La maglieria circolare - UniBG · CAMME MAGLIA Regolazione formazione maglia mediante motorini...
69
1 Università degli Studi di Bergamo – Facoltà di Ingegneria A.A. 2009-2010 Tecnologia tessile III: maglieria e confezione Sabato 10 Aprile 2010 La maglieria circolare Dr. Sc. Matteo Castiglioni 1
Transcript of La maglieria circolare - UniBG · CAMME MAGLIA Regolazione formazione maglia mediante motorini...
1
Università degli Studi di Bergamo – Facoltà di Ingegneria
A.A. 2009-2010
Tecnologia tessile III: maglieria e confezione
Sabato 10 Aprile 2010
La maglieria circolare
Dr. Sc. Matteo Castiglioni
1
2
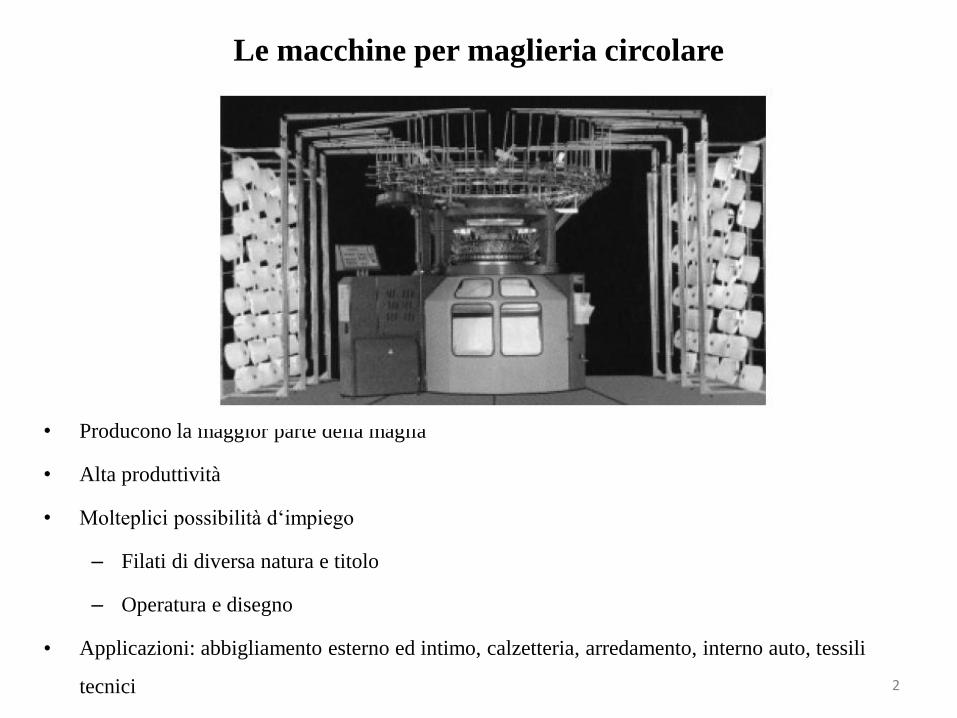
Le macchine per maglieria circolare
• Producono la maggior parte della maglia
• Alta produttività
• Molteplici possibilità d„impiego
– Filati di diversa natura e titolo
– Operatura e disegno
• Applicazioni: abbigliamento esterno ed intimo, calzetteria, arredamento, interno auto, tessili
tecnici
3
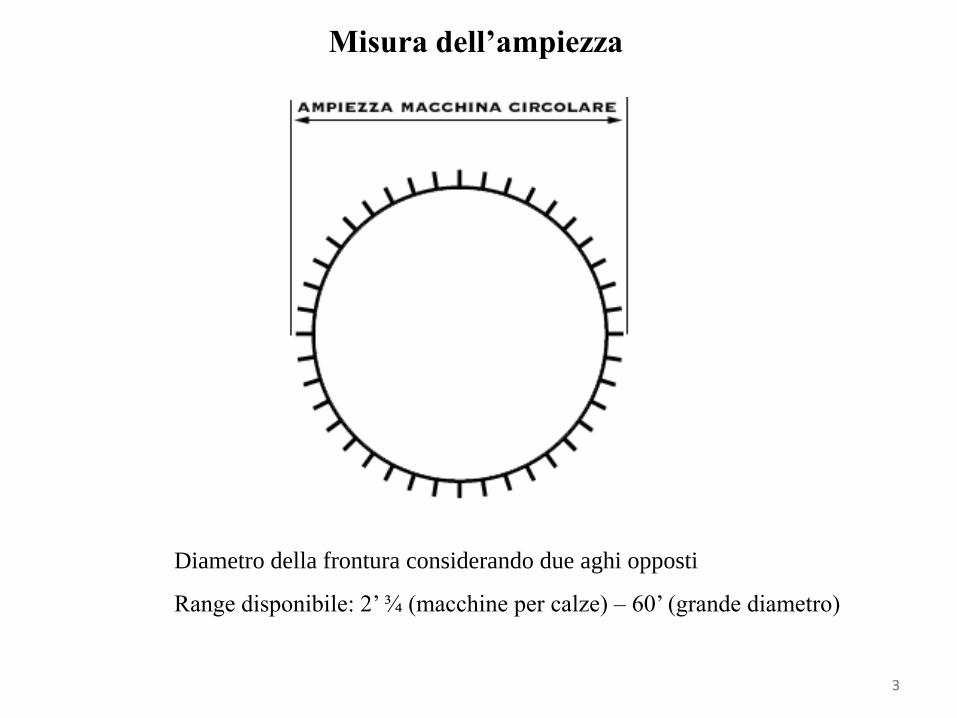
Misura dell’ampiezza
Diametro della frontura considerando due aghi opposti
Range disponibile: 2‟ ¾ (macchine per calze) – 60‟ (grande diametro)
3
4
Le taglie delle macchine
• Macchine a grande diametro: (mediamente 24-40„„)
• Macchine a medio diametro (mediamente 8-22„„)
• Macchine a piccolo diametro (mediamente 3-6„„)
5
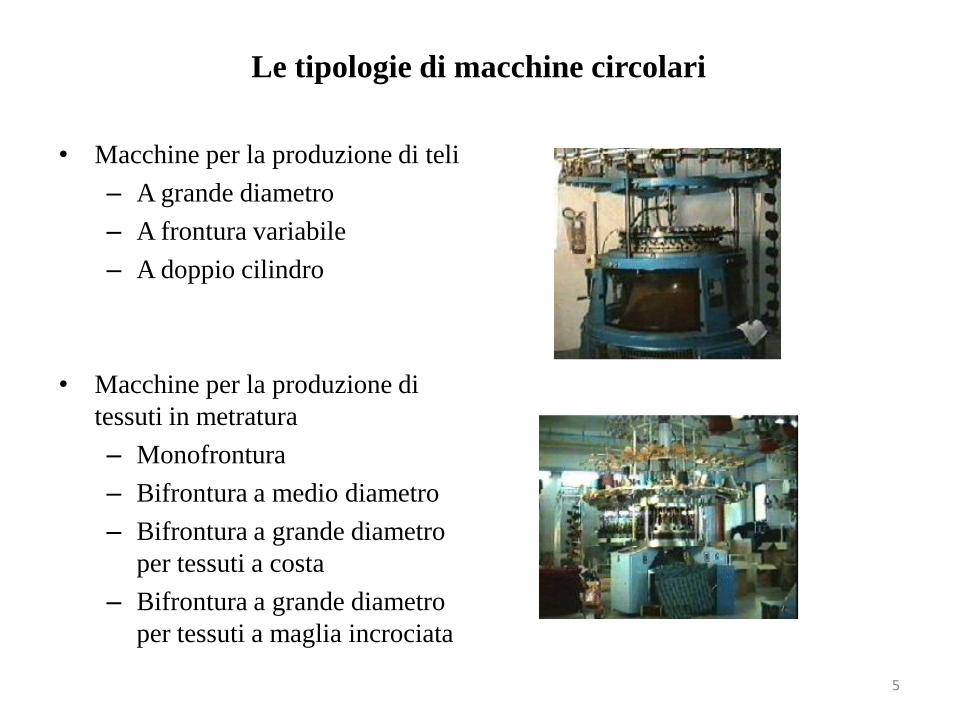
Le tipologie di macchine circolari
• Macchine per la produzione di teli
– A grande diametro
– A frontura variabile
– A doppio cilindro
• Macchine per la produzione di
tessuti in metratura
– Monofrontura
– Bifrontura a medio diametro
– Bifrontura a grande diametro
per tessuti a costa
– Bifrontura a grande diametro
per tessuti a maglia incrociata
6
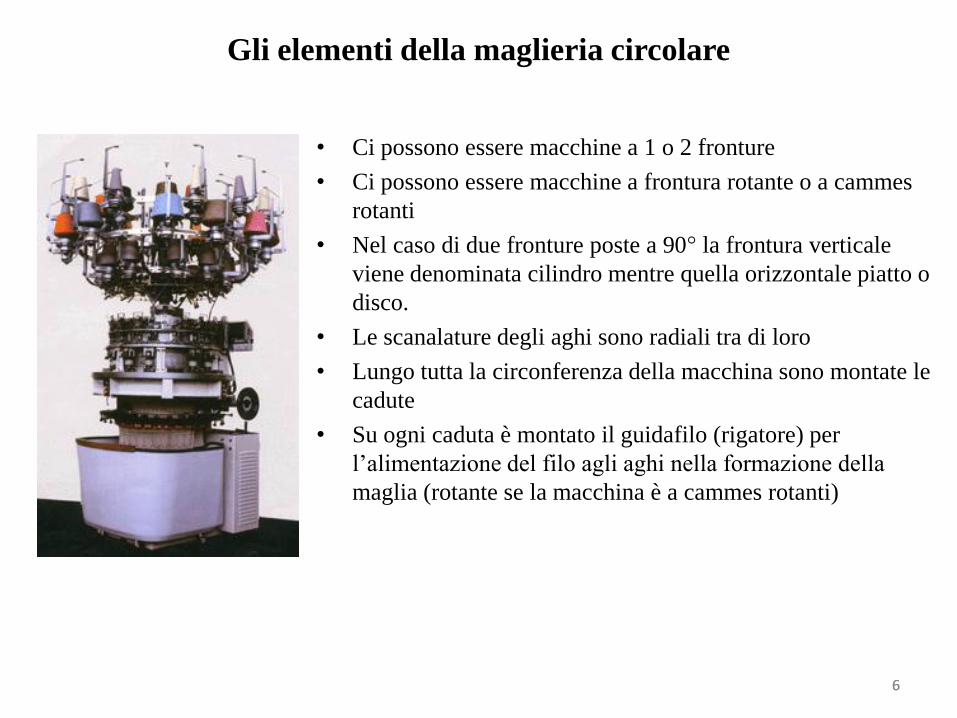
Gli elementi della maglieria circolare
• Ci possono essere macchine a 1 o 2 fronture
• Ci possono essere macchine a frontura rotante o a cammes
rotanti
• Nel caso di due fronture poste a 90° la frontura verticale
viene denominata cilindro mentre quella orizzontale piatto o
disco.
• Le scanalature degli aghi sono radiali tra di loro
• Lungo tutta la circonferenza della macchina sono montate le
cadute
• Su ogni caduta è montato il guidafilo (rigatore) per
l‟alimentazione del filo agli aghi nella formazione della
maglia (rotante se la macchina è a cammes rotanti)
6
7
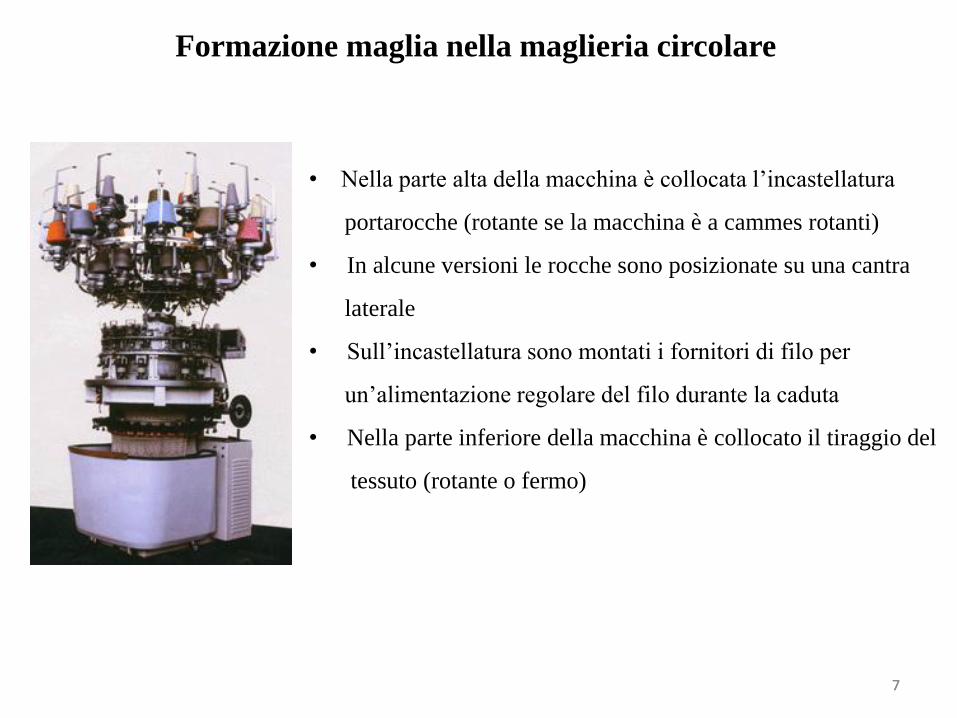
Formazione maglia nella maglieria circolare
• Nella parte alta della macchina è collocata l‟incastellatura
portarocche (rotante se la macchina è a cammes rotanti)
• In alcune versioni le rocche sono posizionate su una cantra
laterale
• Sull‟incastellatura sono montati i fornitori di filo per
un‟alimentazione regolare del filo durante la caduta
• Nella parte inferiore della macchina è collocato il tiraggio del
tessuto (rotante o fermo)
7
8
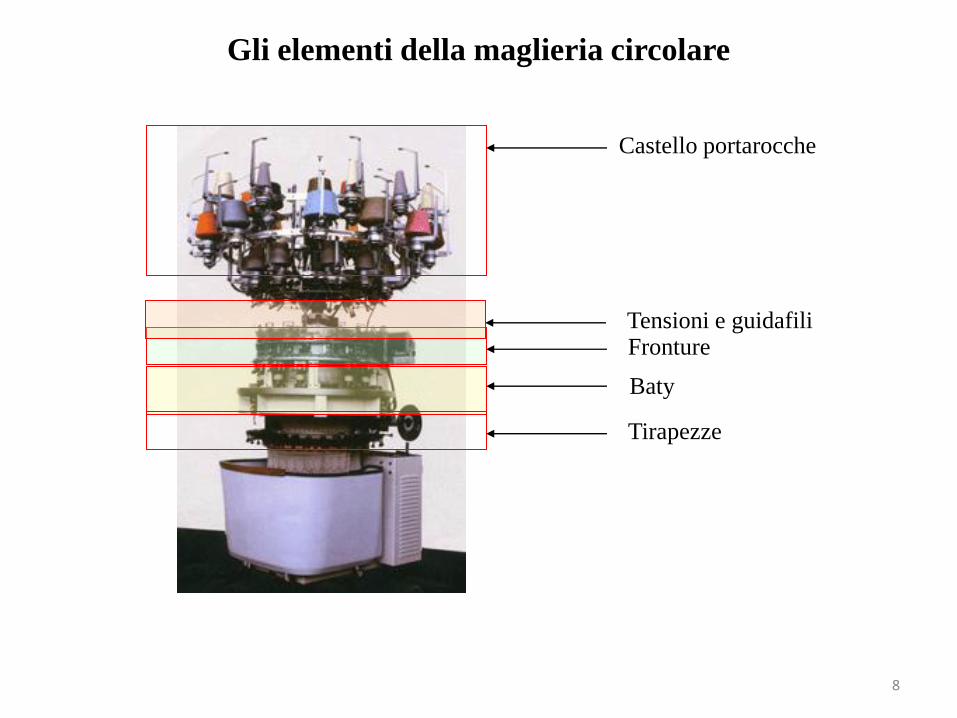
Gli elementi della maglieria circolare
Baty
Fronture
Castello portarocche
Tensioni e guidafili
Tirapezze

9
Le fronture
Sono disposte lungo tutta la circonferenza della frontura.
Sono costituite da cammes o triangoli (simili ma diverse da quelle rettilinee)
Possono avere una o più cadute.
9
10
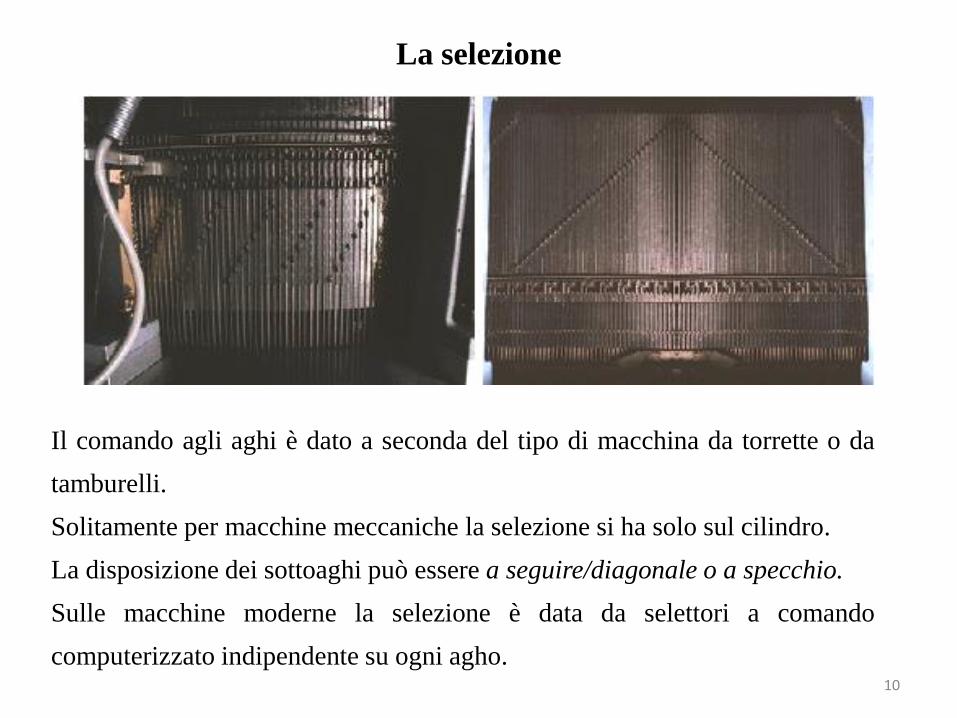
La selezione
Il comando agli aghi è dato a seconda del tipo di macchina da torrette o da
tamburelli.
Solitamente per macchine meccaniche la selezione si ha solo sul cilindro.
La disposizione dei sottoaghi può essere a seguire/diagonale o a specchio.
Sulle macchine moderne la selezione è data da selettori a comando
computerizzato indipendente su ogni agho.

11
La selezione
Selezione ago per ago anche per piatto e cilindro.
La selezione elettromagnetica rappresenta la tecnologia più utilizzata
12
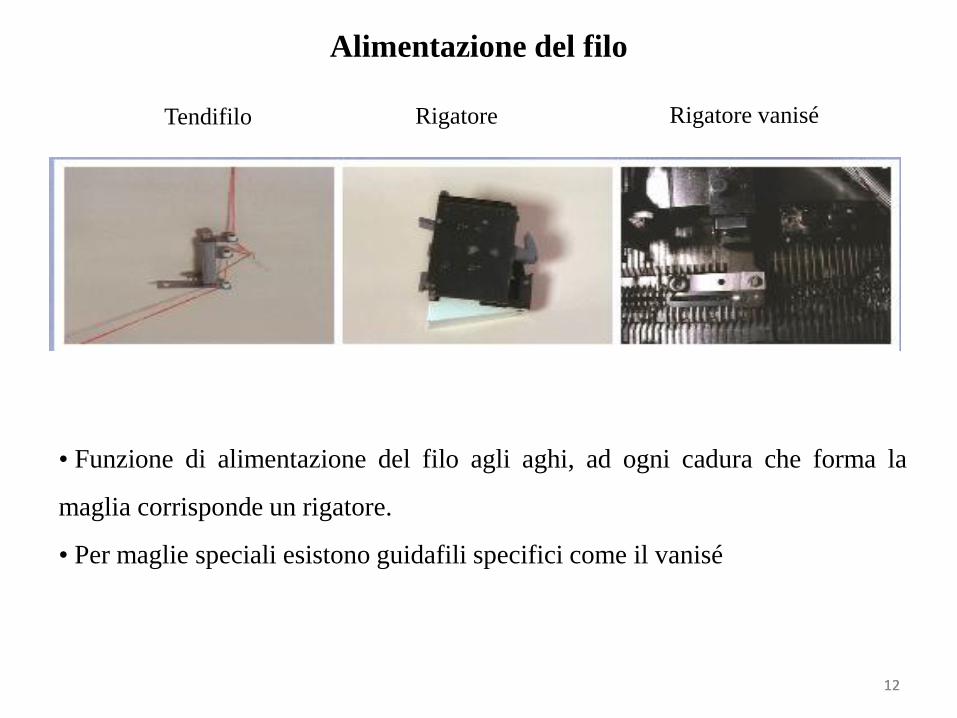
Alimentazione del filo
12
Tendifilo Rigatore Rigatore vanisé
• Funzione di alimentazione del filo agli aghi, ad ogni cadura che forma la
maglia corrisponde un rigatore.
• Per maglie speciali esistono guidafili specifici come il vanisé

13
Video tirapezza
13
14
Il trasporto dal cilindro al piatto nelle macchine circolari a
grande diametro
Video trasporto
14
Possibilità di trasporto dal cilindro al piatto e viceversa.
Nelle macchine moderne è possibile avere cadute che facciano
maglia e trasporto in modo intercalato.
Cd Groz Beckert
loop transfer
15
Elementi speciali: l‘utilizzo della pinza e forbice
Video
• Posizionato prima del primo ago e dopo l„ultimo, permette di
agganciare il filo all„inizio del lavoro e di tagliarlo alla fine del
rango.
• Serve per aumentare e diminuire il campo di lavoro a
piacimento.
• E„ importante l„utilizzo del tirapezza a piccoli settori che
permette di avere il tiraggio solo sugli aghi in lavoro

16
Macchine a grande diametro per teli
• Realizzazione del tessuto fino all„altezza desiderata (altezza della taglia) e
poi dopo opportuni comandi ricominciare per produrre un telo nuovo.
• Il mantello delle cammes ruota mentre le fronture restano ferme. Questo
implica che tutti gli aghi lungo la circonferenza sono in lavoro con
possibili scarti in fase di confezionamento.
• Alimentazione tramite fornitori compensatori per avere la medesima
alimentazione ed evitare barrature sul tessuto

17
Macchine a grande diametro
• Tessuti in pezza di forma tubolare
• Teli (simili a quelli da macchine rettilinee)
Solitamente il mantello delle cammes ruota e gli aghi rimangono fissi lungo la
circonferenza (campo di lavoro fisso)
18
Macchine a medio diametro
• Tessuti in pezza di forma tubolare di misura definita in base
alle taglie
• In tessuto continuo o in capi con bordo e filo di separazione
per maglieria intima
19
Macchine a frontura variabile
• La macchina ha le cammes fisse e le fronture che ruotano.
• Il castello portarocche è fisso e viene denominato cantra.
• Permette di ottenere teli ad altezza di taglia e di ridurre il
numero
• di aghi in lavoro per ridurre la larghezza del telo da ottenere.
• L„alimentazione del filo è controllata da alimentatori
• compensatori per avere una tensione regolare su tutte le cadute.
Video aghi mobili

20
Macchine per calze
• Macchine a diametro corrispondente alla
calza
• Possibilità di creazione del tallone con un
movimento della frontura automatizzato
• Alta produttività
• Normalmente utilizzano una lavorazione
sigle jersey
21
Macchine single jersey
• Macchine monofrontura
• Utilizzano l„ausilio di platine di abbattitura
• Ruotano solitamente le fronture e rimane fermo il mantello delle
cammesVideo single jersey
Cd Groz Beckert (latch
needle-loopform)
22
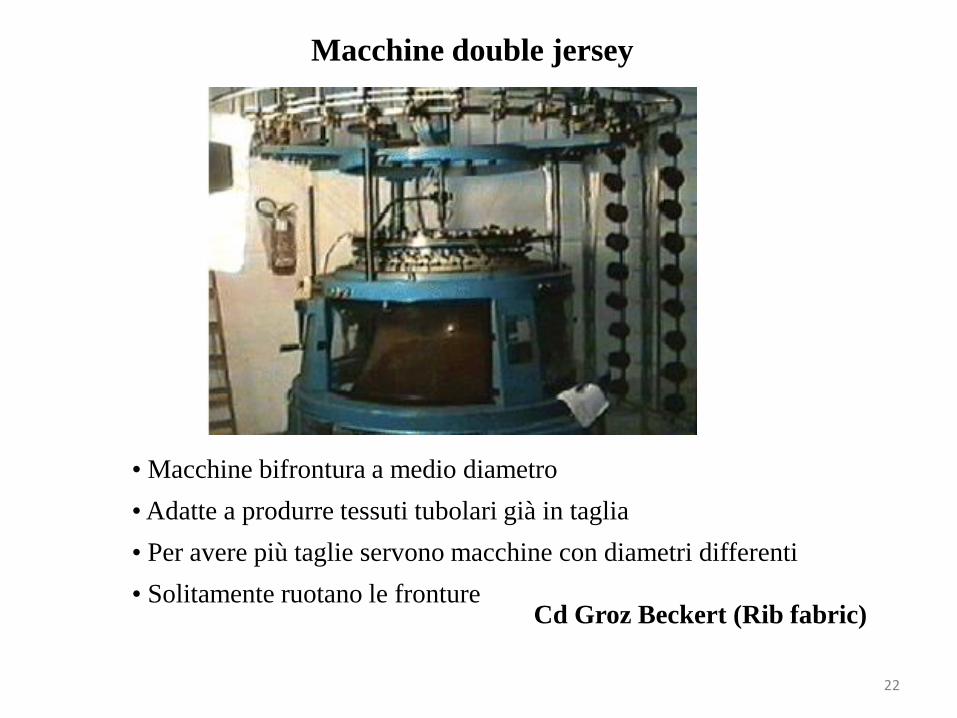
Macchine double jersey
• Macchine bifrontura a medio diametro
• Adatte a produrre tessuti tubolari già in taglia
• Per avere più taglie servono macchine con diametri differenti
• Solitamente ruotano le frontureCd Groz Beckert (Rib fabric)

23
Macchine a doppio cilindro
Video liks-links
• Macchine specifiche per la produzione di maglie diritte e rovesce (tipo links-links).
• Dotate di due fronture dette cilindro superiore e cilindro inferiore e di una sola zona di
aghi a doppio uncino.
• La particolarità è che si possono trasferire gli aghi da una frontura all„altra.
• Le macchine sono di solito a grande diametro e senza la possibilità di variare il
numero di aghi in lavoro.
• Sono macchine in cui ruota il mantello delle cammes e restano ferme le fronture.
• Assieme alle cammes gira anche il castello portarocche.
24
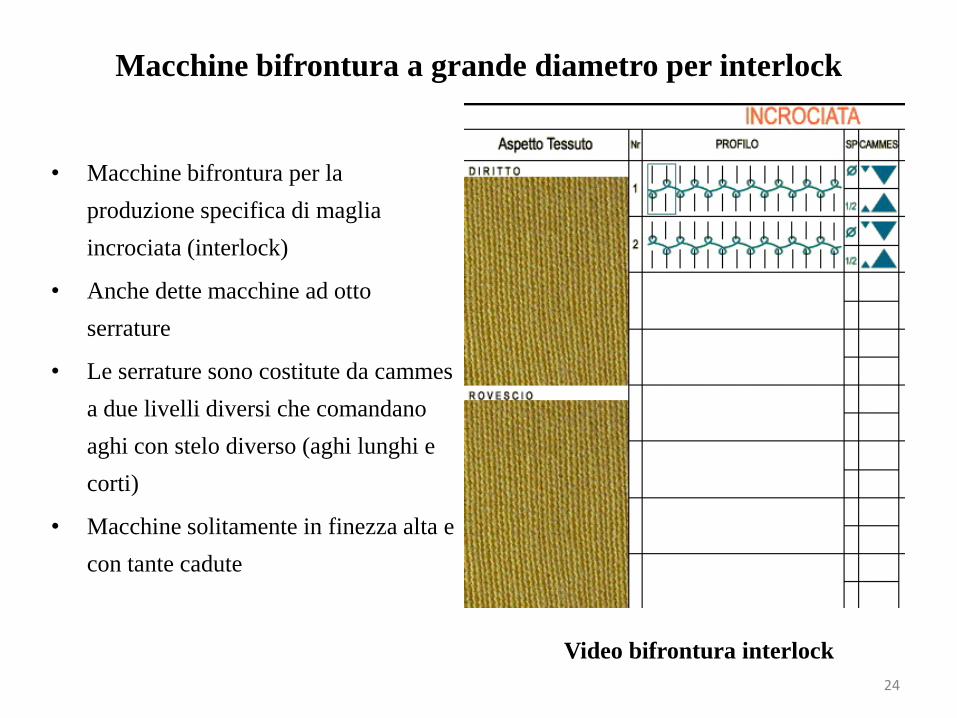
Macchine bifrontura a grande diametro per interlock
• Macchine bifrontura per la
produzione specifica di maglia
incrociata (interlock)
• Anche dette macchine ad otto
serrature
• Le serrature sono costitute da cammes
a due livelli diversi che comandano
aghi con stelo diverso (aghi lunghi e
corti)
• Macchine solitamente in finezza alta e
con tante cadute
Video bifrontura interlock
2525
26
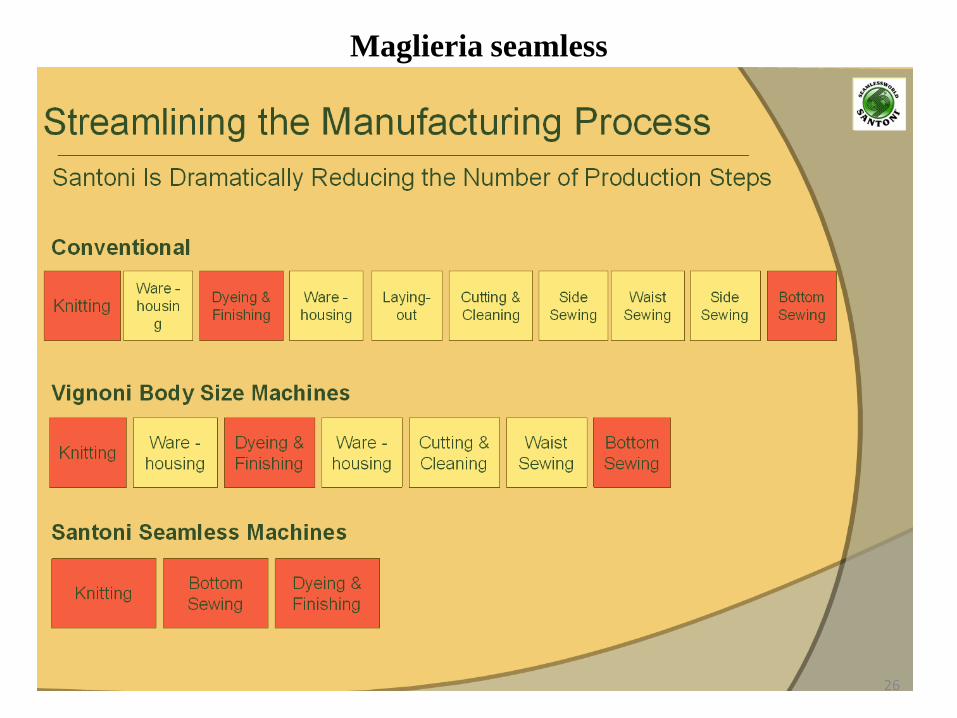
Maglieria seamless
26

2727
Fili utilizzati nella maglieria seamless
28
Le caratteristiche dei fili utilizzati nella seamless
28
•Morbidezza, mano, comfort nella maglieria seamless sono gli elementi di
discrezione e scelta del prodotto finale.
•La caratteristica di elasticità ed il confort delle maglie son dati in maggior
parte dal filo (spandex o elastan) ed in seconda battuta dalla struttura della
maglia (anch„essa elastica).
•La percentuale di spandex è di 3-20% del totale delle fibre presenti in un
capo.
•La scelta si riduce a:
•Bare spandex (elastan)
•Air covered yarn
•Single or double covered yarn
29
Bare spandex
• Fili molto elastici che possono essere stirati per il 350% e che possono rientrare
per 5-8% subito dopo lo stiro e fino al 2% dopo 30„.
• Questa caratteristica permette nella maglieria seamless un alto fattore di
copertura.
• L„utilizzo di questo filo permette alla maglieria seamless un allungamento e
rientro del 25% più alto rispetto al metodo classico di taglio e cucito.
• Un problema tipico è il „grinning“ ma questo può essere sorpassato andando ad
utilizzare spandex lucido ed opaco o con processi di tintura finale.
3030
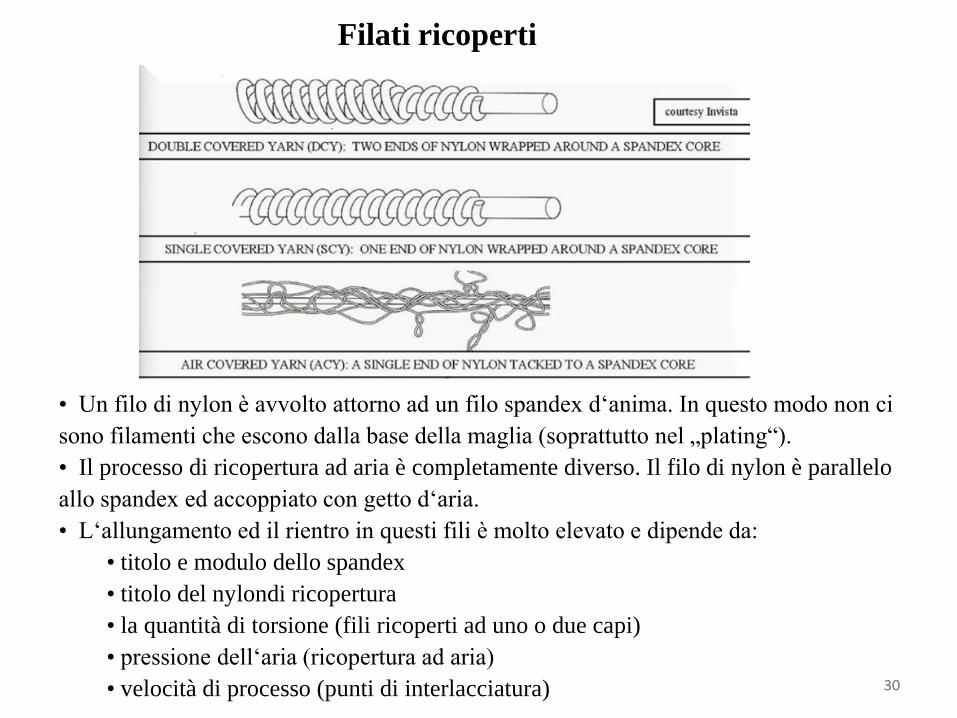
Filati ricoperti
• Un filo di nylon è avvolto attorno ad un filo spandex d„anima. In questo modo non ci
sono filamenti che escono dalla base della maglia (soprattutto nel „plating“).
• Il processo di ricopertura ad aria è completamente diverso. Il filo di nylon è parallelo
allo spandex ed accoppiato con getto d„aria.
• L„allungamento ed il rientro in questi fili è molto elevato e dipende da:
• titolo e modulo dello spandex
• titolo del nylondi ricopertura
• la quantità di torsione (fili ricoperti ad uno o due capi)
• pressione dell„aria (ricopertura ad aria)
• velocità di processo (punti di interlacciatura)
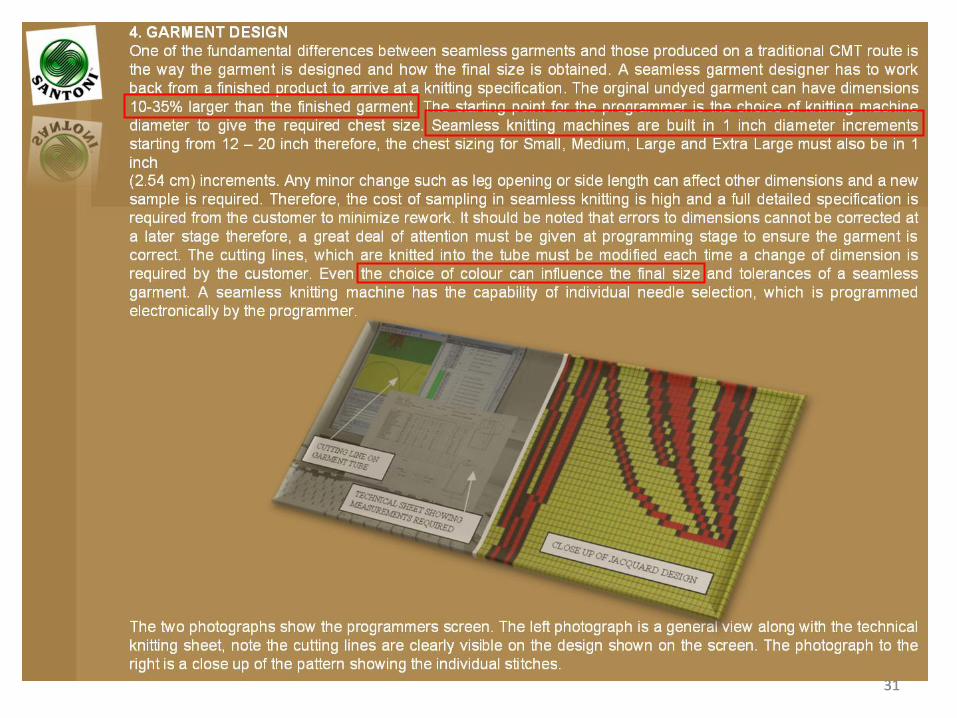
3131
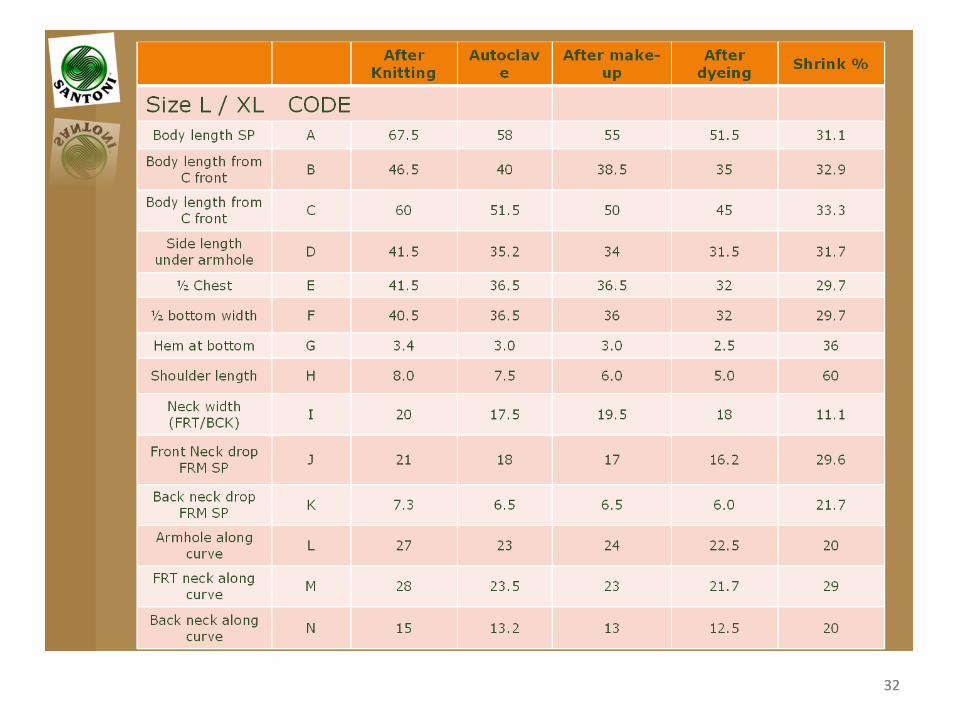
3232
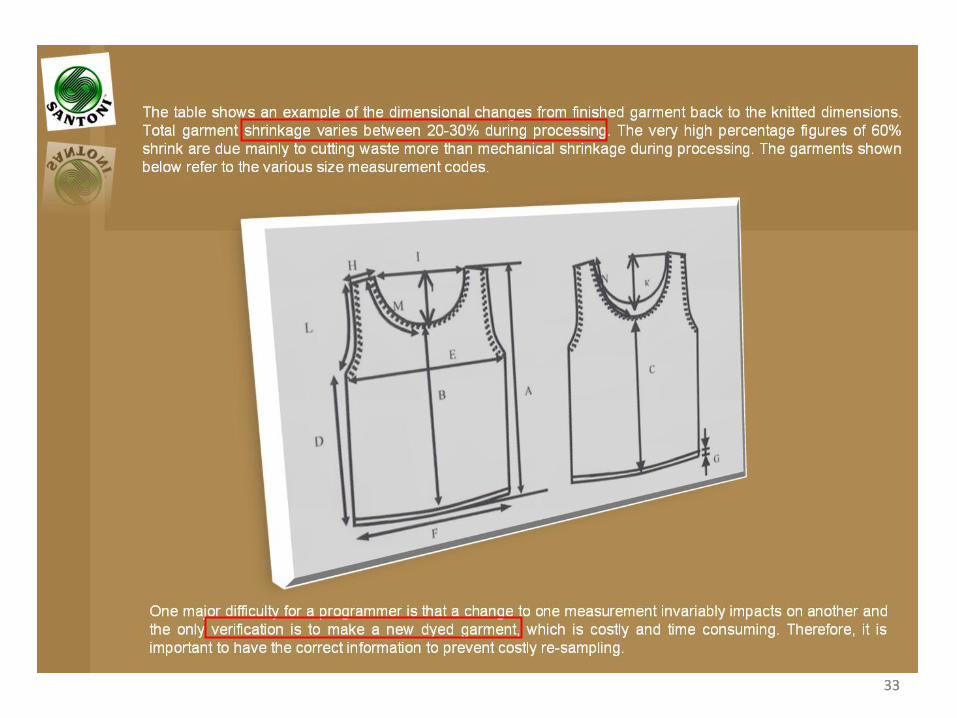
3333
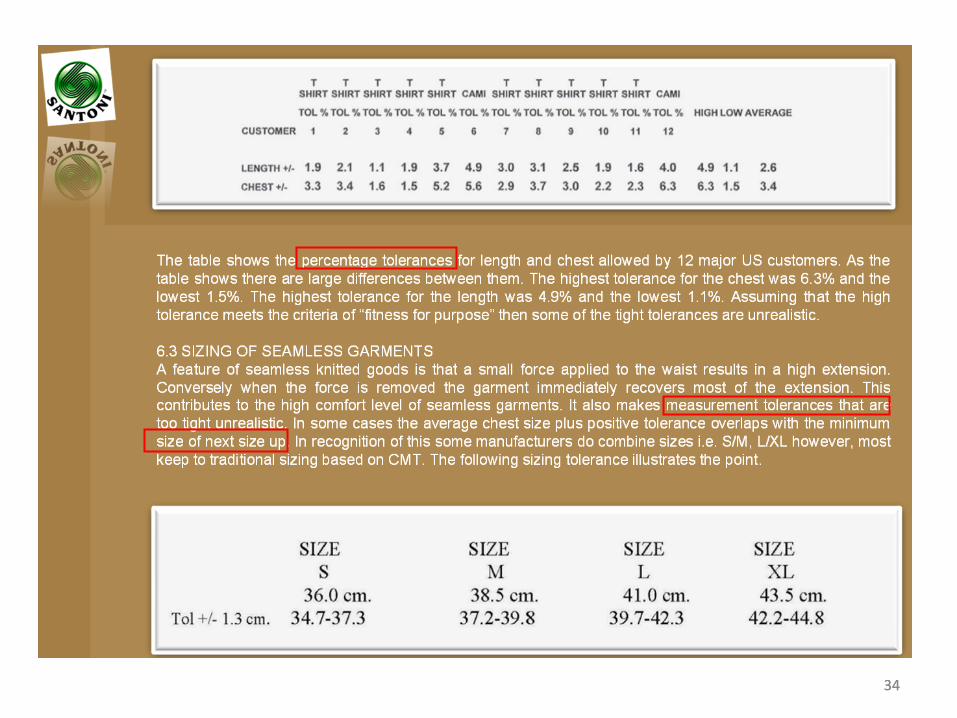
3434
3535

36
SantoniPresentazione macchina
SM8-TOP1V

37
CARATTERISTICHE TESSILI
• La SM8-TOP1V è una macchina monofrontura con elevata capacità produttiva ideale per realizzare capi da intimo e sportivo basici, dando al mercato dell‟intimo che attualmente soffre la concorrenza di paesi dove si lavora con costi di produzione decisamente più bassi una possibilità di competizione.
• Lo studio e la realizzazione di una macchina di semplice utilizzo e con velocità produttiva del 45% superiore alle altre macchine Santoni monofrontura può consentire di colmare quel gap di costo che attualmente rende difficile continuare a produrre anche in paesi industrializzati.
.
38
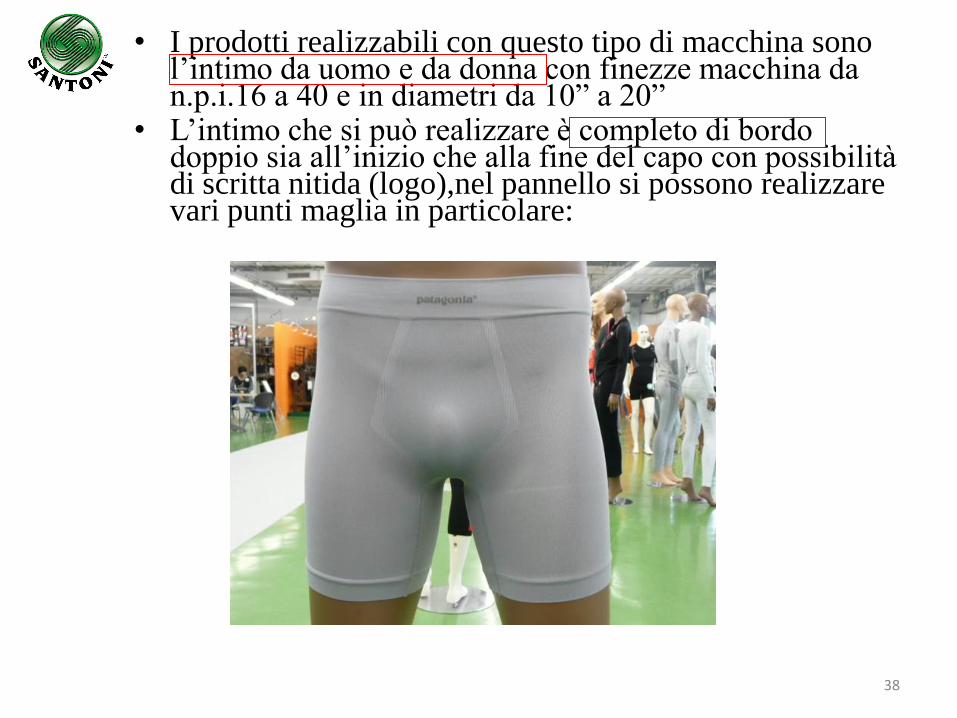
• I prodotti realizzabili con questo tipo di macchina sono l‟intimo da uomo e da donna con finezze macchina da n.p.i.16 a 40 e in diametri da 10” a 20”
• L‟intimo che si può realizzare è completo di bordo doppio sia all‟inizio che alla fine del capo con possibilità di scritta nitida (logo),nel pannello si possono realizzare vari punti maglia in particolare:
39
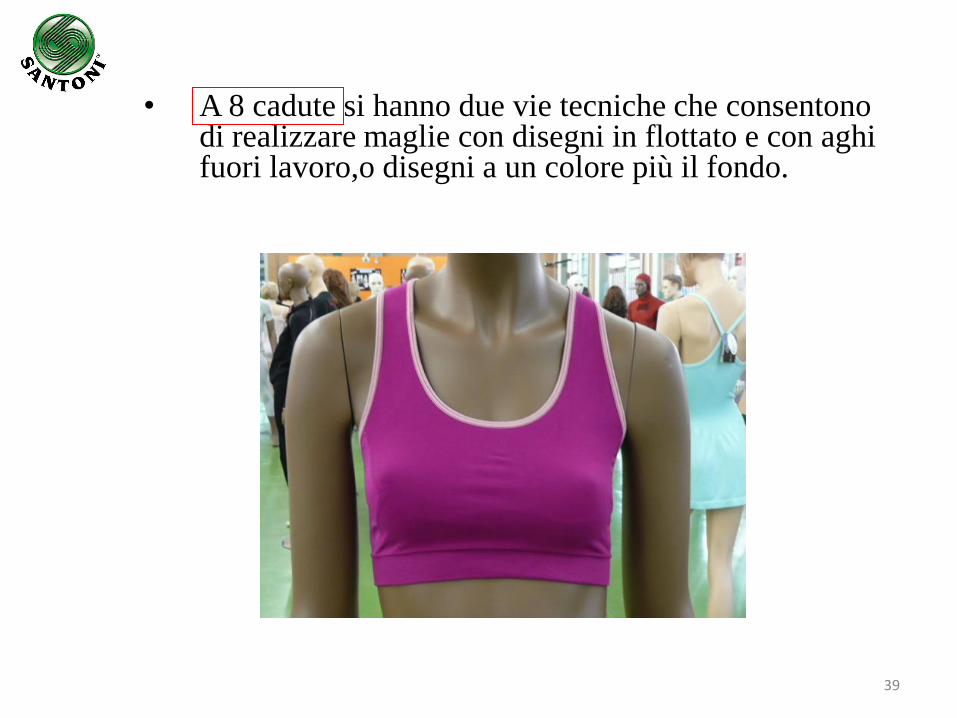
• A 8 cadute si hanno due vie tecniche che consentono di realizzare maglie con disegni in flottato e con aghi fuori lavoro,o disegni a un colore più il fondo.
40
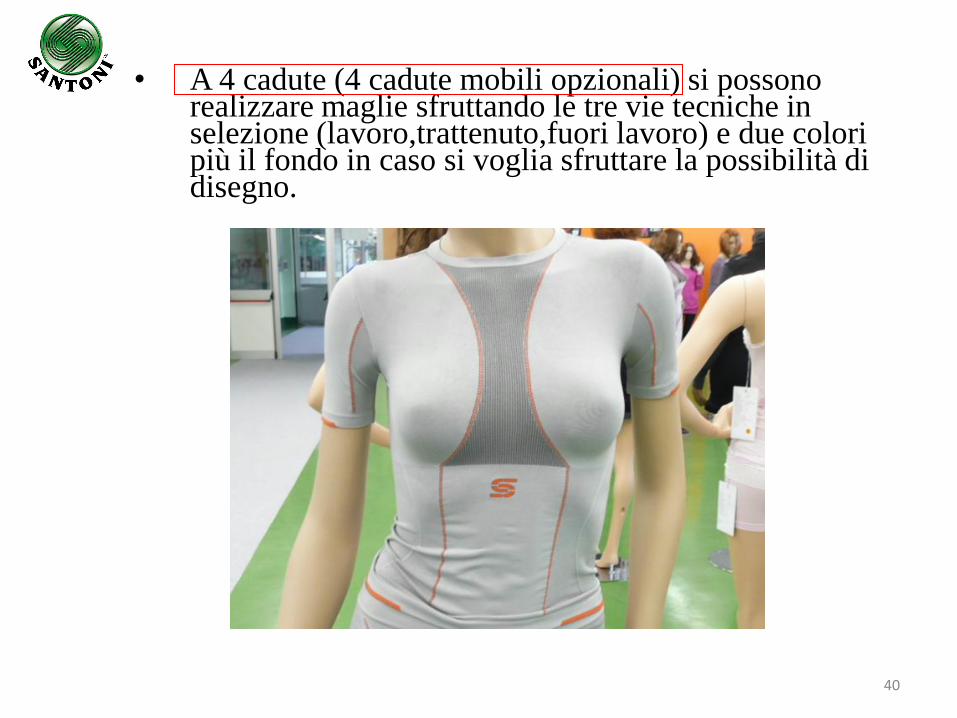
• A 4 cadute (4 cadute mobili opzionali) si possono realizzare maglie sfruttando le tre vie tecniche in selezione (lavoro,trattenuto,fuori lavoro) e due colori più il fondo in caso si voglia sfruttare la possibilità di disegno.
41
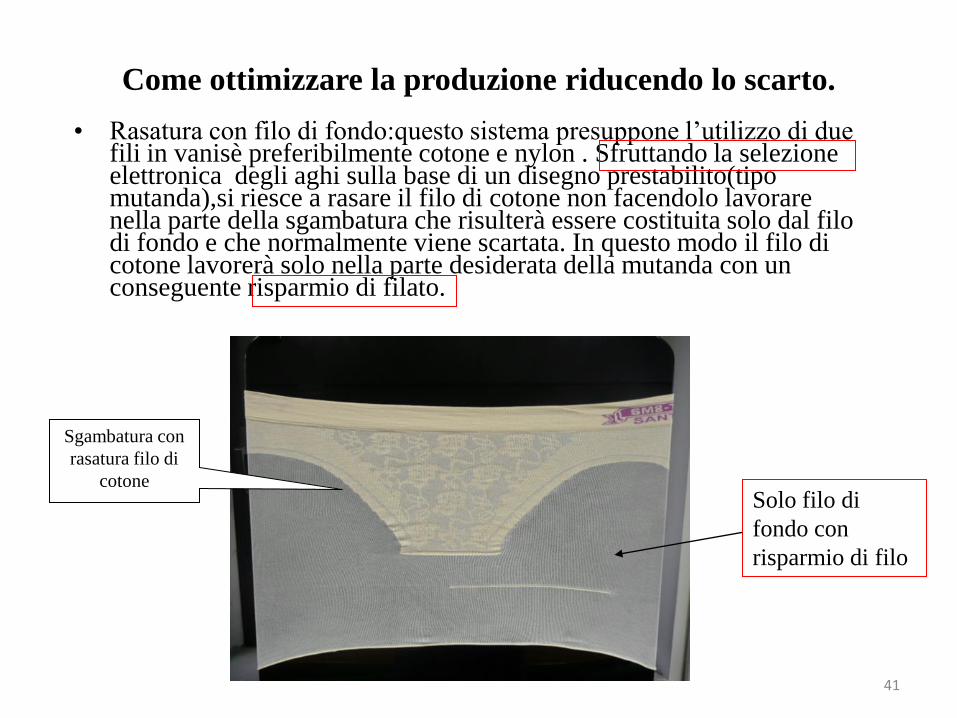
Come ottimizzare la produzione riducendo lo scarto.
• Rasatura con filo di fondo:questo sistema presuppone l‟utilizzo di due fili in vanisè preferibilmente cotone e nylon . Sfruttando la selezione elettronica degli aghi sulla base di un disegno prestabilito(tipo mutanda),si riesce a rasare il filo di cotone non facendolo lavorare nella parte della sgambatura che risulterà essere costituita solo dal filo di fondo e che normalmente viene scartata. In questo modo il filo di cotone lavorerà solo nella parte desiderata della mutanda con un conseguente risparmio di filato.
Sgambatura con
rasatura filo di
cotoneSolo filo di
fondo con
risparmio di filo
42
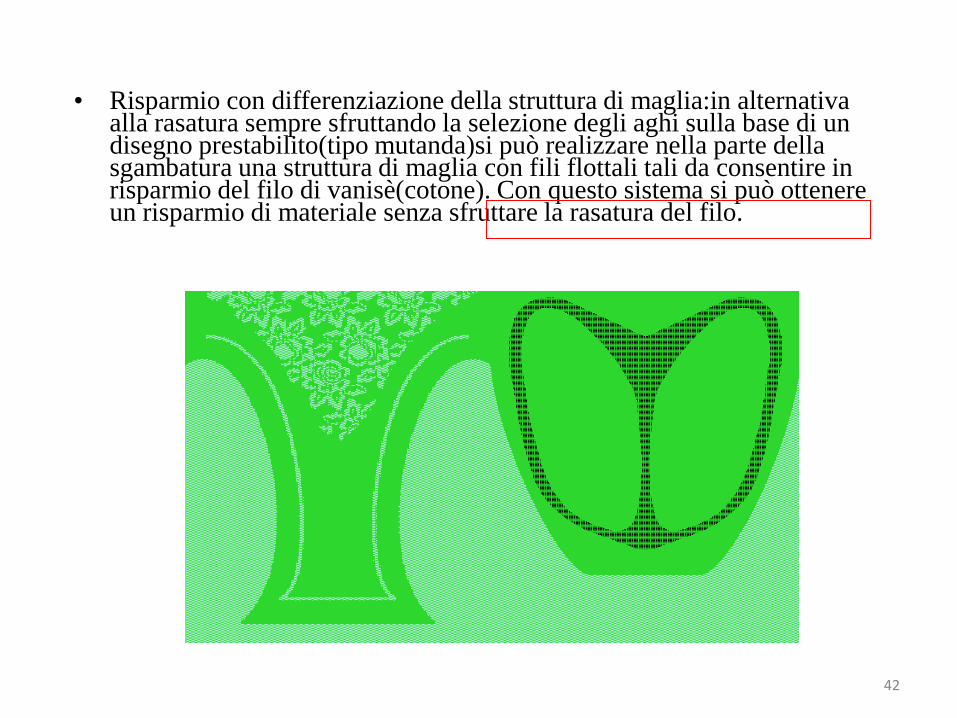
• Risparmio con differenziazione della struttura di maglia:in alternativa alla rasatura sempre sfruttando la selezione degli aghi sulla base di un disegno prestabilito(tipo mutanda)si può realizzare nella parte della sgambatura una struttura di maglia con fili flottali tali da consentire in risparmio del filo di vanisè(cotone). Con questo sistema si può ottenere un risparmio di materiale senza sfruttare la rasatura del filo.
43
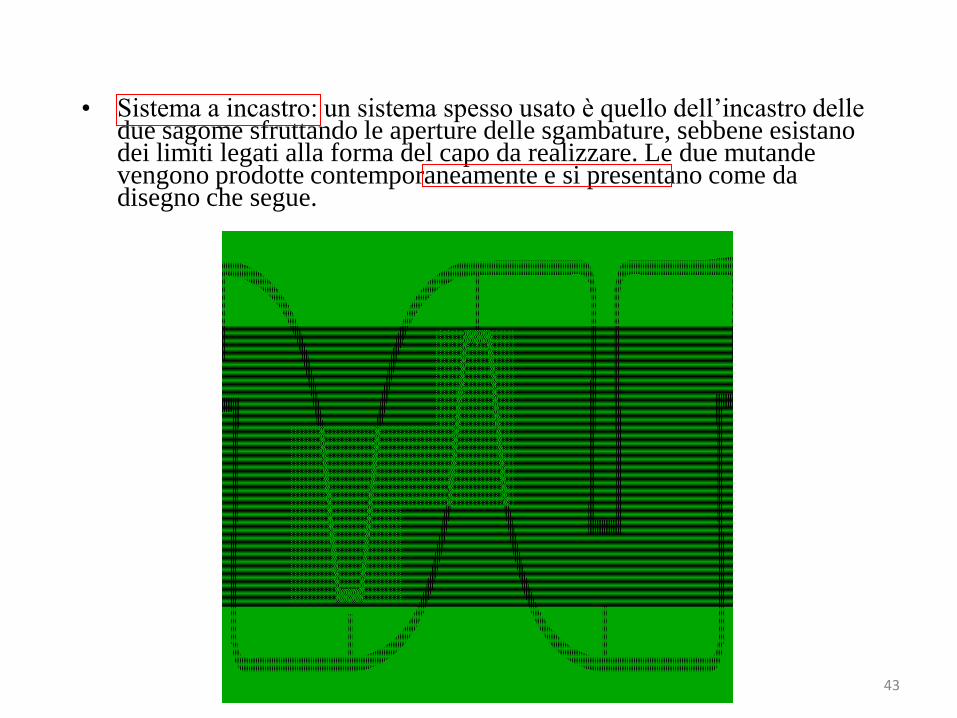
• Sistema a incastro: un sistema spesso usato è quello dell‟incastro delle due sagome sfruttando le aperture delle sgambature, sebbene esistano dei limiti legati alla forma del capo da realizzare. Le due mutande vengono prodotte contemporaneamente e si presentano come da disegno che segue.
44
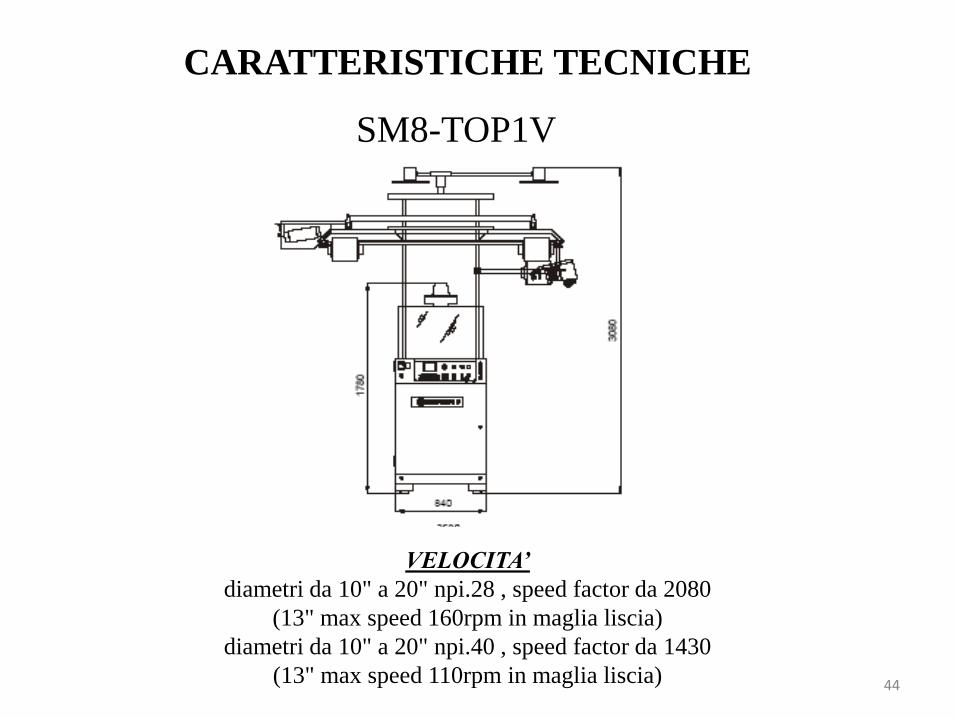
CARATTERISTICHE TECNICHE
SM8-TOP1V
VELOCITA’
diametri da 10" a 20" npi.28 , speed factor da 2080
(13" max speed 160rpm in maglia liscia)
diametri da 10" a 20" npi.40 , speed factor da 1430
(13" max speed 110rpm in maglia liscia)
45
DIAMETRI E FINEZZE
10"-11"-12"-13"-14"- 15" 16" 17" 18" 19" 20".
npi. 16 -18 - 20 - 22 - 24 - 26 - 28 - 32 - 40
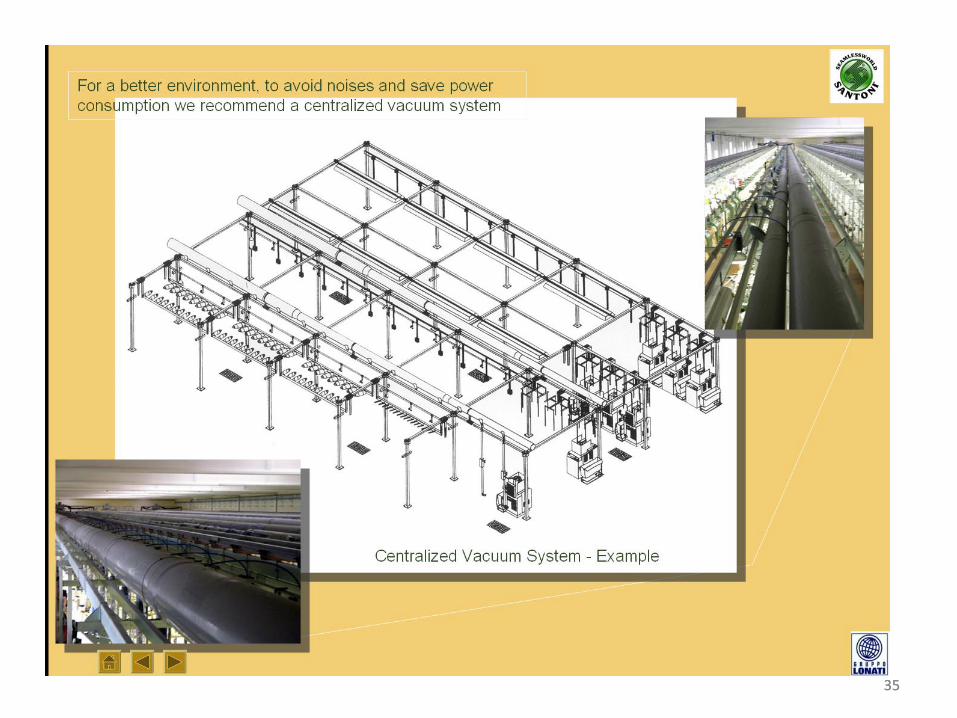
TIRAGGIO
Aspirazione con due o tre ventole (secondo i diametri) o con impianto
centralizzato.
Tubo interno formazione maglia Ø150 mm, tubo passaggio capo Ø100 mm.
46
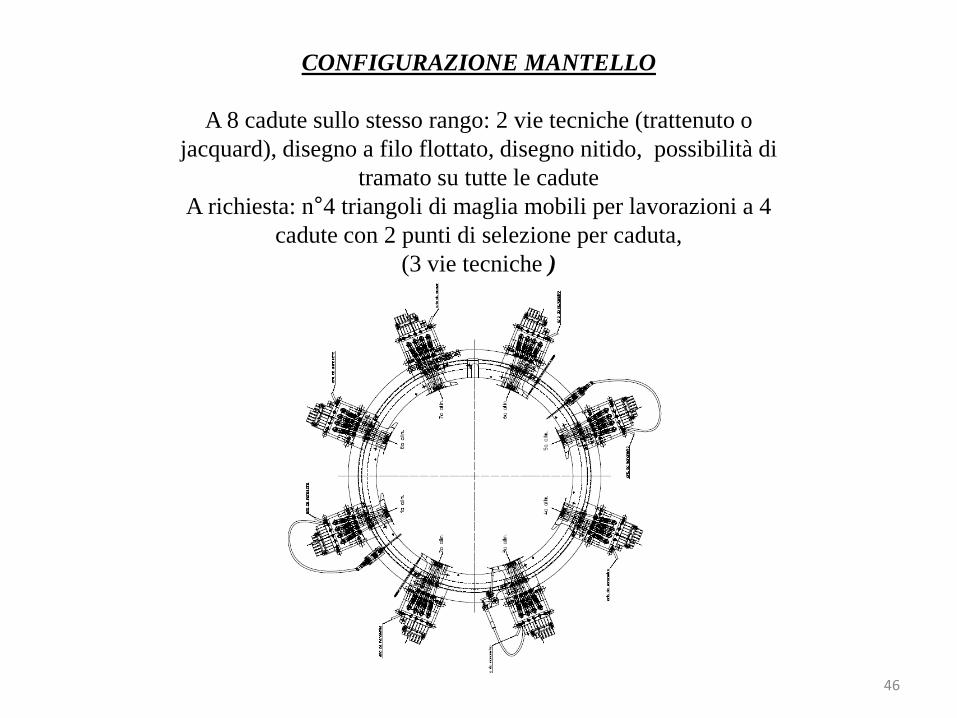
CONFIGURAZIONE MANTELLO
A 8 cadute sullo stesso rango: 2 vie tecniche (trattenuto o
jacquard), disegno a filo flottato, disegno nitido, possibilità di
tramato su tutte le cadute
A richiesta: n°4 triangoli di maglia mobili per lavorazioni a 4
cadute con 2 punti di selezione per caduta,
(3 vie tecniche )
47
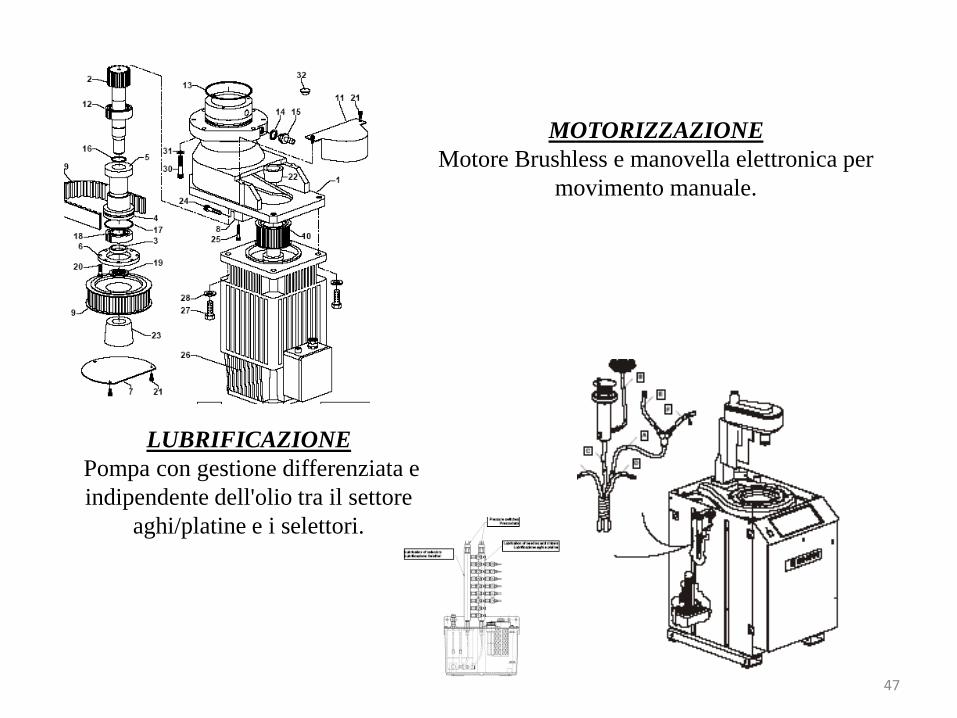
MOTORIZZAZIONE
Motore Brushless e manovella elettronica per
movimento manuale.
LUBRIFICAZIONE
Pompa con gestione differenziata e
indipendente dell'olio tra il settore
aghi/platine e i selettori.
48
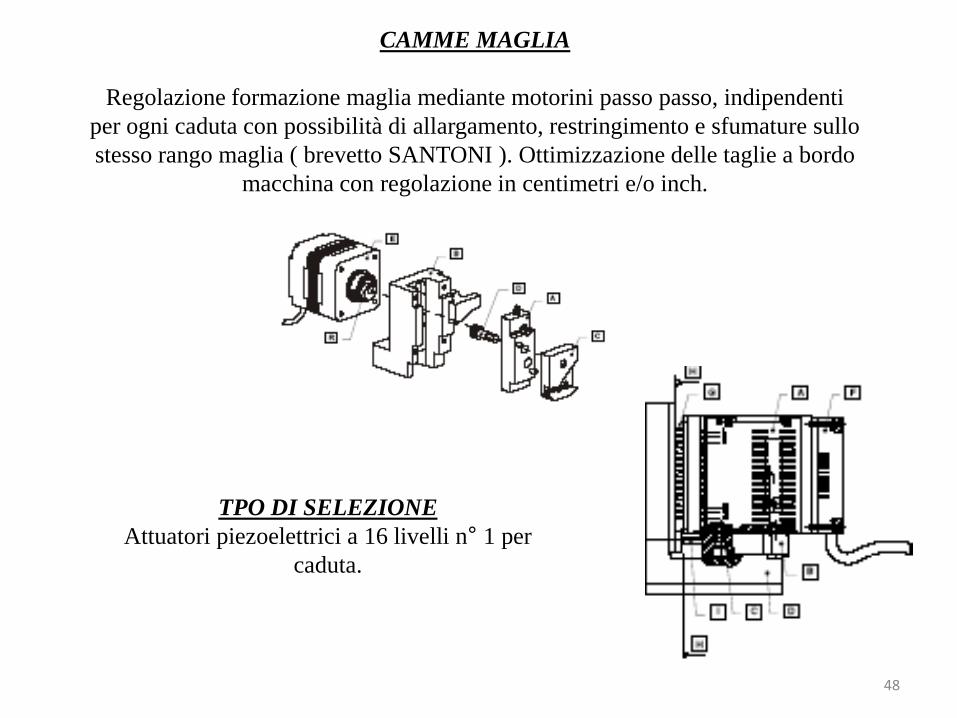
CAMME MAGLIA
Regolazione formazione maglia mediante motorini passo passo, indipendenti
per ogni caduta con possibilità di allargamento, restringimento e sfumature sullo
stesso rango maglia ( brevetto SANTONI ). Ottimizzazione delle taglie a bordo
macchina con regolazione in centimetri e/o inch.
TPO DI SELEZIONE
Attuatori piezoelettrici a 16 livelli n° 1 per
caduta.
49
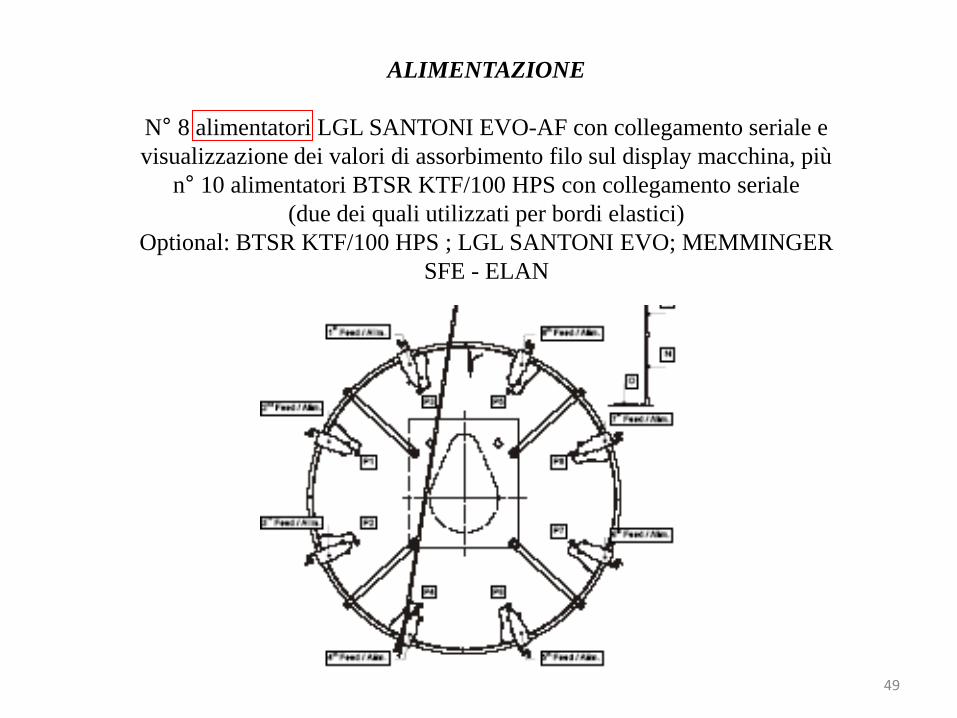
ALIMENTAZIONE
N° 8 alimentatori LGL SANTONI EVO-AF con collegamento seriale e
visualizzazione dei valori di assorbimento filo sul display macchina, più
n° 10 alimentatori BTSR KTF/100 HPS con collegamento seriale
(due dei quali utilizzati per bordi elastici)
Optional: BTSR KTF/100 HPS ; LGL SANTONI EVO; MEMMINGER
SFE - ELAN

50
SantoniPresentazione macchine
SM9-MF
51
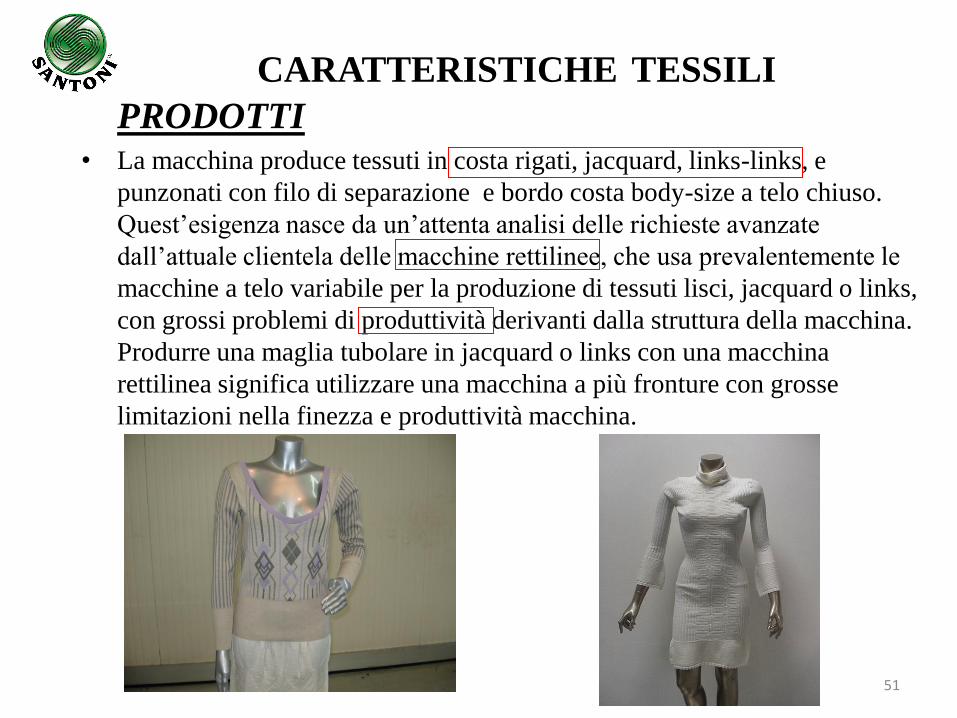
CARATTERISTICHE TESSILI
PRODOTTI• La macchina produce tessuti in costa rigati, jacquard, links-links, e
punzonati con filo di separazione e bordo costa body-size a telo chiuso.
Quest‟esigenza nasce da un‟attenta analisi delle richieste avanzate
dall‟attuale clientela delle macchine rettilinee, che usa prevalentemente le
macchine a telo variabile per la produzione di tessuti lisci, jacquard o links,
con grossi problemi di produttività derivanti dalla struttura della macchina.
Produrre una maglia tubolare in jacquard o links con una macchina
rettilinea significa utilizzare una macchina a più fronture con grosse
limitazioni nella finezza e produttività macchina.
52
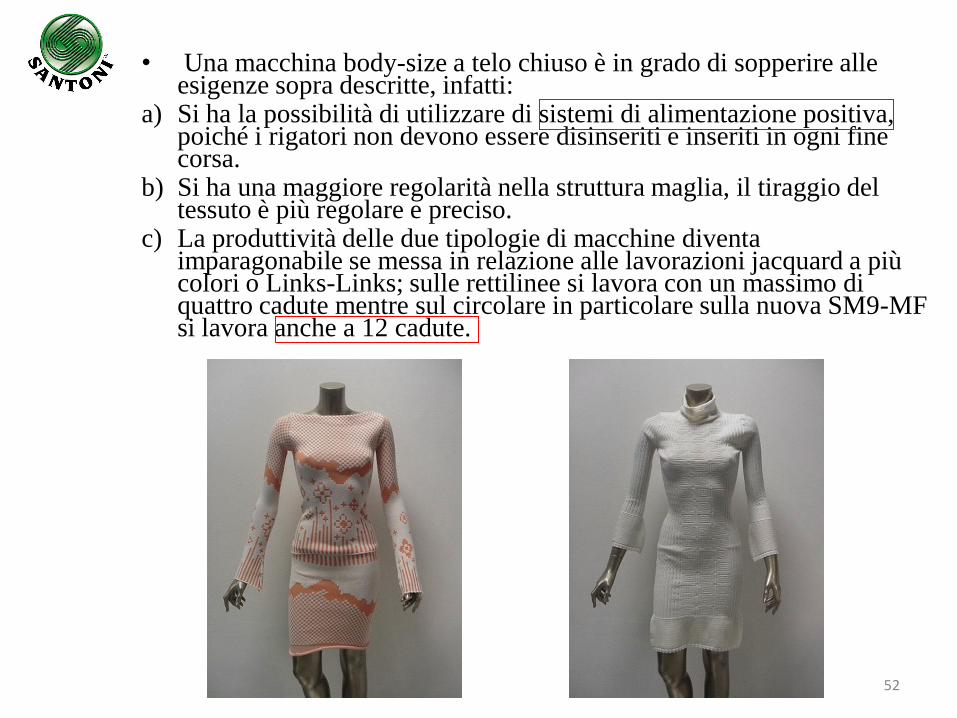
• Una macchina body-size a telo chiuso è in grado di sopperire alle esigenze sopra descritte, infatti:
a) Si ha la possibilità di utilizzare di sistemi di alimentazione positiva, poiché i rigatori non devono essere disinseriti e inseriti in ogni fine corsa.
b) Si ha una maggiore regolarità nella struttura maglia, il tiraggio del tessuto è più regolare e preciso.
c) La produttività delle due tipologie di macchine diventa imparagonabile se messa in relazione alle lavorazioni jacquard a più colori o Links-Links; sulle rettilinee si lavora con un massimo di quattro cadute mentre sul circolare in particolare sulla nuova SM9-MF si lavora anche a 12 cadute.
53
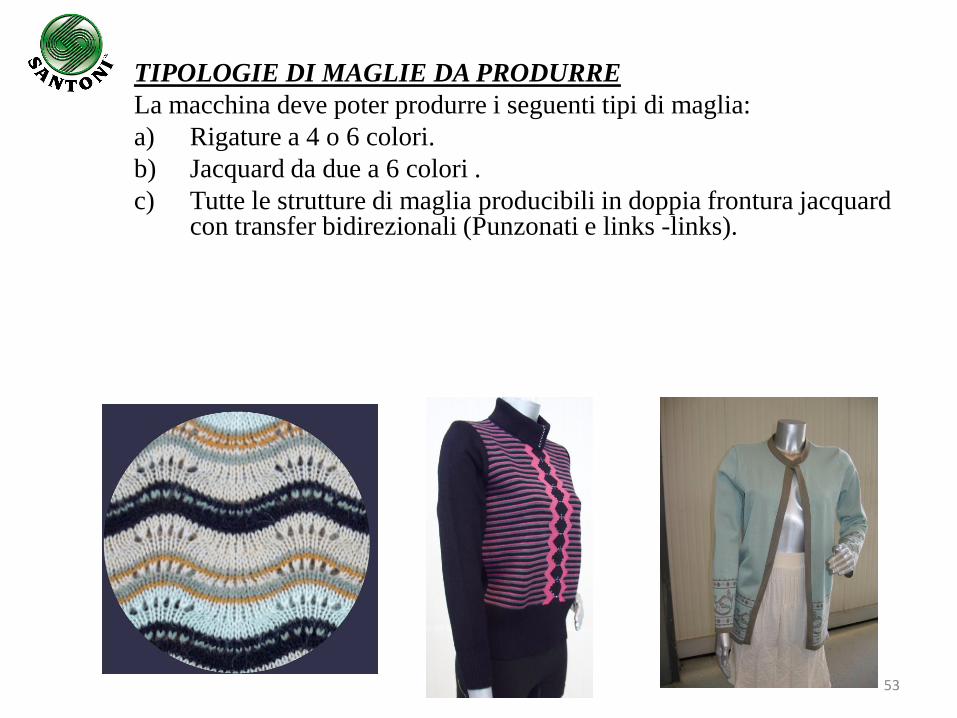
TIPOLOGIE DI MAGLIE DA PRODURRE
La macchina deve poter produrre i seguenti tipi di maglia:
a) Rigature a 4 o 6 colori.
b) Jacquard da due a 6 colori .
c) Tutte le strutture di maglia producibili in doppia frontura jacquard con transfer bidirezionali (Punzonati e links -links).
54
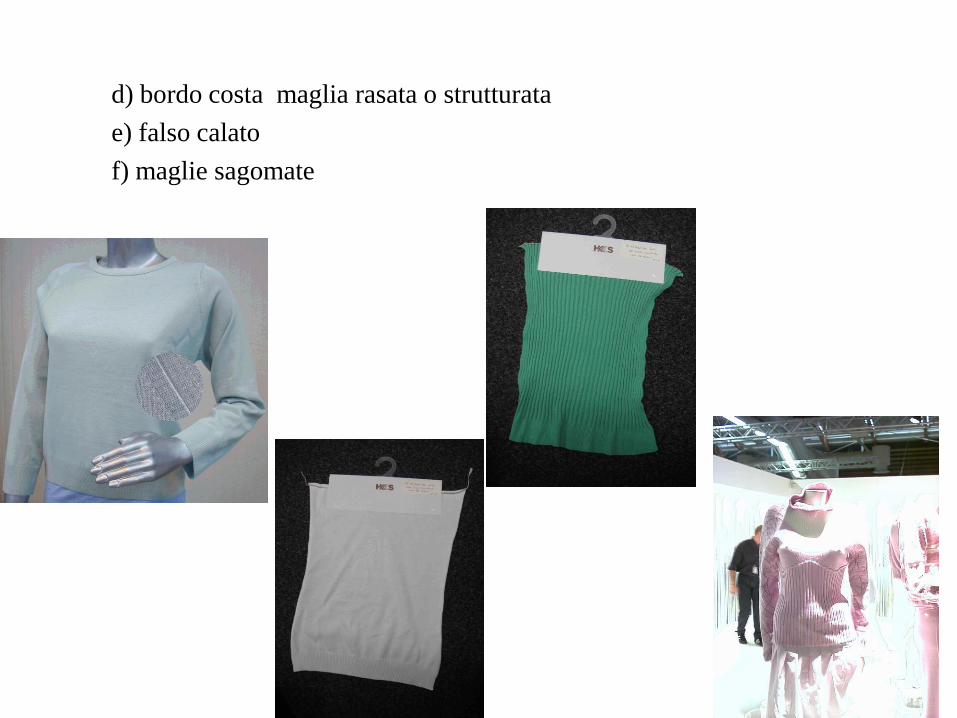
d) bordo costa maglia rasata o strutturata
e) falso calato
f) maglie sagomate
55
• Per soddisfare le esigenze tessili precedentemente illustrate e contenere
i costi macchina si è deciso di formulare due proposte di struttura
macchina che di seguito andremo a illustrare:
CARATTERISTICHE TECNICHE
SM9-MF SM9-MFS
VELOCITA’
La macchina è dotata di un motore brushless con inverter per
gestire i cambi di velocità se necessari o le diverse velocità
operative. Lo speed factor si aggirerà su un valore di 640,
equivalente ad una velocità massima di 40 RPM per 16”.
56
• DIAMETRI E FINEZZE
SM9-MF SM9-MFS
14" 15" 16" 17" 18" 19" 20" 22"24"
npi.10-12-14 -16 -18 - 20
• DIAMETRI E FINEZZE
14" 15" 16" 17" 18" 19" 20" 22"24"
npi.14 -16 -18 - 20
TELAIO
Nuovo telaio su modello Vignoni doppia
frontura nella versione body size.
TIRAGGIO
Nuovo tiraggio a comando pneumatico
e controllo meccanico della tensione di
lavoro e cesto raccoglitore
TIRAGGIO
Tiraggio a con celle di carico per il
controllo elettronico della tensione di
lavoro e arrotolamento
57
SM9-MF SM9-MFS
TRASFERIMENTO
A seconda della configurazione della
macchina, sempre bidirezionale
CONFIGURAZIONE MANTELLO
6 , 8, 10 cadute di maglia posizionate e 3 , 4
o 5 trasferimenti di maglia dal piatto al
cilindro e dal cilindro al piatto “simultanei”.
CILINDRO : Gli aghi del cilindro possono
configurarsi in 2 vie tecniche “annullato-
trattenuto-annullato-scaricato” con l‟ausilio
di un tamburino e di una cam mobile(da
decidere se su tutte le cadute)
PIATTO :Gli aghi del piatto possono
configurarsi in 2 vie tecniche “annullato-
trattenuto-annullato-scaricato” con l‟ausilio
di una cam mobile (da decidere se su tutte le
cadute)
CONFIGURAZIONE MANTELLO
10 ,12 ,16 settori configurabili in settori di
maglia o di transfer.
CILINDRO : Gli aghi del cilindro possono
configurarsi in 3 vie tecniche “annullato-
trattenuto-scaricato” con l‟ausilio di due
tamburini di selezione su tutte le cadute.
PIATTO :Gli aghi del piatto possono
configurarsi in 2 vie tecniche “annullato-
trattenuto-annullato-scaricato” con l‟ausilio
di una cam mobile.
58
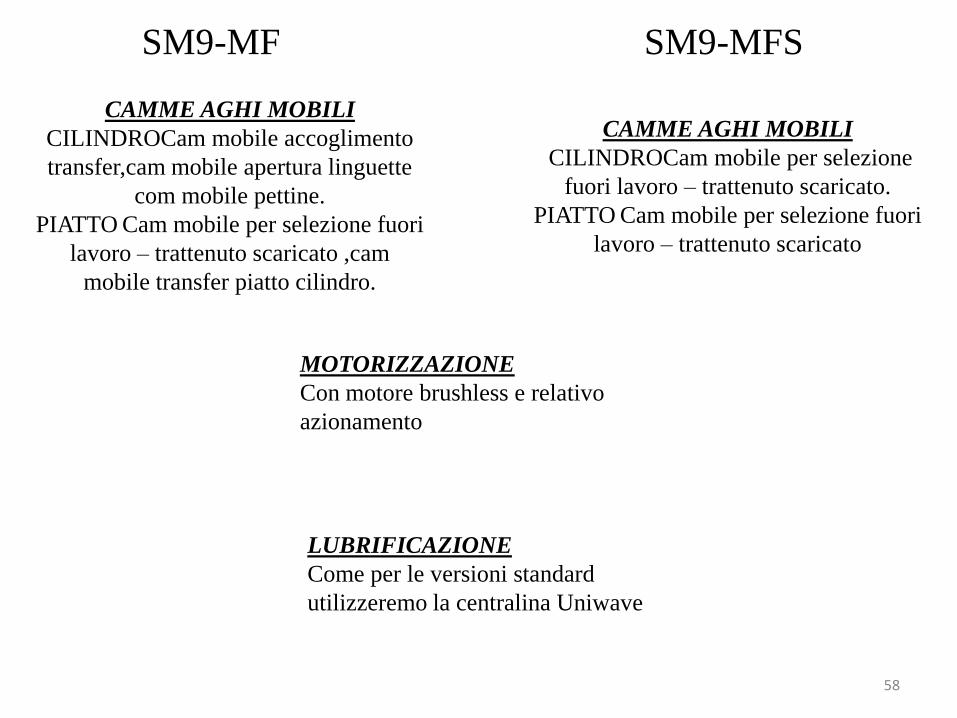
SM9-MF SM9-MFS
CAMME AGHI MOBILI
CILINDROCam mobile per selezione
fuori lavoro – trattenuto scaricato.
PIATTO Cam mobile per selezione fuori
lavoro – trattenuto scaricato
CAMME AGHI MOBILI
CILINDROCam mobile accoglimento
transfer,cam mobile apertura linguette
com mobile pettine.
PIATTO Cam mobile per selezione fuori
lavoro – trattenuto scaricato ,cam
mobile transfer piatto cilindro.
MOTORIZZAZIONE
Con motore brushless e relativo
azionamento
LUBRIFICAZIONE
Come per le versioni standard
utilizzeremo la centralina Uniwave
59
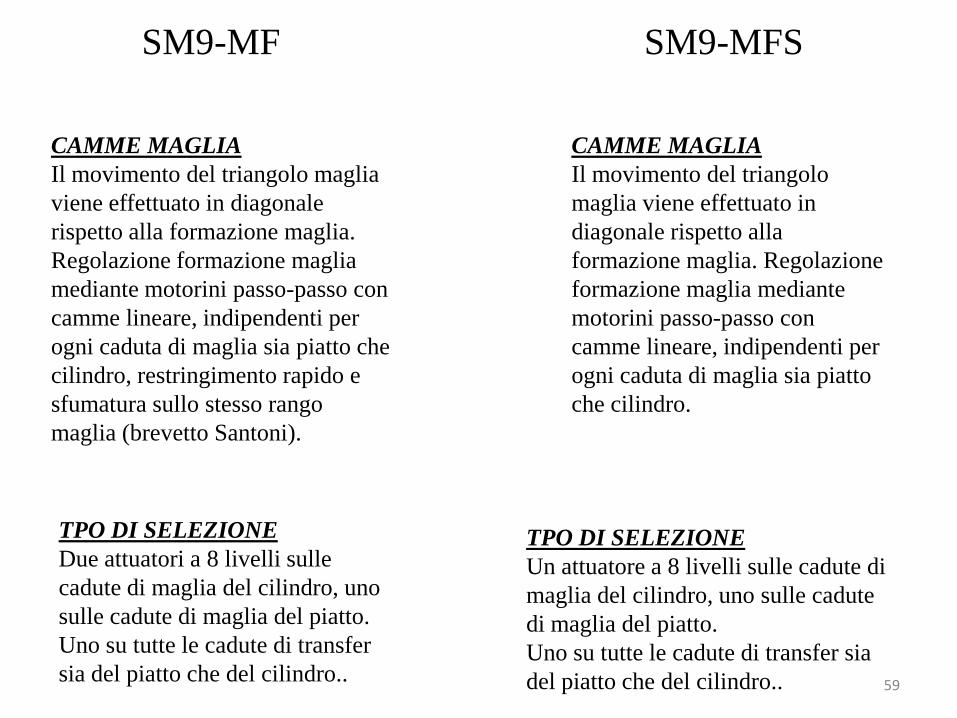
SM9-MF SM9-MFS
CAMME MAGLIA
Il movimento del triangolo maglia
viene effettuato in diagonale
rispetto alla formazione maglia.
Regolazione formazione maglia
mediante motorini passo-passo con
camme lineare, indipendenti per
ogni caduta di maglia sia piatto che
cilindro, restringimento rapido e
sfumatura sullo stesso rango
maglia (brevetto Santoni).
CAMME MAGLIA
Il movimento del triangolo
maglia viene effettuato in
diagonale rispetto alla
formazione maglia. Regolazione
formazione maglia mediante
motorini passo-passo con
camme lineare, indipendenti per
ogni caduta di maglia sia piatto
che cilindro.
TPO DI SELEZIONE
Due attuatori a 8 livelli sulle
cadute di maglia del cilindro, uno
sulle cadute di maglia del piatto.
Uno su tutte le cadute di transfer
sia del piatto che del cilindro..
TPO DI SELEZIONE
Un attuatore a 8 livelli sulle cadute di
maglia del cilindro, uno sulle cadute
di maglia del piatto.
Uno su tutte le cadute di transfer sia
del piatto che del cilindro..
60
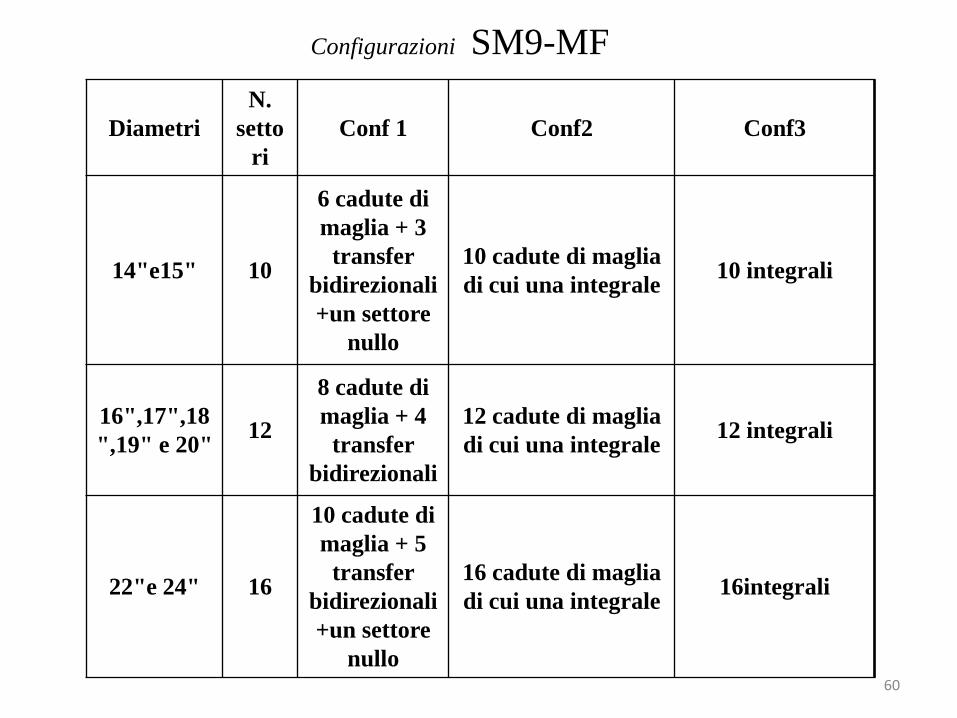
Configurazioni SM9-MF
Diametri
N.
setto
ri
Conf 1 Conf2 Conf3
14"e15" 10
6 cadute di
maglia + 3
transfer
bidirezionali
+un settore
nullo
10 cadute di maglia
di cui una integrale10 integrali
16",17",18
",19" e 20"12
8 cadute di
maglia + 4
transfer
bidirezionali
12 cadute di maglia
di cui una integrale12 integrali
22"e 24" 16
10 cadute di
maglia + 5
transfer
bidirezionali
+un settore
nullo
16 cadute di maglia
di cui una integrale16integrali
61
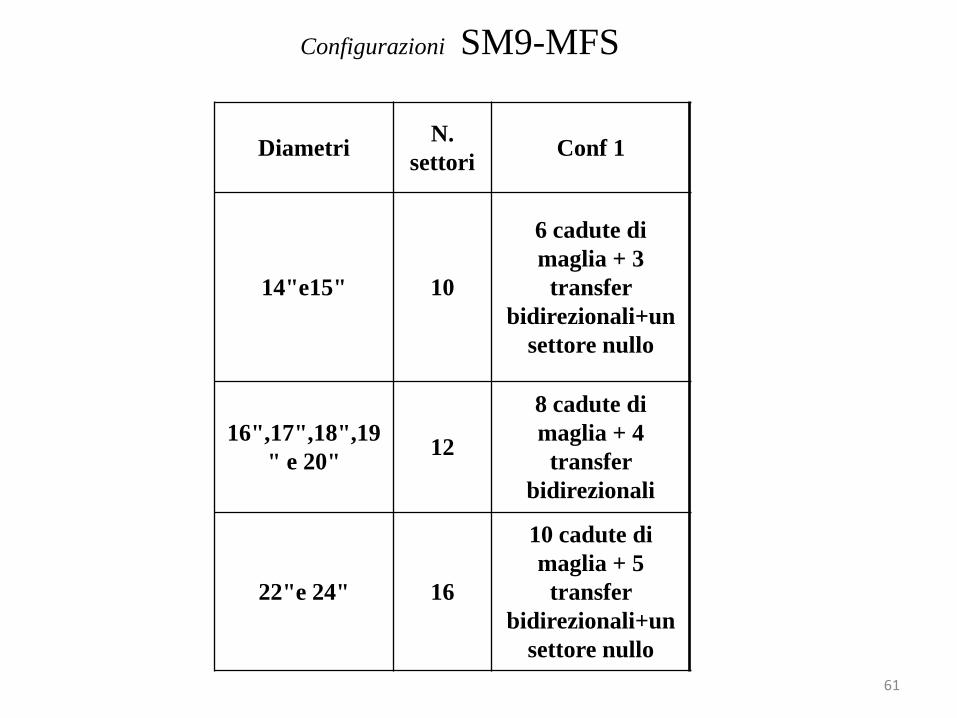
Configurazioni SM9-MFS
DiametriN.
settoriConf 1
14"e15" 10
6 cadute di
maglia + 3
transfer
bidirezionali+un
settore nullo
16",17",18",19
" e 20"12
8 cadute di
maglia + 4
transfer
bidirezionali
22"e 24" 16
10 cadute di
maglia + 5
transfer
bidirezionali+un
settore nullo
62
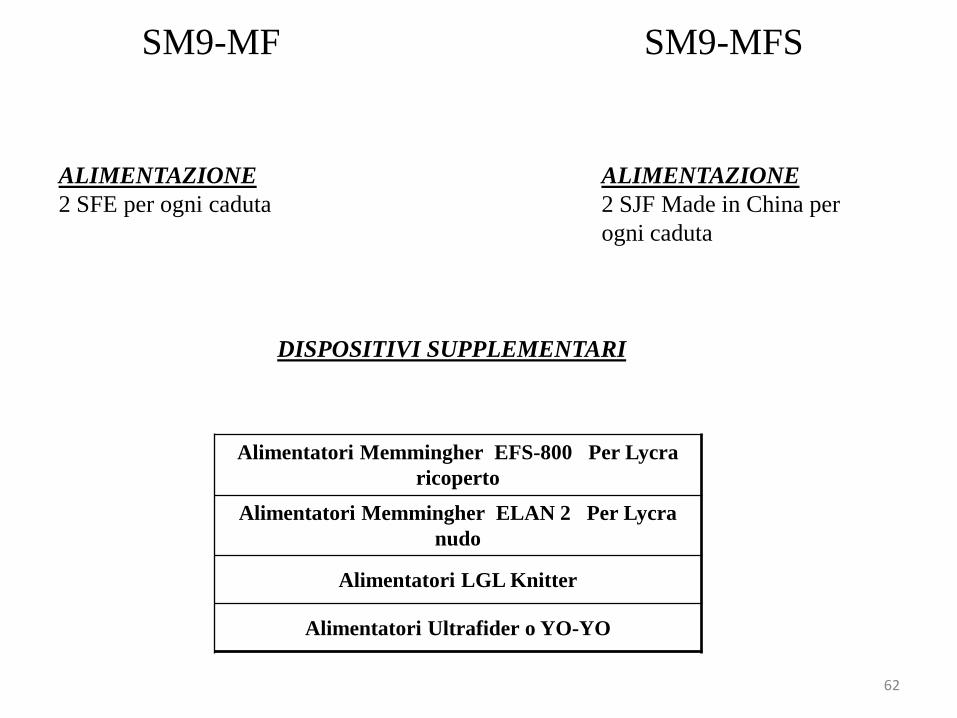
SM9-MF SM9-MFS
ALIMENTAZIONE
2 SFE per ogni caduta
ALIMENTAZIONE
2 SJF Made in China per
ogni caduta
DISPOSITIVI SUPPLEMENTARI
Alimentatori Memmingher EFS-800 Per Lycra
ricoperto
Alimentatori Memmingher ELAN 2 Per Lycra
nudo
Alimentatori LGL Knitter
Alimentatori Ultrafider o YO-YO

63
EVOLUZIONE SM9-3W SM9-MFGRUPPO RIGATORI A 6 COLORI.
• I gruppi sono uno per caduta con 4 o 6 rigatori , due rigatori speciali per inserimento elastomero nudo. La gestione dei rigatori è indipendente e ago-ago per poter gestire il cambio del rigatore in funzione del disegno.
64
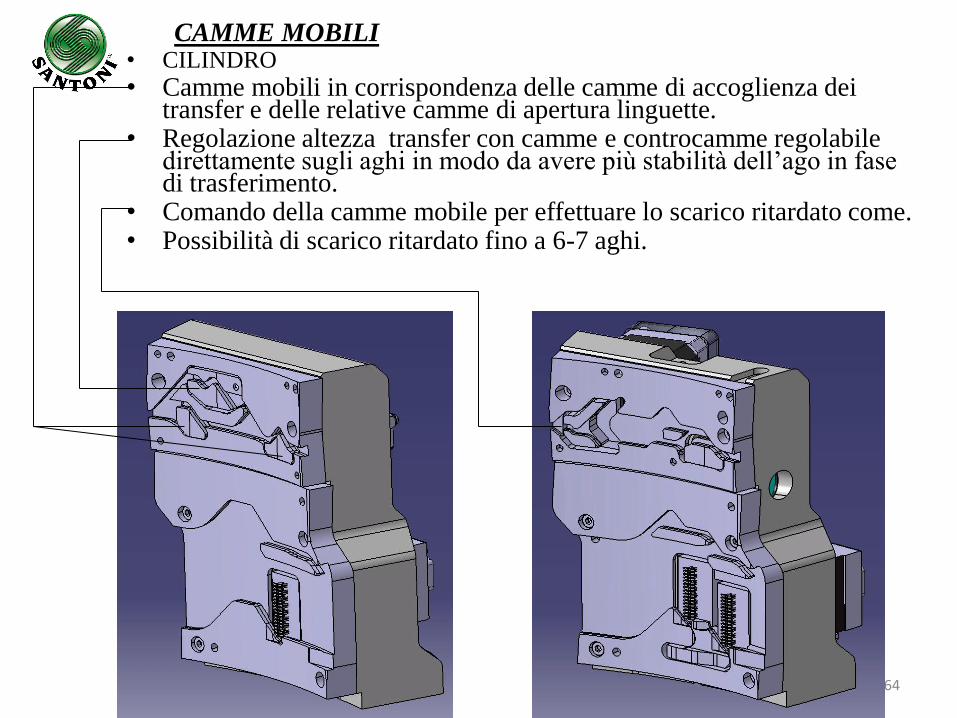
CAMME MOBILI• CILINDRO
• Camme mobili in corrispondenza delle camme di accoglienza dei transfer e delle relative camme di apertura linguette.
• Regolazione altezza transfer con camme e controcamme regolabile direttamente sugli aghi in modo da avere più stabilità dell‟ago in fase di trasferimento.
• Comando della camme mobile per effettuare lo scarico ritardato come.• Possibilità di scarico ritardato fino a 6-7 aghi.
65
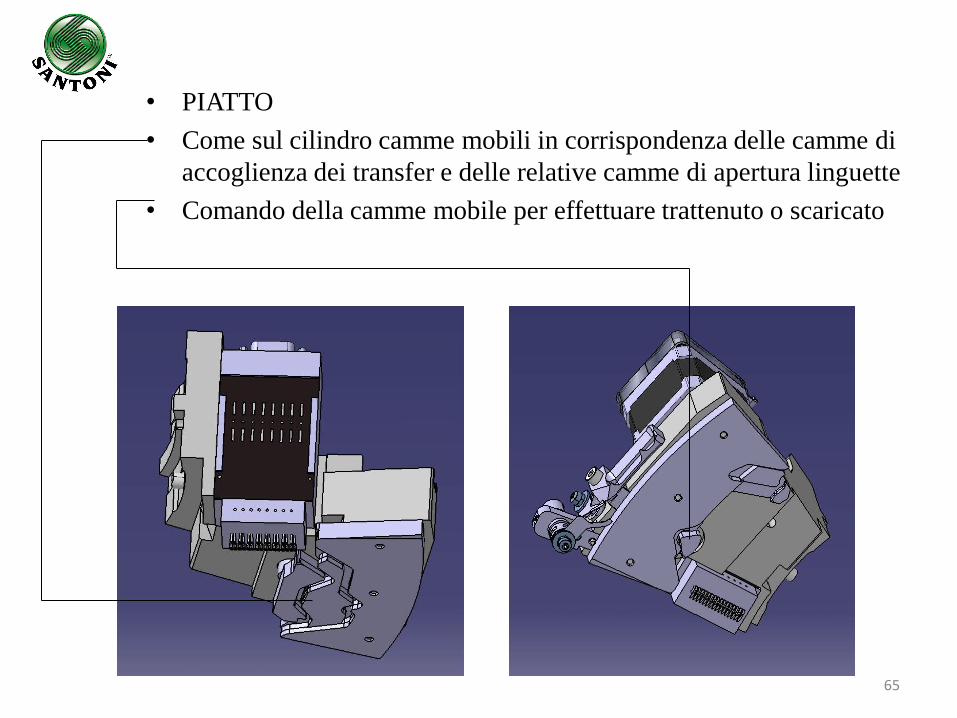
• PIATTO
• Come sul cilindro camme mobili in corrispondenza delle camme di
accoglienza dei transfer e delle relative camme di apertura linguette
• Comando della camme mobile per effettuare trattenuto o scaricato
66
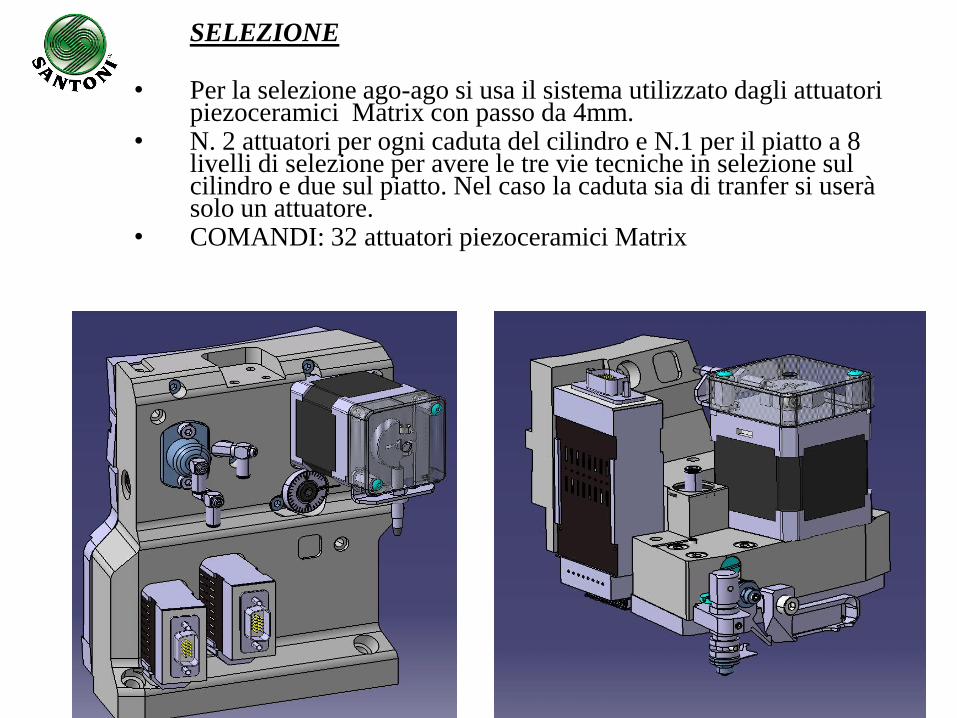
SELEZIONE
• Per la selezione ago-ago si usa il sistema utilizzato dagli attuatori piezoceramici Matrix con passo da 4mm.
• N. 2 attuatori per ogni caduta del cilindro e N.1 per il piatto a 8 livelli di selezione per avere le tre vie tecniche in selezione sul cilindro e due sul piatto. Nel caso la caduta sia di tranfer si userà solo un attuatore.
• COMANDI: 32 attuatori piezoceramici Matrix
67
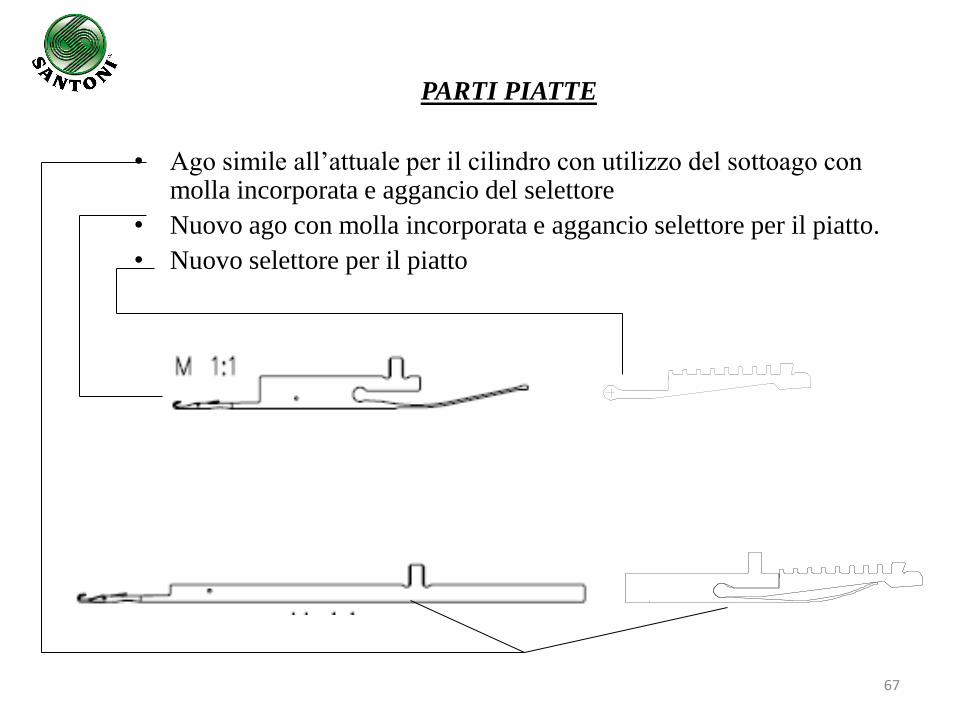
PARTI PIATTE
• Ago simile all‟attuale per il cilindro con utilizzo del sottoago con molla incorporata e aggancio del selettore
• Nuovo ago con molla incorporata e aggancio selettore per il piatto.
• Nuovo selettore per il piatto
68
ALIMENTATORI E CONTROLLO FILI
Alimentatori Memmingher SFE a motore Alimentatori Memmingher a cinghia per rigatoriAlimentatori LGL a motore Alimentatore Memmingher tipo EFS800- per elastomero nudoAlimentatore BTSR tipo Ultrafider- per elastomero nudo
CONTROLLO FILIControllo totale dei fili con sensori, 4 o 6 per ogni caduta .
SOFTWARE GESTIONE M/CPer la programmazione della m/c è utilizzato il nuovo software Pulsar
dinema

69
Visita alla Santoni
• Visita alle ore 1400 del giovedÌ 22.04 (sostituisce la lezione del sabato)
• Macchine circolari per i grandi diametri
• SEAMLESS Knitting Machines (pionieri e leaders)
• Tecnologia Raschel "Warp Knitting " ( cioè a ordito).
• Ritrovo alle 1345 presso:
SANTONI spa
Brescia zona di Sant'Eufemia
Via Carlo Fenzi 14
tel 030 376711







![[Maglia & Uncinetto] Astuccio](https://static.fdocumenti.com/doc/165x107/5571fd5a497959916998e66d/maglia-uncinetto-astuccio.jpg)