
Programmazione LADDER dei PLC Esempi ed … ladder (CX - Programmer) Controllo delle aperture di...
23
Programmazione LADDER dei PLC Programmazione LADDER dei PLC Esempi ed esercizi – Prima parte Esempi ed esercizi – Prima parte ITI “Alessandro Volta” - Sassuolo ITI “Alessandro Volta” - Sassuolo Anno Scolastico 2009/2010 Anno Scolastico 2009/2010
Transcript of Programmazione LADDER dei PLC Esempi ed … ladder (CX - Programmer) Controllo delle aperture di...
Programmazione LADDER dei PLCProgrammazione LADDER dei PLCEsempi ed esercizi – Prima parteEsempi ed esercizi – Prima parte
ITI “Alessandro Volta” - SassuoloITI “Alessandro Volta” - SassuoloAnno Scolastico 2009/2010Anno Scolastico 2009/2010
Controllo delle aperture di porte e finestre in una stanzaDescrizione del problema e specifiche di funzionamento
● Una stanza è dotata di una porta di accesso (P) e due finestre (F1 e F2); sia sulla porta che sulle finestre sono installati dei sensori in grado di rilevarne lo stato di apertura (livello logico ALTO) o chiusura (livello logico BASSO).
● Un segnalatore luminoso di allarme LA, installato presso la portineria dell'edificio, deve segnalare, accendendosi (livello logico ALTO), il verificarsi di almeno una delle seguenti situazioni:
● P aperta e F1 aperta;
● P chiusa e F1 e F2 aperte;
● P aperta e F1 e F2 aperte
Controllo delle aperture di porte e finestre in una stanzaIndicazioni per la stesura del programma LADDER
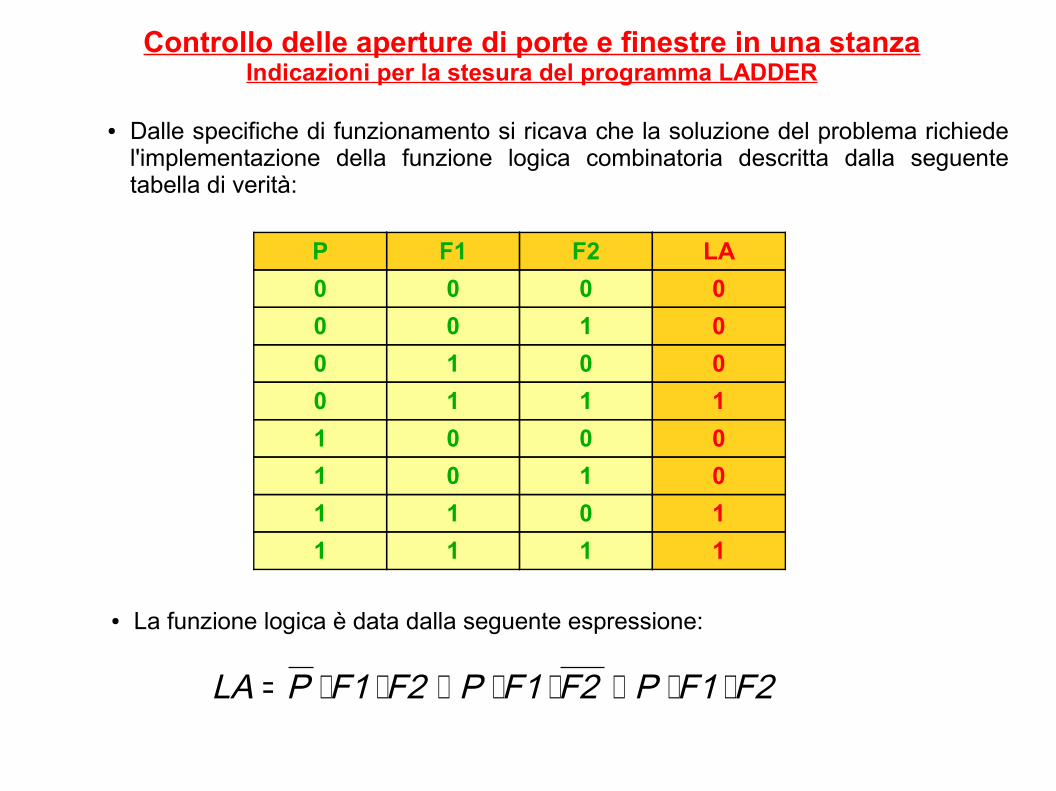
● Dalle specifiche di funzionamento si ricava che la soluzione del problema richiede l'implementazione della funzione logica combinatoria descritta dalla seguente tabella di verità:
P F1 F2 LA0 0 0 00 0 1 00 1 0 00 1 1 11 0 0 01 0 1 01 1 0 11 1 1 1
F2F1PF2F1PF2F1PLA ⋅⋅+⋅⋅+⋅⋅=
● La funzione logica è data dalla seguente espressione:
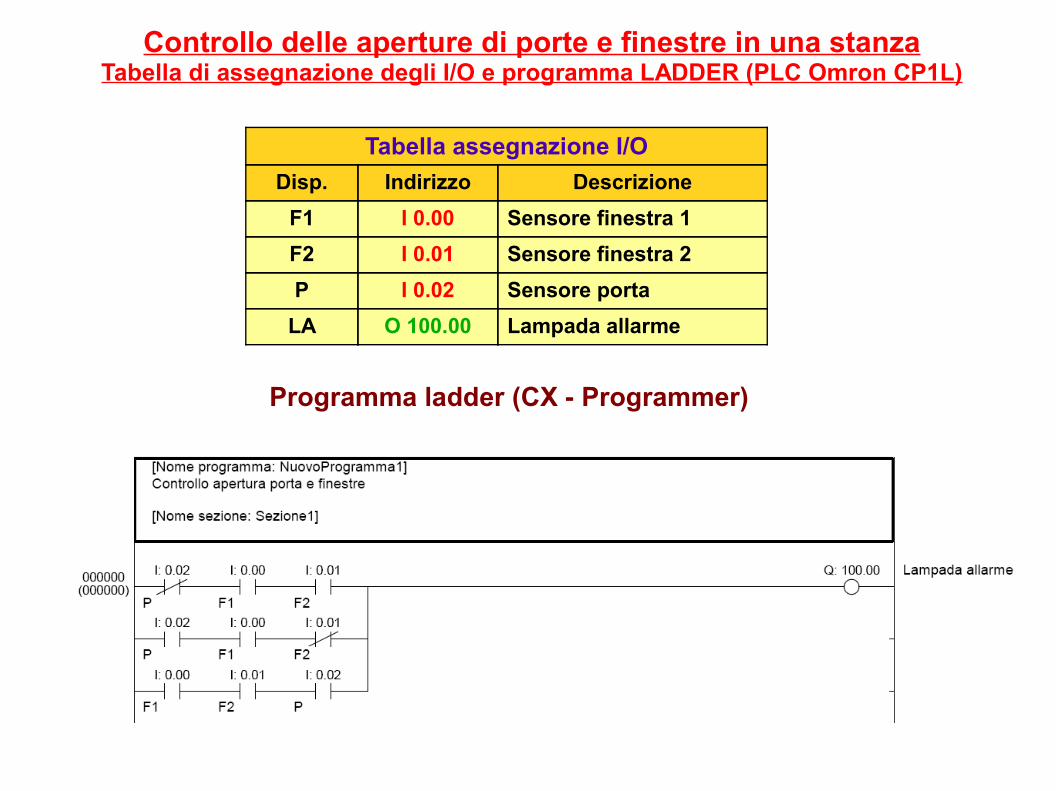
Controllo delle aperture di porte e finestre in una stanzaTabella di assegnazione degli I/O e programma LADDER (PLC Omron CP1L)
Tabella assegnazione I/ODisp. Indirizzo Descrizione
F1 I 0.00 Sensore finestra 1F2 I 0.01 Sensore finestra 2P I 0.02 Sensore porta
LA O 100.00 Lampada allarme
Programma ladder (CX - Programmer)

Controllo delle aperture di porte e finestre in una stanzaVersione con temporizzazione del segnalatore di allarme
● Le specifiche di funzionamento del sistema sono le stesse dell'esercizio precedente: l'allarme deve dunque entrare in funzione quando si verificano le seguenti condizioni
● P aperta e F1 aperta;
● P chiusa e F1 e F2 aperte;
● P aperta e F1 e F2 aperte
● In questo caso si richiede che il segnalatore, una volta attivato, rimanga acceso per 10 secondi al permanere della condizione di allarme.
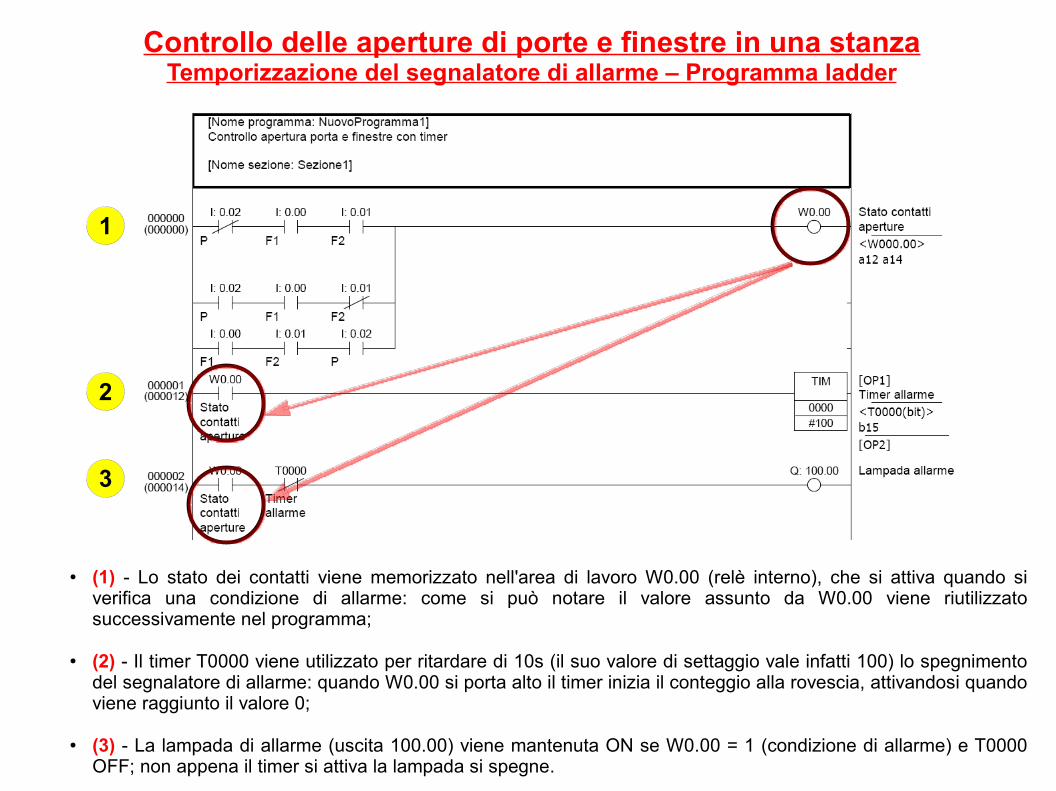
Controllo delle aperture di porte e finestre in una stanzaTemporizzazione del segnalatore di allarme – Programma ladder
● (1) - Lo stato dei contatti viene memorizzato nell'area di lavoro W0.00 (relè interno), che si attiva quando si verifica una condizione di allarme: come si può notare il valore assunto da W0.00 viene riutilizzato successivamente nel programma;
● (2) - Il timer T0000 viene utilizzato per ritardare di 10s (il suo valore di settaggio vale infatti 100) lo spegnimento del segnalatore di allarme: quando W0.00 si porta alto il timer inizia il conteggio alla rovescia, attivandosi quando viene raggiunto il valore 0;
● (3) - La lampada di allarme (uscita 100.00) viene mantenuta ON se W0.00 = 1 (condizione di allarme) e T0000 OFF; non appena il timer si attiva la lampada si spegne.
1
2
3
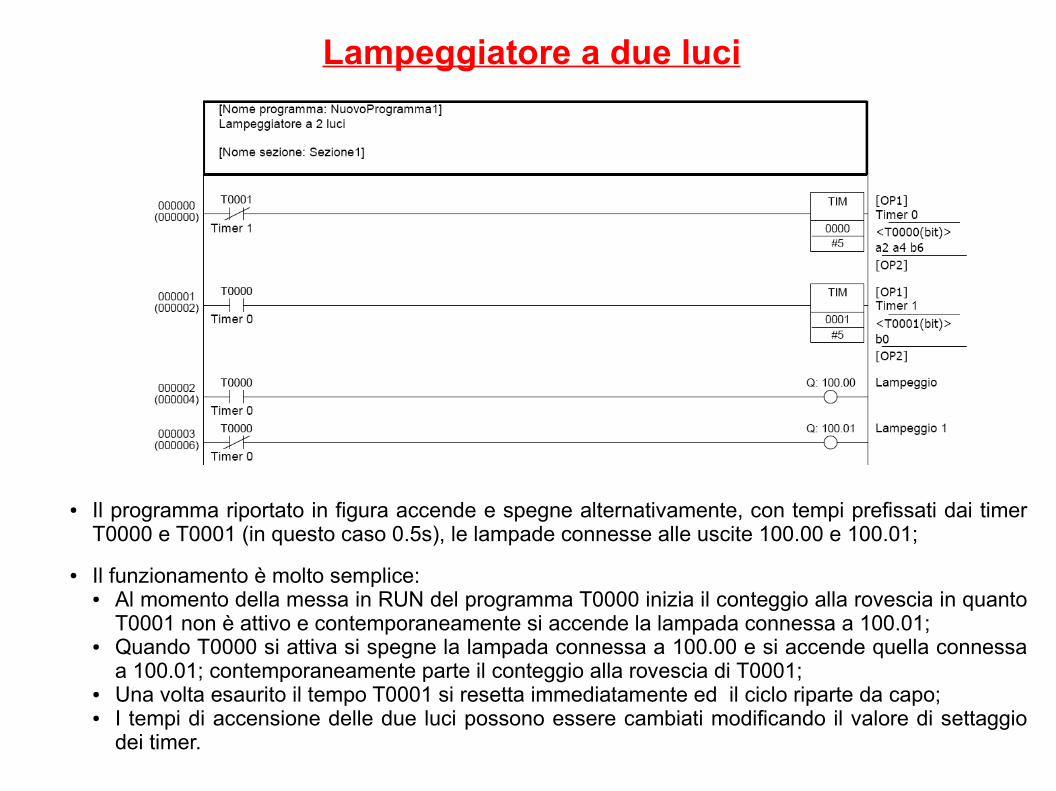
Lampeggiatore a due luci
● Il programma riportato in figura accende e spegne alternativamente, con tempi prefissati dai timer T0000 e T0001 (in questo caso 0.5s), le lampade connesse alle uscite 100.00 e 100.01;
● Il funzionamento è molto semplice:● Al momento della messa in RUN del programma T0000 inizia il conteggio alla rovescia in quanto
T0001 non è attivo e contemporaneamente si accende la lampada connessa a 100.01;● Quando T0000 si attiva si spegne la lampada connessa a 100.00 e si accende quella connessa
a 100.01; contemporaneamente parte il conteggio alla rovescia di T0001;● Una volta esaurito il tempo T0001 si resetta immediatamente ed il ciclo riparte da capo;● I tempi di accensione delle due luci possono essere cambiati modificando il valore di settaggio
dei timer.
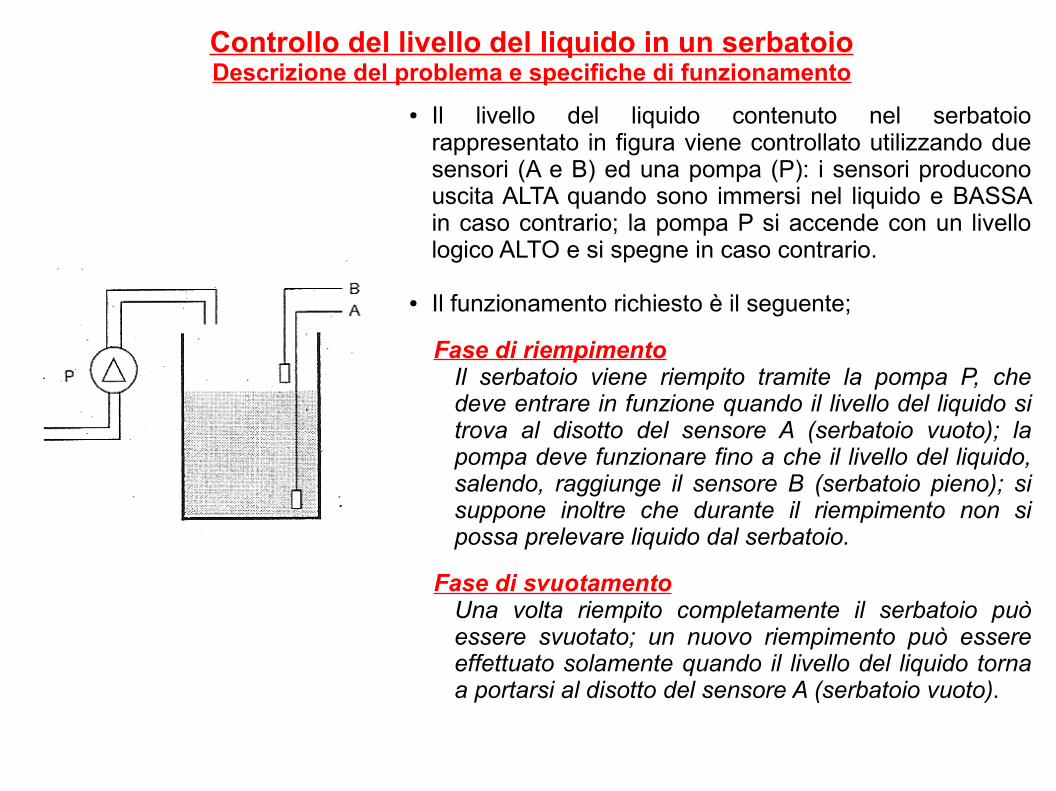
Controllo del livello del liquido in un serbatoioDescrizione del problema e specifiche di funzionamento
● Il livello del liquido contenuto nel serbatoio rappresentato in figura viene controllato utilizzando due sensori (A e B) ed una pompa (P): i sensori producono uscita ALTA quando sono immersi nel liquido e BASSA in caso contrario; la pompa P si accende con un livello logico ALTO e si spegne in caso contrario.
● Il funzionamento richiesto è il seguente;
Fase di riempimentoIl serbatoio viene riempito tramite la pompa P, che deve entrare in funzione quando il livello del liquido si trova al disotto del sensore A (serbatoio vuoto); la pompa deve funzionare fino a che il livello del liquido, salendo, raggiunge il sensore B (serbatoio pieno); si suppone inoltre che durante il riempimento non si possa prelevare liquido dal serbatoio.
Fase di svuotamentoUna volta riempito completamente il serbatoio può essere svuotato; un nuovo riempimento può essere effettuato solamente quando il livello del liquido torna a portarsi al disotto del sensore A (serbatoio vuoto).
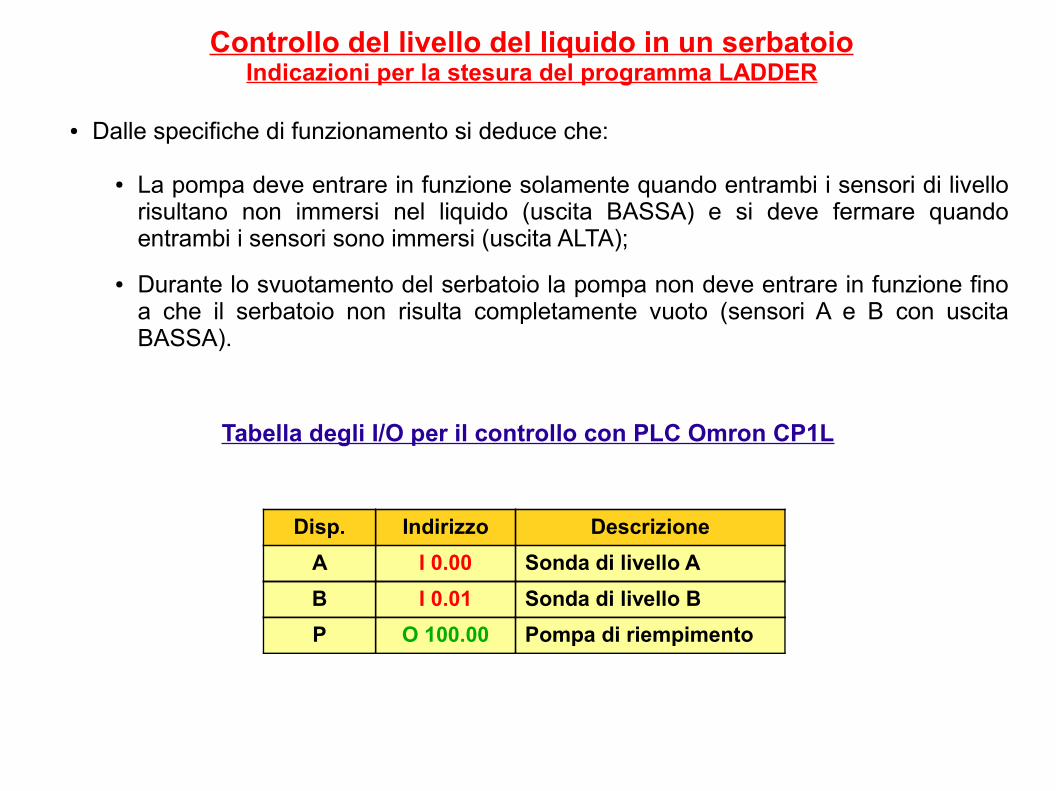
Controllo del livello del liquido in un serbatoioIndicazioni per la stesura del programma LADDER
● Dalle specifiche di funzionamento si deduce che:
● La pompa deve entrare in funzione solamente quando entrambi i sensori di livello risultano non immersi nel liquido (uscita BASSA) e si deve fermare quando entrambi i sensori sono immersi (uscita ALTA);
● Durante lo svuotamento del serbatoio la pompa non deve entrare in funzione fino a che il serbatoio non risulta completamente vuoto (sensori A e B con uscita BASSA).
Tabella degli I/O per il controllo con PLC Omron CP1L
Disp. Indirizzo DescrizioneA I 0.00 Sonda di livello AB I 0.01 Sonda di livello BP O 100.00 Pompa di riempimento
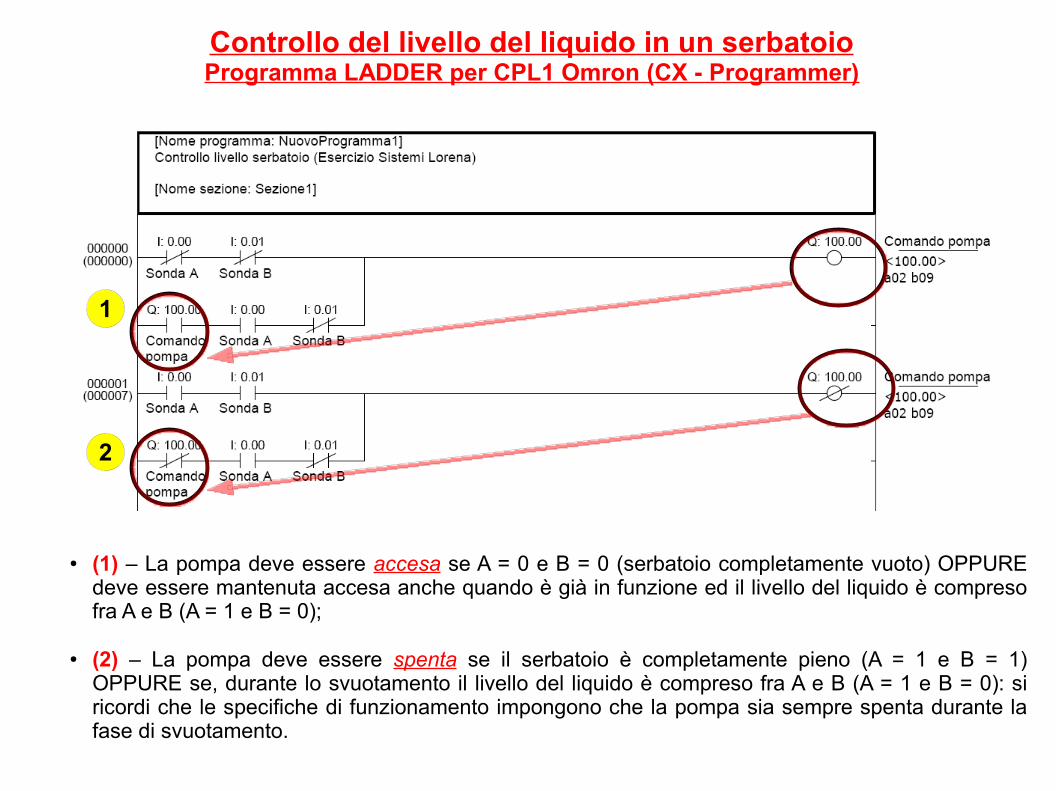
Controllo del livello del liquido in un serbatoioProgramma LADDER per CPL1 Omron (CX - Programmer)
● (1) – La pompa deve essere accesa se A = 0 e B = 0 (serbatoio completamente vuoto) OPPURE deve essere mantenuta accesa anche quando è già in funzione ed il livello del liquido è compreso fra A e B (A = 1 e B = 0);
● (2) – La pompa deve essere spenta se il serbatoio è completamente pieno (A = 1 e B = 1) OPPURE se, durante lo svuotamento il livello del liquido è compreso fra A e B (A = 1 e B = 0): si ricordi che le specifiche di funzionamento impongono che la pompa sia sempre spenta durante la fase di svuotamento.
1
2

Serbatoio con pompa di riempimento e valvola di scaricoDescrizione del problema e specifiche di funzionamento
In figura è rappresentato un serbatoio, nel quale il livello del liquido è controllato tramite due sensori A e B (uscita alta se immersi nel liquido e bassa in caso contrario), una pompa di riempimento P ed una valvola di scarico V.
Il funzionamento del sistema è definito dalle seguenti specifiche:
Fase di riempimentoIl serbatoio viene riempito tramite la pompa P, che deve entrare automaticamente in funzione quando il livello del liquido si trova al disotto del sensore A (serbatoio vuoto); la pompa deve funzionare fino a che il livello del liquido, salendo, non raggiunge il sensore B (serbatoio pieno); durante questa fase non si può prelevare liquido dal serbatoio e quindi non deve essere possibile azionare la valvola di scarico.
Fase di svuotamentoUna volta terminata la fase di riempimento è possibile prelevare liquido dal serbatoio azionando la valvola di scarico V; non appena il livello scende al disotto del sensore A (serbatoio vuoto) la valvola di scarico V deve essere chiusa e non deve più essere possibile riaprirla fino a che il serbatoio non si è nuovamente riempito.
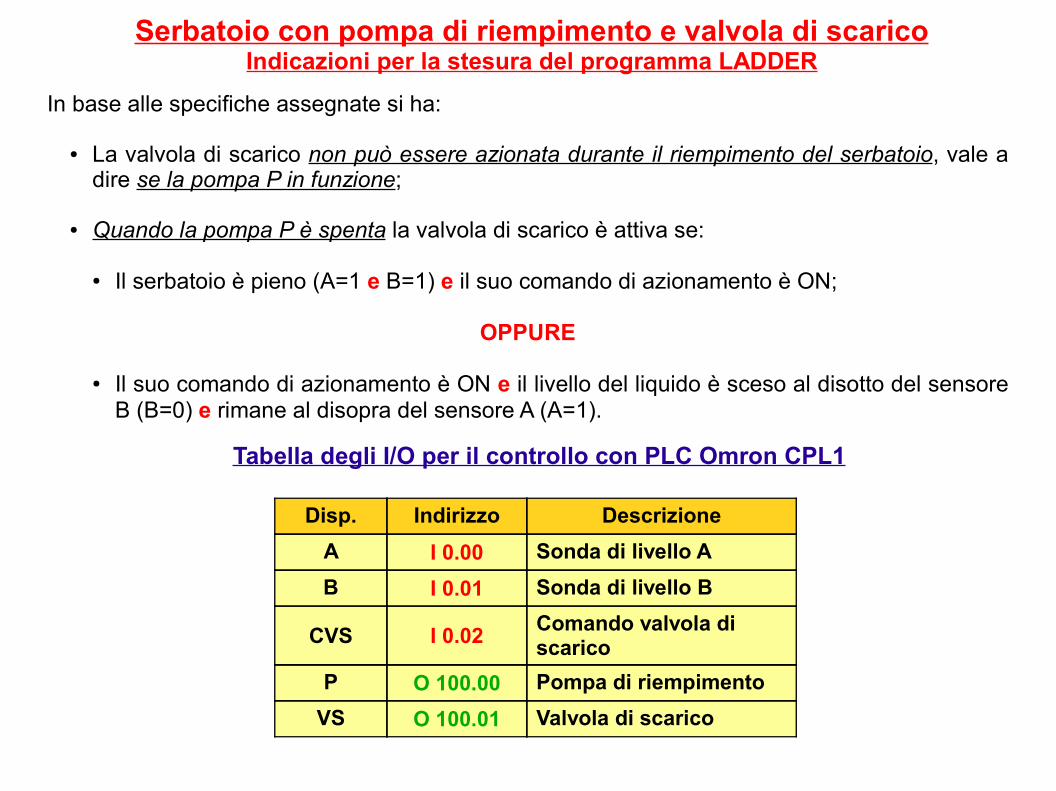
Serbatoio con pompa di riempimento e valvola di scaricoIndicazioni per la stesura del programma LADDER
In base alle specifiche assegnate si ha:
● La valvola di scarico non può essere azionata durante il riempimento del serbatoio, vale a dire se la pompa P in funzione;
● Quando la pompa P è spenta la valvola di scarico è attiva se:
● Il serbatoio è pieno (A=1 e B=1) e il suo comando di azionamento è ON;
OPPURE
● Il suo comando di azionamento è ON e il livello del liquido è sceso al disotto del sensore B (B=0) e rimane al disopra del sensore A (A=1).
Tabella degli I/O per il controllo con PLC Omron CPL1
Disp. Indirizzo DescrizioneA I 0.00 Sonda di livello AB I 0.01 Sonda di livello B
CVS I 0.02 Comando valvola di scarico
P O 100.00 Pompa di riempimentoVS O 100.01 Valvola di scarico
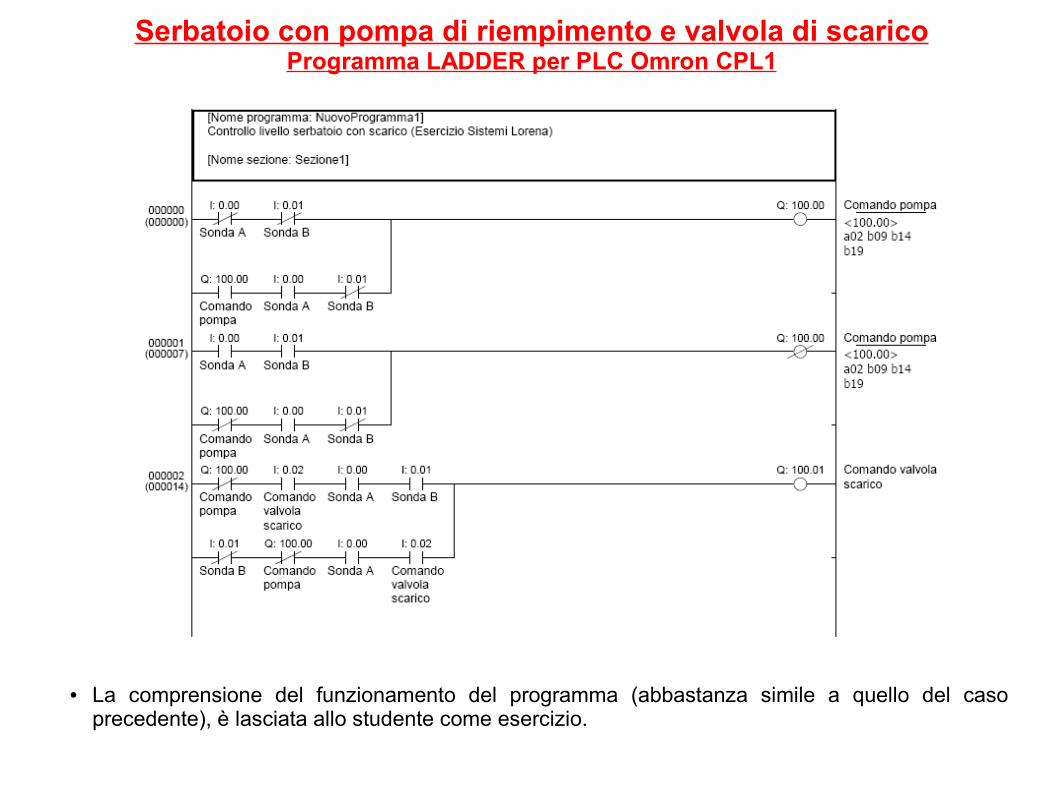
Serbatoio con pompa di riempimento e valvola di scaricoProgramma LADDER per PLC Omron CPL1
● La comprensione del funzionamento del programma (abbastanza simile a quello del caso precedente), è lasciata allo studente come esercizio.
Comando “Marcia – Arresto” di un motore elettricoComando di un teleruttore (relè) con autoritenuta
Specifiche di funzionamento
● Il funzionamento di un motore elettrico viene comandato tramite due pulsanti di tipo NA (normalmente aperti), P1 e P2, che determinano lo stato di eccitazione o diseccitazione del teleruttore che collega il motore alla linea elettrica che lo alimenta:
P1 – Marcia
P2 – Arresto
● Lo stato di funzionamento del motore deve essere segnalato mediante due lampade spia L1 ed L2 poste sul quadro di comando dello stesso:
L1 (Verde) – Motore in marcia
L2 (Rossa) – Motore fermo
Comando “Marcia – Arresto” di un motore elettricoComando di un teleruttore (relè) con autoritenuta
Indicazioni per la scrittura del programma ladder● Per poter eccitare o diseccitare un teleruttore tramite pulsanti NA occorre
tenere presente che lo stato di chiusura del contatto degli stessi è temporaneo, ossia persiste fino a che il pulsante stesso rimane premuto;
● E' quindi necessario fare in modo che:
● il teleruttore si ecciti quando viene premuto P1 (Marcia) e rimanga in tale stato anche quando lo stesso viene rilasciato;
● Il teleruttore si disecciti quando viene premuto P2 (Arresto) e rimanga in tale stato quando lo stesso viene rilasciato;
● Il funzionamento descritto sopra si ottiene mediante il cosiddetto comando con autoritenuta, illustrato nel diagramma ladder della pagina seguente
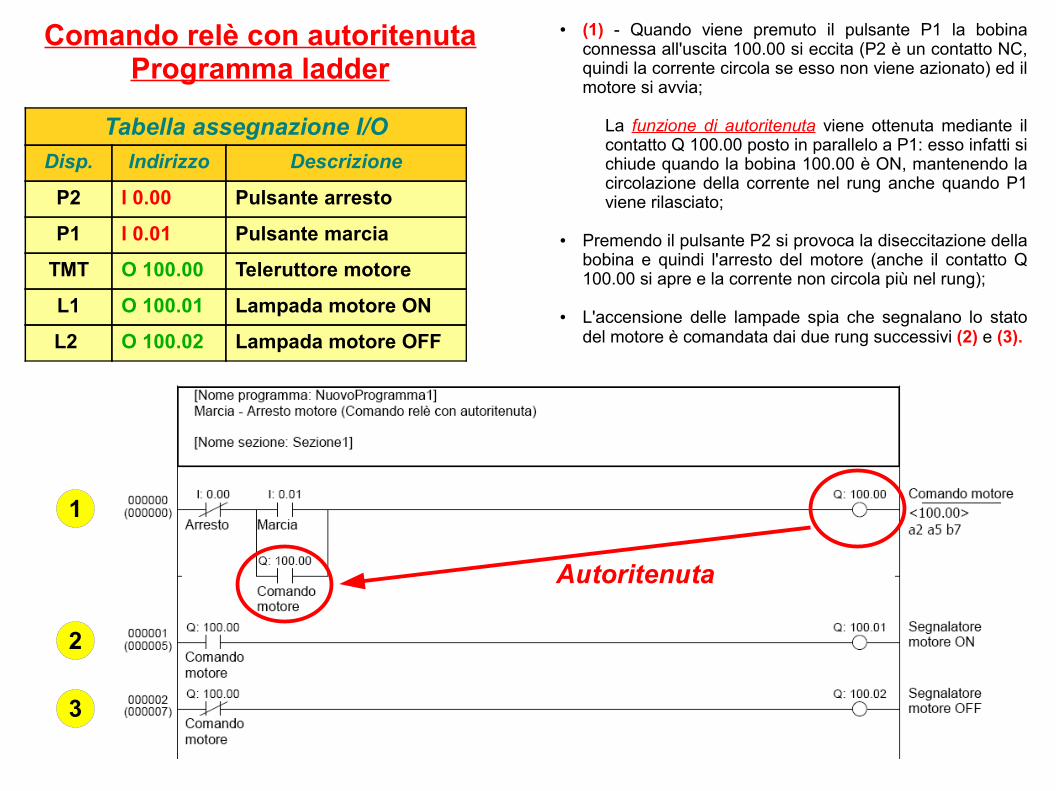
Comando relè con autoritenutaProgramma ladder
Tabella assegnazione I/ODisp. Indirizzo Descrizione
P2 I 0.00 Pulsante arresto
P1 I 0.01 Pulsante marcia
TMT O 100.00 Teleruttore motore
L1 O 100.01 Lampada motore ON
L2 O 100.02 Lampada motore OFF
● (1) - Quando viene premuto il pulsante P1 la bobina connessa all'uscita 100.00 si eccita (P2 è un contatto NC, quindi la corrente circola se esso non viene azionato) ed il motore si avvia;
La funzione di autoritenuta viene ottenuta mediante il contatto Q 100.00 posto in parallelo a P1: esso infatti si chiude quando la bobina 100.00 è ON, mantenendo la circolazione della corrente nel rung anche quando P1 viene rilasciato;
● Premendo il pulsante P2 si provoca la diseccitazione della bobina e quindi l'arresto del motore (anche il contatto Q 100.00 si apre e la corrente non circola più nel rung);
● L'accensione delle lampade spia che segnalano lo stato del motore è comandata dai due rung successivi (2) e (3).
Autoritenuta
1
2
3
Sistema contapezzi con nastro trasportatoreDescrizione del sistema e specifiche di funzionamento
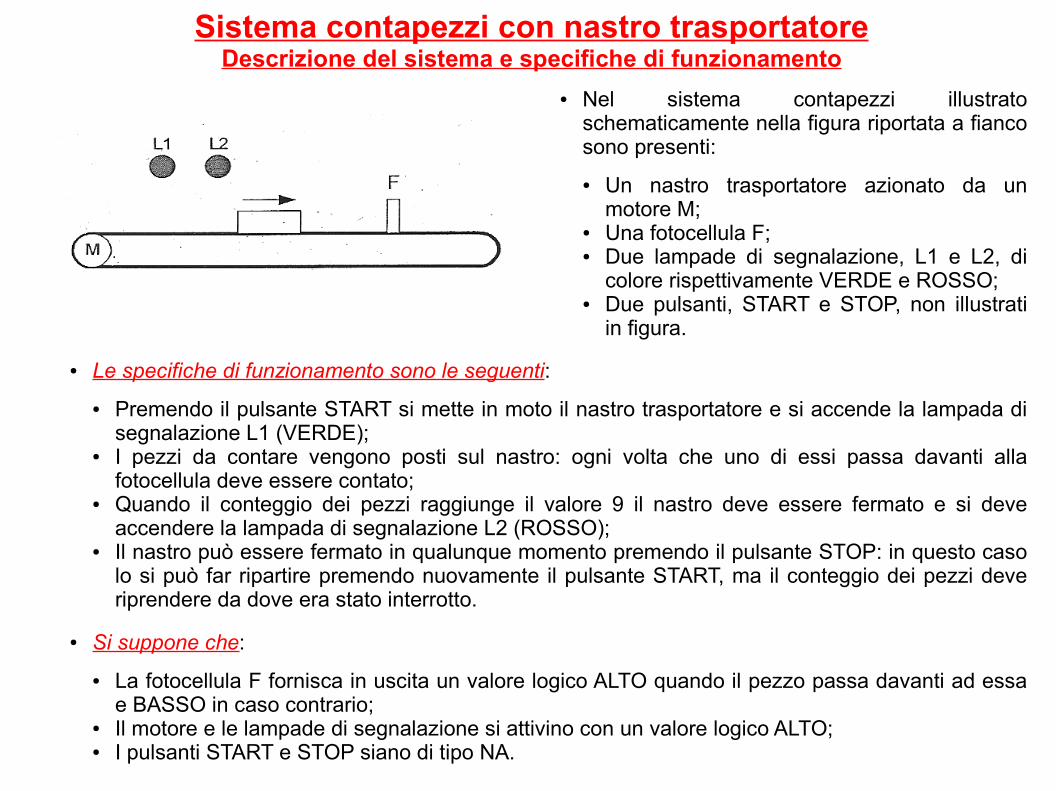
● Nel sistema contapezzi illustrato schematicamente nella figura riportata a fianco sono presenti:● Un nastro trasportatore azionato da un
motore M;● Una fotocellula F;● Due lampade di segnalazione, L1 e L2, di
colore rispettivamente VERDE e ROSSO;● Due pulsanti, START e STOP, non illustrati
in figura.
● Le specifiche di funzionamento sono le seguenti:● Premendo il pulsante START si mette in moto il nastro trasportatore e si accende la lampada di
segnalazione L1 (VERDE);● I pezzi da contare vengono posti sul nastro: ogni volta che uno di essi passa davanti alla
fotocellula deve essere contato;● Quando il conteggio dei pezzi raggiunge il valore 9 il nastro deve essere fermato e si deve
accendere la lampada di segnalazione L2 (ROSSO);● Il nastro può essere fermato in qualunque momento premendo il pulsante STOP: in questo caso
lo si può far ripartire premendo nuovamente il pulsante START, ma il conteggio dei pezzi deve riprendere da dove era stato interrotto.
● Si suppone che:● La fotocellula F fornisca in uscita un valore logico ALTO quando il pezzo passa davanti ad essa
e BASSO in caso contrario;● Il motore e le lampade di segnalazione si attivino con un valore logico ALTO;● I pulsanti START e STOP siano di tipo NA.

Sistema contapezzi con nastro trasportatoreOsservazioni e note per la stesura del programma ladder
● Il comando di avvio e arresto del motore attraverso i due pulsanti START e STOP di tipo NA deve essere fatto mediante un relè con autoritenuta;
● Lo stato del nastro trasportatore dipende inoltre dal numero di pezzi contati dal sistema: in base alle specifiche assegnate infatti il nastro si deve fermare quando tale numero raggiunge il valore 9;
● Per il conteggio dei pezzi si utilizzerà un contatore a decremento, il cui blocco funzionale viene riportato di seguito:
● Il Set Value S viene impostato a 9;● All'ingresso Count Input viene
collegata la fotocellula che rileva il passaggio del pezzo sul nastro.
● Per quanto riguarda l'ingresso di Reset in base alle specifiche di funzionamento previste dal sistema bisogna tenere presente che:● Se il nastro viene fermato prima che siano stati contati 9 pezzi il contatore NON
DEVE ESSERE RESETTATO: al successivo riavvio infatti il conteggio deve riprendere dal punto in cui è stato interrotto;
● Se il nastro viene riavviato dopo il passaggio di 9 pezzi il contatore DEVE ESSERE RESETTATO, in modo da poter effettuare un nuovo ciclo di conteggio.
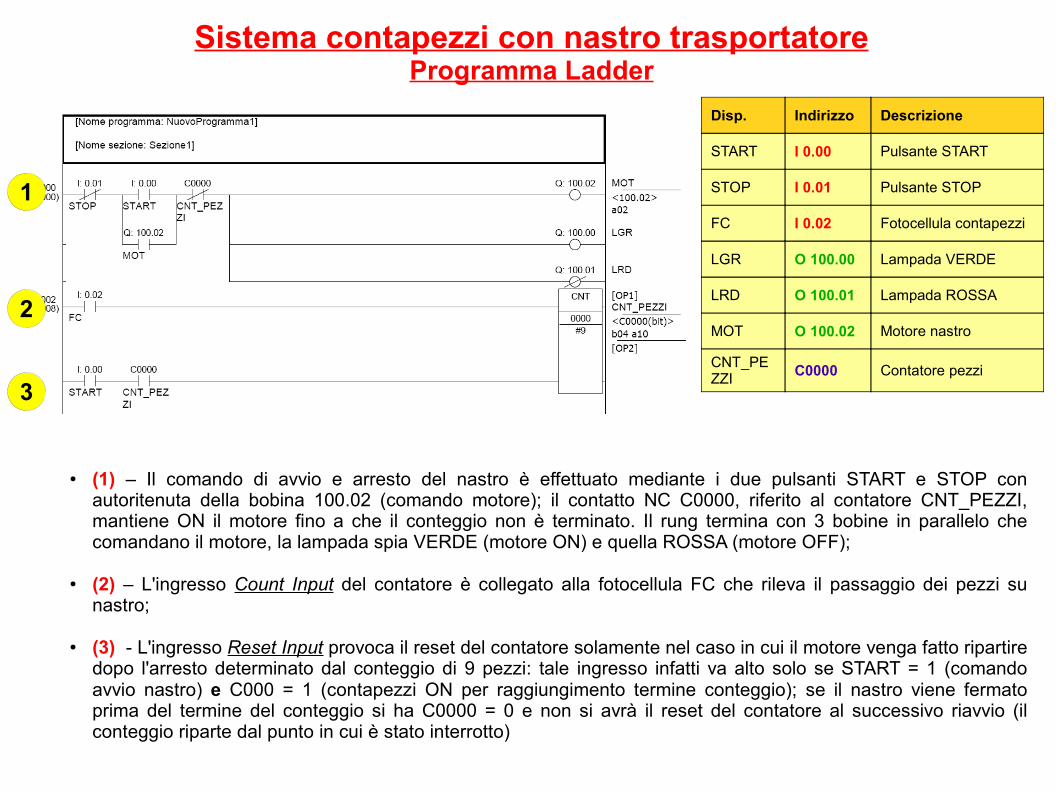
Sistema contapezzi con nastro trasportatoreProgramma Ladder
Disp. Indirizzo Descrizione
START I 0.00 Pulsante START
STOP I 0.01 Pulsante STOP
FC I 0.02 Fotocellula contapezzi
LGR O 100.00 Lampada VERDE
LRD O 100.01 Lampada ROSSA
MOT O 100.02 Motore nastro
CNT_PEZZI C0000 Contatore pezzi
● (1) – Il comando di avvio e arresto del nastro è effettuato mediante i due pulsanti START e STOP con autoritenuta della bobina 100.02 (comando motore); il contatto NC C0000, riferito al contatore CNT_PEZZI, mantiene ON il motore fino a che il conteggio non è terminato. Il rung termina con 3 bobine in parallelo che comandano il motore, la lampada spia VERDE (motore ON) e quella ROSSA (motore OFF);
● (2) – L'ingresso Count Input del contatore è collegato alla fotocellula FC che rileva il passaggio dei pezzi su nastro;
● (3) - L'ingresso Reset Input provoca il reset del contatore solamente nel caso in cui il motore venga fatto ripartire dopo l'arresto determinato dal conteggio di 9 pezzi: tale ingresso infatti va alto solo se START = 1 (comando avvio nastro) e C000 = 1 (contapezzi ON per raggiungimento termine conteggio); se il nastro viene fermato prima del termine del conteggio si ha C0000 = 0 e non si avrà il reset del contatore al successivo riavvio (il conteggio riparte dal punto in cui è stato interrotto)
1
2
3
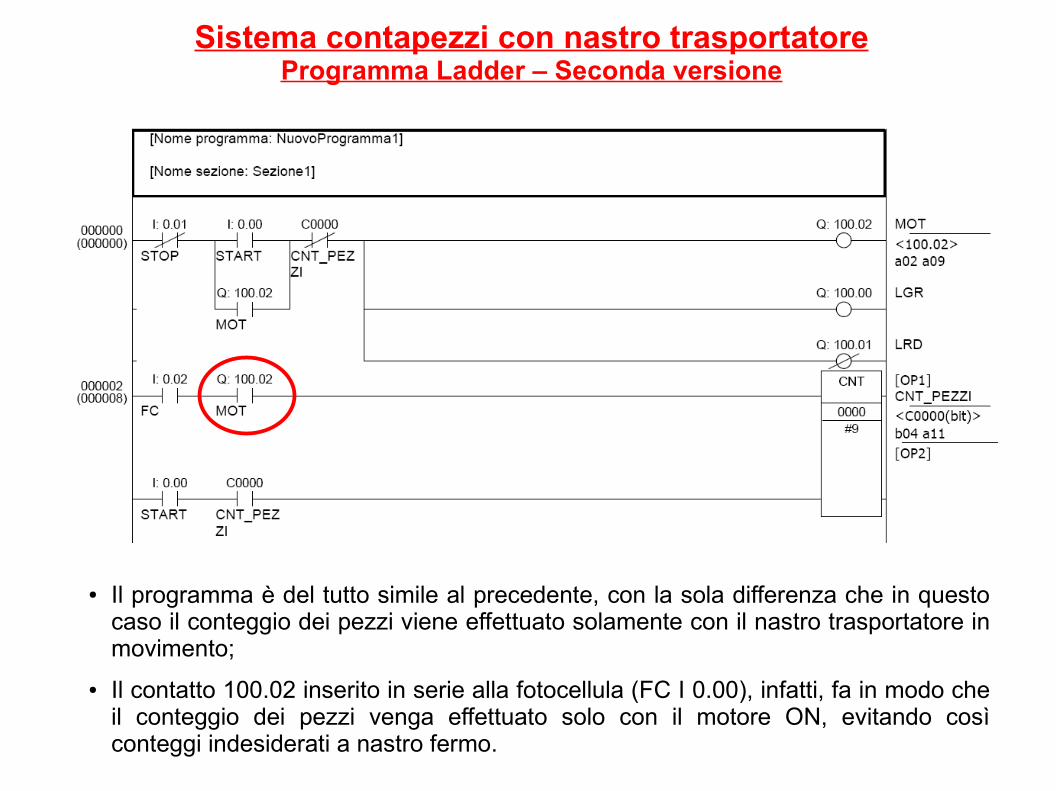
Sistema contapezzi con nastro trasportatoreProgramma Ladder – Seconda versione
● Il programma è del tutto simile al precedente, con la sola differenza che in questo caso il conteggio dei pezzi viene effettuato solamente con il nastro trasportatore in movimento;
● Il contatto 100.02 inserito in serie alla fotocellula (FC I 0.00), infatti, fa in modo che il conteggio dei pezzi venga effettuato solo con il motore ON, evitando così conteggi indesiderati a nastro fermo.

Sistema contapezzi con nastro trasportatoreSistema per pezzi di due diverse altezze
● Il sistema illustrato schematicamente in figura deve contare i pezzi di due diverse altezze (H1 e H2) che vengono via via posti sul nastro trasportatore.
● Le specifiche di funzionamento sono le seguenti:● Il nastro trasportatore si mette in moto premendo il
pulsante START e si arresta premendo il pulsante STOP; lo stato del nastro deve essere segnalato mediante l'accensione delle lampade LGR (nastro in movimento) o LRD (nastro fermo);
● Le fotocellule F1 ed F2 rilevano l'altezza dei pezzi, fornendo uscita ALTA quando sono oscurate e BASSA in caso contrario; i pulsanti START e STOP sono NA;
● I pezzi, che possono essere solamente di due altezze diverse (H1 e H2) vengono posti sul nastro e passano davanti alla coppia di fotocellule per essere contati;
● Il conteggio dei pezzi deve essere fatto separatamente per le due diverse tipologie; il nastro trasportatore deve essere fermato quando il numero di pezzi di tipo H1 oppure quello dei pezzi di tipo H2 raggiungono il valore 9;
● Le lampade LH1 e LH2 segnalano il raggiungimento del numero massimo di pezzi previsto per ciascuna delle due tipologie;
● Il nastro trasportatore può essere fermato in qualunque momento premendo il pulsante STOP; in tal caso il conteggio dei pezzi deve ripartire dal punto dal quale è stato interrotto.

Sistema contapezzi con nastro trasportatoreSistema per pezzi di due diverse altezze – Note per la scrittura del programma
Tabella assegnazione I/ODisp. Indirizzo Descrizione
START I 0.00 Pulsante START
STOP I 0.01 Pulsante STOP
FC1 I 0.02 Fotocellula F1
FC2 I 0.03 Fotocellula F2
LGR O 100.00 Lampada VERDE
LRD O 100.01 Lampada ROSSA
MOT O 100.02 Motore nastro
LH1 O 100.03 Lampada H1
LH2 O 100.04 Lampada H2
CNT_H1 C0000 Contatore pezzi H1
CNT_H2 C0001 Contatore pezzi H2
● Il comando del motore mediante i pulsanti START e STOP viene fatto con un relè ad autoritenuta;
● L'arresto del nastro trasportatore deve verificarsi:● Quando viene premuto il pulsante STOP;● Quando almeno uno dei contatori dei pezzi
raggiunge il valore massimo previsto;
● Per effettuare il conteggio dei pezzi occorre tenere presente che:● I pezzi di altezza H1 oscurano entrambe le
fotocellule (F1 =1 e F2 = 1);● I pezzi di altezza H2 oscurano solamente la
fotocellula F1 (F1 = 1 e F2 = 0);
● I contatori vanno resettati solo se il nastro trasportatore viene fatto ripartire in seguito al raggiungimento del valore massimo previsto per almeno una delle tipologie di pezzi: solo in questo caso infatti deve iniziare un nuovo ciclo di conteggio degli stessi;
● Occorre infine tener presente che, nel caso in cui si conta un pezzo di tipo H1 le due fotocellule devono passare da 00 a 11: se per un non perfetto allineamento delle stesse commuta prima F1 e poi F2 (00 → 01) si avrebbe un conteggio errato sui pezzi di tipo H2.

Contapezzi a 2 altezze - Programma Ladder ● (1) – Il comando del nastro trasportatore viene fatto tramite un relè con autoritenuta;
● (2) – Il reset dei contatori, fatto tramite il valore assunto dall'area di lavoro W0.00, viene effettuato solamente quando viene dato il comando START in seguito al raggiungimento del valore massimo di conteggio di almeno una delle due tipologie di pezzi;
● (3) – Per ovviare all'inconveniente del disallineamento delle fotocellule viene introdotto un ritardo alla lettura del loro stato tramite il timer T0000: esso infatti viene attivato quando almeno una delle fotocellule si porta alta;
● (4) – Quando T0000 ha esaurito il tempo (in questo esempio esso vale 1s) viene effettuata la lettura dello stato delle fotocellule con decremento del valore del contatore relativo all'altezza del pezzo rilevata: in questo modo si permette al pezzo di posizionarsi correttamente davanti alla coppia di fotocellule. Si noti come la lettura delle fotocellule influenza i contatori solo se il nastro trasportatore è in movimento (motore ON).
● (5) – Le due lampade H1 e H2 segnalano il fine conteggio dei pezzi.
1
2
3
4
5

![Misure di temporizzazione con LYSO e PMT Burle 8850 Roma, 10.05.2010 PMT R9880U-110 sba Catania, 1.12.2010 R. De Leo [1], M. Mastromarco [1], R. Perrino.](https://static.fdocumenti.com/doc/165x107/5542eb5a497959361e8c74fc/misure-di-temporizzazione-con-lyso-e-pmt-burle-8850-roma-10052010-pmt-r9880u-110-sba-catania-1122010-r-de-leo-1-m-mastromarco-1-r-perrino.jpg)











![Esercizi PLC Ladder - 1[1]](https://static.fdocumenti.com/doc/165x107/55cf9a7f550346d033a209e8/esercizi-plc-ladder-11.jpg)
