QUADERNO DEGLI ATTORI - gonews.itarchivio.gonews.it/pdf/quaderno_waste.pdf · altro tipo, per...
43
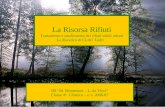
www.insiemeperdecidere.it Analizziamo insieme la proposta del pirogassificatore per rifiuti industriali, il suo impatto su ambiente e salute e le possibili alternative FEBBRAIO 2011 LA PROPOSTA DEL PIROGASSIFICATORE MEMORIA DEPOSITATA DAL PROPONENTE WASTE RECYCLING SPA QUADERNO DEGLI ATTORI
Transcript of QUADERNO DEGLI ATTORI - gonews.itarchivio.gonews.it/pdf/quaderno_waste.pdf · altro tipo, per...

www.insiemeperdecidere.it
Analizziamo insieme la proposta del pirogassificatore per rifiuti industriali, il suo impatto su ambiente e salute e le possibili alternative
FEBBRAIO 2011
LA PROPOSTA DEL
PIROGASSIFICATORE
MEMORIA DEPOSITATA DAL PROPONENTE
WASTE RECYCLING SPA
QUADERNO DEGLI ATTORI

www.insiemeperdecidere.it
WASTE RECYCLING
3
1 INTRODUZIONE
2 LA PRODUZIONE E LA GESTIONE DEI RIFIUTI URBANI E SPECIALI: ORIENTAMENTI NORMATIVI E DATI DI RIFERIMENTO
2.1 La cornice europea
2.2 Rifiuti urbani e rifiuti speciali
2.3 La produzione complessiva dei rifiuti
2.4 La gestione dei rifiuti urbani in Italia e nei diversi paesi Europei
2.5 La gestione dei rifiuti speciali in Italia e nei diversi paesi Europei
2.6 La gestione dei rifiuti urbani e speciali in Toscana
2.7 Lo smaltimento dei rifiuti urbani in Toscana
2.8 Lo smaltimento dei rifiuti speciali in Toscana
2.9 Produzione e smaltimento dei rifiuti speciali nella Provincia di Pisa
3 LA STRATEGIA DEL GRUPPO ECOLEVANTE
3.1 La società Waste Recycling SpA
3.2 Stoccaggio e selezione dei rifiuti non pericolosi
3.3 Trattamento di rifiuti pericolosi
3.4 Impianto di inertizzazione
3.5 Trattamento dei rifiuti allo stato liquido
3.6 La selezione e il recupero dei rifiuti speciali
3.7 Rifiuti in ingresso all’impianto di pirogassificazione
3.8 La localizzazione del progetto
3.9 L’impianto di pirogassificazione NSE Industry
3.10 Integrazione con la piattaforma Waste Recycling
3.11 La crescita continua di Waste Recycling
3.12 Considerazioni sui dipendenti in forza in data odierna
4 IMPIANTI DI TRATTAMENTO TERMICO A TECNOLOGIA INNOVATIVA
4.1 La combustione
4.2 I processi di trattamento termico dei rifiuti
4.3 La diffusione dei trattamenti termici a livello mondiale
INDICE
7
8
8
9
10
11
12
13
14
16
16
17
17
18
18
21
22
23
24
25
26
26
27

www.insiemeperdecidere.it
QUADERNO DEGLI ATTORI
4
4.4 I vantaggi della gassificazione
4.5 La tecnologia NSE
4.6 Il pirogassificatore NSE
4.7 Scheda di sintesi dei rifiuti trattabili
4.8 Bilanci energetici e massivi
4.9 Gli impatti atmosferici attesi
5 CONCLUSIONI
6 BIBLIOGRAFIA
INDICE DELLE FIGURE
Figura 1 - La gestione dei rifiuti speciali in Italia nel 2006
Figura 2 – Raccolta differenziata di rifiuti urbani e assimilati 1998-2008
Figura 3 - Il recupero di materia dai rifiuti speciali in Toscana
Figura 4 - Il ciclo dei rifiuti in Toscana –aggiornamento dati 2008
Figura 5 – La gestione dei rifiuti speciali in Toscana nel 2005
Figura 6 – Materiali recuperati dai rifiuti solidi non pericolosi da Waste Recycling nel 2009
Figura 7 - Raccolta per principali tipologie di rifiuti/materiali - acciaio, alluminio, carta, legno, plastica, vetro, con esclusione dei rifiuti organici - (000/ton)
Figura 8 – L’impianto di pirogassificazione all’interno della piattaforma Waste Recycling
Figura 9 – La scomposizione della combustione della tecnologia NSE
Figura 10 – L’utilizzo diretto del syngas con la tecnologia NSE
Figura 11 - Tecnologia Individuata tra le MTD (Migliori Tecniche Disponibili)
Figura 12 - Tecnologia NSE
Figura 13 – Il pirogassificatore NSE
Figura 14 – Schema a blocchi del processo
Figura 15 – Il diagramma di Sankey
28
29
32
36
36
38
40
42
8
9
10
11
11
19
20
23
30
31
32
32
34
37
37

www.insiemeperdecidere.it
WASTE RECYCLING
5
INDICE DELLE TABELLE
Tabella 1 - Produzione e gestione dei rifiuti urbani in Europa (2008)
Tabella 2 - Le potenzialità di trattamento di alcuni termovalorizzatori
Tabella 3 – Caratteristiche dei trattamenti termici
Tabella 4 – Caratteristiche dei rifiuti trattati
Tabella 5 – Quantità annue trattate e prodotte dall’impianto
9
22
27
36
36

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it6
1. INTRODUZIONE
Le pagine che seguono hanno lo scopo di contribuire alla riflessione e alla discussione della Giuria dei cittadini che sarà insediata all’interno del processo partecipativo.
Consapevoli della complessità e della delicatezza dei temi trattati, che frequentemente e anche in questo caso suscitano posizioni precostituite e non raramente ideologiche, le pagine che seguono sono ispirate dalla conoscenza e dalle competenze presenti dentro e fuori la nostra azienda e ancorate per quanto possibile alla massima oggettività.
Non vi si troveranno sotto valutazioni né delle ragioni di una preconcetta ostilità, di cui abbiamo avvertito la presenza anche all’interno della commissione di garanzia, ma neppure una immotivata presentazione delle ragioni che hanno spinto l’azienda a richiedere l’installazione di questo impianto.
L’auspicio della Waste Recycling rimane quello che ha ispirato inizialmente l’accettazione del processo partecipativo (di cui è co-promotore) e cioè che si possa svolgere nel merito dei problemi un confronto scevro da ogni eccesso e soprattutto ancorato ai fatti e alle espressioni delle varie competenze che in materia saranno ascoltate.
Questo testo non rappresenta un documento alternativo al Documento Informativo Ufficiale, bensì una sua integrazione. Del resto è nello stesso spirito del processo partecipativo e della scelta della Giuria popolare l’esigenza che le diverse parti in causa possano rappresentare compiutamente il loro punto di vista affinché possa essere valutato.

WASTE RECYCLING
www.insiemeperdecidere.it 7
2.1 La cornice europeaA livello Europeo, ogni anno, i 495 milioni di abitanti dei 27 Stati Membri producono circa 2.970.000.000 di tonnellate di rifiuti urbani e speciali, ovvero circa 6 ton pro capite. Eliminando i rifiuti provenienti dai settori estrattivi, quali ad esempio le miniere, e dalle attività di costruzione e demolizione, il quantitativo si abbassa a 1.300.000.000 di tonnellate, delle quali circa il 17% costituiti da rifiuti urbani e l’83% da rifiuti speciali[1].
Il conferimento in discarica, quale modalità di stoccaggio definitivo, è ancora oggi uno dei sistemi di smaltimento più utilizzati verso il quale, ad esempio, nel 2006 è stato conferito più del 50% del totale dei rifiuti a livello europeo, seppur esso non rappresenti una soluzione ambientalmente sostenibile. La migliore soluzione rimane quella di evitare di produrre rifiuti e, quando esistano soluzioni ecologicamente ed economicamente sostenibili in tal senso, procedere al riciclaggio delle varie componenti dei prodotti. Le normative europee e conseguentemente quelle nazionali sono tutte finalizzate al raggiungimento di questo obiettivo.
La Direttiva Europea 2008/98/CE, recepita in Italia alla fine del 2010 con il quarto correttivo del D.Lgs. 152/06 (principale testo di riferimento per la normativa in campo ambientale) stabilisce le misure volte a proteggere l’ambiente e la salute umana prevenendo o riducendo gli impatti negativi della produzione e della gestione dei rifiuti. L’imminente messa al bando delle buste di plastica non biodegradabili utilizzate per fare la spesa è un pratico esempio di come le misure atte alla riduzione dei rifiuti vengono perseguite.
La Direttiva istituisce anche la gerarchia delle azioni in materia di rifiuti: la prevenzione della produzione del rifiuto, la preparazione per il riutilizzo, il riciclaggio, il recupero di altro tipo, per esempio il recupero di energia ed infine lo smaltimento in discarica.
La logica di riduzione della produzione del rifiuto alla fonte e del riciclaggio è mirata a ridimensionare il ricorso allo smaltimento e in particolare alla discarica, che, come detto, rappresenta oggi il più diffuso.
Ciò anche nell’ottica di ridurre la produzione dei gas serra, ovvero di quei gas che contribuiscono al riscaldamento globale del pianeta e che sono, nel campo del trattamento rifiuti, prodotti anche dalle discariche.
Secondo i dati dell’inventario nazionale in Italia nel 2007 le emissioni complessivamente imputabili al settore del trattamento e dello smaltimento dei rifiuti ammontano a circa 18,5 milioni di tonnellate equivalenti di anidride carbonica, di cui il 72% prodotto proprio dalle discariche[2].
Anche le discariche più evolute e di ultima generazione producono gas e in particolare metano, il cui potenziale di riscaldamento globale è superiore di oltre 20 volte rispetto a quello dell’anidride carbonica. Negli impianti migliori non si riesce a recuperare più del 40% del metano generato[2].
2. LA PRODUZIONE E LA GESTIONE DEI RIFIUTI URBANI E SPECIALI: ORIENTAMENTI NORMATIVI E DATI DI RIFERIMENTO

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it8
2.2 Rifiuti urbani e rifiuti specialiIl D.Lgs. 152/06 definisce la nozione di rifiuto e classifica le varie tipologie. Per rifiuto si intende “qualsiasi sostanza od oggetto di cui il detentore si disfi o abbia l’intenzione o abbia l’obbligo di disfarsi”. I rifiuti sono classificati secondo la loro origine in rifiuti urbani e rifiuti speciali e, secondo le caratteristiche di pericolosità, in rifiuti pericolosi e rifiuti non pericolosi.
Tra i rifiuti urbani rientrano i rifiuti domestici, anche ingombranti, i rifiuti non pericolosi assimilati ai rifiuti urbani, come ad esempio alcuni rifiuti prodotti dalle attività commerciali, i rifiuti provenienti dallo spazzamento delle strade, i rifiuti vegetali provenienti da aree verdi pubbliche, ecc.
Tra i rifiuti speciali rientrano i rifiuti da attività agricole e agro-industriali, i rifiuti derivanti dalle attività di demolizione, costruzione e scavo, i rifiuti da lavorazioni industriali, artigianali, commerciali, i rifiuti derivanti dalla attività di recupero e smaltimento di rifiuti, i fanghi prodotti dalla potabilizzazione e da altri trattamenti delle acque e dalla depurazione delle acque reflue e da abbattimento di fumi, i rifiuti derivanti da attività sanitarie, ecc.
I rifiuti sono classificati pericolosi quando presentano specifiche caratteristiche legate alla loro origine e alla loro composizione, con particolare riferimento a valori di concentrazione delle sostanze in essi contenuti, che li rendono pericolosi.
È importante evidenziare le differenze che esistono tra rifiuti urbani e rifiuti speciali, non tanto in termini qualitativi o quantitativi, ma soprattutto gestionali.
Per quanto riguarda la gestione dei rifiuti urbani ne sono responsabili le amministrazioni Pubbliche e in particolare i comuni che attraverso consorzi obbligatori sovraintendono alla programmazione e alla gestione del ciclo dei rifiuti urbani, secondo criteri di autosufficienza all’interno di ciascuno degli ambiti territoriali ottimali di riferimento. In Toscana dopo l’emanazione della L.R. 61/2007 gli ambiti territoriali ottimali sono passati da 10 (su base provinciale) a 3 (ATO Toscana Centro, ATO Toscana Costa, ATO Toscana Sud).
Diverso è l’approccio alla gestione dei rifiuti speciali, che sono gestiti, nel rispetto delle norme, secondo la logica del libero mercato che porta alla ricerca delle soluzioni di smaltimento più economiche, senza limitazioni di natura territoriale. Tendenzialmente quindi, mentre i rifiuti urbani vengono gestiti all’interno del bacino territoriale che li ha prodotti, i rifiuti speciali vengono destinati a impianti di trattamento (recupero o smaltimento) non sempre ubicati in prossimità dei luoghi di produzione del rifiuto e spesso addirittura al di fuori dei confini nazionali. In questa logica è difficile perseguire l’ordine di priorità nella gestione dei rifiuti che la normativa ha individuato, ricordando il principio di autosufficienza e prossimità richiamato dal D.Lgs, 152/06 anche in riferimento allo smaltimento dei rifiuti speciali al fine di ridurre i movimenti dei rifiuti stessi. A tal proposito si segnalano anche gli impegni assunti in sede di governo regionale per un piano di gestione dei rifiuti speciali su base regionale.
Allo stato attuale il ricorso alla discarica rappresenta, anche per i rifiuti speciali, il sistema più diffuso di trattamento (smaltimento).
2.3 La produzione complessiva dei rifiutiNel 2006 in Italia sono stati prodotti circa 164 milioni di tonnellate di rifiuti di cui circa 32,5 milioni di rifiuti urbani. Del rimanente quantitativo, eliminati i circa 42 milioni di

WASTE RECYCLING
www.insiemeperdecidere.it 9
rifiuti da attività di costruzione e demolizione, circa 89,5 milioni sono costituiti da rifiuti speciali non pericolosi (89%) e pericolosi (11%)[3]. In termini di produzione pro capite si hanno valori di 540 kg per i rifiuti urbani e oltre 2.100 kg per i rifiuti speciali, che si riducono a circa 1.800 kg se si escludono i rifiuti da attività di costruzione e demolizione.
Non molto diversi sono i dati relativi alla Regione Toscana che ha prodotto nel 2005 circa 2,5 milioni di tonnellate di rifiuti urbani (circa 700 kg pro capite, dato superiore alla media nazionale in ragione soprattutto dei criteri di assimilazione dei rifiuti derivanti da attività produttive) e circa 4,6 milioni di tonnellate di rifiuti speciali (1.300 kg pro capite, dato inferiore alla media nazionale in ragione dei criteri di assimilazione di cui sopra), escludendo i rifiuti da attività di costruzione e demolizione[4].
Nonostante i rifiuti di produzione industriale siano circa il triplo di quelli di origine urbana, l’attenzione dell’opinione pubblica è essenzialmente rivolta al problema dei rifiuti urbani.
2.4 La gestione dei rifiuti urbani in Italia e nei diversi paesi EuropeiSi riporta di seguito una tabella[5] in cui sono rappresentate le percentuali di rifiuti urbani che ciascuno dei paesi dell’Europa dei 27 destina a discarica, incenerimento, recupero e compostaggio.
Nel paese il ricorso alla discarica è ancora oggi al di sopra della media europea. Tale media è data dal quasi totale conferimento in discarica di paesi di nuovo ingresso in Europa e all’opposto da un limitato uso da parte di paesi più simili all’Italia per reddito e sviluppo economico-sociale. Si evidenzia inoltre come, nei casi in cui il ricorso alla discarica sia contenuto, risultino più elevate le pratiche di recupero e di termovalorizzazione.
Sigla Paese Produzione procapite
Discarica
(%)
Incenerimento
(%)
Recupero
(%)
Compostaggio
(%)
AT Austria 601 3 27 29 40
BE Belgium 493 5 36 35 25
BG Bulgaria 467 100 0 0 0
CY Cyprus 770 87 0 13 0
CZ Czech Rep. 306 83 13 2 2
DE Germany 581 1 35 48 17DK Denmark 802 4 54 24 18EE Estonia 515 75 0 18 8EL Greece 453 77 0 21 2ES Spain 575 57 9 14 20EU27 EU27 524 40 20 23 17FI Finland 522 50 17 25 8FR France 543 36 32 18 15HU Hungary 453 74 9 15 2IE Ireland 733 62 3 32 3IT Italy 561 44 11 11 34LT Lithuania 407 96 0 3 1LU Luxembourg 701 19 36 25 20

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it10
LV Latvia 331 93 0 6 1MT Malta 696 97 0 3 0NL Netherlands 62 1 39 32 27PL Poland 320 87 1 9 4PT Portugal 477 65 19 9 8RO Romania 382 99 0 1 0SE Sweden 515 3 49 35 13SI Slovenia 459 66 1 31 2SK Slovakia 328 83 10 3 5UK U. Kingdom
56555 10 23 12
Tabella 1 - Produzione e gestione dei rifiuti urbani in Europa (2008)
In Italia quindi i rifiuti urbani vengono conferiti per circa il 44% a discarica, mentre il rimanente quantitativo è in parte compostato (34%), recuperato (11%) e incenerito (11%). Effettuando un confronto tra l’Italia e paesi ad essa simili dal punto di vista socio-economico vediamo che il nostro paese detiene il triste primato del più alto utilizzo della discarica in termini percentuali, visto che siamo al 36% in Francia e addirittura all’1% in Germania e al 3% in Austria.
Questo aspetto è aggravato dal fatto che in Italia non si avverte ancora una significativa inversione di tendenza[6].
2.5 La gestione dei rifiuti speciali in Italia e nei diversi paesi EuropeiIl primo dato da evidenziare è che, tanto in Italia, quanto in Europa la percentuale di rifiuti speciali recuperata è più consistente di quella che si ottiene dai rifiuti urbani[1].
Quanto sopra appare evidente nonostante la difficoltà a comparare i diversi paesi e tenuto conto della produzione di scorie minerarie che in talune nazioni rende il ricorso alla discarica difficile da evitare. Quanto sopra evidenziato trova conferma anche nel dato relativo all’Italia, anche se non si considera il contributo dei rifiuti da costruzione e demolizione[7]. Si veda il grafico di seguito riportato.
Cosa ci dice il grafico:
• il 55,7% dei rifiuti speciali, pari ad un quantitativo di 57,7 milioni di tonnellate, viene avviato ad operazioni di recupero di materia;
Figura 1 - La gestione dei rifiuti speciali in Italia nel 2006

www.insiemeperdecidere.it
WASTE RECYCLING
11
• il 18,4% dei rifiuti, pari a 19 milioni di tonnellate, è smaltito in discarica;
• il 22,3%, pari a circa 23,1 milioni di tonnellate di rifiuti, è avviato in impianti di trattamento chimico-fisico o biologico e ricondizionamento preliminare, quali ad esempio impianti di depurazione per liquidi, fanghi e percolati o impianti di inertizzazione solidi;
• il 2,6%, pari a quasi 2,7 milioni di tonnellate di rifiuti, viene utilizzato come fonte di energia, sia in impianti dedicati (impianti di recupero di biogas, impianti di valorizzazione di biomasse, gassificatori), sia in impianti produttivi quali cementifici, impianti per la produzione di energia ed altri impianti che utilizzano rifiuti come combustibile in luogo di quelli convenzionali; in tale quantità non viene incluso l’incenerimento con recupero di energia;
• l’1% circa dei rifiuti gestiti, pari a oltre 1 milione di tonnellate, è avviato all’incenerimento con o senza recupero di energia.
L’esigenza di contenere i costi da parte delle imprese di produzione (recuperando più materia possibile) ma anche di trattamento e smaltimento sembra quindi di per sé ridurre le quantità di rifiuti destinati a discarica, almeno rispetto ai rifiuti urbani, anche se importanti quantitativi (circa 23 milioni di tonnellate all’anno) vi sono tuttora destinati.
2.6 La gestione dei rifiuti urbani e speciali in ToscanaI risultati nel recupero dei rifiuti urbani[8].
Figura 2 – Raccolta differenziata di rifiuti urbani e assimilati 1998-2008
I risultati nel recupero dei rifiuti speciali[4, 9, 10, 11].

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it12
Figura 3 - Il recupero di materia dai rifiuti speciali in Toscana
Comparando i trend di crescita della raccolta differenziata per i rifiuti urbani e di recupero di materia dei rifiuti speciali, inclusi i rifiuti da costruzione e demolizione, si nota come nel periodo 2004-2006 sia rimasta praticamente costante la quota percentuale dei rifiuti urbani raccolti mediante la raccolta differenziata, mentre sia fortemente cresciuta la quota parte dei rifiuti speciali avviati a sistemi di recupero di materia. Risulta quindi evidente la tendenza del sistema produttivo a recuperare sempre più materia, considerati anche gli alti costi di smaltimento. Occorre inoltre segnalare che, come si evidenzia anche nella tabella del capitolo successivo, mentre quasi tutto il materiale recuperato fra gli speciali viene riutilizzato lo stesso non si può dire (o almeno permangono molti punti interrogativi) per quanto riguarda il settore degli urbani.
2.7 Lo smaltimento dei rifiuti urbani in ToscanaDi seguito si riporta uno schema di flusso rappresentativo della gestione dei rifiuti urbani in Toscana relativo all’anno 2008[8].
Anche in Toscana, come si può vedere, la discarica (l’ultima delle soluzioni) è ancora oggi la destinazione del 48% dei rifiuti urbani. Un dato ben lontano dal 20%, obiettivo dei piani più avanzati.
Inoltre, come già accennato, risulta di difficile determinazione la quantità di materiale selezionato e trattato con la raccolta differenziata che effettivamente è reinserito sul mercato. Infatti, come scrive la commissione speciale regionale:“l’anello in parte mancante del ciclo è quello del RICICLO E RIUSO. Si fa presente che nel sistema attuale nazionale non è quantificabile il dato relativo a quanto del materiale selezionato e trattato della raccolta differenziata sia effettivamente reinserito sul mercato e quanto invece rientri nel ciclo di smaltimento.”[8]
Come ben si comprende, è questo il limite più grande allo sviluppo ulteriore del recupero. Infatti, quasi sempre, attività di riciclo e recupero etichettate come “virtuose”, generalmente sono tali perché gestiscono solo la quota parte dei rifiuti caratterizzati da una sicura possibilità di riutilizzo, senza prendersi in carico quelle frazioni che ad oggi non trovano possibilità di sbocco sul mercato delle materie prime seconde.

WASTE RECYCLING
www.insiemeperdecidere.it 13
Figura 4 - Il ciclo dei rifiuti in Toscana – aggiornamento dati 2008
2.8 Lo smaltimento dei rifiuti speciali in ToscanaIl Governo della Toscana si è posto come obiettivo l’attuazione delle necessarie misure perché in tempi brevi il territorio regionale si possa dotare di un sistema ancor più efficace e moderno di gestione del ciclo del rifiuto.
Un passaggio necessario in questa direzione è ritenuta la redazione e l’adozione del nuovo Piano Regionale per i rifiuti speciali, dal quale in cascata deriverà l’aggiustamento dei Piani Interprovinciali, tra cui quello che riguarda la Provincia di Pisa ricompresa nell’ATO Toscana Costa. Si ipotizza che per il completamento di queste attività siano necessari all’incirca ancora due anni.Di seguito si riporta uno schema di flusso rappresentativo dello smaltimento dei rifiuti speciali prodotti in Toscana relativo all’anno 2005[3].
Figura 5 – La gestione dei rifiuti speciali in Toscana nel 2005

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it14
Con riferimento all’anno 2005 in Toscana la situazione nel campo dei rifiuti speciali, inclusi i rifiuti da costruzione e demolizione, non differisce dal quadro nazionale[4]; infatti la ripartizione della gestione dei rifiuti speciali nelle diverse operazioni di recupero e smaltimento, ad esclusione delle operazioni di messa in riserva e stoccaggio, ha registrato le seguenti percentuali:
• 53,5% dei rifiuti avviati al recupero di materia,
• 22,1% dei rifiuti smaltiti in discarica,
• 0,8% dei rifiuti avviati a recupero di energia,
• 0,7% dei rifiuti avviati a incenerimento,
• 22,9% dei rifiuti smaltiti secondo altre operazioni (in genere di tipo chimico-fisico e biologico, quali ad esempio impianti di depurazione per liquidi, fanghi e percolati o impianti di inertizzazione solidi)
Si evidenzia anche come la sommatoria delle frazioni avviate a incenerimento o recupero di energia del caso toscano (1,5%) sia inferiore all’analogo dato nazionale (3,6%).
2.9 Produzione e smaltimento dei rifiuti speciali nella Provincia di PisaEsaminando con maggior dettaglio quanto avviene in Provincia di Pisa si osserva che i rifiuti prodotti sono i seguenti:
• 250.000 ton/anno di rifiuti urbani (dato 2008),
• 1.000.000 ton/anno di rifiuti non pericolosi (dato 2007),
• 80.000 ton/anno di rifiuti pericolosi (dato 2007).
In linea di massima i rifiuti speciali trattati in Provincia di Pisa sono in percentuale destinati alle seguenti soluzioni di trattamento (recupero/smaltimento):
• i rifiuti solidi sono avviati per il 50% circa in discarica e per il 50% circa a recupero,
• i rifiuti liquidi sono avviati a trattamenti di tipo chimico-fisico e biologico.
I rifiuti speciali recuperati sono sottoposti alle seguenti operazioni:
• operazioni di recupero di materia ad esempio quelle che avvengono in impianti per il trattamento (tipo selezione e triturazione) dei rifiuti
• operazioni di recupero di sostanze organiche, operazione associata a una vasta gamma di impianti di recupero del legno, della carta e della plastica,
• operazioni di spandimento al suolo a beneficio dell’agricoltura di fanghi, di compost, di acque di vegetazione e come fertilizzanti e ammendanti in agricoltura.
C’è da segnalare inoltre che la maggior parte dei rifiuti speciali che non trova trattamento all’interno del territorio della provincia di Pisa ed è quindi avviato a impianti fuori provincia riguarda le categorie dei CER 19, ovvero i rifiuti prodotti da impianti di trattamento dei rifiuti, impianti di trattamento delle acque, nonché dalla potabilizzazione dell’acqua e dalla sua preparazione per uso industriale, a testimonianza del fatto che il ciclo di tali rifiuti non risulta chiudersi in loco in rispetto dei principi di autosufficienza e prossimità a cui la gestione dei rifiuti deve mirare.
In questo contesto il punto cardine della programmazione territoriale della Provincia di Pisa per la gestione dei rifiuti speciali sembrerebbe essere rappresentato dal perseguimento

WASTE RECYCLING
www.insiemeperdecidere.it 15
del principio dell’autosufficienza per il recupero e lo smaltimento dei rifiuti; in particolare il principio di prossimità è da promuovere, per quanto tecnicamente ed economicamente sostenibile, in modo da tendere ad un sistema volto all’autosufficienza nello smaltimento e nella specializzazione impiantistica per limitare la movimentazione dei rifiuti speciali e rispondere efficacemente alle esigenze di trattamento/valorizzazione/smaltimento dei rifiuti prodotti dai comparti produttivi. Alla luce di ciò gli impianti di trattamento dei rifiuti sono da collocarsi in aree con destinazione urbanistica a zona industriale o servizi tecnologici equivalenti.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it16
3.1 La società Waste Recycling SpALa prima azienda del gruppo Ecolevante è nata circa 18 anni fa e deriva dall’esperienza pluriennale della ditta individuale di uno degli attuali azionisti.
Inizialmente l’attività volgeva esclusivamente della gestione dei rifiuti industriali del Comprensorio del Cuoio.
Oggi negli impianti di Santa Croce sull’Arno e Castelfranco di Sotto si sono sviluppate quattro fondamentali linee di business:
• stoccaggio e selezione dei rifiuti non pericolosi,
• trattamento di rifiuti pericolosi.
• impianto di inertizzazione,
• trattamento dei rifiuti allo stato liquido.
Nel 2009 la società ha trattato circa 270.000 tonnellate di rifiuti così suddivisi:
• 193.000 ca. tonnellate di rifiuti liquidi,
• 65.000 ca. tonnellate di rifiuti solidi non pericolosi,
• 12.000 ca. tonnellate di rifiuti solidi pericolosi.
Rifiuti ritirati nel Comprensorio del Cuoio:
• 2.700 ca. tonnellate di rifiuti liquidi,
• 28.000 ca. tonnellate di rifiuti solidi non pericolosi,
• 2.000 ca. tonnellate di rifiuti solidi pericolosi.
Considerando che la percentuale di recupero dei rifiuti solidi non pericolosi si attesta relativamente per l’anno 2009 intorno al 50%, si desume che circa 14.000 tonnellate di rifiuti provenienti dal Comprensorio del Cuoio sono state smaltite in discarica.
3.2 Stoccaggio e selezione dei rifiuti non pericolosiPer quanto riguarda le operazioni di selezione e recupero dei materiali riutilizzabili l’azienda ha affiancato alla cernita manuale un impianto di selezione semiautomatico che contribuisce al recupero delle matrici più significative quali, carta-cartone, legno, materiali ferrosi, sottoprodotti conciari (rasature, ritagli di pelle, pezzami, ecc), tutte le tipologie di plastiche, verde, ecc.
L’attività di selezione dei rifiuti della Waste Recycling consente di avviare al recupero oltre il 50% dei rifiuti trattati, i quali sono costituiti principalmente da imballi, scarti e sfridi di lavorazione provenienti da attività commerciali, artigianali e industriali.
Nel 2009 le 65.000 ca. tonnellate di rifiuti solidi non pericolosi sono state suddivise nei seguenti flussi:
• 25.000 ca. tonnellate avviate a selezione con conseguente recupero di 15.000 ca.
3. LA STRATEGIA DEL GRUPPO ECOLEVANTE

WASTE RECYCLING
www.insiemeperdecidere.it 17
tonnellate di materiali
• 40.000 ca. tonnellate avviate a smaltimento diretto in discarica perché costituite da tipologie non recuperabili o perché contaminate (poliaccopiati di diversi materiali, imballaggi di ogni tipologia contaminati con sostanze che ne rendono impossibile il recupero, sfridi di pelle non recuperabili, scarti tessili non recuperabili, scarti da industria alimentare, scarti provenienti dall’industria della lavorazione di materiali plastici, materiali non recuperabili provenienti da costruzioni e demolizioni del comparto edile, ecc).
Nel 2009 sono quindi state recuperate 15.000 ca. tonnellate sulle 25.000 ca. costituite da rifiuti potenzialmente recuperabili.
3.3 Trattamento di rifiuti pericolosiNel reparto destinato allo stoccaggio, trattamento, miscelazione e ricondizionamento dei rifiuti pericolosi vengono conferite moltissime tipologie di rifiuti; a seconda delle loro caratteristiche e delle dotazioni impiantistiche di cui l’azienda dispone, vengono effettuate operazioni varie che vanno dal semplice stoccaggio in attesa di inviare il rifiuto verso centri di trattamento esterni, oppure operazioni di sconfezionamento e riconfezionamento. Vengono inoltre eseguite operazioni di miscelazione/triturazione che danno origine a una miscela di rifiuti misti da conferire a impianti di termovalorizzazione.
In Italia questi impianti praticamente non esistono, quindi l’azienda è costretta ad inviarli principalmente in Germania, Austria, Francia, Danimarca, dove gli impianti non mancano e i rifiuti vengono gestiti come risorsa per produrre energia elettrica che viene poi venduta alla rete.
Lo sviluppo del settore rifiuti pericolosi ha richiesto investimenti importanti specialmente sulle competenze, professionalità ed esperienze attualmente presenti in azienda, che consentono di poter gestire in sicurezza questa tipologia di rifiuti.
Inoltre è stato necessario intensificare e rafforzare i rapporti con impianti di smaltimento esteri vista la carenza sul territorio nazionale.
3.4 Impianto di inertizzazioneIn questo impianto si trattano quelle tipologie di rifiuti che, se gestite tal quali, non trovano facile collocazione negli impianti finali di smaltimento. Rientrano in questa tipologia tutti i rifiuti allo stato polverulento, i fanghi, le ceneri, ecc… Tramite questo impianto viene effettuato un processo di stabilizzazione con leganti idraulici (principalmente idrossido di calcio) e viene quindi prodotto un rifiuto palabile, non polverulento, non percolante e facilmente gestibile dalle discariche, perché molto simile ad un terreno e con test di cessione conforme alle disposizioni di legge.
In questo impianto passano fanghi e polveri con le più svariate caratteristiche chimico/fisiche e quindi l’azienda, sulla base della propria esperienza, è in grado di individuare, sulla scorta di precise analisi, i rifiuti che sono compatibili fra loro, i leganti idraulici più appropriati per stabilizzare la miscela, gli interventi necessari per far rientrare le miscele prodotte all’interno dei limiti di accettabilità propri di ogni discarica a cui la miscela è destinata.
E’ intenzione della Waste Recycling intraprendere investimenti non indifferenti per

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it18
sviluppare l’impianto esistente, garantire una costante innovazione tecnologica e arrivare a gestire in automatico l’intero processo.
Per questo verrà intensificata la collaborazione con gli istituti di ricerca che stanno seguendo la società in questo percorso e si potrà contare sull’apporto tecnico scientifico dei laboratori di analisi dell’azienda che saranno di supporto in tutte le fasi al fine migliorare il prodotto e allargare il range di intervento.
3.5 Trattamento dei rifiuti allo stato liquidoQuesto settore ha la particolarità di essere gestito commercialmente dalla New Eco società costituita al 50% dal Consorzio Depuratore e al 50% dalla Waste Recycling, alla quale è demandata la conduzione, la direzione tecnica e lo sviluppo commerciale.
A seguito della ristrutturazione dell’impianto ex consortile del Comune di Castelfranco di Sotto, come detto gestito tecnicamente da Waste Recycling, e grazie ai significativi investimenti fatti sia per quanto riguarda le tecnologie applicate, che la formazione del personale e del numero degli addetti, oggi l’azienda è in grado di soddisfare ampiamente le esigenze del territorio provinciale nella gestione dei rifiuti liquidi (in particolare percolati delle discariche anche locali).
Si fa notare che il Consorzio Depuratore è costituito in grandissima parte dai Soci che conferiscono direttamente all’impianto Aquarno e dai Comuni di Santa Croce e Castelfranco.
Il Comune di Castelfranco di Sotto, in virtù di una convenzione approvata con Delibera Consiliare n.23 del 30/03/09, riceverà come canone di locazione l’ex depuratore consortile una quota fissa di 35.000 euro annue, oltre a una royalty così calcolata di 0,5 euro per ogni metro cubo trattato eccedente 125.000 metri cubi annui in uscita alla Waste Recycling.
Nel 2010 sono stati trattati 169.301 metri cubi di liquidi; per differenza risulta una eccedenza di 44.301 metri cubi che moltiplicati per 0,5 euro da come risultato 22.150 euro.
La somma dei due contributi porta quindi ad un valore complessivo di 57.150 euro che il Comune di Castelfranco di Sotto riceverà relativamente all’esercizio 2010. Quanto sopra grazie alla riattivazione di un impianto dismesso dal 2002 e rimesso in funzione, dopo riammodernamento da parte dalla Waste Recycling e che tra l’altro ha portato sei nuovi posti di lavoro.
Questo a testimonianza di come un’azienda privata ben inserita nel territorio è una ricchezza per la comunità.
3.6 La selezione e il recupero dei rifiuti specialiAll’impianto di selezione presente all’interno della piattaforma Waste Recycling vengono inviate quelle frazioni merceologiche costituite da materiali potenzialmente recuperabili.
Nel 2009, come detto, sono stati recuperate circa 15.000 ton di materiali costituiti da:
• carta (1.357 ton),
• legno (3.437 ton),

WASTE RECYCLING
www.insiemeperdecidere.it 19
• plastica (321 ton),
• materiali ferrosi (1.070 ton),
• verde (1.392 ton),
• sottoprodotti conciari – rasature, ritagli di pelle, pezzami, ecc (5.665 ton),
• vetro (372 ton),
• altro (1.536 ton).
Inoltre sono stati avviati a recupero anche alcuni materiali pericolosi quali RAEE (Rifiuti da Apparecchiature Elettriche ed Elettroniche), olii, batterie, lampade al neon, ecc per un totale di 1.662 ton.
Figura 6 – Materiali recuperati dai rifiuti solidi non pericolosi da Waste Recycling nel 2009
Le nazioni più evolute da decenni sfruttano i rifiuti per la produzione di energia in alternativa ai combustibili fossili e a discapito del conferimento in discarica. Anche le attuali normative europee sostengono che il recupero energetico sia un punto della gerarchia del trattamento dei rifiuti da adottare per ridurre lo smaltimento in discarica.
Moltissime tipologie di materiali oggi avviate allo smaltimento in discarica perché già sfruttato il recupero o perché non recuperabili tal quali, possono essere valorizzate come fonti di energia alternative ai combustibili fossili. Se si tratta di rifiuti speciali il ragionamento è ancor più valido; basta pensare ad esempio ai seguenti materiali:
• tutti i poliaccoppiati (carta-legno, plastica-carta, pelle-cartone, formica-truciolare),
• imballi in carta e/o cellophane sporchi non pericolosi,
• rifiuti dalle operazioni di confezionamento e finitura delle pelli e delle calzature,
• scarti tessili non recuperabili,
• scarti da industria alimentare,
• scarti provenienti dall’industria della lavorazione di materiali plastici,
• materiali non recuperabili provenienti da costruzioni e demolizioni del comparto edile.
Questa problematica è analoga a quella che si verifica nella raccolta differenziata che si effettua per i rifiuti urbani (domestici). Alcuni esempi sono i contenitori per le pizze da asporto o le posate e i piatti di plastica usati. Questi materiali sporchi di materiale organico e di olii ad esempio, non sono accettati da chi ricicla la carta e la plastica in quanto le sostanze estranee renderebbero più complicato e costoso il processo di

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it20
recupero oltre che materie prime seconde più scadenti. Lo stesso discorso vale per i flaconi di vernici o in generale flaconi contenenti residui (tensioattivi, ecc) e molti altri materiali.
Per fare un esempio le soglie di prima fascia di qualità per la raccolta della carta prevedono una percentuale di frazione estranea non superiore al 3% per la raccolta congiunta e del 1,5% per la raccolta selettiva. Questo a testimonianza di come sia fondamentale partire da frazioni molto ben selezionate per poterle avviare a recupero.
Nel caso dei rifiuti speciali (industriali) non sempre questa separazione può avvenire. In diversi casi la Waste Recycling fornisce alle aziende più cassoni per favorire la raccolta delle differenti frazioni merceologiche (in particolare legno, carta e cartone e imballi in generale). Ma sono diversi i fattori che concorrono a queste buone pratiche: possibilità di avere spazi adeguati, la sensibilità al recupero e la disponibilità di materiali da selezionare, ecc. Chiaramente chi esegue questo tipo di differenziazione ne trae un vantaggio economico in quanto il costo per il conferimento di un rifiuto differenziato e recuperabile è notevolmente inferiore rispetto ad un rifiuto indifferenziato. In generale comunque le aziende hanno da sempre cercato di ridurre i propri rifiuti essendo in quanto lo smaltimento degli stessi rappresenta un costo non indifferente ed è per questo motivo che la maggior parte dei materiali recuperati deriva dalla raccolta di rifiuti speciali.
In Italia la raccolta di tutti materiali, comprendente acciaio, alluminio, carta, legno, plastica, vetro con esclusione dei rifiuti organici, ha superato i 32 milioni di tonnellate, composti per il 71% dalla raccolta di rifiuti speciali e sfridi di produzione, per il 15% dalla raccolta di imballaggi industriali e commerciali e per il 14% dalla raccolta di rifiuti e imballaggi urbani. La raccolta e il recupero dei recuperatori privati interessa perciò quasi l’85% del totale dei materiali recuperati[12].
Figura 7 - Raccolta per principali tipologie di rifiuti/materiali - acciaio, alluminio, carta, legno, plastica, vetro, con esclusione dei rifiuti organici - (000/ton)
3.7 Rifiuti in ingresso all’impianto di pirogassificazioneI rifiuti che verranno trattati all’interno del pirogassificatore saranno costituiti dalle frazioni di rifiuti non pericolosi, che già transitano dalla piattaforma Waste Recycling e che non possono essere recuperati o che sono stati scartati dal processo di selezione.

WASTE RECYCLING
www.insiemeperdecidere.it 21
Non sono quindi previsti nuovi flussi in ingresso in seguito all’installazione dell’impianto di pirogassificazione.
La selezione che viene eseguita sui rifiuti in ingresso è un trattamento a freddo che inevitabilmente comporta degli scarti, soprattutto in virtù del fatto che i rifiuti conferiti sono scarti di aziende che in qualche modo sono stati già sottoposti a una prima selezione da parte delle aziende stesse. Non sono previsti dunque nuovi flussi di rifiuti, ma l’impianto di pirogassificazione tratterà una parte dei rifiuti attualmente in ingresso alla piattaforma.
Prima di essere trattati dunque, i rifiuti verranno selezionati da operatori che selezioneranno la tipologia del rifiuto che andrà a comporre la miscela di rifiuti in alimentazione all’impianto di pirogassificazione. Questo maggior lavoro è garanzia di ciò che verrà utilizzato nel processo e quindi conferirà al sistema una maggior sicurezza sia a livello di impianto che a livello ambientale.
Dunque questa tipologia di rifiuti viene attualmente smaltita nelle discariche locali per cui l’installazione dell’impianto e il trattamento di una parte dei rifiuti attualmente ritirati consentirà un minore conferimento in discarica riducendone quindi l’impatto ambientale, come richiesto anche dalle ultime direttive europee in tema di rifiuti.
In sintesi l’installazione del pirogassificatore non comporterà un aumento dei rifiuti ritirati dalla Waste Recycling bensì una riduzione dei rifiuti portati in discarica, in quanto la miscela di rifiuti trattata sarà costituita da frazioni che non sono recuperabili. In questo modo si risalirà la gerarchia delle priorità.
3.8 La localizzazione del progettoL’impianto di pirogassificazione della NSE Industry verrà integrato nella piattaforma della Waste Recycling di Castelfranco di Sotto.
L’area in cui sorgerà l’impianto è costituita da terreno classificato dal Regolamento Urbanistico di Castelfranco di Sotto come area D5 “Area di espansione produttiva a prevalente carattere terziario e tecnologico”, attualmente inutilizzato ed occupato in parte da superfici pavimentate adibite a parcheggi e a piazzali per facilitare le manovre dei camion afferenti allo stabilimento Waste Recycling.
Si ricorda che il progetto preliminare dell’impianto e la relativa relazione ambientale sono stati presentati alle Autorità Competenti il 31/03/2010 da parte di Waste Recycling, con avviso dell’avvio della procedura di verifica di assoggettabilità a valutazione di impatto ambientale pubblicato sul Bollettino Ufficiale della Regione Toscana del 31/03/2010 e affisso all’albo pretorio del Comune di Castelfranco di Sotto (PI) in pari data. Gli Enti Preposti coinvolti nell’esame della documentazione presentata sono stati i seguenti: Provincia di Pisa, Comune di Castelfranco di Sotto, ARPAT Dip. Prov.le di Pisa, AUSL n. 11 di Empoli e Autorità di Bacino del Fiume Arno.
La Provincia di Pisa, acquisiti i pareri di tutti gli Enti, ha emesso la Determina n. 2866 del 01/07/2010 con la quale, ai sensi e per gli effetti dell’art. 49 della L.R. 10/2010 e s.m.i., ha escluso il progetto dalla procedura di Valutazione di Impatto Ambientale.
Tra i contenuti della verifica ambientale presentata da Waste Recycling risulta:
Atmosfera: “Alla luce dei risultati ottenuti si può affermare che la realizzazione dell’impianto di pirogassificazione con combustione integrata e produzione di energia manterrebbe sostanzialmente inalterata la qualità dell’aria”

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it22
Inquinamento dei suoli per ricaduta: “Indipendentemente, quindi, dalla qualità attuale dei suoli, il contributo delle deposizioni dovute all’esercizio del proposto impianto può esser considerato non significativo”
Rumore: “Si può quindi concludere che nel periodo diurno e notturno l’esercizio dell’impianto di pirogassificazione con combustione integrata e di produzione di energia elettrica non altera il clima acustico della zona e, in particolare quello relativo ai ricettori ubicati in vicinanza dell’area prevista per l’insediamento dell’impianto”
Con la Determina della Provincia di Pisa tali conclusioni sono state avvalorate da tutti gli Enti. Per i motivi di cui sopra l’impatto sulle vicine Cerbaie è stato considerato irrilevante. Inoltre il progetto presentato ha anche avuto parere di conformità per quanto concerne la compatibilità urbanistica.
Tra le prescrizioni contenute nella Determina della Provincia di Pisa è stata anche inserita la seguente: “il proponente dovrà rendersi disponibile ad effettuare di intesa con il Comune un percorso pubblico di approfondimento e di confronto coinvolgendo ARPAT, USL, Università di Pisa”. Si vuole chiarire che il percorso partecipativo iniziato lo scorso 14/10 e attualmente in corso, rappresenta uno strumento molto più complesso e articolato rispetto a quanto prescritto dalla Provincia. Infatti sarebbe stato sufficiente procedere con una adeguata campagna di informazione da parte del proponente Waste Recycling, ma la stessa azienda, concordemente con il Comune di Castelfranco di Sotto, ha preferito affrontare un percorso partecipativo che vede il coinvolgimento e la richiesta del parere dei cittadini (e non il semplice approfondimento e confronto). Tutto ciò a forte testimonianza della voglia di trasparenza del proponente, nonché della necessità di voler ascoltare l’opinione dei cittadini in merito al progetto.
3.9 L’impianto di pirogassificazione NSE IndustryL’impianto è di piccola taglia e tratterà circa 30 tonnellate/giorno di rifiuti (equivalente a circa un camion e mezzo) pari a circa 10.000 ton/anno. Si riporta in Allegato 1 il lay-out dell’impianto di pirogassificazione. Nella figura seguente si riporta invece una foto panoramica della piattaforma Waste Recycling all’interno della quale si evidenzia l’ingombro dell’impianto di pirogassificazione e la sua ubicazione.
Facendo un semplice raffronto con impianti noti si comprende meglio l’impatto minimale del pirogassificatore NSE rispetto ai termovalorizzatori riportati nella tabella seguente.
IMPIANTO QUANTITA’ DI RIFIUTI (tonnellate/anno)Pisa Ospedaletto 60.000Modena 140.000Milano 300.000Acerra 600.000Brescia 750.000
Tabella 2 - Le potenzialità di trattamento di alcuni termovalorizzatori
Nota: La Tabella 2 è stata riportata solo per avere un’idea delle ridotte quantità di rifiuti trattati rispetto ad altri impianti di trattamento termico. Le tecnologie alla base sono completamente differenti, in quanto si parla di termovalorizzatori mentre l’impianto della NSE di basa sul processo di gassificazione, processo ben noto, completamente diverso e caratterizzato da un impatto ambientale molto inferiore.

WASTE RECYCLING
www.insiemeperdecidere.it 23
Figura 8 – L’impianto di pirogassificazione all’interno della piattaforma Waste Recycling
3.10 Integrazione con la piattaforma Waste RecyclingL’impianto verrà integrato nella piattaforma della società allo scopo di ottimizzare al massimo il rendimento energetico e di contribuire alla riduzione dell’impatto ambientale dell’intero stabilimento. Con l’inserimento dell’impianto di pirogassificazione verrà coperto circa l’80% del fabbisogno di energia elettrica e il 100% dell’energia termica della piattaforma.
Si fa notare che l’impianto è autosufficiente dal punto di vista energetico. Esso produce l’energia elettrica per alimentare le utenze e i motori necessari al proprio funzionamento, oltre a quella restituita alla piattaforma, ma soprattutto riesce a trattare i rifiuti a ciclo continuo senza la necessità di apporto di combustibile ausiliario, cosa che invece avviene per gli impianti di tipo discontinuo, ovvero a batch. L’impianto di pirogassificazione NSE necessita solo di gas metano per il preriscaldamento al primo avviamento, o per mantenere le temperature di esercizio ai valori di set-point quando siano alimentati rifiuti con basso potere calorifico. Infatti il processo è in grado di autosostenersi dal punto di vista termico e l’eventualità di alimentare rifiuti con basso potere calorifico è da considerarsi come condizione eccezionale in quanto è interesse condurre il processo di pirogassificazione senza necessità di combustibile ausiliario.
Tornando ad esaminare l’integrazione dell’impianto con la piattaforma si segnalano di seguito gli ulteriori interventi previsti all’interno della stessa.
La Waste Recycling si è dotata di un impianto di evaporazione liquidi, attualmente alimentato con una caldaia a metano, il cui utilizzo potrà essere sostituito con il calore fornito dal nuovo impianto di pirogassificazione. Infatti con la messa in funzione dell’impianto di pirogassificazione verrà spenta la caldaia a metano a servizio dell’impianto di evaporazione liquidi e recuperata l’energia termica necessaria dal pirogassificatore. Lo spegnimento della caldaia porterà all’annullamento delle emissioni atmosferiche dalla stessa generate (circa 2.500 Nmc/ora) e degli inquinanti emessi, nonché il conseguente risparmio di consumo di metano (circa 648.000 Nmc/anno). Verrà inoltre valutata la possibilità di utilizzare le condense dell’impianto di evaporazione liquidi per alimentare l’impianto di abbattimento a umido del pirogassificatore in modo da ridurre la necessità di prelievo ulteriore dal pozzo di stabilimento.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it24
Lo stabilimento ha attualmente alcuni punti di emissione in atmosfera derivanti dai diversi impianti (comparto chimico fisico, ispessitori, comparto aerobico). L’aria necessaria per alimentare l’unità di pirogassificazione viene prelevata dall’atmosfera esterna. A valle del periodo di collaudo dell’impianto, stimato in circa 6 mesi, ovvero quando l’impianto sarà in esercizio a regime, la quantità di aria di combustione necessaria non sarà aspirata completamente dall’atmosfera esterna, bensì prelevata, parzialmente o anche integralmente, quando possibile, da tre punti di emissione esistenti all’interno della piattaforma Waste Recycling. Nel momento in cui sarà realizzato il prelievo dell’aria dai punti di emissione individuati (che sono stati verificati compatibili con il processo di pirogassificazione) saranno disattivati anche i relativi sistemi di trattamento in esercizio. La possibilità di utilizzare queste emissioni come aria di combustione rappresenta un evidente miglioramento ambientale. Infatti si avrà l’annullamento/riduzione delle emissioni attualmente in essere, nonché lo spegnimento degli attuali sistemi di trattamento con conseguente risparmio delle risorse in essi utilizzate. Quando l’impianto di pirogassificazione sarà a regime dal punto di vista quantitativo, viste le ottimizzazioni di cui sopra, non saranno immesse in atmosfera ulteriori emissioni rispetto a quelle attualmente esistenti.
Nel rinnovo autorizzativo della Waste Recycling è previsto l’introduzione di un sistema di lavaggio fusti e contenitori in plastica e metallo in modo da poter recuperare quantità maggiori di recuperare materie prime (plastica e metallo). Questo impianto necessiterà di acqua calda che potrà essere ottenuta grazie al recupero di energia termica dell’impianto di pirogassificazione. Sono da segnalare altre migliorie che l’azienda si appresta ad apportare all’intero sistema di gestione; ad esempio anche il recupero delle acque (meteoriche, di condensa e da trattamento) per ridurre del 50% il prelievo attuale dai pozzi di falda e l’implementazione di 4 baie sottocappa tenute in aspirazione e depressione costante per diminuire le emissioni diffuse.
In generale, queste ed altre opere di sviluppo e ottimizzazione, che hanno sempre contraddistinto la Waste Recycling e la sua attenzione alla riduzione degli impatti ambientali, sono attualmente già previste nei vari rinnovi autorizzativi presentati.
3.11 La crescita continua di Waste RecyclingLa Waste Recycling negli ultimi anni si è sempre indirizzata verso una strategia mirata a porsi sempre più come piattaforma finale di smaltimento. Ha investito e ha intenzione di continuare ad investire nel futuro in impianti e tecnologie al fine di ridurre l’attività di pura e semplice piattaforma transitoria di rifiuti.
Ne derivano investimenti molto importanti effettuati negli ultimi anni come ad esempio quelli realizzati per la linea di depurazione dei rifiuti allo stato liquido (con l’acquisizione e la rimessa in funzione dell’ex depuratore consortile del Comune di Castelfranco di Sotto). Anchel’acquisto di un nuovo impianto di evaporazione (dedicato principalmente a acque saline, acque con tensioattivi, emulsioni oleose, ecc.) è stato un investimento considerevole. Oggi tale impianto è alimentato a metano, mentre in futuro si pensa di poterlo alimentare con l’energia termica (vapore acqueo) prodotto dal pirogassificatore.
Inoltre sono previsti investimenti per l’ammodernamento dell’impianto di intertizzazione, per la riorganizzazione della linea di trattamento dei rifiuti pericolosi e, come detto, per la realizzazione di un impianto di lavaggio fusti e contenitori in plastica e ferro. Questo oltre alle attività riportate sopra che l’azienda si appresta ad implementare per la riduzione del prelievo di acqua dai pozzi di falda e per la diminuzione delle emissioni diffuse.

WASTE RECYCLING
www.insiemeperdecidere.it 25
3.12 Considerazioni sui dipendenti in forza in data odiernaL’azienda oggi, relativamente al polo toscano, ha in forza 94 dipendenti di cui 63 (il 67%) residenti nel comprensorio del cuoio e 82 (l’87%) nella provincia di Pisa. Dettagliando i comuni di residenza dei dipendenti si riporta quanto segue: Castelfranco di Sotto (10), Santa Croce sull’Arno (13), San Miniato (18), Santa Maria a Monte (6), Fucecchio (8), Montopoli Val d’Arno (8).
Quanto sopra a dimostrazione che l’azienda ha da sempre cercato di radicarsi nel territorio e la sua intenzione è quella di continuare seguendo questa linea.
È da evidenziare infine che, in un momento di crisi internazionale che tutti ben conosciamo e che ha caratterizzato gli ultimi anni con licenziamenti e riduzioni di personale nella maggior parte delle aziende, la Waste Recycling ha investito oltre che in tecnologie ed impianti anche in personale:
• nel 2009 sono stati assunti SEI dipendenti a fronte di una dimissione (per libera professione) e un pensionamento;
• nel 2010 sono stati assunti NOVE dipendenti a fronte di tre dimissioni di cui una per pensionamento, una per trasferimento di residenza in altra regione e una dimissione per libera professione.
• nel 2011 sono già previste 2 assunzioni: un tecnico e un soggetto disabile.
Questo a testimonianza di come gli investimenti e la politica adottata fino ad ora dalla società ha permesso non solo di far fronte al momento di crisi generale, ma anche di porsi come risorsa importante e lungimirante per il territorio e il comprensorio in cui risiede.
Il rapporto di lavoro tra Waste Recycling e i propri dipendenti è disciplinato dal Contratto Collettivo Nazionale di Lavoro Igiene Ambientale, che è tra i contratti che applicano le retribuzioni più elevate.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it26
4.1 La combustioneLa combustione è un’ossidazione completa che ha luogo quando si verifica la presenza contemporanea di Combustibile, Comburente, Calore ed è visibile grazie alla caratteristica fiamma. E’ importante precisare che nell’ambito della combustione il composto che si ossida è sotto forma di gas.
Il combustibile è quel composto che al suo interno contiene atomi di carbonio e/o idrogeno e può essere sotto forma di solido, liquido, o gas. Anche un rifiuto solido può essere un combustibile.
Il calore è l’energia necessaria per permettere la combustione, mentre il comburente è l’ossigeno presente nell’aria atmosferica.
La combustione solida è la più conosciuta (fin dall’era della pietra), ma anche la meno stabile e la più inquinante in quanto buona parte dell’energia serve per trasformare il solido in gas e per miscelarlo con il comburente all’interno della fiamma; si pensi ai processi che si osservano all’interno del caminetto di casa. Per tale motivo la temperatura di combustione non è elevata in quanto consumata nella trasformazione solido/gas. Da 40 anni la macinazione sottile del combustibile solido ha migliorato enormemente la combustione solida, perché è aumentata la superficie di contatto tra combustibile e comburente rispetto alla normale combustione di combustibili di grande pezzatura.
La combustione liquida è caratterizzata, così come avviene per la solida dalla trasformazione del combustibile liquido in gas per e nella sua successiva miscelazione con il comburente all’interno della fiamma. Se il liquido viene nebulizzato mediante ugelli “atomizzatori” migliora enormemente l’efficacia della combustione, perché migliora il processo di ossidazione, che diviene meno inquinante, grazie alla realizzata intima miscelazione tra particelle di liquidi e di gas comburente.
La combustione gassosa è la naturale evoluzione delle combustioni solida e liquida in termini di efficienza, visto che il combustibile gassoso può essere ossidato direttamente con sviluppo istantaneo di calore quando miscelato con il comburente. Questa tipologia di combustione è la meno inquinate e la più efficiente perché non vi sono perdite di energia (calore) utilizzata nelle trasformazioni solido/gas liquido/gas e tutto il calore viene utilizzato dal processo ossidativo con conseguenti migliori prestazioni anche in termini di riduzione di inquinanti, che sono la conseguenza di un’ossidazione meno efficace.
4.2 I processi di trattamento termico dei rifiutiSulla base di quanto sopra i processi di trattamento termico dei rifiuti possono essere classificati come segue:
• combustione, con la quale si realizza l’ossidazione completa della frazione organica del rifiuto in un ambiente in forte eccesso di ossigeno, in modo da ottenere prodotti fortemente ossidati; essa è nota anche come combustione diretta, ovvero incenerimento;
4. IMPIANTI DI TRATTAMENTO TERMICO A TECNOLOGIA INNOVATIVA

WASTE RECYCLING
www.insiemeperdecidere.it 27
• gassificazione, con la quale si realizza un’ossidazione incompleta della frazione organica del rifiuto in difetto di ossigeno, in modo che i prodotti finali non sono completamente ossidati e sono caratterizzati da un proprio potere calorifico che ne permette anche l’utilizzo in applicazioni e tempi diversi;
• pirolisi, con la quale non si realizza alcuna forma di ossidazione della frazione organica del rifiuto, che viene invece termicamente degradato in assenza di ossigeno mediante apporto di calore dall’esterno, in modo da ottenere dei prodotti finali caratterizzati da un potere calorifico superiore a quello dei prodotti della gassificazione.
Di seguito si riporta una sintetica tabella in cui sono contenute le caratteristiche dei tre processi di cui sopra secondo le definizioni indicate nel Reference Document on Best Available Technology for Waste Incineration.
Tabella 3 – Caratteristiche dei trattamenti termici
4.3 La diffusione dei trattamenti termici a livello mondialeIl processo di combustione è molto diffuso nel mondo a testimonianza di una fattibilità tecnologica ampiamente dimostrata.
Il processo di gassificazione è un processo meno diffuso rispetto alla combustione, ma comunque già consolidato e con ampi margini di espansione. Esistono nel mondo molti di impianti di trattamento rifiuti funzionanti che si basano sul processo di gassificazione. Ad essi si sommano altri impianti di gassificazione non propriamente alimentati con rifiuti, quali ad esempio gli impianti di gassificazione del carbone.
Il processo di pirolisi risulta allo stato attuale meno diffuso e tendenzialmente utilizzato in applicazioni specifiche, che a livello mondiale sono poche unità.
A livello mondiale, quindi, tra le tecnologie più diffuse e mature, che sono alternative alla combustione diretta dei rifiuti, troviamo quelle che si basano sul principio della gassificazione.
In particolare il Giappone è caratterizzato da una grande diffusione di questa tipologia di impianti per il trattamento dei rifiuti; altri paesi tra i quali USA, Regno Unito e la stessa Italia stanno sempre più ricorrendo a queste tecnologie di trattamento termico alternative all’incenerimento per lo smaltimento dei rifiuti urbani e dei rifiuti speciali.
In Giappone la diffusione della tecnologia è testimoniata da circa 80-90 impianti di

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it28
gassificazione in esercizio, visto che in questo paese sono stati realizzati fin dalla fine degli anni ottanta e molto più diffusamente nell’ultimo ventennio impianti di gassificazione su scala industriale alimentati con rifiuti solidi urbani o con particolari categorie di rifiuti speciali.
Allo stato attuale comunque anche il panorama europeo è caratterizzato da applicazioni industriali di tecnologie innovative di grande interesse, tra le quali spiccano gli impianti di gassificazione a griglia presenti in Norvegia.
4.4 I vantaggi della gassificazioneI processi di gassificazione sono oggi in continua evoluzione e rappresentano dunque un’alternativa vera alla combustione tradizionale dei rifiuti solidi, che, seppur caratterizzata da una maggiore affidabilità operativa, risulta più svantaggiosa rispetto ai processi di gassificazione in termini energetici, di recupero di materia, ma soprattutto di impatto ambientale.
Gli impianti di gassificazione, così come quelli di pirolisi, possono presentare infatti diversi vantaggi rispetto all’incenerimento tradizionale, soprattutto quando il syngas prodotto viene utilizzato in dispositivi di recupero energetico ad alta efficienza. Tra i vantaggi si evidenziano l’aumento dell’efficienza energetica e il minor impatto ambientale connesso con i minori quantitativi di fumi emessi a parità di rifiuti trattati, rispetto a impianti di incenerimento convenzionali. Inoltre gli impianti di gassificazione generano fumi con migliore qualità chimico-fisica sempre rispetto all’incenerimento convenzionale, che senza adeguati sistemi di trattamento dei fumi non sarebbe in grado di rispettare i limiti di emissione dettati dalle normative vigenti. Gli impianti di gassificazione inoltre rendono possibile la vetrificazione delle ceneri, che possono essere recuperate come materia prima seconda, in quanto non lisciviabili, rispetto alle ceneri degli impianti convenzionali, che sono tendenzialmente smaltite come rifiuto.
Gli impianti di pirolisi e gassificazione inoltre richiedono, a differenza degli inceneritori convenzionali, di una propedeutica fase di pretrattamento del rifiuto, finalizzata alla selezione delle frazioni a più alto potere calorifico e alla riduzione della pezzatura del rifiuto fino alle dimensioni desiderate. Se questa fase rappresenta evidentemente un ulteriore stadio di lavorazione, riveste in particolare un ruolo fondamentale nella gestione del rifiuto, in grado di scongiurare che l’impianto possa essere alimentato da rifiuti non trattabili e fuori specifica rispetto alle condizioni nominali. Ciò a garanzia dell’annullamento di malfunzionamenti connessi ad una alimentazione non adeguata, che gli inceneritori convenzionali non riescono a garantire in quanto capaci di trattare rifiuti tal quali anche di grandi dimensioni.
I processi di gassificazione inoltre, rispetto alla combustione convenzionale dei rifiuti offrono anche vantaggi connessi con la flessibilità della taglia che li caratterizza. Generalmente essi sono implementati come sistemi modulari installabili in parallelo per raggiungere le potenzialità di trattamento richieste. Questo significa che questi impianti possono essere realizzati anche per potenzialità molto basse seppur rimanendo il relativo investimento economicamente sostenibile. Essi sono quindi adattabili alle situazioni territoriali in cui vengono inseriti, dove magari esiste un fabbisogno di smaltimento contenuto. D’altro canto è ormai noto che gli inceneritori convenzionali hanno ragione di esistere solo se dimensionati oltre dei quantitativi minimi, sotto i quali l’investimento non si ripaga. Gli inceneritori convenzionali non sono dunque compatibili con l’inserimento del processo di trattamento dei rifiuti a piè di produzione, ma richiedono necessariamente

WASTE RECYCLING
www.insiemeperdecidere.it 29
la realizzazione di grandi centri di trattamento delocalizzati ai quali conferire gli scarti prodotti.
4.5 La tecnologia NSEIl processo di pirogassificazione NSE realizza l’ossidazione diretta dei prodotti generati dai processi di pirolisi e gassificazione (syngas, tar e char): il syngas, il tar e il char vengono combusti tal quali, senza alcun trattamento preventivo, all’interno della camera di combustione dell’unità di pirogassificazione con combustione integrata in cui si realizza il processo di pirogassificazione (realizzato nell’omonima camera).
Importante è sottolineare come la combustione che avviene all’interno dell’unità di pirogassificazione sia una combustione gassosa del syngas prodotto dalla pirogassificazione del rifiuto. Ad esempio gassificando ad elevata temperatura (900°C circa) un mix di rifiuti vari prodotti dalle attività di selezione svolte all’interno della piattaforma Waste Recycling (vedi paragrafo 2.6) il syngas prodotto, è costituito mediamente dai seguenti componenti:
• N2: 40%;
• CO: 14%;
• CO2: 11% circa;
• H2O: 20% circa;
• CH4: 10%
• H2: 5%
I principali elementi di processo che caratterizzano la tecnologia NSE sono i seguenti:
• una quantità di aria utilizzata nella camera di pirogassificazione molto bassa pari a circa lo 0,1 del quantitativo stechiometrico;
• temperature di esercizio nell’ordine dei 900-1.000°C nella fase di pirogassificazione e di 1.600°C nella fase di combustione;
• una fase solida costituita da char di pirogassificazione, ossidato e trasformato in scoria fusa vetrificata in camera di combustione.
Il concetto di pirogassificazione rappresenta al meglio l’innovazione tecnologica dell’unità di pirogassificazione con combustione integrata, viste le reazioni che avvengono in una combinazione bilanciata tra i processi di pirolisi e gassificazione. Il syngas prodotto ha un contenuto energetico molto elevato, da cui consegue il raggiungimento di elevate temperature nella successiva camera di combustione, dove il syngas viene bruciato in condizioni di elevata turbolenza ed omogeneità dell’ambiente di reazione. In camera di combustione si raggiungono temperature ben più elevate rispetto ai normali processi di incenerimento, ovvero temperature costanti di 1.600°C contro gli 850-1.450°C massimi. Pertanto la tecnologia NSE si differenzia in modo evidente da processi classici di incenerimento rifiuti.
Inoltre le alte temperature raggiunte permettono di vetrificare le scorie e ossidare completamente eventuali composti organici presenti, oltreché garantire condizioni di esercizio in camera di pirogassificazione a temperature dell’ordine dei 900-1.000°C. In questa camera le temperature vengono sostenute anche dal ricircolo dei fumi caldi dalla camera di post-combustione.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it30
Il potere calorifico del syngas formatosi nella camera di pirogassificazione consente di raggiungere elevate temperature in camera di combustione con importanti benefici in termini di impatto ambientale: vetrificazione delle ceneri e distruzione delle specie organiche pericolose (microinquinanti organici).
L’evoluzione e la novità dell’impianto NSE è quindi insita nella semplicità di creazione e trasferimento del gas misto (syngas) alla camera di combustione senza pretrattamenti, massimizzando il recupero energetico ottenuto con la sua combustione. Nella successiva figura si riporta una schematizzazione del processo realizzato all’interno dell’unità di pirogassificazione con combustione integrata.
Figura 9 – La scomposizione della combustione della tecnologia NSE
Il trasferimento del gas misto dalla camera di pirogassificazione alla camera di combustione avviene mediante un percorso distinto da quello con cui avanza il materiale solido combustibile (char).
Il trasferimento del char dalla camera di pirogassificazione a quella di combustione, separatamente dal syngas, garantisce la combustione completa del materiale solido ad elevatissima temperatura senza insufflaggio di aria con rilevanti risultati in termini di impatto ambientale: distruzione delle molecole organiche complesse pericolose e vetrificazione delle scorie, che possono essere recuperate come inerti per la produzione di materia prima secondaria. L’impianto di pirogassificazione NSE a fronte di 10.000 ton/anno di rifiuti trattati produrrà solo una piccola percentuale (2-3%) di rifiuti non pericolosi, che sono costituiti dalle ceneri leggere separate con i sistemi di abbattimento fumi di cui l’impianto è dotato. Le ceneri di pirogassificazione potranno invece essere riutilizzate come materiali inerti senza dover essere smaltite in discarica, come avviene per le ceneri degli inceneritori convenzionali.
In conclusione l’impianto NSE si fonda su una tecnologia evoluta di pirogassificazione che supera i limiti dei singoli processi di pirolisi e gassificazione, grazie all’integrazione con il processo di combustione. I vantaggi che ne derivano, come più volte ricordato, sono estremamente importanti in termini di impatto ambientale, semplicità di gestione, efficienza energetica, versatilità nel trattamento di rifiuti con natura disomogenea, oltre ad una compattezza strutturale (ingombri ridotti, opere civili trascurabili, trasportabilità dei moduli, ecc.), come descritto più avanti.
Il Pirogassificatore NSE può realizzare una pirolisi quasi perfetta (senza ossigeno), fino ad una gassificazione spinta (fino al 50% dell’ossidazione), grazie alla possibilità di regolazione dell’ingresso d’aria e del calore di ritorno in camera di pirogassificazione. Questa possibilità permette di poter sfruttare sempre al massimo ogni tipo di scarto

WASTE RECYCLING
www.insiemeperdecidere.it 31
con il minor impatto ambientale, utilizzando al meglio il potere calorifico del materiale trattato.
Inoltre le differenze tecnologiche e prestazionali sono estremamente rilevanti nell’ambito del recupero energetico; infatti rispetto ad impianti di gassificazione o pirolisi convenzionali il syngas prodotto dall’impianto NSE, indipendentemente dal rifiuto trattato, non deve essere sottoposto a purificazione prima del suo impiego finale come combustibile e quindi a perdite di energia (vedi figura riportata di seguito)
Figura 10 – L’utilizzo diretto del syngas con la tecnologia NSE
In altre parole l’unità di pirogassificazione con combustione integrata, costituita dalle tre camere (pirogassificazione, combustione e post-combustione) comunicanti e integrate nella stessa unità, scompone il processo di combustione solida nelle sue tre fasi elementari permettendo di gestirle e controllarle in modo autonomo, ottenendo importanti benefici in termini ambientali, che vanno dalla combustione in fase gassosa del syngas, al contenimento delle quantità di aria di combustione, alla omogeneità delle temperature elevate raggiunte, all’assenza di polveri e particolato nei fumi. La tecnologia NSE rientra nella categoria individuata tra le MTD (Migliori Tecniche Disponibili o BAT, Best Available Techniques) all’interno delle tecnologie basate su processi combinati. In particolare la tecnologia NSE può essere inquadrata come processo combinato di pirolisi + gassificazione + combustione + vetrificazione come risulta dai due schemi sotto riportati dove si nota come nel processo NSE l’ossidazione del char residuo avvenga in camera di combustione dove si raggiungono temperature dell’ordine dei 1.600°C, condizioni queste che permettono la vetrificazione delle ceneri e del char residuo.
1 Schema tratto dalla figura G.1.2 – Modalità di recupero energetico da pirolisi/gassificazione dei rifiuti presente nelle linee guida recanti i criteri per l’individuazione e l’utilizzazione delle migliori tecniche disponibili ex art. 2 comma 3 del DLgs 372/99, relativamente agli impianti di incenerimento rifiuti

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it32
Figura 11 - Tecnologia Individuata tra le MTD (Migliori Tecniche Disponibili)
Figura 12 - Tecnologia NSE
L’unità di pirogassificazione NSE non tratta rifiuti indifferenziati e non pretrattati; essa può trattare rifiuti preventivamente condizionati in termini di massima pezzatura accettabile e miscelati al fine di ottenere un mix che abbia caratteristiche chimico-fisiche (umidità, PCI, ceneri, inquinanti) ottimali in relazione al processo di trattamento.
L’unità di pirogassificazione scompone la combustione del rifiuto solido nelle seguenti fasi:
• pirolisi/gassificazione del rifiuto e produzione di syngas,
• combustione del syngas e vetrificazione delle ceneri residue,
• post-combustione dei fumi di combustione.
L’impianto NSE è implementato con un sistema di regolazione e controllo del processo completamente automatizzato che permette di eliminare il rischio di errore umano nella gestione dell’impianto. Il software di regolazione è pensato per adeguarsi al cambiamento delle condizioni di esercizio; i vari sensori distribuiti su tutte le zone dell’impianto, segnalano gli eventuali cambiamenti di stato affinché il sistema di supervisione e regolazione possa riportare il processo nelle condizioni nominali di esercizio, riducendo l’ingresso del rifiuto al pirogassificatore, fino ad arrestarlo, se necessario.
In ingresso all’unità di pirogassificazione abbiamo i rifiuti precondizionati e miscelati, mentre in uscita le ceneri vetrificate non lisciviabili e i fumi di post-combustione dei quali si sfrutta il calore sensibile per la successiva produzione di energia elettrica e termica.
4.6 Il pirogassificatore NSECostruttivamente l’unità di pirogassificazione è costituita da fasciame in acciaio speciale, rivestito internamente in materiale refrattario preformato ad elevata resistenza sia all’attacco acido che a quello basico, suddiviso in tre camere distinte (camera di pirogassificazione, camera di combustione e camera di post-combustione) per mezzo di setti refrattari ad elevata conducibilità termica. Esso è accessoriato degli strumenti di misura di pressione e temperatura, quali pirometri e pressostati, di due termocamere

WASTE RECYCLING
www.insiemeperdecidere.it 33
installate nelle camere di pirogassificazione e combustione, nonché di tutti i sistemi di regolazione e controllo dell’aria di processo, che può essere alimentata in modo distinto alle tre camere.
Completano l’unità i seguenti componenti:
• pressocarbonizzatore, ovvero tubo sagomato a sezione variabile per l’alimentazione del rifiuto alla camera di pirogassificazione, realizzato in acciaio speciale ad elevata resistenza all’abrasione e alla temperatura, avvolto da resistenze di preriscaldo e coibentato,
• sistema di scarico scorie fuse, costituito da sistema di sollevamento del fusore telescopico, con preriscaldo, interruzione pneumatica del cordone della scorie fusa, vasca di raccolta in bagno d’acqua, vite senza fine di estrazione parti solide e cassone di scarico,
• condotto di raccordo con la caldaia in carpenteria metallica elettrosaldata rivestito internamente in refrattario preformato ad elevata resistenza all’attacco acido e basico, dotato di due giunti di dilatazione in tessuto termoresistente.
L’unità di pirogassificazione con combustione integrata è esternamente rivestita con pannelli coibentanti a bassissima conducibilità montati su una struttura portante in carpenteria metallica elettrosaldata con sistema di refrigerazione forzata del mantello.
Tutto il carbone fisso (char) che passa in camera di combustione viene ossidato, quindi le scorie combuste e ormai solo minerali, vengono fuse dall’alta temperatura in camera di combustione. Attraverso un filtro in refrattario ed un crogiolo forato al centro le scorie passano attraverso una serie di soffiatori che sfarfallano il getto riducendolo in sferette, prima che arrivi nella vasca di raffreddamento piena di acqua. Dalla vasca le scorie sono poi estratte con una coclea che le trasferisce in un cassonetto in lamiera rimovibile con muletto, al fine di completare il processo di evacuazione delle ceneri.
Il pirogassificatore, come anticipato, è dotato di due bruciatori fissi ed uno mobile carrellato, che serve solo per l’avvio a freddo. La potenza termica complessiva installata è di circa 4.500 kW.
I due bruciatori fissi sono del tipo a doppio flusso coassiale. Infatti un flusso serve per la carburazione del metano e viene quindi regolato in funzione della potenza richiesta, tenuto conto del proprio rapporto stechiometrico. L’altro flusso è totalmente indipendente dal primo, serve come aria primaria di combustione per il syngas, viene regolato mediante una valvola motorizzata. Sia il canale centrale che il canale esterno sono dotati di palette regolabili con funzione di turbolazione dei flussi. Il bruciatore carrellato invece è autoventilato ed ha un unico flusso.
Per quanto concerne il funzionamento del pirogassificatore, riferendosi alla figura riportata di seguito, se ne danno i principali elementi caratteristici nella descrizione sotto riportata.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it34
Figura 13 – Il pirogassificatore NSE
Il rifiuto (o miscela di rifiuti) da trattare, dopo essere stato pressato mediante il sistema di pressatura posto a monte del pirogassificatore, viene alimentato alla prima camera, la cosiddetta camera di pirogassificazione, mediante il pressocarbonizzatore.
Il pressocarbonizzatore è un tubo sagomato a sezione rettangolare variabile che collega il sistema di pressatura al pirogassificatore. Esso è avvolto da termoresistenze in grado di preriscaldare il rifiuto fino a temperature massime dell’ordine dei 300-350°C e permette di alimentare il rifiuto al pirogassificatore in assenza di ossigeno. All’interno del pressocarbonizzatore avviene parzialmente la carbonizzazione del rifiuto, che poi si completa all’interno della camera di pirogassificazione. La parte terminale del pressocarbonizzatore è collegata con lo sbocco all’interno della camera di pirogassificazione, sul fondo della quale si trovano i piani mobili a moto alternato sui quali cade il rifiuto alimentato in continuo. All’interno della camera di pirogassificazione il rifiuto staziona per un periodo di tempo dell’ordine dei 10 minuti, ovvero all’interno della camera è presente una piccola quantità di rifiuto oggetto del trattamento variabile tra 150 e 250 kg, che viene reintegrata in continuo.
Si evince quindi come il quantitativo in trattamento sia molto limitato, soprattutto rispetto a tecnologie di trattamento termico di rifiuti di tipo convenzionale (es. inceneritori con forno a griglia), che hanno in trattamento rifiuti di grandi dimensioni e in quantitativi dell’ordine di alcune tonnellate. La piccola quantità di rifiuti presente all’interno del pirogassificatore assicura invece una rapida risposta del sistema di controllo, finalizzata a riportare le condizioni operative di processo ai valori di set-point fissati, qualora si riscontrassero eccezionalmente anomalie di funzionamento.
All’interno della camera viene introdotta l’aria di processo, che in genere è alimentata con un quantitativo variabile tra lo 0,1 e lo 0,5 del valore stechiometrico. La regolazione di tale quantitativo di aria insieme alla quantità del calore di ritorno in camera di pirogassificazione, mediante il ricircolo dei gas combusti, permette di realizzare

WASTE RECYCLING
www.insiemeperdecidere.it 35
una pirolisi in senso stretto (in totale carenza di ossigeno), o di concretizzare una gassificazione spinta (fino al 50% dell’ossidazione). Questa possibilità permette di poter sfruttare sempre al massimo ogni tipo di scarto con il minor impatto ambientale, utilizzando al meglio il potere calorifico del materiale trattato.
All’interno di questa camera, come detto, le temperature (dell’ordine dei 900-1.000 °C) vengono sostenute anche dal ricircolo dei fumi caldi dalla camera di post-combustione il cui apporto energetico contribuisce alla formazione di gas d’aria e di gas d’acqua (con aggiunta di vapore acqueo). Miscelando nelle opportune proporzioni i flussi di aria e di vapor d’acqua alimentati alla camera di pirogassificazione, il bilancio termico della totalità delle reazioni è pressoché nullo. Un maggior quantitativo di gas d’acqua può essere quindi prodotto, quando necessario, sfruttando il calore sensibile dei gas combusti provenienti dalla camera di post-combustione e ricircolati alla camera di pirogassificazione. Ciò si realizza quando si vuole massimizzare il potere calorifico del syngas, che viene ossidato in condizioni di elevata turbolenza nella successiva camera di combustione.
Dalla camera di pirogassificazione il syngas prodotto e il char (il carbone ardente) vengono trasferiti secondo percorsi distinti alla camera di combustione dove le temperature di esercizio dell’ordine dei 1.600°C, raggiunte grazie al calore sviluppato dalla reazione esotermica di ossidazione dei componenti del syngas, rendono possibile la trasformazione del char in scoria fusa vetrificata.
Il syngas è trasferito dalla parte alta della camera mediante un sistema di trasporto del tipo ad eiezione, mentre il char è trasferito nella parte bassa della camera attraverso i piani mobili a moto alternato.
In camera di combustione si raggiungono temperature ben più elevate rispetto ai normali processi di incenerimento, ovvero temperature omogenee e costanti di 1.600°C contro gli 850-1.350°C massimi dei processi di incenerimento, dai quali la tecnologia NSE si differenzia in modo netto. Ciò determina vantaggi in termini di impatto ambientale con distruzione delle molecole organiche complesse pericolose e vetrificazione delle scorie, che possono essere recuperate come inerti per la produzione di materia prima secondaria. Inoltre lo sviluppo del processo avviene in continuo e con il raggiungimento di elevate efficienze energetiche in relazione al fatto che l’apporto di calore dall’esterno mediante i bruciatori ausiliari a metano serve solo in fase di primo avviamento o per sostenere le temperature di esercizio quando siano alimentati rifiuti con basso potere calorifico; quest’ultima, come detto, è una eventualità da considerarsi come condizione eccezionale in quanto è interesse condurre il processo di pirogassificazione senza necessità di combustibile ausiliario.
Durante il normale funzionamento dell’impianto i due bruciatori ausiliari fissi sono in stand-by e vengono accesi nel caso in cui il processo di pirogassificazione non riesca a mantenere le condizioni di esercizio nominali. Il bruciatore ausiliario mobile, di tipo carrellato, è invece utilizzato soltanto durante il primo avviamento dell’impianto, quando si inizia a riscaldare il pirogassificatore a partire dalla temperatura ambiente.
In camera di combustione il processo di fusione delle ceneri è monitorato mediante una termocamera ad infrarossi. Nel caso in cui se ne riscontri la necessità è possibile aggiungere in camera di combustione del materiale vetrificante che agevola la vetrificazione delle ceneri.
I fumi un uscita dalla camera di combustione passano alla camera di post-combustione dove avviene l’ulteriore aggiunta di aria di processo che riporta il valore dell’ossigeno

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it36
contenuto nei fumi a valori prossimi al 6%. Durante il percorso i fumi incontrano le piastre sacrificali poste sul primo condotto di uscita fumi della camera di combustione, che permettono l’adsorbimento dei metalli eventualmente volatilizzati, che non rimangono all’interno della scoria fusa.
Ciascuna delle tre camere è dunque dotata di sistema autonomo e regolabile di alimentazione dell’aria di processo in modo da esercire in modo puntuale ciascuna delle fasi del processo stesso, al fine di mantenere le condizioni nominali di esercizio.
L’unità di pirogassificazione con combustione integrata, costituita dalle tre camere di cui sopra (pirogassificazione, combustione e post-combustione) riesce dunque a scomporre il processo di combustione solida nelle sue tre fasi elementari permettendo di gestirle e controllarle in modo autonomo, ottenendo importanti benefici in termini ambientali, che vanno dalla combustione in fase gassosa del syngas, al contenimento delle quantità di aria di combustione, alla omogeneità delle temperature elevate raggiunte, all’assenza di polveri e particolato nei fumi.
4.7 Scheda di sintesi dei rifiuti trattabiliRifiuti alimentati: rifiuti solidi in miscela aventi massima pezzatura di 80 mm e con le seguenti caratteristiche chimico-fisiche:
Parametro MIN MAXUmidità (% w/w) 0,0 20,0Ceneri (% w/w) 2,0 15,0Carbonio fisso (% w/w) 5,0 18,0Potere calorifico inferiore (kcal/kg)
3.000 6.000
Tabella 4 – Caratteristiche dei rifiuti trattati
La composizione elementare delle miscele in ingresso all’impianto, in riferimento agli elementi chimici di maggior interesse in termini ambientali, non dovrà eccedere i seguenti valori: Cl max 2%(w/w), S max 5%(w/w), N max 1%(w/w).
4.8 Bilanci energetici e massiviNella seguente tabella si riportano i quantitativi di rifiuti trattati dall’impianto di pirogassificazione su base annuale:
Descrizione Quantità annueRifiuti trattati da Waste Recycling all’interno della piattaforma destinati al pirogassificatore
10.000-12.000 ton
Ceneri vetrificate assimilabili ad inerti 1.500 tonCeneri leggere da sistema di abbattimento fumi 130 tonEn. termica prodotta (potenza 3.300 kWt) 26.5 GWht/annoEn. elettrica prodotta (potenza 630 kWe) 5 GWhe/anno
Tabella 5 – Quantità annue trattate e prodotte dall’impianto
I quantitativi di cui sopra sono rappresentati anche nel seguente schema a blocchi di processo.

WASTE RECYCLING
www.insiemeperdecidere.it 37
Figura 14 – Schema a blocchi del processo
Nella figura seguente si riporta il diagramma di Sankey (bilancio energetico) relativo all’impianto di pirogassificazione. In esso il calore utile è pari al 70%, però si è previsto un recupero termico di 3.300 kW, che corrisponde soltanto a circa il 56%, mentre il rimanente 14% è costituito da energia termica comunque dissipata negli aerorefrigeranti. La scelta progettuale effettuata è legata alle attuali necessità della piattaforma in termini di energia termica, fra l’altro già nei piani di sviluppo della piattaforma, resta inteso che a fronte di ulteriori richieste in termini energetici il recupero termico potrà essere esteso al 100% della disponibilità. La produzione di energia elettrica è invece dell’ordine dell’11% rispetto all’energia del materiale combustibile in ingresso al processo.
Figura 15 – Il diagramma di Sankey
L’impianto è classificabile come impianto di recupero energetico (R1 Utilizzazione principalmente come combustibile o come altro mezzo per produrre energia) in quanto la sua efficienza energetica è superiore al valore di 0,65 fissato dalla Direttiva 98/2008/CE.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it38
4.9 Gli impatti atmosferici attesiIn riferimento agli impatti atmosferici attesi dall’installazione dell’impianto NSE già si è precisato come alla luce dei risultati ottenuti si può affermare che la realizzazione dell’impianto di pirogassificazione manterrebbe sostanzialmente inalterata la qualità dell’aria. Queste considerazioni, come desumibile dalla relazione ambientale allegata alla verifica di assoggettabilità a VIA, vale per tutti gli inquinanti normati dal D.Lgs. 133/05, i cui limiti saranno rispettati con ampio margine dall’impianto NSE.
Per quanto concerne le emissioni di polveri fini e ultrafini (PU) si riporta di seguito una sintesi delle conclusioni dello Studio “Emissioni di Polveri Fini e Ultrafini da impianti di combustione”[13] commissionato da Federambiente e presentato lo scorso 2 dicembre a Milano, del quale si invita a prendere integrale visione (www.federambiente.it).
L’obiettivo dello studio è stato quello di inquadrare e valutare criticamente la fenomenologia, la consistenza e le potenziali implicazioni delle emissioni di particolato fine e ultrafine da impianti di combustione, dal minimo rilevabile di alcuni nanometri fino al limite di 10 micron.
Lo studio è partito effettuando un’analisi critica delle conoscenze scientifiche oggi
disponibili sulla formazione di polveri in impianti di combustione fissi (caldaie per riscaldamento domestico e termovalorizzatori) e mobili (motori a benzina e Diesel), le emissioni che ne derivano, i meccanismi d’azione e i potenziali effetti sulla salute umana. La seconda parte dello studio è stata sviluppata conducendo una serie di prove sperimentali per la valutazione delle emissioni da processi di combustione in impianti fissi (piccole centrali termiche per il riscaldamento delle abitazioni alimentate a pellet, gasolio e gas e impianti industriali per la termovalorizzazione dei rifiuti), dell’efficienza di cattura del particolato ultrafine da parte di filtri a tessuto e per la caratterizzazione chimica del particolato ultrafine e nanoparticolato emesso dai termovalorizzatori. Le indagini sperimentali hanno richiesto l’utilizzo di particolari strumenti nanotecnologici innovativi tuttora disponibili in pochissimi esemplari in tutta Europa.
Lo studio ha dimostrato come le concentrazioni di nanopolveri emesse dai camini degli impianti di termovalorizzazione sono dell’ordine di 103-104 particelle a cm3, ovvero dello stesso ordine di concentrazione relativo alla qualità dell’aria ambiente urbana. Parimenti lo studio ha evidenziato quanto superiori siano i valori di concentrazione delle nanopolveri emesse da utenze termiche civili quali stufe a pellet (107 a cm3), caminetto a legna (106 a cm3), caldaia a gasolio (106-107 a cm3) e caldaia a gas naturale (103 a cm3). Le prime tre utenze mostrano una concentrazione largamente superiore a quella dell’aria comburente (104 a cm3), prelevata dall’ambiente esterno.
Lo studio ha inoltre dimostrato che l’efficienza per la rimozione del particolato ultrafine e del nanoparticolato (20-100 nm) dei filtri a maniche è dell’ordine del 97%. Il valore di efficienza per le particelle submicorniche (100-1000 nm) arriva fino al 98-99,99%. Il filtro a maniche si conferma quindi un potente strumento di depolverazione anche per le componenti ultrafini.
Relativamente alla composizione del particolato, campionato da un sito rappresentativo del fondo urbano, il complesso delle particelle ultrafini (> 100 nm) emesse da un impianto di termovalorizzazione, rispetto alla corrispondente frazione dell’aria ambiente, risulta più ricco nella componente metallica, mentre minore è il contenuto di componente carboniosa e ammonio, con una sostanziale assenza di solfati e un contenuto piuttosto analogo di nitrati.

WASTE RECYCLING
www.insiemeperdecidere.it 39
Lo studio si conclude con le seguenti considerazioni:
“Le emissioni di PU sono risultate in linea con la qualità del combustibile, le modalità di combustione e la presenza e configurazione delle linee di depurazione. Le concentrazioni di PU all’emissione dei termovalorizzatori sono collocate sugli stessi livelli di quelle nell’aria ambiente, se non addirittura inferiori in due casi su tre. E in tutti i casi le concentrazioni misurate risultano sistematicamente inferiori di almeno due ordini di grandezza rispetto a quelle delle caldaie civili alimentate a pellet o a gasolio e di poco superiori e quelle delle caldaie civili alimentate a gas naturale. In ambedue le tipologie d’impianto la componente condensabile presenta apprezzabili effetti nell’incrementare i livelli d’emissione di PU, mentre le distribuzioni in dimensioni e numero appaiono caratterizzate dalla larga prevalenza di frazioni ultrafini e nanopolveri. Il depolveratore a tessuto si conferma un potente strumento di depolverazione anche per le componenti ultrafini. Infine la composizione chimica della componente nanoparticolata e ultrafine emessa dalla termovalorizzazione di rifiuti urbani risulta del tutto congruente con le caratteristiche del combustibile e le vicende del processo di combustione. Pertanto, il complesso delle valutazioni che emergono dallo studio evidenzia come l’attività di termovalorizzazione di rifiuti, pur contribuendo come tutte le combustioni alle emissioni di PU, non mostra allo stato attuale elementi scientifici, né probanti né sospetti, per escludere a priori questa tecnica di smaltimento e recupero d’energia in quanto fonte particolarmente importante di nanopolveri. Per ciò che riguarda il fronte dell’esposizione e degli effetti sulla salute, ferma restando la doverosa attenzione al ruolo ambientale del particolato ultrafine e dei suoi componenti, dall’analisi delle implicazioni epidemiologiche e tossicologiche degli studi nel settore non emergono indicazioni di rischi particolari attribuibili alle PU provenienti da combustione dei rifiuti, purché si tratti d’impianti in linea con la migliore tecnologia disponibile”.
Nonostante, come precedentemente descritto le tecnologie innovative di trattamento termico di rifiuti, come la tecnologia di pirogassificazione NSE, producano fumi, con minori quantitativi di polveri rispetto agli impianti di incenerimento di tipo convenzionale (forni a griglia e a letto fluido), già a monte del sistema di trattamento fumi, l’impianto NSE, proprio come tutti gli impianti di moderna generazione, è dotato di un sistema di trattamento fumi ridondante costituito da una sezione a secco (reattore di contatto e filtro a maniche) e una sezione a umido (scrubber alcalino).

www.insiemeperdecidere.it
QUADERNO DEGLI ATTORI
40
Il problema dei rifiuti è estremamente attuale e il settore dei rifiuti speciali ricopre un ruolo rilevante essendo questi più del triplo dei rifuti urbani.
In Europa la forma prevalente di smaltimento è ancora la discarica anche se le nazioni più virtuose ne hanno da tempo ridotto l’uso, sviluppando e potenziando il riciclo e recupero di materia insieme al recupero energetico.
Questo a testimonianza che recupero energetico e riciclo non sono assolutamente in contrapposizione.
La Direttiva Europea 2008/98/CE istituisce le priorità della politica in materia di prevenzione e gestione dei rifiuti e prevede in ordine di priorità decrescente: la prevenzione della produzione del rifiuto, la preparazione per il riutilizzo, il riciclaggio, il recupero di altro tipo, per esempio il recupero di energia ed infine lo smaltimento in discarica.
La Waste Recycling da anni si adopera in linea con questi obiettivi e priorità, implementando e sviluppando metodi, tecnologie e impianti sempre innovativi nell’ottica di migliorare le proprie performance, ridurre i carichi ambientali e diminuire i rifiuti da destinare in discarica. Sono un esempio l’impianto di selezione semiautomatica che consente di recuperare oltre il 50% dei materiali recuperabili in ingresso, l’impianto di intertizzazione, l’impianto di evaporazione, l’impianto di depurazione (e la relativa ristrutturazione dell’ex impianto consortile di depurazione del Comune di Castelfranco di Sotto), ecc. Impianti e soluzioni tecnologiche tese al miglioramento continuo dei processi e alla limitazione del conferimento in discarica.
Il nuovo impianto di pirogassificazione continua la linea della società: è un impianto innovativo (vista l’unità di pirogassificazione con combustione integrata) che sfrutta una tecnologia ben nota (la pirogassificazione), differente e molto meno impattante dal punto di vista ambientale della combustione adottata nei classici inceneritori e racchiude in se molteplici aspetti positivi:
• la riduzione dei rifiuti conferiti in discarica, visto che non sono previsti nuovi flussi di rifiuti per alimentare l’impianto, ma saranno una parte dei rifiuti non recuperabili che già entrano nella piattaforma e che sono smaltiti in discarica,
• la riduzione delle emissioni dell’azienda, visto che il progetto prevede il trattamento di emissioni esistenti che non verranno più immesse direttamente in atmosfera, lo spegnimento dei relativi sistemi di abbattimento, lo spegnimento di diverse caldaie per la produzione di calore, la riduzione del numero di camion,
• la riduzione dell’impatto ambientale dell’azienda, visto che il recupero energetico sia elettrico che termico dall’impianto di pirogassificazione consentirà all’azienda di ridurre notevolmente sia il prelievo di energia elettrica dalla rete che il consumo di energia per gli impianti di riscaldamento e per impianti di trattamento attuali e futuri,
• lo sviluppo dei propri processi e delle proprie tecnologie volti alla riduzione degli impatti e dei carichi ambientali del territorio, visto lo sviluppo di una tecnologia quale la pirogassificazione, che è dimostrato avere un impatto ambientale molto minore del classico incenerimento e vista l’innovazione di un impianto che consentirà di avere in uscita rifiuti non pericolosi oltre che ceneri vetrificate da
5. CONCLUSIONI

WASTE RECYCLING
www.insiemeperdecidere.it 41
avviare a recupero come inerti per la produzione di materia prima secondaria.
La Waste Recycling ha scelto infine di confrontarsi con la popolazione del territorio in questo percorso di conoscenza, approfondimento e decisione al fine rendere partecipi i cittadini nella valutazione e nella ottimizzazione del progetto .
Il percorso partecipativo è un’ulteriore innovazione nel panorama nazionale sulla partecipazione democratica ad un progetto di una società privata. Partecipazione voluta anche dalla Waste Recycling oltre che dal Comune di Castelfranco di Sotto, ad ulteriore conferma della volontà dell’azienda di essere trasparente e disponibile nei confronti della comunità, oltre che di poter dare la possibilità di essere conosciuta, valutata ed apprezzata anche per il suo impegno costante volto al miglioramento continuo.

QUADERNO DEGLI ATTORI
www.insiemeperdecidere.it42
[1] Eurostat Statistics in Focus - Environment and Energy - Authors: Wim Kloek, Karin Blumenthal 30/2009.
[2] Centro Euromediterraneo per i cambiamenti climatici – Ecocerved – Unioncamere – Energia dai rifiuti in Italia: potenzialità di generazione e contributo alle politiche di mitigazione dei cambiamenti climatici - 2010.
[3] Fise Assoambiente - Gli impianti per il trattamento dei rifiuti in Italia – con il patrocinio del MATTM e in collaborazione con l’Osservatorio Nazionale sui Rifiuti.
[4] Rapporto Rifiuti 2007 – APAT.
[5] Eurostat newrelease 43/2010 – 19 March 2010.
[6] Dalla Scarsità all’infinito - Sintesi del Panorama mondiale dei rifiuti 2009 - Philippe Chalmin e Catherine Gaillochet.
[7] Rapporto Rifiuti 2008 – ISPRA.
[8] Regione Toscana - Commissione di inchiesta in merito al ciclo dei rifiuti urbani – Relazione finale – Gennaio 2010.
[9] Rapporto Rifiuti 2004 – APAT.
[10] Rapporto Rifiuti 2005 – APAT.
[11] Rapporto Rifiuti 2006 – APAT.
[12] L’Italia del recupero – Rapporto Fise Unire sul Riciclo dei Rifiuti – X edizione – 2009.
[13] Leap – Federambiente – Politecnico di Milano - Emissioni di Polveri Fini e Ultrafini da impianti di combustione – 2010.
6. BIBLIOGRAFIA

1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
SCH000206L1-05
Buggiani A. 11/01/2011
Disegnato da/Design by Controllato da/Check by App.
Foglio/Sheet
Data/Date
1 /1
Disegno/Drawing n°
Scala/Scale
1:200Data/DateSostituisce/Substitute
Denominazione/Denomination
Layout impiantoDisegno di proprietà NSE Industry srl - Cessione e riproduzione vietata / Drawing is to NSE Industry srl property - Reproduction drawing is forbit
L000001-C01-10
P/WN/A
The Circle of EnergyIndustry
Sezione 1:Tramoggia di carico
Sezione 3:Pirogassificazione e combustione
Sezione 9:Ausiliari
Sezione 10:Sala quadri e sala
Sezione 4:Recupero calore
Sezione 8:Turboalternatore
Sezione 7:Ciclo termico
12825
12500
7700
7950
21000
45300
21300
4200
6200
4500
8300
38200
Sezione 2:Trasporto e alimentazione
Sezione 5:Trattamento fumi
Vasca raccoltaspurghi
9282
78°
25489
ELETTRODOTTO
Sezione 10:supervisione e controllo

www.insiemeperdecidere.it
Analizziamo insieme la proposta del pirogassificatore per rifiuti industriali, il suo impatto su ambiente e salute e le possibili alternative
Comune di Montopoliin Val D’Arno