzionamento a vuoto, pronto per la successiva manovra di
sincronizzazione con la rete elettrica.
Gli alternatori utilizzati sulla turbina a vapore sono di costruzione Marelli con gli
avvolgimenti statorici e rotorici refrigerati in atmosfera di idrogeno.
3.5 Trasformatore del turbogas

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
18
Trasforma l’energia elettrica prodotta a 15 KV dall’alternatore, elevandola ad una
tensione di 380 KV per assicurare il contenimento delle perdite lungo le linee di trasporto
fino ai punti di utilizzo. E’ collegato tramite una stazione elettrica alla rete di trasmissione
nazionale
3.6 Generatore di vapore a recupero (GVR)
I generatori di vapore a recupero, sono di tipo verticale, alimentati dai gas di scarico dei
turbogas, senza alcun apporto di calore aggiuntivo e producono vapore su tre livelli di
pressione. I generatori di vapore a recupero, installati all’aperto, sono coibentati e rivestiti
di lamierino. I fasci tuberi sono composti da tubi alettati in parte in acciaio inox in parte in
acciaio al carbonio per una superficie complessiva di 181.000 m2. Il vapore prodotto
viene raccolto nei tre corpi cilindrici di bassa, media e alta pressione posti sulla sommità
del generatore di vapore.
3.7 Turbina a vapore
Le turbine a vapore sono del tipo assiale a reazione costituite da due corpi, uno ad alta e
media pressione a flussi contrapposti, l’altro di bassa pressione ad ammissione centrale
riflusso, con scarichi delle due estremità al condensatore, posto sulla parte inferiore della
turbina stessa.
3.8 Trasformatore del GVR
Trasforma l’energia elettrica prodotta a 15 KV dall’alternatore, elevandola ad una
tensione di 380 KV per assicurare il contenimento delle perdite lungo le linee di trasporto

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
19
fino ai punti di utilizzo. E’ collegato tramite una stazione elettrica alla rete di trasmissione
nazionale
3.9 Unità Termoelettriche 3 (fase 3)
La sezione 3 è un impianto termoelettrico a ciclo termodinamico aperto con caldaia ad
un solo attraversamento a pressione sopracritica, con surriscaldamento e doppio
risurriscaldamento per aumentare il rendimento del processo. L’acqua di alimento
demineralizzata viene pompata nel generatore di vapore (caldaia) dove, ad opera del
calore prodotto dal combustibile, si riscalda fino a portarsi allo stato di vapore
surriscaldato.
Il vapore così ottenuto viene trasferito alla turbina di alta pressione dove l’energia termica
è trasformata in energia meccanica. In uscita dalla turbina di alta pressione il vapore
viene reimmesso in caldaia per essere surriscaldato nuovamente e inviato alla turbina di
bassa pressione. Una volta attraversata la turbina di bassa pressione lo stesso viene
condensato, e la condensa rinviata tramite apposite pompe al generatore di vapore per
un nuovo ciclo. La condensazione viene effettuata mediante scambio termico, tramite il
condensatore, con l’acqua di mare.
Analogamente ai gruppi 1 e 2, la turbina e accoppiata direttamente all’alternatore dove
l’energia meccanica si trasforma in energia elettrica che viene così immessa, previo
elevazione di tensione a 380 KV ad opera di un trasformatore, sulla rete nazionale di
trasmissione.
I fumi, rilasciato il loro calore nel generatore di vapore, vengono inviati al camino dopo
aver subito un processo chimico e fisico di depurazione in tre consecutivi impianti di
abbattimento: denitrificatore (catalitico ad ammoniaca), depolverizzatore (precipitatori
elettrostatici), desolforatore (ad umido tipo calcare gesso), per l’abbattimento
rispettivamente degli ossidi di azoto (NOx), delle polveri e del biossido di zolfo (SO2)..
Si riporta di seguito lo schema del ciclo

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
20
Descrizione dei principali componenti della sezione 3
Caldaia
Costruttore Babcock & Wilcox
Tipo circolazione Forzata
Pressione di timbro 272 ate
Temperatura ing. ECO 288 °C
Temperatura vapore SH 538 °C
Temperatura vapore 1° RH 552 °C
Temperatura vapore 2° RH 565 °C
Pressione vapore SH 245 bar
Pressione vapore 1° RH 70 bar
Pressione vapore 2° RH 22 bar
Portata vapore SH 1860 t/h
Portata vapore 1° RH 1232 t/h

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
21
Portata vapore 2° RH 1217 t/h
Capacità totale 530 m3
Superficie scambio totale 52700 m2
Volume camera combustione 10000 m3
Numero bruciatori carbone 36
Numero bruciatori OCD 30
Numero bruciatori a metano 6
Numero mulini 4
Tipo mulini MPS
Abbattimento polveri Elettrofiltro
Abbattimento NOx DeNOx
Abbattimento SO2 DeSOx
Turbina a vapore
Costruttore Franco Tosi
Tipo reazione
Potenza nominale 600 MW
Velocità 3000 giri/min.
Pressione vapore ammissione 242 bar
Temperatura vapore ammissione 538 °C
Numero di stadi 60
Pressione scarico turbina BP 38 mmHg
Altezza ultima paletta BP 850 mm
Condensatore

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
22
Costruttore Franco Tosi
Tipo superficie
Numero passaggi 1
Numero sezioni 4
Sistema vuoto pompe/eiettori
Pressione 0.05 ata
Portata acqua mare 18 m3/sec.
Materiale tubi alluminio brass
Superficie totale scambio 30380 m2
Alternatore
Costruttore Marelli
Potenza apparente 370 MVA
Potenza attiva 320 MW
Tensione morsetti 20 KV
Corrente 10680 A
Fattore di potenza 0,85
Numero poli 2
Corrente di eccitazione 2670 A
Tensione di eccitazione 375 V
Pressione H2 3 bar
Trasformatore
Costruttore IEL
Potenza nominale 370 MVA
Tipo di raffreddamento olio/aria forzata
Tensione primaria 20 KV
Tensione secondaria 400 KV
3.10 Caldaia sezione 3

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
23
Il generatore è del tipo Benson e trasforma l’energia chimica del combustibile in energia
termica del vapore. Il generatore di vapore di costruzione B&W è a circolazione forzata
funzionante a pressione ipercritica a doppio risurriscaldamento del vapore e con camera
di combustione in depressione. Può bruciare fino a 200 t/h di carbone e nella fasi di
avviamento si può utilizzare il metano.
L’acqua di alimento viene immessa ai due lati del collettore entrata Eco dopo aver
attraversato il ciclo rigenerativo. L’acqua, spinta dalla pompa alimento attraverso una
tubazione costituita da 256 serpentine che formano tre banchi orizzontali raggiunge così i
due collettori dell’Eco.
La caldaia è dotata di 36 bruciatori a carbone, 30 bruciatori a OCD e 6 bruciatori a
metano; è in fase di ultimazione l’installazione di ulteriori sei bruciatori a metano.
L’aria necessaria alla combustione viene inviata in caldaia tramite due ventilatori e
riscaldata da tre riscaldatori rigenerativi aria-gas tipo Ljungstrom, installati sulla mandata
dei ventilatori stessi. I gas ripresi da due aspiratori vengono inviati al camino alla
temperatura di circa 105°C, dopo aver subito un processo chimico e fisico di depurazione
negli impianti di denitrificazione, depolverizzione e desolforazione.
All’interno della caldaia i tubi che formano gli schermi della camera di combustione sono
divisi in più passi con miscelazione intermedia dell’acqua, onde uniformare la
temperatura del metallo dei tubi stessi ed evitare sollecitazioni meccaniche derivanti da
differente allungamento per dilatazione termica.
Per contenere la produzione degli ossidi di azoto, al fine di rispettare il valore limite di
emissione di 200 mg/Nm3 (valore medio mensile riferito ai fumi secchi normalizzati con
un tenore di ossigeno del 6%), i bruciatori precedentemente installati sono stati sostituiti
con bruciatori a bassa produzione di NOx.
Il sistema di combustione è attualmente costituito da un complesso di bruciatori che
garantisce un valore di NOx all’uscita caldaia inferiore ai 900 mg/Nm3 ed un valore di
incombusti nelle ceneri leggere inferiore al 7%, nel funzionamento a carbone. Le
modifiche hanno comportato un necessario adeguamento tecnologico e miglioramento
dell’efficienza nei mulini carbone.
3.11 Turbina

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
24
Le turbine sono del tipo a reazione, trasformano l’energia termica del vapore in energia
meccanica sull’asse. La turbina è del tipo cross compound a tre livelli di pressione con 7
spillamenti e 4 scarichi. Il primo spillamento è posto sullo scarico del corpo a pressione
ipercritica. Il secondo e terzo spillamento sono presi dalla turbina ausiliaria ed i restanti
dalla turbina di bassa pressione. La turbina ipercritica è alimentata da vapore SH
(surriscaldato); lo scarico della turbina ipercritica torna in caldaia e alimenta la turbina di
alta pressione con vapore 1°RH (1° risurriscaldato). Infine, dopo essere ritornato in
caldaia, alimenta le turbine di media pressione con vapore 2°RH (2° risurriscaldato) il cui
scarico confluisce nelle turbine di bassa pressione che lo scaricano al condensatore.
3.12 Condensatore
Il condensatore trasforma il vapore scaricato dalla turbina in acqua per poterla reinserire
in ciclo attraverso delle pompe. Il condensatore ha la funzione di condensare il vapore in
uscita dalla turbina di bassa pressione, utilizzando un fascio tubiero attraversato da
acqua di mare. Il condensatore è mantenuto in depressione a 0.05 ata.
3.13 Alternatore
Trasforma l’energia meccanica sull’asse in energia elettrica. La sezione 3 è dotata di due
macchine (una per asse) con potenza unitaria di 370 MVA che ruotano a 3000 g/Min.
La tensione nominale è di 20 KV, il sistema di eccitazione è costituito da tiristori.
Sono raffreddati a idrogeno del tipo “inner cooled” vale a dire con circolazione
refrigerante anche all’interno dei conduttori di rotore e statore, per una più efficace
asportazione del calore prodotto per effetto Joule.
La circolazione dell’idrogeno viene effettuata a mezzo di due ventilatori assiali multistadio
fissati alle estremità del rotore lato turbina di BP.
3.14 Trasformatore
Trasforma l’energia elettrica prodotta a 20 KV dall’alternatore, elevandola ad una
tensione di 380 KV per assicurare il contenimento delle perdite lungo le linee di trasporto.
E’ collegato tramite elettrodotto alla vicina stazione elettrica da cui l’energia elettrica è
immessa nella rete di trasmissione nazionale.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
25
3.15 Mulini
La caldaia è dotata di n° 6 mulini marca Babcock modello MPS 89 K . La potenzialità di
ciascuno è di 45 t/h.
3.16 Bruciatori a bassa produzione di ossidi di azoto
Oltre all’abbattimento finale i valori di emissione di NOx sono controllati anche
mantenendo ai livelli più bassi possibile le quantità che si formano in caldaia. Ciò si
ottiene gestendo correttamente un particolare sistema di bruciatori installato in occasione
degli interventi di adeguamento ambientale, si tratta dei cosiddetti bruciatori lowNOx che
mantenendo relativamente basse le temperature di fiamma contengono la formazione
degli ossidi di azoto
3.17 Denitrificatore DeNOx
Il sistema di denitrificazione dei fumi adottato è quello a riduzione catalitica selettiva
(SCR) del tipo “High-dust”, basato sulla reazione tra i fumi in ingresso e l’ammoniaca
iniettata.
L’impianto di denitrificazione catalitica è suddiviso in tre sistemi:
sistema di denitrificazione (reattore –catalizzatore SCR)
sistema di caricamento e stoccaggio dell’ammoniaca in soluzione acquosa
sistema di vaporizzazione dell’ammoniaca.
Nel loro percorso i gas uscenti dal generatore di vapore vengono inviati e trattati
nell’unico reattore, dove avviene la reazione di denitrificazione. L’ammoniaca, ottenuta
dalla evaporazione completa di una soluzione acquosa al 24 %, viene iniettata nei fumi a
monte del catalizzatore previa miscelazione con aria riscaldata. Il quantitativo di NH3
viene dosato in funzione degli NOx in ingresso in modo da ottenere l’abbattimento
desiderato (valore < al limite di legge). Gli NOx contenuti nei fumi reagiscono con
l’ammoniaca, in presenza del catalizzatore, riducendosi ad azoto molecolare e vapor
d’acqua. La reazione avviene in maniera praticamente completa nell’intervallo di
temperature tra 300 e 350°C.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
26
L’intero sistema è comandato, supervisionato e regolato dalla sala manovre principale Il
rendimento dell’impianto è del 80%.
Il sistema di regolazione e controllo assicura il mantenimento del rapporto molare
NH3/NOx più corretto in funzione del carico e delle prestazioni desiderate (efficienza di
rimozione NOx, rilascio di NH3).
Gli NOx sono misurati in continuo in uscita dal reattore, permettendo di adeguare la
richiesta di iniezione di ammoniaca attraverso il sistema di regolazione che controlla la
corretta temperatura del gas per garantire l’efficienza della reazione.
L’efficienza del sistema è controllata con misura in continuo della concentrazione di NOx
in uscita e dell’eventuale trascinamento di NH3.
Periodicamente vengono prelevati campioni del catalizzatore per verificarne lo stato di
invecchiamento e garantirne il corretto funzionamento.
3.18 Precipitatore elettrostatico P. E.
Il P.E. è un sistema che permette di depurare i fumi dalle ceneri volanti derivanti dalla
combustione del carbone. Può essere esercito anche in fase di combustione mista olio
combustibile e carbone.
Il precipitatore installato precedentemente al decreto di ambientalizzazione è stato
potenziato con un ulteriore campo di captazione e sono state apportate delle modifiche
volte a migliorarne sia l’efficienza di captazione del particolato sia l’affidabilità.
L’apparecchiatura è stata dotata di un nuovo sistema di automazione che permette un
controllo del funzionamento sia a livello locale che dalla sala Manovra; permette inoltre di
memorizzare più di una sequenza di battitura (pulizia) e di livelli di energizzazione
attivabili in relazione al tipo di carbone utilizzato.
Le misure in continuo permettono di verificare il valore della concentrazione di polveri in
uscita dal P.E., che comunque deve essere inferiore a 300 mg/Nm3, con combustione al
100% di carbone, anche nel caso di 2 semisezioni fuori servizio. L’introduzione
dell’alimentazione di tipo impulsivo ha consentito di aumentare la tensione di picco
rispetto alla tensione degli alimentatori convenzionali, con il duplice scopo di aumentare

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
27
l’efficienza e nel contempo ridurre il valore medio rispetto al convenzionale,
raggiungendo anche lo scopo di ridurre i consumi.
La capacità di abbattimento del P.E. è superiore al 99 %.
3.19 Desolforatore DeSOx
Il sistema di desolforazione adottato è del tipo “calcare-gesso” ad umido ed ha lo scopo
principale di ridurre la concentrazione dell’SO2 nei fumi provenienti dalla combustione del
carbone; oltre alla riduzione degli ossidi di zolfo, il desolforatore è in grado di ridurre
anche il particolato solido ancora presente nei fumi ed i gas acidi quali HCl ed HF.
L’impianto di desolforazione utilizza come reagente il calcare in sospensione d’acqua; il
sistema, in alternativa, può impiegare la calce idrata; attualmente, dopo una fase di
sperimentazione, si utilizza un particolare tipo di calcare, denominato marmettola, che
deriva dalla lavorazione del marmo.
L’area dedicata all’assorbimento dell’SO2 è ubicata nella parte retrostante il gruppo 4
(dismesso) della centrale, lato camino. In tale area è possibile individuare l’assorbitore
con il relativo edificio servizi ed il circuito di convogliamento e ripresa dei fumi.
1. Area dei gas (configurazione a doppia linea)
L’impianto di desolforazione è articolato su due linee di adduzione dei fumi grezzi e
ripresa dei fumi desolforati, ciascuna con potenzialità pari al 50%, che fanno capo ad un
unico assorbitore.
2. Area assorbimento (configurazione unilinea)
La linea di assorbimento tratta l’intera portata dei fumi provenienti da due scambiatori di
calore rigenerativi (GGH), tramite due condotti indipendenti, che li convogliano in
un’unica bocca d’ingresso all’assorbitore.
All’interno dell’assorbitore il gas viene desolforato e quindi, attraverso due bocche di
uscita distinte, viene riconvogliato ai GGH con l’ausilio di due ventilatori.
Il gas da desolforare percorre con moto ascensionale il cilindro (avente un diametro di 17
m), e viene in contatto con lo slurry (sospensione) di calcare finemente spruzzato
attraverso dei banchi di spruzzamento. Il gas in ingresso subisce una prima saturazione
con lo slurry recuperato dal fondo dell’assorbitore (loop inferiore) e risale con moto
ascensionale fino ai due banchi del loop superiore, dove è interposta una vasca che

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
28
raccoglie lo slurry e lo recapita al serbatoio alimento calcare. Quando il gas lascia l’ultimo
banco di spruzzaggio il processo di rimozione della SO2 risulta completato
L’assorbitore è costruito secondo la tecnologia dual-loop a umido che impiega calcare
come reagente e produce gesso con umidità residua del 10% e purezza minima
dell’85%. Il sistema è inoltre in grado di combinare una buona efficienza di rimozione
(circa l’80%) con elevato utilizzo del calcare, impiegando due zone distinte di trattamento
con differente pH e contenuto di cloruri degli slurries.
Il gas pulito è infine costretto a passare attraverso un sistema a due stadi per
l’eliminazione delle goccioline trascinate nel gas medesimo (demister). Ciascun demister
è dotato di sistema di lavaggio ad acqua che viene spruzzata periodicamente sulla
superficie del separatore al fine di rimuovere ogni tipo di deposito che possa ostruire il
passaggio dei gas o costituire potenziale base di aggregazione per la crescita delle
incrostazioni; la frequenza dei lavaggi è gestita automaticamente dal sistema di controllo
e l’acqua di lavaggio viene raccolta nel serbatoio di alimento del calcare dove si mescola
allo slurry ricircolante nel loop superiore.
Il gas trattato lascia l’assorbitore saturo di umidità alla temperatura di circa 60 °C con una
concentrazione di SO2, al massimo carico continuo, inferiore a 380 mg/Nm3 (riferiti al
gas secco e con O2 pari al 6%). I gas desolforati uscenti dal desolforatore vengono
ripresi e riscaldati prima dell’invio al camino mediante i due scambiatori di calore
rigenerativi (GGH).
3. Zona assorbimento: Area edifici servizi.
Nell’area sono ubicate tutte le macchine che servono al corretto funzionamento del
sistema di assorbimento, come le pompe ricircolo slurry (n.3 +1 di riserva), pompe di
estrazione sospensione gesso (n.2), pompe acqua industriale che alimentano il sistema
di lavaggio dei demister (n.2), pompe acqua mare, pompe ricovero sospensioni, pompe
recupero drenaggi e compressori ossidazione che insufflano aria sul fondo
dell’assorbitore.
4. Zona filtrazione- stoccaggio gesso

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
29
Il sistema di disidratazione del gesso e del successivo stoccaggio in un capannone
coperto sono localizzati in area decentrata rispetto all’assorbitopre, a lato del sistema di
preparazione della sospensione del calcare.
Dalla sospensione di gesso proveniente dal fondo dell’assorbitore, l’acqua viene
separata per mezzo di centrifughe. Dalle centrifughe, mediante un nastro fisso di ripresa
ed uno mobile, il gesso viene trasportato nell’adiacente capannone di stoccaggio del
volume di 10000 m3; le acque di filtrazione in uscita dalla centrifuga vengono convogliati
per gravità nei due serbatoi ubicati al piano terra dell’edificio e, in funzione di determinati
parametri, ricircolate all’assorbitore o inviate al trattamento spurghi.
3.20 Cristallizzatore
Il cristallizzatore inserito nel ciclo produttivo ha lo scopo di ridurre l’impatto dovuto ai reflui
della centrale e di massimizzare il recupero della risorsa idrica utilizzata.
L’impianto di evaporazione-cristallizzazione dotato di pretrattamento con sistema di
raccolta del sale prodotto e l’impiantistica per il ritorno, a fine di recupero, delle correnti
d’acque trattate dal DeSOX.
Lo spurgo del DeSox viene raccolto in un serbatoio e successivamente inviato al
pretrattamento.
L’acqua pretrattata viene inviata al sistema di evaporazione-cristallizzazione, della
capacità di 15 m3/h, composto da un evaporatore di pari capacità e da un cristallizzatore
da 2-3 m3/h.
Per la separazione dei solidi prodotti sono previsti due filtri a pressa che tramite scivoli
recapitano in sottostanti cassoni scarrabili, utilizzati per raccogliere i residui da portare al
destino finale.
Con l’installazione del cristallizzatore si prevede di ridurre di circa 200.000 m3 sia il
volume annuale d’acqua scaricata dall’ITAR sia di quello prelevato da fonte idrica
esterna. Inoltre il recupero nel DeSox del proprio spurgo trattato dovrebbe anche
consentire una migliore qualità in termini di salinità dell’affluente dell’ITAR ed un suo
maggiore recupero come acqua industriale di centrale.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
30
La relazione tecnica descrittiva dell’impianto è riportata nell’allegato A.19, la planimetria
di impianto è riportata nell’allegato B21_5 al quale si rimanda. (L’impianto è attualmente
in fase di costruzione).
4 Attività tecnicamente connesse alle fasi 1-2-3
Il processo di produzione è integrato da impianti, dispositivi ed apparecchiature ausiliarie
che ne assicurano il corretto funzionamento
Nella centrale della Spezia sono state individuate le seguenti attività tecnicamente
connesse.
a) AC1 Approvvigionamento combustibili gassosi, stazione di
decompressione e rete di distribuzione del gas naturale
Il gas naturale proviene dalla rete di distribuzione SNAM, collegata all’impianto tramite un
apposito gasdotto che termina in centrale con una stazione di riduzione della pressione.
Nella stazione gas trovano posto gli apparati di riduzione della pressione costituiti da una
valvola di autoregolazione della pressione a valle tarata su 23 bar, un separatore di
condensa con apposito serbatoio di raccolta, un riscaldatore che serve a compensare il
calore assorbito dal gas in espansione ed un filtro meccanico. Oltre alle apparecchiature
di riduzione della pressione e di riscaldamento del gas, nella stazione di decompressione
trovano posto i contatori di misura del gas consumato, regolarmente tarati e controllati.
b) AC2 Approvvigionamento, stoccaggio e movimentazione
combustibili liquidi
a) Scarico stoccaggio e movimentazione olio combustibile
L’olio combustibile necessario al fabbisogno dell’impianto viene rifornito via mare
mediante petroliere e trasferito, senza stoccaggio in zona portuale, al deposito della
centrale costituito da quattro serbatoi, due da 50.000 m3 e due da 30.000 m3.
Le aree portuale in cui si effettua la discarica dell’OCD sono dotate di sistemi di
contenimento atti a fronteggiare eventuali versamenti di combustibile in modo da
prevenire gli inquinamenti del sottosuolo e delle acque portuali.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
31
L’oleodotto di trasferimento, collocato in gran parte lungo lo stesso percorso del nastro
carbone, ha uno sviluppo complessivo di circa 3 km., ha diametri di 12 e 16 pollici ed è
adeguatamente coibentato e riscaldato. Le tubazioni hanno una disposizione
prevalentemente superficiale a vista, i tratti interrati sono stati completamente inseriti in
cunicoli di protezione ispezionabili. La possibilità di ispezionare i tratti interrati di
oleodotto e l’adozione di procedure di sorveglianza hanno praticamente annullato il
rischio di contaminazione del suolo.
Anche i serbatoi di stoccaggio sono provvisti di bacino di contenimento.
b) scarico, stoccaggio e movimentazione del gasolio
Il gasolio destinato alla produzione di energia viene utilizzato solo nelle caldaie ausiliarie
e per alimentare le cosiddette torce pilota della terza unità. Il gasolio necessario è
approvvigionato tramite autobotti ed è stoccato in un serbatoio della capacità di 300 m3.
Il sistema di discarica delle autobotti è dotato di tutte le necessarie misure di sicurezza e
di prevenzione dell’inquinamento del suolo.
c) AC3 Caldaia ausiliaria
I due generatori di vapore sono di costruzione Metallurgica Bergamasca.
Il generatore è alimentato ad acqua ed ha il corpo principale ad una pressione di 19,6
bar, la temperatura di esercizio è di 209° C e una capacità di 20.650 litri.
Il surriscaldamento ha una pressione di 19,6 bar una temperatura di esercizio di 280° C e
una capacità di 350 litri.
d) AC4 Gruppo elettrogeno di emergenza
I gruppi elettrogeni sono costituiti da un motore di emergenza diesel accoppiato
rigidamente con l’alternatore trifase provvisto di stabilizzatore di tensione.
Hanno la possibilità in caso di blackout di fornire l’alimentazione per le apparecchiature e
i sistemi di comando e controllo dei gruppi 1, 2 e 3 e servizi generali. I motori diesel sono
di costruzione Isotta Fraschini con una potenza di 1500 KVA ed una tensione trifase da
5KV.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
32
e) AC5 Impianto antincendio e motopompa
L’impianto è soggetto al Certificato di Prevenzione Incendi e dispone di tutti i presidi
antincendio richiesti.
Nell’ambito della Valutazione dei Rischi, ai sensi del D.Lgs.626/94, preliminarmente alla
stesura del Piano di Emergenza Interno (PEI), è stata effettuata la valutazione del rischio
incendio, ai sensi del DM 10 marzo 1998. Sono indicate le misure adottate al fine di
ridurre la probabilità di insorgenza degli incendi, le misure relative alle vie di esodo, ai
sistemi di rilevazione e alle attrezzature
Tutte le aree e i locali di centrale sono asserviti da sistemi di estinzione incendi (estintori
a polvere, estintori a CO2, manichette, idranti a colonna), i macchinari principali sono
protetti da impianto automatico di rilevazione incendi con elemento termosensibile e
segnalazione nelle Sale Manovre ed impianto automatico fisso di spegnimento ad acqua
frazionata.
Nei locali con apparecchiature elettriche sono installati impianti di rilevazione fumi con
centrale di controllo posta nelle Sale Manovre.
Oltre all’impianto antincendio collegato alla rete idrica, vi sono anche postazioni fisse a
CO2 , a polvere e Twin Agent.
Gli impianti antincendio collegati alla rete idrica sono costituiti da:
⇒ Rilevatori (tarati a 68° C)
⇒ Valvola a diluvio
⇒ Ugelli di nebulizzazione
⇒ Pressostati anomalia/intervento
⇒ Pressostati impianto intervenuto
Le zone coperte dall’impianto antincendio sono:
Impianti/Edifici Area di Produzione
• Sezione turbogas SP1
• Sezione turbogas SP2
• Stazione decompressione metano

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
33
• Fosse idrogeno e deposito con bombole di acetilene e propano
• Tubazioni di adduzione gas alle unità 1-2-3
• Depositi di liquidi infiammabili (serbatoi olio combustibile, gasolio e stazione di
caricamento autobotti)
• Depositi di olio lubrificante, olio turbina e olio dielettrico
• Gruppi elettrogeni
• Caldaie ausiliarie per produzione vapore
• Edificio servizi ausiliari Unità 1 e 2
• Edificio servizi ausiliari Unità 3
• Trasformatori
• Sala macchine
• Generatori di vapore
• Pompe nafta e gasolio gr. 3
• Impianto di desolforazione
• Impianto di denitrificazione catalitica
• Precipitatore elettrostatico
• Edificio compressori Gr. 1-2
• Edificio compressori Gr. 3-4
• Impianto movimentazione e stoccaggio calcare e ceneri da carbone
• Impianto movimentazione e stoccaggio ceneri da olio
• Impianto movimentazione e stoccaggio gesso
• Impianto stoccaggio ammoniaca
• Impianto osmosi
• Impianto ITAR TSD
• Deposito bombole CO2
Edifici servizi
• Laboratorio chimico
• Deposito bombole gas laboratorio chimico
• edificio servizi
• edificio portineria , spogliatoi e infermeria

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
34
• edificio mensa
• Vani ascensori
• edificio area operativa tecnica (ex officina STC)
• edificio officina pezzi pesanti
• edificio deposito muletti
• edificio magazzino ex ponteggiatori
• edificio magazzini A , B , T2 e T3
I carbonili Val Fornola (carbonile n° 1) e Val Bosca (carbonile n° 2) dispongono ciascuno
di un impianto antincendio costituito da una tubazione da 8” con 12 bocche antincendio
UNI 70 (con relative manichette e lance).
Stazione di pompaggio antincendio
È posizionata all’estremità Est della Centrale ed è costituita da:
• pompa con motore diesel con portata nominale di 1.500 m3/h e prevalenza di 110
m di colonna d’acqua;
• pompa con motore elettrico con portata nominale di 1.500 m3/h e prevalenza di
110 m di colonna d’acqua;
• pompa con motore diesel con portata nominale di 780 m3/h e prevalenza di 90 m
di colonna d’acqua;
• pompa con motore elettrico con portata nominale di 780 m3/h e prevalenza di 90
m di colonna d’acqua;
• pompa di pressurizzazione della rete idranti
Per ciascuna delle pompe con motore diesel è presente un serbatoio di stoccaggio
gasolio. I serbatoi, dotati di bacino di contenimento, sono separati, rispetto alle pompe e
all’altro serbatoio, da muri tagliafuoco.
I sistemi posti a protezione della stazione di pompaggio sono:

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
35
• impianto di spegnimento ad acqua frazionata posto a protezione di ciascuna
motopompa;
• impianto di spegnimento ad acqua frazionata posto a protezione di ciascun
serbatoio gasolio;
• impianto di rilevazione a cavo termosensibile per ciascuna motopompa e per
ciascun serbatoio.
Le pompe aspirano dai due vicini serbatoi di acqua industriale. In ciascun serbatoio viene
mantenuta una riserva intangibile per scopo antincendio non inferiore a 1.500 m3.
Stazione di stoccaggio liquido schiumogeno
La stazione di stoccaggio liquido schiumogeno é installata vicino all’autoclave di
pressurizzazione rete idrica antincendio ed ai serbatoi di stoccaggio riserva idrica.
Si compone di due serbatoi da 8 m3 cadauno, da una pompa di caricamento
schiumogeno nei serbatoi e da due pompe, una con motore elettrico ed una con motore
diesel, per l’iniezione dello schiumogeno nelle linee di alimentazione degli impianti a
schiuma.
La centrale dispone inoltre di una ulteriore scorta di schiumogeno contenuto in 46 fusti da
200 litri cadauno.
L’impianto antincendio del Terminal, è costituito da:
a) Rete idrica dall’acquedotto cittadino che alimenta l’impianto ad acqua frazionata a
protezione dei trasformatori dei servizi ausiliari, del deposito lubrificanti e della sala
pompe.
b) Rete idrica alimentata con acqua di mare mediante una stazione di pompaggio
costituita da un’elettropompa ed una motopompa di riserva.
Questa rete alimenta:
1) direttamente con acqua di mare il tratto in tunnel del nastro n° 3

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
36
2) direttamente con acqua di mare o con una miscela acqua-schiuma il
collettore Ø 8” dell’impianto antincendio posto a protezione del pontile
d’attracco delle navi (lungo 256 metri dalla radice del terminal).
La stazione di pompaggio è costituita da una elettropompa e da una motopompa di
riserva ciascuna avente una portata di 240 m3/h ed una prevalenza di 95 mH2O.
Il tratto in tunnel del nastro n° 3, è provvisto di impianto pneumatico di rivelazione incendi
con rivelatori termosensibili a bulbo di quarzo del tipo a risposta rapida e impianto fisso di
protezione ad acqua frazionata
L’impianto antincendio del pontile di attracco navi può essere alimentato direttamente
con acqua di mare o con una miscela acqua – schiuma ed è costituito da un collettore
antincendio Ø 8” che alimenta:
• n° 10 monitori idroschiuma autoscillanti posizionati lungo lo sviluppo del pontile (5
monitori per lato);
• n° 3 impianti con ugelli schiuma a protezione delle postazioni valvolate degli oleodotti
• n° 9 cassette contenenti ognuna tubazione flessibile e lancia sia UNI 45 che UNI 70
• n° 6 cassette contenenti ognuna tubazione flessibile e lancia schiuma UNI 45
f) AC6 Laboratorio Chimico
Il personale del laboratorio chimico svolge i controlli analitici d’impianto ed in particolare
le verifiche sugli scarichi idrici secondo procedure del sistema di gestione ambientale.
Si occupa inoltre delle problematiche chimiche, di controllo del processo e dei
combustibili.
g) AC7 Impianto osmosi inversa
L’impianto ad osmosi inversa, utilizzando acqua di mare, attraverso membrane
semipermeabili, produce acqua industriale a basso tenore di sali restituendo a mare
acqua con una salinità di circa 1,7 volte più elevata di quella prelevata.
Le acque di controlavaggio del sistema di pretrattamento, costituito da filtri a sabbia, e gli
episodici lavaggi chimici delle membrane semipermeabili sono inviati all’impianto di
trattamento ITAR-TSD integrato.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
37
La portata dell’acqua di mare per alimentare l’impianto di osmosi può arrivare a circa 500
m3, per una produzione massima di acqua industriale di circa 150 m³/h (tre linee da
50m³/h); la salamoia la restante quota è rilasciata direttamente nel canale di restituzione
dell’acqua di mare condensatrice
h) AC8 Impianto trattamento acque reflue
L’impianto di trattamento acque reflue di centrale è composto dalle seguenti sezioni:
• Sezione di trattamento chimico-fisico (ITAR-TSD)
• Sezione di trattamento acque oleose (ITAO)
• Sezione di trattamento acque biologiche (ITAB)

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
38
Ogni sezione tratta in maniera specifica il refluo, opportunamente convogliato da una rete
di raccolta dedicata.
All’impianto di trattamento ITAR-TSD vengono collettate le acque acide-alcaline.
L’impianto attuale, che amplia quello precedente l’installazione del desolforatore, è
costituito da due serbatoi di accumulo, vasche, sistemi di misura e dosaggio reagenti.
Le fasi di trattamento si possono distinguere in:
• accumulo
• precipitazione del fango (primaria e secondaria)
• sedimentazione del fango (primaria e secondaria)
• ossidazione chimica
• correzione del pH.
Nello stadio di precipitazione e sedimentazione primaria, il refluo viene alcalinizzato con
latte di calce, addizionando poliettrolita e solfuro sodico od equivalente, per facilitare la
precipitazione sotto forma di solfuri dei metalli e non metalli.
L’aggiunta di cloruro ferroso per la precipitazione del solfuro in eccesso completa questo
stadio di trattamento.
La sedimentazione dei prodotti di reazione (idrossidi e solfuri metallici) e dei sospesi
avviene in un chiarificatore a valle a ricircolo dei fanghi.
Nel secondo stadio di trattamento l’effluente proveniente dal primo , viene addizionato
con cloruro ferrino, polielettrolita e idrossido di sodio in soluzione, in modo da ottenere la
coprecipitazione di idrossido ferrino e completare l’abbattimento di altri eventuali
inquinanti sfuggiti al primo stadio.
Un sistema di sedimentazione a pacchi lamellari sovrapposti e contrapposti al flusso in
trattamento “tipo Pinkerwood” permette la separazione delle sostanze in sospensione.
I fanghi ottenuti dal primo e dal secondo stadio di sedimentazione vengono inviati ad un
ispessitore e successivamente ad una batteria di filtri pressa.
Il trattamento viene, infine, completato con l’additivazione di acqua ossigenata per
l’abbattimento dell’eventuale COD residuo e correttore finale del pH.
Le portate di acque acide –alcaline trattate dall’impianto restano tendenzialmente
inalterate rispetto all’assetto ante ambientalizzazione (90-150) mc/h

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
39
All’impianto di trattamento acque oleose (ITAO) affluiscono tutte le acque potenzialmente
inquinabili da oli, queste vengono collettate tramite una rete fognaria dedicata in
collettore perimetrale principale; questo afferisce direttamente alla vasca di calma posta
in testa alla sezione di trattamento delle acque inquinabili da oli.
L’olio, eventualmente presente, è recuperato mediante opportuni dispositivi automatici
galleggianti “Disc-Oil”e trasferito in un serbatoio dedicato e recuperato, mentre l’acqua a
valle di una serie di guardie idrauliche è pompata in due vasche di disoleazione, “API
SEPARATOR”, della capacità di trattamento di 150 mc/h cadauna.
In queste vasche avviene una successiva separazione per diversità di peso specifico tra
l’olio ed acqua; la miscela di olio-acqua che si forma in superficie in coda alle API viene
sospinta da un carro-ponte schiumatore-raschiatore e raccolta in un’apposita cabaletta.
L’olo schiumato è inviato al recupero. Per il recupero di queste acque, come acqua
industriale, è stato inserito uno stadio di filtrazione su sabbia a granulometria controllata
e carbone attivo. Le eventuali eccedenze, non recuperabili, vengono deviate al canale di
restituzione se le caratteristiche fisico–chimiche rispettano i valori dei parametri
legislativi, altrimenti vengono inviate in testa all’impianto di trattamento ITAR-TSD.
Gli scarichi delle vasche olandesi confluiscono nel collettore Nord( Tombone) la cui
gestione è di Enel che si impegna a mantenere il livello ad una quota inferiore a quelle
delle trappole olandesi onde impedire eventuali spandimenti di olio all’interno dei bacini di
contenimento, secondo una procedura che dovrà essere messa a punto tra le parti.
L’impianto di trattamento acque biologiche (ITAB) raccoglie tutte le acque di tipo
sanitario, è composto da uno strigliatore/sminuzzatore, una vasca di ossidazione totale a
fanghi attivi ed un trattamento di coda mediante debatterizzazione con lampada ad UV,
con una portata media di trattamento pari a %-6 mc/h. le acque, dopo depurazione, sono
normalmente inviate al recupero o all’impianto ITAR-TSD.
Ulteriori acque sanitarie vengono prodotte presso il terminal ENEL al molo di v.le
S.Bartolomeo.
Questi reflui sono trattati localmente mediante fosse settiche tipo IMHOFF e filtro finale a
biodischi rotanti del tipo a flora batterica adesa. Prima dello scarico a mare il refluo è
sterilizzato con debatterizzatore a lampade UV

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
40
i) AC9 Approvvigionamento, stoccaggio e movimentazione carbone
Si tratta di carbone estero proveniente da diverse regioni del mondo. Il carbone viene
scaricato nel porto della Spezia, da navi attraccate su di un molo dedicato alle attività
Enel. Dalle navi, mediante due scaricatori concepiti per minimizzare le dispersioni di
polveri, il carbone viene posato direttamente su nastro e trasportato verso i due parchi di
stoccaggio asserviti all’impianto, uno in Val Fornola e uno in Val Bosca. La capacità di
stoccaggio complessiva è di circa 450.000 t.
I parchi carbone sono stati realizzati su avvallamenti naturali il cui fondo è di natura
argillosa e le cui pareti sono state coperte da lastre di cemento. I nastri trasporto
carbone, dal porto ai depositi e dai depositi verso la sezione 3 dell’impianto, hanno una
lunghezza complessiva di circa 2200 metri e una capacità di trasporto di 1100 t/h. I nastri
sono allocati all’interno di «tunnel» completamente chiusi, per prevenire la diffusione
delle polveri e possibili sporcamenti lungo il percorso. I nastri sono collegati da otto torri
di smistamento e di rinvio, anch’esse dotate di sistemi per prevenire la dispersioni di
polveri; per evitare completamente la dispersione di polveri di carbone, alcune torri, poste
in prossimità dei confini dell’impianto, sono completamente chiuse.
l) AC10 Attività di manutenzione
Tutte le attività di manutenzione svolte in centrale sono coordinate da un capo sezione
manutenzione che sovrintende a tutte le attività operative di natura meccanica, civile,
elettrica e di regolazione svolte dal personale Enel inserito nelle rispettive linee
specialistiche o dalle ditte in appalto.
Egli coordina, inoltre, le attività svolte dalla linea programmazione per la gestione dei
programmi di manutenzione e delle richieste di lavoro inerenti agli interventi in
accidentale per tutte le unità operative dell’impianto.
Sotto il profilo ambientale le responsabilità del capo sezione sono:
l’assegnazione delle priorità agli interventi manutentivi secondo la procedura SAP,
che tiene anche conto delle urgenze in relazione a possibili effetti ambientali;

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
41
la valutazione, in collaborazione con il personale di esercizio della validità e la
frequenza degli interventi a programma per assicurare l’efficienza ambientale dei
macchinari e delle apparecchiature;
l’assicurazione, la disponibilità e la validità delle misure e dei dati elaborati dai
sistemi automatici riguardanti i parametri chimico fisici del processo che sono
importanti per l’ambiente e dei sistemi di monitoraggio degli effetti ambientali.
In caso di modifiche impiantistiche progettate a livello di impianto egli valuta le incidenze
ambientali in collaborazione con la sezione Esercizio e fissa di concerto con la Direzione
gli obiettivi da raggiungere con il progetto;
In caso di attività affidate a terzi (società esterne o interne al Gruppo Enel) valuta con il
capo sezione esercizio, le possibili interazioni con l’ambiente ed evidenzia l’opportunità di
seguire specifiche procedure atte a minimizzare l’incidenza ambientale .
Il personale della sezione manutenzione, ognuno per le parti di propria competenza, è
regolarmente formato sugli obiettivi ambientali aziendali e sulle procedure operative (es.
gestione dei rifiuti), conformemente a quanto prescritto dal sistema di gestione
ambientale.
Specificatamente alla gestione dei rifiuti, questa è gestita da personale di manutenzione
a cui è affidato il controllo della fase di formazione dei rifiuti, tanto per i rifiuti generati da
attività svolte direttamente dai reparti, quanto per i rifiuti generati da terzi nell’ambito delle
attività effettuate presso gli impianti di competenza.
Nel caso di attività affidate a terzi si considera di norma produttore dei rifiuti (salvo
pattuizioni diverse ed indipendentemente da chi si assume l’onere economico dello
smaltimento):
⇒ l’appaltatore, quando è la sua attività professionale ad originare i rifiuti (es.
manutenzione aree verdi);
⇒ la Centrale, quando non è direttamente l’attività professionale dell’appaltatore a
generare il rifiuto, bensì la produzione del rifiuto è l’oggetto dell’attività appaltata
(es. smaltimento di macchinari obsoleti).
I rifiuti prodotti nelle aree in gestione a UMC (Unità Movimentazione Combustibili), si
considerano derivanti da attività della Centrale e quindi gestiti con le stesse modalità.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
42
m) AC11 Gestione ceneri e gessi
Circa l’80% delle ceneri prodotte dalla combustione del carbone vengono captate dagli
elettrofiltri inseriti prima delle ciminiera per depolverizzare i fumi, la parte restante si
deposita direttamente sul fondo della camera di combustione. Le ceneri estratte
pneumaticamente dagli elettrofiltri e dalla caldaia si raccolgono in appositi silos.
Le operazioni di estrazione, raccolta e caricamento delle ceneri su mezzi idonei per il
trasporto dei materiali polverulenti, viene realizzato automaticamente mediante circuiti
pneumatici realizzati in modo da prevenire dispersioni di polveri.
Le ceneri da carbone così raccolte costituiscono rifiuti non pericolosi che possono essere
utilizzate nei cementifici o per la preparazione di conglomerati cementizi. Il recupero di
questi rifiuti può essere effettuato secondo le procedure semplificate previste dal Dlgs
22/97 (il c.d. decreto Ronchi) nel rispetto delle condizioni tecniche stabilite del Decreto
Ministeriale del 5 febbraio 1998, vale a dire che l’attività di recupero può essere messa in
atto sulla base di una semplice comunicazione da parte del soggetto che effettua l’attività
di recupero alla Provincia territorialmente competente. Le condizioni tecniche stabilite
prevedono un limite sul contenuto di particelle carboniose (incombusti). Nel caso venga
superato tale limite le ceneri devono essere smaltite in discarica. Negli ultimi anni tutte le
ceneri prodotte sono state avviate al recupero.
L’adeguamento ambientale della Sezione 3 ha inoltre comportato l’installazione di
un impianto di desolforazione dei fumi per l’abbattimento delle emissioni di
biossido di zolfo (SO2) (impianto DeSOx).
Tale impianto utilizza come unico reagente il calcare (CaCO3), proveniente dagli
impianti di lavorazione del marmo (marmettola) o da cava, opportunamente
miscelato con acqua industriale.
I fumi ad elevato contenuto di biossido di zolfo vengono alimentati al reattore di
desolforazione dove vengono in contatto gesso biidrato (CaSO4·2H2O).

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
43
con aria e con una soluzione acquosa di calcare (CaCO3), la reazione chimica
che avviene porta alla formazione di gesso bi-idrato (CaSO4·2H2O). Il gesso bi-
idrato (CaSO4·2H2O), opportunamente filtrato e disidratato da apposite
centrifughe, viene messo a parco in un capannone di stoccaggio dedicato.
Il gesso risultante dalla desolforazione dei fumi è destinato principalmente al
recupero di materia. In particolare viene utilizzato dai cementifici per essere
aggiunto al clinker oppure utilizzato per la produzione di prodotti per l'edilizia. viene trasportato verso il capannone di stoccaggio mediante nastro fisso che, a
sua volta, lo deposita su un nastro mobile (shuttle) interno al capannone per il
deposito a terra.
Il gesso prodotto dalla reazione fra calcare, biossido di zolfo e ossigeno
atmosferico, viene prelevato dalla base del reattore di desolforazione (quencher)
e pompato alla sezione di filtrazione centrifuga.
Il gesso filtrato in uscita dalle centrifughe
L’evacuazione del gesso dal capannone di stoccaggio avviene mediante carico su
autocarri con pala meccanica con benna in apposita zona interna al capannone
stesso.
Per evitare eventuali polverosità, all'interno del capannone è presente un impianto
splinker per la bagnatura del gesso depositato a terra con spray d’acqua e
all'esterno è disponibile una stazione di lavaggio degli automezzi con acqua in
pressione; inoltre il materiale è caricato su cassoni che vengono chiusi con telone
plastico retraibile impermeabile.
La produzione annuale di gesso ammonta a circa 35.000 – 40.000 tonnellate.
n) AC12 Utilizzo acqua di mare per condensazione
L’acqua di mare, per la condensazione del vapore ed il raffreddamento di altre
apparecchiature ausiliarie, viene prelevata attraverso l’opera di presa subendo nel
passaggio nei condensatori un innalzamento di temperatura.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
44
L’acqua di mare, alla presa, è additivata , se necessario, con ipoclorito di sodio in
soluzione al fine di limitare il deposito nei canali e nei condensatori del “fouling-marino“.
Il dosaggio di ipoclorito è determinato dalla portata di acqua di mare e dalla “domanda di
cloro“preliminarmente effettuata sull’acqua in ingresso nonché al valore misurato di cloro
residuo allo scarico.
L’acqua prelevata viene preventivamente filtrata attraverso un sistema di griglie; le prime,
poste all’opera di presa, con funzione anti-uomo; le seconde, a maglia più fine, a monte
delle pompe acqua condensatrice, con funzione di rimozione di corpi ed oggetti estranei
presenti nell’acqua di mare. Le sostanze sgrigliate vengono rimosse e smaltite mentre
l’acqua di mare per il lavaggio griglie viene restituita direttamente attraverso il canale di
scarico.
La quantità d’acqua di raffreddamento, dei gruppi 1, 2 e 3, in seguito all’adeguamento
ambientale, si riduce passando dai 60m³/sec ai 40m³/sec circa.
Acqua di mare per servizi vari
Oltre che per la condensazione e per il raffreddamento in altri scambiatori, l’acqua di
mare viene utilizzata per l’impianto ad osmosi inversa (produzione acqua industriale) e
per il reintegro dell’acqua di circolazione nello scrubber del DE-SOx.
5 La produzione della centrale
L’impianto Eugenio Montale è dedicato alla sola produzione di energia elettrica mediante
l’esercizio di una unità termoelettrica convenzionale prevalentemente alimentata a
carbone e di due unità a ciclo combinato alimentate a gas naturale .
I dati sotto riportati rappresentano il funzionamento realizzato negli ultimi 4 anni

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
45
Energia in miliardi di kWh
6,06,97,3
4,5
2002 2003 2004 2005
Energia prodotta dall’impianto ed immessa nella rete elettrica nazionale di trasporto negli anni 2002 – 2004.
Sulla unità 3 alimentata a carbone, in alcune fasi di esercizio, in particolare durante gli
avviamenti, si utilizzano anche olio combustibile, metano e gasolio. Il contributo
percentuale di ciascun combustibile al fabbisogno complessivo di calore è mostrato nel
grafico
0102030405060708090
100% di calore
0
200.000
400.000
600.000
800.000
1.000.000
1.200.000
1.400.000
Fabb
isog
no d
i cal
ore
in te
p
% da gasolio 0,04 0,07 0,05 0,16
% da gas naturale 55,09 46,90 38,50 34,16
% da carbone 42,37 50,39 59,65 63,74
% da olio 2,50 2,64 1,79 1,95
Calore utilizzato (tep) 1.378.368 1.356.742 1.225.265 952.419
2002 2003 2004 2005
Combustibili utilizzati per la copertura del fabbisogno di calore espresso in tep.(L’abbreviazione tep sta per tonnellate equivalenti di petrolio che è una misura convenzionale delle quantità di calore: un tep equivale a 10 milioni di kCal ).

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
46
6 La manutenzione La manutenzione generale di ogni unità termoelettrica è programmata con cadenza
triennale con fermate di durata media. La manutenzione minore viene eseguita con unità
in servizio sfruttando la ridondanza dei macchinari principali.
7 Vita residua La scadenza della concessione demaniale è attualmente fissata al 31/12/2010.
8 Aspetti ambientali (estratto dalla Dichiarazione ambientale)
Gli aspetti ambientali sono gli elementi del processo produttivo che possono interagire
con l’ambiente.
Tra tutte le molteplici interazioni ambientali che il processo produttivo ed i servizi ad esso
funzionali presentano, occorre definire quelle cui sono connessi impatti ambientali
significativi. Agli elementi suscettibili di produrre impatti significativi bisogna applicare un
corretto sistema di gestione, ossia attività sistematiche di sorveglianza, misure tecniche e
gestionali appropriate, obiettivi di miglioramento in linea con la Politica e le strategie
aziendali in materia d’ambiente. Ciò allo scopo di prevenire, o quantomeno ridurre, gli
impatti negativi e di accrescere gli impatti positivi.
Il processo di individuazione degli aspetti ambientali deve includere quindi una
valutazione della significatività degli aspetti stessi, in relazione agli impatti provocati. Il
criterio adottato per valutare la significatività degli aspetti è fondato sugli orientamenti
espressi dalla Commissione delle Comunità Europee attraverso la Raccomandazione
2001/680/CE del 7 settembre 2001 relativa all’attuazione del regolamento (CE) n.
761/2001: quest’ultima suggerisce di considerare i seguenti termini di valutazione:
l’esistenza e i requisiti di una legislazione pertinente
il potenziale danno ambientale e la fragilità dell’ambiente
l’importanza per le parti interessate e per i dipendenti dell’organizzazione
la dimensione e la frequenza degli aspetti.
Per effettuare un’analisi corretta l’organizzazione ha considerato nella stesura dell’Analisi
Ambientale iniziale tutte le attività passate, presenti e programmate.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
47
Il quadro degli aspetti ambientali descritto in questa Dichiarazione rappresenta, quindi il
risultato dell’Analisi Ambientale Iniziale. Nello studio sono state considerate le categorie
di aspetti proposte dal Regolamento EMAS, che sono:
Emissioni nell’aria
Scarichi nelle acque superficiali
Produzione, riciclaggio, riutilizzo e smaltimento dei rifiuti
Uso e contaminazione del terreno
Uso di materiali e risorse naturali
Questioni locali (rumore, vibrazioni,odore, polvere, impatto visivo, ecc.)
Impatti conseguenti a incidenti e situazioni di emergenza
Impatti biologici e naturalistici
Una procedura del SGA aziendale definisce i criteri per l’individuazione e valutazione
della significatività degli aspetti, al fine di predisporre e a mantenere costantemente
aggiornato il “Registro degli aspetti e degli impatti ambientali”, cioè un elenco esaustivo
degli elementi del processo produttivo e delle attività e dei servizi connessi che
presentano un impatto ambientale, in modo da applicare ad essi un corretto sistema di
gestione; ciò significa, per ciascun aspetto ritenuto significativo:
esaminarne la possibilità di interventi migliorativi in fase di definizione degli obiettivi e dei
programmi ambientali;
assicurare il rispetto di specifiche disposizione di legge o aziendali;
controllare gli impatti connessi, adottando, ove necessario, procedure ed istruzioni
operative;
Identificare, caratterizzare e valutare gli aspetti ambientali diretti e indiretti del sito in linea
con i criteri stabiliti in procedura;
rilevare e registrare regolarmente i parametri chimico fisici caratteristici;
definire i possibili indicatori di prestazione per valutare le variazioni positive o negative;
registrare il punto di vista delle parti interessate.
La metodologia adottata viene riportata nella scheda di approfondimento n. 3 insieme alle
tabelle A e B.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
48
Alla luce del predetto regolamento comunitario, dopo aver identificato e valutato gli
aspetti ambientali, è stata anche operata la prevista distinzione tra gli aspetti ambientali
diretti e gli aspetti ambientali indiretti come spiegato a pagina 52.
Il quadro degli aspetti ambientali significativi sono riassunti nella Tabella seguente.
Gli aspetti sono aggregati secondo le categorie proposte dal regolamento CE n.
761/2001.
8.1 Gli aspetti ambientali significativi Si riporta in appendice il criterio di valutazione della significatività.
CATEGORIA DESCRIZIONE Emissioni di SO2, NOx, prodotti dalla combustione di carbone contribuiscono alla formazione delle piogge acide. CO e polveri contribuiscono all’inquinamento. Emissioni di NOx, prodotti dalla combustione del metano nei cicli combinati Immissioni di polveri contribuiscono alla diffusione degli inquinanti in prossimità del suolo.
Emissioni nell’aria.
Emissioni di CO2 contribuisce al fenomeno dell’effetto serra Rilascio di energia termica attraverso le acque di raffreddamento del ciclo Scarico a mare delle acque reflue previo trattamento dell’impianto di depurazione (ITAR) Scarichi nelle acque superficiali. Trattamento con ipoclorito di sodio delle acque di raffreddamento del ciclo Produzione di rifiuti non pericolosi destinati allo smaltimento in discarica
Produzione di rifiuti pericolosi destinati al recupero Produzione, riciclaggio riutilizzo e smaltimento rifiuti. Produzione di rifiuti pericolosi destinati allo smaltimento in
discarica Attività pregresse che possono aver inquinato aree all’interno del sito Uso e contaminazione del terreno. Prevenzione degli sversamenti e dispersioni di sostanze
Consumo dell’acqua dolce per uso industriale
Consumo di sostanze pericolose
Uso di materiali e risorse naturali (incluso combustibili ed energia).
Consumo di combustibili fossili (olio e carbone)

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
49
Consumo di energia elettrica per servizi ausiliari di centrale Emissioni sonore dovute all’esercizio dei macchinari all’esterno della centrale Polverosità diffusa nell’ambiente circostante durante la movimentazione e lo stoccaggio del carbone. Movimentazione e stoccaggio di materiali polverulenti, evacuazione delle ceneri e incidenza dei flussi di traffico Campi elettrici e magnetici a bassa frequenza lungo le linee di trasporto energia elettrica (a bassa frequenza) Aspetto indiretto Movimentazione e stoccaggio di sostanze e combustibili liquidi
Questioni locali (rumore,vibrazioni, odore, polvere, impatto visivo, trasporti, ed altre).
Impatti visivi dovuti agli impianti
Rischio di autocombustione del carbone stoccato a parco.
Incendi del macchinario elettrico (emissione dei fumi) Impatti conseguenti a incidenti e situazioni di emergenza; Approvvigionamento dei combustibili liquidi nell’area del
porto (possibile contaminazione delle acque superficiali per perdite di OCD)
Impatti biologici e naturalistici (biodiversità e altre). Potenziale impatto biologico dovuto allo scarico termico.
8.2 Aspetti ambientali indiretti
Dopo aver identificato gli aspetti ambientali è stata operata, in accordo con la
raccomandazione comunitaria già citata la prevista distinzione tra gli aspetti ambientali
diretti e aspetti ambientali indiretti, determinando il grado di controllo e gli aspetti sui quali
l’azienda può esercitare un’influenza. Se l’azienda non ha un controllo diretto Totale
sull’aspetto, allora questo viene considerato indiretto. Il controllo gestionale viene definito
Parziale.
In una prima fase gli aspetti indiretti, così individuati possono essere analizzati
prescindendo da quale sia il soggetto che lo controlla sotto il profilo gestionale e dal
livello di controllo esercitato, attribuendo l’indice di rilevanza come da IS SGA 431/2 indici
di rilevanza.
Successivamente, in funzione dell’influenza che l’azienda è in grado di esercitare rispetto
a tale attività, si valuta se:
1. L’azienda è in grado di coordinare e sorvegliare con proprio personale tale
attività.
Si identificano due casi:

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
50
1a. Se i contratti o capitolati d’appalto includono richieste relative all’aspetto in questione
e sui soggetti esterni, che sono i diretti responsabili dell’attività, vengono regolarmente
effettuati controlli sistematici, il grado di controllo è Alto.
1b. Se il contratto esiste ma non include richieste particolari sull’aspetto in questione e i
controlli effettuati sono sporadici, il grado di controllo è Medio.
2. L’azienda non può controllare l’aspetto con il proprio personale; i
comportamenti dei soggetti terzi sono solo influenzabili da parte dell’azienda.
I casi si distinguono in:
2a. Se l’azienda attua azioni di sensibilizzazione e coinvolgimento di terzi per una
corretta gestione dell’aspetto e si richiedono dati e informazioni necessari al rispetto della
normativa, il grado di controllo è Medio.
2 b. Se l’azienda, pur attuando azioni di sensibilizzazione non riesce ad ottenere dati e
informazioni utili alla valutazione della significatività dell’aspetto, il grado di controllo è
Basso.
Se l’azienda non può controllare né influenzare l’aspetto; le attività le operazioni ed i
servizi di terzi caratterizzati da prestazioni ambientali scadenti o da rischi ambientali o da
impatti per lo più remoti rispetto al sito produttivo, non sono né controllabili attraverso
vincoli contrattuali, né influenzabili mediante azioni di sensibilizzazione e coinvolgimento
di terzi ed inoltre non si possono attuare scelte organizzative, tecnologiche e commerciali
diverse che siano economicamente sostenibili allora il grado di controllo è nullo.
9 Emissioni nell’aria
I fumi prodotti dalla combustione dei combustibili fossili (carbone, olio e gas naturale)
contengono anidride carbonica (CO2) ed altre sostanze inquinanti. Le principali sostanze
inquinanti che derivano dalla combustione del carbone e dell’olio combustibile denso
sono: il biossido di zolfo (o anidride solforosa SO2), gli ossidi di azoto (NOx), il monossido
di carbonio (CO) e polveri . Le principali sostanze inquinanti prodotte dalla combustione
del gas naturale sono sostanzialmente limitabili agli ossidi di azoto ed al monossido di
carbonio.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
51
L’anidride carbonica (CO2) deriva dal carbonio del combustibile, che è l’elemento chimico
principale di tutti i combustibili fossili, il biossido di zolfo deriva dallo zolfo contenuto nel
carbone e nell’olio combustibile pertanto è presente solo sui fumi della terza unità. Gli
ossidi di azoto derivano dalla combinazione con l’ossigeno contenuto nell’aria, dell’azoto
di natura organica presente nei combustibili solidi e liquidi e dell’azoto molecolare (N2)
contenuto nell’aria che si spezza in azoto atomico (N) a causa della temperatura della
fiamma. La quantità di ossidi presenti dei fumi dipende quindi essenzialmente dalla
temperatura raggiunta dalle fiamme durante la combustione. Le polveri provengono
principalmente dalle sostanze minerali presenti nel combustibile (ceneri) e da in piccola
parte da particelle incombuste del combustile.
Sulle unità 1 e 2 a ciclo combinato polveri ed SO2 sono assenti ed il disegno della
camera di combustione dei turbogas consente di contenere la temperatura al di sotto di
valori critici per la formazione di NOx tanto che i valori di emissione già sullo scarico delle
macchine risultano inferiori al valore limite autorizzato
9.1 Sistemi di abbattimento
L’Unità di Business Termoelettrica della Spezia, in coerenza con il complessivo sforzo
intrapreso da Enel Produzione S.p.A. e da tutto il Gruppo Enel, è da tempo impegnata
nell’attuazione di misure adatte al contenimento delle principali emissioni causate dai
processi di combustione attuati nella generazione di energia elettrica con l’utilizzo di
combustibili fossili. In tutti i gruppi di produzione è installato un sistema di combustione a
bassa produzione di NOx mediante l’utilizzo di nuovi bruciatori. Gli NOX vengono espressi
come NO2 equivalente.
Al fine del rilascio dell'autorizzazione ad emettere gas ad effetto serra come previsto
dall'articolo 1 del decreto legge de 12 novembre 2004, n° 273, sono state inoltrate al
Ministero dell'Ambiente e della Tutela del Territorio le domande per gli impianti di Enel
Produzione S.p.A. L’impianto della Spezia è stato autorizzato ad emettere gas serra con
Decreto DEC/RAS/2179/2004 autorizzazione n° 108.
La CO2 prodotta dalla combustione è stata calcolata fino al mese di dicembre 2005,
applicando ai consumi dei vari combustibili i fattori di emissione raccomandati dalle Linee
Guida 1996 dell’IPCC (International Panel on Climate Change) per gli inventari nazionali

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
52
dei gas serra e già impiegati in Italia per la seconda comunicazione nazionale sulle
emissioni di gas serra. Il calcolo che ne deriva considera il carbonio combusto – che,
tuttavia, come appena indicato, è assunto inferiore al 100% – completamente ossidato a
CO2.
9.2 Sistemi di controllo delle emissioni atmosferiche
I Sistemi di controllo delle emissioni si sono evoluti nel corso degli anni, passando
progressivamente dagli strumenti dedicati al semplice monitoraggio della combustione
all’adozione di strumentazioni più complesse, installate per il controllo e la registrazione
in continuo delle emissioni.
Oltre alle concentrazioni degli inquinanti di interesse (SO2, NOx, polveri, CO) vengono
misurate le concentrazioni di ossigeno, la temperatura e la pressione dei fumi.
La Centrale Termoelettrica della Spezia adotta peraltro ogni azione utile per ottimizzare
la combustione e ridurre le emissioni, anche durante i transitori di avviamento e fermata
attività.
Con periodicità prestabilita vengono effettuate su tutti i gruppi delle campagne di misura,
a cura di strutture qualificate e certificate ed in presenza di tecnici ARPAL, sui
microinquinanti nei fumi; inoltre, come prescritto nel manuale del sistema di monitoraggio
della emissioni, si effettua la taratura della strumentazione (curve di correlazione
dell’opacimetro e accuratezza relativa degli analizzatori gas). L’esito dei rilievi e delle

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
53
tarature viene registrato. La normativa vigente impone il rispetto di limiti alle emissioni
espressi come media mensile, non sono mai stati registrati superamenti dei limiti.
I limiti per i macroinquinanti applicabili alla centrale della Spezia sono di seguito riportati:
I valori per le sezioni 1 e 2 sono
riferiti ad un tenore di ossigeno
nei fumi pari al 15%..
I valori per la sezione 3 sono
riferiti ad un tenore di ossigeno
nei fumi pari al 6% per la
combustione a carbone e al 3%
per gli altri combustibili.
Non si sono mai verificati
superamenti dei limiti
9.3 Rete di Rilevamento della Qualità dell’Aria (RRQA)
Una minima parte delle emissioni dai camini, in particolari condizioni meteoclimatiche
avverse, può diffondere verso il suolo influenzando così la qualità dell’aria. Sulla qualità
dell’aria incide naturalmente il contributo di tutte le sorgenti incluso il traffico veicolare ed
il riscaldamento domestico. Per monitorare l’impatto dovuto a tutte le sorgenti è stata
realizzata una rete di rilevamento delle immissioni che consente di valutare
complessivamente lo stato di qualità dell’aria nel territorio spezzino L’attuale rete di
rilevamento nasce infatti dalla integrazione delle due preesistenti reti di monitoraggio:
una gestita dall’Enel finalizzata a valutare gli effetti delle eventuali ricadute dai camini
della centrale, l’altra gestita dalla Provincia e finalizzata al monitoraggio generale della
qualità dell’aria prevalentemente in ambito urbano. L’integrazione è stata realizzata sulla
I valori limite da rispettare per le sezioni a 1 e 2 a ciclo combinato
Valore medio mensile <= 60 mg/Nm3 NOx Il 95% di tutti i valori medi di 48 ore dell’anno < 66 mg/Nm3.
CO Valore medio mensile <= 60 mg/Nm3 I valori limite da rispettare per la sezione 3
Valore medio mensile <= 400 mg/Nm3 SO2 Il 97% di tutti i valori medi di 48 ore < 440 mg/Nm3 valore medio mensile <= 200 mg/Nm3 NOx 95% di tutti i valori medi di 48 ore dell’anno < 220 mg/Nm3 valore medio mensile <= 50 mg/Nm3 Polveri 97% di tutti i valori medi di 48 ore dell’anno < 55 mg/Nm3
CO valore medio mensile <= 150 mg/Nm3

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
54
base di una Convenzione stipulata il 15 febbraio 2001 tra Enel Produzione, Provincia e
Comune della Spezia e ARPA Ligure.
La rete integrata è costituita da 15 postazioni localizzate come rappresentato in figura ed
equipaggiate come nella successiva tabella. Le cinque postazioni di tipo chimico
precedentemente facenti parte della rete Enel, già in funzione dal 1994, sono
equipaggiate per il rilevamento continuo della concentrazione al suolo di SO2, di NO2,
vale a dire degli inquinanti tipici originati da impianti di combustione. Le modifiche
tecniche necessarie per realizzare la rete integrata, gestita attualmente dall’ARPAL per
conto della Provincia della Spezia sono stata messe in atto principalmente negli anni
2001 e 2002.
Ubicazione delle postazioni per il rilevamento della qualità dell’aria

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
55
Nella successiva tabella è riportata sinteticamente la configurazione attuale della rete di rilevamento della qualità dell’aria della Provincia della Spezia. Configurazione della nuova rete per il rilevamento della qualità dell’aria
POSTAZIONE PARAMETRI RILEVATI
N° SITO FINALITA' PREVALENTE SO
2
NO
2 - N
Ox
PM
10
CO
O3
BTX
ME
TEO
1 Follo Sottorete centrale ENEL ■ ■ 2 Bolano Sottorete centrale ENEL ■ ■ 3 S. Venerio Sottorete centrale ENEL ■ ■ 4 Le Grazie Sottorete centrale ENEL ■ ■ 5 Monte Beverone Sottorete centrale ENEL ■
6 Pitelli Stazione rurale per monitoraggio del territorio posto a Sud Sud-Est dell'impianto ENEL e centro urbano della Spezia ■ ■
7 La Spezia
Fossamastra Stazione in area portuale per monitoraggio contributo da traffico navale ■ ■ ■
8 La Spezia Parco Maggiolina
Stazione di riferimento in area urbana non direttamente interessata da sorgenti locali ■ ■ ■ ■ ■ ✰
9 La Spezia Via Spallanzani
Stazione in area urbana in prossimità di galleria a traffico intenso ■ ■ ■ ✰
10 La Spezia Viale Amendola
Stazione in area urbana ■ ✰ ■ ✪
11 La Spezia Via S. Cipriano
Stazione in area urbana in prossimità dell'ospedale civile ■ ✪ ■ ✰
12 La Spezia Chiappa
Stazione in area suburbana-periferica destinata alla misura di inquinanti fotochimici ■ ■
13 Sarzana Stazione destinata al monitoraggio dell'inquinamento
urbano e di altre sorgenti potenzialmente influenzanti presenti nel comprensorio
■ ■ ✰ ✰ ✪
14 S. Stefano Stazione destinata al monitoraggio prevalente dell'inquinamento da traffico e di altre sorgenti potenzialmente influenzanti presenti nel comprensorio
■ ■ ✰ ✪ ✰
15
La Spezia Palazzo Comunale
Stazione meteo in area urbana ■
LEGENDA: ■ Strumentazione in dotazione permanente ✪ - ✰ Predisposizione per l'inserimento dello strumento
✪ Ubicazione iniziale dello strumento ✰ Predisposizione per trasferimento strumento da altra postazione
I dati della qualità dell’aria, rilevati dalla rete integrata provinciale, sono attualmente acquisiti e controllati dall’ARPAL. La centrale provvede al controllo e alla manutenzione della strumentazione installata.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
56
10 Scarichi nelle acque superficiali
Le acque reflue sono raccolte e convogliate in sistemi fognari distinti per tipologia di
refluo; prima del rilascio, ciascuna tipologia di acqua subisce un trattamento di
depurazione appropriato. L’intero sistema raccolta, trattamento e scarico è oggetto di
un’autorizzazione rilasciata nell’ottobre 2001 dalla Provincia della Spezia ai sensi del
D.Lgs. 152/99 e rinnovata l’11 maggio 2006.
La configurazione prevede:
- Il recapito in mare delle acque di raffreddamento in cui confluiscono anche le acque
depurate provenienti dall’impianto trattamento acque reflue, le acque depurate
provenienti dall’impianto di disoleazione, le eventuali acque di drenaggio provenienti
degli ex bacini di lagunaggio delle ceneri.
- Il recapito nel torrente Fossamastra, in tre differenti punti, delle acque piovane
drenate dai carbonili Val Fornola e Val Bosca, (scarico attivabile solo in caso di
eventi meteorici eccezionali).
Le acque reflue di natura domestiche sono inviate al depuratore cittadino
10.1 Sistemi di controllo degli scarichi nelle acque superficiali
Gli scarichi sono adeguatamente controllati dal laboratorio chimico della Centrale per
assicurare il rispetto dei valori limite della tab.3 dell’allegato 5 del D.Lgs. 152/99, come
prescritto dalla vigente autorizzazione. Le metodiche analitiche utilizzate sono quelle
stabilite ai sensi del predetto Decreto. Sono anche previste misure in continuo per i
parametri che possono presentare una elevata variabilità, in particolare si misura in
continuo: la temperatura ed il contenuto di cloro attivo nelle acque di raffreddamento; il
pH, la torbidità e la conducibilità nelle acque industriali depurate, la presenza di
idrocarburi sulle acque in uscita dall’impianto di disoleazione (vasche API)
La gestione tecnica dei sistemi di trattamento degli scarichi e le modalità di controllo dei
parametri prima dello scarico, incluso le modalità di taratura della strumentazione, sono
governati da precise istruzioni operative adottate nell’ambito del sistema di gestione

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
57
ambientale e quindi la loro corretta applicazione è oggetto di verifiche nel corso degli
audit.
Nella tabella seguente sono riportate le concentrazioni medie annue e i quantitativi annui
totali delle sostanze scaricate dall’impianto di trattamento integrato negli anni 2002, 2003,
2004 e 2005. I valori delle quantità medie annue sono stati calcolati in base alle portate e
alle concentrazioni delle sostanze presenti negli scarichi stessi. Concentrazioni e dati quantitativi delle sostanze scaricate dopo la depurazione nell’ITAR
Valori rilevati Valori limite di
legge 2002 2003 2004 2005 Parametri fisici e chimici mg/l mg/l Kg / anno mg/l Kg / anno mg/l Kg / anno mg/l Kg / anno
Solidi sospesi totali 80 2,800 1.166,00 7,752 3.049,78 5,424 1.703,74 10,960 2.201,68 C.O.D. 160 18,500 7.703,00 60,493 23.799,58 54,107 16.994,99 41,563 8.348,93 Alluminio 1 0,150 62,50 0,122 47,99 0,089 28,03 0,107 21,44 Arsenico 0,5 0,002 0,80 0,000 0,12 0,000 0,00 0,000 0,00 Cadmio 0,02 0,002 0,80 0,000 0,12 0,000 0,10 0,002 0,35 Cromo VI 0,2 0,.001 0,40 0,001 0,36 0,000 0,00 0,000 0,00 Cromo tot. 2 0,002 0,80 0,001 0,48 0,000 0,00 0,000 0,00 Ferro 2 0,001 4,20 0,009 3,46 0,074 23,38 0,045 9,07 Mercurio 0,005 0,000 0,00 0,000 0,00 0,000 0,00 0,000 0,00 Nichel 2 0,010 4,20 0,015 5,92 0,015 4,84 0,002 0,35 Piombo 0,2 0,002 0,80 0,002 0,84 0,023 7,19 0,002 0,35 Rame 0,1 0,017 7,10 0,008 2,99 0,062 19,36 0,021 4,17 Zinco 0,5 0,022 9,20 0,067 26,36 0,139 43,68 0,074 14,83 Azoto ammoniacale 15 1,800 750,00 0,951 374,22 1,766 554,64 1,151 231,25 Azoto nitroso 0,6 0,022 9,20 0,009 3,61 0,000 0,00 0,086 17,26 Solfiti 1 0,020 8,30 0,024 9,26 0,000 0,00 0,000 0,00 Idrocarburi totali 5 0,024 10,00 0,100 39,52 0,128 40,36 0,076 15,36 Manganese 2 0,025 10,40 0,040 15,69 0,101 31,61 0,029 5,82 Cloro attivo 0,2 0,022 9,20 0,000 0,00 0,000 0,00 0,000 0,00 Fluoruri 6 3,100 1.291,00 2,612 1.027,64 2,424 761,35 2,979 598,00 pH 5,5–9,5 7,7 7,7 7,8 7,7
La determinazione dei valori allo scarico avviene mensilmente. Per alcuni parametri
soggetti a variabilità i controlli avvengono con maggiore frequenza, anche giornaliera.
Le concentrazioni misurate per le sostanze che hanno quantitativi annuali di scarico nulli,
risultano sempre inferiori ai limiti di rilevabilità dei metodi analitici utilizzati, che sono
quelli previsti dalle disposizioni di legge. Per alcuni metalli i valori determinati sono
risultati ai limiti della determinabilità analitica e pertanto hanno scarso significato
statistico.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
58
10.2 Scarico acque di raffreddamento
Queste acque sono recapitate nella rada del golfo della Spezia attraverso un canale di
restituzione coperto e dotato di diffusore finale. La temperatura di scarico, misurata in
continuo in prossimità del diffusore finale, non deve superare i 35°C. Nel caso di
superamento del valore di attenzione di 34.5°C, si procede a ridurre la potenza erogata
in modo ridurre la quantità di calore da dissipare e quindi la temperatura delle acque
scaricate. Le acque per il raffreddamento degli impianti (condensatori, olio delle turbine,
dei trasformatori e dei macchinari ausiliari) vengono restituite integralmente, mantenendo
le caratteristiche chimiche e fisiche dell’acqua di mare in ingresso, ad eccezione della
temperatura che subisce un incremento. Al fine di evitare incrostazioni nei macchinari,
nell’acqua di mare in ingresso viene effettuata preventivamente una debole clorazione
dosando opportunamente ipoclorito di sodio, rispettando il limite imposto dalla tab.3 del
D.Lgs.152/99.; Oltre al rispetto del limite assoluto di temperatura sul punto di scarico,
occorre assicurare che, su un arco tracciato idealmente a 1000 m dal punto di scarico,
l’incremento di temperatura rispetto ad un punto indisturbato dallo scarico stesso non sia
superiore a 3°C. Per la verifica di questa limitazione è stato installato un sistema di
monitoraggio con sensori di temperatura disposti in due postazioni fisse nella rada che
radiotrasmettono i segnali di misura in tempo reale ad un centro di raccolta situato in
centrale.
Prevalentemente nei periodi caldi l’acqua di mare è additivata con ipoclorito di sodio per
limitare la formazione del “fouling-marino” nei canali e nei condensatori
Nel periodo primaverile-estivo, in cui si effettuano dosaggi maggiori, il valore medio è pari
a 0,05 mg/l. Il limite del cloro attivo libero pari a 0,2 mg/l, è ampiamente rispettato.
Semestralmente vengono effettuate delle campagne di misura per la verifica della
differenza di temperature tra il punto di scarico e un arco di punti a 1000 m, che deve
essere inferiore a 3°C. Le acque di raffreddamento sono gestite secondo una procedura
operativa del sistema e prescrizioni di esercizio, volte a garantire il rispetto dei limiti sulla
temperatura allo scarico.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
59
Nella tabella seguente sono riportati i valori medi mensili e le medie annuali degli ultimi
anni.
Nel grafico sono mostrate le quantità scaricate ed il relativo indicatore specifico in
litri/KWh.
0
200
400
600
800
1.000
1.200milioni di m3
0
20
40
60
80
100
120
140
160
Acqu
e di
raffr
edda
men
to in
litri
/kW
h
Milioni di m3 scaricati 998,62 978,87 824,06 652,15
litri/kWh 137 141 138 144
2002 2003 2004 2005
Scarichi delle acque marine di raffreddamento
Temperatura media mensile e annuale allo scarico termico Temperatura °C 2002 2003 2004 2005 Gennaio 18 19 20 15
Febbraio 19 17 19 16
Marzo 20 18 20 17
Aprile 23 19 21 18
Maggio 24 24 23 27
Giugno 27 27 27 28
Luglio 32 34 29 31
Agosto 32 31 31 31
Settembre 30 30 31 31
Ottobre 28 27 28 27
Novembre 25 23 24 25
Dicembre 22 21 20 22 Media annuale 25 24 24 24

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
60
11 La gestione dei rifiuti
Prima di essere conferiti a soggetti autorizzati per lo smaltimento o il recupero, i rifiuti
vengono temporaneamente depositati in aree appositamente attrezzate all’interno
dell’impianto. Il Decreto legislativo 22/97 stabilisce in modo rigoroso i quantitativi massimi
che possono essere depositati e i tempi di permanenza possibili.
I rifiuti sono depositati in aree delimitate e in modo controllato prevenendo qualsiasi
rischio per l’uomo e per l’ambiente. Il personale identifica la tipologia del rifiuto nel
momento della produzione, attribuendogli il codice CER e provvede alla separazione
fisica dei rifiuti pericolosi da quelli non pericolosi; i depositi per rifiuti pericolosi sono dotati
di pavimentazione idonea a prevenire versamenti liquidi, mentre i rifiuti non pericolosi,
per esempio il legno da imballaggi, sono stoccati in appositi contenitori scarrabili. La
gestione interna dei rifiuti è pertanto un aspetto ambientale significativo che viene gestito
con procedura operativa ed effettuando controlli periodici sui depositi.
11.1 Produzione, recupero e smaltimento di rifiuti speciali pericolosi
Le quantità complessive
di rifiuti prodotti
nell’impianto sono
riassunti nel grafico
seguente unitamente
all’indicatore produzione
specifica espresso in
g/kWh.
La produzione è ingente
ma la maggior parte dei
rifiuti prodotti viene
recuperata, quelli non
pericolosi utilizzando le procedure semplificate previste dal DLgs. 22/97, quelli pericolosi
conferendoli ai consorzi obbligatori (oli usati e batterie).
0
50.000
100.000
150.000Tonnellate
0,000
0,010
0,020
0,030
0,040
0,050
Prod
uzio
ne s
peci
fica
in g
/ kW
h
Pericolosi 231 1.086 794 59
Non pericolosi 124.431 127.176 141.350 111.585
kg/kWh 0,017 0,019 0,024 0,025
2002 2003 2004 2005
Rifiuti prodotti

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
61
Per massimizzare la
percentuale di recupero è
necessario contemperare i
ritmi di produzione con le
capacità di utilizzazione da
parte dei soggetti che
possono operare il recupero.
A tale scopo è utile
accumulare in centrale
adeguati quantitativi dei rifiuti
da inviare al recupero.
Questo tipo di gestione può
essere effettuata solo in
base ad una specifica
autorizzazione che disciplina i quantitativi massimi accumulabili e le modalità di deposito,
in modo da assicurare un elevato grado di protezione delle persone e dell’ambiente.
La centrale della Spezia, con autorizzazione rilasciata dalla Provincia della Spezia in data
15/04/2003, è autorizzata ai sensi dell’art. 28 del DLgs 22/97, al deposito preliminare,
finalizzato alle operazioni di smaltimento o di recupero, delle seguenti tipologie di rifiuti
non pericolosi:
cenere leggera da carbone, per una capacità fino a 9500 m3
cenere pesante da carbone, per una capacità fino a 220 m3
fanghi da ITAR/TSD, per una capacità fino a 550 m3
Inoltre, con nulla osta del Comune della Spezia del 22/05/2001, è autorizzata ai sensi
dell’art. 33 del DLgs 22/97, alle operazioni di messa in riserva dei gessi provenienti
dall’impianto di desolforazione, fino alla capacità di 10000 m3.
0
10
20
30
40
50
60
70
80
90
100% sul totale
recuperati 98,78 97,59 99,26 99,62
non recuperati 1,22 2,41 0,74 0,38
2002 2003 2004 2005
Percentuale di recupero dei rifiuti

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
62
11.2 Produzione, recupero e smaltimento di rifiuti speciali non pericolosi
La maggior parte dei rifiuti non pericolosi è costituita da ceneri provenienti dalla
combustione, che vengono inviate a recupero al 100%. Il contenuto delle ceneri nel
carbone varia dal 5% al 15 % in peso. Le ceneri leggere costituiscono la maggior parte
delle ceneri e sono raccolte in appositi silos.
Anche le ceneri pesanti, la cui produzione si è ridotta grazie alle modifiche introdotte
nel ciclo produttivo, sono totalmente avviate a recupero.
11.3 Composizione ceneri leggere e gesso
La tabella riporta la composizione rappresentativa di un campione di ceneri leggere.
L’analisi viene eseguita da un laboratorio specializzato ed autorizzato esterno all’UB
della Spezia.
Composizione Ceneri Leggere
(composizione media in peso) Silice Come SiO2 48%
Alluminio Come Al2O3 28 %
Ferro Come Fe2O3 8 %
Calcio Come CaO 5%
Magnesio Come MgO 2%
Zolfo Come SO3 1%
Incombusti Come C 5 %
Altri Ossidi (Na, K, P, Ti,Mn) 3%
Le ceneri da carbone costituiscono rifiuti non pericolosi che possono essere utilizzate
nei cementifici o per la preparazione di conglomerati cementizi. Il recupero di questi
rifiuti può essere effettuato secondo le procedure semplificate previste dal Dlgs 22/97
(il c.d. decreto Ronchi) nel rispetto delle condizioni tecniche stabilite del Decreto
Ministeriale del 5 febbraio 1998, vale a dire che l’attività di recupero può essere messa
in atto sulla base di una semplice comunicazione da parte del soggetto che effettua
l’attività di recupero alla Provincia territorialmente competente. Le condizioni tecniche
stabilite prevedono un limite sul contenuto di particelle carboniose (incombusti). Nel
caso venga superato tale limite le ceneri devono essere smaltite in discarica. Negli
ultimi anni tutte le ceneri prodotte sono state avviate al recupero.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
63
Le ceneri sono state sottoposte anche ad indagini sulla eventuale presenza di
radioattività, con risultati negativi, come attestano i risultati della campagna di misure
effettuata a cura dell’ARPA Liguria.
Il gesso risultante dalla desolforazione dei fumi è destinato principalmente al recupero di
materia. In particolare viene utilizzato dai cementifici per essere aggiunto al clinker
oppure utilizzato per la produzione di prodotti per l'edilizia.
Composizione Gesso chimico da desolforazione
Formula molecolare CaSO4*2H2O Con presenza di magnesio,
ferro ed altri elementi in traccie
Massa volumica 1,1 Kg/dm3
Solubilità in acqua Bassa, 2 g/l
Proprietà fisiche e chimiche Stato fisico
pH
Solido non polverulento
5 10
Punto di infiammabilità Prodotto non infiammabile
11.4 Prevenzione della dispersione delle fibre negli impianti L’assenza di dispersioni di fibre di amianto da materiali impiegati su parti di impianto in
esercizio viene preventivamente assicurata tramite il monitoraggio periodico dello stato di
conservazione delle coibentazioni. Si applica una procedura opportunamente validata.
L’applicazione di tale procedura fornisce il valore di un indice che da indicazioni sullo
stato di conservazione della coibentazione stessa e che, quindi, permette di individuare
preventivamente la possibilità di dispersione di fibre nell’ambiente; ciò consente di
programmare l’azione più idonea a prevenire la dispersione mediante rimozione o
incapsulamento della parte interessata.
Il fatto di aver contrassegnato le parti di impianto interessate dalla presenza di amianto
unitamente alle azioni di formazione ed informazione del personale, consente di
applicare correttamente le procedure aziendali e di riconoscere immediatamente

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
64
situazioni di emergenza che si configurano a seguito di rotture incidentali di parti di
coibentazioni.
12 Uso e contaminazione del terreno
All’inizio degli anni 60, secondo il progetto presentato dalla Società Edison-Volta per la
realizzazione della centrale e dei relativi impianti ausiliari, furono costruiti due bacini per il
deposito delle ceneri. Essi sono situati in località Pian di Pitelli su di un’area recintata di
circa 9 ettari di proprietà Enel collocata nei territori comunali di La Spezia e di Arcola.
I bacini furono ottenuti dallo sbarramento di una depressione valliva naturale mediante la
costruzione di tre argini aventi altezze di 22, 12 e 14 metri e il totale utile di invaso è di
circa 850.000 m3. Negli anni ’70, a seguito di una prescrizione del Servizio Dighe, il
complesso delle opere è stato oggetto di lavori di consolidamento ed
impermeabilizzazione. Gli sbarramenti furono definitivamente collaudati il 31.10.1979 ai
sensi del DPR n. 1363/59 e da allora eserciti sotto il controllo del Servizio stesso.
Inizialmente tutte le ceneri prodotte venivano convogliate nei bacini con un sistema di
trasporto idraulico ad acqua di mare. Dal 1990 sono state inviate nei bacini solo le ceneri
pesanti (circa il 20% della produzione), in quanto da tale anno, le ceneri leggere sono
state estratte con aria ed inviate direttamente al recupero.
Dal 1983 al 1991 sono stati operati svuotamenti periodici dei bacini asportando una
quantità complessiva di circa 1.400.000 tonnellate che per l’80% circa sono stati
riutilizzati per la formazione di terrapieni, il restante 20% è stato invece smaltito in
discarica.
L’utilizzazione dei bacini è terminata nel 1999 in seguito alla fermata della sezione 4 e
all’adozione del sistema di estrazione a secco anche per le ceneri pesanti prodotte dalla
sezione 3. Nel mese di agosto 1999 è stato pertanto presentato alla Provincia della
Spezia un progetto per il risanamento dell’area dei bacini. Con l’emanazione del D.M.
10/01/2000, i bacini sono stati inseriti nel perimetro del sito di interesse nazionale
PITELLI”. Il Decreto è stato emanato ai sensi della legge n.426/98 “Nuovi interventi in
campo ambientale” che disciplina gli interventi di bonifica e ripristino ambientale dei siti
inquinanti. In conformità a tali disposizioni di legge l’Enel ha presentato al Ministero, il

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
65
progetto preliminare di messa in sicurezza e ripristino dei bacini ceneri. L’iter
autorizzativo per l’esecuzione degli interventi è tuttora in corso.
Nella centrale, inoltre, è in atto un’attività di bonifica del sottosuolo in prossimità di un
serbatoio di olio combustibile da 50000 m3. Nel 1999, dopo aver constatato che il terreno
del bacino di contenimento del serbatoio era contaminato da OCD a causa di perdite di
piccola entità verificatesi nel corso degli anni, il serbatoio è stato messo fuori servizio ed
è stata effettuata la prevista comunicazione alle Autorità competenti ai sensi dell’art. 9,
comma 1 del DM 471/99. Dopo le indagini di caratterizzazione del suolo effettuate nel
2000, è iniziata la bonifica applicando una particolare tecnica denominata “bioventing”.
La tecnica consiste nella insufflazione di aria compressa a quote opportune attraverso
pozzi finestrati. L’ossigeno accelera i processi di digestione aerobica degli idrocarburi da
parte dei batteri indigeni del terreno. Attualmente il serbatoio è stato ripristinato ed è in
uso. L’avanzamento del processo di depurazione del suolo è monitorato mediante
l’analisi delle acque sotterranee e test respirometrici dei gas interstiziali. In base ai
risultati ottenuti, si è potuta constatare la progressiva diminuzione delle sostanze
organiche volatili (idrocarburi) e dell’anidride carbonica interstiziale.
La Centrale ha inoltre provveduto ad effettuare la caratterizzazione dell’intero sito. Per
tale attività, tra l’altro, sono stati analizzati oltre 600 campioni di terreno in due successive
campagne di indagine e un centinaio di campioni di acque di falda.
La prima campagna si è svolta nell’anno 2004 e i risultati sono stati presentati ed
accettati dal Ministero dell’Ambiente che ha richiesto ulteriori indagini che sono state
effettuate e sono attualmente in attesa di validazione da parte dell’Ente di controllo.
I risultati definitivi saranno presentati entro il corrente anno alla Conferenza dei Servizi
istituita presso il Ministero dell’Ambiente. Dalle indagini già effettuate si evince che lo
stato del sottosuolo della centrale si presenta in condizioni generalmente buone con

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
66
limitate eccedenze, sia in termini di numero che di concentrazione, di alcuni parametri.
Sono stati infatti rilevati solo due campioni contenenti arsenico in concentrazione di poco
superiore al limite (elemento peraltro diffuso nel sottosuolo della zona) e un campione
superficiale contenente idrocarburi, rappresentativo di un’area specifica e limitata.
E’ in corso di elaborazione la proposta di messa in sicurezza del sito.
12.1 Sversamenti e dispersioni di sostanze (oli minerali)
Le sostanze che in concreto possono dare origine in condizioni non normali e in caso di
incidenti ad inquinamenti del suolo sono gli oli lubrificanti ed isolanti. All'interno delle sale
macchine, le piccole perdite dai comandi oleodinamici o dai sistemi di lubrificazione del
macchinario e gli eventuali versamenti durante le attività di manutenzione, interessano
superfici pavimentate e pertanto possono essere facilmente bonificate. L’adozione di
misure tecniche e gestionali preventive ed una opportuna azione di sensibilizzazione del
personale consentono di controllare completamente questo aspetto e di prevenire la
contaminazione del suolo.
L’olio nuovo, contenuto in fusti o in serbatoi, è stoccato in locali appositamente adibiti che
non consentono la dispersione sul suolo. I trasformatori che contengono olio sono
disposti su vasche di contenimento che in caso di rottura dell’involucro possono
contenere tutto l’olio della macchina. Le apparecchiature e i macchinari che vengono
raffreddati con l’acqua di mare sono tutti a doppio circuito, vale a dire che l’acqua di
refrigerazione effluente attraversa uno scambiatore che non raffredda direttamente l’olio
ma un secondo circuito contenente acqua.
12.2 Contaminazione del suolo da versamenti e perdite di OCD e gasolio
La possibilità che vi siano perdite durante il trasferimento dell’olio combustibile denso,
attraverso tratti di oleodotto è minima, in quanto si attuano sistemi di sorveglianza e
ispezioni sullo spessore delle tubazioni e dei depositi.
Per le emergenze conseguenti ad eventuali versamenti accidentali in ambito portuale la
Capitaneria di Porto ha il “Piano operativo antinquinamento del mare causati da

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
67
idrocarburi o da altre sostanze nocive”. Anche per questo piano il personale ha sostenuto
un’adeguata azione formativa.
12.3 Sistemi di prevenzione e controllo
L’accadimento di sversamenti può avvenire durante le fasi di carico e scarico delle
sostanze, che comunque sono provviste di dispositivi di intercettazione nel caso di
perdite o rotture. Nei casi di emergenza in cui si può verificare una potenziale
contaminazione del suolo si adotteranno le misure necessarie ad eventuali bonifiche e
ripristini delle aree coinvolte, così come previsto dalle procedure operative e dal Piano di
emergenza interno.
Per quanto riguarda i depositi di oli minerali, negli ultimi dieci anni sono stati sostituiti sia
li fondo che il tetto del serbatoio da 50.000 m3 n 3 ed è in corso la bonifica del bacino di
contenimento dello stesso serbatoio.
Le perdite interessano di norma superfici pavimentate, l’OCD raffreddandosi si rapprende
rapidamente pertanto nel caso di piccole perdite o di fuoriuscite dalle tubazioni durante le
manutenzioni è possibile ripulire le zone interessate con appositi materiali assorbenti.
Inoltre le misure di controllo e sorveglianza sono efficaci sistemi di verifica preventiva
dello stato di conservazione delle aree adibite allo stoccaggio delle sostanze pericolose e
dei rifiuti. I serbatoi presenti nell’area di impianto vengono censiti e classificati in base al
loro contenuto.
13 Uso di combustibili
I combustibili utilizzati, come fonte di energia per la produzione termoelettrica sono il
carbone, l’olio combustibile denso, il gas naturale ed il gasolio.
In proposito si ritengono utili le precisazioni seguenti.
Il consumo di olio combustibile è ripartito in base al tenore di zolfo (ATZ = alto: >2,5%;
MTZ = medio: >1,3% e ≤2,5%; BTZ = basso: >0,5% e ≤1,3%; STZ = bassissimo: ≤0,5%).
L’olio combustibile utilizzato nella centrale termoelettrica della Spezia è classificato come
BTZ (basso tenore di zolfo). In seguito al graduale aumento del consumo di carbone,
l’impiego dell’OCD è andato negli anni riducendosi. Il gasolio, in quanto combustibile di

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
68
costo elevato, ha impiego eccezionale. Il tenore massimo di zolfo nel gasolio per
produzione di energia elettrica è stabilito per legge nello 0,2%. Le principali attività sono
ricezione, messa a parco, ripresa da parco e rifornimento del carbone per l’unità 3; inoltre
ricezione, stoccaggio e rifornimento ai serbatoi di servizio dell’olio combustibile denso e
stoccaggio del gasolio di avviamento.
Il gas naturale proviene dalla rete di distribuzione SNAM, collegata all’impianto tramite un
apposito gasdotto che termina in centrale con una stazione di riduzione della pressione.
14 Il rendimento energetico
E’ noto che il calore è la forma di energia meno pregiata, ciò comporta, ad esempio, che
mentre è sempre possibile trasformare totalmente in calore 1 kWh di energia elettrica,
ottenendo 860 kcal, non sarà mai possibile ottenere da 860 kcal, 1 kWh di energia
elettrica. In altre parole disponendo di una certa quantità di calore non è possibile in
nessun modo trasformarlo tutto in energia elettrica, ma è possibile solo trasformarne una
parte. La misura di quanto calore sia possibile trasformare in energia elettrica attraverso
un impianto termoelettrico è fornita dal rendimento energetico dell’impianto che
rappresenta semplicemente la percentuale di calore trasformata in energia elettrica ed
immessa in rete, rispetto al calore ottenuto dal combustibile bruciato. Nelle applicazioni
industriali i valori di rendimento più elevati si attestano intorno al 60 %.
Il rendimento è tanto più alto quanto più alta è la temperatura del fluido in ingresso alla
turbina, pertanto varia notevolmente in relazione al tipo di impianto ed alle tecnologie
usate dai costruttori. I valori di rendimento più alti si raggiungono con i cicli combinati,
mentre con gli impianti a vapore tradizionale possono essere raggiunti valori inferiori.
Nella centrale della Spezia il rendimento massimo delle due sezioni a ciclo combinato è
infatti circa pari al 55 %, quello della sezione 3, che opera con un ciclo a vapore di tipo
tradizionale, è circa pari al 39 %. La maggior parte del calore non trasformato deve
essere smaltito attraverso le acque di raffreddamento condizioni di funzionamento reale il
rendimento può essere più basso di quello ottimale per una serie di ragioni tra le quali
devono essere considerate anche quelle ambientali: la temperatura dell’aria, la pressione
atmosferica, la temperatura dell’acqua di mare. L’aumento della temperatura dell’acqua
di mare è una causa importante di perdita di rendimento; tanto più è bassa la

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
69
temperatura dell’acqua di raffreddamento in uscita dall’impianto tanto più alto sarà il
rendimento. Naturalmente incidono in maniera sensibile sul rendimento gli autoconsumi
elettrici per l’alimentazione dei macchinari e dei servizi d’impianto, la qualità della
combustione, le condizioni di degrado dei macchinari. Rispetto al valore ottimale, in
assenza di guasti significativi del macchinario, il rendimento può ridursi di qualche
frazione di punto percentuale. Mantenere alto il rendimento è un impegno continuo di
tutto il personale. Un basso scostamento del rendimento dal valore ottimale è uno dei
fattori di eccellenza che caratterizzano la conduzione di un impianto termoelettrico. La
perdita di una frazione di punto percentuale del rendimento rappresenta sempre una
perdita economica rilevante.
Il rendimento complessivo d’impianto, calcolato considerando l’energia elettrica immessa
in rete ed il calore totale ottenuto dai combustibili bruciati, è mostrato nel grafico 16. Le
variazioni di rendimento sono essenzialmente dovute alla modalità di utilizzazione delle
unità in relazione alle esigenze della rete elettrica nazionale, negli ultimi anni, spesso,
sono state richieste erogazioni di potenza inferiori a quella nominale, ciò comporta un
funzionamento con rendimenti più bassi rispetto al valore ottimale.
L’indicatore del consumo specifico è un numero inversamente proporzionale al
rendimento (Consumo specifico = 100* 860/ rendimento)
Nella pratica di esercizio si usa il consumo specifico per tenere sotto controllo il
rendimento energetico semplicemente perché e di uso più facile in quanto gli scostamenti
sono rappresentati da numeri interi e, sapendo il costo delle calorie acquistate con il
combustibile, il conteggio economico delle perdite è immediato. Attraverso un complesso
sistema di misura dei parametri di processo (pressioni, temperature, portate)
direttamente acquisiti da un elaboratore elettronico capace di calcolare il consumo
specifico istantaneo e l’incidenza di ciascuna causa di scostamento, l’operatore ha
informazioni in tempo reale per apportare le correzioni opportune all’assetto d’impianto e
per richiedere tempestivamente eventuali necessari interventi di manutenzione.
Mantenere basso il consumo specifico significa utilizzare meno combustile per immettere
in rete la stessa quantità di energia, quindi significa avere un miglior ritorno economico e
minori emissioni inquinanti.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
70
La diminuzione negli anni del rendimento complessivo della centrale è dovuta al
progressivo aumento percentuale dell’utilizzo della sezione a carbone che ha un
rendimento inferiore rispetto a quello dei cicli combinati.
14.1 Uso dell’acqua
L’impianto usa acqua di mare prelevata dal golfo per il raffreddamento e per la
produzione di acqua dissalata mediante impianti ad osmosi inversa. La quantità di acqua
marina utilizzata per il raffreddamento corrisponde a quella scaricata. L’impianto ad
osmosi inversa è in grado di produrre fino a 150 m3/h di acqua dissalata.
Nonostante la produzione di acqua dissalata per la copertura del fabbisogno di acqua
dolce si ricorre al prelievo di acqua dall’acquedotto consortile intercomunale e
all’emungimento di acqua di falda mediante quattro pozzi situati a est dell’area
d’impianto. I pozzi sono stati regolarmente denunciati secondo le pertinenti disposizioni
del Dlgs. 12/07/1993, n.275 e della successiva legge 36/94 (legge Galli). L’acqua emunta
viene contabilizzata mediante appositi contatori e si procede periodicamente a
controllarne la qualità.
L’acqua dolce occorre per produrre il vapore, per i lavaggi industriali, per attivare il
processo di desolforazione, per i servizi antincendio, e in misura minore, per i servizi
generali. Sul consumo di acqua pertanto incide in maniera sensibile il funzionamento
della terza unità a causa del desolforatore.
Una parte del fabbisogno viene coperta anche attraverso il recupero quasi totale delle
acque reflue utilizzate dopo il trattamento di depurazione. Si tratta sia delle acque trattate
dall’impianto di disoleatura che dall’impianto chimico.
Grazie alle importanti attività intraprese nel campo del risparmio idrico, il valore specifico
del consumo di acqua di falda si è ridotto considerevolmente nel corso degli anni,
nonostante la maggior percentuale di utilizzo della sezione 3 che, a parità di produzione,
consuma quantitativi notevolmente maggiori di acqua.
14.2 Uso di sostanze Qualità e quantità delle sostanze e dei materiali utilizzati non richiedono le misure
gestionali previste dall'applicazione del decreto legislativo 334/1999 " controllo dei

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
71
pericoli di incidenti rilevanti" (la cosiddetta legge SEVESO) e dei provvedimenti di
aggiornamento successivi. Tuttavia l’utilizzo di materiali sostanze è tenuto sotto controllo
mediante inventario e la gestione delle “Schede di Sicurezza” predisposte dai produttori
secondo precise disposizioni di legge. Attraverso l’adozione di una apposita procedura si
tende, quando possibile, ad evitare l’acquisto di nuove sostanze e materiali pericolosi per
l’uomo e per l’ambiente e ad eliminare o ridurre l’impiego di quelle già in uso. Per tutte le
fasi di gestione delle sostanze, - vale a dire approvvigionamento, stoccaggio e
movimentazione interna, impiego finale -, la procedura stabilisce anche modalità
operative volte a garantire la prevenzione degli incidenti e la salute e la sicurezza dei
lavoratori, nonché i criteri comportamentali per fronteggiare le situazioni di emergenza
che possono conseguire a versamenti e dispersioni accidentali.
Tutti i serbatoi di stoccaggio di sostanze liquide sono disposti entro bacini o vasche di
contenimento, i cui sistemi di drenaggio convogliano eventuali perdite e le acque
meteoriche di dilavamento verso l’impianto di trattamento delle acque reflue. Eventuali
perdite non hanno quindi alcun effetto ambientale interno e tanto meno esterno. Le
sostanze polverulente sono contenute entro silos dotati di sistemi filtranti, capaci di
trattenere emissioni significative di polveri
14.3 Utilizzo di reagenti per la depurazione dei fumi
L’abbattimento dell’anidride solforosa richiede calcare finemente polverizzato che dopo la
reazione si trasforma in gesso che, come già detto, è direttamente utilizzabile per la
produzione di cemento o di manufatti per l’edilizia. In seguito al felice esito di un progetto
innovativo di miglioramento ambientale, il calcare in polvere è stato completamente
sostituito dalla marmettola, che è un sottoprodotto della lavorazione del marmo. Per
questo progetto, ideato e realizzato nella Centrale della Spezia, Enel ha ricevuto un
importante riconoscimento da Legambiente e Regione Lombardia.
Per l’abbattimento degli ossidi di azoto si utilizza l’ammoniaca, che reagendo in presenza
di catalizzatore con gli ossidi di azoto forma azoto molecolare ed acqua.
L’ammoniaca usata, approvvigionata tramite autobotti, è contenuta in una soluzione
acquosa con concentrazione inferiore al 25%. Ciò consente di impedire fughe di
ammoniaca; la zona di scarico delle autobotti è idonea per far fronte ad eventuali fughe,

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
72
una apposita istruzione operativa regola la fase di scarico. L’area di stoccaggio
dell’ammoniaca è costituita da due serbatoi della capacità di 500 m³ ciascuno, mantenuti
in cappa d’azoto; è monitorata con sensori che rilevano eventuali fughe di ammoniaca ed
è dotata di efficienti reti di spruzzatori d’acqua, per l’eventuale abbattimento.
14.4 Utilizzo di reagenti per il trattamento e depurazione delle acque
Per il controllo dei fenomeni corrosivi è necessario condizionare chimicamente le acque
che circolano all'interno delle tubazioni ed apparecchiature che compongono il ciclo
termico di produzione. In passato si utilizzava a tale scopo l'idrazina (quale forte
riducente), oggi il trattamento attuato è diverso, si usa ossigeno sulla sezione 3 e
carboidrazide sulle sezioni 1 e 2, che presenta caratteristiche di pericolosità
notevolmente minori. Le quantità di carboidrazide utilizzate annualmente non sono
significative (alcune decine di kg).
Per limitare la formazione del "fouling-marino" nei condensatori e nei canali di prelievo e
restituzione dell'acqua di mare di raffreddamento si utilizza come già detto ipoclorito di
sodio. I reagenti usati per il trattamento di depurazione delle acque di processo sono, in
maniera preponderante, l'acido cloridrico, la soda caustica e la calce, ed in misura
notevolmente minore il solfuro di sodio, il cloruro ferrico e ferroso e materiale
polielettrolita.
L'incremento di consumo specifico di reagenti per il trattamento acque registrato negli
anni 2003 e 2004, è dovuto essenzialmente alle attività di manutenzione straordinaria
sull'unità 3. Con l’unità ferma permane la necessità di trattamento delle acque ma
diminuisce la produzione complessiva di energia dell'impianto, ne consegue l’aumento
del rapporto g/kWh. Questo indicatore non è in generale direttamente utilizzabile per la
valutazione delle prestazioni ambientali.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
73
14.5 Materiali e sostanze per il funzionamento dei macchinari e delle
apparecchiature
Per il funzionamento dei macchinari e delle apparecchiature sono necessarie diverse
sostanze gassose ( gas compressi).
L’idrogeno è impiegato come fluido di raffreddamento dei turboalternatori a vapore delle
tre sezioni. Esso viene stoccato in quattro pacchi bombole (uno in tampone e gli altri tre
di riserva) della capacità di 200 Nm3 di gas ciascuno (25 bombole da 40 litri) poste in una
fossa definita "fossa idrogeno". La fossa è dotata di tetto mobile (copertura scorrevole
antiesplosione), di un dispositivo per l’allagamento della fossa stessa e di un sistema di
nebulizzatori d’acqua con finalità antincendio, secondo la normativa vigente.
Per evitare il mescolamento dell’idrogeno con l’aria, che può dare luogo ad una miscela
esplosiva, durante le fasi di riempimento e svuotamento del circuito idrogeno del
turboalternatore si usa come gas di lavaggio l’anidride carbonica (CO2). Lo stesso gas è
usato nei sistemi antincendio.
L’azoto gassoso, contenuto in bombole, è impiegato per l’eventuale conservazione a
secco della caldaia.
Per lo stoccaggio dell’ammoniaca è necessario mantenere al di sopra del pelo libero
della soluzione azoto in pressione, a tale scopo si utilizza azoto liquido contenuto in un
serbatoio “tipo Dewar” da 3210 litri.
Come gas dielettrico in molteplici apparecchiature elettriche si usa l’esafluoruro di zolfo:
si tratta di un gas che provoca effetto serra in modo più intenso dell’anidride carbonica.
Le quantità emesse sono comunque molto ridotte. Gli interruttori in esafluoruro di zolfo
sono mantenuti da apposite ditte specializzate. Il quantitativo totale presente è circa 8t.
Il reintegro è effettuato con l’utilizzo di bombole da 40 kg ed il recupero del gas, effettuato
durante le manutenzioni per impedirne la diffusione in atmosfera, può essere seguito dal
riutilizzo, in loco o da parte della ditta che effettua la manutenzione.
L’aumento del consumo di SF6 nel 2005 è dovuto ad un guasto che ha interessato una
parte di impianto in comune ai due cicli combinati non riparabile in servizio. Si è quindi
dovuto attendere l’autorizzazione all’arresto degli impianti da parte del Gestore Unico
della Rete Elettrica.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
74
14.6 Oli minerali e contenenti PCB
In occasione di attività di manutenzione, per sopperire al degrado delle caratteristiche
fisiche e chimiche, può essere necessaria la sostituzione dell’olio nei macchinari. Parte
dell’olio sostituito può essere riutilizzato, previa decantazione.
Gli olii sono contenuti come scorta entro depositi specificatamente costruiti ed autorizzati
dagli Enti preposti.
I PCB (policlorobifenili), sono sostanze chimiche clorurate che, per le loro caratteristiche
dielettriche e di resistenza alla combustione, sono state utilizzate in passato per ottenere
oli dielettrici di alta qualità da impiegare in trasformatori ed altre apparecchiature
elettriche. Attualmente, a causa delle caratteristiche di pericolosità per l'uomo e per
l'ambiente, l'uso di PCB è vietato e la gestione delle apparecchiature e dei trasformatori
già in esercizio, contenenti olio a base di PCB o comunque contaminati da tali sostanze
in misura superiore a 50 parti per milione (ppm), è oggetto di una specifica disciplina
emanata in applicazione di Direttive europee ( DPR n. 216 del 24 maggio 1988 per
l'attuazione della direttiva CEE n. 769/76, DM 29.07.94 ed altri provvedimenti successivi).
A seguito dell'emanazione di tale DPR furono censiti e denunciati alle Provincia, nel
luglio 1992, 76 apparecchi contaminati per un contenuto totale di olio pari a 73.764 kg. In
occasione del rinnovamento impianti a partire dal 1992 è stata programmata la totale
eliminazione di tutte le apparecchiature contaminate. Il programma si è concluso nel
2003 con la totale eliminazione del PCB. Le apparecchiature rimosse sono state conferite
a ditte autorizzate secondo le disposizioni di legge vigenti.
14.7 Sistemi di prevenzione e controllo
Le sostanze pericolose vengono gestite con apposite procedure e istruzioni operative,
che definiscono le modalità di acquisto, di scarico delle sostanze da autobotti, di deposito
e stoccaggio, uso e movimentazione dei contenitori, intervento in caso di eventuali
emergenze a seguito di sversamenti accidentali. Ogni sostanza è corredata dalla scheda
di sicurezza conforme alle disposizioni legislative vigenti che riporta le indicazioni
necessarie ad una corretta gestione della sostanza.
In piccole quantità i materiali (fusti di olio e grasso) possono essere stoccati in aree
idonee presso i vari reparti (combustibile e meccanico) per l’immediato utilizzo.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
75
14.8 Sostanze gassose
L’idrogeno è impiegato come fluido di raffreddamento degli alternatori. Le bombole
dell’idrogeno sono sistemate, in una fossa posta all’esterno del fabbricato di centrale. In
caso di incendio, la fossa può essere completamente allagata tramite una tubazione
dell’impianto antincendio. L’anidride carbonica viene impiegata come gas inerte di
“spiazzamento” dell’idrogeno nelle fasi di riempimento e svuotamento dell’alternatore ed
è inoltre presente come estinguente in molti estintori, sia fissi sia mobili. L’acetilene,
l’argon, il propano, l’ossigeno sono gas utilizzati nell’officina meccanica in modiche
quantità. Alcuni gas puri vengono utilizzati per le analisi di laboratorio.
L’esafloruro di zolfo è un gas annoverato tra quelli che contribuiscono all’effetto serra. E’
utilizzato, per le sue elevate proprietà dielettriche, in numerose apparecchiature sigillate
(interruttori, quadri elettrici, ecc.). I reintegri non sono significativi e la manutenzione di
queste apparecchiature, effettuata durante le fermate programmate, è svolta da ditta
specializzata, secondo una procedura che ne consente il recupero.
La sostituzione dell’esafloruro di zolfo con altri gas isolanti non è attualmente praticabile
per gli altissimi costi implicati, pertanto sul mercato non sono disponibili apparecchiature
alternative.
14.9 Questioni locali
Le questioni locali riguardano impatti che nascono da specifiche caratteristiche del
processo produttivo o da peculiarità ambientali delle aree circostanti il sito.
14.10 Gestione della raccolta interna dei rifiuti
Per conformarsi alle disposizioni di legge occorre assicurare l’assenza di rischi per
l’ambiente (suolo acque), e per le persone in tutte le fasi di gestione dei rifiuti. E’
necessario pertanto prevenire i possibili versamenti accidentali di inquinanti, la
dispersione di polveri e di materiali in fibre, l’emissione di vapori nocivi, attraverso
un’accurata gestione delle operazioni di raccolta e deposito dei rifiuti.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
76
15 Emissioni di gas, vapori, polveri, odori molesti.
Nel linguaggio aziendale qualsiasi effluente che non proviene dalla combustione nelle
caldaie principali è definita come “emissione secondaria”.
L’impatto considerato per queste emissioni è il contributo additivo agli impatti dovuti alle
emissioni dai camini principali, con eventuali effetti di disturbo localizzati nelle immediate
vicinanze dell’impianto.
Sono state prese in esame tutte le possibili sorgenti considerando i macchinari e le
attività principali di manutenzione ed è stato definito un censimento dei possibili punti di
emissioni per i quali è prevista una campagna di misure che sarà effettuata da un
laboratorio certificato.
Le emissioni da macchinario di processo riguardano le prove di avviamento periodiche
dei gruppi elettrogeni dislocati nella centrale. Il funzionamento reale è naturalmente un
caso del tutto eccezionale. I punti di emissione dai fabbricati e dalle strutture di servizio
sono costituiti da sfiati e da ricambi d’aria dagli ambienti di lavoro (officine), nonché dagli
impianti di riscaldamento. La qualità dell’aria all’interno dei locali è controllata nell’ambito
delle attività per l’igiene e la sicurezza degli ambienti di lavoro. L’inquinamento
atmosferico dovuto a questa tipologia di emissioni rappresenta complessivamente un
aspetto non significativo.
16 Emissioni sonore verso l’esterno
Gli impianti della centrale Eugenio Montale sorgono sui territori dei comuni di La Spezia e
di Arcola (SP). Questi comuni, rispettivamente nel mese di ottobre 1997 e nel mese di
maggio 2000, hanno provveduto alla classificazione acustica del territorio secondo il
DPCM 14 novembre 1997 (decreto applicativo della legge quadro sull’inquinamento
acustico n.447 del 1995 Il Comune della Spezia, nel classificare acusticamente il proprio
territorio, deve tener conto della situazione preesistente ed assicurare che non si
realizzino salti di classe, vale a dire, che tra una zona di classe VI ed una zona di classe I
devono essere necessariamente interposte zone di classe II,III, IV e V.
I valori limite di rumore per ciascuna classe sono distinti in limiti di emissione e limiti di
immissione. Per emissione si intende il rumore generato da una sorgente misurato in

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
77
prossimità della sorgente stessa in spazi frequentati da persone e comunità. Nel caso di
un impianto perimetrato i limiti fissati per le emissioni devono essere verificati sul confine
in spazi frequentabili. Per immissione si intende il rumore generato da una o più sorgenti
in un ambiente abitativo o in un ambiente esterno e frequentato da persone e comunità.
Tutta la zona circostante la centrale è industrializzata tuttavia il comune della Spezia ha
ritenuto di dover proteggere acusticamente due aree circoscritte classificandole in classe
I (aree particolarmente protette). Si tratta del monte Valdilocchi collocato nella zona Sud
Est dell’impianto e di un isolato situato nella zona retroportuale, non visibile sulla figura,
costituito essenzialmente dalla Chiesa di Fossamastra e dalla scuola Don Mario
Scarpato.
Le pertinenze Enel in ambito portuale, i parchi carbone di Val Bosca e Val Fornola e gran
parte delle aree interne al confine della proprietà dell’Enel, sono state classificate in
classe VI (aree esclusivamente industriali). Le aree in classe VI sul lato Est dell’impianto
sono relative ai complessi industriali OTO Melara e S. Giorgio.
Le parti della proprietà Enel non classificate in classe VI cadono lungo il confine Sud in
comune di La Spezia, e lungo il confine ovest in comune di Arcola, queste aree sono
state in gran parte assegnate alla classe V ( aree prevalentemente industriali). Una
situazione particolare si è concretizzata a Sud Est dell’impianto in prossimità del
carbonile di Val Bosca , dove le classi intermedie tra la VI^ e la I^ sono molto ristrette ed
il confine dell’impianto Enel, nei confronti della propagazione sonora, praticamente
coincide con il confine dell’area in classe I.
Per valutare l’impatto acustico delle centrali termoelettriche l’Enel adotta un modello
matematico. Le isofoniche sono linee ipotetiche che collegano punti della mappa che
hanno lo stesso valore di rumore, esse descrivono appieno l’impatto acustico e
consentono di stabilire se l’impatto stesso è compatibile con la classificazione acustica
del territorio.
L’insieme delle misure e delle informazioni ricavabili dal modello hanno consentito di
stabilire che in tutte le aree circostanti la centrale sono rispettati sia i valori limite di
emissione sia i valori limiti di immissione, ad eccezione della già citata zona a Sud Est
dove l’impianto confina con l’area di classe I.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
78
La situazione acustica sopra descritta è stata esaminata con l’Ufficio Ambiente ed Igiene
Urbana del Comune della Spezia. Il Comune infatti, oltre che per la classificazione
acustica del territorio è competente anche per la definizione di eventuali piani di
risanamento acustico.
16.1 Rumore e vibrazioni in ambiente di lavoro, incidenza sui flussi di
traffico
Sono state prese in considerazione anche queste tipologie di impatto concludendo con
una valutazione di non significatività.
I rischi derivanti dall’esposizione al rumore dei lavoratori sono affrontati nel rispetto del
Decreto Legislativo 15 Agosto 1991, n° 277, adottando tutti gli accorgimenti necessari
alla limitazione dei tempi di esposizione e impiegando gli opportuni dispositivi di
protezione individuali.
In ottemperanza al D.Lgs. 277 del 15/8/1991, e della legge 626/94, l’UB della Spezia ha
svolto un programma di misurazioni dei livelli di rumore presso gli ambienti di lavoro
all’interno degli impianti. Il lavoro di mappatura è stato compiuto sulla base di griglie di sei
metri di lato in tutto il sito industriale e, sulla base delle misure effettuate, è stato redatto
un documento finale, costituito dalla Planimetria e dagli Elenchi delle aree di lavoro con
livelli di rumore associati.
In seguito a tale mappatura sono state individuate le aree critiche, il personale esposto
(distinto per gruppi omogenei) ed i possibili interventi di protezione. In particolare si sono
svolte le seguenti attività:
Affissione di apposita segnaletica delle aree individuate con livelli di rumore
superiori a 90 dB(A)
Individuazione del personale esposto
Formazione alla prevenzione per il personale
Visite mediche periodiche di controllo per il personale.
17 Impatto visivo

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
79
L’incidenza dovuta alla presenza della centrale sul paesaggio e sul territorio sono
analizzate dallo “Studio di valutazione dell’impatto territoriale e paesaggistico della
centrale ENEL della Spezia” (1990), redatto con riferimento alla morfologia del costruito,
così come si presentava prima dell’inizio dei lavori di adeguamento ambientale. Lo studio
compara l’impatto complessivo dei fenomeni di antropizzazione, con gli effetti indotti sul
paesaggio dall’introduzione dell’impianto. Lo studio si conclude constatando che il
paesaggio nel suo insieme si è trasformato, con l’avvento di un paesaggio quasi
totalmente urbano. In tale contesto il complesso di edifici della centrale risulta essere una
polarità localmente importante, ma limitata ad un settore della città, pertanto anche nei
confronti del territorio, si ha una portata di polo visuale parziale. Lo studio elabora anche
un algoritmo numerico che attribuisce a questo impatto un valore di 1,38% che
costituisce un rapporto assai modesto nei confronti dello sviluppo urbano totale. In merito
alla evoluzione dell’impatto visivo della centrale sul paesaggio a seguito degli interventi di
adeguamento ambientale, è importante sottolineare che la volumetria edificata
complessiva non ha subito sostanziali variazioni, poiché sono state realizzate nuove parti
di impianto e demolite altre parti esistenti. Tuttavia un importante miglioramento
dell’impatto visivo sul paesaggio, si è verificato dalle attività svolte, come la demolizione
della ciminiera della sezione 3, la riduzione delle linee elettriche che collegano l’impianto
alla stazione elettrica esterna, la realizzazione di schermature, mediante piantumazione,
da interporre tra la centrale ed i poli abitativi più esposti. Un ulteriore miglioramento
deriverà dalle attività future inserite nel progetto di arredo vegetazionale e mitigazione
visiva della centrale. Questo progetto, concordato con il Comune della Spezia, prevede
sia la messa a dimora di piante in alcuni tratti del perimetro dell’impianto, che la
copertura con pannelli del carbodotto nella zona in cui attraversa la nuova sede stradale
a Fossamastra.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
80
18 Campi elettrici e magnetici a bassa frequenza Il funzionamento di macchine e di apparecchiature elettriche a corrente alternata ad una
frequenza di 50 oscillazioni al secondo (50 Hz), come è quella usata nelle applicazioni
industriali e domestiche, genera campi elettrici e campi magnetici: queste perturbazioni
rimangono confinate nell’intorno delle apparecchiature elettriche e lungo le linee di
trasmissione. Queste perturbazioni non hanno capacità ionizzanti e pertanto entro i valori
di esposizione raccomandati – intensità e tempi - non sono in grado di produrre effetti
biologici.
La disciplina generale per la protezione dalle esposizioni ai campi elettrici, magnetici è
contenuta nella legge quadro 36 del 22 febbraio 2001. Questa legge ha dato origine ai
due decreti applicativi, di seguito citati, che sono volti alla protezione della popolazione,
invece, per la protezione dei lavoratori e delle lavoratrici, la norma è ancora in
evoluzione.
Per le installazioni elettriche a frequenza di rete i limiti di esposizione previsti dal DPCM
8-7-2003 (Pubblicato nella Gazz. Uff. 29 agosto 2003, n. 200) sono 100 µT (micro Tesla)

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
81
per l'induzione magnetica e 5 KV/m (chilovolt per metro) per il campo elettrico. Inoltre è
stato fissato il valore di attenzione di 10 µT a titolo di misura di cautela per la protezione
da possibili effetti a lungo termine, eventualmente connessi con l'esposizione ai campi
magnetici, nelle aree gioco per l'infanzia, in ambienti abitativi, in ambienti scolastici e nei
luoghi adibiti a permanenze non inferiori a quattro ore giornaliere. Questo valore deve
essere raggiunto anche con interventi di risanamento nei tempi e nei modi che saranno
previsti per legge.
I valori di campo elettrico al suolo dipendono essenzialmente dalla geometria delle
installazioni (distanze dal suolo) e dal valore di tensione, l’induzione magnetica dalle
intensità della corrente che attraversa i conduttori: entrambi i parametri si riducono
sensibilmente con la distanza dai conduttori. Una campagna di misure effettuate nel 2002
mostra che all’interno dell’impianto, valori superiori ai suddetti limiti applicabili alla
popolazione in generale, vengono superati solo un numero ristretto di punti a ridosso del
macchinario elettrico di maggiore potenza o delle parti ad alta tensione più vicine al suolo
(quattro punti, 2 con valori di campo magnetico di circa 300 µT e 2 con valori nell’intorno
di 100 µT) . Si tratta di punti cadenti in aree segnalate dove il personale non staziona e
non passa se non per motivi occasionali. L’esposizione ai campi elettrici e magnetici
dovuto alle installazione elettriche di centrale è quindi un aspetto non significativo
potendosi escludere l’esposizione di popolazione residente e l’esposizione dei lavoratori,
in attesa di norme specifiche, è attualmente comparabile a quella ammessa per la
popolazione in generale.
19 Impatti conseguenti a incidenti e situazioni di emergenza
Sono stati esaminati gli incidenti prevedibili in concreto sulla base della pluriennale
esperienza nel sito e di possibili analogie con altri impianti. Come già detto l’impianto non
rientra nell'ambito di applicazione D. L.vo 334/1999 “controllo dei pericoli di incidenti
rilevanti " nota come legge SEVESO. Tuttavia la centrale si è dotata di una procedura
gestionale volta alla preparazione della risposta ad eventuali incidenti anche sulla base
delle esperienze occorse e sulla base della quale si preparano procedure ed istruzioni
per affrontare casi specifici.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
82
Gli incidenti presi in considerazione sono: gli incendi, compreso la possibile
autocombustione del carbone stoccato nei parchi; i versamenti di olio combustibile nelle
fasi di scarico e movimentazione, le perdite di olio dai trasformatori elettrici in caso di
rottura degli involucri esterni di contenimento. Sono state valutate le condizioni di
emergenza connessi a tale tipo di incidenti. Le azioni da porre in atto per affrontare tali
situazioni sono state codificate nel piano di emergenza interno (PEI) in conformità alla
normativa sulla sicurezza degli ambienti di lavoro. Risultano pertanto definiti i criteri
comportamentali, le responsabilità ed il personale specificamente incaricato per le azioni
da svolgere.
Le procedure di emergenza da applicare in ambito portuale sono state definite dalla
Capitaneria di Porto della Spezia in due documenti: il “Piano antincendio del porto
mercantile di La Spezia“ e il “Piano operativo antinquinamento del mare causati da
idrocarburi o da altre sostanze nocive”. Rispetto a questi due piani, inoltre, il personale
della Centrale è stato formato ed addestrato, secondo le norme vigenti e in
collaborazione con i VVFF per interventi in caso di incendio in ogni area del sito.
20 Incendi
Secondo la normativa di settore la centrale termoelettrica è un impianto ritenuto a rischio
d’incendio si dispone quindi dei necessari documenti di valutazione del rischio e del
Certificato di Prevenzione Incendi.
I trasformatori di macchina sono tutti dotati di sistemi antincendio fissi ad intervento
automatico, che consentono di spegnere ogni principio di incendio. I sistemi antincendio
come previsti dal CPI sono regolarmente controllati e mantenuti in perfetta efficienza. Il
rischio di autocombustione del carbone è limitato attuando particolari tecniche di
compattazione del carbone stoccato, nel caso di inneschi di questo fenomeno si
interviene attraverso una apposita rete di idranti.
Per fronteggiare gli incendi è sempre presente una squadra di emergenza antincendio
composta da personale appositamente addestrato e munito di attestato di idoneità
rilasciato dal Comando Provinciale dei Vigili del Fuoco della Spezia.
In ambito portuale la Capitaneria di Porto della Spezia ha definito il “Piano antincendio
del porto mercantile di La Spezia“. Il personale Enel è stato debitamente addestrato per
l’applicazione di questo piano in collaborazione con i Vigili del fuoco.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
83
21 Impatti biologici e naturalistici (biodiversità ed altre)
Lo scarico delle acque di raffreddamento comporta una perturbazione termica intorno
all’opera di scarico collocata all’interno della rada portuale. La necessità di clorare le
acque in alcuni periodi dell’anno per controllare il foouling marino comporta la presenza
di cloro attivo residuale nelle acque marine rilasciate.
Un approfondito monitoraggio ambientale delle acque della rada della Spezia è stato
effettuato (ai sensi dell’art.3, comma 2, della Legge 502/93) dal Presidio Multizonale di
Prevenzione ASL della Spezia in collaborazione con l’Istituto Nazionale per la Ricerca sul
Cancro - IST di Genova, l’ENEA-CRAM e l’Università di Genova. Il programma di
monitoraggio ha interessato due anni, 1994 e 1995, durante i quali sono state svolte
ricerche sulle eventuali conseguenze dello scarico nella biofauna marina. Dalla relazione
di sintesi è emerso che il golfo della Spezia è soggetto a fenomeni di inquinamento
derivanti sia da attività portuali e industriali che da reflui civili e che lo scarico della
Centrale non provoca alterazioni significative e permanenti dell’ambiente marino
circostante.
Inoltre è emerso che gli incrementi di temperatura indotti nella rada non sono tali da
contribuire ad instaurare condizioni eutrofiche, neppure nella parte più confinata del
golfo; le acque del golfo sono infatti soggette ad un considerevole ricambio naturale e il
gradiente termico generato dalle attività della Centrale favorisce la circolazione delle
acque, accelerando tale ricambio.
Lo studio si riferisce alla Centrale nell’assetto precedente all’adeguamento ambientale e
si può considerare cautelativo per l’assetto attuale. Attualmente i valori dei parametri
imputabili all’esercizio della Centrale risultano compatibili con l’ecosistema.
22 Emissione di onde elettromagnetiche da impianti di
telecomunicazione
L’esercizio di antenne trasmittenti nelle telecomunicazioni comporta l’emissione di campi
elettromagnetici ad alta frequenza (milioni di oscillazioni al secondo) che sono invece
capaci di viaggiare nello spazio. Entrambe le perturbazioni non hanno capacità ionizzanti

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
84
e pertanto entro i valori di esposizione raccomandati – intensità e tempi - non sono in
grado di produrre effetti biologici immediati.
Nel sito della centrale della Spezia è stato installato un ponte radio telefonico; in base
alle risultanze delle indagini effettuate, con misure di inquinamento elettromagnetico, si
evidenzia che non esistono punti sensibili esposti ad un campo uguale o superiore a 6
V/m in ambienti dove vi sia una permanenza superiore alle 4 ore, né punti in cui il campo
raggiunge i 20 V/m. Si dichiara inoltre che vengono rispettati i limiti imposti dalla
normativa regionale inerenti la distanza di edifici e loro pertinenze dal centro elettrico
dell’antenna ed in particolare la legge regionale n. 11/00 per cui in un raggio di 50 m dal
centro dell’antenna limitatamente al cono di emissione d’impianto.
23 Contaminazione del suolo e delle acque
L’aspetto relativo al trasporto carbone è stato valutato rispetto ai fenomeni di polverosità
ed eventuali sporcamenti delle aree in cui avviene il trasporto.
L’operazione di scarico di OCD è effettuata dall’Unità movimento combustibili interna ad
Enel che presidia le operazioni e attua controlli sulle attività e sulle attrezzature e
mantiene attivo un piano di emergenza concordato anche con l’autorità portuale.
24 Salute e sicurezza La sicurezza e la tutela della salute negli ambienti di lavoro rappresentano, insieme alla
tutela dell’ambiente naturale, temi di interesse prioritario per Enel.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
85
Sicurezza dei luoghi di lavoro
Negli anni considerati non si sono verificati incidenti con conseguenze mortali. In seguito
ad attività di formazione sulla sicurezza nei luoghi di lavoro si riscontra nell’ultimo
decennio una netta diminuzione degli incidenti. Negli ultimi tre anni l’andamento del tasso
di frequenza è mediamente costante, con la tendenza a diminuire per allinearsi a quello
di settore.
Il tasso di frequenza rappresenta il numero di infortuni per milione di ore lavorate.
25 Obiettivi e programma ambientale L'Unità di Business della Spezia adottando un proprio documento di politica ambientale
ha definito la linea d’azione che intende seguire per perseguire il miglioramento continuo
delle proprie prestazioni ambientali. Tenendo conto degli obiettivi aziendali generali e
della predetta linea d’azione, la Direzione d’impianto ha fissato gli obiettivi ambientali di
seguito descritti. Sono stati conseguentemente approvati gli interventi che consentono di
0
10
20
30
40
50
tass
o di
freq
uenz
a
tasso di frequenza 18 5 13 17 26 27,2 23,1 19,2 12,0 0,0
tasso di frequenza disettore
14 13 13 13 13 * 20,0* 13,9* 12,4 * 9,7 * 5,9
1996 1997 1998 1999 2000 2001 2002 2003 2004 2005

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
86
raggiungere gli obiettivi fissati o di raggiungere traguardi intermedi per obiettivi di portata
pluriennale.
Gli interventi approvati sono stati inseriti nel programma ambientale di seguito descritto
che copre il periodo 2005 – 2008. L’attuazione del programma ambientale è oggetto di verifica continua e viene aggiornato
con periodicità almeno annuale, anche sulla base dei risultati degli audit interni e delle
attività di sorveglianza da parte dell’Ente di certificazione.
OBIETTIVI AMBIENTALI
Emissioni atmosferiche
• Controllo e ottimizzazione del funzionamento dei sistemi di
abbattimento e dei processi di combustione.
La Centrale si impegna per ottenere il massimo abbattimento possibile degli
inquinanti, garantendo il rispetto della normativa in regime ordinario di
funzionamento e applicando le migliori tecnologie possibili anche nelle fasi di
avviamento e arresto; si impegna ad aumentare del 10% l’efficienza dei sistemi
di abbattimento degli ossidi di azoto nella sezione 3, passando dal valore attuale
del 63% al valore di abbattimento pari al 70%; si impegna a migliorare la
strumentazione utilizzata per il controllo delle emissioni sostituendo l’attuale
analizzatore di polveri con uno strumento di nuova generazione con maggiore
sensibilità.
• Prevenzione e riduzione delle emissioni gassose o polverulente da punti
diversi dai camini principali
La verifica analitica di tutti i punti di emissione non principali, ha dimostrato la non
significatività di tale aspetto. Permane l’attività di controllo delle emissioni di
polveri dai sili di deposito delle ceneri e il monitoraggio delle possibili fonti di
emissioni diffuse. Saranno attuati nuovi interventi per ridurre la possibilità di
emissioni di polveri dal parco carbone .
• Contribuire ad un efficace monitoraggio della qualità dell’aria nella città

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
87
di La Spezia in collaborazione con la Provincia e il Comune di Spezia.
E’ stata completata la riconfigurazione della Rete di rilevamento della qualità
dell’aria nel comprensorio della Spezia; la Centrale, in collaborazione con ARPAL
e in accordo con le Autorità regionali e provinciali, opererà per la migliore
gestione della rete stessa, applicando procedure atte a garantire un’alta
disponibilità e qualità dei dati e provvedendo al mantenimento e miglioramento
delle apparecchiature. Sarà inoltre caratterizzato il contributo della Centrale alle
immissioni di polveri attraverso un’indagine che permetta la definizione di un
modello di ricaduta delle polveri.
Acque superficiali
• Controllo e riduzione del carico degli inquinanti nelle acque superficiali.
La diminuzione dell’uso dell’olio combustibile, conseguente all’aumento di quello
del gas naturale e del carbone nell’attuale assetto produttivo, ha ridotto il carico
di inquinanti nell’impianto di trattamento acque oleose, favorendo la possibilità di
recupero dell’acqua.
Il potenziamento dell’impianto stesso ha consentito di aumentare sensibilmente
la quantità recuperata contribuendo a ridurre il carico di inquinanti scaricati oltre
a diminuire il fabbisogno idrico. Obiettivo della Centrale è una ulteriore riduzione
dei quantitativi di acqua scaricati e del carico inquinante. La Centrale ha già
messo in atto una serie di misure preventive per evitare la dispersione di
inquinanti in mare, come la pulizia del collettore di raccolta oli, un’indagine
conoscitiva della rete fognaria, e costanti azioni di sorveglianza dei canali che
circondano il sito.
La Centrale si impegna a ridurre la possibilità di dispersione di polveri di carbone
in mare nell’area portuale mediante un nuovo sistema di raccolta delle acque
piovane del pontile di scarico delle navi.
Per azzerare gli scarichi liquidi derivanti dal processo di desolforazione dei fumi,
sarà installato un impianto di evaporazione e cristallizzazione degli spurghi che
consentirà di distillare l’acqua e separare tutte le sostanze solide presenti. Si

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
88
prevede per il 2008 di ridurre le sostanze scaricate almeno al 50% del valore del
2005.
Con la realizzazione di tale impianto, che consentirà il recupero completo delle
acque reflue, il carico inquinante degli scarichi idrici sarà praticamente azzerato.
Uso e contaminazione del suolo
• Risanamento dei suoli inquinati
Il sito della centrale della Spezia, compresa l’area occupata dai bacini delle
ceneri, è stato inserito all’interno dell’“Area di Pitelli”, classificata dal Ministero
dell’Ambiente “area di rilevanza nazionale”.
La Centrale ha già effettuato le indagini per la caratterizzazione dell’intero sito
secondo un piano precedentemente autorizzato dal Ministero: tali indagini hanno
evidenziato il complessivo buono stato del sottosuolo. Ulteriori analisi sono in
corso a seguito della richiesta di indagini integrative da parte del Ministero.
Il Ministero, peraltro, ha già approvato un progetto per la messa in sicurezza
permanente e il recupero ambientale dell’area dei bacini ceneri.
Precedentemente il ministero aveva approvato un progetto, attualmente in corso,
per la bonifica del terreno sottostante a una parte limitata del deposito dell’olio
combustibile, mediante l’innovativa tecnica del bioventing. La bonifica si è resa
necessaria a seguito delle indagini di caratterizzazione che avevano evidenziato
in quell’area la presenza di idrocarburi.
Le eventuali azioni di risanamento dell’intero sito saranno definite
successivamente a seguito delle decisioni deliberate in sede di Conferenza dei
Servizi Ministeriale conseguentemente al completamento delle indagini
integrative.
• Prevenzione inquinamento del suolo e sottosuolo
La progressiva riduzione dell’uso dell’olio combustibile denso, gli interventi
effettuati per rendere ispezionabile l’oleodotto nell’intero percorso hanno già
determinato una ulteriore riduzione del potenziale inquinamento da olio

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
89
combustibile. La demolizione del gruppo 4 e il risanamento dell’area porteranno
un ulteriore miglioramento del suolo.
• Riqualificazione delle aree di proprietà Enel Produzione prossime
all’impianto per destinarli ad usi sociali.
Il progetto di cessione delle aree, stabilito con il Comune della Spezia per
favorire lo sviluppo in alcune aree da adibire ad altro uso, è stato completato ad
esclusione dell’area dei bacini ceneri. Ciò ha determinato la diminuzione dell’area
utilizzata per produzione di energia elettrica. Per l’area dei bacini ceneri, non
utilizzabile a fini industriali a differenza di quanto ipotizzato, è stato predisposto
un progetto preliminare di messa in sicurezza permanente e ripristino ambientale
mediante l’inserimento paesaggistico nell’ambiente circostante. In alternativa ai
bacini ceneri saranno cedute altre aree, attualmente utilizzate per l’attività della
Centrale, per complessivi 150 000 m2; ciò avverrà a seguito della stipula di una
nuova convenzione con il Comune. Si prevede, tra l’altro, la dismissione del
carbonile di Val Fornola.
Uso di materiali e sostanze
• Progressiva eliminazione o riduzione delle sostanze nocive e delle
materie prime impiegate.
In seguito alla trasformazione di due gruppi a ciclo combinato e
l’ambientalizzazione del terzo si è proceduto ad una eliminazione progressiva di
materiale contenente amianto, attualmente confinato in alcune tubazioni
dell’oleodotto, che si concluderà con la demolizione del quarto gruppo. E’ stata
completata, in anticipo sui termini di legge, l’eliminazione delle apparecchiature
contenenti PCB. L’impegno della Centrale è quello di favorire l’utilizzo di
materiale, la cui produzione abbia un impatto ambientale ridotto. L’uso del
calcare è stato completamente sostituito con quello della marmettola; il riutilizzo
di tale scarto di lavorazione ne ha ridotto il quantitativo messo a discarica;
contestualmente è diminuito il prelievo del calcare da cava.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
90
Gli interventi previsti per il miglior utilizzo delle acque comporteranno anche una
ulteriore diminuzione complessiva dei reagenti chimici utilizzati, in continuità con
quanto significativamente già avvenuto.
L’esame sistematico delle sostanze utilizzate e di quelle di nuovo impiego ha
consentito di diminuire notevolmente il numero di sostanze pericolose presenti.
Tale esame sarà protratto con l’obiettivo di ridurre al più basso livello possibile gli
impatti derivanti dall’uso di sostanze pericolose. In questa ottica è stata
programmata l’eliminazione dell’impianto di stoccaggio dell’ammoniaca usata per
condizionare le acque del ciclo termico, utilizzando, anche per tale scopo, quella
stoccata nell’impianto asservito al denitrificatore.
Uso di risorse naturali
• Riduzione dell’approvvigionamento di acqua da acquedotti e pozzi.
L’obiettivo della Centrale è quello di ridurre l’utilizzo delle acque di falda
utilizzate, in particolare di quella più pregiata prelevata dall’acquedotto
limitandone l’utilizzo ai soli usi civili. A tale obiettivo si potrà pervenire
ottimizzando il funzionamento degli impianti di trattamento delle acque reflue,
aumentandone progressivamente i quantitativi recuperati tendendo al loro
completo recupero. Saranno pertanto verificate tutte le possibilità di riutilizzare
completamente le acque di scarico depurate, anche mediante l’uso dell’impianto
di osmosi inversa, consentendo così una maggior produzione di acqua
industriale da destinare al processo, alternativa al prelievo dall’acquedotto.
Saranno ricercate ed eliminate le perdite delle tubazioni interrate.
Inoltre sarà valutata la possibilità di alimentare il desolforatore con acqua
proveniente dal depuratore cittadino; Il raggiungimento di questo traguardo,
subordinato però alla verifica delle caratteristiche chimiche dell’acqua da
utilizzare, potrebbe portare ad una drastica diminuzione dei prelievi di acque di
falda.
Le attività già effettuate hanno permesso, la riduzione del consumo specifico
delle acque di falda, in funzione della produzione di energia elettrica, del 20% dal
2003 al 2005; al completamento dei programmi sopra descritti, si prevede

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
91
un’ulteriore diminuzione di circa il 20% dei consumi complessivi di acque dolci di
falda.
Produzione e smaltimento di rifiuti
• Riduzione della produzione e maggior riutilizzo dei rifiuti.
La trasformazione dei cicli della centrale ha portato ad una riduzione di alcune
tipologie di rifiuti. La produzione di nuovi rifiuti come gesso e fanghi ha trovato
completa collocazione nel mercato dei cementifici per il recupero, come già
precedentemente attuato per le ceneri. Oltre a mantenere il completo riutilizzo di
tali rifiuti, l’obiettivo che si intende perseguire, è, quando possibile, ridurre la
produzione degli altri rifiuti e aumentarne la possibilità di riutilizzo attraverso una
accorta gestione della fase di raccolta e differenziazione, in particolare degli
imballaggi. Tale differenziazione ha già permesso il conferimento di alcuni rifiuti
differenziati (carta e pile) al servizio comunale e l’incremento degli imballaggi
inviati a recupero.
Impatto visivo
• Riduzione dell’impatto visivo delle opere esistenti attraverso misure di
mitigazione.
La riduzione dell’impatto visivo prevede la demolizione della sezione 4 e una
serie di interventi di mitigazione complessiva dell’impianto, in particolare per
quanto riguarda il carbonodotto, da realizzare anche mediante un progetto di
arredo vegetazionale in prossimità delle percorrenze stradali limitrofe.
Emissioni sonore
• Contenimento delle emissioni sonore all’interno ed all’esterno dello
stabilimento.
Il nuovo assetto impiantistico è stato realizzato con macchine aventi limiti di
rumore (non superiori a 85 dBA), e sono stati effettuati interventi di
insonorizzazione, alcuni dei quali sono previsti a breve scadenza; ciò permette di
ridurre complessivamente i livelli equivalenti interni e delle emissioni verso
l’esterno che rispettano i limiti pertinenti alla zonizzazione operata dal Comune
della Spezia; la campagna di misure interna ed esterna, effettuata con tutti gli
impianti a regime, ha verificato il rispetto dei limiti di emissione sonora.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
92
Gestione delle risorse energetiche
• Raggiungimento della massima efficienza energetica.
Obiettivo della Centrale è massimizzare l’efficienza energetica. intervenendo in
tutte le aree. Particolare attenzione sarà posta nel consumo di combustibili,
ottimizzando il rendimento energetico dei gruppi di produzione; in tal senso sono
state effettuate modifiche sui sistemi di combustione dei turbogas. Sull’unità 3,
oltre alle attività già completate, saranno effettuati interventi per i miglioramento
del vuoto al condensatore, con conseguente diminuzione del consumo specifico.
Non è stato possibile rilevare i miglioramenti derivanti dalle attività già effettuate
a causa di anomalie intervenute nel funzionamento della turbina.
Appendice
Identificazione e valutazione degli aspetti ambientali
Gli aspetti ambientali connessi all’attività svolta nella centrale Eugenio Montale sono
stati identificati attraverso un’esauriente analisi ambientale iniziale. Il numero degli aspetti
così individuati e la valutazione di significatività, può però mutare nel tempo in relazione a
modifiche del processo produttivo, a nuove disposizioni di legge, a nuove conoscenze in
merito agli effetti, a nuove direttive aziendali e ad altri fattori, non ultimi le osservazioni i
suggerimenti, il concretizzarsi di un diverso grado di sensibilità delle parti interessate o il
raggiungimento di traguardi ambientali prefissati. Per considerare queste possibili
variazioni, il sistema di gestione include una procedura di valutazione che porta ad
aggiornare le informazioni in un apposito registro degli aspetti ambientali. Le eventuali
variazioni saranno puntualmente comunicate attraverso le dichiarazioni ambientali
successive a questa.
Sono presi in esame gli impatti ambientali derivanti dallo svolgimento di tutte le attività
passate, attuali e previste, considerando le condizioni di esercizio normali, le situazioni
non normali e le situazioni di emergenza conseguenti a possibili incidenti.
Per condizioni operative normali si intendono quelle condizioni previste in fase
progettuale e riscontrate in esercizio che determinano il rendimento ottimale di una

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
93
attività anche sotto il profilo ambientale. Le condizioni operative non normali sono quelle
previste in fase progettuale che determinano un funzionamento non ottimale di un’attività,
pur nel rispetto delle norme di sicurezza per l’impianto e per le persone, che senza
interventi correttivi possono portare ad un aumento dell’impatto ambientale. Le condizioni
di emergenza sono situazioni legate ad un incidente che porti ad interazioni con
l’ambiente oppure ad un avvenimento di rilievo, interno all’impianto, connesso ad uno
sviluppo controllato di un’attività che può comportare interazioni con l’ambiente.
Sono stati innanzitutto individuati gli aspetti ambientali pertinenti all’attività svolta nel sito,
attraverso lo studio di ogni interazione esistente tra componenti funzionali (trasformatori,
combustori, scambiatori, serbatoi) e gli aspetti ambientali (emissioni in atmosfera,
scarichi idrici, rifiuti, contaminazione del terreno). In particolare si è prestata attenzione a
includere nel lavoro di identificazione i collegamenti esistenti tra diversi comparti
ambientali a seguito di modifiche impiantistiche (come ad esempio nel caso
dell’introduzione del DeSOx che ha ridotto le emissioni di SO2, generando un
contemporaneo incremento di fanghi e consumo di additivi ed acqua). Il nuovo
Regolamento introduce la distinzione fra aspetti ambientali diretti e indiretti per poter
articolare meglio e completare il quadro degli impatti ambientali che possono derivare
dall’attività in essere. La Centrale per distinguere gli aspetti ambientali diretti da quelli
indiretti, ha applicato il concetto di controllo gestionale. Si definiscono infatti, aspetti
ambientali diretti quegli aspetti sotto il controllo gestionale totale della Centrale e aspetti
ambientali indiretti, quelli su cui può non avere un controllo gestionale totale, cioè
parziale, per esempio quelli derivanti da attività terziarizzate o affidate a diverse società
del Gruppo Enel.
Valutazione degli aspetti ambientali
I termini di valutazione prospettati dalla Commissione delle Comunità Europee attraverso
la Raccomandazione 2001/680/CE del 7 settembre 2001 relativa all’attuazione del
regolamento (CE) n.761/2001, sono:
1. l’esistenza e i requisiti di una legislazione pertinente
2. il potenziale danno ambientale e la fragilità dell’ambiente

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
94
3. l’importanza per le parti interessate e per i dipendenti dell’organizzazione
4. la dimensione e la frequenza degli aspetti
Il criterio adottato porta ad associare agli aspetti identificati i tre termini di valutazione
definiti, tramite le cinque condizioni riportate nella tabella A. Per valutare una “misura”
della dimensione e della frequenza degli aspetti, è stato adottato l’indice di rilevanza dei
fattori di impatto (IR. L’Indice di Rilevanza (IR) di un fattore di impatto è un codice
numerico a due posizioni, la prima riferita alla rilevanza qualitativa (quindi alla gravità del
fattore), la seconda alla rilevanza quantitativa (vale a dire alla frequenza ed all’entità del
fattore). Le cifre utilizzate per entrambe le posizioni sono “0”, ”1”, “2” in ordine crescente
di rilevanza combinate secondo lo schema concettuale di tabella B.
Tabella A CONDIZIONI GENERALI PER DEFINIRE LA NECESSITÀ DI UN LIVELLO DI ATTENZIONE DA
PARTE DELL’ORGANIZZAZIONE NEI CONFRONTI DELL’ASPETTO AMBIENTALE.
Termini di valutazione Condizioni da verificare
Esistenza e requisiti di una
legislazione pertinente 1
L'aspetto o l'impatto generato è oggetto di prescrizioni autorizzative, di
disposizioni di legge vigenti, oppure di prevedibili evoluzioni normative?
Potenziale danno ambientale
e fragilità dell’ambiente 2 L'impatto genera conseguenze ambientali oggettivamente rilevabili ?
3 L'impatto genera o può generare conseguenze economiche rilevanti?
4
L'impatto riguarda obiettivi strategici della politica ambientale
aziendale? (Tenuto conto della politica aziendale, sia nei confronti
dell’ambiente in generale, sia nei confronti della salvaguardia
dell’igiene e della sicurezza degli ambienti di lavoro, ricadono
affermativamente in questo caso gli impatti che presentano un indice
di rilevanza IR 21 o 22 )
Importanza per le parti
interessate e per i dipendenti
dell’organizzazione
5 L'impatto è oggetto di sensibilità locale?

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
95
TABELLA B
Esempio:
• Se un rifiuto pericoloso prodotto viene avviato al recupero in quantità superiori al
90% e la quota non recuperata è inferiore a 100 kg/anno, IR=20.
Per ogni tipologia di impatto le soglie che determinano l'indice quantitativo ed i criteri di
assegnazione dell'indice qualitativo sono stabiliti da una dettagliata istruzione operativa;
ciò consente di attribuire l'indice in modo oggettivo o quantomeno riproducibile.
Per valutare la dimensione e la frequenza degli impatti è stato definito un Indice di
Rilevanza (IR) che prende in conto la rilevanza qualitativa, intesa come gravità, e la
rilevanza quantitativa dei fattori di impatto. L'indice è di tipo numerico a due posizioni (ad
esempio 02, 10, 22) ed è costruito secondo lo schema concettuale illustrato nella
precedente tabella B.
Ciascuna delle due posizioni dell’indice può assumere i valori 0, 1, 2: cosicché, 22
rappresenta un impatto che ha la massima rilevanza sia sotto il profilo qualitativo sia
sotto quello quantitativo, 11 rappresenta un impatto medio, 02 può rappresentare un
impatto non associato ad agenti nocivi per l’uomo e per l’ambiente, ma che può avere un
riflesso ambientale a causa della rilevanza quantitativa: è il caso, ad esempio, dello
scarico delle acque di raffreddamento rilasciate in mare che può modificare la
temperatura delle acque. Viceversa, un indice 20 può rappresentare ad esempio il
rilascio di sostanze nocive per l’ambiente ma in quantità limitate tali da non produrre
conseguenze rilevabili: in questo caso la valutazione di significatività comporta l’impegno
a ricercare e ove possibile ad impiegare sostanze alternative meno inquinanti.
INDICE DI RILEVANZA DEI FATTORI DI IMPATTO (IR)
INDICE QUALITATIVO 00 01 02
10 11 12
20 21 22
Area di attribuzione della significatività
(Gravità connessa al fattore d'impatto)
INDICE QUANTITATIVO (Entità e frequenza associate
al fattore)

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
96
L’indice viene determinato in modo oggettivo e riproducibile. In questa scheda è anche
spiegato il modello concettuale seguito per la identificazione degli aspetti ambientali e le
modalità di applicazione dei criteri generali sopra esposti. Il criterio di valutazione
adottato è di seguito riportato:
CRITERIO PER DETERMINARE LA SIGNIFICATIVITÀ DI UN ASPETTO AMBIENTALE
Alta, quando l’IR è pari a 22 e si verifica almeno una delle condizioni riportate in tab.A;
Media, quando IR> 11 e nel contempo si verifica più di una delle condizioni generali di
tabella A.
Bassa, quando l’IR è pari a 02 o 11 ed è oggetto di sensibilità locale, oppure riguarda
obiettivi strategici dell’azienda, o può provocare danni ambientali.
ln tutti gli altri casi l'aspetto è Non Significativo (NS).
Per gli aspetti significativi occorre adottare nell’ambito del sistema di gestione concrete
misure di controllo. Per tutti gli aspetti identificati occorre comunque adottare le misure
necessarie per rispettare le prescrizioni legali anche di natura formale.
Come per l’assegnazione dell’indice di rilevanza, anche per l’esame delle condizioni della
Tabella A, chi effettua la valutazione è guidato da una dettagliata istruzione, si realizza
così una valutazione oggettiva, per quanto possibile, ma sicuramente riproducibile. Gli
aspetti ambientali esaminati sono infatti riportati su un apposito registro che contiene
tutte le informazioni necessarie per comprendere la valutazione fatta. Il registro
costituisce il documento di riferimento per la definizione degli obiettivi e dei traguardi di
miglioramento, nonché per definire le procedure per la gestione e la sorveglianza dei
diversi impatti.
Aspetti Indiretti Dopo aver identificato gli aspetti ambientali è stata operata, in accordo con la
raccomandazione comunitaria già citata la prevista distinzione tra gli aspetti ambientali
diretti e aspetti ambientali indiretti, determinando il grado di controllo e gli aspetti sui quali
l’azienda può esercitare un’influenza. Se l’azienda non ha un controllo diretto Totale

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
97
sull’aspetto, allora questo viene considerato indiretto. Il controllo gestionale viene definito
Parziale.
In una prima fase gli aspetti indiretti, così individuati possono essere analizzati
prescindendo da quale sia il soggetto che lo controlla sotto il profilo gestionale e dal
livello di controllo esercitato, attribuendo l’indice di rilevanza come da IS SGA 431/2 indici
di rilevanza.
Successivamente, in funzione dell’influenza che l’azienda è in grado di esercitare rispetto
a tale attività, si valuta se:
3. L’azienda è in grado di coordinare e sorvegliare con proprio personale tale
attività.
Si identificano due casi:
1a. Se i contratti o capitolati d’appalto includono richieste relative all’aspetto in questione
e sui soggetti esterni, che sono i diretti responsabili dell’attività, vengono regolarmente
effettuati controlli sistematici, il grado di controllo è Alto.
1b. Se il contratto esiste ma non include richieste particolari sull’aspetto in questione e i
controlli effettuati sono sporadici, il grado di controllo è Medio.
4. L’azienda non può controllare l’aspetto con il proprio personale; i
comportamenti dei soggetti terzi sono solo influenzabili da parte dell’azienda.
I casi si distinguono in:
2a. Se l’azienda attua azioni di sensibilizzazione e coinvolgimento di terzi per una
corretta gestione dell’aspetto e si richiedono dati e informazioni necessari al rispetto della
normativa, il grado di controllo è Medio.
2 b. Se l’azienda, pur attuando azioni di sensibilizzazione non riesce ad ottenere dati e
informazioni utili alla valutazione della significatività dell’aspetto, il grado di controllo è
Basso.
Se l’azienda non può controllare né influenzare l’aspetto; le attività le operazioni ed i
servizi di terzi caratterizzati da prestazioni ambientali scadenti o da rischi ambientali o da
impatti per lo più remoti rispetto al sito produttivo, non sono né controllabili attraverso
vincoli contrattuali, né influenzabili mediante azioni di sensibilizzazione e coinvolgimento
di terzi ed inoltre non si possono attuare scelte organizzative, tecnologiche e commerciali
diverse che siano economicamente sostenibili allora il grado di controllo è nullo.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
98
CRITERIO PER DETERMINARE LA SIGNIFICATIVITÀ DI UN ASPETTO AMBIENTALE
INDIRETTO
Media, se il grado di controllo è o medio o basso e l’Indice di Rilevanza è uguale o
superiore a 21.
Bassa, se il grado di controllo è o medio o basso e l’Indice di rilevanza è uguale a 11.
ln tutti gli altri casi l'aspetto è Non Significativo (NS).
Definizione e verifica del campo acustico dell’impianto
Emissioni ed immissioni
Per emissione si intende il rumore
generato da una sorgente misurato in
prossimità della sorgente stessa in
spazi frequentati da persone e
comunità. Nel caso di un impianto
perimetrato i limiti fissati per le
emissioni devono essere verificati sul
confine in spazi frequentabili. Per
immissione si intende il rumore
generato da una o più sorgenti in un
ambiente abitativo o in un ambiente
esterno frequentato da persone e comunità. I valori limite di immissione di una classe
sono maggiori del limite di emissione proprio per tener conto del fatto che più sorgenti
sonore possano contemporaneamente contribuire ad innalzare il livello sonoro in
prossimità di abitazioni o ricettori sensibili all’aperto.
Modello matematico per la definizione del campo acustico
Per valutare l’impatto acustico degli impianti termoelettrici l’Enel ha commissionato al
CIRIAF (Centro Interuniversitario per la Ricerca sugli Inquinamenti da Agenti Fisici –
Classi di destinazione d’uso e valori limite di rumore in dB (A)
Emissioni
massime
Immissioni
massime
giorno notte giorno notte
I aree particolarmente protette 45 35 50 40
II aree prevalentemente residenziali 50 40 55 45
III aree di tipo misto 55 45 60 50
IV aree di intensa attività umana 60 50 65 55
V aree prevalentemente industriali 65 55 70 60
VI aree esclusivamente industriali 65 65 70 70
Note: il periodo diurno va dalle ore 6 alle 22, il notturno alle 22 alle 6,
dB(A) = Decibel A, vedi anche glossario

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
99
Università di Perugia) la predisposizione di un modello matematico che consentisse di
discriminare le immissioni dell’impianto in situazioni acusticamente complesse a causa
della presenza di molte sorgenti e di valutare le modifiche all’impatto acustico in
occasione di rifacimenti impiantistici. Il modello è stato utilizzato e verificato in più
impianti, tanto che Ministero dell’Ambiente lo ha approvato quale strumento di
valutazione dell’impatto acustico dei progetti di modifica degli impianti termoelettrici
sottoposti ad autorizzazione. Il modello è stato sviluppato ed inizialmente validato proprio
nella centrale della Spezia.
L’applicazione del modello richiede la misura dei livelli e delle potenze sonore in
corrispondenza delle principali sorgenti dell’impianto. I dati rilevati costituiscono i dati di
input del modello. Nel caso specifico la caratterizzazione delle sorgenti ha richiesto
misure su 27 punti interni alle aree d’impianto. Per verificare i risultati del modello
(verifica di calibrazione) è sufficiente confrontare su un numero limitato di punti
opportunamente scelti i valori previsti dal modello con valori misurati realmente.
L’applicazione del modello, con riferimento alla situazione impiantistica consolidatasi
dopo gli interventi di adeguamento ambientale, consente di verificare la compatibilità
dell’impatto acustico dell’impianto con la classificazione acustica del territorio sopra
illustrata.
Verifica dei limiti di rumore
Un modo semplice per impostare la verifica di compatibilità dell’impatto acustico della
centrale rispetto alla classificazione acustica del territorio, è quello di sovrapporre le
isofoniche calcolate dal modello, alla mappa che riassume la classificazione acustica del
territorio, come fatto nella Figura 23. Da tale sovrapposizione risulta che, fatta eccezione
per l’area a sud Est dell’impianto (aree interna alla circonferenza gialla sulla figura), sono
rispettati sia i valori di emissione sia i valori di immissione. I valori di emissione vanno
individuati in corrispondenza delle intersezioni delle isofoniche con il perimetro
d’impianto, i valori di immissione, da confrontare con i limiti di zona, devono essere
individuati in prossimità di luoghi abitati o frequentati da persone e comunità. I valori
limite di immissione sono ovunque rispettati.

Divisione Generazione ed Energy Management Unità di Business della Spezia
Relazione Tecnica dei Processi Produttivi
100
Il rispetto dei limiti di immissione assoluta esonera l’impianto dalla verifica del livello di
immissione differenziale, vale a dire dalla valutazione della variazione del rumore
all’interno degli ambienti abitativi dovuta all’emissione dell’impianto rispetto alla
situazione di impianto fermo.