ING 591 S Rev2.pdf
31
description
specifica saldature in H2S umido
Transcript of ING 591 S Rev2.pdf
Documento N° ING 591 S Revisione 2 Pagina 2 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
INDICE DEGLI ARGOMENTI
Sezione 1 Campo d’applicazione e norme di riferimento Pag. 3
Sezione 2 Progetto, disegni e fornitura di elaborati Pag. 5
Sezione 3 Offerta, contratto e responsabilità Pag. 10
Sezione 4 Approvvigionamento dei materiali Pag. 11
Sezione 5 Qualificazione delle procedure di saldatura Pag. 16
Sezione 6 Certificazione dei saldatori Pag. 18
Sezione 7 Costruzione Pag. 19
Sezione 8 Ispezione e collaudo Pag. 24
Sezione 9 Ispezione pre-servizio Pag. 27
APPENDICE A Tipologia di inserimento dei bocchelli Pag. 31
Documento N° ING 591 S Revisione 2 Pagina 3 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 1
CAMPO D’APPLICAZIONE E NORME DI RIFERIMENTO
1.1 La presente specifica si applica alla costruzione ed al controllo di attrezzature a pressione in acciaio al carbonio destinate al servizio con fluidi di processo contenenti idrogeno solforato (H2S) in fase acquosa (“wet H2S service”), nelle condizioni definite come tali con riferimento all’applicabilità della NACE MR-0103 ultima edizione.
1.2 Il fluido di processo contenuto nelle attrezzature è in grado di produrre danneggiamenti
per la possibile presenza di H2S umido e di altri prodotti (p.e. cianuri), quali fenomeni di infragilimento del materiale, SSC (Sulfide Stress Cracking), Blistering, SWC (Stepwise cracking), HIC (Hydrogen Induced Cracking) e SOHIC (Stress Oriented Hydrogen Induced Cracking).
1.3 Le attività di progettazione, preparazione, costruzione e collaudo devono essere conformi alle prescrizioni della presente specifica, fermo restando le eventuali prescrizioni contrattuali, nonché legislative.
1.4 Tutte le attrezzature a pressione considerate nella presente specifica devono essere
sottoposte ad un controllo non distruttivo generale dopo prova idraulica (controllo pre-servizio): il controllo ha lo scopo di fissare una situazione di riferimento con la quale confrontare i risultati dei controlli periodici in esercizio. Il controllo pre-servizio deve essere eseguito con le modalità stabilite dall’apposita sezione del presente documento. I controlli saranno ripetuti con le identiche modalità nel corso della vita dell’attrezzatura (ispezioni in servizio).
1.5 Il Fabbricante deve presentare, prima dell'inizio della costruzione, un piano dettagliato di
fabbricazione e controllo per ciascuna subfornitura e per l’attrezzatura a pressione nel suo insieme. Nel suddetto piano devono risultare indicate tutte le fasi di fabbricazione e controllo (controlli istituzionali e supplementari della Committente) con relative procedure, che la Committente si riserva di approvare.
In fase di progettazione e di costruzione deve essere garantita la completa accessibilità alle fasi di controllo, definiti dalla Committente nel relativo "Piano di Fabbricazione e Controlli"
1.6 Le attrezzature devono essere progettate e costruite in accordo alle prescrizioni
contenute nei:
- D. Lgs 25 febbraio 2000, n. 93, "Attuazione della Direttiva 97/23/CE in materia di attrezzature a pressione" - (PED);
- D.P.R. n. 126 del 23 marzo 1998, "Regolamento recante norme per l'attuazione della Direttiva 94/9/CE" - (ATEX).
e relative disposizioni di legge di aggiornamento e di integrazione, tenendo conto dei codici di seguito elencati in ordine di preferenza.
Documento N° ING 591 S Revisione 2 Pagina 4 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
Codici europei
- EN 13445 "Unfired Pressure Vessels". Codici nazionali
- ISPESL - Raccolta "M" - Ultima edizione; - ISPESL - Raccolta "S" - Ultima edizione; - ISPESL - Raccolta "VSR" - Ultima edizione; - CTI - Raccomandazione del Comitato Termotecnica Italiano per l'impiego delle
Raccolte ISPESL in ambito PED - Ultima revisione. Codici americani
- ASME VIII- Div. 1 - ASME VIII - Div. 2.
In caso di discordanza tra le prescrizioni riportate nella presente specifica e quelle delle normative tecniche sopra riportate, sono da ritenersi valide le prescrizioni più restrittive.
1.7 Per prescrizioni non previste o non dettagliatamente sviluppate nelle normative tecniche
citate al punto 1.6., il Fabbricante, previa autorizzazione da parte della Committente, può fare riferimento a:
− norme/codici internazionali alternativi; − specifiche tecniche interne; − “draft” di norme candidate alla armonizzazione; − documenti tecnici eventualmente approvati da Enti Terzi.
1.8 Scelte di codici/norme alternativi rispetto a quanto indicato al punto 1.6, possono essere
previste da parte del Fabbricante, solo previa valutazione ed approvazione della Committente.
1.9 Definito da parte del Fabbricante il codice di riferimento per quanto attiene la
progettazione, si raccomanda l’ottemperanza alle prescrizioni in esso previste per le successive fasi di costruzione, ispezione e collaudo, al fine di evitare l’applicazione di soluzioni proposte da codici diversi (e quindi basate su criteri differenti) che possono condurre ad un livello di sicurezza finale non adeguato.
1.10 La presente specifica si riferisce alla costruzione di attrezzature a pressione da
intendersi come recipienti a pressione secondo la definizione D. Lgs. n°93/00: art.1 - p.to 2 - lettera b.
Documento N° ING 591 S Revisione 2 Pagina 5 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 2
PROGETTO, DISEGNI E FORNITURA DEGLI ELABORATI
2.1 Prescrizioni generali di progetto
2.1.1 I materiali impiegati devono essere conformi a quanto indicato nella documentazione tecnica (disegni, specifiche, ecc.) fornita dalla Committente ed alle prescrizioni di legge di cui al punto 1.6. Il Fabbricante può proporre, mediante richiesta ufficiale in deroga alle specifiche contrattuali, materiali alternativi; il loro impiego resta comunque subordinato all’accettazione ufficiale da parte della Committente.
2.1.2 Gli spessori indicati sui disegni della Committente comprendono il sovraspessore di corrosione e si intendono come minimi dopo formatura. Essi comprendono, inoltre, le normali tolleranze previste dalle norme o dalle specifiche.
2.1.3 Il Fabbricante è tenuto a verificare che gli spessori calcolati di tutte le parti dell’attrezzatura soddisfino le norme richieste nell’ultima edizione ed assicurino la stabilità.
2.1.4 Indipendentemente dalle condizioni di processo, il sovraspessore minimo di corrosione non può essere inferiore a 4 mm. Negli impianti di lavaggio gas con soluzioni amminiche (MEA, DEA, MDEA, ecc.) il sovraspessore di corrosione non può essere inferiore a 6 mm.
2.2 Mantello e fondi
2.2.1 Il Fabbricante deve provvedere all’identificazione e rintracciabilità, sui propri disegni, delle saldature longitudinali e circonferenziali dell’involucro. Tali saldature non devono intersecare le saldature dei bocchelli e di quant’altro saldato al recipiente.
Tutti i giunti longitudinali di virole adiacenti devono essere sfalsati di 180° o di 90°.
2.2.2 L'allineamento delle lamiere di diverso spessore deve essere fatto, in generale, lungo il
filo interno dell’attrezzatura.
2.2.3 Le virole in acciaio di diametro uguale o inferiore a 2 m devono avere una sola saldatura
longitudinale.
2.2.4 In generale, i fondi devono essere realizzati in un solo pezzo. Nel caso di fondi costruiti
in più pezzi, il Fabbricante deve fornire alla Committente una documentazione tecnica comprensiva di:
− disegni costruttivi che dettaglino, come minimo, la geometria del fondo, la posizione dei singoli giunti saldati di composizione, tutte le preparazioni dei lembi previste (per i giunti di composizione e di connessione ad altri componenti), informazioni circa le modalità di esecuzione dei giunti saldati;
Documento N° ING 591 S Revisione 2 Pagina 6 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
− procedura di fabbricazione (formatura, trattamenti termici dopo formatura e dopo
saldatura, ecc.); − tipologia ed estensione dei controlli non distruttivi applicati.
Prima di procedere il Fabbricante deve ottenere il benestare della Committente. 2.2.5 Nel caso di formatura a freddo del fondo/fasciame con stiramento massimo calcolato
maggiore del 5%, il componente dovrà essere sottoposto ad adeguato trattamento termico (secondo le prescrizioni del codice di riferimento), con rispetto dei requisiti di durezza prescritti (comunque con valori di durezza non superiori a 200HB).
2.2.6 Sul mantello e sui fondi non devono essere eseguite saldature non previste sui disegni costruttivi.
2.2.7 Per spessori di parete maggiori od uguali a 150 mm l’utilizzo di virole e di fondi ricavati
da forgiati deve essere preventivamente autorizzato dalla Committente, supportando la richiesta con idonea documentazione relativa alle modalità di fabbricazione dei singoli componenti.
2.3 Tronchetti e flange
2.3.1 I tronchetti devono essere ricavati da tubo senza saldatura, con esclusione dei passi
d'uomo che possono essere ricavati da lamiera avente uguali caratteristiche di quella del fasciame.
2.3.2 I tronchetti di diametro ≤ 2” devono essere del tipo "LONG WELDING NECK", con
“rating” minimo 600 psi per diametri fino ad 1½”. Detti tronchetti devono essere saldati “ad inserimento” (SET-IN) alla parete dell’attrezzatura in pressione, eccetto i casi in cui sia giustificata la loro saldatura con appoggio alla parete esterna (SET-ON). Non sono ammessi manicotti o altri tipi di tronchetti filettati.
2.3.3 Le flange devono essere in accordo alla norma ANSI B16.5 "SMOOTH FINISH". 2.3.4 Il diametro minimo dei passi d’uomo deve essere 20”.
2.4 Bocchelli, tronchetti e flange per spessori di parete maggiori o uguali a 50 mm 2.4.1 Tutti i bocchelli devono essere prodotti mediante forgiatura. La procedura di forgiatura
deve essere sottoposta alla Committente per approvazione prima dell'inizio dei lavori.
2.4.2 I tronchetti e le flange devono essere fucinati. Non sono ammessi componenti ricavati da tubo o mediante lavorazione di macchina. Essi non devono avere mai diametro inferiore a 2".
Non sono ammessi tronchetti e flange di acciaio inossidabile austenitico integrali né tronchetti con camicia interna (“Iining”). Le specifiche tecniche di fornitura, associate agli ordini dei materiali devono essere sottoposti alla Committente per approvazione.
Documento N° ING 591 S Revisione 2 Pagina 7 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
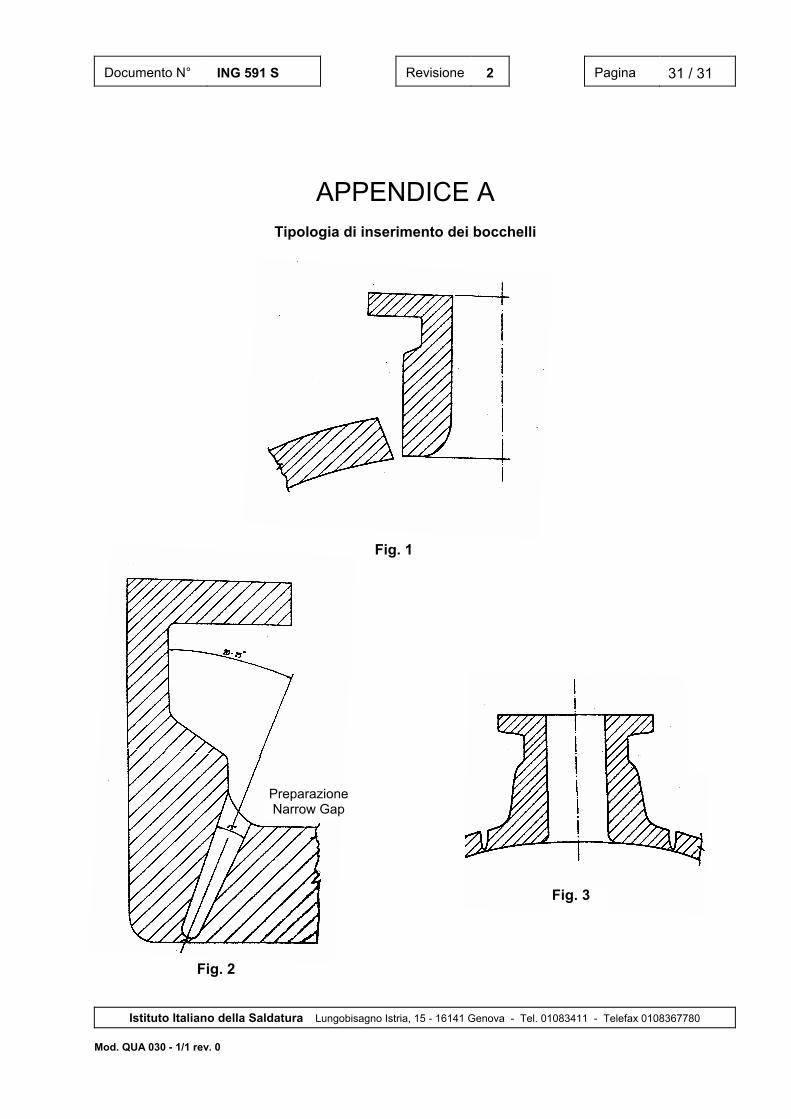
2.4.3 I bocchelli devono essere integrali, inseriti nello spessore di parete ed autorinforzanti.
Non sono ammessi bocchelli e/o manicotti filettati. 2.4.4 Le tipologie di inserimento dei bocchelli ammesse sono esemplificate nelle Fig. 1, 2, 3
dell’ APPENDICE A di questo documento.
2.5 Parti interne 2.5.1 I particolari delle parti interne indicate schematicamente sui disegni della Committente
devono essere progettati nel dettaglio dal Fabbricante e indicati sui disegni costruttivi.
2.6 Modalità di fornitura degli elaborati 2.6.1 Il Fabbricante deve impegnarsi a preparare ed a consegnare alla Committente,
unitamente all’attrezzatura a pressione, i Fascicoli Tecnici PED ed ATEX che devono essere approvati dalla Committente prima delle Autorità preposte alle verifiche di conformità alle direttive CE e prima della spedizione dell’attrezzatura a pressione. In particolare il Fascicolo Tecnico PED deve contenere tutta la documentazione relativa al progetto, all'analisi dei rischi, alla fabbricazione, alle ispezioni, ai collaudi. Secondo quanto previsto all’Allegato I - punto 3.4 del D. Lgs. n°93/00 (Direttiva 97/23 CE), il Fabbricante deve fornire, all'atto dell'immissione sul mercato, le Istruzioni Operative per l'ATTREZZATURA a PRESSIONE. Il Fabbricante deve sottoporre ad esame preliminare ed approvazione da parte della Committente detto documento. In particolare, eventuali prescrizioni specifiche inerenti le “verifiche periodiche” • verifiche di funzionamento • verifiche di integrità devono essere in linea con le disposizioni legislative vigenti. Eventuali prescrizioni più restrittive devono essere evitate e, se comunque necessarie, devono essere approvate dalla Committente.
Nelle Istruzioni Operative dovrà essere chiaramente dichiarata dal Fabbricante l'idoneità all'impiego previsto dalla Committente e indicato nelle specifiche contrattuali. Il Fabbricante deve definire nelle istruzioni operative le modalità ed i limiti di intervento (sostituzioni / riparazioni / modifiche) da parte dell'Utilizzatore (Committente). Dette modalità devono essere quelle essenziali previste dalla legislazione vigente e dalle specifiche tecniche applicabili. La Committente non deve avere nessun tipo di vincolo tecnico, contrattuale ed autorizzativo futuro per qualsiasi attività di riparazione, modifica, ispezione e manutenzione, nel rispetto delle prescrizioni tecniche previste nel manuale d'uso e manutenzione ai sensi dell'Art.14 del D.L.329.
Documento N° ING 591 S Revisione 2 Pagina 8 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
I Fascicoli Tecnici, nella stesura definitiva ed approvati dagli Organismi Notificati, devono essere consegnati su carta e su CD-Rom unitamente all’attrezzatura a pressione.
2.6.2 In particolare il Fabbricante deve fornire alla Committente i seguenti elaborati.
a) Disegno d'insieme dell’attrezzatura a pressione, con tutti i dati di progetto indicati dalla Committente, e con le seguenti indicazioni:
- dimensioni, spessori e materiali delle varie parti dell'attrezzatura; - posizione dei giunti saldati; - preparazione dei lembi da saldare (compresi i tronchetti); - particolari di eventuali bocchelli autorinforzati o di altre parti speciali; - particolari degli accessori interni di competenza del Fabbricante; - sostegni di rivestimenti; - tipo di fornitura dei fondi e relativi trattamenti termici; - procedimenti di saldatura e materiali di apporto (eventualmente su specifica a parte); - estensione di tutti i controlli; - trattamenti termici dopo la saldatura; - specifica di assiematura in opera ove necessaria.
b) Disegno (a parte) dei supporti e degli attacchi con i particolari costruttivi e la relativa posizione sull'attrezzatura.
Quanto sopra elencato può essere contenuto su più disegni, specifiche o standards, e deve essere inviato alla Committente entro i termini contrattualmente stabiliti.
2.6.3 Oltre agli elaborati elencati al punto precedente, il Fabbricante deve fornire con il
progetto, tutte le specifiche di fornitura e di controllo finalizzate alla costruzione nonché una dettagliata proposta programmatica dei tempi di costruzione ed un completo piano dei controlli e dei collaudi (piano di fabbricazione e controlli).
2.7 Approvazione degli elaborati 2.7.1 Prima di procedere alla costruzione delle varie parti dell'attrezzatura, il Fabbricante deve
ricevere l'approvazione da parte della Committente dei diversi documenti tecnici emessi per la fabbricazione ed i collaudi.
2.7.2 Il Fabbricante è responsabile della progettazione meccanica e della realizzazione costruttiva dell'attrezzatura, nonché della rispondenza ai dati e alle prescrizioni contenuti nei disegni, nelle specifiche e nelle norme indicate dalla Committente, indipendentemente dall’avvenuta approvazione, da parte di quest’ultima, degli elaborati del fabbricante. L'eventuale approvazione data dalla Committente alla documentazione tecnica prodotta dal Fabbricante va intesa come autorizzazione a procedere alla costruzione, e non solleva il Fabbricante dalle responsabilità sopra dette.
Documento N° ING 591 S Revisione 2 Pagina 9 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
2.7.3 Qualora il Fabbricante dovesse ritardare l'invio dei propri elaborati rispetto alle scadenze prescritte, esso è tenuto a darne tempestiva comunicazione alla Committente.
2.7.4 Il Fabbricante deve sottoporre ad approvazione, in tempo utile, la documentazione
tecnica all’Organismo Notificato ed alle Terze Parti preposte, dove previsto.
Una volta ottenuta tale approvazione, deve darne comunicazione alla Committente.
Qualora insorgessero difficoltà nell’ottenere l’approvazione, il Fabbricante deve darne tempestiva comunicazione alla Committente.
2.8 Documentazione della Committente 2.8.1 La Committente deve inviare al Fabbricante i dati di progetto, le norme, le specifiche e
gli standard da seguire, i limiti della fornitura e gli altri elementi necessari per definire lo spessore, le dimensioni e il tipo di materiale di ogni parte dell’attrezzatura.
Documento N° ING 591 S Revisione 2 Pagina 10 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 3
OFFERTA, CONTRATTO E RESPONSABILITA’ 3.1 Il Fabbricante s’impegna a consentire agli incaricati della Committente l'effettuazione in
officina delle ispezioni in costruzione e finali nonché l'ispezione ed i controlli pre-servizio. La presenza degli incaricati della Committente nelle varie fasi del collaudo non manleva il Fabbricante dalle sue responsabilità.
3.2. La rispondenza dell’attrezzatura a pressione alle norme ed alle prescrizioni richieste, ed
il rispetto delle norme costruttive vigenti nelle località dove l’attrezzatura a pressione andrà installata sono di esclusiva responsabilità del Fabbricante.
Documento N° ING 591 S Revisione 2 Pagina 11 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 4
APPROVVIGIONAMENTO DEI MATERIALI
4.1. Generalità 4.1.1 Per l’ordinazione dei materiali occorre che il Fabbricante rispetti gli accordi contrattuali
inserendo tutti i controlli e le prove che da essi conseguono. Il Fabbricante deve richiedere alla Committente l’approvazione all’ordinazione dei materiali, fornendo, allo scopo, tutte le specifiche tecniche di acquisto: tali specifiche devono contenere tutte le informazioni sulle metodologie di preparazione, di lavorazione e sui trattamenti termici dei materiali.
4.1.2 Le attrezzature, cui fa riferimento la presente specifica, sono impiegate a contatto con
fluidi contenenti idrogeno solforato (H2S) in fase acquosa e, pertanto, il loro approvvigionamento deve essere mirato alla prevenzione dei danneggiamenti provocati da tale servizio. Per questo scopo devono essere soddisfatte le prescrizioni contenute nei punti seguenti.
4.2. Lamiere 4.2.1 I requisiti di fornitura delle lamiere (comprese quelle impiegate per la costruzione di bocchelli e/o passi d’uomo) sono elencati nel seguito.
- Materiale: P275N… secondo UNI EN 10028-3 o ASTM A-516 Gr. 60/65 o equivalente, prodotto al forno elettrico1, degasato sotto vuoto e calmato a grano fine (dimensione del grano > 5 secondo ASTM E112).
- Il processo di fabbricazione/laminazione deve minimizzare la presenza nella
microstruttura del materiale di bande di perlite/ferrite e/o di segregazioni a centro spessore.
- Le lamiere devono essere fornite allo stato “normalizzato”, “normalizzato e
rinvenuto” o “temprato e rinvenuto”; non si accettano lamiere ottenute con procedimento termo-meccanico.
Per spessori maggiori o uguali a 50 mm, si possono utilizzare lamiere ottenute con raffreddamento accelerato dalla temperatura di normalizzazione.
- Le ispezioni e le prove devono essere condotte per prodotto2 in accordo alla norma
di prodotto scelta (EN od ASTM), con l’aggiunta delle richieste supplementari che seguono.
- Certificazione secondo EN 10204, ultima revisione: certificato di collaudo tipo 3.1
(qualora il Produttore del materiale sia dotato di Sistema di Qualità per i materiali specifici approvato da un Organismo riconosciuto nella CE), nel quale venga esplicitata dal Produttore la conformità alla specifica del materiale ed alle specifiche contrattuali di pertinenza.
1 Sono ammessi processi di produzione dell’acciaio alternativi al forno elettrico purché ci sia il pieno
rispetto di tutte le prescrizioni del presente paragrafo (paragrafo 4.2). 2 Fatta eccezione per le previste prove HIC che devono essere eseguite per colata.

Documento N° ING 591 S Revisione 2 Pagina 12 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
- Le lamiere devono essere controllate mediante esame ultrasonoro con estensione del 100% (bordi inclusi) in accordo alla norma EN 10160, Classe S3/E3. L’esame potrà essere eseguito indifferentemente prima e dopo il trattamento di qualità previsto. Nel caso d’utilizzo della lamiera in più parti, i bordi di ciascuna devono essere controllati dopo il taglio.
- Le lamiere devono essere fornite con durezza massima pari a 22 HRC (237 HB).
- Per l’analisi chimica, si richiedono le seguenti restrizioni:
S = 0.002% max Nb = 0.020 % max P = 0.010% max V = 0.030% max Ni = 1.0% max Cu = 0.3% max O2 < 30 ppm (richiesto solo nel caso di materiale non degasato sotto vuoto)
- Il massimo valore del Carbonio Equivalente (Ceq), definito come
1556CuNiVMoCrMnCCE ++++++=
deve essere pari a
0.43 % per spessori ≤ 50 mm 0.45 % per spessori > 50 mm
- E’ richiesto un trattamento di sferoidizzazione delle inclusioni mediante l’aggiunta di
Ca, con rapporto Ca/S superiore a 1,5; nel caso in cui si abbia nella lamiera S < 0.001% (“extra low sulfur”) tale trattamento non si ritiene necessario.
- Prove HIC secondo NACE TM-0284 (ultima edizione), con soluzione A (pH = 3) ed il
seguente criterio d’accettabilità: CLR ≤ 5% - CTR ≤ 1.5% - CSR ≤ 0.5%. Si ritengono accettabili prove HIC condotte sia allo stato di fornitura che dopo PWHT simulato.
- Caratteristiche tensili: in accordo alla norma di riferimento, anche dopo PWHT
simulato. - Resilienza KV (con un minimo di 3 provette trasversali al senso di laminazione ed
intaglio perpendicolare alla superficie del prodotto): valori medi richiesti non inferiori di 40J a –20°C (con un valore minimo accettabile di 28J). Tali requisito deve essere garantito anche dopo PWHT simulato.
4.2.2 Il collaudo delle lamiere deve essere effettuato in acciaieria in conformità alle specifiche
di ordinazione. La Committente si riserva la facoltà di presenziare al collaudo con proprio personale tecnico o con Ente da essa designato.
4.2.3 Per ogni lamiera deve essere garantita la rintracciabilità in base alle norme vigenti,
prevedendo, come minimo, la marcatura della specifica del materiale, del produttore e della sigla identificativa del numero di colata. Qualora espressamente richiesto dalla Committente, dovrà prevedersi la contromarcatura da parte della Committente o di un Ente da questa designato.
Documento N° ING 591 S Revisione 2 Pagina 13 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
4.2.4 Le caratteristiche meccaniche (durezze, trazioni e resilienze) devono essere garantite dal Fabbricante sulle lamiere dopo i cicli termici di lavorazione e/o di trattamento termico (PWHT compreso) previsti in costruzione.
4.2.5 La Committente deve essere informata dal Fabbricante, per approvazione, delle
prescrizioni d’approvvigionamento delle lamiere inserite nell'ordine da fornire all’acciaieria.
4.3. Pezzi fucinati 4.3.1 Per pezzi fucinati s’intendono sia quelli previsti dalle norme ANSI / ASTM / EN (quali,
per esempio, ASTM A-105 oppure P280GH secondo EN 10222-3) sia quelli realizzati come pezzi singoli a disegno mediante fucinatura a caldo. Le caratteristiche devono essere conformi a quelle di seguito elencate.
- Acciaio calmato a grano fine (dimensione del grano > 5 secondo ASTM E112 da
certificare soltanto per i fucinati realizzati come pezzi singoli a disegno).
- I fucinati devono essere forniti allo stato “normalizzato” o “normalizzato e rinvenuto”.
- Le ispezioni e le prove devono essere condotte per colata e per fucinato in accordo alla norma di prodotto scelta (EN od ASTM), con l’aggiunta delle richieste supplementari che seguono.
- Certificazione secondo EN 10204, ultima revisione: certificato di collaudo tipo 3.1
(qualora il Produttore del materiale sia dotato di Sistema di Qualità per i materiali specifici approvato da un Organismo riconosciuto nella CE), nel quale venga esplicitata dal Produttore la conformità alla specifica del materiale ed alle specifiche contrattuali di pertinenza.
- Per l’analisi chimica, si richiedono le seguenti restrizioni:
S = 0.020% max Nb + V < 0.1% P = 0.025% max Cu = 0.3% max Ni = 1.0% max
- Carbonio equivalente (Ceq): 1556CuNiVMoCrMnC ++++++ ≤ 0,43 %
- Esame ultrasonoro del 100% in accordo alla norma EN 10228-3, con classe di
qualità 4, soltanto per i fucinati realizzati come pezzi singoli a disegno.
- Durezza massima: 225 HB.
4.3.2 Il Fabbricante deve presentare una specifica di fucinatura e trattamento termico da sottoporre per approvazione alla Committente. Tale prescrizione deve essere chiaramente indicata, dal Fabbricante, nell'ordine al fucinatore.
Documento N° ING 591 S Revisione 2 Pagina 14 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
4.3.3 Per ogni pezzo deve essere garantita la rintracciabilità in base alle norme vigenti, prevedendo, come minimo, la marcatura della specifica del materiale, del produttore e della sigla identificativa del numero di colata. Qualora espressamente richiesto dalla Committente, dovrà prevedersi la contromarcatura da parte della Committente o di un Ente da questa designato.
4.3.4 Il collaudo dei fucinati deve essere effettuato presso il Fornitore in conformità alle
specifiche di ordinazione. La Committente si riserva la facoltà di presenziare al collaudo con proprio personale tecnico o con Ente da essa designato.
4.3.5 La Committente deve essere informata dal Fabbricante, per approvazione, delle
prescrizioni per l’approvvigionamento dei fucinati inserite nell'ordine al Fornitore.
4.3.6 I bocchelli fucinati devono essere disegnati in tutti i particolari. I disegni devono essere
presentati alla Committente per approvazione. 4.4 Tubi
4.4.1 Per tubi s’intendono anche tutti i componenti ricavati da tubo senza saldatura (“seamless”), utilizzati per la costruzione del fasciame esterno dell’attrezzatura soggetto a pressione, come: curve, mantello ricavato da tubo, bocchelli ricavati da tubo, ecc.. Sono escluse le parti interne come, p. es., i fasci tubieri.
- Acciaio calmato a grano fine (dimensione del grano > 5 secondo ASTM E112).
- I tubi devono essere forniti allo stato “normalizzato” o “normalizzato e rinvenuto”.
- Il processo di fabbricazione deve minimizzare la presenza nella microstruttura del
materiale di bande di perlite/ferrite e/o di segregazioni a centro spessore.
- Le prove devono essere condotte per prodotto in accordo alla norma di prodotto scelta (EN od ASTM), con l’aggiunta delle richieste supplementari che seguono.
- Certificazione secondo EN 10204, ultima revisione: certificato di collaudo tipo 3.1
(qualora il Produttore del materiale sia dotato di Sistema di Qualità per i materiali specifici approvato da un Organismo riconosciuto nella CE), nel quale venga esplicitata dal Produttore la conformità alla specifica del materiale ed alle specifiche contrattuali di pertinenza.
- Analisi chimica: si richiedono le seguenti restrizioni
S = 0.020% max. Nb + V < 0.1% P = 0.025% max. Cu < 0.3% Ni = 1.0% max
- Carbonio equivalente: 1556CuNiVMoCrMnC ++++++ ≤ 0,43%
- Durezza massima: 22 HRC (237 HB).
Documento N° ING 591 S Revisione 2 Pagina 15 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
4.4.2 Per ogni tubo deve essere garantita la rintracciabilità in base alle norme vigenti, prevedendo, come minimo, la marcatura della specifica del materiale, del produttore e della sigla identificativa del numero di colata. Qualora espressamente richiesto dalla Committente, dovrà prevedersi la contromarcatura da parte della Committente o di un Ente da questa designato.
4.4.3 Il collaudo dei tubi deve essere effettuato presso il fornitore in conformità alle specifiche
di ordinazione. La Committente si riserva la facoltà di presenziare al collaudo con proprio personale tecnico o con Ente da essa designato.
4.4.4 La Committente deve essere informata dal Fabbricante, per approvazione, delle
prescrizioni d’approvvigionamento dei tubi inserite nell'ordine da fornire al Fornitore.
4.5 Materiali per saldatura 4.5.1 Il Fabbricante deve conservare i certificati di fornitura relativi all'acquisto delle singole
partite di materiali d’apporto.
Per gli elettrodi rivestiti, per i flussi per arco sommerso e per i fili animati, il Fabbricante deve richiedere al fornitore la certificazione del tenore massimo garantito di idrogeno diffusibile nel metallo depositato che non deve risultare superiore a 5 ml per 100 grammi di deposito.
Il Fabbricante deve presentare, per approvazione, una specifica relativa alla conservazione, essiccazione ed utilizzazione dei materiali per saldatura tenendo conto di quanto qui di seguito prescritto.
4.5.2 I materiali per saldatura devono essere conservati in ambiente appositamente
predisposto per la protezione dall'umidità e mantenuto preferibilmente a temperatura controllata. In particolare, gli elettrodi basici ed i flussi per la saldatura ad arco sommerso devono risultare essiccati prima di essere impiegati, allo scopo di evitare che insorgano difetti nei giunti saldati.
A questo fine devono essere rispettate le seguenti istruzioni:
a) essiccazione in forno a 400°C × 2 ore per gli elettrodi e per i flussi per arco sommerso;
b) mantenimento in forno degli elettrodi a 150°C e dei flussi a 150-200°C, fino al momento del prelievo;
c) sistemazione degli elettrodi in fornetti portatili per l'utilizzazione sul posto di lavoro; d) i flussi per arco sommerso, dopo essiccazione, devono essere sistemati sugli impianti
di saldatura in apposite tramogge dotate di riscaldamento a resistenza; e) al termine della giornata lavorativa, le tramogge devono essere scaricate ed il flusso
in esse contenuto deve essere introdotto nuovamente nel forno di essiccamento, con un massimo di 5 cicli di essiccamento.
4.5.3 Non è ammesso l’impiego di materiali d’apporto con contenuto di Ni superiore al 1%. 4.5.4 Tutti i materiali d’apporto devono essere certificati secondo EN10204 con certificato
tipo 2.2. Il Fabbricante ne attesterà l’idoneità all’impiego per la costruzione dell’attrezzatura a pressione oggetto della fornitura.
Documento N° ING 591 S Revisione 2 Pagina 16 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 5
CERTIFICAZIONE DELLE PROCEDURE DI SALDATURA 5.1 Il Fabbricante deve preparare in tempo utile e presentare alla Committente una
dettagliata specifica di saldatura (WPS) per ciascuno dei procedimenti che intende utilizzare, conformemente a quanto richiesto dal codice di riferimento adottato, integrato da eventuali richieste particolari stabilite dalla Committente, nonché in ottemperanza alle disposizioni legislative vigenti. Le specifiche di saldatura devono essere riferite ad ognuno dei giunti da realizzare.
5.2 Deve essere eseguita una PQR per ogni tipo di materiale impiegato nella fabbricazione
dell’attrezzatura. 5.3 Le specifiche di saldatura devono essere approvate dalla Committente o da un Ente da
essa designato, oltreché da Enti preposti in base alle disposizioni legislative vigenti. 5.4 Sono ammessi i procedimenti di saldatura con elettrodo rivestito (SMAW), ad arco
sommerso (SAW), con elettrodo infusibile sotto protezione di gas inerte (GTAW) e a filo continuo di tipo animato (FCAW). Altri procedimenti potranno essere impiegati previa approvazione scritta da parte della Committente, da richiedere al momento del perfezionamento dell'ordine.
5.5 I saggi saldati utilizzati in fase di qualificazione dei procedimenti di saldatura dovranno
essere realizzati con lo stesso materiale base effettivamente utilizzato in fabbricazione. Nel caso di impiego in fabbricazione di materiali base provenienti da più di una colata, i saggi di qualificazione dei procedimenti di saldatura saranno realizzati con il materiale base appartenente alla colata con carbonio equivalente (Ceq) maggiore. Potranno comunque essere ritenute accettabili qualifiche di procedimento condotte con parametri del tutto analoghi a quelli di fabbricazione; in particolare, dovranno essere uguali a quelli di fabbricazione: - nome commerciale delle lamiere di base; - marca, nome commerciale, caratteristiche meccaniche ed analisi chimica di deposito
dei materiali d’apporto; - spessori (non sono ammessi saggi di qualifica di spessore inferiore a quello maggiore
di fabbricazione); - procedimenti di saldatura e relative parametrazioni elettriche; - apporti termici specifici; - pre-riscaldi (se applicati); - temperature tra le passate (interpass); - post-riscaldi (se applicati); - parametrazioni del PWHT.
Documento N° ING 591 S Revisione 2 Pagina 17 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
5.6 Ogni procedura di saldatura utilizzata per la realizzazione dei giunti di costituzione delle attrezzature deve essere qualificata. In aggiunta o a modifica di quanto richiesto dalla normativa di riferimento, sui saggi di qualificazione devono essere eseguite le seguenti prove meccaniche dopo il previsto trattamento termico dopo saldatura (PWHT):
- prove di resilienza KV in zona termicamente alterata (ZTA) ed in zona fusa (ZF) con valori medi richiesti di 40J min. a –20° (con un valore minimo accettabile di 28J);
- prove di durezza HV10 in ZTA con valori massimi richiesti non superiori a 248 HV;
- prove di durezza HV10 in ZF con valori massimi richiesti non superiori a 248 HV e valori medi richiesti non superiori a 210 HV.
5.7 Valori singoli di durezza HV10 superiori a quelli richiesti al punto 5.6 sono da
considerarsi accettabili se il valore medio di almeno tre misure condotte nella zona immediatamente adiacente risulta accettabile in accordo ai medesimi criteri e nessuna lettura singola supera di 10 HV il valore limite prescritto.
Documento N° ING 591 S Revisione 2 Pagina 18 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 6
CERTIFICAZIONE DEI SALDATORI
6.1 I saldatori da impiegare nella costruzione devono essere regolarmente qualificati e certificati a carico del Fabbricante, in conformità a quanto prescritto dal codice di riferimento adottato, integrato da eventuali richieste particolari stabilite dalla Committente, nonché in ottemperanza alle disposizioni legislative vigenti.
6.2 Ad ogni saldatore deve essere assegnato un proprio numero d’identificazione che dovrà
essere riportato, con punzoni “low stress”, a lato di ciascuna saldatura eseguita.
Documento N° ING 591 S Revisione 2 Pagina 19 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 7
COSTRUZIONE
7.1 Calandratura, formatura e stampaggio 7.1.1 Ove siano previste lavorazioni (quali calandratura, formatura, stampaggio, ecc.) che
alterino le caratteristiche del materiale portandole fuori dai limiti previsti dalle relative norme e dalle richieste supplementari contenute nella presente specifica, a dette lavorazioni deve essere fatto seguire un opportuno trattamento termico, in modo da riportare tali caratteristiche entro i limiti prescritti. In particolare, nel caso di calandratura, formatura e stampaggio a freddo con stiramento massimo calcolato maggiore del 5%, il componente dovrà essere sottoposto ad adeguato trattamento termico, secondo le prescrizioni del codice di riferimento, con rispetto dei requisiti di durezza prescritti (200 HB max).
Qualora non prescritto alcun trattamento termico dopo formatura a freddo, dovrà comunque essere previsto un trattamento termico di distensione ad una temperatura minima di stasi pari a 593°C, con durezza dopo distensione inferiore a 200 HB. La temperatura massima di stasi dovrà comunque essere inferiore alla temperatura di inizio austenitizzazione (temperatura Ac1) del materiale base e tale da non alterarne le caratteristiche di resistenza e resilienza originarie.
7.1.2 Non è ammessa la riparazione di materiali base difettosi, senza preventiva
autorizzazione della Committente. 7.1.3 Il foro centrale su fondi rullati deve essere chiuso con saldatura a piena penetrazione, da
sottoporre a controlli non distruttivi (prima e dopo PWHT) come prescritto al paragrafo 8.6.2 per tutte le giunzioni di testa.
7.2 Preparazione dei lembi
7.2.1 La preparazione dei lembi da saldare deve essere effettuata mediante lavorazione meccanica o mediante ossitaglio con testa automatica; in quest’ultimo caso, i lembi da saldare devono essere regolarizzati e puliti con la mola, asportando almeno 2 mm di materiale dalla superficie di taglio.
Il taglio alla cesoia non è ammesso per acciai di spessore superiore a 12 mm.
7.2.2 Prima della saldatura i lembi devono essere controllati, con esame magnetoscopico o con liquidi penetranti, per accertare l'assenza di sfogliature, irregolarità o altri difetti sensibili. Tale controllo deve essere certificato.
7.2.3 All'atto della saldatura i lembi devono risultare adeguatamente puliti ed asciutti.
7.3 Puntatura ed attacchi temporanei 7.3.1 Le saldature di puntatura devono essere eseguite usando i medesimi procedimenti e
seguendo le stesse precauzioni prescritte per la passata di vertice delle saldature principali corrispondenti.
Documento N° ING 591 S Revisione 2 Pagina 20 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
I tratti di puntatura che costituiranno parte integrante del giunto saldato devono essere eseguiti da saldatori qualificati e risultare esenti da difetti; l'assenza di discontinuità deve essere verificata mediante esame visivo e, se necessario, controllo magnetoscopico (MT) o con liquidi penetranti (PT). I tratti di puntatura che costituiranno parte integrante del giunto dovranno essere puliti e molati. I punti difettosi dovranno essere completamente rimossi prima di eseguire la passata di saldatura, e la superficie dei lembi dovrà essere controllata (con esame MT o PT) per garantire che la discontinuità sia stata effettivamente eliminata. Di regola i punti verranno disposti sul lato rovescio dei giunti da solcare e riprendere. Negli altri casi, la possibilità di incorporare i punti di saldatura nei giunti da eseguire con procedimento automatico dovrà essere accertata in fase di qualifica del procedimento od eseguendo un saggio di pre-produzione.
7.3.2 La saldatura degli attacchi temporanei previsti dalle procedure di
assemblaggio/montaggio (p.e. cavallotti) deve rispondere alle medesime prescrizioni delle saldature permanenti. Di regola, gli attacchi temporanei devono essere disposti e saldati alla superficie esterna dell’attrezzatura. La rimozione degli attacchi temporanei deve essere eseguita con taglio di fiamma o di mola a non meno di 3 mm dalla superficie del metallo base; il materiale residuo deve essere molato a filo e la zona deve essere ispezionata mediante esame visivo e controllo magnetoscopico (MT). La rimozione degli attacchi temporanei deve essere eseguita prima del PWHT finale dell’attrezzatura.
7.4 Saldatura 7.4.1 Per la saldatura con elettrodi rivestiti dovranno essere impiegati esclusivamente elettrodi
con rivestimento basico. 7.4.2 Il mantello ed i fondi delle attrezzature devono essere realizzati e connessi tra loro
mediante saldature testa a testa e a piena penetrazione, eseguite con ripresa a rovescio.
7.4.3 Per i giunti di chiusura di attrezzature senza passi d'uomo, e comunque ove non sia
possibile eseguire la ripresa al rovescio, deve essere in ogni caso assicurata la completa penetrazione delle saldature utilizzando in prima passata il procedimento GTAW.
7.4.4 L’apporto termico specifico di saldatura impiegato in fase di fabbricazione non deve
essere inferiore al 10% di quello usato in fase di qualificazione dei procedimenti di saldatura (sul saggio di prova impiegato per la stesura della PQR/WPAR). Analogamente, l’apporto termico specifico di saldatura impiegato in fase di fabbricazione non deve essere superiore al 25% di quello usato sul saggio di prova della PQR/WPAR.
7.4.5 L’effettuazione di pre-riscaldi e post-riscaldi, le rispettive temperature, nonché le durate
dei post-riscaldi, devono essere indicati nelle specifiche di saldatura (WPS) da sottoporre per approvazione alla Committente. Il preriscaldo (quando richiesto) deve essere eseguito con l'impiego di attrezzature adeguate, per tutto il tempo di saldatura. Ciò vale anche per la saldatura di tronchetti, attacchi, staffe ed accessori vari.
Documento N° ING 591 S Revisione 2 Pagina 21 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
Le temperature di preriscaldo misurate in fase di fabbricazione non devono essere, in nessun caso, inferiori a quelle di preriscaldo applicate sul saggio di prova impiegato per la stesura della PQR/WPAR. Le temperature d’interpass misurate in fase di fabbricazione non devono essere, in nessun caso, superiori a quelle applicate sul saggio di prova impiegato per la stesura della PQR/WPAR. Se non è richiesto preriscaldo, lo spessore massimo saldabile in fabbricazione non deve essere superiore a quello dello stesso saggio di saldatura della PQR/WPAR. Le temperature di preriscaldo e d’interpass devono essere controllate in maniera corretta con sistemi adatti allo scopo (impianti centralizzati con termocoppie, oppure, nei giunti di pezzi semplici, pirometri a contatto o gessetti termoviranti).
7.4.6 I fili ed i flussi per il procedimento SAW ed i fili per il procedimento FCAW adottati per la realizzazione delle saldature di produzione devono essere dello stesso tipo ed identificati con lo stesso nome commerciale rispetto agli analoghi fili (e flussi) adottati nella realizzazione dei saggi di qualifica.
7.4.7 Il diametro del filo adottato per la realizzazione delle saldature di produzione con procedimenti di saldatura GMAW e FCAW deve essere uguale a quello usato nella realizzazione dei saggi di qualifica. Per gli altri procedimenti è permessa la variazione di un solo diametro dell’elettrodo o materiale d’apporto.
7.4.8 Nella saldatura con procedimenti manuali, semiautomatici o automatici, l'innesco dell'arco deve essere fatto sempre all’interno del cianfrino, oppure su apposita piastra posta presso il giunto. In nessun caso, l'accensione dell'arco deve avvenire sulla parete dell’attrezzatura.
7.4.9 Le saldature per gli attacchi esterni di sostegni vari, devono essere continue e risultare di almeno 7 mm di lato. Non sono ammesse saldature realizzate con una sola passata. Tutti gli attacchi esterni sull’attrezzatura devono prevedere l’apposita piastra a spigoli arrotondati, saldata al recipiente e sottoposta a tutte le prescrizioni costruttive di questo.
7.4.10 La tecnica di saldatura impiegata nella costruzione dell’attrezzatura a pressione deve
essere conforme a quella usata durante le prove di certificazione del procedimento.
Se nella realizzazione del saggio di qualifica è stata adottata la tecnica delle passate di rinvenimento (“Temper Beads”), la procedura di saldatura in produzione deve prevedere la deposizione dell’ultima passata di saldatura in modo tale che il bordo di quest’ultima non sia a diretto contatto con il materiale base e non sia ad una distanza maggiore di 3 mm dallo stesso. Qualora il sovrametallo di saldatura risultante dovesse essere non accettabile, questo può essere eliminato mediante raccordatura di mola.
7.5 Trattamento termico dopo saldatura (PWHT) 7.5.1 Il trattamento termico di distensione dopo saldatura deve sempre essere eseguito. 7.5.2 Il trattamento termico finale deve essere eseguito dopo che siano terminate tutte le
operazioni di saldatura sul mantello (compresi attacchi e accessori), le eventuali riparazioni ed i controlli non distruttivi, salvo accordo diverso con la Committente.
Documento N° ING 591 S Revisione 2 Pagina 22 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
7.5.3 Per il trattamento termico finale deve essere presentata alla Committente una specifica esecutiva nella quale siano anche descritte le precauzioni da adottare per evitare deformazioni dell'attrezzatura; anche gli eventuali trattamenti termici intermedi, da eseguire nel cantiere di montaggio, dovranno essere accuratamente descritti.
7.5.4 La temperatura minima di mantenimento nel corso del trattamento termico finale deve
essere pari a 620°C, fatta eccezione per quei casi in cui sia raccomandato dall’acciaiere un PWHT con temperature di mantenimento più basse, compatibili con lo stato di fornitura del materiale. La permanenza e le altre modalità del trattamento finale e degli eventuali trattamenti intermedi, devono essere concordate tra Fabbricante e Produttore delle lamiere, nonché approvate dalla Committente.
7.5.5 Devono essere tenute in considerazione eventuali differenze tra la temperatura
registrata e la temperatura effettiva nelle varie parti dell’attrezzatura (si raccomanda l'uso di termocoppie a contatto del pezzo).
7.5.6 L'andamento della temperatura al di sopra dei 300°C deve essere rilevato da un numero
adeguato di termocoppie e registrato in funzione dei tempo mediante adatto attrezzatura registratore, anche durante gli eventuali trattamenti intermedi. I diagrammi così registrati devono riportare la denominazione del recipiente e la data del trattamento e devono essere conservati a cura dei Fabbricante.
7.5.7 Dopo trattamento termico devono essere eseguite prove di durezza in zona fusa sui giunti saldati: nessun valore della durezza in ZF deve risultare superiore a 200 HB.
7.5.8 I talloni richiesti dalle norme, devono essere sottoposti a trattamento termico assieme al recipiente e non separatamente. La Committente si riserva il diritto di richiedere l’esecuzione di talloni supplementari all'inizio dei lavori.
7.6 Tolleranze dimensionali
7.6.1 Devono essere rispettate le tolleranze previste dalle norme contrattuali. Tutte le tolleranze devono intendersi applicate all’attrezzatura completo dopo il trattamento termico.
7.7 Assiematura in cantiere
7.7.1 Sulle attrezzature a pressione prefabbricate in tronchi da assiemare in cantiere, il Fabbricante deve verificare in officina che lo sviluppo delle estremità dei pezzi, gli slivellamenti tra i lembi e la cianfrinatura siano tali da consentire una corretta assiematura. Sui lembi da saldare devono essere marcati chiaramente e indelebilmente i riferimenti necessari per tale assiematura.
Devono pure essere previste squadrette di riscontro per facilitare l'assiematura. Eventuali deroghe devono essere autorizzate dalla Committente.
7.7.2 I tronchi da assiemare in cantiere devono essere muniti di irrigidimenti tali da evitare
deformazioni durante il trasporto.
Documento N° ING 591 S Revisione 2 Pagina 23 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
7.7.3 Nel caso di attrezzature spedite in elementi sciolti, da assiemare in cantiere, il Fabbricante deve pre-assiemare in officina fondi, coni di raccordo, calotte sferiche. Sui relativi lembi da saldare devono essere marcati chiaramente e indelebilmente i riferimenti necessari per l'assiematura finale.
7.7.4 Devono essere predisposte protezioni per i lembi da saldare, tali da evitare il
danneggiamento durante le operazioni di trasporto.
7.7.5 Qualora fossero previste dal progetto mensole o altre strutture in corrispondenza delle estremità dei tronchi da saldare, esse devono essere montate dopo l'esecuzione della saldatura circonferenziale senza mai intersecare quest'ultima.
7.7.6 A meno che sia diversamente previsto nelle specifiche contrattuali, il Fabbricante è
responsabile dell'attrezzatura montato in opera (salvo che per i tempi di montaggio e per eventuali difetti occasionali di saldatura, nel caso che l'assiematura non sia eseguita a cura del Fabbricante stesso).
In ogni caso il Fabbricante deve redigere una specifica dettagliata per le operazioni da eseguire in cantiere, con particolare riguardo alla saldatura.
Il nominativo dell’eventuale impresa incaricata dell'assiematura in cantiere deve essere comunicato, per approvazione, alla Committente.
Qualora l'assiematura in cantiere non fosse eseguita direttamente dal Fabbricante, questi deve inviare in cantiere un proprio supervisore in grado di dare la necessaria assistenza per un corretto svolgimento del lavoro, salvo diversamente indicato nelle specifiche contrattuali.
Documento N° ING 591 S Revisione 2 Pagina 24 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 8
ISPEZIONE E COLLAUDO
8.1 La Committente, anche senza preavviso, ha il diritto di fare eseguire dei controlli durante tutte le fasi di costruzione e di fornitura, anche presso eventuali subappaltatori, utilizzando personale proprio o affidando l’incarico a persone o ad Enti di sua fiducia. Le persone e gli Enti comunque incaricati dei controlli e dei collaudi sono qui definiti con la denominazione di "Controllo Designato", inteso come un gruppo d’ispettori o un ispettore od una Società od altro Ente incaricato della supervisione della costruzione per conto della Committente.
8.2 Collaudo dei materiali - Certificati
8.2.1 Tutti i materiali impiegati nella costruzione delle parti in pressione devono essere muniti di certificati di ferriera, forniti in “copia conforme all’originale” da parte del produttore del materiale, relativi a tutte le prove richieste dalle specifiche di approvvigionamento, comprese quelle supplementari eventualmente richieste dalla Committente.
8.2.2 I materiali impiegati nella costruzione delle parti non in pressione devono essere muniti
di certificati dì ferriera, forniti in “copia conforme all’originale” da parte del produttore del materiale, oppure deve essere presentata dichiarazione di conformità alle specifiche di approvvigionamento.
8.2.3 Il Fabbricante deve conservare una raccolta originale dei certificati, di cui ai punti
precedenti, riportanti la sigla di identificazione marcata sui semilavorati. Copia conforme all’originale di tali certificati deve essere fornita alla Committente.
8.3 Prove e collaudi sui semilavorati
8.3.1 Tutte le lamiere, i tubi ed i forgiati impiegati nella costruzione delle parti in pressione, devono riportare marcata indelebilmente, la sigla d’identificazione rintracciabile sul certificato di collaudo relativo. Il Fabbricante deve provvedere a propria cura e spese, a riportare il proprio marchio e le sigle di identificazione nel corso delle lavorazioni mano a mano che i semilavorati vengono tagliati.
8.3.2 I semilavorati devono essere collaudati nello stabilimento di produzione all’eventuale
presenza del Controllo Designato, secondo un preciso programma di fabbricazione e controllo concordato con la Committente. I collaudi devono avvenire in accordo alle specifiche di approvvigionamento, preventivamente approvate dalla Committente.
8.3.3 La Committente ha il diritto di richiedere per alcuni materiali, che il Fabbricante includa
nell'ordine a sub-fornitori, la clausola che al collaudo abbia facoltà di assistere anche il Controllo Designato incaricato dalla Committente.
8.4 Controlli durante la costruzione e controlli finali
8.4.1 Il Controllo Designato segue le lavorazioni sulla base del programma di fabbricazione e controllo redatto dal Fabbricante prima dell'inizio dei lavori ed approvato dalla Committente.
Documento N° ING 591 S Revisione 2 Pagina 25 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
Sono da prevedersi, in ogni caso, le attività che seguono:
- verifica e controllo delle lavorazioni sulle lamiere, sui fucinati e sui tubi, inclusa l’esecuzione delle prove distruttive e dei controlli non distruttivi;
- verifica della regolarità ed integrità dei lembi delle virole, dei bocchelli e delle altre parti. Controllo magnetoscopico dei lembi da saldare;
- controllo della solcatura al rovescio delle saldature. Devono essere eseguiti esami magnetoscopici o con liquidi penetranti per verificare che tutti i difetti al vertice siano stati asportati;
- verifica della sagomatura dei fondi e dello spessore degli stessi; - verifica delle temperature di preriscaldo, che deve sempre essere eseguito quando è
indicato nelle specifiche di saldatura o quando è previsto dalle norme della buona pratica costruttiva;
- verifica dei diagrammi dei trattamenti termici; - verifica della conservazione e dei trattamenti di essiccazione per i materiali di
saldatura; - verifica dei controlli non distruttivi intermedi e finali.
8.5 Talloni di saldatura 8.5.1 Il Fabbricante deve preparare i talloni per il controllo della produzione delle saldature
secondo quanto richiesto dal codice di riferimento per la costruzione.
In ogni caso, sui talloni di saldatura sono da eseguirsi le prove riportate al punto 5 della presente specifica.
8.5.2 Il Controllo Designato può richiedere dei talloni di verifica della qualità delle saldature
anche nel caso che essi non siano previsti dal Contratto. In questo caso la richiesta deve essere fondata su valide motivazioni ed i talloni risultano a carico della Committente a meno che dalle prove non risulti inaccettabile la qualità della saldatura.
8.5.3 Il Controllo Designato assiste a tutte le operazioni di preparazione dei talloni e di
esecuzione delle prove.
8.6 Controlli non distruttivi durante la costruzione 8.6.1 Il Fabbricante deve eseguire tutti i controlli non distruttivi stabiliti dalle specifiche
contrattuali, dal codice di riferimento adottato per la progettazione e costruzione dell’attrezzatura a pressione e da eventuali regolamentazioni di legge vigenti.
8.6.2 Le attrezzature devono essere sottoposte, prima e dopo il PWHT, ai seguenti controlli
non distruttivi:
- esame visivo generale; - controllo radiografico (RT) al 100% di tutti i giunti saldati di testa (il controllo RT può
essere sostituito dal controllo ultrasonoro difettoscopico manuale od automatizzato, senza limitazioni per spessori superiori a 40 mm, solo previa approvazione della Committente per spessori compresi tra 12 mm e 40 mm);
- controllo ultrasonoro difettoscopico (UT) al 100% di tutti i giunti a T saldati a piena penetrazione e, più in generale, di tutti i giunti non radiografabili;
- controllo magnetoscopico (MT) al 100% di tutti i giunti saldati di composizione dell’attrezzatura, sia del lato interno che di quello esterno;
Documento N° ING 591 S Revisione 2 Pagina 26 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
- controllo magnetoscopico (MT) al 100% di tutti i giunti saldati relativi agli attacchi permanenti (presenti sui lati interno ed esterno dell’attrezzatura).
- misure di durezza su tutti i giunti saldati di composizione dell’attrezzatura, sia sul lato interno che su quello esterno, da eseguirsi in zona fusa, con estensione minima e durometri portatili conformi a quanto prescritto per i rilievi di durezza in fase di ispezione in pre-servizio (paragrafo 9.6.5) e verificando che i valori rilevati non siano, in nessun caso, superiori a 200 HB.
8.6.3 L'esecuzione di tutti i controlli deve essere affidata a personale certificato di livello 2
secondo la norma UNI EN 473 od in conformità a schemi equivalenti in funzione del codice di riferimento applicato, relativamente ai metodi utilizzati. In conformità al D.Lgs n. 93/2000, il personale CND dovrà essere approvato da un’Entità Terza Riconosciuta.
8.6.4 I controlli previsti devono essere eseguiti secondo i programmi indicati nel piano di
fabbricazione e controllo. Non è consentito rinviare una parte dei controlli alle fasi conclusive delle lavorazioni.
8.6.5 I controlli non distruttivi, devono essere effettuati in accordo alle norme di metodo, e ai
relativi criteri di accettabilità, riportati sui codici di riferimento adottati per la progettazione e costruzione dell’attrezzatura a pressione.
8.6.6 Ogni tipo di controllo non distruttivo impiegato deve essere effettuato sulla base di una
dettagliata procedura operativa preparata da personale certificato di livello 3 secondo la norma UNI EN 473, per conto del Fabbricante o della Società incaricata. Tali procedure devono essere inviate per approvazione alla Committente in tempo utile, prima dell’inizio di qualsiasi operazione di controllo.
8.6.7 Prescrizioni supplementari per l’esame visivo: le saldature devono risultare prive
d’incisioni, spruzzi e d’altre irregolarità che possano creare impedimento per una corretta esecuzione dei controlli strumentali previsti, nonché rendere problematica l’interpretazione delle indicazioni fornite. L’asportazione di dette irregolarità sarà eseguita mediante molatura.
8.6.8 Prescrizioni supplementari per il controllo radiografico: deve essere eseguito con
sorgenti radiogene a raggi X. L'impiego d’isotopi radioattivi non è consentito, salvo previa autorizzazione da parte della Committente e solo in presenza di motivata necessità. Deve essere garantita la completa rintracciabilità delle radiografie e l’esito degli esami raccolti in un apposito riepilogo preparato a cura del Fabbricante. Il controllo radiografico, previa approvazione della Committente e dell’Autorità di Sicurezza, può essere sostituito da sistemi di controllo ultrasonoro automatizzati (TOFD e P-SCAN o altro) che garantiscano l’individuazione della natura dei difetti, la registrazione dei dati e la loro processabilità.
8.6.9 Nel caso d’applicazione del controllo ultrasonoro di saldature di testa, può rendersi
necessaria la rimozione del sovrametallo di saldatura per consentire l’accesso delle sonde piane e di quelle angolate direttamente sul giunto.
8.6.10 Il Fabbricante deve presentare alla Committente per approvazione, una procedura
dettagliata per l’esecuzione della prova idraulica.
Documento N° ING 591 S Revisione 2 Pagina 27 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
SEZIONE 9
ISPEZIONE PRE-SERVIZIO 9.1 L'ispezione pre-servizio deve essere effettuata presso l’officina del Fabbricante
sull’attrezzatura a pressione pronta per la messa in esercizio, dopo il PWHT e la prova idraulica finale. Essa ha lo scopo di definire lo stato strutturale finale alla costruzione, da utilizzare come termine di confronto nelle future ispezioni in servizio.
Tutti i controlli in pre-servizio devono essere effettuati con le stesse modalità e tecniche che saranno utilizzate nel corso dei successivi controlli “in servizio” (l’uso di tecniche di controllo analoghe, nella fase di pre-servizio e di servizio, consente di definire l’origine dei difetti, l’omogeneità e confrontabilità dei risultati).
In generale, il controllo pre-servizio deve essere eseguito da un Ente o Società scelto dalla Committente fra quelli di provata esperienza ed indipendenza, con riferimento specifico al Fabbricante dell’attrezzatura a pressione.
9.2 Le norme di metodo per tutti i controlli non distruttivi in pre-servizio sono le normative UNI EN di riferimento per ogni metodo di controllo impiegato.
9.3 Tutte le indagini devono essere eseguite da personale certificato di livello 2 secondo UNI EN 473, per ciascuno dei metodi impiegati. La responsabilità tecnica dell’ispezione preservizio deve essere assunta da personale, certificato di livello 3 secondo UNI EN 473, che provvede a controfirmare tutti i rapporti di prova.
9.4 L’ispezione pre-servizio non ha finalità di accettazione del prodotto, alla quale sono preposti i controlli di costruzione. L’uso eventuale dei risultati dei controlli di costruzione come riferimento pre-servizio o l’esecuzione di alcuni controlli pre-servizio prima di prova idraulica potranno essere limitati ai seguenti controlli:
- rilievi spessimetrici mediante ultrasuoni; - rilievi di profilo del cordone esterno delle saldature; - rilievi di durezza delle saldature (purché dopo PWHT). In ogni caso, qualora si riscontrino difettosità non accettabili secondo le norme contrattuali, il Controllo Designato deve definire con la Committente ed il Fabbricante le azioni da compiere prima che l’attrezzatura lasci l’officina.
9.5 Le metodologie di indagine "pre-servizio" da applicare sono:
− controllo magnetoscopico delle saldature; − controllo ultrasonoro difettoscopico delle saldature (per spessori maggiori di 12 mm); − controllo ultrasonoro spessimetrico; − controllo ultrasonoro difettoscopico delle lamiere; − misure di durezza delle saldature. Per tutte le metodologie di esame, la Società incaricata dell’esecuzione dei controlli deve approntare le dettagliate procedure operative e predisporre il piano di ispezioni, in modo che sia sempre garantito l’accesso e la fattibilità delle indagini e ne sia garantita la ripetitività durante l’esercizio dell’attrezzatura a pressione. Le procedure ed il piano,
Documento N° ING 591 S Revisione 2 Pagina 28 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
controfirmati da personale di livello 3 in accordo alla norma UNI EN 473, devono essere sottoposti alla Committente per approvazione ed al Fabbricante per informazione.
9.6 Prescrizioni per l’indagine pre-servizio
9.6.1 Il controllo magnetoscopico deve essere eseguito su tutti i giunti saldati dal lato interno ed esterno dell’attrezzatura a pressione, interessando anche una fascia di materiale base, adiacente ai giunti, larga 50 mm per ogni lato. L'esame deve, altresì, riguardare tutte le aree sulle quali sono state eseguite saldature di attrezzature di montaggio provvisorie. L'esame deve essere eseguito, in conformità alla norma UNI EN 1290, con elettromagneti a giogo a poli snodabili, alimentati a 24 o 48V, in corrente alternata. Come mezzo rivelatore deve essere utilizzata polvere magnetica in sospensione liquida, applicata su lacca bianca di contrasto. E’ consentito l’utilizzo di rivelatore fluorescente in funzione delle condizioni d’illuminamento e per superfici lisciate di mola. Non è permesso l’utilizzo di rivelatori a secco. Le eventuali indicazioni (p.e. incisioni ed inclusioni affioranti), anche se accettabili ai controlli in costruzione, dovranno essere registrate in modo accurato così da poterne confrontare la posizione e l'estensione in lunghezza nel corso dei successivi controlli in servizio.
9.6.2 Il controllo ultrasonoro difettoscopico deve essere effettuato sulla superficie dell’attrezzatura che sarà poi accessibile per le future indagini in servizio e preferibilmente dall’esterno. Il controllo ultrasonoro difettoscopico deve riguardare:
- tutti i giunti saldati testa a testa e tutti i giunti dei bocchelli, compatibilmente con la presenza di piastre di rinforzo ed aventi DN ≥ 3”, mediante l’utilizzo di sonde angolate ad onde trasversali;
- la fascia di materiale base posta sui ciascuno dei due lati dei giunti saldati, pari alla striscia più larga di movimentazione delle sonde angolate, utilizzando la sonda piana ad onde longitudinali.
Il controllo ultrasonoro difettoscopico deve essere eseguito in accordo alla norma EN 1714, metodo 1 (curva DAC), livello di controllo B. Il blocco campione per la taratura della sensibilità deve essere costruito in accordo alla norma EN 1714, utilizzando una parte della lamiera impiegata per la costruzione dell’attrezzatura. Il blocco così realizzato deve essere utilizzato per le future indagini in servizio. Il blocco campione deve subire gli stessi trattamenti termici dell’attrezzatura a cui si riferisce. Prima dell’esecuzione del controllo devono essere ricostruiti, con un profilometro a pettine, i profili dei giunti sulla superficie opposta a quella di esame: tali profili “tipo” devono essere ricavati su almeno una sezione per ogni giunto (longitudinale, circonferenziale, radiale).
Documento N° ING 591 S Revisione 2 Pagina 29 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
Nel corso del controllo, qualora venissero individuate risposte determinate dalla forma dei cordoni, il profilo delle sezioni nelle quali si verificano dette risposte, deve essere rilevato e registrato con il profilometro. Le indicazioni rilevate devono essere registrate sul rapporto di prova secondo i seguenti criteri.
a) Tutte le indicazioni non attribuibili a cause geometriche (profilo del sovrametallo di saldatura, ecc.), con ampiezza di risposta maggiore o uguale al 20% del livello di riferimento, devono essere registrate con la loro posizione nello spessore e lungo lo sviluppo della saldatura, e con il valore della massima ampiezza d’eco.
b) Tutte le indicazioni non attribuibili a cause geometriche aventi ampiezza di risposta compresa tra il 50% ed il 100% del livello di riferimento, devono essere registrate con l'indicazione della posizione lungo lo sviluppo del giunto.
c) Tutte le indicazioni di natura non geometrica di ampiezza di risposta maggiore del 100% del livello di riferimento devono essere registrate con i parametri descritti al precedente punto ed inoltre devono essere rappresentate nella sezione attraverso una risoluzione grafica in scala 1:1.
d) Tutte le indicazioni attribuibili alla geometria dei giunti con ampiezza superiore al 50% del livello di riferimento devono essere registrate con l'indicazione della posizione lungo lo sviluppo dei giunto e della massima ampiezza d’eco.
e) La registrazione dei parametri definiti ai punti precedenti devono essere rilevati, se sussisterà il caso, ogni 100 mm di lunghezza delle anomalie.
f) Tutte le eventuali anomalie che risultassero inaccettabili per le specifiche di costruzione devono essere immediatamente segnalate alla Committente (ed al Fabbricante per conoscenza) e devono essere registrate con gli stessi criteri previsti in c), indipendentemente dall’ampiezza di risposta.
9.6.3 Il controllo ultrasonoro spessimetrico deve essere eseguito dalla parte della superficie
accessibile in servizio almeno sulle posizioni di seguito indicate.
- Bocchelli di diametro interno ≤ 200 mm: n°4 punti a 90° su una sezione circonferenziale circa a metà lunghezza del bocchello o della parte di minore spessore per i bocchelli autorinforzanti.
- Bocchelli e passi d’uomo di diametro interno > 200 mm: n°8 punti a 45° su due sezioni circonferenziali disposte a uno e a due terzi della lunghezza del bocchello; per i bocchelli autorinforzanti le due sezioni devono essere disposte rispettivamente circa a metà dei tratti di maggiore e minore spessore.
- Fasciame: n°12 punti equidistanti su tre sezioni circonferenziali per ciascuna virola disposte una a circa metà lunghezza della virola e le altre due a 50 mm dal margine del cordone circonferenziale.
- Fondi: n°12 punti equidistanti su due sezioni circonferenziali, una posizionata a circa 200 mm dal margine della saldatura fondo – fasciame (lato fondo), la seconda posta ad una distanza di circa 1000 mm dalla prima; in ogni caso per i fondi e spicchi, ognuno dei settori dovrà contenere almeno un punto di misura per ogni sezione circonferenziale.
Documento N° ING 591 S Revisione 2 Pagina 30 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
Tutte le posizioni di misura devono essere accuratamente mappate in modo che il controllo possa essere ripetuto in servizio negli stessi punti. La mappatura deve far parte del rapporto d’ispezione.
9.6.4 Dove essere effettuato, dalla superficie esterna, il controllo ultrasonoro di ciascuna virola di composizione del mantello e dei fondi dell’attrezzatura mediante tecnica automatizzata di “corrosion mapping” (T-SCAN o similare), con la seguente estensione:
- n°1 area di almeno [1 m × 2 m] per ogni virola del mantello (su attrezzature disposte in orizzontale, si consiglia di alternare, per ogni successiva virola, scansioni in corrispondenza delle generatrici laterali con scansioni in corrispondenza della generatrice inferiore);
- n°1 area di almeno [1 m × 1 m] sui fondi.
Il controllo dovrà essere effettuato con sonda piana a doppio cristallo di frequenza 4MHz.
9.6.5 Le misure di durezza devono essere effettuate, dalla superficie interna, sui giunti saldati con la seguente estensione:
- almeno n°3 sezioni per ogni giunto circonferenziale, a 120° una dall’altra; - almeno n°4 sezioni su ciascuna saldatura longitudinale, equidistribuite sull’estensione
totale; - almeno n°3 sezioni a 120° sulla saldatura di composizione di ciascun fondo; - almeno n°2 sezioni a 90° su ciascuna saldatura di connessione bocchelli-fasciame; - almeno n°1 sezione su ogni saldatura tubo-tronchetto, tronchetto-curva o similari.
Per ciascuna sezione, la cui posizione deve essere accuratamente mappata, devono essere effettuate misure di durezza in zona fusa e su entrambi i lati del giunto (ove possibile), con un minimo di tre letture singole. Per il rilevamento della durezza dovranno essere impiegati durometri portatili ad ultrasuoni o dinamici. Questi ultimi sono sconsigliati nel caso di misurazioni su spessori inferiori a 20 mm.
9.6.6 Il rapporto finale di pre-servizio deve essere predisposto dall’Ente o Società che ha
effettuato i controlli. Il Controllo Designato provvede a raccogliere i rapporti di prova rilasciati dalle organizzazioni incaricate dalla Committente di eseguire le indagini pre-servizio e quelli redatti dal Fabbricante per ispezioni in costruzione, eventualmente accettati per l’utilizzo come pre-servizio. Il rapporto finale deve contenere, per ciascun tipo di controllo, tutte le informazioni utili a consentire la ripetizione delle indagini in corso d’esercizio dei recipienti ed il confronto senza equivoci dei risultati.
Documento N° ING 591 S Revisione 2 Pagina 31 / 31
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova - Tel. 01083411 - Telefax 0108367780 Mod. QUA 030 - 1/1 rev. 0
APPENDICE A Tipologia di inserimento dei bocchelli
Fig. 1
Fig. 2
PreparazioneNarrow Gap
Fig. 3