PROGETTO: ECODENS ECOSTABILIZZAZIONE DELLE SANSE...
32
1 P.S.R. Sicilia 2007-2013 Misura 124 “Cooperazione per lo sviluppo di nuovi prodotti, processi e tecnologie nei settori agricolo alimentare, e in quello ambientale PROGETTO: ECODENS – ECOSTABILIZZAZIONE DELLE SANSE MEDIANTE DENSIFICAZIONE IMPIANTO PER LA CO-DENSIFICAZIONE DI SANSE E RESIDUI DI POTATURE
Transcript of PROGETTO: ECODENS ECOSTABILIZZAZIONE DELLE SANSE...

1
P.S.R. Sicilia 2007-2013
Misura 124 “Cooperazione per lo sviluppo di nuovi prodotti, processi e
tecnologie nei settori agricolo alimentare, e in quello ambientale
PROGETTO:
ECODENS – ECOSTABILIZZAZIONE DELLE SANSE MEDIANTE
DENSIFICAZIONE
IMPIANTO PER LA CO-DENSIFICAZIONE DI SANSE
E RESIDUI DI POTATURE

2
ECODENS - ECOSTABILIZZAZIONE DELLE SANSE MEDIANTE DENSIFICAZIONE
MISURA 124 - PSR SICILIA 2007-2013
IMPIANTO PER LA CO-DENSIFICAZIONE DI SANSE
E RESIDUI DI POTATURE
1.SOMMARIO
Il presente documento riporta una sintesi delle attività svolte e dei risultati ottenuti
nell’ambito del progetto ECODENS – ecostabilizzazione delle sanse mediante
densificazione, finanziato con fondi dalla Misura 124 del PSR Sicilia 2007-2013.
Esso descrive in dettaglio le caratteristiche dell’impianto di co-densificazione di sanse
vergini e residui di potature arboree (uliveti, vigneti e frutteti) sviluppato nell’ambito del
citato progetto.
2. INTRODUZIONE
Il progetto ECODENS – ecostabilizzazione delle sanse mediante densificazione, ha quale
concreto obiettivo la dimostrazione della fattibilità tecnica e della sostenibilità economica
di un processo per la co-densificazione di sanse vergini miste a residui di potature da
colture arboree (uliveti, vigneti, frutteto), che consenta lo sfruttamento energetico di tali
biomasse da parte di aziende agricole energivore (lattiero-casearie), in un ottica di filiera
corta.
A tal fine è stata (a) selezionata ed ottimizzata una procedura per la raccolta meccanizzata
dei residui di potature, (b) progettato ed ottimizzato un apposito impianto di co-
densificazione di miscele di sanse e vergini e residui di potature che consente la produzione
di un agri-pellet di buona qualità, (c) progettata ed ottimizzata una innovativa caldaia ad
agri-pellet per aziende casearie, (d) verificato l’uso delle ceneri di agri-pellet in agricoltura
quali fertilizzanti ed ammendanti dei terreni agricoli.
In accordo con l’orientamento delle politiche comunitarie e nazionali in ambito di sviluppo
delle fonti energetiche rinnovabili (FER), il progetto pertanto consente di dare un
significativo contributo allo sfruttamento energetico delle biomasse provenienti
direttamente dal mondo agricolo, consentendo altresì di trasformare il crescente problema
legato allo smaltimento di sanse e residui di potature in una opportunità di reddito per le
aziende agricole.
In dettaglio l’attività si è concentrata dapprima sulla messa a punto di impianto di co-
densificazione attraverso lo sviluppo di un progetto avente come obiettivo primario quello
di ottenere un pellet di buona qualità (durabilità, umidità, densificazione), cosa non facile

3
con un materiale come la sansa vergine, povero di lignina e relativamente ricco di olio
residuo; allo stesso tempo il progetto è stato sviluppato con il duplice obiettivo di:
a) mettere in campo la massima semplificazione dell’impianto al fine di ridurre al minimo i
costi di investimento;
b) individuare, allo stesso tempo, le dimensioni minime dello stesso ed il più opportuno
grado di automazione, cui corrispondono anche i minimi costi di esercizio.
Dovendo operare infatti in un ottica di filiera corta, appare fin dall’inizio importante
individuare il grado di automazione e le dimensioni minime dell’impianto che risulti
economicamente conveniente, cioè le dimensioni di un impianto capace di operare in
“regime di convenienza economica”, nel più piccolo comprensorio possibile, tenuto conto
che i costi dei trasporti delle materie prime e del prodotto finito, entrambi prodotti
relativamente poveri, possono incidere significativamente sulla redditività dell’impianto e
sulla competitività dell’agri-pellet.
La progettazione, realizzazione ed installazione dell’impianto, sono stati seguiti da una
lunga attività di ottimizzazione dei singoli componenti e dei parametri di esercizio, fino al
collaudo finale eseguito anche attraverso una attenta verifica delle proprietà dell’agri-pellet
prodotto e della sostenibilità economica del sistema messo a punto.
Un attività parallela di progettazione e sviluppo è stata svolta al fine di mettere a punto una
caldaia innovativa per l’utilizzazione dell’agri-pellet in aziende lattiero-caserie di piccole e
medie dimensioni. Una sistematica attività di monitoraggio delle prestazioni della caldaia
implementata, è stata eseguita per individuare le condizioni ottimali d’uso.
Infine, è stata svolta altresì una sistematica attività di sperimentazione sul campo finalizzata
alla individuazione delle migliori condizioni tecniche ed economiche per la raccolta
meccanizzata dei residui di potature arboree (uliveti, vigneti e frutteti) nelle aziende del
territorio siciliano, da utilizzare perla produzione dell’agri-pellet.
Con riferimento all’impianto di co-densificazione, che è certamente il cuore del progetto
ECODENS, la sua configurazione ottimale è stata ottenuta attraverso una attenta analisi ed
ottimizzazione di ciascun componente del sistema, sin dal momento della progettazione.
Per questo nel seguito, dopo una breve disamina delle caratteristiche fisico-chimiche delle
materie prime, si passano in rassegna le diverse possibili soluzioni per ciascun componente
dell’impianto, al fine di individuare la tipologia più conveniente per lo scopo del progetto,
che è appunto quello di configurare un impianto di co-densificazione tecnicamente fattibile
ed economicamente conveniente.
3. PRINCIPALI CARATTERISTICHE DELLE MATERIE PRIME
In generale le sanse vergini di oliva si presentano cosi come sono prodotte dai frantoi oleari
(sottoprodotto della lavorazione delle olive), mentre i residui di potature subiscono un
processo di trinciatura più o meno grossolana attraverso macchina trinciatrice (o trincia-
caricatrice) appositamente dimensionata. Sebbene la raccolta dei residui di potature arboree
può essere ottenuta con altri sistemi meccanizzati, preliminari analisi eseguite anche in
ambito del progetto ECODENS, hanno dimostrato che la tecnica di raccolta
economicamente più conveniente è quella che può essere eseguita attraverso una trincia-
caricatrice di medie dimensioni capace di operare anche in terreni con limitata pendenza ed
in impianti con interfilare relativamente ridotto, come si verifica sovente negli impianti
arborei del territorio della regione siciliana (per maggiori dettagli sulla raccolta
meccanizzata si rimanda al cap.10).

4
Poiché le biomasse in oggetto sono caratterizzate da un contenuto di umidità relativamente
elevato, superiore al 50-55% per le sanse e superiore al 35-40% per i residui di potature,
umidità tali da non consentirne certamente la densificazione tal quale, il “cuore” della linea
di densificazione è costituito da un essiccatore di biomassa, cioè di una miscela di sansa e
ramaglie trinciate. Tale essiccatore di biomasse è stato appositamente progettato e
sviluppato a partire da modelli termodinamici atti a valutare le principali caratteristiche
geometriche e funzionali della macchina e dell'impianto di captazione in cui essa è inserita.
Al fine di pervenire ad un processo di essiccazione efficiente, le esperienze preliminari
eseguite hanno mostrato che è necessario ridurre opportunamente le massime dimensioni
delle ramaglie a valori non superiori a 15-20 mm, attraverso una opportuna triturazione del
legno “trinciato”, cosi come perviene dalla raccolta meccanizzata mediante macchina
trincia caricatrice. Altrimenti l’essicazione involge tempi troppo lunghi ed un processo
piuttosto costoso, certamente non sostenibile per la co-densificazione delle biomasse
considerate.
(a) (b)
Fig.1 – (a) sansa vergine e (b) residui di potature trinciate.
Al fine di ridurre i costi della triturazione l’esperienza ha pure mostrato che è bene dotare la
trinciatrice di una griglia raffinatrice in modo da avere ramaglie trinciate con dimensioni
massime mediamente non superiori a 10-12 cm (per maggiori dettagli si veda il cap.10).
Ovviamente la miscela essiccata costituita da sansa e residui di potature triturate non può
essere pellettizzata tal quale in quanto l’ottimizzazione della produttività e della qualità del
pellet necessita una granulometria con dimensioni massime non superiore a 3-4 mm. Per
questo, l’impianto di co-densificazione deve essere dotato di un apposito sistema che
possiamo chiamare di raffinazione della biomassa secca, costituito per esempio da un
mulino a coltelli, a mazze o a martelli (vedi cap.5.3).
La pellettizzazione della miscela cosi raffinata, per essere efficiente specie in termini di
produttività oraria e di qualità del pellet (durabilità etc.), necessita l’uso di macchine
opportunamente configurate (inutili risultano per esempio i sistemi di lubrificazione e/o
umidificazione superficiale sovente adottate nella pellettizzazione di specie legnose
forestali), mentre poco produttive risultano macchine standard progettate e costruite per la
pellettizzazione di essenze boschive, caratterizzate per esempio da matrici a fori circolari e
con spessore relativamente ridotto.
Nel seguito è brevemente descritta l’attività di progettazione della linea di densificazione,
considerando in dettaglio tutti i singoli componenti costituenti. Tenuto conto di quanto
brevemente detto in premessa circa la centralità dell’essiccatore, l’attività di progettazione
ha considerato dapprima la progettazione dell’essiccatore: dalle sue dimensioni e dai
relativi peculiari parametri di funzionamento, strettamente legati all’essiccazione

5
necessaria, dipende infatti il dimensionamento degli altri elementi essenziali costituenti il
sistema di densificazione.
2. ESSICCAMENTO ED ESSICCATORI
La corretta scelta e configurazione dell’essiccatore necessita ovviamente una adeguata
conoscenza dei processi di essiccamento dei solidi. In sintesi, per essiccamento di un solido
si intende la rimozione del liquido, generalmente acqua, presente nel materiale sino ad un
valore che ne consenta un corretto stoccaggio per tempi medio-lunghi. I liquidi presenti in
un solido possono essere allontanati attraverso procedimenti meccanici, usando centrifughe
o presse, o processi termici che tendono a vaporizzare il liquido presente. La essiccazione
meccanica dei solidi difficilmente consente di ottenere umidità inferiori al 25-30% e per
questo, nel nostro caso, è necessario optare per la essiccazione con ciclo termico.
Nell’essiccamento con ciclo termico si usa solitamente aria come fluido essiccante, con
adatta temperatura e contenuto di umidità: in genere si utilizza aria calda e secca, cioè con
una bassa umidità relativa Ur, in modo che il contatto aria-acqua provochi l’evaporazione
dell’acqua (umidità libera, contenuta nei pori del soli, ma anche quella legata, contenuta
cioè negli spazi intercapillari e/o adsorbita sulla superficie del solido).
In un essiccatore ad aria calda, il processo di essiccazione avviene in pratica senza scambio
di calore con l’esterno e quindi l’aria si raffredda e si umidifica seguendo una delle rette di
raffreddamento adiabatico presenti nel diagramma psicrometrico che descrive il sistema
aria-acqua alla pressione standard di 1 atm.
In breve, al fine di limitare i costi di investimento, ma anche quelli di esercizio, nonché
eventuali problemi legati alla possibile torrefazione della miscela sansa vergine – residui di
potature, l’analisi ingegneristica indica, quale soluzione ottimale quella di un essiccatore
rotativo, in equicorrente. Questo, infatti, consente di ridurre il rischio di torrefazione,
tenuto conto che la sansa ma anche il legno sebbene in misura inferiore, sono materiali che
non sopportano temperature superiori ai 350-450 °C, ed inizialmente tendono ad aderire
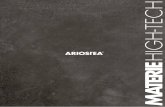
alle pareti per via della elevata umidità. Nella figura seguente è riportato lo schema
dell’essiccatore a tamburo rotante in equicorrente con successivo sistema di abbattimento
polveri costituito da un filtro a ciclone, ed un ventilatore per ottenere il flusso di aria calda,
posto sempre a valle del tamburo in modo da avere un vantaggioso sistema sempre in
depressione.
Fig.2 - rappresentazione schematica di un essiccatore a tamburo rotante a singolo passaggio.

6
Al fine di limitare l’ingombro dell’impianto, caratteristiche particolarmente importante ove
si preveda la installazione dell’impianto in prossimità di esistenti impianti oleari sfruttando
spazi residuali ecc., nella progettazione ECODENS si è adottato un tamburo rotante
cosiddetto “a tre passaggi”.
Al fine di limitare invece i costi di investimento, tenuto conto che è stato ampiamente che
grazie alla elevata umidità delle sanse la miscela non subisce significativo danneggiamento
sino a temperature di 450 °C, si è adottato un sistema a riscaldamento diretto (vedi
progetto dell’impianto). Per contenere i costi si è adottato altresì un filtro a ciclone semplice
per l’abbattimento delle polveri, sebbene quelle più sottili, specie se questo non è
sufficientemente dimensionato, possono finire al camino. Le valutazioni eseguite non
consigliano comunque l’uso di sistemi di abbattimento più complessi in quanto i vantaggi
non sono ripagati dai maggiori costi di investimento.
Tenuto conto che il rendimento di tali essiccatori si riduce drasticamente al diminuire delle
dimensioni, si è scelto un sistema capace di trattare circa 850 kg/ora di materiale umido, cui
corrisponde un rendimento termodinamico di essiccazione ancor in linea con quello di
grossi impianti (per maggiori dettagli si veda il progetto esecutivo dell’impianto).
Per quanto concerne infine l’umidità finale della biomassa, una sperimentazione
preliminare ha mostrato che, a causa della presenza del 2-3% di olio nella sansa vergine,
tali miscele non possono essere pellettizzate se presentano umidità superiori al 8-10%
massimo; peraltro tale ultimo valore è quello corrisponde in pratica al valore di equilibrio in
atmosfera.
Al fine di ottimizzare le “perfomance” economiche ed ambientali del processo di
produzione di biomasse da sansa vergine e residui di potature, il forno a servizio
dell’essiccatore è stato alimentato non già con combustibili tradizionali (gasolio, gas ecc.),
bensì con la stessa biomassa essiccata cosi come ottenuta in uscita dall’essiccatore. In
particolare, al fine di ottimizzare i vantaggi il sistema è stato dotato di vaglio della
biomassa secca a valle del raffinatore che consente di separare le parti più sottili del
“polverino” e di utilizzare queste per l’alimentazione del forno. Tale idea innovativa
consente in pratica di eliminare quello che sarebbe stato un rifiuto, tenuto conto che per una
buona pellettizzazione, come è noto, le parti più sottili del polverino devono essere
preventivamente eliminate. Per questo il sistema è stato dotato di una opportuna coclea di
prelievo della biomassa secca dalla sezione di scarico del mulino raffinatore, di una
apposita tramoggia di stoccaggio e di una ulteriore coclea di carico del combustibile. Tale
sotto-impianto è stato asservito al sistema di controllo della potenza termica del forno. In
questo modo l’impianto di essiccazione progettato è in grado di lavorare in “autonomia”
gestendo opportunamente anche il circolo della biomassa essiccata per l’alimentazione del
forno.
Dal punto di vista strettamente termodinamico la deumidificazione dovrà avvenire ad “alta
temperatura” con gas (aria e fumi) entranti nell’apparecchio a temperature non inferiori a
300-450 °C, scaricati in uscita a temperature non superiori a 90-110 °C. Il salto termico, di
almeno 200 °C (ancor meglio se di 350°C) è indice di un buon rendimento del sistema.
L’impianto progettato è in grado di operare anche con materiale sminuzzato a pezzi di
dimensioni superiori a 3-4 cm, sebbene siano consigliate misure non superiori a 1,5-2 cm
che rendono l’essiccazione più veloce e quindi il sistema maggiormente produttivo.
In estrema sintesi, l’analisi termodinamica, il bilancio termico e dell’energia aria-acqua
hanno consentito un calcolo accurato delle portate di aria necessarie (circa 8000 mc/ora in
condizioni estreme, con temperature massime di ingresso prossime ai 450 e temperature di
uscita variabili tra 80 e 110° C.

7
Infine, al fine di superare le problematiche legate alla possibile formazione di composti
vetrosi nelle ceneri che tendono ad attaccarsi alla griglia, è necessario dotare il forno di un
apposito sistema meccanizzato di pulizia ed estrazione delle ceneri (per maggiori dettagli si
rimanda al progetto).
3. COMBUSTIONE DELLA BIOMASSA
Per ottenere una completa combustione della biomassa, con basse emissioni e scorie
ridotte, ma al tempo stesso mantenere bassi i costi di investimento e di esercizio, si è scelto
di utilizzare un forno a letto fisso, con griglia inclinata, caratterizzato da semplicità ed
economicità che consentono di raggiungere un ottimo rapporto prestazioni/costo di
impianto. Per massimizzare il rendimento, è stato richiesto al costruttore comunque una
efficiente coibentazione dello stesso con opportuno materiale ricco di allumina (vedi
progetto).
Al fine di garantire la “auto-alimentazione” lo stesso forno sarà servito da opportuni sistemi
di raccordo al dispositivo di carico che preleva la biomassa secca in uscita del mulino
raffinatore. La sperimentazione eseguita ha mostrato che, al fine di ovviare ai transitori
iniziali e/o di regolazione, quest’ultimo dovrà prevedere una tramoggia di carico della
capacità di almeno 1 𝑚3 completa del rilevatore del livello di massima capienza raggiunta.
Quest’ultimo dovrà inibire il movimento della coclea che “alimenta” la tramoggia di carico
prelevando parte della biomassa essiccata. Inoltre, sulla stessa tramoggia di carico, è
necessaria la presenza di un rilevatore del livello di minima capienza, che riattiva la coclea
di alimentazione della tramoggia di carico, quando questa si va svuotando.
Sotto la tramoggia di carico, dovrà essere posta una seconda coclea, del tipo resistente alle
alte temperature, per la immissione della biomassa secca all’interno della camera di
combustione. Il suo compito è ovviamente quello di alimentare il bruciatore del forno, nelle
sue condizioni di esercizio ma anche in quelle di massima produttività di progetto.
L’analisi termodinamica del sistema ha consentito di dimensionare il forno per la portata
massima imposta di 850 kg/ora. Le calcolazioni termodinamiche hanno in particolare
indicato quale potenza necessaria il valore di 500 kW, con un consumo medio del 12.5% di
biomassa essiccata.
4. CONFIGURAZIONE DEL SISTEMA
Il layout dell’impianto di essiccazione cosi configurato, costituito in pratica dai seguenti
elementi principali:
1) un forno a letto fisso da 500 kW;
2) un sistema di tubazioni di collegamento in acciaio inox con coibentazione in lana
di roccia e sovrastante protezione in tubo di alluminio;
3) un essiccatore a tamburo rotante a tre passaggi a velocità variabile comandata da
apposito inverter;
4) un sistema di abbattimento delle polveri a ciclone singolo con valvola stellare
finale e valvola di chiusura a saracinesca;
5) un ventilatore aria a velocità costante da 7.5 kW elettrici (portata massima di circa
8.000 mc/ora);
6) un camino verticale con tubo in acciaio inox di 500 mm;
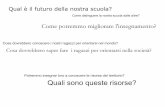
E’ stato ottimizzato al fine di ridurre al minimo gli ingombri. Nella figura seguente si
riporta una rappresentazione schematica 3D dell’impianto di essiccazione cosi configurato:

8
Fig.3 – Rappresentazione schematica dell’impianto di essiccazione ECODENS.
Di seguito vengono analizzati nel dettaglio i singoli componenti del sistema di
essiccazione, evidenziando per ciascuno di questi i principali parametri operativi necessari
per ottenere un sistema efficiente caratterizzato da buona produttività e bassi costi di
esercizio.
4.1 - Camera di combustione
In accordo con quanto sopra esposto, la camera di combustione è composta da:
- Un corpo cilindrico in lamiera di acciaio al carbonio, rivestito internamente con mattoni
refrattari ad alto contenuto di allumina.
- Una camera di combustione per combustibile solido, realizzata in ghisa. L’introduzione di
combustibile verso la griglia (focolare) di combustione si ottiene per mezzo di una coclea
ad eliche rafforzate per alte temperature. L’azionamento del suddetto alimentatore di
combustibile avviene per mezzo di un motoriduttore, controllato da un variatore
elettronico di velocità, a sua volta collegato ad un sensore di temperatura sul flusso di
fumi – vapori in uscita dal tamburo di essiccazione e ad un microprocessore regolatore ai
fini di mantenere stabile la temperatura d’esercizio.

9
- Un ventilatore centrifugo per l’aria comburente primaria, due ventilatori per l’aria
secondaria, con canale di convogliamento aria alla griglia del focolare, dotato di valvola
regolatrice del flusso.
- Porte in ghisa sia nella parte frontale e sia sulla parte laterale, per l’accensione e
l’ispezione del fuoco, nonché per la rimozione delle ceneri.
- Rivestimento esterno coibente con contenimento di lamiera galvanizzata del corpo del
forno, per evitare le dispersioni termiche ed i rischi di contatto dell’operatore con le
superfici calde.
- Camino con cappello cinese (sulla camera di combustione); tale camino consente la
sicurezza operativa in caso di interruzione prolungata della energia elettrica e quindi
anche del flusso di aria attraverso il forno e lo stesso essiccatoio. E’ ovvio che in tale
situazione si concentra localmente il calore con probabile sviluppo di incendio della
stessa biomassa in essiccazione se dalla camera di combustione non potessero uscire i gas
caldi.
4.2 - Tamburo rotante a doppio circuito.
- E’ costituito da due cilindri orizzontali concentrici tra loro solidali, in lamiera di acciaio al
carbonio, per costituire il doppio percorso della biomassa in essiccazione. Detto corpo
bicilindrico (tamburo) rotola su due piste in acciaio solidali alle estremità sporgenti della
parte esterna del cilindro interno. Ogni pista del “tamburo” è costituita da un anello di
acciaio forgiato. Tali anelli poggiano su quattro rulli ad asse orizzontale, di supporto,
montati su cuscinetti oscillanti. Il retrotreno dei rulli dispone di rulli verticali per il
centraggio ed il contenimento del tamburo (per evitare il “fuori pista”). Gli anelli ed i rulli
sono lubrificati da un velo d’olio trascinato dallo stesso rotolamento dei rulli di supporto.
- L’azionamento del tamburo avviene attraverso una motorizzazione elettrica ed un
riduttore ad ingranaggi ad alto grado di riduzione. Il riduttore aziona un pignone che si
accoppia con una corona dentata calettata al corpo tamburo. Il pignone e la corona sono in
acciaio forgiato.
- All’interno dei due cilindri percorsi dalla biomassa in essiccazione sono disposti dei
deflettori che consentono il movimento dal basso verso l’alto e l’avanzamento della stessa
sansa all’interno del tamburo.
Fig.4 - Movimento del materiale granulare in essiccazione.
L’avanzamento del materiale è prodotto dall’effetto combinato della rotazione e della spinta
del flusso di aria calda. In particolare, le particelle solide all’interno del tamburo sono

10
sottoposte ciclicamente a movimenti di sollevamento, cascata, slittamento e rimbalzo.
L’essiccazione, prodotta da un flusso d’aria calda che si miscela direttamente col prodotto
entro il rotore della macchina, avviene in gran parte trasferendo il calore per convezione,
durante la fase di cascata del materiale; nelle altra fase invece si ha trasferimento di calore
per conduzione ed irraggiamento.
4.3 - Elementi di trasporto e componenti ausiliari di impianto.
- Nell’impianto in oggetto si hanno più tipologie di prodotti da trasportare, in particolare si
ha:
- Combustibile, dalla tramoggia di carico posta alla bocca di uscita del mulino raffinatore,
fino al bruciatore. Come già ampiamente accennato sopra, tale trasporto è eseguito con
apposite coclee;
- Sansa umida, dalla vasca di stoccaggio della sansa vergine in arrivo, fino alla bocca di
entrata del prodotto nella precamera dell’essiccatore. Il trasferimento avviene attraverso
coclea posta sul fondo vasca e nastro trasportatore/miscelatore opportunamente
dimensionato. Il nastro trasportatore può essere sostituito da apposita coclea intubata o a
cielo aperto. La prima consente di evitare l’uso di valvola stellare all’ingresso del
tamburo.
- Le potature, dai cumuli posti all’esterno del capannone, alla tramoggia di carico del
trituratore monoalbero, attraverso idonea pala caricatrice. Tramite coclea che “pesca” il
trito dentro la apposita vasca su cui scarica il trituratore, questo si miscela con la sansa
vergine sul nastro trasportatore, confluendo cosi miscelato dentro la tramoggia di carico
del tamburo dell’essiccatore.
- Biomassa essiccata, dall’uscita del tamburo rotante e del ciclone di separazione delle
polveri fino al mulino raffinatore. Dato che la biomassa essiccata è utilizzata anche come
combustibile, sono predisposti mezzi di convogliamento per alimentare la tramoggia del
combustibile. La biomassa essiccata esce dal tamburo attraverso una coclea di raccolta
disposta nella stessa estremità di uscita fumi – vapori. Una apposita valvola stellare serve
a commutare il flusso di biomassa essiccata verso il raffinatore e/o verso il forno (nel caso
in cui si utilizzare quale combustibile direttamente la biomassa essiccata tal quale) a cui
arriva, come detto, attraverso apposita coclea che alimenta un serbatoio di circa 1 mc con
regolatore di livello di minimo e di massimo; da questo serbatoio la biomassa essiccata
viene trasportata dentro la camera di combustione attraverso una seconda coclea la cui
velocità è regolata dal segnale di temperatura fumi dal tamburo, che viene confrontato
con il valore limite impostato dall’operatore in funzione delle caratteristiche della
biomassa in ingresso e della umidità in uscita.
4.4 - Quadro elettrico, elementi di controllo e sicurezza dell’essiccatoio.
- L’impianto è stato dotato di idoneo armadio elettrico che contiene tutte le apparecchiature
di comando, controllo e regolazione. In particolare il sistema deve essere dotato di:
- un circuito elettrico provvisto di interruttore generale e di una distribuzione in parallelo ai
vari circuiti, con protezione magneto-termica, per ogni singolo motore elettrico e per ogni
singola utenza.
- una connessione tra quadro elettrico e motori attuata attraverso apposita morsettiera
standard.
- circuiti di comando alimentati a 24 V, con segnalazione di marcia e di interruzione
termica per ogni motore.
- regolazione della temperatura per mezzo di un sistema a circuito chiuso composto da:

11
− Sonda (temperatura di esercizio) collocata sull’uscita dei gas dal tamburo;
− Regolatore di temperatura programmabile a mezzo microprocessore con preselezione,
regolazione di sensibilità e rampa temporale (corredato di allarme per bassa e per alta
temperatura).
− Variatore elettronico di velocità per il motoriduttore del bruciatore, permettendo così una
regolazione molto precisa dell’alimentazione del combustibile, senza arresti e ri-
avviamenti (per evitare discontinuità di combustione con punte di inquinamento dei
fumi).
4.5 - Misure di sicurezza elettriche e termiche.
Per i casi in cui si dovesse verificare un fuori servizio dei dispositivi di regolazione, è
necessario prevedere le seguenti misura di sicurezza elettroniche e termiche:
· Temperatura di allarme in uscita dal tamburo. Superata la soglia di temperatura
programmata, viene generato un comando di interruzione dell’alimentazione del
combustibile e dell’aria di combustione.
· Termo-valvola di allarme della temperatura di ingresso aria. Nel caso in cui si
raggiunga una eccessiva temperatura viene interrotta l’alimentazione del combustibile
e dell’aria di combustione.
Sul panello frontale, oltre ai pulsanti e agli elementi di segnalazione devono essere
presenti i seguenti dispositivi di misura:
· Voltmetro per la tensione tra le fasi;
· Amperometro sull’alimentazione del ventilatore di aspirazione fumi – vapori;
· Amperometro sull’alimentazione del motore di rotolamento tamburo;
· Indicatore della temperatura d’esercizio;
· Indicatore della temperatura d’allarme;
· Indicatore della temperatura di ingresso.
Nella seguente figura è rappresentato l’essiccatore ECODENS cosi configurato, gia
installato presso i locali della Capofila del progetto.
(a) (b)
Fig.5 - Essiccatore ECODENS: (a) quadro comandi, (b) forno, tamburo, ventilatore e filtro a ciclone.

12
In fig.5a si osserva il quadro elettrico contenente tutti i dispositivi di protezione, controllo e
comando; in fig.5b in primo piano si osserva il ventilatore di estrazione aria, il filtro a
ciclone e il tamburo rotante; in secondo piano il forno e gli elementi connessione al
tamburo debitamente coibentati, e il sistema automatico di alimentazione del formo
costituito da tramoggia e coclee di trasporto biomassa secca.
5. TRITURAZIONE DEL TRINCIATO E RAFFINAMENTO BIOMASSA SECCA
I residui di potature di uliveti, vigneti e/o frutteti, ricavate dai cantieri di raccolta delle
aziende agricole, devono essere opportunamente trattate per poter essere prima essiccate
opportunamente e poi pellettizzate, previa miscelazione con le sanse vergini. Al fine di
ottimizzare il processo di essiccazione e consentire la successiva pellettizzazione in pellet
di diametro di 6 mm, è necessario ridurre i residui di potatura in frammenti più o meno
piccoli e regolari: questa operazione, definita triturazione (o cippatura fine nella letteratura
corrente), in linea di principio può essere effettuata con diverse macchine che, a seconda
del principio di funzionamento e delle caratteristiche del prodotto finale, sono dette
cippatrici o trituratori. Al fine di pervenire alla scelta del miglior sistema di
triturazione/cippatura è necessario richiamare i principali vantaggi dello e dell’altro. In
particolare, la triturazione meccanizzata consente di ottenere una serie di vantaggi, quali:
risparmio di tempo rispetto all’allestimento convenzionale con motosega
(sramatura e sezionatura dei fusti), specie quando nel trituratore è possibile
introdurre piante intere o intere porzioni di queste, senza doverle “sramare” o
sezionare: in tal modo si ottengono produttività orarie davvero elevate specie se si
utilizzano macchine appositamente progettate allo scopo, tenendo pure conto della
varietà di essenze trattate;
risparmio anche nelle operazioni di carico, dal momento che tali macchine sono in
grado di trasportare il prodotto finale direttamente nel mezzo di trasporto;
migliore sfruttamento della biomassa ricavata dalle utilizzazioni: si utilizzano tutte
le parti della pianta, anche quelle che altrimenti rimarrebbero in bosco o in campo
come scarti di lavorazione, recuperando in genere almeno un 20-30% del prodotto
complessivo;
Tuttavia, tale operazione presenta in generale anche alcuni svantaggi, quali soprattutto la
notevole energia che può essere richiesta dalle macchine trituratrici, che si ripercuote nel
bilancio finale dei costi e dei consumi del processo di densificazione.
Nell’ambito del progetto Ecodens, per consentire la pellettizzazione dei residui di potatura
(insieme alla sansa vergine d’oliva), il prodotto uscente dal sistema di triturazione deve
rispondere ad alcune caratteristiche indispensabili per una corretta ed efficace essiccazione,
necessaria alla pellettizzazione.
Tali caratteristiche essenzialmente riguardano la dimensione del materiale che in particolare
deve presentarsi come particelle di legno sfibrate aventi forma pressoché cilindrica, con
dimensioni massime di 15-20 mm.
E’ necessario pertanto individuare la tipologia di macchina più adatta a questa specifica
operazione, tenuto conto che i residui di potature tendo in genere a dare una biomassa che si
presenta con elevati rapporti di allungamento lunghezza/diametro.
Per una migliore comprensione delle scelte effettuate nel seguito si riportano in forma
sintetica risultati degli studi preliminari eseguiti sulle macchine che possono essere
utilizzati allo scopo.

13
5.1 - Macchine per la triturazione/cippatura del legno
Come accennato nel paragrafo precedente, le macchine che permettono la trasformazione
da residui di potature a frammenti di legname, detto comunemente “cippato” e meno
frequentemente “trito”, sono essenzialmente due: la cippatrice e il trituratore.
Il prodotto delle prime si presenta generalmente come un insieme di piccoli pezzi di legno
aventi la forma di un parallelepipedo, con lati aventi dimensioni dagli 8 ai 60 mm, come
mostrato nella seguente figura.
Il cippato viene spesso utilizzato come combustibile o come materia prima per processi
industriali. Il prodotto dei trituratori si invece presenta come un insieme di scaglie, le cui
dimensioni e forme dipendono dalle peculiari caratteristiche dell’organo predisposto alla
triturazione. Un esempio di prodotto triturato, insieme al trituratore è illustrato nella
seguente figura 5b.
(a) (b)
Fig.6 – Aspetto tipico del prodotto di a) cippatrici e b) trituratore.
Anche se a prima vista il prodotto sembra simile, in realtà le differenze produttive e le
modalità con cui avviene questa trasformazione permettono la netta distinzione di queste
categorie di macchine operatrici.
Le cippatrici sono macchine composte in genere da una struttura portante trasportabile, che
sostiene l’organo di taglio e di alimentazione. La potenza è trasmessa all’organo di taglio
attraverso catene o cinghie, mosse a loro volta dall’unità motrice per mezzo di giunti
cardanici, muniti di frizione per evitare i danni altrimenti provocati dalle eccessive
sollecitazioni. Sono inoltre presenti gli apparati di alimentazione e di espulsione della
materia da trattare. Possono essere a disco (vedi figura seguente) , a tamburo ed a vite senza fine.
Fig.7 – Cippatrici a disco con volano dotato di coltelli e finestre di passaggio del materiale.

14
Nelle cippatrici a disco l’organo tagliente è costituito da un pesante volano (vedi figura 7)
in acciaio su cui sono montati 2-4 coltelli in posizione radiale: vicino ai coltelli il disco
presenta delle piccole fessure, attraverso cui passa il materiale tagliato.
Le dimensioni delle scaglie possono essere variate regolando manualmente la sporgenza dei
coltelli; il disco ha un diametro minimo di 80 centimetri e ruota attorno a un asse
orizzontale o inclinato di 40-45°.
In queste macchine la materia prima legnosa è introdotta manualmente, arriva ai coltelli in
obliquo e viene tagliata a becco di flauto.
Il materiale triturato viene poi espulso attraverso il convogliatore di scarico, dotato di
deflettore orientabile che permette di direzionarne il flusso a terra, o verso un apposito
contenitore.
Nelle cippatrici a tamburo invece, l’organo tagliente è costituito da un cilindro ruotante
attorno al proprio asse longitudinale, che giace su un piano orizzontale. La cippatura
avviene tramite l’azione del tamburo, il quale ruotando ad elevata velocità, tramite i coltelli,
montati sulla superficie esterna del tamburo (il loro numero varia da 1 a 4), taglia parti di
legno dai tronchi che vengono spinti verso il tamburo, perpendicolarmente all’asse di
rotazione di quest’ultimo, come mostrato in figura 7.
Fig.8 – Rappresentazione schematica di una cippatrice a tamburo.
Variando la dimensione dei coltelli è possibile scegliere la dimensione dei chips prodotti. Il
diametro minimo del tamburo è compreso tra circa 30 centimetri nelle cippatrici più piccole
e circa 100-150 centimetri nei modelli più grandi.
Nelle cippatrici a vite senza fine l’organo di taglio è costituito da una spirale tagliente che
ruota attorno a un asse orizzontale.
Tale apparato non è regolabile, per cui non si può variare la grandezza delle scaglie
ricavabili, che in genere presentano una lunghezza di 50-80 mm. Il legno è inserito
manualmente e viene trascinato e lavorato da una coclea.
Solitamente l’alimentazione della cippatrice avviene attraverso una bocca tronco-
piramidale caratterizzata da una forte svasatura verso l’esterno, in modo tale da facilitare
l’ingresso di piante complete di rami; l’alimentazione può essere effettuata manualmente o
per mezzo di una gru idraulica, la quale permette di innalzare la produttività e il livello di
sicurezza.
Normalmente, per tutti i modelli a uso professionale o industriale, dalla bocca di
alimentazione il materiale viene inviato all’organo di taglio per trascinamento tramite rulli
dentati, il cui moto è ottenuto mediante motori idraulici. In questa tipologia di cippatrice

15
non vi sono veri e propri organi di trascinamento, in quanto è lo stesso apparato tagliente
che provvede anche al rifornimento.
L’espulsione dei chips avviene grazie a una ventola posta dietro l’organo di taglio, che
soffia il materiale attraverso un collo d’oca. Nei modelli a disco l’azione è svolta da una
serie di alette poste radialmente al volano e tutt’uno con esso. La direzione e la gittata delle
scaglie possono essere modificate in modo variabile.
A differenza delle cippatrici, i trituratori producono in genere materiale piuttosto sfibrato e
irregolare per dimensioni e qualità; in genere il prodotto ottenibile è utilizzabile non per la
produzione di energia ma per il compostaggio, per cui i trituratori solitamente non rientrano
nelle dotazioni di mezzi di cui dispongono le piattaforme di produzione del legno-energia.
Si tratta pero di macchinari relativamente semplici e molto affidabili, particolarmente adatti
per piccoli impianti.
Come le cippatrici, anche i trituratori sono costituiti da una struttura di supporto, da una
trasmissione, da un organo sminuzzatore e dagli apparati di alimentazione della materia
prima legnosa e di espulsione del prodotto. Rispetto alle cippatrici tali componenti nei
trituratori sono più semplici e allo stesso tempo più robusti.
L’invio del materiale destinato alla sminuzzatura avviene per caduta o per mezzo di un
nastro trasportatore.
L’operazione di triturazione può avvenire impiegando organi rotanti ad alta velocità che
sminuzzano il legno con un’azione di taglio, oppure impiegando organi rotanti a bassa
velocità che sminuzzano il legno strappandolo o schiacciandolo.
L’espulsione della biomassa triturata avviene per caduta attraverso un vaglio, sotto al quale
è generalmente situato un nastro trasportatore.
In base al numero di alberi rotanti i trituratori si suddividono in:
Trituratori monoalbero
Trituratori bi-albero
Trituratori quadri-albero.
La tipologia di trituratori monoalbero è la più semplice implementabile ed essenzialmente
fa uso di un solo albero a cui sono solidali gli organi taglienti (vedi figura seguente).
Fig.9 – Rappresentazione schematica di un trituratore monoalbero.
Un trituratore monoalbero essenzialmente è composto da un cassetto spintore ad
azionamento idraulico (4) con limitatore di massima pressione e inversione del moto, il

16
quale spinge il materiale verso un rullo (2) porta utensili di taglio (3) che, grazie alla sua
rotazione ed all'azione di una contro lama (6), effettua la pre-rottura e la macinazione del
materiale. Una griglia forata determina la dimensione finale del macinato e quindi permette
il passaggio del prodotto delle dimensioni volute al successivo passo di lavorazione, mentre
il prodotto la cui misura è maggiore di quella richiesta rimane nella camera continuando il
processo di triturazione.
Nella figura seguente è riportata la immagine di albero di un trituratore monoalbero dotato
di 32 utensili:
Fig.10 - Esempio di albero di un trituratore monoalbero corredato da 32 utensili taglienti.
Un trituratore bi-albero è composto essenzialmente da due alberi a lame rotanti con
opportuni pettini distanziatori.
Con riferimento alla successiva fig.10, in queste macchine il materiale da triturare viene
caricato nella tramoggia di carico (1), quindi per caduta accede ai due alberi con elementi
taglienti, costituiti da frese a disco (3), provvisti di uncini (2). Ciascun uncino ha la
funzione di “agganciare” il prodotto e di effettuarne il trascinamento ed il taglio, grazie
all’azione dei due alberi contro rotanti.
I pettini distanziatori (4) mantengono puliti gli utensili facilitando lo scarico del materiale.
Fig.11 - Schema rappresentativo di un trituratore bi-albero di medie dimensioni.

17
La tipologia di trituratori cosiddetta “quadri-albero” è composta essenzialmente da quattro
alberi, due di essi ruotano in un verso, mentre gli altri due nel verso opposto, in modo da
convogliare il materiale da triturare tra gli alberi.
Essi, come mostrato nella successiva figura 11, sono composti da una tramoggia in ingresso
(1), dalla quale per caduta il materiale accede alla camera dove si trovano quattro alberi con
elementi taglienti costituiti da frese a disco (3) provvisti di uncini (2). Il prodotto quindi
nella fase successiva passerà attraverso una griglia (5) che effettuerà la vagliatura del
materiale a secondo della granulometria richiesta. Il materiale, le cui dimensioni non sono
idonee a passare attraverso la griglia, e quindi non rispondente alle specifiche del progetto,
viene riportato in circolo per essere ulteriormente triturato. Per cui più i fori della griglia
sono piccoli, più aumentano i passaggi che deve compiere il materiale attraverso il gruppo
di macinazione e quindi il tempo impiegato.
Fig.12 - Schema semplificato di un tipico trituratore quadri-albero.
Di solito è presente un dispositivo di sicurezza che inverte temporaneamente il movimento
delle lame, prevenendo ogni sovraccarico strutturale o rottura della macchina in presenza di
una quantità eccessiva di materiale in presa.
5.2 Scelta e dimensionamento del trituratore per l’impianto ECODENS
La scelta della tipologia di macchina da utilizzare per la produzione del prodotto
semilavorato adatto alla essiccazione ed alla successiva pellettizzazione previo opportuno
raffinamento, dipendono essenzialmente da sei fattori, quali:
Dimensione del prodotto semilavorato
Consistenza del prodotto semilavorato
Produttività oraria massima
Costo iniziale del macchinario
Robustezza della macchina
Energia impiegata per produrre il semilavorato
La scelta ottimale della macchina idonea per assolvere alla triturazione dei residui di
potatura già trinciati, è frutto pertanto di una attenta analisi di tali fattori.

18
La dimensione e la consistenza del prodotto semilavorato sono dei fattori assolutamente
rilevanti, in quanto da essi dipende la qualità del prodotto finale. Infatti, le caratteristiche
richieste dalle fibre legnose per la successiva fase di raffinamento sono le seguenti:
Forma pressoché cilindrica
Dimensioni massime di 15-20 mm
Altro fattore importante è la produttività oraria raggiungibile, intesa come la quantità di
semilavorato prodotto in un ora di funzionamento ordinario. Nella ipotesi che il trituratore
debba lavorare in serie con l’impianto di essiccazione e lo stesso sia impiegato per la
essiccazione separata di sanse e residui di potature tritati, al trituratore è richiesta una
produttività oraria di biomassa pari alla portata nominale dell’impianto di essiccazione di
850 kg/ora.
Il costo della macchina è anch’esso un fattore fondamentale; nella fattispecie del progetto
ECODENS poiché il pellet è di per se un prodotto “povero” ci si deve orientare verso
soluzioni che comportano bassi costi di investimento.
La robustezza della macchina è importante perché da questa dipende la durata del
macchinario stesso nonché i costi di manutenzione ordinaria e straordinaria. Come già
accennato, da questo punto di vista i trituratori superano le cippatrici, cioè i trituratori sono
macchine più robuste ed affidabili caratterizzati da minori costi di investimento, di
manutenzione, e maggiore flessibilità cioè capacita di trattare materiale vario come
ramaglie e tronchi, ma anche fogliame o, come avviene in caso di raccolta meccanizzata
delle potature, legno trinciato di varie dimensioni.
Infine, il consumo di energia (elettrica o altro) per la triturazione del materiale è anch’esso
parametro di primaria importanza, in quanto concorre significativamente alla definizione
del costo finale del prodotto, facendo parte dei costi variabili. Ci si deve orientare pertanto
verso la oculata scelta di un sistema poco “energivoro” ed ecosostenibile.
Dovendo minimizzare i costi di investimento, ma anche i costi di esercizio e manutenzione,
tenuto conto della produttività oraria necessaria (850 kg/ora), la scelta ricade certamente sui
trituratori più semplici e cioè sui trituratori a coltelli monoalbero. Tale macchinario dovrà
avere dimensioni opportune ed una potenza elettrica del motore commisurata alla
produttività oraria richiesta evitando possibili sprechi per sovradimensionamento,
approccio tipicamente utilizzato dai costruttori per evitare specifiche progettazioni del
prodotto.
Per quanto concerne le dimensioni del cilindro rotante porta utensili, tenuto conto della
limitata portata oraria richiesta, delle limitate dimensioni dei residui di potatura da triturare,
che solitamente sono conferiti attraverso una preliminare azione di trinciatura in campo con
macchina trincia sarmenti (dimensioni massime di 15-20 cm), nonché dei limitati sforzi di
taglio che caratterizzano il materiale legnoso si può optare per una macchina avente una
lunghezza d’asse di 800 mm (valore minimo dei trituratori commerciali) ed un diametro del
rotore di 300-350 mm (valori minimi adottati dalle principali case costruttrici). Per quanto
concerne invece il dimensionamento del motore elettrico che consente di minimizzare i
consumi, lo stesso può farsi a partire dal calcolo degli sforzi di taglio e della superficie
media di taglio oraria da produrre. In particolare considerando in modo leggermente
conservativo che tutte le superfici della massa triturata siano ottenuto da taglio, con una
granulometria media di 15x15x30 mm si ha una superficie da tagliare Schip pari a:
𝑆𝑐ℎ𝑖𝑝 = 60𝑥 30 + 2 ∗ 15 ∗ 15 = 1800 + 450 = 2250 𝑚𝑚𝑞 (1)

19
Poiché un tale “chip” ha un peso Wchip pari a :
𝑊𝑐ℎ𝑖𝑝 = 15 ∗ 15 ∗ 30 ∗ 600𝑘𝑔
𝑚𝑐∗ 10−9 = 4.05 𝑔 (2)
Alla produzione di 850 kg/h corrisponde pertanto una superficie di taglio complessiva (Stot)
pari a :
𝑆𝑡𝑜𝑡 = 2250 𝑥850
4.05 𝑥 1000 = 472 𝑚𝑞 (3)
Per creare una tale superficie di taglio (frattura), considerando un fattore di utilizzazione
della macchina pari a 2 ed una resistenza al taglio del legno pari a 500 N/cmq, occorre una
energia (Etot) mediamente pari a:
𝐸𝑡𝑜𝑡 = 2 𝑥 500 ∗ 100 ∗ 100 𝑆𝑡𝑜𝑡 ∗ 𝑆𝑡𝑜𝑡0.5 = 50 𝑥 109𝐽
ℎ= 50.000
𝑘𝐽
ℎ= 27.8 𝑘𝑊 (4)
Considerando un rendimento totale dei riduttori meccanici e dei sistemi di trasmissione del
93%, si ottiene una potenza nominale del motore elettrico ottimale pari a 27.8/0.93=30 kW.
L’esame delle macchine disponibili in commercio con le caratteristiche geometriche sopra
definite (lunghezza d’asse di 800 mm e diametro cilindro di 300-400 mm) mostra
l’adozione da parte dei costruttori di motorizzazioni nel range 37-50 kW, che risultano
piuttosto largamente sovradimensionate. Al fine di evitare inutili sovradimensionamenti
con spreco di energia elettrica consumata, si dovrà chiedere al fornitore la installazione di
un motore elettrico di potenza di circa 30 kW; l’uso di motori più grandi, sebbene possa
rendere la macchina più flessibile (capacita di lavorare anche materiali diversi, più duri
ecc.), deve essere evitato in quanto fa aumentare i costi di esercizio incidendo
significativamente sui costi dell’agri-pellet.
Nella seguente figura è riportato il trituratore cosi configurato, adottato perla realizzazione
dell’impianto ECODENS, la cui costruzione esecutiva è stata affidata alla ditta Montalbano
Recycling SRL.
Fig.13 - Trituratore monoalbero ECODENS, durante le fasi preliminari di prova e collaudo.

20
5.3 Scelta e dimensionamento del raffinatore per l’impianto ECODENS
Come già accennato, le miscele di biomassa essiccate non possono essere utilizzate tal quali
per la pellettizzazione in quanto tale operazione necessita di un “polverino” cioè di una
biomassa avente una granulometria relativamente sottile. Nella pellettizzazione di biomasse
legnose, lo standard vuole l’uso di biomasse con granuli di dimensioni inferiori a 3-4 mm al
massimo. Inoltre , al fine di ottimizzare la pellettizzazione è necessario, mediante opportuna
vagliatura eliminare la frazione di polvere sottile.
La sperimentazione eseguita ha mostrato come ha causa dell’elevato contenuto di umidità
non è possibile ridurre i residui di potatura umidi in un trito con dimensioni inferiori a 1-2
cm perche altrimenti la operazione di triturazione da luogo a fastidiosi fenomeni di
riscaldamento e contemporaneo “impastamento” della biomassa con forte riduzione della
produttività se non addirittura al “blocco” della operazione stessa.
Per i motivi ora accennati è pertanto assolutamente necessario procedere al cosiddetto
“raffinamento” della biomassa successivamente alla sua essiccazione. Come avviene perla
triturazione della biomassa verde, per il raffinamento della biomassa secca è possibile
utilizzare in linea di principio diverse macchine sebbene quelle più indicate dai produttori a
tale scopo sono i cosiddetti mulini a turbina.
Attraverso un lungo periodo di sperimentazione, eseguito anche in collaborazione con la
ditta fornitrice, è stato rilevato che per la peculiari caratteristiche della miscela sansa
vergine – residui di potature, la stessa non può essere raffinata con sistema cosiddetti “a
turbina” in quanto la miscela può facilmente dare luogo a fenomeni di “impastamento” che
posso essere evitati solo limitando significativamente la produttività con conseguente forte
crescita dei costi specifici. La sperimentazione invece ha indicato che la macchina più
appropriata è un mulino a martelli di opportuno diametro (50-60 cm almeno) che consente
una produttività oraria sino a circa 500 kg/ora, in funzione della granulometria media di
ingresso della biomassa secca. Le condizioni ottimali di funzionamento si ottengono con
una griglia a fori circolari di 3-4 mm. di La sperimentazione ha mostrato infine, che un
parametro che influenza di molto la produttività di tale macchina è la umidità che deve
essere tenuta sempre inferiore al 10% (per maggiori dettagli si vedano i report tecnici).
6. PROGETTAZIONE E OTTIMIZZAZIONE DELLA PELLETTATRICE
Una volta essiccate e successivamente raffinate con apposito mulino raffinatore (a coltelli e
griglia di 4 mm), la pellettizzazione conclude il processo di co-densificazione delle sanse
vergini miste ai residui di potatura. La pellettizzazione è una fase del processo di co-
densificazione che mal si presta ad una progettazione teorica accurata in quanto il processo
risulta dipendente da una molteplicità di parametri mutamente interferenti, che è difficile
controllare in sede teorica. La definizione finale dei parametri della pellettatrice è una
operazione che necessita di una sistematica campagna di prove sperimentali condotte
possibilmente in collaborazione con il produttore della pellettatrice.
Nella pellettizzazione, il prodotto in ingresso, detto volgarmente “polverino” (il materiale in
uscita dal mulino raffinatore), viene trasformato dalla configurazione di particelle sfuse di
diametro generalmente compreso tra 2 e 4 mm, ad una configurazione di piccoli cilindri, di
diametro di 6-8 mm, caratterizzato da notevoli vantaggi sia in termini di facilità ed
economia di stoccaggio sia in termini di maneggiabilità e facile trasporto. La
configurazione in pellet da luogo anche a significativi vantaggi per quanto concerne la
gestione del processo di combustione e il rendimento dello stesso.

21
Il macchinario utilizzato per la trasformazione del “polverino” in pellet si chiama
pellettatrice o pellettizzatrice. Il lavoro svolto da quest’ultima consiste in sintesi nella
pressatura ad elevata pressione (fino a 200 atmosfere con associato riscaldamento) del
“polverino” unito in genere all’ 1-2% di acqua sotto forma di vapore, attraverso una trafila
forata (matrice ad asse orizzontale o verticale), utilizzando idonei sistemi pressori a rulli.
Si realizza cosi in pratica un processo di estrusione, che avviene per compressione e
riscaldamento (mediamente a 70-80°C circa), e si creano dei cilindretti più o meno
compressi, normalmente con diametro variabile da 2 a 12 mm (6-8 mm è pero il range più
ricorrente) e altezza media variabile da 12 a 18 mm e oltre. L’addensamento del materiale
organico e la compattazione sono ottenute attraverso la parziale fusione della lignina e di
alcune sostanze naturali presenti nelle particelle di legno, provenienti dagli scarti della
potatura, e si verifica mediante la sua compressione e conseguente riscaldamento per effetto
dell’attrito che si viene ad avere tra il materiale e le superfici dei fori estrusori.
In dettaglio, nel caso della pellettizzazione del legno e di sostanze similari, poiché il legno è
composto principalmente da cellulosa e lignina, tramite la pressione ottenuta nella fase di
pressatura la lignina presente fa da collante rivestendo le fibre di cellulosa: la
pellettizzazione del legno può avvenire così senza l’aggiunta di specifici collanti, come
avviene talvolta invece con altre sostanze.
Normalmente il riscaldamento della biomassa operato dall’attrito assicura che la lignina
venga meglio rilasciata e questo contribuisce ad aumentare il legame delle particelle nel
prodotto finale.
Non si hanno pertanto in genere problemi di sorta nella pellettizzazione del legno, che
consente di ottenere pellet con vari diametri e varie lunghezze in funzione della geometria
dei rulli pressori, della trafila e delle condizioni operative (portata ecc).
Come ha ampiamente mostrato la sperimentazione eseguita, nel caso in studio di
pellettizzazione di una miscela costituita da sansa vergine mista a legno proveniente da
residui di potature di diversa natura (ulivo, vite, frutteto ecc), il processo di pellettizzazione
incontra due diversi problemi:
1) La presenza di sostanze oleose nella sansa vergine da luogo ad un basso
coefficiente di attrito e quindi ad una bassa compattazione della miscela, con
conseguente bassa stabilità meccanica del pellet (pellet di bassa qualità poco
richiesto dal mercato ordinario);
2) La variabilità delle essenze trattate (alcune significativamente più dure) può dar
luogo a maggiori sforzi di pellettizzazione e ad una maggiore usura dei rulli
pressori e difficoltà di raggiungere condizioni ottimali di lavorazione.
Il primo problema è stato risolto, a seguito di un lungo periodo sperimentale, con opportuno
dimensionamento della trafila, con particolare riferimento alla sua altezza intesa come la
altezza dei fori estrusori, che è stata opportunamente calibrata tenuto conto della massima
percentuale di sansa che si intende miscelare con i residui di potature (rapporto 70/30), è
delle diverse essenze che si vogliono trattare (ulivo, frutteto, vigneto) .
Il secondo problema consiglia l’adozione di una trafila e di rulli pressori dimensionati
considerando le caratteristiche del materiale più duro da trattare, e di uno spessore della
trafila che risulti dal compromesso tra produttività e qualità del pellet. In alternativa,
sebbene con lieve aumento dei costi di impianto, è conveniente modificare opportunamente
la struttura della pellettatrice per semplificare l’operazione di sostituzione della trafile, ed
adottare un set di trafile intercambiabili in funzione delle caratteristiche e tipologia del

22
polverino di ingresso, riconducibili alle caratteristiche della materia prima disponibile in
quel momento.
Nel caso in cui si pensa di utilizzare l’impianto di co-densificazione per lo stesso periodo in
cui è disponibile la sansa vergine (un paio di mesi in Sicilia), visti gli elevati costi delle
macchine pellettatrici, al fine di contenere opportunamente i costi di impianto, si sconsiglia
la collocazione della stessa in serie all’impianto; risulta infatti economicamente molto più
conveniente l’uso di una pellettatrice di portata inferiore a quella del sistema (850 kg/h)
separando la pellettizzazione dalla linea stessa mediante introduzione di una operazione di
stoccaggio del polverino, che potrà essere successivamente caricato nella pellettatrice ed
essere pellettizzato in tempi anche significativamente superori a quelli di lavoro
dell’impianto (2 mesi per anno).
Per esempio, ipotizzando di pellettizzare il materiale durante tutto l’anno con turni di
lavorazione di 8 ore, i circa 600 tonnellate di materiale essiccato dall’impianto durante i 2
mesi di raccolta di sanse e residui di potature (circa 0.5 ton/h di miscela secca per 3
turni/die per 50 giorni lavorativi) potrebbero essere lavorate in un tempo di 8 ore x 300
giorni lavorativi = 2400 ore da una pellettizzatrice avente una produttività oraria di 600.000
kg/2400 ore = 250 kg/ora. E’ questa la dimensione della macchina pellettatrice scelta per il
progetto pilota ECODENS. Quasi tutte le cose produttrici di pellettizzatrici costruiscono
macchine professionali a trafila verticale con simili portate orarie. Ovviamente, nel caso in
cui si intende far lavorare l’impianto di co-densificazione per tutto l’anno con opportuno
stoccaggio della sansa vergine e dei residui di potature, è necessario dotare l’impianto di
una seconda pellettatrice analoga in modo da eguagliare la produttività complessiva delle
pellettatrici alla portata di biomassa secca (circa 0.5 ton/h). Per questo l’impianto
ECODENS è stato dotato di una tramoggia di stoccaggio del polverino che consente
l’alloggiamento di una o due pellettatrici in parallelo. Nella seguente figura è riportata
l’immagine della pellettatrice effettivamente adottata per il progetto ECODENS, durante le
fasi di primo avviamento (fuori linea) e successiva ottimizzazione in esercizio.
Fig.14 – Pellettatrice ECODENS, durante le fasi preliminari di prova e collaudo.

23
In sintesi, la lunga campagna di prove sperimentali eseguite sulle diverse tipologie di
materie prime da trattare hanno indicato, quale configurazione ottimale quella che prevede
l’adozione di un motore elettrico da 22 kW, ed un set di 3 trafile a fori cilindrici di spessore
di 20, 40 e 60 mm (quest’ultima meglio a fori leggermente conici sebbene molto più
costosa). L’adozione e l’intercambiabilità di queste trafile (specie di quella più alta) ha
comportato la modifica significativa della macchina cosi come è costruita dal produttore,
con particolare riferimento alle strutture di supporto dei rulli pressori. L’introduzione di tali
modifiche ha altresì consentito di limitare significativamente la rumorosità della macchina
specie in presenza di essenze particolarmente dure (le nuove strutture portanti progettate
sono state configurate in modo da ridurre le relative vibrazioni). Nella configurazione
adottata la macchina pellettatrice, grazie anche alla presenza naturale di olio nella sansa, fa
raro uso dei sistemi di iniezione di vapore e/o olio di cui la stessa è dotata nell’allestimento
standard. Ciò comporta una significativa semplificazione nell’uso e nella gestione della
stessa durante l’esercizio.
7. CONFIGURAZIONE DELL’IMPIANTO DI CO-DENSIFICAZIONE
La configurazione finale dell’impianto di co-densificazione è stata raggiunta attraverso la
scelta di opportuni sistemi di trasporto interno pneumatici dotati di aspiratore a turbina,
separatore delle polveri a ciclone e filtro a manica, e valvola stellare, posti tra l’essiccatore
ed il mulino raffinatore (sistema da 3.5 kW) e tra mulino raffinatore e tramoggia di carico
della pellettatrice (sistema da 5.0 kW). Per lo scarico del materiale all’uscita del raffinatore
è necessario prevedere la installazione di una apposita tramoggia capace di alimentare la
pellettatrice attraverso un sistema di dosaggio costituito da agitatore e sensore di massimo
riempimento (vedi figura). La tramoggia è stata predisposta per alimentare due pellettatrici
contemporaneamente sebbene allo stato attuale è stata installata una sola pellettatrice.
Nella seguente figura è riportata l’immagine di insieme dell’impianto ECODENS, con in
primo piano il trituratore, le tramogge per il trito e per la sansa vergine umida.
Fig.15 – Impianto di co-densificazione ECODENS, durante le fasi di prova e collaudo.

24
In secondo piano si osservano l’essiccatore, il mulino raffinatore e la pellettatrice
sormontata dalla relativa tramoggia di carico a due vie. Sullo sfondo è pure visibile il
quadro di comando, protezione e controllo dell’impianto (vedi anche fig.5).
L’impianto è stato infine dotato di un sistema di insaccatura del materiale densificato, che
può essere utilizzato sia per l’insaccatura del pellet, sia della insaccatura di eventuali triti
(in uscita dal raffinatore), nel caso si decida, in funzione delle esigenze di mercato e della
disponibilità delle materie prime, di procedere alla produzione di triti di legno per caldaie,
piuttosto che alla produzione di pellet (possibilità di diversificare la produzione).
8. CARATTERIZZAZIONE DELL’AGRI-PELLET E FATTIBILITA TECNICA
Opportune prove di caratterizzazione dell’agri-pellet, eseguite in accordo con le relative
norme UNI, hanno dimostrato che l’agri-pellet che si ottiene miscelando sansa e residui di
potature in proporzioni comprese tra 70/30 e 30/70, presenta buone caratteristiche di
durabilità, umidità, densità e residui in ceneri, mediamente rispondenti alla normativa che
regola la produzione di pellet non legnoso per usi non industriali.
Le caratteristiche del pellet, specialmente la durabilità, sono fortemente legati alla qualità e
tipologia delle materie prime (peggiora con la diminuzione di lignina e cioè con l’aumento
del fogliame presente nei residui e con la diminuzione di nocciolino nelle sanse
denocciolate), oltre che del rapporto di miscelazione (la qualità ovviamente peggiora con
l’aumentare della percentuale di sanse vergini), sebbene è stato sistematicamente rilevato
che la qualità può essere migliorato modulando opportunamente la produttività della
pellettatrice (la qualità del pellet è inversamente proporzionale alla produttività oraria).
Dopo una preliminare dettagliata caratterizzazione fisico-meccanica e termica (peso
specifico, umidità, potere calorifico ecc.) della miscela di biomassa al variare del rapporto
volumetrico di miscelazione sansa/residui ed al variare della tipologia di residui (ulivo, vite,
agrumeto ecc.) prima e dopo l’essiccazione, sono state analizzate le caratteristiche
qualitative principali dell’agri-pellet prodotto, anche in accordo con la normativa europea
UNI EN 14961-6 “Specifiche e classificazione del combustibile – Pellet non legnoso per
usi non industriali”.
La norma infatti riguarda solamente i pellet non legnosi prodotti da biomasse erbacee,
biomasse da frutta oppure miscele di biomasse, ed pertanto è applicabile alle biomasse
trattate nell’ambito del progetto ECODENS, che in genere risultano dalla miscelazione di
sanse vergini e residui di potature arboree.
A titolo di esempio, nella seguente figura sono riportate le immagini di tre diversi tipi di
agri-pellet ottenuti da miscele di sansa e diversi residui di potature con diverso rapporto.
(a) (b) (c)
Fig.16 – Agri-pellet ECODENS di (a) ulivo 70/30, (b) frutteto 50/50 e (c) vigneto 30/70.

25
In accordo con la normativa sopra citata, sono stati monitorati i seguenti parametri per
l’effettuazione di una corretta definizione di classe qualitativa dell’agri-pellet:
Origine e fonte: tutte le sanse trattate con il progetto ECODENS sono sanse
vergini cosi come prodotte dai frantoi oleari in assetto di produzione cosiddetta a
“tre fasi”, più residui di potature di vario tipo (da ulivo, vigneto e frutteto) cosi
come questi risultano dalla attività agricola di potatura, senza alcun trattamento
che non sia quello meccanico di raccolta e trinciatura.
Diametro del pellet e dimensioni medie del “cippato”: la dimensione della materia
prima da pellettizzare è un parametro fisico importante in quanto può influenzare i
risultati e la qualità del pellet, mentre le dimensioni del pellet stesso possono
influenzare il sistema di alimentazione del generatore di calore. Il diametro, per il
pellet destinato a usi non industriali, può variare da 6 a 8 mm ± 1 mm. Per il caso
ECODENS si è scelto il diametro di 6 mm che consente una più generale
utilizzazione da parte della generica caldaia e, allo stesso tempo, consente una più
spinta densificazione.
Umidità: può influenzare la conservabilità dell’agri-pellet e il suo contenuto
energetico. Proprio perché collegata a quest'ultimo è elemento base per definire il
prezzo del biocombustibile. Secondo la norma il valore dell’umidità deve
mantenersi minore del 12% e del 15% rispettivamente per agri-pellet di classe A e
B, valori superiori possono causare degradazione del pellet in fase di stoccaggio o
rendere difficoltosa la sua produzione; evidentemente al crescere della umidità
diminuisce il potere calorifico disponibile alla combustione e quindi la resa
termica del bruciatore. Il controllo della umidità finale del pellet, nell’impianto
ECODENS è gestito indirettamente tramite regolazione della umidità in uscita
dall’essiccatore, umidità che in pratica è correlata alla temperatura di uscita
dell’essiccato direttamente regolabile attraverso il sistema di controllo
dell’essiccatore con opportuno feed-back sui parametri portata di combustibile.
Per la produzione dell’agri-pellet l’umidità è stata tenuta sempre non superiore al
10%; la presenza infatti di piccole percentuali di olio presenti nella sansa vergine
anticipano gli effetti negativi della umidità sulla pellettizzazione.
Durabilità meccanica (DU): rappresenta la capacità del pellet di resistere a
scuotimenti e urti che possono verificarsi durante lo stoccaggio ed il trasporto
dello stesso; questi possono provocare lo sfaldamento con produzione di polveri di
diversa granulometria. La durabilità influenza la conservazione e l’integrità del pellet specie quando è
soggetto a molti passaggi della filiera. Secondo la norma questa deve essere la più
alta possibile e comunque superiore al 97,5% e al 96.0% rispettivamente per le
Classi A e B della norma. Per la determinazione di tale parametro si è reso necessario la realizzazione di un
pellet tester, dispositivo composto da una scatola di dimensioni fissate, capace di
ruotare alla velocità di 50 rpm (+/- 2 rpm). La prova consiste nel fare effettuare
500 rotazioni alla velocità di 50 rpm (+/- 2 rpm), ad una massa ME pari a 500 g di
pellet (+/- 10 g), previa una operazione di setacciatura con apposito setaccio. Una
volta effettuata tale operazione, dopo una ulteriore fase di “setacciatura” del
prodotto di tale prova (utile alla rimozione delle particelle fini prodotte dal test), si
effettua una pesatura del pellet residuo (MA). Si definisce durabilità meccanica il
rapporto di quest’ultimo valore con quello di partenza, moltiplicato per 100, cioè:

26
DU =MA
ME∗ 100 [%]
Di seguito è riportata a titolo di esempio una foto del dispositivo “tester”
utilizzato per le prove di durabilità, in accordo con la normativa di riferimento.
Fig.16 – Dispositivo utilizzato per la determinazione della durabilità dell’agri-pellet. in
accordo con la norma UNI-EN 14961.
Nella seguente tabella sono riportati, a titolo di esempio, i risultati ottenuti per l’agri-pellet
ECODENS considerando una concentrazione 30%-70% con sansa vergine e disoleata, al
variare della produttività della pellettatrice tra il 5% e il 100% della produttività nominale:
Tab.1 - Caratteristiche agri-pellet ECODENS, per diverse condizioni di produzione tipi di sansa.
Parametro Sansa v.
5%
Sansa v.
100%
Sansa d.
5%
Sansa d.
100% EN-14961-6
D [mm] 6±0.2 6±0.2 6±0.2 6±0.2 6÷25
L [mm] 10÷25 10÷25 15÷30 15÷30 3.15÷40
U [%] 10 9 9 9 ≤ 15
Ceneri [%] 4.5 4.8 4.0 3.9 ≤ 10
DU [%] 96,2 56,5 98,5 78,2 96
C.s. [kWh/kg] 4.9 5.1 4.2 4.3 ≥ 3.7
[kg/mc] 700 690 680 675 ≥ 600

27
Dalla tabella si evince come l’agri-pelllet ECODENS risponde alla normativa se prodotto
con sansa disoleata (esausta) per qualunque valore della produttività di pellettizzazione,
mentre con l’uso di sansa vergine il rispetto dei valori della normativa richiede l’adozione
di valori della produttività sufficientemente ridotti.
Come sopra già menzionato, la sperimentazione eseguita con il progetto ECODENS, ha
permesso di risolvere questo problema con opportune modifiche strutturali della
pellettatrice al fine di consentire una facile intercambiabilità della trafila e l’uso di trafile
con spessori anche relativamente molto elevati. Per esempio utilizzando una matrice con
spessore maggiorato (s=60 mm), il problema è completamente risolto, come risulta dai
valori riportati nella seguente tabella che si riferiscono ad agri-pellet prodotto con tale
ultima trafila.
Tab.2 - Caratteristiche dell’agri-pellet ECODENS prodotto con trafila avente spessore di 60 mm.
Parametro Sansa v.
5%
Sansa v.
100%
Sansa d.
5%
Sansa
d.100% EN-14961-6
DU [%] 98,2 96,3 98,9 98.1 96
[kg/mc] 705 700 685 680 ≥ 600
Polvere: rappresenta la % di polvere contenuta nella confezione (sacchetto o
bigbag). Deve essere la più bassa possibile e comunque inferiore all'1%. Diversi
test condotti all’uscita della pellettatrice hanno evidenziato la necessita di
procedere in genere ad una vagliatura del pellettizzato al fine di riportare i valori di
concentrazione delle polveri a quelli della normativa.
Ceneri: le ceneri costituiscono l'unico residuo minerale che teoricamente dovrebbe
rimanere dopo la combustione completa del biocombustibile. Il loro valore nel
biocombustibile deve essere più basso possibile. Il pellet di classe A e B deve
avere un contenuto di ceneri inferiore allo 5% e 10% rispettivamente. I valori di
concentrazione delle ceneri, rilevati dal Co.Ri.Bi.A (dott. Genna) nonchè dalle
attività sperimentali condotte dalla SABER Technology SRL, hanno evidenziato
contenuti in cenere in genere inferiori al 4.5%; pertanto da questo punto di vista
l’agri-pellet ECODENS rispetta le limitazioni di entrambe le categorie della
norma.
Agenti leganti: gli agenti leganti sono materiali aggiunti al prodotto da
pellettizzare per migliorare l'efficienza della produzione del pellet e migliorarne la
durabilità. E' ammesso un contenuto massimo del 2% in peso ed è richiesta la
dichiarazione del tipo e della quantità utilizzata; nel caso dell’agri-pellet
ECODENS, l’uso di agenti leganti non è stato reso necessario grazie alla buona
quantità di lignina apportata dai residui di potatura.
Potere calorifico: rappresenta il contenuto energetico del biocombustibile ed è
intimamente connesso con il contenuto di umidità e di ceneri (potere calorifico
inferiore). Le prove condotte hanno dimostrato che il potere calorifico inferiore
cresce con il contenuto di sansa vergine, con valori in genere superiori a quelli di
comuni pellet di legno (non inferiori a 5 kWh/kg).

28
Densità dello sfuso: e' una grandezza importante in quanto permette di calcolare
esattamente le quantità acquistate/vendute, soprattutto quando non confezionate.
Rappresenta il peso (massa) del pellet sfuso per unità di volume. La norma
stabilisce per le due categorie un valore di soglia di 600 kg/mc. Prove statistiche
eseguite sui diversi blend di materia prima (diverse sanse e soprattutto diversi
residui di potature) hanno sempre mostrato per l’agri-pellet ECODENS un peso
specifico non inferiore ai 700 kg/mc.
Azoto, Zolfo, Cloro, Arsenico, Cadmio, Cromo, Rame, Piombo, Mercurio, Nickel,
Zinco: sono elementi chimici particolari che devono essere considerati come
indicatori di possibile contaminazione della biomassa di partenza. Per questa
ragione valori superiori a quelli indicati dalle norme devono far pensare ad
un inquinamento (volontario o involontario) del prodotto. Il rilievo di tali sostanze
è stato eseguito dai tecnici del Co.Ri.Bi.A ed ai relativi report si rimanda pertanto
il lettore per informazioni di dettaglio. In pratica, utilizzando la spettrometria di
massa al plasma accoppiato induttivamente, tecnica nota con l’acronimo ICP-MS,
attraverso una indagine statistica è stato mostrato che l’agri-pellet ECODENS
(sono stati esaminati diversi rapporti volumetrici sansa/residui) rispetta tutti i
limiti previsti dalla normativa per quanto concerne il contenuto di metalli pesanti
ed altri elementi.
Una successiva indagine sulle ceneri di pellet estratte dopo combustione in caldaia, pure in
dettaglio eseguita dal Co.Ri.Bi.A, ha mostrato che le stesse presentano significativi
contenuti di elementi fertilizzanti quali fosforo, potassio, magnesio e calcio. Un confronto
con i valori di ceneri di legno comune mostra valori confrontabili di magnesio (circa 5.5%)
e potassio (circa 9%) e valori circa dimezzati di fosforo (circa 3%) e calcio (circa 23%). Lo
spargimento di tali ceneri pertanto è in grado di dare un buon effetto fertilizzante, specie
con riferimento all’apporto di potassio.
La presenza della calce permette pure di ottenere una significativa “calcinazione” dei suoli
acidi, ovvero la correzione del pH con miglioramento della struttura, grazie alla formazione
di ponti di calcio tra i colloidi argillosi.
Evidentemente, le caratteristiche delle ceneri, cosi come rilevate dal partner Co.Ri.Bi.A. a
partire da ceneri ottenute dalla combustione di pellet, sono le stesse di quelle prodotte
dall’impianto di densificazione, provato che la composizione media della biomassa secca
utilizzata per il forno è praticamente la stessa di quella del “polverino” utilizzato per la
pellettizzazione. Anche le ceneri prodotte dall’impianto di co-densificazione hanno pertanto le
stesse proprietà fertilizzanti ed ammendanti.
8. CONSIDERAZIONI FINALI SULLA FATTIBILTA ECONOMICA
L’analisi dettagliata dei costi di ciascuna operazione elementare costituente il processo di
co-densificazione, includendo altresì il processo meccanizzato di raccolta ha mostrato che il
processo cosi configurato risulta pure economicamente vantaggioso per le dimensioni di
impianto considerato. In pratica, l’impianto è caratterizzato da costi complessivi di
investimento di circa 300 k€, e necessita per il suo esercizio di una sola persona impegnata
prevalentemente nella attività e supervisione dell’impianto, nonché nella attività di
insaccatura e pesatura del prodotto finito. Il caricamento della materia prima nelle tramogge
di carico della sansa e del legno avviene infatti una sola volta all’inizio del turno di lavoro.

29
In sintesi, l’analisi economica ha mostrato che l’adozione di un sistema di raccolta
meccanizzato facente uso di una trincia-caricatrice di medie dimensioni (larghezza
operativa di 1.60 ml) portata da una trattrice di 75-80 CV circa, consente di ottenere un
trinciato al costo di circa 50 €/ton, comprensivo di trasposto presso stabilimento nel caso di
raccolta che avviene nel raggio di 10-15 km intorno allo stesso. Distanze superiori generano
invece un aumento dei costi e lo stesso può tendere cosi a raddoppiare per distanze tendenti
ai 60-70 km dal sito produttivo. Discorso simile vale per le sanse vergini che in Sicilia sono
ancora ordinariamente conferite dai frantoi ai cosiddetti “sansifici” che la usano per la
estrazione dell’olio di sansa, e per questo spuntano prezzi di acquisto di circa 40 €/ton con
umidità sino al 55%, presso il “sansificio”. A questo corrisponde quindi un costo della
materia prima essiccata di circa 85 €/ton tenuto conto che la pellettizzazione abbisogna di
una materia prima con umidità inferiore al 10% ed almeno il 12.5% della biomassa
essiccata, come ampiamente mostrato, si perde per la auto-alimentazione dell’essiccatore.
Un tal costo risulta troppo elevato per dare luogo ad un costo competitivo dell’agri-pellet.
La esperienza fatta ha mostrato che è ad oggi in Sicilia è possibile reperire sanse vergini per
la produzione di agri-pellet a costi inferiori ai 25 €/ton, cui corrisponde un costo della
materia secca inferiore di circa 50 €/ton, limitando i costi di trasporto ovvero ritirando tali
sanse da comprensori relativamente lontani dai pochi sansifici presenti, in un raggio di circa
10-15 km dallo stabilimento in cui è installato l’impianto. Fortunatamente tale condizione
si verifica alquanto spesso in quanto i sansifici al contrario hanno comprensori molto più
gradi (raggio di 100 km e oltre), per cui una notevole parte del costo di acquisto serve a
coprire i costi di trasporto e non va al produttore della sansa vergine (frantoiano).
Per la valutazione del costo finale del pellet è necessario includere i costi esercizio
dell’impianto (consumi elettrici, manutenzioni ecc), la manodopera necessaria, i costi di
ammortamento dello stesso ecc.
Considerando un esercizio per 300 giornate/anno con giornate lavorative di 3 turni/die e,
conservativamente, una produttività oraria di miscela di biomassa essiccata di 0.4 ton/ora,
l’impianto ECODENS è in grado di avere una produzione annua di 0.4*24*300 = 2880 ton.
A ciò corrisponde mediamente una capacita di trattare sino circa 4000 ton/anno di sansa
umida (miscela 70/30) e sino a circa 3000 ton/anno (miscela 30/70) di residui di potature.
Considerando quindi i costi della materia prima, di ammortamento dell’impianto, del locale
entro cui lo stesso deve essere alloggiato, i costi di esercizio e manutenzione, i costi
dell’energia elettrica necessaria per le varie macchine elettriche coinvolte (trituratore,
coclee, nastro, sistemi di trasporto pneumatico, pellettatrice) e dell’operatore, si perviene ad
un costo complessivo del pellet nel di circa 130-140 €/ton, corrispondendo i valori più alti
ai casi di miscele con maggiore concentrazione di residui di potature (vedi tabella
seguente).
Tenuto conto che l’agri-pellet può essere oggi immesso nel mercato ad un prezzo non
inferiore a 180 €/ton, si ottiene che la produzione è caratterizzata da un margine di
redditività di circa 40-50 €/ton che per la produzione annua stimata di 2880 ton corrisponde
ad un reddito lordo annuo (r.l.a.) di circa 115-140 k€.
Ovviamente tale margine di redditività può aumentare sino, a 100-125 €/ton (raddoppiare),
ovvero sino ad un r.l.a. 280-350 k€ se in futuro, come già avvenuto in altre regioni, la sansa
non abbia più un mercato e si trasformi pertanto in un rifiuto che occorre altrimenti
smaltire, cioè possa essere acquisita a costo zero, ovvero se le biomasse agricole residuali,
magari in un regime di incentivazione pubblica, possano essere egualmente acquisite a
costo zero essendo per esempio l’incentivo sufficiente a coprire i soli costi di trasporto.

30
Valutazione del costo dell’agri-pellet ECODENS
Descrizione Costo [€/ton]
Sansa vergine (raggio <10-15 km) 25
Residui di potature (raggio <10-15 km) 50
Sansa vergine secca 50
Residui secchi 80
Miscela secca per 70/30 < r < 30/70 60÷70
Ammortamento impianto 10
Ammortamento locali 10
Manutenzione impianto 3
Consumi elettrici 26
Costo dell’operatore 21
Costo dell’agri-pellet 130-140
Prezzo medio di mercato 180
Margine di reddito lordo 40-50
Tale risultato, ampiamente verificato in circa un anno di verifiche sperimentali
sistematiche, mostra la presenza di un buon margine economico per l’impresa agro-
industrial che decide di mettere in esercizio un tale impianto.
E’ cosi dimostrata la fattibilità economica di un impianto di co-densificazione avente le
caratteristiche sopra indicate, e cioè una capacita di trattare circa 850 kg/ora di materia
prima umida, cui corrisponde circa 400 kg/ora di biomassa secca che può essere trasformata
in pellet o in trito per l’alimentazione di caldaie a servizio di aziende agricole energivore, in
un ottica di filiera corta.
9. LIMITAZIONI E SVILUPPO
L’attività svolta nell’ambito del progetto ECODENS ha mostrato che il processo di co-
densificazione risulta economicamente conveniente se gestito entro certi limiti, quali
anzitutto:
1) Raccolta e trasporto meccanizzati, che consentano di tenere il costo della materia
prima secca sotto i 60-70 €/tonnellata (per sanse con umidità del 55-60% significa
sotto i 25-30 €/ton, sotto i 50 €/ton per comune legno residuale verde con umidità
non inferiore al 35-40%).
E’ stato cosi mostrato che tale limite può essere rispettato dalle sanse di frantoi vicini
all’impianto di co-densificazione e lontani da sansifici, che ad oggi sono disponibili ancora
a pagare le sanse a prezzi intorno ai 38 €/ton. E’ pertanto necessario collocare l’impianto
vicino ai frantoi, possibilmente in posizione idealmente baricentrica rispetto a 3-4 frantoi
(ad 1 o 2 linee) in modo da avvantaggiarsi dell’abbattimento dei costi di trasporto, che per
le sanse possono facilmente ammontare al 50% del costo della biomassa e oltre.
Gli studi fatti hanno mostrato che la pellettizzazione con almeno il 40-50% di residui di
potature può essere ottenuta anche utilizzando sanse denocciolate che invece non sono
molto ben accette ai sansifici (pare che dal prossimo anno questi non ritireranno più sanse
denocciolate) che traggono buona parte dei propri proventi dalla rivendita della sansa

31
esausta contenente un 20% di nocciolino e per questo abbastanza ricercata quale
combustibile per caldaie a biomassa.
Per quanto concerne invece i residui di potature, al fine di minimizzare i costi di
essiccazione, il progetto ha mostrato che significativi vantaggi si ottengono lasciando in
campo i residui di potature per almeno 15-20 giorni in modo da consentire un primo
abbattimento della umidità. Pure vantaggioso e poi uno stoccaggio della biomassa in
ambienti coperti protetti dalle intemperie, ottenendo un ulteriore e significativo
abbattimento della umidità.
Se per la sansa vergine l’impianto deve stare vicino ai frantoi, per i residui di potature lo
stesso deve stare in modo privilegiato in zone agricole caratterizzate da giacitura
prevalentemente piana e relativamente ricca di colture arboree. Da questo punto di vista la
provincia di Trapani appare quella che presenta la vocazione più spiccata allo sviluppo di
simili impianti in quanto presenta una buona prevalenza di aziende medio-grandi con
coltivazione prevalente di olivo e vigneti.
Se volessimo individua il sito ideale per un impianto pilota, allora siti che esibiscono una
elevata vocazione sono per esempio quelli del territorio di Castelvetrano o Marsala.
Un buon collegamento viario è pure condizione necessaria. Siti relativamente buoni sono
per esempio quelli corrispondenti agli ex Consorzi Agrari in dismissione.
Poco interessanti risultano invece le biomasse provenienti dalla manutenzione dei boschi,
con poche o rare eccezioni, in quanto a causa della non favorevole giacitura dei boschi
siciliani l’ottenimento di biomasse (specie ramaglie) risulta piuttosto costoso (sopra i 70
€/ton) e tale da abbassare la convenienza economica della produzione di agri-pellet. A
queste condizioni sfavorevoli si aggiungono, almeno per ora, l’aleatorietà della
manutenzione dei boschi praticata dagli enti preposti, e il limitato interesse al conferimento
della biomassa da parte degli stessi.
La fattibilità economica è anche significativamente condizionata dai costi di esercizio
dell’impianto che pertanto deve avere determinate caratteristiche in termini di assetto di
esercizio e automazione di impianto: in sintesi, se si guarda solo all’economia
dell’impianto, tralasciando i vantaggi per le aziende agricole che potranno utilizzare il
pellet, per un buon ritorno economico l’approvvigionamento delle materie prime deve
consentire un esercizio h24 con 3 turni di lavorazione al giorno, e l’automazione deve
consentire la gestione dell’impianto con un solo operatore. In condizioni diverse
l’esperienza dimostra che i costi di esercizio possono divenire tali da erodere i margini
economici necessari a tenere in piedi l’attività. In altre parole, è necessario che l’impianto
possa lavorare tutto l’anno (almeno 5000-6000 ore circa) mediante apposito stoccaggio
delle materie prime e, ove possibile diversificazione delle stesse. In termini di stoccaggio,
poiché si è valutato che le minime dimensioni dell’impianto sono quelle che corrispondo ad
una produttività di almeno 0.4 ton/ora di materia umida, si parla allora di una produzione
annua con trattamento di circa 3500 ton/anno che si possono suddividere in un 70% di
sansa (circa 4000 ton di sansa umida che corrispondono a 3-4 frantoi appunto) e 30% (1000
ton. di ramaglie che corrispondono in pratica a circa 400-500 ha di colture arboree che
praticano una potatura annuale.
Infine, lo sviluppo di tali virtuosi sistemi di valorizzazione energetica delle biomasse potrà
essere fortemente promosso da una incentivazione, più interessante di quella attuale, della
produzione di energia elettrica da biomasse. Se la incentivazione del fotovoltaico, in
passato certamente efficace in termini quantitativi, non ha portato allo sviluppo di una vera
e propria filiera italiana del fotovoltaico, la stessa cosa non si può temere per le biomasse,
essendo queste per loro stessa natura strettamente legate al territorio.

32
Lo sviluppo dello sfruttamento delle biomasse e in termini di energia termica e in termini di
energia elettrica, risulta pertanto auspicabile per un razionale ed efficace moderno sviluppo
del settore agricolo, al di la di poco produttive politiche assistenzialistiche.