Piano di Lavoro Guida Tecnica - neolith.domusmarmi.it · Pulpis Onyx. Iron Corten Iron Blue. 0.2...
26
Piano di Lavoro Guida Tecnica
Transcript of Piano di Lavoro Guida Tecnica - neolith.domusmarmi.it · Pulpis Onyx. Iron Corten Iron Blue. 0.2...

Piano di LavoroGuida Tecnica

3
Indice
Guida Tecnica Piano di Lavoro
0.1 Formati e Spessori
1. Manipolazione dei Piani di Lavoro Neolith 0.3 Caratteristiche del Prodotto 0.2 Gamma Colori
3. Parametri di Lavorazione
6. Installazioni
8. Pulizia e Manutenzione dei Piani di Lavoro Neolith
4. Raccomandazioni per il Taglio
5. Raccomandazioni per Bordi e Profili
7. Attrezzi Raccomandati per Lavorazione dei Piani di Lavoro
9. Guida alla Riparazione di Difetti della Superficie Neolith Provocati da Scheggiature
2. Ispezione delle lastre
4.1 Raccomandazioni generali
4.2 Segatrici a ponte, macchinari combinati o simili
4.3 Waterjet
4.4 Macchina CNC
5.1 Lucidatura
5.2 Bordi dei piani di lavoro
5.3 Lavelli
6.1 Rinforzo
6.2 Preparazione armadietti
6.3 Prolungamenti
8.1 Manutenzione
8.2 Detersivi suggeriti per la pulizia delle macchie generiche
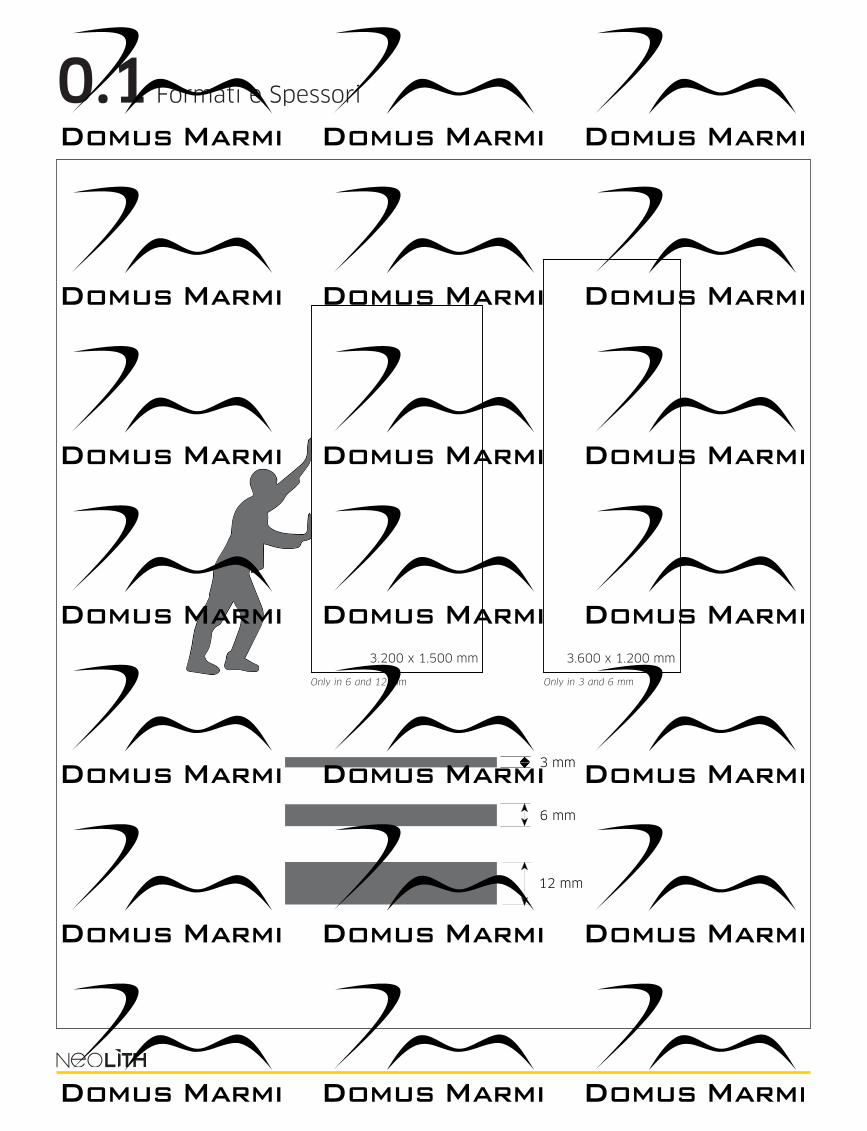
3.200 x 1.500 mm 3.600 x 1.200 mm
Only in 6 and 12 mm Only in 3 and 6 mm
Formati e Spessori0.1

5
BetonArctic White
Nieve
Avorio
Perla
Humo
Moka
Chocolate
Nero
Cobalto
Arancio
Mela
Timber Ice
Pietra di Osso
Timber Ash
Nero Zimabwe
Timber Oak
Timber Night
Nero Assoluto
Textil White
Pietra di Luna
Textil Black
Pietra di Piombo
Phedra
Cement
Lava
Basalt Grey
Basalt Black
Belgian Blue
Barro
Basalt Beige
Arena
Travertino Clasico
Iron Grey
Estatuario
Travertino Navona
Iron Moss
Marfil
Calacatta
Iron Copper
Iron Ash
Pulpis
Onyx
Iron Corten
Iron Blue
Gamma Colori 0.2

Neolith è la superficie sinterizzata compatta più grande disponibile sul mercato. È un prodotto naturale
al 100% composto da feldspato, silice, argilla e altri minerali naturali ed imita un fenomeno che in natura
richiede millenni, concentrandolo in poche ore grazie a un processo di sinterizzazione esclusivo ed
altamente tecnologico. Neolith offre le soluzioni più efficienti per i progetti architettonici più esigenti,
oltre a un’estesa combinazione di colori e finiture che lo rendono un prodotto per designer che può essere
impiegato in varie applicazioni in interni, esterni e arredamenti.
Neolith presenta caratteristiche fisiche che eccellono nell’impiego in qualsiasi applicazione; inoltre, le sue
colorazioni realizzate con pigmenti naturali al 100% resistono invariate al passare del tempo.
Caratteristiche Tecniche:
Leggerezza: Lo spessore delle lastre lo rendono un prodotto estremamente leggero che agevola il
trasporto e la manipolazione, oltre a ridurre il fattore peso nei rivestimenti. 7kg/m2per opzione
da 3 mm.
Impermeabile: il processo di sinterizzazione conferisce alle piastrelle una porosità inferiore allo
0,08%. Non assorbe acqua ed è resistente alle macchie, quindi è ideale per luoghi umidi.
Resistenza UV: essendo naturale al 100%, i suoi colori non svaniscono quando sono esposti alla
luce del sole o ad altre condizioni climatiche estreme.
Resistente alle alte temperature: non brucia a contatto con il fuoco, né emette fumo o sostanze
tossiche quando viene sottoposto ad alte temperature.
Resistenza all’usura: la sua superficie rigida lo rende resistente ai graffi e alle abrasioni quando
viene esposto a condizioni climatiche estreme (come tempeste di sabbia o fenomeni aggressivi
simili).
Resistenza a flessione: l’elevata capacità meccanica lo rende resistente ai pesi elevati e alla
pressione; è quindi anche adatto ad alcune applicazioni curve.
Basso impatto ambientale: composto interamente da materiale naturale, totalmente riciclabile.
Fino a un 52% di materiale riciclato. Certificazione Greenguard, CE, NSF1. Il suo impiego in edifici
garantisce punti LEED al progetto.
Facile da pulire: resistente a qualsiasi tipo di agente di pulizia chimico quali candeggina o
ammoniaca. Se utilizzato in rivestimenti esterni, questa caratteristica si rivela un enorme valore
aggiunto in aree con tassi di inquinamento elevati e a rischio di vandalismo sotto forma di graffiti.
Igienico: considerata la sua porosità praticamente nulla, non innesca la proliferazione di batteri o
funghi che possono provocare allergie o malattie.
Caratteristiche del Prodotto0.3

7
Le piastrelle Neolith devono essere caricate, scaricate e trasportate con carrello elevatore, gru a cavalletto o altri sistemi di sollevamento. In qualsiasi metodo di sollevamento adottato, il carico va sempre bilanciato tenendone in considerazione il centro di gravità.
Nella seguente tabella sono riepilogati i pesi per lastra e per metro quadrato.
Durante lo spostamento e la manipolazione della lastra fare sempre attenzione a non scalfire o provocare rotture. Per sollevare e spostare le singole lastre, The Size raccomanda i seguenti tipi di pinza:
Immagine 1: Pinza
Immagine 3: Asse collocato nella parte
Immagine 2: Lastra Neolith sollevata con pinza [2]
Immagine 4: Manipolazione con pinza
Manipolazione1.
Questa pinza può essere acquistata attraverso TheSize. Si prega di prendere contatto con TheSize per maggiori informazioni.
Nel caso in cui questo tipo di pinza non sia disponibile al momento, utilizzare un’asse di 2 cm di spessore, che misuri circa 3 metri x 20 cm. Infilare l’asse sotto la lastra che si vuole sollevare. Accertarsi che l’asse sia collocata nella parte posteriore della lastra.
1) Collocare la pinza in modo che afferri sia la lastra che l’asse.
2) Stringere la pinza e sollevare con cautela la lastra.
3) Evitare il più possibile cambiamenti di direzione.
FORMATO (mm) 3600 x 1200 3200 x 1500
SPESSORE (mm) 3 3+ 5 5+ 3+3 5+3 5+5 6+ 12
Kg/m2 (Lb/ ft2) 7 (166) 8 (189) 13 (308) 14 (332) 17 (403) 22 (522) 27 (641) 18 (427) 30 (712)
Peso lastra intera (Kg) (Lb)
32 (70) 36 (80) 55 (121) 59 72 94 116 85 143
Table 1: Formati e pesi per spessore

Per spostare varie lastre in una volta sola si raccomanda di utilizzare funi di canapa. Non vanno utilizzate funi metalliche per la manipolazione delle lastre Neolith.
Immagine 5: funi di canapa
Immagine 9: collocazione di una lastra Neolith Immagine 8: collocazione di una lastra Neolith su banco
Immagine 7: spostamento di una lastra Immagine 6: spostamento di una lastra
X
X
9
Prima di cominciare la lavorazione, TheSize raccomanda di pulire la lastra a fondo e di effettuare un’accurata ispezione visiva per verificarne:
• Contaminazioni da pigmenti.
• Bolle, screpolature e fessurazioni.
• Deformazioni.
• Tonalità.
• Qualsiasi altra anomalia che potrebbe essere considerata un difetto.
Questa dovrebbe essere una procedura standard prima di cominciare la fabbricazione: Non verranno accettati reclami per lastre lavorate o posate rivelatesi difettose al momento della consegna.
Ispezione delle lastre2.
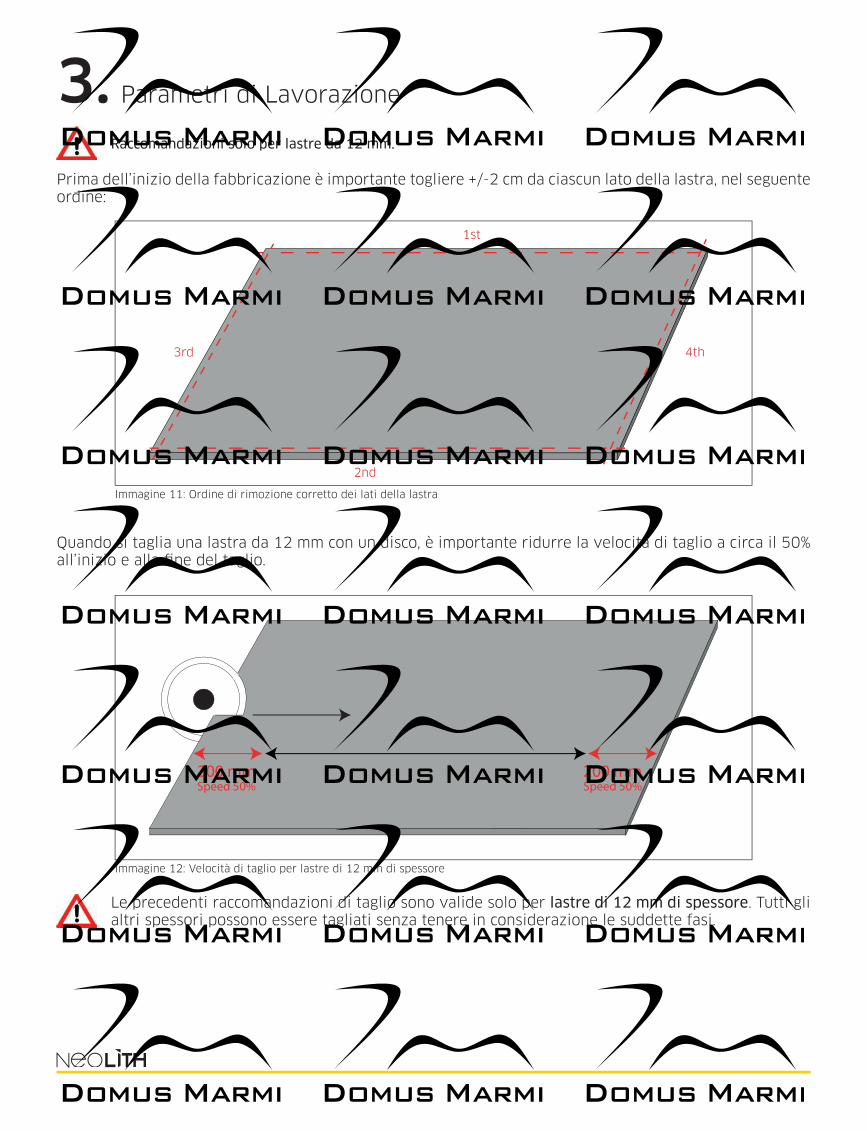
Parametri di Lavorazione3.Raccomandazioni solo per lastre da 12 mm.
Prima dell’inizio della fabbricazione è importante togliere +/-2 cm da ciascun lato della lastra, nel seguente ordine:
Quando si taglia una lastra da 12 mm con un disco, è importante ridurre la velocità di taglio a circa il 50% all’inizio e alla fi ne del taglio.
Le precedenti raccomandazioni di taglio sono valide solo per lastre di 12 mm di spessore. Tutti gli altri spessori possono essere tagliati senza tenere in considerazione le suddette fasi.
1st
4th3rd
2nd
200 mmSpeed 50% Speed 50%
200 mm
Immagine 11: Ordine di rimozione corretto dei lati della lastra
Immagine 12: Velocità di taglio per lastre di 12 mm di spessore

11
I valori indicati sono solo di riferimento, le velocità di taglio o l’abrasione alimentata possono essere regolate in modo da ottenere una fi nitura più netta.
• Punta battuta: Effettuare prima un foro da cui lavorare utilizzando la punta carotatrice. Non calare la punta battuta direttamente sulla superfi cie. Durante i primi due passaggi, togliere solo 0,5 mm, quindi a ogni passaggio potranno essere rimossi 2 mm.
• Punta fresatrice: Non utilizzare l’opzione di oscillazione durante il taglio; potrebbe provocare scheggiature
Spessore (mm)Velocità (mm/min.) diritto
Velocità (mm/min.)
intaglio a cuneoØ DIsco (mm) RPM Surface Speed (m/s)
3 mm 2,5 - 3,0 1,7 - 2,1
300 2500
40350 2200
400 1900
5, 6 and 3+3 mm 2,2 - 2,7 1,5 - 1,9
300 2500
40350 2200
400 1900
5+3 mm 2,0 - 2,4 1,4 - 1,7
300 2500
40350 2200
400 1900
12 mm 1,0 - 1,5 0,7 - 1,0
300 2500
40350 2200
400 1900Tabella 3: parametri disco
Durante il taglio è importante utilizzare elevato fl usso d’acqua di raffreddamento. Accertarsi che l’idrogetto sia diretto all’area di taglio.
Verifi care che il tavolo di taglio sia diritto, a livello e privo di residui. Verifi care che il supporto della lastra sia suffi ciente. Grandi aree non sostenute possono provocare scheggiature durante il taglio.
I modelli più leggeri (Arctic White, Estatuario, Nieve e Avorio) sono più rigidi sui dischi a causa della presenza di determinate materie prime; THESIZE raccomanda di abbassare la velocità di taglio per questi modelli in modo da evitare il surriscaldamento del disco.
Tabella 4: parametri idrogetto per tutti gli spessori
Tabella 5: parametri CNC
Attrezzo Giri Velocità (mm/min.)
Carotaggio 4.500 - 5.500 20
Punta fresatrice 4.500 - 5.500 200
Punta battuta 8.000 - 10.000 300
Disco:
Waterjet:
CNC:
Pressione (bar) Velocità (mm/min) Abrasione alimentata (kg/min)
3800 700 0,38

Raccomandazioni per l’Intaglio4.4.1 Raccomandazioni Generali:
Durante la realizzazione di un intaglio, tenere in considerazione che la distanza minima tra l’intaglio e il bordo della lastra dovrebbe essere di almeno 5 cm.
4.2 Segatrici a Ponte, Macchinari Combinati o Simili:
Raccomandazioni:
• Perforare tutti gli angoli dell’intaglio.
• Abbassare il seghetto alla velocità minima sulla superficie. (10 mm/m)
• Accertarsi che la lama sia affilata e con raffreddamento minimo.
4.3 Waterjet:
È raccomandabile iniziare il taglio internamente e avvicinarsi alla linea di taglio successivamente.
• La distanza tra un foro per un rubinetto e un intaglio dovrebbe essere di almeno 5 cm.
• Tutti gli angoli devono avere un raggio di almeno 3 mm.
• Non lasciare mai angoli di 90º.
5 cm
5 cm
5 cm
Immagine 13: Raccomandazione generale per intagli
Immagine 14: Intagli con idrogetto

13
4.4 Macchina CNC:
Effettuare prima un foro da cui lavorare utilizzando la punta carotatrice. Successivamente utilizzare la punta fresatrice per avvicinarsi alla linea di taglio.
Quando ci si avvicina alla linea di taglio, muoversi in senso ricurvo, non in senso perpendicolare in quanto ciò potrebbe generare una tacca.
Collocare delle ventose attorno e sotto il punto di intaglio, come illustrato nell’immagine (linee puntinate). Collocare inoltre la massima quantità possibile di ventose sotto la lastra per prevenirne lo spostamento.
Immagine 15: Intaglio con CNC
Immagine 16: Intagli con CNC. Collocazione ventose
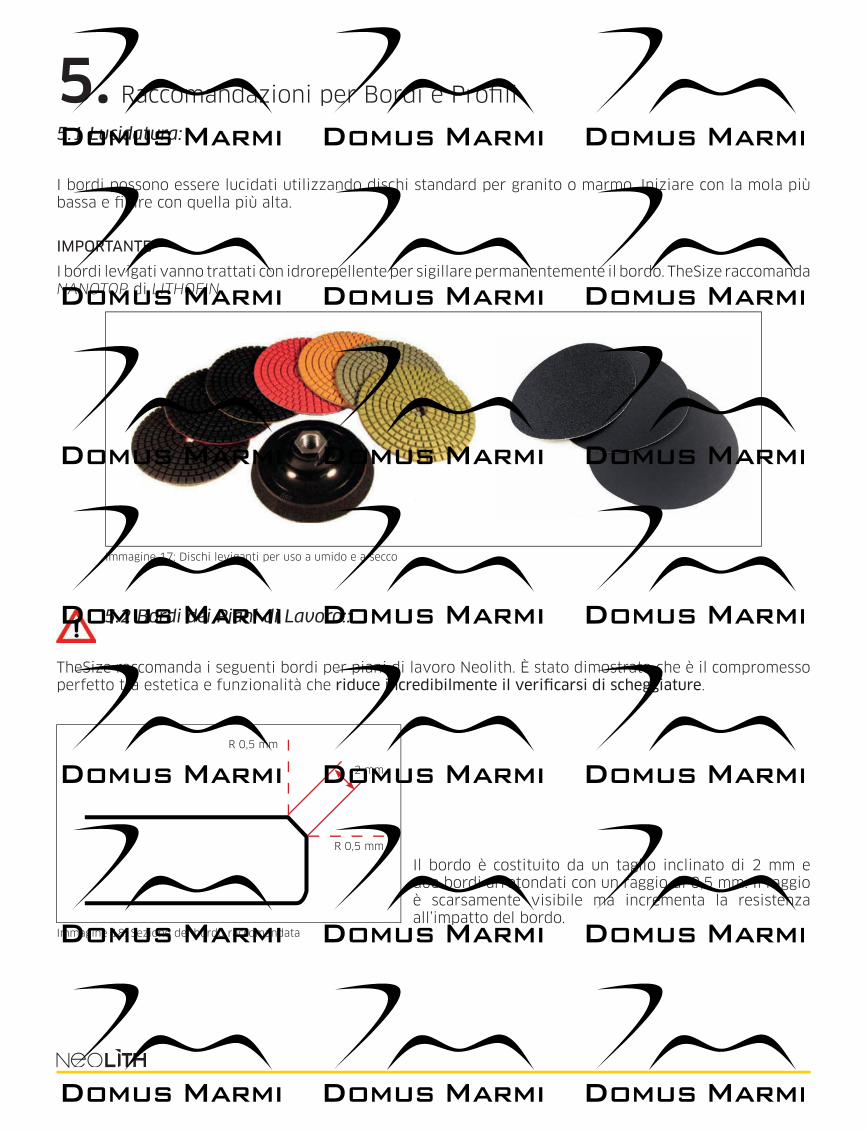
Raccomandazioni per Bordi e Profi li5.5.1 Lucidatura:
I bordi possono essere lucidati utilizzando dischi standard per granito o marmo. Iniziare con la mola più bassa e fi nire con quella più alta.
IMPORTANTE
I bordi levigati vanno trattati con idrorepellente per sigillare permanentemente il bordo. TheSize raccomanda NANOTOP di LITHOFIN.
5.2 Bordi dei Piani di Lavoro::
TheSize raccomanda i seguenti bordi per piani di lavoro Neolith. È stato dimostrato che è il compromesso perfetto tra estetica e funzionalità che riduce incredibilmente il verifi carsi di scheggiature.
Il bordo è costituito da un taglio inclinato di 2 mm e due bordi arrotondati con un raggio di 0,5 mm. Il raggio è scarsamente visibile ma incrementa la resistenza all’impatto del bordo.
R 0,5 mm
R 0,5 mm
2 mm
Immagine 17: Dischi leviganti per uso a umido e a secco
Immagine 18: Sezione del bordo raccomandata
15
5.3 Lavelli:
Per minimizzare il rischio di scheggiature, TheSize raccomanda di realizzare la seguente fi nitura per i lavelli sottopiano:
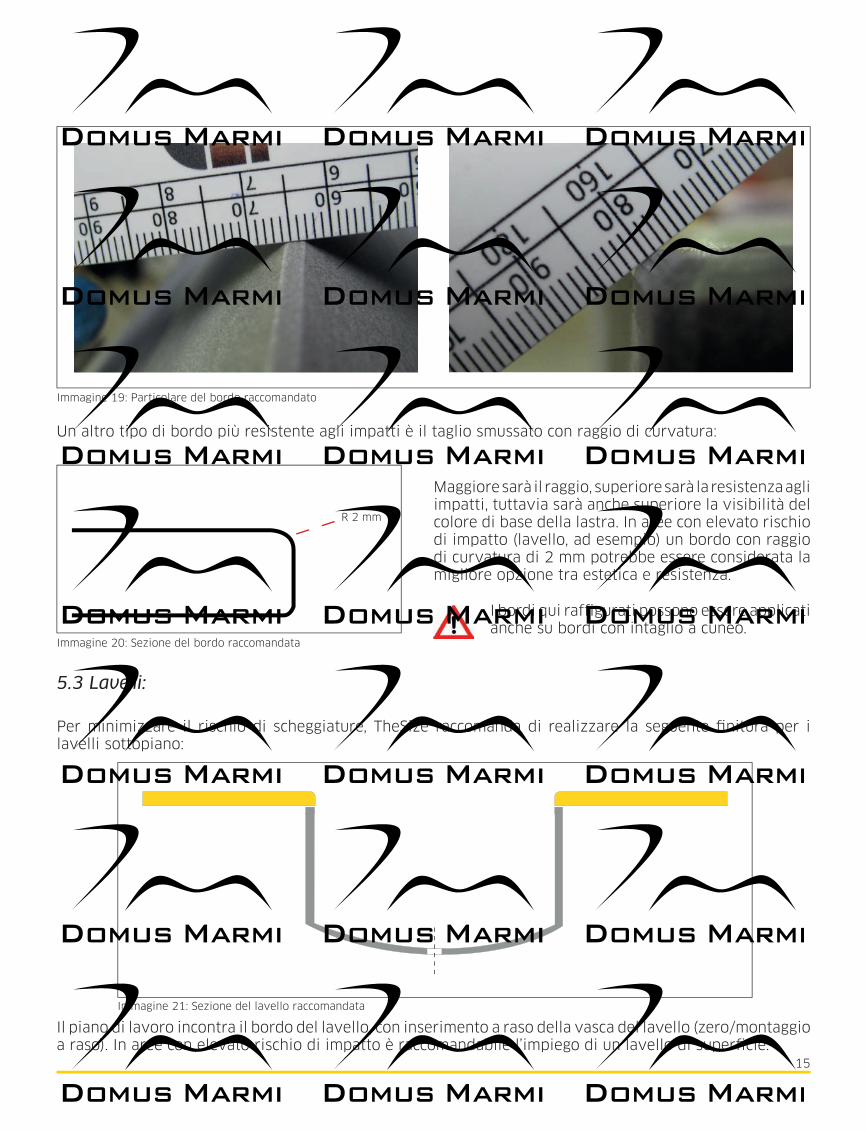
Un altro tipo di bordo più resistente agli impatti è il taglio smussato con raggio di curvatura:
Maggiore sarà il raggio, superiore sarà la resistenza agli impatti, tuttavia sarà anche superiore la visibilità del colore di base della lastra. In aree con elevato rischio di impatto (lavello, ad esempio) un bordo con raggio di curvatura di 2 mm potrebbe essere considerata la migliore opzione tra estetica e resistenza.
R 2 mm
Il piano di lavoro incontra il bordo del lavello, con inserimento a raso della vasca del lavello (zero/montaggio a raso). In aree con elevato rischio di impatto è raccomandabile l’impiego di un lavello di superfi cie.
I bordi qui raffi gurati possono essere applicati anche su bordi con intaglio a cuneo.
Immagine 19: Particolare del bordo raccomandato
Immagine 20: Sezione del bordo raccomandata
Immagine 21: Sezione del lavello raccomandata

Installazione6.6.1 Rinforzo:
Gli intagli che non dispongono di un sostegno solido sotto la superficie vanno rinforzati con materiale idoneo come listelli di graniti, staffe di alluminio o strisce di poliuretano espanso ad alta densità.
Fabbricare supporti dal fondo fino alla parte anteriore, sotto il piano di lavoro, da situarsi ogni +/- 600 mm. Se un intaglio è superiore ai 600 mm, è auspicabile l’installazione di un rinforzo lungo tutto il perimetro.
6.2 Preparazione armadietti:
Preparazione:
1. Collocare tutte le sezioni fabbricate del piano di lavoro sugli armadietti, senza adesivo. Verificare che tutte le sezioni siano di dimensioni corrette; conformare secondo gli armadietti e le pareti.
2. Utilizzare cunei per mettere a livello il piano di lavoro e riempire gli spazi tra il piano di lavoro e gli armadietti con silicone naturale.
3. Verificare che il piano di lavoro sia diritto e a livello.
4. Compiere un’ultima ispezione visiva per accertarsi che il piano di lavoro sia correttamente collocato.
Sigillatura tra piano di lavoro e parete:
1. Rimuovere eventuali residui.
2. Riempire l’interstizio con abbondante silicone.
Immagine 22: Rinforzi raccomandati

17
6.3 Prolungamenti:
I piani di lavoro normalmente sporgono dalla cornice anteriore degli armadietti fino ad arrivare esattamente sopra le porte. Questa parte è detta prolungamento. Le cornici per armadietti standard sono profonde 60 cm con porte di spessore che va da 1,5 cm a 2,5 cm. In maggioranza i piani di lavoro hanno una sporgenza di 2,5 cm per creare una profondità standard di +/- 63 cm.
Se c’è spazio e si desidera creare una superficie aggiuntiva è possibile estendere il prolungamento. È importante ricordare che i piani di lavoro con prolungamenti estesi potrebbero richiedere un supporto aggiuntivo.
Prolungamento massimo:
• Senza bordo di protezione:
piani di lavoro da 12 mm 15 cm.
piani di lavoro 5+3 cm 10 cm.
• Bordi con intaglio a cuneo rinforzati:
12 mm e 5+3 piano di lavoro 30 cm*
* Considerando che il piano di lavoro è stato rinforzato lungo tutto il bordo e con supporti dal fondo fino alla facciata ogni 600 mm.
Prolungamento standard
<10 cm >10 cm
Prolungamento esteso Prolungamento esteso c/supporto
Immagine 23: Prolungamenti

Attrezzi Raccomandati per Lavorazione dei Piani di Lavoros7.
Lame:
Lame segmentate per porcellana
Disco da mola con diamante galvanizzato, tipo G100 e G40:
Rifinitura e raffilatura dei bordi.
Piastra di feltro
Dischi velcrati in carburo di silicio:
Dischi velcrati in carburo di silicio per uso a secco.Mola 60, 120, 220, 400.Cod: a seconda dei diametri e delle mole.
Dischi velcrati in carburo di silicio:
Dischi in carburo di silicone velcro per uso a umido.
Bisellatura e pre-molatura dei bordi:
Mola a tazza, media, grana 60.Ref. 720-061
Ø 300 Ref. 720-172Ø 350 Ref. 720-174Ø 400 Ref. 720-176
Ø 125 Ref. 720-181Ø 180 Ref. 720-064
Mola fine G40, Ref. 720-008Mola Dura G100, Ref. 720-009
19
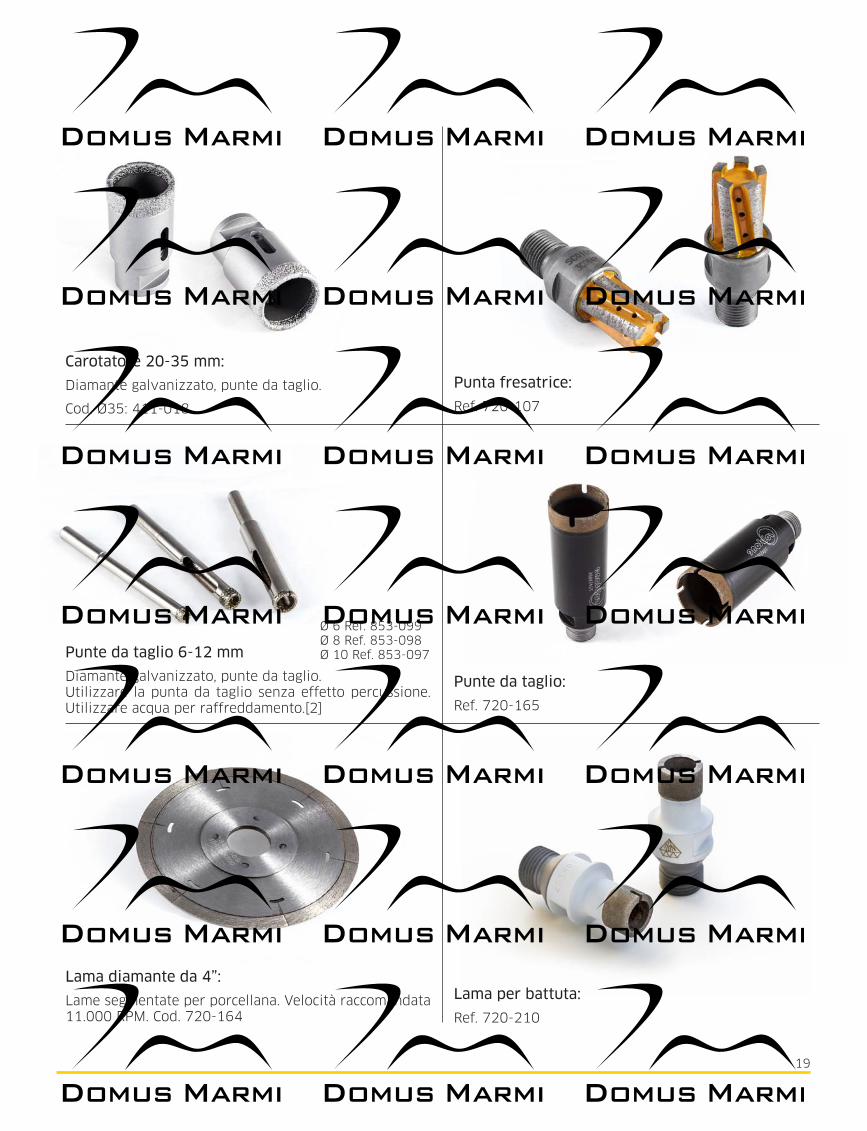
Carotatore 20-35 mm:
Diamante galvanizzato, punte da taglio.
Cod. Ø35: 411-018
Punte da taglio 6-12 mm
Diamante galvanizzato, punte da taglio.Utilizzare la punta da taglio senza effetto percussione. Utilizzare acqua per raffreddamento.[2]
Punta fresatrice:
Ref. 720-107
Punte da taglio:
Ref. 720-165
Lama per battuta:
Ref. 720-210
Lama diamante da 4”:
Lame segmentate per porcellana. Velocità raccomandata11.000 RPM. Cod. 720-164
Ø 6 Ref. 853-099Ø 8 Ref. 853-098Ø 10 Ref. 853-097
Pulizia e Manutenzione dei Piani di Lavoro Neolith8.8.1 Manutenzione:
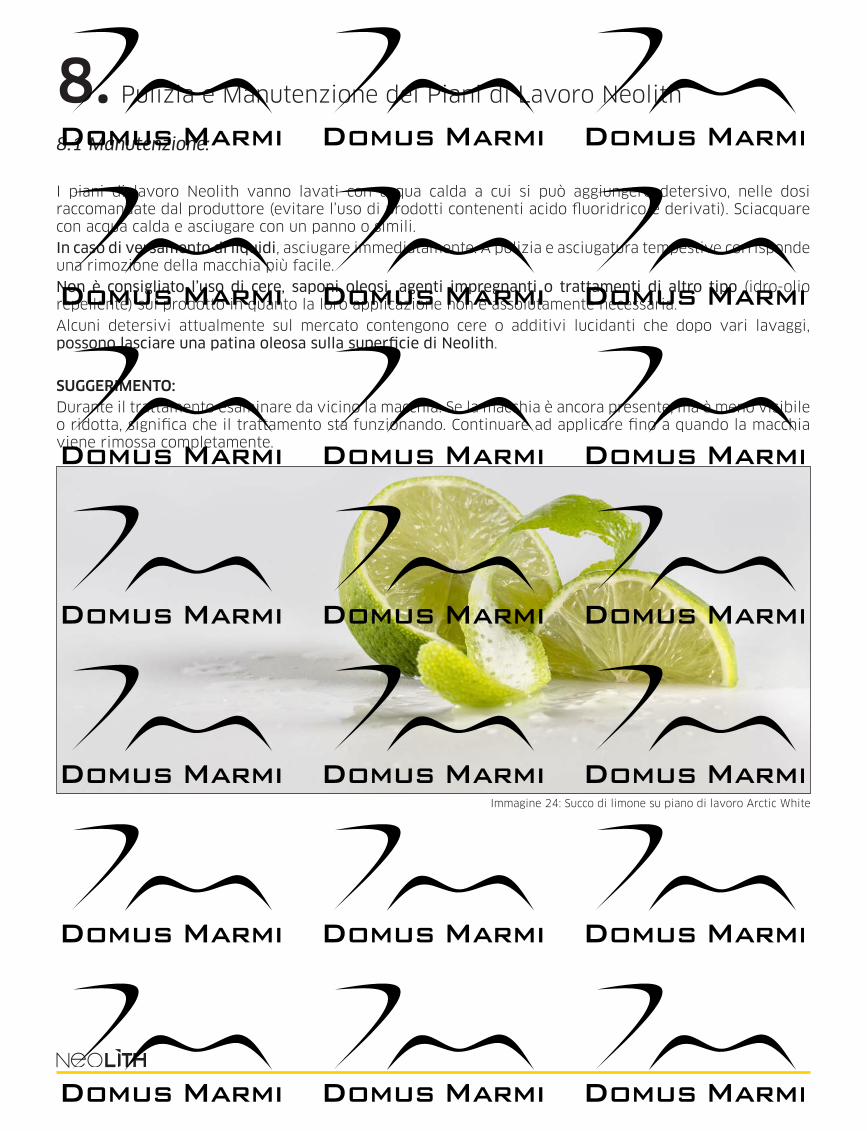
I piani di lavoro Neolith vanno lavati con acqua calda a cui si può aggiungere detersivo, nelle dosi raccomandate dal produttore (evitare l’uso di prodotti contenenti acido fluoridrico e derivati). Sciacquare con acqua calda e asciugare con un panno o simili.In caso di versamento di liquidi, asciugare immediatamente. A pulizia e asciugatura tempestive corrisponde una rimozione della macchia più facile.Non è consigliato l’uso di cere, saponi oleosi, agenti impregnanti o trattamenti di altro tipo (idro-olio repellente) sul prodotto in quanto la loro applicazione non è assolutamente necessaria.Alcuni detersivi attualmente sul mercato contengono cere o additivi lucidanti che dopo vari lavaggi, possono lasciare una patina oleosa sulla superficie di Neolith.
SUGGERIMENTO:Durante il trattamento esaminare da vicino la macchia. Se la macchia è ancora presente, ma è meno visibile o ridotta, significa che il trattamento sta funzionando. Continuare ad applicare fino a quando la macchia viene rimossa completamente.
Immagine 24: Succo di limone su piano di lavoro Arctic White

21
8.3 Detersivi suggeriti per pulire le macchie generiche:
Alcuni prodotti non possono essere rimossi con una procedura di pulizia standard e pertanto è necessario utilizzare procedure specifi che a seconda della loro tipologia. È molto importante la durata della permanenza della macchia sulla superfi cie, per questo è consigliabile pulire l’area interessata il più presto possibile. In questo modo si evita che la macchia si secchi, rendendo più agevole la pulizia.
Segue un elenco delle sostanze idonee per la rimozione delle macchie:
Tipi di macchie Tipi di detersivi
Grasso Alcalino / Solvente
Olio Solvente
Inchiostro Ossidante / Solvente
Ruggine Acido
Calce Acido
Cemento Acido
Vino Alcalino / Acido
Caffè Alcalino / Solvente
Gomma Solvente
Gesso Acido
Mastici epossidici Solvente
Cera di candela Solvente
Iodio Ossidante
Sangue Ossidante
Gelato Alcalino
Resina Solvente
Succo di frutta Ossidante
Pennarello indelebile Solvente
Graffi con alluminio Acido
Acido: Prodotti di pulizia acidi: decalcifi canti, prodotti per rimozione del cemento… Alcalini: Prodotti di pulizia di base: ammoniaca, sgrassanti... Solventi: solventi universali, acquaragia, trementina, acetone, alcol...Ossidanti: Perossido di idrogeno diluito o candeggina …
Immagine 25: Macchie di caffè su piano di lavoro Arctic White
Avvertenza:
Rispettare sempre i dosaggi e i tempi raccomandati dal produttore.
Avvertenza:

Guida per la riparazione di difetti della superficie Neolith provocati dal taglio9.Le superfici di ceramica possono subire danni per ragioni varie. In molti casi i danni sono dovuti all’impatto con oggetti pesanti, come le pentole.
Passo 1:La seguente guida spiega come riparare una superficie scheggiata. Tenere presente che la riparazione perfetta è impossibile in quanto è molto difficile far combinare la tonalità e la tessitura della superficie con la resina epossidica acrilica.
Passo 2:Miscelare i due componenti epossidici; aggiungere il colore in modo da far assumere alla resina epossidica la tonalità più simile possibile al vostro piano di lavoro Neolith.
SUGGERIMENTO: Pianificare le riparazioni di tutte le scheggiature in una sola volta dato che la resina epossidica si indurisce rapidamente. Miscelare solo la quantità sufficiente al riempimento delle scheggiature, con una piccola riserva: la resina epossidica non può essere conservata dopo la miscelazione.
Immagine 26: Scheggiatura della superficie e del bordo
Immagine 27: Kit riparazione
23
Guida per la riparazione di difetti della superficie Neolith provocati dal taglio
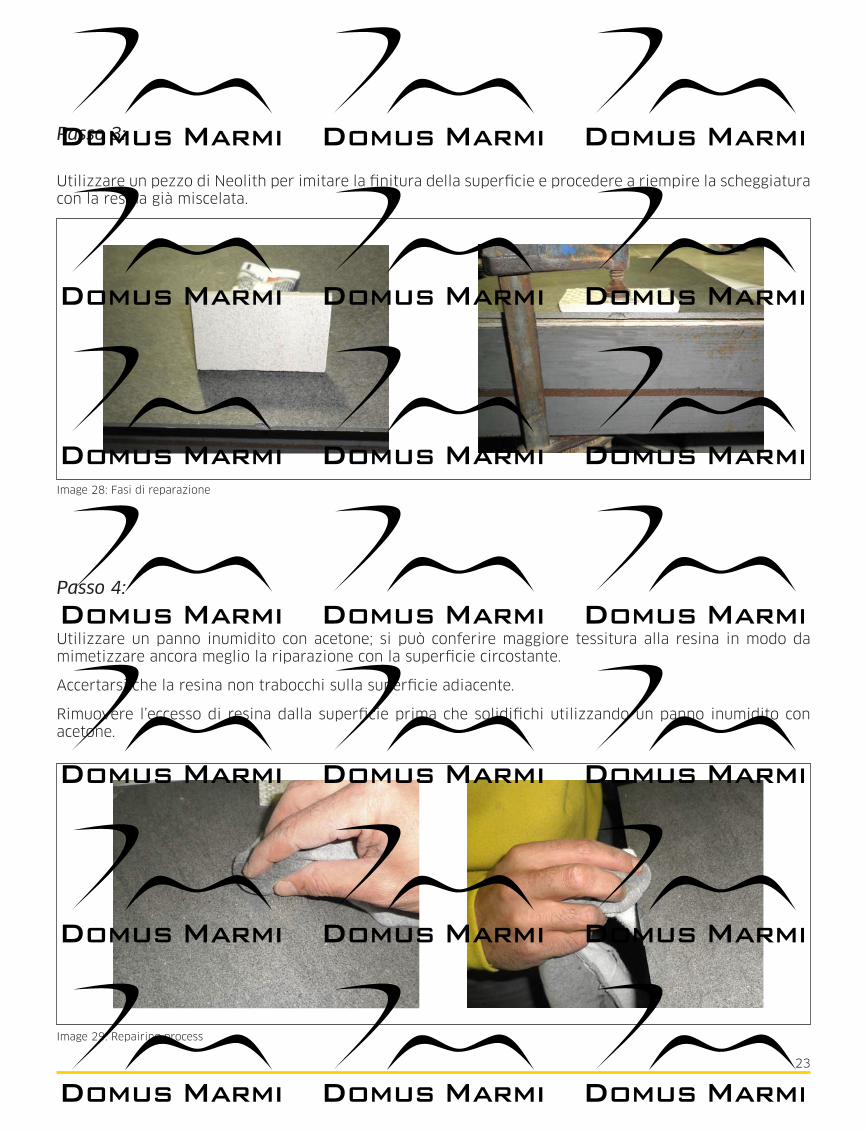
Passo 3:
Utilizzare un pezzo di Neolith per imitare la finitura della superficie e procedere a riempire la scheggiatura con la resina già miscelata.
Passo 4:
Utilizzare un panno inumidito con acetone; si può conferire maggiore tessitura alla resina in modo da mimetizzare ancora meglio la riparazione con la superficie circostante.
Accertarsi che la resina non trabocchi sulla superficie adiacente.
Rimuovere l’eccesso di resina dalla superficie prima che solidifichi utilizzando un panno inumidito con acetone.
Image 28: Fasi di reparazione
Image 29: Repairing process
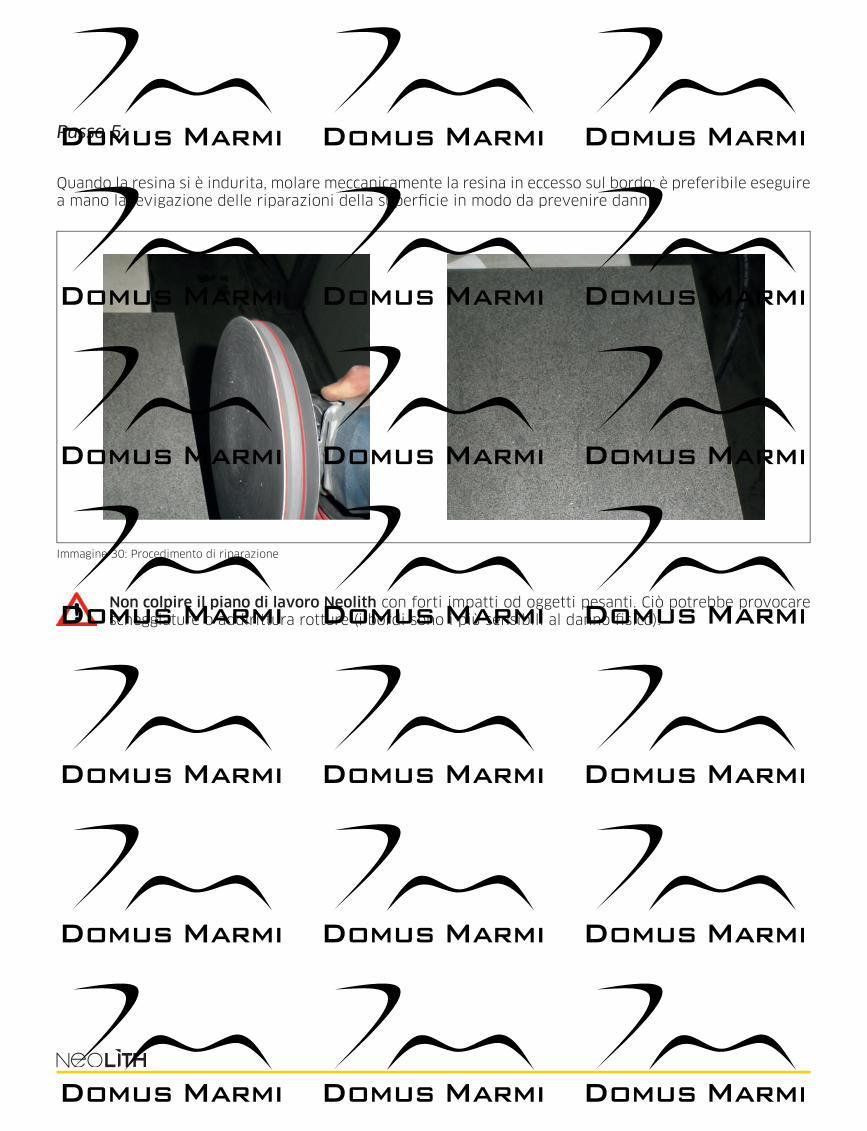
Passo 5:
Quando la resina si è indurita, molare meccanicamente la resina in eccesso sul bordo; è preferibile eseguire a mano la levigazione delle riparazioni della superfi cie in modo da prevenire danni.
Immagine 30: Procedimento di riparazione
Non colpire il piano di lavoro Neolith con forti impatti od oggetti pesanti. Ciò potrebbe provocare scheggiature o addirittura rotture (i bordi sono i più sensibili al danno fi sico).
25
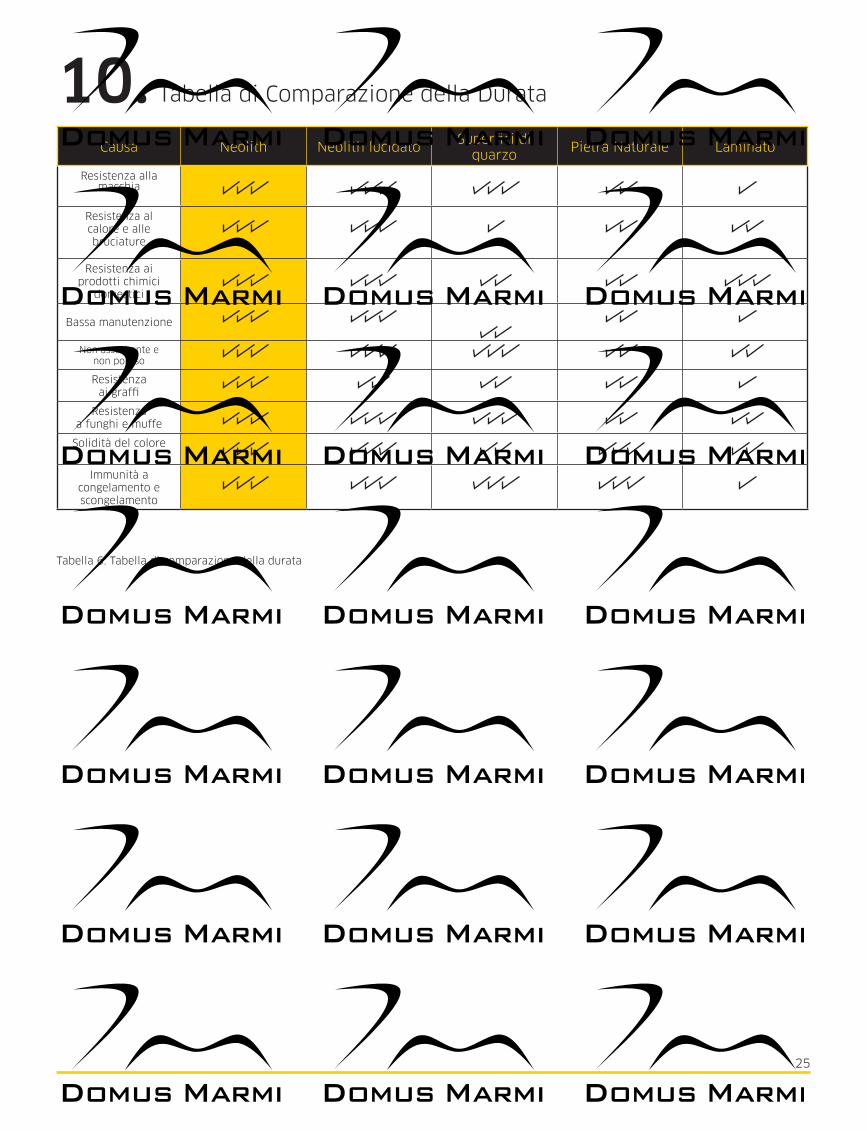
Tabella di Comparazione della Durata10.Causa Neolith Neolith lucidato
Superfici di quarzo
Pietra Naturale Laminato
Resistenza alla macchia
Resistenza al calore e alle bruciature
Resistenza ai prodotti chimici
domestici
Bassa manutenzione
Non assorbente e non poroso
Resistenza ai graffi
Resistenza a funghi e muffe
Solidità del colore
Immunità acongelamento e scongelamento
Tabella 6: Tabella di comparazione della durata
THESIZE SURFACES S.L.P.I. Camí Fondo, Supoi 8. C/ Dels Ibers. 31 CP-12550 Almassora (Castellón) Spain
+34 964 652 [email protected]
www.neolith.com