Progetto dell’impianto di co-densificazione delle sanse...
60
Misura 124 – Cooperazione per lo sviluppo di nuovi prodotti, processi e tecnologie nei settori agricolo e alimentare, e in quello forestale ECODENS – Ecostabilizzazione delle sanse mediante densificazione Progetto dell’impianto di co-densificazione delle sanse vergini Introduzione Nel presente lavoro viene sviluppato il progetto di un impianto di co-densificazione di sanse vergini di olive miste a residui di potature. In generale le sanse si presentano cosi come sono prodotte dai frantoi (sottoprodotto della lavorazione delle olive) mentre i residui di potature subiscono un processo di trinciatura grossolana attraverso macchina trinciatrice (o trincia sarmenti) appositamente dimensionata. Poichè le biomasse in oggetto sono caratterizzate da un contenuto di umidità relativamente elevato e tale da non consentirne la densificazione tal quale, il “cuore” della linea di densificazione in oggetto è costituito da un essiccatore di biomassa (sansa e cippato), che sarà appositamente progettato a partire da modelli termodinamici atti a valutare le principali caratteristiche geometriche e funzionali della macchina e dell'impianto di captazione in cui essa è inserita. Nel progetto ECODENS, cui si riferisce la presente attività di progettazione, vengono esaminate le potenzialità di valorizzazione energetica delle sanse vergini e dei residui di potatura disponibili nel territorio siciliano, oggi poco utilizzate quali biomasse per la produzione di energia, anche a causa della elevata umidità. L’approccio considerato prevede la opportuna preliminare triturazione delle biomasse, quindi l’essiccazione delle stesse attraverso un apposito essiccatore, quindi l’affinamento granulometrico e la finale pellettizzazione con macchinario appositamente pure progettato allo scopo.
Transcript of Progetto dell’impianto di co-densificazione delle sanse...
Misura 124 – Cooperazione per lo sviluppo di nuovi prodotti, processi e
tecnologie nei settori agricolo e alimentare, e in quello forestale
ECODENS – Ecostabilizzazione delle sanse mediante densificazione
Progetto dell’impianto di co-densificazione delle sanse vergini
Introduzione
Nel presente lavoro viene sviluppato il progetto di un impianto di co-densificazione di sanse
vergini di olive miste a residui di potature. In generale le sanse si presentano cosi come sono
prodotte dai frantoi (sottoprodotto della lavorazione delle olive) mentre i residui di potature
subiscono un processo di trinciatura grossolana attraverso macchina trinciatrice (o trincia
sarmenti) appositamente dimensionata.
Poichè le biomasse in oggetto sono caratterizzate da un contenuto di umidità relativamente
elevato e tale da non consentirne la densificazione tal quale, il “cuore” della linea di densificazione
in oggetto è costituito da un essiccatore di biomassa (sansa e cippato), che sarà appositamente
progettato a partire da modelli termodinamici atti a valutare le principali caratteristiche
geometriche e funzionali della macchina e dell'impianto di captazione in cui essa è inserita.
Nel progetto ECODENS, cui si riferisce la presente attività di progettazione, vengono esaminate le
potenzialità di valorizzazione energetica delle sanse vergini e dei residui di potatura disponibili nel
territorio siciliano, oggi poco utilizzate quali biomasse per la produzione di energia, anche a causa
della elevata umidità. L’approccio considerato prevede la opportuna preliminare triturazione delle
biomasse, quindi l’essiccazione delle stesse attraverso un apposito essiccatore, quindi
l’affinamento granulometrico e la finale pellettizzazione con macchinario appositamente pure
progettato allo scopo.
In accordo con gli obiettivi del progetto ECODENS, un tale impianto consente di venire incontro
anche al problema dello smaltimento delle sanse vergini, che in assenza di una loro utilizzazione
da parte dei sansifici (oli di sansa sempre meno competitivi nel mercato), possono diventare un
rifiuto con significativo carico inquinante; la densificazione inoltre, consente di superare i limiti
legati alla stagionalità della disponibilità di questo sottoprodotto.
Come è ben nota dalla stessa letteratura tecnica sull’argomento, per una corretta pellettizzazione
di biomasse, il contenuto di acqua nella materia prima non deve essere superiore al 12%, valore
che è ben inferiore alla umidità media sia dei residui di potature sia delle sanse vergini,
caratterizzate da contenuti di umidità rispettivamente non inferiori al 30-40% e 50-60% circa.
Nel seguito è riportata la progettazione della linea di densificazione, considerando in dettaglio
tutti i singoli componenti costituenti; tenuto conto di quanto brevemente detto in premessa,
l’attività di progettazione muove i passi a partire dalla progettazione dell’essiccatore, che è
appunto il cuore del sistema: dalle sue dimensioni e dai relativi peculiari parametri di
funzionamento, strettamente legati all’essiccazione necessaria, dipende il dimensionamento degli
altri elementi costituenti il sistema di densificazione.
1- Essiccamento dei solidi
Il processo di essiccamento ha una notevole importanza nell’industria di processo: l’essiccamento
di un solido consiste nella rimozione del liquido presente nel materiale sino ad un valore che ne
consenta un corretto stoccaggio. I liquidi vengono allontanati mediante evaporazione attraverso
procedimenti meccanici, usando centrifughe o presse, o processi termici che tendono a
vaporizzare il liquido presente. Di solito il liquido è l’acqua e quindi l’essiccamento è inteso come
riduzione dell’umidità del solido, anche se vi sono casi importanti in cui il liquido non è acqua ma si
tratta di un liquido organico che viene recuperato.
Nell’essiccamento si usa solitamente aria come fluido essiccante, con adatta temperatura e
contenuto di umidità: in genere si utilizza aria calda e secca, cioè con una bassa umidità relativa Ur,
in modo che il contatto aria-acqua provochi l’evaporazione dell’acqua dal solido in cui è
contenuta. In questa operazione unitaria si ha un trasferimento di materia (l’acqua che evapora
dal solido e che passa nell’aria essiccante) e un trasferimento di calore (l’evaporazione dell’acqua
avviene grazie all’assorbimento del suo calore latente dall’aria essiccante).
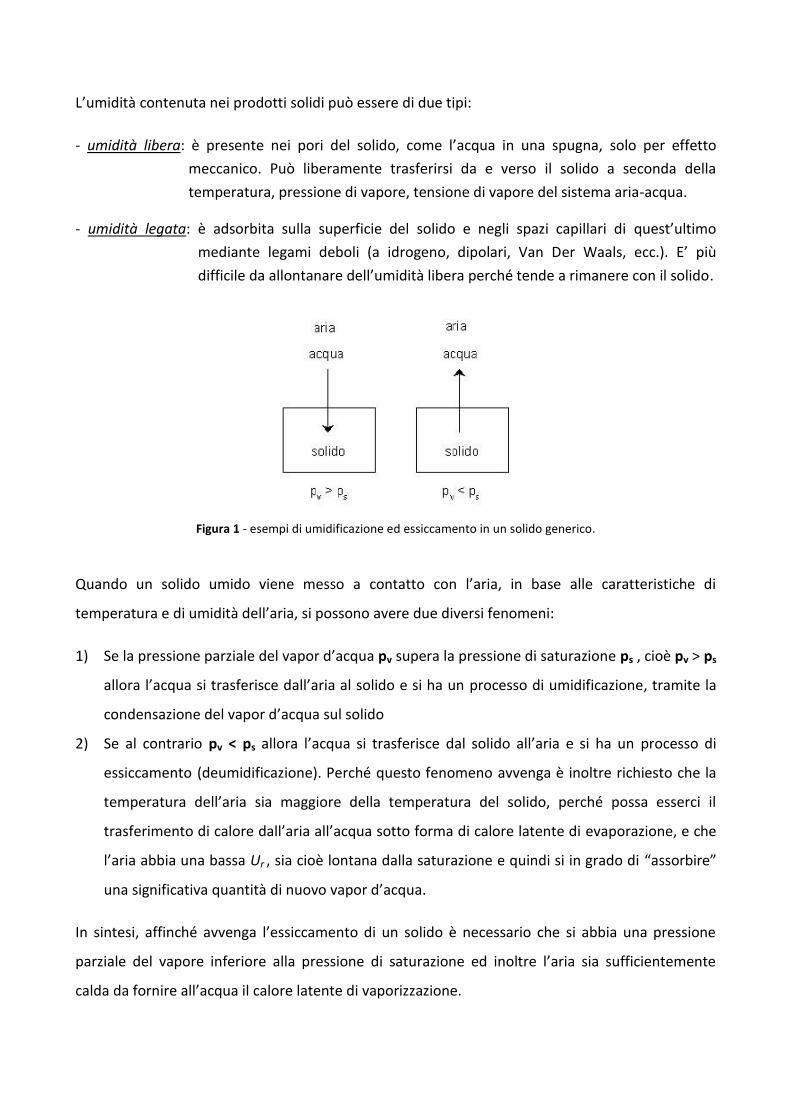
L’umidità contenuta nei prodotti solidi può essere di due tipi:
- umidità libera: è presente nei pori del solido, come l’acqua in una spugna, solo per effetto
meccanico. Può liberamente trasferirsi da e verso il solido a seconda della
temperatura, pressione di vapore, tensione di vapore del sistema aria-acqua.
- umidità legata: è adsorbita sulla superficie del solido e negli spazi capillari di quest’ultimo
mediante legami deboli (a idrogeno, dipolari, Van Der Waals, ecc.). E’ più
difficile da allontanare dell’umidità libera perché tende a rimanere con il solido.
Figura 1 - esempi di umidificazione ed essiccamento in un solido generico.
Quando un solido umido viene messo a contatto con l’aria, in base alle caratteristiche di
temperatura e di umidità dell’aria, si possono avere due diversi fenomeni:
1) Se la pressione parziale del vapor d’acqua pv supera la pressione di saturazione ps , cioè pv > ps
allora l’acqua si trasferisce dall’aria al solido e si ha un processo di umidificazione, tramite la
condensazione del vapor d’acqua sul solido
2) Se al contrario pv < ps allora l’acqua si trasferisce dal solido all’aria e si ha un processo di
essiccamento (deumidificazione). Perché questo fenomeno avvenga è inoltre richiesto che la
temperatura dell’aria sia maggiore della temperatura del solido, perché possa esserci il
trasferimento di calore dall’aria all’acqua sotto forma di calore latente di evaporazione, e che
l’aria abbia una bassa Ur , sia cioè lontana dalla saturazione e quindi si in grado di “assorbire”
una significativa quantità di nuovo vapor d’acqua.
In sintesi, affinché avvenga l’essiccamento di un solido è necessario che si abbia una pressione
parziale del vapore inferiore alla pressione di saturazione ed inoltre l’aria sia sufficientemente
calda da fornire all’acqua il calore latente di vaporizzazione.
Gli apparecchi che effettuano l’essiccamento sono detti essiccatori. In un essiccatore l’aria
essiccante cede calore al solido umido, riscaldandolo e provocando quindi l’evaporazione
dell’acqua ivi contenuta: il processo avviene in pratica senza scambio di calore con l’esterno e
quindi l’aria si raffredda e si umidifica seguendo una delle rette di raffreddamento adiabatico
presenti nel diagramma psicrometrico che descrive il sistema aria-acqua alla pressione standard di
1 atm.
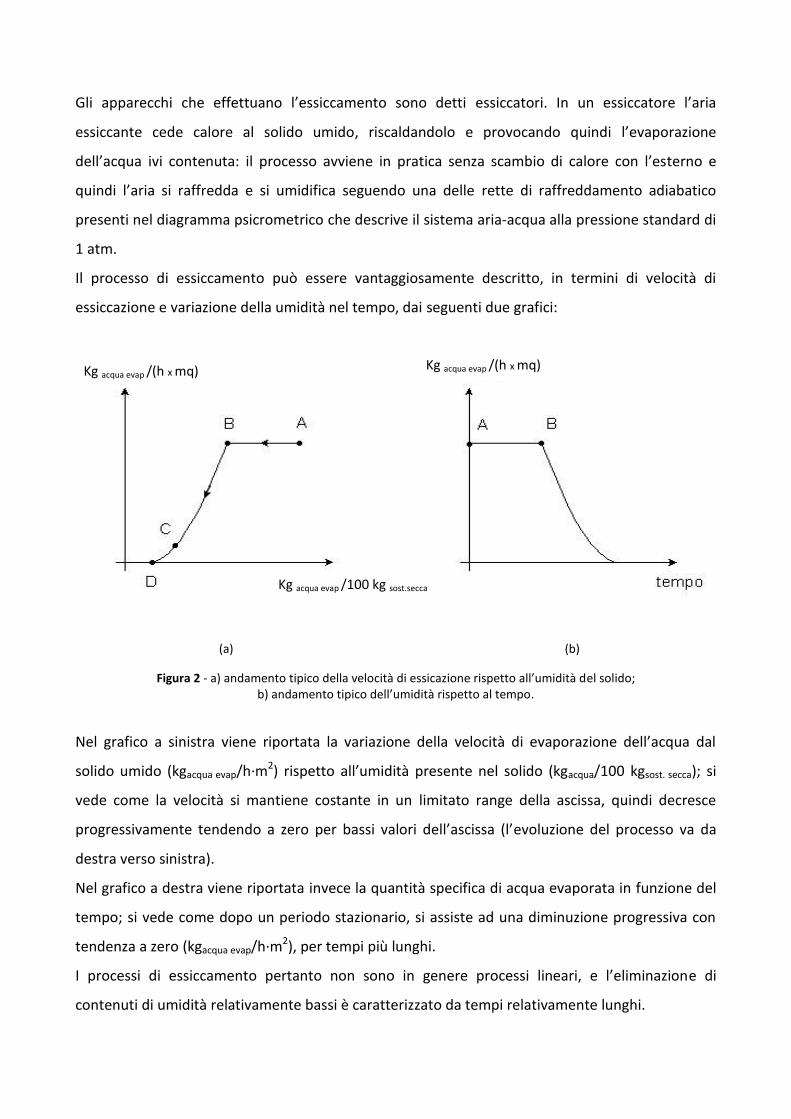
Il processo di essiccamento può essere vantaggiosamente descritto, in termini di velocità di
essiccazione e variazione della umidità nel tempo, dai seguenti due grafici:
(a) (b)
Figura 2 - a) andamento tipico della velocità di essicazione rispetto all’umidità del solido; b) andamento tipico dell’umidità rispetto al tempo.
Nel grafico a sinistra viene riportata la variazione della velocità di evaporazione dell’acqua dal
solido umido (kgacqua evap/h·m2) rispetto all’umidità presente nel solido (kgacqua/100 kgsost. secca); si
vede come la velocità si mantiene costante in un limitato range della ascissa, quindi decresce
progressivamente tendendo a zero per bassi valori dell’ascissa (l’evoluzione del processo va da
destra verso sinistra).
Nel grafico a destra viene riportata invece la quantità specifica di acqua evaporata in funzione del
tempo; si vede come dopo un periodo stazionario, si assiste ad una diminuzione progressiva con
tendenza a zero (kgacqua evap/h·m2), per tempi più lunghi.
I processi di essiccamento pertanto non sono in genere processi lineari, e l’eliminazione di
contenuti di umidità relativamente bassi è caratterizzato da tempi relativamente lunghi.
Kg acqua evap /(h x mq) Kg acqua evap /(h x mq)
Kg acqua evap /100 kg sost.secca
In dettaglio, con riferimento anche alla fig.2a è possibile affermare che l’essiccazione segue le
seguenti modalità:
- inizialmente il solido umido, a contatto con l’aria calda e secca, si riscalda fino all’equilibrio
termico (non rappresentato nel grafico);
- all’equilibrio termico la temperatura della superficie del solido corrisponde alla Tbu dell’aria
essiccante e si raggiunge quindi una condizione stazionaria (punto A). Da questo momento
l’acqua evapora a velocità costante dalla superficie del solido (tratto A-B) e l’acqua superficiale
evaporata viene costantemente rimpiazzata da acqua presente nei pori (spazi capillari) del
solido che giunge in superficie mediante diffusione. In questa fase il calore latente di
evaporazione viene fornito dall’aria, che si raffredda diabaticamente e si umidifica. Il calore
ceduto dall’aria è uguale al calore acquistato dal solido e quindi nel tratto A-B la temperatura
del solido rimane costante;
- proseguendo nell’essiccamento si raggiunge il punto B, corrispondente a una umidità critica: da
questo punto in poi (tratto BC) la velocità di evaporazione diminuisce perché sempre più zone
del solido sono già secche e la diffusione dell’acqua interna al solido non riesce più a
mantenerle umide e quindi diminuisce la superficie di contatto aria-acqua. In questa fase, che
di solito è molto più lunga della precedente, la temperatura del solido aumenta perché il calore
fornito dall’aria è maggiore del calore latente richiesto per l’evaporazione dell’acqua;
- dopo il punto C la velocità di evaporazione diminuisce ancora più rapidamente in quanto tutta la
superficie del solido è secca e la poca acqua che arriva con difficoltà dall’interno per diffusione
evapora istantaneamente;
- la velocità di evaporazione si annulla nel punto D, in cui l’umidità residua interna del solido ha
raggiunto il punto di equilibrio con l’aria essiccante.
2 - Tipologie di essiccatori
Esistono diverse apparecchiature per l’essiccamento e la loro scelta in relazione ad uno specifico
processo dipende da vari fattori: caratteristiche chimico-fisiche del solido umido, potenziale
pericolosità del solido da essiccare, sua granulometria ecc. Se il materiale umido ha una
granulometria molto fine il gas essiccante asporterà una quantità non trascurabile di solido, che
dovrà essere recuperato mediante abbattitori di particelle (come ad esempio filtri a ciclone)
oppure si dovrà utilizzare un tipo di essiccamento indiretto. La forma e la struttura delle particelle
solide hanno una notevole influenza sul processo di essiccamento: solidi di forma irregolare con
struttura fibrosa si essiccano con maggiore difficoltà rispetto a solidi con struttura porosa. Inoltre,
è importante la sensibilità alla temperatura del solido: prodotti organici sono generalmente
termo-degradabili e quindi si dovranno utilizzare processi di essiccamento indiretto, evitando il
contatto con aria calda.
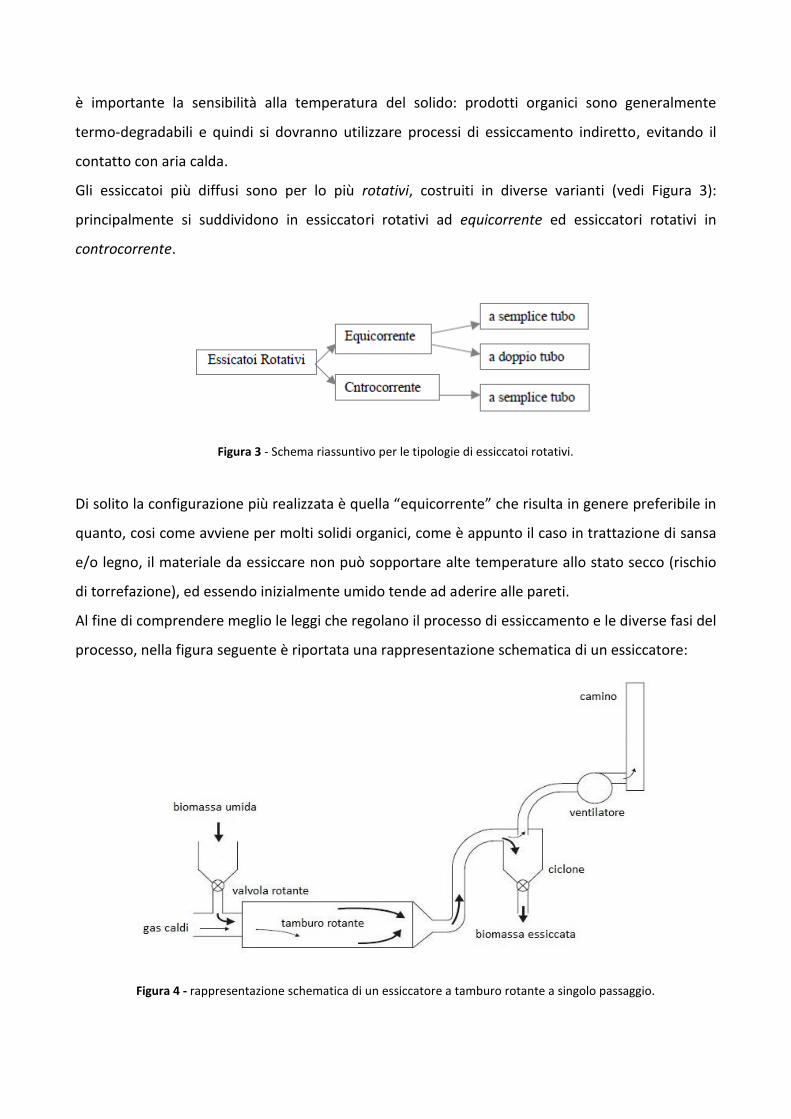
Gli essiccatoi più diffusi sono per lo più rotativi, costruiti in diverse varianti (vedi Figura 3):
principalmente si suddividono in essiccatori rotativi ad equicorrente ed essiccatori rotativi in
controcorrente.
Figura 3 - Schema riassuntivo per le tipologie di essiccatoi rotativi.
Di solito la configurazione più realizzata è quella “equicorrente” che risulta in genere preferibile in
quanto, cosi come avviene per molti solidi organici, come è appunto il caso in trattazione di sansa
e/o legno, il materiale da essiccare non può sopportare alte temperature allo stato secco (rischio
di torrefazione), ed essendo inizialmente umido tende ad aderire alle pareti.
Al fine di comprendere meglio le leggi che regolano il processo di essiccamento e le diverse fasi del
processo, nella figura seguente è riportata una rappresentazione schematica di un essiccatore:
Figura 4 - rappresentazione schematica di un essiccatore a tamburo rotante a singolo passaggio.
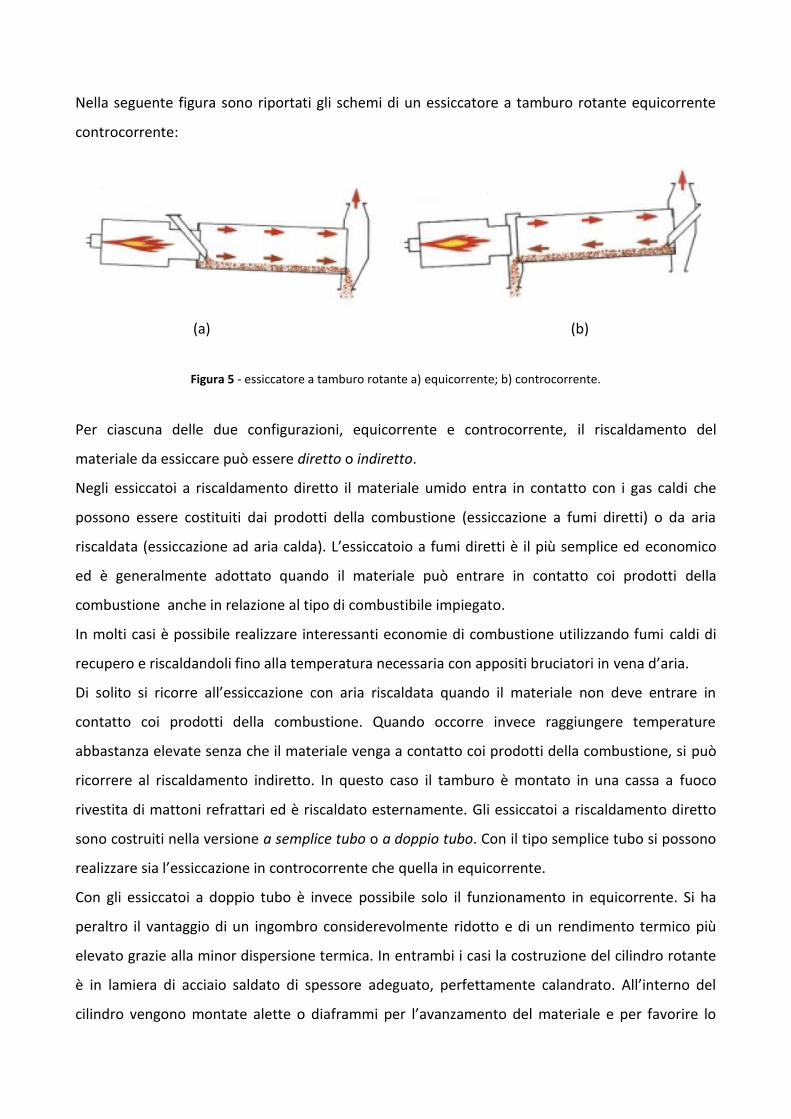
Nella seguente figura sono riportati gli schemi di un essiccatore a tamburo rotante equicorrente
controcorrente:
(a) (b)
Figura 5 - essiccatore a tamburo rotante a) equicorrente; b) controcorrente.
Per ciascuna delle due configurazioni, equicorrente e controcorrente, il riscaldamento del
materiale da essiccare può essere diretto o indiretto.
Negli essiccatoi a riscaldamento diretto il materiale umido entra in contatto con i gas caldi che
possono essere costituiti dai prodotti della combustione (essiccazione a fumi diretti) o da aria
riscaldata (essiccazione ad aria calda). L’essiccatoio a fumi diretti è il più semplice ed economico
ed è generalmente adottato quando il materiale può entrare in contatto coi prodotti della
combustione anche in relazione al tipo di combustibile impiegato.
In molti casi è possibile realizzare interessanti economie di combustione utilizzando fumi caldi di
recupero e riscaldandoli fino alla temperatura necessaria con appositi bruciatori in vena d’aria.
Di solito si ricorre all’essiccazione con aria riscaldata quando il materiale non deve entrare in
contatto coi prodotti della combustione. Quando occorre invece raggiungere temperature
abbastanza elevate senza che il materiale venga a contatto coi prodotti della combustione, si può
ricorrere al riscaldamento indiretto. In questo caso il tamburo è montato in una cassa a fuoco
rivestita di mattoni refrattari ed è riscaldato esternamente. Gli essiccatoi a riscaldamento diretto
sono costruiti nella versione a semplice tubo o a doppio tubo. Con il tipo semplice tubo si possono
realizzare sia l’essiccazione in controcorrente che quella in equicorrente.
Con gli essiccatoi a doppio tubo è invece possibile solo il funzionamento in equicorrente. Si ha
peraltro il vantaggio di un ingombro considerevolmente ridotto e di un rendimento termico più
elevato grazie alla minor dispersione termica. In entrambi i casi la costruzione del cilindro rotante
è in lamiera di acciaio saldato di spessore adeguato, perfettamente calandrato. All’interno del
cilindro vengono montate alette o diaframmi per l’avanzamento del materiale e per favorire lo
scambio termico fra i gas caldi ed il materiale stesso. In genere il tamburo rotante è collegato ad
un bruciatore o forno che consente di mandare una idonea portata di aria calda (con o senza fumi)
sul materiale da essiccare. Il tamburo ed il bruciatore sono dimensionati in base alla quantità di
calore e al tempo di permanenza necessari al materiale per raggiungere il grado di essiccazione
desiderato. Nella essiccazione di materiali organici in genere l’umidità dell’essiccato viene portata
ad un valore massimo intorno al 10-12%, valore che sovente rappresenta la condizione di
equilibrio del materiale in atmosfera libera a temperatura ambiente. I materiali contenuti
nell’essiccatore vengono allontanati con un “ciclone” o un separatore di solidi. Per avere una
depurazione dei fumi più spinta possono essere impiegati filtri elettrostatici, filtri scrubber o super
cicloni.
Esistono poi anche gli essiccatoi speciali che impiegano la tecnologia del vuoto la quale permette
di conciliare tempi molto brevi di essiccazione con:
• basse temperature del materiale in essiccazione;
• limitati gradienti di umidità fra interno e superficie;
• l’eliminazione del rischio di fessurazioni, collassi, ecc;
• facilità di conduzione;
• ridotta manutenzione dell’impianto.
L’estrema compattezza di questi tipo di impianti, la mancanza di opere murarie di preparazione, i
limitati spazi impegnati, l’alto valore dell’usato, limitano i rischi dell’investimento iniziale.
Infine, esistono sistemi di essiccazione cosiddetti a “circuito chiuso” in quanto l’aria (o il fluido
essiccante) dopo che ha svolto il suo compito, viene mandato in un condensatore dove viene
quindi separata dall’acqua e quindi mandata in ricircolo al riscaldatore per il ciclo successivo. Si
tratta comunque di sistemi molto più complessi e costosi, per questo poco usati.
2.1 – L’essiccatore autoalimentato
Al fine di ottimizzare le “perfomance” economiche ed ambientali del processo di produzione di
biomasse da sansa vergine e residui di potature, il progetto ECODENS intende attuare la possibilità
di alimentare il forno a servizio dell’essiccatore, non già con combustibili tradizionali (gasolio, gas
ecc.), bensì la stessa biomassa essiccata cosi come ottenuta in uscita dall’essiccatore.

Come è facile comprendere questo approccio risulta certamente più vantaggioso rispetto ad
essiccatori che utilizzano combustibili derivati dal petrolio, sia dal punto di vista economico che da
quello ambientale.
Inoltre al fine di ottimizzare il rendimento dell’essiccazione, tenuto conto che i materiali trattati
sono materiali “poveri” ed è bene ridurre al massimo i costi di lavorazione, un essiccatore adatto
per il progetto ECODENS, di costi relativamente ridotti, dovrà essere costituito preferibilmente da
un sistema a tamburo rotativo a multi passaggi (almeno 2-3 passaggi), opportunamente
progettato per il trattamento di materiali in piccola pezzatura (pochi centimetri) aventi umidità
iniziale anche relativamente molto elevata. La sansa infatti, presenta sovente umidità non
inferiore al 55-60%. A titolo di esempio nella seguente figura è riportato lo schema di un
essiccatore rotativo a 3 passaggi con forno (non auto-alimentato) ad aria calda e fumi, e sistema
finale di separazione dell’essiccato centrifugo.
Figura 6 - schema funzionale di essiccatore a tamburo rotante a tre passaggi concentrici.
Dalla figura 6 si vede che, al minimo, un sistema di essiccazione è costituito da quattro
monoblocchi: forno, essiccatoio vero e proprio, caricatore e ciclone separatore.
Solitamente il combustibile alimenta un bruciatore posto all’interno della camera di combustione,
generalmente di tipo verticale. Dispositivi di questo tipo presentano i seguenti vantaggi:
• mantengono il combustibile sulla “griglia” di combustione investita dall’aria primaria;
• non permettono al combustibile stesso di venire a contatto con le parti interne del forno, che
altrimenti potrebbero surriscaldarsi;
• la fiamma viene contenuta e ossigenata da un flusso d’aria direzionale ottenuto con un
apposito ventilatore.
Solitamente, inoltre, l’esterno del forno viene raffreddato dall’aria secondaria che si preriscalda
prima di rientrare in camera di combustione miscelandosi poi coi fumi sino a raggiungere la
temperatura di trattamento sopra indicata. Il collegamento forno-essiccatore è ottenuto con un
condotto metallico termicamente isolato. La tecnica raccomanda di alimentare l’essiccatore con
materiali umidi aventi una granulometria sufficientemente ridotta in modo da ottimizzare i tempi
di essiccazione; in genere i costruttori fanno riferimento per sostanze organiche a pezzature
ottimali indicative del tipo 30x30x3 mm, che consente una facile e veloce essiccazione poiché il
materiale presenta una buona superficie di scambio ed un “spessore” massimo non superiore a 3
mm. L’avanzamento del materiale all’interno di un essiccatore è prodotto dall’effetto combinato
della rotazione e della spinta d’aria; la presenza di elementi spintori è pero sempre necessaria,
anche per potere regolare la portata in funzione della velocità di rotazione.
Per quanto sopra richiamato, per la messa a punto di un processo di essiccazione efficiente della
sansa vergine mista a residui di potature debitamente tritati, si dovrà optare per un processo ad
aria calda con flusso d’aria che si miscela direttamente col prodotto entro il rotore cilindrico di una
macchina possibilmente a tre passaggi (costituita da tre cilindri coassiali dotati di pale interne). La
deumidificazione dovrà avvenire ad “alta temperatura” con gas (aria e fumi) entranti
nell’apparecchio a 300-400 °C e scaricati in uscita a 90-110 °C. Il salto termico, di circa 200 °C è
indice di un buon rendimento del sistema.
Il materiale da essiccare, sminuzzato a pezzi di dimensioni non superiori a 3-5 cm, attraverso la
tramoggia di carico del tamburo rotante, cade all’interno del primo condotto dove viene investito
dalla corrente di gas caldi ed è obbligato a seguire il percorso di essiccazione. E’ bene, comunque
prevedere che la macchina possa lavorare anche con biomassa con pezzatura maggiore, sebbene
ciò porterà inevitabilmente ad una diminuzione della produttività del sistema. L’impianto di
essiccazione in progetto dovrà, inoltre, lavorare in “autonomia” gestendo opportunamente anche
il circolo della biomassa essiccata all’uscita dell’essiccatore per l’alimentazione del forno.
3 – Dimensionamento dell’essiccatore
Il progetto termodinamico dell’essiccatore porta oltre che alla definizione dei parametri
termodinamici di esercizio, anche alla parallela definizione delle dimensioni principali della
macchina a partire dalle esigenze specifiche del progetto.
Le ipotesi di base per l'analisi sono:
a) stazionarietà del moto dei fluidi e della materia da essiccare;
b) assenza di turbolenza nel moto dei fluidi nel tamburo rotante;
c) fluidi ideali.
Il dimensionamento dell’essiccatore a tamburo rotante comincia partendo dalla capacità
produttiva della macchina: dal punto di vista funzionale essa apparterrà ad un linea di produzione
in cui dovrà potersi interfacciare in ingresso con il nastro trasportatore proveniente dal trituratore
monoalbero, mentre allo scarico sarà connessa al mulino raffinatore, posto a sua volta a monte
della pellettatrice.
Nel dettaglio, per il progetto “ECODENS-ecostabilizzazione delle sanse mediante densificazione” si
prevede per l’essiccatore la possibilità di potere operare sia con la sola sansa vergine (periodi di
maggiore produzione di sansa da parte dei frantoi) sia con solo cippato proveniente dalla
trinciatura/triturazione dei residui di potatura provenienti da aziende agricole (vigneto, frutteto,
uliveto ecc.). La stagionalità della disponibilità di questi sottoprodotti dell’agricoltura, obbliga
infatti ad una rapida essiccazione per evitare l’innescarsi di dannosi processi di putrefazione del
materiale umido. Ciò determina la necessità di dimensionare l’impianto di essiccazione con
capacità di lavorazione ben superiore a quella che si potrebbe facilmente stimare considerando la
disponibilità di biomassa (sansa e residui di potature) uniformemente distribuita durante tutto
l’anno. In particolare, si sceglie di individuare le dimensioni minime dell’impianto tali che lo stesso
possa servire alla “lavorazione” delle sanse provenienti da un solo frantoio di dimensioni medie. In
particolare, l’analisi dei frantoi presenti nel territorio mostra che mediamente tali impianti sono
costituiti da linee di produzione con caratteristiche piuttosto standardizzate e capaci di fornire una
“produzione” in sansa vergine pari a circa 350 tonnellate per stagione. Poiché mediamente un
frantoio è dotato di 2 linee di produzione in parallelo, ne segue che la produzione media di sansa
vergine per frantoio si attesta intorno alle 700 tonnellate per anno.
Al fine di limitare gli inconvenienti legati all’uso di pellet da sola sansa vergine (difficile
pellettizzazione ovvero pellet di bassa qualità e residui fissi nelle ceneri con conseguenti problemi
di gestione delle piccole caldaie), il progetto ECODENS prevede l’uso di una micela di sansa vergine
e legno con una percentuale di questo ultimo non inferiore al 30%. In altre parole il pellet che si
vuole produrre sarà composto al massimo dal 70% da sansa vergine e dal 30% di residui di
potature triturate di oliveto, vigneto e frutteto. Con questi valori si avrà una quantità annua di
materie prime da essiccare pari a 1.000 tonnellate per anno, essendo 300 tonnellate costituiti da
residui di potature di varia origine.
Per quanto sopra detto, tenuto conto che i residui di potature sono caratterizzati da un contenuto
di umidità più basso delle sanse vergini (20-30% del legno contro il 55-60% delle sanse), si aha che
la miscela con rapporto 70/30 /sansa/legno) può considerarsi la condizione di riferimento per la
progettazione dell’essiccatore in quanto ad essa corrisponde certamente la massima quantita di
acqua da evaporare e quindi la massima potenza termica dell’impianto.
Tenuto conto che la sansa è disponibile nel periodo di esercizio degli impianti oleari (frantoi), che
mediamente corrisponde a circa 2 mesi lavorativi (in Sicilia dai primi di Ottobre ai primi di
Dicembre), essendo necessario essiccare tale biomassa in tempi brevi e cioè praticamente in due
mesi lavorativi, la capacità giornaliera dell’essiccatore dovrà essere pari a:
Capacità giornaliera = 𝑡𝑜𝑛𝑛𝑒𝑙𝑙𝑎𝑡𝑒 𝑠𝑎𝑛𝑠𝑎 +𝑡𝑜𝑛𝑛𝑒𝑙𝑙𝑎𝑡𝑒 𝑝𝑜𝑡𝑎𝑡𝑢𝑟𝑒
2 𝑚𝑒𝑠𝑖 =
700+300
60= 16,7 tonnellate/giorno (1)
E’ questa quella che possiamo definire la produzione media giornaliera del forno, poiché si dovrà
tenere conto di necessari periodi di fermo del sistema per manutenzione (estrazione ceneri,
ispezione tamburo) ecc. Considerando per esempio un tempo di fermo del 20%, cio equivale in
pratica ad un funzionamento medio per 20 ore al giorno e pertanto ad una capacita produttiva
oraria di essiccazione (C) pari a circa:
C = (16,6 ton/gg)/20 = 850 Kg/h (2)
Tale dato consente comunque una certa “elasticità” di funzionamento alla macchina che potrà
trattare anche portate leggermente superiori qualora si intenda diminuire il rapporto
sansa/cippato, mantenendo cosi la stessa capacita di trattare tutte le sanse provenienti da un
frantoio medio. Ai fini delle successive calcolazioni si assume una capacita oraria dell’essiccatore
arrotondata a 850 Kg/h: questa è la quantità di biomassa umida che potrà essere somministrata
per ogni ora all’impianto.
Preliminari prove fatte appositamente sulle sanse vergini fresche fornite dalla azienda partner Fll.i
Bacchi s.a.s. e sui residui di potature forniti dalle aziende agricole partner (Provenzano, La Franca e
Inghilleri), hanno mostrato che la sansa vergine ha una umidità massima del 54% (tipica del
decanter a 3 fasi), mentre le potature in media hanno una umidità massima del 40%. Per ragioni
conservative il calcolo dell’essiccatore è stato eseguito considerando una umidità massima della
sansa vergine pari al 60% (valori possibili in condizioni estreme) e pertanto una miscela sansa
vergine – legno avente una umidità media ponderata (xmp) pari a:
𝑥𝑚𝑝 = 60% ∙ 0,7 + 40% ∙ 0,3 = 54% (3)
Facendo riferimento al sistema aria-acqua il dimensionamento di un essiccatore prevede il calcolo
dei seguenti parametri :
- portata solido umido entrante/uscente dall’impianto ;
- portata aria calda essiccante;
- calore da fornire al solido per l’evaporazione dell’acqua;
- calore da fornire all’aria essiccante prelevata dall’atmosfera;
Tali calcolazioni involgono la risoluzione di una serie di bilanci di materia e di energia (termici o di
calore), di seguito in dettaglio riportati.
Bilancio di materia relativo al solido secco
Tale bilancio tiene conto che in condizioni stazionarie la portata di solido secco (W) entrante nel
sistema deve essere uguale alla portata di solido secco uscente; si ha cioè:
𝑊 = 𝐹𝑒 ∙ 𝑦𝑒 = 𝐹𝑢 ∙ 𝑦𝑢 (4)
essendo Fe ed Fu rispettivamente la portata di solido in ingresso e in uscita (kg/h), ye e yu le
percentuali in peso del solido secco (con umidità relativa nulla) in ingresso e in uscita (%).

Calcolo della portata oraria di solido secco in entrata nell’essiccatore:
Come calcolata attraverso la regola delle miscele (eq.3), la miscela di biomasse in entrata
all’essiccatore ha umidità iniziale xmp= 0,54 (kgacqua/kgsecco), cui corrisponde una percentuale in
peso del solido secco ye = 0,65; si ha pertanto una portata di solido (W) secco pari a :
𝑊 = 𝐹𝑒 ∙ 𝑦𝑒 = 850 ∙ 0,65 = 550 𝑘𝑔/ (5)
Calcolo della portata oraria di solido essiccato in uscita dall’essiccatore:
Sebbene al fine di ottimizzare il processo di essicazione evitando inutili sprechi energetici, è
consigliabile impostare i parametri di funzionamento in modo da avere in uscita una miscela di
biomasse ad una umidità relativa pari a quelle tipica di equilibrio con l’atmosfera normale, e cioè
pari a al 12%, per esigenze conservative di progetto si considera in uscita un materiale
perfettamante secco, si pone xu = 0. A questo valore corrisponde in uscita una percentuale di
solido secco yu = 1. In altre parole, ai soli fini del dimensionamento dell’impianto si considera una
portata di solido essiccato (Fu) pari alla porta di solido secco :
𝐹𝑢 =𝑊
𝑦𝑢=
550
1,00= 550 𝐾𝑔/ (6)
Bilancio di materia relativo all’acqua:
Tiene conto che in condizioni stazionarie l’acqua uscente dal sistema è uguale all’acqua entrante
nello stesso; si ha cioè:
𝑊 ∙ 𝑥𝑢 + 𝐺 ∙ 𝑈𝑢 = 𝑊 ∙ 𝑥𝑒 + 𝐺 ∙ 𝑈𝑒 (7)
essendo G la portata di aria secca (kg/h), W la portata di solido secco (kg/h), Ue ed Uu la umidità
assoluta entrante e uscente dell’aria (kgvap/kgas), xe e xu la umidità entrante e uscente del solido
(kgacqua/kgsolido secco).

Nel caso più comune di essiccamento diretto, effettuato con aria calda e secca a diretto contatto
con il solido umido, il bilancio precedente si può opportunamente riscrivere in modo da calcolare
la portata di aria secca necessaria:
𝐺 ∙ 𝑈𝑢 − 𝐺 ∙ 𝑈𝑒 = 𝑊 ∙ 𝑥𝑒 − 𝑊 ∙ 𝑥𝑢 (7a)
𝐺 = [𝑊 ∙ 𝑥𝑒 − 𝑥𝑢 ]/ 𝑈𝑢 − 𝑈𝑒 (7b)
Per il calcolo di tale portata è pero necessario definire opportunamente l’umidità in ingresso e
uscita dell’aria.
Calcolo della portata oraria di acqua da evaporare:
Per il principio di conservazione della massa, in condizioni stazionarie la portata oraria di acqua da
evaporare (E) è data dalla differenza delle portate del solido umido in ingresso e in uscita
dall’essiccatore; si ha cioè:
𝐸 = 𝐹𝑒 − 𝐹𝑢 = 850 − 550 = 300 𝑘𝑔/ (8)
Ovviamente tale portata corrisponde all’acqua presente nella biomassa all’ingresso che è appunto
pari a: H2Oin = 850·(1-ye)=850*0,35= 300 Kg/h.
Se si fa lavorare il sistema con una umidità residua in uscita del 12%, a essa corrispondente yu=
0.89 e quindi ad una portata di acqua in uscita pari a: H2Oout = 550·0,11 = 60,5 Kg/h. In queste
condizioni ottimali la portata di acqua da evaporare scende quindi del 20% circa. Si può dire quindi
che il sistema progettata ha un margine operativo del 20%.
Calcolo portata d’aria essiccante
Supponendo che l’aria atmosferica, in condizioni invernali, ha una temperatura di 10°C, con
umidità relativa del 70% in ingresso, imponendo una temperatura ed una umidità relativa
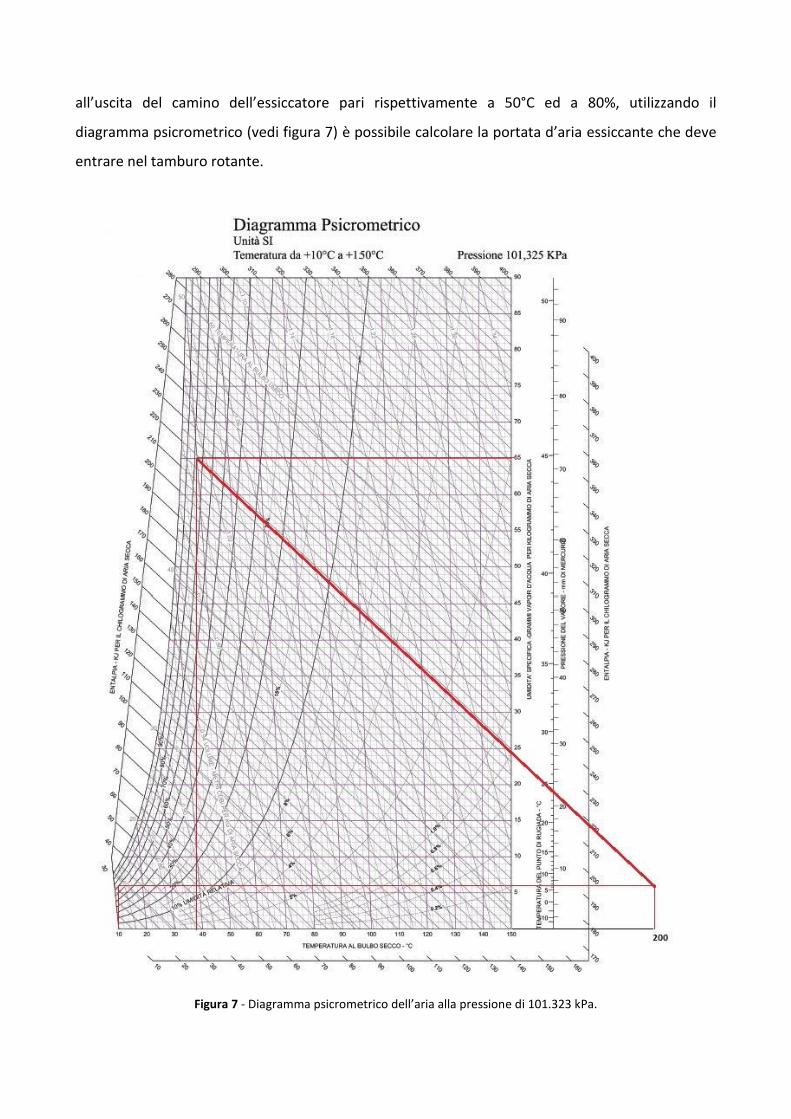
all’uscita del camino dell’essiccatore pari rispettivamente a 50°C ed a 80%, utilizzando il
diagramma psicrometrico (vedi figura 7) è possibile calcolare la portata d’aria essiccante che deve
entrare nel tamburo rotante.
Figura 7 - Diagramma psicrometrico dell’aria alla pressione di 101.323 kPa.
Tenuto conto della relazione:
𝐸 = 𝐺 ∙ (𝑈2 − 𝑈1) (9)
dal diagramma psicrometrico (vedi figura 7), considerando i dati di ingresso e uscita sopra definiti,
e cioé:
- aria in entrata nel forno: Ti = 10°C, Ur = 70% - punto (A)
- aria in uscita al camino dell’essiccatore: Ur = 80%, Tu = 50°C° – punto (B)
è facile calcolare l’umidità dell’aria ingresso e uscita. L’evaporazione dell’acqua dal solido avviene
infatti grazie al raffreddamento adiabatico dell’aria rappresentato dal tratto B-C (vedi diagramma
psicrometrico), essendo C il punto univocamente individuato dalle condizioni finali dell’aria in
uscita dal camino dell’essiccatore.
Dal diagramma psicometrico si ricavano pertanto immediatamente i valori delle seguenti
grandezze:
Taria uscita forno= 200 °C; U1= 6 grvapore/1000 garia = 0,006; U2= 65 grvapore/1000 graria = 0,065
La temperatura massima in ingresso della aria cosi calcolata risulta congruente con le esigenze di
progetto, in quanto tale temperatura garantisce l’assenza di nocivi fenomeni di “torrefazione”
della sansa e del legno.
Tenuto conto di tali valori si calcola quindi una portata di aria secca:
𝐺 =𝐸
(𝑈2−𝑈1)=
300
(0,066−0,006)= 5.000 𝐾𝑔/ (10)
Considerando per l’aria fredda un peso specifico di 1,297 Kg/m3 si calcola una portata volumetrica
(Gv) di aria secca pari a :
𝐺𝑣 =𝐺
1.297=
5.000
1.297= 3855 𝑚𝑐/ (11)
cui corrisponde una portata volumetrica di aria calda in uscita dal forno pari a:
𝐺𝑣,𝑢𝑠𝑐𝑖𝑡𝑎 𝑓𝑜𝑟𝑛𝑜 = 𝐺𝑣200+273
10+273= 6443 𝑚𝑐/ (12)
Bilancio termico
Il calcolo sopra eseguito consente di determinare la portata minima di aria capace di “assorbire”
l’umidità contenuto dalla miscela umida di sansa vergine e legno. Affinché pero l’essiccamento
avvenga realmente è necessario che l’aria sia in grado anche di cedere una sufficiente quantità di
calore necessario alla evaporazione dell’acqua. Tenuto conto di operare in regime stazionario
ovvero che deve ovviamente risultare:
calore ceduto dall’aria = calore necessario per l’essiccamento
Il calore ceduto dall’aria (Q) si calcola moltiplicando il calore specifico medio per il salto termico
dell’aria tra ingresso e uscita dell’essiccatore; volendo teoricamente rendere possibile la completa
essiccazione della miscela, si impone che all’uscita dell’essiccatore l’aria, in equilibrio termico con
il solido, abbia una temperatura non inferiore a 110° C; pertanto, trascurando le perdite di calore
nell’essiccatore (debitamente coibentato) deve verificarsi che (Q) risulti superiore al calore
necessario all’essiccamento del solido; si ha:
𝑄 = 𝐺 ∙ 𝐶𝑢 ∙ (𝑇𝑒𝑎 − 𝑇𝑢𝑎 ) (13)
essendo Tea e Tua rispettivamente le temperature di entrata e di uscita dell’aria dall’essiccatore,
pari a Tea=200°C e Teu=100°C; inoltre, con Cu si indica il calore specifico medio dell’aria tra le
temperatura Tea e Tua , che risulta pari a:
Cu =(1,025+1,012)/2=1,018 KJ/Kg·°K = 0,243 Kcal/kg·°C (14)
Dalla (13) Si ha quindi:

𝑄 = 5000 ∙ 0,243 ∙ 200 − 110 = 109.350 Kcal/h= 127 𝑘𝑊 (15)
Il calore (Qeff) necessario per l’effettivo l’essiccamento della miscela di biomassa, è la somma di
vari contributi quali:
- calore sensibile Q1 necessario per riscaldare l’acqua dalla temperatura iniziale del solido alla
temperatura di bulbo umido a cui avviene l’evaporazione (100°C):
𝑄1 = 𝐸 ∙ 𝐶𝑎𝑐𝑞 ∙ 𝑇𝑏𝑒 − 𝑇𝑠𝑒 = 300 ∙ 1 ∙ 100 − 10 = 27000 𝐾𝑐𝑎𝑙/ (16)
essendo Cacq il calore specifico dell’acqua,pari a 1 kcal/kg·°C ; Tbe la temperatura di bulbo umido
dell’aria in ingresso 100°C; Tse la temperatura del solido umido in ingresso = 10°C
- calore latente Q2 necessario per vaporizzare l’acqua alla temperatura di bulbo umido, pari a:
𝑄2 = 𝐸 ∙ 𝜆𝑒𝑣 = 300 ∙ 539,07 = 161.910 𝑘𝑐𝑎𝑙/ (17)
avendo indicato con λev il calore latente di evaporazione dell’acqua alla temperatura di bulbo
umido (100°C), essendo λev = 2257 kJ/kg= 539,07 Kcal/Kg
- calore sensibile Q3 necessario per portare il vapore formato dalla temperatura di bulbo umido alla
temperatura di uscita dell’aria dall’essiccatore:
𝑄3 = 𝐸 ∙ 𝐶𝑣𝑎𝑝 ∙ 𝑇𝑎𝑢 − 𝑇𝑏𝑒 = 300 ∙ 0,466 ∙ 110 − 100 = 1710 𝐾𝑐𝑎𝑙/ (18)
avendo indicato con Cvap il calore specifico del vapor d’acqua mediato tra le due temperature
𝑇𝑎𝑢 = 110°𝐶 e 𝑇𝑏𝑒 = 100°𝐶 ; si ha Cvap= 0,466 Kcal/Kg·°C
- calore sensibile Q4 necessario per riscaldare il solido secco dalla temperature di entrata alla
temperatura di uscita, imposta pari 100° C:

𝑄4 = 𝑊 ∙ 𝐶𝑠 ∙ (𝑇𝑠𝑢 − 𝑇𝑠𝑒)= 550 ∙ 0.69 ∙ 100 − 10 = 34155 𝐾𝑐𝑎𝑙/ (19)
avendo indicato con Cs il calore specifico del solido secco pari a (0.7 Csansa + 0.3 Cpotature) =
(0.7*3000+0.3*2700)= 2910 J/Kg·°K = 0.69 Kcal/Kg·°C, e con Tsu e Tse rispettivamente le
temperature di uscita e di ingresso del solido secco.
Il calore necessario per il riscaldamento è quindi la somma dei 4 contributi sopra calcolati; si
ottiene:
𝑄𝑒𝑓𝑓 = 𝑄1+𝑄2+𝑄3+𝑄4= 224.775 Kcal/Kg = 261 kW (20)
Il calore necessario al riscaldamento della miscela e dell’acqua da evaporare risulta superiore a
quello che la portata d’aria prima calcolata (5.000 kg/ora) può fornire con un salto termico
imposto di 90° C. Il problema pertanto si risolve o aumentando la portata di aria o aumentando la
temperatura in ingresso della stessa. Poiché, al fine di non alterare le proprietà della biomassa si
intende non superare la temperatura di ingresso aria di 200°C trovata, si opta necessariamente
per la prima soluzione.
La portata di aria necessaria (Gc) ad assicurare l’effettivo essiccamento della miscela risulta
pertanto dalla relazione:
𝐺𝑐 = 𝐺 𝑄/𝑄𝑎 = 3855 ∗261
127=7933 mc/h (21)
Il ciclo di essiccazione abbisogna pertanto di una portata di aria circa doppia di quella strettamente
necessaria a “contenere” il vapore d’acqua estratto dalla essiccazione della miscela umida. E’
necessario pertanto un dotare l’impianto di essiccazione di ventilatore aria che abbia una portata
massima di almeno 8.000 mc/h.
4 – Analisi e dimensionamento del forno auto-alimentato
Per un corretto dimensionamento del forno è tenere conto della tipologia specifica dell’essiccatore; come
sopra brevemente accennato un essiccatore può essere a circuito aperto o a circuito chiuso, equicorrente e
controcorrente. Sebbene, esistono sistemi molto efficienti in cui il bruciatore (generalmente a gasolio o
gas) è disposto direttamente nel cestello di essiccazione, questa configurazione è attuabile solo
quando il materiale da essiccare non è sensibile all’esposizione diretta della fiamma (materiali non
combustibili: minerali pesanti, pietrisco e pietra, sabbia, scorie, materiali refrattari, calcare etc.).
I sistemi a circuito chiuso sono relativamente rari perche molto più costosi, mentre i sistemi in
controcorrente hanno lo svantaggio di metter in contatto il materiale praticamente secco con il
fluido essiccante alla massima temperatura e ciò, per sostanze che temono le alte temperature,
può portare ad avere facile danneggiamento (es. torrefazione delle sostanze organiche come è il
caso in esame). La scelta pertanto, come già sopra ampiamente discussa, cade per il sistema di
essiccazione equicorrente a circuito aperto.
Con questa soluzione si evita l’inconveniente della bruciatura del prodotto in lavorazione perché
l’elevato grado di umidità presente nel prodotto in ingresso lo protegge dal flusso d’aria calda.
L'essiccatore funziona normalmente con due ventilatori, progetti per avere un sistema bilanciato,
in cui l'ingresso dell’aria viene mantenuto ad una pressione leggermente negativa per minimizzare
le perdite d’aria verso l’esterno.
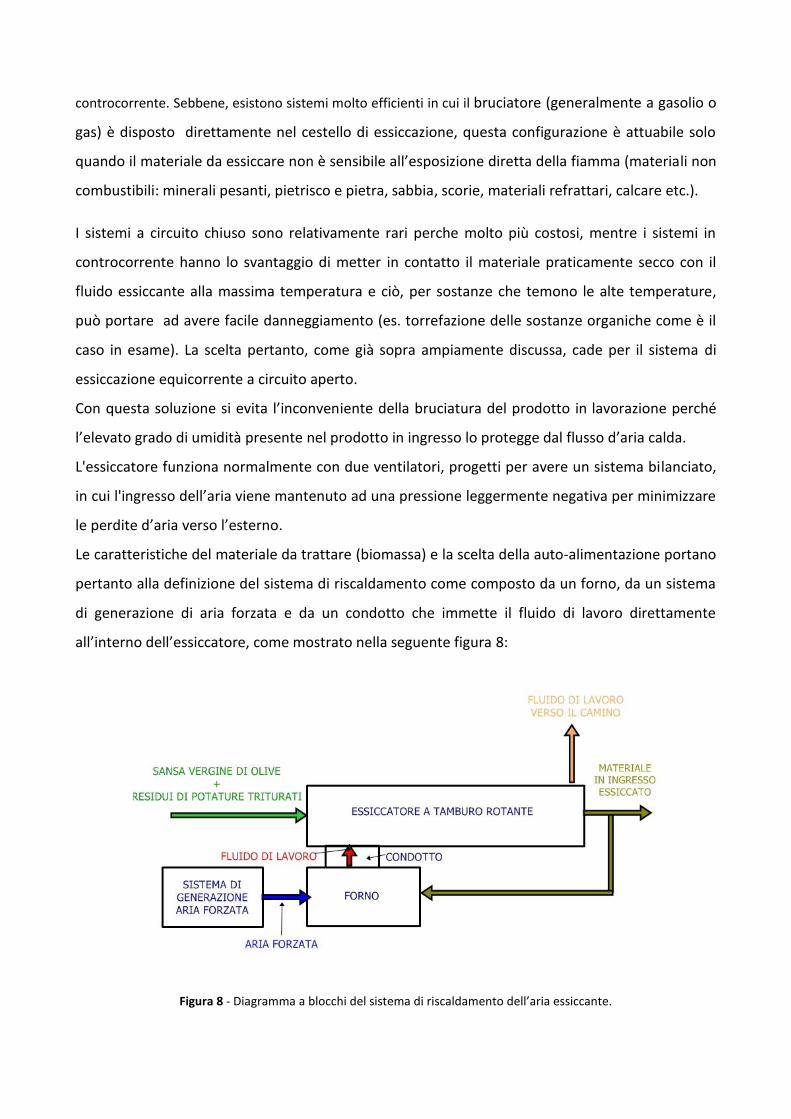
Le caratteristiche del materiale da trattare (biomassa) e la scelta della auto-alimentazione portano
pertanto alla definizione del sistema di riscaldamento come composto da un forno, da un sistema
di generazione di aria forzata e da un condotto che immette il fluido di lavoro direttamente
all’interno dell’essiccatore, come mostrato nella seguente figura 8:
Figura 8 - Diagramma a blocchi del sistema di riscaldamento dell’aria essiccante.
Il funzionamento del sistema è molto semplice: un apposito sistema di generazione di aria forzata
genera dell’aria che accede nel forno. Questo produce, per effetto della combustione del
materiale essiccato prelevato in uscita dall’essiccatore, energia termica e fumi di combustione.
L’aria forzata attraversando il forno si riscalda e si miscela con i fumi di combustione; la miscela
cosi formata costituisce il fluido di lavoro o fluido essiccante. Quest’ultimo, attraverso un
condotto, accede all’essiccatore, dove scambiando energia termica con il materiale in ingresso da
essiccare, ne estrae l’umidità in eccesso; il materiale cosi essiccato esce dalla bocca d’uscita
dell’essiccatore.
4.1 - Combustione della biomassa
Per ottenere una completa combustione della biomassa con basse emissioni e scorie ridotte, la
quantità e il metodo di alimentazione dell'aria di combustione rivestono un'importanza
fondamentale.
Per ottimizzare la combustione è necessario dividere la camera di combustione in due sezioni:
una sezione di combustione primaria
una sezione di combustione secondaria
In ognuna di queste sezioni è prevista una propria alimentazione d'aria. In dettaglio, nella zona
primaria avviene la cosiddetta “combustione primaria”, composta da due fasi:
fase di essiccazione
fase di gassificazione della biomassa (o pirolisi).
Durante l'essiccazione, viene rilasciata sotto forma di vapore, l'acqua costituente la parte di
umidità residua, che quindi evapora dalla biomassa. A questo punto la biomassa essiccata viene
scomposta in combustibile, componenti volatili e carbone di legna.
La combustione primaria richiede un input energetico e si verifica con una proporzione d'aria
inferiore al rapporto stechiometrico (rapporto aria/combustibile).
Durante la “combustione secondaria” i componenti volatili infiammabili vengono bruciati nella
zona secondaria con eccesso d'aria, mentre il carbone viene bruciato nella sezione di combustione
primaria, col rilascio, in entrambe le fasi, di energia di ossidazione.
Per una combustione ottimale è necessaria un'adeguata miscelazione tra l'aria secondaria e i gas
di combustione. Tale miscelazione può essere ottenuta con un accurato dosaggio dell'aria nella
camera di combustione. Quanto più a lungo i gas di combustione rimangono nella caldaia, tanto
più completa sarà la combustione. Il quantitativo di eccesso d'aria nella zona secondaria è molto
importante ed influenza la produzione di monossido di carbonio (CO) e gli idrocarburi non bruciati
(OGC).
Esiste inoltre un trade-off tra queste emissioni e l'emissione di ossidi di azoto (NOx). Troppa poca
aria comporta un aumento delle emissioni di CO e OGC, ma limita il quantitativo di NOx nei gas di
combustione. Al contrario, un maggiore eccesso d'aria comporta il rilascio dal bruciatore di un
quantitativo maggiore di NOx.
Un controllo elettronico dell'alimentazione d'aria effettuato utilizzando un ventilatore a velocità
variabile controllato da un sensore CO o Lambda aiuta a ridurre le emissioni e quindi ad ottenere
una combustione ottimale della biomassa. Tuttavia, realizzando un elevato quantitativo di eccesso
d'aria, il bruciatore a biomassa, il cui processo di combustione non sia dotato di controllo
elettronico, permette di ottenere una buona combustione. Caldaie a biomassa con controllo
Lambda sono già state realizzate, nonostante la maggior parte dei dispositivi di riscaldamento a
biomassa attualmente in uso permetta soltanto una regolazione manuale.
4.2 - Tipologie di forni
Dopo la sopra riportata analisi dei principali parametri della combustione, si analizzano nel seguito
le varie tipologie di forni adatti alla essiccazione di una biomassa.
Innanzitutto uno dei requisiti fondamentali del forno deve essere la possibilità di auto-
alimentazione, cioè di utilizzare come combustibile lo stesso prodotto essiccato.
Una prima classificazione dei forni a biomasse può essere effettuata in base alla tipologia di
combustione, che puo essere a:
Letto fisso
Letto fluido
Bruciatori per polvere di biomassa
Whole tree concept.
4.2.1 - Letto fisso
In questa tipologia di forni, l’aria primaria passa attraverso un “letto fisso” dove avvengono
essiccazione, gassificazione e combustione della biomassa. Per cui con l’aggiunta di aria secondaria
(aria forzata) è possibile effettuare una seconda combustione dei gas prodotti dalla prima e la
trasmissione del calore. In base alla struttura di questa tipologia di forni è possibile effettuare una
ulteriore sotto-classificazione in :
Forni a griglia
Underfeed stokers
4.2.1.1 - Forni a griglia
Sono dotati di camera di combustione con pareti e volta rivestiti in refrattario resistente alle
temperature di processo.
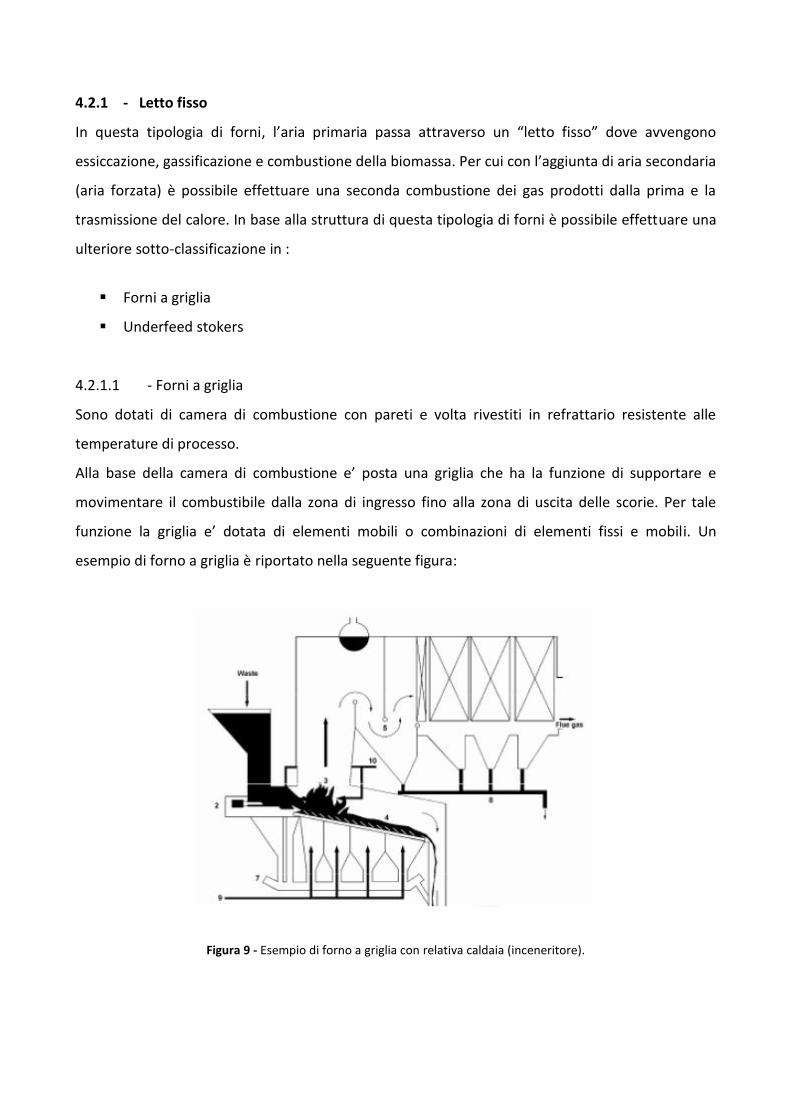
Alla base della camera di combustione e’ posta una griglia che ha la funzione di supportare e
movimentare il combustibile dalla zona di ingresso fino alla zona di uscita delle scorie. Per tale
funzione la griglia e’ dotata di elementi mobili o combinazioni di elementi fissi e mobili. Un
esempio di forno a griglia è riportato nella seguente figura:
Figura 9 - Esempio di forno a griglia con relativa caldaia (inceneritore).
Il questa tipologia di forni, in dettaglio il combustibile presente nella tramoggia, per effetto della
forza di gravità, accede, attraverso una valvola proporzionale, all’interno della griglia fissa, in
questo caso appositamente inclinata. L’aria primaria accede dalla zona sottostante la griglia e
permette una uniforme combustione della biomassa. La presenza del piano inclinato permette,
anche con l’eventuale ausilio di vibrazioni imposte alla griglia, lo “scivolamento” delle ceneri,
frutto della combustione, in appositi recipienti posti in basso. L’accesso dell’aria secondaria
consente una ulteriore ossigenazione della camera e il completamento della combustione dei
prodotti gassosi generati.
Questa tipologia di forni è relativamente “onnivora” in quanto adatta per generazione di energia
termica usando come combustibile miscele di diverse biomasse legnose con elevata umidità,
dimensioni variabili ed elevato contenuto di cenere. Per ottenere una distribuzione omogenea di
combustibile nelle braci e per una corretta gestione della distribuzione di aria primaria nelle varie
zone della griglia, richiedono l’inserzione di un sistema atto ad imporre un movimento continuo
della griglia, nonché di un sistema ad infrarossi per controllare l’altezza delle braci e di un sistema
in grado di controllare la velocità di rotazione dei ventilatori al fine di modulare l’afflusso di aria
primaria.
In base alla direzione della fiamma rispetto al combustibile, i forni a griglia possono suddividersi in:
forni a griglia con flusso in controcorrente
forni a griglia con flusso in equicorrente
forni a griglia con flusso incrociato
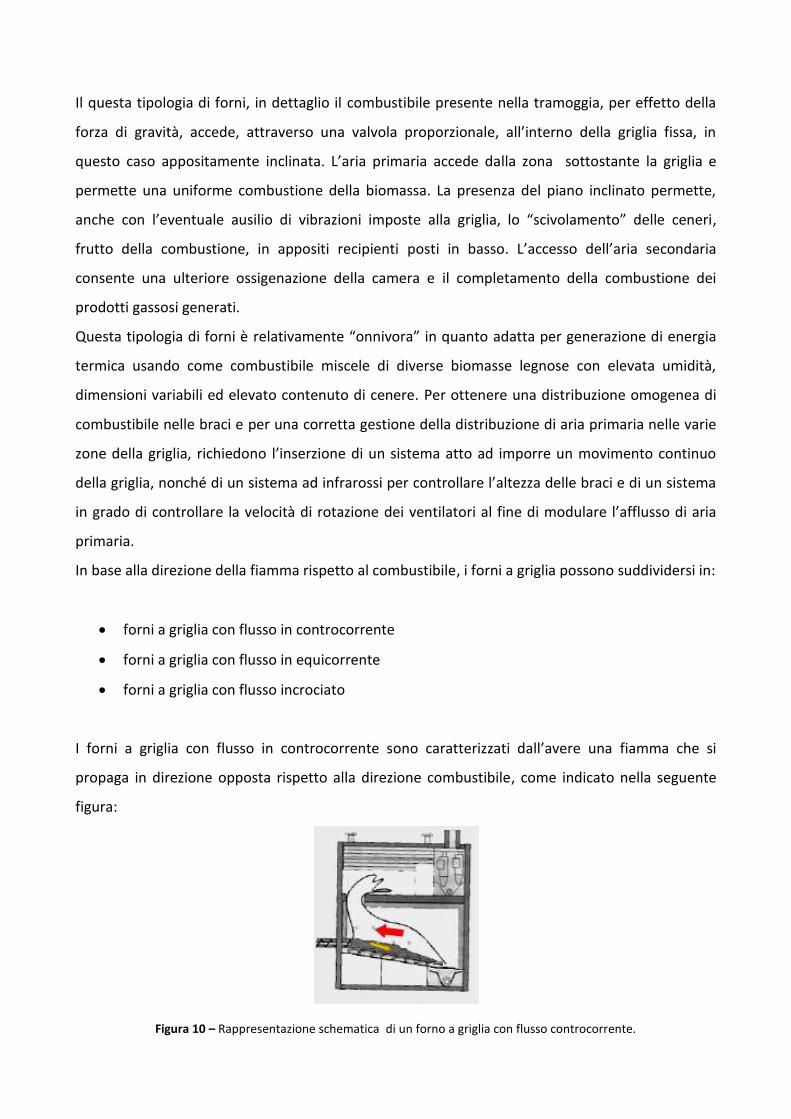
I forni a griglia con flusso in controcorrente sono caratterizzati dall’avere una fiamma che si
propaga in direzione opposta rispetto alla direzione combustibile, come indicato nella seguente
figura:
Figura 10 – Rappresentazione schematica di un forno a griglia con flusso controcorrente.
Questa tipologia di forni è particolarmente indicata per combustibili a basso potere calorifico
(corteccia umida, chips di legno, segatura); in questo caso in fatti, il fluido di lavoro, passando
sulla biomassa fresca e umida, ne consente un relativo essiccamento ed un trasporto di vapore dal
letto aumentato per convezione (in aggiunta al fenomeno dominante, lo scambio termico radiante
verso la superficie del combustibile)
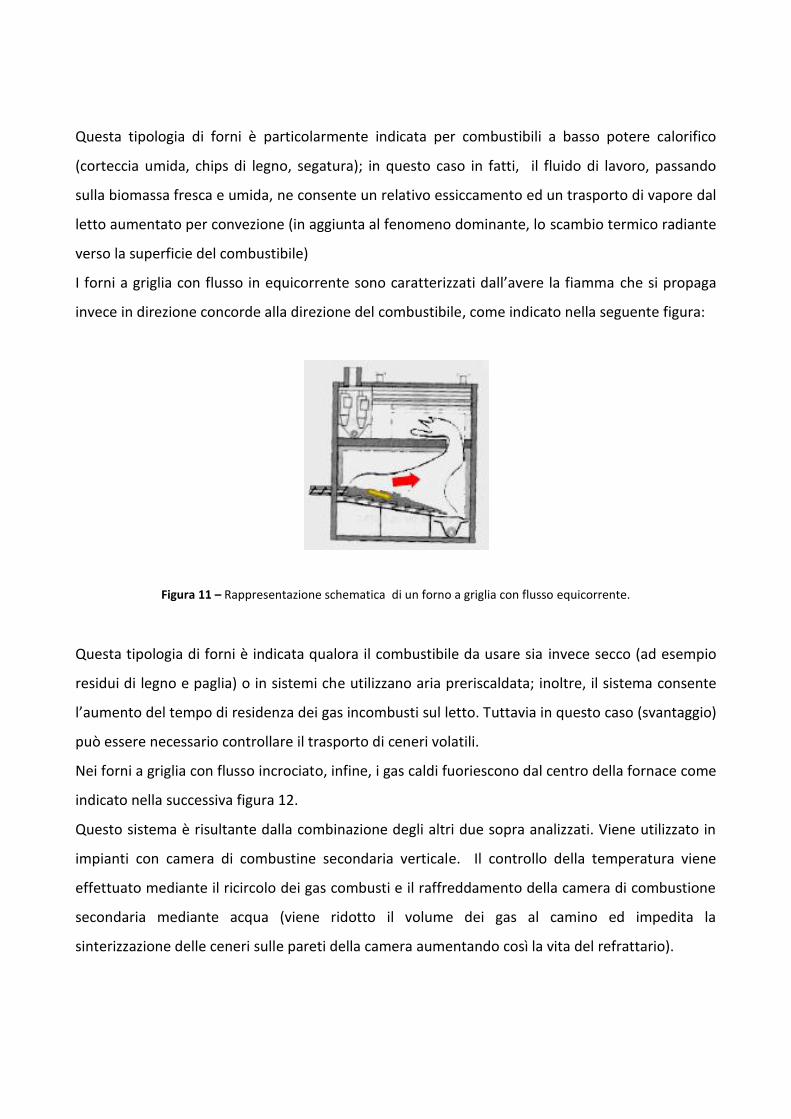
I forni a griglia con flusso in equicorrente sono caratterizzati dall’avere la fiamma che si propaga
invece in direzione concorde alla direzione del combustibile, come indicato nella seguente figura:
Figura 11 – Rappresentazione schematica di un forno a griglia con flusso equicorrente.
Questa tipologia di forni è indicata qualora il combustibile da usare sia invece secco (ad esempio
residui di legno e paglia) o in sistemi che utilizzano aria preriscaldata; inoltre, il sistema consente
l’aumento del tempo di residenza dei gas incombusti sul letto. Tuttavia in questo caso (svantaggio)
può essere necessario controllare il trasporto di ceneri volatili.
Nei forni a griglia con flusso incrociato, infine, i gas caldi fuoriescono dal centro della fornace come
indicato nella successiva figura 12.
Questo sistema è risultante dalla combinazione degli altri due sopra analizzati. Viene utilizzato in
impianti con camera di combustine secondaria verticale. Il controllo della temperatura viene
effettuato mediante il ricircolo dei gas combusti e il raffreddamento della camera di combustione
secondaria mediante acqua (viene ridotto il volume dei gas al camino ed impedita la
sinterizzazione delle ceneri sulle pareti della camera aumentando così la vita del refrattario).
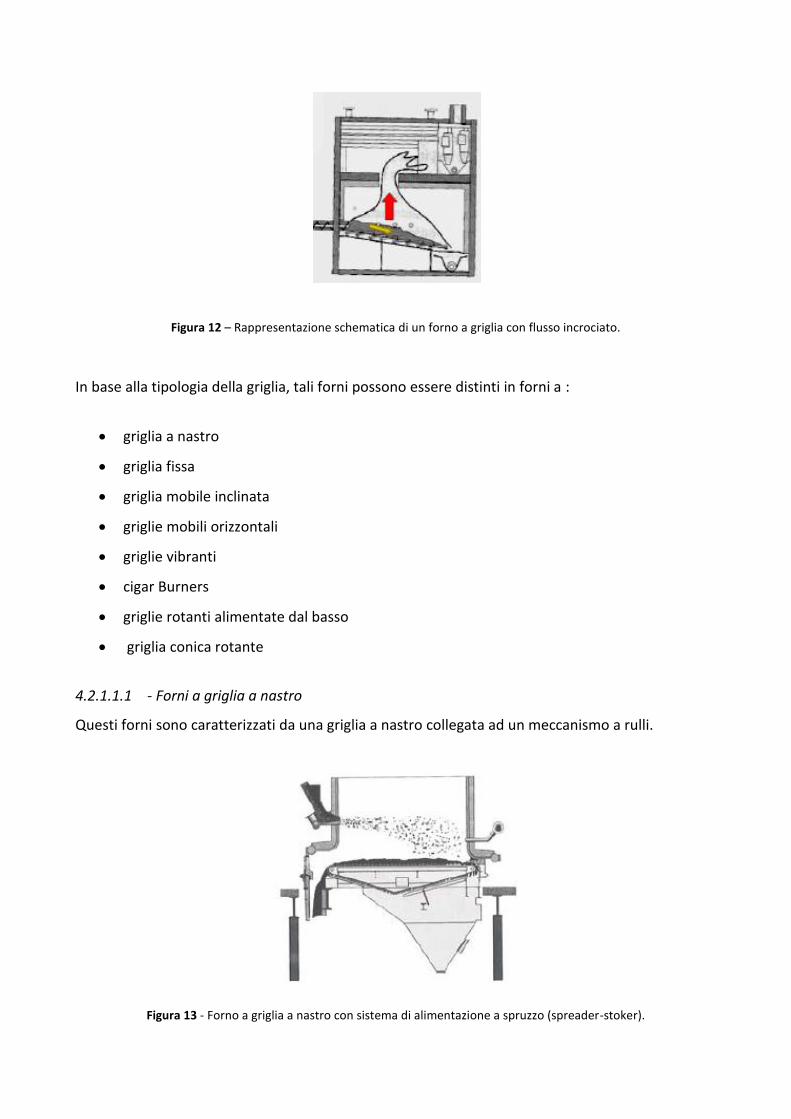
Figura 12 – Rappresentazione schematica di un forno a griglia con flusso incrociato.
In base alla tipologia della griglia, tali forni possono essere distinti in forni a :
griglia a nastro
griglia fissa
griglia mobile inclinata
griglie mobili orizzontali
griglie vibranti
cigar Burners
griglie rotanti alimentate dal basso
griglia conica rotante
4.2.1.1.1 - Forni a griglia a nastro
Questi forni sono caratterizzati da una griglia a nastro collegata ad un meccanismo a rulli.
Figura 13 - Forno a griglia a nastro con sistema di alimentazione a spruzzo (spreader-stoker).
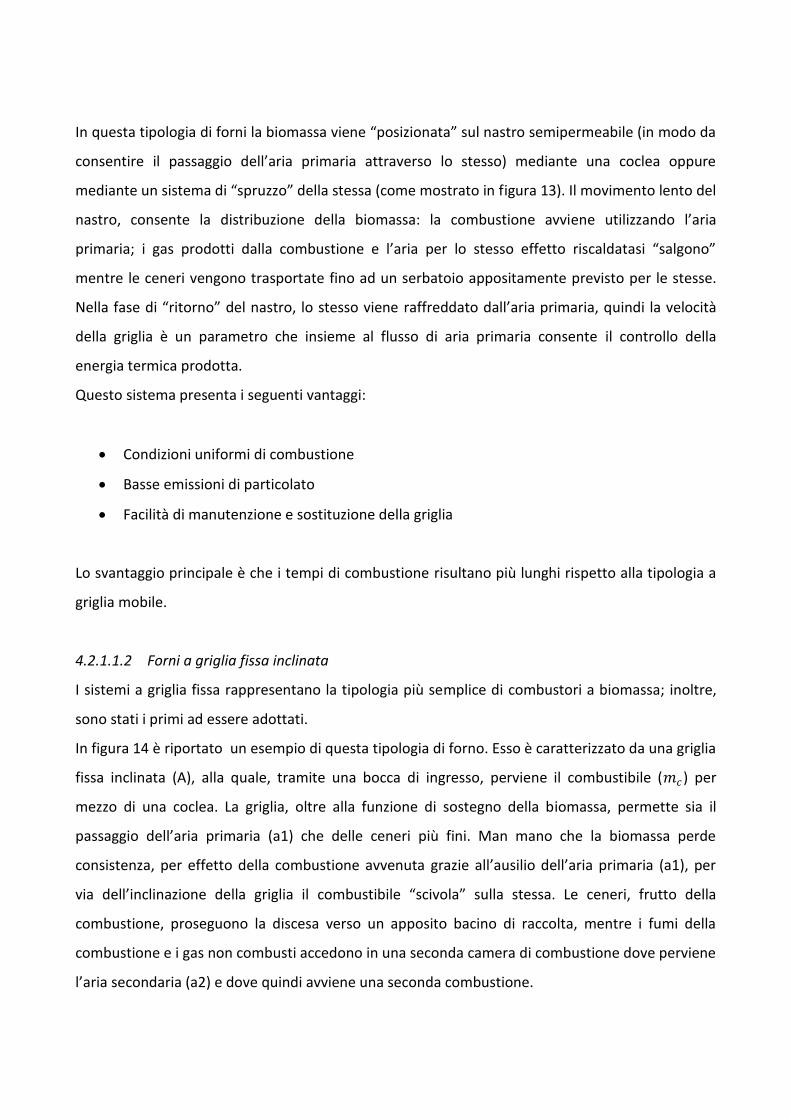
In questa tipologia di forni la biomassa viene “posizionata” sul nastro semipermeabile (in modo da
consentire il passaggio dell’aria primaria attraverso lo stesso) mediante una coclea oppure
mediante un sistema di “spruzzo” della stessa (come mostrato in figura 13). Il movimento lento del
nastro, consente la distribuzione della biomassa: la combustione avviene utilizzando l’aria
primaria; i gas prodotti dalla combustione e l’aria per lo stesso effetto riscaldatasi “salgono”
mentre le ceneri vengono trasportate fino ad un serbatoio appositamente previsto per le stesse.
Nella fase di “ritorno” del nastro, lo stesso viene raffreddato dall’aria primaria, quindi la velocità
della griglia è un parametro che insieme al flusso di aria primaria consente il controllo della
energia termica prodotta.
Questo sistema presenta i seguenti vantaggi:
Condizioni uniformi di combustione
Basse emissioni di particolato
Facilità di manutenzione e sostituzione della griglia
Lo svantaggio principale è che i tempi di combustione risultano più lunghi rispetto alla tipologia a
griglia mobile.
4.2.1.1.2 Forni a griglia fissa inclinata
I sistemi a griglia fissa rappresentano la tipologia più semplice di combustori a biomassa; inoltre,
sono stati i primi ad essere adottati.
In figura 14 è riportato un esempio di questa tipologia di forno. Esso è caratterizzato da una griglia
fissa inclinata (A), alla quale, tramite una bocca di ingresso, perviene il combustibile (𝑚𝑐 ) per
mezzo di una coclea. La griglia, oltre alla funzione di sostegno della biomassa, permette sia il
passaggio dell’aria primaria (a1) che delle ceneri più fini. Man mano che la biomassa perde
consistenza, per effetto della combustione avvenuta grazie all’ausilio dell’aria primaria (a1), per
via dell’inclinazione della griglia il combustibile “scivola” sulla stessa. Le ceneri, frutto della
combustione, proseguono la discesa verso un apposito bacino di raccolta, mentre i fumi della
combustione e i gas non combusti accedono in una seconda camera di combustione dove perviene
l’aria secondaria (a2) e dove quindi avviene una seconda combustione.

Figura 14 - Esempio di forno a griglia fissa inclinata.
La regolazione della potenza termica viene effettuata mediante la modulazione del flusso d’aria
(a1). Anche se molto semplice, questa tipologia di forno è utilizzata marginalmente (solo per forni
di piccola taglia) per via delle difficoltà che si incontrano durante la fase di trasporto e della
distribuzione del combustibile all’interno della camera di combustione.
4.2.1.1.3 Forni a griglie mobili inclinate
Questa tipologia di forni è caratterizzata da alternate schiere fisse e mobili della griglia. Il
movimento alternato avanti-indietro delle schiere mobili consente il trasporto del combustibile
sulla griglia. La tipologia più diffusa è quella con griglia inclinata nella quale la pendenza è
generalmente compresa tra il 15 e il 35%. Su di essa, una volta riversato il combustibile mediante
dispositivi a vite o semplici tramogge, è possibile distinguere più zone in ciascuna delle quali si
localizza una fase specifica del processo di conversione termochimica.
Queste griglie sono costituite da file di barrotti mobili alternate con file di barrotti fissi; i primi,
azionati da attuatori elettrici o idraulici, si sovrappongono ai secondi con un movimento avanti–
indietro alternato, la cui corsa ha frequenza e lunghezza regolabili. Quest’ultimo aspetto
rappresenta di fatto un grande punto di forza di questa tecnologia: regolando infatti la velocità
della griglia, la quantità di combustibile introdotto e l’aria fornita è possibile bruciare una grande
varietà di biomasse con caratteristiche anche estremamente diverse.
Le griglie sono inoltre divise in varie sezioni che possono essere mosse a velocità diverse in base
alle condizioni di combustione.
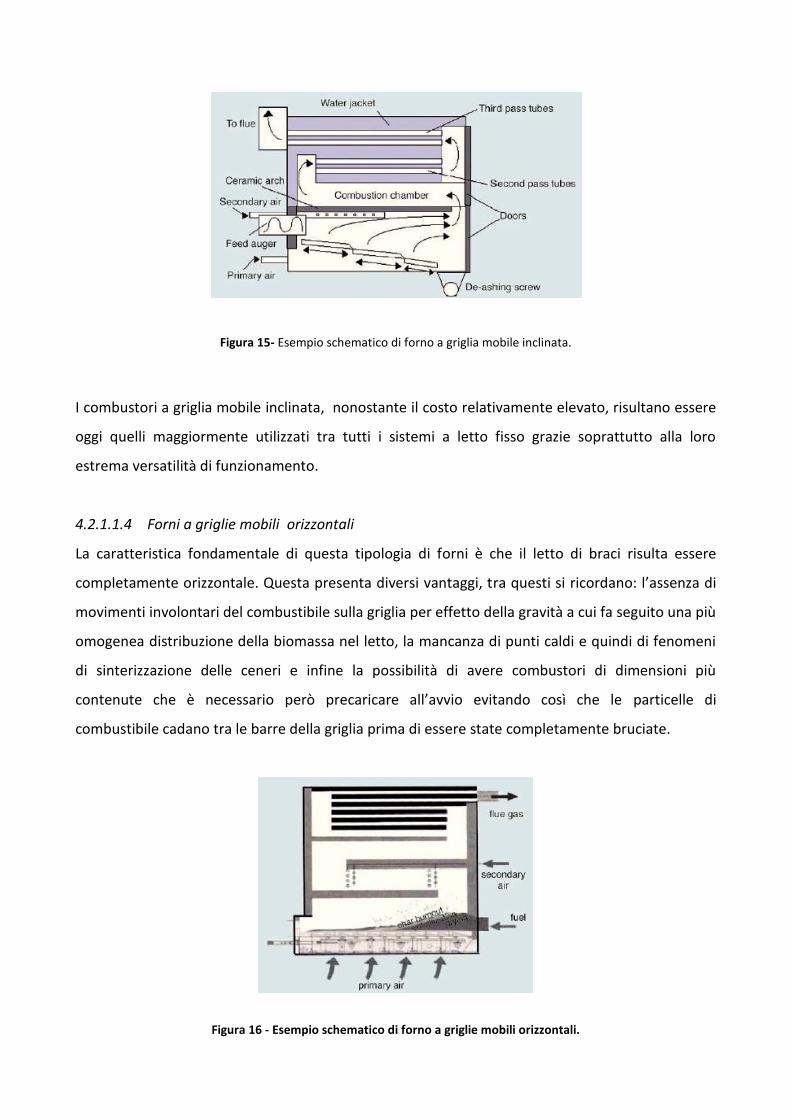
Figura 15- Esempio schematico di forno a griglia mobile inclinata.
I combustori a griglia mobile inclinata, nonostante il costo relativamente elevato, risultano essere
oggi quelli maggiormente utilizzati tra tutti i sistemi a letto fisso grazie soprattutto alla loro
estrema versatilità di funzionamento.
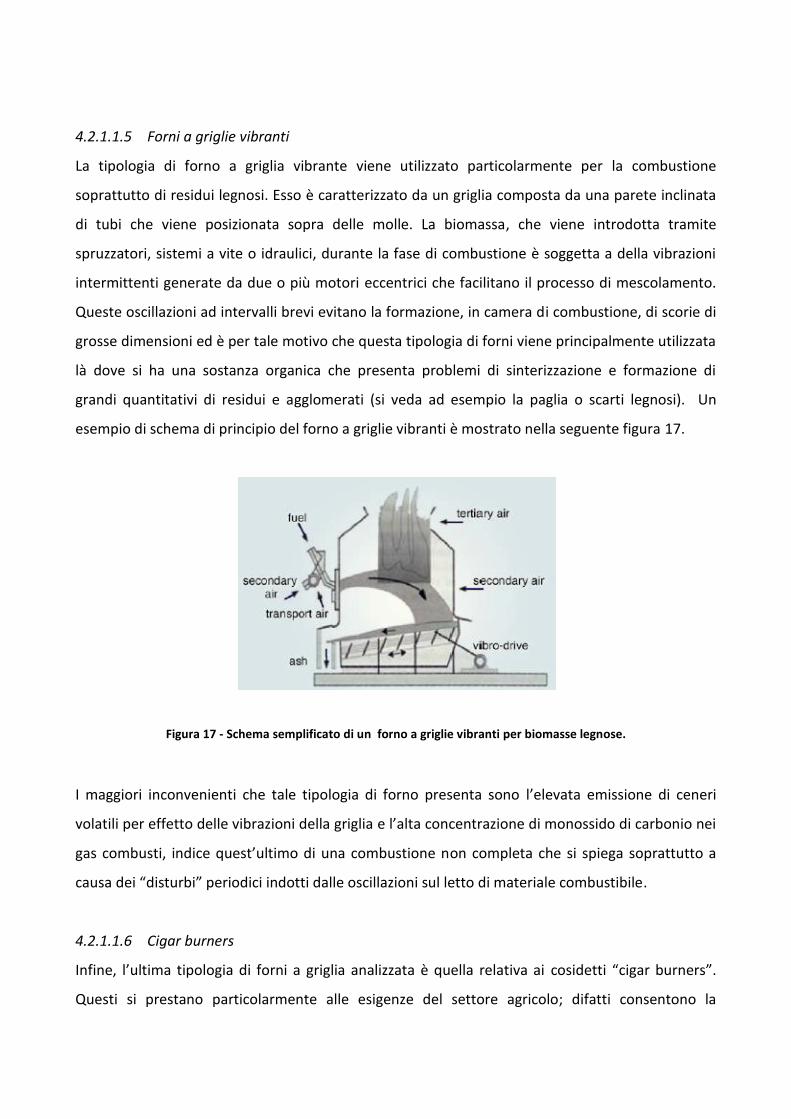
4.2.1.1.4 Forni a griglie mobili orizzontali
La caratteristica fondamentale di questa tipologia di forni è che il letto di braci risulta essere
completamente orizzontale. Questa presenta diversi vantaggi, tra questi si ricordano: l’assenza di
movimenti involontari del combustibile sulla griglia per effetto della gravità a cui fa seguito una più
omogenea distribuzione della biomassa nel letto, la mancanza di punti caldi e quindi di fenomeni
di sinterizzazione delle ceneri e infine la possibilità di avere combustori di dimensioni più
contenute che è necessario però precaricare all’avvio evitando così che le particelle di
combustibile cadano tra le barre della griglia prima di essere state completamente bruciate.
Figura 16 - Esempio schematico di forno a griglie mobili orizzontali.
4.2.1.1.5 Forni a griglie vibranti
La tipologia di forno a griglia vibrante viene utilizzato particolarmente per la combustione
soprattutto di residui legnosi. Esso è caratterizzato da un griglia composta da una parete inclinata
di tubi che viene posizionata sopra delle molle. La biomassa, che viene introdotta tramite
spruzzatori, sistemi a vite o idraulici, durante la fase di combustione è soggetta a della vibrazioni
intermittenti generate da due o più motori eccentrici che facilitano il processo di mescolamento.
Queste oscillazioni ad intervalli brevi evitano la formazione, in camera di combustione, di scorie di
grosse dimensioni ed è per tale motivo che questa tipologia di forni viene principalmente utilizzata
là dove si ha una sostanza organica che presenta problemi di sinterizzazione e formazione di
grandi quantitativi di residui e agglomerati (si veda ad esempio la paglia o scarti legnosi). Un
esempio di schema di principio del forno a griglie vibranti è mostrato nella seguente figura 17.
Figura 17 - Schema semplificato di un forno a griglie vibranti per biomasse legnose.
I maggiori inconvenienti che tale tipologia di forno presenta sono l’elevata emissione di ceneri
volatili per effetto delle vibrazioni della griglia e l’alta concentrazione di monossido di carbonio nei
gas combusti, indice quest’ultimo di una combustione non completa che si spiega soprattutto a
causa dei “disturbi” periodici indotti dalle oscillazioni sul letto di materiale combustibile.
4.2.1.1.6 Cigar burners
Infine, l’ultima tipologia di forni a griglia analizzata è quella relativa ai cosidetti “cigar burners”.
Questi si prestano particolarmente alle esigenze del settore agricolo; difatti consentono la
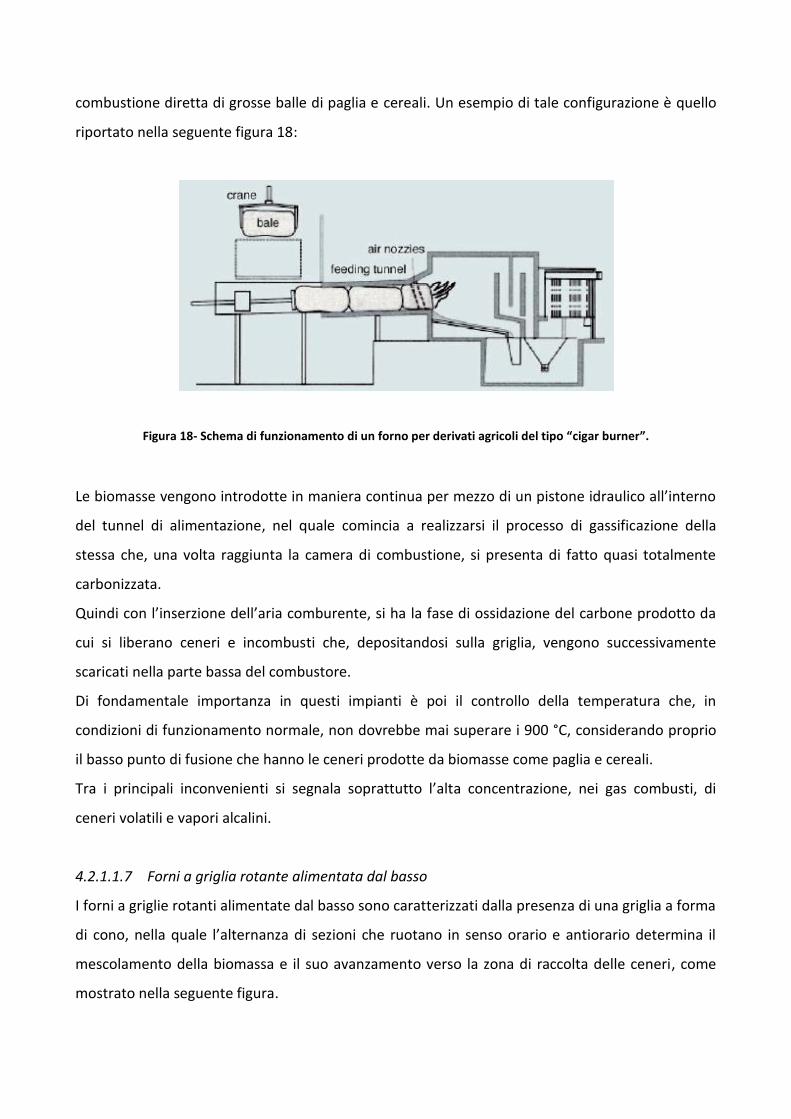
combustione diretta di grosse balle di paglia e cereali. Un esempio di tale configurazione è quello
riportato nella seguente figura 18:
Figura 18- Schema di funzionamento di un forno per derivati agricoli del tipo “cigar burner”.
Le biomasse vengono introdotte in maniera continua per mezzo di un pistone idraulico all’interno
del tunnel di alimentazione, nel quale comincia a realizzarsi il processo di gassificazione della
stessa che, una volta raggiunta la camera di combustione, si presenta di fatto quasi totalmente
carbonizzata.
Quindi con l’inserzione dell’aria comburente, si ha la fase di ossidazione del carbone prodotto da
cui si liberano ceneri e incombusti che, depositandosi sulla griglia, vengono successivamente
scaricati nella parte bassa del combustore.
Di fondamentale importanza in questi impianti è poi il controllo della temperatura che, in
condizioni di funzionamento normale, non dovrebbe mai superare i 900 °C, considerando proprio
il basso punto di fusione che hanno le ceneri prodotte da biomasse come paglia e cereali.
Tra i principali inconvenienti si segnala soprattutto l’alta concentrazione, nei gas combusti, di
ceneri volatili e vapori alcalini.
4.2.1.1.7 Forni a griglia rotante alimentata dal basso
I forni a griglie rotanti alimentate dal basso sono caratterizzati dalla presenza di una griglia a forma
di cono, nella quale l’alternanza di sezioni che ruotano in senso orario e antiorario determina il
mescolamento della biomassa e il suo avanzamento verso la zona di raccolta delle ceneri, come
mostrato nella seguente figura.
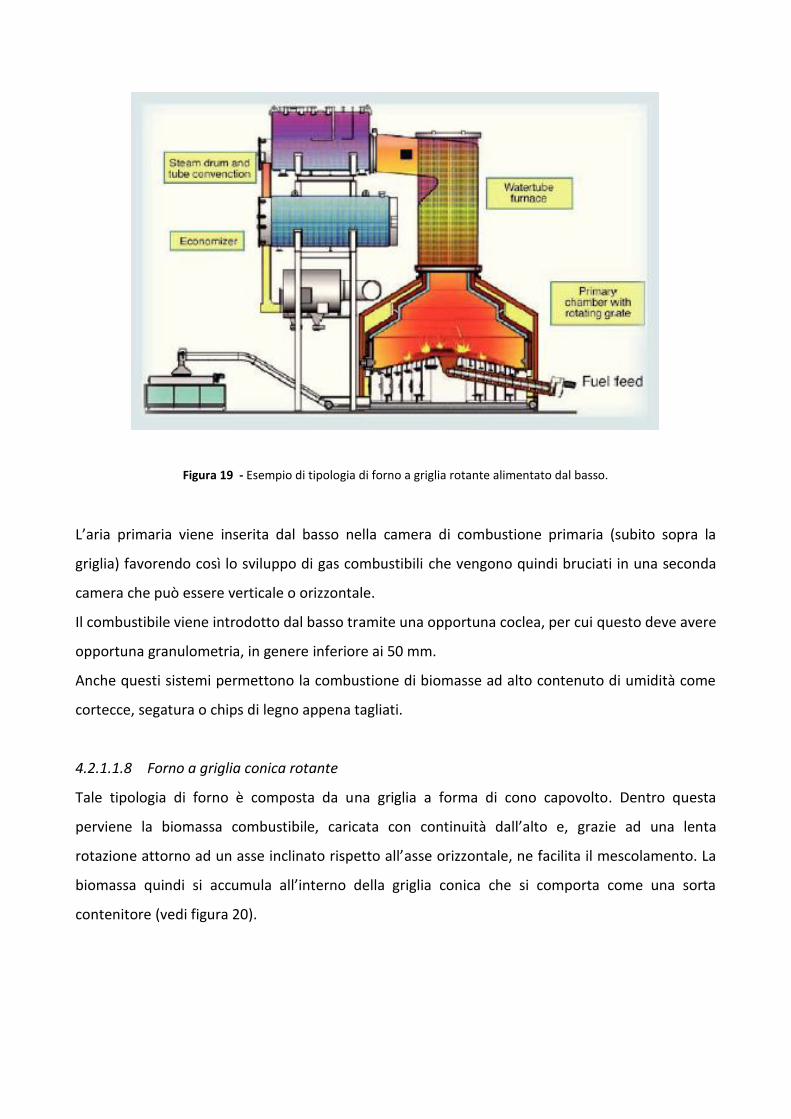
Figura 19 - Esempio di tipologia di forno a griglia rotante alimentato dal basso.
L’aria primaria viene inserita dal basso nella camera di combustione primaria (subito sopra la
griglia) favorendo così lo sviluppo di gas combustibili che vengono quindi bruciati in una seconda
camera che può essere verticale o orizzontale.
Il combustibile viene introdotto dal basso tramite una opportuna coclea, per cui questo deve avere
opportuna granulometria, in genere inferiore ai 50 mm.
Anche questi sistemi permettono la combustione di biomasse ad alto contenuto di umidità come
cortecce, segatura o chips di legno appena tagliati.
4.2.1.1.8 Forno a griglia conica rotante
Tale tipologia di forno è composta da una griglia a forma di cono capovolto. Dentro questa
perviene la biomassa combustibile, caricata con continuità dall’alto e, grazie ad una lenta
rotazione attorno ad un asse inclinato rispetto all’asse orizzontale, ne facilita il mescolamento. La
biomassa quindi si accumula all’interno della griglia conica che si comporta come una sorta
contenitore (vedi figura 20).

Figura 20 - Rappresentazione schematica di forno a griglia conica rotante.
L’aria, necessaria per realizzare il processo di combustione, viene immessa in due sezioni distinte:
l’aria primaria, viene inserita attraverso la griglia, mentre l’aria secondaria è iniettata
tangenzialmente e ad elevata velocità nella sezione cilindrica del forno.
Tra gli aspetti più interessanti di questa tipologia di forni vi è la possibilità di operare con un
eccesso d’aria intorno a circa il 20–30% che dimostra la capacità di raggiungere elevati rendimenti
di combustione.
Altre caratteristiche positive sono poi il basso quantitativo di prodotti volatili presenti nei gas
combusti (per effetto del flusso rotazionale indotto dall’aria secondaria) e la possibilità di trattare
biomassa con caratteristiche estremamente variabili in termini di dimensioni, contenuto di
umidità e temperatura di fusione delle ceneri.
Il principale inconveniente è che questa tipologia di forni necessita di un bruciatore ausiliario per
realizzare l’avvio del forno, il quale, tra l’altro, deve periodicamente fermarsi affinché possa essere
effettuata la rimozione dei grossi agglomerati di cenere che si vanno accumulando al centro della
griglia.
4.2.1.2 - Underfeed stokers
Altra tipologia di forno a letto fisso è rappresentata dai cosiddetti “underfeed stokers”, che si
distinguono dai forni a griglia per via della modalità con cui la biomassa viene introdotta all’interno
del sistema. Un esempio di tale configurazione è riportata nella seguente figura:
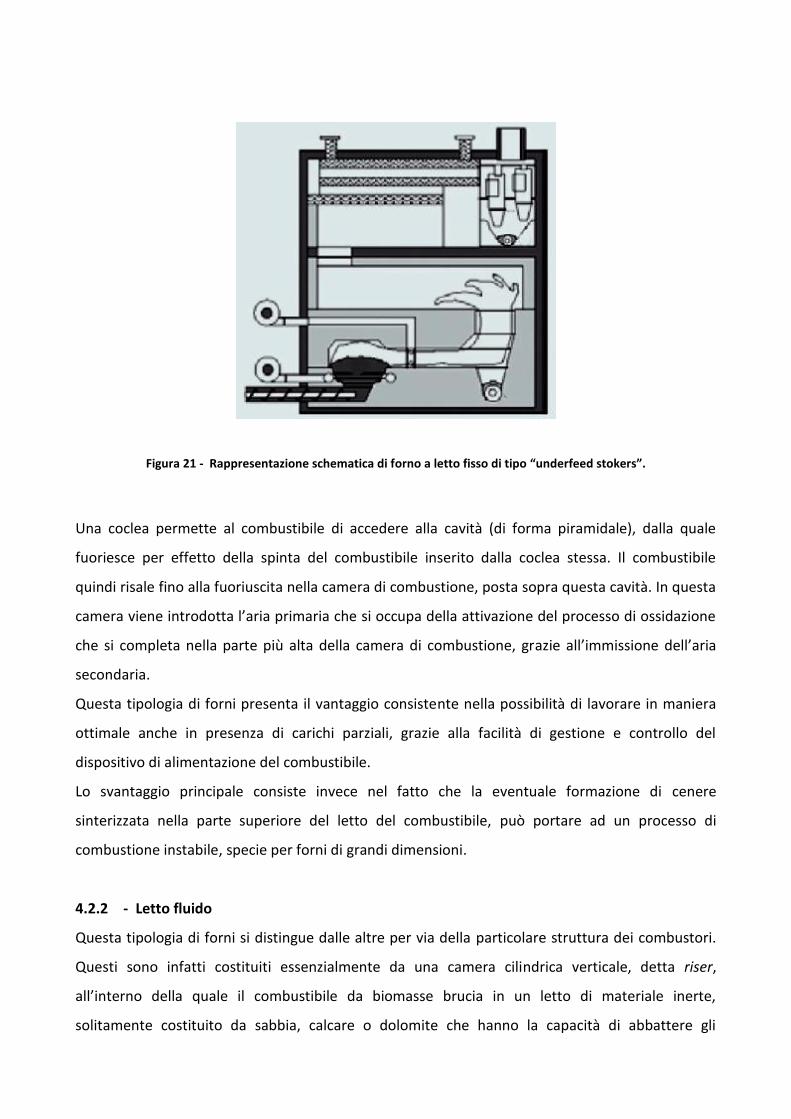
Figura 21 - Rappresentazione schematica di forno a letto fisso di tipo “underfeed stokers”.
Una coclea permette al combustibile di accedere alla cavità (di forma piramidale), dalla quale
fuoriesce per effetto della spinta del combustibile inserito dalla coclea stessa. Il combustibile
quindi risale fino alla fuoriuscita nella camera di combustione, posta sopra questa cavità. In questa
camera viene introdotta l’aria primaria che si occupa della attivazione del processo di ossidazione
che si completa nella parte più alta della camera di combustione, grazie all’immissione dell’aria
secondaria.
Questa tipologia di forni presenta il vantaggio consistente nella possibilità di lavorare in maniera
ottimale anche in presenza di carichi parziali, grazie alla facilità di gestione e controllo del
dispositivo di alimentazione del combustibile.
Lo svantaggio principale consiste invece nel fatto che la eventuale formazione di cenere
sinterizzata nella parte superiore del letto del combustibile, può portare ad un processo di
combustione instabile, specie per forni di grandi dimensioni.
4.2.2 - Letto fluido
Questa tipologia di forni si distingue dalle altre per via della particolare struttura dei combustori.
Questi sono infatti costituiti essenzialmente da una camera cilindrica verticale, detta riser,
all’interno della quale il combustibile da biomasse brucia in un letto di materiale inerte,
solitamente costituito da sabbia, calcare o dolomite che hanno la capacità di abbattere gli
inquinanti acidi, mantenuto in sospensione per mezzo di un flusso d’aria comburente introdotto
dal basso.
La presenza di un letto fluido consente un maggiore controllo del processo di combustione grazie
soprattutto alla più equilibrata e uniforme distribuzione del calore che permette, a parità di
efficienza, di avere una minore temperatura di lavoro rispetto ai tradizionali impianti a letto fisso.
La trasmissione del calore viene realizzata quasi esclusivamente per convezione e in modo
trascurabile per irraggiamento.
Il riscaldamento del combustibile avviene quasi sempre rapidamente con un’ossidazione piena in
tutti i punti del reattore. Un parametro a cui bisogna prestare attenzione è, oltre alla dimensione
della biomassa utilizzata, le impurità in essa contenute: nella maggior parte dei casi sono infatti
necessari dei pretrattamenti per attuare la pulizia della sostanza organica e per ridurre la sua
pezzatura a misure omogenee e idonee per la fluidizzazione del letto.
Lo svantaggio principale di questa tipologia di forni e dato dall’elevato contenuto di polveri nei
gas, che rende quasi sempre necessaria la presenza di precipitatori e di sistemi di pulizia del boiler,
in grado di limitare i fenomeni di agglomerazione di ceneri basso fondenti e quindi scongiurare il
pericolo di defluidificazione. Per facilitare lo scarico delle parti incombuste sono allora stati messi a
punto reattori a letto fluido rotante nei quali, grazie ad una differenzazione nella velocità di
alimentazione dell’aria lungo la piastra inferiore di distribuzione, si creano moti rotatori che
favoriscono l’allontanamento delle scorie.
Un altro inconveniente è dettato dalla frequente espulsione di parte del materiale inerte
costituente il letto fluido, con le ceneri e i fumi, che deve pertanto essere periodicamente
reintegrato.
Altri svantaggi sono: il mal funzionamento ai carichi parziali e gli elevati tempi di avvio che possono
raggiungere anche le 15 ore, utilizzando bruciatori ad olio o a gas.
Essenzialmente si distinguono due diverse tipologie di combustori: quelli a letto fluido bollente
(BFB – Bubbling Fluidised Bed) e quelli al letto fluido ricircolante (CFC – Circulating Fluisised Bed).
I primi sono caratterizzati da un letto fluidizzato costituito da granelli di sabbia silicea di circa 1
mm, che tende a mantenersi nella parte inferiore dell’impianto per effetto delle basse velocità di
fluidizzazione (1–2,5 m/s). I secondi sono invece caratterizzati da una maggiore velocità di
fluidizzazione (5–10 m/s) che consente, rispetto alla tipologia precedente, di aumentare il
mescolamento trasversale della sostanza organica nel reattore, producendo così una migliore
turbolenza, un più efficace scambio termico e una più uniforme distribuzione di temperatura nel
letto.
4.2.3 - Bruciatori per polvere di biomassa
In alternativa alle tipologie di forni esaminati nei paragrafi precedenti, facenti uso invece della
biomassa formata da particelle le cui dimensioni sono solitamente comprese tra i 20 e i 50 mm, ve
ne sono altre tipologie che utilizzano per la combustione biomasse polverulenti e leggere come ad
esempio lolla di riso, segatura, polvere di legno o paglia triturata nelle quali le dimensioni delle
singole particelle non supera i 20 mm e il tenore di umidità si mantiene al di sotto del 20%.
All’interno del forno, questi combustibili polverulenti, che devono essere estremamente
omogenei, vengono iniettati tramite un sistema pneumatico che inoltre li miscela con l’aria
primaria che li trasporta e li mantiene in sospensione. Pertanto, il flusso così generato, che viene
immesso tangenzialmente, produce all’interno della camera di combustione cilindrica un moto
vorticoso rotazionale che può, in alcune applicazioni, esser favorito anche dal ricircolo dei gas
combusti provenienti dal camino. Per via delle ridotte dimensioni delle particelle di combustibile e
della presenza di questo flusso, i processi di gassificazione e successiva combustione del materiale
carbonizzato si verificano rapidamente e quasi contemporaneamente.
Quindi è necessario utilizzare efficaci sistemi di controllo del caricamento che possano garantire
una rapida sostituzione della sostanza organica impiegata. Inoltre, considerando l’alto grado di
miscelazione raggiungibile, questa tipologia di combustori non richiedono spesso l’introduzione di
aria secondaria, favorendo così elevate efficienze e basse emissioni di ossido di azoto.
Lo svantaggio principale è che i materiali isolanti si consumano rapidamente per l’erosione e stress
termico; per ovviare a questo si sono realizzati altri sistemi che non utilizzano il moto vorticoso.
Altro svantaggio di questa tipologia di combustori è la presenza di un bruciatore ausiliario che
realizza la fase di start–up dell’impianto.
4.2.4 Whole tree concept
Questa innovativa tipologia di forni, consente di utilizzare alberi interi: questi vengono stoccati in
una copertura ad aria per 30 giorni, pertanto l’umidità passa dal valore iniziale di circa 50% al
valore finale del 20-25%. Successivamente vengono tagliati a misura della fornace per poi essere
inseriti in una griglia alimentata con aria alla temperatura di 350 °C. In questa griglia gli alberi si
gassificano e la biomassa solida viene bruciata. I gas volatili vengono poi mescolati all’aria
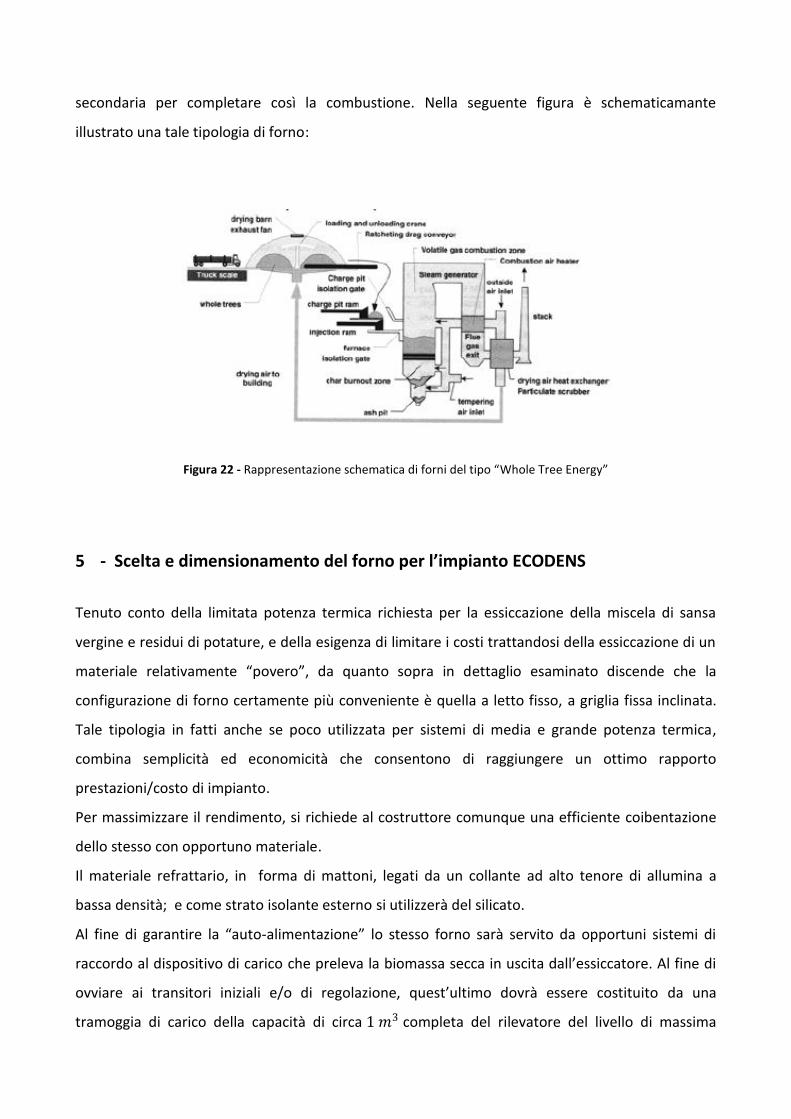
secondaria per completare così la combustione. Nella seguente figura è schematicamante
illustrato una tale tipologia di forno:
Figura 22 - Rappresentazione schematica di forni del tipo “Whole Tree Energy”
5 - Scelta e dimensionamento del forno per l’impianto ECODENS
Tenuto conto della limitata potenza termica richiesta per la essiccazione della miscela di sansa
vergine e residui di potature, e della esigenza di limitare i costi trattandosi della essiccazione di un
materiale relativamente “povero”, da quanto sopra in dettaglio esaminato discende che la
configurazione di forno certamente più conveniente è quella a letto fisso, a griglia fissa inclinata.
Tale tipologia in fatti anche se poco utilizzata per sistemi di media e grande potenza termica,
combina semplicità ed economicità che consentono di raggiungere un ottimo rapporto
prestazioni/costo di impianto.
Per massimizzare il rendimento, si richiede al costruttore comunque una efficiente coibentazione
dello stesso con opportuno materiale.
Il materiale refrattario, in forma di mattoni, legati da un collante ad alto tenore di allumina a
bassa densità; e come strato isolante esterno si utilizzerà del silicato.
Al fine di garantire la “auto-alimentazione” lo stesso forno sarà servito da opportuni sistemi di
raccordo al dispositivo di carico che preleva la biomassa secca in uscita dall’essiccatore. Al fine di
ovviare ai transitori iniziali e/o di regolazione, quest’ultimo dovrà essere costituito da una
tramoggia di carico della capacità di circa 1 𝑚3 completa del rilevatore del livello di massima
capienza raggiunta. Quest’ultimo dovrà inibire il movimento della coclea che “alimenta” la
tramoggia di carico prelevando parte della biomassa essiccata, presente in uscita dall’essiccatore.
Inoltre, sulla stessa tramoggia di carico, è necessaria la presenza di un rilevatore del livello di
minima capienza, che riattiva la coclea di alimentazione della tramoggia di carico, quando questa
si va svuotando.
Sotto la tramoggia di carico, dovrà essere posta una seconda coclea, del tipo resistente alle alte
temperature, perla immissione della biomassa secca all’interno della camera di combustione. Il
suo compito è ovviamente quello di alimentare il bruciatore del forno, nelle sue condizioni di
esercizio ma anche in quelle di massima produttività di progetto. La portata di biomassa
combustibile, si calcola facilmente a partire dall’energia termica richiesta dal processo di
essiccazione, innanzi in dettaglio calcolata. Difatti, cin accordo con quanto calcolato nel capitolo
relativo al processo di essiccazione e dimensionamento dell’essiccatore, la potenza termica 𝑄
richiesta dal sistema di riscaldamento deve essere pari alla potenza termica necessaria a
riscaldare una portata di aria di 8000 mc/h, dalla temperatura ambiente minima di 10° C alla
temperatura di ingresso al forno 200° C; considerando cautelativamente una perdita del 10% nella
circolazione dell’aria dal forno all’uscita dell’essiccatore ed una altrettanta perdita per non
perfetto isolamento dei vari componenti del forno, si calcola pertanto per lo stesso una potenza
termica non inferiore a:
𝑄 = 1.1 ∗ 1.1 ∗ 8000 ∗ 0.243 ∗ 200 − 10 = 446 𝑘𝑐𝑎𝑙 = 518 𝑘𝑊 (22)
Considerando un rendimento della combustione del 90% si puo dire che il forno necessario deve
avere una potenza termica nominale pari a:
𝑄 = 518𝑘𝑊
0.9= 575 𝑘𝑊 (23)
Per determinare la portata di biomassa da introdurre nel forno, si considera un rapporto di
miscelazione tra biomassa da sansa e biomassa da residui di potatura pari a 7:3. Considerando
inoltre il potere calorifico delle suddette biomasse pari a :
Potere calorifico sansa = 𝑃𝐶 𝑠𝑎𝑛𝑠𝑎 = 4500 𝑘𝑐𝑎𝑙 𝑘𝑔
Potere calorifico residui da potatura = 𝑃𝐶 𝑟𝑒𝑠 = 3800 𝑘𝑐𝑎𝑙 𝑘𝑔
Facendo la media ponderata, si ottiene il potere calorifico della biomassa miscelata, pari a:
𝑃𝑚𝑖𝑠𝑐𝑒𝑙𝑎 = 0,7 ∙ 𝑃𝐶 𝑠𝑎𝑛𝑠𝑎 + 0,3 ∙ 𝑃𝐶 𝑟𝑒𝑠 = 0,7 ∙ 4500 + 0,3 ∙ 3800 = 4290 𝑘𝑐𝑎𝑙 𝑘𝑔 (24)
Per cui la portata di biomassa secca che deve pervenire nel forno, 𝑊𝑐𝑜𝑚𝑏𝑢𝑠𝑡𝑖𝑏𝑖𝑙𝑒 , per ottenere la
potenza termica necessaria per essiccare la miscela risulta essere:
𝑊𝑐𝑜𝑚𝑏𝑢𝑠𝑡𝑖𝑏𝑖𝑙𝑒 =𝑄
𝑃𝐶=
575 .000
1.16𝑘𝑐𝑎𝑙 /
4290 𝑘𝑐𝑎𝑙 𝑘𝑔 = 115,65
𝑘𝑔
(25)
Pertanto la coclea deve essere dimensionata in modo tale da presentare in ingresso al forno una
portata massima non inferiore a circa 120 𝑘𝑔
.
Inoltre, la coclea deve essere provvista di un cassetto di ispezione, utile per la manutenzione della
stessa, e deve essere dotata di apposita una sonda termica tipo PT1000, utile a monitorare la
temperatura all’interno della coclea a controllare eventuali processi di gassificazione e
carbonizzazione del combustibile all’interno della stessa.
Quindi, considerando che la coclea di alimentazione del forno deve poter fornire la sopra
calcolata portata 𝑊𝑐𝑜𝑚𝑏𝑢𝑠𝑡𝑖𝑏𝑖𝑙𝑒 , la coclea di alimentazione della tramoggia puo essere
vantaggiosamente dimensionata fissando per questa una portata doppia rispetto alla 𝑊𝑓𝑜𝑟𝑛𝑜 , così
da mantenere la tramoggia di carico del forno sempre ad un livello tale da consentire che non si
arrivi mai allo svuotamento della tramoggia di carico.
Il bruciatore scelto per il forno in questione è di tipo “auto-fuoco” meccanico, con massima
potenza termica sviluppabile di 600 kW, alimentabile con cippato di legno e sansa (con umidità
fino al 30%); a questo deve essere accoppiato un ventilatore di aria primaria con una portata di
8.000 mc/h, affiancato da due idonei ventilatori di aria secondaria. Tutti i ventilatori dovranno
essere provvisti di un sistema di regolazione manuale, in modo da potere selezionare la ottimale
quantità d’aria da immettere nelle due sezioni della camera di combustione.
E’ consigliata inoltre l’adozione di un sistema di controllo, tipo “Humidity Drive” e smili, di tipo
elettronico e completamente automatico che, quando attivato dall’operatore, agendo sulla
portata d’aria e modulando la portata di combustibile, consente la regolazione della temperatura
dell’aria essiccante. Tale funzione è particolarmente utile in presenza di caratteristiche variabili
della biomassa in ingresso.
Per raccordare il forno all’essiccatore a tamburo rotante si prevede di utilizzare tubature in acciaio
INOX AISI 304, opportunamente coibentate con lana di roccia dello spessore di almeno 80 mm, in
modo da minimizzare la dispersione di calore in questo importante tratto del sistema.
Infine, il forno deve essere dotato di un adeguato sportello di ispezione che permette la
manutenzione della macchina stessa e lo scarico periodico delle ceneri. In particolare, tenuto
conto dei potenziali problemi che potrebbero verificarsi nella estrazione delle ceneri, è
consigliabile la adozione di un opportuno sistema meccanizzato di estrazione ceneri che risolva il
problema legato alla eventuale formazione di silicati ecc.
6 - Scelta pratica del sistema di essiccazione e relativi parametri operativi
Per quanto sopra in dettaglio analizzato e calcolato, è possibile affermare che il gruppo di
essiccazione ottimale per il progetto ECODENS, cioè per la produzione di pellet di sansa e legno è
un impianto di essiccazione rotativo semipneumatico a tre passaggi che consente il trattamento di
materiali in piccola pezzatura aventi umidità iniziale anche molto alta. Questo tipo di macchina,
utilizza la stessa biomassa essiccata come combustibile: il combustibile utilizzato, miscela di sansa
vergine e cippato, viene utilizzato in uno speciale bruciatore di tipo “auto-fuoco”. Il fluido
scaldante è costituito da aria mista ai prodotti gassosi della combustione, mandato da appositi
ventilatori dalla camera di combustione al tamburo rotante, con percorso equicorrente con la
miscela di biomasse da essiccare.
La combustione avviene con notevole eccesso di aria, con l’aggiunta di aria secondaria, per avere
una combustione più completa possibile.
Dal tamburo rotante dell’essiccatoio escono la biomassa essiccata, diretta verso il mulino
raffinatore, ed i fumi saturi di vapore di essiccazione, contenenti le frazioni piu fini della biomassa,
per questo dovranno essere inviati al camino tramite un ventilatore centrifugo, con separazione
primaria delle polveri mediante un ciclone a secco, che costituisce parte integrante
dell’essiccatoio. Le polveri abbattute dal ciclone saranno convogliate sullo stesso flusso della
biomassa essiccata uscente dall’essiccatoio.
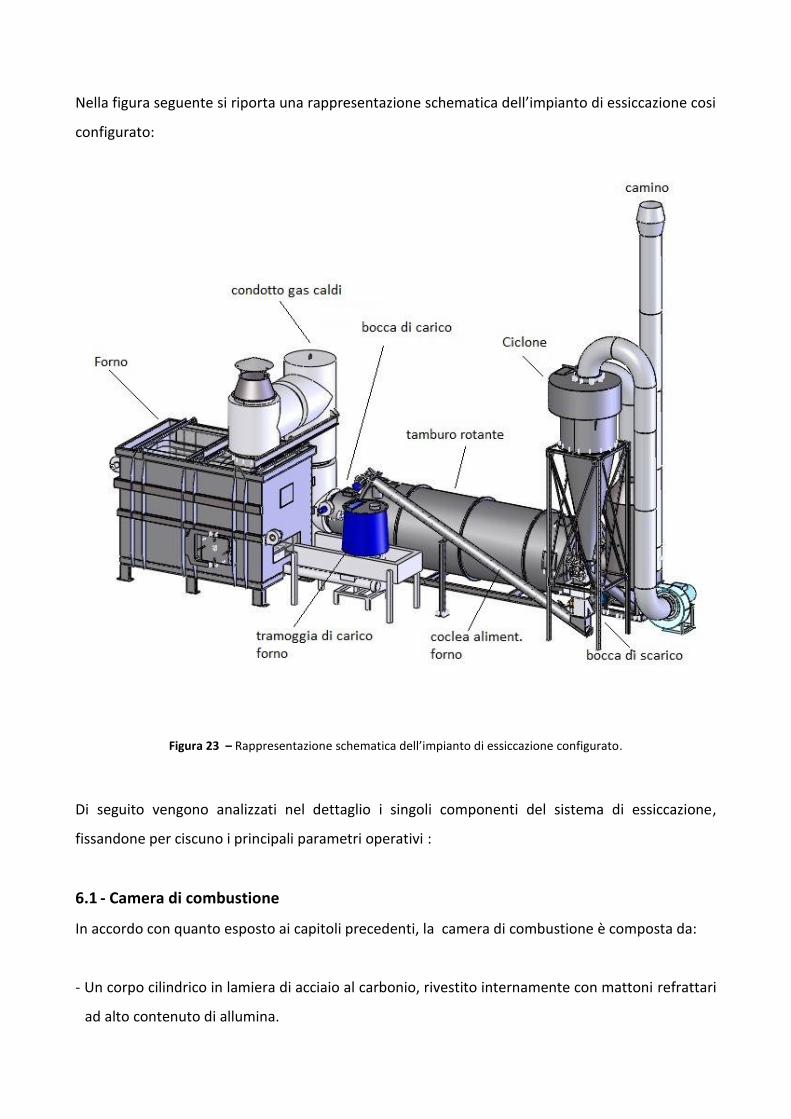
Nella figura seguente si riporta una rappresentazione schematica dell’impianto di essiccazione cosi
configurato:
Figura 23 – Rappresentazione schematica dell’impianto di essiccazione configurato.
Di seguito vengono analizzati nel dettaglio i singoli componenti del sistema di essiccazione,
fissandone per ciscuno i principali parametri operativi :
6.1 - Camera di combustione
In accordo con quanto esposto ai capitoli precedenti, la camera di combustione è composta da:
- Un corpo cilindrico in lamiera di acciaio al carbonio, rivestito internamente con mattoni refrattari
ad alto contenuto di allumina.
- Un elemento cilindrico tubolare, concentrico ed esterno al suddetto corpo cilindro, che crea
attorno alla camera di combustione una intercapedine di coibentazione e refrigerazione,
percorsa da una corrente d’aria utilizzata come aria secondaria alla combustione. Il suddetto
flusso d’aria viene generato da un elettroventilatore centrifugo a flusso regolabile.
- Una camera di combustione per combustibile solido, realizzata in ghisa. L’introduzione di
combustibile verso la griglia (focolare) di combustione si ottiene per mezzo di una coclea ad
eliche rafforzate per alte temperature. L’azionamento del suddetto alimentatore di combustibile
avviene per mezzo di un motoriduttore, controllato da un variatore elettronico di velocità, a sua
volta collegato ad un sensore di temperatura sul flusso di fumi – vapori in uscita dal tamburo di
essiccazione e ad un microprocessore regolatore ai fini di mantenere stabile la temperatura
d’esercizio.
- Un ventilatore centrifugo per l’aria comburente primaria, con canale di convogliamento aria alla
griglia del focolare, dotato di valvola regolatrice del flusso.
- Porte in ghisa sia nella parte frontale e sia sulla parte laterale, per l’accensione e l’ispezione del
fuoco, nonché per la rimozione delle ceneri.
- Rivestimento esterno coibente con contenimento di lamiera galvanizzata del corpo del forno, per
evitare le dispersioni termiche ed i rischi di contatto con le superfici calde.
- Camino con cappello cinese (sulla camera di combustione); tale camino consente la sicurezza
operativa in caso di interruzione prolungata della energia elettrica e quindi anche del flusso di
aria attraverso il forno e lo stesso essiccatoio. E’ ovvio che in tale situazione si concentra
localmente il calore con probabile sviluppo di incendio della stessa biomassa in essiccazione se
dalla camera di combustione non potessero uscire i gas caldi.
6.2 - Precamera di combustione.
- E’ il corpo intermedio necessario per la continuità di flusso dell’aria calda dalla camera di
combustione al tamburo rotante di essiccazione. Non è meccanicamente solidale né alla camera
di combustione né al tamburo rotante. E’ costruita in lamiera di acciaio al carbonio rivestita
internamente di materiale refrattario di bassa densità, con una sua particolare conformazione
(con deviazione di flusso).
- La parte fondamentale della precamera consiste nella bocca di entrata della biomassa da
essiccare, verso il tamburo. Tale bocca ha internamente un tratto inclinato di convogliamento a
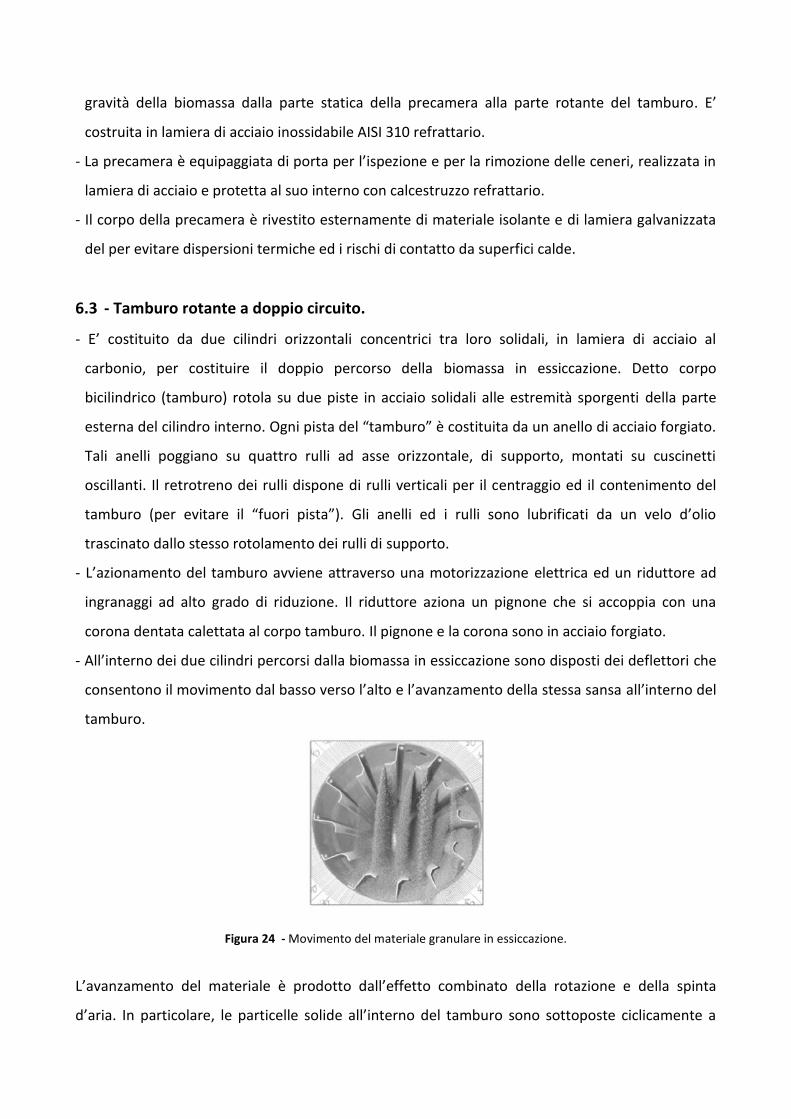
gravità della biomassa dalla parte statica della precamera alla parte rotante del tamburo. E’
costruita in lamiera di acciaio inossidabile AISI 310 refrattario.
- La precamera è equipaggiata di porta per l’ispezione e per la rimozione delle ceneri, realizzata in
lamiera di acciaio e protetta al suo interno con calcestruzzo refrattario.
- Il corpo della precamera è rivestito esternamente di materiale isolante e di lamiera galvanizzata
del per evitare dispersioni termiche ed i rischi di contatto da superfici calde.
6.3 - Tamburo rotante a doppio circuito.
- E’ costituito da due cilindri orizzontali concentrici tra loro solidali, in lamiera di acciaio al
carbonio, per costituire il doppio percorso della biomassa in essiccazione. Detto corpo
bicilindrico (tamburo) rotola su due piste in acciaio solidali alle estremità sporgenti della parte
esterna del cilindro interno. Ogni pista del “tamburo” è costituita da un anello di acciaio forgiato.
Tali anelli poggiano su quattro rulli ad asse orizzontale, di supporto, montati su cuscinetti
oscillanti. Il retrotreno dei rulli dispone di rulli verticali per il centraggio ed il contenimento del
tamburo (per evitare il “fuori pista”). Gli anelli ed i rulli sono lubrificati da un velo d’olio
trascinato dallo stesso rotolamento dei rulli di supporto.
- L’azionamento del tamburo avviene attraverso una motorizzazione elettrica ed un riduttore ad
ingranaggi ad alto grado di riduzione. Il riduttore aziona un pignone che si accoppia con una
corona dentata calettata al corpo tamburo. Il pignone e la corona sono in acciaio forgiato.
- All’interno dei due cilindri percorsi dalla biomassa in essiccazione sono disposti dei deflettori che
consentono il movimento dal basso verso l’alto e l’avanzamento della stessa sansa all’interno del
tamburo.
Figura 24 - Movimento del materiale granulare in essiccazione.
L’avanzamento del materiale è prodotto dall’effetto combinato della rotazione e della spinta
d’aria. In particolare, le particelle solide all’interno del tamburo sono sottoposte ciclicamente a
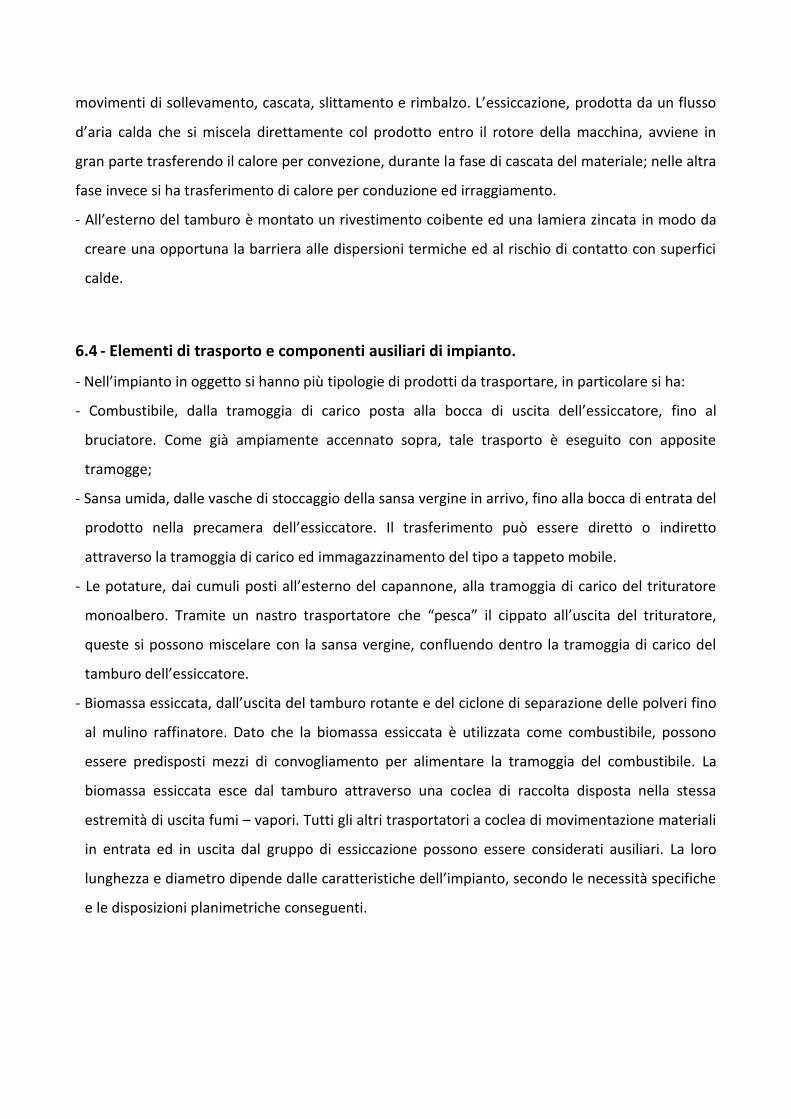
movimenti di sollevamento, cascata, slittamento e rimbalzo. L’essiccazione, prodotta da un flusso
d’aria calda che si miscela direttamente col prodotto entro il rotore della macchina, avviene in
gran parte trasferendo il calore per convezione, durante la fase di cascata del materiale; nelle altra
fase invece si ha trasferimento di calore per conduzione ed irraggiamento.
- All’esterno del tamburo è montato un rivestimento coibente ed una lamiera zincata in modo da
creare una opportuna la barriera alle dispersioni termiche ed al rischio di contatto con superfici
calde.
6.4 - Elementi di trasporto e componenti ausiliari di impianto.
- Nell’impianto in oggetto si hanno più tipologie di prodotti da trasportare, in particolare si ha:
- Combustibile, dalla tramoggia di carico posta alla bocca di uscita dell’essiccatore, fino al
bruciatore. Come già ampiamente accennato sopra, tale trasporto è eseguito con apposite
tramogge;
- Sansa umida, dalle vasche di stoccaggio della sansa vergine in arrivo, fino alla bocca di entrata del
prodotto nella precamera dell’essiccatore. Il trasferimento può essere diretto o indiretto
attraverso la tramoggia di carico ed immagazzinamento del tipo a tappeto mobile.
- Le potature, dai cumuli posti all’esterno del capannone, alla tramoggia di carico del trituratore
monoalbero. Tramite un nastro trasportatore che “pesca” il cippato all’uscita del trituratore,
queste si possono miscelare con la sansa vergine, confluendo dentro la tramoggia di carico del
tamburo dell’essiccatore.
- Biomassa essiccata, dall’uscita del tamburo rotante e del ciclone di separazione delle polveri fino
al mulino raffinatore. Dato che la biomassa essiccata è utilizzata come combustibile, possono
essere predisposti mezzi di convogliamento per alimentare la tramoggia del combustibile. La
biomassa essiccata esce dal tamburo attraverso una coclea di raccolta disposta nella stessa
estremità di uscita fumi – vapori. Tutti gli altri trasportatori a coclea di movimentazione materiali
in entrata ed in uscita dal gruppo di essiccazione possono essere considerati ausiliari. La loro
lunghezza e diametro dipende dalle caratteristiche dell’impianto, secondo le necessità specifiche
e le disposizioni planimetriche conseguenti.

6.5 - Quadro elettrico, elementi di controllo e sicurezza dell’essiccatoio.
- L’impianto sarà dotato di idoneo armadio elettrico che contiene tutte le apparecchiature di
comando, controllo e regolazione. Trattasi di armadio metallico con grado di protezione IP55 o
superiore, montato su zoccolo che lo isola dal suolo, verniciato con vernice epossidica.
- Il circuito elettrico è provvisto di interruttore generale e di una distribuzione in parallelo ai vari
circuiti, con protezione magneto-termica per ogni singolo motore elettrico e per ogni singola
utenza.
- La connessione tra quadro elettrico e motori è attuata attraverso apposita morsettiera standard.
- I circuiti di comando sono alimentati a 24 V, con segnalazione di marcia e di interruzione termica
per ogni motore. - La regolazione della temperatura avviene per mezzo di un sistema a circuito
chiuso composto da:
− Sonda (temperatura di esercizio) collocata sull’uscita dei gas dal tamburo;
− Regolatore di temperatura programmabile a mezzo microprocessore con preselezione,
regolazione di sensibilità e rampa temporale. E’ corredato di allarme per bassa e per alta
temperatura.
− Variatore elettronico di velocità per il motoriduttore del bruciatore, permettendo così una
regolazione molto precisa dell’alimentazione del combustibile, senza arresti e riavviamenti (per
evitare discontinuità di combustione con punte di inquinamento dei fumi).
6.6 - Misure di sicurezza elettriche e termiche.
- Nei casi in cui si dovesse verificare un fuori servizio dei dispositivi di regolazione, sono previste le
seguenti misura di sicurezza elettroniche e termiche:
· Temperatura di allarme in uscita dal tamburo. Superata la soglia di temperatura
programmata, viene generato un comando di interruzione dell’alimentazione del combustibile
e dell’aria di combustione.
· Termo-valvola di allarme dei refrattari della precamera. Nel caso in cui si raggiunga una
eccessiva temperatura viene interrotta l’alimentazione del combustibile e dell’aria di
combustione.
- Sul panello frontale, oltre ai pulsanti e agli elementi di segnalazione sono presenti i seguenti
dispositivi di misura:
· Voltmetro per la tensione tra le fasi;
· Amperometro sull’alimentazione del ventilatore di aspirazione fumi – vapori;
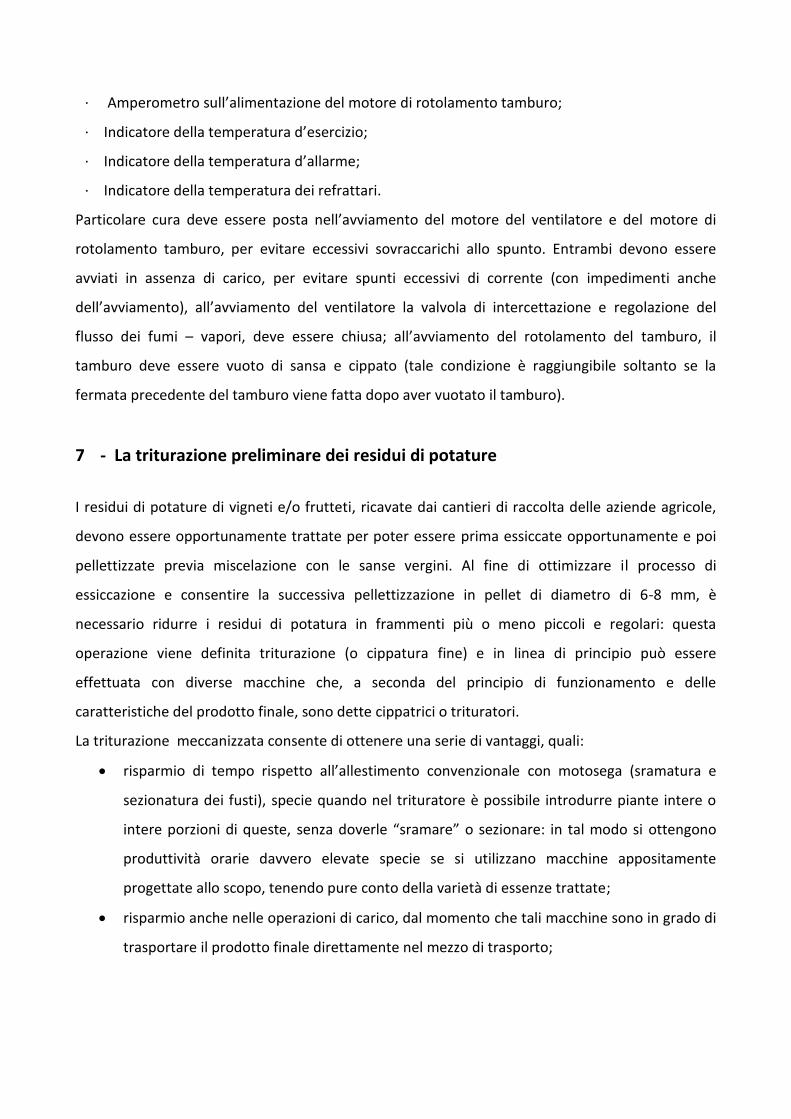
· Amperometro sull’alimentazione del motore di rotolamento tamburo;
· Indicatore della temperatura d’esercizio;
· Indicatore della temperatura d’allarme;
· Indicatore della temperatura dei refrattari.
Particolare cura deve essere posta nell’avviamento del motore del ventilatore e del motore di
rotolamento tamburo, per evitare eccessivi sovraccarichi allo spunto. Entrambi devono essere
avviati in assenza di carico, per evitare spunti eccessivi di corrente (con impedimenti anche
dell’avviamento), all’avviamento del ventilatore la valvola di intercettazione e regolazione del
flusso dei fumi – vapori, deve essere chiusa; all’avviamento del rotolamento del tamburo, il
tamburo deve essere vuoto di sansa e cippato (tale condizione è raggiungibile soltanto se la
fermata precedente del tamburo viene fatta dopo aver vuotato il tamburo).
7 - La triturazione preliminare dei residui di potature
I residui di potature di vigneti e/o frutteti, ricavate dai cantieri di raccolta delle aziende agricole,
devono essere opportunamente trattate per poter essere prima essiccate opportunamente e poi
pellettizzate previa miscelazione con le sanse vergini. Al fine di ottimizzare il processo di
essiccazione e consentire la successiva pellettizzazione in pellet di diametro di 6-8 mm, è
necessario ridurre i residui di potatura in frammenti più o meno piccoli e regolari: questa
operazione viene definita triturazione (o cippatura fine) e in linea di principio può essere
effettuata con diverse macchine che, a seconda del principio di funzionamento e delle
caratteristiche del prodotto finale, sono dette cippatrici o trituratori.
La triturazione meccanizzata consente di ottenere una serie di vantaggi, quali:
risparmio di tempo rispetto all’allestimento convenzionale con motosega (sramatura e
sezionatura dei fusti), specie quando nel trituratore è possibile introdurre piante intere o
intere porzioni di queste, senza doverle “sramare” o sezionare: in tal modo si ottengono
produttività orarie davvero elevate specie se si utilizzano macchine appositamente
progettate allo scopo, tenendo pure conto della varietà di essenze trattate;
risparmio anche nelle operazioni di carico, dal momento che tali macchine sono in grado di
trasportare il prodotto finale direttamente nel mezzo di trasporto;

migliore sfruttamento della biomassa ricavata dalle utilizzazioni: si utilizzano tutte le parti
della pianta, anche quelle che altrimenti rimarrebbero in bosco o in campo come scarti di
lavorazione, recuperando in genere almeno un 20-30% del prodotto complessivo;
diminuzione della suscettività agli incendi da parte del soprassuolo dove i residui sono
assenti;
riduzione del volume apparente di rami, cimali, scarti di utilizzazione, facilitandone il
successivo trasporto ai siti di stoccaggio o impiego finale.
Tuttavia, tale operazione presenta in generale anche alcuni svantaggi, quali:
presenza di un mercato non ancora così espanso e trasparente per l’impiego del cippato a
fini energetici;
la notevole richiesta di energia delle macchine trituratrici, che si ripercuote nel bilancio
finale dei costi e dei consumi del lavoro.
Nell’ambito del progetto Ecodens, per consentire la pellettizzazione dei residui da potatura
(insieme alla sansa vergine d’oliva), il prodotto uscente dal sistema di triturazione deve rispondere
ad alcune caratteristiche indispensabili per una corretta ed efficace essiccazione, necessaria alla
pellettizzazione.
Tali caratteristiche essenzialmente riguardano la dimensione del materiale che in particolare deve
presentarsi come particelle di legno sfibrate aventi forma pressoché cilindrica, con diametro
massimo di 15 mm ed altezza compresa tra i 20 e i 50 mm.
E’ necessario pertanto individuare la tipologia di macchina piu adatta a questa specifica
operazione, tenuto conto che i residui di potature tendo in genere a dare una biomassa che si
presenta con elevati rapporti di allungamento lunghezza/diametro,
7.1 - Macchine per la triturazione/cippatura del legno
Come accennato nel paragrafo precedente, le macchine che permettono la trasformazione da
residui di potature a frammenti di legname, detto cippato, sono essenzialmente due: la cippatrice
e il trituratore.
Il prodotto delle prime si presenta generalmente come un insieme di piccoli pezzi di legno aventi la
forma di un parallelepipedo, con lati aventi dimensioni dagli 8 ai 60 mm, come mostrato nella
seguente figura:
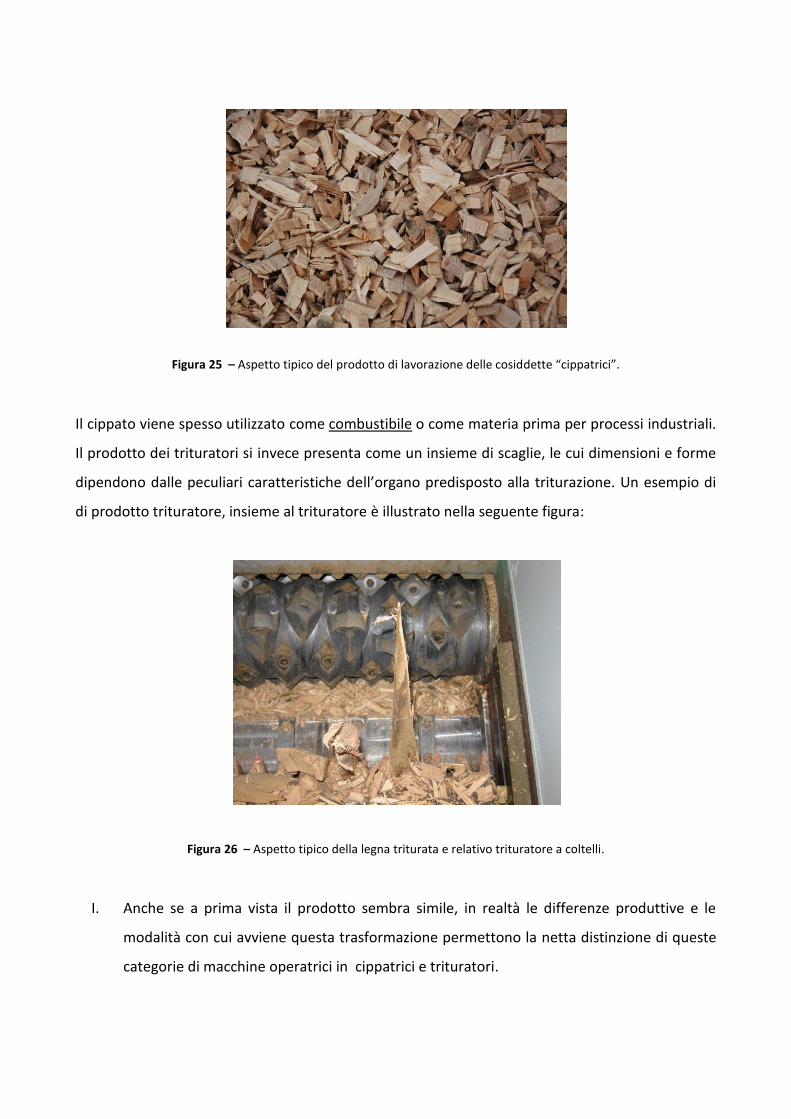
Figura 25 – Aspetto tipico del prodotto di lavorazione delle cosiddette “cippatrici”.
Il cippato viene spesso utilizzato come combustibile o come materia prima per processi industriali.
Il prodotto dei trituratori si invece presenta come un insieme di scaglie, le cui dimensioni e forme
dipendono dalle peculiari caratteristiche dell’organo predisposto alla triturazione. Un esempio di
di prodotto trituratore, insieme al trituratore è illustrato nella seguente figura:
Figura 26 – Aspetto tipico della legna triturata e relativo trituratore a coltelli.
I. Anche se a prima vista il prodotto sembra simile, in realtà le differenze produttive e le
modalità con cui avviene questa trasformazione permettono la netta distinzione di queste
categorie di macchine operatrici in cippatrici e trituratori.
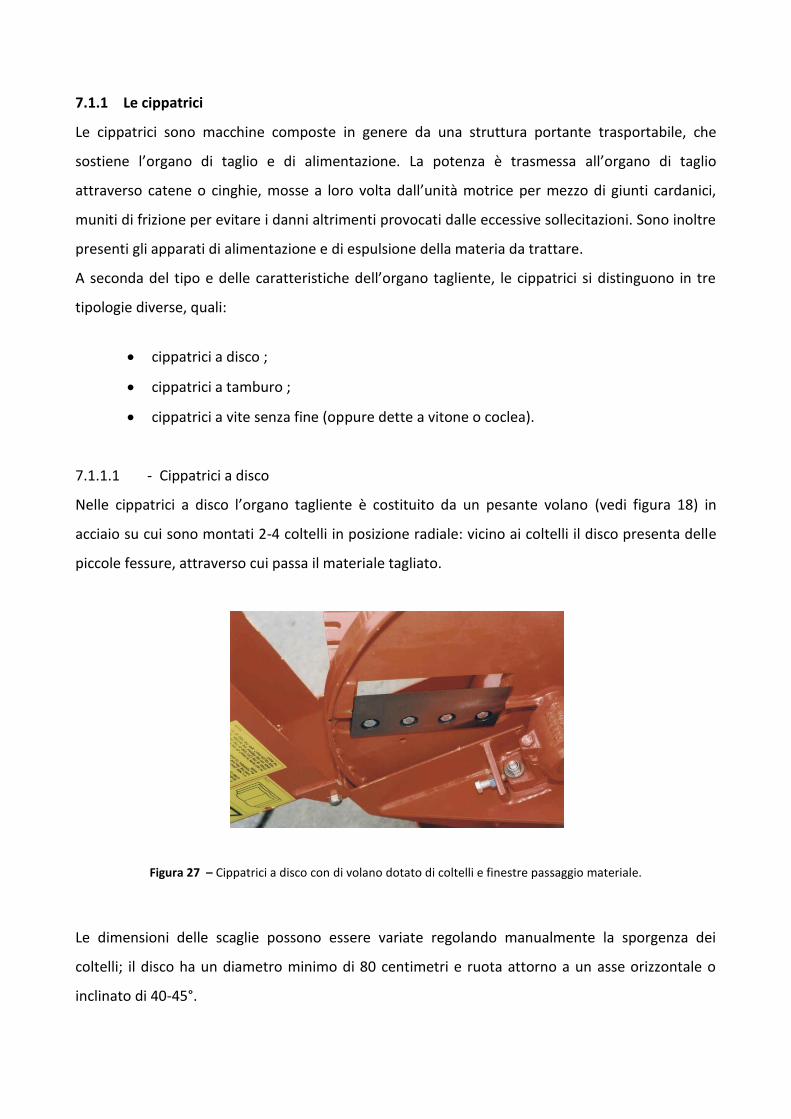
7.1.1 Le cippatrici
Le cippatrici sono macchine composte in genere da una struttura portante trasportabile, che
sostiene l’organo di taglio e di alimentazione. La potenza è trasmessa all’organo di taglio
attraverso catene o cinghie, mosse a loro volta dall’unità motrice per mezzo di giunti cardanici,
muniti di frizione per evitare i danni altrimenti provocati dalle eccessive sollecitazioni. Sono inoltre
presenti gli apparati di alimentazione e di espulsione della materia da trattare.
A seconda del tipo e delle caratteristiche dell’organo tagliente, le cippatrici si distinguono in tre
tipologie diverse, quali:
cippatrici a disco ;
cippatrici a tamburo ;
cippatrici a vite senza fine (oppure dette a vitone o coclea).
7.1.1.1 - Cippatrici a disco
Nelle cippatrici a disco l’organo tagliente è costituito da un pesante volano (vedi figura 18) in
acciaio su cui sono montati 2-4 coltelli in posizione radiale: vicino ai coltelli il disco presenta delle
piccole fessure, attraverso cui passa il materiale tagliato.
Figura 27 – Cippatrici a disco con di volano dotato di coltelli e finestre passaggio materiale.
Le dimensioni delle scaglie possono essere variate regolando manualmente la sporgenza dei
coltelli; il disco ha un diametro minimo di 80 centimetri e ruota attorno a un asse orizzontale o
inclinato di 40-45°.
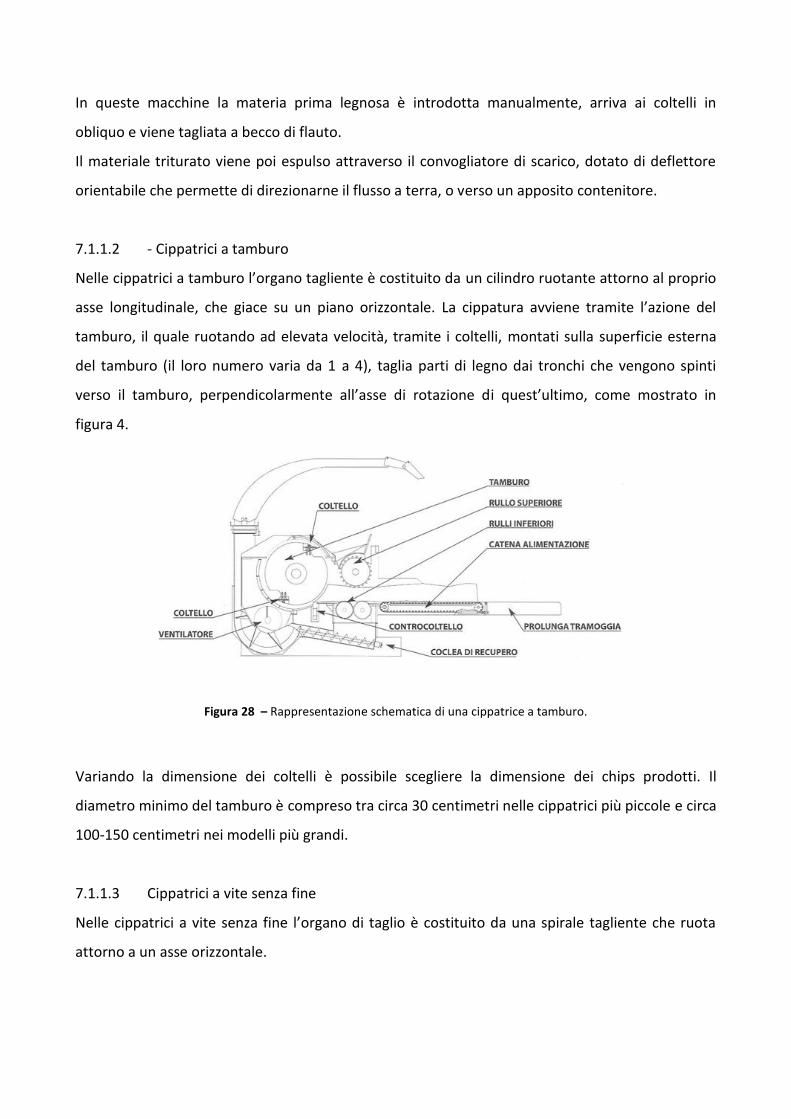
In queste macchine la materia prima legnosa è introdotta manualmente, arriva ai coltelli in
obliquo e viene tagliata a becco di flauto.
Il materiale triturato viene poi espulso attraverso il convogliatore di scarico, dotato di deflettore
orientabile che permette di direzionarne il flusso a terra, o verso un apposito contenitore.
7.1.1.2 - Cippatrici a tamburo
Nelle cippatrici a tamburo l’organo tagliente è costituito da un cilindro ruotante attorno al proprio
asse longitudinale, che giace su un piano orizzontale. La cippatura avviene tramite l’azione del
tamburo, il quale ruotando ad elevata velocità, tramite i coltelli, montati sulla superficie esterna
del tamburo (il loro numero varia da 1 a 4), taglia parti di legno dai tronchi che vengono spinti
verso il tamburo, perpendicolarmente all’asse di rotazione di quest’ultimo, come mostrato in
figura 4.
Figura 28 – Rappresentazione schematica di una cippatrice a tamburo.
Variando la dimensione dei coltelli è possibile scegliere la dimensione dei chips prodotti. Il
diametro minimo del tamburo è compreso tra circa 30 centimetri nelle cippatrici più piccole e circa
100-150 centimetri nei modelli più grandi.
7.1.1.3 Cippatrici a vite senza fine
Nelle cippatrici a vite senza fine l’organo di taglio è costituito da una spirale tagliente che ruota
attorno a un asse orizzontale.
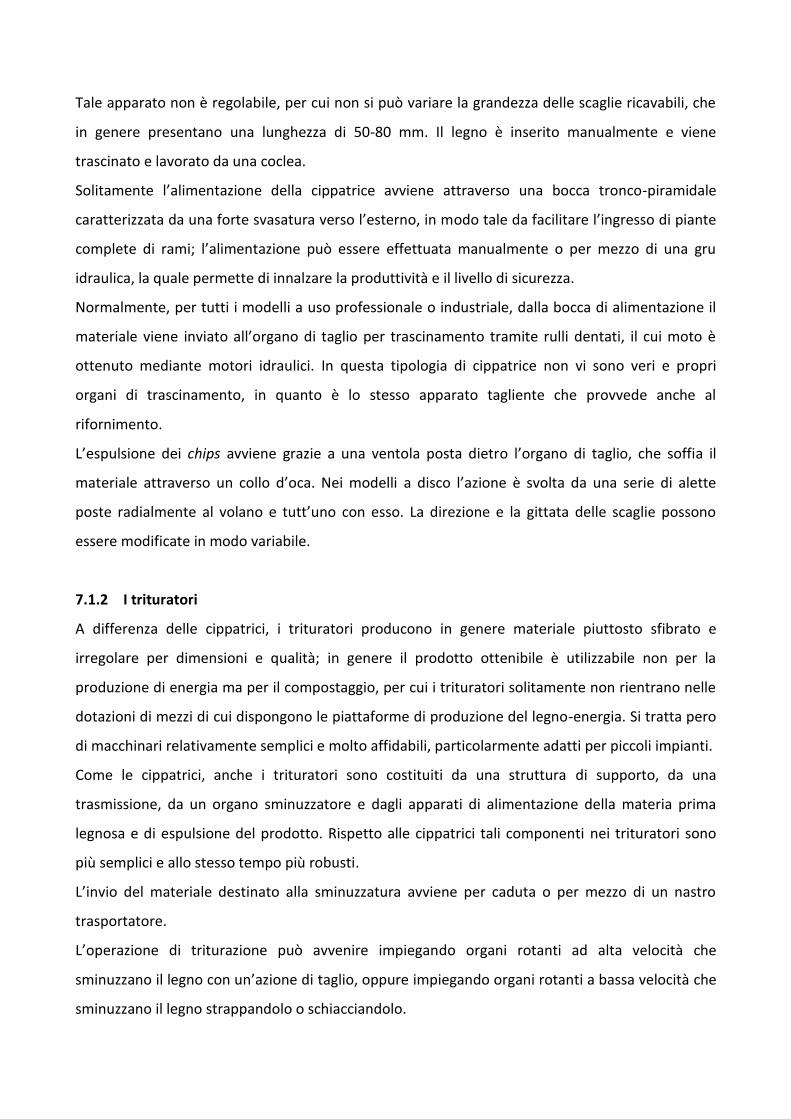
Tale apparato non è regolabile, per cui non si può variare la grandezza delle scaglie ricavabili, che
in genere presentano una lunghezza di 50-80 mm. Il legno è inserito manualmente e viene
trascinato e lavorato da una coclea.
Solitamente l’alimentazione della cippatrice avviene attraverso una bocca tronco-piramidale
caratterizzata da una forte svasatura verso l’esterno, in modo tale da facilitare l’ingresso di piante
complete di rami; l’alimentazione può essere effettuata manualmente o per mezzo di una gru
idraulica, la quale permette di innalzare la produttività e il livello di sicurezza.
Normalmente, per tutti i modelli a uso professionale o industriale, dalla bocca di alimentazione il
materiale viene inviato all’organo di taglio per trascinamento tramite rulli dentati, il cui moto è
ottenuto mediante motori idraulici. In questa tipologia di cippatrice non vi sono veri e propri
organi di trascinamento, in quanto è lo stesso apparato tagliente che provvede anche al
rifornimento.
L’espulsione dei chips avviene grazie a una ventola posta dietro l’organo di taglio, che soffia il
materiale attraverso un collo d’oca. Nei modelli a disco l’azione è svolta da una serie di alette
poste radialmente al volano e tutt’uno con esso. La direzione e la gittata delle scaglie possono
essere modificate in modo variabile.
7.1.2 I trituratori
A differenza delle cippatrici, i trituratori producono in genere materiale piuttosto sfibrato e
irregolare per dimensioni e qualità; in genere il prodotto ottenibile è utilizzabile non per la
produzione di energia ma per il compostaggio, per cui i trituratori solitamente non rientrano nelle
dotazioni di mezzi di cui dispongono le piattaforme di produzione del legno-energia. Si tratta pero
di macchinari relativamente semplici e molto affidabili, particolarmente adatti per piccoli impianti.
Come le cippatrici, anche i trituratori sono costituiti da una struttura di supporto, da una
trasmissione, da un organo sminuzzatore e dagli apparati di alimentazione della materia prima
legnosa e di espulsione del prodotto. Rispetto alle cippatrici tali componenti nei trituratori sono
più semplici e allo stesso tempo più robusti.
L’invio del materiale destinato alla sminuzzatura avviene per caduta o per mezzo di un nastro
trasportatore.
L’operazione di triturazione può avvenire impiegando organi rotanti ad alta velocità che
sminuzzano il legno con un’azione di taglio, oppure impiegando organi rotanti a bassa velocità che
sminuzzano il legno strappandolo o schiacciandolo.
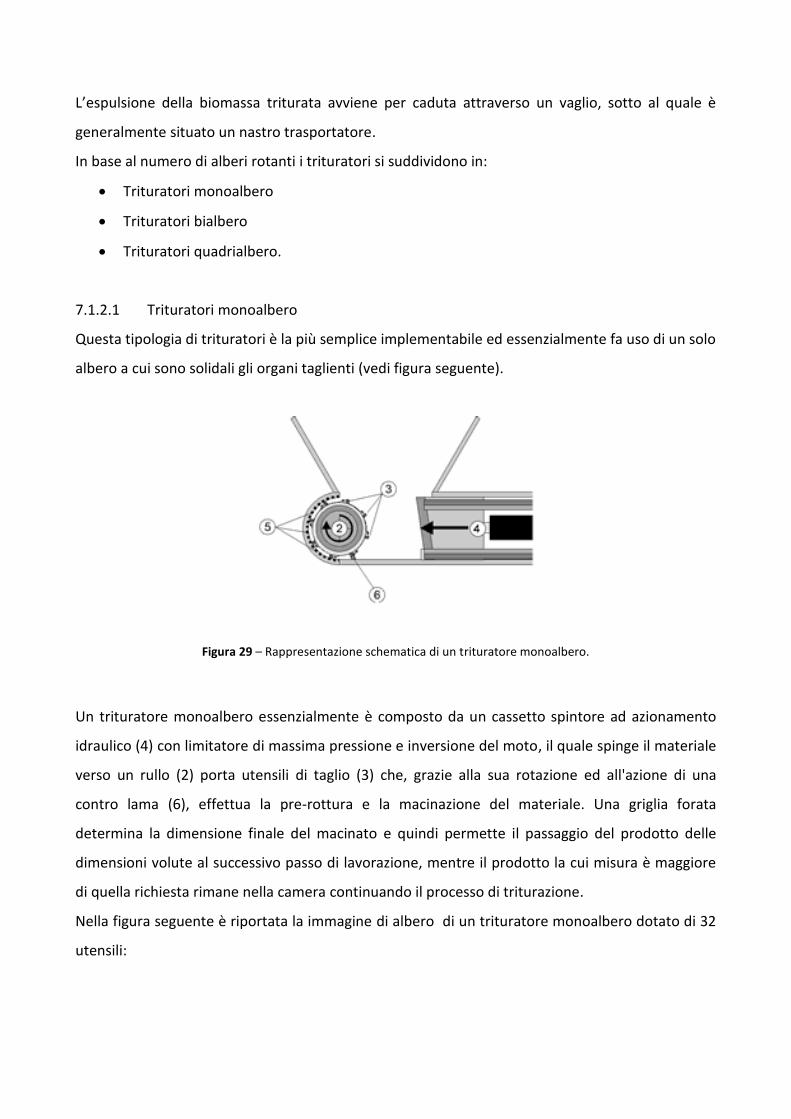
L’espulsione della biomassa triturata avviene per caduta attraverso un vaglio, sotto al quale è
generalmente situato un nastro trasportatore.
In base al numero di alberi rotanti i trituratori si suddividono in:
Trituratori monoalbero
Trituratori bialbero
Trituratori quadrialbero.
7.1.2.1 Trituratori monoalbero
Questa tipologia di trituratori è la più semplice implementabile ed essenzialmente fa uso di un solo
albero a cui sono solidali gli organi taglienti (vedi figura seguente).
Figura 29 – Rappresentazione schematica di un trituratore monoalbero.
Un trituratore monoalbero essenzialmente è composto da un cassetto spintore ad azionamento
idraulico (4) con limitatore di massima pressione e inversione del moto, il quale spinge il materiale
verso un rullo (2) porta utensili di taglio (3) che, grazie alla sua rotazione ed all'azione di una
contro lama (6), effettua la pre-rottura e la macinazione del materiale. Una griglia forata
determina la dimensione finale del macinato e quindi permette il passaggio del prodotto delle
dimensioni volute al successivo passo di lavorazione, mentre il prodotto la cui misura è maggiore
di quella richiesta rimane nella camera continuando il processo di triturazione.
Nella figura seguente è riportata la immagine di albero di un trituratore monoalbero dotato di 32
utensili:
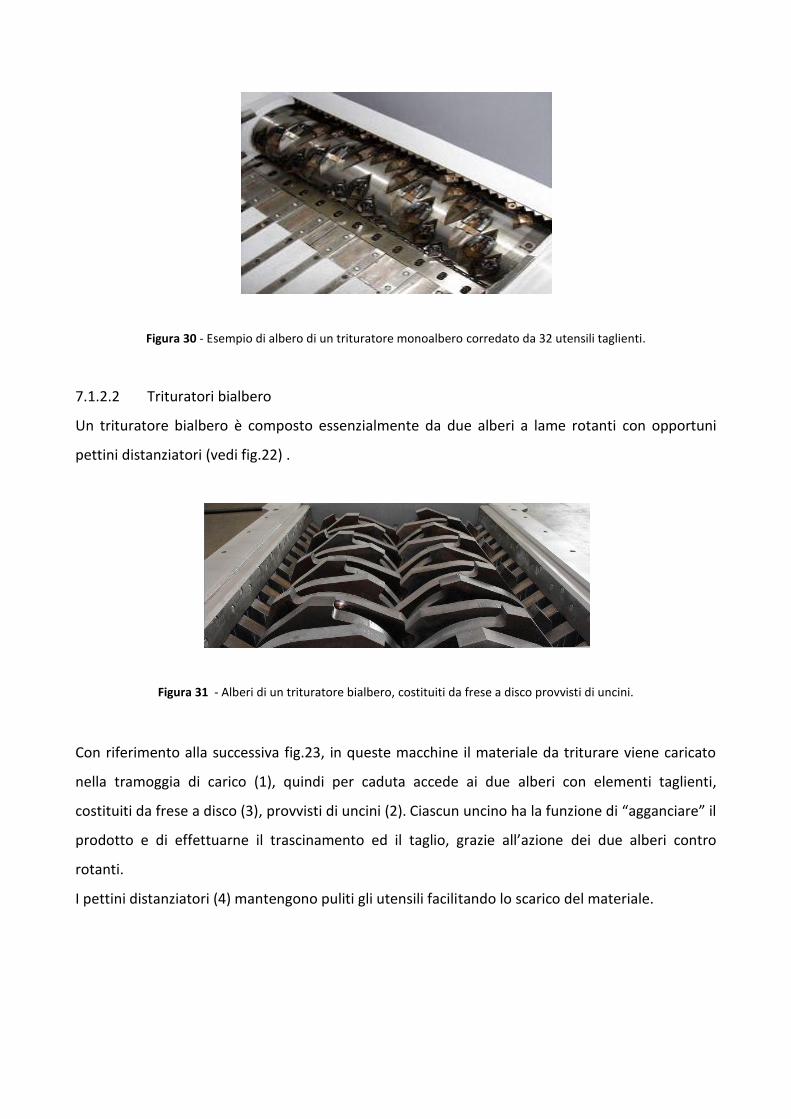
Figura 30 - Esempio di albero di un trituratore monoalbero corredato da 32 utensili taglienti.
7.1.2.2 Trituratori bialbero
Un trituratore bialbero è composto essenzialmente da due alberi a lame rotanti con opportuni
pettini distanziatori (vedi fig.22) .
Figura 31 - Alberi di un trituratore bialbero, costituiti da frese a disco provvisti di uncini.
Con riferimento alla successiva fig.23, in queste macchine il materiale da triturare viene caricato
nella tramoggia di carico (1), quindi per caduta accede ai due alberi con elementi taglienti,
costituiti da frese a disco (3), provvisti di uncini (2). Ciascun uncino ha la funzione di “agganciare” il
prodotto e di effettuarne il trascinamento ed il taglio, grazie all’azione dei due alberi contro
rotanti.
I pettini distanziatori (4) mantengono puliti gli utensili facilitando lo scarico del materiale.

Figura 32 - Schema rappresentativo di un trituratore bialbero di medie dimensioni.
7.1.2.3 Trituratori quadri albero
Questa tipologia di trituratori è composta essenzialmente da quattro alberi, due di essi ruotano in
un verso, mentre gli altri due nel verso opposto, in modo da convogliare il materiale da triturare
tra gli alberi.
Essi, come mostrato nella successiva figura 24, sono composti da una tramoggia in ingresso (1),
dalla quale per caduta il materiale accede alla camera dove si trovano quattro alberi con elementi
taglienti costituiti da frese a disco (3) provvisti di uncini (2). Il prodotto quindi nella fase successiva
passerà attraverso una griglia (5) che effettuerà la vagliatura del materiale a secondo della
granulometria richiesta. Il materiale, le cui dimensioni non sono idonee a passare attraverso la
griglia, e quindi non rispondente alle specifiche del progetto, viene riportato in circolo per essere
ulteriormente triturato. Per cui più i fori della griglia sono piccoli, più aumentano i passaggi che
deve compiere il materiale attraverso il gruppo di macinazione e quindi il tempo impiegato.
Figura 33 - Schema semplificato di un tipico trituratore quadrialbero.
Di solito è presente un dispositivo di sicurezza che inverte temporaneamente il movimento delle
lame, prevenendo ogni sovraccarico strutturale o rottura della macchina in presenza di una
quantità eccessiva di materiale in presa.
7.2 Scelta e dimensionamento del macchinario per il progetto ECODENS
La scelta della tipologia di macchina da utilizzare per la produzione del prodotto semilavorato
adatto alla essiccazione ed alla successiva pellettizzazione previo opportuno raffinamento,
dipendono essenzialmente da sei fattori:
Dimensione del prodotto semilavorato
Consistenza del prodotto semilavorato
Produttività oraria massima
Costo iniziale del macchinario
Robustezza della macchina
Energia impiegata per produrre il semilavorato
La scelta ottimale della macchina idonea per assolvere alla triturazione dei residui di potatura è
frutto pertanto di una attenta analisi di tali fattori.
La dimensione e la consistenza del prodotto semilavorato sono dei fattori assolutamente rilevanti,
in quanto da essi dipende la qualità del prodotto finale. Infatti, le caratteristiche richieste dalle
fibre legnose per la successiva fase di raffinamento sono le seguenti:
Forma pressoché cilindrica
Diametro massimo 20 mm
Lunghezza del prodotto semilavorato compresa tra 20 e 50 mm.
Altro fattore importante è la produttività oraria raggiungibile, intesa come la quantità di
semilavorato prodotto in un ora di funzionamento ordinario [kg/h]. Nella ipotesi che il trituratore
debba lavorare in serie con l’impianto di essiccazione e lo stesso sia impiegato per la essiccazione
separata di sanse e residui di potature tritati, al trituratore è richiesta una produttività oraria di
biomassa pari alla portata nominale dell’impianto di essiccazione di 850 kg/ora.
Il costo della macchina è anch’esso un fattore fondamentale; nella fattispecie del progetto
ECODENS poiché il pellet è di per se un prodotto “povero” ci si dovrà orientare verso soluzioni che
comportano bassi costi di investimento.
La robustezza della macchina è importante perché da questa dipende la durata del macchinario
stesso nonché i costi di manutenzione ordinaria e straordinaria. Come già accennato, da questo
punto di vista i trituratore superano le cippatrici, cioè i trituratori sono macchine più robuste ed
affidabili caratterizzati da minori costi di manutenzione.
Infine il consumo di energia (elettrica o altro) per la triturazione del materiale è anch’esso di
primaria importanza, in quanto concorre significativamente alla definizione del costo finale del
prodotto, facendo parte dei costi variabili. Ci si deve orientare pertanto verso la oculata scelta di
un sistema poco “energivoro” ed ecosostenibile.
Dovendo minimizzare i costi di investimento, ma anche i costi di esercizio e manutenzioni, tenuto
conto della limitata produttività oraria necessaria (850 kg/ora), la scelta ricade certamente sui
trituratori più semplici e cioè sui trituratori a coltelli monoalbero. Tale macchinario dovrà avere
dimensioni opportune ed una potenza elettrica del motore commisurata alla produttività oraria
richiesta evitando possibili sprechi per sovradimensionamento, approccio tipicamente utilizzato
dai costruttori per evitare specifiche progettazioni del prodotto.
Per quanto concerne le dimensioni del cilindro rotante porta utensili, tenuto conto della limitata
portata oraria richiesta, delle limitate dimensioni dei residui di potatura da triturare, che
solitamente sono conferiti attraverso una preliminare azione di trinciatura in campo con macchina
trincia sarmenti (dimensioni massime di 15-20 cm), nonché dei limitati sforzi di taglio che
caratterizzano il materiale legnoso si può optare per una macchina avente una lunghezza d’asse di
800 mm (valore minimo dei trituratori commerciali) ed un diametro del rotore di 300-350 mm
(valori minimi adottati dalle principali case costruttrici. Per quanto concerne invece il
dimensionamento del motore elettrico che consente di minimizzare i consumi, lo stesso può farsi a
partire dal calcolo degli sforzi di taglio e della superficie media di taglio oraria da produrre. In
particolare considerando in modo leggermente conservativo che tutte le superfici della massa
triturata siano ottenuto da taglio, con una granulometria media di 15x15x30 mm si ha una
superficie da tagliare Schip pari a:
𝑆𝑐𝑖𝑝 = 60𝑥 30 + 2 ∗ 15 ∗ 15 = 1800 + 450 = 2250 𝑚𝑚𝑞 (26)
Poiché un tale “chip” ha un peso Wchip pari a :

𝑊𝑐𝑖𝑝 = 15 ∗ 15 ∗ 30 ∗ 600𝑘𝑔
𝑚𝑐∗ 10−9 = 4.05 𝑔 (27)
Alla produzione di 850 kg/h corrisponde pertanto una superficie di taglio complessiva (Stot) pari a :
𝑆𝑡𝑜𝑡 = 2250 𝑥850
4.05 𝑥 1000 = 472 𝑚𝑞 (28)
Per creare una tale superficie di taglio (frattura), considerando un fattore di utilizzazione della
macchina pari a 2 ed una resistenza al taglio del legno pari a 500 N/cmq, occorre una energia (Etot)
mediamente pari a:
𝐸𝑡𝑜𝑡 = 2 𝑥 500 ∗ 100 ∗ 100 𝑆𝑡𝑜𝑡 ∗ 𝑆𝑡𝑜𝑡0.5 = 50 𝑥 109𝐽
= 50.000
𝑘𝐽
= 27.8 𝑘𝑊 (29)
Considerando un rendimento totale dei riduttori meccanici e dei sistemi di trasmissione del 93%, si
ottiene una potenza nominale del motore elettrico ottimale pari a 27.8/0.93=30 kW.
L’esame delle macchine disponibili in commercio con le caratteristiche geometriche sopra definite
(lunghezza d’asse di 800 mm e diametro cilindro di 300-400 mm) mostra l’adozione da parte dei
costruttori di motorizzazioni nel range 37-50 kW, che risultano piuttosto largamente
sovradimensionate. Al dine di evitare inutili sovradimensionamenti con spreco di energia elettrica
consumata, si dovrà chiedere al fornitore la installazione di un motore elettrico di potenza di circa
30 kW.
8 Progettazione di massima della pellettatrice
Una volta essiccato e successivamente raffinato, con apposito mulino raffinatore (con mulino a
coltelli e griglia di 4 mm ovvero con mulino centrifugo con griglia di pari dimensioni) la
pellettizzazione conclude il processo di densificazione. La pellettizzazione è una fase della
lavorazione che mal si presta ad una progettazione accurata in quanto il processo risulta
dipendente da una molteplicità di parametri mutamente interferenti che è difficile controllare in
sede teorica. La definizione finale dei parametri della pellettatrice è una operazione che necessita
di una sistematica campagna di prove sperimentali condotte possibilmente in collaborazione con il
produttore.
Nella pellettizzazione il prodotto in ingresso, detto volgarmente “polverino” (il materiale in uscita
dal mulino raffinatore), viene trasformato dalla configurazione di particelle sfuse di diametro
generalmente compreso tra 2 e 4 mm, ad una configurazione di di piccoli cilindri, di diamtro di 6-8
mm, caratterizzato da notevoli vantaggi sia in termini di facilità ed economia di stoccaggio sia in
termini di maneggi abilità e facile trasporto. La configurazione in pellet da luogo anche a
significativi vantaggi per quanto concerne la gestione del processo di combustione e il rendimento
dello stesso.
Il macchinario utilizzato per la trasformazione del “polverino” in pellet si chiama pellettatrice o
pellettizzatrice. Il lavoro svolto da quest’ultima consiste in sintesi nella pressatura del “polverino”,
unito all’ 1-2% di acqua sotto forma di vapore, attraverso una trafila forata (matrice) ad elevata
pressione (fino a 200 atmosfere con associato riscaldamento sino a 70°C circa), utilizzando idonei
sistemi pressori a rulli.
Si realizza cosi in pratica un processo di estrusione, che avviene per compressione e
riscaldamento, e si creano dei cilindretti più o meno compressi, normalmente con diametro
variabile da 2 a 12 mm (6-8 mm è pero il range più ricorrente) e altezza media variabile da 12 a 18
mm. L’addensamento del materiale organico e la compattazione sono ottenute attraverso la
parziale fusione di alcune sostanze naturali presenti nelle particelle di legno, provenienti dagli
scarti della potatura, e si verifica mediante la sua compressione e conseguente riscaldamento per
effetto dell’attrito che si viene ad avere tra il materiale e le superfici dei fori estrusori.
In dettaglio, nel caso della pellettizzazione del legno e di sostanze similari, poiché il legno è
composto principalmente da cellulosa e lignina, tramite la pressione ottenuta nella fase di
pressatura la lignina presente fa da collante rivestendo le fibre di cellulosa: la pellettizzazione del
legno può avvenire così senza l’aggiunta di specifici collanti, come avviene talvolta invece con altre
sostanze.
Normalmente il riscaldamento della biomassa operato dall’attrito assicura che la lignina venga
meglio rilasciata e questo contribuisce ad aumentare il legame delle particelle nel prodotto finale.
Non si hanno pertanto in genere problemi di sorta nella pellettizzazione del legno, che consente di
ottenere pellet con vari diametri e varie lunghezze.
Nel caso in studio di pellettizzazione di una miscela costituita da sansa vergine mista a legno
proveniente da residui di potature di diversa natura (vite, ulivo ecc), il processo di pellettizzazione
può incontrare due diversi problemi:
1) La presenza di sostanze oleose nella sansa vergine potrà dar luogo ad un basso coefficiente
di attrito e quindi ad una bassa compattazione della miscela, con conseguente bassa
stabilità meccanica del pellet;
2) La variabilità delle essenze trattate (alcune significativamente più dure) può dar luogo a
maggiori sforzi di pellettizzazione e ad una maggiore usura dei rulli pressori e impossibilità
di individuare condizioni ottimali di lavorazione.
Il primo problema potrà essere risolto con opportuno dimensionamento della trafila, con
particolare riferimento alla sua altezza intesa come la altezza dei fori estrusori che dovrà essere
opportunamente calibrata tenuto conto della massima percentuale di sansa che si intende
miscelare con i residui di potature (rapporto 70:30).
Il secondo problema consiglia l’adozione di una trafila e di rulli pressori dimensionati considerando
le caratteristiche del materiale più duro da trattare.
Per la effettiva risoluzione di tali problemi si rimanda ad una opportune campagna di prove
sperimentali.
Visti gli elevati costi delle macchine pellettatrici, ai fini della implementazione dell’impianto di
essiccazione, al fine di contenere opportunamente i costi si sconsiglia la collocazione della stessa
in serie all’impianto; risulta infatti economicamente molto più conveniente l’uso di una
pellettatrice di portata inferiore a quella del sistema (850 kg/h) separando la pellettizzazione dalla
linea stessa mediante introduzione di una operazione di stoccaggio del polverino, che potrà essere
successivamente caricato nella pellettatrice ed essere pellettizzato in tempi anche
significativamente superori a quelli di lavoro dell’impianto (2 mesi per anno).
Per esempio, ipotizzando di pellettizzare il materiale durante tutto l’anno con turni di lavorazione
di 8 ore, i 660 tonnellate di materiale essiccato potrebbero essere lavorate in un tempo di 8 ore x
300 giorni lavorativi = 2400 ore da una pellettizzatrice avente una produttività oraria di 660000 kg/
2400 ore = 275 kg/ora. E’ questo l’ordine di grandezza della macchina che è bene scegliere per
limitare opportunamente i costi dell’impianto. Quasi tutte le cose produttrici di pellettizzatrici
costruiscono macchine professionali a trafila verticale con simili portate orarie.